






AnnuAl report 2023
Table of ConTenTs WelCoMe 5 aiMs and objeCTives 6 Hub ManageMenT 8 MeeT THe TeaM 9 our indusTry parTners 10 sCienTifiC advisory board 12 equaliTy, diversiTy and inClusion 13 researCH prograMMe 14 gC 1.1 16 gC 1.2 22 gC 1.3 23 gC 2.1 26 gC 2.2 31 gC 2.3 36 X1 40 X2 42 universiTy of brisTol - addiTive ManufaCTuring projeCT 48 pHd projeCTs 52 pHase 2 60 engageMenT 62 reCenT papers 74 Training 80 publiCaTions 82
the future electrical machines manufacturing hub putting uK manufacturing at the forefront of the electrification revolution

WelC oMe
The past year has seen a real shift in momentum in our dissemination and external engagement as much of our initial research comes to fruition in publications and external engagement events get back to normal. The Hub has been prominent at several technical conferences, exhibitions and panel discussions. Of the many research achievements in the past year, the growing profile and presence that the Hub has attracted in research associated with the circular economy of electrical machines under the leadership of Jill Miscandlon at Strathclyde has been a real highlight.
question! We continue to seek out opportunities to deliver sessions in schools and, within reason, have no geographical limits, so please do get in touch if you would like to suggest a school visit.


A particularly welcome development in the past year has been the ability re-engage with schools through both science fairs and direct visits. As will be seen in later in this report, we have received a very positive response from schools, particularly the opportunity for pupils to build their own electrical motor. A particularly vivid memory for me was being asked whether I knew Brunel during a question-and-answer session at a primary school in Coventry. In 30+ years of giving presentations all over the world I can’t recall a more disarming
As we passed into the second half of our 7-year programme, we undertook and in-depth review of future research opportunities and with invaluable input from our Industry and Scientific Advisory Boards set out a revised and refreshed research programme for the remainder of our grant period. This has included drawing in additional expertise into the Hub, notably the team from Bristol on additive manufacturing of coils, colleagues in Sheffield on blanking and punching of laminations. Further details of the outcome of our programme refresh is on page 60 of this report. Alongside the refresh of the research programme, Michael Ward from Strathclyde has a led a major activity to draw together a comprehensive technical roadmap for electrical machines. This has

pAge 4
been a major endeavour with significant input from our Industry and Scientific Advisory Boards, including a dedicated road-mapping workshop. The roadmapping activity is described on page 68 and a copy of the resulting report can be downloaded from the Hub website from April 2023.

acquaint team members from the various disparate disciplines with each other’s technologies and terminologies, but has grown into a real highlight of our activities and a valued contribution by our industry partners.
We were particularly grateful for an additional award from EPSRC for capital expenditure in support of the Hub activities at the end of 2022 and have put this to good use with instrumented facilities for termination of coils and lamination stamping.

Overall, we have entered the second half of our Hub programme with some notable highlights and much still to do.
Training sessions covering a broad spectrum of topics in both electrical machine technology and manufacturing continue to generate a deal of interest amongst our research team, researchers from Universities beyond the Hub consortium and many engineers from within our industry partners. It was particularly pleasing this year to see the breadth of contributors, including from our industry partners. This aspect of the Hub’s activities grew from an initial short-term desire to
professor gerAint Je Well FEMM Hub Director

pAge 5
1 2 3 4 5 6 7 8
AiMs And obJeC tives
the hub Will Address key MAnufACturing ChAllenges in the produCtion of high integrity And high vAlue eleCtriCAl MAChines in the folloWing seCtors: AerospACe, energy, high vAlue AutoMotive, preMier ConsuMer
To establish electrical machine manufacturing as a recognised research discipline in the UK with a critical mass of activity which is internationally leading.
To develop innovative manufacturing processes and technologies to improve the integrity and in-service reliability of high performance electrical machines.
To bring rigorous leading-edge manufacturing systems and digital manufacturing research into high value electrical machine manufacture with ultimate control and flexibility.
To embody the research findings in an array of hardware demonstrators and modelling tools to support Technology Readiness Level (TRL) scale up and wider industry/academic engagement.
To rapidly transition emerging technology through to industrial application by pulling proof of principle/concept manufacturing systems through to manufacturing research demonstrators prototypes for industry to work on alongside Hub researchers and develop for application.
To create an open and inclusive academic, innovation and industry communities around the Hub that provides supported access to the research outputs we develop and stimulates new collaborations.
To improve the UK skills base, including within partner companies, in the field of electrical machines and their manufacture.
To support UK manufacturing industry as electrical machines increasingly become core products in new sectors.
pAge 6


hub MAnAgeMent


exeCutive te AM

Our Executive Team is made up of the Director, Deputy Director, Hub Manager, representatives from each of our academic partners and an Early Career Representative.








 Dr Xiao Chen The University of Sheffield LECTURER in ELECTRICAL MACHINES Early Career Representative
hub direCtor
Professor Geraint Jewell The University of Sheffield
deputy direCtor
Professor Ash Tiwari The University of Sheffield
Professor Michael Ward University of Strathclyde/NMIS DIRECTOR OF INDUSTRIAL STRATEGY & CHIEF TECHNOLOGY OFFICER
Dr Glynn Atkinson Newcastle University READER IN ELECTRICAL MACHINES GC 1.1 Lead
Dr Xiao Chen The University of Sheffield LECTURER in ELECTRICAL MACHINES Early Career Representative
hub direCtor
Professor Geraint Jewell The University of Sheffield
deputy direCtor
Professor Ash Tiwari The University of Sheffield
Professor Michael Ward University of Strathclyde/NMIS DIRECTOR OF INDUSTRIAL STRATEGY & CHIEF TECHNOLOGY OFFICER
Dr Glynn Atkinson Newcastle University READER IN ELECTRICAL MACHINES GC 1.1 Lead
pAge 8
Dr Lloyd Tinkler AMRC TECHNICAL FELLOW - ELECTRICAL MACHINES GC2.3 Lead



















pAge 9
te AM
Meet the
Gianmarco Pisanelli AMRC TECHNICAL LEAD - NOVEL ROBOTICS (G2.3)
Steve Forrest The University of Sheffield RESEARCH FELLOW (GC2.2)
Jill Miscandlon NMIS SENIOR MANUFACTURING ENGINEER (GC 1.3 AND X1)
Rafal Wrobel Newcastle University SENIOR RESEARCH ASSOCIATE (GC1.1)
Alexei Winter AMRC TECHNICAL LEAD - IMG ELECTRIFICATION TEAM (GC2.3)
Divya Tiwari The University of Sheffield RESEARCH FELLOW (X2)
Rab Scott AMRC DIRECTOR OF INDUSTRIAL DIGITISATION
Barrie Mecrow Newcastle University PROFESSOR OF ELECTRICAL POWER
Alasdair McDonald Edinburgh University CHAIR IN RENEWABLE ENERGY TECHNOLOGY
Zi-Qiang Zhu The University of Sheffield PROFESSOR OF ELECTRICAL ENGINEERING
Robin Purshouse The University of Sheffield PROFESSOR OF DECISION SCIENCES
Abbas Kazemi Amiri University of Strathclyde RESEARCH ASSOCIATE
Ryan Diver AMRC CHIEF ENGINEER - DIGITAL TRANSFORMATION
Michael Farnsworth The University of Sheffield RESEARCH ASSOCIATE (X2)
Ben Morgan AMRC RESEARCH DIRECTOR
Gladys Benghalia NMIS HEAD OF ELECTRIFICATION
Lindsey Farnsworth The University of Sheffield FEMM HUB ADMINISTRATOR
Jason Ede The University of Sheffield RESEARCH FELLOW (GC 2.1)
our industry pArtners












our pArtners help us Work toWArds our vision of putting uk MAnufACturing At the forefront of the eleCtriCAl revoultion And hAve helped shApe our Current And future rese ArCh progrAMMe. We Are interested in the full speCtruM of industry pArtners froM l Arge oeM’s through to sMe’s in the supply ChAin.






if you Are interested in beCoMing A hub pArtner, ple Ase eMAil hub MAnAger: lAurA .okeefe@sheffield. AC.uk.

pAge 10
industry Advisory boArd 2022/2023















Our board brings together senior figures from the FEMM Hub’s industry partners. They appraise and advise on the impact activities to maximise the opportunities for knowledge exchange and ensure the Hub delivers impact for UK industry. We would like to thank our industry board for all their input this year.
 gAreth edWArds Programme Director AMPI NATIONAL PHYSICAL LABORATORY
sAM turner Chief Technology Officer, HVM CATAPULT
ruArAidh MCdonAld-WAlker Technical Director MCLAREN Applied
kirAn hArish Lead Technologist ATI
ChuAnli ZhAo Principle Research Specialist GKN AEROSPACE
ZiAd AZAr Generator Technology Development Manager SIEMENS Energy
gAreth edWArds Programme Director AMPI NATIONAL PHYSICAL LABORATORY
sAM turner Chief Technology Officer, HVM CATAPULT
ruArAidh MCdonAld-WAlker Technical Director MCLAREN Applied
kirAn hArish Lead Technologist ATI
ChuAnli ZhAo Principle Research Specialist GKN AEROSPACE
ZiAd AZAr Generator Technology Development Manager SIEMENS Energy
ZF GROUP
dAvid Moule Technical Specialist - Electric Drives
nir vAks Global Director CARPENTER ELECTRIFICATION olly ChArlton Head of manufacturing Strategy ROLLS-ROYCE
toChukWu AJAre Portfolio Manager EPSRC
younes riAChe Dynamic Systems and Control Engineer, HEXAGON
MAAMAr benArous Technical Fellow COLLINS AEROSPACE
dAniel sMith Principle Motor Drives Engineer DYSON
l Ars sJoberg Head of System Design, ALVIER MECHATRONICS - HOGANAS AB
Chris hilton Chief Technology Officer PROTEAN ELECTRIC LTD
dAniel hodson R&T Partnership and Contracts Manager, AIRBUS
pAge 11
Annie he Aney Business Development Manager LANNER
sCientifiC Advisory boArd


our boArd brings together le Ading ACAdeMiCs froM ACross eleCtriCAl MAChine And MAnufACturing rese ArCh. they Advise on And help support the developMent And groW th of the hub, inCluding its le Adership role Within the nAtionAl rese ArCh And innovAton l AndsCApe. We Would like to thAnk theM for their support over the pAst ye Ar
Duc Trouong Pham is Chance Professor of Engineering and Director of Research with the Department of Mechanical Engineering at the University of Birmingham. He has made wideranging contributions to the theory and practice of mechanical, manufacturing and systems engineering. He is a Fellow of the Royal Academy of Engineering, Learned Society of Wales, Society of Manufacturing Engineers, IET and IMechE.


duC trouong phAM University of Birmingham
Manoj Shah is an internationally recognized expert in the area of advanced design and analysis of electrical machines. He has co-authored 88 U.S. patents, 21 Institute of Electrical and Electronics Engineers (IEEE) journal papers, and over 25 conference papers. He was recently elected to the National Academy of Engineering for his technical advancements in design, analysis and alpplications of electrical machines.

Peter Tavner is an Emeritus Professor of the School of Engineering and Computing Sciences at Durham University. He then held senior research, development and technical positions in manufacturing industry, most recently as Group Technical Director of FKI Energy Technology, an international business manufacturing electrical machines, drives and wind turbines in the UK, Holland, Italy, Germany and the Czech Republic.
Professor Tetsuo Tomiyama is Vice-President and Dean of the Faculty of Technology at the International Professional University of Technology in Tokyo. He is an internationally wellknown expert in design theory and methodology, function modeling, systems architecting, maintenance engineering, and service engineering. He was awarded Royal Society–Wolfson Research Merit Award Holder, Fellow of ASME, CIRP, and JSME.

pAge 12
peter tAvner Durham University
MAnoJ r shAh
Rensselaer Polytechnic Institute tetsuo toMiyAMA The International Professional University of Technology in Tokyo
AdAM Cl Are University of British Columbia Avo reinAp Lund University
Adam Clare is a Professor at the University of British Columbia, Canada, having worked for 13 years in manufacturing research in both academia and industry. He has published over 180 papers in leading international and peer reviewed journals and holds a number of editorial roles in key publications in the academic manufacturing community including the Journal of Materials Processing Technology.
Avo Reinap is a Senior Lecturer within the Industrial Electrical Engineering and Automation group, Faculty of Engineering at Lund University, Sweden. His previous roles include, Associate Professor in the Department of Electrical drives and Power Electronics, Tallinn University of Technology and Postdoctoral Fellow in the Division of Industrial Electrical Engineering and Automation, Faculty of Engineering, Lund University.
equAlity, diversity And inClusion




EPSRC published their 3 year EDI action plan in December 2022, within it they aim to “ensure fairness, accessibility and inclusivity in our activities and investments”. As a hub, we actively promote a culture where the diversity of the staff involved in the Hub is positively valued and celebrated. We believe that diversity in all its forms delivers a greater impact to our research and enhances the experience of our staff, students and partners.


The FEMM Hub ED&I committee was formed early 2022 and comprises of 6 volunteers representatives from each of our 3 constituent institutions.
our CoMMittMents

Our aim is to create a fully inclusive culture that is proactive in initiating change and driving forward best practice in equality and diversity matters. We have developed an EDI policy which can be found on our website, within it we commit to the following goals:
• To increase the female participation and representation within FEMM to above 20% across all levels Hub overall striving to achieve this by the end of 2025.
• To maintain greater than 30% BAME representation within the FEMM Hub overall striving to achieve this at all levels by the end of 2025.
trAining
In December 2022, we invited Dr Vi Parker, EDI Training Lead – University of Newcastle to deliver a session on “white privilege”. The training introduced our team to the concepts of “privilege”, “whiteness” and the intersectionality of these two constructs. Dr Vi Parker discussed specifically what being white and privilege means and how it impacts on our environment and our responsibilities to challenge this to ensure under-represented members of our community can benefit from the powerful white privilege position some of us hold. The group engaged in important conversations around difficult concepts of “whiteness” and “white privilege”. Our next EDI training session will take place at our next Quarterly Meeting, taking place in Glasgow June 2023.

pAge 13
Dr Divya Tiwari ACSE, The University of Sheffield
Dr Jason Ede EEE, The University of Sheffield
Dr Abbas Kazemi Amiri University of Strathclyde
Lindsey Farnsworth The University of Sheffield
Dr Laura O'Keefe The University of Sheffield
Dr Glynn Atkinson Newcastle University
rese ArCh progrAMMe.
the rese ArCh ACtivities enCoMpAssed by the hub ContAin A CoMbinAtion of A-priori defined rese ArCh proJeCts delivered through t Wo grAnd ChAllenge (gC) theMes And ACCoMpAnying hub phd studentships, And An ArrAy of More flexible ACtivities Where the speCifiCs of the rese ArCh Will eMerge throughout the lifetiMe of the hub.
gC theMe 1: proCess innovAtion, Monitoring And siMul Ation
gC 1.1. re Alising novel MAChine designs froM innovAtive MAnufACture.
Work-package lead: Dr Glynn Atkinson (Newcastle)
gC 1.2. MAnufACturing of fe Atures for in-serviCe perforMAnCe.
Work-package lead: Professor Jiabin Wang (Sheffield)
gC 1.3. MAnufACture of light-Weight And MultifunCtionAl CoMponents.
Work-package lead: Dr Jill Miscandlon (AFRC)
pl AtforM rese ArCh
1st fe Asibility CAll
Hub PhD studentships
Externally funded research
- Manufacturing of lightweight structural components for high performance electrical machines by electromagnetic pulse technology (EMPT).
- HiPPES – High Performing and Processible Electrical Steels.
- Industrial Manufacture of Marinised Coils – IMMCoil.
- Additive Manufacturing for Next Generation Functional Integration of Windings and Thermal Management in Future Electrical Machines.
pAge 14
Cr oss C utting the M e 1: s ust A in A ble MA nuf AC turing of ele C tri CA l MAC hine C o M ponents for the C ir C ul A r e C ono M y Work-package lead: Dr Jill Miscandlon (AFRC) seCondMents proof of ConCept
Industry funded PhD studentship
gC theMe 2: MAnufACturing-led innovAtion in eM
gC 2.1. forM noMinAl Core properties to in-serviCe perforMAnCe.
Work-package lead: Professor Geraint Jewell (EEE, Sheffield)
gC 2.2. MAnufACturing high perforMAnCe Coils With ultiMAte Control.
Work-package lead: Dr Steve Forrest (EEE, Sheffield)
gC 2.3. MAnufACturing teChnologies for flexibility And CustoMisAtion.
Work-package lead: Dr Lloyd Tinkler (AMRC)
2nd fe Asibility CAll
- Next Generation Composite Air-gap Windings of Future Lightweight Electrical Machines.
- Feasibility study for a flexible, modular pilot line to accelerate innovative soft magnetic material development for electric machines.
- A critical evaluation of large scale direct drive wind turbine electrical machines manufacturing techniques considering sustainability aspects and recyclability issues ‘CEDEMSARI’.
pAge 15
C ross C utting the M e 2: i n-pro C ess tr AC king A nd tr AC t A bility for Z ero-defe C t MA nuf AC ture of ele C tri CA l MAC hines Work-package lead: Professor Ash Tiwari (ACSE, Sheffield)
gC 1.1: re Alising novel MAChine design freedoMs froM innovAtive MAnufAC ture
By 2035 the Advanced Propulsion Centre (APC) is projecting the need for a step change in electrical machine performance, with power density rising from 2.5kw/kg to 9kW/kg and cost reduction from to more than half from 10$/kg to 4.50$/kg. The aerospace industry seeks greater changes with power densities reaching 40kW/kg. To enable this the fundamentals can be assessed:
Power = Torque × Speed
Torque = Magnetic load × Volume × Electrical Load
Power density increase with speed; as is a growing trend in electrical machines but mechanical and loss limitations abound. Improved magnetic materials; there is no imminent step change here. Increased volume reduces power density, so is not desirable. Increased electric load means more current; more power loss and more heat generated. Electrical machines are designed close to their thermal limit, more heat necessitates improved thermal management if thermal limits are to be maintained. GC1.1 addresses this in two ways.


• Denser coils (a higher fill factor) greatly improve bulk thermal conductivity through the coil; then the electric load can increase within the thermal limit. Traditional winding methods preclude a higher fill factor. A modular stator however, where individual teeth can be bobbin wound, or preferably the coil created separately in a controlled manner, will give the higher fill factor and improved thermal capacity required.
• Advanced thermal management; Phase change heat transfer and new thermal materials allow the increased heat generated to be more efficiently removed; again maintaining the thermal limit at a higher load and power density.
deMonstrAtor MAChines
As a basis for experimental comparison of modular and non-modular machines we have designed two machines to the Freedom Car specification: 50kW peak and 30kW continuous, up to 14,000rpm and at efficiencies exceeding 95%.
pAge 16
A distributed wound machine sets the benchmark as the “common manufacturing method” machine. A concentrated wound version allows direct comparison and is the intermediate step toward modularisation of the stator by a variety of methods. Experimental data will allow direct performance comparison between the various methods of construction.
Modul Ar stAtor topologies

Following workshops and discussions with our industrial partners we have highlighted four modular stator topologies for further investigation. In each case easier access for winding the coil winding is offered; giving the higher fill factor, lower bulk thermal resistivity and improved thermal contact between coil and tooth to allow the higher electric load, within the thermal limit, to enable increased power density.
Axial interlock: Packs of several aligned laminations arranged in an alternating fashion, giving axial and radial stability. The manufacturing challenge is to maintain the mechanical integrity of the glued stack.

