AIR QUALITY
Changing Mindsets to Transform Urban Filtration to Benefit Human Health
CARBON CAPTURE
Metal-Organic Frameworks Show Promise to Accelerate Decarbonization
FILTER MEDIA
Exploring Plant-Based Materials


AIR QUALITY
Changing Mindsets to Transform Urban Filtration to Benefit Human Health
CARBON CAPTURE
Metal-Organic Frameworks Show Promise to Accelerate Decarbonization
FILTER MEDIA
Exploring Plant-Based Materials







































































Caryn Smith Chief Content Officer & Publisher, INDA Media csmith@inda.org

Simon Payne Senior Scientist Cambustion spayne@cambustion.com

Jay Roth Industry Consultant jroth2@comcast.net +1 717.873.8717

Dr. Suman Sinha Ray CEO/Co-Founder Cabomba ssinhau6@uic.edu +1 312.320.3142

Adrian Wilson International Correspondent adawilson@gmail.com +44 7897.913134

Norman Hall Director of Sales – Industrial Valin Corporation www.valin.com

Dr. Iyad Al-Attar Visiting Academic Fellow School of Aerospace, Transport, & Manufacturing, Cranfield University i@driyadalattar.com

Joe Bodle Customer Service Manager Valin Corporation www.valin.com

Chad Kamann Applications Development Engineer, NatureWorks chad_kamann@ www.natureworksllc.com

Bob McIlvaine President, The McIlvaine Company rmcilvaine@mcilvainecompany.com +1 847.784.0013

Koen Bastiaens Strategic Marketing Manager, NatureWorks koen_bastiaens@ www.natureworksllc.com
International Filtration
is actively seeking contributed technical articles and viewpoints from qualified industry professionals and those allied to the filtration industry.
Email Caryn Smith, csmith@inda.org with article ideas.








OUR INDUSTRIES
Appliance Filtration
Cleanroom
Indoor Air Quality
Industrial Filtration
Mechanical Power
Medical
Process Liquids
Respiratory Transportation
OUR FILTRATION BRANDS
AlphaPerm™
CabinPro™
NanoWave®
NanoWeb™
Technostat®
Trupor™
OUR TECHNOLOGIES
Cellulose
Composites
Electret
Membrane
Microfiber Glass
Molecular
Nanotechnology
H&V is a global leader in filtration and energy storage solutions. Our advanced materials are used in nearly every industry and touch every aspect of modern life – helping to make air healthier, water cleaner and energy greener.
For more than 200 years, H&V has been known for continuously innovating to meet the world’s needs. Today, from 13 R&D and manufacturing facilities throughout the Americas, Europe and Asia, our entire team, including more than 100 scientists, serves our customers efficiently, accurately and cost effectively –wherever they are. We’re also doing it in new and innovative ways, including PlusZero, our comprehensive line of highperformance solutions with zero added PFAS.
Visit us in Hall 7, Stand R27 to see what makes H&V a valuable partner and a worldwide leader in filtration solutions.


CSMITH@INDA.ORG +1 239.225.6137
“No hurry, any time in the next 5 minutes is fine.” — Mr. Spacely, The Jetsons


Ihave always had pride in my ability to keep up with technological change. Early in my career, when Macintosh computers entered the workplace in the mid1980s, I was the only graphic designer at my PR firm employer willing to fire up the mysterious tiny beige box with the 9-inch black and white display. The only computer program we had installed was DOS-based Ventura Publisher. It was more like line coding text than today’s wysiwyg programs.
This bravery launched my expertise to then learn how to troubleshoot a Mac when the “spinning wheel of death” paid a visit. It compelled me to learn to hand-code many early websites in HTML-1.0 for clients. ... Yes these are my battle scars and victories.
Fast forward to me today, I understand how my elders feel when they can’t figure out how to use the remote on their new television. Technology is outpacing my ability to keep up. From the Cloud (where is it, really) to AI, robotics, automation, and more, industry is being tasked to adapt. Some companies are not ready for it, yet some are – and their employees are terrified of being replaced.
In the quest for faster, better, easier, (and safer) ... did I say faster ... automation is the answer. Yet, it still carries a price tag that greatly hinders widespread adoption.
As it becomes more commonplace, just like the Mac computer, it will be more accessible to all those in filtration and other industries who are interested. (To note: The box at left had a 8MHz Motorola 68000 processor, 128KB of RAM, a 3.5-inch floppy drive, and carried a price tag of $2,495. You can now get a power-packed Mac for that money –loaded with apps and software, too.)
If you are like me, I suggest you hang on for the ride ... and hire smart! The next gen workforce eats technology for breakfast.
On page 18, Adrian Wilson talks robotics at the BMW plant in Spartanburg, SC USA. Starting on page 22, industry expert Jay Roth bursts the bubble on the myths some believe on automation, and shares what it really can do for your company.
In other news, metal-organic frameworks can accelerate industrial decarbonization according to a new report cited in the article on page 32, and breakthroughs on nanotechnology in indoor filtration is explored by Dr. Suman Sinha Rayonn page 44.
I would like to hear your thoughts on these and other issues. Email me at csmith@ inda.org, anytime!

Caryn Smith Chief Content Officer & Publisher, INDA Media, IFN
R. Vijayakumar, Ph.D., Chair
AERFIL
Tel: +1 315-506-6883
Email: vijay@aerfil.com
Rahul Bharadwaj, Ph.D.
Lydall Performance Materials
Tel: +1 603-953-6318
Email: rbharadwaj@lydall.com
Tom Justice, CAFS, NCT
ZENE, LLC Filtration
Tel: 757-378-3857
Email: justfilter@yahoo.com
James J. Joseph
Joseph Marketing
Tel/Fax: +1 757-565-1549
Emai: josephmarketing120@gmail.com
Wenping Li, Ph.D.
Agriltech Research Company
Tel: +1 337-421-6345
Email: wenpingl@agrilectric.com
Robert W. McIlvaine
The McIlvaine Company
Tel: +1 847-784-0013
Email: rmcilvaine@mcilvainecompany.com
Rishit R. Merchant
Parker Hannifin
P: +1 (805) 604-3519
E: rishit.merchant@parker.com
Thad Ptak, Ph.D.
TJ Ptak & Associates
Tel: +1 414-514-8937
Email: thadptak@hotmail.com
the industry, IFN is the leading source for the dialogues, debates and innovations across the full spectrum of filtration and separation applications and processes.
If you would like to utilize your expertise to help shape the content in the IFN , consider applying for the IFN Editorial Advisory Board. We welcome participation through input on trends and innovations, new story ideas and overall thought leadership. This is a collaborative board that meets quarterly to discuss the state of the industry. Send an email to Caryn Smith at csmith@inda.org for consideration.

In recent years, international studies have proven the impact of the smallest particles on our health: The smaller the particles, the more dangerous they are, as they can penetrate deeper into the human respiratory system and cause serious health problems, including death in rare cases. With the evolved FreciousPlus featuring nanofibers, MANNFILTER is setting new standards in cabin air filtration. The new filter not only impresses with its filtration of ultra-fine particles, but also with the filtration of pollutants both from outside and inside the vehicle. The new filter continues to offer proven protection against allergens, bacteria, and mold.
Global filtration company MANN+HUMMEL has been successfully using nanofiber technology to filter out the finest particles for a number of years. This technology is now also available on the automotive aftermarket for premium brand MANN-FILTER cabin air filters. Since January 2024, these have been available in the form of the MANN-FILTER FreciousPlus FP 38 004 for the BMW 5 Series and 7 Series saloons, and now feature in the 5 Series Touring wagon as well.
“Our MANN-FILTER FreciousPlus FP 38 004 has the finest nanofibers, which are about 100 times thinner than the fibers of conventional filter linings,” said Thomas Heininger, Director Engineering Cabin Air Filters at MANN+HUMMEL. “These fibers form a spider’s web-like structure over the other filtration layers with coarser fibers, enabling them to capture ultra-fine particles. This means that, in addition to the PM10 and PM2.5

particles, the FreciousPlus featuring nanofibers can remove 90 percent of the even finer PM1 class, i.e., particulates with an aerodynamic diameter of less than 1 micrometer (0.0001 cm). The nanofibers in the FreciousPlus filter up to 80 percent of ultra-fine particles (UFP) smaller than 0.1 micrometers, thus achieving maximum values. For context, these extremely small particles are about 700 times smaller than a human hair,” Heininger explained.
The extremely thin nanofiber ensures that the FP 38 004 is resistant to humidity and temperature fluctuations and provides consistently high filtration throughout the entire service interval. To ensure that the FreciousPlus cabin air filter with nanofibers can work reliably, it must be replaced once a year or every 15,000 kilometers. “We recommend that local experts regularly inform vehicle owners of the importance and benefits of the cabin air filter. Most car drivers are unfortunately unaware of this,” said Heininger.
In Germany, MANN+HUMMEL has been granted a patent for the nanofiber technology,

which protects certain aspects of the filter media and the underlying production process. In addition, a patent application has already been filed for this technology in other countries.
MANN+HUMMEL said every third vehicle interior is contaminated with bacteria, mold, particulate matter, pollen, and harmful gases. In Germany, a new VDI and ZDK guideline defines requirements for providing healthy air in cars in the long run. The new guideline 6032, sheet 1 issued by the VDI (Association of German Engineers) and the ZDK (German Association of the Motor Trade) is intended to remedy this. It regulates hygiene requirements for ventilation technology in passenger cars and trucks.
Dr. Andreas Winkens, Chair of the VDI Guidelines Committees for air hygiene in vehicles, explained: “In the new guideline, we have defined several parameters to ensure the air drawn into vehicles is hygienically clean. These include, among other things, cleaning the air conditioning system, changing intervals for cabin air filters, how these filters should be changed and, of course, the quality of filters because cabin air filters in vehicles should in fact keep out all unwanted hitchhikers. But unfortunately, filters are often old, heavily soiled or incorrectly installed. Harmful gases and noxious particles then enter the vehicle interior via the ventilation system and endanger the health of the driver and occupants. We are not talking about individual cases here, but about a mass phenomenon, since every third passenger car is marginally or heavily contaminated.”
The new guideline 6032 seeks to remedy this mass phenomenon. www.mann-hummel.com
For details on how to submit your company’s technology for consideration as a “Technology Spotlight” in IFN , contact Ken Norberg at ken@filtnews.com or +1 202.681.2022.

Kurita America, part of the Kurita Group, a leading global provider of industrial water treatment solutions, announced a collaboration with Solugen, a bio-based chemical manufacturer, to develop a suite of new carbon-negative water treatment products. These innovative solutions will introduce high-performing, bio-based substitutes to phosphorus and other petroleum derived additives currently on the market.
“We are very excited to expand our partnership with Solugen to create innovative technologies that tackle many of the challenges of traditional water treatment programs,” said Mike Mowbray, senior vice president of the Marketing and Technology Group for Kurita America. “This collaboration will significantly enhance our existing CSV (creating shared value) business that helps customers achieve sustainability goals.”
Kurita’s CSV business, one of the company’s fastest growing segments, focuses on products, technologies, and business models that save water, reduce CO2 emissions, and minimize industrial waste while improving plant productivity for customers. One of the recently developed product lines is the Tower NG series of cooling products, which replaces most of the traditional water treatment chemistries with a combination of the latest polymer technology and Solugen’s proprietary biodegradable corrosion inhibitor. By leveraging innovative bio-based solutions, the Tower NG series eliminates the dependence on traditional organo-phosphonates while providing equivalent or better results for deposit and corrosion control. www.kuritaamerica.com

t Blueair Classic Pro, the first and only air purifier with PhotonPure™ lighting technology that deactivates germs for an impeccably clean atmosphere.
Business Wire
Air wellness pioneer Blueair unveiled its most advanced and powerful air purifier to date – the Classic Pro. The new model, from the award-winning Classic family, is re-engineered with firstof-its-kind multi-layer filtration technology to deliver 40% more performance than before and cleanse the air in rooms up to 1,413 square feet in as little as 30 minutes.
Blueair artfully engineered Classic Pro to provide long-lasting, advanced protection against indoor air pollutants that can adversely affect consumers’ quality of life. Equipped with Blueair’s proprietary HEPASilent™ dual filtration technology, the Classic Pro can quickly capture 99.97% of particles as small as 0.01 microns in size. The unique filtration process delivers more clean air faster while using less noise and energy than HEPA filtration alone.
For an added layer of protection against particulates, the Classic Pro is the first air purifier to bring the patent-pending PhotonPure™ lighting technology to consumers’ homes. Previously only used in medical settings, this professional pioneering lighting technology targets the main filter’s surface with a safe violet light to reduce up to 91% of harmful viruses and bacteria trapped on the filter to prevent recirculation into the air. This visible protection is different from ultraviolet-C (UVC) lighting typically seen in air purifiers, as PhotonPure™ operates in a visible wavelength of 405nm compared with traditional UVC. www.blueair.com
Ahlstrom is launching a new range of filtration materials that offers fluoro-free technology. Ahlstrom is extending its innovative fluoro-free technologies into a wide range of industrial air filtration applications to support filter manufacturers in creating products with long-lasting filtration performance without the use of fluorochemicals. They are ideal for gas turbine air intake, air pollution control, heating, ventilation, and air conditioning (HVAC) applications.
The new range of materials offers water-repellent properties, which increase the durability and stability of the final filter in wet conditions. In global filtration markets, hydrophobic properties are essential to maintaining the highest filtration performance in challenging environments. www.ahlstrom.com
q Gas turbines play a crucial role in modern society, enhancing daily life in the industrialized world. Shutterstock


Pentair plc, and MinneapolisSt. Paul International Airport (MSP) announced a new collaboration to sustainably deliver great-tasting, high-quality drinking water while reducing the need for single-use plastic water bottles for the millions of travelers that visit and fly through the MSP international hub each year. MSP, owned and operated by the Metropolitan Airports Commission (MAC), is the 19th busiest airport in North America by passenger traffic.
Pentair is the first partner in MSP’s new strategic partnership program which aims to collaborate with businesses and community organizations to enhance the passenger experience and drive innovation. As the Official Water Sponsor of MSP, Pentair is working to help the airport promote sustainability through the installation of 10 HOPE Hydration HydroStations. The cutting-edge HydroStations, featuring filtration technology by Everpure from Pentair Water Solutions, are the first water refill stations of their kind at any airport worldwide, dispensing free, chilled, and filtered water while providing an interactive experience to users. Through the HydroStations, Pentair and MSP will be educating travelers about water-related issues and the positive environmental impact they can make by bringing and filling a reusable water bottle while traveling.
It is estimated that the current network of 80 water bottle refill stations at MSP reduce the need for approximately 600 pounds of single-use plastic bottles every day. Using integrated IoT technology, the HydroStations at MSP track real-time impact data associated with the elimination of single-use plastics. www.pentair.com

The topic of Carbon Capture and Utilization (CCU) and Direct Air Capture (DAC) has the potential to make a significant contribution to climate change and at the same time represents an important building block in the future economic system. That is why Hengst Filtration is proud to present the first CCU/ DAC system for capturing carbon dioxide (CO 2) from the air and then utilizing the carbon.“With this technology, we are fully committed to our vision of “purifying our planet,” because we adsorb the pollutants from the air and then make them available for other processes,” said Jens Röttgering, owner of Hengst Filtration.
Carbon Capture and Utilization refers to the filtration, transport and subsequent use of CO2. Direct Air Capture refers to the extraction of CO2 from the air. Dr. Rolf Gausepohl, Head of the TechCenter Filtration at Hengst, commented: “Our CCU unit is fully developed and works in the daily process. We are now looking for suitable partners to further develop the technology and adapt it to real-life conditions.” www.hengst.com

Compiled by Caryn Smith, IFN Chief Content Officer
International Filtration News Explores Trending Innovation
In this new feature, IFN highlights significant research from universities and institutions around the world. If you are a part of a project you would like to highlight, email csmith@inda.org. Please write “IFN Emerging Research Submission” in your subject line in order to apply. Please send a completed press release and/or summary of the research as you would want it to be printed, a link to the university online story (if applicable), and all high resolution photographs/charts/graphs, short researcher bio(s). All selections could be edited for length.
By Moni Mahesh Ghosh and Sadhan C. Jana
The global plastic waste generated annually is already in the million metric tons and the problem is ever-growing with land filling as the most popular disposal method. It is widely recognized that plastics in landfills will take hundreds of years to degrade1. Among the plastic wastes, polyolefins are most abundant due to their versatile applications and considerable chemical resistance. It is imperative to develop methods to upcycle them (i.e., to recycle this class of materials while adding commercial value to them).
The researchers in Prof. Sadhan C. Jana’s group in the School of Polymer Science and Polymer Engineering at The University of Akron have found a unique method of upcycling polyolefins from waste streams using plant-based solvents known as terpenes. The group investigated the viability of manufacturing highly porous solid structures called aerogels with polyolefins, mainly high-density polyethylene (HDPE) and isotactic polypropylene (iPP) and using them as filter media for oil-water separation and air filtration.
These aerogels are being produced by the method of thermally induced phase separation (TIPS) after dissolving the polymers in two of the more commonly available terpenes – orange terpene derived from oranges and beta pinene derived from pine trees. The properties of these aerogels depend on the solvent used, specific type of polyolefin used (HDPE/iPP),

and the weight percent of the polymer in the solution.
The ongoing research focuses on fundamental understanding of the structureproperty relationships of the aerogels and their viability as filter media, either as self-standing structures, e.g., as cylindrical monoliths, or in a hybrid structural form, such as supported by 3D-printed scaffolds.
The results of the study will be communicated to a peer-reviewed journal. The aerogel specimens were manufactured from both virgin polymer pellets and from segregated polyolefinic waste with either HDPE or PP as the base polymer and with

unknown additives. These aerogels were then used in oil-water separation and air filtration and their efficiencies were benchmarked against known commercial filters or materials that are used for similar separation operations, namely, surgical face masks and cellulose-polypropylene based oil absorbents. For some of the aerogel samples that were tested, the air filtration performance was at least 5% more and the oil absorptivity from an oil-in-water emulsion was at least 33% more than the corresponding commercial benchmark materials. The HDPE aerogels had considerably higher compressive strength while the iPP aerogels had considerably higher specific surface area and a higher fraction of mesopores.
It is known in melt-processing that mixed polyolefin wastes do not produce homogeneous materials due to immiscibility of polyolefins. However, the method adopted in this work leads to synergy, in that, co-existing, high-surface area polyolefin phases work in unison to fetter out airborne particles or oil phases. These aerogels can be manufactured in netshape, thereby opening the avenues for

potential applications like oil spill cleanup, modular air filtration, carbon capture etc.

