jaargang 69
nummer 7
december 2025
Hét vakblad voor de professional in de opper vlaktetechnologie

De iPhone 17 en de waarde van anodiseren – techniek, esthetiek en leerpunten voor de praktijk











jaargang 69
nummer 7
december 2025
Hét vakblad voor de professional in de opper vlaktetechnologie
De iPhone 17 en de waarde van anodiseren – techniek, esthetiek en leerpunten voor de praktijk

RE IN IGI NG VA N IN DUSTR IË LE ON DERDELEN
Precisie reinigen
Interoperationele reiniging
Mengsels van oppervlakte-actieve stoffen
Ttijdelijke corrosiebescherming


VO ORBEHAN DELI NG VA N METALE N
Chromaat- en fosfaatvervangers
Fosfateren met lage temperatuur
Thermisch verzinken
FU NCTION ELE COAT I NGS
Precote®: Coatings voor borging, sealing en klemming
Droge smeermiddelen met antifrictie coatings
Geleidende coatings


FU NCTION ELE GA LVANOTEC HNI EKEN
Zink en zinklegeringen
Passiveringen en verzegelingen
Slijtvaste lagen
Voorbehandelingen
DECOR AT IE VE GA LVANOTEC HNI EKEN
Koper, nikkel- en chroom
Plating on plastics
Tin- en tinlegeringen
Cr(VI)-vrije voorbehandeling op kunststof
Ik zal wel weer het buitenbeentje zijn, maar ik heb weinig met een mobieltje als statussymbool. Ja, ik ben een Apple-gebruiker en ik weet dat ik te veel betaal voor het product. Maar ik ben nu eenmaal een paar decennia geleden in de Macintosh-fuik getrapt. Binnen de grafische wereld was Apple de standaard, en sindsdien gebruik ik Steve Jobs’ geesteskindjes dagelijks. Maar of ik een versie 11, 12 of – we blijken nu dus al een stuk verder te zitten – 17 van de iPhone gebruik, maak me niets uit.
En dan ondanks dat ik heel veel van techniek hou. Het zal een overblijfsel zijn van mijn warsheid van merkproducten. Het enige merkje in mijn kleren is dat van de Hema. Daar haal ik mijn ondergoed. De rest heeft geen logo, geen duidelijke onderscheidende kleurstelling a la Tommy Hilfiger of duidelijke stijl als een paar Uggs. Het is gedeeltelijk overgebleven uit mijn jeugd, toen ik lekker recalcitrant alle modegrillen en merkmania’s links liet liggen. Deels noodzakelijk. Met mijn lengte van 2 meter 8 en-een-half ben ik gedwongen om mijn kleren te laten maken. Inclusief schoeisel.
Terug naar de mobieltjes. Want van het artikel van collega Ralph Bot in dit nummer word ik dan wel weer vrolijk. Hij ontleedt even
de krasvastheid van de nieuwe smartphone van het merk. Waarom? “Een wereldmerk dat in zijn marketing trots het woord geanodiseerd gebruikt – dat is iets wat je als oppervlaktebehandelaar niet vaak meemaakt” Ralph komt tot een terechte conclusie: het is essentieel dat ontwerpers, anodiseerders en opdrachtgevers vroegtijdig samenwerken.
Ralph staat niet alleen in deze mening. Eind november was ik bij Future Surfaces 2025. Daar zag ik dezelfde trend. Iedereen wilde meer samenwerken. De keten versterken. Leren van elkaar. Het is denk ik een gevolg van een stagnerende economie. Op momenten dat de handel wat minder loopt, zoeken we elkaar op. Dan hebben we elkaar nodig. Want we weten: alleen ben je misschien sneller, maar samen kom je verder
P.S.:


Ik heb naar aanleiding van dit stukje toch nog even mijn iPhone-versie bekeken. Het blijkt versie nummertje 11 te zijn. Die komt uit 2019 en werkt nog prima. Kom daar maar eens om, bij Samsung (–:
Henk van Beek Hoofdredacteur OT
Januari
22 januari
Klassikale cursus Inspectie
Staalconservering www.vereniging-ion.nl/ klassikale-cursus-inspectiestaalconservering-8
Februari
10 februari
Klassikale cursus
Galvaniseren deel 2 www.vereniging-ion.nl/klassikalecursus-galvaniseren-deel-2-3
Maart
2 maart
Klassikale cursus Constructieschilder www.vereniging-ion.nl/klassikalecursus-constructieschilder-8
5 maart
Klassikale cursus
Poedercoaten niveau 2 www.vereniging-ion.nl/klassikalecursus-poedercoaten-niveau-2-6
10-13 maart
TechniShow www.technishow.nl

14-17 april Paint Expo
PaintExpo vindt om het jaar plaats in Karlsruhe en vormt een etalage voor innovaties, toepassingen, toekomstige technologieën en trends op het gebied van industriële coating. De beurs bestrijkt het volledige aanbod van internationale producten en diensten binnen de toeleveringsketen voor industriële coatingtechnologie. Het brede spectrum loopt van spuitpistolen, apparatuur en materialen tot automatiseringstechnologie. Deze wereldwijd unieke ontmoetingsplek voor bedrijven uit de sector is ongeëvenaard en daardoor bijzonder aantrekkelijk voor coatingspecialisten en interne coatingbedrijven van over de hele wereld. Meer informatie: www.paintexpo.de
11 maart
Klassikale cursus
Afvalwaterbehandeling & Zuiveringstechnieken
www.vereniging-ion.nl/klassikalecursus-afvalwaterbehandelingzuiveringstechnieken-3
10-13 maart ESEF Maakindustrie
ESEF Maakindustrie is de toonaangevende Nederlandse vakbeurs voor toelevering, engineering en productontwikkeling. Om de twee jaar komen in de Jaarbeurs Utrecht honderden bedrijven samen om innovaties in materialen, componenten en productie technieken te presenteren. In combinatie met TechniShow biedt ESEF een compleet overzicht van kansen voor samenwerking, uitbesteding en technologische vernieuwing binnen de maakindustrie. Meer informatie: www.esef.nl
11 maart
Klassikale cursus Verfspuiter www.vereniging-ion.nl/klassikalecursus-verfspuiter-0
18 maart
Klassikale cursus Anodiseren deel 1 www.vereniging-ion.nl/klassikalecursus-anodiseren-deel-1-0
16 april
Klassikale examentraining
Metalliseerder
www.vereniging-ion.nl/klassikaleexamentraining-metalliseerder
23 april
Klassikale cursus
Chemisch Voorbehandelen www.vereniging-ion.nl/klassikalecursus-chemisch-voorbehandelen-0
28 april
Klassikale cursus
Poedercoaten niveau 3
www.vereniging-ion.nl/klassikalecursus-poedercoaten-niveau-3-5

Het nieuwe meten: slimme sensoren, lichtcamera’s en akoestiek
In vrijwel elke moderne fabriek ligt de focus steeds vaker op oppervlakken. Coatings worden dunner, functioneler en complexer. Producten krijgen meerdere lagen die precies moeten hechten, uitharden of geleidend moeten zijn. Tegelijkertijd gaan productiesnelheden omhoog en groeit de vraag naar 100 procent inline kwaliteitscontrole
Het gevolg: de industrie stelt hogere eisen aan het meten van oppervlakten dan ooit.
26 AkzoNobel-Axalta: een fusie die de industriële verhoudingen herschikt
De coatingsector staat niet vaak op de voorpagina’s van de internationale financiële pers. Wanneer het wél gebeurt, is er meestal iets groots aan de hand. Dat geldt zeker voor de aangekondigde fusie tussen AkzoNobel en Axalta, twee zwaargewichten die samen een wereldwijde omzet van circa 25 miljard dollar vertegenwoordigen. Het is een fusie die niet alleen de concurrentieverhoudingen op hun kop zet, maar ook de richting bepaalt waarin de coatingindustrie zich de komende tien jaar zal ontwikkelen. Die ontwikkeling raakt de maakindustrie diep; van machinebouw tot maritieme constructie, en van hoogwaardig metaalcoaten tot industriële automatisering.

Geautomatiseerd ophangen komt steeds dichterbij. Voorlopig is het goed vullen van de lijn echter het devies. Zit er schot in de automatisering van het ophangen en maskeren van producten in een coatinglijn? Jos Mollen van ophangsysteemleverancier HangOn durft geen ja of nee te zeggen. “Het is uitdagend”, laat hij los. Op het gebied van visionsystemen zijn er al mooie ontwikkelingen, en er zijn een aantal pilotprojecten. Maar het duurt nog wel een jaar of vijf voordat er op grotere schaal geautomatiseerd kan worden opgehangen en gemaskeerd
30 Duurzaam staalconserveren: waarom Rijkswaterstaat zijn strategie omgooit
Wie door Nederland rijdt, ziet het niet: onder onze bruggen, sluizen, damwanden en kademuren zit een enorm, grotendeels onzichtbaar systeem dat het land letterlijk overeind houdt. Staalconstructies zijn de stille werkpaarden van onze infrastructuur. Maar ze hebben één grote vijand: corrosie. En precies daarbij komt de nieuwste handreiking van Rijkswaterstaat (RWS) in beeld - een document dat veel verder gaat dan een technisch advies. Het is in feite een koerswijziging die aangeeft hoe de overheid omgaat met duurzaamheid, onderhoud en levensduur van infrastructuur
34 Is het AM-sprookje uit of staat de sector aan het begin van een nieuw tijdperk?
De koning is dood, leve de koning. Je zou een parafrasering van deze
eeuwenoude uitdrukking zonder meer kunnen gebruiken in een discussie over de status van metaal additive manufacturing. Faillissementen, overnames, bedrijfsliquidaties en nieuwkomers: en dat alles binnen een jaar
Bij de voorpagina: De iPhone 17 en de waarde van anodiseren – techniek, esthetiek en leerpunten voor de praktijk Hoe een smartphone mij als technisch adviseur specialist in de oppervlakte- behandeling trots maakte. Toen Apple de iPhone 17 Pro Max aankondigde, viel mij als technisch adviseur bij Vereniging ION meteen één zin op in de promotievideo: “ and anodized for colour and durability.” Meer hierover op poagina 12.
Een terugblik op Future Surfaces geeft een duidelijk algemeen beeld. Het was te rustig. Desondanks was het tweedaagse event in het Belgische Edegem een goede stap. Want volgens zowel bezoekers als exposanten heeft de Benelux een ontmoetingsplek nodig. “In de basis is het een goed evenement. Het belangrijkste is dat het moet groeien.”
Gill Vierstraete van Lakkerij De Linde vond het als bezoeker een goede zet om beurs en congres te combineren. Hij gebruikte de pauzes van het inhoudelijke programma om de exposanten op de vloer te ontmoeten. “Het congresgedeelte had een aantal interessante uiteenzettingen, vooral op het gebied van corrosie Sommige waren wetenschappelijk, sommige hadden meer een marketing-insteek. Van die laatste lezingen zie ik de meerwaarde minder. Ik moet toegeven dat wanneer je al wat langer in het vak zit, je niet direct hele nieuwe zaken leert.” Hij geeft aan dat hij wel een beetje geschrokken was van de lage opkomt. Hij vermoedt dat de ticketprijs daar een rol in heeft gespeeld. Ook zou het volgens hem kunnen zijn dat de Benelux een te kleine markt is voor een evenement als dit. “Dat neemt niet weg dat ik positief zou
staan tegenover een tweede editie De locatie was prima en goed bereikbaar. De setting was goed. En het is aangenaam dat Belgische en Nederlandse branchegenoten samenkomen. Over twee jaar mogen ze het best weer organiseren, maar misschien met een iets bredere opzet.”
LIJNEN
Eline Leeman van specialist chemisch vernikkelen Kanigen vond de bijeenkomst zeer interessant. “Het was voor mij mooi om nieuwe inzichten te krijgen van mensen die in dezelfde business zitten, maar het net even anders doen. Dat zet me aan het denken of de processen die zij gebruiken ook voor ons van toepassing zouden kunnen zijn.”
Vooral het onderdeel duurzaamheid heeft haar aandacht getrokken, zegt ze. “Zelf zijn we continu bezig met sustainability binnen ons bedrijf. Daarom heb ik veel lezingen gevolgd. De opkomst was daar niet altijd hoog, maar dat had ook een voordeel. Het contact met de spreker was daardoor directer, en de lijnen korter. Daarmee werden de sessies interactiever. Nadeel is natuurlijk dat er minder mensen waren die vragen konden stellen.”

WRC was net lid geworden van Vereniging ION. Een belangrijke reden voor het lidmaatschap was om afvalwatermanagement in de sector naar voren te brengen. Is dat gelukt, volgens Markus Knecht van het bedrijf? “WRC biedt milieuvriendelijke recyclingoplossingen voor de oppervlaktebehandelingsindustrie ION- en VOM-leden zoeken niet alleen naar een goedkope oplossing voor hun afvalbeheer - het gaat niet alleen om vloeibaar afval, maar ook om slib en ander metaalhoudend afval- maar ook naar een milieuvriendelijke recycling-oplossing. Wij hebben hier een oplossing voor en willen dit naar buiten brengen. We zijn nog niet heel bekend, dus we hebben de bezoekers laten zien dat er een alternatief is voor watermanagement.”
De deelname van WRC aan Future Surfaces is de eerste stap in een langer proces. “We hebben nog een lange weg te gaan. Dus zullen we in de nabije toekomst meer en meer meedoen aan events en workshops. Ik denk dat Future Surfaces in zichzelf een goede mogelijkheid is gebleken voor ons om de markt beter te leren kennen. Wat mij betreft moet de organisatie dan ook doorgaan. In de basis is het een goed evenement. Het belangrijkste is dat het moet groeien.”
Mitchel IJpelaar van Esselent Solutions vond het aantal bezoekers van het evenement tegenvallen. Daardoor waren er ook weinig toehoorders bij de lezing die IJpelaar gaf. En dat terwijl het onderwerp, “Voorbehandeling: Gegarandeerde kostenreductie en verbeterde duurzaamheid, met dezelfde oplossing”,
juist in deze tijden bijzonder actueel en interessant is. Wat daarbij opviel was dat er veel vragen werden gesteld over hoe om te gaan met afvalwater, en dat juist het terugdringen van de hoeveelheid afvalwater geen thema leek. “Juist dáár valt voor de industrie én het milieu veel winst te behalen, maar de urgentie lijkt in de coatingindustrie in de Benelux nog niet zo aanwezig. Dit in tegenstelling tot Duitsland, waar we twee maanden geleden een lezing voor een volgepakte zaal hebben gehouden, met hetzelfde thema.”
Een reden voor de lage opkomst weet hij niet. Wel heeft hij ideeën over hoe het misschien beter kan. “Ik denk dat er te veel onderwerpen door elkaar heen liepen. Het zou voor bezoekers misschien duidelijker zijn als je meer thematiseert.”
Hij rekent voor: er zijn twee dagen, twee zalen. Je zou elke zaal een eigen onderwerp kunnen meegeven. Dan kan je als bezoeker veel gerichter een onderwerp beetpakken. Ook omdat het richting een werkgever een veel beter verhaal is als je naar een congres gaat en daar een hele dag relevante lezingen kan volgen, in plaats van eentje op een dag. Hoewel het bezoekersaantal dus tegenviel, vindt IJpelaar dat er ruimte is voor een event als Future Surfaces. “Wij hebben een heel specifiek aanbod voor de markt, namelijk onderhoud van reinigingsvloeistoffen, met als doel de standtijd te verlengen. In de Benelux is er nog weinig aandacht voor dit onderwerp. Maar als ik breder kijk, hoor ik tijdens een event als Future Surfaces industriebreed hele interessante zaken. Daar merk je dat we als sector elkaar sterker kunnen maken. Het is relevant dat we kennis delen.”
De eerste dag was goed, geeft Jan Willem Jansen van Robpainting
aan. Hij stond met zijn bedrijf met een spuit- en schuurrobot. De eerste dag haalde hij zeven interessante leads binnen. De tweede dag was rustiger. “Daarom denk ik ook dat het evenement misschien wel naar één dag kan worden teruggebracht”, zegt hij. “Want als je aan mij vraagt of er ruimte is voor een
evenement als dit, zeg ik volmondig ja. Ik zit nu zes jaar in deze markt en ik zie dat de Nederlandse en Belgische markt elkaar steeds beter leren kennen. En vaak hebben we dezelfde klanten. Ik denk dat dit laat zien dat er ruimte is voor een evenement als dit. Een soort mini-Paint Expo voor de Benelux.