2½D Topologies: A hybrid structure of a traditional laminations plus 3D features in SMC or variable profile laminations. Rounded surfaces reduce end winding length and improve the thermal interface between coil and tooth and reduce potential coil abrasion with sharp corners and edges no longer present. The coil can be would directly with three-sided access, or preferably separately for placement during assembly. The manufacturing challenge is to lock the separate tooth components reliably onto the core-back.
3D Topologies: Either SMC or variable profile laminations. Harnessing the full 3D design space enables; new topologies (axial flux machines,
Circumferential interlock: A complete laminated stack, segmented circumferentially with the scope for a more mechanically stable interlock design. Segmentation allows a bobbin wound coil to be placed with two-side access. The manufacturing challenge is to ensure a module interface with minimal magnetic gap, minimal sensitivity to manufactured tolerance variation, yet sufficient mechanical stability and vibration resistance.
transverse flux machines and YASA), variable slot shape - to take advantage of additive-manufactured variable profile coils, integrated features and cooling channels. The manufacturing challenges centre around new or unfamiliar materials, new production methods and a more limited supply chain and manufacturing expertise.
MAgnetiC effeCts due to segMentAtion
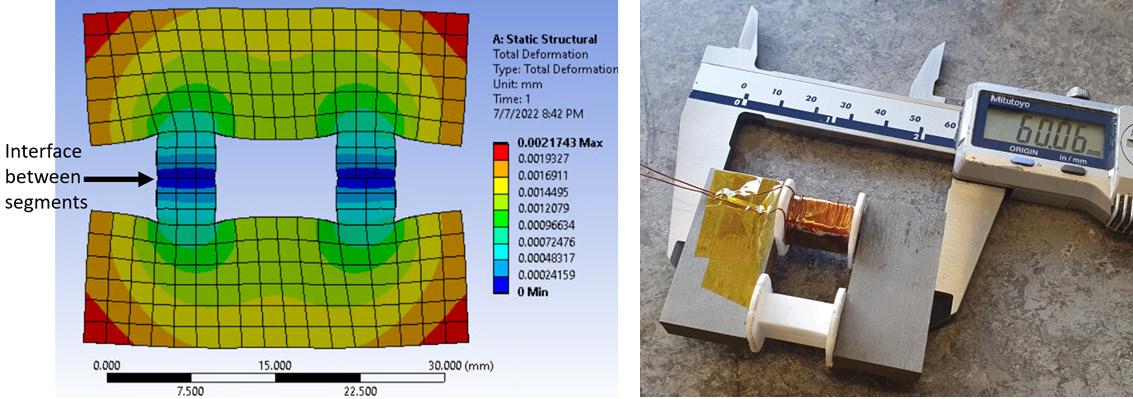
The interface between segments will influence the
pAge 17
electromagnetic, thermal, mechanical, and acoustic performance of the electrical machine. In the next phase GC1.1 will explore this in much more detail; we are currently recruiting PhD students and research staff with mechanical and manufacturing design and analysis skills to accelerate this work. Initial work carried out by Yan Zhu, a visiting researcher, has explored the effects of surface finish at the interface between segments and when under compression.
A rectangular core design is used to give a uniform stress distribution under compression. Four cores have been constructed; solid (non-segmented) for an experimental benchmark, plus three segmented cores with increasingly polished surfaces at the interface between halves; analogous to the interface between stator modules.

BH Loops have been obtained at 500Hz and 1kHz for the solid and four segmented cores. From the data the average segment airgap is calculated (derived from the reluctance and compared to the solid core). Inspection using the Optimax visualiser measures the gap between segments which confirms the magnetic measurements.
pAge 18
Looking in detail along the edge of the interface, an incremental misalignment between laminations builds. The left most edge is aligned, the rightmost is more than ½ lamination out, a potential cause of localised eddy currents. Initial testing at 1kHz has not yet isolated this, but we plan to test up to 5kHz.


pAge 19
Measurements were carried out under compression in steps up to 87.5MPa, the variation in hysteresis loss and reluctance derived magnetic gap was obtained.


As expected, hysteresis loss did increase with pressure, a result seen in many other studies. Of interest here is the effect of the surface finish at the segment interface; the more highly polished surfaces exhibit less loss - in addition the application of pressure did not have a significant effect on the interface gap length. These early results suggest the stator modules will require interface edge processing to minimise loss, and core compression will not reduce the interface gap length.

The Thermal Management work package has focused on advanced phase-change solutions for the next generation of high-specific output electrical machines. Initial exploratory work has shown a good promise when employing more conventional heat pipe-based concepts for thermal management of electrical machines, with up to 30% improvement in the output torque/power. However, the work has also highlighted several compatibility issues, electromagnetic, thermal, and mechanical, which need to be addressed for successful commercial deployment of the technology.
Both design and manufacturing processes require further developments to aid design of the phase-change solutions for close integration within the machine body, e.g., stator-winding or rotor assembly. More specifically, a set of theoretical, experimental, and manufacturing techniques has been in development, as a part the work package activities.
The additive manufacturing (AM) of phase-change solutions have already shown the performance and cost benefits and is the preferred manufacturing methods for developing custom integrated phase-change thermal management for the next generation of high-specific output electrical machines. Manufacturing of integrated AM phase-change components have been successfully demonstrated.

pAge 20
AdvAnCed
therMAl MAnAgeMent
Hysteresis loss (left) and derived interface gap (right) under compression (0-87.5MPa) at 1kHz.
phAse-ChAnge
of eleCtriCAl MAChines
The figure above presents the technology demonstrators, which have been developed as part of GC 1.1 activities, where:
1. The use of off-the-shelf heat pipes in thermal management of high-specific-output electrical machines has a limited scope due to relatively low heat transport capability and high additional power loss when considering close heat pipe to winding integration.

2. Custom additively manufactured heat guides allow for a significant 85% increase in dissipative heat transfer from the windings with low additional power loss and relatively simple subsystem integration. Further improvements would require a phase change element.
3. Custom build heat pipes allow for a significant increase of heat transport (×7) and reduction of additional power losses (×60).
4. A heat pipe to heat guide solution utilising high thermal conductivity ceramics to provide an improved heat transport into the heat pipe body without additional power losses. A phase change solution fully utilising available space between windings would be a step change in heat transport capability.

5. A custom additively manufactured vapor chamber with an integrated liquid-cooled heat exchanger. The concept proves feasibility of manufacturing and processing advanced phase change components. To fully utilise the additively enabled solutions a compatible high purity set of materials need to be used.
6. A custom stator core segment with an embedded vapour chamber and liquid cooled heat exchanger. This solution requires further developments in both materials and manufacturing of such components, e.g. magnetic core and heat transport part. Alternative embedded systems are possible subject to a specific electrical machine design and application.
7. A testing/ benchmarking platform for a repeatable thermal and power losses characterisation of advanced phase change components/subassemblies. A motorette (a sector of stator-winding assembly) of 80kW, 8000rpm traction motor used as a baseline for the study.
pAge 21
teChnology evolution of the AdvAnCed phAse-ChAnge therMAl MAnAgeMent of eleCtriCAl MAChines – ne WCAstle university And boyd CorporAtion
ture of fe Atures for inserviCe Monitoring

The work on GC1.2 by the core team of researchers in the Hub has been scaled down over the past year with a decision to focus the outcomes and expertise gained from prior work on their implementation in case studies, in other GC projects, other projects aligned with the Hub and PhD studentships. The research reported in the 2022 Annual Report on the experimental testing of the utility of Fibre-Bragg-Grating (FBG) for vibration monitoring has been taken forward to demonstrate fault-detection in a permanent magnet machine via a PhD studentship. Research has been focussed on understanding the nature of the change in vibration magnitudes and frequencies at key locations within the machine stator under both healthy conditions and under a range of different electrical faults within the winding. This in turn provides a means of optimising sensor number and location to provide a robust and reliable means of detecting faults and discriminating between different types of faults so that the most appropriate remedial action can be taken. This is a coupled mechanical and electromagnetic problem since faults such as inter-turn short-circuits within a single coil can introduce unbalanced conditions into the machine and so introduce additional frequency components of force and hence strain into to the machine structure. By way of example, the three-dimensional finite element predicted stator core strain distribution shown (see bottom left) illustrates the regions that exhibit the greatest strains for the particular electromagnetic force distribution imposed. Finite element modelling allow strain spectra to be predicted for both healthy and faulted conditions. By way of an example, the spectrum below shows the additional frequency components of strain at 3 points in the stator which are introduced by an inter-turn fault with a single coil. A comprehensive investigation of the predicted frequency spectra allows the faults to be categorised in terms of the change in the spectrum of the strain components. This research has now progressed to the build and testing phase of an FBG instrumented machine to demonstrate reliable detection of a range of faults.

pAge 22 gC 1.2: MAnufAC
1.3: light-Weighting And Multi-funC tionAl non-AC tive C oMponents
One of the main streams of work for GC1.3 in the past two years has been the development of a methodology to fully integrate manufacturing constraints and opportunities with the machine design considerations. The novelty in this work includes material data specific to individual manufacturing process in the design of components. Not only does this reduce the risk of over-engineering components, it also allows for an assessment of when and where expensive materials and processing routes can be put to best use.
In 2022, the team working on GC1.3 published the paper “A Manufacturing Driven Design Methodology to Lightweighting of the Structural Elements of a Permanent Magnet Electrical Machine Rotor," in IEEE Access [1]. This paper was the culmination of over a year’s work with contributions from across the consortium, optimising how the manufacturing requirements can be optimally integrated into the design stage of electrical machines components. Typically, electrical machines are designed with little or no input from a manufacturing production viewpoint, and this can often lead to cost increases and time delays as designs are iterated to accommodate for manufacturing limitations. This paper proposed a methodology to fully integrate the mechanical design and manufacturing process routes into electrical machine design, and illustrated the benefits of such a process within the context of lightweighting a permanent magnet rotor for an aerospace electrical machine.

Within the methodology proposed in this paper, several alternative configurations of rotor design were considered with appropriate manufacturing routes identified at the initial concept design. Different material and manufacturing constraints
were identified in this paper, as well as the impact that the manufacturing process can have on the final component. These impacts were then embedded into the initial design procedures. The final section of the paper demonstrated an application of this methodology, and discussed the features which offer opportunities for achieving economically lighter weight design through the integration of manufacturing into the design procedure.
The case study in this paper presented three designs of a rotor hub and shaft, shown in Figure 2, and considered the effect on weight when manufacturing specific material data is used. The choice of manufacturing route can greatly affect the yield stress of the final component, and this was included in the modelling to highlight potential lightweighting potential by selecting an optimal method of manufacture, as shown in Figure 3. Work is now ongoing for the follow up to this paper, where a second paper will focus on more detailed
pAge 23 gC
Figure 1.3:1- Spoked hub design of electrical machine rotor, as discussed in [1]
modelling which will further highlight the benefits of introducing manufacturing considerations into the design of electrical machine components.
Last year a new stream of work was also launched, in conjunction with GC2.3, on understanding what a manufacturing system for small batch electrical machines would look like. The approach developed for the type and volume of machines considered in the FEMM builds on several manufacturing system ideas that have already been developed. Examples can be found in academia and industry of Dedicated Manufacturing Systems (DMS), Reconfigurable Manufacturing Systems (RMS), and Flexible Manufacturing Systems (FMS). A Flexible Manufacturing System is a manufacturing system in which there is some amount of flexibility built in that allows the system to react to a certain degree of change. Reconfigurable Manufacturing Systems
(RMS) are designed for rapid changes in structure, hardware, and software, in order to quickly adjust its production capacity and functionality within a series of part families.
Manufacturing processes were generated for each of the four key elements of the machine: rotor, stator, coils, and non-actives. They were then ranked against each other based on a variety of drivers including process speed, process and tooling flexibility, and cost. The highest ranked manufacturing methods were then combined to produce a flexible factory option. , which is shown in Figure 1.3:4.

The net zero 2050 targets which have been set out by many countries across the globe will rely on the electrification of transport and energy sectors, which in turn will require an increase in the power density and volume of electrical machines. The key

pAge 24
Figure 1.3:2 - Schematics for the three different design options considered [1]
Figure 1.3:3 - Comparison of mass of the spoked rotor hub design when manufacturing specific material data is used [1]
aim of this work is to understand how we ensure manufacturing solutions are flexible enough for future production challenges. This includes not only the ability to handle different machine topologies currently being manufactured, but also the ability to deal with radical design changes that might come with the need for ever increasing power density requirements.

In 2022, the team working on GC1.3 also designing and delivered a training course for FEMM hub members “Manufacturing Opportunities for Future Electrical Machines”. This course was delivered by colleagues at the Advanced Forming Research Centre (AFRC) and the Advanced Manufacturing Research Centre (AMRC), and introduced novel manufacturing routes which could be utilised for the manufacture of non-active components in electrical machines. This course was well attended, with over 75 participants, and will be run again in future.
With a focus on the wind energy sector, Dr Abbas Mehrad Kazemi Amiri led a team of researchers to deliver the technology white paper “Design and Manufacturing Challenges and Opportunities for Offshore Wind Turbine Electrical Generators”. The main objective of this Technology White Paper, in which the existing and future challenges in costeffective design and manufacturing of the next generation of direct-drive electrical generators in offshore wind turbine generator systems are
identified, and corresponding opportunities to address those challenges are discussed. It has tried to contribute to finding answers to the following questions: a) what are the current manufacturing methods? b) what are the challenges with scaleup in size and number? c) what are the major differences between the direct-drive generator and the conventional ones for wind turbines that influence the manufacturing process?
Direct-drive permanent magnet generators are now dominating the offshore supply chain. In offshore wind farms, the overall cost of energy is pushing the turbine design to be larger in power and slower in rotational speed. Due to the high demands on wind energy as the major low carbon source of energy, significantly more wind turbines (particularly offshore) need to be designed, manufactured and installed. This white paper relies on the literature review, existing information in the public domain as well as interviews with experts, as the two former sources have been found to be quite limited. More information on this white paper can be obtained by contacting Dr Amiri or Dr Jill Miscandlon (both University of Strathclyde).
REFERENCES
[1] Miscandlon et al., A Manufacturing Driven Design Methodology to Lightweighting of the Structural Elements of a Permanent Magnet Electrical Machine Rotor,” IEEE Access, vol. 10, pp. 117449-117468, 2022
[2] Global Wind Energy Council. Gwec - global wind report 2022. Technical report, Global Wind Energy Council, 2022
pAge 25
Figure 1.3: 4- Flexible factory set-up with a combination of flexible and reconfigurable cells, where blue and orange cells represent stator and rotor manufacture, respectively, and grey cells represent inspection, testing, and general assembly cells. Flexible and reconfigurable cells are shown with a designation of ‘F’ and ‘R’ respectively
C ore properties to in-serviCe perforMAnCe
edge dAMAge Modelling due to l Aser Cutting
Research into the representation of edge damage from manufacturing processes has continued over the past year with a focus on material characterisation and improved mathematical models for representing the observed behaviour in finite element models of complete machines. To model the effect of edge damage on magnetic properties of Cobalt irons caused by laser cutting, a series of test samples of Hiperco 50 shown below were produced with a progressively increasing number of laser cuts along the lengths. The samples were cut by Tannlin UK Ltd using a 400W rated laser operating at average power of 56W average power with nitrogen gas assist and a 180mm/s cutting rate. In each case, the cuts extended only over the central 290mm of the strips leaving 5mm uncut at each end. This joined section at each end was well outside the region whose properties contributed to the measured magnetic characteristics. The widths of the cuts were measured using a Keyence VHX-100K digital microscope and the proportion of material removed was accounted for in the cross-section and mass used in the processing of the measured flux linkage and current data into B-H data.
The quasi-static magnetisation curves measured with the single-strip tester for rolling direction samples with between 1 and 4 cuts are shown alongside the corresponding magnetisation curves for an un-cut sample (designated as 0-slit). As would be expected, there is a progressive deterioration in the magnetisation curve as more cuts are introduced in a sample of a given width. This data is useful in establishing the extent to which the damage is cumulative within these samples. It is worth noting that these 4 characteristics are for four samples, albeit from the same batch, and not for a single sample into which the introduction of individual cuts is interspersed with measurements. The relative permeability curves were derived based on the measured quasi-static magnetisation curves, and as expected, the relative permeability diminishes markedly with an increasing number of slits.


pAge 26 gC
2.1: froM noMinAl
Schematics and photo of slitted samples by laser cutting.
Measured quasi-static magnetisation curves and the corresponding relative permeability curves with between 0 and 4 cuts for RS (rolling direction) samples. (l) Quasi-static magnetisation curves. (r) Relative permeability curves.


The core losses at various flux densities (0.5T, 1.0T, 1.5T and 2.0T) and various frequencies (200Hz, 400Hz and 1kHz) were measured for all RS (rolling direction) and TS (transverse rolling direction) samples. By way of example, the 4-slit hysteresis loops need more field strength excitation to reach the same flux densities as the those of the 0-slit sample, which is consistent with the trend in the quasi-static magnetisation curves. Moreover, it can be observed that the enclosed areas of the hysteresis loops increase after laser cutting, indicating an increase in the hysteresis losses whose trend is consistent with the core loss comparison between 0-slit and 4-slit samples particularly at high flux densities.
Measured hysteresis loops for RS (rolling direction) samples with 0 and 4 cuts at 400Hz.


