Aranda Editora - Ano 28 - N o - 299 - Out/Nov 2025
Aranda Editora - Ano 28 - N o - 299 - Out/Nov 2025
www.arandanet.com.br/revista/pi
A atribuição de créditos de carbono em favor das empresas que utilizam resinas recicladas A atribuição de créditos de carbono em favor das empresas que utilizam resinas recicladas
Método torna possível a análise da qualidade dos materiais durante a injeção e extrusão
Método torna possível a análise da qualidade dos materiais a injeção e extrusão
www.arandanet.com.br/revista/pi
Desafios da atribuição dos créditos de carbono no processamento de resinas recicladas
O uso de resinas recicladas pós-industriais ou pós-consumo leva ao aumento da eficiência dos materiais, reduzindo a demanda por matérias-primas virgens. Essa decisão implica a alocação de créditos e contabilização de impactos favoráveis ao negócio de reciclagem.
SUSTENTABILIDADE PÁG . 14
Resinas recicladas
Conheça a oferta de resinas recicladas, em um guia organizado conforme diferentes características que devem ser observadas na aquisição desse insumo.
GUIA IPÁG . 22
Análise de resinas recicladas durante a injeção e extrusão
A contaminação presente em materiais reciclados pode causar danos às injetoras e às extrusoras, além de defeitos nos produtos fabricados. Isso pode ser evitado pelo controle direto da qualidade das resinas durante a sua transformação.
QUALIDADE PÁG . 26
PLA e lignina, uma combinação que melhora as propriedades dos materiais de
base biológica
A lignina é uma matéria-prima versátil e está amplamente disponível, presente em vários fluxos de resíduos. Entretanto, ela só é adequada até certo ponto para o uso como carga em formulações de poli(ácido láctico) (PLA), e isso exige combinações bastante específicas.
BIOPLÁSTICOS PÁG . 32
Os fornecedores de bombas de vácuo
Conheça as empresas que fornecem bombas de vácuo, essenciais ao funcionamento de equipamentos auxiliares à transformação de plásticos, tais como alimentadores e transportadores, entre tantos outros.
GUIA IIPÁG . 36
e curtas6
plástico na embalagem42
-Grânulos de resina plástica. Imagem: Andika Nur/Shutterstock
Layout de Alvaro Luiz Alves Piola e Pedro Franco de Moraes.
As opiniões expressas nos artigos assinados não são necessariamente as adotadas por Plástico Industrial, podendo mesmo ser contrárias a estas.
O chamado “decreto dos plásticos” se soma aos esforços da cadeia de reciclagem na promoção da sustentabilidade na indústria de transformação.
mercado de resinas recicladas tem sofrido os revezes da superoferta mundial de commodities que está comprometendo ou retardando projetos de economia circular. Fundamentado nas leis de mercado, o setor enfrenta uma batalha para se firmar como alternativa robusta de abastecimento de insumos para a indústria de transformação, valendo-se de políticas públicas para crescer de maneira sustentável.
Nesse sentido, é mais que bem-vinda a publicação do decreto que institui o Sistema de Logística Reversa de Embalagens de Plástico (veja matéria na página 38). Ao fixar metas progressivas que chegam a 40% de conteúdo reciclado em 2040, o instrumento cria um ambiente regulatório para o desenvolvimento de tecnologia, apoio logístico e competitividade em toda a cadeia.
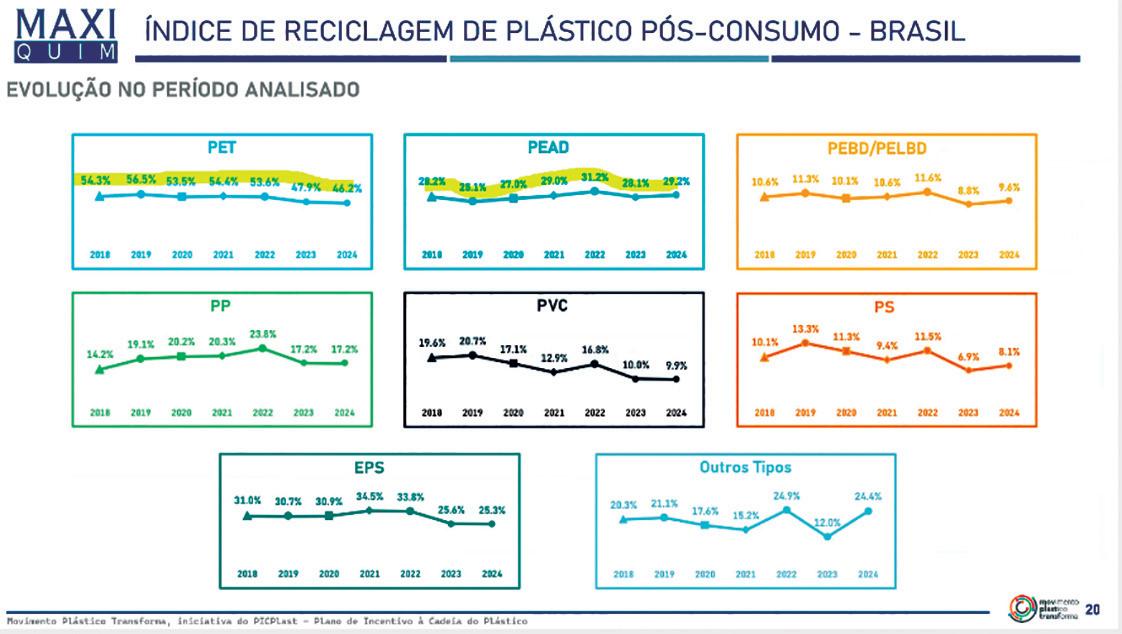
A pesquisa mais recente do Movimento Plástico Transforma, com base nos dados de 2024 (página 40), mostra que os índices de reciclagem de material pós-consumo já caminham nessa direção, pelo alinhamento dos elos da cadeia com as metas do decreto, antes mesmo que elas fossem estabelecidas: o PET já ostenta um índice de 46% de reciclagem, seguido pelo PEAD, com 29,2%; EPS com 25,3% e PP com 17,2%.
O estímulo normativo somado ao desenvolvimento tecnológico amparado no rigor no preparo de novas formulações – assunto da coluna Normas desta edição (página 44) – pode acelerar a chegada ao mercado de reciclados com um novo patamar de qualidade. Para isso, eventos como o 6º Recy-Plastech, que acontece em novembro e tem o apoio da Plástico Industrial, são fundamentais por promoverem o livre acesso à informação e ao debate sobre novas tecnologias.
O atual guia de resinas recicladas, publicado nesta edição a partir da página 22, também contribui com dados relevantes para os profissionais que especificam resinas plásticas. A partir dele é possível fazer uma pré-triagem e poupar tempo na busca por novos fornecedores.
Todos esses esforços somados ao novo ambiente regulatório tendem a promover avanços competitivos efetivos que consolidarão o setor de resinas recicladas como pilar de sustentabilidade na indústria de transformação de plásticos.
Hellen Corina de Oliveira e Souza – Editora hellen.souza@arandaeditora.com.br
ARANDA EDITORA TÉCNICA CULTURAL LTDA.
Diretores: Edgard Laureano da Cunha Jr., José Roberto Gonçalves e José Rubens Alves de Souza (in memoriam )
REDAÇÃO :
Diretora de redação: Hellen Corina de Oliveira e Souza
Editor técnico: Antonio Augusto Gorni
Redator: Adalberto Rezende (MTb 78.879)
Jornalista responsável : Hellen Corina de Oliveira e Souza (MTb 21.799)
SECRETÁRIA DE REDAÇÃO E PESQUISA : Milena Venceslau
PUBLICIDADE
Gerente comercial: José Rober to Gonçalves
São Paulo e Rio de Janeiro
Luci Sidaui – Cel. n (11) 98486-6198, luci@arandaeditora.com.br
Dora Bandelli - Cel. n (11) 95327-6608, dora.bandelli@arandaeditora.com.br
Ariane Ribeiro - Cel. n (11) 99101-5045, ariane.ribeiro@arandaeditora.com.br
Paraná e Santa Catarina Romildo Batista
Rua Carlos Dietzsch, 541, cj 204E – 80330-000 – Curitiba (PR) Tel. (41) 3501-2489/3209-7500, Cel. n (41) 9728-3060, romildoparana@gmail.com
Rio Grande do Sul Maria José da Silva Tel. (11) 2157-0291, Cel. n (11) 98179-9661 e-mail: maria.jose@arandaeditora.com.br
INTERNATIONAL ADVERTISING SALES REPRESENTATIVES
China: Mr. Weng Jie – Hangzhou Oversea Adv Ltd 596 Tiyuchang Rd., Hangzhou, Zhejiang 310007, China Tel.: (+86 571) 87063843, jweng@foxmail.com, wj@hz.cn
Germany: IMP InterMediaPro e K. – Mr. Sven Anacker Starenstrasse 94 46D – 42389 Wuppertal Tel.: (+49 202) 373294 11 , sa@intermediapro.de
Italy: QUAINI Pubblicità – Ms. Graziella Quaini Via Meloria 7, 20148 Milan Tel.: (+39 2) 39216180, grquaini@tin.it
Japan: Echo Japan Corporation – Mr. Ted Asoshina Grande Maison Room 303, 2-2, Kudan-kita 1-chome, Chiyoda-ku, Tokyo 102-0073, Japan Tel.: (+81 3) 3263-5065, e-mail: aso@echo-japan.co.jp
Korea: JES Media International – Mr. Young-Seoh Chinn 2nd fl, Ana Blsdg, 257-1 Myungli-Dong, Kangdong-Gu, Seoul 134-070, Tel.: (+82 2) 481-3411, jesmedia@unitel.co.kr
Switzerland: Mr. Rico Dormann, Media Consultant Marketing Moosstrasse 7, CH-8803 Rüschlikon
Taiwan: WORLDWIDE Services Co. Ltd. – Mr. Robert Yu 11F-B, Nº - 540, Sec. 1, Wen Hsin Road, Taichung Tel.: (+886 4) 2325-1784, global@acw.com.tw
UK: Robert G Horsfield International Publishers – Mr. Edward J. Kania Daisy Bank, Chinley, Hig Peaks, Derbyshire SK23 6DA Tel.: (+44 1663) 750-242, Cel.: (+44 7974) 168188 – ekania@btopenworld.com
ADMINISTRAÇÃO: Diretor administrativo : Edgard Laureano da Cunha Jr.
CIRCULAÇÃO: São Paulo : Clayton Santos Delfino - Tel.: (11) 3824-5300
ASSISTENTES DE PRODUÇÃO: Vanessa Cristina da Silva e Talita Silva
PROJETO VISUAL GRÁFICO, DIAGRAMAÇÃO E EDITORAÇÃO ELETRÔNICA
Estúdio AP
SERVIÇOS:
Impressão : Ipsis Gráfica e Editora S/A Distribuição: ACF - Ribeiro de Lima
PLÁSTICO INDUSTRIAL , revista brasileira sobre o processamento de materiais plásticos, é uma publicação mensal de Aranda Editora Técnica Cultural Ltda.
É enviada mensalmente a 12.000 pessoas-chave de empresas de transformação e processamento de materiais plásticos, fabricantes e importadores de máquinas, equipamentos e matéria-prima para a indústria do plástico e também para usuários de peças e produtos plásticos em todo o Brasil e demais países do Mercosul. ISSN 1808-3528
Redação, Publicidade, Administração, Circulação e Correspondência: Alameda Olga, 315, 01155-900, São Paulo (SP), Brasil. Tel.: + 55 (11) 3824-5300 info@arandanet.com.br – www.arandanet.com.br
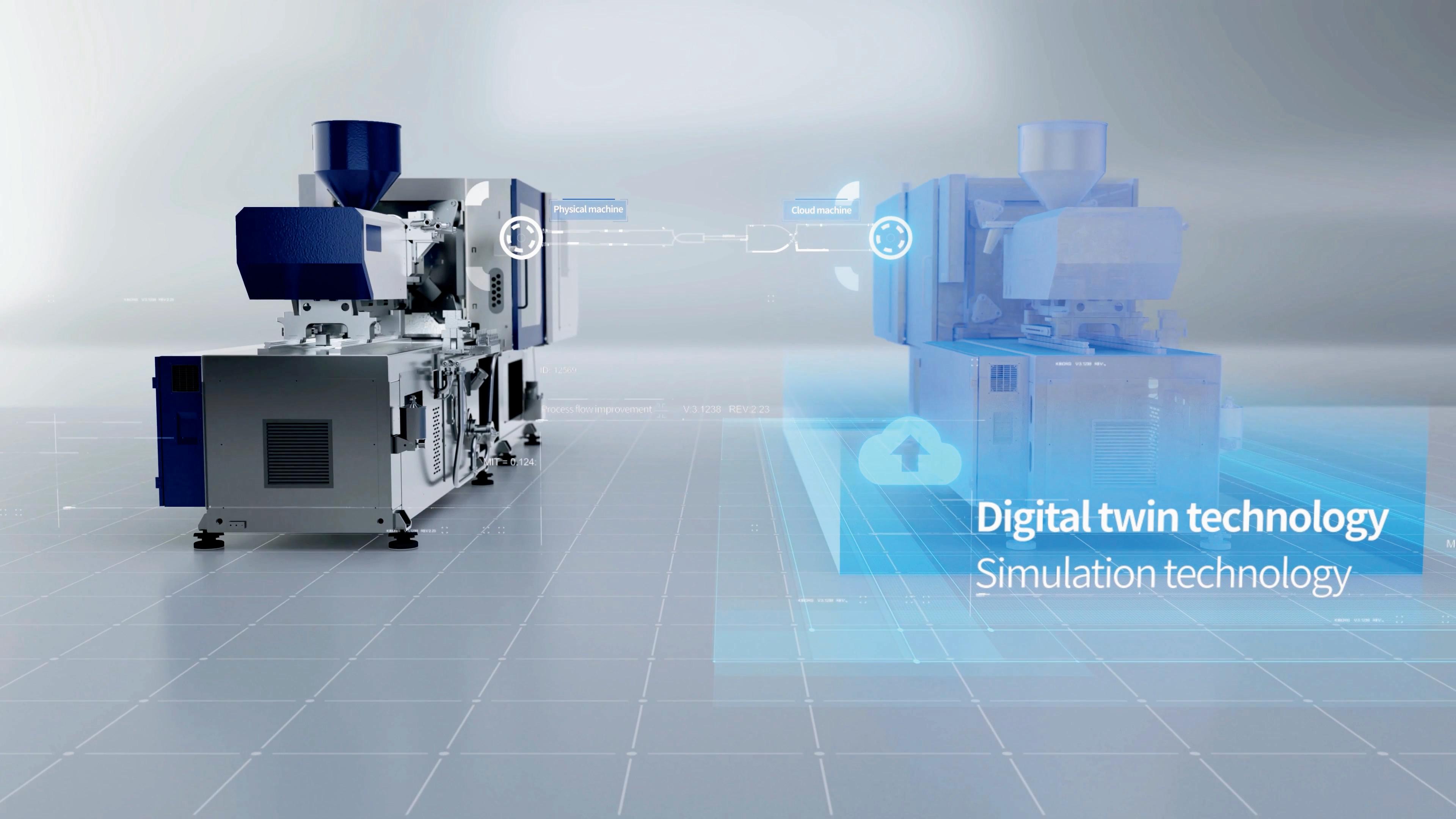
IMM para o futuro
Novos desenvolvimentos e inovações de produtos são estritamente baseados nos requisitos do cliente no respectivo contexto de uso, sem custos adicionais.
