Paint Finishing Systems Ltd in conjunction with Eurotherm S.p.A. delivering results, reliability and responsibility.
PFS and Eurotherm know that the finish is the first thing your customers see, this is why we take great pride in supplying you with the best possible plant to achieve that great finish.
Any finish, no matter how expertly applied, is wasted unless applied properly. You can be assured that our advice and the service we provide, will ensure that your products will be finished to the highest possible standard.
Pre-Treatment Plant
Blasting Enclosures
Drying & Curing Ovens
Spraybooths
Powder Coating Booths
Conveyor Systems
From sandblasting to finishing. Custom booths and equipment for industrial painting
Eurotherm, established in 1958, manufactures and installs complete painting machines and systems, taking care of every stage of the project, from implementation to testing. Working in conjunction with PFS in the UK & Ireland to provide a complete turnkey solution.
From pretreatment operations, such as washing and sandblasting, to the ultimate finish: Eurotherm plants apply the most efficient technological processes to ensure a consistently excellent result.
Manual & Automatic Powder Coating Systems
Complete Painting Solutions Energy Efficient Plant & Equipment
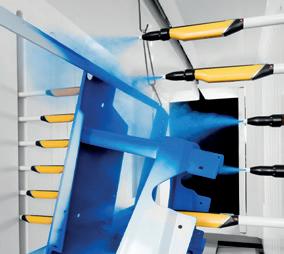
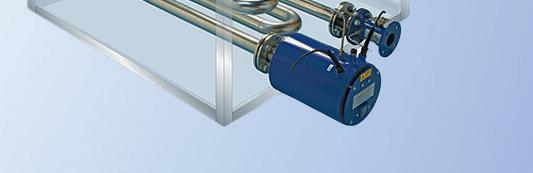
High pressure
The Cobra 40-10 & Cobra 40-25
High-pressure double diaphragm pump:
• Practically pulsation-free for high surface quality
• Very low detergent consumption
• Applications up to 250 bar and 5 l/min
• For aggressive, abrasive or shear-sensitive materials
MANAGING DIRECTOR & ADVERTISEMENT DIRECTOR
Nigel Bean
t: +44 (0) 1442 826826
e: nigelbean1@aol.com nigelbean@surfaceworld.com
EDITOR & GRAPHIC DESIGNER
Jane Soones
e: janesoones@aol.com janesoones@surfaceworld.com
CIRCULATION & SUBSCRIPTION DEPARTMENT
t: +44 (0) 1442 826826
EXHIBITION ORGANISATION
t: +44 (0) 1442 826826
Hill Media Ltd, Marash House 2-5 Brook Street, Tring, Hertfordshire HP23 5ED, United Kingdom.
The Surface World magazine is published 12 times a year by Hill Media Ltd. Although every effort is made to ensure the accuracy and reliability of material published in Surface World, Hill Media Ltd and its agents accept no responsibility for the veracity of claims made by contributors, manufacturers or advertisers. Copyright for all material published in this journal remains with Hill Media Ltd and its agents.
INNOVATIVE TUB VIBRATOR CONCEPT FOR BETTER QUALITY, HIGHER EFFICIENCY AND IMPROVED COMPETITIVE STANDING.
LAUNCHES FIRST GLOBAL CHROMIUMAND
ELCOMETER INTRODUCES THE ALL NEW ELCOMETER TORNADO AIRLESS PUMPS: INNOVATION, NOT IMITATION
Elcometer, a global leader in coating inspection, surface preparation and spray equipment, proudly announces the launch of its Elcometer Tornado Airless Pumps, a breakthrough in high-performance airless spraying technology.
Developed by spray painters, for spray painters, the Elcometer Tornado redefines industry standards with superior quality, reduced maintenance, and extended operational lifespan, ensuring unmatched durability and precision for the industrial and marine protective coatings industries.
Innovation Built for Performance
The Elcometer Tornado Airless Pumps are the result of an exhaustive three-year development process, which included more than 13 million pump cycles and over 3,600 hours of extensive laboratory and field trials.
Tested across a wide range of marine and protective coatings, in temperatures from -3°C to 52°C (27°F to 126°F), the Elcometer Tornado Airless Pump proved its ability to deliver consistent, high-performance spraying which withstands harsh environments, and resists wear and tear.
Two High-Performance Models
Engineered to tackle heavy-duty coating applications, the Tornado is available in two models:
Tornado 71 (71:1) – Max outlet pressure of 425 bar (6,164 psi)
Tornado 43 (43:1) – Max outlet pressure
of 260 bar (3,771 psi)
Both models offer exceptional power for thicker coatings and faster application speeds, ideal for industrial, marine, and protective coating projects.
Features & Innovations
Reliable Performance – Engineered with stainless steel and tungsten carbide components, the Elcometer Tornado is built to last, delivering consistent performance in the toughest conditions.
Advanced Engineering – Designed for smooth changeovers, low pulsation, and easy onsite maintenance, minimizing downtime and maximizing productivity.
Quiet & Efficient Spraying – Featuring anti-icing technology, dual exhaust silencers, and aerospace-inspired insulated poppet switches, ensuring whisper-quiet operation, even in extreme temperatures.
Simple Maintenance – Equipped with quick-release piston technology, fieldreplaceable elcoTOUGH™ long-life packings, and a rapid-change suction hose, optimizing reliability and ease of servicing.
Figure 1. Available in 71:1 and 43:1 ratios for heavy-duty coatings.
Figure 2. Quick-release piston for easy onsite maintenance.
Innovative Two-Way Seat Technology (Patent Pending) – Allows for rapid switching between low and high viscosity coatings in under five minutes, enhancing versatility.
Dual Spray Gun Capability – Supports two spray guns, ensuring greater efficiency in large-scale coating applications.
Robust Mobility – Features rollerbearing airless tyres, integrated tool storage, and pre-fitted hopper attachment points for ease of movement and convenience.
Enhanced Operator Safety – Includes an accessible bleed valve, ensuring controlled purging under high pressure for improved safety.
Designed for Industry Leaders
The Elcometer Tornado Airless Pump sets the benchmark for protective coatings, marine applications, and industrial
corrosion control, delivering power, precision, and durability professionals can rely on.
Availability
The Elcometer Tornado Airless Pump is now available through Elcometer distributors worldwide.
For more information, visit Elcometer’s official website or contact your local distributor.
Elcometer is also a leading manufacturer of high-quality abrasive blast equipment, spray equipment and coating inspection equipment.
Abrasive Blast Equipment
For information on our full range of products visit our website: www.elcometer.com
Built for durability, designed to deliver.
Elcometer’s CONTRACTOR and PERFORMANCE abrasive blast equipment is engineered to operate at maximum efficiency for better performance.
Figure 3. Available with a pre-fitted hopper attachment.
QUALICOAT UK & IRELAND APPOINTS A BOARD OF GOVERNORS
By Chris Mansfield - QUALICOAT Chair
QUALICOAT UK and Ireland, part of the global quality label organisation for the coating of aluminium, has officially appointed a new Board of Governors to guide the regional association into its next phase of strategic development. Comprising leading figures from the regions aluminium finishing industry, the newly formed board reflects QUALICOAT’s ongoing commitment to technical excellence, innovation, and global standardisation. This move comes at a time when the industry is facing increased demands for sustainability and performance, and the board’s diverse expertise is expected to drive forward the organisation’s mission to uphold and enhance quality benchmarks across the UK and Ireland region.
The newly appointed board consists of the following members:
Chris Mansfield - Chair - Director of Tomburn
Yasmin Panam - Vice Chair - Director of Barley Chalu
Angus Mackie - Past Chair - MD of Vertik-Al
Alan Maginnis - Past Chair - MD of Sprint Coatings
Mo Panam - Past Chair - MD of Barley Chalu
Chris Eastwood representing Powder manufacturers - Manager - AkzoNobel
Wayne Brown representing Pretreatment manufacturers - Manager - BASF
Giles Ashmead representing Powder Coaters - Director of Powdertech
Jan Lukaszewski - General Licensee - QUALICOAT UK & Ireland
The new Board of Governors will play a key role in overseeing policy decisions, working in conjunction with other international regions in updating specifications, and ensuring consistent implementation across member countries. Their collective experience will also support QUALICOAT’s efforts to expand its certification schemes, including those for powder coating, anodising, and pre-treatment systems. By bringing together leaders from different regions and sectors, QUALICOAT aims to reinforce its position as a global authority in surface coating quality assurance. QUALICOAT is the worlds only global specification for architectural powder coating. Since 1986 the Association has pioneered the development of powder coating technology through its membership and continues to improve specification documents that all of its members are obliged to follow.
Chris MansfieldQUALICOAT UK & Ireland Chair
The Specification not only specifies the robustness of the finished coating, but also details process controls which are crucial to maintaining quality. By ensuring Members are third party assessed to demonstrate compliance with the Specification ensures consistent quality, a Member of the Association demonstrates this accreditation by proudly displaying their QUALICOAT logo and licence number.
Should you wish to attend a members meeting and apply for membership of QUALICOAT please get in touch.
All QUALICOAT UK & Ireland members are available to offer advice and can be found on the Association website at qualicoatuki.org
The British Coatings Federation (BCF) is celebrating the invaluable contribution of companies to the coatings industry, which focuses on environmental stewardship and sustainability, with the announcement of its finalists for the 2025 Coatings Care awards. The winners will be announced at the BCF Awards dinner on Wednesday 12th November at Carden Park in Chester. Information on the remaining award categories is available here.
The Coatings Care Overall Best Performer Award is presented to the company that has demonstrated best-in-class performance across a range of key performance indicators, such as waste and recycling, and VOC emissions. BCF would like to thank Verlingue for sponsoring this award.
The Coatings Care Progress Award is presented to the company that has made the most significant year-onyear performance improvement.
The shortlisted companies for this award are:
Becker Industrial Coatings, Liverpool ITAC, Manchester Pulse Printing Products, Bristol Sherwin-Williams Consumer Brands, Sheffield Steyport, Blackburn
The BCF Coatings Care environmental programme is leading the way in demonstrating the UK coatings industry's commitment to protecting the health and welfare of its employees, safe operation of processes, and active contribution to a sustainable environment. Over the past 25 years, BCF members have made tremendous progress in production efficiency and environmental performance, as shown in the 45 health, safety and environment key performance indicators tracked by BCF.
For more information on BCF’s Coatings Care programme, please visit: https://coatings.org.uk/page/CoatingsCare
Become an Acknowledged Leader in Surface Engineering and Materials Finishing: INDUSTRY RECOGNISED TRAINING COURSES FROM THE IMF
Are you involved with the application of coatings to enhance and protect your products? Do you need to meet client specifications to ensure the longevity of your components? Does the complex world of surface engineering and materials finishing cause you headaches?
If so, the courses offered by the Institute of Materials Finishing (IMF) could be your solution!
The IMF have been promoting knowledge in the surface finishing industries, both inorganic surface treatments including plating and the application of organic paints, lacquers and varnishes for many years. Large numbers of engineers and technicians across a multitude of industries have benefitted from the knowledge gained to enhance their careers, their standing within industry and the ability to problem solve the many challenges they face in their daily working lives!
Starting with the Foundation level course, students gain knowledge on all aspects of materials finishing, specifically aimed at their own industry requirements, but to include sections on Health & Safety, the Environment and Surface Finishing and Corrosion Protection. There is no need for a science background to be able to successfully complete a foundation course.
The Foundation Course requires study of 15 sections and requires the submission of 2 marked assignments followed by an end examination. The course, conducted by distance learning will take 16 weeks to complete. There are three specific study routes to choose from; electroplating, organic coatings and aerospace finishing. On successful completion, the student is awarded the Foundation Certificate.
To follow on, students can then elect to progress to the Technician level modules, which give more in-depth knowledge for key finishing technologies, their application and best practice methods. Again, both inorganic and organic technologies can be studied to match the industry requirements. There is a choice of eight modules, which provide study in applicable areas of surface finishing best matched to your needs.
Like the Foundation course, study is by distance learning, and the student is required to complete four marked assignments and pass an examination.
Passing two technician modules leads to the award of Technician Certificate; passing four modules leads to the award of an Advanced Technician Certificate.
If you feel your career could benefit from being a recognised specialist in your particular branch of Surface Engineering or Materials Finishing, then contact the IMF today.
Speak with our training manager Karen Yates on +44 (0)121 622 7287 or email karen@materialsfinishing.org.
Move your career to the next level and join the finishing community and all the benefits that gives through the IMF.
CORRODERE ACADEMY LAUNCH NEW ONLINE ETHICS MODULE FOR COATING PROFESSIONALS
level of professional understanding within their field.
also guided by strong ethical principles in every aspect of their work.
The Corrodere Academy has announced the launch of a new Ethics module, designed to promote and reinforce the highest standards of professional conduct within the industrial coatings industry.
Available now as an optional module across all Inspection and Specialist Courses, this concise online course explores the principles of ethical behaviour in coatings inspection and project environments, helping professionals understand the importance of integrity, accountability, and trust in their day-to-day roles.
Recognising that the success and reputation of the coatings industry depend not only on technical knowledge but also on professional conduct, the Corrodere Academy developed this module to address the real-world ethical challenges faced by inspectors, coating applicators, and project specialists.
The course introduces key topics such as professional responsibility, conflict of interest, confidentiality, and the role of ethics in maintaining safety and quality standards across all stages of a coatings project. It encourages learners to consider how everyday decisions can impact clients, colleagues, and the wider reputation of the industry.
The Online Ethics Course is available free of charge to all Corrodere Academy students via the training platform. Upon successful completion, participants can download an official Certificate of Completion directly from their student dashboard, demonstrating an additional
“At the Corrodere Academy, we believe that maintaining ethical standards is just as important as developing technical skill. By completing this module, students can show they’ve taken that extra step to understand the responsibilities that come with their role — strengthening trust and confidence across the industry.”
