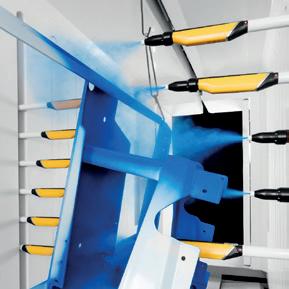
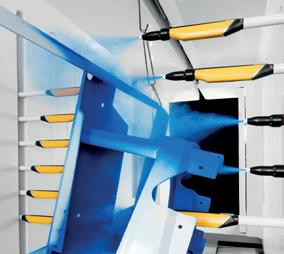
Let‘s talk about powder coating. A technology that is proven since decades and actually, it‘s just getting started with FLOWSENSE. FLOWSENSE? It‘s a software masterpiece and a bunch of small sensors that do big things: Consistent powder output from the first to the last workpiece. Reliability, measured in real time. Put quality on repeat!
MANAGING DIRECTOR & ADVERTISEMENT DIRECTOR
e: nigelbean1@aol.com
e: nigelbean@surfaceworld.com
EDITOR
e: janesoones@aol.com
e: janesoones@surfaceworld.com
CIRCULATION & SUBSCRIPTION DEPARTMENT
t: +44 (0) 1442 826826
EXHIBITION ORGANISATION
t: +44 (0) 1442 826826
Hill Media Ltd, Marash House, 2-5 Brook Street, Tring, Hertfordshire, HP23 5ED, UK
The Surface World magazine is published 12 times a year by Hill Media Ltd. Although every effort is made to ensure the accuracy and reliability of material published in Surface World, Hill Media Ltd and its agents accept no responsibility for the veracity of claims made by contributors, manufacturers or advertisers. Copyright for all material published in this journal remains with Hill Media Ltd and its agents.
Become an Acknowledged Leader in Surface Engineering and Materials Finishing: INDUSTRY RECOGNISED TRAINING COURSES FROM THE IMF
Are you involved with the application of coatings to enhance and protect your products? Do you need to meet client specifications to ensure the longevity of your components? Does the complex world of surface engineering and materials finishing cause you headaches?
If so, the courses offered by the Institute of Materials Finishing (IMF) could be your solution!
The IMF have been promoting knowledge in the surface finishing industries, both inorganic surface treatments including plating and the application of organic paints, lacquers and varnishes for many years. Large numbers of engineers and technicians across a multitude of industries have benefitted from the knowledge gained to enhance their careers, their standing within industry and the ability to problem solve the many challenges they face in their daily working lives!
Starting with the Foundation level course, students gain knowledge on all aspects of materials finishing, specifically aimed at their own industry requirements, but to include sections on Health & Safety, the Environment and Surface Finishing and Corrosion Protection. There is no need for a science
background to be able to successfully complete a foundation course.
The Foundation Course requires study of 15 sections and requires the submission of 2 marked assignments followed by an end examination. The course, conducted by distance learning will take 16 weeks to complete. There are three specific study routes to choose from; electroplating, organic coatings and aerospace finishing. On successful completion, the student is awarded the Foundation Certificate.
To follow on, students can then elect to progress to the Technician level modules, which give more in-depth knowledge for key finishing technologies, their application and best practice methods.
Discover the Future of Surface Finishing at Surface World 2027! Explore the latest in surface treatment, finishing, and coatings at the UK’s leading event. Connect with top suppliers, discover cutting-edge technologies, and stay ahead in the industry. Don’t miss out—secure your place today!
supported by
Again, both inorganic and organic technologies can be studied to match the industry requirements. There is a choice of eight modules, which provide study in applicable areas of surface finishing best matched to your needs.
Like the Foundation course, study is by distance learning, and the student is required to complete four marked assignments and pass an examination.
Passing two technician modules leads to the award of Technician Certificate; passing four modules leads to the award of an Advanced Technician Certificate.
If you feel your career could benefit from being a recognised specialist in your particular branch of Surface Engineering or Materials Finishing, then contact the IMF today.
Speak with our training manager Karen Yates on +44 (0)121 622 7287 or email karen@materialsfinishing.org.
Move your career to the next level and join the finishing community and all the benefits that gives through the IMF.
Coatings Inspection Equipment
It’s not just the Elcometer 456
Coating Thickness Gauge that’s fast...
Generate professional inspection reports in seconds using the FREE ElcoMaster® Data Management Software.
ONEGUARDFOR ENOROFDRAUG
RAC® 5
RAC® X Tips
KEY BENEFITS
WIDE APPICATIONS
Use one guard for all your airless spraying needs — production, high-pressure, fine finish, low-pressure, wide-angle, line marking and more.
Insert two tips. On one side RAC® 5, RAC® XHD and SC-6 tips and on the other side RAC® X tips and switch instantly for speed and flexibility.
TECHNICAL HIGHLIGHTS
+ Pressure rated up to 530 BAR / 7,700 PSI
+ Fits RAC® 5, RAC® XHD, SC-6 and RAC® X tips
Engineered for convenience. TWINFIT® connects seamlessly to almost any professional airless spray gun. Tighten by hand or wrench to any 7/8” or 11/16” connection.
Only two seats and seals required. Our unique SealEx® 6 for RAC® 5, RAC® XHD, and SC-6 tips, and SealEx® 7 for RAC® X tips ensure reliable performance and perfect adaptability.
FIRST PAINTING
Maximize control, and protect the user: TWINFIT® is built to support professionals ‘under pressure’.
+ Perfect match for ExitFlex® Speedy 6 and Speedy 7 airless tips
+ Rugged, durable and ready for all-day use
COMBINE TWINFIT® WITH SPEEDY TIPS TO UNLOCK THE FULL POWER OF YOUR AIRLESS SYSTEM.
SPEEDY 6
VERSATILITY AT ITS CORE
+ Universal compatibility with all major airless systems and guards.
+ 715+ tip sizes for production, fine finish, line striping and more.
+ Ergonomic handle with built in seal and tIp positioning tool
+ Ideal for daily use with your existing equipment.
+ Perfect fit with TWINFIT® for seamless operation.
SPEEDY 7 TOP OF THE RANGE
+ Tip locking mechanism for extra safety on high-pressure jobs.
+ Designed for tough conditions - shipbuilding, heavy industry and more.
+ 715+ tip sizes, ergonomic excellence.
+ Perfect fit with TWINFIT® for optimal safety amd performance.
+ The go-to for heavy duty professionals demanding precision, protection and perfection.
QUALICOAT - WHAT IS BEHIND THIS DETAILED SPECIFICATION FOR ARCHITECTURAL POWDER COATING?
By Chris Mansfield - QUALICOAT Chair
Powder coating is as simple process right? Clean the aluminium, spray the electrostatically charged powder onto the earthed profile and bake. Yes, it may look good from the surface but will it last, well, no it won’t.
QUALICOAT, an Association built up of the architectural powder coating supply chain has spent decades working on a detailed worldwide Specification which, when followed precisely, offers unrivalled powder coat performance in any environment. The key to QUALICOAT’s success is that all licensed members, including applicators, powder manufacturers and pre-treatment systems providers of the Association are third party accredited to ensure that processes and products meet the strict requirements laid down in the Specification. Members do this willingly and pay for the inspections so that they can demonstrate compliance by maintaining a license to display QUALICOAT label of conformity.
All reputable companies in the architectural powder coating supply chain worldwide are licensed members of QUALICOAT.
As a licensed applicator, regular production testing and recording is a prerequisite within the Specification. QUALICOAT licensed
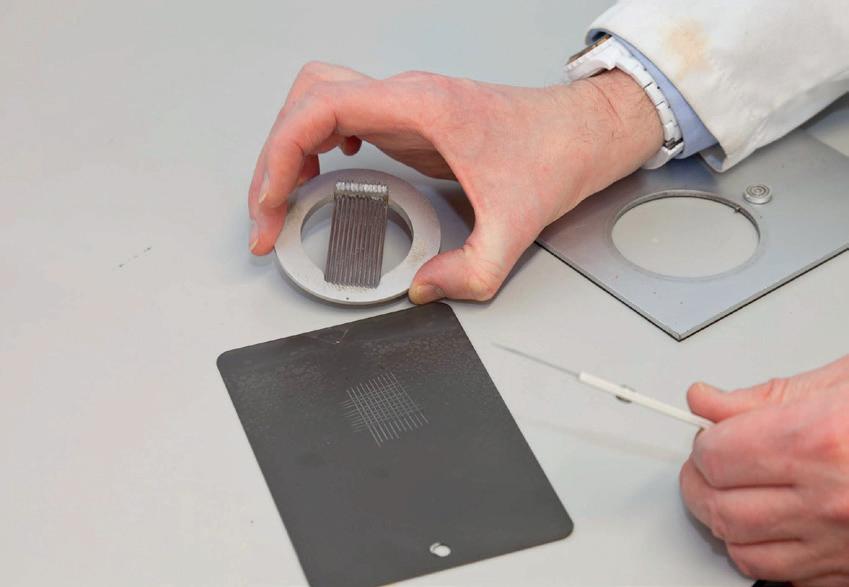
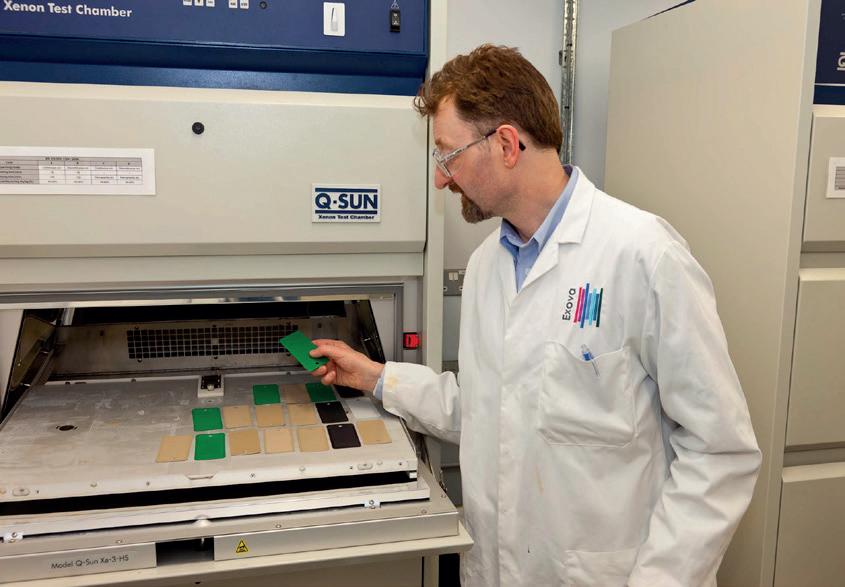
applicators must perform a full suite of mechanical and environmental tests on aluminium panels. In practice this means routine in-house QC, for example, dry cross-cut adhesion per ISO 2409, bend and impact tests and cure checks on every production batch. Independently, coated test panels, typically AlMg1 alloy 5005, 0.8–1 mm thick, are sent to the QUALICOAT approved laboratory, IFO, for third party evaluation. These samples undergo accelerated weathering tests utilising equipment that offers condensation with intense UV which replicates long-term outdoor Florida exposure, to track gloss and colour changes. Samples are also subject to corrosion tests that consists of acetic-acid salt spray and surface durability trials including water spot
Chris Mansfield - UK & Ireland Chair
and Martindale abrasion. These tests verify adhesion, flexibility and corrosion resistance against the four classes of powder formulations in the QUALICOAT Specification and therefore ensure the powder coating will perform over its intended lifetime.
Key to offering a robust powder coat finish, the powder coating must be cured using exact parameters, this is known as the ‘curing index’. The curing index quantifies the combined effect of time and temperature during powder cure, it is defined as a numerical index comparing the total cure experienced from the aluminium profile temperature versus time profile to meet the coating supplier’s prescribed cure schedule. Maintaining at least the manufacturer’s recommended cure index is critical because it ensures the powder has fully polymerised and achieved its intended properties including adhesion, hardness, and corrosion resistance. In practice, applicators verify or calculate the curing index by passing a calibrated temperature logger or test panel through the oven to record the stoving curve and comparing the area under that curve to the supplier’s cure curve. QUALICOAT requires coaters to continuously monitor oven conditions and document them: for
example, oven temperatures must be checked each shift and full stoving curves run on test panels at least twice weekly with all temperature records and curing-index data being logged in the plant’s quality control register for third party inspection. Powder formulations are submitted on a regular schedule to confirm ongoing compliance. For initial approval of any colour or new formulation, the powder manufacturer sends representative coated panels and material data for each qualifying colour and metallic formulation to the QUALICOAT approved testing laboratory. After approval, the formulations must be retested in the lab bi-annually. Samples can be collected by QUALICOAT inspectors during routine audits or shipped by the coating maker, complete with full technical data sheets to the laboratory by the prescribed deadline. This program of periodic testing, together with triennial plant audits, catches any process drift and revalidates that the production of powder formulations meets QUALICOAT’s Specification.
QUALICOAT requires all licensed applicators to use only approved pre-treatment systems listed in its current database, each of which
Panels for sample testing
Cupping test
Airmaster
must be supplied by a certified chemical company. Applicators must follow the supplier’s instructions precisely, maintaining strict process control over parameters like pH, temperature, concentration, and contact time. They are obligated to keep detailed records of all pre-treatment bath parameters, replenishment data, and maintenance logs. In-house quality control tests, such as adhesion checks and coating thickness measurements, must be performed on every production batch. QUALICOAT’s third party inspectors, assess both documentation and the actual pre-treatment line operation. Non-compliance may result in warnings, required corrective actions, re-testing, or in serious cases, suspension or withdrawal of the QUALICOAT license.
Under QUALICOAT rules, any new aluminium pretreatment system must be formally submitted through the national association or QUALICOAT headquarters in Zurich with a complete technical dossier including technical data sheets, safety data sheets, and full process instructions. Appendix A6 of the QUALICOAT Specifications then prescribes a standardised test programme to be carried out in parallel by two QUALICOAT recognised, ISO 17025–accredited
laboratories. In practice the supplier prepares aluminium coated panels with a standard TGIC-free white powder, e.g. RAL 9010, which are subjected to all the Qualicoat mandated tests including mechanical tests, impact, adhesion, bend, cupping and aggressive corrosion exposures, neutral salt spray, humid SO2, acetic acid salt spray, boiling water/pressure cooker, etc.
The results are judged against the strict QUALICOAT criteria for example, no blistering and a maximum 4 mm corrosion undercut at a deliberate scribe. Finally, the Assessment of Alternative Pretreatment Systems Working Group of QUALICOAT reviews the laboratory and field data and awards an “A-xxx” approval if the system meets all requirements, this approval is valid for five years, after which, the pretreatment must be fully retested, including a two-year outdoor exposure for renewal.