Piet De Schepper en Stijn Tomsin winnen Young Professionals Awards 2025
Piet De Schepper (Alural Group) en Stijn Tomsin (Sherwin-Williams) zijn de grote winnaars van de Young Professionals Awards 2025. De Schepper werd bekroond met de Rising Star Award voor zijn innovatieve gesloten watersysteem voor coatinglijnen, terwijl Tomsin de Young VOM Voice Award won, dankzij zijn gedragen populariteit binnen de community. De prijzen werden uitgereikt tijdens Future Surfaces 2025 in congrescentrum Ter Elst. De Belgische ingenieur Piet De Schepper overtuigde de jury met een project dat een volledige doorbraak betekent voor duurzaam watergebruik in de oppervlaktebehandeling. Zijn gesloten watersysteem hergebruikt 100% van het proceswater en bespaart zo dagelijks tienduizenden liters. De jury noemde het “een technisch én investeringsmatig huzarenstuk” met grote impact op vervuilingsreductie
Young VOM Voice Award voor Stijn Tomsin
De publieksprijs ging naar Stijn Tomsin, die wordt geroemd om zijn toegankelijke stijl, professionele houding en enthousiasme. Stemmers prezen zijn inzet binnen Young VOM en zijn bereidheid om kennis te delen. Hij geldt als een drijvende kracht binnen de jongerencommunity en toont ambitie om door te groeien naar het bestuur. Naast de twee winnaars stonden drie andere finalisten op het podium:
• Mohamed Krid – CRM Group (BE)
• Jarno Smetsers – Smetsers Precision Cleaning (NL)
• Joey Wijnolst – BlastXpert (NL)
Zij werden beoordeeld op innovatie, impact, leiderschap en meetbare resultaten, door een internationale jury van VOM, Vereniging ION en Young EFC.

De European Coatings Journal heeft opnieuw de jaarlijkse ranglijst gepubliceerd van de 25 grootste verfen coatingproducenten met een hoofdkantoor in Europa. Hoewel de sector duidelijke, vaste structuren laat zien, valt in de nieuwste editie vooral een lichte omzetdaling en een opvallende verschuiving in de top van de markt op.
Alleen bedrijven die hun hoofdzetel daadwerkelijk in Europa hebben, worden in de lijst opgenomen. Internationale groepen zonder Europees hoofdkantoor blijven buiten beschouwing. De ranglijst is gebaseerd op de omzet in verf- en coatingproducten in het kalenderjaar 2024, aangevuld met gegevens over de groepsomzet en, ter duiding, de personeelsaantallen.
De gezamenlijke omzet van de 25 grootste bedrijven kwam in 2024
uit op 28,4 miljard euro. Een jaar eerder stond dit totaal op 28,46 miljard euro, wat neerkomt op een minuscule daling van 0,2%. Dat staat in schril contrast met 2023, toen de totale omzet van de lijst met 4,8% groeide. Ondanks de stabiliteit in de top 25 zijn er binnen de lijst duidelijke uitschieters, zowel in positieve als negatieve zin.
Drie bedrijven wisten hun omzet stevig te vergroten:
• Meffert AG Farbwerke (Duitsland): +15,5%
• otun (Noorwegen): +6,8%
• Mankiewicz (Duitsland): +5,86%
Aan de onderkant van de ranglijst vallen juist forse dalingen te noteren, vooral in de Nordics:
• Flügger Group (Denemarken): −13,2%
•Teknos (Finland): −7,9%
• Hempel (Denemarken): −7,1%
De Scandinavische producenten, die normaliter stabiele volumes draaien, hebben dus een duidelijke stap terug moeten doen. Opvallend is ook het verdwijnen van Grebe Holding uit de ranglijst. Het Duitse bedrijf, vorig jaar nog opgenomen, werd begin 2024 overgenomen door de Kansai Helios Group. Door die transactie voldoet Grebe niet langer aan de criteria en keert het niet terug in de top 25.
De nieuwste ranglijst laat zien dat de Europese coatingindustrie over het algemeen stabiel blijft, ondanks een lichte omzetdip. Achter die stabiliteit schuilen echter duidelijke verschuivingen: sterke groeiers aan de ene kant, forse dalers aan de andere.



























De Raad van de Europese Unie heeft het wetgevingspakket One Substance, One Assessment (OSOA) formeel aangenomen. Dit pakket moet de manier waarop chemische stoffen binnen de EU worden beoordeeld fundamenteel verbeteren. Door beoordelingen te stroomlijnen en verantwoordelijkheden duidelijker te beleggen, wordt de tijd tussen het signaleren van risico’s en het nemen van noodzakelijke maatregelen aanzienlijk verkort. Het resultaat: betere en snellere bescherming van mens en milieu.
Een belangrijk onderdeel van het OSOA-pakket is de oprichting van een nieuw gemeenschappelijk dataplatform voor chemische stoffen. Dit platform, dat door het Europees Agentschap voor chemische stoffen (ECHA) zal worden beheerd, wordt hét centrale punt voor informatie over chemische stoffen binnen de EU. Het platform zal gegevens bundelen uit meer dan zeventig Europese wetgevingen, zoals informatie

over gevaren, fysisch-chemische eigenschappen, emissies en toepassingen van stoffen. Ook komt er een databank met veilige alternatieven voor zorgwekkende stoffen, bedoeld om innovatie richting veiligere en duurzamere materialen te stimuleren.
DUIDELIJKERE TAKEN
De nieuwe regels verduidelijken welke EU-agentschappen verantwoordelijk zijn voor specifieke wetenschappelijke en technische taken. Door overlappende werkzaamheden te vermijden en samenwerking te versterken, moet de kwaliteit en
efficiëntie van veiligheidsbeoordelingen toenemen. Dit geldt ook voor sectoren zoals medische hulpmiddelen, speelgoed, levensmiddelen, pesticiden en biociden.
Het OSOA-pakket sluit aan bij de strategie voor duurzame chemische stoffen binnen de Europese Green Deal, waarin de EU streeft naar een ‘zero pollution’-doelstelling. Volgens het VN-Milieuprogramma zal de wereldwijde productie van chemische stoffen tot 2030 ongeveer verdubbelen, waardoor robuuste regelgeving belangrijker wordt dan ooit.
VOLGENDE STAPPEN
Met de goedkeuring door de Raad is het wetgevingsproces afgerond. De drie wetgevingshandelingen worden binnenkort gepubliceerd in het Publicatieblad van de EU, en treden twintig dagen later in werking. Het nieuwe gemeenschappelijke dataplatform moet binnen drie jaar na inwerkingtreding volledig operationeel zijn.


De Nederlandse maakindustrie staat aan de vooravond van een mogelijke sterke groeispurt, dankzij de verhoging van de defensiebegroting, een gevolg van de recent afgesproken nieuwe norm binnen NATO. Dat blijkt uit het nieuwe rapport Mobilising the Dutch defense industry van PwC én de toelichtende analyse “Nieuwe NAVO-norm biedt kansen voor maakbedrijven”.
Volgens het rapport zal de kernuitgaven aan defensie in Nederland stijgen van ongeveer € 22 miljard in 2025 tot circa € 38 miljard in 2030 Over de periode 2025–2030 wordt voor materieel en uitrusting (uitbesteed aan derden) een cumulatief budget geraamd van circa € 62 miljard, waarvan naar schatting € 41 miljard adresserend is voor de Nederlandse maakindustrie. PwC identificeerde circa 3.400 Nederlandse maakbedrijven (OEMs, tier-1 en tier-2 leveranciers) met relevante capaciteiten, variërend van geavanceerde metaalkunststoffen tot elektronica, sensoren en subsysteemproductie
WAT
Volgens PwC kunnen veel, nu nog civiele, maakbedrijven snel toetreden tot de defensiesector, mits zij zich flexibel opstellen, investeren in capaciteitsuitbreiding en samenwerken met andere spelers in het ecosysteem. Voor die toetreding is het van belang dat bedrijven:
• hun bestaande technische capaciteiten kritisch inventariseren en afstemmen op defensie-vraagstukken;
• mogelijk investeren in opschaling van productie, kwaliteitsborging en compliance (veiligheid, regelgeving, certificering), want de benodigde output zal minstens verdrievoudigd moeten worden om het volledige potentieel te benutten.
• allianties aangaan, zowel met andere maakbedrijven, als met bestaande OEMs of internationale leveranciers, om samen toeleveringsketens te vormen die voldoen aan de technische en organisatorische eisen.
GEVOLGEN VOOR NEDERLAND EN VOOR ION-LEDEN
De versterking van de defensieproductie-keten biedt Nederland niet alleen strategische autonomie, maar ook economische kansen: innovatie, nieuwe banen, technologische ontwikkeling en exportpotentieel. Voor leden van Vereniging ION, actief in de technologische en maakindustrie, is dit moment ideaal om te verkennen of hun kennis of productiemogelijkheden aansluiten bij defensie-vraagstukken.
Het rapport van PwC benadrukt dat nu het moment is om in beweging te komen. Voor bedrijven die nog niet actief zijn in defensie, is de komende periode cruciaal om zich te heroriënteren, competenties te verbeteren en samenwerkingsverbanden aan te gaan.


Hoe een smartphone mij als technisch adviseur specialist in de opper vlaktebehandeling trots maakte. Toen Apple de iPhone 17 Pro Max aankondigde, viel mij als technisch adviseur bij Vereniging ION meteen één zin op in de promotievideo: “…and anodized for colour and durability.”
Tekst: Ralph Bot, technisch adviseur Vereniging ION
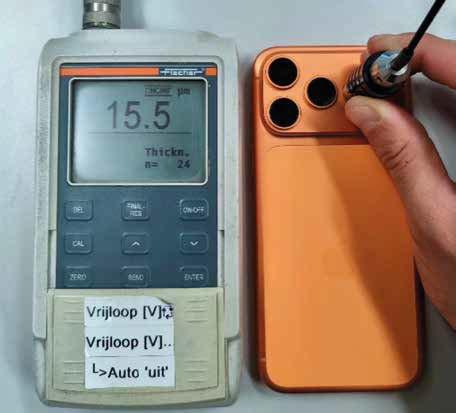
Een wereldmerk dat in zijn marketing trots het woord geanodiseerd gebruikt – dat is iets wat je als oppervlaktebehandelaar niet vaak meemaakt. Anodiseren is normaal gesproken onzichtbare techniek: een proces dat ergens achter de schermen zorgt voor glans, kleur, slijtvastheid en corrosiebescherming. Apple zette het plotseling in het voetlicht als design-kenmerk. Dat vond ik prachtig, het straalt echt trots op ons werk uit. En eerlijk
gezegd: het was voor mij een goed excuus om mijn oude iPhone te vervangen. Als technisch specialist in onder andere anodiseren was ik natuurlijk vooral benieuwd hoe goed het anodiseerwerk werkelijk was. Dus liet ik de proef op de som nemen: bij LOA Aldor in Weert mat ik de laagdikte van mijn eigen iPhone 17. De uitkomst – 15,0 tot 16,0 µm – bevestigde wat ik vermoedde: een decoratieve zwavelzuuranodiseerlaag van keurige dikte, precies binnen de kwalificatie die volgens ISO 7599 en Qualanod gebruikelijk is voor hoogwaardige
consumentenproducten. Toch doken kort daarna de berichten op over spalling (afbrokkelende randjes) rond het camera-eiland, en over verkleuring van de oranje uitvoering. In de technische media verschenen allerlei, soms tegenstrijdige, verklaringen; van ‘te dunne laag’ tot ‘foute kleurstof’.
In dit artikel leg ik uit wat er werkelijk gebeurt en waarom dit eigenlijk een prachtig praktijkvoorbeeld is van hoe ontwerp en oppervlaktebehandeling onlosmakelijk met elkaar verbonden zijn.
WAT IS ANODISEREN –EENVOUDIG UITGELEGD
Anodiseren is het gecontroleerd omzetten van het oppervlak van aluminium in aluminiumoxide (Al2O3) via elektrolyse. In een zuurbad (meestal zwavelzuur) wordt het aluminium als anode aangesloten op gelijkstroom. Zuurstofionen uit het elektrolyt reageren met het metaal en vormen een harde, transparante oxidelaag. Die laag bestaat uit twee zones:
1. De barrièrefase, een dichte laag direct op het metaal (ca. 0,02 µm dik) die zorgt voor adhesie en elektrische isolatie
2. De poreuze oxidelaag, waarin miljoenen microscopische poriën (typisch 10 – 50 nm) ontstaan.
Deze poriën maken de laag geschikt voor kleuring (door organische kleurstoffen of metaalzouten) en zorgen voor hechting bij nabehandelingen. Een goede zwavelzuur-anodiseerlaag is homogeen, heeft een laagdikte van 10 – 25 µm, een microhardheid van zo’n 300 – 400 HV, is transparant en is na sealing bestand tegen corrosie, verkleuring en normale slijtage. Of, in gewone taal: Het is een microscopisch dun, glasachtig pantser dat uit het aluminium zelf groeit – hard, mooi en duurzaam, zolang het goed gevormd en goed afgesloten is.
HOE DE SEALING
HET VERSCHIL MAAKT
Na het anodiseren staan de poriën in de oxidelaag open. Dat is ideaal voor het inkleuren, maar gevoelig voor vervuiling en corrosie. Daarom wordt de laag geseald: de poriën worden afgesloten door omzetting van aluminiumoxide naar boehmiet (AlO(OH)) via heet water of nikkelacetaat.
• Heetwatersealing (98 °C): goedkoop en robuust, maar vergroot
het volume in de porie, waardoor de laag iets zachter wordt.
• Nikkelacetaatsealing: duurder, maar geeft een compactere, beter kleurstabiele afsluiting.
• Cold-sealsystemen: werken op lage temperatuur met fluorideadditieven; veel gebruikt in moderne architecturale installaties, maar bevatten schadelijke nikkelzouten.
Een goed gesealde laag heeft een zeer goede corrosieweerstand en behoudt zijn kleur jarenlang. Maar sealing is een compromis; hoe vollediger de porie sluit, hoe minder hard het oppervlak. In metingen zakt de microhardheid soms van 400 HV naar 300 HV. Of dit verklaart waarom mijn iPhone bij een kraspen-test iets zachter reageerde dan verwacht, kan ik niet stellig beamen.
HARDHEID: MOHS VERSUS VICKERS
De iFixit-reviewers gebruikten de bekende Mohs-hardheidspennen om het krasgedrag te testen. Iets wat
ik liever niet op mijn eigen iPhone 17 zou doen. Tot verrassing van velen verschenen al bij Mohs-niveau 4 (tussen fluoriet en apatiet) lichte krasjes, terwijl pas bij niveau 5 – 6 duidelijke strepen zichtbaar werden. Ter vergelijking:
• Glas krast bij 5,5 – 6.
• Hard-geanodiseerd aluminium (hardcoat) haalt 6 – 7.
• Decoratief zwavelzuur zit normaal rond 5 – 6.
Een lichte kras bij 4 wijst op een effectieve microhardheid van ongeveer 200 HV, wat geheel logisch is voor een gesealde, gekleurde decoratieve laag. De Mohs-test meet immers de oppervlakteweerstand; de harde kern van de oxidelaag ligt eronder
DE ROL VAN VORMGEVING –
WAAROM SCHERPE RANDEN
FATAAL ZIJN
In het iPhone-ontwerp lopen de randen rond het camera-eiland scherp over in het vlakke oppervlak.