A mais recente inovação é nova quinta geração de tecnologia: melhoria contínua de qualidade e eficiência, inteligência digital e soluções sustentáveis.
TECHNOLOGY TO THE POINT
fabricante de máquinas sopradoras
Multipet está expandindo as suas instalações produtivas na cidade de Toledo (PR). A empresa, que desde 2021 vem investindo na ampliação da oferta de modelos de sopradoras para poli (tereftalato de etileno) (PET), quase triplicou a sua capacidade de entrega nos últimos três anos, passando de 20 a 25 máquinas/ano para uma média de 60 a 70 unidades.
São fabricados na planta de Toledo modelos totalmente elétricos que atendem a diferentes capacidades produtivas. O mais recente lançamento é o ESA 2 SE, um equipamento compacto que atende empresas de pequeno e médio portes, com capacidade de produção de até 4 mil garrafas de 500 ml por hora, mas com capacidade para moldar frascos de até 3.000 ml.
No entanto, o maquinário mais produtivo e com maior volume de vendas é o da linha VBlow, disponível nas versões 1 e 2. O VBlow2, com moldes de oito cavidades, produz até 18 mil garrafas de 500 ml por hora. Todos os modelos são fornecidos com sistemas de automação e software desenvolvidos pela Multipet, incluindo um módulo para monitoramento remoto, usado na avaliação à
úlia Daneluz, estudante de doutorado do Programa de Pós-Graduação em Engenharia de Processos e Tecnologias (PGEPROTEC) da Universidade de Caxias do Sul (UCS), desenvolveu uma pesquisa que levou à obtenção de um polímero
distância de eventuais problemas. “Executar esse diagnóstico antes do envio de um técnico economiza recursos que seriam gastos com traslado, estadia e hora técnica, e às vezes o problema pode até mesmo ser resolvido remotamente”, informou Felipe Morales Moss, analista de marketing da Multipet. A empresa atualmente fornece para o Brasil inteiro e tem planos de expansão do atendimento aos demais países da América Latina, passando ao largo das atuais dificuldades impostas pelo cenário internacional. “Espe cialmente este ano notamos aumento da demanda por sopradoras para atender o setor de água mineral, em parte movido pela tendência de cuidados com a saúde e bemestar”, explicou Felipe. Além de terem recursos digitais, as sopradoras da Multipet são adap táveis a linhas completas de produção que incluem operações subsequentes de lavagem e envase. São fornecidas com moldes de alumínio confeccionados pela própria empresa, que conta com um parque de 25 máquinas CNC para usinagem de componentes e de ferramental. Uma equipe de design própria desenvolve projetos e valida a sua funcionalidade por meio de protótipos impressos em 3D.
Multipet Multipet - www.multipetsopradoras.com.br
biodegradável com resistência aumentada em relação a similares disponíveis comercialmente.
O material tem sido objeto de pesquisa em laboratório há cerca de dois anos e é composto por ágar, um derivado de algas
marinhas. Para ganhar a resistência apresentada pelos produtos que derivam da nafta, o bioplástico foi acrescido de nanoplaquetas de grafeno, resultando em um composto que já é objeto de registro de patente. Júlia explicou que a intenção é direcionar o produto para o armaze-
Detalheinternodeumadasmáquinasda linha ESA.
Imagem: Multipet
namento de alimentos. Os testes realizados apontam um bom desempenho para esta finalidade, pois ele garante proteção contra umidade e microrganismos. “É muito gratificante quando a nossa profissão e a ciência que a gente faz todos os dias têm um alcance tão grande, um impacto tão importante no mundo e, consequentemente, nas pessoas”, comentou a estudante, que tem como orientadores os professores Camila Baldasso e Wendel Paulo Silvestre.
A docente revelou que os testes comprovaram os benefícios
do novo material para o meio ambiente: “O polímero de ágar se decompõe no solo entre 40 e 50 dias, enquanto o material derivado de petróleo tem um tempo de decomposição indeterminada, que ultrapassa 100 anos”, afirmou.
Os biopolímeros podem ser desenvolvidos com materiais de decomposição mais rápida, a exemplo de cascas de laranja, amido de milho, de batata, soro de leite e quitosana. O composto desenvolvido na UCS será o primeiro à base de ágar do mercado.
CTN Tecnologia CNC (Contagem, MG) desenvolveu o sistema I-MD Plus, que permite que máquinas industriais se comuniquem entre si, proporcionando aos operadores recursos que vão desde a programação de comandos para execução de tarefas até a transmissão de dados provenientes da fabricação.
O sistema Wi-Fi I-MD Plus, que possui homologação da Anatel e certificação europeia, opera a partir de dispositivos que podem ser conectados a redes digitais industriais internas e externas, conforme o tipo de demanda dos clientes.
Cristiano Octávio, diretor da CTN Tecnologia CNC, conversou com a reportagem da Plástico Industrial e contou que o sistema já é utilizado em linhas de fabricação por usina-
gem e pode ser adaptado a outras máquinas, como injetoras para plásticos.
O executivo comentou que o sistema foi aprimorado e os novos recursos permitem o cruzamento de informações obtidas a partir da realização de processos combinados de fabricação, manutenção remota, rastreamento da produção e integração com sistemas MES (Manufacturing Execution System, ou sistema de gerenciamento de processos produtivos, em tradução livre).
Imagem: Divulgação
“Eu conto com os clientes para me fornecer informações que são úteis no que se refere ao melhoramento do sistema IMD Plus. Graças à colaboração deles, é possível saber quais são suas demandas atuais, e também prever demandas futuras, dependendo de cada caso e do tipo de aplicação requerida”. Mais informações podem ser obtidas pelo telefone (31) 9.9227-9321 e pelo e-mail: cristiano@tecnologiacnc.com.
NOTÍCIAS
Eins (São Paulo, SP), divisão de garras robóticas da fabricante japonesa de robôs Star Seiki, lançou o sétimo volume do seu catálogo de garras robóticas, acrescentando uma série de acessórios desenvolvidos para adequar os sistemas de fixação a cada tipo de peça a ser manipulada na indústria de plásticos.
São descritos na publicação mais de 1.500 itens desenvolvidos para melhorar os processos de automação, sendo 800 disponíveis para pronta entrega no mercado
brasileiro. Com eles podem ser desenvolvidos projetos individualizados de extração por sucção das peças moldadas em injetoras, as quais podem ter características específicas como rugosidade, textura, dimensões, entre outras.
Para a manipulação de peças com altos requisitos de acabamento, por exemplo, está dis ponível uma linha de ventosas, que empregam um mecanismo de sopro e sucção do ar que forma um “ciclone” capaz de atrair e movimentar as peças sem contato direto e, portanto, sem risco de ocorrência de marcas. Um sistema que agarra as peças entre nervuras é outro exemplo de desenvolvimento personalizado conforme a geometria do componente a ser movimentado.
de alimentação e engates rápidos para as garras completam os itens do novo catálogo, que foi apresentado durante um workshop realizado no final de setembro na sede da Eins, em São Paulo (SP). Ao final do evento, os participantes foram convidados a montar as garras usando os componentes apresentados (foto).
Após o workshop de lançamento do novo catálogo,participantesforamconvidadosa montargarrasrobóticas.
Tederic (China) lançou durante a feira K três sistemas avançados de moldagem por injeção, voltados à fabricação nos setores de embalagens, automotivo e logística. As novidades da empresa, que tem filial em São
Telas, tecidos, insertos e demais itens que precisam ser incorporados às peças já no processo de injeção também podem ser manipulados de forma precisa com a combinação das centenas de itens disponíveis.
Sensores de contato, sistemas automáticos para corte de canais
Paulo (SP), incluem o lançamento global da linha Innova (foto na página 10) e duas máquinas da série NEO de última geração. A série incorpora acionamento híbrido eletro-hidráulico, favorecendo aplicações em embalagens devido à eficiência produtiva e eficiência energética. Com velocidade de injeção de até 700 mm/s, possui estrutu-
O passo a passo da montagem das garras também consta do novo catálogo, que descreve itens compatíveis com todos os modelos de robôs comercializados no Brasil. Ele está disponível em versão on-line, que pode ser baixada no link https:// www.eins1.com.br/downloads, e também física, que pode ser solicitada à equipe de vendas da Eins.
Eins Eins - www.eins1.com.br
ra mecânica reforçada, concebida para garantir desempenho estável e prolongar a vida útil da máquina e do molde. O sistema de plastificação foi aprimorado com desenho específico de rosca para maior rendimento de produção e qualidade do fundido. Durante uma demonstração ao vivo, um modelo da Innova, com força de
fechamento de 250 toneladas, produziu tampas de frascos em PEAD, operando com ciclos de 2,9 segundos para peças de 1,25 g, em um molde de 24 cavidades construído pela Z-Moulds.
Já as máquinas da linha NEO se destacaram pelos critérios de precisão e qualidade requisitados pelos mercados automotivo e de embalagens logísticas. O modelo NEO M1420v apre-
os dias 10 e 12 de novembro de 2025 será realizada das 18:30h às 20:30h a 4a edição do curso “Petroquímica gerando valor”, que terá formato on-line. O curso será ministrado por Flávio Silva, sócio-diretor da Ohxide Consultoria (Rio de Janeiro, RJ e Paulínia, SP).
A programação do curso será composta por aulas sobre a estrutura mundial e a cadeia de valor do setor petroquímico, e contará também com sessões voltadas para as aplicações de plásticos e bioplásticos. Além desses temas, será discutida a dinâmica atual do mercado internacional e nacio-
Imagem: Tederic
senta mesa rotativa vertical, dois conjuntos de injeção paralelos e integração de robô industrial, empregando processos
MultiMold e SpinSure-V para produção de painéis plásticos usados em exteriores automotivos. Já o NEO H1100ultraX, baseado em tecnologia de acumulador de alta velocidade, realiza a moldagem de baldes de PP de 14 litros, com ciclo a seco de 3,58 segundos e capacidade de plastificação superior em 30% em relação a modelos anteriores.
T T Tederic ederic ederic - https://br.tedericglobal.com
nal, a precificação no mercado brasileiro e os desafios do setor de transformação de resinas. As inscrições podem ser feitas em https://docs.google.com/ forms/d/e/1FAIpQLSdy MYJYC0s1-lIy-Ksxnmn 0Le6R2BsnGAZZMDyp4n DpIytXoQ/viewform.
Mais informações podem ser obtidas pelo telefone (21) 9.7675-6058 e pelo e-mail: ohxide@ohxide.com.br. www.ohxide.com
oi lançada pela Afinko uma série de cursos on-line que será a versão EAD de treinamentos presenciais já ministrados pela instituição
em sua sede localizada na cidade de São Carlos (SP).
A duração dos cursos on-line é diferente da dos treinamentos presenciais. O curso
“Análise de falhas de peças poliméricas”, por exemplo, terá duração de 5 horas no formato on-line e de 7 horas no presencial, assim como o curso
“Análises térmicas de polímeros (DSC e TGA)”, cuja duração será de 3 horas e 30 minutos no formato EAD e de 5 horas no presencial.
A programação dos cursos presenciais que terão início em 2026 será composta por treinamentos sobre análise de falhas em peças poliméricas, caracterização mecânica de polímeros, análises térmicas de polímeros e análises químicas.
As datas de início desses cursos presenciais são 8 de abril, 15 de julho, 21 de outubro e 11 de novembro de 2026, respectivamente.
Mais informações podem ser obtidas pelo telefone (16) 9.9791-1027 e pelo e-mail: contato@afinkopolimeros.com.br
m 5 de dezembro deste ano acontecerá o 1º Workshop de Manutenção na Escola LF (São Paulo, SP), evento que terá uma programação voltada para a manutenção de injetoras, extrusoras, máquinas sopradoras e moldes, além de outros equipamentos e sistemas utilizados na transformação de resinas.
Com início previsto para às 10 horas e término às 20 horas, o workshop também contará com apresentações de especialistas do setor de plásticos, nas quais serão abordados temas como a manutenção de câmaras quentes, boas práticas em processos de troca de cor em cilindros, inspeção de sistemas robóticos presentes em parques fabris, redução do tempo de setup de equipamentos industriais e otimização de processos produtivos.
Os participantes poderão saber mais sobre tecnologias para o melhoramento do desem-
penho de trocadores de calor, recuperação de roscas e cilindros de máquinas usadas na fabricação de peças plásticas. As palestras programadas para o evento incluirão ainda temas relacionados à manutenção e retrofitting de CLPs, além de eficiência energética em processos que envolvem o uso de sistemas de aquecimento de cilindros.
As inscrições podem ser feitas pelo site e mais informações poderão ser obtidas pelo telefone (11) 9.4064-3383. www.escolalf.com.br
Faculdade de Tecnologia SENAI Roberto Mange, situada em Campinas (SP), passou a ministrar o curso de pós-graduação “Projeto de moldes para injeção de termoplásticos”, que tem formato presencial e duração de 360 horas.
A criação e a execução de projetos de moldes utilizando softwares para modelamento e
simulação de processos são os temas centrais do curso, o qual também inclui em sua grade curricular aulas sobre o modelamento sólido tridimensional e modelamento de superfícies.
Os alunos também participarão de aulas sobre a manufatura de superfícies complexas, montagem de conjuntos, metodologia científica e desenvolvimento de ferramentas para injeção de termoplásticos.
O SENAI Roberto Mange fica na Rua Pastor Cícero Canuto de Lima, 71, Vila Rialto Campinas (SP). 13036-210.
SENAI SENAI SENAI SENAI- www.sp.senai.br/cursos
PGPM – Consultoria de Processos Industriais –, empresa especializada em treinamento em processos de sopro situada em Taubaté (SP), intensificou os módulos dos cursos que oferece e que são realizados nas plantas industriais dos clientes.
A grade curricular dos treinamentos em sopro é composta por aulas sobre a fabricação de garrafas de poli(tereftalato de etileno) (PET) por injeção e sopro, qualidade de preformas, as propriedades desse material e também
curiosidades. Os alunos terão acesso a informações sobre a secagem das resinas, ciclo quente e frio, variáveis externas do processo de sopro e variáveis no processo de aquecimento, entre outro temas. Mais informações podem ser obtidas pelo telefone (12) 9.9710-5959 e pelo e-mail pericles.mineiro@pgpm.com.br. www.pgpm.com.br/
Acompanhe os acontecimentos do setor na seção Notícias do portal da Plástico Industrial:
Dependendo do tipo de plástico e da proporção de material reciclado, a pegada de carbono de um produto pode ser reduzida em até 90%, de acordo com a literatura. Esses números são impressionantes, mas quão realistas eles são? Quais condições os balanços de CO 2 devem atender para isso? A reciclagem de resíduos pós-industriais ou pós-consumo leva ao aumento da eficiência dos materiais, reduzindo a demanda de matérias-primas virgens na fabricação de produtos. Esta utilização de reciclados exige a alocação de créditos e contabilização de impactos.