So, the process of offering high quality powder coated profiles is complex, but clearly achievable given a dedicated supply chain that works closely together under the QUALICOAT Association. To ensure you get the benefit of this architectural powder coating, simply specify QUALICOAT in all your requirements for architectural aluminium.
Impact test
Acetic salt spray test
Should you wish to attend a members meeting and apply for membership of QUALICOAT please get in touch. All QUALICOAT UK & Ireland members are available to offer advice and can be found on the Association website at qualicoatuki.org
Oven Temperature Logger
Florida testing
Cross hatch test
Scan & Spray
Dynamic Contour Detection
Programming-free coating of any shape! Gema
The second generation of Dynamic Contour Detection detects the object contour fully automatic and positions the guns individually even for thin objects and at high conveyor speeds. Due to the programming-free adaption of all relevant line settings the application range is significantly extended.
Email: uk.sales@gema.eu.com
BCF COMMENTS ON DEFRA CONSULTATION ON EXTENDING REGISTRATION DEADLINES FOR UK REACH
Responding to Defra’s new consultation on extending –yet again – the registration deadlines for UK REACH, CEO of the BCF, Tom Bowtell, said:
“The BCF welcomes this consultation, which offers options to further extend the REACH registration deadlines, as the delays in finding a permanent UK REACH solution mean the existing dates due to begin next year are now untenable. New dates must be agreed to give companies assurance and time to comply properly with UK law.’
“However, yet again we find ourselves having to respond to a consultation about how long that extension should be without having sight of what the actual registration model is. Likewise, commenting on what percentage of dossiers should be compliance checked by the HSE is difficult to do without knowing what amount of data is being collected as part of the registration model, as well as the timescale.
“As for the Government’s preferred option to now reduce the gap between registration bands from two years to one year starting from 2029, while we will need to consult members before making a final submission our initial view is that the two-year gap had been put in place for good reasons. Those valid reasons for a two-year gap have not gone away just because the Government doesn’t want to see the registration process drift further.
“While we are confident further extensions will be agreed, it may not be until next summer before the new dates are put into law: we would urge attempts for a speedier legislative resolution if possible once the extension period has been decided upon.”
Email: info@bcf.co.uk
Visit: www.coatings.org.uk
Energy costs are through the roof right now. A higher hanging density is often the most efficient way to both save energy and drastically lower the total coating cost. Find out how much you can save on your coating line at ccc.hangon.com
™ MEGA MISTBLASTER
Reducing Dust, Waste & Disposal
4 operators can blast all day
4 operators can blast all day
Reduce abrasive consumption by up to 20%
Reduce abrasive consumption by up to 20%
Increase blasting production by up to 30%
Increase blasting production by up to 30%
EASILY SWITCH BETWEEN 4 FUNC Mist Blast Dry Blast Wash Down Blow Down TIONS
Single Outlet Blast Pot (6.5 cu ft) Combo Skid with Air Dryer 4-Outlet Mega MistBlaster AVAILABLE IN 3 DIFFERENT PACKAGES
Robotic Blasting & Coating Solutions
Does the Work of 5 manual blasters
Up to 646 ft² per hour
Use 3 (#10) nozzles simultaneously
Automate timing and speed
Blast walls, floors, even upside-down
AWE - YOUR TRUSTED PARTNER IN WATER & EFFLUENT TREATMENT
Established in 1982, Automated Water & Effluent Ltd specialises in advanced analytical instrumentation for process control, serving sectors where accurate water monitoring and treatment are critical to operational efficiency.
Precision in Process Control – For Over 40 Years
At Automated Water & Effluent Ltd, our core belief has always remained the same: accurate measurement and precision control are essential for effective process management in water and effluent treatment. That’s why every component in our product range – from electrochemical sensors measuring pH, Redox, Conductivity, Dissolved Oxygen and Turbidity – is built to deliver the highest level of precision. But it’s not just about the sensor – it’s about the complete system.
We supply both IP65-rated instruments for outdoor mounting and panel-mounted instruments for integration into control systems. At our Stafford facility, we also design and build bespoke control panels, usually incorporating our instruments for use across a wide range of industrial applications.
With over four decades of experience, we’ve developed solutions for a broad spectrum of processes and environments. Our extensive catalogue includes instrumentation and sensors for harsh conditions – including pH, Redox, and Conductivity measurement with contacting cells for high-purity water and supply water monitoring. Applications range from borehole and rinse water to cooling systems and the control of acid and alkali strength via electrodeless (toroidal) sensors.
Automated Water & Effluent Ltd
Get in touch for a quote today!
Automated Water & Effluent Ltd have been supplying process control equipment to the metal finishing and surface finishing industry.
We have an in-house team of qualified engineers able to design and build control panels and process equipment specifically to fit your requirements.
A wide range of our control instrumentation, dosing pumps and chemical process equipment is available on short delivery.
l Controlled Shot Peening
l Laser Peening
l Keronite PEO
l Thermal Spray Coatings
l Dry Film Lubricants
l Organic and Inorganic Coatings
l Parylene Ultra-thin Conformal Coatings
l Superfinishing
l On-site Processing
l Material Testing and Analysis
l NADCAP, ISO 9001:2008, ISO 13485, AS9100 Rev D
We also provide temperature sensors suitable for aggressive chemical environments, and open channel flow measurement systems for wastewater discharge. These can include data logging for flow, pH, and temperature to support compliance with discharge consents. In-pipe flow meters can also be integrated with our logging systems.
Our liquid level control solutions include pump control for vessel filling/emptying, and level measurement displayed as a percentage or in engineering units.
We stock a comprehensive selection of electronic dosing pumps – available in surface or foot-mounted formats, with adjustable stroke and speed control (manual or automatic, depending on model). These are ideal for dosing aggressive chemicals and can be housed in our polypropylene dosing stations with clear PVC front panels for operator protection and safety.
Where dosing into tanks, pits, or sumps is required, we also manufacture a range of simple high-speed and geared mixers with wetted parts in 316 stainless steel.
Get in touch:
Telephone: 01785 254 597
Email: sales@awe-ltd.co.uk
Visit: www.awe-ltd.co.uk
REVOLUTIONISE YOUR SURFACE PROCESSING
TextureJet delivers innovations in edge shaping, surface preparation and part marking for high precision component manufacture.
We enhance the quality, performance and yield of our customers’ products, whilst reducing the costs and environmental impact of our customers’ operations.
Our cutting-edge electrochemical jet machining technology empowers manufacturers to selectively modify component features and surfaces with precision and control.
EDGE SHAPING & DEBURRING
4 x More Precision
Minimal Affected Zone
Enhanced Repeatability
DUPLEX COATING SYSTEM
THICKNESS MEASUREMENT
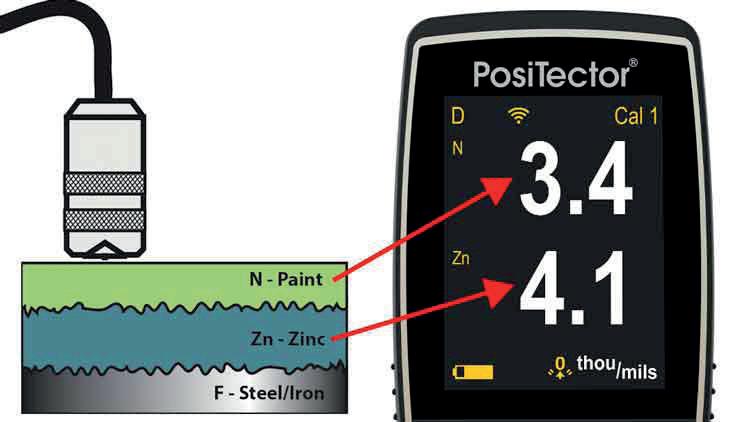
Featured Product: PosiTector 6000 FNDS
The PosiTector 6000 FNDS from DeFelsko is a cutting-edge coating thickness gauge that allows users to non-destructively measure the thickness of both the paint and zinc galvanize layers in a duplex coating system on ferrous substrates with just a single reading.
Understanding Duplex Coatings and Their Role in Corrosion Protection
Steel is vulnerable to corrosion when an electrolyte forms a connection between anode and cathode sites on its surface, creating a corrosion cell that leads to the formation of
rust (iron oxide). To prevent this, it’s crucial to inhibit the formation of such cells.
Two primary strategies for protecting steel from corrosion are:
1. Cathodic Protection – This method uses a sacrificial anode, like zinc, to protect the steel.
2. Barrier Protection – A protective coating, such as paint, prevents electrolytes from making contact with the steel.
Duplex coating systems combine these two methods, typically using a layer of paint or powder coating over galvanized steel (either hot-dip, electro, or zinc spray metallizing). This dual-layer system provides superior corrosion protection compared to using either method independently.
Key Benefits of Duplex Coating Systems:
Extended lifespan of both the coating system and the underlying steel.
Reduced maintenance cycles, resulting in less frequent touch-ups and lower repair costs.
Enhanced aesthetics and colour coding for improved visual appeal.
Challenges in Measuring Duplex Coating Thickness
Measuring the thickness of duplex coating layers can be tricky with conventional instruments. Typically, a magnetic coating
NO PRICE INCREASES FOR 2025
thickness gauge, like the PosiTector 6000 FS1 or PosiTest DFT Ferrous, is first used to measure the thickness of the zinc layer. Then, the same instrument measures the combined thickness of both the zinc and paint layers. The difference between these readings gives an estimate of the paint layer’s thickness. However, this method assumes that the zinc thickness is consistent across the entire surface.
In reality, the zinc layer’s thickness can vary due to several factors, such as the steel’s roughness, chemistry, and design, or how the galvanization process was applied. Any of these variations can lead to uneven zinc coatings, making the measurement process more challenging. Another conventional method uses a combination of magnetic and eddy-current probes, like the PosiTector 6000 FN3. With this approach, one reading is taken in eddy-current mode to measure the paint thickness, and another in magnetic mode to measure the total coating thickness. The difference between the two readings is used to determine the zinc layer thickness. However, this method also assumes a uniform zinc coating, which may not always be the case.
Both of these methods are time-consuming and prone to errors, especially when the zinc thickness varies across a part or structure.
The total coating thickness of both the Zinc and paint together is also measured and displayed
The PosiTector 6000 FNDS Solution
DeFelsko’s PosiTector 6000 FNDS duplex coating thickness gauge streamlines the measurement process by providing an accurate, single-reading solution. In Duplex Mode, the PosiTector 6000 FNDS simultaneously applies both magnetic (ferrous) and eddy current (non-ferrous) principles to calculate and display the thickness of both the paint and zinc layers individually.
The magnetic principle measures the total paint and zinc thickness over the ferrous substrate.
The eddy current principle measures the paint thickness over the non-ferrous zinc layer.
The zinc layer thickness is then determined by subtracting the paint thickness from the total paint/zinc thickness measurement.
When not in Duplex Mode, the gauge operates like a traditional combination ferrous/non-ferrous instrument (similar to the PosiTector 6000 FNS probe). This mode is perfect for measuring non-magnetic coatings over steel and non-conductive coatings over non-ferrous metal substrates and coatings on Stainless steel in ‘N LOCK’ mode.
For more information on the PosiTector 6000 FNDS and the full range of paint test equipment available from DeFelsko, please contact Mark Conlon at DFT Instruments, proud UK agent for DeFelsko.
Telephone: 01442 879494
Email: sales@dftinstruments.co.uk
Visit: www.dftinstruments.co.uk
HOW WE ENSURE CLEAN IS CLEAN
Dyne inks and CleanoSpector test aluminium part cleanliness
Oxfordshire-based Powdertech
Surface Science proclaim that they are the UK’s most technically advanced aluminium powder coating and surface treatment provider. Its largest market is automotive, but it also serves the medical device manufacturing, aerospace, robotics, space and satellite, and lighting industries. Understanding substrate cleanliness is fundamental to the quality of their work. Powdertech approached Dyne Testing, an Intertronics brand, for help with an enhanced cleanliness QC process.
The challenge
Casting and machining processes often leave lubricants, release agents, and other organic contamination behind on aluminium parts. If reliable adhesion is important, then assessing surface energy and cleanliness is an important QC step before the next process, whether that’s powder coating, painting, bonding or welding. And with their top-notch reputation, reliable adhesion is very important to Powdertech.
Good wetting is a prerequisite for adhesion and ensuring that the surface energy of the aluminium parts is high enough for good adhesion is a simple process using Dyne
inks. Ink is applied to the surface (Powdertech use 56 Dyne ink); if the ink spreads or wets evenly, then the part has the expected high surface energy. If the ink fails to spread, does not wet, and forms beads on the surface, then the potential for good adhesion is low. The likely reason for poor wetting is that the parts are not clean enough. Better understanding of the surface cleanliness was a goal.
Measuring cleanliness
To bolster its cleanliness QC capabilities, Powdertech had previously explored other testing options, including a contact angle meter, but it preferred something that is easy to use and is able to test over large surface areas. In 2020, the company explored methods using the CleanoSpector handheld non-destructive metal cleanliness test instrument from Dyne Testing.
The timing proved awkward, as the height of the COVID-19 pandemic brought about lockdowns. “Lockdown meant Powdertech sent us parts for testing, and we fed the results back to them rather than the inperson demonstrations we did routinely,” explained Alison Fox, Dyne Sales Manager at Intertronics. Powdertech’s submitted parts underwent a day of laboratory testing at Dyne; they provided sample parts that they had already screened for low and high levels of surface energy, and levels in between.
“Results from the use of Dyne inks, Dyne pens, and the CleanoSpector showed a clear distinction between parts that had been cleaned and those that hadn’t. Furthermore, there was a clear correlation between the quantitative results from the CleanoSpector and the varied surface energy levels on the samples,” reported Alison.
The CleanoSpector measures organic contamination such as oil, grease, coolants, release agents and cleaning fluid on metal parts. It detects contamination by emitting focused UV light onto the surface and measuring the fluorescence from any organic compounds; metal surfaces do not fluoresce.
The fluorescence intensity depends on the amount of contamination found on the surface at the measuring point, i.e. the higher the fluorescence the more contamination on the surface. The CleansSpector reports a number in RFUs – relative fluorescence units.
Powdertech use a CleanoSpector both during and after their internal QC process. They receive parts from vendors which can measure 200-700 RFUs. After cleaning in Powdertech’s process, measurements with the CleanoSpector show 14-15 RFUs, a range that they know is optimal for their subsequent coating and bonding processes.
QC testing
Levels of contamination or residues on incoming parts vary, both from part to part, and on the parts themselves. The QC team uses the CleanoSpector to quickly test on different locations across the aluminium surface, even quite large castings. It is a simple, non-destructive test at the push of a button, which outputs a RFU quantity each time. Multi location testing gives a better picture of the overall cleanliness.