Een anodiseerlaag is hard als glas, maar gedraagt zich ook als glas: hij is bros en kan niet vervormen. De Vickers-hardheid van een decoratieve zwavelzuur-anodiseerlaag ligt rond de 300 HV; dat is ruim drie keer harder dan het aluminium eronder, maar zonder rekvermogen. Daarom is een anodiseerlaag uitstekend bestand tegen slijtage en lichte krassen, maar gevoelig voor puntbelasting of stoten op randen. In het ontwerp moet dus altijd ruimte blijven voor de beperkte taaiheid van het oxide.
Voor anodiseerders is dat direct een waarschuwing. Aan elke scherpe hoek neemt de elektrische veldsterkte tijdens het anodiseren toe. Daardoor groeit de oxidelaag daar dunner en krijgt hij meer interne spanning. Wanneer het toestel vervolgens een stoot of kras oploopt, kan de harde maar brosse oxidelaag niet meebuigen en breekt hij lokaal af – het verschijnsel dat we spalling noemen.
In de industrie is dit goed bekend. Zowel Qualanod als ISO 7599 en ISO 8501-3 schrijven voor dat alle zichtbare randen afgerond of afgeschuind moeten zijn: “Edges shall be sufficiently rounded to avoid thin coating areas and local burning.” Een simpele radius van 0,5 mm verdubbelt lokaal de laagdikte en halveert de kans op afsplintering, Qualanod schrijft zelfs voor dat de afronding 10 x de laagdikte moet zijn, in dit geval dus maar 0,2 mm. Apple koos, vermoedelijk om esthetische redenen, voor strakke lijnen in plaats van afgeronde hoeken. Dat is begrijpelijk vanuit design, maar
technisch gezien de belangrijkste oorzaak van het waargenomen randprobleem.
KLEURVERANDERING:
ORANJE WORDT ROZE
Kort na de marktintroductie verschenen foto’s van Cosmic OrangeiPhones die na enkele weken een roze of goudkleurige zweem vertoonden. Dit is geen groot mysterie, dit probleem door verkeerd toepassen van bepaalde kleurstoffen komt vaker voor in de markt. De mogelijke oorzaken: (foto 2: internetbeeld roze verkleurde iPhone 17)
1. Organische kleurstof Niet alle kleurpigmenten in het pigmentenmengsel voor oranje hebben een goede lichtechtheid (UV-bestendig). Onder invloed van zonlicht of zuurstof vervagen ze of verschuift de tint.
2. Onvolledige sealing
Open poriën laten zuurstof en vocht toe, waardoor de kleurstof sneller degradeert.
3. Reiniging met peroxidehoudende middelen Waterstofperoxide (H2O3) is een
krachtig oxidatiemiddel dat organische kleurstoffen kan bleken. Apple raadt dergelijke reinigers terecht af
Een belangrijk nuancepunt: waterstofperoxide vernietigt de sealing niet. Het tast alleen de ingesloten kleurstof aan als het erbij kan komen. Een goed gesealde laag zou daardoor hooguit zeer langzaam verbleken (na jaren al dan niet tientallen jaren) en niet direct verkleuren. Dat is dus geen waarschijnlijke oorzaak. De meest waarschijnlijke verklaring is een combinatie van lichte ondersealing en een slechte lichtechtheid van het gebruikte oranje kleurmiddel.
ALUMINIUM VERSUS TITANIUM
De iPhone 16 Pro had een titanium frame; de 17 Pro is weer van aluminium. Veel gebruikers concludeerden daaruit dat het nieuwe toestel ‘minder sterk’ zou zijn. Dat is te kort door de bocht.

Ontwerpkeuze
Scherpe randen
Felle kleur
Diepe gravering / logo
Sealing op kleurlaag
tabel 1
Effect op anodiseren
Dunne laag, hoge spanning
Minder UV-bestendig
Variërende laagdikte
Goede corrosiewering, lagere hardheid
Titanium is weliswaar stijver en harder, maar Apple gebruikte destijds zeer dunne Ti-panelen. Het huidige aluminium frame is dikker en dus niet zomaar buigzamer. Bovendien geleidt aluminium warmte veel beter; dat is een voordeel voor de thermische huishouding van moderne processors. Mechanisch gezien is de anodiseerlaag bij beide varianten bepalend voor de krasvastheid, niet de legering eronder Maar let op, krasvastheid is anders als stootvastheid. De stootvastheid wordt bepaald door de aluminium onderlaag.
Welke legering Apple precies gebruikt, is niet publiek. Vermoed wordt een 7xxx-serie met magnesium en zink, vergelijkbaar met luchtvaartkwaliteit, maar dat blijft speculatief. Hoewel dit wel de spalling zou verklaren; experts hebben mij verteld dat 7xxx-serie legeringen een hoger risico hierop hebben. Belangrijk is dat het basismateriaal taai genoeg is om de brosse anodiseerlaag te dragen, zolang de geometrie dit toelaat.
WAT KUNNEN WE HIER ALS BRANCHE VAN LEREN? De iPhone-case is een voorbeeld van hoe materiaal, proces en vormgeving elkaar beïnvloeden, zie tabel 1. Het toont hoe essentieel het is dat ontwerpers, anodiseerders en opdrachtgevers vroegtijdig samenwerken. Wie in de architectuur of machinebouw werkt, kent dit spanningsveld al jaren. De smartphone-industrie leert het nu
op wereldschaal. Om deze reden heeft Vereniging ION hier ook een Masterclass voor gemaakt en al meermaals gegeven.
OPLEIDINGEN EN KENNISDELING
BINNEN VERENIGING ION
Voor wie zich wil verdiepen in deze balans tussen ontwerp, materiaal en proces, organiseert Vereniging ION diverse opleidingen en masterclasses:
• Anodiseren deel 1basisprincipes, badbeheer en kwaliteitscontrole
Een praktische basiscursus over het proces van anodiseren, chemische voorbehandeling, laagvorming, sealing en kwaliteitscontrole
• Anodiseren deel 2verdieping, afwijkingsanalyse en optimalisatie
Het vervolg, waarin procesoptimalisatie, afwijkingsanalyse en metingen zoals laagdikte- en sealingtesten uitgebreid aan bod komen.
• Masterclass ‘Anodiseren voor opdrachtgevers’ Speciaal ontwikkeld voor ontwerpers, engineers en inkopers die met anodiseerbedrijven werken. De masterclass legt de nadruk op ontwerpgerichte keuzes zoals:
- Waarom afrondingen essentieel zijn.
- Hoe legering en kleur de eindkwaliteit bepalen.
- Hoe normen zoals ISO 7599 en Qualanod toegepast moeten worden in bestekken.
Resultaat
Spalling/chipping
Verkleuring bij zonlicht
Kleurverschil in schaduw Mohs 4 – 5 i.p.v. 5 – 6
Deze kennis maakt het verschil tussen ‘een mooi product’ en ‘een duurzaam product’. Meer informatie over deze opleidingen is te vinden via www.vereniging-ion.nl onder Opleidingen & Trainingen.
CONCLUSIE – EEN DESIGNICOON ALS LEEROBJECT
De iPhone 17 laat zien hoe ver het anodiseren inmiddels is doorgedrongen in high-tech consumentenproducten. De technieken waar wij als oppervlaktebehandelingsbranche al decennia mee werken, bepalen vandaag het uiterlijk van één van ’s werelds bekendste toestellen. Tegelijkertijd toont deze case glashelder dat oppervlaktekwaliteit niet alleen een kwestie is van chemie, maar ook van geometrie. Een perfecte anodiseerlaag kan pas optimaal functioneren wanneer de vormgeving rekening houdt met de eigenschappen van de oxidelaag. Of, zoals we bij Vereniging ION vaak zeggen: “Een goed proces begint al op de tekentafel.
Met onze opleidingen en masterclasses helpen we bedrijven én ontwerpers om dat inzicht in de praktijk te brengen. Dit zodat de volgende generatie producten niet alleen mooi oogt, maar ook technisch tot in de micrometer klopt.
In vrijwel elke moderne fabriek ligt de focus steeds vaker op opper vlakken. Coatings worden dunner, functioneler en complexer. Producten krijgen meerdere lagen die precies moeten hechten, uitharden of geleidend moeten zijn. Tegelijkertijd gaan productiesnelheden omhoog en groeit de vraag naar 100 procent inline kwaliteitscontrole. Het gevolg: de industrie stelt hogere eisen aan het meten van opper vlakten dan ooit.
De traditionele gereedschappen - schuifmaten, contactmeters, mechanische proefjes - komen simpelweg tekort. Ze zijn te traag, te grof, of veroorzaken beschadigingen. Maar achter de schermen voltrekt zich een meetrevolutie. Nieuwe generaties sensoren, camera’s, algoritmen en fysische modellen maken het mogelijk om dunner, sneller, complexer en vooral nondestructief te meten. Drie trends springen eruit.
1. SLIMME SENSOREN: COMBINEREN IS HET NIEUWE METEN
De tijd dat één sensor genoeg was om een oppervlak te karakteriseren is voorbij. De nieuwe standaard wordt het combineren van verschillende fysica in één systeem. Waarom? Omdat iedere afzonderlijke techniek een blinde vlek heeft. Lasertriangulatie meet uitstekend de afstand tot een oppervlak, maar ziet geen metaal onder een coating. Wervelstroomtechnieken kunnen wel door lagen heen ‘kijken’,
maar zijn gevoelig voor materiaalsoorten. Door die twee principieel verschillende sensoren te koppelen, ontstaat iets nieuws: een robuust, contactloos meetsysteem dat geen last heeft van vorm, materiaal of ruis.
Het slimme zit niet meer alleen in de hardware, maar vooral in de software erachter. Sensoren leveren ruwe data; algoritmen combineren en corrigeren die tot een zuivere diktemeting. Waar vroeger linearisaties en correctietabellen nodig waren, doen nu neurale netwerken het zware werk. Ze herkennen patronen in meetruis, filteren onregelmatigheden weg, en reconstrueren in real time de volledige oppervlaktetopografie. Het resultaat? Diktebepaling die zó nauwkeurig is dat afwijkingen van enkele micrometers nog detecteerbaar zijn, zelfs bij gebogen of complexe vormen.
En minstens zo belangrijk: het gebeurt volledig non-contact.

In sectoren zoals automotive en elektronica, en bij high-end coatingtechniek, betekent dat een wereld van verschil. Geen krasvorming, geen monsters meer uitsnijden, geen vertraagde kwaliteitsrondes. Gewoon meten op het product zoals het uit de lijn komt.
2. LICHT EN CAMERA’S WORDEN SERIEUZE MEETINSTRUMENTEN
De tweede trend komt uit onverwachte hoek: digitale camera’s, led-panelen en simpele beeldalgoritmen. Waar visiontechniek jarenlang vooral werd ingezet voor positionering en detectie van defecten, groeit het nu uit tot een krachtig meetsysteem voor oppervlakken. Zeker als het gaat om poeders, residuen of deeltjeslagen.
Het principe is elegant in zijn eenvoud. Een oppervlak wordt onder een schuine hoek belicht, en een camera registreert de hoeveelheid licht die terugkomt. Zodra er deeltjes op liggen - of dat nu witte

talkdeeltjes op een donkere band zijn, of donkere polymeren op een lichte ondergrond - verandert de lichtintensiteit. Die verandering blijkt verrassend goed voorspelbaar
Door de ‘schone’ situatie als referentie op te slaan en het intensiteitsverschil te koppelen aan een vooraf gekalibreerde massadichtheid, ontstaat een realtime metingsysteem
dat perfect werkt op bewegende oppervlakken. En dat is precies waar veel traditionele methoden afhaken. Deze aanpak heeft drie grote voordelen:
• Het systeem kan mee met hoge snelheden. Banden met 3 tot 8 meter per seconde zijn geen enkel probleem. Bewegingsonscherpte? Geen issue, want het gaat om gemiddelde helderheid, niet om het herkennen van individuele deeltjes.
• Het is goedkoop. Een led-paneel, een camera en wat software voldoet. Geen high-end labapparatuur, geen ingewikkelde monsters of vacuümkamers.
• Het werkt voor zowel lichte als donkere materialen. Zolang er voldoende contrast is, werkt het voor vrijwel elk type poeder
Voor industrieën die afhankelijk zijn van poederdosering - van poedercoaten tot additieve productie en food processing - is dit een doorbraak. Waar kwaliteit voorheen
werd bepaald door steekproeven en handmatige gravimetrie, is nu continue monitoring mogelijk. Niet perfect op micronniveau, maar uitstekend geschikt om stabiliteit, spreiding en overdrachtsefficiëntie te bewaken.
3. DIEPER KIJKEN ZONDER TE SNIJDEN: DE AKOESTISCHE REVOLUTIE
Waar camera’s vooral de bovenste laag monitoren, is er een andere technologie die juist dieper doordringt: akoestische resonantie Met ultrageluid valt niet alleen de toplaagdikte te bepalen, maar zelfs meerdere coatings tegelijk - inclusief de achterzijde van een metalen plaat, zonder het product om te draaien. Het principe is vergelijkbaar met wat artsen doen bij een echo, maar dan in een veel verfijndere industriële variant.
Wanneer ultrageluid door een meerlagig materiaal gaat, ontstaan karakteristieke resonantiefrequen-

ties: pieken en dalen in het frequentiespectrum die iets zeggen over de stijfheid, materiaaleigenschappen en vooral de dikte van de laag. Door slimme signaalanalyse toe te passen op de gereflecteerde echo’s zijn twee coatings op één plaat gelijktijdig te visualiseren.
De kansen die dit biedt zijn enorm:
• Inspectie van beide zijden in één meting; ideaal voor coatings die via dompelen of elektroforese worden aangebracht en waarbij de voor- en achterkant vaak verschillend opbouwen.
• Nauwkeurig tot enkele procenten: metingen wijken minder dan 2 procent af van microscopisch uitgeprepareerde referenties.
• Informatie over meer dan alleen dikte. Doordat de resonantiefrequentie ook samenhangt met stijfheid en cure-status, ontstaat een indirecte meting van coatingkwaliteit.
• Geschikt voor dunne lagen. Diktes van 10 tot 40 micrometer - traditioneel lastig meetbaar zonder destructieve methodes - zijn nu perfect in kaart te brengen.
Waar voorheen destructief microscopisch onderzoek nodig was, ontstaat nu een procesvriendelijke, niet-destructieve inspectie die veel
meer meetpunten mogelijk maakt. Dit past helemaal in de beweging naar statistisch robuuste kwaliteitscontrole: liever duizend kleine metingen dan één kapotgezaagd monster
De rode draad: meten wordt slimmer, sneller en steeds meer inline Wat opvalt aan deze drie ontwikkelingen, is dat ze allemaal dezelfde kant op wijzen:
1. Van contact naar volledig non-destructief.
Geen krassen, geen monsters, geen onderbrekingen. De meetwereld volgt de logica van de productie, continu en zonder aanraken.
2. Van lab naar lijn. Technieken die vroeger alleen in gespecialiseerde labs mogelijk waren, worden geautomatiseerd, miniaturiseerd, en robuust genoeg voor een productielijn.
3. Van één instrument naar intelligente systemen.
Meten wordt steeds meer een combinatie van sensoren, slimme algoritmen en fysische modellen.
4. Van steekproef naar 100 procent inspectie
De industrie accepteert steeds minder variatie. Real-time
meting is niet langer luxe, maar noodzaak.
Coatings worden steeds dunner, kritischer en functioneler. Daarmee groeit de noodzaak om ze beter te begrijpen en beter te meten. De meetwereld reageert met innovaties die de grenzen verleggen: sensoren die elkaar versterken, camera’s die poeders zien alsof het pixels zijn, en akoestische technieken die door lagen heen ‘luisteren’.
Samen zorgen ze voor een verschuiving van oppervlaktetechnologie naar oppervlakte-intelligentie Niet alleen meten wat er ligt, maar begrijpen hoe het is aangebracht, hoe uniform het is en hoe het zich gedraagt.
De industrie staat daarmee aan de vooravond van een nieuw tijdperk waarin meten niet langer een afsluitende controle is, maar een integraal onderdeel van het productieproces. Wie dat goed organiseert, wint op kwaliteit, betrouwbaarheid en kostenefficiëntie, en krijgt vooral meer grip op de steeds complexere wereld van oppervlakken.





UNIEKE INNOVATIE
Ontdek de nieuwste manier om veilig en gebruiksvriendelijk te stralen. De unieke G3+ ProGrip biedt een flexibele en comfortabele greep op de dodemansknopfunctie. Hierdoor kunnen straalprofessionals vanaf nu rekenen op:
Meer veiligheid door de handige pistoolgreep + lichte trekkerbediening (met veiligheidspal en trekkerbescherming )
Meer controle op het straalproces door de roterende pistoolgreep (en diverse accessoires)
Meer gebruiksgemak door comfortabele werkhouding en maximale bewegingsvrijheid
TRY BEFORE YOU BUY
In ons Experience Center zijn straalprofessionals welkom die zelf de vele voordelen van de G3+ ProGrip vrijblijvend en in praktijk op proef willen stellen.