J. Tinz, U. Hinzpeter e L. Wüller
Quanto a pegada de carbono de um produto (Product Carbon Footprint, PCF) pode ser reduzida pelo uso de resinas regranuladas ou de materiais reciclados em geral? A resposta a esta pergunta pode não parecer simples, mas a indústria de plásticos vai se deparar cada vez mais com essa questão no futuro. Dado o foco
Jan Tinz (tinz@kunststoff-institut.de) é responsável pelo Serviço de Contabilização de CO2 no Instituto de Plásticos de Lüdenscheid (Kunststoff-Institut Lüdenscheid) desde 2022. Udo Hinzpeter (hinzpeter@kunststoff-institut.de) administra o Instituto de Pesquisas sobre Plásticos de Lündscheid para Empresas de Médio Porte (Kunststoffe-Institut Lüdenscheid für die mittelständische Wirtschaft –Forschungs GmbH, KIMW), uma organização sem fins lucrativos, situada em Lüdenscheid, Alemanha. Ludger Wüller (wueller@kunststoff-institut.de) é responsável pela área de sustentabilidade no Instituto de Plásticos de Lüdenscheid (Kunststoff-Institut Lüdenscheid). Este artigo foi publicado originalmente na edição de fevereiro de 2024 da revista alemã Kunststoffe. Copyright by Carl Hanser Verlag. Direitos para o português adquiridos por Plástico Industrial. Tradução e adaptação de Antonio Augusto Gorni.
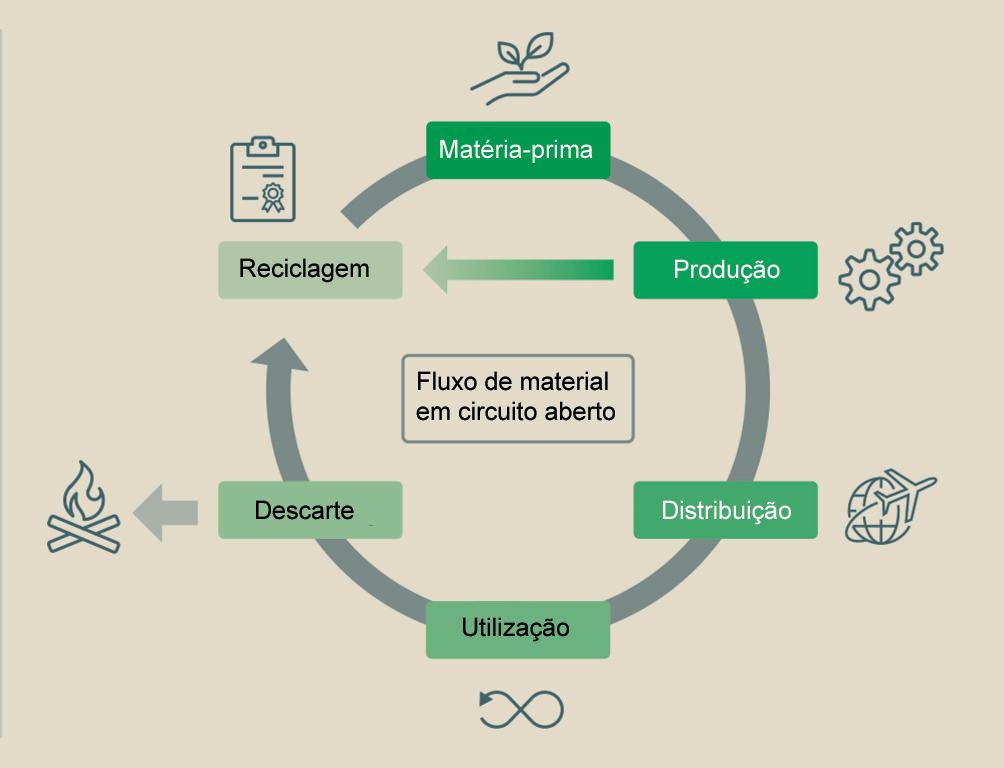
cada vez mais concentrado em sustentabilidade e em menores emissões de CO2, a questão da pegada de carbono está se tornando cada vez mais relevante no desenvolvimento de produtos. A integração de materiais reciclados é crucial para a implementação de sistemas circulares abertos. Mas como os impactos ambientais ao longo do fluxo de materiais podem ser distribuídos de forma justa entre os diferentes produtos em uma economia circular? O Instituto de Pesquisas sobre Plásticos de Lündscheid para Empresas de Médio Porte (KunststoffeInstitut Lüdenscheid für die mittelständische Wirtschaft – Forschungs GmbH, KIMW), na Alemanha, investigou esta questão de forma mais detalhada (fig. 1).
O uso de materiais reciclados levanta a questão sobre como os impactos ambientais da extração de matérias-primas e da reciclagem podem ser distribuídos entre diferentes produtos em uma economia circular. Uma possibilidade para obter a resposta a essa pergunta está na determinação da pegada de carbono,
a qual avalia os impactos ecológicos de um sistema de produtos sobre as mudanças climáticas na forma de unidades equivalentes de CO2. Essas representam o potencial de aquecimento global determinado em relação a uma quantidade correspondente de CO2.
Para realizar comparações precisas entre diferentes produtos é necessário capturar os processos fundamentais e seus fluxos de energia e materiais dentro de um sistema de produtos, desde a extração da matéria-prima até os produtos intermediários e a reciclagem. Os impactos nos sistemas de produtos a jusante são complexos e exigem uma compreensão profunda dos desafios da alocação em circuitos abertos de reciclagem. O método de alocação escolhido determina, de forma precisa, a pegada de carbono do produto resultante.
também devem atender aos requisitos de segurança, qualidade e processo. Entretanto, a aplicação da Fórmula da Pegada Circular levanta outras questões:
A reciclagem de, por exemplo, resíduos industriais ou produtos após sua vida útil, leva ao aumento da eficiência dos materiais, reduzindo a demanda de matérias-primas virgens na fabricação subsequente de produtos por meio do uso dos chamados materiais reciclados. A utilização de materiais reciclados exige a alocação de créditos e impactos, uma vez que o mesmo material é processado em vários produtos.
Uma solução é oferecida pela Fórmula da Pegada Circular Ambiental para Produtos, instituída pela Comissão Europeia(2), a qual integra todos os cenários de fim de vida útil em uma única fórmula de cálculo. A pior qualidade do material reciclado em comparação ao virgem também é considerada, visto que produtos feitos com materiais reciclados
• Qual a influência de diferentes frações de reciclagem e históricos de processamento?
• Qual o impacto do valor adotado de fator de alocação sobre a pegada de carbono do produto?
• Como as propriedades dos materiais mudam devido à repetição de seu processamento e reciclagem?
• Qual método é mais adequado para a moldagem por injeção?
Um exemplo simplificado ilustrará essas relações. Os resultados podem
fornecer melhores percepções sobre como diferentes métodos de alocação influenciam a pegada de carbono, servindo como referência para futuras decisões sobre a avaliação do ciclo de vida e o desenvolvimento de estratégias de produção sustentáveis.
A distribuição equitativa dos impactos não é trivial
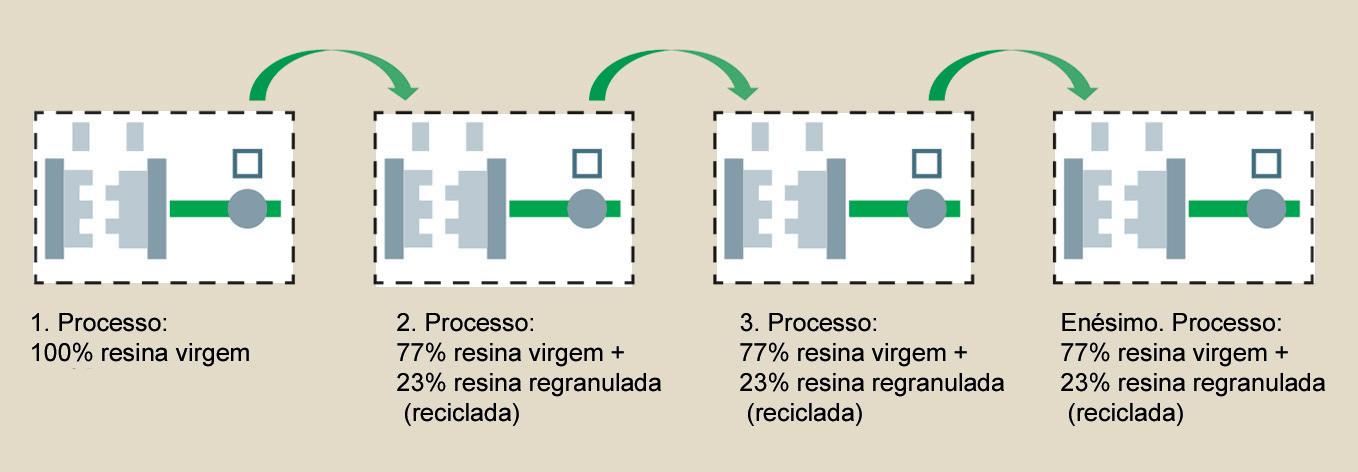
No caso de um molde com quatro cavidades e distribuidor secundário frio (sem aquecimento), a porcentagem de desperdício decorrente do sistema de alimentação é estimada em 23%, com base no peso injetado de 320 g de ABS. A quantidade total de canais de alimentação descartados pode ser regranulada diretamente na própria injetora e reintroduzida nos ciclos de injeção, desde uma segunda até a enésima linha de produção. Um estudo preliminar constatou a consistência da qualidade dos componentes, apesar do aumento da proporção de resina regranulada. Além disso, é conhecido o consumo de energia dos meios de produção usados na fabricação dos componentes, como injetora, dispositivos para controle de temperatura e moinhos de granulação auxiliares.
Usando este exemplo simplificado, será examinado agora o problema sobre
como os impactos decorrentes da produção da matéria-prima e da granulação dos resíduos dos canais de injeção podem ser distribuídos “equitativamente” entre os produtos resultantes. Para ilustrar esse problema de distribuição, designado como alocação, o mesmo material passa subsequentemente, de forma proporcional, por vários sistemas de produtos, pelos processos de fabricação mencionados. Na maioria dos casos práticos, uma distribuição objetiva e equitativa dos impactos não é trivial, visto que o objetivo é obter o menor valor possível de pegada de carbono para cada produto, dentro das normas e diretrizes aplicáveis.
Foram desenvolvidas abordagens diferentes para atribuir os impactos provenientes das demandas de material e reciclagem, de acordo com vários métodos de alocação. Neste exemplo, um “novo” produto é parcialmente criado pelo uso de resina regranulada. Cria-se um ciclo aberto neste contexto, também conhecido como “open loop”, uma vez que parte do fluxo de material de um processo anterior é posteriormente reutilizada na forma de material granulado.
Para tanto, serão abordados os princípios básicos de três métodos de alocação diferentes (100:0, 50:50 e 0:100), usando o exemplo aqui mostrado. A Fórmula da Pegada Circular é usada para ilustrar como os diferentes métodos de alocação afetam a pegada de carbono do produto (fig. 3).
Crédito para o sistema fornecedor: alocação de 100:0 (corte)
A alocação de 100:0 estabelece um limite de sistema entre os processos de fornecimento e recepção, aqui: |P1| → |P2| → |Pn|. Isso significa que cada sistema é diretamente creditado pelo impacto que causa. Com base no presente exemplo, o primeiro processo considera 100% de material virgem como fluxo de material, juntamente com a energia necessária para o processo de moldagem por injeção (máquina, controle de temperatura, moinho granulador etc.) e o subsequente descarte dos componentes produzidos no primeiro processo em seu fim de vida útil “imaginário”. No segundo processo, 77% do fluxo de material é considerado como sendo de resina virgem. O trabalho de reciclagem corresponde ao fluxo de 23% de resina regranulada. Além disso, como no caso anterior, considerou-se a energia do processo e o descarte dos componentes produzidos no segundo processo. No enésimo (ou seja, último processo), os fluxos de material para obtenção de matéria-prima e a energia consumida pelo processo durante a produção permanecem os mesmos. Em comparação ao processo anterior (n-1), agora são incluídas no descarte as porções dos canais de alimentação, além dos componentes.
Com alocação de 100:0, o primeiro processo arca integralmente com as emissões resultantes da fabricação do novo produto. Todos os processos subsequentes se beneficiam do uso
do material reciclado e da redução de emissões a ele associada, devido à economia de material virgem. Portanto, o método de corte favorece o processamento de material reciclado, desde que a produção e, consequentemente, o uso de novo material causem impactos ambientais maiores do que o processo de reciclagem. Na maioria dos casos, isso promove o uso de material reciclado em vários ciclos de vida do produto, apoiando a transformação de cadeias de produção lineares em direção a uma economia circular mais amigável do ponto de vista ecológico.
Distribuição equitativa entre os sistemas fornecedor e receptor: alocação 50:50
Em contraste com a alocação 100:0, o método 50:50 credita o
primeiro processo com 50% das emissões suprimidas pelo uso de resina regranulada no segundo processo. Isso significa que a pegada de carbono do produto no primeiro processo, ao se assumir o método 50:50, é menor do que o obtido na alocação 100:0 mencionada anteriormente. Entretanto, os dois produtos também compartilham igualmente os impactos do processo de reciclagem. No enésimo processo as emissões suprimidas pelo uso da resina regranulada também são creditadas em 50% ao fluxo correspondente de material. Aqui também, o último produto no circuito aberto é responsável pelo descarte de todo o fluxo de material do produto e dos canais de injeção.
O método 50:50 permite uma visão holística e baseada no impacto do ciclo de vida do produto, considerando tanto o processo de reciclagem da
matéria-prima secundária usada quanto a sua transformação no processo subsequente de fabricação. Essa abordagem é ideal quando há um equilíbrio entre oferta e demanda por material reciclado e é considerada justa, porque os sistemas de fornecimento e de recepção são beneficiados ou prejudicados de maneira igual.
Crédito para o sistema receptor: alocação de 0:100 (fim de vida)
A alocação 0:100 assume a abordagem de redução dos impactos causados pelo uso de matériasprimas primárias pela reciclagem de materiais. Paradoxalmente, ao mesmo tempo em que isso promove a reciclagem, simultaneamente inibe o processamento de matérias-primas
Tab. 1 – Impacto da abordagem de alocação sobre o valor calculado da pegada de carbono do produto (PCF) em circuito aberto (fonte: Kunststoff-Institut Lüdenscheid).
secundárias, uma vez que, dependendo de sua qualidade, elas devem ser contabilizadas como materiais virgens. Em relação ao exemplo aqui mencionado, isso significa que os produtos do primeiro processo já se beneficiam, de forma matematicamente pura, do uso futuro do material regranulado no segundo processo. Em contraste, as emissões relativas à fabricação do novo produto são atribuídas aos produtos do enésimo processo. Além disso, o último processo constitui o descarte de componentes e canais de alimentação relativos ao enésimo processo. Como resultado dessa abordagem,
os componentes do último processo apresentam valor máximo da pegada de carbono do produto. Os componentes de todos os processos anteriores, incluindo o primeiro deles, apresentam a mesma pegada de carbono do produto, desde que seja garantida uma qualidade consistente do material regranulado.
Semelhanças entre as três abordagens
As relações e os efeitos dos métodos de alocação individuais sobre a pegada de carbono do produto mencionados anteriormente podem
ser expressos numericamente como resultado de gramas equivalentes de CO2 (CO2e). Para maior clareza, as fórmulas de cálculo não são apresentadas aqui. Ao invés disso, as variações percentuais na pegada de carbono do produto em relação ao primeiro processo de fabricação, com 100% de material virgem, foram destacadas para cada método de alocação. Isso deixa claro o forte aspecto de sustentabilidade da alocação 100:0, já que todos os produtos subsequentes que são parcialmente feitos com material reciclado recebem um menor valor da pegada de carbono (tabela 1).
Tab. 2 – Influência da abordagem de alocação em fases seletivas do ciclo de vida (fonte: Kunststoff-Institut Lüdenscheid).