Andrew Deere – Managing Director, Corrodere Academy
By making the Ethics module widely available, the Corrodere Academy aims to strengthen industry-wide professionalism and encourage a shared commitment to doing what’s right — for clients, colleagues, and the wider coatings community. The initiative also supports employers by helping ensure that teams are not only technically competent but
About the Corrodere Academy
The Corrodere Academy is a globally recognised training provider offering accredited online courses for the protective coatings and corrosion control industry. Working in partnership with industry bodies, certification schemes, and employers worldwide, the Academy delivers flexible, high-quality training that supports professional development at every level — from entry-level applicators and inspectors to experienced coating specialists and technical managers.
For more information about the Corrodere Academy and its range of training programmes, visit www.corrodere.com.
Discover the Future of Surface Finishing at Surface World 2027! Explore the latest in surface treatment, finishing, and coatings at the UK’s leading event. Connect with top suppliers, discover cutting-edge technologies, and stay ahead in the industry. Don’t miss out—secure your place today!
supported by
HMG PAINTS UNVEIL NEW
WATER BASED PRODUCTION AND DEVELOPMENT CENTRE
Manchester-based paint manufacturer HMG Paints has officially opened their new department known as the “Len Hutton Centre”, a modern facility dedicated to water-based production. The opening of this department will increase water-based production capabilities at HMG, with the department being named after former HMG Production Director, Len Hutton.
This substantial capital investment, which coincides with the business celebrating its 95th anniversary, is projected to increase capacity by an estimated 50,000 litres per month and allows the business to meet growing demand for its range of water-based products, as customers and the industry shift towards low-VOC, environmentally friendly and sustainable coatings.
The new department, operated by six highly trained staff members, is equipped with 12 high-efficiency mixers and a dedicated washout facility and showcases HMG Paints’ commitment to investment and innovation, whilst also celebrating the core family-first approach at the company. The Len Hutton Centre will serve as a hub for developing and manufacturing innovative, water-based coatings for a range of markets. “This is a huge honour, having a department named after myself makes me feel my name will
truly live forever at HMG” said Len, whose legacy the new department honours . “I consider it a great privilege to know that my department will be the future of waterborne production for the company, and it is great to have myself named amongst other greats at the business who have similarly had departments named after them throughout the years.”
Len began his career in production at HMG in March 1974, before moving on to establish and transform the Colour Laboratory, revolutionising how HMG match and produce their colours and eventually became Production Director before retiring from the business in 2021. When the new department was established, it was an easy decision for the Directors to honour Len, who was an integral part of the company's growth, as well as his commitment to quality for over 40 years.
The new department was officially unveiled on September 17th, with staff, past and present, spanning multiple generations of the business all gathering to witness the grand reveal.
Speaking at the unveiling of the new department, John Falder, HMG Chairman remarked, “It’s great to have a department named after one of the true greats of HMG, Len and I started as kids together and across our 45 years of working together, Len became the foundation of our colour laboratory, tints and all the systems that followed. As a business, we were one of four hundred industrial paint manufacturers around at the time Len joined the business, and its thanks to him as well as many others that we are where we are today.”
Telephone: 0161 205 7631
Visit: www.hmgpaint.com
™ MEGA MISTBLASTER
Reducing Dust, Waste & Disposal
4 operators can blast all day
4 operators can blast all day
Reduce abrasive consumption by up to 20%
Reduce abrasive consumption by up to 20%
Increase blasting production by up to 30%
Increase blasting production by up to 30%
EASILY SWITCH BETWEEN 4 FUNC Mist Blast Dry Blast Wash Down Blow Down TIONS
AVAILABLE IN 3 DIFFERENT PACKAGES
Single Outlet Blast Pot (6.5 cu ft) Combo Skid with Air Dryer 4-Outlet Mega MistBlaster
Robotic Blasting & Coating Solutions
Does the Work of 5 manual blasters
Up to 646 ft² per hour
Use 3 (#10) nozzles simultaneously
Automate timing and speed
Blast walls, floors, even upside-down
AKZONOBEL EXPANDS
INTERPON D ANODIC RANGE WITH BOLD NEW FINISHES AND BUILT-IN SUSTAINABILITY
Due to overwhelming demand from architects and designers, AkzoNobel has expanded its hugely popular superdurable Interpon D2525 Anodic powder coatings collection. Now available in a total of 18 striking shades, the range delivers the sleek look of anodized aluminum - with all the sustainability and durability benefits of a powder coating.
Not only does the Anodic collection deliver the dynamic look of anodized aluminum — it also incorporates Interpon’s Low-E technology, supporting sustainability goals across the architectural supply chain in one of two ways: curing at a lower temperature (30°C lower than traditional powder coatings); or curing at a faster line speed. In both cases, the range helps to reduce the total energy consumed, lowering carbon emissions, and enhancing production line efficiencies while still delivering optimized performance.
The latest additions introduce bold, on-trend tones of bronze, red, and brown, perfectly complementing the established palette of black, silver, and gold. With a mix of matt and metallic-effect finishes, it offers greater design flexibility, more consistent results than traditional anodizing and less potential environmental impact or high costs.
The Anodic collection brings a host of additional environmental advantages. The powder coating process reduces
reliance on acids whilst water consumption is diminished. Furthermore, Anodic powder coatings can hide a multitude of imperfections across all grades of aluminium, helping to lower both the substrate cost, and level of reject rates.
The range is also formulated with reduced emission bio-attributed materials — bringing the benefit of lower carbon footprint of the used product and reduction of embodied carbon over the complete lifecycle of a building while the product performance stays the same. Free from Volatile Organic Compounds (VOCs) and backed by Environmental Product Declarations (EPDs), the Interpon D2525 range has been independently verified for its sustainability credentials.
Its proven resistance to weathering is supported by a 25-year warranty (Qualicoat Class 2/GSB Master/AAMA 2604) on coating performance when applied by an Interpon D Approved Applicator for a truly remarkable stand-out result.
“Architects are always looking for finishes that help them push creative boundaries — and that’s exactly what our expanded Interpon D Anodic range delivers,” says Bob Dirks, Global Segment Manager Architectural, AkzoNobel Powder Coatings. “These rich new red, bronze, and brown tones bring warmth and depth to a design, while the built-in sustainability benefits make it easier to meet performance and environmental standards without compromise.”
For more information, visit: https://www.interpon.com/insights/ interpon-d-anodic-expansion
First for Sustainability
With our new Interpon D1036 Low-E powder coating, we’ve created an industry first: a powder coating that can cure as low as 150°C while still being Qualicoat class one certified. It can also cure up to 25% faster than conventional powders, reducing both energy consumption and carbon emissions, and significantly improving your coating line efficiency. Easy to apply Interpon D1036 Low-E has the same application properties as standard formulation, is backed by an Environmental Product Declaration (EPD) and has a global warranty of up to 15 years to deliver the quality performance, color and style your customers need. It is an innovation that supports our collective commitment to sustainability throughout the value chain.
NO PRICE INCREASES FOR 2025
POLYHOSE UK CELEBRATES
40 YEARS IN BUSINESS
Staff and guests came together at Polyhose UK, an energy conveyance products wholesaler in Christchurch, to celebrate 40 years in business. Guests included Ian Girling, Chief Executive of Dorset Chamber; Oliver Mclaggan of Lloyds Banking Group; Brian Rymer from R&G Fluid Power Group Ltd; other local business partners; and past and present employees.
Polyhose UK Limited was founded in 1985 as Exitflex UK, selling paint spray hoses and accessories for surface coating. The company moved to Christchurch in 1986 and was built on a strong family foundation, with several generations working within the business over the past 40 years.
In 2009, the company was acquired by Polyhose India and, in 2015, officially changed its name to Polyhose UK Ltd. Since then, sales have grown significantly as the company has engaged with new industry sectors. In 2025, Polyhose UK opened its new warehousing facility in Christchurch to increase its UK stock holding and provide an even better customer and staff experience.
From their dedicated warehouse and distribution site in Christchurch, Dorset, Polyhose supplies customers across the UK with world-class Thermoplastic, PTFE, Rubber Hydraulic, Industrial, Composite, Stainless Steel, Flexible hoses and Fluid Connectors, and Exitflex surface finishing products.
Speaking at the event, Marc Whibley, Managing Director at Polyhose UK, said, "I am very proud of reaching this milestone of 40 years and grateful to everyone who came to celebrate with us.
Teamwork and dedication are the backbone of success. Our success is due to the dedication of every member of staff and to teamwork over the years.
I want to thank all current and former employees for their hard work and their loyalty, including several who have been with us for over 10 years. I also want to thank our loyal customers, some of whom have been with us since the 1980s. It's a testament to the quality of the Exitflex and Polyhose brands that they continue to buy our products to this day.
Looking ahead, we are proud to be part of the Polyhose Group, which has over 7,500 employees worldwide and manufactures thermoplastic, industrial, hydraulic, medical, and metallic hoses and fittings, plus formed tubes, steel fabrication, and acrylic sheeting. Their scale and culture of innovation provide us with immense scope to grow our UK market in the years to come."
With customers in Dorset and across the UK, Polyhose products are used in all
kinds of fluid transfer applications, including hydraulic systems in manufacturing, construction, agriculture, automotive, marine, rescue equipment and industrial applications such as water jetting, sewer cleaning, high pressure blasting and painting and fire suppression systems, as well as LPG and highpressure industrial gas transfer. Their culture of excellence means highly engineered fluid conveyance products that industries can trust to perform every time.
Polyhose UK has been consistently accredited to ISO9001:2015 for sales and distribution, assembly and testing of thermoplastic, PTFE and rubber hoses and associated fittings and components for over 27 years. It has been a member of the Dorset Chamber for more than 30 years and is a member of the BFPA, the UK's only trade body for the Hydraulic and Pneumatic Industries.
To find out more, contact 01202 478334 or email uk@polyhose.com.
RAC® 5
ONE GUARDFOR ENO ROFDRAUG
RAC® X Tips
KEY BENEFITS
WIDE APPICATIONS
Use one guard for all your airless spraying needs — production, high-pressure, fine finish, low-pressure, wide-angle, line marking and more.
Insert two tips. On one side RAC® 5, RAC® XHD and SC-6 tips and on the other side RAC® X tips and switch instantly for speed and flexibility.
TECHNICAL HIGHLIGHTS
+ Pressure rated up to 530 BAR / 7,700 PSI
+ Fits RAC® 5, RAC® XHD, SC-6 and RAC® X tips
Engineered for convenience. TWINFIT® connects seamlessly to almost any professional airless spray gun. Tighten by hand or wrench to any 7/8” or 11/16” connection.
Only two seats and seals required. Our unique SealEx® 6 for RAC® 5, RAC® XHD, and SC-6 tips, and SealEx® 7 for RAC® X tips ensure reliable performance and perfect adaptability.
FIRST PAINTING
Maximize control, and protect the user: TWINFIT® is built to support professionals ‘under pressure’.
+ Perfect match for ExitFlex® Speedy 6 and Speedy 7 airless tips
+ Rugged, durable and ready for all-day use
COMBINE TWINFIT® WITH SPEEDY TIPS TO UNLOCK THE FULL POWER OF YOUR AIRLESS SYSTEM.
SPEEDY 6
VERSATILITY AT ITS CORE
+ Universal compatibility with all major airless systems and guards.
+ 715+ tip sizes for production, fine finish, line striping and more.
+ Ergonomic handle with built in seal and tIp positioning tool
+ Ideal for daily use with your existing equipment.
+ Perfect fit with TWINFIT® for seamless operation.
SPEEDY 7 TOP OF THE RANGE
+ Tip locking mechanism for extra safety on high-pressure jobs.
+ Designed for tough conditions - shipbuilding, heavy industry and more.
+ 715+ tip sizes, ergonomic excellence.
+ Perfect fit with TWINFIT® for optimal safety amd performance.
+ The go-to for heavy duty professionals demanding precision, protection and perfection.
ANOCHROME APPOINTS NEW BUSINESS DEVELOPMENT MANAGER
Leading surface coating and metal finishing specialist the Anochrome Group has appointed a new business development specialist to help support its continued growth.
Corey Hammond has joined the company as Group Business Development Manager with the goal of further diversification of Anochrome’s customer base, securing new customers in both new and existing sectors to the business.
Corey, 25, started out as a mechanical engineering apprentice within the metal fabrication sector eight years ago, studying alongside the JCB Academy.
After completing his apprenticeship, he moved into a technical sales engineer role, managing accounts, onboarding new customers and assisting with technical solutions during the enquiry phase.
Corey said he is looking forward to the new challenge with Anochrome, the UK’s largest independent specialist surface coatings and metal finishing company.
He said: “I’m very excited to be part of the Anochrome team. It’s a well-established and respected business that is continuing to invest and look towards the future.
“My role focuses on the strategy and marketing of the business, supporting sales growth by strengthening our presence in new markets, identifying potential customers and developing opportunities with them across the Anochrome Group.
“The Anochrome Group is the first choice for automotive, which is a testament to the level of quality the business can maintain. The group’s focus on quality, as well as research and development, will translate across other industries as we continue to diversify.
“I have been made to feel very welcome across the group and it is already clear there are some fantastic, knowledgeable people amongst the team.”
Corey is planning to spend time with each of Anochrome’s six business units – four in the West Midlands, one in Poland and one in Czech Republic – to get a rounded feel for the group as a whole.
Steve Norman, Group UK Divisional Director, said: “We’re delighted to welcome Corey to the business, who already has strong experience within another related industry.”
“Corey is tasked with finding new and exciting ways for the business to continue its evolution and growth and we look forward to working with him.”
For more information, visit www.anochrome.com
Corey Hammond
Industrial Spray Equipment
FRASER TECHNOLOGIES: THE LATEST PFAS
LEGISLATION UPDATE AND WHAT YOU NEED TO KNOW FOR INDUSTRIAL PARTS CLEANING APPLICATIONS
PFAS Legislation: Where Do We Stand?