DODEMANSGREEP




Ongekende bewegingsvrijheid en bedieningsgemak
Maak kennis met de innovatieve, handzame manier van stralen. Boek nu een vrijblijvende afspraak op gritco.com/G3
G3+ ProGrip is powered by

&
Zit er schot in de automatisering van het ophangen en maskeren van producten in een coatinglijn? Jos Mollen van ophangsysteemleverancier HangOn durft geen ja of nee te zeggen. “Het is uitdagend”, laat hij los. Op het gebied van visionsystemen zijn er al mooie ontwikkelingen, en er zijn een aantal pilotprojecten. Maar het duurt nog wel een jaar of vijf voordat er op grotere schaal geautomatiseerd kan worden opgehangen en gemaskeerd.
Laten we eerst duidelijk maken wat de definities zijn. Als je denkt aan geautomatiseerd ophangen, dan is dat wat Jos Mollen betreft zonder teach-in. Je biedt dus bijvoorbeeld een pallet met willekeurige producten aan, en robots hangen die zelfstandig op
Jos Mollen is sales coördinator Benelux bij ophangspecialist HangOn. Een half jaar geleden was hij een van de sprekers tijdens de Dag van de Oppervlaktetechnologie 2024 in de Duurzaamheidsfabriek in Dordrecht. De discussie in de zaal tijdens en na zijn voordracht ging vooral over automatisering.
Hoe groot is de noodzaak om ophangen volledig te automatiseren?

“De mensen voor dit arbeidsintensieve werk zijn moeilijk te vinden en dat remt de groei van bedrijven. Het zou dus heel goed zijn als we zouden kunnen automatiseren. Ik verwacht dat we tussen nu en vijf jaar een algemeen werkende oplossing hebben. Dan denken we aan bijvoorbeeld drie robots die samenwerken; eentje voor het oppakken en aanreiken van producten, eentje voor het overnemen ten behoeve van ophangen, en eentje voor het aanreiken van ophanggereedschap
TEACH-IN
Technisch gezien zijn er de laatste paar jaar al flinke stappen gemaakt. Als je bijvoorbeeld de benodigde vision-technieken – waarmee
de machines leren ‘kijken’ – neemt, gaat het op dit moment heel snel. Natuurlijk zijn er nog grote uitdagingen. De eerste uitdaging ligt vooral in de vraag hoe de fysieke handling van producten eruit gaat zien. De tweede uitdaging is dat het systeem zelf moet kunnen bepalen hoe een product kan worden opgehangen, welke ophangmogelijkheid is daarvoor het beste?
Misschien zijn volledig geautomatiseerde lijnen zonder teach-in binnen vijf jaar en op grote schaal nog wat optimistisch, denkt Mollen. “Aan de andere kant is het wel duidelijk dat we dichtbij zijn, zeker als je bedenkt hoe lang we met zijn allen al bezig zijn met dit onderwerp. In het midden van de jaren negentig zag
je de eerste spuitrobots opkomen, die zijn uiteindelijk maar sporadisch ingezet. Hetzelfde geldt voor het opkomen van visionsystemen vanaf 2000 en cobots vanaf 2010. De ontwikkelingen op het gebied van deze technologieën gaan nu wel heel hard. AI is misschien een buzz-word, maar zorgt voor een ongelooflijke versnelling van deze technologieën.”
BROODNODIG
Er is ook nog een praktische reden waarom de automatisering van het ophangen nog niet doorbreekt, en die ligt in handlingsnelheid. Een mens hangt bijvoorbeeld een product op in 10 seconden, maar een robotopstelling zal daar op dit moment al snel 20 tot 30 seconden mee bezig zijn. Dat betekent dus dat
je voor iedere medewerker meerdere robotopstellingen nodig hebt of in meer ploegen moet draaien. Dit heeft natuurlijk gevolgen voor de kapitaalintensiviteit van dergelijke automatisering, die toch al hoog is. Gelukkig is de verwachting dat de handlingsnelheid van robots ook sterk zal toenemen.
Er zijn al wat pilotprojecten bezig. Mollen kent er een paar in Nederland, België en Zweden. “Personeel is moeilijk te vinden en het verloop van mensen is hoog. Vooruitstrevende bedrijven willen het dus voor zijn dat ze straks geen handjes meer hebben en hun groei nog meer geremd wordt. Die maken kapitaal en capaciteit vrij, omdat ze de visie delen dat op termijn alleen met
robotisering van lijnen voldoende groei, productiviteit en concurrentiekracht kan worden behaald. Met die partijen zoeken we waar beren op de weg staan en waar kansen liggen.”
De impact van ‘humanoids’ moet ook niet onderschat worden. De robotbedrijven die op dit moment in onze sector meedraaien weten op dit moment alleen niet hoe snel dit zal gaan. De voorzichtige verwachting is dat humanoids binnen 5 tot 10 jaar grootschalig ingezet kunnen worden in onze industrie. Dit betekent dat de robottechnologie waar op dit moment mee gewerkt wordt bij ophangen en afhalen waarschijnlijk ook nog ingrijpend zal veranderen. Wel blijft het feit over-

eind staan dat onze industrie steeds meer kapitaalintensief zal worden en de arbeidsintensiviteit sterk zal afnemen.
Op dit moment hebben Nederland en Europa een technische voorsprong op bijvoorbeeld de Verenigde Staten en China. “Het is belangrijk dat wij die voorsprong behouden en onze positie versterken. Robotisering gaat ervoor zorgen dat de coatingindustrie over 10 jaar op een hele andere manier produceert. Je kunt er zeker van zijn dat de Verenigde Staten en China op grote schaal gebruik gaan maken van deze technologie om een inhaalslag te maken. In Nederland hebben we een aantal topondernemers die durven te automatiseren. Dat is kapitaalintensief, maar wel broodnodig. Als HangOn willen we hierin faciliterend zijn, en ook meedenken in het ontwikkelen van goed werkende ophangsystemen.” CCC
Tot die tijd blijft Mollen erop hameren dat coaters winst kunnen halen

uit het goed vullen van hun lijn. “Dat klinkt heel simpel en logisch, maar toch ligt hier vaak niet de focus op. Als je zorgt dat er zoveel mogelijk producten per uur door een lijn gaan, optimaliseer je de winst op een gemakkelijke manier De meeste kosten in een lijn zijn namelijk vaste kosten, zoals energie, personeel en afschrijving. Die blijven ongeveer gelijk, hoeveel producten je per uur ook door een lijn voert.”
Om zo optimaal mogelijk te kunnen werken, heeft HangOn de zogenoemde Coating Cost Calculation (CCC) uitgebracht. Een gratis online tool waarin je alle kosten die bij een poedercoatinstallatie naar voren komen, kan invoeren. “Dan krijg je daadwerkelijk inzicht in de vraag wat het kost om een product te poedercoaten en wat je kunt doen om te optimaliseren. Met name bij kleinere producten - tot de grootte van een A4-tje - is links en rechts nog veel winst te behalen.”
Alle kosten, zoals energie, poeder, personeel, afschrijving en op-
hangmiddelen kunnen worden ingevoerd. Als je dan gaat ‘spelen’ met bijvoorbeeld ‘ophangdichtheid’ of voorhangen, kun je meteen zien wat het effect is op kosten en winst. Ook de berekening van gebruikte energie in kWh en CO2-uitstoot per product in CCC kunnen zeer interessant zijn, met name omdat hier steeds vaker naar gevraagd wordt in het licht van duurzaamheid.
“Met onze CCC willen we zorgen dat de coatingindustrie kan floreren. Of onze klanten een HangOn-product kopen of niet, is niet relevant. We willen dat coaters inzicht krijgen in wat ze doen en waar ze kunnen verbeteren, ook richting duurzaamheid. Ik ben ervan overtuigd dat als gericht wordt gewerkt naar het vullen van een coatlijn, alle coaters in Nederland een sterke concurrentiepositie kunnen verkrijgen, en duurzamer kunnen werken.”

Totale ontzorging van afvalstoffen.
Eigen verwerkingsmogelijkheden van o.a. ontvettings- en beitsvloeistoffen.
Reiniging en onderhoud van sproeitunnels en dompellijnen.
Het geven van veiligheidsadviezen.
Stadslaan 3 | 8051 ND Hattem
Tel.+31 85 023 22 39 | M.+31 610 287 434
Email: info@nedwaste.nl | Web: www.nedwaste.nl
COATING AKZONOBEL DOORSTAAT ONGEKENDE
25-JARIGE PRAKTIJKTEST IN DRINKWATERNETTEN
Een zeldzaam langlopend veldonderzoek heeft bevestigd dat AkzoNobel’s Resicoatepoxypoedercoating uitzonderlijk goed bestand is tegen corrosie in drinkwaterinfrastructuur. Na een testperiode van liefst 25 jaar bleken ondergrondse appendages die met de coating waren behandeld nog volledig intact.
Voor het onderzoek begroef de Duitse Water Supply Association of Upper County Bad Bentheim, samen met brancheorganisatie GSK, volledig operationele afsluiters en fittingen op een diepte van circa twee meter, exact zoals in een reëel drinkwaternet. De componenten bleven aangesloten, onder druk en in continu gebruik. Toen ze een kwart eeuw later werden opgegraven, was het oordeel verrassend eenduidig: geen delaminatie, geen scheurvorming, geen lekkages, geen zichtbare corrosie
Het water heeft al die jaren probleemloos door het systeem gestroomd. De resultaten zijn onafhankelijk bevestigd door materiaaltestinstituut MPA Hannover.
Het onderzoek biedt waardevolle praktijkgegevens, want langdurige veldtests over meerdere decennia komen in de coatingsector nauwelijks voor. Volgens Yidong Meng, Global Functional Segment Manager bij AkzoNobel Powder Coatings, benadrukken de bevindingen hoe belangrijk duurzame bescherming is voor de levensduur van drinkwatersystemen. Minder corrosie betekent minder storingen en aanzienlijk lagere onderhoudskosten.
Meng wijst erop dat epoxycoatings structureel beter presteren dan traditionele lakken of emaillagen, vooral bij het voorkomen van lekkages en breuken in leidingen. De gebruikte coating, Resicoat Rserie, is een thermohardende epoxypoedercoating voor gietijzeren en stalen componenten in water- en gasnetten. De laag wordt in één stap aangebracht via fluidised bedcoating of elektrostatische verstuiving, en vormt daarna een robuuste, langdurige beschermlaag tegen corrosie
Meer dan tien bedrijven namen deel aan de praktijktest, die gezien de duur en omstandigheden als een nieuwe maatstaf geldt in de watersector. De uitkomsten zullen naar verwachting het vertrouwen in poedercoatings voor kritieke infrastructuur verder versterken, precies op een moment dat veel Europese waternetten kampen met veroudering en toenemende corrosiedruk.

De coatingsector staat niet vaak op de voorpagina’s van de internationale financiële pers. Wanneer het wél gebeurt, is er meestal iets groots aan de hand. Dat geldt zeker voor de aangekondigde fusie tussen AkzoNobel en Axalta, twee zwaargewichten die samen een wereldwijde omzet van circa 25 miljard dollar vertegenwoordigen. Het is een fusie die niet alleen de concurrentieverhoudingen op hun kop zet, maar ook de richting bepaalt waarin de coatingindustrie zich de komende tien jaar zal ontwikkelen. Die ontwikkeling raakt de maakindustrie diep; van machinebouw tot maritieme constructie, en van hoogwaardig metaalcoaten tot industriële automatisering.
Hoewel fusies in de coatingwereld vaker voorkomen, is de schaal van deze combinatie uitzonderlijk. AkzoNobel heeft een Europees verankerde organisatie met een breed technologisch fundament, terwijl Axalta een Amerikaanse speler is met een sterke positie in automotive en industriële poedercoatings. Dat zijn geen overlappende markten, maar complementaire blokken. De strategische logica is dan ook helder: door hun portfolio’s en kennisplatformen te combineren, ontstaat een totaalspeler die iedere markt kan bedienen, van decoratief tot heavy-duty, en van OEM tot offshore.
Die breedte is geen luxe, maar noodzaak. De coatingsector is de afgelopen jaren fundamenteel veranderd. Van een industrie die vooral over kleur, bescherming en esthetiek ging, ontwikkelt hij zich tot een sector die centraal staat in duurzame

transities, levensduurverlenging van assets, corrosiebescherming in kritieke infrastructuur, en digitalisering van onderhoud. Coatings zijn steeds vaker een functioneel onderdeel van producten, en niet langer een finishing touch. De fusie tussen AkzoNobel en Axalta moet worden gezien in dat licht: als een antwoord op stijgende R&D-kosten, strengere wetgeving, globalisering van supply-chains, en een markt die vraagt om geïntegreerde technologie
ONDERHANDELINGSPOSITIE
De impact op de Nederlandse en Belgische maakindustrie laat zich al raden. Bedrijven die afhankelijk zijn van coatings - en dat zijn er veel, of het nu gaat om verfijnde hightech machines, maritieme constructies, offshore platforms of industriële apparatuur - krijgen te maken met een leverancier die
groter, internationaler en technologisch breder is geworden. Dat kan voordelen bieden, zoals snellere toegang tot nieuwe productfamilies, geavanceerde poeders of high-performance corrosiesystemen. Maar het betekent ook dat de onderhandelingspositie verandert. De nieuwe combinatie zal strenger kijken naar preferred suppliers, naar regionale kostenstructuren en naar schaalbaarheid van partners in de keten. Lokale leveranciers die vandaag nog onmisbaar lijken, kunnen in een geglobaliseerd integratiemodel zomaar worden vervangen door internationale alternatieven.
Toch is het te simpel om deze fusie uitsluitend te zien als een risico De nieuwe coatinggigant beschikt na de integratie over de grootste R&D-footprint in de sector, met onderzoekscentra verspreid over Europa, Noord-Amerika en Azië. De
omvang aan ‘technologische kruising’ die dat oplevert, is aanzienlijk. Axalta’s voortrekkersrol in automotive refinishing - een markt waarin kleurconsistentie, slijtageweerstand en proceszekerheid tot op de millimeter worden gecontroleerd - kan bijvoorbeeld doorvloeien naar maritieme of industriële systemen. Omgekeerd kan de expertise van AkzoNobel in corrosiewerende systemen die jarenlang onder zware klimatologische omstandigheden moeten presteren, interessant worden voor OEM’s die streven naar robuustere coatings met langere onderhoudsintervallen.
De fusie belooft ook een versnelling van innovaties die al langer op de agenda staan, maar moeilijk schaalbaar waren in kleinere organisaties. Denk aan poedercoatings die op lagere temperaturen uithar-
den, wat essentieel is om tot energiezuiniger processen te komen. Of aan high-solids coatings die VOCemissies terugdringen. Ook in de digitale technologie zullen de stappen groter worden. Beide bedrijven ontwikkelden al applicaties waarin kleurmatching, mengreceptuur, applicatiecondities en zelfs voorspeld onderhoud samenkomen. Door die platformen te bundelen, ontstaat een digitale backbone die zich uitstrekt over de hele keten: van ontwerp en productie tot inspectie en service. Voor applicateurs betekent dit een professionaliseringsslag waarbij datagedreven werkprocessen de norm worden. Voor OEM’s opent het de deur naar voorspelbaar onderhoud, lagere lifecycle-kosten en geïntegreerde kwaliteitscontrole
Met de schaalvergroting komt echter ook consolidatiedruk. De
coatingmarkt was al aan het concentreren, met grote spelers die wereldwijd opereren en kleinere spelers die alleen kunnen overleven door specialisatie of niche-expertise. De fusie versnelt die trend. Middelgrote producenten, vaak familiaal of regionaal georganiseerd, krijgen het steeds moeilijker om R&D-investeringen, regulatory compliance en supply-chain resilience te financieren. De vraag is niet of deze fusie gevolgd wordt door nieuwe bewegingen, maar wanneer De coatingindustrie beweegt richting een model waarin vijf of zes wereldspelers het overgrote deel van de markt bedienen, met daaronder een laag van gespecialiseerde nichespelers.
De geografische dimensie verdient minstens zoveel aandacht. Axalta’s sterke positie in Noord-Amerika kan