Automotive parts
The CleanoSpector has been a device that has helped Powdertech react to the evolving automotive market with the increasing popularity of electric vehicles (EVs). Manufacturers are looking for ways of reducing weight from the vehicle to improve the range between charges, resulting in the removal of rivets and other heavy nuts and bolts, and replacing them with adhesive bonding.
“Clean surfaces are essential when it comes to painting and gluing, and it’s even more important with EVs as OEMs become more reliant on bonding metals, rather than using nuts and bolts to fasten parts together,” explained Dr Nick Welton, Technical Manager at Powdertech Surface Science.
The company works to specifications outlined by an OEM to prepare the parts for the next process, whether that’s powder coating or adhesive bonding. The quality requirement is an RFU number set by the
customer and CleanoSpector can be used to check incoming parts to establish if the RFU level is too high for its conventional cleaning methods, and which need more attention. This helps Powdertech understand if any parts need additional cleaning steps before the selected process. It is a strong validation of the CleanoSpector that a major automotive OEM quotes the instrument’s RFU measurement on drawings.
“We position ourselves as a very technical, quality focused business. It gives people the reassurance that we understand the challenges they’re facing and can deliver solutions that work,” said Jimmy Phillips, Marketing & Sales Manager.
“We’re a technically focused business where QC is integral to what we do. The Dyne inks and CleanoSpector have become a core part of our day-to-day business, as this video demonstrates: https://vimeo.com/823279445).
That’s how we ensure clean is clean. As we look to move in more markets where technical proficiency is key, we are likely to keep investing in this area.”
Dyne Testing provides a range of surface energy measurement equipment and systems for the determination of wetting characteristics on solid materials. To view the range, visit its surface energy product page at https://dynetesting.com/.
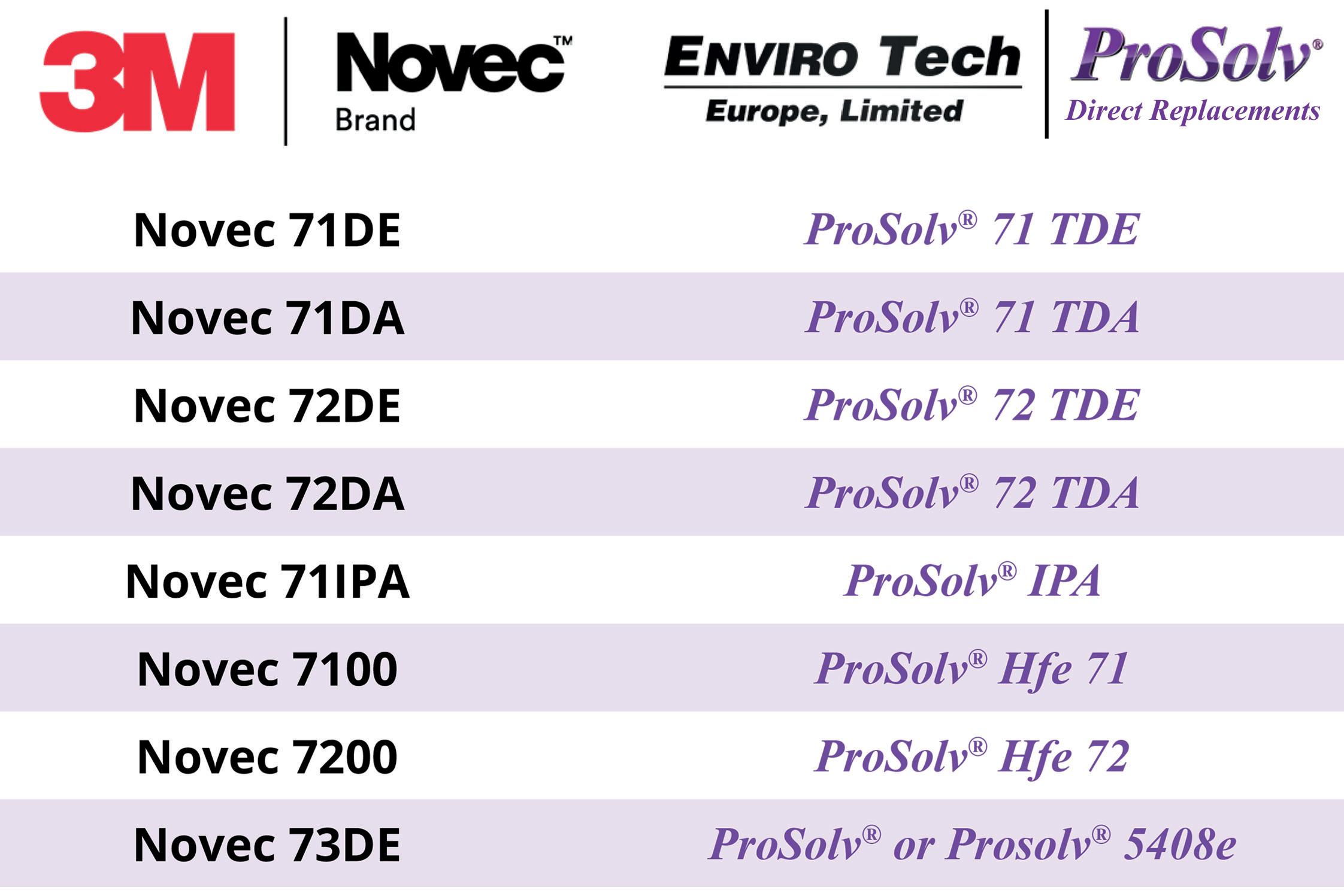
SECURE YOUR REPLACEMENTS FOR 3M™
NOVEC™ ENGINEERED FLUIDS
In March 2025, 3M™ officially closed final order dates and confirmed the discontinuation of its Novec™ Engineered Fluids, with supplies ceasing by 31 December 2025. As this deadline looms, companies in electronics, aerospace, medical devices, precision engineering, and related sectors must act swiftly to prevent supply chain disruptions and rising costs.
Why You Must Act Now
Imminent Shortages And Rising Costs: Many 3M™ Novec™ grades are already becoming unavailable, with others facing long lead times and inflated prices as stocks dwindle.
Supply Chain Shortage: Final Orders for most 3M™ Novec™ grades were on 31st March 2025 and global stocks are diminishing fast.
Operational Risks: Delays in cleaning and degreasing processes could severely impact manufacturing timelines.
First for Sustainability
With our new Interpon D1036 Low-E powder coating, we’ve created an industry first: a powder coating that can cure as low as 150°C while still being Qualicoat class one certified. It can also cure up to 25% faster than conventional powders, reducing both energy consumption and carbon emissions, and significantly improving your coating line efficiency. Easy to apply Interpon D1036 Low-E has the same application properties as standard formulation, is backed by an Environmental Product Declaration (EPD) and has a global warranty of up to 15 years to deliver the quality performance, color and style your customers need. It is an innovation that supports our collective commitment to sustainability throughout the value chain.
Switch to ProSolv® Direct Replacements
EnviroTech Europe has introduced a range of direct replacements for 3M™ Novec™ Engineered Fluids - formulated as chemically exact, drop-in alternatives for all Novec grades. These solvents are designed to:
Match Performance (cleaning power, non-flammability, GWP & ODP levels).
Require No Changes to existing vapour degreasing equipment.
Provide Long-term Availability and peace of mind through the transition.
Future-Proof Your Process with PFAS-Free Solvents
EnviroTech Europe also offers PFAS Free options such as ProSolv® 5408e.
This next-generation solvent aligns with emerging regulations and evolving environmental goals - ensuring sustainability without sacrificing performance. With zero ODP (Ozone Depletion Potential) and near zero GWP (Global Warming Potential). ProSolv® 5408e is tested to a number of industry standards including ASTM D3828, ASTM E918, Stock Loss ARP1755B and ASTM F945-1.
Expert Support to Keep You Running
EnviroTech Europe backs the ProSolv® Direct Replacements line with a range of services:
Free on-site assessments, cleaning trials, sample materials and technical consultations.
Ongoing regulatory support through global distributors.
Long-term supply stability, backed by UK-based manufacturing and logistics.
Your Next Steps: Secure Supply, Minimise Risk
Review your current Novec™ inventory.
Contact EnviroTech Europe for an on-site assessment or to claim your free product trial.
Evaluate ProSolv® matches - including standard and PFAS-Free blends.
Plan trials and qualifying tests to identify ideal replacements.
Place orders now, while the 3M™ Novec™ supply diminishes and before the price spikes further.
The Time To Act Is Now
EnviroTech Europe provide performanceequivalent 3M™ Novec™ alternatives, backed by full technical support. Secure your supply chain and preserve the integrity of your precision-cleaning processes by transitioning to the ProSolv® Direct Replacements today.
FURTHER INFORMATION
Please visit our website for more information about replacing 3M™ Novec™ solvents.
Visit www.envirotech-europe.com/3mnovec-replacements for more information. For advice please telephone us on +44 (0) 20 8281 6370 or use our website contact form.
All products are supplied and supported by EnviroTech Europe Ltd. Manufactured in the United Kingdom and available on short delivery times through our dedicated team of distributors worldwide.
NOW
HEATING AND COOLING IN ELECTROPLATING AND SURFACE ENGINEERING –THE HIGHEST CHEMICAL RESISTANCE
WITH LOW SPACE REQUIREMENTS
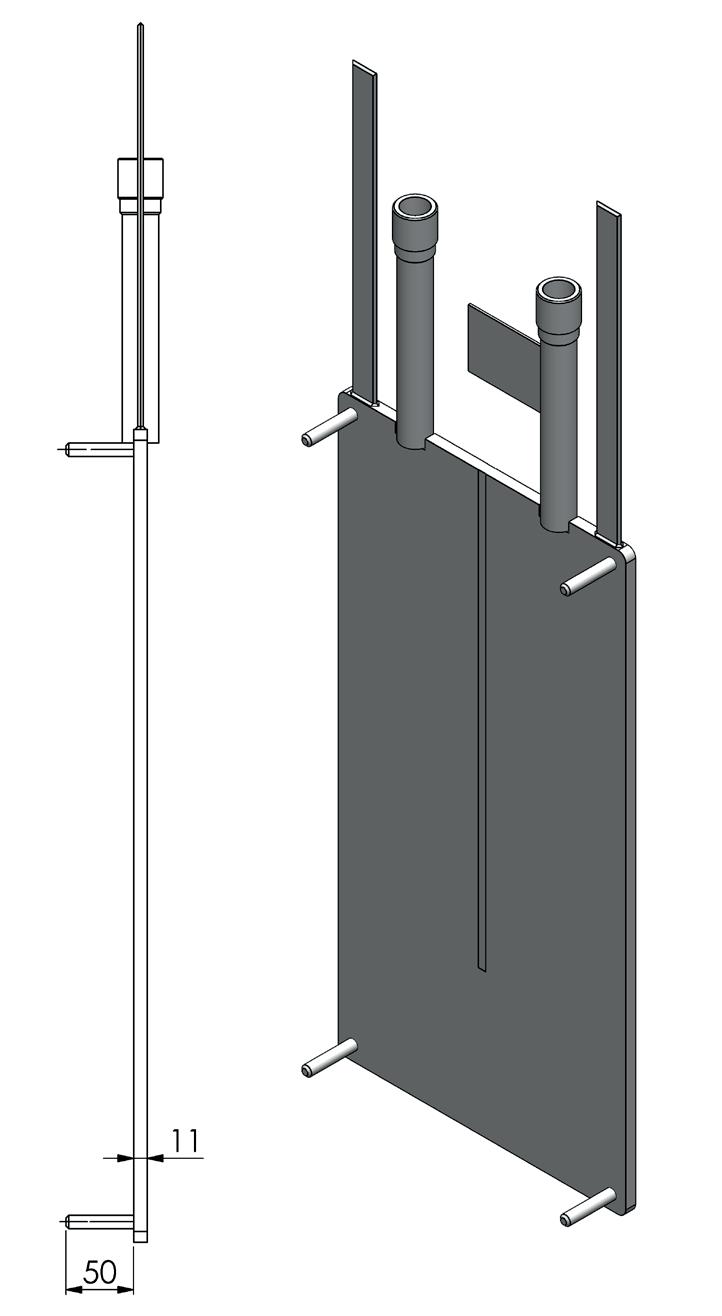
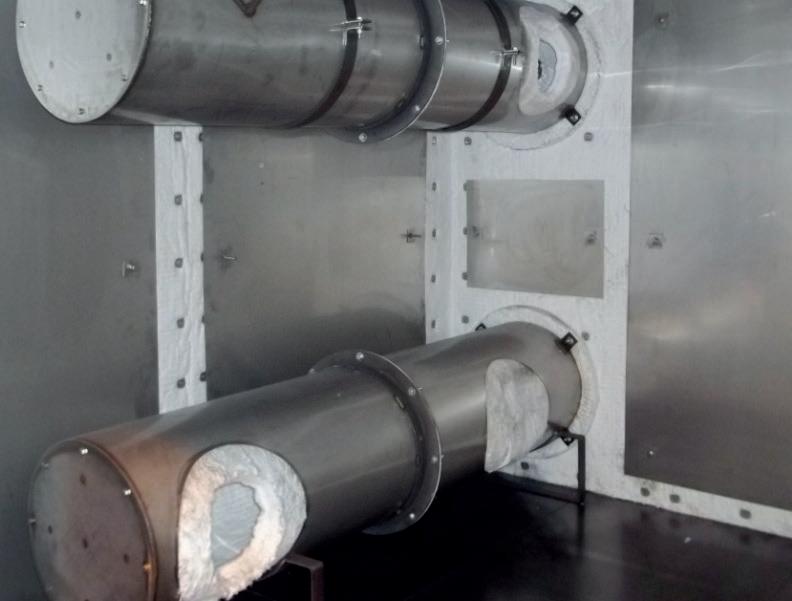
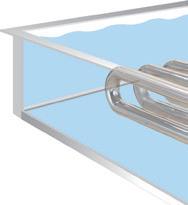
SYNOTHERM® heat exchangers allow for use in heat exchange loop systems through which a hot liquid (such as hot water, steam, hot oil) is passed through the panel. Heat energy from the hot liquid then transfers through the internal surface of the panel into the process solution tank. The spot-welded, perforated design creates turbulence through the channels, ensuring heated liquid molecules all touch with the internal surfaces of the panel therefore increasing heat exchange efficiency. Heat losses during the production process are compensated. A process generated heat input (e.g., from ambient heat, rectifier, or an exothermic reaction), can be compensated with the aid of heat exchangers by passing a cold liquid (e.g. cold water, glycol) through the panel.
