
4 minute read
Postizanje izuzetne preciznosti pri bušenju dubokih rupa

from IRT3000 АДРИА #2

Bušenje dubokih rupa je poseban postupak u oblasti mašinske obrade, posebno jer takvi koraci obrade obično zahtevaju posebnu opremu, kako u smislu alata, tako i u pogledu mašina. Proizvođač mašina alatki WFL oprema svoje mašine tako da korisnicima pruža brojne prednosti.
Većina preduzeća, koja u svojoj proizvodnji koriste kompletnu mašinsku obradu, imaju komponente koje zahtevaju bušenje dubokih rupa, pri čemu posebni zahtevi pojedinih industrija zahtevaju različite pristupe u procesu obrade. U vazduhoplovnoj industriji se, na primer, obrađuju materijali kao što su titanijum, Inconel i drugi zahtevni materijali. Duboko bušenje u radnim komadima napravljenim od ovih materijala je posebno izazovno, jer izaziva veliko habanje alata i zahteva kontrolisano lomljenje strugotine. Proizvođači mašina alatki, kao što je austrijska kompanija WFL, zahtevaju u ovakvim slučajevima sveobuhvatan pristup, koji podrazumeva i upotrebu odgovarajućih alata i izbor optimalnog sredstva za hlađenje i podmazivanje.
U oblasti prerade plastike, proces dubokog bušenja mora da obezbedi izuzetno visoku tačnost dimenzija u pogledu cilindričnosti. Određene komponente se zato moraju naknadno honovati da bi se postigao traženi kvalitet. U proizvodnji radilica, međutim, pristupačnost je veoma važna, pošto su rupe za dovod ulja napravljene pod različitim uglovima, pri čemu je veoma važan faktor fleksibilan koncept obrade, koji pojednostavljuje postizanje položaja bušenja rupa pod različitim uglovima u jednom stezanju. Mašine alatke Millturn pružaju potpunu dostupnost sa mogućnošću okretanja po B-osi.
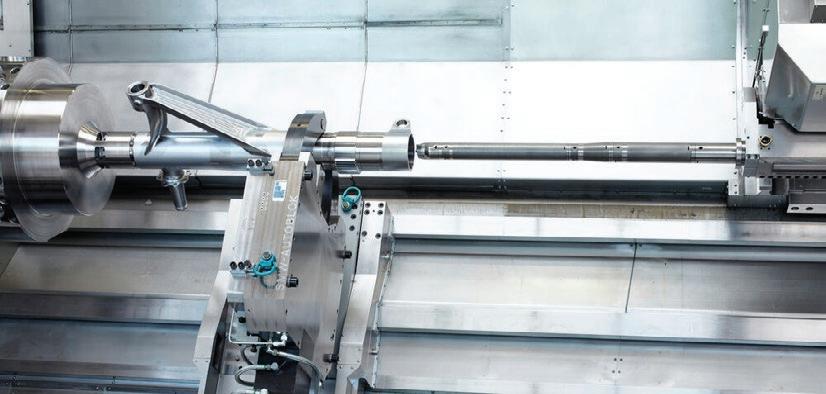
Preduzeće WFL razvija specijalne instalacije alata koje pored stabilnog stezanja alata obezbeđuju dovod adekvatne količine sredstva za hlađenje i podmazivanje pod odgovarajućim pritiskom direktno na reznu ivicu alata. U potpuno automatizovanom nizu moguća je i promena alata za bušenje veoma dubokih rupa. Mašine alatke proizvođača WFL imaju automatsku promenu alata putem magacina i prizmatičnog sistema promene alata. Precizne vodeće rupe su osnova za dobre rezultate u dubokom bušenju, pri čemu mašine WFL prave vodeću rupu direktno u radni predmet za vođenje dugačke nestabilne burgije. Ove vodeće rupe su napravljene sa nadmerom do 20 μm i dubine 1,5 puta veće od prečnika rupe. Visoka preciznost obezbeđuje merenje radnog komada i merni ciklus na mašinama WFL. Prilikom izrade centričnih rupa radni predmet i alat mogu da rotiraju u suprotnim smerovima, što dodatno poboljšava kvalitet u pogledu odstupanja od centra rupe.
Uticaj pritiska i protoka sredstva za hlađenje i podmazivanje
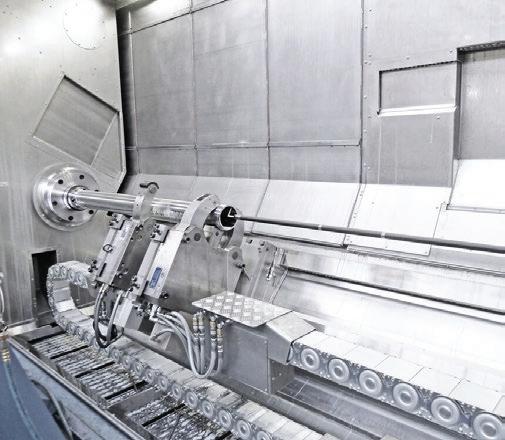
Mašine alatke Millturn nude različite opcije za snabdevanje sredstvom za hlađenje i podmazivanje. Za male prečnike rupa, na primer, sredstvo za hlađenje i podmazivanje se dovodi direktno kroz vreteno pod pritiskom do 200 bara, dok protok sredstva za hlađenje i podmazivanje ima veći uticaj kod bušenja rupa većeg prečnika. U takvim slučajevima sredstvo za hlađenje i podmazivanje se automatski dovodi do držača alata preko cirkulacijskog dovoda. Zbog visokih pritisaka i protoka sredstva za hlađenje i podmazivanje, apsolutno je neophodno da mašina obezbedi zatvoreno područje obrade.

Zbog dugog izlaganja alata, pri bušenju dubokih rupa dolazi do odstupanja položaja centra rupe koje se povećava sa dubinom rupe, što se ne može u potpunosti eliminisati. Zbog toga mašine alatke proizvođača WFL koriste zanimljiv metod, pri čemu se odstupanje centra rupe meri pametnim procesom merenja nakon završetka bušenja duboke rupe, koji obuhvata merenje debljine zida na različitim pozicijama i izračunavanje položaja centra rupe. Na osnovu ovih proračuna, proces tokarskog glodanja stvara nove tačke stezanja na radnom predmetu, što omogućava prilagođavanje dalje obrade prema obliku i položaju rupe.
Za brzo otkrivanje loma ili habanja alata koristi se specijalno razvijen sistem za kontrolu procesa obrade VFL iControl. Takav sistem praćenja obrade je veoma važan za procese unutrašnje obrade, jer operater nema pogled na mesto obrade. Sistem na taj način sprečava lomljenje alata, koje može oštetiti i radni predmet i sam alat, ili u velikoj meri smanjuje uticaj takvih događaja na radni predmet i mašinu alatku.