ertoe leiden dat productiecapaciteit herverdeeld wordt over de continenten. Europese fabrieken kunnen mogelijk worden gestroomlijnd of samengevoegd, afhankelijk van de productgroep. Dat raakt niet alleen de beschikbaarheid, maar ook de leverzekerheid en transportstromen richting Nederlandse en Belgische klanten. Sommige productfamilies zouden in de toekomst vanuit andere regio’s geleverd kunnen worden, wat hogere voorraadvorming of langere planninghorizons vereist. Voor bedrijven die afhankelijk zijn van specifieke gecertificeerde coatings, zoals voor de luchtvaart, in de maritieme wereld, of voor kritische infrastructuur, is vroege afstemming met de leverancier geen luxe, maar technische noodzaak.
Interessant is ook om te zien hoe de fusie de industriële specificaties kan veranderen. Als productlijnen worden geharmoniseerd, zullen bestaande coatings uit de markt verdwijnen of worden vervangen door nieuwe varianten. Dat betekent dat bedrijven opnieuw kwalificatie- en validatietrajecten moeten doorlopen, inclusief testen rond corrosie, mechanische duurzaamheid en
compatibiliteit met bestaande pretreatment-processen. Vooral sectoren die werken met strikte normeringen, zoals offshore-constructie (ISO 20340) en industriële beschermsystemen (ISO 12944), moeten rekening houden met extra testcycli en documentatie-eisen.
De bredere vraag is wat deze fusie vertelt over de toekomst van coatings. De richting lijkt duidelijk: coatings worden slimmer, duurzamer en meer geïntegreerd in het ontwerp van producten. Ze monitoren corrosie, verminderen energiegebruik, verlengen de levensduur en worden onderdeel van digitale onderhoudsplanning. In die toekomst heeft schaal betekenis; grote spelers kunnen sneller investeren, breder ontwikkelen en wereldwijd uitrollen. De fusie tussen AkzoNobel en Axalta is daarom niet alleen een financiële operatie, maar ook een technologische strategie
SPEELVELD
Voor de maakindustrie in de Benelux betekent het dat stilstand geen optie is. Bedrijven die coatings vooral zien als een laatste stap in het productieproces, zullen
hun strategie moeten herijken. De coatingkeuze wordt een engineeringbeslissing met impact op efficiëntie, duurzaamheid en total cost of ownership. De samenwerking met leveranciers verschuift van transactioneel naar strategisch. En wie nu al inzet op digitalisering, kwaliteitscontrole en hoogwaardige oppervlakteengineering, bevindt zich in een positie van kracht.
De nieuwe coatingreus die uit deze fusie ontstaat, verandert het speelveld. Maar voor bedrijven die anticiperen, investeren en meeinnoveren, kan dat een voorsprong betekenen in een markt waar duurzaamheid, technologie en betrouwbaarheid steeds meer de norm bepalen.












TOEPASSINGEN:
• Anodiseren
•Verzinken, Verchromen, Nikkel en vele andere galvanische toepassingen
•Waterzuivering
•Waterstof generatie
•Electro Chemical Machining, Pulse en gelijkstroom
• Kathodische bescherming


DECORRDAL 900-serie
dunnelaagtechnologie
Fosfaat vrij
Vanaf kamertemperatuur toepasbaar
Goede lakhechting
Minimale slibvorming
Nano keramisch
Mini-Scuid, meet- en regelapparaat
C ons tante monitoring van de procesparameters
Data log via SD kaar t

Moeiteloos in te stellen grenswaarden
Diverse alarmsignalen mogelijk
Instellingen van doseringen online te volgen en aan te passen

Wie door Nederland rijdt, ziet het niet: onder onze bruggen, sluizen, damwanden en kademuren zit een enorm, grotendeels onzichtbaar systeem dat het land letterlijk overeind houdt. Staalconstructies zijn de stille werkpaarden van onze infrastructuur. Maar ze hebben één grote vijand: corrosie. En precies daarbij komt de nieuwste handreiking van Rijkswaterstaat (RWS) in beeld - een document dat veel verder gaat dan een technisch advies. Het is in feite een koerswijziging die aangeeft hoe de overheid omgaat met duurzaamheid, onderhoud en levensduur van infrastructuur.
De Handreiking Duurzaam Staalconserveren 2.0 laat zien dat de vraag hoe je staal beschermt een direct effect heeft op de milieubelasting van Nederland. En dat veelgebruikte technieken misschien minder duurzaam zijn dan jarenlang gedacht.
Waarom deze nieuwe koers? Het ministerie van Infrastructuur en Waterstaat wil in 2030 volledig klimaatneutraal en circulair werken. Geen kleine ambitie, zeker niet in een land dat zo afhankelijk is van stalen
infrastructuur. Veel beheerders, aannemers en ingenieurs wisten al dat conservering essentieel is om staal tegen roest te beschermen. Maar wat niet eerder zo scherp op tafel lag, is hoeveel milieu-impact die conservering zélf heeft.
Die impact is fors. Niet alleen door de materialen, zoals verf, zink of metallisatiepoeders, maar vooral door onderhoud. Een verfsysteem moet om de zoveel jaar opnieuw worden aangebracht; dit is een proces dat transport, steigers, energie, slijtage,
afval, emissies en arbeidsrisico’s met zich meebrengt. Tel dat op over dertig, veertig of zelfs honderd jaar, en het traditionele beeld komt op losse schroeven te staan.
“Een coating die in 2025 goedkoop lijkt, is in 2050 vaak een dure milieuinvestering”, zegt een van de experts van RWS in een toelichting. Precies daarom zijn de keuzes nu expliciet doorgerekend met de Milieukostenindicator (MKI), op basis van levenscyclusanalyses.
THERMISCH VERZINKEN ALS
WINNAAR – TENZIJ …
Voor nieuwbouw is de voorkeursvolgorde in de handreiking verrassend eensluidend. Als het technisch kan, gaat de voorkeur bijna altijd naar:
1. Thermisch verzinken
2. Metalliseren
3. Verfcoatings
Thermisch verzinken, oftewel het onderdompelen van staal in een bad met gesmolten zink, is niet alleen een robuuste, maar ook in milieutechnisch opzicht sterke behandeling. Zink vormt een beschermende laag die decennialang meegaat, met minimaal onderhoud. Volgens internationale LCAstudies is de totale energie- en grondstoffenbelasting van een verzinkt systeem over de hele levensduur soms wel 60 tot 70 procent lager dan die van een verfsysteem. Verzinken kan echter niet altijd. Grote stalen onderdelen passen simpelweg niet in een zinkbad. En sommige constructies zijn gevoelig voor waterstofbrosheid, waardoor metalliseren of het aanbrengen van een verfcoating noodzakelijk is.
METALLISEREN: INTERESSANT BIJ
LANGE LEVENSDUUR
Bedraagt de ontwerplevensduur meer dan 40 jaar en is de constructie niet vermoeiingsgevoelig, dan is metalliseren een goede tweede keuze. Hierbij wordt een zink- of aluminiumlegering op het staal gespoten. Het resultaat: een harde, slijtvaste laag die - gecombineerd met verf (duplex) - extreem lang meegaat. Uit MKIanalyses in de handreiking blijkt:
• Bij een zeer lange levensduur (80 tot 100 jaar) is metalliseren veel duurzamer dan een verfcoating.
• Bij een kortere levensduur (minder dan 30 jaar) kan de extra milieubelasting van metalliseren

(vooral het energie-intensieve proces) het voordeel tenietdoen.
De nuance: duurzaamheid is geen lineaire vergelijking, maar een wiskundige puzzel van levensduur, onderhoud en materiaalgebruik. Verf is nog steeds het werkpaard van de sector. Het is goedkoop, beproefd, toepasbaar op vrijwel elke geometrie, en makkelijk in kleur te brengen. Maar milieutechnisch is verf vaak het zwakste paard in de stal, tenzij er goede redenen zijn om toch voor verf te kiezen:
• Het object moet in een specifieke kleur worden afgewerkt.
• De constructie is vermoeiingsgevoelig.
• Verzinken of metalliseren is technisch niet mogelijk.
• De levensduur is kort (bijvoorbeeld bij tijdelijke objecten).
Het grote probleem bij verfcoatings zit in het onderhoud. Een verfsysteem moet tijdens de levenscyclus meerdere keren worden bijgewerkt of volledig worden vervangen. Die onderhoudsbeurten veroorzaken veel CO2-uitstoot, transportkilometers en materiaalgebruik.
Internationale LCA’s laten zien dat een geverfde constructie na 50 jaar
soms drie keer zoveel grondstoffen en energie heeft gekost als een thermisch verzinkte variant. Bij renovaties wordt het nog ingewikkelder; de vraag daarbij is niet alleen welk systeem erop komt, maar ook hoe je het oude systeem verwijdert. En precies daar schuift de handreiking een verrassende winnaar naar voren: inductiereiniging.
In tegenstelling tot traditioneel stralen, waarbij grit met hoge snelheid tegen de oppervlakte wordt gespoten, verwarmt inductie de verflagen, waardoor ze loskomen. Het resultaat: veel minder stof en afval, minder energiegebruik, lagere emissies, en minder schade aan het staal. Is inductie niet mogelijk, dan heeft eenmalig grit (zoals glas- of hoogovengrit) de voorkeur, tenzij er chroom-6 in de oude coating zit. In dat geval wordt recyclebaar grit aanbevolen, omdat het vervuilde restmateriaal daarmee beter kan worden gescheiden.
ONDER WATER GELDEN ANDERE WETTEN
Wie verwacht dat dezelfde logica geldt voor damwanden, sluizen of kademuren, komt bedrogen uit.

Onder water speelt corrosie een totaal ander spel. Het water (zoet versus zout), de stroming, zuurstofconcentraties, microbiële activiteit en elektrolytische omstandigheden bepalen hier de corrosiesnelheid. Daarom verschuift de focus bij dergelijke omgevingen van verf naar kathodische bescherming (KB); denk aan opofferingsanoden (zink, aluminium, magnesium), Impressed Current Systems (ICS) / opgedrukte stroom, combinaties van KB met verf, en overdimensioneren + afroesten.
Zowel uit de handreiking als uit externe studies komt duidelijk naar voren dat KB met opofferingsanoden zonder verf de hoogste milieubelasting heeft (veel metaalverbruik, weinig recyclebaar). KB met verf verlaagt die belasting met een factor 3. De absolute winnaar is opgedrukte stroom in combinatie met een coating. Opgedrukte stroom - waarbij een externe stroombron corrosie onderdrukt - is energetisch efficiënt en gaat zeer lang mee. Zeker in zout water is dit vaak de beste keuze.
Toch is de handreiking verrassend pragmatisch. In sommige zoetwateromgevingen is het simpelweg duurzamer om stalen damwanden te overdimensioneren en gecontro-
leerd te laten afroesten. Het staal gaat langzaam verloren, maar dat levert minder milieubelasting op dan een complex kathodisch systeem. Een ongebruikelijke gedachte, maar wel een die aansluit bij de systemische blik die de circulaire bouw verlangt.
NIEUWE TECHNOLOGIE IS VEELBELOVEND, MAAR NOG
NIET VOLWASSEN
In internationaal onderzoek zijn nanocoatings en grafengebaseerde barrières veelbelovend. Ze bieden extreem hoge corrosiebestendigheid met geringe dikte, wat in theorie een revolutie kan zijn. Er zit echter een adder onder het gras. De milieu-impact van nanomaterialen is niet goed in kaart gebracht, en ze zijn vaak moeilijk te recyclen. Voor een publieke organisatie als RWS betekent het dat voorzichtigheid is geboden. Bovendien waarschuwt onder meer de Algemene Rekenkamer dat hergebruik van bouwmaterialen met onbekende milieueffecten risico’s kan opleveren. Dit raakt ook de vraag wat er gebeurt aan het einde van de levensduur van een stalen constructie met complexe coatings.
Met deze handreiking legt Rijkswaterstaat de lat hoger; niet alleen
voor zichzelf, maar ook voor aannemers en leveranciers. Het is expliciet de bedoeling om in elk ontwerp en elke onderhoudsbeslissing de milieu-impact mee te wegen.
Dat betekent dat MKI-berekeningen standaard onderdeel van de keuze voor conserveringssystemen worden. De op de korte termijn goedkoopste optie is dus niet meer leidend. Aanbestedingen krijgen meer aandacht voor levensduur, onderhoudsfrequentie en circulariteit. Bedrijven die inzetten op duurzame systemen (verzinken, metalliseren, ICS) komen er beter uit. En misschien wel het belangrijkste: staalconservering wordt niet langer gezien als een technische voetnoot, maar als een strategische schakel in het verduurzamen van de Nederlandse infrastructuur
De nieuwe handreiking is geen luid beleidsdocument, geen Kamerstuk dat de voorpagina’s haalt. Maar onder de radar markeert het wel een stille revolutie: de verschuiving van kortetermijnkosten naar langetermijnwaarde. Het dwingt opdrachtgevers en ingenieurs om over een horizon van 100 jaar te denken.










































De koning is dood, leve de koning. Je zou een parafrasering van deze eeuwenoude uitdrukking zonder meer kunnen gebruiken in een discussie over de status van metaal additive manufacturing. Faillissementen, overnames, bedrijfsliquidaties en nieuwkomers: en dat alles binnen een jaar
Sinds twee jaren gaat de sector door een diep dal, met afgelopen half jaar als dieptepunten het faillissement van Velo3D en Desktop Metal (naast een heleboel kleinere spelers), twee Amerikaanse startups waarvan investeerders nog niet zo lang geleden dachten dat ze miljarden dollars waard waren. Inmiddels zijn ze voor een appel en een ei opgekocht door investeringsmaatschappijen. Ook Trumpf heeft – voor de tweede keer – afscheid genomen van de AM-business en deze verkocht aan een Duits investeringsfonds. Geruisloos, want het was de overnemende partij die van de zomer met het nieuws naar buiten kwam.
In de wandelgangen hoor je als belangrijkste reden dat de adoptie van additive manufacturing te traag verloopt. Marktdata bevestigen dit. Arburg, fabrikant van spuitgietmachines, heeft de AMactiviteiten eveneens stop gezet, twaalf jaar na de lancering van de eerste 3D printer op de K 2013 in Düsseldorf. Het management zegt dat de groei te langzaam gaat en dat de fabrikant van spuitgietmachines in het huidige economisch klimaat zich moet concentreren op de kernbusiness – spuitgietmachines bouwen. 3D Systems heeft de productie van de metaalprinters weggehaald bij GF Machining Solutions (nu onderdeel
van United Machining Solutions) en ondergebracht in Frankrijk en heeft andere activiteiten afgestoten, waaronder het Belgische Oqton dat enkele jaren geleden nog het goudhaantje voor de Amerikanen was. Uit de laatste kwartaalcijfers over de AM-markt die onderzoeksbureau Context publiceert, blijkt dat in metaal 3D printen de marktleiders EOS en Nikon SLM Solutions in het tweede kwartaal van dit jaar iets minder machines hebben uitgeleverd dan een jaar geleden. En ook in China schijnt de boom in additive manufacturing even voorbij te zijn. In LinkedIn discussies wordt het regelmatig gezegd: additive manufacturing is dood.

MACHINEBOUWERS STAPPEN IN Leve additive manufacturing. Ja, want terwijl de bedrijven die het voorbije decennium in deze sector de dienst hebben uitgemaakt, wegkwijnen of stoppen, stappen werktuigmachinefabrikanten in. Sodick heeft de AM-business gekocht van Prima Industries, het Italiaanse Prima Additive. De Japanners voegen de laser powderbed fusion (L-PBF) en laser metal deposition technologie (LMD) samen met hun eigen L-PBF business. Sodick verwacht een groei van de AM-markt en ziet synergiën met hun bestaande activiteiten, de draad- en zinkvonkmachines en precisie freesmachines. De Japanners zijn niet de enige werktuigmachinefabrikant die het oog heeft laten vallen op metaalprinten. Makino heeft deze stap twee jaar geleden gezet met de LMD-machine AML500 die op Formnext 2023 werd gelanceerd en die vorig jaar werd opgevolgd door een nieuw model, de AML900
Als basis gebruikt Makino het high speed lasercladding proces EHLA dat door het Fraunhofer ILT is ontwikkeld. Makino werkt nauw samen met het Duitse onderzoeksinstituut.
De Japanners onderscheiden zich doordat ze direct automatisering aanbieden. Bij de AML900 voegt Makino het printen onder beschermgas als optie toe, omdat bepaalde kritische applicaties dit vereisen. Hierdoor kan men nu aluminium verwerken. Verder is er een automatische nozzle wissel toegevoegd evenals automatische kallibratie, oplossingen die in het lasersnijden
al jarenlang gebruikt worden. Het geeft duidelijk aan dat Makino de stap richting industriële productie zet.
DN SOLUTIONS VERWACHT
STERKE GROEI AM
Op de EMO hebben zich nog twee andere machinebouwers in de AM-markt gemeld: DN Solutions en IRPD, een van de merken onder de vlag van United Machining Solutions. “Wij zijn ervan overtuigd dat er geen alternatief is voor additive manufacturing wanneer er op een concurrerend niveau wordt geproduceerd”, zo antwoordt Vino Suntharakumaran, vice president AM bij DN Solutions, op de vraag waarom de machinebouwer in de AM-markt stapt. Concreet ziet DN Solutions AM groeien omdat men sneller kan itereren; de supply chains voorraden kunnen afbouwen door on de mand te gaan 3D printen en personalisatie van componenten, bijvoorbeeld bij medische implantaten. De Koreanen verwachten groei van additive manufacturing mits de technologie naar een hoger niveau wordt getild.