Moni Mahesh Ghosh is a chemical engineer by training now pursuing PhD in the School of Polymer Science and Polymer Engineering. His research focuses on the manufacture and use of various porous polymeric structures. His email is mg270@uakron.edu

Sadhan C. Jana, BF Goodrich Professor and Associate Vice President for Research and Business Engagement at the University of Akron, leads aerogel research funded by industries and federal agencies for potential applications in wounddressing, air filtration, cleaning of water, among other things. His email is janas@uakron.edu.
1. Roland Geyer et al. Production, use, and fate of all plastics ever made. Sci. Adv.3, e1700782(2017).
©Article written exclusively for the International Filtration News.
By Kim Martineau
Potential applications for a light-controlled pump developed by Dartmouth scientists include filtering environmental pollutants and treating cystic fibrosis.
Tiny molecular machines in humans carry out much of the work that occurs within cells, from replicating DNA to ferrying materials across the cell membrane. For decades, scientists have tried to replicate these miniaturized workhorses outside of the body, with dreams of applying them to tasks like environmental cleanup, drug delivery, and the diagnosis and treatment of disease.
But artificial molecular machines have proven easier to design on paper than to
implement in real life. In a new study in Science, researchers offer a demonstration of their potential eight years after the Nobel Prize was awarded to three chemists for their work on molecular machines.
Researchers show that a synthetic receptor designed to both capture and release negatively charged ions, or anions, can move target molecules against a concentration gradient in solution, fueled only by natural light.
“This is a proof of concept that you can use a synthetic receptor to convert light energy into chemical potential for removing a contaminant from a waste source,” says the study’s senior author, Ivan Aprahamian, professor and chair of the Department of Chemistry.
The synthetic, tripod-shaped receptor that Aprahamian and his co-authors designed has two important properties. It comes in forms that can both trap and

discharge negatively charged molecules. At the same time, it behaves like an electrical switch, turning on and off when exposed to different wavelengths of light. When the switch is turned on, the receptor picks up target anions. Flip the switch off, and the receptor lets the anions go.
The receptor’s unusual properties allowed researchers, to control the flow of chloride ions from a low-concentration solution, on one end of a U-shaped tube, to a high-concentration solution on the other. Over a 12-hour period, the study reports, they moved 8% of chloride ions against the concentration gradient across a membrane embedded with the synthetic receptors.


In absolute terms, the chloride ions were driven almost 1.4 inches – the width of the membrane separating both ends of the tube. Relative to the receptor’s tiny size, they covered an impressive distance, fueled by light alone.

“It’s the equivalent of kicking a soccer ball the length of 65,000 football fields,” says Aprahamian.
Aprahamian’s lab has long focused on a class of synthetic compounds known as hydrazones, which switch on and off when exposed to light. During the pandemic, PhD student Baihao Shao came up with the idea to enhance the hydrazone receptor so that it could both collect and release target anions when switched on and off.
Aprahamian tried to dissuade him. “I told him that while it is a great idea, I do not think it will be competitive with the other impressive photoswitchable receptors in the literature,” he says. “Luckily, Baihao ignored me, and he went ahead and actually designed the receptor.”
They chose chloride as their target anion for two reasons.
During winter, stormwater runoff laden with road salt raises chloride levels in waterways, causing harm to plants and animals. The transport of chloride ions also plays a key role in healthy cell functioning. The disease cystic fibrosis is caused by cells being unable to pump out excess chloride. The trapped ions cause dehydration in cells, leading to a buildup of thick mucus in the lungs, among other organs.

“As a proof of concept, we show that designing synthetic chloride pumps is achievable,” says Aprahamian.
The researchers found that their hydrazone receptor worked best on chloride, bromide, and iodide ions. But it could theoretically be modified to target other anion-rich pollutants, ranging from radioactive waste to the phosphates and nitrates in fertilizers that get washed into waterways, causing massive dead zones.
“Ideally you can have multiple receptors in the same solution, and you can activate them with different wavelengths of light,” says Aprahamian. “You can target and collect each of these anions separately.”
Not only can the receptor be controlled by a renewable source of energy – light – it is relatively easy to make and modify, he adds. Researchers created the receptor by stitching the tripod together using “click chemistry,” a Nobel Prize-winning technique that chemist Barry Sharpless ‘63 helped invent years after graduating from Dartmouth.
Molecular machines are abundant in nature, powered by ATP in animal cells, and by the sun, in plant cells. “We want to mimic such biological processes, using sunlight as the energy source to create autonomous and self-sustaining filtration systems,” says Aprahamian.
Read: https://faculty.dartmouth.edu/artsandsciences/news/2024/08/filtrationsystem-powered-synthetic-molecules-and-light
At Berry, we leverage our unmatched global capabilities, sustainability leadership, and deep innovation expertise to serve customers of all sizes around the world. Harnessing the strength in our diversity and industry leading talent of 47,000+ global employees across more than 300+ locations, we partner with customers to develop, design, and manufacture innovative products with an eye toward the circular economy. The challenges we solve and the innovations we pioneer benefit our customers at every stage of their journey. With over 35 years of experience manufacturing filtration media, Berry Global’s products have become the industry standard in the pleat support and filter layers for air, liquid, and gas applications. Berry Global’s proprietary technologies deliver unique material solutions for challenging customer needs. Whether using our unique REEMAY® spunbond PET technology in vaccine manufacturing, or TYPAR® spunbond PP nonwovens in water filtration to create safe drinking conditions, customers trust our proven filtration solutions.
Our filtration capabilities encompass a wide range of specialty materials, process technologies, and state-of-the-art innovation centers.
• Reemay®
• Meltex™
• Typar®
• Air Filtration
• Industrial Filtration
• Water Filtration
• Automotive Filtration
• Food & Beverage Filtration





Beverlin Specialty Tube takes an indepth look at the manufacturing process, benefits, and limitations of spiral weld tubes.
In the world of specialty tubing, spiral weld tubes have gained significant attention due to their unique manufacturing process and intrinsic advantages. Beverlin Specialty Tube has witnessed a surge in demand for spiral weld tubes across a range of industries, including oil and gas, nuclear, and large-scale industrial applications. In this article, Beverlin explores how the manufacturing process of spiral weld tubes creates several application-specific benefits – and a few noteworthy limitations – compared to traditional straight seam welds.
Spiral weld tubes are produced using a continuous welding process, which is similar to high volume straight seam tubes. This process involves coiling a strip of metal around a mandrel at an angle, forming a helical shape. As the strip is coiled, the edges are welded together, creating a spiral seamed tube.
One of the primary advantages of spiral weld tubes is their inherent roundness and straightness. The continuous welding process ensures a more uniform and consistent shape than straight seam tubes, reducing the likelihood of deformities or irregularities in the tube’s structure.
Spiral weld tubes offer excellent filtration capabilities. The spiral seam allows for a 360-degree filtration flow, ensuring even distribution and efficient filtering of fluids and gasses. This makes spiral weld tubes ideal for applications that require high levels of filtration performance.
Spiral welding allows for the production of tubes with larger outer diameters and of varying lengths without the need for large-scale coil and coilhandling equipment. Instead of relying on large metal coils, manufacturers can use smaller strips of metal and create a die set to achieve the desired diameter. This flexibility in production allows for more costeffective manufacturing.
n Additional Benefits:
• Increased crush-resistance
• Increased corrosion-resistance
• Strength and flexibility in high temperatures
• Stronger, more consistent welds
Limitations
n Reduced Open Percentage
The spiral weld seam occupies a larger surface area, resulting in a marginally smaller open area for filtration or flow. This reduction is often negligible, however, and can be mitigated through proper design and engineering.
n Potential for Slower Production Speeds
Depending on the specific application requirements, spiral weld tubes may,


at times, run slower through the continuous welding process than straight seam tubes. This potential reduction in production speed should be considered when evaluating the suitability of spiral weld tubes for a particular project or manufacturing environment.
At Beverlin Specialty Tube, we have extensive experience in the manufacturing of spiral weld tubes for a wide range of applications. Our expertise allows us to optimize the production process, ensuring the highest quality and performance of our products.


Bekaert pioneers sustainable solutions and services with creativity beyond steel. Our products range from wire transformations to coating technology and everywhere in-between. And filtration is no exception. Their 40+ years of experience in filtration proves Bekaert knows fibers. In fact, Bekipor® filter media stands as a true testament to their commitment. But what is Bekipor® metal fiber media? And what makes it so special?
Bekipor® filter media features sintered stainless steel fibers. During sintering, metal fibers fuse together with up to 20 bonds per fiber. This process produces filter media for a variety of applications, especially polymer recycling. The unique structure of sintered fibers plays a crucial role in recycling. From preventing contaminants to ensuring cleanability, Bekipor® offers sustainable, long-lasting filtration.
The textile and recycled plastics industries continue to struggle without high-quality filtration. Production lines are often fraught with contaminants, broken strands, and even downtime. These issues not only stall production but cut into the bottom line. This is where solutions such as Bekipor® are enabled to shine. Ensuring increased runtime and continuous strands free from the impact of gels. The solution has never been clearer.
Are you tired of the frustration caused by hard and soft contaminants? To understand the value of Bekaert’s Bekipor® filter media, we should look closer. When a polymer is remelted two or three times over during the recycling process,


the number of gels in the final product increases. However, gels may also occur naturally in resins. These contaminants contribute to weaker polymer strands and overall breakage. As a soft contaminant, gel may even increase pressure by

changing its shape to pass through inferior filtration. This is bad news for producers in the textile industry.
Bekaert’s polymer recycling filter media technology leverages stainless steel fibers to address challenges throughout the recycling process. The unique structure of our sintered fiber plays a crucial role in polymer recycling. For the best product quality in polymer recycling, Bekipor® is your best choice in filter media. From preventing gels for continuous strands to cleanable media, stainless steel fibers are paving the way to sustainable polymer recycling.
Technology Highlights:
• High porosity
• Low pressure drop
• Cleanability
We are attending The Filtech Tradeshow in Cologne, Germany November 12-14, 2024 Booth Number: K9
Hollingsworth & Vose is a global leader in filtration and energy storage solutions. The company’s advanced materials are used in nearly every industry and touch every aspect of modern life. Wherever you work, live or travel, chances are an H&V solution is close by, contributing to a cleaner, healthier, more sustainable world. In the world of filtration, H&V’s innovative materials and solutions – including synthetic filter media, microfiltration membranes, microfiber glass, nanofibers and our new zero added PFAS line PlusZero – meet and exceed the exacting demands of customers. H&V helps clean and filter everything from air and water to fuel and industrial liquids across a wide range of industries and applications, including HVAC, cleanrooms, process liquids, health care, heavy industry, transportation and mechanical power.
H&V’s innovative filtration technologies meet customer expectations across a range of sectors and industries. For each sector, the company has differentiated filtration solutions:
Cabin Air – People in vehicles are affected by pollutants like exhaust fumes, particles from tire and road wear, pollutants from heavy industry, construction, agriculture, and VOC’s emitted from vehicle interiors. At H&V, our Cabin Air Filtration Solutions, under the brand name CabinPro™, help protect drivers and passengers by removing harmful pollutants and improving Vehicle Interior Air Quality.
Liquid – Microfiltration enables the purification of liquids in food and beverage, bioprocessing and industrial and water treatment. Improving microfiltration makes it possible to bring new products to market, make existing fluid streams safer, reduce dependence on additives and improve processing times. H&V’s Trupor™ filter media brings membrane reliability and

maximum performance with the thinnest possible efficiency layer, which is made possible by superior pore size uniformity. Its composite design delivers long life and stable performance.
Indoor Air Quality – With growing awareness of air quality, performance requirements for HVAC systems and air filtration in homes, buildings and industrial environments have increased. H&V manufactures air filtration media for high-quality control of contaminants, including dust, harmful particulates and VOCs, to maintain safe and comfortable indoor air quality.
Our innovative and award-winning filtration media, including NanoWave®, are designed to provide outsized performance in HVAC filters and deliver clean air while improving energy outcomes with superior pressure drop and dustholding properties over other medias on the market. Visit our booth to learn more about why healthy and sustainable HVAC solutions start with H&V.
Innovation has allowed H&V to evolve and thrive for more than 200 years. Today, more than 100 scientists conduct cuttingedge research at H&V. Our commitment to filtration, and the ability to innovate in every aspect of the company, has made H&V a global leader.



H&V recently introduced PlusZero, a comprehensive line of high-performance solutions with zero added PFAS. The PlusZero line is not only environmentally sound, but it offers high-quality solutions that will help customers meet performance, reliability and affordability goals. H&V’s advanced materials contribute to a greener and more sustainable planet. We are determined to go beyond that by supporting global efforts for healthier air and water.
H&V serves the global market with 15 R&D and manufacturing facilities strategically located in the Americas, Europe and Asia.
Location: Hall 7 | Stand No.: R27
Presentations:
Proline – New gradient filter media for enhanced filtration performance. Session F09 – Enhancement of Filter Media Performance – 10:45 a.m. to 12 p.m., Nov. 14, 2024.
Adsorptive filter media in cabin air filtration: Advancing filter design through modeling. Session G03 – Adsorption II –2:45 p.m. to 4 p.m., Nov. 12, 2024.
Energy savings in HVAC systems with waved 3D composites. Session G08 –Energy Efficient Air Filtration – 1 p.m. to 2:15 p.m., Nov. 13, 2024.