At present, neither the UK nor the EU has legislation in place that directly restricts PFAS usage. That said, regulatory change is being considered. In January 2023, five European nations; Norway, Germany, the Netherlands, Denmark, and Sweden, put forward a proposal to the European Chemicals Agency (ECHA) calling for limitations on PFAS.
This proposal is still under examination, and the outcome remains unclear. Even if approved, no fixed timeline has been set for its introduction. Progress has slowed significantly due to the large number of responses received during ECHA’s public consultation, meaning any final decision could take years to complete, with implementation rolled out gradually thereafter.
Because many industries depend on PFAS for critical applications, a sudden or total ban is highly improbable. Future restrictions are more likely to be staged, beginning with the substances considered most hazardous, such as those with hydrophobic and polar head groups and initially targeting products aimed at consumer use.
What Are PFAS and Why Do They Matter?
Per- and Polyfluorinated Alkyl Substances (PFAS), often called ‘forever chemicals’, have been widely used since the 1950s due to their resistance to heat, water, and oils. They are found in everything from cookware and packaging to firefighting foams and industrial cleaning processes.
However, because PFAS do not easily break down in the environment, regulators are under pressure to tighten control. Concerns focus on the potential for bioaccumulation, long-term persistence, and varying degrees of toxicity across the more than 5,000 PFAS molecules currently in use.
PFAS Legislation in the UK and EU 2025 Update
As of October 2025, neither the UK nor the EU has a blanket law banning PFAS. A proposal to restrict them was submitted in January 2023 by five European countries to the European Chemicals Agency (ECHA). That proposal is still under review, and progress has been slowed by the volume of consultation responses.
This means no immediate restrictions are in place, though legislation could emerge in the future. If approved, changes are expected to be phased in gradually, focusing first on the most harmful PFAS substances and on consumer-facing products.
What is the anticipated current timeline
for
PFAS Legislation?
August 2025: The updated proposal was published and solvents, catalysts and technical processes are now explicitly in scope.
2026: SEAC draft opinion consultation with a duration of 60 days.
2026: By the end of the year RAC and SEAC opinions are due.
It is anticipated that an 18-month transition would apply with first restrictions likely from late 2028 or mid-2029, depending on when regulatory change enters into force with either a plus 5-year or plus 12-year derogations extending those dates for defined uses.
The ECHA have adjusted their proposal to include some previously not specified applications for example printing.
The ECHA are now considering restrictions beyond a full ban, which may include some time-limited derogations depending on the applications and industry sector.
There is the potential for derogations in cleaning due to the lack of viable alternatives alongside proof of emission minimisation in the Semiconductor, Medical, Aerospace and MOD sectors.
What to Expect Next
A sudden, comprehensive ban on PFAS is highly unlikely due to the reliance of critical industries on these materials. Instead, regulations are expected to develop step by step, and as seen with previous legislative change this could take a further decade before implementation.
What This Means for Your Business, preparing for change
Businesses using PFAS should monitor developments closely and could start exploring options. New fluorinated solvents that currently fall outside the EU definition are available, though their long-term regulatory status is uncertain. A considered approach evaluating environmental impact, cost, and performance will help organisations avoid disruption if rules tighten.
How Fraser Technologies Can Help You Prepare
With over 55 years of experience in precision cleaning and solvent solutions, Fraser Technologies supports businesses in reviewing processes, testing alternatives, and planning for future compliance.
Telephone: +44 (0)1506 443 058
Email: sales@frasertech.co.uk
Visit: www.frasertech.co.uk
SIEBEC UK Ltd, Stafford +44 (0) 1785 227700
sales@siebec.co.uk www.siebec.co.uk
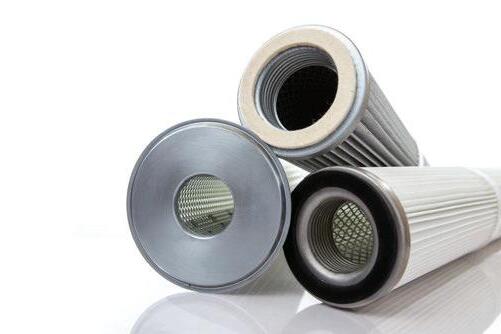
PUMPS & FILTERS
L SERIES | Medium flow rate filter
P SERIES | Ultra-high flow rate filter
A SERIES | Mechanical seals pump
M SERIES | Magnetic drive pump
T SERIES | Vertical pump [...]
FILTER MEDIA
L-TECH | Pleated cartridge
BAGTECH | Filtration bag
QUALITHERM | Extruded cartridge
QUALIBOB | Wound cartridge
ANODTECH | Anode bag [...]
SPECIAL SYSTEMS
ACIDPURE | Acid recycling
EASYPURE | Fluid recycling
IONPURE | Ionic filtration
ACIDVAC | Acid draining vacuum
EDUCTORS | Bath agitation [...]
Surface Technologies
l Controlled Shot Peening
l Laser Peening
l Keronite PEO
l Thermal Spray Coatings
l Dry Film Lubricants
l Organic and Inorganic Coatings
l Parylene Ultra-thin Conformal Coatings
l Superfinishing
l On-site Processing
l Material Testing and Analysis
l NADCAP, ISO 9001:2008, ISO 13485, AS9100 Rev D
ELCOMETER LAUNCHES THE 215 OVEN TEMPERATURE PROFILING SYSTEM—PROTECTING YOUR COATINGS, YOUR COMPLIANCE,
AND YOUR REPUTATION
Compliance Confidence
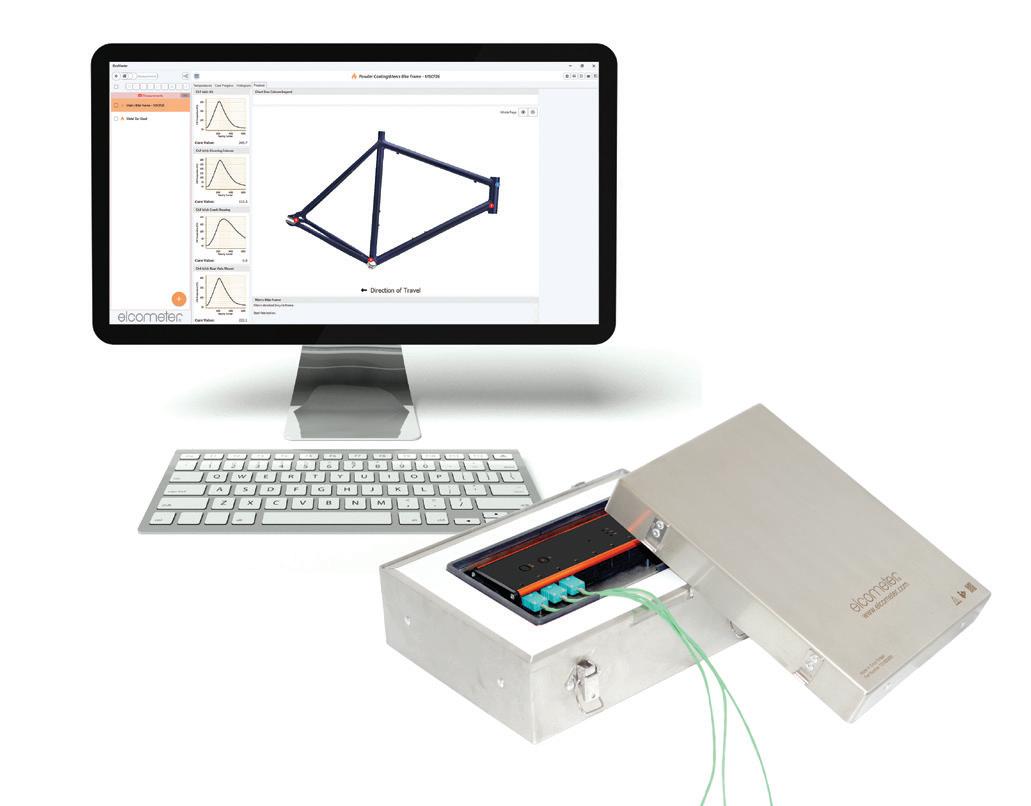
Elcometer, a global leader in inspection equipment, today announced the release of the new Elcometer 215 Temperature Profiling System, designed to empower manufacturers in the coatings, automotive, and metal fabrication sectors with unmatched visibility into their oven and product temperature cure profiles.
Accurate temperature monitoring is essential to ensure that coatings cure within their required parameters. The Elcometer 215 streamlines this critical process with cutting-edge thermal analysis that helps users validate performance, guarantee compliance, and reduce costly rework.
The Elcometer 215 effortlessly tracks and documents cure cycles providing traceable reports for audits and QA documentation in compliance with key national, international and customer-specific requirements, including:
QUALICOAT Specifications for architectural powder coatings
ISO 20482 (metallic coatings—oven curing)
ASTM D2485 (high-temperature resistance of coatings)
ISO 9001 traceability requirements for QA documentation
With automated reporting and audit-ready data, users can meet customer and regulatory demands with ease.
Metallic plate heat exchanger
• low space requirement
• high thermal and mechanical stability
• easy to clean
Coated plate heat exchanger
• custom-made dimensions
+44 / 1509 673 656
• for process liquids with strong acids
• anti-adhesive coating made of thermal conductive fluorpolymer
significant reduction in encrustations
Polymer heat exchanger
• different dimensions
• highest chemical resistance
• several planar layers of tube coils made of PFA large heat transfer surface to volume ratio high temperature- and pressure resistance
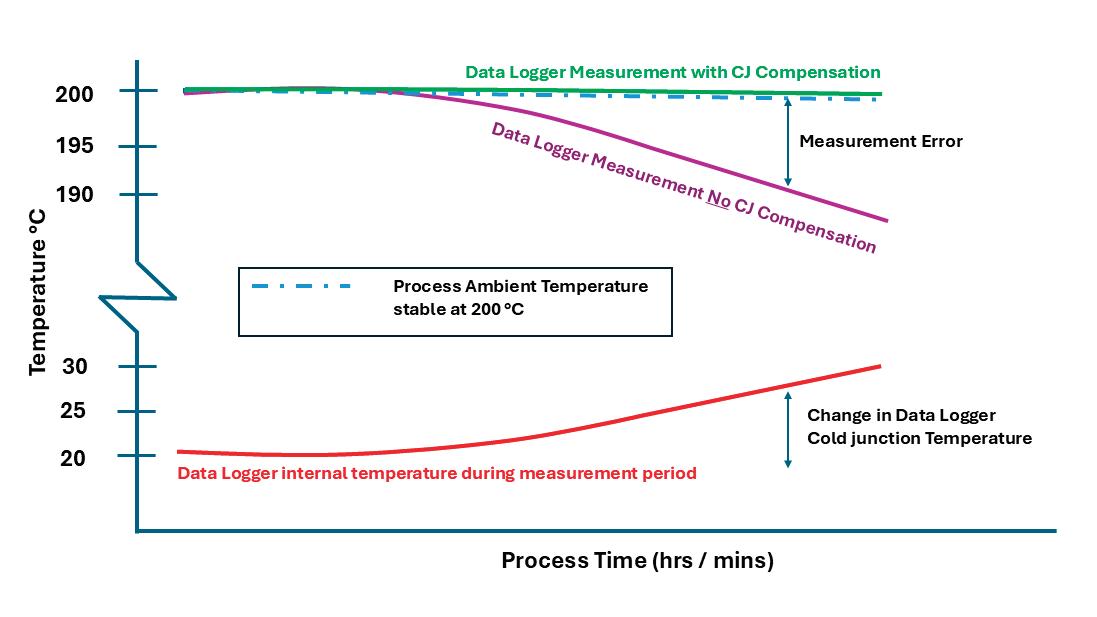
Protect Your Coating Integrity: Undercured coatings risk adhesion failure, while overcuring can degrade finish quality. The Elcometer 215’s multi-channel logger captures nuanced thermal data across substrates to prevent guesswork.
Optimise Process Efficiency: Fine-tune oven settings based on real data, reduce energy consumption, and eliminate trial-anderror calibration. Empower your engineering team with reliable profiling that translates directly into lean production.
Plug-and-Play Simplicity: Compact, rugged, and intuitive— designed for demanding shop floors. The Elcometer 215 eliminates the traditional wait for data logger thermal barriers to cool.
Immediate Feedback: Thanks to its Bluetooth® connectivity, temperature readings can be transferred to the ElcoMaster® Software App as soon as the system is out of the oven and in range, providing immediate access to crucial data.