Valk Welding heeft geïnvesteerd in Ramlab, de Nederlandse fabrikant van WAAMsystemen. Het Rotterdamse bedrijf ziet de groei vooral buiten - Europa aantrekken en zet onder andere in op het automatisch repareren van zware tooling met additive manufacturing.

Met dit laatste bedoelt men zowel een hogere productiviteit, betere kwaliteit en een betere integratie in de noodzakelijke CNC-bewerkingen.
“Onze aanpak is gericht op het verbinden van additive manufacturing met de noodzakelijke CNC-bewerking en de software die nodig is voor het hele productieproces - van het genereren van het idee tot de kwaliteitscontrole van het uiteindelijke onderdeel.” De link met CNC-machines en automatisering is wat tot nog toe ontbreekt in de AM-oplossingen, zo zei Vino Suntharakumaran het op de EMO. DN Solutions komt met drie verschillende L-PBF systemen op de markt, de DLX 150 (bedoeld voor R&D activiteiten), de DLX 325 (bouwvolume 325 x 325 x 400 mm) en de DLX 450 (bouwvolume 450 x 450 x 450 mm). De twee laatste modellen kunnen met 1, 2 of 4 lasers worden gebouwd. Verwisselbare bouwkamers, een permanent filtersysteem en een open poederbeheersysteem inclusief automatisering readyness moeten de AM-systemen industrieel maken.
Waarmee DN Solutions zich wil
onderscheiden, is de software, ontwikkeld door het Indiase Intech Additive Solutions. Met dit softwarepakket kan men het AMsysteem programmeren als ook het printproces optimaliseren. Bijvoorbeeld door de vervorming door de thermische belasting te simuleren en hier vooraf al voor de corrigeren. De software berekent zelf de supportstructuur die nodig
is en minimaliseert deze, zodat je naderhand minder hoeft weg te halen. Onderdeel van de software is ook een module waarmee men snel kan vaststellen of het loont bepaalde onderdelen te gaan printen. De bouwplaat met daarop het product kan zo van de DLX machine overgenomen worden in het geautomatiseerd werkstukmagazijn van het CNC-

IRPD, het AM-bedrijf binnen de Zwitserse machinebouwgroep United Machining Solutions, liet op de EMO dit gereedschap zien dat 3D geprint is en samen met Walter werd ontwikkeld.

bewerkingscentrum voor de nabewerking. Met een best fit strategie, waarbij de meettaster in de CNC-machine de positie van het werkstuk bepaal, vergemakkelijken
DN Solutions de mechanische nabewerking van het AM-werkstuk.
VERTICALE INTEGRATIE BIJ IRPD
Stefan Lang, CEO van het Zwitserse IRPD, ziet eigenlijk dezelfde reden waarom de uitrol van additive manufacturing nu wel gaat lukken als Vino Suntharakumaran van
DN Solutions: verticale integratie Additive manufacturing, zo legt Lang uit, maakt deel uit van een heel systeem aan technologieën, zoals frezen, slijpen, EDM en laserbewerken. Dit kunnen bewerkingsstappen zijn zowel voordat je gaat 3D printen als erna. Wat wezenlijk is, is dat het qua datastromen één geheel vorm. “Met ons totale systeem kunnen we klant een optimale oplossing aanbieden en begeleiden”, zegt Stefan Lang. Het L-PBF AM systeem, de IRPD 4530, beschikt net als de slijp- en lasermachines van de groep over de C.O.R.E. besturingstechnologie, die waarschijnlijk over een tijdje ook terug te vinden zal zijn op de Mikron en AgieCharmilles machines.
Hierdoor kunnen data van de AMprocesstap naadloos doorgegeven worden aan de andere machines in de workflow. Toepassingen ziet Stefan Lang vooral bij constructies die een laag gewicht nodig hebben en bij componenten waarin koelkanalen een belangrijke rol spelen.
Hij merkt dat potentiële klanten, bijvoorbeeld toeleveranciers aan de luchtvaart- en semiconductorindustrie, inmiddels de voordelen van additive manufacturing zien. “Meer dan twee jaar geleden. De verwachtingen zijn ook meer realistisch geworden.” Ook IRPD kiest ervoor om de machine geschikt te maken voor automatisering. Afhankelijk van de uitvoering, kan de bouwkamer automatisch gewisseld worden zodat de machine tussen twee buildjobs in maximaal een kwartier stil staat. Wie de constructie van de IRPD machine bekijkt, ziet duidelijk de invloed vanuit de ervaring met de bouw van werktuigmachines. Het optisch systeem is bijvoorbeeld mechanisch gescheiden van de bouwkamer voor hogere nauwkeurigheden. Het machinebed is thermisch gestabiliseerd.
FRONIUS EN VALK WELDING
Ook bij Laser Metal Deposition, het oplassen met metaal, is de interesse van klassieke spelers voor de AM-technologie toegenomen. Makino is er vanuit de verspaning in gestapt, Fronius vanuit de laswereld. De fabrikant van onder andere lasbronnen ziet de interesse toenemen, wereldwijd, maar vooral in Azië. Klanten willen de technologie inzetten voor de productie van bijvoorbeeld luchtvaartcomponenten maar ook impellers voor pompen en aandrijvingen. De laatste tijd komen daar nog reparatie toepassingen bij. In plaats dat bijvoorbeeld zware tooling nieuw wordt gemaakt, kiest men ervoor om de afgesleten delen via oplassen te repareren.
Valk Welding is als Nederlandse speler actief in deze markt, vooral dan via het Rotterdamse Ramlab, waarin de lasspecialist recent nog geïnvesteerd heeft om de internationale groei te versnellen. Vincent Wegener, CEO, ziet dat de interesse vooral buiten Nederland en zelfs buiten Europa groeit. “Dat komt volgens mij doordat we in Nederland geen zware industrie meer hebben; je hebt echt partijen nodig die bekend zijn met smeden of gieten.” De nieuwste stap die RamLab heeft gezet is het automatisch scannen van een beschadigd werkstuk en aan de hand van deze data en de originele CAD-data automatisch de robotbanen berekenen. Op die manier verlaagt men de drempel om met de technologie te beginnen. “Daar ligt namelijk de grootste uitdaging voor onze klanten: gebrek aan lassers. Ze willen daarom met één druk op de knop scannen, plannen en printen.”
Noël Ruijters scant de buitenlandse bladen. De belangrijkste ontwikkelingen noteert hij in deze rubriek. Voor deze editie nam hij het novembernummer van het Journal für Oberflächentechnik en het novembernummer van het European Coatings Journal door.
Atmosferische-drukplasma (ADplasma) wordt toegepast om oppervlakken (bijvoorbeeld van kunststoffen, metalen, keramiek of composietmaterialen) doelgericht te reinigen en te activeren zonder dat een vacuümkamer nodig is. Door behandeling met koud plasma worden organische verontreinigingen verwijderd en neemt de oppervlaktespanning sterk toe, onder meer doordat er polaire functionele groepen (zoals hydroxy- of aminogroepen) worden ingebracht en de micro-topografie licht wordt gewijzigd. Het resultaat is dat materialen die van nature moeilijk zijn te bevochtigen (zoals bepaalde kunststoffen en composieten) daarna veel beter kunnen worden gelakt, bedrukt of verlijmd. Studies tonen aan dat oppervlakken die met ADplasma zijn behandeld een duidelijk verbeterde hechting vertonen, bijvoorbeeld hogere schuifsterkte bij lijmverbindingen of een meer betrouwbare hechting van drukinkten op kunststofoppervlakken. Een bijkomend voordeel is dat de behandeling bij atmosferische druk en op kamertemperatuur plaatsvindt (vaak ruim onder de 80 °C), waardoor hij ook geschikt is voor warmtegevoelige materialen. Daarmee vormt AD-plasma een alternatief voor complexe vacuüm- of chemische voorbehandelingen. Kortom: atmosferische-drukplasma maakt oppervlakken veelzijdig bewerkbaar en zorgt voor een betrouwbare, reproduceerbare hechting, wat vooral in industriële processen zoals lijmen, lakken en bedrukken grote voordelen oplevert.
GALVANO VOOR
HOOGTECHNOLOGIE
C. Jentner GmbH uit Pforzheim staat op het punt de certificering volgens DIN EN 9100 te behalen, een kwaliteitsnorm die toegang biedt tot de luchtvaart-, ruimtevaarten defensie-industrie. Het bedrijf, gespecialiseerd in galvanische oppervlaktetechniek, wil hiermee nieuwe markten betreden, en zet in op groei door digitalisering, AIondersteunde kwaliteitscontrole en volledige traceerbaarheid. In deze sectoren gelden strenge eisen aan betrouwbaarheid, procesveiligheid en documentatie. Volgens bedrijfsleider Tobias Kleiber is nauwkeurige documentatie cruciaal; wat niet is vastgelegd, geldt als niet uitgevoerd. De certificering verloopt via audits, gap-analyses en jaarlijkse controles. Positief beoordeeld werden de hoge digitaliseringsgraad, de transparantie, en de orde in de productie. Parallel zijn ook de milieunorm ISO 14001 en het energiemanagementsysteem ISO 50001 geïmplementeerd; binnenkort volgt ISO/IEC 27001 voor informatiebeveiliging. Met de DIN EN 9100-certificering positioneert Jentner zich als betrouwbare partner in een nichemarkt, en heeft het al eerste klanten en internationale aandacht weten te trekken.
De beschermende-coatingindustrie staat voor een dubbele uitdaging: voldoen aan strengere regelgeving én nieuwe prestatieniveaus realiseren. Volgens Joan Puigdevall (Roberlo) versnellen strengere VOC-limieten en klimaatdoelen de overgang van oplosmiddelrijke


naar watergedragen en hoogvaste coatings, die emissies verminderen zonder duurzaamheid te verliezen. Innovaties zoals gerecyclede kunststoffen, bio-gebaseerde harsen en energie-efficiënte applicatiemethoden spelen hierin een belangrijke rol. Direct-to-metal (DTM) coatings combineren primer en toplaag in één laag, besparen materiaal en energie, en bieden sterke anticorrosieve prestaties. De komende tien jaar zullen coatings naast corrosiebescherming ook multifunctionele eigenschappen bieden, zoals slipweerstand, brandvertraging en zelfreinigende oppervlakken. Reflectieve en adaptieve thermische coatings dragen bij aan energie-efficiëntie en klimaatbestendigheid. Daarnaast stimuleren regelgeving en veiligheid de ontwikkeling van nieuwe watergedragen technologieën en alternatieven voor traditionele polyurethanen. De sector evolueert richting intelligente coatings die duurzaamheid, veiligheid en prestaties combineren, en zo nieuwe standaarden zetten voor bescherming onder steeds veeleisender omstandigheden.
Noël Ruijters is directeur van Bâton Adviesgroep
Wat gebeurt er in de wetenschappelijke wereld als het gaat om oppervlaktetechniek? De redactie van OT spit door de internationale wetenschappelijke literatuur, op zoek naar relevante artikelen. We verwerken de literatuur en schrijven er nieuwsverhalen van. Wilt u het originele artikel lezen? Gebruik de QR-code om op de betreffende website te komen.

Algen als olieopslag voor duurzame anti-slijtagecoatings
Onderzoekers van de Chengdu University hebben een nieuwe coating ontwikkeld die metalen langdurig beschermt tegen corrosie en slijtage. De techniek is gebaseerd op kunstmatig gekweekte diatomeeën –microscopisch kleine algen met een poreuze structuur – die dienen als reservoir voor smeerolie binnen de coating.
De zogenoemde lubricant-infused surface (LIS) combineert een epoxybasis met gemodificeerde diatomeeën en een laag perfluorpolyether (PFPE)-olie. Deze meerlaagse structuur voorkomt dat corrosieve vloeistoffen in contact komen met het metaal, en zorgt bovendien voor een zelfherstellend smeereffect. Tijdens slijtage kan de olie uit de poriën van de diatomeeën naar buiten treden en het oppervlak opnieuw bevochtigen. In vergelijking met een traditionele superhydrofobe coating bleek de LIS na zestig dagen onderdompeling in een zoutoplossing een tienmaal hogere corrosieweerstand te behouden. Ook de slijtvastheid verbeterde aanzienlijk: de wrijvingscoëfficiënt daalde tot 0,12 en het slijtagevolume met ruim twee derde
De coating bootst het natuurlijke glijmechanisme van de bekerplant na, die een olieachtige laag gebruikt om insecten te laten uitglijden. Door dit bio-geïnspireerde ontwerp is de LIS niet alleen waterafstotend, maar ook zelfreinigend en duurzaam in gebruik.
De onderzoekers zien toepassingen in onder meer machineonderdelen, pijpleidingen, scheepvaart en buiteninstallaties waarbij langdurige bescherming tegen vocht en wrijving essentieel is. De relatief eenvoudige spuitapplicatie maakt de methode bovendien geschikt voor grootschalige industriële toepassing.
Bron: Artificially cultivated diatom frustule as oil reser voir toward anti-corrosion and anti-wear lubricant-infused surface. Progress in Organic Coatings, Volume 207, October 2025.

Onderzoekers hebben een nieuwe thermisch geleidende en brandvertragende elektrolyt ontwikkeld die de veiligheid van lithium-ionbatterijen aanzienlijk kan verbeteren. Het team combineerde een keramisch nanomateriaal met een ionisch vloeibaar medium tot een stabiele, niet-vluchtige gel die zowel warmte afvoert als elektrochemisch efficiënt blijft.
Conventionele elektrolyten in batterijen zijn vaak ontvlambaar en verliezen hun prestaties bij hoge temperaturen. De nieuwe composietelektrolyt biedt een oplossing door warmte sneller te verspreiden en
tegelijkertijd het risico op thermische runaway – een kettingreactie die tot brand of explosie kan leiden –sterk te verminderen.
In laboratoriumtests bleef het materiaal stabiel bij temperaturen tot 120 °C en vertoonde het na 500 laadcycli nauwelijks capaciteitsverlies. De verbeterde thermische geleidbaarheid leidde bovendien tot een temperatuurdaling van circa 20 °C tijdens intensief gebruik. Dit vertraagde de afbraak van de batterij en verlengde de levensduur ervan aanzienlijk.
Volgens de onderzoekers is het hybride elektrolyt geschikt voor toepassingen in elektrische voertuigen, energieopslag en draagbare elektronica waar zowel hoge energiedichtheid als veiligheid cruciaal zijn. De gebruikte productiemethode – een relatief eenvoudige sol–gelprocedure – maakt opschaling naar industriële productie goed mogelijk.
De studie toont aan dat slimme materiaalcombinaties niet alleen de prestaties van batterijen verbeteren, maar ook de veiligheidseisen van toekomstige energietoepassingen helpen realiseren.
Bron: A comparative analysis of façades with cool coatings and living green walls in hot-dr y climates. Energy & Buildings 344 (2025).