A2Z Filtration Specialties is a designer and manufacturer of complete customer centric machines and automation solutions for filter production and assembly. A2Z’s customer base includes industry leaders in over 75 countries. The company excels in providing superior value, durable and globally serviceable production lines. The components are sourced from leading global suppliers to ensure ease of availability and trouble-free maintenance. A2Z equipment is easy to use, efficient and offers excellent value for money, with features such as pictorial manuals and remote access for service and upgradation. With a dynamic team comprising of over 50 engineering professionals in design, manufacturing and installation, A2Z is providing complete turnkey solutions around the globe. The A2Z Design Team uses state-of-the-art Solid Works® 3D design software for the designing and simulation of filter production lines. A2Z’s deep knowledge of filter manufacturing processes and their ability to develop customer specific, innovative and efficient automation has resulted in development of fit-to-purpose solutions.
A2Z is pleased to offer yet another automation solution for the assembly of die cut frame HVAC filters. The HVAC filter assembly cell is designed for the assembly of die cut filters from 10 to 30 inches in length and width and 1 and 2 inches in pleat height. The filters are available in single and dual die cut models of filters.
The bottom die cut stack is placed on a stacker and the automatic feeder feeds the die cuts to the glue applicator. Here, the glue applicator applies an even layer of glue along the surface of the die cut board. The forming station forms the bot-
tom frame and indexes to the pleat pack placement station. An operator places the pleated pack into the formed bottom die cut frame. The pleat pack with the bottom die cut frame indexes to the top framing station. The top laminated die cut is flipped and placed over bottom frame. The process for the top die cut mirrors the process for the bottom die cut when the pleated pack is rotated. The complete assembled filter with top and bottom die cut is pushed to the curing tunnel where the curing of the glued die cut takes place.
A pick and place system picks the filter from the top of the curing tunnel and ejects the finished filter onto a chute for packing.
• Operator friendly


• Allows for quick change over of fixtures
• A production rate of upto 12 filters a minute
• Safety as per CE norms. Machine is guarded all around by steel mesh
• A laser safety scanner provided to stop the machine in case of interruption in operation, thus safe for the operator.
• User – Friendly 10” Allen Bradley HMI with a complete Instruction Manual
• Remote Support Facility
• Allen Bradley ® Controls
• Fit To Purpose manufacturing, assembly & automation Solutions
• Value prices for quick return on investment.
• Ability to Integrate various automation ssolutions and processes including online quality validation systems
• Globally serviceable lines


• Latest state-of-the-art manufacturing & automation Solutions
• IoT & Industry 4.O compliant systems
For further information, please visit our website – www.a2zfiltration.com or contact us at marketing@a2zfiltration.com WhatsApp number: +91 9871690592
By Adrian Wilson, International Correspondent, IFN

filters by preventing them from becoming clogged too easily.
While primarily associated with German engineering prowess, BMW is also, perhaps surprisingly, the largest automotive exporter of vehicles from the USA.
BMW Manufacturing in Spartanburg, South Carolina, which is celebrating its 30th anniversary in 2024, assembles more than 1,500 vehicles per day, running on two shifts, and in 2023 exported cars with a value of $9.6 billion to 120 countries.
Central to the Spartanburg operation are its two paint shops, which employ 240 of the army of 2,600 highly efficient robots that are working alongside human coworkers at the plant.
These provide each car body with five coats of paint and two protective corrosion coatings in a process which takes 12 hours, during which time the vehicle has travelled a distance of around four miles. The entire process adds just 20 pounds of weight to the body – a thickness of 120 microns, which is the equivalent to the width of five human hairs.
Filtration systems in BMW’s automotive spray booths worldwide are crucial to ensuring high-quality surface finishes,
as well as protecting worker health and maintaining environmental standards.
Designed to remove contaminants from the air within the booth, prevent dust, overspray and other particles from affecting the painting process, the technology behind these systems continues to evolve to meet ever more stringent industry requirements and environmental regulations.
Primarily based on glass or polyester media, pre-filters are the first line of defense in a spray booth filtration system, capturing larger particles such as dust and debris before the air enters the booth, in order to extend the life of the primary
At BMW’s plant in Leipzig, Germany, for example, specialists from Freudenberg Filtration Technologies – a long-time supplier to the auto maker – identified the greatest savings potential in the prefilter area. Here, existing filter elements showed excessive pressure drop in comparison to their separation rate, resulting in a high level of energy consumption. These were replaced with Viledon WinAir 45 pocket filters designed for dealing with coarse dust at very low pressure drop. Test series and service life tests have subsequently demonstrated a noticeable increase in efficiency, enabling BMW to save 700 MWh a year, corresponding to a CO2 reduction of around 365 tons.
The primary filters in the airflow path within the spray booth are responsible for capturing paint overspray and critical to maintaining a clean painting environment. HEPA filters are often employed to capture finer particles.
Exhaust filters then capture any remaining contaminants before the air is expelled from the booth and help to ensure the air released into the environment meets regulatory standards for air quality. Activated carbon filters can be used at this stage to remove harmful volatile organic compounds (VOCs) and odors.
However, even with state-of-the-art filtration technology, the content of the finest
dust particles in spray booths varies depending on the ambient air drawn in.
If the dust content exceeds the threshold, the still wet paint can trap particles, visually impairing the painted surface.
BMW specialists have been involved in a project aimed at avoiding this at the company’s plant in Munich, Germany.
Each freshly painted car body at the Munich plant undergoes an automatic surface inspection in the paint shop and the data gathered in these inspections is being used to develop a comprehensive database for dust particle analysis.
AI algorithms have subsequently been employed to compare live data from dust particle sensors in the spray booths and dryers with the database.
“Data-based solutions help us secure and further extend our stringent quality requirements to the benefit of our customers,” explains Albin Dirndorfer, senior vice president of Painted Body, Finish and Surface at the BMW Group. “Smart data analytics and AI serve as key decisionmaking aids for our team when it comes to developing process improvements. We have filed for several patents relating to this new dust particle analysis technology,”
The algorithm can detect, in good time, when dust levels are set to rise due to the season or during prolonged dry periods and is able to determine, for example, an earlier time for filter replacement. Additional patterns can be detected where the algorithm is used alongside other analytical tools.
The BMW specialists see enormous potential in dust particle analysis. Based on information from numerous sensors and data from surface inspections, the algorithm monitors over 160 features relating to the car body and is able to predict the quality of paint application very accurately. The AI solution will be suitable for application in series production when an even broader database for the algorithm has been developed.
In particular, this requires additional measuring points and even more precise sensor data for the car body cleaning stations. The AI experts are confident that

once the pilot project in Munich has been completed, dust particle analysis will become standard practice at BMW’s plants worldwide.
BMW is also now on the way to powering the paint shops across its global manufacturing plants with regenerative energy, due to a new method of achieving the high temperatures needed for the thermal purification of exhaust from its spray booths and drying areas.
Before being released into the atmosphere via chimneys, exhaust from spray
t BMW specialists are developing a comprehensive database for dust particle analysis. BMW
booths and drying areas is purified to prevent paint shop solvents from harming the environment. This is done by passing it through a bed of ceramic media, where the solvent residues are burned off.
To do this, the air has to be heated up to very high temperatures of up to 1,800°F in a short space of time. The energy needed to do this could previously only be provided by natural gas, but the eRTO – electric regenerative thermal oxidation – system now makes it possible to purify exhaust with electricity from renewable sources.
The eRTO system is installed between the painting booth, drying process and chimney. Thermal energy is recovered by a flat, two-meter-deep ceramic bed which serves as a recuperator. Electrical heating rods heat the surrounding ceramics, and because most of the heat is retained, with only small amounts escaping, a connected load of just a few hundred kilowatts is sufficient to run the system.

The eRTO system was initially functiontested in ongoing paint shop operations at BMW’s plant in Regensburg, Germany, and is being further validated at the BMW Brilliance plant in China, where an eRTO system is used to purify exhaust from the drying system for car bonnets.
The first European BMW Group facility to use the technology in series paint shop operations is at Dingolfing Germany, where one of four paint lines has already been converted for electric exhaust purification. More such systems are planned for the production network, and the new BMW plant in Debrecen, Hungary, will purify paint shop exhaust purely by eRTO.
Back in Spartanburg, a further recent development has been the installation of a high pressure reverse osmosis unit for the two paint shops. This is enabling wastewater from the paint processes, which would normally be pretreated and dis-
charged to the sewer, to be filtered and reused.
In 2023, this process reduced the Spartanburg plant’s water consumption by an impressive 15.9 million gallons.
The BMW Group announced in 2022 that it would invest $1.7 billion in its U.S.

operations, including $1 billion to prepare the Spartanburg plant to assemble fully-electric vehicles, along with $700 million to build a new high-voltage battery assembly plant in Woodruff, South Carolina.
“After 30 years of successful production, we are further expanding our commitment to South Carolina and in late 2026, the production of fully-electric sports activity vehicles will get underway here in Spartanburg – as a further step towards strengthening our global resilience,” said Milan Nedeljkovic, a member of BMW AG’s board, during an anniversary celebration at the plant this June.

Adrian Wilson is an international correspondent for International Filtration News . He is a leading journalist covering fiber, filtration, nonwovens and technical textiles. He can be reached at adawilson@gmail.com.























By Jay W. Roth
When does it make sense to add automation to your process?
Let’s dive in:
In my 30 years of sales and machinery experience helping customers choose the right machine systems for their company needs, I have witnessed firsthand the power of automation on productivity, profits, employee well-being, corporate advancements, and more.
About 20 years ago, through the company I represented, we began to offer clients equipment with a FANUC robotic arm integrated into a gluing machine solution built for the filtration industry. It was the beginning of an era in equipment advancements, and a whole new conversation with clients on what these types of improvements will and won’t do for their business models.
I have walked decision-makers through all the objections, questions, and scenarios to help them make educated decisions. Frankly, most objections were due to myths they believed – and also, justifying the cost that automation carries with it. So, here is what I believe you need to know.

By Jay W. Roth
Let’s take a step back and talk about exactly what we mean by “automation.” If you Google “automation,” you’ll get a nice definition: The use of largely automatic equipment in a system of manufacturing or other production process. I like that; however, I don’t like the can-you-use-that-in-a-sentence example they include –“...unemployment due to the spread of automation.”
No, that’s not it! Your workforce is not at risk; in fact, they will greatly benefit from automation.
When implemented by a healthy growing company, automation re-tools the workforce, provides a safer more efficient workplace, and leads to better jobs – not fewer jobs.
In fact, misconceptions about robotics and automation performing the same tasks that human manufacturing workers perform is ingrained in our society. From the early days of modern industry to today, ideas are cultivated in books, film and television of what a world with automation could be. From the cyborg Tin Man introduced in L. Frank Baum’s The Wonderful Wizard of Oz, written in 1900, all the way to 1960s and ‘70s pop culture shows like The Jetsons, Lost in Space, and Star Trek®, to current entertainment brands like Avengers® and Transformers®, the lines are continually being blurred between humanity and machinery.
News stories of inventors of automation and their scientific quest to create human-like functioning “robots” also fueled the fires of misperception.
We see stories like Harry May, a professor in the UK, who built a robot he called “ALPHA” in 1932. His robot was designed to mimic human behavior, actions, and sort of appearance. May used a simple form of voice control to have ALPHA respond
to his commands. Logically, one of the first things May taught ALPHA to do was to aim and fire a revolver. Big surprise when one day, while May was setting up a demonstration for some dinner guests, ALPHA stood, aimed his revolver, and shot May in his outstretched, panicked, hand as he was preparing the real target.
I can only imagine the reception of that news as it spread and how that vision likely stuck in people’s minds for years after, as more refined engineering was being developed to better use such technology.
In 1939, another humanoid robot, “Elektro,” debuted at the World’s Fair. The seven feet tall, 265 pounds of steel gears covered by aluminum skin was able to perform tasks by voice command, such as walking and speaking (700 words). It could even smoke cigarettes, blow up balloons, and move its head and arms.
Those early images of robots with human features (like Rosie from the Jetsons) were ingrained for decades in the minds of people, and also prompted the fear of robots replacing people.
But, now we know better! Today’s fears revolve around artificial intelligence (AI) taking over our lives and workplaces. Yet, I believe there are benefits and uses for automating tasks that we previously relied on human labor to accomplish, not as a replacement of people, but an enhancement of people’s time spent on more productive efforts.
Is automation for everything and everyone? No. There are and always will be things done better with a human touch.
While automation will work to get most contact when calling a company, there is no replacement for the personal interaction of a friendly human being that answers the phone. (Just think back to a time when you repeatedly yelled “represen tative” at an automated service. Hey, it happens!)
Just because we can automate, doesn’t always mean we should. Artists and craftsmen still get my vote when I am looking for that special gift or souvenir, rather than a mass-produced trinket. I’d still rather watch grainy footage of Elvis Presley, the King of Rock and Roll, over new AIgenerated updates. Craftsmanship is of high value, with all of its perfect imperfections.

Yet, I believe there are benefits and uses for automating tasks that we previously relied on human labor to accomplish, not as a replacement of people, but an enhancement of people’s time spent on more productive efforts.
Craftmanship brands are built on the personal touch and are priced accordingly. Carmaker Lamborghini has a price tag that reflects 100% customization and hand-crafted interiors, assembled in one factory in Italy, producing 10,000 vehicles a year. Yet it still manages to make around $2.5 billion U.S. dollars a year. Rolex is another, selling one million watches per year with sales $11.5 billion U.S. dollars, where machines are operated by humans, and key parts are assembled by hand.
For most manufacturer brands, artisanship is not a factor – quality is, and automation can help with that. Automation has a wide reach. It can be applied across numerous industries, markets, and jobs.
For example, I was recently reading Convenience Store News and came across an article on automation. Although the applications are widely different, the goals were much the same as we see in the manufacturing sector – increased efficiency and production, cost reduction, improved accuracy and timeliness, enhanced safety and security. To note, there was no mention of replacing people in

In searching for a good example of automation that had negative impacts on quality, I was hard-pressed to find some. So how do we choose what to automate, and what to use labor to accomplish?
Each company must do their own homework to choose the best manufacturing practices with impact to the bottom line.
We can look to the principles of LEAN manufacturing to get us most of the way there – safety, quality, delivery, and cost, just like our friends in the convenience store business.
In making a case for automation, safety is probably the easiest to justify. OSHA does a great job of outlining what we can and cannot have people do. We should ask ourselves: Where our workers are getting injured and why.
What environments are we requiring them to work in?
Are there distractions that keep them from focusing on the task at hand?

• Are they getting bored and/or careless?
• Are there repetitive motion impacts and injuries?
These are the considerations that plant managers can easily identify, and begin to consider automation options.
I was visiting with a medical disposables customer who was rolling undercast padding, the soft cotton material that a doctor wraps around your broken arm before applying the cast. They had a process that remained the same for decades. It became quite routine, but the machine they used was starting to wear out. As we looked at replacing the machine, we saw that improvements could be had.
We looked at how involved the operators were in the process. Although technically they were using an automated piece of equipment, the actions were so labor intensive that the operators had to rotate tasks every half hour to prevent fatigue.
The machine would wind the cotton onto ½” diameter rods. The operator had to pull the full rod out of the machine and place it into a strip-off unit that pulled the rolls off and onto a conveyor.
They had to manually keep track of how many rolls they were making and place the rod in the proper position to stack up the finished rolls.
They were using a squirt bottle to lubricate rods. They actually just hosed down
the area and the rods ‘just happened’ to get lubricated in the process.
Our engineering team built them a machine that automated all interaction with the winding rod, automatically lubricated each one, precisely stacked the finished products, and made life a whole lot easier.
Addressing employee concerns, I could see the worry on the operators’ faces when our engineering teams were studying their efforts. They were proud of what they were doing, moreover they wanted the job security to keep on doing it. I visited again after the machine was installed, and I thought they were going to hug me. No one lost their jobs. Efficiency improved. Each worker was now staying at their position for the full shift. They now had time to conduct quality control testing of the finished products – carefully and not skipping details. The area was clean, and the company began to look downstream to make additional improvements.
This illustration shows the impact of solving the most significant problem, in this case safety, and gaining other many other benefits in the process.
In the case study, quality did improve, but it was not the focus. Quality can come from the repeatability that automation can offer. When we get tired, we get sloppy. When our back hurts, our performance suffers. When we cannot focus, quality drops off.
A survey by the National Safety Council finds that 90% of U.S. employers have been impacted by exhausted employees. Half of the respondents’ report catching someone sleeping on the job. Ninety percent say they will meet with the affected employee to try to understand the root cause of their fatigue, but only 55% say they would be willing to adjust the employees work schedule as a result.
Furthermore, a Forbes article defines a condition called “boreout” – chronic boredom at work. Studies show that being bored at your job can cause depression, anxiety, stress, insomnia, and higher turnover. A Korn Ferry survey claims that boredom is the top reason why people leave their jobs.
Consider the placement of glue lines in a spiral wound reverse osmosis element. For those not familiar, a spiral element contains a number of “leaves.” Each leaf uses a u-shaped bead of glue to create the active filtration area. Typically, an operator uses a manual glue applicator, not unlike a pneumatic caulk gun, to apply or draw the glue path onto each sheet. Those sheets are then combined with a permeate carrier and rolled into a spiral element. The effectiveness of the finished element relies very much on the placement of that glue path.
Imagine spending your eight-hour work shift leaning over a table and drawing glue paths over and over, hundreds of times per day. I’ll bet that first line is fantastic – straight lines, perfectly placed, in the making an exceptional element. However, I bet that last line – the one right before heading for the door, one last element to hit your goal for the shift – doesn’t need those little lines on the tape measure to check deviation.
In the beginning of this article, I mentioned that the first robotic arm integration we implemented worked with a filtration application. We used a FANUC robotic arm to apply the glue lines onto membranes. Not only does that robot place the line precisely where we tell it, the precision doesn’t waver. It improved the operator’s work life by eliminating repetitive motions, thereby fatigue and boredom stressors.
Also, the throughput increased, and more significantly, increased the effective area of the finished element. Consistent, quality results provide the company sales team more confidence in products they sell, leading to more sales, and so on!
How many companies lost production time during the COVID-19? How many are still worrying about sufficiently staffing each shift? The more we automate, the more we control production demands.
In a machine shop, you can stack boxes of work in front of a row of a manual milling machine, it will get done, with great precision. A skilled machinist will load each piece of raw material into the machine and craft it into a finished part. It will be manually checked against the drawing, and it will function properly to be installed on its intended machine.
I visited again after the machine was installed, and I thought they were going to hug me. No one lost their jobs. Efficiency improved. Each worker was now staying at their position for the full shift. They now had time to conduct quality control testing of the finished products – carefully and not skipping details.
Yet, this all requires the machinist to show up for his workday; not be interrupted with another request; and/or pick and choose the easier jobs first for the day. By automating, not only are we putting the responsibility of quality onto the equipment, but we are streamlining spindle time and machine shop efficiency. We now have equipment capable of running “lights out” manufacturing. We feed it a list of jobs, make sure it has the proper tooling loaded, line up our raw materials, and away we go. We no longer need to
have one man tied to one machine. We elevated machinists to be supervisors of our second and third shifts. They check on the automated cell, then tackle the next job on the list.
Productivity.com gives a nice explanation of automation versus delivery: We need to maximize the labor available to us.
Over the next three decades more than 76 million workers will retire with only 46 million new workers available to take their place. Your labor challenges are not going away!