The Elcometer 215 Temperature Profiling System Operates in Three Simple Steps:
1. Set Up: Profile requirements are configured in the free ElcoMaster® software application using the paint manufacturer's datasheet and then sent to the Elcometer 215 Oven Logger via USB or Bluetooth®
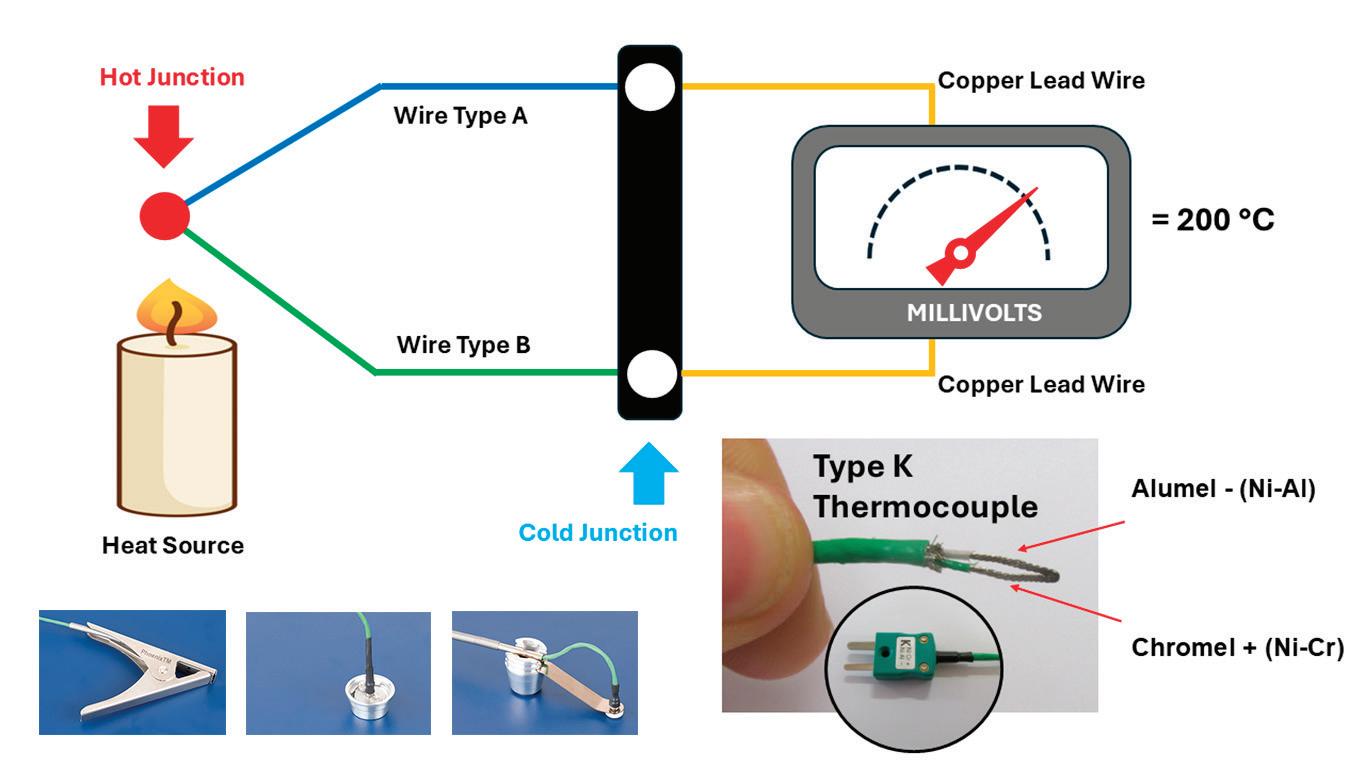
2. Cure: Up to eight air or surface temperature thermocouples are attached to the product to monitor temperatures at key points during the curing process.
3. Analyse: After curing, the gauge provides an instant pass/fail result based on the collected data. All temperature data can then be downloaded to ElcoMaster® for generating professional temperature profile reports at the click of a button.
Key Features of The Elcometer 215 Include:
8-Channel Temperature Logger
Capture thermal gradients across large components or multiple substrates for accurate profiling
Advanced Thermal Barrier Protects instrumentation for extended periods or multiple profiling cycles
Real-Time Data Acquisition Immediate feedback to support in-process adjustments and troubleshooting
ElcoMaster® Software Analyse, archive, and share profiling results with intuitive reporting tools
Compact & Rugged Design Built for harsh factory environments with durable construction and easy portability
USB Connectivity Efficient data transfer for productivity-focused operations
Bluetooth Connectivity Enables remote data logging and wireless downloads, even without opening the insulation box - minimising heat loss and handling risk
Technical Specifications:
The Elcometer 215 boasts an impressive measurement range of -200°C to 1300°C (-328°F to 2372°F) and can connect up to eight thermocouple probes of various types (K, T, J, N, S, E, B, R).
It has a memory capacity of 1,000,000 readings and can perform up to 40 profile runs before returning to a PC. The Elcometer 215 is also dust and waterproof, equivalent to IP6X.
Availability
The Elcometer 215 Oven Temperature Profiling System is now available through Elcometer distributors worldwide. For more information, visit www.elcometer.com or contact your local distributor.
About Elcometer
Elcometer is a leading manufacturer of high-quality blast, spray and inspection equipment.
For information on the Elcometer 215 Temperature Profiling System, our full range of products or to request a demonstration, visit www.elcometer.com or contact sales@elcometer.com
Coatings Inspection Equipment
It’s not just the Elcometer 456 Coating Thickness Gauge that’s fast... Generate professional inspection reports in seconds using the FREE ElcoMaster® Data Management Software.
This year, marks five decades as an independent powder coating specialist. We are proud to have one of the largest ranges of stock powder coatings in the UK, available for next day delivery. We have thousands of satisfied customers across diverse markets including construction, agriculture, leisure and retail as well as renowned architects and design houses.
Celebrating 40 years in business
POWDER COATING PROFITS—
HOW SMART ENERGY STRATEGY DELIVERED £300K IN SAVINGS
before renewal dates—isn’t just smart, it’s essential.
In the powder coating industry, precision isn’t just for finishes it’s essential for business strategy. With energy costs climbing and market volatility becoming the norm, coatings firms across the UK are discovering that smart energy procurement can be just as transformative as the latest spray technology.
One standout example? A coatings company in northern England saved over £300,000 on gas and electricity—despite being locked into an energy contract until 2027. The secret? A proactive partnership with Smart Source Savings.
Strategic Timing, Tangible Results
Smart Source Savings, a trusted energy partner to powder coating businesses nationwide, helped this firm secure a new energy contract early by closely monitoring market trends and trading at the optimal moment. The result: locked-in savings and price certainty for the next three years.
“Barrie and his team are so professional. I was sceptical we get so many broker calls but I trusted Smart Source Savings and wasn’t disappointed. I can reinvest the savings, and I know exactly what I’m paying for the next 3 years.”
Managing Director, Coatings Company
Why It Matters for Powder Coaters
Energy intensive operations like curing ovens, spray booths, and compressors make powder coating firms especially vulnerable to energy price swings. That’s why timing your energy contract—
Smart Source Savings offers:
Free energy audits to uncover hidden savings
Market tracking and strategic procurement
Hassle-free switching with no obligation Early contract renegotiation—even years ahead
Get Ahead of the Curve
Whether your contract ends next month or in three years, now is the time to act. A free Energy Alarm Call from Smart Source Savings ensures you’re ready to trade when the market is right—not when your contract says it’s time.
Telephone: 07940 181000
Email: info@smartsourcesavings.co.uk
Visit: www.smartsourcesavings.co.uk
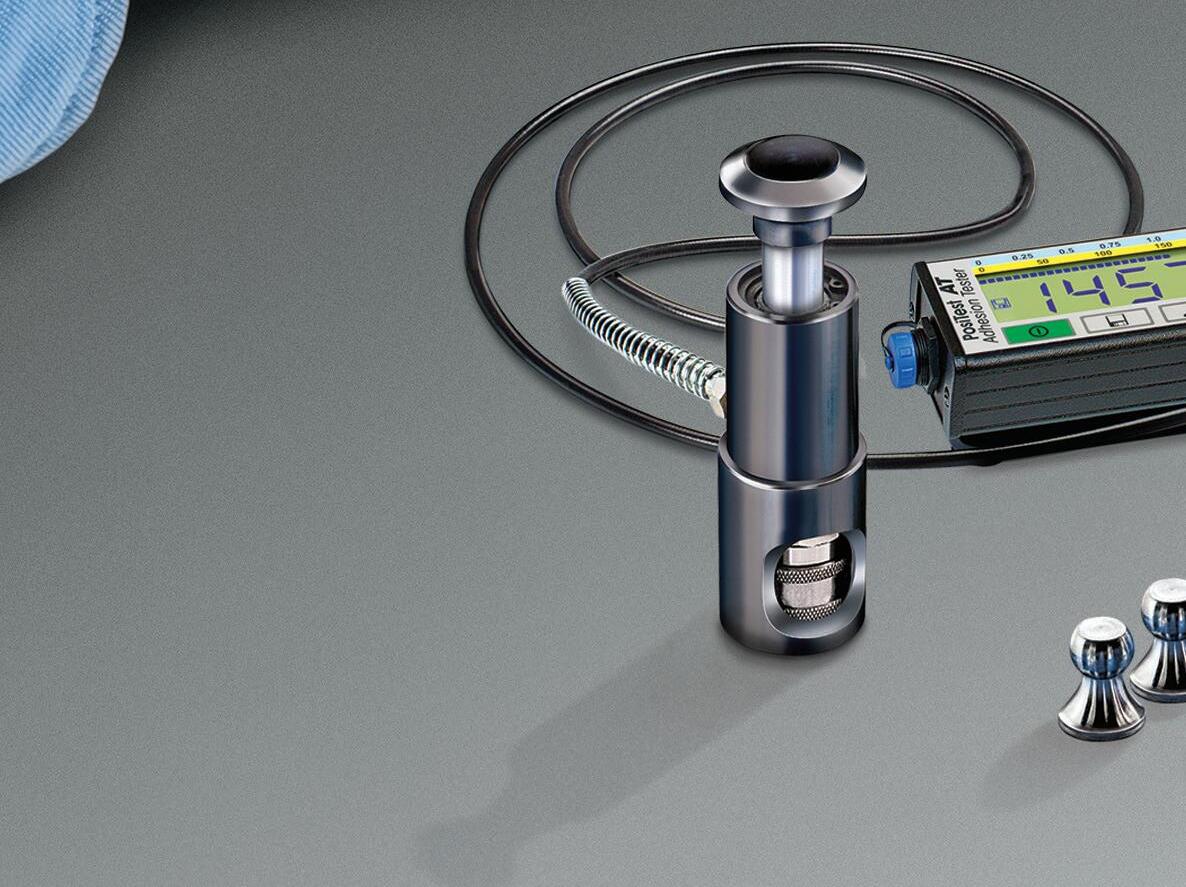
PosiTector ® Inspection
Unrivaled probe interchangeability for all of your inspection needs.
Coating Thickness Probes
n Ferrous n Non-Ferrous n Combination n Ultrasonic
Surface Profile Probes
n Depth Micrometer n Replica Tape Reader
Environmental Conditions Probes
n Integral n Cabled Magnetic Probe n Anemometer Probe
n 1/2” NPT n Infrared
Hardness Probes
n Shore n Barcol
Salt Contamination Probe
n Bresle Method
Ultrasonic Wall Thickness Probes
n Corrosion n Multiple Echo Thru-Paint n Precision
n Low Frequency n Xtreme
Customized Inspection Kits...
Build your own kit from a selection of gauge bodies and probes to suit your needs.
Backwards Compatibility! The redesigned PosiTector gauge body accepts ALL coating thickness (6000/200), environmental (DPM), surface profile (SPG/RTR), salt contamination (SST), hardness (SHD/BHI), and ultrasonic wall thickness (UTG) probes manufactured since 2012.
TextureJet delivers innovations in edge shaping , surface preparation and part marking for high precision component manufacture.
We enhance the quality, performance and yield of our customers’ products, whilst reducing the costs and environmental impact of our customers’ operations.
Our cutting-edge electrochemical jet machining technology empowers manufacturers to selectively modify component features and surfaces with precision and control.
EDGE SHAPING & DEBURRING
4 x More Precision
Minimal Affected Zone
Enhanced Repeatability
ARCHITECTURAL POWDER COATING REACTION TO FIRE, SAFETY AND GATEWAY 2 COMPLIANCE
By Chris Mansfield - QUALICOAT Chair
Architectural powder coatings play an essential role in the safety, performance, and aesthetic durability of modern building façades. Beyond their visual appeal and long-term weather resistance, these coatings are increasingly being evaluated for their contribution to fire safety. Powder coated aluminium systems, when correctly specified, applied and tested, provide finishes that meet the stringent reaction to fire classifications of A2-s1,d0 under EN 13501-1. This ensures that the coating system does not significantly contribute to the spread of flame or smoke in the event of a fire which is a critical requirement for high-rise and multi-occupancy buildings.
Reaction to fire in architectural coatings is not achieved by the powder alone but through the integration of the entire system including the aluminium substrate, pre-treatment, and coated finish. Non-combustible aluminium finished with approved architectural powders create a durable, stable façade solution that can withstand high temperatures without igniting or releasing harmful fumes. Many architectural powders are formulated to meet Class 1 or Class 0 standards under UK Building Regulations,
Solutions for Parts & Paint Spray gun cleaning WASHERS
Manual | Automatic
Working Across Aluminium Industries to Improve Your Processes
Specialist in the Supply of Anodising & Metal Finishing Technologies
offering specifiers confidence that these finishes will perform safely when tested as part of a complete façade system.
In the wake of the Building Safety Act and the introduction of Gateway 2, the regulatory focus on product safety and system compliance has intensified. Gateway 2 represents the stage at which all fire and structural safety information must be fully demonstrated before construction begins. This includes detailed evidence of the fire performance of external wall systems meaning that powder-coated aluminium systems must be supported by third-party testing, product certification, and compliance documentation. Coating applicators and system suppliers must therefore ensure that every component, including the powder coat finish, aligns with the project’s approved fire safety strategy.
Whist the QUALICOAT Specification and EN 12206-1 do not mention reaction to fire, achieving an A2-s1, d0 fire classification under EN 13501-1 depends significantly on the thickness of the powder coating applied to aluminium components. A consistent, controlled film build ensures the coating contributes minimal combustible material to a fire scenario, helping maintain the substrate’s non-combustibility. Excessive thickness can increase fuel load and smoke generation, jeopardising the s1 and d0 ratings, while insufficient coverage can compromise the integrity and performance of the finish. By applying the powder coating within the powder manufacturer’s specified micron range and ensuring uniform curing, powder coaters can achieve the balance required to meet stringent A2-s1, d0 performance criteria.