Measured core losses for RS (rolling direction) samples with 0 and 4 cuts.
To account for the deterioration in the magnetisation curve in the regions around the laser cut, a twoterm exponential function was employed to represent the relative permeability reduction variation with the distance to the cut edge, as shown in μ_r (x,H)=[1(ae^bx+ce^dx )] μ_r (H), where a, b, c, and d are coefficients of the relative permeability reduction function. x is the distance from the cut edge. μ_r (H) is the original permeability at a given value of magnetic field strength H. However, any laser cut within the strip will generate damage in both directions away from the cut. Hence, the above equation must be applied in both directions away from the strip. As a representative example, the figure below shows the normalised variation of permeability across one slit along the mid-line of the strip for a = 0.5, b = -600, c = 0.2 and d = -1000.
Variation in normalised permeability across one strip due to a single cut along the mid-line of the strip (a = 0.5, b = -600, c = 0.2 and d = -1000)

pAge 27
As further slits are added into a strip is important to establish a consistent representation of the cumulative damage done to the material. The representation adopted in this model is straightforward and represented by the product of the individual functions for degradation associated with each cut. By way of example, the figure below shows the individual functions for two cuts at 10mm and 20mm across the width of a 30mm strip and a combined variation which is simply the product of the two individual variations with the same set of parameters.
The spatial variation in the permeability will give rise to a corresponding spatial flux density variation across the width of the strip when a given magnetic field strength is applied. However, the variation in the flux density across the width of the strip cannot be directly measured and the sole measurement available is the total flux in the sample, which in turn provides a means of inferring an average flux density in the sample. It is necessary to integrate the flux density contributions from across the strip: B_mean (w)=1/w
Hμ_r0 (x)dx〖, where w is the strip width, and μ_0 is the permeability of free space.
Variation in normalised permeability across one strip due to two slits (a = 0.5, b = -600, c = 0.2 and d = -1000)

Then, the measured quasi-static magnetisation curves of the test-pieces are used to establish a set of parameters for the model which fits a specific combination of material and cutting conditions at a given value of magnetic field strength. The least square error method was employed to determine a, b, c and d coefficients at various magnetic field strengths, by minimising the mean error between the predicted and measured permeabilities for all the slitted samples. Subsequently, by substituting the derived load dependent a, b, c and d coefficients into the twoterm exponential edge damage function, the normalised permeability distribution across each strip can be modelled accordingly. The figure above shows the normalised permeability comparison between the curved fitted measured results and the model calculated results at various load conditions. A good agreement between the curve fitted measurement results and the model calculated results shows that the proposed model can represent the measured edge damage effect on the DC magnetisation curves of the Cobalt iron material.

To account for the edge damage effect in a finite element model of an electrical machine, the derived edge damage function is used to generate a series of magnetisation curves in which the distance to the edge is set at mean distance of the inner and outer profiles of the layer for a layered geometry. Note that this process must account for all the laser cuts which might impact on the net magnetisation characteristics, recognising that the effects of cuts close to the layer may well dominate over more distance cuts.
Normalised permeability comparison between the curved fitted measured results and the model calculated results at various load conditions

pAge 28
∫_0^w▒〖μ_0
A series of magnetisation curves derived from the edge damage effect model with respect to the distance to edge
To investigate the impact of mechanical stress on the magnetic properties of Cobalt iron, a test rig comprising single strip tester and universal mechanical tester with strip supports and PTFE spacers was built as shown below. The strip supports are particularly important for compressive stress load conditions where the buckling can easily occur given that the strip thickness is only ~0.15mm. However, the strip supports, on the other hand, will give rise to a friction between the strip and its supports if the strip is tightly clamped, which will further lead to the difference between the force measured by the load cell and the localised force to which the strip is exposed. Therefore, the PTFE spacers are inserted between the strip and the strip supports to reduce the friction between them.

Prior to the loss density measurements a strip was placed under increasing tension and then the tension removed and a loss density measurement taken at 0MPa. As can be seen, irrevserisble increases in the 0MPa loss are observed when the strip has been exposed to stress in excess of ~160MPa, which is around half of the manufacturer quoted 0.2% yield stress of 310MPa.

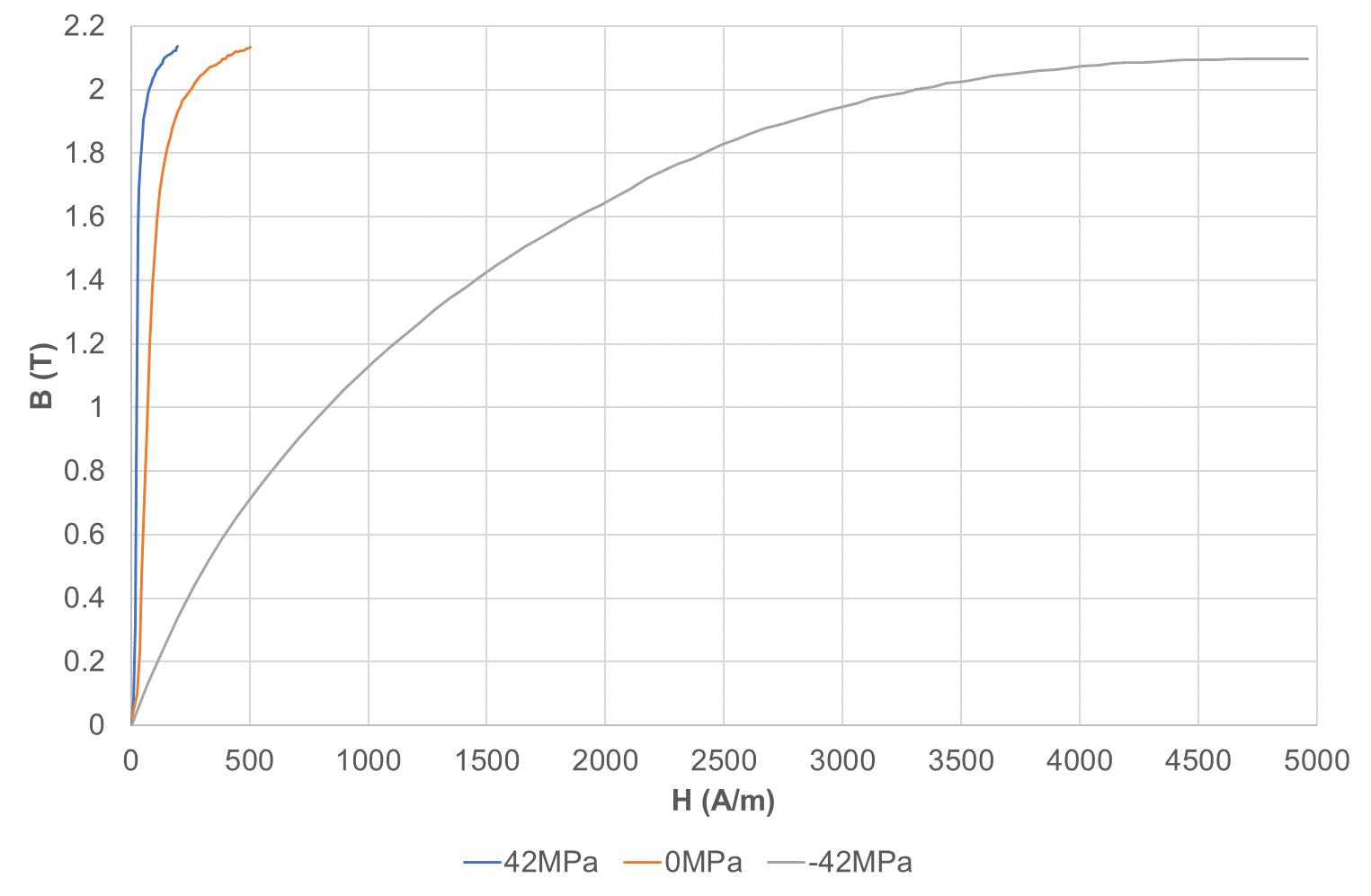
The measured BH loops under various tensile/ compressive stresses at 1.75T and 200Hz are shown in the figure below. Positive stress corresponds to tension while negative stress corresponds to compression. It can be seen that the impact of the tensile stress on the BH loops is much smaller than that of the compressive stress. When the compressive stress magnitude increases, the required magnetic field strength for a given flux density increases remarkably. The same trend can be observed in the measured DC magnetisation curves below. The required magnetic field strength for 2T at -40MPa is ~55 times that at 40MPa. This leads to a significant challenge in the attempt of higher compressive stresses, which is further compounded by a more severe buckling.
The measured loss densities under various tensile/ compressive stresses at 1.75T and 200Hz are shown in the next figure for both transverse rolled strips. With increasing tensile stress, the core loss initially reduces to a minimal point before increasing, a trend which is consistent with literature. However, in compression, the measured core loss although increasing initially, levels off with increasing compressive stress. As can be seen the curves are very similar until the compressive forces start increasing.
Change in loss density at 0MPa for transverse rolled strip after exposure to increasing stress
pAge 29 iMpACt
of MeChAniCAl stress on MAgnetiC ChArACteristiCs of CobAlt-iron
Test rig setup with single strip tester and universal tester for the magnetic property measurement with tensile and compressive stress loads
Measured BH loops for transvers rolled strips in tension/compression at 1.75T and 200Hz
Measured DC magnetisation curves for transverse rolls strip at 40MPa, 0MPa and -40MPa

pAge 30
gC 2.2: MAnufAC turing high perforMAnCe C oils And ultiMAte C ontrol
This Grand Challenge is concerned with the precision manufacture of electrical machine coils, with a particular focus on solid bar section conductors and hollow conductors. Bar section conductors can significantly improve slot utilisation and improve inter-conductor heat transfer within winding. As detailed in the 2021 and 2022 Annual Reports, hollow conductors, where a fluid passes through a small duct in the centre of the conductor, transfer heat directly to the fluid and therefore reduces the dependency on heat transfer across the slot and through layers of insulation. For both variants of bar type conductor there is scope to increase current densities and hence power density of the electrical machine. Moreover, with hollow conductors, a more robust insulation system could be applied to meet electrical and mechanical requirements, rather than a compromise to manage thermal conduction within the winding.
The current focus of this work package has been on gaining an understanding of the challenges in producing form wound coils in square conductors, in particular in-plane bend forming. Several hundreds of metres of solid and hollow 4mm x 4mm copper conductor have been procured to facilitate experimental activities (see right). Each conductor type has 0.5mm corner radii and are covered with a 1x50% sintered Kapton insulation, with a 240°C temperature rating. The hollow conductor variant has a 2mm diameter circular duct at its centre.

Coils formed in bar-type conductor are constrained by the minimum bend radius of the conductor when forming the end windings and terminations. Consequently, the tooth width or coil span will define
the minimum conductor size. When producing bends in the conductor during the coil forming process, it is imperative that the integrity of the insulation is maintained, and the profile of the conductor cross-section is preserved. In the case of the hollow conductor, deformation in the duct will result in greater pressure drop in the coolant through the narrowed section of duct. Furthermore, the roundness and position of the duct, and an altered profile of the conductor cross-section due to bend forming, will affect heat distribution and losses within the conductor, as well as thermal resistances across the conductor. Thus, an investigation into the impact of bend forming on the hollow conductor duct and the insulation on both conductor types
is ongoing. A strip bending device, from Rigon Instruments, has been used to produce 180° bends in 4x4mm conductor samples. The device is a manual strip bending tester, for strip enamelled wire and tape wrapped wires, according to IEC 60851-3.5.1.2.
pAge 31
Bar conductor stock
A straight wire sample of wire approximately 200 mm in length is bent through 180° round a polished mandrel of the appropriate diameter. A typical sample is shown below.

The change in conductor and duct profile, attributable to bend forming, is viewed by slicing the experimental conductor samples through the conductor crosssection, as shown in figure 5. The use of a wire EDM machine was deemed the least damaging method of slicing the conductor from the methods readily available. The EDM machine is able to determine the mid-point of the 180° arc by measuring the position of the inside edges along the straight part of the U-shaped conductor. The formed conductor sample is aligned parallel to the y-axis of the cutting wire and mid arc position measurement is taken at the start and the end of the 180° bend arc. Measurements of the sliced conductor profile and duct have been performed using a Keyence VHX Digital Microscope. Images of the cross-sectional view through the conductors, for the unformed conductor and the 5 bend radii, are shown in below.
The conductor is clamped between a plastic ring and collar, to maintain the conductor in the horizontal plane, and rolling bearings produce the bend in the wire sample. Customised plastic rings and collars have been produced to suit the 4x4mm conductor samples. The rings and collars are sized such that 3.5mm of the conductor width is clamped, with the remainder exposed to contact with the rolling bearing. This is in line with the manufacturer recommendation that the clamp should cover at least 60% of the sample. Literature suggests minimum bend radii for a bar type conductor of 1x conductor width for the solid variant and 3x conductor width for hollow conductors, the increase being required to preserve the duct geometry. Initial tests have been performed using mandrel diameters of 6, 12, 18, 24 and 30mm. This range represents 0.25x, 0.5x, 0.75x 1x and 1.25x the recommended minimum bend radius of the 4x4mm hollow conductor and 0.75x, 1.5x, 2.25x, 3x and 3.75x the recommended minimum bend radius of equivalent solid bar conductor. Manufacture of a second set of mandrels, rings and collars with diameters 8mm and 10mm, which represent 1x and 1.25x the recommended minimum bend radius of the solid bar conductor, is in progress.

The use of image recognition techniques, to analyse the conductor and duct profiles, is under consideration with other FEMM researchers. The progressive departure from of the original conductor and duct profiles can be seen as the forming bend radii are reduced.
Models of bend forming were developed previously as part of an ongoing investigation into potential support mechanisms for the conductor and duct during bending. The models provide predictions of conductor and duct deformation and are discussed in the 2021 Annual Report.
Removal of the polyimide insulation is required in certain sections of the conductor, to achieve an electrical contact in the wire EDM machine. For the initial samples, the polyimide insulation was removed

pAge 32
A typical conductor sample with a formed bend
IEC standard bending device with 4x4mm conductor installed
Cross-sectional views through the 4x4mm hollow conductor, at defined bend radii.
with abrasives. The use of an oven to breakdown the insulation would require temperatures in the region of 360-380C, which is likely to provide a degree of stress relief in the sample. For copper this occurs between 150-275°C, which could ultimately alter the stress effects created in the conductor sample through the forming of each bend and invalidate this investigation. A procedure is currently under development to remove the polyimide insulation by exposing all or part of the sample to concentrated sulphuric acid, using fume cupboards. The sulphuric acid is likely to require heating, which adds a significant level of complexity to the procedure.



To create standardised wire samples and for future coil winding activities, a two-plane wire straightening device has been manufactured by procuring of a pair of commercial wire straightening rollers and wire guides. The straightening roller assemblies are sized for a nominal 4mm diameter conductor, however the upper limit of the adjustment range extends to 5.5mm. The rollers are non-grooved to allow flexibility in wire profiles. Instead, a two-plane wire guide at each end keeps the conductor within the rollers. The wire straightening assembly is shown in below.



A simple former has been produced for initial coil winding trials, shown below. The conductor is wound around 4 pillars, which can be removed to release the coil, post forming. It is anticipated that initially, the effects of spring-back can be removed by controlled pressing of the sides of the coil post forming.
Progress has been made towards establishing an automated process to form multiple layers coils, in bar type conductor, for electrical machine windings. The coil is formed in incremental layers in terms of coil height and width. The proposed strategy is to wind a series of turns around a former, representative of the stator tooth, introducing a layer change feature per turn into the wire feed at a separation that results in the nesting of the layers changes in the end-winding region as illustrated to the right.
This activity will make use of a Winding Technology WT500 coil winding machine, once installation is complete. The shaft mounted on the former will be installed into a chuck mounted on the faceplate of the geared main spindle. Due to the cross-sectional area of the bar type wire, tension control cannot be applied directly to the conductor, and is instead achieved by applying a braking force to the reel. The wire straightener and equipment for producing the layer change feature will sit in line with the wire feed. The wire guide, tensioner/de-spooler and spindle of the winding machine are controlled through a common PC.
pAge 33
A punch / die arrangement will introduce the layer
Punch / die assembly to form layer change feature.
change feature into the conductor feed, as discussed in the 2022 Annual Report. This will allow layers to be established incrementally in the end-winding region, while keeping the conductors in the active region of the coil running parallel along the slots. This feature is produced in the feed by pressing the conductor between two forms, which creates two 45 degree bends and and a resulting one layer increment in conductor position. The hardware has since been manufactured and trial bending is ongoing to quantify spring-back in the conductor and assess the repeatability and effect on the insulation, when the layer change feature is produced. Springback compensation methods are currently being explored. Examples from the initial bending trials, with no springback compensation, are shown below.
coil design is 2 conductor layers in height and 4 layers in width. Due consideration has been given to ensure the minimum bend radii is within the constraints of the conductor. Due to extended lead-times on 4x4mm hollow and solid bar conductors, initial trails were carried out using insulated 4mm round copper wire. The wire was manually manipulated onto the former, as intended, and the resultant coil is shown below. As predicted, the effect of spring-back within the coil is clearly evident as the conductor transitions from the end winding region.



A hydraulic press has been used to apply the necessary force to the punch / die arrangement, however it is proposed that this force would be applied by an actuator in the coil winding process. Thus, some simple FEA analysis has been carried out to determine the required force. This model also forms part of an ongoing investigation into springback compensation.

The concept of winding a spiral type coil arrangement using a stepped former, then compressing to a final geometry, was reported in the Annual Report of 2022. A CAD image showing the intended formed coil, prior to compression, is shown below. The coil design was determined through a case study where the increased thermal performance of hollow conductor coils is exploited to reduce the volume and weight of the original air-cooled machine. Further details of the case study can be found in the 2021 Annual Report. The
A further iteration of former to produce a spiral coil, improved for automation, is shown below. The placement of the conductor during the winding process is controlled using fin guides. The coil, once formed, is then removed and compressed to its final geometry. In this case, spring-back can be managed by controlled pressing of the coil sides (active region), prior to removing the from the former. Development of further iterations to the coil former geometry to compensate for spring-back are ongoing and allow the overbending of the conductor at the transition from the end winding to the active region.
therMAl Modelling of holloW ConduCtors
The existing hollow conductor thermal model, which estimates average conductor temperature for a given coolant flow rate, current density and coolant inlet temperature, has been improved to include more detailed fluid characteristics. This enhancement allows instantaneous determination of the fluid density, viscosity, heat capacity and
pAge 34
Peak average copper and fluid temperature and pressure drop for 4x4mm, Ø2mm duct conductor. Current density = 40A/mm2, inlet coolant temperature = 57.2°C. Length of conductor = 1m.
thermal conductivity, for a given estimation of fluid temperature, in each axial element along the length of the conductor. The conductor and fluid are modelled as a series of discrete elements, which represent a length of fluid or conductor. Manufacturer data for the fluid is interpolated in each element to provide properties for any predicted fluid temperature, within the range of the data supplied. Furthermore, alternative fluids, for which comprehensive property data is available, can easily be incorporated into the model. The current fluid models are Midel7131 and Eastman2839. Predicted average copper temperature, fluid temperature and pressure loss, across a 1m 4x4mm hollow conductor with a 2mm diameter duct, is shown in the graph above as a function of flow rate, for Midel 7131 and Eastman 2389 coolants. The temperature values represent
the peak of the average copper temperature, along the length of the conductor. The predicted pressure drop is across the 1m conductor.
Thermal characterisation of a 3x2.3mm PEEK insulated hollow conductor, with a 1.3mm duct has also been carried out using the existing hollow conductor test rig. Further details of the experimental test rig can be found in the FEMM Hub 2022 Annual Report. The current density was set at 40A/mm2 and the coolant flow rate was limited to 1.2 l/min in a 220mm long section due to the pressure drop of 4.1bar being at the limit of the available pump. Measured temperatures at a series of point along the conductor, fluid inlet and outlet temperature for these conditions are shown in below.