We offer the following services to our customers:-
MINI-PLEAT-GLASS
Mini-Pleat: H.E.P.A.,
Pleat heights 1/2” to 12” upto 39” wide. Interrupted beads, many configurations.
Mini-Pleat: H.E.P.A. & ASHRAE
Pleat heights 3/4” to 4” upto 25” wide. Interrupted beads, many configurations.
Automation provides the option for 24/7 productivity, “just in time” manufacturing, and more up time. Automation makes time for operators to perform secondary operations like gauging, washing, deburring, etc. It can include real-time factory communications. Equipping new machines with Ethernet connectivity allows you to send production data and communicate with other production equipment. Automation can provide quick changeover for multiple parts, tooling, etc., and flexible multi-operations capability.
Yet, we sometimes must “unlearn” some things. You have to be open to change old habits. You must work closely with your machine designers and builders to reduce bottlenecks in their process to improve quality, get cost out of commodity products, and improve employee satisfaction.
Find partners in this process that seek to collaborate with you, and appreciate being involved from the start of a process review. They should be working not only the top-level management, but also considering the needs of the front-line employees who must operate the equipment daily.
The biggest hurdle is often cost.
As a career salesman, I’ve tackled the “how much” question sometimes just to get in the door of a potential customer. However, when we talk about the cost of automation, we have to make sure we don’t have our blinders on. Total system cost is important and must make financial sense, but other cost factors of lost opportunity, lost productivity, lost time, and lost employees should be added into the equation.
On the plus side, make sure to calculate the new corporate opportunities and employee/workplace benefits that new automation can trigger. The financial or accounting team must consider the long-term gains, as well as the quick ROI calculations.
Here is a notable scenario: Consider investing in machinery versus securities. An example from Investopedia.com illustrates a business with $20,000 of available funds.
In deciding to invest or purchase of a new machine, whichever they choose, the potential profit from the other is called “opportunity cost.” In the example, investing the money would return 10% per year. At the end of the first year, they will gain $2,000. At the end of the second year, $2,200 and $2,420 in year three.
On the other hand, if they purchase a new machine, the company will be able to increase the number of products they sell. The first year will include training, installation costs, and require time before maximum efficiency is achieved. At the end of the year, they may only see a $500 gain in profit. They will begin to hit their stride and gain $2,000 the second year, then the increased sales capacity will earn them an extra $5,000 in year three.
The point is, if we only look at a two-year plan, we are not seeing the full potential.
The key is to be educated and understand what your company is entering into. Automation has complex impacts and is not for every situation.
Here are some things to consider:
High initial investment. Careful planning and ROI calculations are needed with the considerations we discussed earlier.
Technological complexity. There are learning curves and challenges that come with new technology. Such as, now needing an IT person working the factory floor. Job displacement. The goal should be to retrain or relocate employees to a new opportunity in your company. Yet, you may not always be able to elevate your workforce to take on these new roles.

Increase in cyber security protection required. As we connect our equipment to the internet there are dangers associated. Companies should invest in protecting their data assets against cyber risks. In the end, we must find a balance. Consider how you will proceed.
• Carefully select the areas that will most positively gain from automation.
• Train and reskill employees. Don’t make it about simply reducing head count.
• Collaborate with technology partners. You don’t have to go it alone. There are engineering teams dedicated to providing automation solutions. Take advantage of their experience. I’ve seen companies try to keep their automation and engineering projects internal and then repeat the same mistakes others have made.
• Find a partner you can work with and leverage experience. Balance confidentiality with sharing technology. There are times when specific pieces of the puzzle are unique to one customer, but often the bigger picture automation works for the broader market.
Overall, many companies in the filtration industry are still doing the same manual processes. When working with an automation partner, broaden your scope to include improvements in other areas in the future.
Many times, one project leads to another. Planning for it ahead of time can save money later. Automation empowers your production efforts to be ready for growth and potential opportunity. It is the future.
Jay W. Roth is a seasoned industry professional, combining years of sales and leadership experience with an engineering perspective. He can evaluate a company’s production value from many angles to offer a fully integrated approach to machinery and production issues, as well as to identify potential automation applications. With over 30 years of experience, he has helped companies evaluate their facility’s production equipment and processes, to address productivity, quality control, efficiency, including workplace safety concerns.
He has a strong engineering background with degrees from The Pennsylvania State University in both Electrical and Mechanical Engineering Technology and a bachelor’s degree from Drexel University. Working at Elsner Engineering Works, Inc. for 29 years, he started as a fulltime employee in the machine shop while attending Penn State to obtain his degrees. Overall, he spent more than 10 years as a machine designer in the engineering department, combining mechanical and electrical skills. Then, moving into sales, he ultimately oversaw the Elsner Sales team. You can reach Jay at jroth2@comcast.net or 717.873.8717.
New for 2025! The American Filtration & Separations Society (AFS) is partnering with INDA to create a world-class FiltXPO™ conference program.
The two-day FiltXPO conference program will share technical insights in filtration innovations and technologies from industry professionals all over the world. Conference program details will be released in the fall of 2024.
Immerse yourself in the next generation of filtration technologies and innovations. Discover the latest developments from world-class exhibitors. Gain new intelligence on what is driving the filtration market.
Unlock business opportunities, gain exposure to new products, and build connections with key players in the filtration industry. Your next success story starts here.



The urgent need to align our built environment and human health becomes more apparent with every pandemic, wildfire, and the resulting boom and bust of air quality. Unmasking air quality ignorance is essential amid the noise and need for consistent definitions of clean and fresh air, healthy buildings, and sustainable living.
If the health and well-being of city inhabitants is the main intent of building cities, then urban development should have a human-centric foundation. The myopia of focusing only on providing thermal comfort for conventional buildings and their envelopes neglects the intricate connections between the built environment and how it is designed, constructed, and operated.
In today's rapidly urbanizing world, it is evident that human-centric and healthfocused architecture is the essence of enabling sustainable living. Ultimately, worsened urban and indoor air quality
Dr. Iyad Al-Attar

necessitates dynamic governance to mitigate potential health implications due to wildfires, sandstorms, pandemics, weather inversions, industrial accidents, and other environmental disasters. Therefore, policies and politics must govern through technological innovations to navigate the emerging climate change challenges impacting cities and businesses worldwide.
The World Health Organization (WHO) (2014) has identified air pollution as the most significant environmental threat to health, leading to respiratory and cardiovascular conditions. In 2019, greenhouse gas (GHG) emissions from transport and buildings accounted for 15% and 16%, respectively1. Immediate action is needed to steer our planet towards a sustainable trajectory by retooling businesses with sustainable models that embrace purpose and profit. Countries and communities must tap into an ethical shift in how we live, commute, consume resources, generate, and use power. Cities can substantially reduce their emissions by

promoting efficient industrial processes, healthy and energy-efficient buildings while reducing reliance on motorized transport and fossil fuel combustion.
It may seem utopian to tackle urban air quality issues and filtration challenges to improve human health and well-being through reinvigorated urban design. Striving for the highest living standards must go beyond constructing buildings that focus on pleasing aesthetics, structural integrity, and thermal comfort. Incorporating air quality into urban design standards ensures that buildings contribute to, rather than detract from, urban air quality, providing healthy indoor environments for occupants. The premise of understanding the interconnectedness of urban planning lies in addressing the intricate correlation of air quality with other factors such as transportation, energy use, waste management, and land use. Therefore, a holistic approach integrating air quality into these elements gives a starting point for creating cleaner, greener, and more sustainable cities.
Application-focused solutions are necessary to address the insights needed to reduce air pollution and filter out harmful particles that can enter our buildings and respiratory systems. Most aerosols contain a range of particle types and sizes, and to appropriately select air filters, their concentrations and size distributions must be considered. Airborne pollutants such as particulate matter (PM) (Figures 1, 2, and 3), gases, and bioaerosols represent a major health risk to city inhabitants indoors and outdoors. In urban environments, outdoor pollutants emitted from automobile exhaust, power stations, and industries can inundate installed air filters in HVAC systems and infiltrate buildings through structural openings or porous surfaces. Examples of these emissions can range from PM to nitrogen and sulfur oxides, ammonia, radon, volatile organic compounds (VOCs), and microbial volatile organic compounds (MVOCs), which are only a few examples of gaseous pollutants


that can negatively impact urban air quality. When outdoor air is brought indoors through HVAC systems, it can contain high concentrations of contaminants (Figure 4) depending on their geographic location, potentially leading to premature clogging of air filters (Figure 5). Higher concentrations of gaseous pollutants require deep beds of chemical filtration for complete removal, necessitating more space and energy for installation and operation, respectively.
Capturing various contaminants can be technically and economically challenging in light of increasing anthropogenic emissions, and sustainable operation of multistage filtration can be energy-intensive. Therefore, the challenge of urban air filtration for city dwellers – from outdoor to indoor settings – involves addressing complex exposure to multiple pollutants with different physical and chemical characteristics. From a health perspective, a comprehensive understanding of the staggering complexity of multiple pollutants exposure and their impact on HVAC systems and air filter performance is essential.
Air quality can vary due to inconsistent filter performance, where filter capture efficiencies cannot be guaranteed amid fluctuating ambient conditions and urban air quality prompted by environmental events such as sandstorms and wildfires. Indeed, there is an emerging emphasis on widening the lens of air quality to think beyond filtration technologies when drafting and crafting our urban plans.
A comprehensive approach to air quality should entail filtration systems that address gaseous and bioaerosol pollutants, going beyond traditional particle-capture methods (Figure 6). Relying solely on mechanical air filters to capture all contaminants with different concentrations and size distributions is naive. Tackling gases and bioaerosols cannot be overlooked when considering the “freshness” and the “cleanliness” of outdoor and indoor air, considering appropriate filter media selection and their application sensitivity.
Indoor air quality (IAQ) is a critical determinant of health and well-being, especially considering that we spend up to 90% of our time indoors2. IAQ issues are interdependent and not entirely filtrationspecific, and continuing to assume that frequent filter replacement will exonerate facility managers from any IAQ deterioration is a fallacy. The first alignment is knowing what we are up against in terms of pollutant exposures. We can gather valuable data by monitoring the air quality throughout our daily activities, from waking up, taking the elevator, using public transport, working, and returning home.
Today’s air quality monitoring technologies provide reliable and affordable data collection, allowing us to understand what our respiratory systems are exposed to. Such knowledge underscores the importance of technology in monitoring and maintaining healthy air quality in urban environments.
Part of resolving IAQ issues is understanding emission sources from various modes of transportation, as well as industrial activities and power generation emissions. The urgency of this matter cannot be overstated, as urban transportation significantly impacts public health and well-being. To reduce vehicular emissions,
policies and incentives must promote public transport on the one hand (Figure 7) and, on the other hand, reduce reliance on private transportation to minimize congestion while promoting physical activities such as cycling and walking. Vehicular emissions expose pedestrians and cyclists to higher pollutant concentrations and challenge cabin air filters installed in the micro-environment of vehicles. Such emissions are further exacerbated by ozone pollution, especially in humid, warm, and high-elevation geographies where cycling and walking may be less popular.
Adopting a system-thinking approach by integrating air quality data into building management systems through feedback loops is essential to raising the bar of sustainable living. Real-time IAQ monitoring powered by artificial intelligence (AI) and facilitated by Internet of Things devices and data analysis can be used to identify a building's year-round IAQ challenges and indoor pollution profiles. As city inhabitants seek refuge in buildings for comfort and sustainable living, system-thinking methodologies will prove invaluable to how technologies and innovations shape and lead the future of the design and operation of built environments. The adaptability of well-designed, selected, and maintained HVAC systems is crucial for responding to changing IAQ dynamics by

controlling moisture levels, pollutant concentration, and varying heat loads. Furthermore, identifying and characterizing pollutants that compromise IAQ is central to engineering sustainable air filter performance for the best air quality outcomes. Adaptive IAQ solutions should be based on data and scientific solutions rather than filtration quick fixes that usually fail.
Unmasking air quality ignorance is essential amid the noise and need for consistent definitions of clean and fresh air, healthy buildings, and sustainable living. A common misconception is that air filter performance is linear to the air quality enhancement outcomes. It is often thought that increasing filtration will automatically result in better air quality. The limited rationality suggesting that cleaner
air is directly proportional to higher filter efficiencies and additional stages can exacerbate the nonlinearities associated with unoptimized filter performance and airflow reduction. Failing to engineer filter requirements can result in misaligned building performance where IAQ interventions are misled by incorrect interpretation of building functions, deviating from sustainable and healthy living objectives. Appropriate filter selections must align with the physical and chemical characteristics of airborne pollutants challenging buildings and their occupants.
Modern ventilation and filtration systems should have integrated, adaptive, dynamic, and evolutionary capabilities to maintain IAQ within specified conditions. However, it is critical to realize that what



lacks definition lacks precision. Speaking the same “clean air” language requires being on the same “air quality” page; ultimately, we should define first what constitutes “clean air” before demanding its delivery. That is why it is essential, as the first step forward, to characterize our pollutants and seek certification prior to embarking on selecting appropriate IAQ solutions.
Secondly, air filters must have their own filtration systems to meet and, ideally, exceed the filter and energy efficiency targets, not just be confined to small spaces in conventional air handling units.
Thirdly, IAQ goals should be reformulated based on changing feedback loops and new targets to achieve resilient performance. Installing a high-end air filter in a malfunctioning or contaminated HVAC system can worsen IAQ. Also, dealing with changes in filter loading conditions and time-dependent variations, such as reduced permeability affecting filter performance, presents challenges to achieving sustainable filter performance and should be further investigated.
Finally, air quality governance, a framework through which policies, regulations, and actions are coordinated to manage and improve air, is essential to ensuring compliance with clean air and fresh indoor air that protects public health and well-being. Poor air quality often disproportionately affects low-income communities, and good governance ensures that air quality policies are equitable and that all communities have access to clean air, regardless of socio-economic status.
Public awareness and advocacy are crucial to propel the cause of enhanced air quality. This task is compelling, especially in regions facing immediate crises, limited resources, lack of access to HVAC systems, and unreliable power supply. Governments may feel pressure to prioritize short-term economic gains over longterm environmental health in these areas to provide essential services. Amid these conflicting priorities, policies and politics play a central role in creating the necessary synergies to address climate change and improve air quality, which are closely linked but often very challenging to coordinate effectively.
Technological advancements and innovative solutions can empower us to understand the impact of climate conditions on buildings and their occupants. The early call for air quality inclusion in urban design is central to delivering clean air sustainably, avoiding leaving it as part of a retrofit backup plan. Fixing our relationship with the environment driven by a behavioral change that transitions to sustainable urban living necessitates substantial lifestyle and societal changes. Our collective accountability in acknowledging and addressing the imminent perils of climate change is a shared responsibility that cannot be overstated.
Embracing sustainability is not a zero-sum game; businesses can still do well by doing good. However, business models must shift towards conscientious consumption to avoid drifting into irreversible climate
consequences. Achieving this objective is paramount; after all, humankind’s survival and prosperity depend on our ability to equitably access clean and fresh air. Communities, businesses, and governments must contribute their fair share to address the intergenerational challenge of climate change, of which air pollution lies at its core. Urban and indoor quality issues cannot tackled by conventional filter employment or delegated to the next generation; they are the current reality as they impact our health and well-being.
As Abraham Lincoln once said, “You cannot avoid tomorrow’s responsibilities by neglecting them today.” It reinforces the message that we must act now to secure a bright and sustainable future.