From a compliance standpoint, manufacturers following the QUALICOAT Specification have a solid foundation for Gateway 2 readiness. Licensed QUALICOAT approved powder coat
applicators constantly check all process parameters including tests for durability, adhesion, and resistance to UV and corrosion, plus powder thickness which is vital for ensuring that the reaction to fire performance of the final façade is achieved. However, Gateway 2 goes further by demanding coating traceability and demonstrable proof of conformity. This requires close collaboration between powder manufacturers, applicators, façade fabricators, and fire engineers.
Ultimately, architectural powder coating is no longer just a matter of aesthetics or corrosion protection, it is integral to overall building safety. By specifying systems that are fire-tested, third-party certified, and compliant with Gateway 2 documentation requirements, architects and developers can ensure their façades not only look exceptional but also meet the highest standards of safety and accountability. As the Construction Industry continues to evolve under new regulatory scrutiny, the role of compliant, high-performance powder coatings in achieving safe, sustainable architecture has never been more important.
Powder coaters are increasingly seeking QUALICOAT licensing to demonstrate proven quality, reliability, and compliance in a more demanding architectural and construction environment. The QUALICOAT licence is a globally recognised quality label for the coating of aluminium and its alloys, ensuring that the entire process, from pre-treatment through to final curing, meets strict international standards. As building regulations tighten and clients demand greater transparency in product performance, holding QUALICOAT approval has become a mark of professional credibility and technical excellence.
Beside the Building Safety Act and the introduction of Gateway 2, another driver is the technical and commercial
advantage QUALICOAT licence holders gain. Licensed coaters have access to a network of approved powders, pre-treatments, and processes, ensuring consistent and repeatable coating quality. This minimises the risk of coating failures such as peeling, chalking, or corrosion, issues that can be costly to repair and damaging to reputation. By meeting QUALICOAT’s stringent criteria, applicators can work with major system houses, façade contractors, and specifiers who increasingly require QUALICOAT compliant coatings for their projects.
Environmental responsibility is also influencing this shift. QUALICOAT promotes sustainable coating practices, including chrome-free pre-treatments, energy-efficient curing, and reduced waste generation. These practices align with modern environmental standards and help coaters support the sustainability objectives of their clients and construction partners. The license thus serves as both a quality and sustainability credential, reflecting a company’s commitment to responsible manufacturing.
In essence, powder coaters are becoming QUALICOAT licensed to align with the evolving standards of safety, durability, and transparency in modern architecture. It gives them a competitive edge, opens new business opportunities, and ensures their coatings can be confidently specified on high-profile, safety-critical projects. The QUALICOAT label is now seen not just as a certification, but as an essential requirement for doing business in the architectural aluminium sector.
All QUALICOAT UK & Ireland members are available to offer free technical advice to specifiers, members details can be found on the Association’s website at qualicoatuki.org
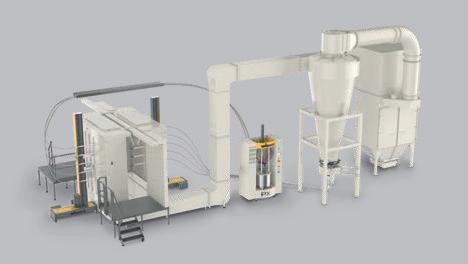
Clever automation concept helps to drastically reduce processing times
INNOVATIVE TUB VIBRATOR CONCEPT FOR BETTER QUALITY, HIGHER EFFICIENCY AND IMPROVED
COMPETITIVE STANDING
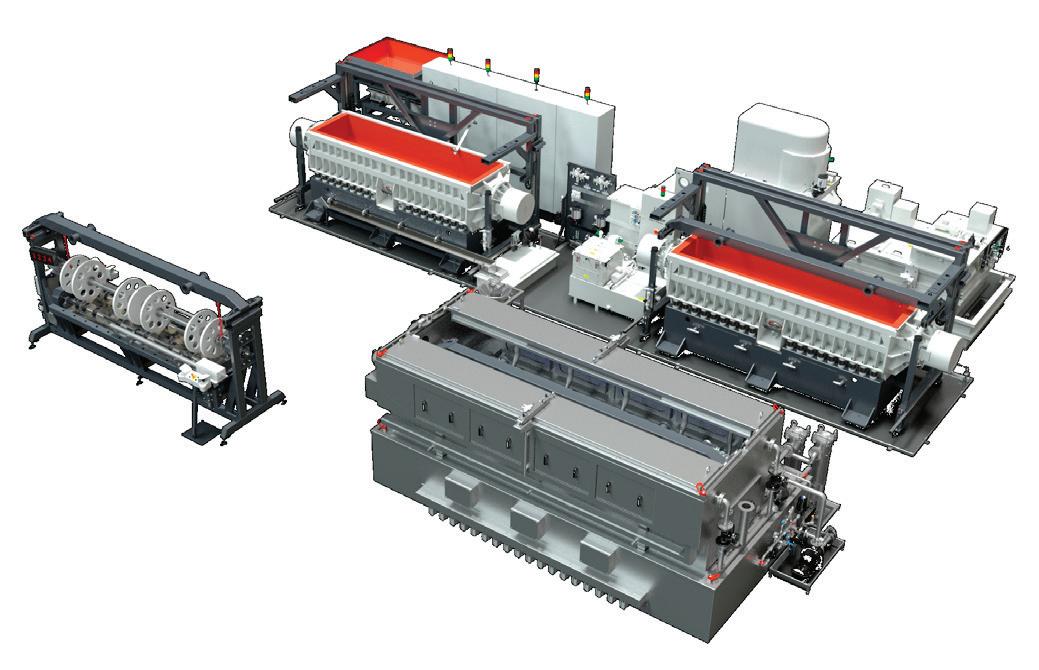
Plastification augers for melting plastic pellets are an essential part of each injection molding machine. To offer equipment that guarantees a maximum of quality and precision in an extremely competitive market, the globally active Engel Austria GmbH produces these augers exclusively at its Austrian manufacturing location in St. Valentin. The investment in two fully automated mass finishing machines from Rösler ensures not only a more cost-efficient production but also consistently high quality. The automation concept allows operating the tub vibrators and directly linked cleaning system with minimal personnel requirements. Since the optimized polishing process helps to substantially reduce the processing times, this trend-setting equipment concept will definitely be useful for other industrial applications.
In cooperation with the Austrian automation specialist Promot Rösler created an integrated system that optimally links the various equipment components. The work piece fixtures, specifically developed for this application, guarantee a maximum of operational efficiency and finishing quality. Moreover, the set-up times were significantly reduced. Last-but-not-least, by expanding the finishing system to two tub vibrators, the capacity for polishing the plastification augers - up to three meters long and 15 to 80 mm wide - was substantially increased.
Automatic loading of the tub vibrators with minimal handling times
The injection molding machinery manufacturer Engel has been using Rösler finishing equipment for more than 20 years. Until recently the company polished the plastification augers in a tub vibrator with a single stage finishing process. This included time-consuming, manual work piece handling requiring a lot of manpower, especially for loading and unloading the work pieces into and from the finishing system. Therefore, the specifications by the customer called for a reduction of the physically demanding handling work for the employees and automatic loading & unloading of the tub vibrators.
The two tub vibrators, model R 800/3200 TSD-15, are equipped with direct drive special vibratory motors mounted on the front and rear wall of the tub. This makes them especially powerful and allows highly flexible operation.
The fully automated polishing cell consists of two tub vibrators, a work piece cleaning system, a work piece loading/ unloading station and a fully automatic process water cleaning centrifuge, model Z 1000. Transport of the work piece mounting frame takes place with a gantry crane system.
A key role in this challenging project played the expansion of a gantry crane system by the Austrian automation specialist Promot, which is already successfully employed for loading/ unloading the grinding machines used in a preceding finishing operation. Furthermore, the new mass finishing system had to be able to handle the production volume of plastification augers specified by Engel. Based on the already existing polishing process with a cycle time of on average 8.5 hours, this would have required several new tub vibrators.
Two stage process significantly reduces processing times
Therefore, the main focus of the Rösler engineers for this project was the reduction of the processing time and to minimize the required quantity of tub vibrators. Both goals were achieved by utilizing a two-stage Keramo-Finish® process that runs simultaneously in two tub vibrators, model R 800/3200 TSD-15. These machines, equipped with special direct-drive vibratory motors, are extremely productive, allow flexible operation and require very little space.
By reducing the overall roughness reading to a value of Ra = < 0.1 µm the two-stage Keramo-Finish® fine-grinding and smoothing operation in the tub vibrators helps to drastically improve the surface finish. This is the main reason for the excellent quality of the plastification augers. The streamlined finishing operation in combination with the powerful equipment helped to substantially reduce the processing times. Of course, the improved surface quality of the work pieces entering the Keramo-Finish® process was also a positive factor. This is achieved by using fine grinding media that offers a relatively high metal removal rate but creates a fine surface finish.
Loading of the tub vibrators with a gantry system and optimized setup concept allows a fully automatic polishing operation
To allow fully automatic work piece loading/unloading of the tub vibrators, Rösler developed an automation and control concept for the gantry system in close cooperation with Promot.
The new setup concept reduces the overall cycle time substantially. In the past both ends of every single auger had to be individually mounted onto the mounting frame. Today they are simply placed into the frame.
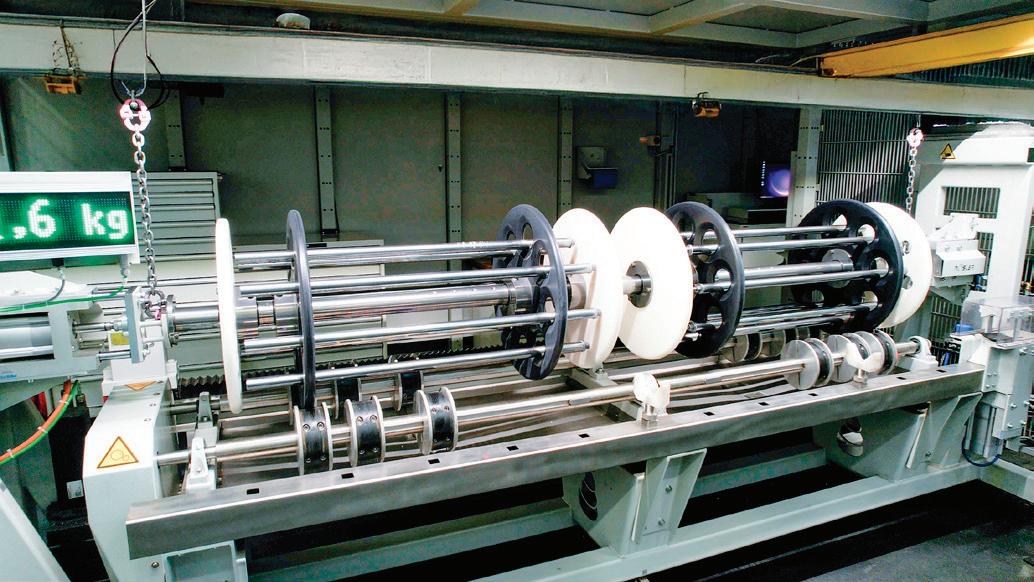
It transports the plastification augers after the pre-grinding operation to the work piece setup and mounting station. There, an operator places a certain quantity of augers, depending on the auger size, into a mounting frame. Mario Stollnberger, manager of the plastification activities explains: “In the past this setup operation was very time-consuming, because both ends of every individual auger had to be mounted into the frame separately. Today, this is done by simply placing the augers into the mounting frame utilizing a floating positioning system. This has cut the setup times to around 15 minutes.” In the next step the gantry system picks up the mounting frame, now loaded with work pieces, transports it over the tub vibrator and then lowers it onto special guide rails positioned in the vibrator tub. This clever concept allows the mounting frame with work pieces to freely rotate in the processing media. In addition, it offers the advantage that upon completion of the finishing cycle the entire frame can be fully automatically removed from the tub vibrator. The placement and removal of plastification augers into and from one mounting frame takes place, while the work pieces in another mounting frame are being processed. The simultaneous work piece loading/unloading and processing function further improves the overall efficiency of the polishing process.
Besides the two mass finishing vibrators the new polishing cell includes a work piece load/unload station, a work piece cleaning system that was specifically developed for this application and a fully automatic centrifuge, model Z 1000, for cleaning and recycling the process water in a closed loop and thus, saving valuable natural resources.
Innovative automation concept offers many possibilities
Tub vibrators can be used for numerous finishing applications. However, until now it was practically impossible to automate the work piece loading/unloading operation for these versatile mass finishing machine. With the newly developed, innovative automation concept Rösler has now a solution that will make the finishing operations in other industries, like aerospace, etc., more efficient and faster!
Visit: www.rosler.com
The gantry crane automatically lowers the mounting frame with raw work pieces onto special guide rails in the tub. This allows the frame to rotate freely in the processing media. Upon completion of the finishing cycle the frame with the now finished work pieces can be fully automatically removed from the tub.
Scan & Spray
Dynamic Contour Detection
Programming-free coating of any shape! Gema
The second generation of Dynamic Contour Detection detects the object contour fully automatic and positions the guns individually even for thin objects and at high conveyor speeds. Due to the programming-free adaption of all relevant line settings the application range is significantly extended.
Email: uk.sales@gema.eu.com
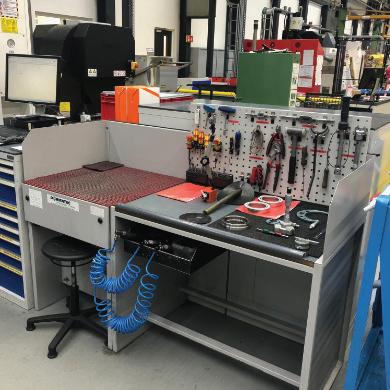
MECWASH POWERS COMPONENT CLEANING AT WATSON MARLOW
Watson-Marlow Fluid Technology Solutions (WMFTS), has strengthened its manufacturing capability with the installation of a MecWash MWX400 aqueous cleaning system. The investment follows the success of an existing MecWash already in operation within the group, which has consistently delivered exceptional results.