Measured copper and fluid steady state temperature for 3x2.3mm, Ø1.3mm duct conductor operating at a current density of 40A/mm2 at a flow-rate of 0.55l/min for 7 thermocouples spaced at 30mm along the 220mm long sample and at inlet, outlet and connection cables


pAge 35
gC 2.3: MAnufAC turing teChnologies for flexibility And CustoMisAtion
Grand Challenge 2.3 focuses on opportunities and enabling technologies for flexible manufacture, bringing the benefits of automation, such as improved quality and traceability to low volume production of high value electrical machines.
Remote laser cutting of laminations
Remote laser cutting is being explored in this grand challenge as an alternative to conventional fusion laser cutting of electrical steel laminations. This technique which relies on high-brilliance lasers to achieve power densities of 107– 1010 W/cm2 and scan speeds on the order of several meters per second whereupon material partially vaporised. The expanding plume of the vaporised fraction pushes molten material from the kerf to a depth of tens of microns, cutting through the full sheet over multiple scans, achieving effective cutting speeds several times faster than conventional systems. The technology is therefore explored as an opportunity to extend the
viability of laser cutting beyond prototyping, and exploit the additional design freedom of customising each layer with a laminated stack.
Work has continued to investigate the range of workable cutting parameters for silicon (SiFe) and cobalt (CoFe) electrical steels using a mixture of microscopy on cleaved and polish samples (as shown in Figure 2.3:1) and focus-variation microscopy to obtain the cut profiles. The material removal rates in SiFe and CoFe was evaluated at various scan speeds and laser powers, showing more effective cutting in CoFe and which was observed to be accompanied by less thermal damage. The difference between these materials will be studied in greater depth over the next year. The results on CoFe steel were presented as a poster at PEMD 2022 by Dr Alexei Winter and published in the conference proceedings.
Samples of SiFe were also prepared for mechanical testing as part of a feasibility study funded by the

pAge 36
Figure 2.3:1 Micrographs of cuts produced at a scan speed of 8 m s-1 2000 W over multiple successive scans. All panels share a vertical scale and were individually normalised.
FEMM Hub with Dr Hassan Ghadbeigi and Luke Jones from the University of Sheffield, Department of Mechanical Engineering. The objective of this work was to characterise any knock-down in mechanical performance and correlate this with cutting parameters which could then inform the design of features such as the thin bridges found in synchronous reluctance machine rotors. This study included nanoindentation hardness testing to identify the extent of thermal damage and microCT measurement of the failure mechanism under tensile testing (see Figure 2.3:3). The results of this feasibility study are expected to be published in the coming months.



After developing a recipe for cutting SiFe, attention was turned to cutting laminations for a complete stator with tailored laminations to approximate threedimensional features, a so called 2.5D geometry. This stator shown in Figure 2.3:4 was produced in collaboration with a High-Value Manufacturing Catapult-funded project on lightweight electrical machines. This production run has highlighted key technical challenges to address in the Hub to enhance the manufacturing readiness level of this technology. In particular, whilst a short focal length objective lens may be used to achieve the required power density without dramatically increasing the laser power, greater care must be taken to avoid contamination of the optics. Additionally, consideration must be given to the tool path to avoid the build-up of heat in an area over successive scans.
Following completion of the 2.5D stator in March, attention will return to drafting a journal article on process optimisation in remote laser cutting of

pAge 37
Figure 2.3:2 Material removal rates for SiFe and CoFe electrical steels in remote laser cutting.
Figure 2.3:3 Remote laser cut sample and micro-computer tomography image of sample under tensile testing below and at yield stress.
Figure 2.3:4 Pseudo-three-dimensional stator design produced by remote laser cutting featuring intricate cooling channels in the stator yoke which could be challenging for conventional laser cutters or mechanical stamping.
electrical steels whilst the drives for the linear axes are sent for repair.
Robotic needle winding
Industrial robot manipulators can be adapted to a wide range of tasks applicable to electrical machines and have been demonstrated in magnet placement, coils insertion and lamination stacking. Such robots are therefore proposed as the basis of a flexible manufacturing system that can switch between these various tasks, affording the benefits of automation, such as improved quality and throughput, without the inherent inflexibility of dedicated automation.
Over the last year, work has continued in developing robotic needle winding using a KUKA KR 60 HA robot equipped with a bespoke end-effector (see Figure 2.3:5). Previous studies have demonstrated robotic needle winding using parallel kinematic and SCARA but have suggested that six-axis industrial robotic manipulators are not sufficiently stiff to counteract the tension on the wire. Under static trials in which the wire was drawn under various tensions up to 45 N from the end-effector the robot deflected by up to 1.6 mm suggesting compliance of 32 μm/N, an order of magnitude greater than that reported for comparable robots in literature.

During winding the robot’s deviation from the planned trajectory was measured using a laser tracker which uses a combination of encoders and laser distance measurement by time of flight. An extract of these results is shown in Figure 2.3:6. The planned trajectory was assumed to be that followed by the robot without the perturbation of the wire at low speed. It was found that the wire did indeed deflect the robot from the planned trajectory but for the wire tension used, this deviation was not much larger than that expected when the robot runs at high speed. Therefore, it was concluded that such sixaxis robots are capable of needle winding with the wire tensions considered.
It was then observed that the exit angle of the wire from the needle has a significant influence on the resulting tension on the wire due to friction. It was found that the wire tension at the output of the needle could double at large angles. Work is currently underway to use this calibration data to compensate for the additional variation in wire tension due to the varying exit angle from the needle. The efficacy of this compensation will be evaluated using a
multi-axis load cell to which the stator tooth will be mounted to allow the magnitude and direction of the force imparted to be measured. This can similarly be expected of standard needle winding machines and in the wire guides of linear winding machines.
A manuscript describing work is currently being prepared for a journal article.
Flexible manufacturing technologies
A desktop study was conducted into flexible manufacturing processes for slinky stators, a technology highlighted on the Advanced Propulsion Centre’s Electrical Machines Roadmap to reduce wastage in stator and rotor production. In this study
pAge 38
Figure 2.3:5 second iteration of the robotic needle winding tool with stiffened articulating head.
the material utilisation for stators with different internal diameters. It was found material utilisation can be several times higher when cutting a slinky compared to a stator alone provided the internal diameter is above 36% of of the outer diameter. However, if the rotor lamination is also required, cutting the stator as a slinky at best only offers savings of 3.8%, but is generally less efficient than nesting the rotor within the stator. Several options for cutting slinky stators were evaluated in terms of productivity and the flexibility offered. A manuscript describing the result of the study is currently being prepared.
Collaboration has continued with Dr Jill Miscandlon on a general assessment of manufacturing processes

which might enable flexible or highly customised production of electrical machines, with a journal article now close to submission.
Contact details
For detailed information about the FEMM Hub Grand Challenge 2.3 contact Lloyd Tinkler, Senior Technical Fellow in Electrical Machines: l.tinkler@amrc.co.uk
pAge 39
Figure 2.3:6 observed error between the planned trajected as measured at slow speed without the wire. Length of the error vectors are multiplied by 5 to aid visibility.
x1: sustAinAble
MAnufAC turing of eleC triCAl MAChine C oMponents for the CirCul Ar eC onoMy
In January 2021, a new work package was launched within the FEMM hub focused on the sustainable manufacture of electrical machine components, with a view to implementing circular economy strategies. Sustainability is a key component of any future machine design, and as such, this Grand Challenge was updated to be a cross-cutting theme of all FEMM hub work packages. This will ensure that a clear focus is given to the sustainability of future electrical machines. This work package aims to:
• Reduce use of finite materials in next generation of machines and enable recapture cycles to reuse materials
• Give consideration to energy efficient manufacturing
• Implement Design for Disassembly strategies for future electrical machines, including opportunities for reuse, recycle, remanufacture etc.
• Develop a circular economy approach for an electrical machine supply chain that uses data driven intelligence based on product data
To achieve many of these goals, the FEMM hub are collaborating with the wider community on key strategic areas. Discussions are ongoing about joint projects with the Offshore Renewable Energy Catapult, and the wider High Value Manufacturing Catapult, of which two FEMM hub groups are already a part of (NMIS and AMRC).
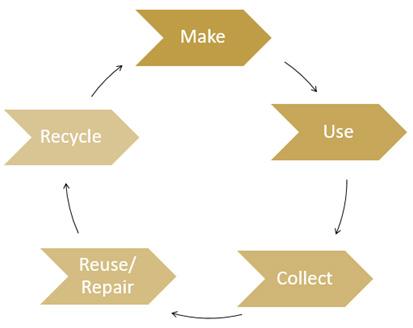
Current electrical machines are manufactured using a linear economy model- the “take-make-waste” model as shown below - which takes raw material, transforms it into products, and then discards them to waste without considering the environmental consequences.
The circular economy (CE), shown below, is a systemic approach to economic development designed to benefit businesses, society, and the environment. Adopting circular economy approach does not dictate one solution to solve all the issues, but is an alternative way of approaching the problem, and provides many solutions that can be adopted.
pAge 40
Circular economy model
Linear economy model
Often, when “sustainability” is mentioned within the engineering community, the first response is often linked to recycling material. Although recycling of materials will be an important factor in the drive towards circularity, it should not be considered the first or only solution. The circular economy hierarchy (see right) is a ranked order with the most favourable solutions at the top, i.e. those that require less energy consumption and material usages, and the least favourable solutions at the bottom. This hierarchy doesn’t imply that activities such as recycling or remanufacture should not be included in a comprehensive circular economy strategy, but other strategies, such as redesigning components in order to reduce material waste and design for disassembly and repair, should be prioritised.

Due to the diverse range of topics included in GC X1, a series of small feasibility projects have been undertaken in the previous two years investigating multiple areas of interest. In 2021, projects were concluded on “Removal of coil resins in high value electrical machines”, “End of life strategies for electrical steels”, and “Strategy workshop for circular economy of electrical machines”. The project “Life Cycle Assessment (LCA) of an electrical machine” was also conducted with a FEMM hub partner, and discussions are ongoing on the best method of publication for the project outcomes. Further information on these topics can be found in the FEMM hub 2022 annual report. In 2022, additional projects were launched to fill in knowledge gaps, and these will now be summarised.
A project was conducted on collecting information on the certification requirements for electrical machines within the wind, aerospace, and automotive sectors. Information will be gathered on both newly manufactured and remanufactured components in order to aid GC X1 with developing a comprehensive end-of-life strategy for high value electrical machines.
A short project was also launched looking at the potential for replacing virgin materials with recycled stock in electrical machines. This focused on the key materials within an electrical machine, including titanium, steel, aluminium, and copper, and started the research stream into understanding the main differences in performance and life span of recycled materials versus virgin stock. Another project summarised the state-of-the-art in sustainable composites and potential recycling strategies, as well as highlighting potential areas of implementation
within future electrical machines. ‘Green’ composites are receiving a lot of attention, with these materials manufactured using biomass rather than the traditional sources. Crucial research is also progressing into recycling of composite materials, with current estimates of 40-90% of composite material (dependent on material type) ending up in landfill.
The FEMM hub team at NMIS hosted a masters student from June to December 2022 in the area of electrical machine sustainability. Eilidh Pearce, who is studying for a MEng in Mechanical Engineering at Glasgow University, completed her masters thesis on “Sustainable Design of Generators for Offshore Wind: Life Cycle Comparison of Lightweight Rotor Structures” under the supervisions of GC X1 leader Dr Jill Miscandlon. Eilidh applied the principles of the circular economy to the IEA 15 MW Reference Wind Turbine [1], and optimised a lightweight design to meet the minimum air-gap deformation and modal requirements. She found that a conical rotor design showed a large advantage over other rotor designs, with a 29.9% mass reduction and a subsequent 32.5% reduction in carbon footprint compared to the original design. In addition, designing the rotor for reuse offers even larger environmental benefits overall. This work was also supported by Dr Pablo Sola at Edinburgh Napier University, who previously received funding from the FEMM hub for a feasibility study “CEDEMSARI- A critical evaluation of large scale direct drive wind turbine electrical machines manufacturing techniques considering sustainability aspects and recyclability issues”. The aim for GC X1 is to take these two streams of work forward into a future joint project between FEMM hub and Dr Sola.
pAge 41
References [1] E. Gaertner et al., “Definition of the IEA Wind 15-Megawatt Offshore Reference Wind Turbine Technical Report,” Golden, Mar. 2020. [Online]. Available: www.nrel.gov/publications Circular economy hierarchy
x2: in-proCess trACking And trAC tAbility for Zero-defeC t MAnufAC ture of eleC triCAl MAChines
The tracking and traceability of manufacturing processes allow for improved quality and cost savings within many industrial activities. These have recently been driven by digitalisation through sensors and other data capture means, and the integration of this data into high-fidelity models or ‘Digital Twins’. The manufacture of electric machines is itself a complex task, involving the synthesis of many traditional machining/forming and cutting processes interspersed with assembly, integration and test. This year our work has focused on the theme of digital twins, looking into the capture and modelling of manufacturing and assembly processes and their subsequent characterisation and optimisation.
Coil winding: Process monitoring and inspection
The coil winding / forming process within electric machine manufacture includes several variable methods, from simple bobbin wound linear coil winding and needle fed winding, to the more common random wound and insertion techniques used in the automotive industry. In all instances, it is important to know the state of the wound coil, either for in-process monitoring or post-process assessment and characterisation. This work has focused on establishing a methodology for the in-process monitoring of linear coil winding and coupled digital twin of the wound coil. Through the use of deep neural network (DNN) semantic object
detection, we can extract individual wires that make up a coil and use this information to build a spline representation that can be fit to a digital model of the coil. This allows us to track the overall shape and placement of individual wires as it is being wound.
In this work, we focus DNN models for semantic instance segmentation (YOLACT++) to provide realtime data as the coil is being wound. Over time as more and more wires are extracted, we can use this information to update a parallel digital twin model of the winding process. The ability to characterise in near real-time could allow us to undertake corrective measures if errors or defects seem likely or are predicted. Figure X2-1 highlights this process, showing data capture, wire segmentation and coil model (wire count / lead wire angle).
One of the challenges in this type of activity is the accurate capture of image data of the coil as it is being wound at high speed. Though high-speed cameras can be utilised to extract this information, an alternative source of data has begun to enter the fray of industrial process monitoring. Event based cameras work on a completely different paradigm, capturing per-pixel data only when a sufficient threshold has been met. This provides some benefits, such as an extreme capture rate of around 10,000fps, a high dynamic range (120dB) and low light capture (0.08 lux). Supporting both DNN machine vision
pAge 42
architectures and more biologically inspired spiking neural networks (SNN), the EVK4 camera provides new opportunities for tracking and traceability of high-speed processes. In support of the linear coil winding work and other high-speed processes in EM manufacture, we have incorporated an event camera into our data capture pipeline and are currently investigating the benefits such a system can bring for monitoring of these EM processes as shown in figure X2-2.

Terminations: Process monitoring and inspection

According to a recent survey [doi: 10.1177/09544054211016675], up to 10% of Litz wires have failed connections due to incomplete stripping of some strands inside the connector. Figure X2-3 shows the CT scan of a Litz wire termination showing the wires that had incomplete enamel
removal did not allow a soldered connection (darker region). Individual processes of stripping and joining will often increase the handling effort, production times and costs required. These are inevitable in Litz wires that are required to operate effectively at higher temperatures, for example in aerospace applications. Some processes for quantification of enamel removal have been reported in the literature,
pAge 43
Figure X2 -1: Multi-instance tracking of wires through the YOLACT++ during a coil winding process allows us to capture each wire within the layer of the wound coil. Each wire captured can be extracted and converted into a spline representation before updating a local digital twin of the coil.
Figure X2-2: The EVK4 event camera captures per-pixel changes at high speed (blue positive / white negative shift) when a threshold is met within the observed scene.
however, non-destructive testing processes for inspection of enamel removal are lacking. This work attempts to address this gap by utilising infrared thermal imaging and machine learning techniques

for the inspection of the enamel removal process on Litz wires commonly used for aerospace and automotive applications. The temperature profiles of the wires with or without enamel were recorded using infrared thermal imaging and data obtained during the heating and cooling profiles of the wires was used to train the machine learning techniques for automated inspection of enamel removal on Litz wire bundles. Several classifier models such as Support Vector Machines (SVM), K-means and Gaussian Mixture Model with Expectation Maximisation (GMM) were investigated for automated inspection of enamel removal for identifying the remaining enamel on a set of enameled copper wires. After comparing the performance of the classifier models in terms of classification accuracy, the GMM was found to be the best with a training accuracy of 85% and enamel classification accuracy of 100%, and the fastest evaluation time of 1.05 seconds. Figure X2-4 shows the average training and enamel classification accuracy for each trained model for two classes (enamel and non-enamel). The SVMs were also trained using a bagging classifier. For the four-class model (enamel, copper, background, and tape), the Support Vector Classification (SVC) with bagging classifier achieves an accuracy of 82% when the 2nd derivative of the cooling period is used, however, the evaluation time of 134 seconds makes it difficult to use for live systems. A future study currently being undertaken will involve building a demonstrator utilising the current findings and applying the Gaussian Mixture Model for real-time in-process monitoring.

pAge 44
Figure X2-3:A CT scan of termination showing porous (dark) and soldered regions (bright). Incomplete stripping of Litz wires does not allow the wire to be soldered.
Figure X2-4: Average training and enamel classification accuracy for each trained model type for two classes (enamel and nonenamel). The SVM and SVC trained using a bagging classifier as named SVM (bag) and SVC (bag) respectively.
In another area of high interest in terminations, technologies that combine both the process steps of stripping and joining are being investigated due to their cost-effectiveness and efficiency. The thermal or hotcrimping technique combines high process stability with short tact times, however, this process is prone to generation of defects such as improper insulation melting and burnt wires resulting in requirement for frequent setup processes (and corresponding costs). Research being undertaken in our lab is currently developing a lab-based sensorised hot-crimping system to investigate the process parameters that impact the quality of the hot-crimped termination. The hot-crimping system will be instrumented with various sensors such as vision sensors for monitoring the tool’s wear, infrared sensors to capture the thermal profile of the joint while it is being made, and a power monitoring device that can monitor the power drawn by the system, as shown in Figure X25. Data acquired from the sensors can be analysed and sensor fusion techniques can identify the most useful sensors and meaningful data. Supporting the work flow and digitalisation of the terminations process, the manipulation and assembly of cable and wires has also been investigated building upon past work.
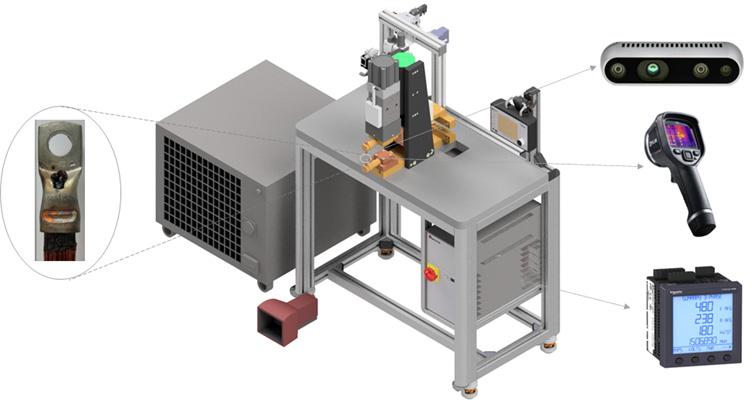
In this instance, the manual assembly of deformable linear objects (DLOs) and the supporting algorithms for their detection continues in a use case built around the challenge of cable routing and manipulation. The need to track the correct placement of DLOs internally within a wind turbine and keep record of the current state (cable length) from one work area to the next is a challenge. Here we are investigating methods for DLO detection in environments where

incomplete detection leads to gaps and missing data which then needs to be ‘fixed’ in order to correctly model the DLO in the scene. State of the art DLO detection algorithms such as FastDLO are capable of modelling fully detected DLOs but struggle with partial detections as seen in the figure X2-6. Though the individual components that make up a DLO can be modelled, their full connectivity often fails. Exploiting additional information (direction and ‘flow estimation’) of the individual cables, we are looking to develop better detection and DLO modelling algorithms for processes such as these.