Dr. Al-Attar is a mechanical engineer and an independent air filtration consultant. He is a Visiting Academic Fellow in the School of Aerospace, Transport, and Manufacturing at Cranfield University, consulting for air quality and filter performance relevant to land-based gas turbines. Dr. Al-Attar is also the strategic director, instructor, and advisory board member of the Waterloo Filtration Institute. In 2020, Eurovent Middle East appointed Dr. Al-Attar as the first associated consultant for air filtration.
Recently, he became the Indoor Air Quality (IAQ) patron for EUROVENT. With engineering degrees (BSc, MSc, Ph.D.) from the University of Toronto (Canada), Kuwait University, and Loughborough University (UK), respectively, he is now reading for an MSc in sustainable urban development for air quality inclusion at the University of Oxford. His expertise is on the design/performance of high-efficiency filters for HVAC and land-based gas turbine applications, focusing on chemical and physical characterization of airborne pollutants.
1.IPCC (2022), Emissions Trends and Drivers. In IPCC, 2022: Climate Change 2022: Mitigation of Climate Change. Contribution of Working Group III to the Sixth Assessment Report of the Intergovernmental Panel on Climate Change. Cambridge University Press, Cambridge, UK and New York, NY, USA. doi: 10.1017/9781009157926.004
2. Nelson, W.C., Ott, W.R., Robinson, J.P., Tsang, A.M., Switzer, P., Behar, J.V., Hern, S.C. and Engelmann, W.H., 1994. The National Human Activity Pattern Survey (NHAPS).
By Adrian Wilson, International Correspondent, IFN
Filtration and separation systems exploiting the special properties of metal-organic frameworks (MOFs) will have an important role to play in accelerating industrial decarbonization, according to a new report.
Carbon capture technologies, more efficient space cooling equipment and clean energy transitions are all cornerstones of achieving net zero by 2050 and technologies exploiting MOFs are emerging in each of these areas according to the report, Metal-Organic Frameworks (MOFs) 20242034: Market, Technology and Players, from Cambridge, UK-headquartered consultancy IDTechEx.
MOFs are materials composed of metal ions and organic ligands that form a three-dimensional structure with a high surface area and well-defined pore size and porosity. These properties make them ideal for gas storage and separation, including carbon capture.
According to technology analyst and author of the IDTechEx report, Dr. Shababa Selim, MOFs are increasingly being employed in point source carbon capture solutions targeting industries where emissions are hard to abate.
“Deploying carbon capture technologies is the key to addressing emissions from industries that are hard to decarbonize such as cement and steel manufacturing, supporting low-carbon hydrogen production and removing CO2 from the atmosphere,” he explains. “MOFs can function as highly selective filters that can rapidly adsorb CO2 in the presence of other gases, such as nitrogen and water

The key advantage is that saturated filters can be regenerated within minutes using low-grade industrial heat or mature pressure swing processes, offering lower energy regeneration pathways compared to alternative processes.
vapor. The key advantage is that saturated filters can be regenerated within minutes using low-grade industrial heat or mature pressure swing processes, offering lower energy regeneration pathways compared to alternative processes.
“While these technologies are currently operating at a substantially lower scale than the widely used amine scrubbing, there is the potential to rapidly scale up these modular technologies in the medium term.”
In addition to point source carbon capture, direct air capture (DAC) controversially proposes simply removing huge volumes of CO2 from the atmosphere and in May this year, the world’s largest DAC plant began operating in Iceland.
Mammoth is the second commercial DAC plant opened by Swiss company Climeworks in the country and is ten times bigger than its predecessor, Orca, which started running in 2021. The plant is designed for a nameplate capture capacity of up to 36,000 tons of CO2 per year once in full swing, by filtering it from the air and storing it permanently underground. The plant has successfully started to capture its first CO2, with twelve of its total 72 collector containers installed onsite.
Climeworks is partnering with Icelandic company Carbfix for this sequestration process and the entire operation will be powered by Iceland’s abundant, clean geothermal energy.
As previously reported in International Filtration News, in August 2023, the U.S. Department of Energy (DOE) also announced up to $1.2 billion in funding to advance the development of two commercial-scale DAC facilities in Louisiana and Texas.
Companies actively involved in the development of MOF filtration systems include Vancouver-headquartered Svante, which has a collaboration and supply agreement with Climeworks.
Svante has developed a process for coating MOFs onto laminate sheets and stacking them into high-performance filters which are available for both industrial point-source capture – from hydrogen, cement, steel, aluminum, pulp and paper plants and refineries – as well as for direct air capture. Svante is now working with the major corporations 3M and BASF to significantly accelerate the commercialization of its filters.
Fibroline, based in Lyon, France, has also recently established partnerships with a number of leading filter companies because its dry impregnation can be used with both thin and relatively thick filter media and many different powders can be incorporated to capture or extract specific molecules from air or liquids, including MOFs, as well as zeolites and ion exchange particles.
Fibroline’s patented dry impregnation technologies enable the homogenous impregnation of powders into porous structures by the use of high intensity alternating electric fields. This technology eliminates the need for water and solvents so there is no polluting liquid waste in processing or need for energy intensive drying.
The use of porous particles with controlled geometries enables targeted molecules to be trapped selectively and such small particles also increase the active filtration area, providing higher adsorption capacity and faster adsorption and desorption.
In addition to carbon capture, promising results have been obtained in water

treatment, including arsenic removal and ion extraction, as well as in air filtration.
IDTechEx sees another major opportunity for MOFs in chemical separation and purification processes, to replace or supplement existing systems and reduce energy consumption.
Olefin/paraffin separation for propylene or ethylene purification, for example, is amongst the most energy-demanding of separation processes.
UniSieve, a Swiss-based cleantech company originating at ETH Zurich, has developed molecular separation membrane technology based on MOFs that can reduce the energy consumption associated with separation by around 90% compared to conventional distillation processes by increasing process-energy savings, maximizing product recovery and reducing process CO2 emissions.
The UniSieve membranes separate molecules based on a size-exclusion mechanism, without the need for thermal energy and are mechanically stable and flexible. They can be integrated into standard membrane cartridges and the platform technology allows for precise tuning of the membrane pore sizes, making the technology available for a broad range of challenging applications.

The UniSieve technology offers a uniquely precise molecular cut-off, to enhance the molecular sieving separation.
Compared to other membrane technologies, UniSieve membranes can efficiently separate molecules that vary only by a fraction of angstroms in diameter – such as propylene from propane. The smaller molecules permeate the membrane while the larger molecules get retained with the precise molecular membrane cut-off enabled by integrated crystalline molecular sieves.
In April 2023, UniSieve successfully closed an over-subscribed $5.5 million funding round with participation from a venture capital consortium including the Amadeus APEX Technology Fund, Wingman Ventures, Ciech Ventures and Zürcher Kantonalbank.

Vast quantities of critical minerals are necessary for clean energy technologies such as electric vehicle batteries and 60% of the total demand for lithium is currently from clean energy. This demand is set to grow to 90% by 2030 according to the International Energy Agency (IEA).
The demand for lithium is projected to be over 700,000 tons by 2030 and anticipated supply is expected to meet only 70% of this demand, according to IDTechEx.
“Rapid expansions and the diversification of robust and sustainable mineral supply chains are essential for continued growth and the ability to tailor MOFs to selectively separate chemicals can be leveraged for direct lithium extraction technologies, as an alternative to conventional lithium isolation methods,” says Selim.
EnergyX, headquartered in San Juan, Puerto Rico and Austin, Texas, has developed a proprietary modular lithium-ion transport and separation technology, which uses MOF-based membranes.
It is currently running pilot demonstrations of its technology across North and South America and has received investment from General Motors as part of a $50 million funding round closed in April 2023.
A further promising field for MOF filters is in refrigerant reclamation.
Fluorocarbon refrigerants have a global warming potential that can be several

thousand times greater than CO2 and as a result of recent legislation, the production of hydrofluorocarbon refrigerants needs to be reduced significantly by 2036.
In response, Osaka, Japan-headquartered refrigerant and HVAC equipment manufacturer Daikin is actively promoting refrigerant reclamation.
MOF-based separation technologies being developed in Japan are enabling the separation of fluorocarbon refrigerants with small differences in boiling points, which is not possible with conventional separation methods such as distillation.
Finally, IDTechEx sees a significant role for MOF filters in HVAC systems, to tackle the high energy consumption associated with cooling indoor areas.
“According to the IEA, energy consumption associated with space cooling is set to more than double by 2050, with increasing demand for air conditioners in emerging markets and developing economies,” Selim observes. “To manage the strain on electricity generation and infrastructure, more energy-efficient air conditioning systems are needed.”
He cites the commercialization of AirJoule by Ronan, Montana-based Montana Technologies for integration into HVAC
and atmospheric water harvester systems as a significant development.
AirJoule uses MOF-coated aluminum contactors and eliminates refrigerants to reduce electricity consumption by around 75% and Montana says it has solved the thermal constraints which have previously prevented the commercialization of MOFs in this application.
Using a proprietary MOF technology and coating system, the need for external heat to release water vapor during the desorption process is eliminated, which means that instead of using excess external heat AirJoule is able to harness heat from the absorption process. This both reduces the need for energy and allows the chambers to release the water vapor. Unlike conventional systems, AirJoule also eliminates the need for refrigerants and works in both humid and arid environments.
Montana has attracted substantial funding from partners including BASF and GE Vernova.
“MOFs can unlock the advent of the disruptive next-generation technologies that are essential for industrial decarbonization,” says Selim in conclusion. “However, there are several challenges with economically manufacturing MOFs for industrial applications and developing robust, scalable technologies that integrate these materials. Partnerships between MOF manufacturers with technology developers are essential, with strategic investments by industrial partners being key to bringing these technologies to market.”
The IDTechEx report provides an independent analysis of all of these trends and considers further applications for MOFs in several other early-stage technologies.
Further details: www.IDTechEx.com/MOFs

Adrian Wilson is an international correspondent for International Filtration News . He is a leading journalist covering fiber, filtration, nonwovens and technical textiles. He can be reached at adawilson@gmail.com.
By Chad Kamann and Koen Bastiaens
The global experience of the COVID-19 pandemic brought to light the acute need for safe, effective personal protective equipment (PPE) and filtration media to prevent the spread of disease. The additional need for more sustainable materials with a lower environmental impact drove many producers to consider replacing fossil-based plastics with plant-based materials given their versatility in various melt spinning processes from staple fiber to spunbond and increasingly in melt blown nonwovens.
The immediate need for PPE like surgical masks dissipated as the pandemic eased, but the need for broader sustainable filter media has only increased. As companies look to achieve their carbon reduction targets through the use of low carbon and biobased materials, development work with plant-based materials, like Ingeo™ PLA, has increased. Additionally, melt blown equipment has become more prevalent in the industry and is suitable for converting plant-based polymers, like PLA, into filtration media that achieves high-performance targets.
The circular economy model is based on a vision for more sustainable production and consumption that prioritizes eliminating waste, circulating materials at their highest value, and decoupling materials from fossil-based feedstocks. Unlike the linear model of take-make-dispose, a circular model looks beyond consumer use of a product into multiple aspects of impact including where and how raw materials

are sourced, the impact on human and environmental health, and after-use pathways such as reuse, recycling, and composting. According to Plastics Europe, in 2023, over 362 million metric tons of plastics were produced from oil and gas alone1 That volume is growing by over 25 million metric tons per year and contributing to a very linear waste model; once out of the ground, these fossil feedstocks can no longer be reproduced. Moving to a circular economy, where raw material feedstocks can be produced again and again, is a much more sustainable solution. Recycling contributes, but the capacity to recycle that much plastic is not available and has undeniable technical limitations.
Comparatively, the global production capacity of plant-based plastics (or bioplastics) is still nascent at less than 2.2 million metric tons but is expected to increase 7.4 million metric tons by 20282, which will help support companies striving to adopt new biobased materials and reach sustainability goals. Not all bioplastics are biodegradable, but they do make up 62% of the market’s capacity. Biodegradable polymers, like PLA, have a unique role to play in the circular economy not only for alternative ways to mitigate waste, but also in addressing the growing need for materials sources from renewable feedstocks and concerns around persistent microplastics3.

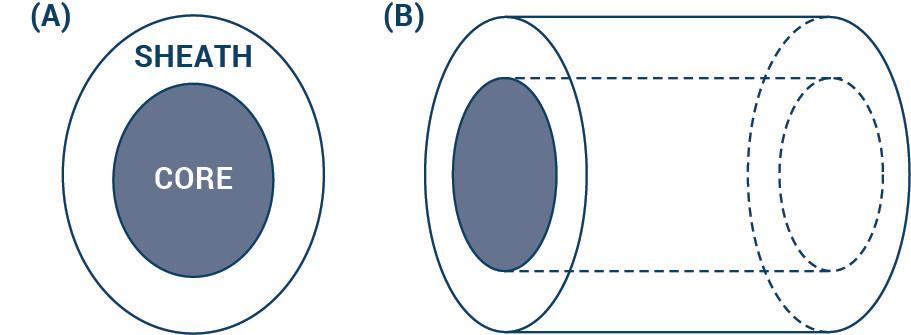
t Figure 3. Diagram of core and sheath in a biocomponent fiber.
Figure 5. Spunbond strength comparison of 20 gsm Ingeo 6500D vs. 20 gsm generic PLA.

Today, PLA is manufactured beginning with the fermentation of plant sugars derived from feedstocks like sugar cane or corn starch. Fermentation produces the monomer, lactic acid, which is a common food ingredient, and a chemical designated as Generally Recognized as Safe by the FDA. By definition, PLA made via condensation of lactic acid is called poly(lactic acid) and PLA made via ring-opening polymerization (ROP) of lactide is called poly(lactide) (Figure 1). NatureWorks has been producing a portfolio of PLA products via the ROP process under the Ingeot brand name since 2002, which allowed for production economics that can compete with incumbent fossil-based materials.
Over the last 20 years, R&D investment by NatureWorks has focused on optimizing Ingeo PLA grades for all fiber conversion processes targeting a broad range of downstream applications that need to meet unique performance criteria alongside sustainability criteria (Figure 2).
Spunbond strength, softness, and processing improvements via nonwoven



configuration and materials: Spunbond nonwoven construction plays a significant role in processability and strength of the web. Using a bicomponent fiber structure, amorphous PLA grades can be combined with crystalline PLA grades to achieve increased strength. Typically, the fiber sheath is made from amorphous PLA grades and comprises 30% of the fiber. Highly crystalline PLA grades are used for the fiber core and make up the remaining 70% of the fiber (Figure 3).
The amorphous sheath promotes improved bonding through the calendar roll resulting in improved web strength, while the more crystalline core results in a more thermally stable fiber and nonwoven web. Current spunbond nonwoven capabilities using Ingeo PLA grades can achieve basis weights from 12 grams/meter squared (gsm) to 200 gsm. In addition, since not all spunbond producers have bicomponent capabilities, new development work is currently underway to provide a monocomponent solution that will match the processability and performance of the bicomponent spunbond nonwoven.
In 2023, NatureWorks introduced Ingeo 6500D, which was the first grade to
combine PLA with PHA in a formulation designed specifically for nonwovens. Testing with Ingeo 6500D demonstrated not only a step change in spunbond web strength but also a significant improvement in spunbond web softness. As seen in Figure 4, the spunbond fabric softness produced using Ingeo 6500D improved by approximately 40% when compared to a bicomponent generic PLA spunbond control sample. The softness was measured using a ¼” slot width on a HandleO-Meter and testing was conducted on a 15 gsm spunbond sample based on the ASTM D2923 test method. The spunbond web strength increased almost two times more than the incumbent control sample when testing was completed on a 20 gsm spunbond sample (Figure 5).
The strength and softness this new material also offers processing efficiencies over incumbent bicomponent PLA formulations and is more similar to polypropylene spunbond conversion based on multiple trials using state of the art spunbond equipment.
Another option for improving spunbond web strength was found when Ingeo PLA was combined with biobased PBSa
as part of a biocomponent fiber. Adding 5 wt.% PBSa to the Ingeo PLA sheath component of the bicomponent structure improved the machine direction strength of the web by 113% and the cross-direction strength by 185%. Microscopic images of bond sites post-calender roll of a 20 gsm control sample showed more complete bond site generated by the calender roll when 5wt% PBSa is added to the sheath (Figure 6) when compared to no PBSa in the sheath (Figure 7).
Combining PLA with other biobased polymers like PHA and PBSa helps maintain high biobased content in nonwovens while improving performance attributes. However, PLA can also improve the performance of polypropylene (PP) fibers and increase the speed of converting into spunbond nonwovens when the two materials are combined in a bicomponent fiber structure. Trials completed at the Nonwovens Institute (NWI) at North Carolina State University demonstrated an 86% increase in the PP throughput when Ingeo PLA was added across multiple bicomponent configurations. The results in Figure 8 show an increase in processing from 200kg/hr when using a 100% PP fiber to 345kg/hr when using a 30% PP sheath and 70% Ingeo PLA core fiber. A similar result was also seen for a 70% PP sheath and 30% Ingeo PLA core.
Figure 8. An 86% increase in throughput of PP fibers was demonstrated when combined with an Ingeo PLA core in a bicomponent structure (30 gsm spunbond).
q Figure 9. The Nonwovens Institute developed new microfibrillation technology for spunbond nowovens using a bicomponent fiber of Ingeo PLA and PP to improve performance characteristics for filtration media.



