
7 minute read
S novom tehnologijom do 70 mm zavarivanja jednim varom

from IRT3000 АДРИА #2

Izraelska kompanija Civan Lasers predstavila je novu lasersku tehnologiju s laserom s dinamičkim snopom. Tehnologija kompanije, koja je specijalizovana za lasere od optičkih vlakana visoke svetlosti I snage, nudi efikasniji I troškovno povoljniji pristup zavarivanju, naročito za grane koje zahtevaju zavarivanje čelika debljine 25–70 mm.
Zavarivanje je još od nekad ključni aspekt mnogobrojnih industrijskih grana, uključujući brodogradnju, vetrogeneratore, nuklearne reaktore, kotlove, parne uređaje i cevi za naftu i gas. Tradicionalne metode zavarivanja, kao što su GMAW (gasno-metalno lučno zavarivanje), SAW (elektrolučno zavarivanje pod praškom) i GMA Laser Hybrid, često su dugotrajne i uzrokuju velik unos toplote, što vodi do velikih toplotom pogođenih zona (HAZ) i upotrebe potrošnog materijala, kao što su punilo za žice i rastvarači.



Tradicionalna tehnologija laserskog zavarivanja može da bez obrade u vakuumskem okruženju dostiže najvišu penetraciju samo nešto više od 15 mm. Ali s tehnologijom optičkog faznog polja (OPA), koja je bila komercijalizovana u laseru s dinamičkim snopom, ta ograničenja nisu više prepreka.
Dinamički laseri s dinamičkim snopom pružaju najnaprednije mogućnosti dinamičkog oblikovanja snopa za vrhunski nadzor brave i bazena za topljenje. Civanov laser s dinamičkim oblikovanjem snopa (DBL) proizvođačima omogućava da postupak zavarivanja brzo prilagode aplikaciji. S mogućnošću nadzora oblika zraka, redosleda zraka, frekvencije oblikovanja i dubine žarišta kod brzine MHz bez pokretnih delova. Prelomna tehnologija DBL omogućava brzu optimizaciju procesa i otklanja neželjene greške kod spajanja, kao što su pore, napukline i grbe. Civanovi laseri ne poboljšavaju samo kvalitet spojeva nego nude i veću snagu, veću brzinu dodavanja i efikasniju proizvodnju novih, kompleksnih proizvoda od različitih materijala. Tehnologija Dynamic Beam Laser omogućava efikasno lasersko zavarivanje debljina od 25 do 70 mm pri atmosferskom pritisku, što otklanja potrebu za vakuumskim pećima i smanjuje vreme i troškove povezane s metodom više prolazaka. Ekonomičnost sistema je jasna. Zavarivanje s brzinom dodavanja 10–40 mm/s sa samo jednim prolazom može da skrati ukupno vreme zavarivanja, što vodi do smanjenja troškova zavarivanja za trideset puta. Pored toga, jedna laserska mašina može da zavaruje s desetostrukom snagom drugih sistema, zbog čega je privlačna za preduzeća kojima je potrebno dubinsko zavarivanje. Mnogobrojna, posebno brodogradiliška preduzeća već ispituju prednosti tehnologije lasera s dinamičkim snopom, koji može da preoblikuje industriju zavarivanja i poveća efikasnost rada i troškova zavarivanja debelih čelika. U kompaniji su uvereni da će ta tehnologija njihovim strankama osigurati konkurentsku prednost i omogućiti lakše, brže i eikasnije zavarivanje. Ruben Cesana, direktor prodaje u Civan Lasers, naglašava da investicija u njihov sistem može da se vrati već pri zavarivanju jednog broda.
Teorije u domenu tehnologije
Civanovi laseri so utemeljeni na koherentnom udruživanju zraka i optičkom faznom nizu. Civanova laserska tehnologija dinamičkog snopa je tehnologija optičke fazne matrice i vrsta koherentnog udruživanja snopova (CBC), koja udružuje mnogobrojne jednomodalne laserske zrake u jedan veći snop. Ta tehnologija omogućava jednostavno menjanje oblike zraka u realnom vremenu, bez pokretnih delova, čime se ostvaruje laser s dinamičkim snopom. Paralelno pojačavanje jednog samog spoljnog svetlosnog signala omogućava koherentnu rekombinaciju, čime se izlazna snaga poveća do stepena koji sa serijskim pojačivačima nije moguće dostići.
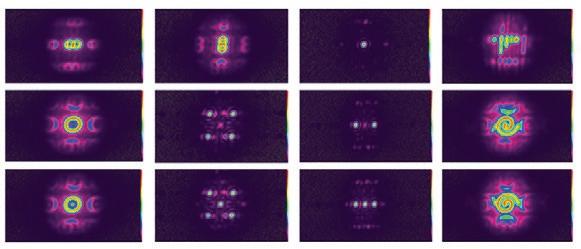
Optički faziran niz (OPA) jedna je od metoda CBC, koja uključuje udruživanje mnogobrojnih jednomodalnih laserskih zraka u jedan veći zrak. Pošto svaki laser emituje svoju svetlost, dolazi do prekrivanja u daljem polju, što ostvaruje difrakcijski uzorak. Postupak omogućava jednostavno upravljanje oblika zraka u realnom vremenu. Laser može da se koristi kao olovka za crtanje željenog oblike zraka. Redosled zraka dodaje još jedan stepen prilagodljivosti. Uključuje sposobnost lasera da u mikrosekundama menja oblik zraka. To znači da je laser moguće jednostavno programirati da se kod različitih brzina i intervala izazove serija različitih oblika sa specifičnim vremenom i redosledom. Na kraju je izabrani redosled zraka zavisan od toga koji redosled najviše odgovara ciljevima i zadacima aplikacije. Sadašnja rešenja nisu tako prilagodljiva, pa su zato potrebni kompromisi, na primer upotreba minimalnih osobina koje su potrebne za sve materijale u određenoj aplikaciji. Ta metoda je neefikasna, jer postupak nije optimizovan ni za jedan od materijala. S redosledom zraka je moguće laser jednostavno isprogramirati tako da se u toku pomeranja kroz različite slojeve i promene materijala menja iz jednog oblika zraka u drugi. Na taj način je postupak optimizovan za svaki sloj materijala. Na karakteristike vara utiče brzina. Ako je manja od optimalne, može da uzrokuje greške, kao što su raspršivanja. Brze frekvencije (na primer 50 MHz) stvaraju kvazistatičke oblike i daju sasvim drugačije rezultate od frekvencija kHz ili Hz. Slično kao pri oblikovanju snopa moguće je frekvenciju jednostavno menjati, što omogućava brzo poređenje različitih brzina da se utvrdi koja najbolje odgovara posebnim potrebama obradnog materijala. U neki slučajevima razlika u frekvenciji može da bude jedina promena koja je potrebna za drastično poboljšanje vara.
Neposredne prednosti fokusnog mešanja
Standardni laseri imaju kratku dubinu izoštravanja, zbog čega je velika većina toplote usredotočena na jednu tačku. Zbog toga su sva druga područja zraka bitno hladnija. Posledica toga je nekonsistentan var po čitavoj dubini materijala. Jednomodalni laseri imaju veću dubinu fokusa, a laseri Dynamic Beam su jednomodalni, koji fokus mogu i da usmeravaju. To znači da u toku postupka možete bilo kada i bilo kojom brzinom da promenite položaj žarišta na osi Z unutar materijala.
Usmeravanje fokusa je još posebno korisno kod zavarivanja debljih materijala, jer omogućava glatkiji i konsistentniji var, kao i kod laserskog rezanja, gde uzrokuje manje rapavosti i odrezaka.