Figure X2-6: Cable routing and assembly is another activity that requires the detailed capture and modelling of deformable linear objects (DLOs). Obscured and discontinuous cables pose a challenge when trying to construct and measure the total length of laid cables and wires during assembly.

pAge 45
Figure X2-5: A lab-based sensorised hot-crimping system
Terminations: Tracking and traceability
Manual activities are still a challenge when it comes to consistent tracking and traceability of activities in a number of manufacturing tasks like assembly. Building on the work around DLO detection, we have begun to explore both traditional and DNN methods for scene understanding and action recognition during activities such as those found in electrical machine terminations assembly as shown in figure X2-7. To aid this, we have built a 3D capture workstation using the Microsoft Azure Kinect system for depth and RGB capture to allow us to use richer 3D depth information. Skeleton tracking of operator features such as the hand position, along with workpiece states and DLO tracking, allows us to track the current state and activities that are being undertaken in real-time and provide feedback and corrective action, when necessary.

Modelling interdependencies to understand the origin or occurrence of faults
Understanding the impact that process parameters and operator input have on manufacturing qualities and outcomes form the motivation for the work presented below, with a particular interest in the interdependencies that exist between process parameters and future states.
Our first piece of work was aimed at developing
a methodology for modelling the process interdependencies and their impact on the final product quality within an electrical machine manufacturing process involving deformable material. A Discrete Event Simulation (DES) model that simulated the behaviour of copper wire during a linear coil winding process was developed. The winding speed, wire diameter, caster angle and bobbin shape were found to be key decisive parameters for fault occurrence as the model predicted electrical and geometrical faults during the winding process. The results from the
pAge 46
Figure X2- 7: Depth and RGB image data captured through our new 3D capture workpiece setup allow scene and action recognition of manual assembly activities in manufacturing of electrical machine terminations.
model were validated by conducting experiments on a lab-based sensorised linear coil-winding machine. A comparison of results from the DES model and the coil-winding machine concluded that the DES model can accurately simulate the influence of input parameters on the winding scheme and the electrical properties of the coil. A series of experiments were conducted on the model and the recorded data was used to train several supervised machine learning algorithms such as Decision trees, Random Forest, Support Vector Machine, K- Nearest Neighbour, Naïve Bayes and Artificial Neural Networks to determine the algorithm that can accurately predict the occurrence of geometrical and electrical faults in near realtime. The results concluded that the Random Forest algorithm performed the best by achieving a high accuracy of approx. 94% in predicting the fault and its type within 3 seconds. Figure X2-8 demonstrates the methodology of this research in a flow chart. This research presented a methodology for the possibility

of in-process inspection allowing earlier detection of faults eventually leading to a reduction of costly reworks, scrappage, and manufacturing time.
The second piece of work on characterising welding and joining activities can provide crucial information on the impact of process parameters and where applicable operator impact. Real-time monitoring provided by machine vision models allows us to track over time process parameters such as arc tip position or build artifacts such as splatter induced material. This continuation of past work demonstrated the ability of the DNN methods to characterise each build and identify the impacts on splatter generation, mass and position as well as compare these methods against the more traditional machine vision approaches built earlier. Figure X2-9 highlights the developed DNN model for splatter and arc tip object detection and segmentation with a characterisation plot for the entire process.

pAge 47
Figure X2-8: The key steps in the methodology for modelling the process interdependencies and their impact on the final product quality within an electrical machine manufacturing process.
Figure X2-9: Tungsten Inert Gas (TIG) arc welding for narrow gap structures can be monitored in real time through DNN object detection and segmentation (left), machine vision methods with the captured data used to characterise the build and associated process parameters (right).
Additive MAnufAC turing of high perforMAnCe eleC triCAl MAChine Windings
This work package is split across three key themes, all of which are associated with and enabled by the use of additive manufacturing. Each of these three strands – investigating electrical conductivity and associated temperature coefficient, practical insulation of additive conductors, and integration of value-add geometries – aim to improve electrical machine efficiency, increase machine temperature ratings, and extract heat more effectively. By doing this, step changes in machine performance can be achieved. The work detailed within builds on prior work by the University of Bristol and aims to further demonstrate the potential of additive manufacturing in the field.
investigAtion of eleCtriCAl ConduCtivity And AssoCiAted teMperAture Co-effiCient of Additively MAnufACtured ConduCtors
Reliable additive manufacture (AM) of copper components with >95% IACS (International Annealed Copper Standard) electrical conductivity have previously been demonstrated. However, the relationship between electrical conductivity and temperature is assumed to follow that of conventionally produced Cu with little measured data available. Due to the nature of application – in high-performance machines with critical function – a better understanding of the true relationship will enable more appropriate designs to be produced and manufactured.
The developed activity is producing a measurement apparatus capable of testing the IACS percentage of standardised material samples over a range of temperatures of interest up to 180°C (class H insulation rating). To date, the apparatus has been identified and tooling designed, ready for production and testing.
As an additional avenue for investigation, eddy current and bulk conduction methods of measuring IACS percentage values will be compared to evaluate the impact of the part’s surface, compared with internal structure. It is expected that a notable difference will be observed – due to differences in surface contouring and bulk hatching in the AM process. To do this, an ETher NDE SigmaCheck 2 eddy current measurement system has been acquired to compare against a high current 4-wire bulk measurement method.
prACtiCAl insul Ation CoAting of Additively MAnufACtured Windings
AM windings are, through taking advantages of geometric freedom, manufactured in a pre-wound state. This enables a broader range of high-temperature insulation materials to be explored. Compared to conventional winding manufacture this has significant potential since the temperature rating of the insulation is typically traded for improved mechanical flexibility (to allow the conductor to be wound). As such, new, more rigid, insulation coating materials and coating methods can be adopted. However, the surface roughness
pAge 48
and complex geometries often produced by AM are, presently barriers to successful coating of these new windings.

This work stream has used previously developed post-process methods, such as chemical etching and electropolishing (see above) to yield smooth, coating ready surfaces. The use of CNC (Computer Numerically Controlled) powder coating – with a prototype system now built (see right) – and Resin Transfer Moulding, adopted from composite materials manufacture, will be trialled and the resulting coatings characterised in terms of coverage, consistency, temperature rating and breakdown voltage. Initially, this will be done using conventional insulation materials, but will look to expand to higher performance bespoke coatings.



deMonstrAtion of A Modul Ar Winding With integrAted Cooling, terMinAls And sensors
Metal AM provides unrivalled geometric freedom and opportunity for integration of components, sensors and function such as terminals, temperature sensors and direct liquid cooling – with other industries already adopting the technology to advance both passive and active devices.
Drawing on previous studies and design tools, this activity has developed a modular winding (i.e. one that could be mechanically retained in a stator rather than chemically bonded to aid repair/rework) with targeted loss mitigation (e.g. conductor transposition), and integral cooling, fluid and electrical connections. Two designs have been built and investigated; one with a heat exchanger geometry integrated onto a single conductor turn (see left), and another with a direct
pAge 49
fluid cooling path built into one of the conductor turns, (see above) showing the design and (see below) showing CT X-ray data. Additionally, the electrical and fluid terminals were integrated into the design, which itself was intended for modular install – planned to use with electrical and fluid bus bars. Both designs have demonstrated an improvement in thermal performance at the same electrical loading.


The windings have served to practically demonstrate new design possibilities and availability of design tools along with process driven limitations such as minimum feature sizes, separation distances and the need to incorporate Design for Additive Manufacturing (DfAM) early in the design stage. Future work will look to investigate and refine the cooling geometries used, as well as investigate using insulation impregnation to form a well geometrically toleranced, modular unit.
To date, a journal paper in IEEE Transactions in Industry Applications has been published demonstrating the success of the integral heat exchanger (doi: 10.1109/TIA.2022.3209171), with several more conference and journal papers accepted and planned to summarise the rest of the group’s work.
pAge 50

phdproJeCts
optiMisAtion of Coil Winding
 John McKay
John McKay
John’s PhD involves taking advantage of the design and manufacturing freedoms afforded by the use of additive manufacturing of metals. Novel winding geometries were explored using an algorithmic data driven process, utilising a genetic algorithm and meta-models, coupled with a highly time efficient electromagnetic FEA based simulation model. The aim was to explore the design space and optimise a novel winding structure that could potentially outperform traditionally wound copper and aluminium windings.
Over 25,000 FEA simulations were conducted and around 300,000 algorithmic iterations were performed resulting in 46 concentrated and distributed winding designs. It was found that the resulting novel winding structures were around 6-7% more performant when compared to a default winding design, which represented a traditional wild wound winding configuration. It was also found that winding mass can potentially be optimised and reduced, resulting in less material usage, reduced cost, increased motor compactness and density.
A motorette model of one of the most performant additively manufactured winding designs is in construction and will be tested and compared for losses against its equivalent high precision 3D winding simulation model.

For more information, please contact John McKay: john.mckay@strath.ac.uk.
pAge 52
eleCtroMAgnetiC perforMAnCe of Consequent pole perMAnent MAgnet MAChines, With pArtiCul Ar referenCe to AnAlysis And MiniMiZAtion of torque ripples
Ji Qi
Ji’s PhD project is focusing on the design and optimization of consequent pole (CP) permanent magnet (PM) machines for electrical vehicles.

Based on the previous investigation of symmetrical and asymmetric pole shaping methods to reduce torque ripple, the influences of slot/pole number combinations and armature reaction are studied this year. It is validated that for the CPPM machines with an even slot number for one phase in a submachine, the asymmetric pole shaping method can contribute to lower torque ripple, while for other machines, the symmetrical pole shaping method tends to have lower computational complexity. Besides, it confirms that the armature reaction will lead to variations of fundamentals and harmonics in performances for all the CPPM machines, and CPPM machines suffer from weaker demagnetization withstand capabilities than SPM counterparts.

For more information, please email Qi Ji: qji2@sheffield.ac.uk.

high frequenCy soft MAgnetiC CoMposite MAChines And optiMised drives

 Simon Goodwin
Simon Goodwin
Simon’s PhD looks at ways to integrate the onboard charging functionality into an EV’s heat pump. This allows one component to take on the task of powering the heat pump’s compressor as well as serving the purpose of AC-DC conversion while the car is charging from an AC grid. This high level of functional integration can reduce overall system complexity, volume and weight – opening up the possibility to decrease system costs, material usage and emissions, especially with vehicles intended for urban use. Prerequisites for heat pump integrated onboard chargers (HPiOBC) are discussed and possible solutions are presented as an alternative to drive system integrated onboard chargers.
For more information, please email Simon Goodwin: S.Goodwin2@newcastle.ac.uk.
pAge 53
CirCul Ar design And sustAinAble MAnufACture of perMAnent MAgnet MAChine CoMponents
 Leigh Paterson
Leigh Paterson
In order to achieve both global and national net zero targets, there has been a shift towards electrification for both transportation and energy generation. Whilst the use phase of the PMEMs within these products is generally carbon neutral, the manufacture and end of life is not. Considering the cradle-to-gate stage of a PMEM lifecycle - that is, from inception to assembled product ready for sale – there are many potential changes to be made which could reduce the environmental impact of the machine, increase the sustainability and move the entire lifecycle closer to net zero. Working with two IAB member companies, case studies have been ongoing assessing current and potential cradle-to-gate scenarios, against which, possible changes are analysed. This is used to evaluate the likelihood of reduction in environmental impact of PMEMs. The final analysis of this will present potential sustainability solutions for future PMEM manufacture as the output of this research.
For more information please contact Leigh Paterson: leigh.paterson@strath.ac.uk.

MetAlliC rotor ContAinMent sleeves for perMAnent MAgnet MAChines
 Dan Harper
Dan Harper
Dan’s PhD explores the containment process of the magnetic components of electrical machines. Research includes material selection based on material properties, whilst also investigating mechanical stresses of the containment sleeve. This includes a model comparing different interference fits of the sleeve on the rotor and this affects the stresses within the machine. In addition to mechanical stresses, the conductivity behaviour of electrical machines has also been explored with respect to the containment sleeve. This is being researched to reduce the eddy current losses within the machine without any significant loss to structural integrity or performance of the machine. Future focuses include looking into grooved sleeves and the benefits these may have to electrical machine operation. For more information, please email Dan Harper: dwharper1@sheffield.ac.uk.

pAge 54
novel rotor design for Cost optiMised, high teMperAture, high speed AerospACe AppliCAtions
Wei Liang Choong
The focal point of Choong’s PhD is placed on high-performance and lightweight electrical machine rotors, using the combination of applicable magnetic materials with advanced carbon fibre composite technologies. The finite element 3D structural modelling aspects of this project have been carried out on a preliminary design concept 1, which was an evolution from a previously developed reference electrical machine. Design concept 1 incorporated a carbon fibre embodiment in the main structure, as well as a unidirectional carbon fibre reinforced polymer as an outer containment solution to accommodate for operational conditions. Design concept 2 is currently under development and is an iteration of design concept 1 with more innovative features to allow for even more lean design, such as the elimination of additional components to further improve power density. The anisotropic properties of carbon fibre composites were taken into account during 3D mechanical finite element modelling in all of the design concepts’ structures. This was carried out by assigning representative coefficients of thermal expansion, orthotropic elasticities, Poisson’s ratios, shear moduli, orthotropic stress limits and so on in the radial, circumferential(hoop) and axial directions. Electromagnetic finite element modelling and design iterations will take place following the mechanical finite element work packages.
For more information, please contact Wei Liang Choong: w.choong@sheffield.ac.uk
ultrA-high effiCienCy eleCtriCAl MAChines for hybrid And All-eleCtriC propulsion
 Reece Eblet
Reece Eblet
Reece’s project is concerned with developing an understanding in several aspects of the design, material selection and manufacturing processes for achieving ultra-high efficiency in MW rated electrical machines for aero-propulsion systems. Although performed largely within the context of MW machines, many of the findings should have sufficient generic value to smaller machines for e-taxi and smaller end of the regional aircraft sector.
Recent work within this PhD involves loss and resistivity testing of high performance soft magnetic materials which are used withing the aerospace sector. The data acquired will later be used in improved loss and performance analysis allowing models to be generated under different operating conditions, more representative of what would be seen during a machines use. Further work in design studies focussing on machine design parameters have taken place and may be the subject of a paper released in the future.
For more information, please email Reece Eblet: REblet1@sheffield.ac.uk.

pAge 55
digitAl teChnologies for proCess Monitoring during MAnufACture of terMinAtions in eleCtriCAl MAChines
Alex Herdea
This PhD research has focused on assessing the quality of terminations in electrical machines by identification of defects and their location using a real-time object detection algorithm YOLO (You Only Look Once). The model was trained, validated and tested on RGB images of terminations on Litz wires with up to two possible defects.

The working principle of YOLO is to send an image through a single forward pass through a Convolutional Neural Network (CNN), thus eliminating the necessity of running object detectors or localisers multiple times over an image.
For object detection, the chosen performance metrics were the Precision-Recall (PR) curve, Confusion Matrix, Receiver Operating Characteristics (ROC) curve, and Area Under the Curve (AUC) value. The main steps for completing this objective were the choice of detector, initial dataset labeling, augmented datasets creation, model training, and results comparison. The diagram above shows an example of an image that was used for training where a solder spike defect is visible. After training every individual dataset, some conclusions can be drawn in terms of how an augmentation method influences the prediction performance. The confusion matrix results, shown above, show a low performance for the original dataset, where 33% of the good bounding boxes were predicted as defect. After augmenting the dataset, the confusion matrix showed 100% accuracy in predicting the good and defective bounding boxes. This demonstrates that using augmentation techniques for images has led to improved prediction performance.

A comparison of the performance of individual datasets is shown in below where the mean AUC of each training and the mean Average Precision (meanAP) at 0.5 of the PR curves are plotted. It was observed that a high value of mean AP is linked to a low mean AUC value which means that a model that correctly predicts the label of the bounding box doesn’t necessarily perform well in finding the exact location of the defect. However, the ‘grayscale’ dataset demonstrates the lowest difference between the two values (see below) as having grayscale images lowers the amount of detail while filtering the image for edges, changes in colour, etc. For the use case of electrical wire terminations, this augmentation using ‘grayscale’ format presented the best performance.

For more information, please contact Ioan-Alexandru Herdea: iaherdea1@sheffield.ac.uk.
pAge 56
An example image used for training YOLO7 and confusion matrix results for the original dataset (L) and the augmented dataset (R).
iot And sensor CoMMuniCAtion for in-proCess inspeCtion of CoMplex MAnufACturing tAsks
Ze Zhang
Ze’s PhD research has focused on sensor fusion and its role in aiding process monitoring and anomaly detection for industrial processes such as our digitalised linear coil winder demonstrator. This has now been upgraded into the Siemens IoT hardware and software environment to allow us to capture more data at higher speeds and fidelity. Our goal is to investigate how new Deep Neural Network Transformer models can be adapted to this domain from their natural language processing origins. The attention mechanism capabilities of these models allow us to exploit multi sensor systems and learn the correlations and importance of sensor with regards to condition monitoring and remaining useful life (RUL). Our research has developed a number of transformer model architectures that showcase state-of-the-art in performance for a number of condition monitoring tasks through a novel transfer learning approach. This allows us to train a language model for sensor fusion tasks with substantially less data then would otherwise be possible and with a much-reduced need for feature engineering. In addition, we can exploit the attention mechanism to help us better understand how the model performs, for example identify which of the sensors is used most for inference for a particular condition monitoring task. This allows us to later remove redundant sensors from our system and focus on the data that is most important, further improving accuracy as shown below.
Sensor fusion transformer models for condition monitoring. Top left shows a typical attention map with high ‘heat’ values indicating high attention to data (sensors), Top right (in more detail) shows the 17 sensors for this task and their attention weights. We can use the top 8 sensors and re-train, improving the overall accuracy when compared with all 17 as shown.