WMFTS is a global leader with over 60 years of engineering expertise in high-quality peristaltic pumps and fluid handling solutions, supplying critical components to industries ranging from industrial manufacturing and pharmaceuticals to biotechnology and food production. WMFTS identified the need to upgrade its cleaning process to meet stringent ISO 13485 medical device quality standards. WMFTS also needed to increase productivity.
Previously, the business relied on semi-automatic and manual cleaning methods. While functional, these processes were labour-intensive, inconsistent and less efficient. The company required a robust, automated system capable of delivering repeatable precision cleaning of machined pump components. The components are made from a variety of materials including glass-filled nylon, stainless steel and aluminium.
The company required the capability to clean multiple types of components simultaneously.
The initial stages of the discussion between the MecWash team and the customer was designed to understand the specific cleaning challenges and establish the optimum parts washing system for their application. This process involves MecWash’s in-house laboratory and the design team to build the optimum system, process and chemical solution to meet the specific needs of the customer.
Taking the time to carefully understand and evaluate these requirements, the MecWash team has only one aim: to provide the customer with a component cleaning system which delivers superior performance and ongoing reliability, as economically as possible.
Ian Harvey, value stream manager, with the MecWash MWX400.
Machined castings. Turned parts. Complex pressings and extrusions. Customers expect parts to be pristine. PRECISION AQUEOUS CLEANING demands MecWash.
MecWash s aqueous wash systems
Paul Jarratt, MecWash sales manager, comments:
“Achieving the highest cleanliness standards is crucial for WMFTS. Even the smallest levels of contamination can have significant long-term detrimental effects so it was vital to implement a solution that absolutely guarantees spotlessly clean and dry components.
“After reviewing WMFTS’s requirements, it was clear the most effective system for them was the MWX400. The MWX400 combines ultrasonics with high-flow washing, rinsing and hot air drying, to deliver outstanding results across multiple materials and it also has the capability
to clean multiple types of components simultaneously.
“We were delighted to have met the cleaning requirements of WMFTS. The MWX series is proven to meet the toughest challenges in parts washing. It is robust, and combines precision cleaning with 24/7 dependability,” said Paul.
Since installation, the MWX400 has delivered significant operational and quality improvements:
ISO 13485 Compliance: Contributed to WMFTS achieving the stringent ISO 13485 quality standard.
Assured Cleaning & Drying: Reliable, repeatable results across all component types.
Elimination of Manual Cleaning: 100% removal of labour-intensive manual cleaning tasks.
Supplier Component Cleaning: Extra capacity enables WMFTS to clean supplier components to the same high standards.
Productivity Gains: 20% increase in throughput within the cleaning area.
Flexibility: Ability to clean mixed batches of different components in one cycle.
Ian Harvey, value stream manager at Watson-Marlow Fluid Technology Solutions, comments:
“We already had a MecWash within the group which has proved to be very reliable and give great results. The MWX400 has not only delivered the quality and consistency we needed but also improved productivity and freed our team from manual cleaning tasks.”
John Pattison, managing director at MecWash, shares his confidence in working with customers from the hydraulic power sector:
“The improvements to the efficiency of the cleaning process at WMFTS is a testament to the reliable power of the MecWash MWX400 system. Our parts washing systems are trusted by international blue-chip companies and numerous Tier 1 and Tier 2 fluid power component manufacturers. We are confident the MWX series provides the most rigorous component cleaning in global manufacturing.
“The MecWash approach ensures that our customers are fully supported throughout the product lifecycle. The large amount of repeat business at MecWash is a testament to the long-term relationships we have built with our customers,” said John.
Telephone: +44 (0) 1684 271600
Email: enquire@MecWash.co.uk
Visit: www.mecwash.co.uk
The MWX400 combines ultrasonics with high-flow washing, rinsing and hot air drying.
Trivalent Decorative Chromium Plating
SurTec 883 XT - Trivalent Decorative Chromium Process
Identical colour values as chromium(VI) surfaces
Integration into existing lines possible
Excellent layer thickness distribution between 0.2 and 0.4 μm
SurTec 851 - Exclusive Satin Nickel Finish
Semigloss & non-reflecting nickel coatings with extreme uniform finish
Long bath lifetime due to using a continous system
Broad range of satin effects to match automotive OEM requirements
SurTec 866 - Bright Acid Copper Process
For extremely bright copper deposits with excellent levelling
Well suited for parts with deep recesses or complicate shapes
Very efficient additive system with low maintenance cost
Vapour degreasing is one of the most effective and trusted metal and substrate cleaning processes for delivering superior cleaning power, using less energy, and requiring minimal floor space. This cleaning method is widely used in aerospace, electronics, medical device, manufacturing, precision engineering and other related industries.
Concerns over the reduction of emissions from Volatile Organic Compounds, Global Warming and Ozone Depleting Compounds, has led to more research into finding modern critical cleaning solutions that are effective, economical and environmentally sustainable.
Future proof for your critical cleaning process
EnviroTech Europe supply Next-
Generation PFAS-Free vapour degreasing solvents, like ProSolv®5408e and ProSolv®AS-1, both with Zero Ozone Depletion Potential, and a Global Warming Potential of less than 1. Versatile and efficient for modern cleaning systems, they offer truly future-proof solutions to your critical cleaning process.
High-Performance, PFAS-free Cleaning
ProSolv®5408e is an advanced, nextgeneration cleaning solvent designed to meet the highest environmental and performance standards. Completely PFAS-free (free from Per- and polyfluoroalkyl substances), it features zero Ozone Depletion Potential (ODP) and ultra-low Global Warming Potential, making it a truly future-proof solution.
ProSolv®5408e enables the powerful removal of organic residues and oils, while remaining compatible with a wide range of plastics and metals. Exceptionally low surface tension and high solvency power enable it to penetrate deep into tight spaces, complex geometries, blind holes, and even micron-sized openingsensuring thorough and reliable component cleaning.
ProSolv®5408e TESTING
Flash Point ASTM D3828 and ASTM D93, Flammable limits ASTM E918, Stock Loss ARP1755B, IGA Intergranular attack, Stress corrosion of titanium alloys ASTM F945-12, Hydrogen Embrittlement ASTM F519-17a.
ProSolv®AS-1 is designed for the cleaning of medium oils / fluxes or light cleaning work. It can also be used in heat transfer and as a dilutant for fluorinated and silicone oils. A next-generation fluorinated solvent that raises the environmental awareness while keeping excellent solvency and high boil point.
Compatible with and shows no detrimental effect on stainless steels, aluminium, copper, brass and other metals, low energy consumption and low maintenance. it features zero Ozone Depletion Potential (ODP) and ultra-low Global Warming Potential, making it the perfect substitute for per- and polyfluorinated (PFAS) solvents.
Versatile and efficient for modern cleaning systems, both ProSolv®5408e and ProSolv®AS-1 are compatible with most solvent cleaning systems including one-tank or multi-tank immersion and vapour degreasing equipment, using ultrasonics or flush cleaning. They deliver outstanding performance in removing
a broad spectrum of organic soils. Designed for energy efficiency and fast cycle times, they ensure low solvent losses, easy handling, and reduced environmental impact - helping you cut operating costs without compromising on cleaning quality.
The right solution for your needs
We understand the uniqueness of every precision cleaning application and will work with you to find the right solution for your needs. We also provide free on-site visits, technical support and cleaning trials when required, and can supply a range of vapour degreasing equipment to suit your product.
FURTHER INFORMATION
Please visit our website https://www.envirotech-europe.com/ vapour-degreasing-solvents/ for information about other uses and applications for ProSolv®5408e and ProSolv®AS-1.
Handling Solutions
Product Overview
Manual Monorail Systems
Unit loads up to 3000kg
Monorail Chain Conveyors
Unit loads up to 300kg
Power & Free Conveyors
Unit loads up to 7000kg
Floor Conveyors
Unit loads up to 500kg
Stewart Gill Conveyors Ltd have been supplying overhead conveyors into all sectors of industry for over 70 years.
As a long time member of the Railtechniek van Herwijnen BV Group based in the Netherlands, Stewart Gill Conveyors can offer a comprehensive range of overhead conveyor products which are capable of handling unit loads up to 7000kg.
Stewart Gill Conveyors Ltd offer complete manufacture, installation and commissioning, coupled with fully documented instruction, operation and maintenance manuals.
We do:
In-House 3D CAD engineering
In-House manufactoring in the UK and EU
In-House design of PLC/PC control systems
Industry 4.0
Worldwide installation and commissioning
Remote support, service & inspection Stewart
Part of the
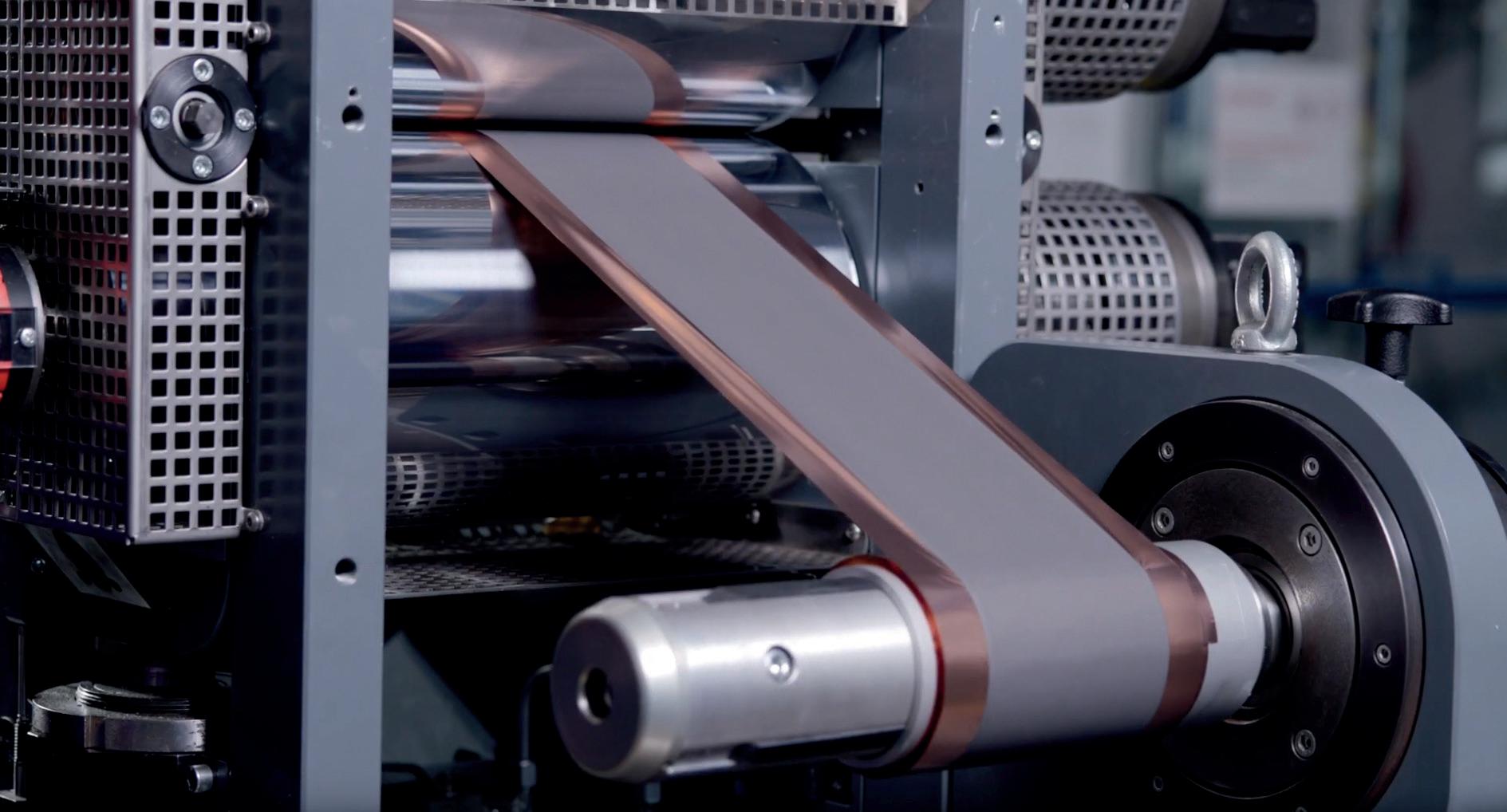
CHEMETALL LAUNCHES FIRST GLOBAL CHROMIUMAND FLUORIDE-FREE GARDOLENE® D PASSIVATION SOLUTION FOR COPPER FOILS TO THE MARKET
Pioneering
innovation that
supports green transformation
by
enhancing the performance of electric vehicles and energy storage systems
New Gardolene D passivation solution provides superior corrosion protection and improves battery performance
Chemetall, the global surface treatment business unit of BASF Coatings and a leading provider of innovative surface treatment solutions, introduces the first chromium-free and fluoride-free passivation technology for copper foils, Gardolene D. This pioneering solution is unique in the industry and offers superior corrosion protection as well as improved performance of copper foils used in electric vehicle battery packs, energy generation and storage systems. The new Gardolene D technology sets a new benchmark for sustainability and performance while also offering long-term regulatory compliance in copper foil treatment for the battery manufacturing market.
The world has seen an increasing demand for high-performance batteries in electric vehicles (NEV), consumer electronics (3C), and energy storage systems (ESS) over recent years – a trend that is expected to continue. A key element for the success of a global green transformation is battery performance in electric mobility and energy storage systems. The new Chemetall Gardolene D passivation solution for copper foils enhances battery performance, is more sustainable, and is fully compliant with the European Union’s new Battery Regulation (EU 2023/1542), which mandates carbon footprint declarations, digital battery passports, and strict limits on hazardous substances. From 2027, only batteries meeting these standards will be allowed on the European market, driving the need for green manufacturing and chromium-free pretreatment technologies.