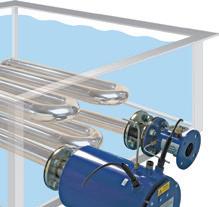
SYNOTHERM® PFA-coated plate heat exchangers exhibit a metallic base build. The compact, lightweight and pressureresistant design of the metallic base enables a long service life and high operational reliability of the heat exchanger.
Heat exchanger coated with fluoropolymer
In a multi-stage coating process, a fluoropolymer coating is applied to the metallic base build.
Zero porosity of the coating is verified by conducting a 100% high voltage test.
Thanks to the PFA-coating, SYNOTHERM®
PFA-coated plate heat exchangers feature excellent chemical resistance and antiadhesion properties, thus fulfilling two key requirements for use in chemical apparatus engineering. They are suitable for tempering highly acidic process liquids.
The anti-adhesive fluoropolymer coating ensures homogeneous heat transfer in conditions where incrustations, build-ups and deposits restrict the heat transfer capacity of heat exchangers. Fluoropolymers have significantly better heat transfer properties than other coating materials and plastic heat exchanger.
The incrustation tendency from media that cause heavy incrustation, such as zinc phosphates, is reduced considerably.
Easy cleaning and extended maintenance intervals reduce maintenance costs and ensure the availability of your plant in the long term. Falling parts or sediments cannot deposit on or get caught in the heat exchanger body.
The coated plate heat exchangers have a high surface density. This means that a large heat exchanger surface area (in m2) can be provided in relation to the required construction volume (in m3).
The total installation depth (see image) is 61 mm (11 mm heat exchanger body + 50 mm spacer to tank wall). The space saving reduces the size and cost requirement for tanks. More space is available for other components in the tank or plant (pumps, rectifiers, barrels etc.).
Telephone 01509 673656
Email: sales@gmfequipment.co.uk
Visit: www.gmfequipment.co.uk
Handling Solutions
Product Overview
Manual Monorail Systems
Unit loads up to 3000kg
Monorail Chain Conveyors
Unit loads up to 300kg
Power & Free Conveyors
Unit loads up to 7000kg
Stewart Gill Conveyors Ltd have been supplying overhead conveyors into all sectors of industry for over 70 years.
As a long time member of the Railtechniek van Herwijnen BV Group based in the Netherlands, Stewart Gill Conveyors can offer a comprehensive range of overhead conveyor products which are capable of handling unit loads up to 7000kg.
Stewart Gill Conveyors Ltd offer complete manufacture, installation and commissioning, coupled with fully documented instruction, operation and maintenance manuals.
We do:
In-House 3D CAD engineering
In-House manufactoring in the UK and EU
In-House design of PLC/PC control systems
Industry 4.0
Worldwide installation and commissioning
Remote support, service & inspection
Part of the
Floor Conveyors
Unit loads up to 500kg
MECWASH SYSTEMS: MEETING THE RIGOROUS CLEANING DEMANDS OF THE MEDICAL INDUSTRY
MecWash Systems Ltd, based in Tewkesbury, Gloucestershire, is a leading manufacturer of industrial parts washing machines designed to meet the stringent cleanliness standards of the medical industry. With regulations in the healthcare sector requiring absolute precision in cleanliness, MecWash delivers tailored cleaning systems that ensure components are free from contamination - critical for patient safety and product performance.
Precision Cleaning for Surgical Implants
MecWash has been working with medical implant manufacturers in Ireland for many years. A recent addition to our customer list is Croom Precision Medical, a specialist in manufacturing Class II and III medical implants. Croom chose MecWash’s MWX400 system to enhance their component cleaning processes. These implants must meet the highest quality standards.
Croom rigorously tested the system to ensure effective removal of contaminants including oils, swarf, and polishing compound. CEO Patrick Byrnes noted, “The MecWash machine meets all our requirements and more by delivering a controlled, validated outcome for each cycle. Operator interference is completely removed, which was a major win for our quality team.”
John Pattison, Managing Director of MecWash, added, “Croom’s implants require extremely high precision, and our technology ensures a reliable and repeatable cleaning process. The MWX400 has significantly improved both the speed and quality of their operations.”
Long-Term Partnership with Advanex Europe
Advanex Europe first approached MecWash in 2012 seeking a cleaning solution for delicate medical components, such as medical coil springs and metal pressings
CLEAN THE ‘IMPOSSIBLE’ WITH MECWASH.
Machined castings. Turned parts. Complex pressings and extrusions. Customers expect parts to be pristine. PRECISION AQUEOUS CLEANING demands MecWash.
MecWash’s aqueous wash systems can accurately flush hundreds of critical features simultaneously with individually targeted jets, while rotating the component in a spray / immersion chamber
• IMMERSION & ROTATION
TARGETED JETTING • ULTRASONIC AGITATION
VACUUM DRYING
Powder Checker
Non-contact Uncured Powder Thickness Gauge
Scan Mode continuously takes measurements—ideal for analyzing large areas
Dedicated stand-alone unit is ready to measure right out of the box
Fast measurement speed—ideal for moving lines and swinging parts
Storage of 999 readings with onscreen averaging. Stored readings can be downloaded to PosiSoft Desktop Software Affordably measures uncured powder coatings using non-contact ultrasonic technology to predict a cured thickness
Powder Inspection Kits Complete solutions for measuring powder coating before and after cure are available
used in Metered dose inhalers, auto injection systems and nasal sprays. The delicate composition of these products required a gentle cleaning process, in addition to guaranteed cleanliness. After successful trials, Advanex purchased an AVD 300 system featuring ultrasonic, flood and spray wash, hot air and vacuum drying, and programmable rotation speeds.
Operations Manager Rob Newham explained, “We trialled several companies to achieve improved cleanliness for our parts; MecWash was not only able to supply the most suitable equipment, but it also provided the correct chemical formulated to our specific requirements, achieving fantastic results that were beyond our expectations.”
As production scaled, Advanex invested in additional MecWash systems: a Duo in 2018 and an MWX400 in 2024. “Each of the machines we have purchased from MecWash have provided us with a leap forward in efficiency. The MWX400 has made a substantial difference in the volume and
speed of the parts washing. The previous MecWash machines exceeded our expectations and the MWX400 has done exactly the same.” said Rob.
Supporting Medical Manufacturing During the Pandemic
The importance of clean manufacturing in healthcare was thrust into the spotlight during the COVID-19 pandemic. In 2020, MecWash supplied an AVD machine to BNOS Meditech, a manufacturer of medical equipment, including medical gas regulators, flow meters and resuscitators, to help them meet the unprecedented surge in demand. Meditech played a key role in equipping Nightingale hospitals with these vital medical devices.
The AVD system significantly improved the efficiency of removing machining swarf and oils, allowing Meditech to rapidly increase production of resuscitators and oxygen regulators.
Plating meets Innovation and Sustainability
SurTec 717 - Modular, Alkaline Zinc/Nickel Process for all Applications
Modular process for rack, barrel and special applications
Tolerates higher process temperature up to 35°C
Easy to control, automatically limits the nickel content below 16%
For highest quality requirements (heat resistance & corrosion protection)
Usage without waste water is possible
Highest cost-effectiveness when using the SurTec regeneration process
precote Product Range - Thread Locking and Sealing
Specially developed pre-coating products for locking, sealing & clamping
Based on unique microencapsulation technology
Excellent service and high-quality products made in Germany
Duncan Riches, Stores Manager at Meditech, remarked, “At the busiest time we saw an increase in business of around two years’ worth of orders in the space of 10 days, and our existing ultrasonic washer couldn’t cope with the demand. Our new MecWash machine takes a huge quantity of parts compared to our last one and the cleaning quality of the machine gives us full confidence that everything we produce is cleaned to the highest of standards.”
Engineering for the Future of Medical Manufacturing
MecWash’s reputation in the medical sector is built on technical precision and customer collaboration. Their systems are not only designed to meet strict cleanliness
Lets work together
requirements, but they also feature smart technology for system monitoring and maintenance—reducing downtime and ensuring process consistency and optimisation.
“Our customers in the medical industry demand the highest standards,” said John Pattison. “We work closely with them to design and build cleaning systems tailored to their specific manufacturing processes. Whether it’s interstage cleaning or final cleaning, our technology ensures that each and every part meets the critical requirements of modern medical applications.”
Telephone: +44 (0) 1684 271600
Email: enquire@MecWash.co.uk
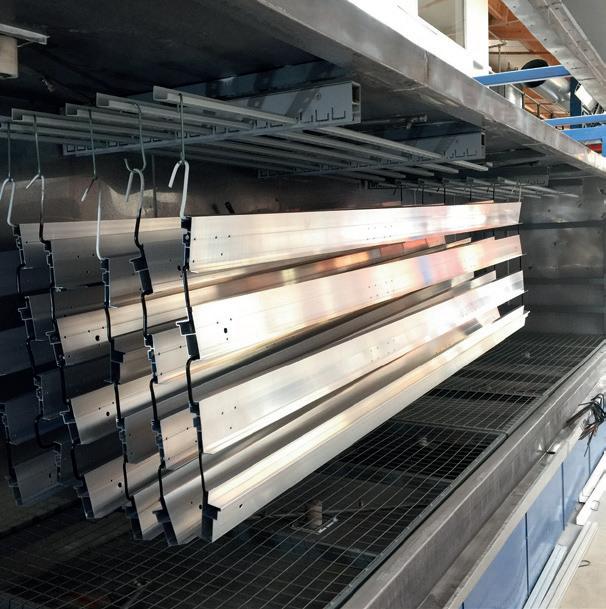
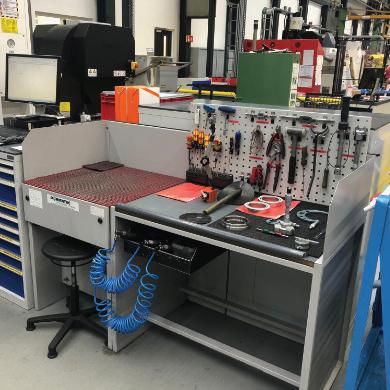
PURPOSE OF ATTACHING PROTECTIVE FILM TO PROFILES FOR WINDOWS
The purpose of attaching protective film to profiles for windows, doors and facades
The surface of painted profiles, which may be scratched when manipulated during processing, should already be provided with protective film before initial processing. Customer claims due to damaged surfaces are reduced to a minimum as a result. Before foiling the surface is checked and, as a result of the film, the quality is maintained up to the delivery of the finished product. The film remains on the surface during all machining processes and is usually only removed after the installation of a window.
Machine in in-line operation
The profile, which is inserted manually or via powered roller conveyors into the filming machine, is conveyed with a drive up to the knurling machine. Usually only one side is foiled in the process, but two-sided foiling is also possible. The beginning of the profile is detected by the control system, the film is pressed on fully automatically and cut off automatically at the end. The machine itself communicates with the downstream machine to synchronise and optimise speeds. This film wrapping can also be supplied for autonomous applications.
Autonomously working machines
For autonomous applications, different versions are available for one-sided up to four-sided wrapping. The machines can easily be adapted to very different profile shapes. The profiles are manually inserted or via roller conveyor fed into the wrapping machine. The film (a maximum of 4 pages at a time) is continually being pressed on and cut off automatically at the end of a profile.
Issues
In addition to a good throughput speed, high demands are made on the performance of the machine with regard to blistering and the placement of the film on the profile. The film itself also has an impact on its clean attachment. The adhesive power of the self-adhesive, as well as the ultimate elongation of the film, plays an important role in this. Good results can be achieved with an adhesive strength of 260cN / 20 mm and a thickness of 80-100 my. Thinner films are often used as well. In the case of structured colours, films with a significantly higher adhesive strength need to be used. After foiling, it must be borne in mind that the profiles or finished windows are not exposed to direct sunlight, as residues of the film may form in the surface coating as a result.
Telephone: +41 44 926 44 88
Email: sales@muller.ch
Visit: www.muller.ch
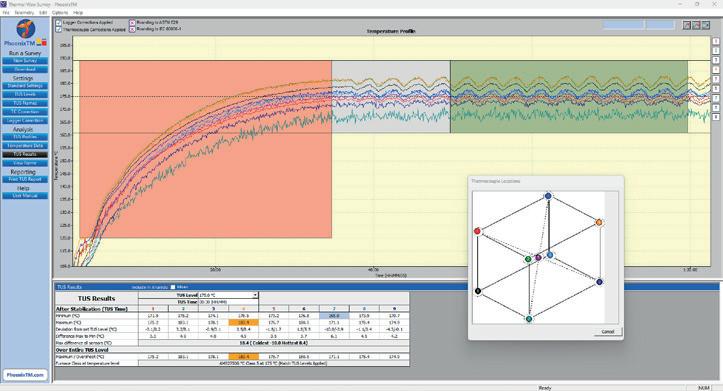
PAINT CURE MONITORING –
PHOENIXTM HELPING DRIVE QUALITY AND COATING OVEN ECONOMY
Monitoring what is happening inside your cure oven is critical to understand how your paint or powder coating operation is working. PhoenixTM understands the challenges you face running your operation, to not only get the coating cure quality you need but keep your oven technology up and running as economically as physically possible. With energy costs and ever-increasing labour costs you need to make your operation run efficiently and make those costs savings wherever possible. To help you get the best out of your oven PhoenixTM offer a monitoring toolbox to suit your specific needs.