For more information, please email Ze Zhang: ZZhang99@sheffield.ac.uk.

pAge 57
fibre-optiC brAgg grAting sensor for in-serviCe And proCess Monitoring
 Hao Chen
Hao Chen
Hao’s PhD project is aimed at exploring the utilization of Fibre Bragg Grating (FBG) sensors in electric machine condition monitoring, with a particular focus on developing effective means of using real-time measured strain/vibration at some critical positions (e.g. endwindings, stator yoke and stator teeth) to indicate machine conditions and identify different machine faults. He is developing multi-physics-based condition monitoring techniques that exploit the capabilities of FBG to precisely measure thermal and mechanical information in a distributed manner throughout machine stator and endwinding. He is currently working on experimental validation of using FBG sensor to indicate machine vibration condition and capture characteristics of both electrical and mechanical faults.

For more information, please email Hao Chen: hchen49@sheffield.ac.uk.
pAge 58
New PhD opportunities are posted on our website: https://electricalmachineshub.ac.uk/get-involved/

phAse2
More detail on the next stage of the research programme is available on our website:

https:// electricalmachineshub. ac.uk/research/
The FEMM Hub started its 7-year programme of work on April 1st 2019. The original proposal for the Hub was required to include a programme of research for the first half or so of the 7-year period with the remainder to be developed in consultation with our Industry and Scientific Advisory Boards. The process undertaken during 2022 to arrive at refreshed and revised programme of research is shown below:

A facilitated partner connect workshop in February 2022 generated a report on priorities, trends and opportunities identified by industry partners and the Hub team. The output from the workshop was then used by the Hub team to formulate a long-list of 37 research topics with an emphasis on mapping these topics onto the outputs of the partner Connect Workshop. This long-list was presented at joint meeting of the IAB and SAB with each topic discussed in turn.
The IAB and SAB then took away a voting sheet to identify the level of support for each topic along with an opportunity to suggest additional topics. This stage generated a further 5 specific topics from the IAB and SAB which were incorporate into the final work-plan. The results of the IAB and SAB voting was used to down-select a shorter list of topics, which following review by the Hub team at a quarterly all-team meeting was consolidated into the final research programme for years 5-7. This contains a total of 24 topics. Wherever possible, these we mapped onto the existing Grand Challenges, albeit with 2 Grand Challenge activities (GC1.2 and GC2.1) no longer featuring in phase 2 and 3 new Grand Challenges being established to accommodate the full list of topics identified.

pAge 60
The resulting final work-programme is summaried in the Table below. Several of the new topics are already being worked up with a transition period in the first quarter of 2023 with a view to tapering out topics which will not feature in phase 2 while ensuring that time is set aside for the outcomes to be consolidated in published outputs. It is worth noting that some of the activities which do not feature in phase 2 such as effect of manufacturing processes on core loss and the use of FBG sensors will continue through PhD project activities.

pAge 61
e ng A ge M ent
In November 2022, three FEMM Hub PhD students from the Electronic and Electrical Engineering Department, University of Sheffield attended a week-long winter school at the Karlsruhe Institute of Technology (KIT) in Karlsruhe, Germany. Applications were invited from across Germany, with a special invitation to all FEMM Hub PhD students, to apply for this Winter School which aims to inspire young engineering researchers to grow their connections and allow them an opportunity to present to fellow engineers with Wei Liang Choong, Reese Eblet and Dan Harper being successful.


During the Winter School, FEMM Hub PhD’s presented a summary of their research projects to researchers from across engineering disciplines and backgrounds with time for questions at the end. The five days at KIT also consisted of visits to the various laboratories within the institute, including the manufacture of stators and windings and various vehicle testing facilities, a focus of KIT research. The visit allowed for our FEMM Hub students to network withwith like-minded researchers from similar stages of their career. Our PhD researchers returned with an increased network and an insight into the work going in similar industries, whilst also obtaining new ideas that can help them with their research. They look forward to collaborating with KIT in the future.
The Henry Royce Institute, in collaboration with the LightForm EPSRC Programme grant, ran a seminar series titled “Materials in Manufacturing the Future” showcasing the research at Manufacturing the Future EPSRC funded projects. The aim of the series was to increase awareness of ongoing research in these projects, to inspire multidisciplinary collaborations between the grant holders and their institutions, and to introduce the Manufacturing the Future EPSRC funded projects to the wider materials community. On Thursday the 8th of October, FEMM Hub Director, Professor Geraint Jewell headed to the Royce Institute at The University of Manchester and presented to both an online and in-person audience as part of the series.
pAge 62
feMM hub phd’s visit kArlsruhe institute of teChnology (kit)
feMM hub direCtor presents At the henry royCe institute
feMM hub presents At peMd 2022

FEMM Hub members from a variety of our partners attended the 11th International Conference on Power Electronics, Machines and Drives (PEMD 2022) in Newcastle. Held over 4 days, from 21st June to 23rd June 2022, PEMD 2022 is the largest UK conference in power electronics, machines and drives which attracted over 300 delegates from all over the world.

FEMM Hub Director, Professor Geraint Jewell, presented in the final session of the day “Roadmaps and Industry Challenges –Collaboration session in association with DER-IC” where he was joined by Jon Regnart (Advanced Propulsion Centre UK), Paul Jarvie (Lead SW & Wales, DER-IC), Prof Jon King (Warwick Manufacturing Group and DER-IC Midlands) and FEMM Hub Scientific Advisory Board Member Professor Peter Tavner (Durham University). As a panel member of the Roadmaps and Industry Challenges – Collaboration session, Professor Geraint Jewell answered various questions from the audience on the upcoming challenges of electrical machines.
The FEMM hub was also represented during the poster sessions. Dr. Alexei Winter and Dr. Lloyd Tinkler (Both AMRC) presented FEMM Hub activities on ‘Remote laser cutting of high Cobalt content electrical steel: preliminary results and microscopy’. Dr Nabeel Ahmed (Newcastle University) presented “Design, analysis, and comparison of IPM machines with Concentrated and Distributed Winding for a high-performance traction application”.


On Wednesday 22nd of June, Dr. Xiao Chen presented FEMM Hub activities on ‘Impact of compressive mechanical stress from shrink fitting of a casing on the core loss in a Cobalt Iron stator core of a permanent magnet synchronous machine’ in the Electric Machines – Manufacturing Processes, Design and Simulation session chaired by Professor Derek Holliday (Newcastle University).
if you Would like More inforMAtion About Any of our future engAgeMent events, ple Ase ContACt feMM hub MAnAger to Join our MAiling list: l.okeefe@sheffield. AC.uk

pAge 63
On the 13th of September 2022, the EPSRC Future Electrical Machines Manufacturing Hub held its annual conference hosting over 75 delegates from industry and academia at Factory 2050. After a networking breakfast, FEMM Hub Director, Professor Geraint Jewell kicked off the day with a presentation featuring highlights from the previous 12 months of the hub before introducing Kiran Harish, lead technologist for advanced systems at the Aerospace Technology Institute who presented on the Technology Journey to Net Zero.

presented on recent innovations and research
Session 1, Innovations in Electrical Machine Manufacturing, was chaired by Dr Rafal Wrobel from Newcastle University. The first presenter in this session was Dr Harry Felton from the University of Bristol who presented on additive manufacture for next-generation electrical


challenges for coil windings at the new Winding Centre of Excellence. Before the final two presentations of this session, Dr Glynn Atkinson from Newcastle University who presented on electrical machine manufacturing activities with particular focus on soft magnetic composites (click here to view Glynn’s presentation) and Dr Divya Tiwari, University of Sheffield who presented on digital process monitoring and inspection for terminations and connections in electrical machine manufacture.
Delegates then had the opportunity to tour the
pAge 64
machines. Dr David Simkin from the Warwick Manufacturing Group then followed who
feMM hub ConferenCe 2022
facilities at AMRC and hear about the innovative


machines, considering sustainability aspects and recycling issues. The penultimate presentation was delivered by David Moule from the ZF Group who discussed sustainable servo motors and the design challenges associated with these. David introduced the idea of hierarchy of sustainability and asked delegates to consider how to reduce the amount of material they use and how might parts and material recovery and processing work in the future. The final presentation of this session was by Dr Jill Miscandlon from AFRC NMIS University of Strathclyde, Jill discussed three main areas (material, manufacture and remanufactured) and the importance of growth in these three areas to meet the net zero targets.
work that the FEMM hub is doing in their work package GC2.3 led by Dr Lloyd Tinkler. Those on the tour were given the opportunity to ask questions about topics such as automated visual inspections, laser cutting and the integration of robots into industry before enjoying a networking lunch.
FEMM Hub director, Professor Geraint Jewell then closed the conference noting it has been an engaging and enjoyable day – highlighting the strength of the electrical machines community and praising the early career researchers that had presented at the conference.
Following lunch, delegates then had the opportunity to view posters from each of the FEMM Hub projects and PhD students.

Session 2 was chaired by Leigh Paterson from the National Manufacturing Institute of Scotland. Professor Michael Ward kicked off the session by introducing delegates to the FEMM Hub Roadmap which will create a clear line of sight between the challenge of achieving global net zero and the challenges surrounding electrical machines. Magnus Bichan from Edinburgh Napier University was up next, presenting a critical evaluation of manufacturing techniques for large scale, direct drive wind turbine electrical
To make the event accessible for all, the FEMM hub conference was free to attend and a free shuttle bus was arranged to take delegates to and from the train station. The event was also recorded to allow for those unable to attend in person to have access to the presentations.
To view these presentations please visit: https://electricalmachineshub.ac.uk/femm-hubconference-2022/
pAge 65
feMM hub teChnology White pAper on offshore Wind turbine eleCtriCAl generAtors

FEMM Hub researcher Abbas Mehrad Kazemi Amiri along with Kelly Tartt (both Strathclyde University) and Alasdair McDonald (University of Edinburgh) have produced a Technology White paper titled “Design and Manufacturing Challenges and Opportunities for Offshore Wind Turbine Electrical Generators”.
The main objective of the short project, funded through the FEMM Hub was to produce a Technology White Paper, in which the existing and future challenges in cost-effective design and manufacturing of the next generation of direct-drive electrical generators in offshore wind turbine generator systems are identified, and corresponding opportunities to address those challenges are discussed.

Mehrad et al structured the white paper around the following three questions:
a) what are the current manufacturing methods
b) what are the challenges with scale-up in size and number?
c) what are the major differences between the direct-drive generator and the conventional ones for wind turbines that influence the manufacturing process?
To request a copy of the paper, please email FEMM Hub Administrator Lindsey Farnsworth: l.j.farnsworth@ sheffield.ac.uk
sustAinAble MAnufACturing enAbling net Zero – opening up the ConversAtion
On the 29th of November, Dr Jill Miscandlon and Leigh Paterson joined manufacturers, sustainable manufacturing experts, and stakeholders at the “Sustainable Manufacturing enabling Net Zero” event at the Technology and Innovation Centre, University of Strathclyde, Glasgow.
Delegates had the opportunity to listen to keynote speakers, such as Louise MacGregor, Head of Circular Economy, Zero Waste Scotland, share their experiences and opportunities on how you can benefit from adopting more sustainable processes in manufacturing, the supply chain, and usage of products and services. A series of breakout sessions introduced practical concepts associated with carbon reduction in businesses, opportunities for training, and new industry sectors. FEMM Hub project lead Jill Miscandlon and Leigh Paterson concluded the day with their session titled “Opportunities in Electrification Manufacturing” which was well received by the audience.
pAge 66
engineer giAnMArCo pisAnelli presents At CWieMe


Four FEMM Hub researchers attended the Coil Winding, Insulation, Eletrical Machine Expo and conference in Berlin from the 10th to 12th May 2022. Over the three days, the conference hosted over 700 exhibitors, bringing together process machinery, raw materials, components and service providers with manufacturers and industry experts. Among these exhibitors are global leaders of the electrical engineering revolution who produce electrical products of the future and offer technical development services to companies who have electrical products in their production line.
CWIEME offered two seminar stages where over 50 speakers were invited to discuss and ignite conversation about the depth and breadth of issues and opportunities facing the industry. All the talks given at the conference were evaluated and approved by the CWIEME Advisory Board, consisting of well known global experts from the electrical machine industry. FEMM Hub engineer Gianmarco Pisanelli presented on the final day discussing his work around Grand Challenge 2.3 on Flexible Manufacturing and Customisation. In his talk he discussed how his work on the robotic coil winding brings the benefits of automation to lower volume coil manufacture with the potential of offering several advantages, firstly in reducing costs through improved productivity, but also in providing increased process reliability and greater traceability for high performance applications.
hub direCtor delivers keynote At eMd syMposiuM

The Electrical Machines and Drives (EMD) Research Group and IEEE University of Sheffield Student Branch held the EMD Symposium 2022 in Mappin Hall, University of Sheffield on the 15th of September 2022. Over 50 academic staff, PGR students and PDRAs attended this academic event. The Counsellor of IEEE Student Branch, Dr. Xiao Chen, opened the symposium and led a moment of silence from all the attendees to pay their respect to Queen Elizabeth II.
The first keynote of the event was delivered by Prof. Zi-Qiang Zhu on electrical machines in electric vehicles; Various types of torque production mechanisms were reviewed before a demonstration of how to generate ideas for new machine topologies. Hub Director Prof. Geraint Jewell then made a keynote speech on a review of advances and challenges in electrical machine manufacture. He described the background of a limited breakthrough in materials for the active parts of electrical machines in recent decades, the presentation reviewed the potential for increasing machine power density by improved thermal performance and light-weighting of structural elements.
pAge 67
roAdMApping Workshop
On Tuesday the 22nd of November, FEMM Hub Industry Partners were invited to attend our Roadmapping Workshop at Factory 2050, AMRC. The purpose of the workshop, led by Professor Michael Ward, Strathclyde University was to gain essential industrial input to the FEMM hub roadmap, including information to complete the picture that we have started to create, signpost us to any information (drivers, usage assumptions, performance needs) which could direct work to meet specific needs of FEMM hub represented sectors and give us valuable guidance on where the priorities lie in the research directions of the manufacture of future electrical machines.

Prior to the workshop, attendees were given an in-depth information pack to read in order to make the workshop as productive as possible for all involved. This interactive workshop was split into three sessions: Input to industry drivers; Technical needs flow down and What this would mean for the FEMM Hub. The workshop was facilitated by the FEMM Hub Roadmap team and was a hugely successful day. We would like to thank our Industry partners for their time.
Following the workshop and further consultations, we are pleased to report the FEMM Hub Roadmap is now complete and is being launched in late April 2023. Please visit our website for more information or contact Hub Manager, Laura O’Keefe (L.Okeefe@sheffield.ac.uk).



pAge 68
dr Jill MisCAndlon presents At AutoMotive iq ‘s 10th AdvAnCed e-Motor teChnology ConferenCe in MuniCh

The 10th Advanced E-Motor Technology Conference returned on the 21 – 23 February 2023 in Munich. This event attracted experts from across the supply chain, including Advanced Electric Machines, Audi, Automobili Estrema, Elaphe Propulsion Technologies, Renault Group, Mahindra Racing, Punch Powertrain, Schaeffler, Valeo, Umbra Group, Volkswagen and many more.


Lead Researcher, Dr Jill Miscandlon was invited to this event as a result of her work on Grand Challenge GCX1. She presented on the first day of the conference, her presentation titled: ‘E-Motor Recyclability: Cradle to Grace Design Strategies’ explored one of the hottest and most important topics in the E-Motor segment galvanised discourse and incited thought provoking commentary and questions. Jill also took part in the interactive panel discussion on reducing the environmental footprint of E-Motor design. The presentation was a success with numerous thought-provoking questions from the audience that continued on into the breaks!
feMM hub Attend edpC 2022
Between the 29th and 30th of November, part of the FEMM Hub team based at AMRC travelled to Regensburg in Germany to attend the 12th Electric Drives Production Conference. GC 2.3 Project lead Lloyd Tinkler, Researcher Alexei Winter and Intern Amelia Beauchamp spent two days attending conference presentations, the comprehensive industrial exhibitions and poster sessions. The E|DPC 2022 offers an outstanding platform for the exchange of experiences from developers, researchers and potential users. The focus of the conference is set on the presentation of highly innovative products from various industries as well as manufacturing processes and strategies. The core topics of the conference was insulation technologies and the design and process development for windings. In addition, current topics like Aluminum as Conductor Material, Soft Magnetic Materials, Lamination Stacks, Charging Infrastructure and other related topics along the value chain were also presented.

pAge 69
feMM hub hits the roAd: sChool engAgeMent ACtivies
EPSRC’s vision for public engagement centres around three aims - to contribute to ensuring that society is inspired by the contributions that engineering can make; to attract future workforces by showcasing the range and desirability of STEM careers and to interact with societies throughout the research process to achieve maximum benefits.
At the end of 2022, the FEMM hub enjoyed engaging with students in both the West Midlands and South Yorkshire. On the 30th of November, Hub Director Professor Geraint Jewell, Hub Manager Laura O’Keefe and 3 FEMM Hub PhD’s Reece Elbet, Wei Liang Choong and Daniel Harper made their way to Coventry to meet 90 of their Year 6 students. As well as showcasing what the FEMM hub can do, we wanted to explore what a career in the engineering field might look like with the aim of inspiring them to become the next generation of engineers.
Professor Geraint Jewell opened the school engagement event at Templars Primary School by asking for a show of hands if anyone was considering a career in engineering with only a few hands raised. He then launched into a 30-minute interactive presentation which made pupils question what they felt a “typical” engineer might look like, the ways in which engineering already impacts their lives and if they did want to consider a career - how would they go about getting there. The pupils had ample opportunity for questions and were interested to find out that some of the skills they were already learning in school were preparing them for a career in engineering.
Following the presentation, the FEMM hub team then delivered three workshops with each of the year 6 classes where, in teams of two, they build their own simple DC motor. It gave pupils the opportunity to collaborate with their classmates and a sense of accomplishment that they had succeeded in making their own motor. Feedback following the event was excellent with pupils stating “they didn’t realise engineering involved so many cool things!”.
On the same day, 90 miles north of Coventry in Sheffield, Divya Tiwari and Michael Farnsworth, lead researchers in FEMM Hub Grand Challenge X2 led an outreach activity at King Edward VII School which involved 40 school pupils aged between 11-15.


During this session, pupils were introduced to digital manufacturing and its role in the manufacturing of future electrical machines. This was followed by practical sessions where the pupils built some circuits involving a variety of sensors and then made their own motors. It was a successful session where the pupils impressed the FEMM Hub team with their engagement in conducting the two activities. The aim of this activity was to introduce the

pAge 70
profile of manufacturing and engineering to the new generation of scientists and engineers, which can eventually aid in addressing the nation’s skills gap.
The Deputy Head of Science at King Edwards Lower School quoted it was “an engaging practical session where our students did some programming & built motors from scratch. They were also encouraged to consider what engineering is and how systems and control engineering is important in manufacture. The team



pAge 71
British Science Week is a ten-day celebration of science, technology, engineering and maths. It was set up to raise awareness, spark enthusiasm and celebrate STEM subjects with people from all walks of life.

On Thursday the 16th of March, FEMM Hub Manager Laura O’Keefe and PhD students Wei Liang Choong and Reece Eblet travelled to New Mills in Derbyshire and attended two small schools - Newtown Primary School (81 students) and Thornsett Primary School (85 students). Laura kicked off the day by speaking to an assembly hall of year 5 and year 6 students about their aspirations for the future, discussing the benefits of going to university before getting stuck into the fun stuff - the engineering!


