1 minute read
REPAIR INSTRUCTIONS


Inspection
Inspect piston ring grooves, lands, piston skirt and combustion bowl for wear, scuffing, cracks or blow-by. Pistons are NOT repairable. Discard piston if it is damaged.
Do not stamp or engrave on TOP of piston. Doing so reduces piston life.
To ensure that pistons are reinstalled in the same cylinders as removed, tag the piston with the corresponding cylinder number.
Piston Rings
Before installing piston rings, check keystone ring groove wear and ring end gap.
1.Place a piston ring in the piston sleeve. Push it down into the sleeve with an inverted piston to ensure that it is positioned squarely in sleeve.
2.Using thickness gauges, check ring end gap. Refer to “FITS AND LIMITS” on page 289 for end gap specifications. All rings to be used should be checked in this manner.
Do not file or grind chrome-plated piston rings. This may cause chrome to flake, resulting in ring failure.
Keystone Ring Groove Check
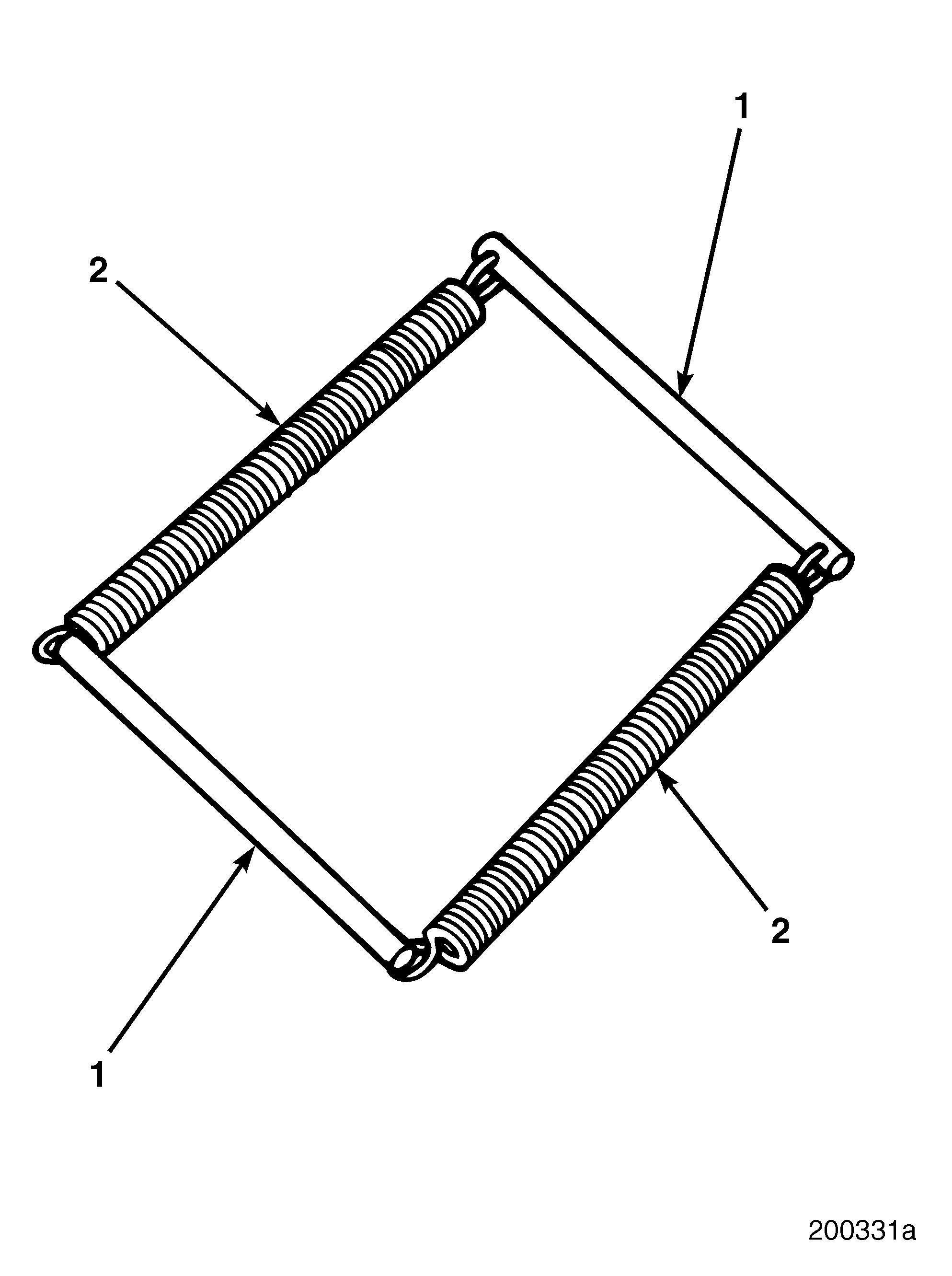
Refer to Figure 196.
Keystone piston-ring groove gauge J 29510 consists of two 0.120-inch (3.048 mm) diameter pins (1) connected at ends by two springs (2).
1.Place pins of keystone piston-ring groove gauge J 29510 opposite each other in groove to be measured, so they will be held in position by springs.
Refer to Figure 197.
2.Using a four- to five-inch micrometer, measure distance between outer edges of two parallel pins. Check each compression ring groove in two locations: parallel and perpendicular to wrist pin bore. Record both measurements.
3.Compare readings with specifications in “FITS AND LIMITS” on page 289.