Comprehensive Product Temperature Profiling
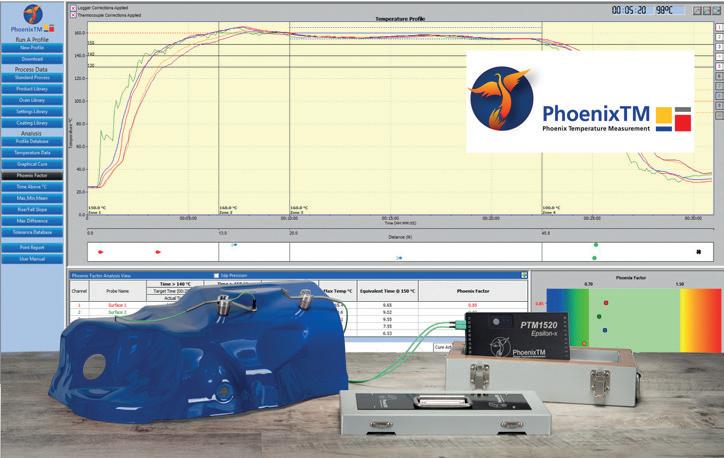
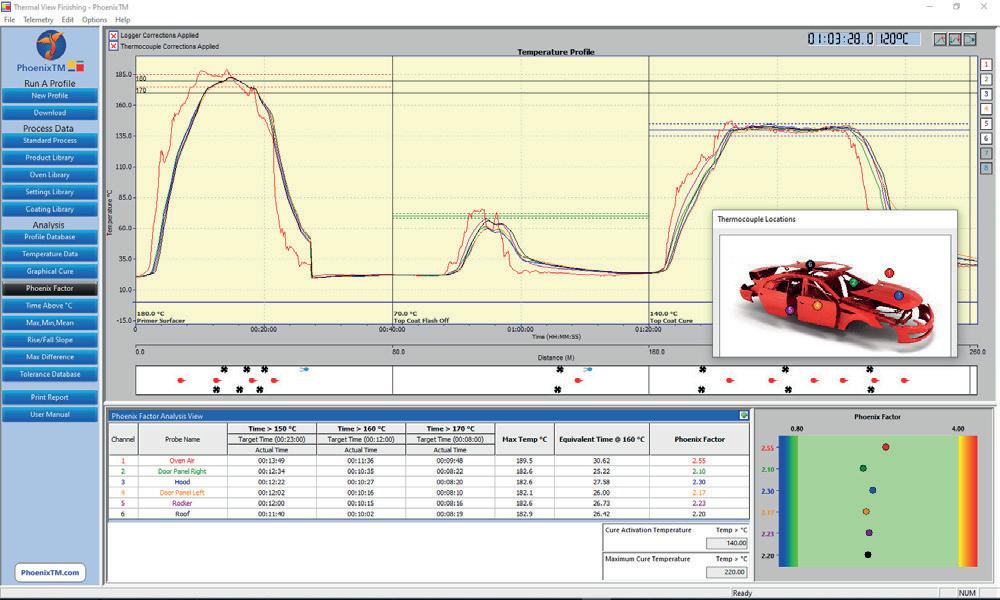
The PhoenixTM Thru-process temperature profiling systems provide you with an accurate record of what temperature your product experienced in the cure oven. Thermal View Finishing software provided with the system converts the raw temperature profile data into meaningful information. The software is designed with all the analysis and process documentation tools to fully interpret and communicate paint cure performance.
To provide an accurate method to quantify cure PhoenixTM have developed its own mathematical index of cure calculation referred to as the Phoenix Factor. The Phoenix Factor gives the paint technician a perfect numerical tool to easily and accurately confirm that the cure process is working to the coating supplier specification, guaranteeing quality of cure and eliminating rejects or need for rework and corresponding cost. Irrespective of the profile shape, as all profile data is utilised, it’s as simple checking for a correct consistent Phoenix Factor. A value close to 1.00 equals perfect theoretical cure with < 1.00 potential under cure >1.00 potential over cure.
With the on-going energy crisis, the tool provides a further benefit in that is allows operational characteristics of the oven (zone set temperatures / line speeds) to be optimised with confidence and with no risk to the cure quality. Consider what effect potentially dropping your oven set-point temperatures by 10 °C could make to the operating cost of the oven over a month or year!
Comprehensive Range
• Data Logger and Thermal Barrier choice (6 to 20 Thermocouples)
• Extensive Thermocouple range
• Real Time RF Telemetry options
• ATEX approved options
• Full UK service and calibration support
Software Packages to Suit
• Thermal View or enhanced Thermal View Finishing software
- Match Analysis Tools to suit.
• CQI-12 Temperature Uniformity Survey solution options
Innovative Video
Capture
Thru the operating oven
• Detect paint runs, chips and defects
• Spot transport problems
• Identify oven damage
• Locate dust and inclusion risk areas
Temperature Profiling Systems
Oven Profile and TUS software
Optic Video Profiling System
When setting up new processes or changing energy / heating sources you can monitor your process to permit quick effective optimisation. As they say look after the pennies and the pounds will look after themselves. Even in coating every little counts!
Oven Temperature Uniformity Surveying (TUS)
To perform a Temperature Uniformity Survey (TUS) to comply with CQI-12, PhoenixTM have developed a software package specifically designed to allow efficient surveying of the oven.
At critical TUS temperature levels data logger recorded data can be analysed to check that at all points on the TUS frame (oven working zone) are within a specified tolerance (Target TUS temperature ± Tolerance) and remain in tolerance for the period of the specified TUS
test. Graphical tools and analysis tables allow easy clear data interpretation. Accuracy of data can be maximized through auto application of both data logger and thermocouple correction factors. All analysis and reporting requirements of the CQI-12 are provided by the software to verify full compliance.
For batch oven processes the data logger can be used externally to the oven trailing TUS thermocouples without need for thermal
pressure
The Cobra 40-10 & Cobra 40-25
High-pressure double diaphragm pump:
• Practically pulsation-free for high surface quality
• Very low detergent consumption
• Applications up to 250 bar and 5 l/min
• For aggressive, abrasive or shear-sensitive materials
protection. Each thermocouple is fixed to the designated location on the TUS frame positioned in the oven cavity. Live data generated during the run can be viewed in real time in the survey software during the TUS run. Data transfer from data logger to PC can be performed by either a hardwired comms cable, Bluetooth or optional RF telemetry feature. PhoenixTM can offer a range of data logger options to suit the monitoring challenges.
The PTM4220 stand-alone data logger is designed specifically for external
monitoring of batch oven processes ideal for performing Temperature Uniformity Surveys to CQI-12. Alternatively, the conventional data logger range (PTM1210/PTM1510) can be used also for TUS work either external monitoring of batch ovens or even conveyorised ovens. For such continuous processes the data logger travels safely, protected by a suitable thermal barrier, with the TUS frame (volumetric or plane method) through the process. Live data can be transferred if the RF telemetry option is used, otherwise, the TUS run can be simply downloaded post run for full TUS analysis and reporting.
To understand, control, optimise & certify your coating operation why not PhoenixTM your finishing oven today!
Telephone: +44 (0) 1353 223100
Email: sales@phoenixtm.com
Visit: www.phoenixtm.com
Pumps up to 250m³/h
Horizontal
Magnetic Sealless
Vertical Sealless
Filtration Systems up to 60m³/h
Cartridges
Bags
Papers
Microfibres
High Quality German DC Switch Mode Rectifiers
DC Rectifiers
Pulse Rectifiers
High current rectifiers up to 10,000A
PHOS-PREP
Pre-Treatment Solutions Group Ltd supply unique chemistries for an array of metal processes.
Our Phos-Prep® range of chemicals are chrome free, eco-friendly and cost effective all while maintaining quality and performance.
With over 50 years experience within the industry we pride ourselves on finding the right solution for your metal treatment. Whether that be degreasing, etching, phosphating, paint stripping and more!
TESTIMONIALS
“We have been a customer of PTS for over 20 years and during our time we have relocated our business, changed our pretreatment process with the full support and expert advice to implement changes from the PTS team. A great company who always go the extra mile to support their customers.”
P.Allen, West Midlands.
“We have been fortunate to have partnered with PTS for over ten years now. They are consummate professionals and always exceed expectations in terms of delivery of service, knowledge and customer care.”
E.Smith, Hampshire.
, pleasure queries
“We have had the great pleasure in working with PTS for over 5 years. No matter how big or small our queries are, PTS always come up trumps and in rapid time. The team are always willing to visit our site to help out with any issues we have or just for a general catch up with our staff. We have a very good relationship with the whole team at PTS and long may this continue.”
R.Glasbey, West Yorkshire.
QUALICOAT MEET IN DUBLIN
By Chris Mansfield - QUALICOAT Chair
With over fifty delegates attending in person and online from our membership, our recent QUALICOAT UK & Ireland Association meeting held in Dublin offered an excellent opportunity to connect with industry peers in a productive and inspiring setting. Held at The Samuel Hotel in the heart of the city, the event combined insightful presentations with collaborative discussions, all set against the backdrop of Dublin’s renowned hospitality. The venue provided a professional yet welcoming atmosphere, while the central location made it easy for members to attend from across the UK and Ireland.
Over the last few years the coating membership of the Association has grown significantly to include all the major and medium sized powder coaters across the UK & Ireland. The technical focused meeting of association member companies provides significant value by fostering collaboration, knowledge sharing, and innovation within a focused professional community. It allows participants to discuss common challenges, benchmark best practices, and stay up to date with evolving standards, technologies, and regulatory requirements.
Chris Mansfield - UK & Ireland Chair
PosiTector ® Inspection
Unrivaled
Coating Thickness Probes
n Ferrous n Non-Ferrous n Combination n Ultrasonic
Surface Profile Probes
n Depth Micrometer n Replica Tape Reader
Environmental Conditions Probes
n Integral n Cabled Magnetic Probe n Anemometer Probe
n 1/2” NPT n Infrared
Hardness Probes
n Shore n Barcol
Salt Contamination Probe
n Bresle Method
Ultrasonic Wall Thickness Probes
n Corrosion n Multiple Echo Thru-Paint n Precision
n Low Frequency n Xtreme
Customized Inspection Kits...
Build your own kit from a selection of gauge bodies and probes to suit your needs.
Backwards Compatibility! The redesigned PosiTector gauge body accepts ALL coating thickness (6000/200), environmental (DPM), surface profile (SPG/RTR), salt contamination (SST), hardness (SHD/BHI), and ultrasonic wall thickness (UTG) probes manufactured since 2012.
By bringing together our members, experts with shared goals, these meetings encourage constructive dialogue, strengthen industry relationships, and lead to more consistent and effective powder coating technology within the QUALICOAT Specification.
The meeting started at 09:00 and after introductory matters of the meeting were concluded, Coby Armar, General Secretary of QUALICOAT global, offered members an update on the Association’s new quality label which is accompanied by the tagline “Inspired by architects, trusted by professionals”. The Association, based in Zurich currently has eight general licensees, QUALICOAT UK & Ireland being one, these GL’s offer regional support to members and arrange the regular third party inspections of members. The intention of QUALICOAT is to increase the number of GL’s across the globe as the Association continues to grow. In order to support construction specifiers, the Association is aiming to offer
presentations at the ‘architect@work’ events in London and Berlin, and the Zak World of Facades in London, Brazil and Singapore.
The Association global membership currently comprises of membership from powder coating companies, powder systems manufacturers and pre-treatment systems suppliers. With the development of QUALICOAT 3.0 and the research that has gone into the aluminium substrate composition, the Association is looking to introduce extruders into membership. This move will see the tightening of the composition and processing of recycled aluminium extrusions to further enhance life expectancy of the applied powder coatings.
Membership of the UK & Ireland association continues to grow with Sure Powder Coatings recently gaining their licence. This now takes the coaters membership in the UK to thirty with a further three coating companies who are likely to gain their licences this year.
The ‘Seaside’ endorsement that members can additionally add to their licence offers a more robust pre-treatment process that is required when a project is within 5Km of the coastline. This endorsement is being sought by more members, currently there are 19 coating members who carry this endorsement which is a testament to the quality of coatings that our members want to supply.
Training of the continuous process management and regular testing of production samples is key to the quality behind the QUALICOAT label. In mid-July we are holding two days of training for members Laboratory Technicians, the first day will be for new members and technicians and the second day will be for more experienced technicians. All Laboratory Technicians must attend a training day at least once every two years, this is a requirement of the QUALICOAT licence.
As the Association grows, currently fifty-three members in total, so does the management of the day to day matters of specification enquiries and membership related issues. To help with the management of our UK & Ireland Association and set its course for future growth, the Association now formally invites members to join a board of governors. The intention will be to have a board meeting prior to Member’s meetings so that matters can be voted on and adopted by the Membership.
The next Members meeting of the Association is to be held at Bragborough Hall on 16th October where the meeting will be followed by the Association AGM.
Should you wish to attend a members meeting and apply for membership of QUALICOAT please get in touch.
All QUALICOAT UK & Ireland members are available to offer advice and can be found on the Association website at qualicoatuki.org
KeyTec, a company founded in 1999 and based in Sittard, has been a reliable partner of Rösler for many years. KeyTec specializes in the large-scale production of precision components made of metal and plastic. The company operates both nationally and internationally and has branches in China and the Czech Republic. KeyTec has recently invested in another surface finishing system from Rösler. But why did KeyTec choose Rösler, and what are the advantages of this collaboration?
The picture shows Coen (project manager), Jeannot (production manager) and Bert (account manager at Rösler), who all made a significant contribution to the success of this project.
A well-thought-out approach for optimal solutions
The fact that KeyTec chose Rösler is no coincidence. ‘Rösler is characterized by its way of working, in which they first identify precisely which solution is best for the customer,’ explains Coen from KeyTec. ‘They not only look at the right machine for the specific products, but also at the entire production process and which processing is most suitable. ‘This holistic approach ensures that Rösler’s solutions are not only
technically correct, but also fit seamlessly into the customer’s production processes.
A long way to the perfect system
KeyTec’s collaboration with Rösler on this project began in 2019 with initial discussions and a search for a suitable process. In During this time, many subcontracts were placed with Rösler. After several tests at Rösler and detailed process development, a system from Rösler was finally selected that met KeyTec’s high requirements.
‘We chose Rösler because of the durability and quality of their machines, and because of the possibility of automatic separation,’ explains KeyTec. One of the biggest challenges in this process was handling a large volume and variety of products. Thanks to Rösler’s expertise and close cooperation, excellent solutions were found for these challenges.
Efficiency and cost savings through automation
Since the installation of the new machine, a typical working day at KeyTec has been much more efficient. ‘The operator only has to fill the machine, switch it on, and refill it once the process is complete. Manual separation is also no longer necessary,’
says KeyTec. The entire process runs automatically, so constant monitoring is not necessary. Thanks to this automation, KeyTec has noticed significant improvements in its logistics processes and savings in costs. ‘As we now have all the necessary tools in-house, we save considerably on transportation costs that were previously caused by outsourcing the work to an external service provider.’
Competent support and customer service
KeyTec rates its collaboration with Rösler very highly. ‘Rösler’s customer service and support are very professional, and their colleagues are fully involved in the process and the project, ‘ the company emphasizes. KeyTec therefore recommends other companies looking for surface treatment solutions to get in touch with Rösler.
An important insight: early collaboration
KeyTec has drawn a valuable conclusion from this experience: ‘The importance of early collaboration cannot be overestimated.’ Thanks to the early and intensive collaboration with Rösler, KeyTec was able to develop a perfectly tailored system and process.
Thanks to its close collaboration with Rösler Benelux, KeyTec has taken another step towards its continuous pursuit of innovation and efficiency in surface finishing with this new investment.