The increase in throughput can be implemented due to the broad melt spinning window offered by PLA, which allows PLA to be processed at the higher cabin pressures (8500-10,000 pascals) required to produce thermally stable fibers and spunbond web. Higher throughputs (1.0-1.5 gram/minute/hole) allow PLA to process more consistently at the higher cabin pressures and produce the small fiber sizes used for hygiene and filtration applications. In contrast, the PP melt fractures at the higher shear rates typical of the higher throughputs and/or filament velocities used with PLA. The broad melt spinning window of PLA allows these performance
benefits to be realized and could be an easy way to start incorporating plantbased materials like Ingeo PLA into a product portfolio to meet sustainability goals and achieve improved processing economics.
The Nonwovens Institute (NWI) and NatureWorks have been jointly developing fiber and fabric configurations and applications for PLA through a 15-year partnership. During the COVID-19 pandemic, NWI was able to leverage some previously developed microfibrillation technology and spundbond nonwovens made from a bicomponent Ingeo PLA
and PP fiber to make a facemask filter medium with an ultra-low pressure drop.
The fibrillation process uses novel jet strips that form a “quilted” structure to control the pressure drop. The degree of fibrillation can be controlled; partial fibrillation will result in a mix of fibers (~1-2 μm) and coarse fibers (~15-25 μm), while full fibrillation results in a structure with fibers in the range of 1-2 μm (Figure 9).
• High filtration efficiency yet more breathable
• Renewable and reusable
• General use facemask meets ASTM F3502
• Performance benefits for HVAC filtration
• High filtration efficiency with low pressure drop
• Renewable
• Improved pleatability
• Increased spunbond throughput
• Lint free


The process results in triboelectric charge and this new nonwoven structure does not require electrostatic corona charging meaning the substrate can be reused and re-sterilized. It is also strong enough to be cut and sewn, or automatically converted into masks and respirators.
The U.S.-based face mask manufacturer, Aries, received ASTM 3502 certification for their mask produced from this new spunbond nonwoven technology. This mask was also one of the first to be highlighted on the National Institute for Occupational Safety and Health (NIOSH)’s website. The filtration efficiency of a one-layer mask was measured at over 83%, and the pressure drop was 5 mm. In comparison, a face mask made with a standard PP meltblown nonwoven has a filtration efficiency of 99% and 13 mm of pressure drop. With additional layers, or a higher degree of fibrillation the Aries mask could reach 99.9% filtration efficiency.
Spunbond filter media made with PLA and PP also has uses beyond PPE for applications such as durable microfiber wipes or HVAC filters. These types of applications benefit from the inherent stiffness of PLA, where even in sub-micron fibers, a more three-dimensional structure can be produced resulting in significantly lower pressure drops and improved depth
t Figure 11. Masks made of Ingeo PLA using a combination spunbond/ meltblown process have a lower pressure drop than N95 masks made from PP, and maintain filtration efficiency.

made with the ultra-small fibers are stronger than conventional high tenacity materials even though the fiber size is more than 10 times smaller (Figure 10).
filtration. PLA also improves the pleatability of the filter media when incorporated at 90% or more of the construction. A potentially self-pleating solution could eliminate the need for a scrim layer and lower costs.
Equipment and system solution provider, Hills, Inc., has done extensive work in multicomponent fiber technology to improve fiber performance. Recent trial work has demonstrated that by drawing PLA at speeds up to 9,000 meters per minute, the resulting fibers are much smaller having achieved <0.5 denier. The high spinning speed induces high orientation of the polymer molecules, producing fibers of superior strength, and fabrics
Figure 15. Jabil filter media demonstrated comparable penetration performance with MERV rated filters at lower basis weights. Testing was completed at 18.3 L/min flow rate.
Currently, Hills Inc. is working with dissimilar biopolymers such as using amorphous and crystalline PLA and activating the fibers into spiral configurations to create lofty nonwoven materials. Tony De La Hoz, Director Product & Process Development at Hills Inc. noted, “Sustainability is opening the door to the development of high added-value materials, taking the driver seat for innovation. This is a revolution.”
The company 5K Fibers has developed a combination spunbond/meltblown process branded Spun-Blown®. Using this process, 5K Fibers has produced masks made with Ingeo PLA that have a low pressure drop of 11.6 mm, making them easier to breathe through, while maintaining a filtration efficiency that matches N95 masks made with polypropylene (Figure 11).
The increased filter efficiency and reduced pressure drop make the use of

Ingeo PLA and the Spun-Blown® technology ideal for surgical masks as well as HVAC filtration media. The superior filtration performance results in how the Spun-Blown® process creates nonwoven webs with wider fiber distributions providing a wider, yet controllable, fiber size (Figure 12).
Using meltblown processing, the company, Jabil, developed a novel solution combining Ingeo 6252D with acrylic to produce smoother, continuous filaments in nonwovens (Figure 13, Figure 14). The patented technology produces nonwovens that are highly efficient at particle filtration while still maintaining low air resistance. The polymer blend allows for improved electrostatic filtration driven by its unique microstructure. In addition, the flow characteristics of Jabil’s blend allows for high throughput processing compared to traditional melt blown materials.
Made using Jabil’s PLA/acrylic blend, 75 PPE masks across three lots were tested for particle filtration efficiency (PFE) and resistance. On average, these masks filtered 99% of particles matching incumbent PPE products such as the 3M 8210 and Condor N95 masks. However, the resistance of the masks made by Jabil measured consistently lower than the 3M 82104 and significantly lower than the Condor N95 mask with relief valve.
In addition, Jabil’s filter media was produced at a lower basis weight with significantly less material and still had comparable penetration (Figure 15) and better resistance levels (Figure 16) when compared to other MERV rated filters.
While PLA is a relatively new polymer in the nonwovens industry, key collaborations between industry partners and with academia have resulted in new technologies that leverage the unique characteristics of Ingeo PLA to generate improved filtration capabilities that outperform incumbent polymers like polypropylene. Whether used on its own, in combinations with other polymers as blends, or in bicomponent fibers, PLA is demonstrating that beyond its sustainability
Figure 16. Jabil filter media demonstrated lower resistance than other MERV rated filters. Testing was completed at 18.3 L/min flow rate.
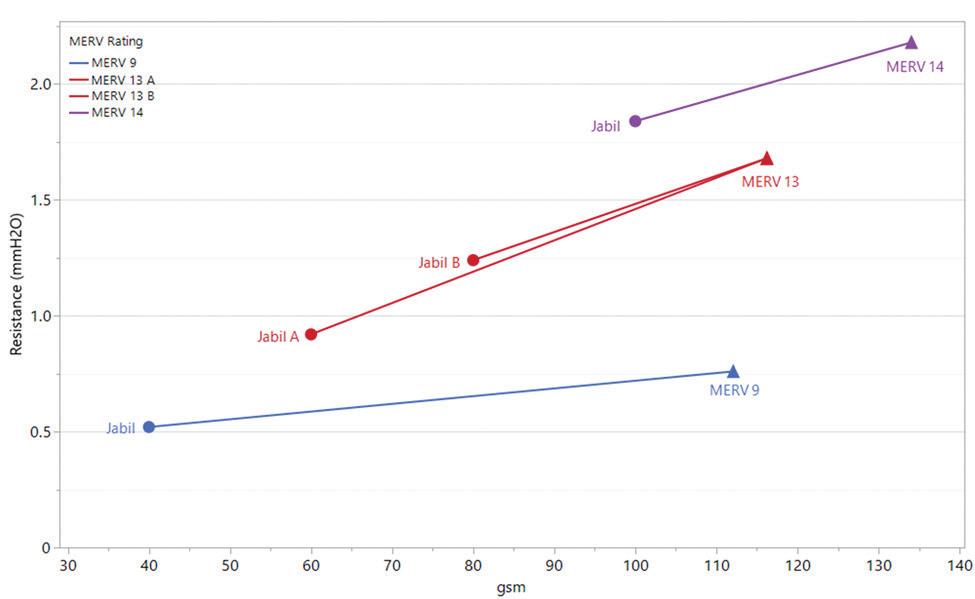
characteristics it provides significant performance value in the nonwovens and filtration space.
In both meltblown and spunbond nonwovens, exceptional filtration efficiency combined with newly attained low pressure drops is possible with both PLA fibers and blend with other biobased polymers. In addition, combining PLA with polyolefins in bicomponent fibers can increase throughput and structural formation that is especially interesting in filtration applications. However, the future of filtration media is invested not only in improving performance, but also ensuring sustainability is part of the research, design, and development process. Dedicating development to plant-based materials like Ingeo PLA, ensures that future filtration media will have a carbon footprint approximately 62% lower5 than when incumbent fossil-based polymers like PP are used.
New biopolymers are also important for reducing the impact materials have on both human and environmental health. For example, industry leading certifications like the Cradle to Cradle Material Health Certificate are certifying that materials like PLA are free of chemicals of concern6, and new studies are showing that biodegradable polymers like PLA are not persistent as microplastics in the environment7. Considering these impacts is critical in advancing the circular economy alongside the innovative technologies that will propel the filtration market into a more sustainable future.

Chad Kamann is the technical lead for fibers and nonwoven materials at NatureWork s . With over 20 years of experience as an Applications Development Engineer, Kamann partners with customers and the supply chain to develop product parameters, customize applications, and scale new innovations.

Koen Bastiaens is Strategic Market Manager for NatureWorks. Bastiaens leads the global strategy development and go-to-market planning for emerging technologies related to fibers and nonwoven applications. Sustainable filtration media is an emerging application which seeks to highlight the unique performance attributes of high-performing Ingeo™ biopolymers.
1 Plastics: The Facts 2023, Plastics Europe, https:// plasticseurope.org/knowledge-hub/plastics-thefast-facts-2023/.
2 Bioplastics Market Development Update, European Bioplastics, https://www.european-bioplastics.org/ bioplastics-market-development-update-2023-2/.
3 PeToPLA: A meta-study on the persistence and toxicity of PLA, and the formation of microplastics in various environments, HYDRA Marine Sciences, https://hollandbioplastics.nl/wp-content/ uploads/2024/06/2024.06.24_PeToPLA-Metastudy_ Technical-Summary_Public.pdf.
4 The 3M 8210 data was collected by the National Personal Protective Technology Laboratory and independently reported.
5 Ingeo PLA data from Life Cycle Inventory and Impact Assessment data for 2014 Ingeo™ Polylactide Production. Industrial Biotechnology, Vol 11, No. 3. Pgs 167-180.June 2015. Data on EU PP production from Plastics Europe, 2023.
6 https://c2ccertified.org/certified-products/ ingeo-biopolymer.
7 https://hollandbioplastics.nl/actueel/newmeta-study-highlights-that-hydrolysis-preventsthe-formation-of-persistent-pla-microplastics-inthe-environment/.

A
in
the
By Simon Payne
Size-resolved particle penetration measurements are key to understanding the interaction of aerosol particles with an air filter. These measurements can reveal valuable insights about the relative influences of different mechanisms for particle capture and are used to determine the most penetrating particle size (MPPS) of filter media. In uncharged media, deposition of particles smaller than the MPPS is mostly influenced by diffusion, whereas capture of larger particles is mostly influenced by interception and impaction (electrostatically charged filters may also capture uncharged particles by induced charge forces and charged particles by Coulombic forces).
Filter media are designed to promote a high level of interaction between airborne particles and individual fibers or pores –the aim is to maximize the capture of pollutants, contaminants and pathogens for

applications such as heating, ventilation and air-conditioning (HVAC) systems and personal protection equipment (PPE).
Polydisperse aerosols and scanning instruments can be used to determine filtration efficiency by particle size, but greater precision and repeatability are usually achievable using monodisperse aerosols and particle counters. “Monodisperse” means particles are ideally of the exact same size, but in reality they are narrowly distributed around the size setpoint
(usually with a geometric standard deviation of less than 1.2). Monodisperse aerosols can be directly generated (e.g., using a condensation method), or particle classifiers can be used to obtain a particle size cut: a polydisperse aerosol is generated (e.g., using a nebulizer), which is classified to obtain a monodisperse aerosol. The classifier method offers greater flexibility for selecting particle sizes from a range of aerosol sources, as well as faster adjustment of the size setpoint during testing.
If aerosol particles were all spherical and of the same material density, it would be straight forward to define the size of the particle by its physical diameter. In reality, the composition and morphology of particles can vary widely, depending on how the aerosol is generated and any subsequent chemical or physical processes that may occur. Particle size is therefore defined by an equivalent metric, which is determined in this case by the operating principle of the particle classifier.
Electrical mobility instruments such as the Differential Mobility Analyzer (DMA) have been used for many years by aerosol scientists to classify particle size. The DMA was developed by E. O. Knutson and K. T. Whitby at the University of Minnesota in the 1970s and classifies particles based on their electrical mobility equivalent diameter. The mobility diameter is important for analyzing particle transport by diffusion and electrostatics. In the DMA, an electric field is applied across a column to induce a known electrostatic force, so that charged particles drift across a parallel sheath flow and experience opposing drag (Figure 1). It is the ratio of these opposing electrostatic and drag forces that determines the mobility of the particles selected.
The aerosol must be charge-conditioned before entering the DMA column using a radioactive or X-ray neutralizer device (the term “neutralizer” can be misleading: the particles are brought to an equilibrium charge distribution rather than rendered completely neutral). The DMA is designed to transmit singly charged particles of either positive or negative polarity; this means the transmission efficiency is limited by the charging efficiencies in the neutralizer (as particles get smaller, a higher proportion are uncharged).
A potentially significant source of error is the transmission of larger, multiply charged particles with the same electrical mobility as singly charged particles at the selected size. Therefore particles in the DMA output are mono-mobility, but not always monodisperse, and this may affect filter penetration measurements.
Since 2016, classification by a particle’s aerodynamic equivalent diameter is possible using the Aerodynamic Aerosol Classifier (AAC). The aerodynamic diameter is defined as the diameter of a spherical particle with a density of 1000 kg m–3 that has the same terminal settling velocity as the particle of interest. It is the most relevant metric for particle size when interception and inertia are important, such as respiratory deposition, atmospheric lifetime and settling,

A potentially significant source of error is the transmission of larger, multiply charged particles with the same electrical mobility as singly charged particles at the selected size. Therefore particles in the DMA output are monomobility, but not always monodisperse, and this may affect filter penetration measurements.

and particle collection by filters, cyclones and impactors.
Developed by F. Tavakoli and J. S. Olfert at the University of Alberta, the AAC uses rotating concentric cylinders with a sheath flow to induce known centrifugal and drag forces on each particle sampled (Figure 2). It can be thought of as translating the DMA into a rotating frame; there is axial sheath flow, but the radial force is centrifugal rather than electrical. This means there is no dependence on the aerosol charge state and no requirement to use an upstream neutralizer device. Particles smaller than the selected aerodynamic diameter setpoint remain entrained in the sheath flow, while larger particles impact on the inner wall of the outer cylinder. The advantages of the technique are that it produces a truly monodisperse aerosol and its transmission efficiency is higher than the DMA
since it is limited only by particle losses and not also by particle charge fractions. The maximum rotational speed of the AAC cylinders is 7,000 rpm, which sets the minimum aerodynamic diameter that can be classified to approximately 25 nm (the exact figure depends on the sheath flow and the resolution of the size cut). Smaller mobility equivalent diameters are possible with the AAC, if using particles with high material density. Depending on the configuration of the column and flows, the DMA can classify mobility diameters below 10 nm (1 nm is possible with short column designs), but due to the maximum voltage before electrostatic breakdown, the upper limit is typically <1 micrometer. The upper limit of the AAC (determined by the minimum stable rotational speed) is >5 micrometers, which can be useful for fully characterizing the filtration performance of
lower efficiency HVAC and PPE filter media, and for calibration of Optical Particle Counters (OPCs).
ISO 29463 was established in 2011 as an international standard for high efficiency air filters. It was derived from EN 1822, which defined the MPPS as an essential criterion for certifying the H and U filter grades. Operation of the DMA to classify particles from a nebulizer is covered in ISO 29463 part 2, along with a Condensation Particle Counter (CPC) to measure particle number either side of the filter sample under test. Use of a CPC ensures detection of the smallest particle sizes in the expected range for the MPPS (according to ISO 29463, this can be 120–250 nm for uncharged glass fiber media in the H and U grades, and below 100 nm for PTFE membranes), which are generally below the minimum detectable size of OPCs.
In experiments reported at the AFS Filtcon conference in Houston this year, an AAC and a DMA were used alternately to measure classified particle penetration through samples of high efficiency air filters (Figure 3). Measurement of size resolved particle penetration through flat sheet media is covered in ISO 29463 part 3, which stipulates for a minimum of six approximately logarithmically equidistant particle sizes to construct a minimum efficiency curve. The nebulized test aerosol was undiluted Di-Ethyl-Hexyl-Sebacate (DEHS), which consists of spherical particles with a material density just under 1000 kg m–3. This means the aerodynamic and mobility equivalent diameters lie close to each other, and it is straightforward to convert between the two size metrics to calculate the equivalent setpoints on each classifier.
Multiple charge artifacts in the DMA output can have a significant effect on the calculated particle penetration at particular mobility diameters, depending on the position of the size cut relative to both the peak of the input distribution from the nebulizer and the MPPS of the filter medium. The error tends to be greatest when particles are classified from the left


While E10 is not a filter grade that requires measurement of the MPPS, the lower efficiency than the H and U grades mean artifacts in the filtration data are more clearly revealed.
shoulder of the input distribution, drawing multiply charged particles over the peak, and where this mobility setpoint lies at or just below the MPPS (which depends on the flow rate through the filter and the filter medium properties). Conspicuous differences emerged between the two classifiers in tests on an EN 1822 E10 filter medium (Figure 4). While E10 is not a filter grade that requires measurement of the MPPS, the lower efficiency than the H and U grades mean artifacts in the filtration data are more clearly revealed.
Agreement in results between the AAC and DMA was only obtained towards the upper limit of the tested particle size range with an impactor installed upstream of the DMA column to minimize transmission of larger, multiply charged particles. However,
this measure becomes impractical for mobility diameter setpoints below a few hundred nm, since higher flows through the impactor and/or narrower nozzles are required that can cause a significant pressure drop downstream (which can affect the counting accuracy of the CPC, and lead to difficulty ensuring a consistent flow rate through the filter medium).
The recommendation in ISO 29463 part 2 is to adapt the size distribution from the nebulizer to suit the selected mobility diameter. In this case, dilution of DEHS in a volatile solvent, such as iso-propanol, would reduce the size of the input distribution due to evaporation of the solvent. The aim is to classify particles with the DMA sufficiently far down the right side of the distribution so that larger, multiply
charged particles are in the tail and therefore diminished in number. In practice, this means an array of nebulizers may be necessary with a range of concentrations of the aerosol substance in the solvent to cover the particle size range of interest. If classifying by aerodynamic diameter instead, this concern is eliminated and a single nebulizer should be sufficient.
Since the DMA output comprises charged particles only, a neutralizer is required downstream so that an equilibrium charge distribution is prescribed on the aerosol incident on the filter medium. This necessitates a second neutralizer in the setup, in addition to the neutralizer installed ahead of the DMA column. Since there is no need for a neutralizer ahead of the AAC, further tests were performed with the AAC only,
with and without the downstream neutralizer (i.e., ahead of the filter medium), and the charge state of the nebulized DEHS test aerosol was characterized. These measurements show that nebulization of undiluted DEHS generates relatively few charges, and close agreement in filtration data is obtained between unconditioned and neutralized particles (Figure 5). Therefore the neutralizer could justifiably be omitted altogether for uncharged filter media, if the test aerosol is nebulized using undiluted DEHS and classified by aerodynamic diameter. Since radioactive neutralizers have stringent licensing requirements, this can be of great benefit considering resources available at testing locations, and health and safety regulations. Moreover, the significantly higher transmission efficiency of the AAC (unlike the DMA, particle transmission is


p Figure 5: Measurements of the uncharged particle fractions in nebulized DEHS particles classified by the AAC, with close agreement in the efficiency results for two different filter grades.
not limited by charge fractions) means a higher concentration of truly monodisperse test particles is available. This can be important for testing full-scale HVAC filter elements, but also for production line testing of U grade filter media (as described in ISO 29463 part 3 Annex B), when the media may be challenged only with monodisperse particles classified close to the MPPS.