Gardolene D directly enables superior battery performance in the end product. A key feature of the new Gardolene D for copper foils is the improvement of surface energy, which enables better adhesion of anode active materials and reduces electrical resistivity, which results in higher battery efficiency. Intensive analyses and tests have proven that batteries treated with Gardolene D benefit from extended lifespans and improved capacity retention, extending lifetime by up to 6 percent after 1,000 cycles at 25 degrees Celsius. This is a significant performance increase compared to batteries using copper foil pretreated with traditional chromium (VI) passivation methods.
Perhaps most importantly from a sustainability perspective, Chemetall’s new Gardolene D products, such as Gardolene D 6701 and Gardolene D 6702, are the first chromium-free and fluoridefree passivation solutions for copper foil in the world.
Chemetall launches first global chromium- and fluoride-free Gardolene® D passivation solution for copper foils to the market.
They thereby significantly improve the eco-friendliness of the entire battery value chain in a way no other products can. The new solutions are compatible with existing equipment and suitable for both electro-deposited and rolled annealed copper foil substrates used in the production of batteries for electric vehicles and a wide range of other energy generation and storage applications. This innovative technology delivers superior heat and corrosion resistance compared to existing solutions.
“The green transformation, with continuously rising electric vehicle numbers and an increasing market for new concepts in energy generation and storage systems, needs new, innovative surface treatment solutions. At Chemetall, we are committed to solving our customers' challenges and supporting their business with our expertise. The new Gardolene D passivation solution for copper foil ushers in a new era for copper foil passivation, with increased battery performance, greater sustainability, and future-proof customer processes. It is another great example of what our claim ‘expect more’ means for us: providing innovative solutions in the metal-using industry that offer added value to customers,” says Frank Naber, Senior Vice President Global Surface Treatment at BASF Coatings.
“The new Gardolene D passivation solutions for copper foil are a pioneering innovation for the market. Our dedicated research and technology teams across the globe have intensively analyzed available solutions and market needs. Based on our comprehensive expertise in surface treatment and close exchange with our customers, we were able to push boundaries and develop this one-of-a-kind global solution for copper foil pretreatment. It ensures stable copper foil properties, improved electrode conductivity, and supports manufacturers in meeting evolving regulatory and sustainability requirements
compared to standard passivation processes,” says Arjan Termaten, Head of Global Technology at Chemetall.
As the first surface treatment solutions provider to offer chromium-free and fluoride-free passivation technology for copper foil, Chemetall reaffirms its commitment to innovation, sustainability, and customer success. Gardolene D solutions for copper foil treatment are now available globally, enabling battery manufacturers to improve their processes and end-products through this next-generation technology without extra investments in existing operations.
About BASF Coatings
BASF Coatings is a global expert in the development, production and marketing of innovative and sustainable automotive OEM and refinish coatings as well as applied surface treatments for metal, plastic and glass substrates in a wide range of industries. We create advanced performance solutions and drive performance, design and new applications to meet our partners’ needs all over the world. We share skills, knowledge and resources of interdisciplinary and global teams for the benefit of customers by operating a collaborative network of sites in Europe, North America, South America and Asia Pacific. In 2024, our businesses achieved global sales of about €3.8 billion. BASF Coatings – Driven by passion and science, we always go beyond the surface.
For more information, visit www.basf-coatings.com and follow us on LinkedIn
About BASF
At BASF, we create chemistry for a sustainable future. Our ambition: We want to be the preferred chemical company to enable our customers’ green transformation. We combine economic success with environmental protection and social responsibility. Around 112,000 employees in the BASF Group contribute to the success of our customers in nearly all sectors and almost every country in the world. Our portfolio comprises, as core businesses, the segments Chemicals, Materials, Industrial Solutions, and Nutrition & Care; our standalone businesses are bundled in the segments Surface Technologies and Agricultural Solutions. BASF generated sales of €65.3 billion in 2024. BASF shares are traded on the stock exchange in Frankfurt (BAS) and as American Depositary Receipts (BASFY) in the United States.
Further information at www.basf.com
New Gardolene® D passivation solution provides superior corrosion protection and improves battery performance.
Contact: gi.emeai.marketing@sherwin.com
Visit: www.sherwin-williams.eu
WAM Silotop
Airmaster
Donaldson Camfil Goldcone Air Filtration
MECWASH DELIVERS POWERFUL COMPONENT CLEANING FOR THE HYDRAULIC SECTOR
MecWash Systems, a global leader in the manufacture of advanced industrial parts cleaning systems, continues to drive innovation in hydraulic manufacturing with its highperformance component cleaning solutions.
Hydraulic power systems demand exceptional cleanliness to ensure optimal performance, reliability, and longevity.
MecWash’s expertise in delivering superior cleaning technology has made it the preferred choice for industry leaders including Parker Hannifin, Hydraforce Hydraulics, Bosch Rexroth, JCB, HUSCO, Concentric AB, IMI Precision, and Related Fluid Power.
Paul Jarrett, sales manager at MecWash, commented:
“Hydraulic systems must remain entirely free from contamination during both production and operation to avoid damaging components, reduced flow or pressure and even system failure. To meet these critical standards, many of our hydraulic sector
clients choose the MecWash MWX series, considered by many to be the benchmark for precision component cleaning, the pre-assembly cleaning system tackles the most challenging contaminants.
“The MWX system is designed for removing contamination such as process residues and particulate matter through a combination of powerful ultrasonics, high flow washing and rinsing, dedicated jetting, and vacuum drying, ensuring an immaculate component finish.
“The MWX series comprises the MWX300, MWX400 and mostly recently, the MWX600. The choice of system depends upon the size of the components to be manufactured by the customer and to fit the exact cleaning demands and automation requirements, There are numerous options available, but all models are highly durable and combine precision cleaning with 24/7 dependability.
“Many hydraulic manufacturers opt for systems equipped with dual-frequency ultrasonic cleaning, operating at 25 kHz and 40 kHz frequencies simultaneously. This approach dislodges even the smallest particles without causing cavitation, making it ideal for applications demanding rigorous cleanliness specifications. The ultrasonics break down the contamination before it’s removed by the aqueous wash. This delivers a deeper, more effective clean, especially for complex components used in hydraulic systems,” added Paul.
The aqueous cleaning process is enhanced by bespoke chemical solutions developed by the in-house chemist at MecWash, Dave Pawson. These specially formulated solutions dissolve oils and debris effectively, whilst reducing reliance on harmful chemicals, like solvents. Each solution is developed in line with ISO 16232 standards and tailored to the customer’s materials and contamination profile.
MecWash has experience in creating parts washing systems for applications including:
Hydraulic control valves
HUSCO commissioned seven MecWash systems to clean hydraulic control valves used in off-highway applications, including agricultural machinery, materials handling and construction, to the exacting standards demanded by HUSCO’s customers across the globe.
MecWash’s reputation in the fluid power industry is backed by extensive global experience. HUSCO International, for example, has invested in fifteen MecWash systems across their facilities in the UK, US and China.
PHOS-PREP
Pre-Treatment Solutions Group Ltd supply unique chemistries for an array of metal processes.
Our Phos-Prep® range of chemicals are chrome free, eco-friendly and cost effective all while maintaining quality and performance.
With over 50 years experience within the industry we pride ourselves on finding the right solution for your metal treatment. Whether that be degreasing, etching, phosphating, paint stripping and more!
TESTIMONIALS
“We have been a customer of PTS for over 20 years and during our time we have relocated our business, changed our pretreatment process with the full support and expert advice to implement changes from the PTS team. A great company who always go the extra mile to support their customers.”
P.Allen, West Midlands.
“We have been fortunate to have partnered with PTS for over ten years now. They are consummate professionals and always exceed expectations in terms of delivery of service, knowledge and customer care.”
E.Smith, Hampshire.
, queries whole
“We have had the great pleasure in working with PTS for over 5 years. No matter how big or small our queries are, PTS always come up trumps and in rapid time. The team are always willing to visit our site to help out with any issues we have or just for a general catch up with our staff. We have a very good relationship with the whole team at PTS and long may this continue.”
R.Glasbey, West Yorkshire.
The systems clean hydraulic control valves used in off-highway applications, including agricultural machinery, materials handling and construction, to the exacting standards demanded by HUSCO’s customers around the world.
The systems were designed to tackle solid particle contamination which can interfere with the lubrication process in hydraulic fluid systems. Any wear to the components would result in additional maintenance and repair costs, and a decrease in the system’s service life. The MWX400 and its predecessor, the MIDI, provide HUSCO with 24/7 reliability, resulting in a high volume of components cleaned and entirely free from contamination.
Electro-hydraulic controllers
The MecWash system installed at Hydraforce had rotational washing technology with ultrasonics, to meet the highly stringent cleanliness specifications. Hydraforce manufacture a wide range of hydraulic valves, primarily for customers in the off-road and agricultural vehicle sector The manufacturing process sees machining followed by resin impregnation which can cause machined residue to adhere to the component.
The MecWash MIDI system uses ultrasonics to dislodge this material before the aqueous washing process removes it, resulting in a highly cleaned component that is then ready for transfer onto the build line. The use of ultrasonics in combination with the rotational, high volume, single chamber wash process, for which MecWash has gained a leading reputation, added a further significant dimension to the cleaning process.
Hydraulic manifold control valves and power units
Hydraulic System Products (HSP) contacted MecWash Systems to upgrade their component cleaning to meet increasing demand and the strict cleanliness requirements of their clients. HSP designs and manufactures hydraulic test equipment, valves and niche control components for fluid power systems used in industrial and mobile applications.
The MWX300 was selected as the most effective machine for HSP’s application, with full ultrasonic cleaning functionality. The ultrasonic wash and ultrasonic rinse capabilities transmit high-frequency sound waves through the wash solution
which destabilises the contamination and facilitates fast and economical cleaning with high process quality.
HSP were impressed at the MWX300’s capabilities, with the system producing excellent cleaning results. The increase in cleaning efficiency and the reduction in environmental impact generates lasting benefits for the manufacturer.
John Pattison, managing director of MecWash, added: “Cleanliness is critical in hydraulic systems, where even minimal particle contamination can compromise lubrication, leading to increased maintenance, component damage, and reduced system lifespans. The advanced use of ultrasonics within MecWash systems offers substantial benefits to hydraulic manufacturers dealing with a wide range of complex contamination challenges.
“Our team precisely understands the unique demands of the hydraulic sector. The proven performance and tailored expertise that MecWash has provided for the fluid power industry gives us the confidence to meet and exceed the stringent demands of our hydraulic customers across the world,” said John.
For more information about MecWash’s comprehensive range of cleaning solutions for the manufacturing industry, visit mecwash.com
qualicoatuki.org
• Custom Designed & Built Control Panels
• pH & Redox Controllers & Electrodes
• Conductivity Controllers
• Liquid Level Controllers
• Open Chanel & Magnetic Flow Meters
• Data Loggers
• Dosing Pumps & Tanks
THE BEST OF BOTH WORLDS SHUTTLES AND POWER-ANDFREE CONVEYORS COMBINED
More than 50 years of experience in over 5,000 projects are the basis for this.
In the surface treatment industry, power and free conveyor technology is a frequently used, robust means of transportation. For some time now, there has been a tendency to use shuttle systems more and more in the market to increase process flexibility. In a joint project, Caldan Conveyor as a supplier of overhead and floor conveyor systems and a system house have combined both systems, thereby realizing a system that is well adapted to the application requirements.
Caldan Conveyor A/S has teamed up with E. Luterbach AG to combine Caldan CSS shuttle systems and Caldan power-andfree conveyor technology in a hybrid solution as part of an advanced powder coating project.
Caldan have had shuttle systems in its portfolio for some time typically used for heavy parts. Then Schmid GmbH had the opportunity to combine the advantages of both systems.
Schmid, based in the Allgäu region of Germany, creates innovative interior solutions for showpiece properties. At the heart of these interior solutions are technically sophisticated ceiling systems that cool, heat and ventilate interior spaces particularly efficiently.
Schmid specializes in customers and projects that place the highest demands on interior finishing.
In order to meet the increasing demands of customers, the construction of the new company location in Simmerberg began in 2022 where all production areas, administration and logistics are combined under one roof to enable even closer and more efficient teamwork.
With this investment in state-of-the-art technology, it will be possible to respond even more flexibly and quickly to customer requests.
As part of the new building, Schmidt installed a state-of-the-art powder coating system in 2024 to make production even more environmentally friendly and efficient. The largely automated process with chrome-free pretreatment ensures consistent standards and promotes short throughput times. The latest conveyor technology, combined with additional buffer areas, ensures seamless transport and greater flexibility. The internal use of waste heat optimizes energy efficiency, and the enclosure of the entire coating area guarantees maximum freedom from dust and maximum cleanliness.
The idea of a hybrid system
During the design planning, the logistics, the production process and the size of the parts were analyzed. While flat parts and high-volume parts could be handled well with a power-and-free concept, there were challenges for small parts and parts that required preparatory work. On the one hand, they wanted to process these in separate layers and load/unload them, but on the other hand, only a certain area at ground level was available for the system.
View of the shuttle area with the buffers on the right and left.
Since the entire coating process was best solved with a power-and-free system, the loading and unloading and the buffers required the highest possible flexibility, and so the idea of the hybrid system con-sisting of a combined shuttle and power and free was born.
The entire loading and unloading area was divided into three parts: firstly, the standard/volume parts area utilising the Power and Free system; secondly, the small parts area with an intermediate buffer as a manual conveyor; and thirdly, the work area/buffer between the coating and production process as a manual conveyor.
Structure of the plant
Depending on the tasks, it is possible to either store the standard and volume parts using a shuttle, change the sequence, or start the pre-treatment directly. For capacity reasons, this shuttle is equipped with a double rail. This is because a buffer or work area between coating and the next production steps for special parts is also reached by the same shuttle. This area is loaded automatically but is designed manually in the handling area.