For over 90 years, the privately owned Rösler OberflächentechnikGmbHhasbeenactively engagedinthefieldofsurfacepreparation andsurfacefinishing.Asglobalmarket leader, we offer a comprehensive portfolio of equipment, consumables and services aroundthemassfinishingandshotblasting
technologiesforawidespectrumofdifferent industries.Ourrangeofabout15,000 consumables, developed in our Customer Experience Centers and laboratories located all over the world, specifically serves our customersforresolvingtheirindividual finishingneeds.Underthebrandname AM Solutions, we offer numerous equipment solutions and services in the area of additive manufacturing/3Dprinting.Last-but-notleast, as our central training center the Rösler Academy offers practical, hands-on seminars tothesubjectsmassfinishing,shotblasting andadditivemanufacturing.TheRösler grouphasaglobalnetworkof15locations and approx. 150 sales agents.
For more information, please go to: www.rosler.com
Gas Process Burners
FD Series Packaged Oven/Dryer Burners
•Speci cally designed for process air heating applications in convection ovens and dryers
•High turndown/short ame lengths providing accurate process temperature control
•High ef ciency gas + air modulation, gas only modulation and simple high/low control options
•Heat Input Range: 9 kW – 1550 kW
TX Series Gas Fired Process Tank Heating Systems
•High ef ciency (80%+) heating of all types of spray and dip process tanks
•Compact high ef ciency small diameter immersion tube heat exchangers occupying minimum tank space
•Accurate performance modelling using Lanemark TxCalc design software
•Heat Input Range: 15 kW (1½") – 1150 kW (8")
Midco HMA Series Air Replacement or “Make-Up” Air Heating Burners
•Direct red, high ef ciency burner systems, for high volume air heating applications such as paint spray booths, ovens and dryers.
•Supplied either as Midco burner heads for OEM system integration or as Lanemark DB or FDB complete packaged systems including modulating gas valve trains and controls
•Wide range of ring rates to suit alternative temperature rise and air velocity system requirements
•DbCalc system design software
FD-GA modulating gas + air process air heating burners. TX high efficiency small diameter immersion tube tank heating systems.
FD-E low cost high turndown oven/dryer air heating burners.
FD-C high turndown oven/ dryer air heating burners.
Midco HMA high efficiency, high turndown, air replacement or “make-up” air heating burners.
Lanemark gas burner systems offer users reliable, high efficiency, process heating solutions.
YOUR ONE STOP SHOP FOR A WIDE RANGE OF FILTRATION SOLUTIONS AND FILTER SUPPLIES
Airmaster Retrofit
Total Filtration is a Division of The Westbury Group of Filtration Companies, is your one stop shop for the manufacture and supply of liquid and dust filter cartridges and associated components.
Our Industrial Dust Extraction Collectors and filter cartridges span many industries including:
Automotive
Chemical
Construction
Engineering
Food & Beverage
HVAC/Ventilation
Paper, Pulp & Woodwork
Pharmaceutical
Plastics
Powder Coating
Shotblast & Beadblast
We carry a vast selection of filter media, including Cellulose blends, Polyester, AntiStatic Polyester, PTFE coated and Membrane, Nano, Flame Retardant coated, to name a few.
Our bespoke range covers most major OEM and retrofit manufacturers including:
• AAF • Airmaster • Altair • Camfil Farr
• Clarcor • Dantherm • DCE • Donaldson
• Freudenberg • Mahle / Dustcheck
• Nordic • Unicell • WAM
Our Airmaster Dust Filter equivalent is a pleated cartridge made in two lengths, 450mm (type 1) and 920mm (type 2). The end caps can be Galvanised Steel or Stainless Steel, there are three types of filters available with spun polyester standard, Anti-Static, PTFE media and Anti-Static PTFE.
Retrofit
The Altair dust filter equivalent range are cartridge filters made in several lengths: 600mm, 660mm, 1000mm and 1200mm (Other lengths available). These are available in a range of medias as detailed below.
Camfil Farr Goldcone Retrofit
We manufacture our own range of Goldcone style filters, without the cone, available in the length of 1000mml. These are available in a range of medias which include: - Cellulose blend 80/20FR, STD Polyester, A/Stat Polyester.
ALTAIR
Camfil Tenkay Mark 1, 2, 3, 4 Retrofit
We manufacture a range of square top filters in both 325mm and 225mm (closed end cap sizes). These are also known as Camfill Farr Tenkay Mark 1, 2, 3 and 4 alternatives. They are available in a choice of lengths and medias (All lengths are also available in the round end cap version).
cartridges are made in three lengths: 565mm, 800mm and 1000mm. They are available in a range of medias including Standard, AntiStatic, PTFE Standard and Anti-Static PTFE.
Dantherm Cartridge Filter Retrofit
Our ABS Dantherm Cartridge Filter Alternative (also known as an Airmaster, Nederman or Disa Dust Filter Cartridge.) is made of lightweight strong plastic version of the Type 66,44,40,22 and 20. (Also available in carbon impregnated for Anti-static requirements).
Donaldson Siloair Filter Retrofit
Our DCE Torit Siloair Filter equivalents are perfect for silo vending machines. These filter
Donaldson TDS Equivalent Retrofit
The Donaldson TDS Equivalent single or double ended filter cartridges are available in three basic diameters (202mm, 325mm and 350mm) with six different lengths. They are available in different medias. (Depending on the application), these include Nano Fibre, Spun Bonded Polyester, PTFE, and anti-static.
Our Donaldson TORIT Cartridge Filter retrofits come in two basic diameters (325mm and 350mm) with six different lengths. There are several medias to choose from. (Depending on the application), these include Nano Fibre, Spun Bonded Polyester, PTFE and anti-static.
New and used vibratory finishing machines and systems from 2 litres to 4000 litres
Finishing media; Ceramic, Plastic, Wood, Steel and Maizorb
Liquid / powdered / paste compounds
Abrasive finishing wheels
Vibratory separators / sieving machines and re-meshing service
Repairs and relines
Effluent water treatment systems
Redundant machines purchased
Consultancy
Subcontracted finishing and industrial sieving services
SHARMIC FOR FAST, FRIENDLY SERVICE
Experienced Engineers After sales technical support Nationwide deliveries
Tel: +44 (0)1299 822135 / 878123/4/5
Email: info@sharmic.co.uk www.sharmic.co.uk
DONALDSON UNICELL Retrofits
We also manufacture a complete range of Unicell type cartridge filters which include the two size 70mm x 475mm x 1004mm with 5.00M2 or 70mm x 475mm x 800mm with 4.00M2. These two sizes of cell filter can be made using any of the following filter media: 260g Spunbonded Polyester, Anti-Static finish / Oleophobic coat/ PTFE Coat or Membrane.
Mahle /Dustcheck Catchplate Retrofit
We manufacture Mahle Catchplate
Alterative / Dustcheck twist lock cartridge filter alternative in 328mm O/D x 600mml, available in single open end or double opened ended, using a choice of high-quality medias including: - Cellulose blend 80/20 FR, Nano fibre, STD Polyester, Antistatic Polyester and both STD and Antistatic PTFE membrane.
We manufacture 3 lug filters in a range of sizes: - 145mm O/D, 150mm O/D, 225mm O/D. 370mm O/D and 397mm O/D. In a range of materials available including Aluminium, ABS Plastic and Resin. All Lengths available up to 1400mml. Medias include: - Cellulose blend 80/20 FR, STD Polyester, Antistatic Polyester.
Total Filtration are pleased to announce our new range of TOTALFLO Dust Collectors suitable for cartridges and bag filters. Here’s just a few of the many benefits of our new range.
All our dust collectors are manufactured in the UK with a full range of sizes to suit all airflow requirements.
All our dust collectors can be offered to ATEX standard to ST1 & ST2 and can be provided with full certification.
Our Range of Dust Collectors
and Extractors include
Reverse Jet Dust Collectors.
Technical Advice, Evaluation and Sizing for all customers.
Total Filtration can manufacture a parallel version of the RD60/ RD72/RD100 screw thread filter. This dust filter is available in both Galvanised and Stainless-Steel finish. Available in several lengths from 200mml to 1200mml. Media Options include STD
Downflow and Crossflow dust Collectors, to suit specific processes.
Unicell style Dust Collector.
Full turnkey installations, Large & Small.
For more information on our Dust range contact Mark Longworth on 01282 459744 or email sales@totalfiltration.com
Pull-Off Adhesion Testers
Measure the adhesion of coatings to metal, wood, concrete and more
n Impact and scratch resistant color Touch Screen display with keypad
n Wirelessly connect the PosiTest AT-A to your smart device using our free app
n Record the results as pass/fail and the nature of fracture cohesive, adhesive and glue failures
Treatment Solutions
The Global Leaders Surface Treatment
A GLOBAL LEADERS IN WET BLASTING & SURFACE TREATMENT SOLUTIONS
leadership of our managing director, Aidan Mallon, Vixen has been technological advancement. This unwavering commitment has global market as leaders in the design and manufacturing of wet decades of experience, we have wet blasting, washing, and solutions to meet the unique needs of stringent parameters and high range of standard wet blasting, available both as standalone tailored to specific customer improvement initiatives and nurture a culture of within our team and our ability to handle design and vertical integration affords us complete control over supply us trust and recognition o n a global scale. our integrated manufacturing facility and headquarters ensure collaboration across departments, fostering efficiency and cohesion.
Established in 1990 under the leadership of our managing director, Aidan Mallon, Vixen has been dedicated to continuous growth and technological advancement. This unwavering commitment has propelled us to the forefront of the global market as leaders in the design and manufacturing of wet blasting solutions. With over three decades of experience, we have been at the forefront of innovation in wet blasting, washing, and degreasing, often customising solutions to meet the unique needs of our customers, especially when stringent parameters and high tolerances are involved.
Our product offerings include a range of standard wet blasting, washing, and degreasing machines, available both as standalone units and as multi-stage systems tailored to specific customer requirements. Through ongoing improvement initiatives and strategic investments, we strive to nurture a culture of innovation within our organisation.
Central to our success is the synergy within our team and our ability to handle design and manufacturing entirely in-house.
Established in 1990 under the leadership of dedicated to continuous growth and technological propelled us to the forefront of the global market blasting solutions. With over three decades been at the forefront of innovation in wet blasting, degreasing, often customizing solutions to meet our customers, especially when stringent parameters tolerances are involved.
Our product offerings include a range of washing, and degreasing machines, available units and as multi-stage systems tailored requirements. Through ongoing improvement strategic investments, we strive to nurture innovation within our organization.
Central to our success is the synergy within manufacturing entirely in-house. This vertical chain, quality, and efficiency, earning us trust Located in the Northeast of England, our integrated seamless communication and collaboration
As a global entity, we maintain a network of business partners, distributors, and sample processing test labs
Leaders in Wet Blasting & Treatment Solutions
our managing director, Aidan Mallon, Vixen has been technological advancement. This unwavering commitment has market as leaders in the design and manufacturing of wet of experience, we have blasting, washing, and meet the unique needs of parameters and high of standard wet blasting, available both as standalone tailored to specific customer improvement initiatives and nurture a culture of our team and our ability to handle design and vertical integration affords us complete control over supply trust and recognition o integrated manufacturing facility and headquarters ensure across departments, fostering efficiency and cohesion.
As a global entity, we maintain a network of business partners, distributors, and sample processing test labs worldwide. At Vixen, we pride ourselves on our collaborative approach, working closely with customers to deliver tailored solutions that precisely meet their needs. This collaborative process has been instrumental in providing effective surface treatment
This vertical integration affords us complete control over supply chain, quality, and efficiency, earning us trust and recognition on a global scale.
The Global Leaders in Wet Blasting & Surface Treatment Solutions
Located in the Northeast of England, our integrated manufacturing facility and headquarters ensure seamless communication and collaboration across departments, fostering efficiency and cohesion.
As a global entity, we maintain a network of business partners, distributors, and sample processing test labs worldwide. At Vixen, we pride ourselves on our collaborative approach, working closely with customers to deliver tailored solutions that precisely meet their needs. This collaborative process has been instrumental in providing effective surface treatment solutions.
Established in 1990 under the leadership of our managing director, Aidan Mallon, Vixen has been dedicated to continuous growth and technological advancement. This unwavering commitment has propelled us to the forefront of the global market as leaders in the design and manufacturing of wet blasting solutions. With over three decades of experience, we have been at the forefront of innovation in wet blasting, washing, and degreasing, often customizing solutions to meet the unique needs of our customers, especially when stringent parameters and high tolerances are involved.
Our comprehensive range of wet blasting solutions encompasses everything from standard manually operated cabinets to inline systems and fully automated, integrated robotic systems. Additionally, we offer washing, degreasing, and Ultrasonic solutions to meet a wide array of surface treatment requirements.
For further details on our offerings, including applications and industries served, as well as in-depth information and operational videos, we invite you to visit our website at www.vixenaquablast.com There, you’ll find a wealth of resources to help you explore our solutions and determine the best fit for your needs.
Our product offerings include a range of standard wet blasting, washing, and degreasing machines, available both as standalone units and as multi-stage systems tailored to specific customer requirements. Through ongoing improvement initiatives and strategic investments, we strive to nurture a culture of innovation within our organization.
Central to our success is the synergy within our team and our ability to handle design and manufacturing entirely in-house. This vertical integration affords us complete control over supply chain, quality, and efficiency, earning us trust and recognition on a global scale. Located in the Northeast of England, our integrated manufacturing facility and headquarters ensure seamless communication and collaboration across departments, fostering efficiency and cohesion.
Trusted by manufacturers and customers spanning various industries, from aerospace OEMs to medical device manufacturers, we offer cutting-edge solutions to address diverse surface treatment requirements
We work across a large number of industries covering multiple applications, visit our website and view application and industry pages or go straight to our solutions page.
As a global entity, we maintain a network of business partners, distributors, and sample processing test labs worldwide. At Vixen, we pride ourselves on our collaborative approach, working closely with customers to deliver tailored solutions that precisely meet their needs. This collaborative process has been instrumental in providing effective surface treatment solutions.
Discover the Future of Surface Finishing at Surface World 2027! Explore the latest in surface treatment, finishing, and coatings at the UK’s leading event. Connect with top suppliers, discover cutting-edge technologies, and stay ahead in the industry. Don’t miss out—secure your place today!
If anything is incorrect please notify the editor, Jane Soones, at Hill Media Limited, by June 30th 2026. Any updates will be rectified in the following issue of the Surface World Handbook & Directory that is published after this date.