Processo Fase do ciclo de vidaAlocação 100:0 [g CO2e]Alocação 50:50 [g CO2e]Alocação 0:100 [g CO2e] 1.Material366326285 Transformação727272 Descarte146146146 Somatório584544503 2.Material285285285 Transformação727272 Descarte146146146 Somatório503503503
Independentemente do método de alocação, a pegada de carbono do produto é a mesma para todos os três processos. Dependendo da abordagem de alocação que for adotada, a pegada de carbono do produto no primeiro e no último processo é significativamente reduzida ou aumentada. Além disso, todas as abordagens têm em comum o fato de que o aumento da pegada de carbono do produto no último processo, em comparação com o anterior, é sempre causado pelo descarte do produto e do canal de alimentação.
Uma análise detalhada das fases do ciclo de vida dos produtos, do primeiro ao enésimo processo, mostra que os métodos de alocação mencionados influenciam apenas a avaliação do uso do material e do descarte do fluxo de materiais (tabela 2). Entretanto, a soma de todas as emissões de todo o ciclo aberto é independente da alocação escolhida, de modo que, numa visão holística, as emissões não são adicionadas nem subtraídas devido à alocação.
Quais são as implicações práticas disso?
A aplicação do método da Pegada Ambiental (Environmental Footprint) 50:50 recomendado pela Comissão Europeia só é possível se forem
conhecidos os impactos dos processos anteriores e futuros de reciclagem sobre o material com o qual o produto é feito. Infelizmente, informações sobre processos futuros raramente estão disponíveis no momento da fabricação do produto, pois diferentes processos de reciclagem podem ser usados, especialmente no caso dos plásticos.
Assim, normalmente é aplicada a alocação 100:0, considerando apenas os impactos resultantes da reciclagem do material utilizado no início do ciclo de vida do produto. Especificamente para plásticos, a abordagem 100:0 alcança uma relação equilibrada entre os impactos da produção de matériaprima para novos produtos e o descarte do fluxo de material ao final do ciclo de vida do produto. A vantagem dessa abordagem está no fato de que os limites do sistema são claramente definidos e somente o que é processado internamente é considerado.
Com a abordagem 0:100 todos os processos se beneficiam da redução de impactos em um eventual processamento futuro de material reciclado. Entretanto, o uso da alocação 0:100 não é recomendado devido às diferenças significativas nos valores calculados da pegada de carbono. Deve-se considerar que a realidade dos circuitos de reciclagem não segue o exemplo idealizado
mencionado anteriormante, visto que a contaminação e a degradação do material, bem como os limites de sua reciclabilidade, reduzem o crédito pela recuperação de material reciclado. Ao se adotar a alocação 0:100, já ocorre aumento da pegada de CO 2 dos produtos do processo 1 devido à qualidade inferior do material regranulado para o processo 2.
Além disso, a contabilização completa de todas as emissões de gases que causam o efeito estufa só pode ser assegurada se todos os produtos dentro do ciclo aberto de reciclagem forem avaliados conforme o mesmo método de alocação. Entretanto, como as empresas normalmente operam de forma independente umas das outras e se esforçam para se posicionar da forma mais eficaz possível no mercado, visando aumentar sua competitividade, isso geralmente não pode ser garantido. Portanto, recomenda-se o uso de margens de segurança em relação aos resultados obtidos assumindo a alocação 50:50, dependendo da posição da produção própria da empresa no ciclo de reciclagem aberto.
A bibliografia referente a esse estudo pode ser encontrada em http:// www.kunststoffe.de/onlinearchiv.
Este guia traz uma relação de empresas que fornecem resinas recicladas e suprem uma importante parcela do mercado de transformação, seja como alternativa aos materiais virgens devido a variações de preços, ou para fazer frente às políticas de governança social e ambiental (ESG) das empresas consumidoras.
Air Del (11) 94795-8925
airdel@airdel.com.br
Alassia Ambiental (11) 3223-1470
contato@alassia.com.br
Alcaplas (49) 99989-7070
comercial@alcaplas.com.br
Ambiental (11) 4704-7355
contato@ambientalrecicladora.com.br
Brasil Reverso(19) 99707-6192
sgi@brasilreverso.com.br PS, PC, PE, PP
Calco Poly (11) 99894-5262 PA6, PA66, PBT, PC josimar.fazolare@gmail.com
Os dados constantes deste guia foram fornecidos pelas próprias empresas que dele participam, de um total de 166 empresas pesquisadas.
Revista Plástico Industrial, outubro-novembro de 2025.
Este e muitos outros Guias de PI estão disponíveis on-line, para consulta. Acesse www.arandanet.com.br/revista/pi e confira.
Também é possível incluir a sua empresa na versão on-linede todos estes guias.
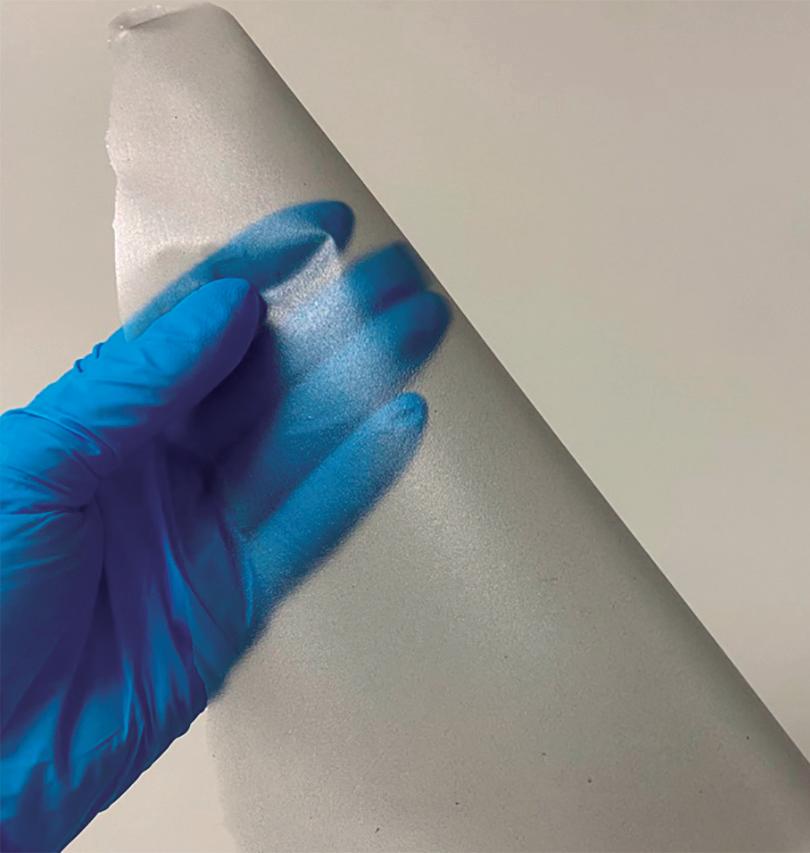
A contaminação em materiais reciclados pode causar danos às injetoras e às extrusoras, e também pode causar defeitos nos produtos fabricados. Isso pode ser evitado pelo controle direto da qualidade das resinas recicladas durante a sua transformação. Um método de medição de cores, adaptado dentro da faixa da radiação do infravermelho próximo, mostrou-se adequado para essa finalidade.
Aindústria de plásticos mundial depende cada vez mais de materiais reciclados. Na Europa essa tendência está sendo impulsionada por regulamentações mais rigorosas sobre o uso de resinas recicladas, entre outros fatores. Além disso, as empresas que executam a transformação de plásticos buscam cada vez mais serem percebidas pelo público como sendo empresas susten-
Walter Braumandl é diretor administrativo da Sensor Instruments. Este artigo foi publicado originalmente na edição de fevereiro de 2024 da revista alemã Kunststoffe. Copyright by Carl Hanser Verlag. Direitos para o português adquiridos por Plástico Industrial. Tradução e adaptação de Antonio Augusto Gorni.
táveis. Embora os consumidores exijam cada vez mais produtos mais sustentáveis, a redução na qualidade não será tolerada. Assim, os usuários de resinas recicladas devem estar cientes de que plásticos reciclados não são diretamente comparáveis a materiais virgens. Existem certos paralelos com a reciclagem de papel. Mesmo neste caso, não é possível prescindir completamente de produtos novos se for preciso manter um certo padrão de qualidade.
Esse objetivo não pode ser alcançado sem um controle da qualidade adequado. Embora sistemas de sensores para detecção de cor e monitoramento do teor de umidade de resinas recicladas sejam frequentemente encontrados diretamente na frente de injetoras e roscas de extrusoras, esses sensores não fornecem informações sobre a composição do plástico no material reciclado. Isso representa um problema, porque os plásticos reciclados nem sempre são puros. Muitas vezes as resinas recicladas são submetidas apenas a um teste de cor antes da sua comercialização.
No futuro essa situação pode levar a problemas cada vez maiores nas roscas das extrusoras e injetoras, e há também aumento potencial do desgaste dos moldes
de injeção. Essa contaminação também pode causar problemas nos produtos propriamente ditos. Mas essa situação pode ser remediada com a instalação de sensores de radiação na faixa do infravermelho próximo (NIR, near infrared radiation) em linha na produção.
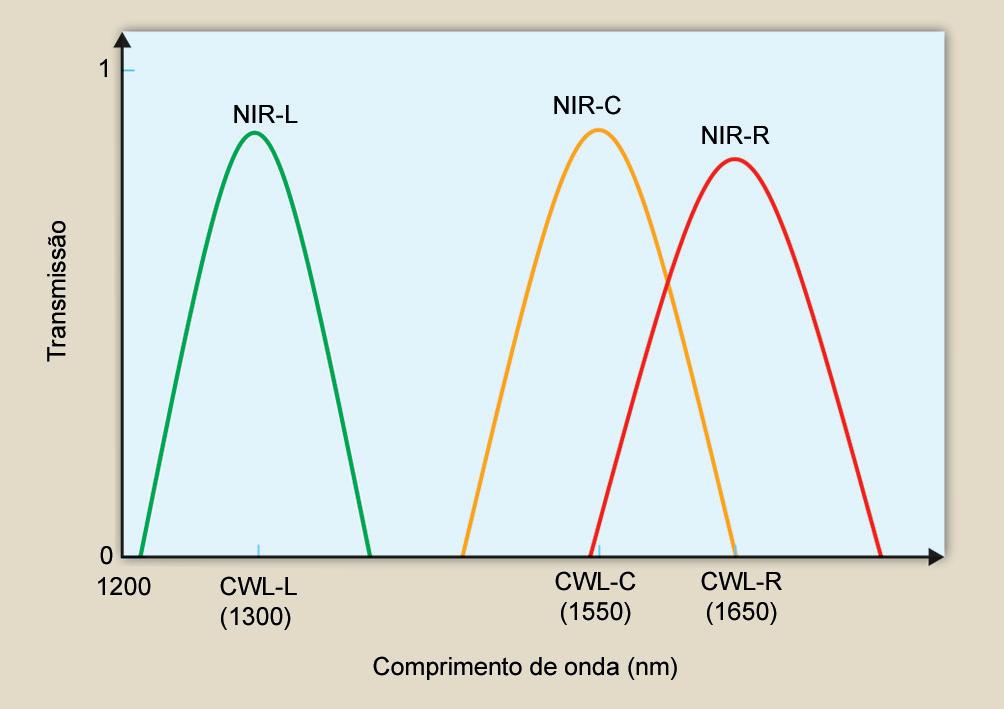
A empresa Sensor Instruments desenvolveu a tecnologia necessária para essa aplicação. Os sensores operam conforme o método de três bandas na faixa do infravermelho próximo (NIR), mais precisamente entre 1.300 e
W. Braumandl
1.700 nm. Nessa faixa de comprimento de onda a grande maioria dos plásticos pode ser distinguida, e de forma confiável.
A implementação dessa tecnologia envolveu a aplicação do método de três bandas, já conhecido na espectroscopia de cores, e o uso de sensores de infravermelho próximo. Em vez da análise espectral, a faixa de comprimento de onda do infravermelho próximo é dividida em três seções (fig. 1). Para isso, são usados três grupos de diodos emissores de luz (LED, light emitting diode) na faixa do infravermelho próximo, com comprimentos de onda centrais de 1.350, 1.550 e 1.650 nm (NIR-L, NIR-C e NIR-R). Esses grupos são ligados em sequência, o que permite o uso do mesmo receptor, ou seja, um fotodiodo sensível à radiação na faixa do infravermelho próximo. Este espectrômetro observa perpendicularmente a superfície do grânulo a ser medida. Comparado a um espectrômetro de infravermelho próximo, aquele apresenta a vantagem de que, devido à área de detecção relativamente grande do receptor, com uma captura de aproximadamente 4 x 1 mm, maior quantidade de luz está disponível para análise, em comparação com a abertura de entrada de um espectrômetro, cujo diâmetro é menor que 0,1 mm. Assim, a medição é menos afetada por ruído e, acima de tudo, mais rápida. Além disso, esse tipo de tecnologia custa apenas uma fração de uma solução espectral.
A alta sensibilidade do receptor também permite o uso de um difusor no lado do transmissor, na forma de uma lente fosca, que espalha a luz quase completamente por todo o semi espaço. Assim, apenas uma fração da radiação de infravermelho próximo
atinge o receptor. Isso suprime quase completamente a luz direcionada (reflexão direta em direção ao receptor), o que, por sua vez, melhora o resultado da medição. A configuração do sensor também é compacta e robusta. De maneira análoga à análise de cor na faixa de comprimentos de onda visíveis, os valores são calculados a partir dos dados brutos de NIR-L, NIR-C e NIR-R: N*i*r* é análogo a L*a*b*; N* indica o valor de cinza do grânulo examinado; i* fornece informações sobre o comportamento de reflexão entre as faixas de comprimento de onda na faixa do infravermelho próximo de médio (NIR-C) e curto alcance (NIR-L); e r* descreve o comportamento de reflexão entre o
intervalo de comprimento de onda na faixa do infravermelho próximo médio e longo (NIR-R).
Algoritmos L*a*b* para radiação de infravermelho próximo
Inicialmente, o uso dos algoritmos L*a*b* era apenas uma ideia, mas, posteriormente, provou ser muito vantajoso e eficiente. A designação N*i*r* foi escolhida arbitrariamente porque não havia parâmetros definidos para um método de
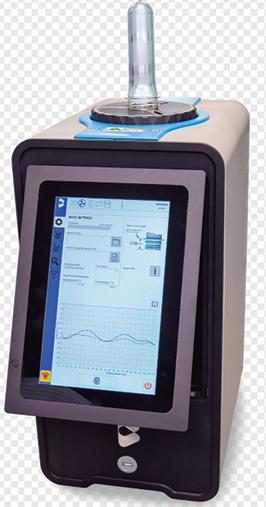
dividuais. As medições foram feitas pelo método difuso de 0°. Ele é semelhante ao método difuso de 8° usado na medição de cor. O sensor da radiação do infravermelho próximo é separado dos grânulos apenas por um visor. Este pode ser facilmente integrado, por exemplo, a silos, e também em sistemas de dosagem (figura no início do artigo). A luz difusa suprime amplamente a reflexão direta interferente, de modo que a reflexão difusa atinge principalmente o receptor.
três bandas nesta faixa de comprimentos de onda. As investigações realizadas mostraram que, de forma similar à faixa de luz visível, o comportamento de reflexão de um objeto na faixa do infravermelho próximo também pode ser descrito com esses três parâmetros.