Simon Payne is a Senior Scientist at Cambustion in Cambridge, where he manages projects on the development and applications of various instruments to measure aerosol particles and gas emissions. He holds a Master in Science from the Physics Department at Bristol University and a PhD in Engineering at Cambridge University, where his research was on the filtration of nanoparticles emitted by combustion. Over the last 15 years he has published numerous papers and spoken at major international conferences on topics such as particle emissions, aerosol measurement techniques and filtration, including PPE and HVAC applications. He can be reached at spayne@cambustion.com.
1. Johnson, T. J., Irwin, M., Symonds, J. P. R., Olfert, J. S., Boies, A. M. (2018). Measuring Aerosol Size Distributions with the Aerodynamic Aerosol Classifier. Aerosol Sci. Technol. 52, 655–665. https://doi.org/10.108 0/02786826.2018.1440063
2. Knutson, E. O., Whitby, K. T. (1975). Aerosol Classification by Electric Mobility: Apparatus, Theory, and Applications. J. Aerosol Sci. 6, 443–451. https://doi.org/10.1016/00218502(75)90060-9
3. Payne, S. D., Johnson, T. J., and Symonds, J. P. R. (2023). Characterisation of the Aerodynamic Aerosol Classifier Transfer Function for Particle Sizes up to 5 Micrometres. Aerosol Air Qual. Res. 23, 230008. https://doi.org/10.4209/aaqr.230008
4. Payne, S. D., and Symonds, J. P. R. (2024). Classifying Aerosol Particles by Aerodynamic Diameter to Improve Accuracy of Size-Resolved Filtration Measurements. AFS Filtcon, 8-10 Apr 2024, Houston, USA. https://www. researchgate.net/publication/382801727_ Classifying_Aerosol_Particles_by_Aerodynamic_Diameter_to_Improve_Accuracy_of_ Size-Resolved_Filtration_Measurements
5. Tavakoli, F., and Olfert, J.S. (2013). An Instrument for the Classification of Aerosols by Particle Relaxation Time: Theoretical Models of the Aerodynamic Aerosol Classifier. Aerosol Sci. Technol.47, 916–926. https://doi.org/ 10.1080/02786826.2013.802761

By Dr. Suman Sinha Ray
In an era where indoor air quality has become a paramount concern, the limitations of traditional HVAC filtration systems are increasingly apparent. From the rise in airborne pollutants to the emergence of new pathogens, our indoor environments face unprecedented challenges. This article explores the current state of HVAC filtration, its shortcomings, and how cutting-edge nanotechnology offers a promising solution for creating healthier indoor spaces while addressing energy efficiency concerns. Moreover, we’ll examine how these challenges extend to other fluid filtration domains, such as water and dairy processing.
HVAC systems play a crucial role in maintaining comfortable and healthy indoor environments. However, conventional filtration methods often struggle to keep pace with evolving air quality demands. Most current HVAC filters rely on mechanical filtration, where airborne particles are captured as air passes through a mesh of fibers. The effectiveness of these filters is typically measured by the Minimum Efficiency Reporting Value (MERV) rating system (ASHRAE, 2017). While higher MERV ratings indicate better filtration, they come with significant drawbacks:
• Increased Energy Consumption: Higher-rated filters often create more airflow resistance, forcing HVAC systems to work harder and consume more energy (Stephens et al., 2010).
• Reduced System Efficiency: The increased strain on HVAC systems can lead to decreased overall efficiency and potentially shorter equipment lifespan (Zaatari et al., 2014).
• Limited Capture of Ultrafine Particles: Even high-MERV filters struggle to effectively capture particles smaller than 0.3 microns, which include many harmful pollutants and pathogens (Kim et al., 2016).
• Inconsistent Performance: Filter efficiency can decrease over time as particles accumulate, leading to inconsistent air quality (Azimi et al., 2014).
Several factors contribute to the growing complexity of maintaining indoor air quality:
• Urban Air Pollution: Increasing urbanization has led to higher levels of outdoor pollutants infiltrating indoor spaces (World Health Organization, 2021).
• Wildfires and Natural Disasters: Recent years have seen a rise in wildfires, introducing smoke and ultrafine particles that challenge traditional filtration methods (Fisk & Chan, 2017).
• Emerging Pathogens: The COVID-19 pandemic highlighted the importance of filtration in reducing airborne disease transmission (Morawska et al., 2020).
• Energy Efficiency Mandates: Stricter energy efficiency regulations require HVAC systems to perform better while consuming less power (U.S. Department of Energy, 2022).
• Indoor Chemical Pollutants: Modern building materials and consumer products can release volatile organic compounds (VOCs) that are difficult to filter (Salthammer et al., 2018).
As traditional filtration methods reach their limits, nanotechnology emerges as a promising solution. Nanotech-based filtration systems offer several advantages over conventional methods:
• Enhanced Particle Capture: Nanofibers and nanostructured materials can create filters with much higher surface area-to-volume ratios, dramatically increasing particle capture efficiency (Wang & Pui, 2018).
• Lower Pressure Drop: Despite their high efficiency, nanotech filters can maintain lower pressure drops, reducing the energy demand on HVAC systems (Balgis et al., 2016).
• Selective Filtration: Some nanomaterials can be engineered to target specific pollutants or pathogens, offering more precise air purification (Yousefi et al., 2019).
• Self-Cleaning Properties: Certain nanocoatings can provide self-cleaning or antimicrobial properties, extending filter life and maintaining consistent performance (Xu et al., 2018).
Research in nanotech filtration has yielded exciting developments:
• Molecular Force-based Filtration: Some innovative companies are developing filters that utilize molecular forces to capture particles. This approach allows for highly efficient filtration of even the smallest contaminants, including individual virus particles, while maintaining low energy demand (Liu et al., 2021).
• Carbon Nanotubes: Filters incorporating carbon nanotubes have shown promise in capturing ultrafine particles and VOCs with minimal pressure drop (Das et al., 2019).
• Nanofiber Membranes: Electrospun nanofiber membranes offer high filtration efficiency for particles as small as 100 nanometers while maintaining good air permeability (Zhang et al., 2020).
• Photocatalytic Nanomaterials: Titanium dioxide nanoparticles can break

down organic pollutants and inactivate microorganisms when exposed to light, offering both filtration and purification (Schneider et al., 2014).
Several studies have demonstrated the potential of nanotech filtration:
• A 2020 study published in the Journal of Nanoparticle Research found that nanofiber filters achieved 99.99% filtration efficiency for particles as small as 100 nm, while maintaining a pressure drop 20% lower than commercial HEPA filters (Kim et al., 2020).
• Research conducted at the University of California, Riverside, showed that carbon nanotube filters could remove up to 90% of VOCs from indoor air, outperforming activated carbon filters (Megri & Haghighat, 2018).
• A pilot study in a hospital setting found that HVAC systems equipped with nanotech filters reduced airborne bacteri-
al counts by 98% compared to traditional filters, while consuming 30% less energy (Li et al., 2019).
Let’s look at filtration in other fluid systems. It’s important to note that the fundamental challenges faced in HVAC filtration extend to other fluid filtration domains as well. Industries such as water treatment, dairy processing, and pharmaceutical manufacturing face similar issues:
• Energy Consumption: High-efficiency filters in water treatment plants and dairy processing facilities often require significant energy input, leading to increased operational costs (Mazille et al., 2015).
• Particle Size Range: Like air filtration, water and dairy filtration systems struggle with capturing a wide range of particle sizes, from large sediments to microscopic contaminants (Guo et al., 2018).
• Fouling and Efficiency Loss: Membranes and filters in liquid filtration

systems are prone to fouling, which reduces efficiency over time and necessitates frequent cleaning or replacement (Huang et al., 2017).
• Chemical Resistance: Filters in industrial processes must withstand various chemicals and pH levels, a challenge that nanotechnology can potentially address (Wu et al., 2020).
As indoor air quality concerns continue to grow, the limitations of traditional HVAC filtration become increasingly apparent. These challenges, however, are not unique to air filtration but extend across various fluid filtration applications. Nanotechnology offers a promising path forward, with the potential to dramatically improve filtration efficiency while reducing energy consumption across multiple industries.

At Cabomba, we have developed a revolutionary nanofilter platform that addresses these challenges head-on. Our technology has the potential to save 5080% of energy demand for all kinds of filtration processes, from HVAC systems to water treatment and industrial fluid processing. By utilizing advanced nanostructures and molecular forces, our filters achieve superior capture efficiency for a wide range of contaminants while maintaining remarkably low pressure drops.
Our product can create a future, where HVAC can provide air that is at-par or cleaner than air purifiers and can dramatically reduce the energy demand. All of this can be achieved without any capital cost, using legacy hardware.
As research progresses and these technologies mature, we can look forward to not only cleaner indoor air but also more efficient and effective filtration across

various industries. The challenge now lies in bridging the gap between laboratory successes and widespread commercial application, a task that will require collaboration between researchers, manufacturers, and policymakers.
With continued investment and innovation in this field, nanotechnology could revolutionize how we approach filtration in all its forms. The potential benefits extend far beyond improved air quality, encompassing significant advancements in water purification, food processing, and industrial fluid handling. As companies like Cabomba continue to push the boundaries of what’s possible with nanotech filtration, to disrupt 500 billion dollar of legacy industries with the potential to reduce carbon emission by gigaton, we move closer to a future where clean air and water are more accessible and sustainable than ever before.
Dr. Suman Sinha Ray is CEO/Co-founder of Cabomba. The start-up company has have developed a filtration solution that can capture any contaminants (even as small as individual COVID virus) at 50% or less energy demand using existing infrastructure. Dr. Ray is also Lead Discipline Scientist at University Space Research Association in Cleveland, Ohio, USA. He can be reached at (312) 320-3142 or LinkedIn, @sumansinharay. He is also Adjunct Associate Professor at Multiscale Mechanics and Nanotechnology Laboratory (MMNL) MIE, University of Illinois at Chicago.
ASHRAE. (2017). ANSI/ASHRAE Standard 52.2-2017: Method of Testing General Ventilation Air-Cleaning Devices for Removal Efficiency by Particle Size.
Azimi, P., Zhao, D., & Stephens, B. (2014). Environmental Science & Technology, 48(2), 1238-1246.
Balgis, R., et al. (2016). Langmuir, 32(42), 10986-10991.
Das, R., et al. (2019). Science of The Total Environment, 688, 926-941.
Fisk, W. J., & Chan, W. R. (2017). Indoor Air, 27(1), 191-204.
Guo, H., et al. (2018). Journal of Membrane Science, 564, 455-464.
Huang, H., et al. (2017). Journal of Membrane Science, 528, 163-170.
Kim, J., et al. (2016). Building and Environment, 98, 182-190.
Kim, S., et al. (2020). Journal of Nanoparticle Research, 22(1), 1-12.
Li, Y., et al. (2019). Building and Environment, 147, 77-86.
Liu, C., et al. (2021). ACS Nano, 15(3), 56845692.
Mazille, F., et al. (2015). Water Research, 73, 85-97.
Megri, A. C., & Haghighat, F. (2018). Building and Environment, 142, 375-390.
Morawska, L., et al. (2020). Environment International, 142, 105832.
Salthammer, T., et al. (2018). Chemical Reviews, 118(15), 7084-7156.
Schneider, J., et al. (2014). Chemical Reviews, 114(19), 9919-9986.
Stephens, B., et al. (2010). HVAC&R Research, 16(3), 273-294.
U.S. Department of Energy. (2022). Energy Conservation Program: Energy Conservation Standards for Residential Furnaces and Commercial Water Heaters.
Wang, C., & Pui, D. Y. (2018). Science of The Total Environment, 626, 989-999.
World Health Organization. (2021). WHO global air quality guidelines: particulate matter (PM2.5 and PM10), ozone, nitrogen dioxide, sulfur dioxide and carbon monoxide.
Wu, H., et al. (2020). Journal of Membrane Science, 601, 117962.
Xu, C., et al. (2018). Chemical Society Reviews, 47(11), 4077-4115.
Yousefi, H., et al. (2019). Nature Nanotechnology, 14(9), 849-856.
Zaatari, M., Novoselac, A., & Siegel, J. (2014). Building and Environment, 73, 151-161.
Zhang, S., et al. (2020). Environmental Science: Nano, 7(6), 1609-1624.



By Joe Bodle and Norman Hall

In the world of industrial filtration, one of the most common activities involves the removal or displacement of water from another liquid. However, this process is further subdivided into three distinct phases. Chronologically, the first of these phases is particulate filtration (sometimes referred to as prefiltration). This aims to remove all the particulate out of a liquid before it enters the next phase of the process. At the second stage, coalescing, the liquid moves through a coalescer where the process of creating small droplets of water that then combine into larger droplets so that it is heavier and thus easier to remove before the third phase, separation. It’s this second phase of coalescing that will be the main subject of this discussion. However, before diving too deep into the world of coalescing, it is important to have an understanding of how the other two phases affect the coalescing function.
The idea behind implementing particulate filtration technology upstream from the coalescer is to improve the coalescing phase’s efficiency. If unfiltered, particulate can not only clog the coalescer, but above all, destroy the coalescer assembly. Thus, before we start to coalesce the water inside of a liquid, we must first ensure that any unwanted particulate will not impede our filtration systems progress.
Next comes the coalescing phase, where the goal is to create a torturous path that helps pull the droplets out of another liquid and collects them. Unlike particulate filtration, where the goal is to try and

block physical solids, with a coalescer, the torturous path we’ve created allows the water droplets to com bine and fall out of the fluid efficiently through gravity.
The larger the drops, the faster they will fall. During the third and final stage of the process, the separation phase, we are aiming to assure the separation of the water from the rest of the liquid. The separator essentially acts as a screen to repel any water droplets that may be lingering around the process stream before they make their way to the outlet. The only way to ensure that this final barrier removes the water is to run it through the coalescing process before reaching the separation phase. Separators and coalescers are often discussed together as they are typically found located in the same housing.