Please send any corrections via email to: janesoones@hillmedia.com / janesoones@aol.com
Discover the Future of Surface Finishing at Surface World 2027! Explore the latest in surface treatment, finishing, and coatings at the UK’s leading event. Connect with top suppliers, discover cutting-edge technologies, and stay ahead in the industry. Don’t miss out—secure your place today!
supported by
EQUIPMENT, PLANT & MATERIALS
AABRASIVE BLASTING
Dry blast cleaning
Abraclean Ltd
AMT Ltd
Guyson International Ltd
Hodge Clemco Ltd
Hogg Blasting & Finishing Equipment
Krysteline Group Ltd
Odlings MCR Ltd
Pangborn SES
Power Blast International Ltd
Rösler UK
SLF UK
Straaltechniek UK Ltd
Surface Finishing Equipment Group
Surface Technology
Vaquatec (UK) Ltd
Wheelabrator Group
Wet/vapour blast cleaning
Abraclean Ltd
Hodge Clemco Ltd
Krysteline Group Ltd
Odlings MCR Ltd
Pangborn SES
Rösler UK
SLF UK
Vaquatec (UK) Ltd
Vapormatt Ltd
Wheelabrator Group
ANTI-SLIP FLOORING
Fibreglass Grating Ltd
BBARREL & VIBRATORY FINISHING
Barrel finishing media
MacDermid Plc
PDJ Vibro Ltd
Rösler UK
Thos.Sutton Ltd, t/a Sutton Tools
Barrel finishing plant Automation Solutions Ltd
19-22 Goldworth Rd Ind Est, Woking. GU21 6LY
Tel: 01483 773444 Fax: 01483 726220
Email: sales@automationsolutionslimited co uk Web: www.automationsolutionslimited.co.uk
If anything is incorrect please notify the editor, Jane Soones, at Hill Media Limited, by June 30th 2026. Any updates will be rectified in the following issue of the Surface World Handbook & Directory that is published after this date.
Please send any corrections via email to: janesoones@hillmedia.com / janesoones@aol.com
TRADE COATING & FINISHING SUBCONTRACT SERVICES
AAbrassive blasting – dry
Abbey Metal Finishing
AMT Ltd
Ascot Metal Finishers Ltd
Hogg Blasting & Finishing Equipment
Krysteline Group Ltd
Odlings MCR Ltd
Omnikote Ltd
Rhinoceros
Rösler UK
Surface Technology
Watson & Lewis Ltd
Wheelabrator Group
Abrasive blasting – wet
Abbey Metal Finishing
Krysteline Group Ltd
Odlings MCR Ltd
Rosler UK
Vapormatt Ltd
Watson & Lewis Ltd
Wheelabrator Group
Aerospace finishing services
Abbey Metal Finishing
Advanced Surface Treatments Ltd
Aero Space Metal Finishers Ltd
Ascot Metal Finishers Limtied
Carlisle Fluid Technologies UK Ltd
Crystal Finishes Ltd
E/M Coating Services
East Midland Coatings Ltd
ESP Powdertech
Finishing Techniques Ltd
Goldburn Finishers Ltd
Houghton plc
Keronite Ltd
Klingspor Abrasives Ltd
Metal Improvement Company
Newton & Newton Surface Technology Ltd
Powdertech Surface Science
Powdertech (Corby) Ltd
Odlings MCR Ltd
Robert Stuart Plc
Rösler UK
South West Metal Finishing
Spectrum Powdertech Ltd
Watson & Lewis Ltd
Wheelabrator Group
Aircraft painting
Carlisle Fluid Technologies UK Ltd
Klingspor Abrasives Ltd
Luxford Ltd
Midland Handling Euqipment Ltd
Alocrom
Abbey Metal Finishing
Alpha Anodising Ltd
Aluminium Surface Engineering
Ascot Metal Finishers Limtied
Carlisle Fluid Technologies UK Ltd
Crystal Finishes Ltd
Freeline Electro Plating Ltd
Malden Plating Works Ltd
Oxford Industrial Finishes Ltd
Prestige Finishing Ltd
South West Metal Finishing
Surface Technology plc
Watson & Lewis Ltd
Alumina blasting
Abbey Metal Finishing
AMT Ltd
Odlings MCR Ltd
Watson & Lewis Ltd
Wheelabrator Group
Aluminium diffusion
Watson & Lewis Ltd
Analytical services
The Birmingham Assay Office
C-Tech Innovation
Loughborough Surface Analysis Ltd
Watson & Lewis Ltd
Anodising – sulphuric
Abbey Metal Finishing
Alpha Anodising Ltd
Aluminium Surface Engineering
Freeline Electro Plating Ltd
Malden Plating Works Ltd
Moss Metal Finishing Ltd
Prestige Finishing Ltd
TRADE COATING & FINISHING SUBCONTRACT SERVICES
Robert Stuart plc
Surface Technology plc
Anodising – antique & special finishes
Hubbard Hall Inc
Malden Plating Works Ltd
Surface Technology plc
Anodising – architectural sections
Malden Plating Works Ltd
Anodising – chromic
Abbey Metal Finishing
Aluminium Surface Engineering
Prestige Finishing Ltd
Robert Stuart plc
South West Metal Finishing
Anodising – decorative
Alpha Anodising Ltd
Aluminium Surface Engineering
Balco Engineering Ltd
Crystal Finishes Ltd
Malden Plating Works Ltd
Moss Metal Finishing Ltd
South West Metal Finishing
Surface Technology plc
Anodising – hard
Abbey Metal Finishing
Alpha Anodising Ltd
Aluminium Surface Engineering
Keronite Ltd
Moss Metal Finishing Ltd
Poeton Industries
South West Metal Finishing
Surface Technology plc
Antimicrobial finishes
Impreglon UK Ltd
Marcote UK Ltd
Automotive finishing services
Advanced Surface Treatments Ltd
Datapaq Ltd
East Midland Coatings Ltd
ESP Powdertech
Europlas Coatings Ltd
Euro Quality Coatings Ltd
Keronite Ltd
Klingspor Abrasives Ltd
Lap-Tab UK Ltd
Luxford Ltd
Marco Developments Ltd
Metal Improvement Company
Midland Deburr and Finish Ltd
Powdertech Surface Science
Powdertech (Corby) Ltd
Rösler UK
Sandwell UK Ltd
Spectrum Powdertech Ltd
Surface Processing Ltd
Watson & Lewis Ltd
Wheelabrator Group
BBarrel enamelling
Crystal Finishes Ltd
Barrel plating
Advanced Surface Treatments Ltd
Allenchrome Electroplating Ltd
Freeline Electro Plating Ltd
G W Waite
PMD (UK) Ltd
Watson & Lewis Ltd
Barrel polishing & deburring
Balco Engineering Ltd
Finishing Techniques Ltd
Hubbard Hall Inc
Midland Deburr and Finish Ltd
PDJ Vibro Ltd
Rösler UK
Watson & Lewis Ltd
Bead blasting
Abbey Metal Finishing
Alpha Anodising Ltd
AMT Ltd
Conqueror Industries Ltd
Metafin Group Holdings Ltd
Odlings MCR Ltd
Rösler UK
Surface Technology plc
Vapormatt Ltd
Watson & Lewis Ltd
Wheelabrator Group
TRADE COATING & FINISHING
Blackening & blueing
Amba Services & Consultation
Hampton Plating Company Ltd
Hubbard Hall Inc
Moss Metal Finishing Ltd
Watson & Lewis Ltd
Brass plating
Freeline Electro Plating Ltd
Jebron Plating Ltd
Hampton Plating Company Ltd
Watson & Lewis Ltd
Bronzing
Hubbard Hall Inc
Watson & Lewis Ltd
Burn-off ovens
Longworth (Edgeworth) Ltd
CCadmium plating
Abbey Metal Finishing
Poeton Industries
Robert Stuart plc
South West Metal Finishing
Watson & Lewis Ltd
Ceramic coatings
Impreglon UK Ltd
Marcote UK Ltd
Chemical milling
Chemical-resistant coatings
Abbey Metal Finishing
Ascot Metal Finishers Limtied
Banner Chemicals Ltd
Bodycote Metallurgical Coatings
East Midland Coatings Ltd
Freeline Electro Plating Ltd
Impreglon UK Ltd
Keronite Ltd
Marcote UK Ltd
Surface Technology plc
Urban Hygiene Ltd
Watson & Lewis Ltd
Chromating
Abbey Metal Finishing
Aluminium Surface Engineering
Banner Chemicals Ltd
Hampton Plating Company Ltd
Keronite Ltd
Moss Metal Finishing Ltd
Robert Stuart plc
Surface Technology plc
Three Spires Finishing Systems
Watson & Lewis Ltd
Chromium diffusion
Chromium plating
Allenchrome Electroplating Ltd
Alloy Polishing & Plating Co Ltd
Freeline Electro Plating Ltd
Jebron Plating Ltd
PMD (UK) Ltd
Poeton Industries
Quality Plated Plastics Ltd
Robert Stuart plc
South West Metal Finishing
Watson & Lewis Ltd
Chromium plating – barrel
E C Williams Ltd
Chromium plating – bright
Allenchrome Electroplating Ltd
Alpha Electroplaters Ltd
E Williams Plating Ltd
Freeline Electro Plating Ltd
TRADE COATING & FINISHING SUBCONTRACT SERVICES
Jebron Plating Ltd
Quality Plated Plastics Ltd
Watson & Lewis Ltd
Chromium plating – hard
BMT (A Division of AJT Engineering Ltd)
Freeline Electro Plating Ltd
Keronite Ltd
Neville Roe Industries Ltd
Poeton Industries
South West Metal Finishing
Robert Stuart plc
Cobalt zinc plating
Advanced Surface Treatments Ltd
Hampton Plating Company Ltd
Robert Stuart Plc
South West Metal Finishing
Watson & Lewis Ltd
Component cleaning
Longworth (Edgeworth) Ltd
Computer hardware
Computer software
Clayton Thermal Processes Ltd
Consultants
Amba Services & Consultation
C-Tech Innovation
D Barlow Consultancy
Finish Technologies Ltd
Process Finishing Systems
Watson & Lewis Ltd
Conveyor servicing & maintenance
Luxford Ltd
Kewesta GmbH
MCM Conveyors Ltd
Midland Handling Equipment Ltd
Stewart Gill Conveyors Ltd
Three Spires Finishing Systems
Dacromet®
DDeburring
Balco Engineering Ltd
Wheelabrator Group
Klingspor Abrasives Ltd
Midland Deburr and Finish Ltd
Moss Metal Finishing Ltd
PDJ Vibro Ltd
Rösler UK
Watson & Lewis Ltd
Wheelabrator Group
Degreasing
Abbey Metal Finishing
Ascot Metal Finishers Ltd
Banner Chemicals Ltd
Conqueror Industries Ltd
Finishing Techniques Ltd
Firbimatic UK
Fluorochem Ltd
Goldburn Finishers Ltd
Omnikote Ltd
Longworth (Edgeworth) Ltd
Midland Deburr and Finish Ltd
Rösler UK
Surface Processing Ltd
Teijo (UK) Ltd
Totalsonic (UK) Ltd
Vecom Stainless Steel Finishers Ltd
Watson & Lewis Ltd
Delta tone
Bodycote Metallurgical Coatings
TRADE COATING & FINISHING
Derusting & oiling
Abbey Metal Finishing
Longworth (Edgeworth) Ltd
Midland Deburr and Finish Ltd
Surface Processing Ltd
Watson & Lewis Ltd
Dial printing & engraving
Dip painting
EElectroforming
Balco Engineering Ltd
BJS Co Ltd
Electroless plating – copper
Electroless plating – nickel
Advanced Surface Treatments Ltd
Amba Services & Consultation
BMT (A Division of AJT Engineering Ltd)
Freeline Electro Plating Ltd
Macro Developments Ltd
Modern Metal Finishes Ltd
PMD (UK) Ltd
Poeton Industries
Poole Technical Plating Services Ltd
Quality Plated Plastics Ltd
Robert Stuart plc
South West Metal Finishing
Surface Technology plc
Watson & Lewis Ltd
Electrolytic rust removal
Surface Technology plc
Electrophoretic lacquering
Jebron Plating Ltd
Electrophoretic painting (electropainting)
Anca Electrocoat
East Midland Coatings Ltd
Metafin Group Holdings Ltd
Surface Processing Ltd
Electropolishing
Anopol Ltd
Balco Engineering Ltd
Vecom Stainless Steel Finishers Ltd
Watson & Lewis Ltd
Engraving
Odlings MCR Ltd
FFinishing to dtd specification
Abbey Metal Finishing
Alpha Anodising Ltd
Ascot Metal Finishers Ltd
Goldburn Finishers Ltd
PMD (UK) Ltd
Surface Technology plc
Watson & Lewis Ltd
Flock spraying
GGalvanizing
Medway Galvanising Co Ltd
MG Duff International Ltd/Zinga UK
Watson & Lewis Ltd
Wedge Group Galvanising Ltd
TRADE COATING & FINISHING SUBCONTRACT SERVICES
Gilding
Alpha Electroplaters Ltd
Amba Services & Consultation
Balco Engineering Ltd
Modern Metal Finishes Ltd
Watson & Lewis Ltd
Gold plating
Alpha Electroplaters Ltd
Amba Services & Consultation
Balco Engineering Ltd
BJS Co Ltd
Modern Metal Finishes Ltd
PMD (UK) Ltd
Poole Technical Plating Services Ltd
Quality Plated Plastics Ltd
Watson & Lewis Ltd
Graining
Klingspor Abrasives Ltd
Grinding
Klingspor Abrasives Ltd
Malden Plating Works Ltd
Neville Roe Industries Ltd
Grit blasting
Abbey Metal Finishing
AMT Ltd
Ascot Metal Finishers Ltd
Odlings MCR Ltd
Rösler UK
HHealth & safety services
Camfil Ltd
Heat treatment
Beta HT Ltd
Clayton Thermal Processes Ltd
Hot-dip tinning
Watson & Lewis Ltd
IImpregnating castings
Impreglon UK Ltd
Prestige Finishing Ltd
Indium plating
Amba Services & Consultation
PMD (UK) Ltd
Ion implantation/plating
Iron plating
Watson & Lewis Ltd
JJig stripping
Longworth (Edgeworth) Ltd
KKeronite™
Abbey Metal Finishing
ESP Powdertech
Keronite Ltd
Poeton Industries
Powdertech Surface Science
Powdertech (Corby) Ltd
Spectrum Powdertech Ltd
TRADE COATING & FINISHING
LLaboratory & Testing Services
The Birmingham Assay Office
Longworth (Edgeworth) Ltd
Lead plating
Watson & Lewis Ltd
Low friction coatings
E/M Coating Services
Impreglon UK Ltd
Marcote UK Ltd
Surface Technology Plc
MMechanical plating
Balco Engineering Ltd
Metal cleaning
Banner Chemicals Ltd
Beta HT Ltd
Clayton Thermal Processes Ltd