Em uma etapa preliminar foram examinados os grânulos virgens. Essas análises forneceram informações precisas sobre a origem e a composição dos grânulos in-
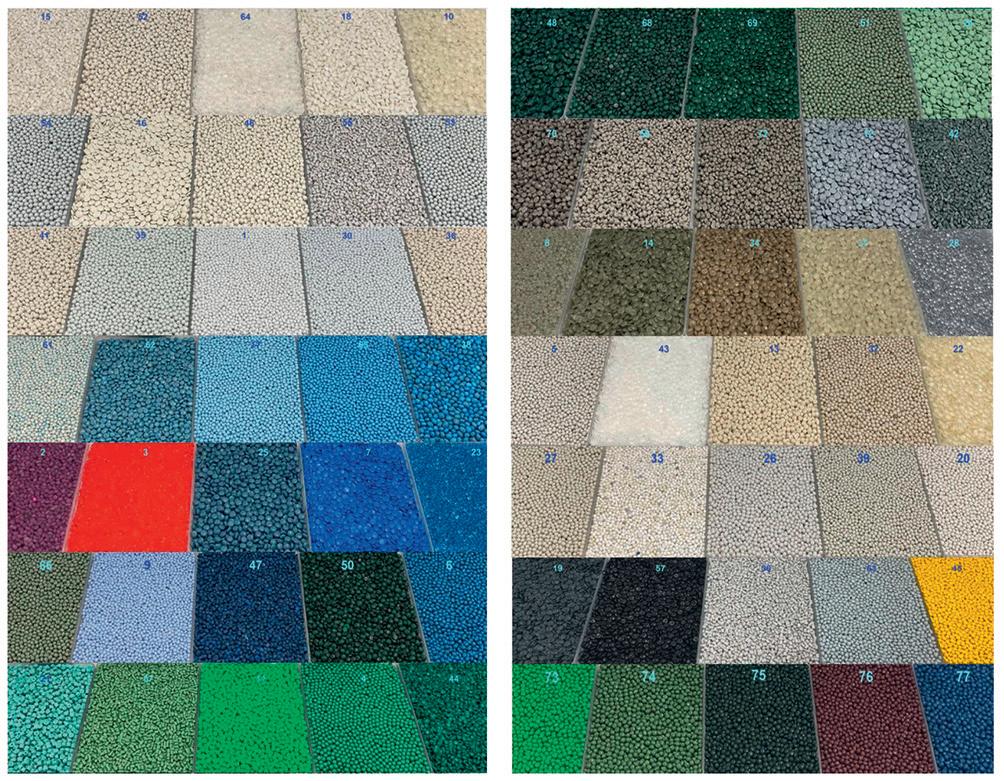
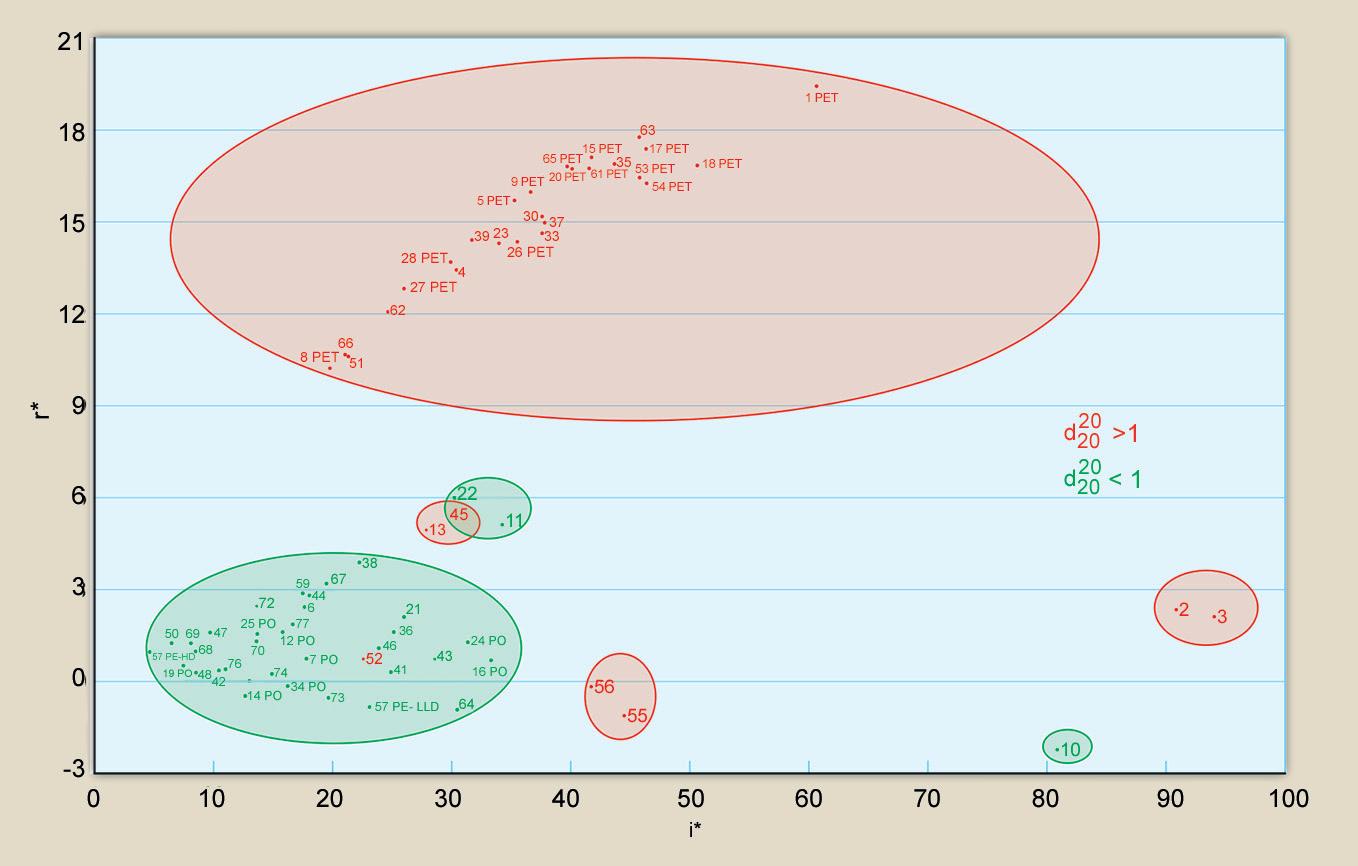
A precisão da medição pode ser aumentada realizando-se medições enquanto o fluxo de grânulos está em movimento. Os testes foram realizados com vinte amostras de resinas virgens diferentes e setenta amostras de resinas recicladas (fig. 2). Antes dos testes propriamente ditos, as amostras individuais foram submetidas a testes de imersão e classificadas de acordo com a gravidade específica, que podia ser menor, igual ou maior que a unidade.
Testes com resinas recicladas confirmaram a aplicabilidade
Durante os testes com material virgem surgiram domínios individuais no diagrama i*r*. Também foi feita uma distinção confiável e reprodutível em cada área. O teste foi então realizado usando as amostras de material reciclado disponíveis. As resinas recicladas apresentaram comportamento bastante semelhante e também havia uma concentração de resinas recicladas com densidade menor que a unidade de um lado, e duas
áreas significativas com densidade superior à unidade do outro lado (fig. 3). Em uma dessas áreas foi observado valor i* positivo muito
alto, enquanto a outra área apresentou valor r* positivo relativamente alto. Infelizmente, a composição exata de todas as resinas recicladas testadas não era conhecida. Essas amostras de resina reciclada foram rotuladas apenas com um número e uma cor. Não foi possível obter resultados úteis de medição a partir das resinas recicladas negras contendo negro de fumo, pois este aditivo absorve amplamente a radiação na região do infravermelho próximo. As resinas recicladas que apresentaram cor cinza, como também as que possuem cores
Extrato das amostras de resina reciclada testadas com resultados da medição de N*i*r* (fonte: Sensor Instruments).
escuras, forneceram intensidades de sinal utilizáveis (ver tabela).
A experiência com a medição de cores de resinas recicladas demonstrou que é oportuno para os usuários disporem de sistemas laboratoriais de medição, além de sensores em linha. Para melhorar a comparabilidade entre os resultados das medições, a mesma tecnologia de sensores foi integrada aos sistemas de laboratório existentes. Embora o sistema laboratorial de medição Spectro-T3-DIF/0°-Lab-CMU também possa ser usado para calibrar sensores em linha, o sistema laboratorial Spectro-T-3-DIF/0°-Mobile-P é
ideal para medir maiores quantidades de resinas recicladas em laboratório, a partir de 11 litros (fig. 4).
As medições também são realizadas enquanto os grânulos se movem, permitindo que seu posicionamento aleatório seja compensado da melhor forma possível. Os resultados da medição são analisados por meio de um computador pessoal. O software Docal Scope V1.4, incorporado ao equipamento, permite a calibração individual dos sensores da radiação infravermelho próximo. Além disso, uma exibição da tendência dN*di*dr* é mostrada em relação a uma amostra definida.
Conclusão
No futuro, os conhecimentos já obtidos a partir do uso dessa tecnologia serão usados diretamente na produção para fazer ajustes nas formulações. A Sensor Instruments está trabalhando com uma empresa fabricante de máquinas no desenvolvimento de uma unidade dosadora que permite a dosagem tanto de resina reciclada quanto de virgem. Dependendo da qualidade da resina reciclada, uma quantidade maior ou menor de resina virgem é adicionada, visando garantir que a qualidade do produto final atenda aos requisitos especificados.
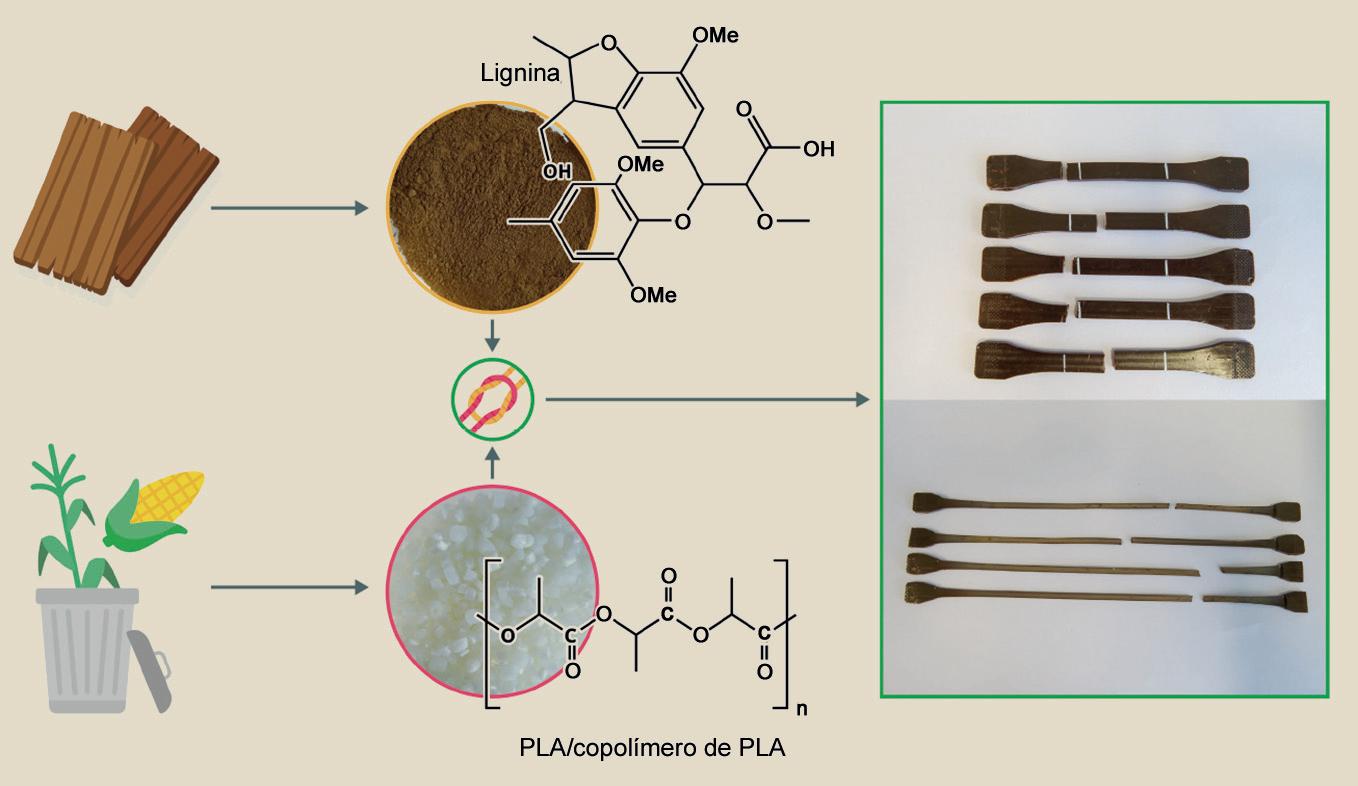
A lignina constitui uma matéria-prima promissora para materiais sustentáveis. Ela é versátil e está amplamente disponível, presente em vários fluxos de resíduos. Entretanto, ela só é adequada até certo ponto para o uso como carga em formulações de poli(ácido láctico) (PLA), pois reduz a resistência mecânica da resina e a torna mais frágil. Recentemente, a fabricante de bioplásticos SoBiCo e o Instituto Fraunhofer IGB investigaram o uso de copolímeros de PLA e conseguiram obter melhorias interessantes nas suas propriedades por meio de combinações específicas.
Das 50 milhões de toneladas de lignina obtidas anualmente na produção de celulose, apenas aproximadamente 2% são usadas atualmente em aplicações como química fina, materiais reativos e cargas. No entanto, a maior parte é reciclada termicamente, ou seja, queimada para obtenção de energia. Além da lignina presente nos fluxos de resíduos, esse insumo também pode ser obtido de forma eficiente em termos de emissões de CO2 a partir de matérias-primas renováveis, como palha ou o capim gigante Miscanthus. Nos últimos anos, métodos aprimorados de processamento elevaram significativamente a qualidade dos tipos de lignina. Isso elevou a atratividade desse insumo para aplicações envolvendo novos materiais, exercendo impacto positivo, especialmente na processabilidade, compatibilidade e reprodutibilidade das
Johannes Fuchs é diretor executivo da SoBiCo, situada em Bad Sobernheim, Alemanha. Claudia Falcke trabalha como pesquisadora-assistente na área de Inovação em Química Bioinspirada no Instituto Fraunhofer para Tecnologia de Interfaces e Processos Biológicos (Fraunhofer-Institut für Grenzflächen-und Bioverfahrenstechnik, Fraunhofer IGB). Michael Richter é chefe da área de Inovação em Química Bioinspirada na mesma instituição. Este artigo foi publicado originalmente na edição de fevereiro de 2024 da revista alemã Kunststoffe. Copyright by Carl Hanser Verlag. Direitos para o português adquiridos por Plástico Industrial. Tradução e adaptação de Antonio Augusto Gorni.
propriedades dos materiais que usam lignina como carga funcional.
O uso de lignina como carga em biopolímeros como o poli(ácido láctico) (PLA) tem sido intensivamente pesquisado e as relações estrutura-propriedades foram bem caracterizadas. Há múltiplas aplicações para o PLA puro. Ele tem sido usado em aplicações biomédicas, na indústria de embalagens, em produtos de higiene, sacos para resíduos orgânicos, em aplicações envolvendo fibras e na impressão tridimensional. Entretanto, o PLA é um material muito frágil. Muitas vezes a gama de aplicações só pode ser expandida usando-se componentes adequados nas formulações.