Multifunctionele biopolymeercomposieten voor lichtgewicht constructies
Een internationaal onderzoeksteam heeft een nieuw type biopolymeercomposiet ontwikkeld dat zowel sterk als hittebestendig is, en daardoor geschikt voor lichtgewicht toepassingen in transport en bouw. De onderzoekers combineerden polylactide (PLA) – een biologisch afbreekbare kunststof – met functionele vulstoffen zoals nanoklei en ligninevezels om de mechanische en thermische eigenschappen aanzienlijk te verbeteren.
Door een zorgvuldig gecontroleerd verwerkingsproces wisten de wetenschappers een uniforme dispersie van de vulstoffen in de PLA-matrix te bereiken. Dit resulteerde in een 40 procent hogere treksterkte en een 30 procent hogere warmtebestendigheid ten opzichte van

zuiver PLA. De toevoeging van lignine zorgde bovendien voor een verbeterde UV-bestendigheid en een lagere vochtopname
De studie laat zien dat het mogelijk is om duurzame polymeren te ontwikkelen die qua prestaties kunnen concurreren met conventionele, op aardolie gebaseerde kunststoffen. Dankzij de gebruiksvriendelijke smeltmengingtechniek is de productie bovendien eenvoudig te integreren in bestaande extrusie- en spuitgietprocessen.
De onderzoekers voorzien toepassingen in automobielonderdelen, verpakkingen en bouwmaterialen, waar gewichtsreductie, sterkte en milieu-impact belangrijke factoren zijn. Door het gebruik van natuurlijke componenten draagt het materiaal bij aan de vermindering van CO2-uitstoot en plasticafval. De resultaten benadrukken het groeiende potentieel van bio-gebaseerde composieten als volwaardig alternatief binnen de circulaire economie van de maakindustrie

Hoe organische coatings bezwijken – en hoe we dat beter kunnen voorspellen
De bescherming van metalen met organische coatings staat wereldwijd onder druk. Volgens recente analyses is 38 procent van de wereldwijde corrosiekosten direct te herleiden tot falende coatings. Vooral in sectoren als luchtvaart, scheepvaart en offshore zijn de omstandigheden zo extreem dat zelfs hoogwaardige polymeren versneld degraderen.
Onderzoekers leggen uit dat het probleem niet één oorzaak heeft, maar ontstaat door een samenspel van omgevingsfactoren. In industriële gebieden versnellen SO en NO de ontbinding van coatings; in maritieme zones zorgen chloride-ionen ervoor dat de beschermlaag snel vocht opneemt en barrière-eigenschappen verliest. Hoogte brengt weer andere uitdagingen: bij vliegtuigen leiden UV-C-straling, zuurstofgebrek en temperatuurwisselingen tot microscheurtjes en verlies aan taaiheid in fluor- en polyurethaanlagen. Deze factoren interacteren op meerdere schaalniveaus – van moleculaire kettingbreuk tot zichtbare delaminatie
Het onderzoek toont aan dat coatings niet alleen fysiek slijten, maar ook chemisch aftakelen. Esterbindingen in epoxy’s hydrolyseren, C–F-bindingen in fluorpolymeren breken onder UV, en binnendringend water duwt via osmose hele lagen van het metaal af. Dit leidt tot blaas-
vorming, scheuren en uiteindelijk het loslaten van de volledige laag.
Monitoringtechnieken worden steeds belangrijker
Electrochemical Impedance Spectroscopy (EIS) geeft een vroege waarschuwing wanneer de weerstand onder kritische waarden zakt, al mist het in maritieme omgevingen circa 12 procent van de schade. Scanning Kelvin Probe (SKP) blijkt nauwkeuriger bij het detecteren van loslatende lagen, met een voorspellingsbetrouwbaarheid tot 89 procent. De onderzoekers pleiten voor slimme coatings die niet alleen beschermen, maar ook reageren: materialen met nanovullers die het diffusiepad verlengen, of microcapsules die bij schade corrosieremmers vrijgeven. Gecombineerd met digitale tweelingen en sensortechnologie moet dat leiden tot een toekomst waarin coatingfalen niet langer een verrassing is, maar een beheersbaar proces.
Bron: Organic coating failure and monitoring in atmospheric corrosion: from mechanisms to applications, Progress in Materials Science 157

AS Paint, onderdeel van Zinq, is nieuw lid van Vereniging ION. Het in Vriezenveen en Wierden gevestigde bedrijf is gespecialiseerd in reclame-, spuiten poedercoatwerk. Het wil graag doorgroeien. Kwaliteit is cruciaal voor AS Paint. Daarom wil het graag nog beter intern opleiden. Met behulp van ION.
AS Paint lijkt een vreemde eend in de bijt. Het poedercoat en straalt, maar doet ook reclamewerk. Is die combinatie niet vreemd? “Het is een ander vak, maar er zit wel degelijk overlap in”, zegt Michel Klink, project manager bij AS Paint. “We spuiten voor een fabrikant die terminaltrekkers bouwt bijvoorbeeld de complete onderlijn. In die opdracht hoort ook het aanbrengen van de striping. Dat kunnen we spuiten of in folie opbrengen. Dat doet onze reclameafdeling. Het hoort wel degelijk bij elkaar om een compleet eindproduct aan de klant af te kunnen leveren.” Reclamewerk is ‘ingegroeid’ bij AS Paint. De helft van het werk is reclamediensten, de andere helft spuitwerk. Het gebeurt op twee locaties: in Vriezenveen en Wierden, waar de reclametak zit. Noodzakelijk. Als je een bus moet plakken of wrappen, moet dat stofvrij en in een cleane ruimte gebeuren. Dat is lastig als in een naastgelegen hal iemand een vrachtwagen of industriewerk schuurt en afblaast.
DISCIPLINE
AS Paint onderscheidt zich vooral in het industriespuitwerk in hoogwaardige kwaliteit. Klink: “We leveren automotive-kwaliteit. Dat moet ook wel, want bijna alles wat we behandelen is duurzaam, gaat lang mee en moet dus goed geconserveerd zijn. Dat hele proces kan niet ieder-
een. Dat hebben we vaak met de klant helemaal uitgewerkt, en waar gewenst leveren we ook de nodige rapportages mee. Het meedenken en ontzorgen van de klant is waar we goed in zijn.” Een ander voorbeeld is het spuitwerk voor ‘s werelds grootste schaatsfabrikant. Dat is een heel precies werkje. Daarom heeft AS Paint met de klant eerst alles van het proces goed in kaart gebracht en gedocumenteerd, zodat iedereen in de werkplaats exact weet wat er moet gebeuren. Men weet wie wat heeft gespoten en hoe lang een onderdeel heeft gedroogd. Volgens Klink vergt dat veel discipline. Alles moet worden vastgelegd en geparafeerd. En juist dat is de reden waarom klanten volgens Klink voor AS Paint kiezen. “Zoals Defensie, het marinebedrijf en Rijkswaterstaat, om maar wat te noemen. We leggen alles vast via ISO. Onze uitdaging is om dat proces goed vast te blijven houden. Ook als er nieuw personeel komt en we groeien. De kennis en de procedures moeten worden overgebracht. Waarbij we vooral duidelijk moeten maken waarom het voor ons en onze klanten zo belangrijk is om te werken zoals we werken.”
Een van de redenen om lid te worden van Vereniging ION ligt in de kwaliteitsborging. “We proberen nieuwe medewerkers zo jong mogelijk binnen te halen. Dat wordt moeilijker, want jongeren komen later de arbeidsmarkt op. Als we mensen binnenhalen, willen we ze leren hoe wij denken dat het goed gaat. We hebben ervaren mensen die nieuwelingen helpen. Intern opleiden heeft onze voorkeur. Bij Vereniging ION kunnen we hopelijk ook kennis en cursussen vinden om ons personeel nog beter te scholen.”
Vaktijdschrift voor opdrachtgevers, constructeurs, ontwerpers, applicateurs van oppervlaktetechnieken, verfdeskundigen, onderhoudsfunctionarissen en corrosiedeskundigen. Officieel orgaan van de vereniging Industrieel Oppervlaktebehandelend Nederland (ION). Verschijnt acht maal per jaar in een oplage van circa 2.500 exemplaren.
Redactie
Jetvertising (hoofdredactie), Henk van Beek (hoofdredacteur), Bas Roestenberg (eindredactie)
Communicatieraad
Ralph Bot, (vereniging ION), Arjan de Bruin (Stichting Innovat.ION), Vincent IJff (Jetvertising), Ginette Veensma (ION)
Redactieadres
Jetvertising, Tiendweg 12, 2671 SB Naaldwijk Tel. 070-399 00 00, redactie@jetvertising.nl
Abonnementen
Abonnementsprijs: € 89,50, digitaal abonnement: € 44,75. Een abonnement kan ieder moment ingaan per de 1e van de maand en wordt genoteerd tot wederopzegging. Een opzegging voor het abonnement dient vóór 1 december bij Vereniging ION in bezit te zijn, om op te kunnen zeggen voor het eerstvolgende abonnementsjaar. Een aanmelding/ opzegging kan gestuurd worden per e-mail naar info@vereniging-ion.nl of post naar Vereniging ION, Postbus 2600, 3430 GA Nieuwegein. Bij een niet-tijdige opzegging wordt het abonnement automatisch met een jaar verlengd tegen het daarvoor geldende tarief
Advertentieverkoop
Jetvertising tel. 070-399 00 00, fax. 070-390 24 88 Robbin Hofman: robbin@jetvertising.nl Yorick Roodenburg: yorick@jetvertising.nl after-sales: advertenties@jetvertising.nl
Ontwerp en opmaak
Chris Versteeg, Projekt C, www.projektc.nl
Druk
PreVision, Eindhoven, www.pre-vision.nl
Uitgave
Oppervlaktetechnieken is een uitgave van Jetvertising in opdracht van de vereniging Industrieel Oppervlaktebehandelend Nederland (ION), www.vereniging-ION.nl.
Copyright 2025 Niets uit deze uitgave mag worden verveelvoudigd en/of openbaar worden gemaakt door middel van druk, fotokopie, microfilm of welke andere wijze dan ook, zonder voorafgaande schriftelijke toestemming van de uitgever. De uitgever, vereniging ION en de bij deze uitgave betrokken redactie en medewerkers aanvaarden geen aansprakelijkheid voor mogelijke gevolgen die zouden kunnen voortvloeien uit het gebruik van de in deze uitgave opgenomen informatie. ISSN 0923-1722
Kijk voor alle ION leden op vereniging-ion.nl/bedrijvenregister
Uw bedrijf in dit brancheregister? Voor informatie over een vermelding in het brancheregister kunt u contact opnemen met Robbin Hofman (robbin@jetvertising.nl) of Yorick Roodenburg (yorick@jetvertising.nl) tel: 070 399 00 00
ADVIES PROJEC TBUREAU / OPPERVLAKTEBEHANDELING- / COATING-INDUSTRIE

Chemetall bv
T. Oss (NL): +31(0)412 68 18 88
T. Bornem (BE): +32(03) 740 38 50 www.chemetall.com chemetallbnl.info@basf.com

Glasbeek Finish bv
T. +31(0)182 322 422 info@glasbeek.com / www.glasbeek.com

ABL Technic Uden
T. +31(0)413 331 083 www.abl-technic.com / uden@adl-technic.com
Chemetall bv
T. Oss (NL): +31(0)412 681 888
T. Bornem (BE): +32(03) 740 3850 www.chemetall.com chemetallbnl.info@basf.com
Coatingsystemen Van der Lans
Hermelijnvlinder 57
4904 ZD Oosterhout T. +31 (0)6 2549 2279 www.coatingsystemenvanderlans.nl info@coatingsystemvanderlans.nl
AFVALVERWERKING

NEDWASTE bv
T. +31(0)85 023 22 39 info@nedwaste.nl / www.nedwaste.nl
AFVALWATERBEHANDELINGINSTALLATIES

Enviro Chemie bv
T. +31(0)23 534 5405 sales-benelux@envirochemie.com www.envirochemie.nl
AFZUIGINSTALLATIES
Holland Mineraal bv
T. +31(0)570 621 161 www.hollandmineraal.nl info@hollandmineraal.nl
Multinal Group
T. +31(0)88 205 53 00 info@multinal.com / www.multinal.com

Vecom Group bv
T. +31(0)10 593 02 99 info@vecom-group.com / ww w.vecom-group.com
BESCHERMKAPJES, PLUGGEN, TAPE

Citaku bv
Parlevinker weg 1 C3, 5928 NV Venlo
T. +31 (0)77 396 81 49 info@citakubv.eu / www.citakubv.eu

HangOn bv
T. +31(0)77 399 96 30
info@hangon.nl / www.hangon.nl
OPHANGEN & MASKEREN
JÜRGEN EMPTMEYER GmbH
Senfdamm 28, D-49152 Bad Essen www.emptmeyer.nl / info@emptmeyer.nl
T. +49(0) 5472 / 955 00-45
M. +31(0)6 2686 0024
CHEMIC ALIËN/ OPP BEHANDELING
Atotech bv
T. +31(0)30 240 90 10 sales.nl@atotech.com / ww w.atotech.com
Chemetall bv
Oss (NL): T. +31(0)412 68 18 88
Bornem (BE): T. +32(03) 740 38 50 www.chemetall.com chemetallbnl.info@basf.com

Kluthe Benelux bv
T. +31(0)172 516 000 / F. +31 (0)172 439 494 info@kluthe.nl / www.kluthe.nl
CHEMISCH NIKKEL
Atotech bv
T. +31(0)30 240 90 10 sales.nl@atotech.com / ww w.atotech.com
SurTec Benelux bv
T. +31(0)77 308 15 90 administratie.nl@SurTec.com / www.sur tec.com
COATINGINSTALLATIES
SERVICE & ONDERHOUD

Emotech bv
T. +31(0)53 430 15 00 info@emotech.nl / www.emotech.nl
DROOGAPPARATUUR

IST Benelux bv
T. +31(0)55 505 00 14 www.ist-uv.com / info@bnl.ist-uv.com
Jac. de Vries Infraroodtechniek bv
Aambeeld 19 1671 NT Medemblik
The Netherlands
T. +31(0)299 689 020 info@infraroodtechniek.nl www.infraroodtechniek.nl
ELEKTROSTATISCH N AT L AKKEN

Limar Techniek
T. +31(0)78 622 75 44 info@limar techniek.nl
Rasco Verfspuitapparatuur
T. +31(0)10 437 01 66 info@rasco- clemco.nl / ww w.rasco- clemco.nl
ELEKTROSTATISCH
POEDERSPUITEN, INSTALLATIES

MSP Systems bv
T. +31(0)53 430 39 37 www.mspsystems.nl
FILTERS (ANDREAE, CO LUMBUS INDUSTRIES, PAINTSTOP)

Wiltec bv
T. +31(0)413 244 444
sales@wiltec.nl / www.wiltec.nl
Apeq Wiwa bv
T. +31(0)78 613 96 10 info@apeqwiwa.nl / www.apeqwiwa.nl


Corode
T. +31(0)161 244 250 corode@corode.nl / ww w.corode.eu

GP Pumps & Filtration
T. +31(0)411 689 506 info@gp-pumps.nl / www.gp -pumps.nl
Hendor Pumps & Filters
T. +31(0)497 339 389 info@hendor.com / www.hendor.com
Limar Techniek
T. +31(0)78 622 75 44 info@limar techniek.nl
Me ag Filters & Pumps bv
Heerenveen
T. +31(0)513 630 230 me agbv@onececo.com / www.me ag.com
GALVANOTECHNIEK , GLANSMIDDELEN
Atotech bv
T +31(0)30 240 90 10 sales.nl@atotech.com / ww w.atotech.com
GALVANOTECHNIEK , INSTALLATIES
Atotech bv
T +31(0)30 240 90 10 sales.nl@atotech.com / ww w.atotech.com
GELIJKRICHTER SYSTEMEN EN BESTURINGEN
La Maire Technology
T. +31(0)499 219 900 / F. +31(0)499 219 905 info@la-maire-technology.com www.la-maire-technology.com
GLASPARELSTRAALC

Airblast bv
T. +31(0)72 571 80 02 info@airblast.com / www.airblast.com
Holland Mineraal bv
T. +31(0)570 621 161 www.hollandmineraal.nl info@hollandmineraal.nl
HAKEN
Citaku bv
Parlevinker weg 1 C3, 5928 NV Venlo
T. +31(0)77 396 81 49 info@citakubv.eu / www.citakubv.eu
HangOn bv
T. +31(0)77 399 96 30 info@hangon.nl / www.hangon.nl
OPHANGEN & MASKEREN
JÜRGEN EMPTMEYER GmbH
Senfdamm 28, D-49152 Bad Essen www.emptmeyer.nl / info@emptmeyer.nl
T. +49(0) 5472 / 955 00 45
M. +31(0)6 2686 0024
HANGBAANSYSTEMEN