A total of around 40 hangers can be buffered and processed in this area. The standard heartbeat of the power and free area conveyor system is controlled by accumulation stops. All the data required
is provided to the hanger via the integrated Caldan control system. The buffer areas for these parts are also located in front of the coating line and can be accessed by the shuttle in parking bays. This means that a high level of buffer capacity can be achieved in a minimal space, while maintaining a high degree of flexibility. A second shuttle picks parts to be coated from the parking bays (40 are available) as required by production and delivers them to the coating line. Four chain systems are installed in the coating line area, continuously transporting the parts through the pretreatment process
in accordance with the process specifications. After the water dryer, two powder coating booths can be approached in the expansion stage. The following powder oven is designed with its own chain for energy reasons, in order to minimize the heating energy. The layout includes a further special oven with a cooling zone, where low temperature parts or parts with special firing times can be processed.
Conclusion
The hybrid system concept allowed all of the customer’s requirements regarding loading and unloading, product buffering and the coating process to be met, all on a single level and within the existing floor space. Caldan will continue to sell power-and-free systems and shuttle systems separately. Now, however, the materials handling specialist can also offer user's a combination of both on the basis of the proven components. Caldan has implemented three shuttle systems in the last year and is currently planning further hybrid systems.
Author:
Colin Berry Caldan Conveyor A/S colin.berry@caldan.dk www.caldan.com
Takeover of the power and free through the shuttle.
View of the buffer area of the hand track before the subsequent machining.
PHOENIXTM OFFERS
CONFIDENT OVEN TEMPERATURE PROFILING ACCURACY ………….. THE WHOLE TRUTH!
When it comes to coating quality, you need the ability to monitor product temperature, through the cure oven, to ensure you get the cure schedule recommended by your coating supplier. In any measurement system accuracy is key to the value of the monitoring data collected. This certainly applies to temperature profiling.
Cold Junction Compensation
The theory of the thermocouple is traced back to a German Physisist Thomas Seebeck in 1821.
The Seebeck effect discovered is when electricity is created between two dissimilar electrical conductors (metals). The voltage is defined by the actual temperature experienced. For a particular type of thermocouple the mV reading can be converted to a temperature using the Sebeck voltage curve refered to also as thermocouple look up tables.
A common misconception,with regard accuracy, is that the accuracy of the thermocouple at the hot junction is the only important issue to consider. The thermocouple measurement is reliant on the temperature reading at the hot junction offset against the temperature of the cold junction. From an electronics level the cold junction is where the thermocouple wires connect to the copper/copper conection on the electronic circuit.
The cold junction therfore may be inside the data logger or if universal thermocouple connectors are used (Cu Sockets) on the outside of the data logger.
Effect of changing physical data logger temperature on the thermocouple measurement with and without cold junction compensation measuring a stable process temperature of 200 °C.
Basic thermocouple measurement circuit showing critical hot and cold junctions.
To get a consistent accurate reading from the hot junction it is important to accurately monitor continuously the cold junction temperature so that this is corrected for using a method referred to as “Cold Junction Compensation”. It is critical that the cold junction temperature sensor is correctly located to ensure that the true cold junction temperature is measured and applied.
On paper the accuracy of many data loggers may appear to be acceptable but this may not reflect real world situations where the data logger temperature may not be stable affecting accuracy if accurate cold junction compensation is not implemented. The calibration accuracy in a stable temperature controlled laboratory is one thing but is the data logger able to work accurately as it psses through the oven?
To maintain measurement accuracy PhoenixTM data loggers have been designed with an essential accurate ‘Cold Junction Compensation’ technology. This allows the data logger accuracy to be quoted as +/- 0.3°C when used in a conventional themal barriers (phase change heat sink). This accuracy is maintained over the full operating range of the data logger (0 to 80 °C). When the data logger heats up in the thermal barrier during use the measuerement accuracy is not compromised.
The thermocouple socket in the data Logger case is connected directly to the measurement board of thedata loger using thermocouple wire of the designated type (eg Type K).
A thermistor temperature sensor monitors accurately the connector temperature (+/- 0.1 °C) providing an accurate record of the cold junction. The connector is located inside the data Logger cavity so protected from rapid environmental temperature changes, is compact and isothermal, so the thermistor temperature accurately reflects the cold junction of each unique thermocouple connection.
Data Logger and Thermocouple Correction Factors
PhoenixTM provides a comprehensive range of different thermocouple designs to suit the product substrate being measured. The designs allow you to securely attach the hot junction to the exact point you want to measure. The thermocouple is Type K – ANSI MC96.1 ‘Special Limits of Error’ giving an accuracy of ± 1.1 °C or ±0.4% of the temperature reading (whichever is largest). Combining the data logger and thermocouple accuracy terms you can rely on a measurement accuracy of ±1.4 °C up to 250 °C.
To maximise measurement accuracy the Thermal View Finishing software allows both data logger and thermocouple correction factors to be applied automatically to the raw temperature profile data. The data logger correction factors can be read directly from the onboard digital data logger calibration file. Thermocouple options are available with comprehensive calibration certificates providing corrections factors at multiple set temperatures across the required measurement range. For both data logger and thermocouples, correction factors are interpolated across the complete calibration range using the linear method. This approach means that the accuracy of the entire oven temperature profile is guaranteed.
PhoenixTM your Oven to Find, Fix, and Forget your coating cure problems with confidence and accuracy!
Measure the adhesion of coatings to metal, wood, concrete and more
n Impact and scratch resistant color Touch Screen display with keypad
n Wirelessly connect the PosiTest AT-A to your smart device using our free app
n Record the results as pass/fail and the nature of fracture cohesive, adhesive and glue failures
WHY WETTING MATTERS IN MEDICAL DEVICE
MANUFACTURING
Surface measurement supports adhesion, coating performance, and validated processes in MedTech
By Alison Fox, Dyne Testing Sales Manager, Intertronics and Conor Kelly, Technical Sales Executive, Intertronics
It is often about wetting
Surface phenomena are complex, and they underpin much of medical device manufacturing. “There is a huge amount of applications and technologies that rely on the properties of the surface and the interface over anything else,” said Adam Foster, a theoretical and computational physicist who studies surfaces and interfaces at the nanoscale.
Often, our most practical perception of a surface phenomenon is wetting — the spread and the intimate contact of our adhesives, inks, coatings, or other liquids on a solid substrate. Wetting matters both for manufacture, where it enables good adhesion, and for device performance, where it determines how coatings function. Of the many medical devices where bonding or coating is required, good adhesion is the basis of performance, longevity, and ultimately, safety.
A plethora of surfaces
Medical devices are made from many different materials. You’ll find familiar ones such as polycarbonate (PC), ABS, PMMA, stainless steel, titanium, glass, and various elastomers. Others are more specialised but also common in MedTech manufacturing: nitinol for stents and guidewires, PEBA and TPU for flexible tubing and catheters, PEEK for high-strength components, and COP or COC for microfluidic cartridges and drug-delivery systems.
Each of these materials has its own surface characteristics, influencing how adhesives, inks, or coatings will wet and bond — a key consideration when selecting materials for medical devices. The adhesion to that substrate must be strong enough to withstand the mechanical stresses of use and processing, and reliable enough to perform consistently across batches and over the product’s lifetime. “Reliable” means that this performance is repeatable and durable, supported by controlled manufacturing processes and documented evidence that satisfy regulatory expectations for patient safety and device integrity.
Measuring wetting
Wettability can be quantified by measuring the contact angle
formed where the liquid, solid, and air meet. Using an optical tensiometer, manufacturers can evaluate the wetting of liquids such as adhesives, inks, and coatings on specific substrates. A smaller contact angle for a liquid droplet indicates better wetting and, typically, stronger potential adhesion.
Where wetting is required to a specific substrate, liquids with suitable surface tension (alongside other factors like rheology) should be considered. Understanding this relationship helps manufacturers select and prepare materials to achieve consistent wetting and dependable adhesion.
This becomes especially important when low-surface-energy materials are used; polyethylene, polypropylene, PTFE, TPU, silicone, and PEBA are good examples. These offer desirable properties such as chemical resistance, flexibility, or biocompatibility, but their low surface energy makes wetting and adhesion more challenging.
Surface treatment and regulatory compliance
To improve adhesion on low-surface-energy materials, manufacturers can use surface treatments such as plasma or corona discharge. These processes both micro-clean and activate the surface. They remove weak boundary layers like oils,
An optical tensiometer measures contact angle and allows assessment of surface energy and wetting.
(Image by Biolin Scientific)
From design, manufacturing and supply to installation, commissioning and ongoing support,
Oven Temperature Logger
mould-release residues, or organic contaminants, and at the same time modify the surface chemistry to increase surface energy. Plasma treatment introduces oxygen- or nitrogencontaining functional groups, creating polar sites that promote stronger chemical interaction with adhesives, coatings, or inks.
The effectiveness and consistency of plasma treatment can be evaluated by measuring contact angle before and after processing. This provides quantifiable evidence that the treatment has increased surface wettability, supporting both process development and validation. Recording these measurements creates an auditable link between surface preparation and final product performance, providing objective evidence to support ISO 13485 and FDA 21 CFR 820 requirements. This is important where processes like surface preparation or coating cannot be fully verified after production.
Instruments such as optical tensiometers offer traceable, repeatable data that can be linked directly to batch records and device history files. Including these results in validation protocols supports process qualification and ongoing monitoring, giving auditors and manufacturers confidence that each device meets its defined adhesion and performance requirements.
While contact angle provides an accessible, quantifiable measure of surface condition, it should be interpreted alongside process parameters such as treatment power, dwell time, and environmental control.
Coatings and adhesion
Coatings on medical devices enhance performance and safety by improving biocompatibility, reducing friction, preventing bacterial adhesion, or delivering drugs. Their success depends not just on chemistry but on how well they adhere to the device and withstand biological and mechanical stress. Hydrophilic coatings on catheters, for example, reduce friction and infection risk, while drug-eluting stents rely on firm adhesion for controlled release. Poor bonding can lead to delamination, compromising
function and safety. Because coated devices face fluids, movement, and sterilisation, evaluating contact angle helps optimise adhesion during design and quality control.
But adhesion is only part of the story. For both hydrophilic and hydrophobic coatings, wetting also governs how the device behaves in biological environments. Measuring contact angle on a coated device offers a practical, non-destructive way to assess how that coating will perform in real use.
In hydrophilic coatings, low contact angles indicate good wettability, improving blood compatibility and reducing protein or bacterial adhesion. In hydrophobic coatings, higher contact angles confirm the desired resistance to wetting, helping to repel fluids and protect the underlying surface.
Case study –hydrophilic coating performance
Hydrophilic coatings are often applied to improve the wetting and lubricity of polymer medical devices such as urinary catheters. In a Biolin Scientific study, PVC catheter substrates were dip-coated with a UV-cured hydrogel and evaluated using static water contact angle measurement. Compared with uncoated PVC, the coated samples showed a much lower contact angle, meaning that water almost completely wetted the surface.
This increase in wettability was attributed to hydrophilic functional groups within the coating, which created a stable hydration layer. The hydrated surface reduced frictional resistance during catheter use and limited bacterial colonisation by acting as a physical barrier to adhesion. Contact angle measurement quickly quantified the improvement in surface hydrophilicity and correlated it with clinically relevant benefits such as reduced trauma, infection risk, and patient discomfort.
Summary
Understanding and controlling surface wetting is essential to achieving reliable, high-quality medical device manufacturing. Whether bonding, printing, or coating, the interface between solid and liquid determines how materials interact and perform. Measuring contact angle provides quantifiable, traceable evidence of surface readiness and performance, helping you validate processes that cannot be inspected after assembly. Surface condition is often invisible — yet it drives adhesion, coating reliability, and compliance. Measuring it turns an unseen risk into a controlled parameter that underpins both product quality and patient safety.
To find out how Dyne Testing can help you manage your surface measurement needs, read the full white paper here: Why Surface Measurement Matters in Medical Device Manufacturing. Alternatively, send us your question at https://dynetesting.com/contact-us/, sales@dynetesting.com or call us at +44 1543 411460.
Plasma treatment of polymers used in medical devices activate and micro-clean the surface.
Steel Shot (High & Low Carbon)
Steel Grit
Stainless Steel Shot and Stainless Steel Grit (Cr & Cr/Ni)
Degreasing • Anodising Chemical Cleaning for MRO Chemical Etching/Milling
RDM Industrial Services Ltd
Parkfield Industrial Estate Kemp Street Middleton Manchester M24 4AA Tel: 0161 643 9333 Fax: 0161 655 3467 www.rdm.u-net.com.
Contact: Robert Horwich or Geoff Ball Spraybooths, rooms, ovens, conveyors, pretreatment, powder plant and air replacement units. To advertise
New and used vibratory finishing machines and systems from 2 litres to 4000 litres
Finishing media; Ceramic, Plastic, Wood, Steel and Maizorb
Liquid / powdered / paste compounds
Abrasive finishing wheels
Vibratory separators / sieving machines and re-meshing service
Repairs and relines
Effluent water treatment systems
Redundant machines purchased
Consultancy
Subcontracted finishing and industrial sieving services
SHARMIC FOR FAST, FRIENDLY SERVICE
Experienced Engineers After sales technical support Nationwide deliveries
Sharmic Engineering Ltd
Tel: +44 (0)1299 822135 / 878123/4/5
Email: info@sharmic.co.uk www.sharmic.co.uk
PUT QUALITY ON REPEAT
Let‘s talk about powder coating. A technology that is proven since decades and actually, it‘s just getting started with FLOWSENSE. FLOWSENSE? It‘s a software masterpiece and a bunch of small sensors that do big things: Consistent powder output from the first to the last workpiece. Reliability, measured in real time. Put quality on repeat!