Sabe-se que a lignina usada como carga no PLA não exerce efeito benéfico na já baixa elasticidade inerente a esse polímero e tem influência negativa sobre a resistência mecânica da matriz do PLA. Isso torna pouco atraente o uso da lignina na forma de componente para formulações e como carga para o PLA, e ela não oferece nenhuma ampliação do perfil de propriedades.
Ajustando o PLA de maneira controlada
A SoBiCo GmbH (Solutions in Biocompounds ou “So-
J. Fuchs, C. Falcke e M. Richter
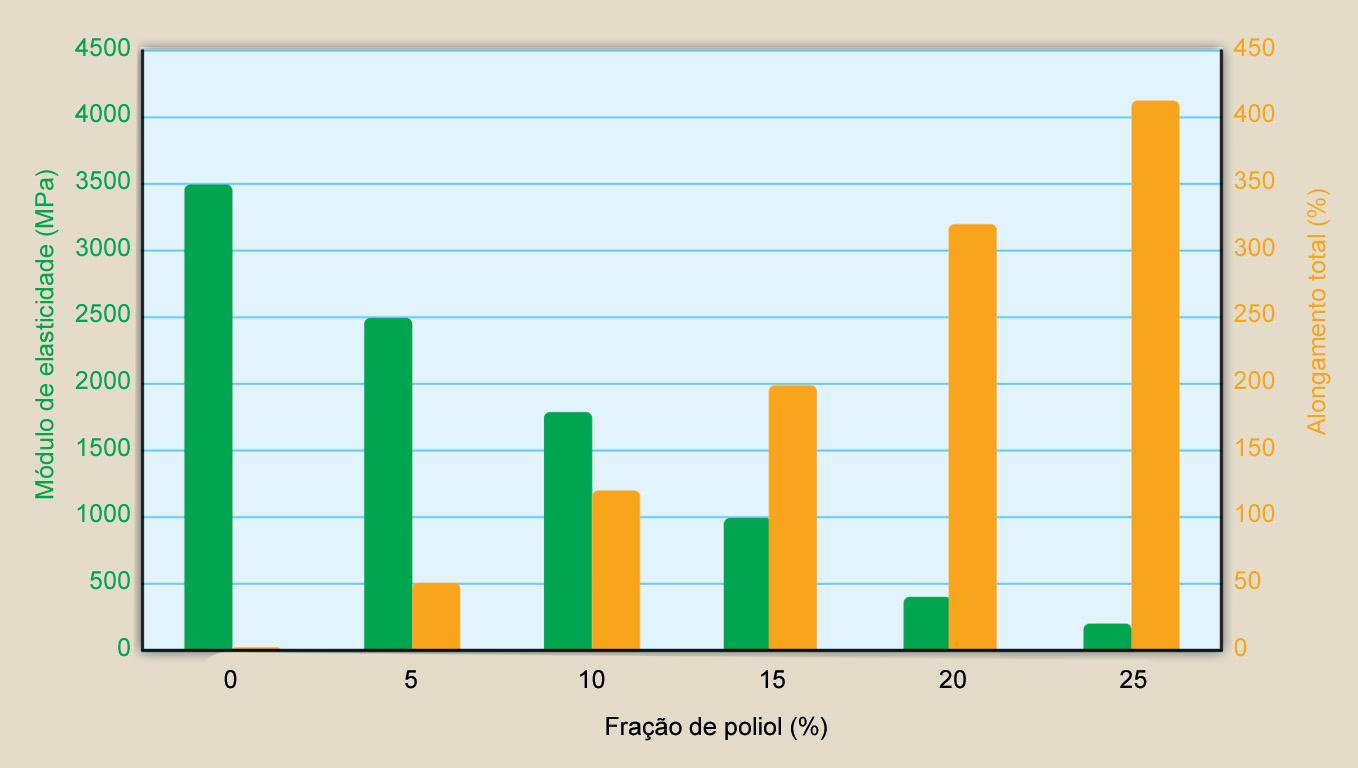
luções em biocompostos”, em português), empresa sediada em Bad Sobernheim (Alemanha), fundada em 2019, tem como objetivo expandir significativamente a gama de aplicações do PLA. Ela faz parte do Polymer Group. Ao longo de vários anos de pesquisa, a SoBiCo desenvolveu copolímeros especiais de PLA em conjunto com o Instituto Fraunhofer de Pesquisa Aplicada de Polímeros (Fraunhofer-Institut für Angewandte Polymerforschung, IAP). Eles são comercializados sob a marca Plactid. Os copolímeros são baseados em lactídeo, a principal matéria-prima do PLA convencional e, entre outros componentes, poliol. O objetivo deste trabalho foi desenvolver materiais cujas propriedades pudessem ser ajustadas de forma específica e que não apresentassem migração de plastificantes.
Os copolímeros de PLA são sintetizados usando processos de formulação reativa. Um bloco macio de poliol é incorporado aos blocos de PLA, onde o grupo hidroxila do poliol serve como ponto de partida para a polimerização de abertura de anel do lactídeo. Após a síntese ter sido bem-sucedida em escala laboratorial, a primeira linha de produção industrial para a síntese desses copolímeros, com capacidade anual de 2.000 t, foi colocada em operação no final de 2022. As propriedades desses novos materiais podem ser definidas dentro de uma ampla faixa (fig. 1).
Os copolímeros de PLA são particularmente caracterizados pelas seguintes propriedades:
• Propriedades mecânicas ajustáveis, desde duro-frágil (semelhante ao PLA) até macio-elástico (semelhante ao PEBD);
• Conformidade alimentar;
• Reciclável mecânica e quimicamente;
• Com 80% a 98% de conteúdo de base biológica;
• Pegada de CO 2 variando tipicamente desde 0,5 a 1 kg de CO2eq por kg;
• Biodegradável em instalações de compostagem industrial ou opcionalmente estabilizado a longo prazo.
O amplo portfólio de propriedades dos copolímeros de PLA decorre da variação na fração de poliol e nos diferentes pesos moleculares. O valor máximo da fração com origem biológica dos copolímeros também resulta da seleção dos polióis usados. Eles estão disponíveis como variantes baseadas em matérias-primas fósseis ou renováveis. Dependendo da sua composição, o Plactid apresenta um
Visão geral dos materiais usados nas investigações (fonte: Instituto Fraunhofer para Tecnologia de Interfaces e Processos Biológicos – Fraunhofer IGB).
DesignaçãoFunçãoDescrição
PLI005 (PLA)
Plactid
Lignina
Matriz
Matriz
P(L)LA (fabricante: Nature-Plast)
Copolímero de PLA com 20% de poliol (fabricante: SoBiCo)
RenolCargaMaterial à base de lignina (fabricante: Lignin Industries) Agente compatibilizanteAgente compatibilizantePLA modificado com âncoras químicas correspondentes à estrutura da lignina (fabricante: SoBiCo)
perfil de propriedades que difere significativamente daquele do PLA clássico. Isso abre espaço para materiais funcionais, os quais podem ser expandidos e adaptados ao serem combinados com cargas de origem biológica, como as baseadas em lignina.
O Instituto Fraunhofer para Tecnologia de Interfaces e Processos Biológicos (Fraunhofer-Institut für Grenzflächenund Bioverfahrenstechnik, Fraunhofer IGB) está pesquisando ligninas comerciais e seus derivados, bem como modificações de lignina com propriedades otimizadas, como melhor ligação à respectiva matriz polimérica, redução da emissão de odores e diversificação de polaridade.
Devido à sua ampla disponibilidade e versatilidade, a lignina é uma pro-
missora matéria-prima para o desenvolvimento de materiais sustentáveis. O polímero com origem biológica pode ser sintetizado a partir de monômeros aromáticos substituídos por processos industriais padronizados aplicados em fluxos de resíduos. Devido a isso e às suas propriedades químicas especiais, a lignina está em foco no desenvolvimento de diversas aplicações de materiais. Esse material oferece pontos de funcionalização para modificação química que podem, por exemplo, criar interações específicas entre a lignina modificada como carga ou aditivo e o polímero da matriz.
Há, portanto, uma demanda crescente por lignina sintetizada sob medida para o desenvolvimento de produtos funcionais com maior valor agregado. O foco atual da modificação da lignina está na funcio-
nalização por processos químicos e enzimáticos. Os produtos resultantes são usados em resinas poliméricas, hidrogéis e nanomateriais à base de lignina. Também são feitos esforços para usar a lignina como aditivo funcional em compósitos termoplásticos pela compatibilização superficial apropriada.
Lignina modificada melhora as propriedades dos materiais
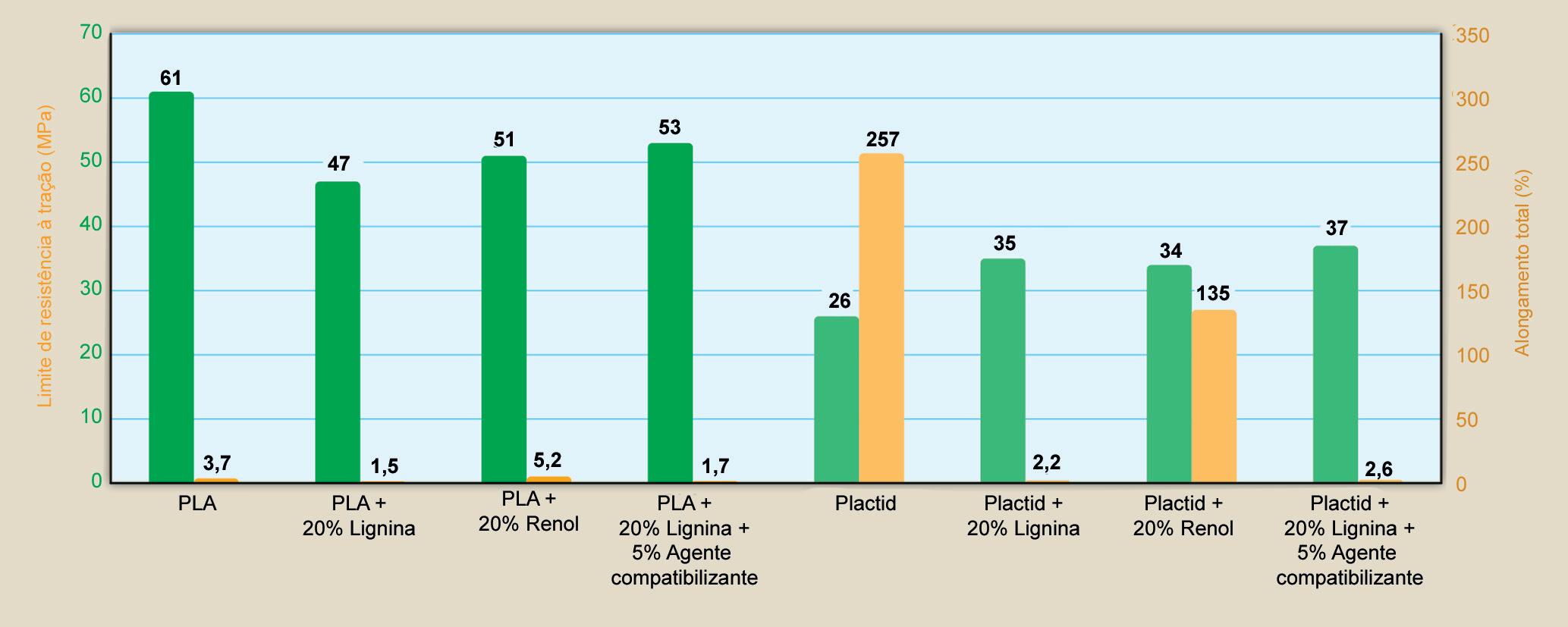
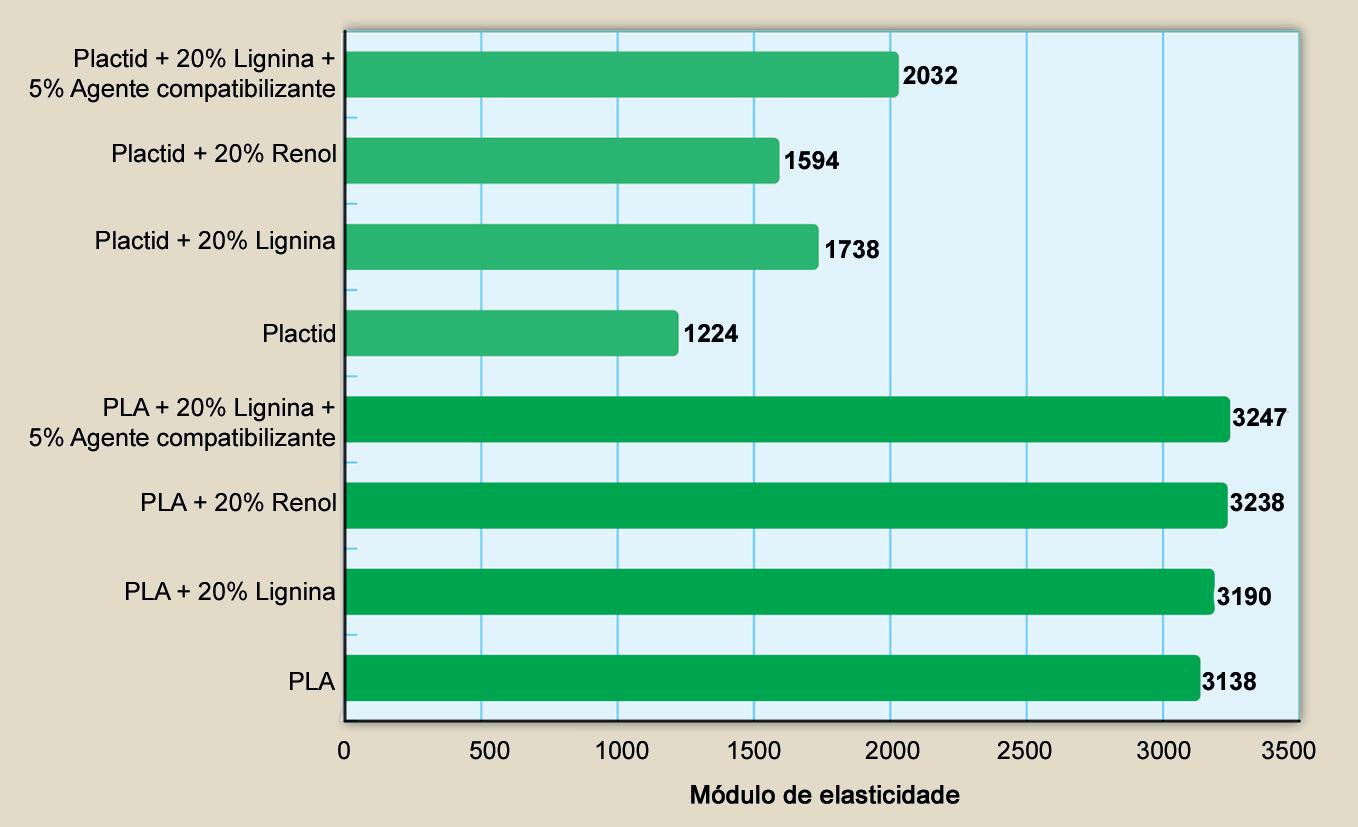
O Instituto Fraunhofer para Tecnologia de Interfaces e Processos Biológicos investigou tais materiais junto com a SoBiCo. Formulações de compósitos usando PLA ou Plactid como matriz polimérica, em combinação com diferentes variações de lignina (ver tabela), foram elaboradas numa extrusora cônica com rosca dupla e processadas por moldagem por injeção. Primeiramente foram investigadas diferenças nas propriedades mecânicas, tais como alongamento total, limite de resistência sob tração e módulo de elasticidade, entre outros ensaios. Foram testados os efeitos da lignina kraft comercial, lignina modificada disponível comercialmente (nome do produto: Renol, fabricante: Lignin Industries) e um sistema compatibilizante de lignina em matrizes de polímeros de PLA e do Plactid. A lignina em sua forma original exerce efeito negativo no alongamento total, tanto no PLA frágil quanto no Plactid tenaz com sua maior fração de segmentos macios (fig. 2). A razão para isso é a baixa mobilidade das estruturas de lignina, o que leva a uma maior fragilização do compósito PLA-lignina, além de uma afinidade limitada dos blocos estruturais da lignina e do PLA. Se a lignina for modificada, como no caso do Renol, ela influencia no alongamento total tanto do PLA quanto do Plactid. Vários componentes do Renol exercem efeito plastificante na estrutura rígida do PLA. Devido à sua natureza e estrutura, eles também podem interagir com os blocos estruturais do PLA.