Fluorochem Ltd
Firbimatic UK
Hubbard Hall Inc
Longworth (Edgeworth) Ltd
Midland Deburr and Finish Ltd
PMD (UK) Ltd
Surface Processing Ltd
Surface Technology plc
Teijo (UK) Ltd
Vecom Stainless Steel Finishers Ltd
Watson & Lewis Ltd
Metal fabrication
Mtechnic Fabrication Ltd
Metal colouring
Banner Chemicals Ltd
Hubbard Hall Inc
Keronite Ltd
Watson & Lewis Ltd
Metal polishing
Finishing Techniques Ltd
Freeline Electro Plating Ltd
Jebron Plating Ltd
Klingspor Abrasives Ltd
Midland Deburr and Finish Ltd
PDJ Vibro Ltd
PMD (UK) Ltd
Rösler UK
Vecom Stainless Steel Finishers Ltd
Metal recovery
C-Tech Innovation
Dionex (UK)
Klingspor Abrasives Ltd
Metal spraying
Abbey Metal Finishing
Camfil Ltd
Curtis Wright Surface Technologies
Conqueror Industries Ltd
TRADE COATING & FINISHING SUBCONTRACT SERVICES
FSL Electrostatic Systems Ltd
Holt Lloyd International Ltd
Impreglon UK Ltd
Klingspor Abrasives Ltd
Marcote UK Ltd
Omnikote Ltd
NNon-destructive testing (NDT)
Abbey Metal Finishing
Buckleys (Uvral) Ltd
Poeton Industries
Prestige Finishing Ltd
Robert Stuart plc
Sheen Instruments Ltd
South West Metal Finishing
Nickel iron plating
Nickel plating (excluding bright)
Abbey Metal Finishing
BMT (A Division of AJT Engineering Ltd)
PMD (UK) Ltd
Poeton Industries
Robert Stuart Plc
Watson & Lewis Ltd
Nickel plating – black
Macro Developments Ltd
Watson & Lewis Ltd
Nickel plating – bright
Allenchrome Electroplating Ltd
Alpha Electroplaters Ltd
Balco Engineering Ltd
E Williams Plating Ltd
E C Williams Ltd
Freeline Electro Plating Ltd
Hampton Plating Company Ltd
Jebron Plating Ltd
Modern Metal Finishes Ltd
PMD (UK) Ltd
Poeton Industries
Surface Technology plc
Watson & Lewis Ltd
Non-stick coating
E/M Coating Services
East Midland Coatings Ltd
Impreglon UK Ltd
Keronite Ltd
Marcote UK Ltd
Omnikote Ltd
Surface Technology plc
Urban Hygiene Ltd
Watson & Lewis Ltd
OOxidising
Amba Services & Consultation
Balco Engineering Ltd
Keronite Ltd
Watson & Lewis Ltd
PPaint stripping
AR industries
Ascot Metal Finishers Limtied
BCA Ltd
Beta HT Ltd
Bevlyn Ltd
Clayton Thermal Processes Ltd
ESP Powdertech
Longworth (Edgeworth) Ltd
Powdertech Surface Science
Powdertech (Corby) Ltd
Spectrum Powdertech Ltd
Surface Processing Ltd
TRADE COATING & FINISHING
Palladium nickel plating
PMD (UK) Ltd
Watson & Lewis Ltd
Palladium plating
Watson & Lewis Ltd
Passivating
Abbey Metal Finishing
Allenchrome Electroplating Ltd
Amba Services & Consultation
Freeline Electro Plating Ltd
G W Waite
Hampton Plating Company Ltd
PMD (UK) Ltd
Prestige Finishing Ltd
Robert Stuart plc
Surface Technology plc
Vecom Stainless Steel Finishers Ltd
Watson & Lewis Ltd
Pearl nickel / chrome
Watson & Lewis Ltd
Phosphating
Abbey Metal Finishing
Anca Electrocoat
Banner Chemicals Ltd
Conqueror Industries Ltd
Freeline Electro Plating Ltd
Houghton plc
Metafin Group Holdings Ltd
Prestige Finishing Ltd
Quality Plus Finishing Ltd
Surface Processing Ltd
Surface Technology plc
Teijo (UK) Ltd
Watson & Lewis Ltd
Physical vapour deposition (PVD) coating
C-Tech Innovation
Tecvac Ltd
Teer Coatings
Plasma spraying
Abbey Metal Finishing
Camfil Ltd
C-Tech Innovation
Impreglon UK Ltd
Keronite Ltd
Marcote UK Ltd
Poeton Industries
Rösler UK
Plastic coating
Bemco
East Midland Coatings Ltd
Impreglon UK Ltd
Klingspor Abrasives Ltd
Line-X Protective Coatings Ltd
Marcote UK Ltd
Omnikote Ltd
Ultimate Linings UK
Plating on aluminium
Jebron Plating Ltd
Keronite Ltd
Modern Metal Finishes Ltd
PMD (UK) Ltd
Poeton Industries
Tonge & Taylor Ltd
Watson & Lewis Ltd
Plating on plastics
Borough Ltd
Quality Plated Plastics Ltd
Watson & Lewis Ltd
Platinum plating
Polishing
Alloy Polishing & Plating Co Ltd
Balco Engineering Ltd
Finishing Techniques Ltd
Jebron Plating Ltd
Midland Deburr and Finish Ltd
Rösler UK
Vecom Stainless Steel Finishers Ltd
Watson & Lewis Ltd
Powder coating
Ascot Metal Finishers Ltd
Camfil Ltd
Conqueror Industries Ltd
Datapaq Ltd
ESB Surface Engineering
ESP Powdertech
Euro Quality Coatings Ltd
TRADE COATING & FINISHING SUBCONTRACT SERVICES
FSL Electrostatic Systems Ltd
Goldburn Finishers Ltd
Hourcover Ltd
Impreglon UK Ltd
Industrial Finishing Specialists
Jedtec FInishing Equipment
Klingspor Abrasives Ltd
Lap-Tab UK Ltd
Lemin & Co (Product Finishers) Ltd
Longworth (Edgeworth) Ltd
Luxford Ltd
Marcote UK Ltd
Medway Galvanising Co Ltd
Metafin Group Holdings Ltd
Midland Deburr and Finish Ltd
Newton & Newton Surface Technology Ltd
Oxford Industrial Finishes Ltd
Powdertech Surface Science
Powdertech (Corby) Ltd
Prestige Finishing Ltd
Purpose Powder Coatings Ltd
Quality Plus Finishing Ltd
Spectrum Powdertech Ltd
Powder coating on glass
Luxford Ltd
Precious metals recovery
C-Tech Innovation
Balco Engineering Ltd
Nickelhuette Aue
Phoenix County Metals Ltd
3D printing
Technical Image Applications Ltd - TIA3D
Printed circuit plating
PMD (UK) Ltd
Printing & engraving on glass
Odlings MCR Ltd
Protective coatings
E/M Coating Services
Impreglon UK Ltd
Line-X Protective Coatings Ltd
Marcote UK Ltd
Rhinoceros
Stopaq UK
Surface Technology Plc
Ultimate Linings UK
Pumping
Crest Pumps Ltd
Pyrolysis ovens
Longworth (Edgeworth) Ltd
RReel-to-reel plating
PMD (UK) Ltd
Rhodium plating
Alpha Electroplaters Ltd
Amba Services & Consultation
Balco Engineering Ltd
BJS Co Ltd
PMD (UK) Ltd
Watson & Lewis Ltd
Rust proofing
BCA Ltd
Keronite Ltd
TRADE COATING & FINISHING
SSatin nickel & satin
chrome plating
Jebron Plating Ltd
Klingspor Abrasives Ltd
Quality Plated Plastics Ltd
Watson & Lewis Ltd
Selective plating
Borough Ltd
Abbey Metal Finishing
PMD (UK) Ltd
Surface Technology plc
Watson & Lewis Ltd
Sheradizing
Bodycote Metallurgical Coatings
Shot blasting
AMT Ltd
Anca Electrocoat
Ascot Metal Finishers Ltd
Camfil Ltd
Conqueror Industries Ltd
ESB Surface Engineering
Goldburn Finishers Ltd
Industrial Finishing Specialists
Odlings MCR Ltd
Rösler UK
Wheelabrator Group
Shot peening
AMT Ltd
Ascot Metal Finishers Ltd
Curtis Wright Surface Technologies
Odlings MCR Ltd
Metal Improvement Company
Sandwell UK Ltd
Vapormatt Ltd
Wheelabrator Group
Silk screen printing
Alpha Anodising Ltd
Goldburn Finishers Ltd
Silver plating
Abbey Metal Finishing
Alpha Electroplaters Ltd
Balco Engineering Ltd
BJS Co Ltd
E C Williams Ltd
Freeline Electro Plating Ltd
Hampton Plating Company Ltd
Modern Metal Finishes Ltd
PMD (UK) Ltd
Poeton Industries
Poole Technical Plating Services Ltd
Robert Stuart plc
South West Metal Finishing
Surface Technology plc
Tonge & Taylor Ltd
Watson & Lewis Ltd
Special engineering coatings
Abbey Metal Finishing
E/M Coating Services
East Midland Coatings Ltd
Hubbard Hall Inc
Impreglon UK Ltd
Keronite Ltd
Marcote UK Ltd
Metal Improvement Company
Surface Technology Plc
Tecvac Ltd
Teer Coatings
Spray painting
Abbey Metal Finishing
Ascot Metal Finishers Ltd
Conqueror Industries Ltd
ESB Surface Engineering
Europlas Coatings Ltd
Goldburn Finishers Ltd
Holt Lloyd International Ltd
Lap-Tab UK Ltd
Midland Handling Euqipment Ltd
Newton & Newton Surface
Technology Ltd
Poeton Industries
Prestige Finishing Ltd
Surface Technology plc
Urban Hygiene Ltd
TRADE COATING & FINISHING SUBCONTRACT SERVICES
Spray silvering
Sputtering
Stencilling
Abbey Metal Finishing
Ascot Metal Finishers Ltd
Odlings MCR Ltd
Stove enamelling
Abbey Metal Finishing
Ascot Metal Finishers Ltd
Conqueror Industries Ltd
Crystal Finishes Ltd
Datapaq Ltd
Europlas Coatings Ltd
Goldburn Finishers Ltd
Lap-Tab UK Ltd
Lemin & Co (Product Finishers) Ltd
Newton & Newton Surface Technology Ltd
Omnikote Ltd
Quality Plus Finishing Ltd
Robert Stuart plc
Surface Technology plc
Strip plating
PMD (UK) Ltd
TTesting & measurement
Buckleys (Uvral) Ltd
Datapaq Ltd
Dionex (UK)
Dyne Technology Ltd
Hydrotechnik UK
MetPrep Ltd
Sheen Instruments Ltd
UK Flow Ltd
Tin plating
E Williams Plating Ltd
E C Williams Ltd
Freeline Electro Plating Ltd
Hampton Plating Company Ltd
PMD (UK) Ltd
Poole Technical Plating Services Ltd
Robert Stuart plc
South West Metal Finishing
Watson & Lewis Ltd
Tin / cadmium plating
Tin / cobalt plating
Watson & Lewis Ltd
Tin / lead plating
Hampton Plating Company Ltd
Watson & Lewis Ltd
Tin / nickel plating
Poeton Industries
Watson & Lewis Ltd
Tin / zinc plating
Advanced Surface Treatments Ltd
Watson & Lewis Ltd
Titanium nitride coating
Balzers Ltd
Tecvac Ltd
Teer Coatings
Titanium plating
Keronite Ltd
Titanium treatment
Abbey Metal Finishing
VVacuum metallising
Vapour blasting
Abbey Metal Finishing
Wheelabrator Group
Vibratory polishing & deburring
Balco Engineering Ltd
ESP Powdertech
Finishing Techniques Ltd
Hubbard Hall Inc
Wheelabrator Group
Midland Deburr and Finish Ltd
Moss Metal Finishing Ltd
TRADE COATING & FINISHING
Norfinish Engineering Ltd
PDJ Vibro Ltd
Powdertech Surface Science
Powdertech (Corby) Ltd
Rösler UK
Spectrum Powdertech Ltd
Wheelabrator Group
Vitreous enamelling
M&CT Ltd
Xlyan coating
Impreglon UK Ltd
WWaste chemical disposal
Industrial Spray Equipment Ltd
Water & effluent treatment
Dionex (UK)
Krysteline Group Ltd
Lucros Evaporation Systems
Purite Ltd
Vecom Stainless Steel Finishers Ltd
Wheelabrator Group
Water jetting
Doornbos Equipment Ltd
ZZinc alloy plating
Advanced Surface Treatments Ltd
South West Metal Finishing
Surface Technology plc
Tonge & Taylor Ltd
Watson & Lewis Ltd
Zinc plating
Abbey Metal Finishing
Advanced Surface Treatments Ltd
Allenchrome Electroplating Ltd
BMT (A Division of AJT Engineering Ltd)
E Williams Plating Ltd
E C Williams Ltd
Freeline Electro Plating Ltd
G W Waite
Hampton Plating Company Ltd
Malden Plating Works Ltd
Moss Metal Finishing Ltd
PMD (UK) Ltd
Poeton Industries
Poole Technical Plating Services Ltd
Prestige Finishing Ltd
Sim-Plex Metal Finishers Ltd
South West Metal Finishing
Surface Technology plc
Tonge & Taylor Ltd
Watson & Lewis Ltd
Zinc/iron plating
Advanced Surface Treatments Ltd
Hampton Plating Company Ltd
Surface Technology plc
Tonge & Taylor Ltd
Zinc-nickel plating
Abbey Metal Finishing
Advanced Surface Treatments Ltd
E C Williams Ltd
South West Metal Finishing
Surface Technology plc
Tonge & Taylor Ltd
Watson & Lewis Ltd
PLEASE NOTE: Although every effort is made to ensure the accuracy and reliability of material published in Surface World, Hill Media Ltd and its agents accept no responsibility for the veracity of claims made by contributors, manufacturers or advertisers. Copyright for all material published in this journal remains with Hill Media Ltd and its agents.
If anything is incorrect please notify the editor, Jane Soones, at Hill Media Limited, by June 30th 2026. Any updates will be rectified in the following issue of the Surface World Handbook & Directory that is published after this date.
Please send any corrections via email to: janesoones@hillmedia.com / janesoones@aol.com
MATERIAL & EQUIPMENT SUPPLIERS
Steel Shot (High & Low Carbon)
Steel Grit
Stainless Steel Shot and Stainless Steel Grit (Cr & Cr/Ni)
The byko-visc series offer the perfect solutions for viscosity measurements in quality control. For many applications a viscometer with spindles like the byko-visc RT is the established standard. The byko-visc DS offers an easy viscosity measurement of architectural paints according to ASTM D562. Our new byko-visc CP
Cone and Plate viscometer allows for the precise determination of the absolute viscosity of small samples. Its high shear rate method allows you to reliably predict the flow characteristics of your products when they matter the most.