We’re seeing more and more need for coalescing technology in industries that utilize fuel and oil. Specifically, there is a continuous need for coalescing technology in the petrochemicals, oil and gas production, chemical, water treatment/ wastewater management and power generation industries. Not only does the coalescing process remove water from other liquids, but it also re-purifies it. Whether we’re discussing oil, gas, etc., coalescing the liquid can not only improve the quality of the primary liquid,

but also effectively increase its overall performance.
Although it’s not always thought of as a target application for coalescing technology, water management is an industry where coalescing technology has a tremendous impact. Here coalescing is typically used to remove other liquid based contaminant from the water, such as oil and grease.
For coalescing to have a positive impact on any of these industries, it must be done properly. Thus, proper sizing and specifying is a critical step in the process.
As with most decision-making scenarios, knowledge is power. Having a clear understanding of all the relevant factors is crucial for specifying a coalescer. First, when sizing/designing a coalescer for a particular process, it is important to take the operating parameters into consideration. The four biggest of these parameters include the flow rate, operating pressure, operating temperature, and knowing what liquids are involved.
The process is not as simple as it can be with particulate filtration, where oversizing is done intentionally to reduce labor costs. By oversizing the filters, operations can ensure they will spend less time replacing them as the frequency to change out the prefiltration particulate filters will extend. By oversizing change out frequency could be reduced from four times a year to two. However, if that same “oversize” principle is applied with coalescing, the results will be much different. The coalescer will be oversized to the point where it’s not effectively coalescing out what it needs to.
The nature in which the liquid flows through the housing impacts the fibers and media for the filters and how the liquid exits. There won’t be enough restriction to get the droplets to coalesce before they drop out of the stream. Thus, if the coalescer is oversized, it is not going to be as efficient in removing the water from the stream.
Through coalescing, as stated above, the goal is to combine the water droplets into large drops so they can be carried to the
outside surface of the cartridge. Thus, flow rate is essential. If the flow rate is too low, it may not allow the liquid to separate without creating too high of a velocity in the vessel itself and still pass through. Conversely, if the coalescer is oversized, the velocity is too low and doesn’t end up coalescing.
Generally, we are looking to size the coalescer for optimal efficiency, looking to be within +/- 15% of the design operating parameters of the system: flowrate, temperature, and pressure. Concerning sizing the coalescing filters, the general principle is based off Stokes law. If you are in need of help sizing we recommend you reach out to a filtration expert or learn more about Stokes law and how to best apply it.

monitored and purged from the system at regular intervals.
Within the vessel housing, containing both coalescer and separator, there is one operational element of the process where we often see mistakes made, the water purge. Water must be drained/ collected/purged on a regular basis from a coalescing system. To further illustrate, let’s take a given vessel where the liquid is running inside out (coalescer) and outside in (separator) in the same housing. Let us say the primary liquid (whatever that may be) in the tank accounts for the majority of the volume of the tank. As you continue to run the process, the water being separated is going to settle to the bottom of the vessel as intended.
Over time, this water is inevitably going to take up more and more of that space. Both the performance of the separator filter as well as the coalescer can be impacted if the volume of this standing water reaches a certain level. To avoid this issue, this water level must be
Coalescing is a critical element of many effective industrial filtration approaches. Thus, there is tremendous incentive to ensure the process is optimized. The only way to do this is through a comprehensive understanding of the entire operation. What is being fed into the system and what is the flow rate, operating pressure and temperature? What are the known contaminants that must be filtered upstream to ensure longer life of the coalescing/separating elements, allowing them to operate at the level they need to. By understanding all of the elements in the system, a coalescer can be properly implemented.


Norman Hall (top) is the Director of Sales – Industrial and Joe Bodle (below) is the Customer Service Manager for Valin Corporation, a subsidiary of Graybar, and the leading technical solutions provider for the technology, energy, life sciences, natural resources, and transportation industries. For 50 years, Valin has offered personalized order management, on-site field support, comprehensive training, and applied expert engineering services utilizing automation, fluid management, precision measurement, process heating, and filtration products. Visit www.valin.com, or www.valinonline.com for the product portfolio.

FILTECH, held this year in Cologne, Germany on November 12-14, 2024, is a global event and platform that focuses on the filtration industry and adjacent sectors. It is one of the largest and significant events of its kind worldwide, showcasing the latest technological advancements and innovations in the field of filtration and separation.
The filtration industry provides innovative solutions for current and future challenges. This dynamic industry is of growing importance and turning into a key industry worldwide. At the FILTECH 2024 Show the latest innovations will be on display – with almost 600 exhibitors at last count – and will provide visitors an exclusive overview and insights of the state-of the art science and technologies – no matter what sector they are in.
The innovative power in the field of filtration and separation is strong. Particularly in air filtration, fine dust values and gases that affect the climate, germs that are harmful to health, and other impacts are leading to ever new developments. But also for solids separation and solidliquid separation there are always new developments with the striving for maximum efficiency, higher qualities and sustainable solutions.
The program gives a representative crosssection of the different procedures and appliances of separation technology as well as across the industry about the applications, from the preparation of mineral raw materials, the chemistry, environmental technology and water purification down to the pharmacy and biotechnology. Solutions for ongoing problems are represented in the program. For example, the latest research and development of highly efficient respiratory masks, air cleaning


and air monitoring technologies. Presentations also focus on the detection of micro pollutants, antibiotic-resistant bacteria/germs and micro plastics in water and removal technologies. Also presented are new developments in battery manufacturing and recycling. New approaches to face these and many other challenges are given at FILTECH 2024 Conference.
FILTECH 2024 Conference will feature once again the latest advances and techniques in liquid/solid and gas/particle separation (dust, gas and air filtration). Delegates profit from high-level knowledge transfer and learn about future trends and perspectives!
Key presentations include expert speakers from around the world:
“Regulation and intensification of masstransfer and separation processes with micro-/nano-structured functional materials,” presented by Prof. Dr. Liang-Yin Chu, Membrane Science and Functional Materials Group – Sichuan University/China.
“From process to operation: Digital twins for filtration,” presented by Dr. rer. nat. Ralf Kirsch, Fraunhofer Institute for Industrial Mathematics ITWM – Department of Flow and Material Simulation/Germany.
“How filtration and separation impact global sustainability,” presented by Dr. Wu Chen/USA.
“Formation and separation of flocculated suspensions: Good practices and challenges for laboratories and industries,” presented by Dr.-Ing. Pascal Ginisty, IFTS – Institut de la Filtration et des Techniques Séparatives/France.
“Membrane technology – New developments, challenges, markets and applications,” presented by Prof. Dr. Steffen Schütz, Stuttgart University IMVT & MANN+HUMMEL/Germany.
At every conference are professional advancement opportunities. They require separate registration which can be found at https://filtech.de/short-courses/overview/. This year, the offering includes:
This one-day course is of interest to engineers, scientists, managers and other technical personnel involved in solidliquid separation in the process and other industries. You will find this course
informative, regardless of whether you design, purchase, research or use F&S equipment. Plant engineers, technicians and operators will find the material directly applicable. Research students will value the expert introduction to the technologies. It is a comprehensive review of the processes involved in the separation of solids from liquids.
Course presenter is Dr.-Ing. Harald Anlauf, who was, until March 2020, Academic Director at the Karlsruhe Institute of Technology (KIT), Institute of Mechanical Process Engineering and Mechanics and has been more than 40 years active in the field of solid liquid separation technology. He earned his academic degrees as Chemical Engineer 1980 and 1985 at Karlsruhe University. From 1999-2006 he was Chairman of the VDI-GVC working party “Mechanical Liquid Separation,” and since 2000 he has served as CoChairman of the FILTECH Congress Sci-
entific Committee. From 2004 to 2008 he was Chairman of INDEFI and President of the 10th World Filtration Congress 2008 in Leipzig, Germany. He has published more than 190 technical papers, books, etc., and is internationally active in giving consultations and lectures.
This one-day short course is of interest to engineers, technicians, scientists, managers, and other personnel involved in gas-solid separation in the process and other industries. This course is informative, regardless of whether you design, purchase, research, or use dust separation equipment for product recovery, emission control, air cleaning or process gas cleaning. This course is a comprehensive review of the processes involved in the separation of solid or liquid particles from gases.
Course presenter is Prof. Dr.-Ing. habil. Eberhard Schmidt is Full Professor for Safety Engineering/Environmental Protection at Wuppertal University. He earned his academic degrees in 1991 and 1998 at Karlsruhe University. From 1993 to 1994 he was affiliated with the Joint Research Centre in Ispra/Italy. In the years 1998 and 1999, he was with Degussa company in the department of process engineering/particle technology.
He is Co-Chairman of the FILTECH Conference and was Scientific Secretary of 10th World Filtration Congress. He has published more than 100 technical papers, books, patents, etc., and consulted and lectured throughout the world.
Visit filtech.de
The full conference program can be found at https://filtech.de/conference/conferenceprogramme-2024/.
A full list of exhibitors is found at https:// filtech.de/exhibition/innovation-guide/.







By Bob McIlvaine President The McIlvaine Company
Bob McIlvaine is the president of The McIlvaine Company, which is helping filter suppliers understand the true cost of their products and the impact on the Serviceable Obtainable Market. He can be reached at rmcilvaine@ mcilvainecompany.com or +1 847.226.2391
Sometime in the future most filter applications will be automated to the extent that when filters are ready to be replaced the action will be automatic. Furthermore, the replacement period will be based on need and not on interval.
There will still be room for individual experts, but they will increasingly be specialists who are remotely monitoring operations. One such example is the use of fabric filters to capture both dust and SO2 in coal fired boiler systems. The plant operations are remotely monitored by the specialists. When maintenance challenges go beyond the routine, they intervene with solutions. In one case, this resulted in changes to the bags being offered by suppliers. So, there will always be a need for experts, but they will perform at a very high level and focus on exceptions rather than normal challenges.
The fabric filter industry has long relied on instrumentation to determine performance. The so-called bag detector has been in use and visually measures leaks from broken bags. But we have moved to where there are many parameters which can be used to trigger a replacement before a bag breaks. Filter manufacturers in the future will maintain special expertise in what can be called a guide function.
An automation system consists of three functions: guide, control, and measure.
The big revenues are in the control segment which includes computers, motors, and other electrical gear.
Measurement includes the instruments used to measure air, liquids, and solids. The guide function includes the software which is the brains of the

operation. This is where filter manufactures can lead rather than follow. The best guide strategy is based on the most detailed knowledge of filter parameters and challenges. How long can an excess temperature of 400°F be sustained prior to shut down? What is the best pulsing sequence and duration for cleaning bags?
The guide function is a small but key segment of the automation system. Filter suppliers will be well served to dominate this space and deal on equal terms with the control suppliers. Otherwise, at some point, the big control suppliers could be main contractors and filter companies just subcontractors.
There are many revenue possibilities obtainable from IIOT and Remote O&M. The big difference is the service and automatic replacement of filter elements as part of annual contracts. With a cost reduction sharing system, both supplier and customer can benefit.
The increased ability to measure contaminants will continue to shape and expand the filter market. In the pharmaceutical, hospital, food and other life sciences applications, it is now possible to measure viable particles continuously. Previously total particles could be continuously monitored but live particles could not be separately identified.
The life sciences industry could only measure the danger by use of settling plates. They accumulated life organisms in a culture. Over a 24-hour period these plates would provide the viable particle load but only for the previous day and not in real-time. New instruments now allow measurement of total particulate and the viable segment separately.
The whole science of measurement and setting limits is challenging. For example, high-efficiency air filters have been analyzed based on the most penetrating particle size but there is debate on the most penetrating particle size and if that is 0.1 microns rather than 0.2 microns. The theory is that the Brownian movement of very small particles makes them more easily captured.
There are also issues with efficiency of electrostatically charged filters once the dust loading starts to diminish the electrostatic charge. New ambient measurement abilities are changing the market and protection of people from contaminants. One example is the ability to measure total ambient
An automation system consists of three functions: guide, control, and measure. The big revenues are in the control segment which includes computers, motors, and other electrical gear.
particulate. Regulations require that ambient particulate levels are a certain level in micrograms per cubic meter. But lead, and other metals have much greater harm potential than silica or some other particles.
The city of St. Louis, MO USA was meeting its ambient particle limits. Then it installed monitors able to measure just the lead content. When the wind was blowing from the direction of a lead smelter, the lead percentage of the total dust in the ambient air increased substantially. So, the assessment of harm is now much more accurate due to new monitors. The performance of air pollution control equipment is measured with stack monitors. They are very accurate in measuring the dust quantity per unit of exhaust gas. But surprisingly measuring the quantity of gas exhausted is not that easy. Thermal, differential pressure, and ultrasonic options are used but provide slightly different results depending on stack gas conditions. There are other anomalies as well. Mercury limits are set by measuring the vapor phase

mercury in the exhaust. The reasoning is that nearly all the mercury is in the vapor phase. How the systems remove the mercury involves converting the mercury to a particulate. So, theoretically the polluting plant only has to convert vaporous mercury to a particulate and then can emit it from the stack without penalty.
Mercury in the vapor phase travels from gold mines in Chili to the Arctic Circle. Mercury on a particle surface will be deposited much nearer to the emitting plant. This local versus global analysis also applies to CO2 vs. CO vs. NOx. By operating at higher temperatures, the NOx is reduced but the CO2 is increased. The NOx is a local health hazard whereas the CO2 is a global hazard for the future. The industry needs guidance on the harm of CO2 vs. NOx
Artificial intelligence is quickly impacting the filter industry in a variety of ways. It is already possible to make better filter decisions using AI. This will quickly expand to where all the available case histories of the various suppliers will be instantly analyzed and advise the purchaser of the best choices.

THE EVENT FOR HVACR / FEB 10-12
Truelink Capital announced that it has closed the transaction to acquire Air Distribution Technologies, a market leader in the air management and filtration solutions space, from Johnson Controls. Financial terms were not disclosed.
Air Distribution Technologies, with its robust market presence, will now operate as an independent company. Doug Schuster, the current leader of the division, will continue to lead the company.
With over 4,500 employees across more than 25 global locations, Air Distribution Technologies is a key player in the HVAC ecosystem, boasting well-known brands such as Koch Filter, Titus, Ruskin, Krueger, PennBarry, and Tuttle & Bailey. The company was acquired by Johnson Controls in 2014. This transaction marks the fifth acquisition for Truelink Capital, launched in 2022 by Todd Golditch and Luke Myers. www.airdistribution.com

International technology group ANDRITZ has been selected to perform the front-end engineering design (FEED) for a large-scale carbon capture unit for Westenergy’s wasteto-energy plant in Mustasaari, Finland. This project will make a significant contribution to decarbonization and the circular economy.
The order was received from ECCU Ltd, a joint venture of Westenergy Ltd, CPC Finland Oy and funds managed by Prime Capital AG. The aim is to capture all the carbon dioxide from the flue gases of the Mustasaari waste-to-energy plant, which produces district heating and electricity from sorted, non-recyclable municipal waste. The captured carbon dioxide will be liquefied, and a large portion will be made available to produce carbon-neutral synthetic e-fuels.
As the FEED contractor, ANDRITZ will refine the carbon capture plant concept and prepare the design documentation as a basis for the joint venture’s final investment decision. The concept will place a focus on the optimal integration of the carbon capture process into the waste-to-energy plant to maximize the utilization of available heat and the reuse of residues in a closed loop. www.andritz.com
Cleanova has successfully acquired Sidco Filter Co. and Shawndra Products Inc., two leading clean tech filtration companies based in the U.S. These strategic acquisitions align with Cleanova’s vision to expand its global footprint and strengthen its presence in the filtration industry.

Cleanova, established in October 2023 and owned by the pan-European private equity firm Px3 Partners, combines fresh thinking with proven technology to provide innovative filtration solutions. The addition of Sidco and Shawndra underscores Cleanova’s commitment to constant innovation and the highest product quality, as they expand their market reach.
Established in 1997 and headquartered in Manchester, New York, Sidco Filter Co. manufactures original equipment manufacturer (OEM) and aftermarket filters for air and gas markets. Shawndra Products Inc., founded in 1982 and headquartered in Lima, New York, provides meticulously designed filter elements. Sidco and Shawndra merged earlier this year to form Sidco Group, prior to the acquisition by Cleanova.
The two companies have built strong reputations for their innovation, quality and customer service. Their mission and vision also closely align with that of Cleanova, with a continual journey towards industry-leading filtration solutions and placing customers at the heart of decision-making. www.cleanova.com

Marketing announces the release of its latest edition — available now!
cover edition with 233 pages, including a glossary of terms.
covers the basics and application know-how as reviewed in the previous two
It also now shows various technology updates on portable filtration modules, as well as a report on the history of filter
Driven By Design LLC
PUBLISHER advertising@inda.media +1 239.225.6137
Sabine Dussey
GERMANY, FRANCE, AUSTRIA, SWITZERLAND, SCANDANAVIA, BENELUX sabine.dussey@dussey.de +49 2129 5900910
Joan Oakley BUYER’S GUIDE joakley@inda.media +1 248.347.3486
Ferruccio Silvera & Filippo Silvera ITALY & SPAIN info@silvera.it +39 02.284.6716
Frank Strazzulla UNITED STATES +1 949 375 2902 frank@filtnews.com
Zhang Xiaohua CHINA ifj_china@126.com +86 13522898423

NX Filtration, the global provider of hollow fiber nanofiltration technology, announced the appointment of Floris Jan Cuypers as new Chief Executive Officer (CEO), effective September 1, 2024, to lead NX Filtration through its next stages of growth. Cuypers has a strong track-record of executive leadership positions focusing on commercial impact and operational excellence. Floris Jan Cuypers is succeeding former CEO Jeroen Pynenburg..
Floris Jan Cuypers brings a wealth of experience in leading and growing international organizations. Between 2018 and 2023 he served as Chief Operating Officer (COO) and Chief Commercial Officer (CCO) at ERIKS, a global industrial service provider, offering technical products and services to all sections of industry. Since 2023, he has been COO at SHV Energy. Floris Jan Cuypers is a Dutch national and holds a Master of Science in Applied Physics from Delft University of Technology in the Netherlands. www.nxfiltration.com





At Beverlin, we’re at the core of innovation. Spiral weld tubes have several applicationspecific benefits compared to traditional straight seam welds.
Enhanced roundness and straightness
360-degree filtration flow
Larger outer diameters without specialized equipment To