The presentation went through all the things that engineers do and discussed the types of things engineers design, make and repair. The pupils were surprised to find out what a career in engineering might look like and how that fitted into their future. Choong and Reece talked to pupils about how they ended up doing a PhD with the FEMM Hub and their career to date, getting lots of questions about their previous jobs designing parts for aircrafts and as a builder. After finding out more about electrical machines, they were keen to get stuck in and make their own motor during the workshop. In pairs the worked in a team to get the job done, like all good engineers! The day finished with a Q&A with the our engineers, the pupils were asking for tips to help them with a school project. They were taking part in a national competition where they were being asked to invent something that would improve people’s lives.

pAge 72
If you are interested in FEMM Hub visit a school near you, please get in touch!
feMM hub quArterly Meetings
As well as monthly individual project meetings, the FEMM Hub meet in-person every quarter to update and gain feedback on their progress. On the 16th and 17th of May, the FEMM hub met up at the University of Strathclyde for one of their quarterly meetings. Kicking off with a welcome introduction from hub Director, Professor Geraint Jewell, over the course of the two days, the team heard updates from each of the grand challenge projects and cross-cutting themes.


On day 2, the team had a tour of the SEARCH lab within the Centre for Ultrasonic Engineering (CUE). CUE has over 30 years of expertise in the design and implementation of ultrasonic transducers and transducer systems across a broad range of industrial sectors. Professor Gareth Pierce led the informative tour of the facilities and answered questions on the focus of his work – robotics and autonomous systems for inspection, including non-destructive testing and evaluation (NDT&E) for manufacture, and structural health monitoring (SHM) for asset inspection. The FEMM Hub team also had a presentation from Emily Nunn from the Library at the University of Sheffield on the UKRI new open access policy which came into play on the 1st of April.
We met at Newcastle University on the 6th and 7th of December. Twenty-three members of the team arrived on Tuesday the 6th to a welcome from FEMM Hub Newcastle lead Dr Glynn Atkinson. FEMM Hub Roadmap lead Professor Michael Ward then spent two hours with the team guiding them through the latest progress and outcomes from the Industry Roadmapping Workshop that was held at AMRC the week prior and gaining some valuable insight from the team. We then heard from 4 of our work packages before finishing the day with a Christmas networking meal. On day 2 we undertook EDI training then heard from each of the remaining FEMM Hub projects before a final presentation from FEMM Hub Director Professor Geraint Jewell. It was a successful meeting and a great way to end the year off to hear the great progress the hub is making.

pAge 73
therMAl MAnAgeMent of eleCtriCAl MAChines – A fe Asibility study
Rafal Wrobel, David Reay Newcastle University
Link to paper: https://doi.org/10.1016/j.tsep.2022.101366
Abstract: this paper the use of off-the-shelf heat pipes (HPs) are assessed for the thermal management of electrical machines. The stator-winding assembly has been selected to assess the suitability and effectiveness of cooling systems based upon HPs. The proposed approach targets the main heat source in electrical machines, which is generally associated with the winding subassembly. Two thermal management systems are investigated from a conceptual point of view. The first one uses HPs to improve heat removal for a machine with conventional cooling, e.g. a liquid or air-cooled housing. The second variant uses HPs as the main heat transfer route, e.g. a fully enclosed machine with no integrated, actively cooled housing. Both active- and end-winding regions are considered for direct heat removal from the winding body using HPs. The analysis of the electromagnetic and thermal compatibility of the proposed HP-based thermal management systems is via threedimensional (3D) finite element analyses (FEAs). It is theoretically shown that the winding active region is better suited for effective HP-based thermal management, compared with the end-winding alternative. Also, the results suggest that proposed thermal management systems allow for a considerable improvement in heat removal from the machine body, up to 43% and 25% for the concepts one and two respectively (applied to the winding active region) respectively, as compared with a more conventional heat removal system. The overall performance gains of course depend upon the specific manufacture and assembly processes used in construction of the statorwinding. The initial results from tests on the hardware subassemblies confirm validity of the theoretical methods employed in this feasibility study.

A MAnufACturing driven design Methodology to light
Weighting of the struCturAl eleMents of A perMAnent MAgnet eleCtriCAl MAChine rotor
Link to paper: https://ieeexplore.ieee.org/document/9917559
Abstract: It is common practice for electrical machines to be designed with a focus predominantly on the electromagnetic performance. The mechanical design is then subsequently undertaken to meet various mechanical performance criteria, with this finalised design then passed on for manufacture. In many cases, the manufacturing constraints have not been taken fully into consideration during the electromagnetic or more particularly the mechanical design and hence some changes are required to the design to make it manufacturable. This in turn can lead to a non-optimal machine being manufactured. If manufacturing constraints and opportunities are regarded as key quantitative inputs to the design process, not only can these post-design changes be minimised, but benefits of the manufacturing process can be exploited to produce a superior product. This paper proposes a methodology to fully integrate the mechanical design and manufacturing process routes into electrical machine design and

pAge 74 he At pipe bAsed
r e C ent p A pers
JILL MISCANDLON, ABBAS KAZEMI-AMIRI, STEPHEN J. FORREST, XIAO CHEN, DANIEL HARPER, ALASDAIR MCDONALD AND GERAINT WYN JEWELL
illustrates its utility within the contextof light-weighting of a permanent magnet rotor for an aerospace electrical machine. Within the proposed methodology, several alternative configurations of the rotor are considered with applicable manufacturing routes identified at the initial stages of design and an analytical design procedure to fulfil the application and performance criteria is developed. Different manufacturing materials and constraints as well as the impact of manufacturing process are identified to be embedded into the design procedures. Finally, the paper demonstrates an application of this methodology together with a discussion of the features which offer promise in achieving economically lighter weight design through integration of manufacturing into the design procedure.
deep trAnsfer le Arning With self-Attention for industry sensor fusion tAsks
 Ze Zhang , Michael Farnsworth , Boyang Song , Divya Tiwari and Ashutosh Tiwari
Ze Zhang , Michael Farnsworth , Boyang Song , Divya Tiwari and Ashutosh Tiwari
Link to paper: https://ieeexplore.ieee.org/document/9813440
Abstract: Monitoring of complex industrial processes can be achieved by obtaining process data by utilising various sensing modalities. The recent emergence of deep learning provides a new routine for processing multi-sensor information. However, the learning ability of shallow neural networks is insufficient, and the data amount required by deep networks is often too large for industrial scenarios. This paper provides a novel deep transfer learning method as a possible solution that offers an advantage of better learning ability of the deep network without the requirement for a large amount of training data. This paper presents how Transformer with self-attention trained from natural language can be transferred to the sensor fusion task. Our proposed method is tested on 3 datasets: condition monitoring of a hydraulic system, bearing, and gearbox dataset. The results show that the Transformer trained from natural language can effectively reduce the required data amount for using deep learning in industrial sensor fusion with high prediction accuracy. The difficult and uncertain artificial feature engineering which requires a large workload can also be eliminated, as the deep networks are able to extract features automatically. In addition, the self-attention mechanism of Transformer aids in the identification of critical sensors, hence the interpretability of deep learning in industrial sensor fusion can be improved.
AnAlytiCAl AnAlysis of Cogging torque in perMAnent MAgnet
MAChines With unequAl north And south poles, With pArtiCul Ar referenCe to Consequent pole MAChines
Link to paper: https://ieeexplore.ieee.org/document/9950316
Abstract: In this paper, a general analytical model is developed to analyze the cogging torque accounting for unequal north and south poles as well as pole shifting, which can be applied to consequent pole permanent magnet (CPPM) machines and other rotor PM machines. The optimal slot opening and optimal pole-arc to pole-pitch ratio with/without pole shifting for minimum cogging torque are then analytically derived and verified by finite element analyses and experiments. It shows that in contrast to conventional PM machines with equal north and south poles, of which the fundamental cogging torque order is the least common multiple (LCM) between slot number Ns and pole number 2 p , the fundamental cogging torque order for the PM machines with unequal north and south poles (as often the case in CPPM machines), is the LCM between Ns and p , which has been derived analytically. However, in the special case when the slot number in one submachine is even, the LCM between Ns and 2 p has the same value as the LCM between Ns and p.

pAge 75
Ji Qi, Z. Q. Zhu; Luocheng Yan; G. W. Jewell; Chengwei Gan; Yuan Ren; Simon Brockway; Chris Hilton
influenCe of slot/pole nuMber CoMbinAtions And pole shAping on eleCtroMAgnetiC perforMAnCe of perMAnent MAgnet MAChines With unbAl AnCed north And south poles

Link to Paper: https://ietresearch.onlinelibrary.wiley.com/doi/full/10.1049/elp2.12293
Abstract: The influences of slot/pole number combinations on electromagnetic performances, including flux linkage, inductance, and torque ripple harmonic components etc., resulting from unbalanced characteristics between north and south poles in concentrated winding permanent magnet (PM) machines with symmetrical and asymmetric rotor pole shaping methods are theoretically analysed and experimentally validated in this paper. It shows that for the PM machines with odd number of coils per phase per submachine, including consequent pole (CP) and surface-mounted PM (SPM) machines, the influences of unbalanced pole characteristics can lead to additional torque ripple harmonics due to additive effects in windings, but can be cancelled in other machines. Compared with symmetrical pole shaping method, asymmetric pole shaping method can result in lower torque ripple for CPPM machines with odd number of coils per phase per submachine, while symmetrical and asymmetric pole shapes have similar effects on torque ripple reduction for other CPPM machines and all the SPM machines. The findings have been validated by finite element analyses on 12-slot/8-pole, 12-slot/10-pole, 9-slot/6-pole, and 12-slot/14-pole machines, and by experiments with 12-slot/8-pole and 12-slot/10-pole CPPM prototypes.

direCt therMAl MAnAgeMent of Windings enAbled by Additive MAnufACturing
Link to Paper: https://doi.org/10.1109/TIA.2022.3209171
Abstract: The electrification and hybridization of ground- and air-transport, in pursuit of Carbon Net Zero targets, is driving demand for high power-density electrical machines. The power-density and reliability of electrical machines is ultimately limited by their ability to dissipate internally generated losses within the temperature constraints of the electrical insulation system. As the electrical windings are typically the dominant source of loss, their enhanced design is in the critical path to improvements in powerdensity. Application of metal additive manufacturing has the potential to disrupt conventional winding design by removing restrictions on conductor profiles, topologies and embedded thermal management. In this paper, a modular end-winding heat exchanger concept is presented, which enables effective direct cooling without occupying valuable stator slot cross-section. In addition, this arrangement eliminates the need for a good stator-winding thermal interface, thereby allowing mechanical or other less permanent winding retention methods to be used, facilitating non-destructive disassembly and repair. A prototype winding is fabricated and experimentally tested to demonstrate the feasibility of the concept, yielding promising results.
pAge 76
Ji Qi, Ziqiang Zhu, Geraint Wyn Jewell, Luocheng Yan, Chengwei Gan, Yuan Ren, Simon Brockway, Chris Hilton
Nick Simpson, George Yiannakou, Harry Felton, J. Robinson, A. Arjunan and P. H. Mellor.
influenCe of ArMAture re ACtion on eleCtroMAgnetiC perforMAnCe And pole shAping effeCt in Consequent pole pM MAChines

Link to Paper: https://www.mdpi.com/1996-1073/16/4/1982
Abstract: Consequent pole permanent magnet (CPPM) machines can improve the ratio of average torque to PM volume, but suffer from more serious armature reactions. In this paper, the variations of electromagnetic performance of surface-mounted PM (SPM), conventional CPPM machines, and pole-shaped CPPM machines with armature reaction at currents up to 5 times overload are analyzed and compared. The flux densities, flux linkages, back EMFs, inductances, torque characteristics, and demagnetization withstand capabilities are analyzed by the finite element method (FEM) and frozen permeability method. It is validated that the third order harmonics in inductances for CPPM machines tend to be reduced as current rises since the saturation in iron pole is prone to reducing the saliency effect. But the armature reaction tends to result in the increase of torque ripple components for all the machines. It is also found that the overall torque ripple of asymmetric pole-shaped machine tends to increase significantly under overload conditions. On the contrary, the symmetrical pole-shaped machine can maintain a relatively stable torque ripple under overload conditions which is similar to the SPM counterpart. Additionally, due to the large armature reactions, CPPM machines suffer from weaker demagnetization withstand capabilities and weaker overload capabilities than their SPM counterparts. Four CPPM prototypes with and without pole shaping are tested to confirm the FEM analysis.
perspeCtive of therMAl AnAlysis And MAnAgeMent for perMAnent MAgnet MAChines, With pArtiCul Ar referenCe to hotspot teMperAtures
Zi-Qiang Zhu and Dawei Liang
Link to Paper: https://www.mdpi.com/1996-1073/15/21/8189
Abstract: Permanent magnet (PM) machines have been extensively used for various applications. Nevertheless, thermal effect, particularly hotspot temperature, not only severely restricts power/ torque density but also leads to deteriorations in electromagnetic performance, service life, and reliability. Starting with foundations of PM machines and heat transfer mechanisms, this paper reviews the development of thermal analysis methods over the last thirty years and the state-of-the-art research achievements, and the hotspot temperatures of winding and PM are particularly evaluated. In the overview, various machine losses and cooling techniques are first introduced, which are the essential reasons for temperature rise and the most straightforward way to remove the generated heat. Afterwards, the mainstream thermal analysis techniques, i.e., numerical techniques, lumpedparameter thermal model, and hybrid thermal models, as well as the online electrical parameter-based and thermal model-based temperature monitoring techniques, are reviewed and assessed in depth. In addition, this paper also reviews the analytical thermal modelling methods for winding and PM. Finally, future research trends are highlighted.
pAge 77
Ji Qi, Ziqiang Zhu, Luocheng Yan, Geraint W. Jewell, Chengwei Gan, Yuan Ren, Simon Brockway and Chris Hilton
reMote l Aser Cutting of high CobAlt Content eleCtriCAl steel: preliMinAry results And MiCrosCopy
Alexei Winter, Lloyd Tinkler and Geraint Jewell Link to Paper: 10.1049/icp.2022.1141
Abstract: We present initial results from trials of cutting thin sheets of high Cobalt content electrical steel with a remote laser for the production of electric machine laminations. Cuts in 0.15 mm high-cobalt (Hiperco®50) steel samples were produced at various scan speeds and powers. Microscopy carried out on the sample cross-sections showed two distinct layers at the boundary of the kerf, each with a different microstructure to the bulk material. It is proposed that these are a heat affected zone and a layer of resolidified molten material. It was shown that fluence was the dominant parameter in influencing cut depth, although some variation with interaction time was noted., particularly with respect to cut morphology.
iMpACt of CoMpressive MeChAniCAl stress froM shrink fitting of A CAsing on the Core loss in A CobAlt iron stAtor Core of A perMAnent MAgnet synChronous MAChine
Xiao Chen, Geraint W. Jewell; Jason. D. Ede; H. Wu Link to Paper: 10.1049/icp.2022.1137
Abstract: Shrink fitting of stator housings (casings) introduces a compressive mechanical stress into the stator core of an electrical machine, and consequently tends to increase the core loss. The calculation of stress distributions within the stator core is a pre-requisite for accounting for mechanical stress effects in the prediction of core loss or for adapting the shrink-sitting process to manage the resulting core loss. This paper investigates the mechanical stress distribution in a representative stator core with models of increasing fidelity, starting from the basic analytical hoop stress model with a simplified back-iron ring to a machine level stress model with stator teeth, windings, slot liners, winding insulations and slot wedges. The impact of windings and stator teeth on the accuracy of the mechanical stress model is quantified. Compared to the existing literature, this paper highlights the importance of the windings and the associated insulations, slot liners and wedges for an accurate prediction of mechanical stress in the stator core. It is shown, for the machine used in the case study, that the core loss in the stator core can be underestimated by ∼10–20% if the mechanical stress caused by shrink fit process is neglected.
design, AnAlysis, And CoMpArison of ipM MAChines With ConCentrAted
And distributed Winding for A highperforMAnCe trACtion AppliCAtion

Nabeel Ahmed, Barrie Mecrow and Glynn Atkinson Link to Paper: 10.1049/icp.2022.1089
Abstract:This paper showcases design and comparison of a fractional-slot concentrated winding (FSCW) with an integral slot distributed winding (ISDW) interior permanent magnet (IPM) machine designed to meet FreedomCar traction machine specification. Both machines have been designed using the same IPM rotor and adjusted stack lengths to deliver the continuous output power, 30 kW and 55kW peak. The comparative study is carried out using Finite element analysis and provides a direct comparison between the two stator types for torque-speed curves, efficiency, power factor and losses at continuous and peak power. The results of the study indicate IPM machines with comparable torque and power densities can be designed with both stator types, though both stators have their own favourable features and the ultimate choice depends upon the target application.
pAge 78
A revie W of soft MAgnetiC CoMposite MAteriAls And AppliCAtions
Nabeel Ahmed, Glynn Atkinson
Link to Paper: 10.1109/ICEM51905.2022.9910712
Abstract: Past decade has seen significant development in the field of Soft magnetic composite (SMC) materials and their application in electrical machines. This is due to their advantageous nature, isotropic magnetic and thermal properties as well as low eddy current loss specifically at medium and higher frequencies. SMC has opened the arena for innovative electrical machine designs with three-dimensional flux paths for mass production. The powder metallurgy process is cost effective, reduces post-production processes and drastically reduces yield losses in manufacturing. The process also has a lower energy consumption in comparison to other production technologies. The SMC materials are suitable for largescale mass production of complex components with good tolerances, smooth surfaces, no secondary operations and almost no material waste. This paper reviews the material, its production, its application in electrical machines, discussing the existing advantages and difficulties while shedding light on the commercial success of SMC machines in industry.
ex-situ inspeCtion of ConCentrAted stAtor Coils by
Me Ans of iMpedAnCe speCtrosCopy
Panos Panagiotou, Al Lambourne; Geraint Jewell
Link to Paper: 10.1109/ICEM51905.2022.9910588
Abstract: Broadband Dielectric Spectroscopy (BDS) and Electrochemical Impedance Spectroscopy (EIS) form types of non-destructive testing that allow to examine the dielectric response or the complex impedance responses over a wide frequency range for a component. Several published studies have used spectroscopy to characterize components and circuits or to assess their condition. The present work uses impedance spectroscopy and examines the characteristics of the amplitude, phase, and the Nyquist plots of the complex impedance for a set of concentrated coils from the stator of a high-performance Permanent Magnet (PM) machine from an aerospace application. Having prior knowledge that one of the coils in the set exhibits manufacturing imperfections, their characterization with this type of measurement aims to identify the defective one. The objective is to investigate whether, and to what extent, impedance spectroscopy is a potent candidate for deployment as a means for the ex-situ inspection of stator coils.