Railtechniek van Herwijnen bv
T. +31(0)344 616 363 info@railtechniek.nl / ww w.railtechniek.nl

SOLOAN bv
T. +31(0)184 630 014 info@soloan.nl / www.soloan.nl
INDUSTRIAL COATINGS
INFRAROOD VERWARMINGSAPPARATUUR
Jac. de Vries Infraroodtechniek bv Aambeeld 19 1671 NT Medemblik T. +31(0)299 689 020 info@infraroodtechniek.nl www.infraroodtechniek.nl
KLEUR-

Konica Minolta Sensing Europe bv T. +31(0)30 248 11 93 info.benelux@seu.konicaminolta.eu / www.sensing.konicaminolta.eu/mi- en
SurTec Benelux bv T.+31(0)77 308 15 90 administratie.nl@SurTec.com / www.sur tec.com
CIN Schaepman Lakfabrieken bv Gildestraat 9, 8263 AH Kampen
+31(0)38 421 13 45 customercare.cinshaepman@cin.com www.cin.com
INDUSTRIËLE REINIGING
ABL Technic Uden
T. +31(0)413 331 083 www.abl-technic.com / uden@adl-technic.com
Chemetall bv
T. Oss (NL): +31(0)412 681 888
T. Bornem (BE): +32(03) 740 38 50 www.chemetall.com chemetallbnl.info@basf.com
Kluthe Benelux bv T. +31(0)172 516 000 / F. +31(0)172 439 494 info@kluthe.nl / www.kluthe.nl
Vecom Group bv
T. +31(0)10 593 02 99 info@vecom-group.com www.vecom-group.com

NauMetrics PMI
T. +31(0)74 349 00 22 info@naumetrics.nl / www.naumetrics.nl

Helmut Fischer Meettechniek bv Tarasconweg 10, Eindhoven
T. +31(0)40 248 22 55 / F. +31(0)40 242 88 85 info.NL@helmut- scher.com www.helmut- scher.com/nl
NauMetrics PMI
T. +31(0)74 349 00 22 info@naumetrics.nl / www.naumetrics.nl
Verlab -Hitachi Instruments
T. +31(0)162 320 633 info@verlab.nl / www.verlab.nl
L AKSTRATEN
Glasbeek Finish bv
T. +31(0)182 322 422 info@glasbeek.com / www.glasbeek.com
Atotech bv
T +31(0)30 240 90 10 sales.nl@atotech.com / ww w.atotech.com
Vecom Group bv
T. +31(0)10 593 02 99 info@vecom-group.com www.vecom-group.com
Holland Mineraal bv
T. +31(0)570 621 161 www.hollandmineraal.nl info@hollandmineraal.nl

Belmeko bv
T. +32 (0)50 831 183 www.belmeko.be
Emotech bv
T. +31(0)53 430 15 00 info@emotech.nl / www.emotech.nl
Glasbeek Finish bv
T. +31(0)182 322 422 info@glasbeek.com / www.glasbeek.com
CIN Schaepman Lakfabrieken bv Gildestraat 9, 8263 AH Kampen +31(0)38 421 13 45 customercare.cinshaepman@cin.com www.cin.com
Apeq Wiwa bv
T. +31(0)78 613 96 10 www.apeqwiwa.nl / info@apeqwiwa.nl
Limar Techniek
T. +31(0)78 622 75 44 info@limar techniek.nl
/ ONTBRAAMMACHINES
Hevami Opper vlaktetechniek
T. +31(0)413 376 602 www.straalinstallaties.nl www.ontbraammachines.nl
ONTLAKKEN (IN LOON)
ABL Technic Uden
T. +31(0)413 331 083 www.abl-technic.com / uden@adl-technic.com
Muilwijk Finishing vof
T. +31(0)78 613 65 55 info@muilwijk nishing.nl
Rasco Verfspuitapparatuur
T. +31(0)10 437 01 66
info@rasco- clemco.nl / ww w.rasco- clemco.nl

Technospray Spuitapparatuur
T. +31(0)168 382 111 info@technospray.nl / ww w.technospray.nl
Wiltec bv
T. +31(0)413 244 444 sales@wiltec.nl / www.wiltec.nl
ONDERHOUD AAN STRAALINSTALLATIES EN WERPSTRALERS
Airblast bv
T. +31(0)72 571 80 02 info@airblast.com / www.airblast.com
Holland Mineraal bv
T. +31(0)570 621 161 www.hollandmineraal.nl info@hollandmineraal.nl
Thermo -Clean Heusden-Zolder n.v.
T. +32 135 390 60
Thermo -Clean Nederland bv
T. +31(0)182 374 620
ONT VET TINGSMIDDELEN
Atotech bv
T +31(0)30 240 90 10 sales.nl@atotech.com / ww w.atotech.com
SurTec Benelux bv
T.+31(0)77 308 15 90 administratie.nl@SurTec.com / www.sur tec.com
OPHANGHAKEN VOOR L AKSTRATEN/POEDERCOATEN
Citaku bv
Parlevinker weg 1 C3, 5928 NV Venlo
T. +31(0)77 396 81 49 info@citakubv.eu / www.citakubv.eu
HangOn bv
T. +31(0)77 399 96 30 info@hangon.nl / www.hangon.nl
OPHANGEN & MASKEREN
JÜRGEN EMPTMEYER GmbH
Senfdamm 28, D-49152 Bad Essen www.emptmeyer.nl / info@emptmeyer.nl
T. +49(0) 5472 / 955 00-45
M. +31(0)6 2686 0024
OPHANGREKKEN VOOR GALVANO
OPHANGEN & MASKEREN
JÜRGEN EMPTMEYER GmbH
Senfdamm 28, D-49152 Bad Essen
www.emptmeyer.nl / info@emptmeyer.nl
T. +49(0)5472 / 955 00-45
M. +31(0)6 2686 0024
AVA Luchttechniek bv
T. +31(0)546 577 430 www.ava-luchttechniek.nl info@ava-luchttechniek.nl

Belmeko bv
T. +32 (0)50 831 183 www.belmeko.be
Glasbeek Finish bv
T. +31(0)182 322 422 info@glasbeek.com / www.glasbeek.com
POEDERCOATING (AFDEKMATERIALEN)
Citaku bv
Parlevinker weg 1 C3, 5928 NV Venlo
T. +31(0)77 396 81 49
info@citakubv.eu / www.citakubv.eu
HangOn bv
T. +31(0)77 399 96 30 info@hangon.nl / www.hangon.nl
POEDERLAKKEN / POEDERCOATINGS
OPHANGEN & MASKEREN
JÜRGEN EMPTMEYER GmbH
Senfdamm 28, D-49152 Bad Essen www.emptmeyer.nl / info@emptmeyer.nl
T. +49(0) 5472 / 955 00-45
M. +31(0)6 2686 0024
AVA Luchttechniek bv
T. +31(0)546 577 430 www.ava-luchttechniek.nl info@ava-luchttechniek.nl
Belmeko bv
T. +32 (0)50 831 183 www.belmeko.be
Emotech bv
T. +31(0)53 430 15 00
info@emotech.nl / www.emotech.nl
Glasbeek Finish bv
T. +31(0182 322 422 info@glasbeek.com / w ww.glasbeek.com

Indu nish bv
T. +31(0)591 630 003 www.indu nish.com / info@indu nish.com
SOLOAN bv
T. +31(0)184 630 014 info@soloan.nl / w ww.soloan.nl

AkzoNobel Powder Coatings Benelux
T. +32(0)2 255 88 97 interpon.benelux@akzonobel.com www.interpon.com
CENARIS GmbH
T. +49 (0)421 596 60 80 info@cenaris.com www.cenaris.com/en

EUROLACKE Tiel
T. +31(0)344 620 662 info@eurolacke.nl / www.eurolacke.nl

HaTwee bv
T. +32(0)51 637 420 info@hatwee.be www.hatwee.be shop.hatwee.be

IGP Benelux bv
T. +31(0)38 460 06 96 info.benelux@igp -powder.com www.igp.powder.com

Ox yplast Belgium nv
T.+32 9 326 79 20 info.be@theprotechgroup.com www.theprotechgroup.com

TIGER Coatings Belgium bvba
T. +32 (0)89 700 016 www.tiger- coatings.com
Zandleven Coatings bv
Sneker trekweg 57-59
8912 AA Leeuwarden
T. +31(0)58 212 95 45 info@zandleven.com / w ww.zandleven.com
POEDERSPUITAPPARATUUR
MSP Systems bv
T. +31(0)53 430 39 37 www.mspsystems.nl
Technospray Spuitapparatuur
T. +31(0)168 382 111 info@technospray.nl / w ww.technospray.nl

Wagner Systemen Nederland
T. +31(0)30 241 06 88 info@wagnersystemen.nl www.wagnersystemen.nl
POEDERSPUITC ABINES
AVA Luchttechniek bv
T. +31(0)546 577 430 www.ava-luchttechniek.nl info@ava-luchttechniek.nl
Glasbeek Finish bv
T. +31(0)182 322 422 info@glasbeek.com / w ww.glasbeek.com
MSP Systems bv
T. +31(0)53 430 39 37 www.mspsystems.nl
POMPEN (MAGNETISCH AANGEDREVEN)
Corode
T. +31(0)161 244 250 corode@corode.nl / www.corode.eu
PROTEC TIVE COATINGS
Zandleven Coatings bv Sneker trekweg 57-59 8912 AA Leeuwarden
T. +31(0)58 212 95 45 info@zandleven.com / w ww.zandleven.com
SITE SERVICES
Vecom Group bv
T. +31(0)10 593 02 99 info@vecom-group.com / w ww.vecom-group.com
SPUITC ABINES
AVA Luchttechniek bv
T. +31(0)546 577 430 www.ava-luchttechniek.nl info@ava-luchttechniek.nl

Belmeko bv
T. +32 (0)50 831 183 www.belmeko.be
Glasbeek Finish bv
T. +31(0)182 322 422 info@glasbeek.com / w ww.glasbeek.com
SOLOAN bv
T. +31(0)184 630 014
info@soloan.nl / w ww.soloan.nl
Wiltec bv
T. +31(0)413 244 444 sales@wiltec.nl / www.wiltec.nl
STRAALAPPARATUUR
Apeq Wiwa bv
T. +31(0)78 613 96 10 info@apeqwiwa.nl / www.apeqwiwa.nl
Muilwijk Finishing
Muilwijk Finishing vof
T. +31(0)78 613 65 55 info@muilwijk nishing.nl
STRAALC ABINES
Airblast bv
T. +31(0)72 571 80 02 info@airblast.com / w ww.airblast.com
Holland Mineraal bv
T. +31(0)570 621 161 www.hollandmineraal.nl info@hollandmineraal.nl
SOLOAN bv
T. +31(0)184 630 014
info@soloan.nl / w ww.soloan.nl
STRAALINSTALLATIES
Airblast bv
T. +31(0)72 571 80 02 info@airblast.com / w ww.airblast.com
Clemco Straalapparatuur
T. +31(0)10 437 05 92
info@rasco- clemco.nl / w ww.rasco- clemco.nl
Airblast bv
T. +31(0)72 571 80 02 info@airblast.com / w ww.airblast.com
Wiltec bv
T. +31(0)413 244 444 sales@wiltec.nl / www.wiltec.nl
VA N GAS NAAR ELEKTRISCH/ HYBRIDE
Hevami Opper vlaktetechniek
T. +31(0)413 376 602 www.straalinstallaties.nl
Holland Mineraal bv
T. +31(0)570 621 161 www.hollandmineraal.nl info@hollandmineraal.nl

Cellmark
T. +32(0)9 218 71 80 Metals.benelux@cellmark.com www.er vin.eu
Holland Mineraal bv
Muilwijk Finishing
Muilwijk Finishing vof
T. +31(0)78 613 65 55 info@muilwijk nishing.nl

Cellmark
T. +32(0)9 218 71 80 / F. +32 (0)9 233 08 31 metals.benelux@cellmark.com www.wheelabratorgroup.com
Airblast bv
T. +31(0)72 571 80 02
info@airblast.com / w ww.airblast.com
Clemco Straalapparatuur
T. +31(0)10 437 05 92 info@rasco- clemco.nl / w ww.rasco- clemco.nl
T. +31(0)570 621 161 www.hollandmineraal.nl info@hollandmineraal.nl
l / www.emotech.nl TRANSPORTSYSTEMEN
Emotech bv
T. +31(0)53 430 15 00 info@emotech.nl / www.emotech.nl
Railtechniek van Herwijnen bv
T. +31(0)344 616 363 info@railtechniek.nl / www.railtechniek.nl
T WEE-COMPONENTEN APPARATUUR
Apeq Wiwa bv
T. +31(0)78 613 96 10 info@apeqwiwa.nl / www.apeqwiwa.nl

SHS Europa bv Hornleger 14, 8431 HL OOSTERWOLDE
T. +31(0)6 8395 8466 info@shseuropa.nl / www.shseuropa.nl
www.elacoatings.com
Ox yplast Belgium nv
T.+32(0)9 326 79 20 info.be@theprotechgroup.com www.theprotechgroup.com
Apeq Wiwa bv
T. +31(0)78 613 96 10 www.apeqwiwa.nl / info@apeqwiwa.nl
Hevami Opper vlaktetechniek
T. +31(0)413 376 602 www.straalinstallaties.nl
Holland Mineraal bv
T. +31(0)570 621 161 www.hollandmineraal.nl info@hollandmineraal.nl
Rasco Verfspuitapparatuur
T. +31(0)10 437 01 66 info@rasco- clemco.nl / w ww.rasco- clemco.nl
Technospray Spuitapparatuur
T. +31(0)168 382 111 info@technospray.nl / w ww.technospray.nl
C AP Industrial bv
T. +31(0)10 437 47 37 info@cap-industrial.nl / w ww.cap -industrial.nl
Limar Techniek
T. +31(0)78 622 75 44 info@limar techniek.nl
Muilwijk Finishing
Muilwijk Finishing vof
T. +31(0)78 613 65 55 info@muilwijk nishing.nl
Rasco Verfspuitapparatuur
T. +31(0)10 437 01 66 info@rasco- clemco.nl / ww w.rasco- clemco.nl
Technospray Spuitapparatuur
T. +31(0)168 382 111 info@technospray.nl / ww w.technospray.nl
Wiltec bv
T. +31(0)413 244 444 sales@wiltec.nl / www.wiltec.nl
VERPAKKINGSMATERIALEN

Pro pack
Waardsedijk-Oost 8, 3417 XJ Montfoor t T: +31(0)348 712 514 www.pro pack.nl
VERWERKING AFVALSTROMEN
Vecom Group bv
T. +31(0)10 593 02 99 info@vecom-group.com www.vecom-group.com
Atotech bv
T +31(0)30 240 90 10 sales.nl@atotech.com / ww w.atotech.com
Belmeko bv
T. +32 (0)50 831 183 www.belmeko.be
Emotech bv
T. +31(0)53 430 1500 info@emotech.nl / www.emotech.nl
Glasbeek Finish bv
T. +31(0)182 322 422 info@glasbeek.com / www.glasbeek.com
WATERBEHANDELING
Enviro Chemie bv
T. +31(0)23 534 54 05 sales-benelux@envirochemie.com www.envirochemie.nl
Airblast bv
T. +31(0)72 571 80 02 info@airblast.com / www.airblast.com
Hevami Opper vlaktetechniek
T. +31(0)413 376 602 www.straalinstallaties.nl
Holland Mineraal bv
T. +31(0)570 621 161 www.hollandmineraal.nl info@hollandmineraal.nl


SOLOAN bv
T. +31(0)184 630 014 info@soloan.nl / www.soloan.nl
Cellmark
T. +32(0)9 218 71 80 / F. +32(0)9 233 08 31 metals.benelux@cellmark.com www.wheelabratorgroup.com
YACHT FINISHING SPRAY EQUIPMENT
Apeq Wiwa bv
T. +31(0)78 613 96 10 info@apeqwiwa.nl / www.apeqwiwa.nl
Limar Techniek
T. +31(0)78 622 75 44 info@limar techniek.nl
Kijk voor alle ION leden op vereniging-ion.nl/bedrijvenregister
Uw bedrijf in dit brancheregister?
Voor informatie over een vermelding in het brancheregister kunt u contact opnemen met Robbin Hofman (robbin@jetvertising.nl) of Yorick Roodenburg (yorick@jetvertising.nl) tel: 070 399 00 00