Uso da lignina modificada como plastificante
O Plactid, por sua vez, mantém uma quantidade significativa da sua elasticidade ao se incorporar Renol. Isso se deve ao efeito plastificante da modificação da lignina no Renol, e também à interação significativamente melhorada entre o Renol e os blocos estruturais de Plactid. Devido ao seu curto comprimento de cadeia, esses blocos estruturais não se entrelaçam com os segmentos de poliol do Plactid. Entretanto, devido às propriedades estruturais do Renol, há uma interação muito boa entre eles (fig. 2). Ao se adicionar um agente compatibilizante ao compósito de lignina-PLA ou ligninaPlactid, obtém-se uma elasticidade comparável à do compósito de ligninaPLA ou do Plactid.
A adição de lignina, Renol e do sistema compatibilizante de lignina resultou numa melhoria relevante na resistência mecânica do compósito Plactid. Todas as variações de lignina testadas mostraram efeito de fortalecimento na matriz polimérica no Plactid, o que indica uma melhor interação dos blocos estruturais da lignina, especialmente com os segmentos de poliol no Plactid.
Conclusão e perspectivas
Os resultados deste trabalho mostram as possibilidades de desenvolvimento do Plactid em combinação com outros componentes de base biológica (figuras 3 e 4). O exemplo das variações de lignina investigadas mostrou que uma modificação direcionada e personalizada dos componentes da formulação com origem
Se também for considerado o limite de resistência (fig. 3), fica claro que a lignina, o Renol e o sistema compatibilizante de lignina geralmente exercem influência negativa na resistência mecânica do PLA. A razão para esse comportamento pode ser a baixa similaridade dos blocos estruturais da lignina com a estrutura do PLA. Entretanto, se a lignina for usada na forma de Renol ou se um agente compatibilizante for adicionado à lignina, ocorre elevação no limite de resistência em comparação ao caso em que houve presença de lignina pura na matriz de PLA. O agente compatibilizante apresenta estrutura semelhante à do PLA, com âncoras químicas na estrutura da lignina.
natural para os compósitos de Plactid pode levar à retenção de excelentes propriedades intrínsecas, como alto alongamento total, ao mesmo tempo em que se obtém propriedades vantajosas, como um melhor limite de resistência à tração e aumento do módulo de elasticidade (fig. 4). Isso ilustra o potencial diversificado de propriedades do Plactid. Ele pode ser expandido por combinações direcionadas e personalizadas, inclusive com materiais biogênicos complexos. Isso abre novos caminhos no campo dos materiais de base biológica. Mais informações sobre o assunto podem ser obtidas em www.sobico.de e www.igb.fraunhofer.de.
Essenciais ao funcionamento de equipamentos auxiliares à transformação de plásticos, as bombas de vácuo integram as instalações de alimentadores, transportadores de grânulos e demais periféricos. Conheça a oferta desse tipo de produto.
Tipo
Sistemas centralizados de vácuo De palhetas rotativas (óleo lubrificadas) De parafuso Totalmente secas
Atlas Copco (11) 97674-8297 n vitoria.santana@atlascopco.com
Busch Brasil (11) 4016-8282 vendas@buschdobrasil.com.br
Leybold Brasil (11) 3376-4600 vendas.vacuo@leybold.com
Nash 0800 000 1868 nash.industrialbr@irco.com
Nova Analítica (11) 97027-6186 n roberta.novaes@novanalitica.com.br
Omel (11) 97174-7990 n vendas@omel.com.br
Piovan (11) 3693-9500 piovan@piovan.com.br
Speck Pumps(*)info@speck.de
Vazflux (11) 99374-9376 n contato@vazflux.ind.br
Woosung Vacuum(*) ash0611jang@gmail.com
(*) A empresa procura por representante para o Brasil.
Os dados constantes deste guia foram fornecidos pelas próprias empresas que dele participam, de um total de 36 empresas pesquisadas.
Revista Plástico Industrial, outubro/novembro de 2025.
Este e muitos outros Guias de PI estão disponíveis on-line, para consulta. Acesse www.arandanet.com.br/revista/pi e confira.
Também é possível incluir a sua empresa na versão on-linede todos estes guias.
oi publicado em 21 de outubro o decreto presidencial nº 12.688, que institui o Sistema de Logística Reversa (SLR) de Embalagens de Plástico no Brasil. Alinhada à Política Nacional de Resíduos Sólidos, a decisão estabelece, pela primeira vez, metas nacionais de reutilização e reciclagem para fabricantes, importadores, distribuidores e comerciantes, promovendo a reintrodução de materiais reciclados em novas embalagens e produtos. Até 2040, o Brasil pretende reciclar 50% e reutilizar 40% das embalagens plásticas, estimulando práticas produtivas mais sustentáveis em toda a cadeia.
O novo decreto regulamenta os critérios para a estruturação, a implementação e a operacionalização de sistema de logística reversa de embalagens de plástico, incluindo o uso de conteúdo reciclado pósconsumo nas embalagens, reforçando a formalização do instrumento legal entre associações de catadores de materiais recicláveis, empresas ou entidades gestoras para prestação remunerada de serviços.
No caso do uso do índice de PCR determinado para as embalagens, fica estabelecida meta de 22% no próximo ano, a partir de janeiro de 2026 para empresas de grande porte e a partir de julho para empresas de pequeno e médio porte. As metas relacionadas a conteúdo reciclado em embalagens plásticas são
Nione (Içara, SC), unidade de nanotecnologia da Randoncorp e Frasle Mobility, desenvolveu as linhas de aditivos nanoestruturados à base de nióbio N
crescentes, chegando a 40% em 2040, uma cifra alinhada com as praticadas apor países do Hemisfério Norte.
A meta de recuperação das embalagens via logística reversa determinada pelo Plano Nacional de Resíduos Sólidos (Planares), de 2022, está mantida. Todas as embalagens devem cumprir com a meta de conteúdo reciclado: primárias, secundárias e terciárias, bem como alguns produtos equiparáveis, tais como copos e talheres de uso único, por exemplo. Estão excluídas das metas as embalagens plásticas para contato com alimentos e bebidas que não forem de poli(tereftalato de etileno) (PET), e as embalagens de plástico de produtos regulamentados por outros decretos, como farmacêuticos, eletroeletrônicos, agrotóxicos e óleos lubrificantes.
A implementação do SLR será realizada de forma integrada, contemplando a implementação de pontos de entrega voluntária (PEVs), coleta seletiva prioritariamente com a participação de cooperativas de catadores, pontos de beneficiamento, unidades de triagem manual, semi mecanizada ou mecanizada, unidades de fabricação de resina pósconsumo reciclada (PCR), comercialização de embalagens pós-consumo, campanhas de coleta e certificações como o Certificado de Crédito de Reciclagem de Logística Reversa (CCRLR), Certificado de Estruturação e Reciclagem de Embalagens em Geral (CERE) e Certificado de Massa Futura.
Poly Enhance e N Poly
Protect, que restauram e potencializam as propriedades físico-químicas de resinas plásticas recicladas, permitindo seu uso em aplicações de alto desempenho.
A tecnologia de aditivação atua em nível molecular de forma a manter a qualidade
dos polímeros após múltiplos ciclos de reciclagem, fazendo com que os materiais mantenham características de resistência.
César Augusto Ferreira, responsável pelo setor de Tecnologia e Inovação da Randoncorp, explicou que os aditivos podem ser aplicados
em pequenas dosagens tanto em plásticos reciclados quanto no material virgem, garantindo desempenho elevado desde o início do ciclo e preservando as propriedades dos reaproveitamentos futuros.
desse material para o desenvolvimento de aditivos nanoestruturados aplicados em polímeros, tintas, cosméticos, cerâmicos e metais.
Além do nióbio, a empresa é especialista na nanoestruturação de ma teriais com diferentes óxidos metálicos, oferecendo soluções customizadas conforme a necessidade de cada cliente
“É uma tecnologia que atua diretamente na estrutura molecular do material e potencializa suas propriedades, permitindo que os plásticos retornem da reciclagem para aplicações nobres, como um para-choque de carro, por exemplo. No geral, os componentes plásticos são destinados à fabricação de produtos de menor valor devido à perda de resistência e desempenho após o reaproveitamento. Por isso, é uma mudança de paradigma na cadeia produtiva!”, comentou Ferreira.
“Com uma equipe multidisciplinar de pesquisadores e engenheiros, a Nione tornou viável a produção de nanopartículas de óxido de nióbio em larga escala, tornando-se pioneira no uso
A empresa atua há pouco mais de três anos e já firmou parcerias com grandes players globais em diferentes setores. Seu primeiro lançamento, em 2022, foi um aditivo nanoestruturado de nióbio capaz de dobrar a resistência à corrosão de tintas. Em 2024, iniciou o fornecimento de aditivos para polímeros termoplásticos e termofixos e atualmente conduz cerca de 80 projetos com empresas de diferentes segmentos industriais. Possui em seu portfólio aditivos baseados em óxidos de nióbio, titânio, zinco emolibdênio, entre outros.
Nione Nione Nione Nione - www.nione.tec.br
Imagem: Nione
RECICLAGEM
m novo estudo executado pela MaxiQuim para o Movimento Plástico Transforma, iniciativa do PICPlast –Plano de Incentivo à Cadeia do Plástico –, um acordo estabelecido entre a Associação Brasileira da Indústria do Plástico (Abiplast) e a Braskem, mostrou que a produção de resinas recicladas pós-consumo (PCR)
(PET), que atingiu a marca de 46,2%, seguido pelo polietileno de alta densidade (PEAD), com 29,2%; poliestireno expandido (EPS) com 25,3%, polipropileno (PP) com 17,2%; polietilenos de baixa densidade (PEBDs) com 11,6%; poliestireno (PS) com 11,5%, policloreto de vinila (PVC) com 9,9% e os demais tipos agrupados em uma única categoria com 24,4% de taxa de reciclagem (veja figura abaixo).
no Brasil aumentou em 7,8% em 2024 em comparação a 2023, somando 1,012 milhão de toneladas. Essas informações constam da edição atualizada do relatório “Monitoramento dos índices de reciclagem mecânica de plásticos pósconsumo no Brasil 2025” (Ano-base 2024), que mostra a evolução dos índices de reciclagem por tipo de resina plástica. O destaque fica por conta do poli(tereftalato de etileno)
Fazendo um recorte do estudo, no que se refere ao índice de produção de resinas recicladas por tipo de material, em 2024 o PET liderou este ranking, representando 39% do montante, sendo seguido pelo PEAD, que representou 20%. Também tiveram destaque na produção de resinas recicladas o PP, que representou 18% do volume total, e os polietilenos PEBD e PELBD (de baixa densidade e linear de baixa
Imagem: MaxiQuim.
densidade, respectivamente), que juntos representaram 15% do montante.
A pesquisa também mostrou a proveniência dos resíduos plásticos consumidos pelo setor de reciclagem em 2024. De acordo com o estudo, os sucateiros forneceram o maior volume de resíduos para a cadeia de reciclagem de plásticos, somando 518.155 toneladas, seguidos pelas indústrias que comercializam aparas provenientes dos seus processos produtivos, que forneceram um total de 355.069 toneladas, e empresas de reciclagem que executam processos de moagem de resíduos, além de outros serviços, totalizando 299. 058 toneladas. Dessa análise, também constam
os volumes de resíduos fornecidos por outros agentes que atuam no setor de reciclagem, os quais consistem em empresas de gestão de resíduos e logística reversa, 164.279 t, cooperativas, 159.818 t, fornecedores de resíduos obtidos diretamente da fonte geradora, 26.310 t, aterros, 24.916 t, e catadores, 7.886 t.
Os setores que mais absorveram esses materiais no período analisado foram: alimentos e bebidas, 167 mil toneladas, higiene pessoal, cosméticos e de limpeza doméstica, que consumiram juntos 132 mil toneladas, e construção civil e infraestrutura, ambos somando 130 mil toneladas. No entanto, a agroindústria aumentou o
consumo de resinas recicladas pós-consumo entre 2023 e 2024, setor que passou a utilizar mais itens feitos com esses materiais em aplicações diversas na plasticultura. Os itens produzidos com resinas PCR e a produção de resina reciclada também são apontados na pesquisa.
Saiba mais sobre mercado e tecnologia para recicla gem de plásticos na seção Reciclagem do portal da Plástico Industrial:
Ona embalagem
Imagem: Aptar
fabricante de embalagens Aptar (EUA), que tem unidade brasileira em Jundiaí (SP), anunciou o desenvolvimento de uma embalagem para spray nasal usando 52% de matéria-prima de origem biológica e com certificado pelo ISCC Plus (International Sustainability & Carbon Certification Plus), sistema voluntário de certificação internacional voltado para rastreabilidade e sustentabilidade na cadeia produtiva, principalmente de matérias-primas renováveis, recicladas e circulares. O ISCC Plus se estende aos fornecedores externos e é utilizado por empresas que desejam demonstrar o compromisso com a sustentabilidade. A adoção do selo permite comunicar ao público o uso de matérias-primas sustentáveis e rastreáveis em produtos finais.
A bomba de spray nasal desenvolvida pela Aptar leva o nome de Freepod e é um dos sistemas de aplicação dos produtos farmacêuticos da marca Otrivin, da Haleon, com sede global no Reino Unido. O frasco é produzido utilizando a abordagem de balanço de massa equivalente a 100% de conteúdo de origem biológica. Juntos, os componentes da bomba e do frasco resultam em um conteúdo total de 60% de material circular para todo o dispositivo de spray nasal.
A empresa informou em comunicado de imprensa que os componentes da embalagem Freepod são feitos de resinas de base biológica derivadas de matérias-primas renováveis como resíduos biológicos e óleos residuais. A unidade fabril da Aptar Pharma em Mezzovico, Suíça, possui certificação ISCC PLUS.
Aptar Aptar - www.aptar.com
As estratégias da empresa consistem no uso de até 80% de PET pós-consumo, e também de uma tecnologia multicamadas (ABA) homologada pela Anvisa, na produção de embalagens que podem ser retiradas do freezer e levadas diretamente ao forno, por exemplo.
Galvanotek
O objetivo da Galvanotek é promover o reaproveitamento de resinas recicladas de poli(tereftalato de etileno) (PET), além de ampliar o compartilhamento de informações sobre a escolha da matéria-prima, o desenvolvimento do design de embalagens e o transporte de resíduos. O material reciclado é primeiramente processado por empresas parceiras especializadas.