pAge 79
trAining sessions
our trAining sessions Are
AvAil Able exClusively to our hub pArtners. sinCe the l Ast AnnuAl report, We hAve hAd over 260 pArtiCipAnts froM ACross the World Attend.
AC poWer losses
MondAy 13th of June (online)
Hub Director Professor Geraint Jewell and Dr Rafal Wrobel, Newcastle University jointly presented this session and covered the key issues of AC conductor loss, from fundamentals of the electromagnetic mechanisms at play through to practical strategies for minimising the magnitude of the losses. The content was structured to allow engagement from non electrical engineering attendees with the initial sections focussing on establishing a basic understanding of the electromagnetic and electrical principles which underpin AC conductor loss.
AbstrACt: Managing copper loss is often the limiting factor on electrical machine power density. In terms of a-priori loss estimation at the design stage, copper loss is usually regarded as being more straightforward than core loss. However, there are a number of complicating factors in the accurate prediction of copper loss in some machines, foremost amongst which is the issue of AC loss in conductors which include phenomena such as skin and proximity effects. A failure to properly account for AC conductor loss effects during machine design and the selection of the conductor format can, in some circumstances, lead to losses which are multiples of the loss predicted from more straightforward and rudimentary considerations. With the demand for machines to operate at ever increasing electrical frequencies, the need to account for AC conductor loss during design and manufacture is becoming increasingly important, in particular the trade-off between the desire to use larger rectangular cross-section conductors for a high slot-fill factor and their tendency to increase AC conductor loss.
MAnufACturing opportunities for future eleCtriCAl MAChines
MondAy
20th of June (online)
This course was delivered by Dr Jill Miscandlon from the National Manufacturing Institute Scotland (NMIS), and Dr Lloyd Tinkler from the Advanced Manufacturing Research Centre (AMRC), both of which are part of the High Value Manufacturing Catapult. This course was suited to electrical machine designers and researchers. It gave attendees a good appreciation of the potential of novel manufacturing technologies, and be able to consider alternative manufacturing routes for non-active components in future machine designs.
AbstrACt: Approximately 50% of an electrical machines weight comes from the non-active components. These components are typically machined from bulk forgings or castings and have not been designed in an optimal way. Changing the method of manufacture could lead to opportunities for lightweighting and
pAge 80
improved design, with a range of novel manufacturing processes available depending on the requirements of a specific component. This course introduced novel manufacturing routes which could be used for the manufacture of non-active components in electrical machines. The technologies will be introduced and the benefits of each will be highlighted, with examples of potential electrical machine components given. Information will also be provided on how some of these technologies can also aid in the development of more sustainable manufacturing routes (e.g. through the use of near neat shape preforms to reduce material thursdAy 6th of oCtober (online)
This session was delivered by Dr Pavan Addepalli (Lecturer in Degradation Assessment based with the Centre for Digital Engineering and Manufacturing) and Professor John Erkoyuncu (Head of the Centre for Digital Engineering and Manufacturing and a Professor of Digital Engineering) from Cranfield University.
AbstrACt: Non-destructive testing or NDT has been pivotal in the maintenance of long-life and critical assets with emphasis on capturing damage and preventing major failure of those complex engineering assets. The key attribute and benefit offered by NDT is its ability to inspect and interrogate the structural integrity of a component through to an asset and provide insights on the overall performance without causing detrimental effects to the inspected part. The last decade has seen significant increase in the application of digital tools and technologies towards maintenance of complex machines. Concepts have not just matriculated but been applied in real-time, such as feature identification, extraction and characterisation through advanced artificial intelligence based algorithms (both machine learning & deep learning approaches) for effective maintenance decision making. This session introduced NDT, there applicability in field, together with the latest trends in the field along the digital technologies route. The aim was to not just provide how a measurement is made using an NDT technique, but show the power of digital technologies in presenting the knowledge through powerful visualisation toolkits (augmented reality, virtual reality) and the background digital operational architectures (ontologies, digital twins). The session provided an end to end know how on how NDT is used by engineers and researchers providing a platform to look into the current trends with a potential vision of how the future landscape might look like.
ndt And digitAl engineering soft MAgnetiC CoMposites
MondAy 14th noveMber (online)
This session was delivered by Dr Glynn Atkinson (Newcastle University) in collaboration with Alvier Mechatronics and Höganäs AB.
AbstrACt: SMC is formed from electrically insulated iron-powder which is compressed and heat treated to form a complete 3D electromagnetic component. Unlike laminations the material is anisotropic; the magnetic properties are equal in all three dimensions. This allows the machine designer and application to harness new machine topologies using all three dimensions in a way to improve performance, system integration and assembly. The training session looked at the latest Somaloy® material properties exhibiting higher permeability and lower loss, especially at higher frequencies. It discussed the machine design and prototyping process using 3DFE methods and machinable prototype SMC for experimental analysis of your design. Design rules for using SMC in machines will be investigated and the different approach to loss calculation described. Finally we will present and discuss a series of electrical machines and applications that use SMC.
to find out More About our upCoMing sessions, ple Ase visit: https://eleCtriCAlMAChineshub. AC.uk/feMM-hub-trAining-sessions/
pAge 81
publiCAtions
Ahmed, N. and G. J. Atkinson, "A Review of Soft Magnetic Composite Materials and Applications," 2022 International Conference on Electrical Machines (ICEM), 2022, pp. 551-557, doi: 10.1109/ ICEM51905.2022.9910712.
Ahmed, N.; Mecrow, B.; Atkinson, G. J.: 'Design, analysis, and comparison of IPM machines with concentrated and distributed winding for a highperformance traction application', IET Conference Proceedings, , p. 593-600, DOI: 10.1049/icp.2022.1089
Chen, X.; Jewell, G. W.; Ede, J. D.; Wu, H.: 'Impact of compressive mechanical stress from shrink fitting of a casing on the core loss in a Cobalt Iron stator core of a permanent magnet synchronous machine', IET Conference Proceedings, , p. 685-691, DOI: 10.1049/icp.2022.1137
Clift L, Tiwari D, Scraggs C, Hutabarat W, Tinkler L, Aitken JM, Tiwari A. Implementation of a Flexible and Lightweight Depth-Based Visual Servoing Solution for Feature Detection and Tracing of Large, Spatially-Varying Manufacturing Workpieces. Robotics. 2022; 11(1):25. https://doi.org/10.3390/ robotics11010025
Escudero-Ornelas I, Tiwari D, Farnsworth M, Tiwari A. (2021). 'Modelling Interdependencies in an Electrical Motor Manufacturing Process Involving Deformable Material'. Advances in Manufacturing Technology XXXIV - Proceedings of the 18th International Conference on Manufacturing Research, incorporating the 35th National Conference on Manufacturing Research, 7–10 September 2021, University of Derby, Derby, UK.
Escudero-Ornelas, Izhar Oswaldo, Divya Tiwari, Michael Farnsworth, Ashutosh Tiwari, 'Modelling Interdependencies in an Electrical Motor Manufacturing Process Involving Deformable Material', Advances in Manufacturing Technology XXXIV, Vol.15, pp. 291 - 298. DOI: 10.3233/ATDE210051
Farnsworth, M., Tiwari, D., Zhang, Z. et al. Augmented classification for electrical coil winding defects. Int J Adv Manuf Technol 119, 6949–6965 (2022). https://doi.org/10.1007/s00170-022-08671-w
Gambrill,N., M. Farnsworth, R. Shaw, S. Tedeschi, D. Tiwari and A. Tiwari, "Narrow gap TIG arc weld process monitoring," 2022 27th International Conference on Automation and Computing (ICAC), 2022, pp. 1-7, doi: 10.1109/ICAC55051.2022.9911091.
Hewitt, D., J.B. Wang, ' Prediction of the Impact of Thermal Cycling on Machine Lifetime Based on Accelerated Life Testing and Finite Element Analysis', Paper TD-009393 at e 47th Annual Conference of the IEEE Industrial Electronics Society (IECON 2021), October 13-16th 2021.
J. Oyekan, Y. Chen, C. Turner, A. Tiwari,, 'Applying a fusion of wearable sensors and a cognitive inspired architecture to real-time ergonomics analysis of manual assembly tasks', Journal of Manufacturing Systems, Volume 61, 2021, Pages 391-405, ISSN 0278-6125, https://doi.org/10.1016/j.jmsy.2021.09.015.
Khan, S., M. Farnsworth, R. McWilliam, J. Erkoyuncu. (2020). On the requirements of digital twindriven autonomous maintenance. Annual Reviews In Control. 50, 13-28. https://doi.org/10.1016/j.
pAge 82
arcontrol.2020.08.003
Miller, D., B. Song, M. Farnsworth, D.Tiwari, F. Freeman, I. Todd, A. Tiwari, 'IoT and Machine learning for in-situ process control using Laser Based Additive Manufacturing (LBAM) case study', Procedia CIRP,Volume 104, 2021, Pages 1813-1818, ISSN 2212-8271, https://doi.org/10.1016/j. procir.2021.11.306.
Miscandlon, J. Abbas Kazemi-Amiri, Stephen J. Forrest, Xiao Chen, Daniel Harper, Alasdair McDonald, Geraint W. Jewell, "A manufacturing driven design methodology to lightweighting of the structural elements of a permanent magnet electrical machine rotor," in IEEE Access, 2022, doi: 10.1109/ ACCESS.2022.3214305.
N. Simpson, G. Yiannakou, H. Felton, J. Robinson, A. Arjunan and P. H. Mellor, "Direct Thermal Management of Windings enabled by Additive Manufacturing," in IEEE Transactions on Industry Applications, 2022, doi: 10.1109/TIA.2022.3209171.
Okorie, O., Charnley, F., Ehiagwina, A. , Tiwari, D., Salonitis,K. Towards a simulation-based understanding of smart remanufacturing operations: a comparative analysis. Jnl Remanufactur (2020). https://doi. org/10.1007/s13243-020-00086-8
Onaji, I., Divya Tiwari, Payam Soulatiantork, Boyang Song & Ashutosh Tiwari (2022) Digital twin in manufacturing: conceptual framework and case studies, International Journal of Computer Integrated Manufacturing, DOI: 10.1080/0951192X.2022.2027014
Oyekan J, Farnsworth M, Hutabarat W, Miller D, Tiwari A. Applying a 6 DoF Robotic Arm and Digital Twin to Automate Fan-Blade Reconditioning for Aerospace Maintenance, Repair, and Overhaul. Sensors. 2020; 20(16):4637. https://doi.org/10.3390/s20164637
Oyekan, J. Y. Chen, C. Turner, A. Tiwari, 'Applying a fusion of wearable sensors and a cognitive inspired architecture to real-time ergonomics analysis of manual assembly tasks',Journal of Manufacturing Systems, Volume 61, 2021, Pages 391-405,ISSN 0278-6125,https://doi.org/10.1016/j.jmsy.2021.09.015.
Oyekan, J., Fischer, A., Hutabarat, W., Turner, C. and Tiwari, A. (2019). Utilising low cost RGB-D cameras to track the real time progress of a manual assembly sequence. Assembly Automation, Emerald, ISSN: 0144-5154, vol. 40, no. 6, 925-939.
Oyekan, J., Hutabarat, W., Turner, C., Arnoult, C. and Tiwari, A. (2020). Using Therbligs to embed intelligence in workpieces for digital assistive assembly. Journal of Ambient Intelligence and Humanized Computing, Springer, vol. 11, 2489–2503, ISSN: 1868-5137
Panagiotou, P. A., A. Lambourne and G. W. Jewell, "Ex-situ Inspection of Concentrated Stator Coils by Means of Impedance Spectroscopy," 2022 International Conference on Electrical Machines (ICEM), 2022, pp. 2331-2337, doi: 10.1109/ICEM51905.2022.9910588.
Prajapat, N., Turner, C., Tiwari, A. et al. Real-time discrete event simulation: a framework for an intelligent expert system approach utilising decision trees. Int J Adv Manuf Technol 110, 2893–2911 (2020). https://doi.org/10.1007/s00170-020-06048-5
Prajapat, N., Turner, C., Tiwari, A., Tiwari D. et al. Real-time discrete event simulation: a framework for an intelligent expert system approach utilising decision trees. The International Journal of Advanced Manufacturing Technology, 110, 2893–2911 (2020). https://doi.org/10.1007/s00170-020-06048-5
pAge 83
Qi, J. et al., "Suppression of Torque Ripple for Consequent Pole PM Machine by Asymmetric Pole Shaping Method," 2021 IEEE International Electric Machines & Drives Conference (IEMDC), 2021, pp. 1-7, doi: 10.1109/IEMDC47953.2021.9449524.
Qi, J. et al.., "Effect of Pole Shaping on Torque Characteristics of Consequent Pole PM Machines," in IEEE Transactions on Industry Applications, doi: 10.1109/TIA.2022.3156904.
Qi, J. Z.Q Zhu, L. Yan, G.W. Jewell, C.Gan, Y.Ren, S.Brockway, C.Hilton, "Influence of Slot/Pole Number Combinations and Pole Shaping on Electromagnetic Performance of Permanent Magnet Machines with Unbalanced North and South Poles", IET Electric Power Applications, I1– 28 (2023). https://doi. org/10.1049/elp2.12293
Qi, j. Z.Q. Zhu, L. Yan, G.W. Jewell, C.W. Gan, Y. Ren, S. Brockway, and C. Hilton, “"Analytical Analysis of Cogging Torque in Permanent Magnet Machines With Unequal North and South Poles, with Particular Reference to Consequent Pole Machines," in IEEE Transactions on Energy Conversion, 2022, doi: 10.1109/TEC.2022.3221917.
Qi, J., Zhu, Z., Yan, L., Jewell, G.W., Gan, C., Ren, Y., Brockway, S., Hilton, C., ‘Influence of Armature Reaction on Electromagnetic Performance and Pole Shaping Effect in Consequent Pole Pm Machines’, Energies, 2023, 16, 1982.
Qi, J., ZQ Zhu, L Yan, GW Jewell, C Gan, Y Ren, S Brockway, C Hilton, "Suppression of Torque Ripple for Consequent Pole PM Machine by Asymmetric Pole Shaping Method," in IEEE Transactions on Industry Applications, vol. 58, no. 3, pp. 3545-3557, May-June 2022, doi: 10.1109/TIA.2022.3159629.
Tiwari D, Farnsworth M, Zhang Z, Jewell GW, Tiwari A. In-process monitoring in electrical machine manufacturing: A review of state of the art and future directions. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture. May 2021. doi:10.1177/09544054211016675
Tiwari, D.; Miscandlon, J.; Tiwari, A.; Jewell, G.W. A Review of Circular Economy Research for Electric Motors and the Role of Industry 4.0 Technologies. Sustainability 2021, 13, 9668. https://doi. org/10.3390/su13179668
Ward, Michael James and Miscandlon, Jill and Salamati, Mohammad and Butler, David and Uflewska, Olga and Fehring, Feline, A Wicked and Complex Problem Framework Applied to Engineering Research Effectiveness in Resource Efficiency and Decarbonisation. Available at SSRN: https://ssrn.com/ abstract=4151603 or http://dx.doi.org/10.2139/ssrn.4151603
Winter, A., G. Cooke, J. Birchall and L. Tinkler, "Robotic placement of high-strength permanent magnets for a wind turbine generator," 2021 11th International Electric Drives Production Conference (EDPC), 2021, pp. 1-8, doi: 10.1109/EDPC53547.2021.9684211.
Winter, A.; Tinkler, L.; Jewell, G. W.: 'Remote laser cutting of high cobalt content electrical steel: preliminary results and microscopy', IET Conference Proceedings, p. 708-711, DOI: 10.1049/ icp.2022.1141
Wrobel, R., David Reay, ‘Heat pipe based thermal management of electrical machines – A feasibility study’, Thermal Science and Engineering Progress, Volume 33, 2022,101366, ISSN 2451-9049, https:// doi.org/10.1016/j.tsep.2022.101366.
pAge 84
Wrobel, R. and D. Reay, "A Feasibility Study of Heat Pipes for Thermal Management of Electrical Machines," 2020 IEEE Energy Conversion Congress and Exposition (ECCE), 2020, pp. 4230-4237, doi: 10.1109/ECCE44975.2020.9236391.
Wrobel, R. 'Thermal Science and Engineering Progress, A technology overview of thermal management of integrated motor drives - Electrical Machines', Thermal Science and Engineering Progress, Volume 29, 2022, 101222, ISSN 2451-9049, https://doi.org/10.1016/j.tsep.2022.101222.
Wrobel, R. and R. J. McGlen, "Opportunities and Challenges of Employing Heat-Pipes in Thermal Management of Electrical Machines," 2020 International Conference on Electrical Machines (ICEM), 2020, pp. 961-967, doi: 10.1109/ICEM49940.2020.9270932.
Wrobel, R. R.J. MGlen, 'Heat pipes in thermal management of electrical machines – A review', Thermal Science and Engineering Progress, Volume 26, 2021, 101053,ISSN 2451-9049,DOI: 10.1016/j.tsep.2021.101053.
Zhang , Ze Michael Farnsworth , Boyang Song , Divya Tiwari , and Ashutosh Tiwari, 'Deep Transfer Learning With Self-Attention for Industry Sensor Fusion Tasks', IEEE SENSORS JOURNAL, VOL. 22, NO. 15, 1 AUGUST 2022
Zhang, Ze; Farnsworth, Michael; ; Tiwari, Divya; Tiwari,Ashutosh Sensorformer: A Memory-efficient Transformer for Industrial Sensor Fusion 27th IEEE International Conference on Automation and Computing conference, Sept 1-2, Bristol.
Zhang, Ze; Farnsworth, Michael; ; Tiwari, Divya; Tiwari,Ashutosh Sensorformer: A Memory-efficient Transformer for Industrial Sensor Fusion 27th IEEE International Conference on Automation and Computing conference, Sept 1-2, Bristol.
Zhou, Z. Li, H. Assadi, I. Chang, C. Barbatti,'An accelerated three-dimensional coupled electromagneticmechanical model for electromagnetic pulse forming', Journal of Manufacturing Processes, Volume 72, 2021,Pages 240-251,ISSN 1526-6125,https://doi.org/10.1016/j.jmapro.2021.10.007.#
Zhu, W.; Chen, X.; Jewell, G. W.: 'Effects of the randomness of winding distribution in slot on the bearing voltage and the electric discharge machining bearing current', IET Conference Proceedings, , p. 652659, DOI: 10.1049/icp.2022.1131
Zhu, Z.Q.; Liang, D. Perspective of Thermal Analysis and Management for Permanent Magnet Machines, with Particular Reference to Hotspot Temperatures. Energies 2022, 15, 8189. https://doi.org/10.3390/ en15218189
For our latest outputs please visit:
www.electricalmachineshub.ac.uk/ outputs
Join our mailing list to keep up to date with our latest news.
pAge 85
https://www.facebook.com/FEMMhub/


https://www.linkedin.com/company/epsrc-future-electricalmachines-manufacturing-hub



@FEMMhub
0114 222 5875

of
Department
Electronic and Electrical Engineering, Sir Frederick Mappin Building, University of Sheffield, Mappin Street, Sheffield, S1 3JD.
