
Parker Schlauchleitungen Arbeitsschritte für zweiteilige Parkrimp No-Skive Armaturen
Gemäß internationaler Normen und Richtlinien dürfen Schlauchleitungen nicht aus Komponenten gefertigt werden, die bereits in anderen Schlauchleitungen verwendet wurden. Zweiteilige Armaturen dürfen nicht mit Parkrimp-Schlauchpressen verarbeitet werden, sondern nur mit frei einstellbaren Schlauchpressen.
1.Zuschnitt

Der Schlauch wird gemäß Spezifikation auf die gewünschte Länge zugeschnitten. Die richtige Schlauchschneidemaschine schneidet senkrecht und sauber, ohne den Druckträger zu beschädigen. Je nach Schlauchtyp werden unterschiedliche Trennmesser eingesetzt:
1) Schneideblatt glatt: Für Textil- und Stahldrahtgeflechtsschlauch und Rücklaufleitungen
2) Schneideblatt verzahnt: Für Schlauch mit 4 oder 6 Spirallagen aus hochzugfestem Stahldraht
Toleranzen für Schlauchleitungen
Längentoleranz nach DIN 20066 Tabelle 6
Parker bietet Schulungen sowie Hilfe im Einzelfall!
4.Verpressen zweiteiliger Parkrimp No-Skive Armaturen
Länge der Schlauchleitung (mm) Durchmesser (mm) ≤ 25 >25 bis zu 630 +7 -3 +12 -4 über 630 bis zu 1250 +12 -4 +20
2.Reinigen nach dem Zuschnitt
Nach dem Zuschnitt wird empfohlen, den Schlauch von beiden Seiten mit Druckluft auszublasen. Hierfür empfehlen wir die Reinigungsvorrichtung TH6-7 –Ein schnelles und einfaches System
Die Vorrichtung hat 2 Kunststoffdüsen für Schläuche von size -4 (DN 6) bis size -32 (DN 51).

Der Schlauch wird gegen die Düse gedrückt. Hierdurch wird ein Ventil geöffnet , damit per Druckluft lose Partikel aus dem Schlauch geblasen werden.
3.Kennzeichnen
Nach den nationalen und internationalen Normen zur Herstellung von Hydraulikschlauchleitungen müssen diese mit den folgenden Informationen deutlich und dauerhaft gekennzeichnet sein:





–Hersteller
–Herstelldatum (Jahr und Monat)
Max. zulässiger Betriebsdruck der Schlauchleitung
5.Prüfen (optional)




Je nach Schlauchtyp und Anwendung wird der statische Prüfdruck für eine vorgegebene Zeit auf die fertige Schlauchleitung gegeben. Das Testverfahren kann mittels einer Prüfprotokolleinheit dokumentiertwerden. Der Prüfdruck bei ParkerHydraulikschlauchleitungen beträgt das Zweifache des Wertes des maximalen dynamischen Betriebsdrucks.




6.Reinigen
Prüfdrucktest
Dieser Test wird üblicherweise auf Kundenanfrage durchgeführt und erfolgt nach einem in der ISO 1402-Norm festgelegten Verfahren. Der Test sollte bei normaler Umgebungstemperatur in einem Prüfstand durchgeführt werden, wobei Wasser oder ein anderes geeignetes Medium zu verwenden ist. Die Schlauchleitung sollte zwischen 30 und 60 Sekunden unter den zweifachen Betriebsdruck der Schlauchleitung gesetzt werden. Es sollten weder Leckagen noch Druckabfall auftreten. Zusammen mit der Schlauchleitung sollte ein vollständiger Prüfbericht an den Kunden ausgehändigt werden.
Hydraulikanlagen müssen einen definierten Sauberkeitsgrad erreichen. Um dies sicher zu stellen und um auch unterschiedliche Reinheitsklassen zu erreichen, können Sie verschiedene Reinigungssysteme für die schnelle und effektive Reinigung von Schlauchleitungen einsetzen. Das TH 6-6 Reinigungsgerät spült zunächst die Schlauchleitung mit einem Reinigungs- und Korrosionsschutzmittel und bläst sie dann mit Druckluft aus. Die Trockenreinigungssysteme TH6-10-EL-7 oder TH6-10-HL-9-2 schießen ein Ultra Clean Projektil komplett durch den Schlauch. Schützen Sie zum Schluss die Schlauchleitung mit Plastikstopfen vor Verschmutzung.

Die Verbindung hydraulischer Komponenten (Schlauch und Armatur) wird vom Armaturentyp bestimmt; Pressarmatur oder Schraubarmatur. Das Verpressen ist die sicherste, schnellste und am weitesten verbreitete Methode, eine Schlauchleitung herzustellen.

Die Parker-Systeme stellen eine genaue, leckagefreie und ausreißsichere Verbindung von Schlauch und Armaturen sicher. Mit der frei einstellbaren PolyKrimp Schlauchpresse ist es durch die präzise Einstellung des Pressdurchmessers und der zuvor korrekt ausgewählten Elemente wie Schlauch, Nippel, Hülse und Backsätze möglich, zweiteilige Armaturen in einem Arbeitsgang schnell und präzise zu verpressen.
– Wählen Sie anhand der Pressmaßtabelle die geeigneten Pressbacken.
– Vor dem Verpressen von Schlauch und Armatur muss sichergestellt werden, dass Ihnen die aktuellsten Pressmaße vorliegen.
– Legen Sie die Pressbacken in die Schlauchpresse ein und stellen Sie das Pressmaß ein.
– Legen Sie die vormontierte Schlauchleitung in die Schlauchpresse und führen Sie den Pressvorgang durch.
Bitte beachten Sie die Betriebsanleitung der Schlauchpresse.
Wahl der passenden Komponenten: z.B. Nippel KCA47-15-8, Hülse 10048-8, Schlauch 421SN-8
Stellen Sie sicher, dass die Schlauchenden rechtwinklig abgeschnitten werden. Schieben Sie die Hülse vollständig über den Schlauch.
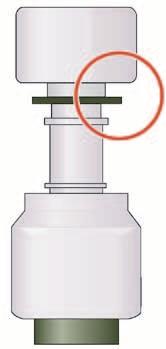
Schieben Sie den Nippel in den Schlauch bis zum Anschlag an der unteren Nut (Kunststoffring, Schulter der Armatur o. Metall-anschlag). Verwenden Sie ggf. Hoze-Oil.
Überprüfen des Pressmaßes Das Pressmaß wird in der Hülsenmitte zwischen den Press-Stegen gemessen.
Die Hülse muss am Kunststoffring oder Metallanschlag anschlagen.
Winkel einstellen
Nach dem Verpressen muss die Hülse genau in der Nut des Nippels sitzen.
Der Verdrehwinkel einer Schlauchleitung wird nur angegeben, wenn zwei Bogenarmaturen verdreht zueinander montiert werden. Der Winkel muss immer im Uhrzeigersinn – gesehen von der hinteren Bogenarmatur auf die vordere – angegeben werden. Bitte berücksichtigen Sie die natürliche Biegung des Schlauches.