Empresagaúchaintensificaouso dePETpós-consumoedatecnologia multicamadashomologadapela Anvisanaproduçãodeembalagens de alimentos. Galvanotek, especializada no desenvolvimento de embalagens para alimentos com sede em Carlos Barbosa (RS), aumentou a utilização de resinas recicladas de poli(tereftalato de etileno) (PET) na fabricação dos produtos que fornece.
A companhia gaúcha, que atua há mais de 30 anos no mercado de embalagens, está à frente do programa Eco-Galvanotek, voltado para a realização de trabalhos alinhados com os conceitos da economia circular, carbono neutro, certificações e segurança alimentar.
“É a partir do programa Eco-Galvanotek que estudamos e criamos diretrizes para inserir as melhores práticas sustentáveis na produção das embalagens. Pelo uso da tecnologia de multicamadas ABA conseguimos usar uma maior quantidade de material reciclado e reduzir a quantidade de plástico virgem, movimentando de forma muito mais eficiente a cadeia produtiva”, comentou Paula Bragagnolo, analista de pesquisa e desenvolvimento da Galvanotek.
Galvanoteck - www.galvanotek.com.br
Leia mais sobre o mercado de embalagens plásticas na seção Embalagens do portal da Plástico Industrial:
Imagem:
NORMAS
normatização transforma reciclados em matéria-prima comparável a polímeros virgens, superando a antiga visão de materiais instáveis e de baixo valor.
Matéria-prima normatizada será um diferencial no mercado de reciclados. Grades de polímeros 100% reciclados que consigam entregar estabilidade, confiabilidade e reprodutibilidade serão, cada vez mais, vantagens competitivas. E nesse contexto, a utilização e interpretação correta e precisa de normas técnicas garantem resultados confiáveis.
Ainda hoje, após muito tempo, é comum a percepção, pelo setor industrial, de incerteza atrelada aos materiais reciclados. Propriedades instáveis, falta de rastreabilidade e ausência de padronização eram obstáculos que afastavam os reciclados de aplicações de maior valor agregado. A mudança vem com materiais reciclados com data sheet e isso é consequência direta da inserção de normas internacionais na tratativa desses materiais. No entanto, a elaboração desses documentos técnicos demanda atenção, cautela e principalmente responsabilidade. Citar normas técnicas em documentos de referência – como no caso dos
data sheets – requer a garantia de que uma série de condições e padrões foram respeitados: condições de confecção dos corpos de prova, parâmetros de ensaio, calibração e características do equipamento de ensaio, amostragem, tratamento estatístico dos dados, condicio-
namento e até mesmo controlar o ambiente em que são realizados estes ensaios.
A utilização das normas não é apenas uma citação abstrata do método de teste, mas a garantia de que uma metodologia robusta e reprodutível foi utilizada. Quando um reciclador consegue alinhar seu processo de produção a requisitos normatizados (ASTM, ISO ou ABNT), ele eleva seu produto a um patamar de matéria-prima qualificada. Nesse ponto, muitas vezes mais importante do que ter um material com propriedades diferenciadas é ter um material com propriedades conhecidas. Um polímero reciclado que consegue atender especificações técnicas claras se transforma em um verdadeiro “grade de mercado”, comparável a um polímero virgem.
Essa mudança de paradigma traz um impacto direto na competitividade. Já não estamos mais no momento em que os reciclados são utilizados por serem baratos, mesmo que com qualidade duvidosa. Reciclagem é economia circular, é estratégia. Enquanto alguns fornecedores continuarão atuando no mercado de preço, outros, que investirem em normatização e padronização, conquistarão diferenciais importantes: confiabilidade junto a grandes clientes, acesso a setores mais exigentes e a chance de estabelecer contratos de longo prazo. A tendência é clara: no futuro próximo, a matéria-prima reciclada será tratada como um produto de engenharia, e não como alternativa de baixo custo. Quem souber interpretar e aplicar as normas técnicas sairá na frente, não apenas atendendo às pressões ambientais, mas transformando sustentabilidade em vantagem competitiva real.
(*)AlanBoneléespecialistaem polímeros e atua há mais de 15 anos com foco em normas técnicas nacionais e internacionais,especialmentenasáreas de ensaios, laboratório e requisitos de montadoras. Compartilha conteúdos técnicos no LinkedIn e no canal do YouTube @bonelsimplificando.
Leia mais sobre este assunto na seção Normas do portal da Plástico Industrial:
I NTERS OLA R SOUT H AME RI CA
A maior feira & congresso da América Latina para o setor solar
A Intersolar South America, a maior feira & congresso da América Latina para o setor solar, enfoca os ramos de fotovoltaica, produção FV e tecnologias termossolares. O evento reúne fabricantes, fornecedoras, distribuidoras, prestadoras de serviços e parceiras do setor solar, incentivando um meio ambiente mais limpo, acesso universal à energia e redução
de preços. Solidamente enraizada na América Latina, a feira destaca seu expressivo potencial solar. A Intersolar South America será realizada de 25 a 27 de agosto de 2026 no moderno e bem localizado Expo Center Norte, em São Paulo, dentro do evento The smarter E South America, a maior aliança de eventos para o setor energético da América Latina.
EE S SOUT H AMERIC A
O evento essencial para baterias e sistemas de armazenamento de energia na América Latina
A ees South America, o evento essencial para baterias e sistemas de armazenamento de energia na América Latina, enfoca soluções de armazenamento de energia que apoiam e complementam sistemas energéticos com número crescente de fontes renováveis de energia, integrando prossumidores e veículos elétricos. Com presença consolidada na região, o evento reflete a crescente importância da
integração entre eletricidade, calor e transportes. A mostra especial Element1, integrada à ees, destaca especificamente o alto potencial do hidrogênio verde no Brasil. A ees South America será realizada de 25 a 27 de agosto de 2026 no moderno e bem localizado Expo Center Norte, em São Paulo, dentro do evento The smarter E South America, a maior aliança de eventos para o setor energético da América Latina.
ELETR OT EC+E M-POWE R S OUT H AMERIC A
A feira de infraestrutura elétrica e gestão de energia
A E l e t ro t ec +EM - P o w er Sou t h A me ri ca é o eve n t o de i n fr ae str utura el é t r i ca e ges t ão d e ene rg i a na A m ér i ca La t ina. A fei r a des t aca a s t ecn o l o gia s de d is tr i buiçã o de ene r gia el é t r ica , be m c omo s e r vi ç o s e s olu ç ões de i n formátic a p a r a ge s tã o de ene r gia em rede, de s e r v i ç o s p úbl i c os e de ed if ica ç õ e s . S o l i dame n t e es t abelec i da n o c o n t ine n t e, a fei r a c o nect a
p rof i s s i o na i s e em p resa s da s á reas de p roj e t o , ins t alação e m anutençã o – da geraçã o d i s t ribu í da a t é a di s t r ibu i ção de ene rgia p o r rede s aé reas e su b ter r âneas. Se r á realizada d e 2 5 a 2 7 de ag o st o de 2 0 2 6 de n t ro do eve n t o
The smar t e r E South Amer i ca, a m aior alianç a de eve n t os para o s e t or ene r g é ti c o da A m éric a Lat i na .
P OWE R2DRIV E SOUT H AMER IC A
A feira e congresso fundamental para infraestrutura de recarga e eletromobilidade na América Latina
Power2Drive South America: a feira & congresso fundamental para infraestrutura de recarga e eletromobilidade na América Latina. Solidamente estabelecido no continente, o evento evidencia a importância do veículo elétrico para um futuro sustentável de transporte e para sua crescente contribuição na matriz energética. A feira
reúne fabricantes, fornecedoras, instaladoras, distribuidoras, administradoras de frotas e de energia, fornecedoras e eletromobilidade e novas empresas. Será realizada em São Paulo, dentro do evento The smarter E South America, a maior aliança de eventos para o setor energético da América Latina.
PRODUTOS
Syensqo Syensqo Syensqo Syensqo Syensqo (Bélgica), empresa do Grupo Solvay, desenvolveu um novo grade da poliftalamida (PPA) Amodel de grau médico, um polímero de alta performance projetado especialmente para a fabricação de dispositivos avançados de uso único que exigem resistência a altas temperaturas, propriedades isolantes elétricas robustas e biocompatibilidade. A nova PPA é reforçada com fibra de vidro, apresenta ponto de fusão superior a 300 °C e mantém sua resistência mecânica mesmo em temperaturas de até 280 °C. O novo polímero é espe cialmente indicado para instrumentos eletrocirúrgicos e conjuntos eletrônicos médicos, nos quais as geometrias complexas moldadas por injeção trazem vantagens significativas em comparação com outros materiais. A combinação de alta resistência térmica e propriedades dielétricas a tornam ideal para aplicações médicas restritas a contatos de curta duração, além de atender a requisitos rigorosos de biocompatibilidade. O Amodel® PPA médico está disponível para testes, com lançamento comercial previsto para 2026. www.syensqo.com/en
posicionamento linear aplicável à movimentação de máquinas injetoras e sopradoras. As réguas são equipadas com sensores que asseguram o controle do volume e a velocidade de injeção da matéria-prima, evitando defeitos como falta de preenchimento ou excesso de material, aspectos importantes para a qualidade dos produtos moldados. Elas asseguram também o alinhamento correto das partes móveis, garantindo precisão no fechamento dos moldes, o que evita o acúmulo de rebarbas e danos permanentes ao ferramental. Já na extração
criados para reduzir o desperdício e acelerar os ciclos de desenvolvimento de embalagens, contemplam tanto o PET reciclado (rPET) quanto os materiais de origem renovável. Por serem relativamente novos e terem comportamento pouco previsível, eles ainda dificultam a garantia da qualidade das garrafas e impulsionam a demanda por ferramentas que ajudem as equipes de P&D a corrigir etapas da produção. O Blowscan é um
Cardella Automation Cardella Automation Cardella Automation Cardella Automation Cardella (São Paulo, SP) distribui no Brasil as réguas potenciométricas da alemã Novotechnik, desenvolvedora da tecnologia de
dos produtos, o controle da posição do extrator evita danos ao molde e falhas na retirada do produto. Os produtos possuem vida útil superior a 100 milhões de movimentos, linearidade de até 0,02% e resistência a vibrações e choques. A Novotechnik oferece as linhas de produtos LWH, TLH, LWG, TR/TRS e TP1, cada uma adaptada a diferentes condições e necessidades industriais. www.cardella.com.br Blow Moulding Moulding Blow Moulding Moulding Moulding T T T T Techno echno echno echno--logies logies logies logies logies, BMT (Irlanda do Norte), desenvolve produtos digitais voltados para o segmento de sopro adequados para empresas que trabalham com os chamados materiais sustentáveis. Os sistemas Blowscan e Thermoscan,
sistema de análise do processo de sopro que avalia a qualidade das preformas. Ele permite explorar o comportamento das preformas, otimizar a produção de garrafas e acelerar o desenvolvimento de novos produtos por meio de prototipagem rápida e simulações. Ajuda também a comparar diferentes resinas, identificar variações entre lotes e reduzir desperdícios. Já o Thermoscan mede simultaneamente os perfis de temperatura internos e externos das preformas. Também auxilia no controle da qualidade e fornece dados fundamentais para simulações virtuais do processo. www.bmt-ni.com
1º Workshop de manutenção
Escola LF
05/12, das 10h às 20hSão Paulo, SP tel. (11) 3277-0553, e-mail : escolalf@escolalf.com.br
Separação e triagem IAP de resíduos10 videoaulasEAD tel. (11) 9.8566-8803, plásticos pós-consumo e-mail : treinamentos@planetaplastico.com.br
PGPM – Consultoria de Processos Industriais
Processos de soproConforme a demandaIn Companytel. (12) 9.9710-5959, e-mail : pericles.mineiro@pgpm.com.br
Ferramenteiro de SENAI manutenção de moldes 14/04 a 10/06
Campinas, SP tel. (19) 3772-1840, para plásticos e-mail : senaicampinas@sp.senai.br
Análise de falhas de5 horas peças poliméricas
Análises térmicas
Afinko
On-line tel. (16) 9.9791-1027, de polímeros 3h30 e-mail : contato@afinkopolimeros.com.br (DSC e TGA)
6 o Recy-Plastech – Markeplan Seminário Internacional de13/11
São Paulo, SP tel. (11) 9.8481-9754, Sustentabilidade e e-mails : luciavalverdes@markeplan.com.br, Reciclagem de Plásticos eventos@markeplan.com.br Plast – Feira Promaplast srl internacional do9 a 12/06Milão (Itália) tel. +39 02 8228371, setor de plásticos e-mail : info@plastonline.org 19o Simpósio ABPol latino-americanoDe 19 a 23/10 Salvador, BA tel. (16) 3374-3949, de polímeros e-mail : slap2026@abpol.org.br
LITERATURA
SERVIÇOS
Associação Brasileira da Indústria do Plástico (Abiplast) lançou o “ P P P P Perfil Abiplast 2025 erfil Abiplast 2025 erfil Abiplast 2025 Abiplast 2025 2025”, um levantamento que destaca a força da cadeia produtiva e faz uma radiografia completa do setor, tanto na transformação quanto na reciclagem de materiais plásticos. Segundo o estudo, em 2025 o Brasil conta com cerca de 12,9 mil empresas no segmento de transformação e 1,7 mil no de reciclagem. Ao todo, elas são responsáveis pela gera ção de mais de 404 mil empregos em todo o País.
A indústria transformadora fabricou 7,46 milhões de toneladas de produtos plásticos, com um consumo aparente de 8,14 milhões de toneladas de resinas termoplásticas, movimentando R$ 165,8 bilhões em faturamento ao longo do ano. Esses números posicionaram o setor entre os cinco maiores da indústria nacional, levando-se em conta nível de emprego e valor agregado. A produção de resinas plás ticas é detalhada por tipo de matéria-prima, sendo as commodities polipropileno (PP), polietileno (PEAD, PEBD, PEBDL), PVC, PET e PS as principais matérias-primas processadas. Já os segmentos consumidores apresentam diversidade, com destaque para embalagens, construção civil, indústria automotiva, agrícola, alimentos e higiene, mostrando a capilaridade do plástico nas múl-
ANUNCIANTES
Adeka-----------------------------41
Avanti -----------------------------28
Baltqetec-------------------------24
BBC-------------------------------10
BOHM Tecnologia ------4ª Capa
Cargill -----------------------------23
Chen Hsong --------------------11
Dynaflow-------------------------28
Ecoventures ---------------------12
Emanuplast ----------------------43
Endex -----------------------------33
tiplas cadeias produtivas brasileiras. O mercado de reciclagem de plásticos também ganha atenção especial. Em 2024, o setor reciclador atingiu a capacidade instalada de 2,43 milhões de toneladas, com a produção de 1.012 milhões de toneladas de resina pós-consumo reciclada. São 1.742 empresas focadas em reciclagem mecânica, gerando cerca de 16,7 mil empregos e fomentando iniciativas reconhecidas internacionalmente, como o programa Recircula Brasil. Os índices de reciclagem pósconsumo variam por material, chegando a 46,2% para PET e 29,2% para PEAD, reforçando o protagonismo da economia circular no setor. O perfil completo pode ser baixado nesta página da Abiplast: https://mkt.abiplast.org.br/perfil2025-versao-em-portugues
livro “ Engenharia mental: Engenharia mental: gestão de projetos 360º – do gestão de 360º do gestão de projetos 360º – do gestão de 360º do contrato até a perícia contrato até a perícia contrato até a perícia contrato até a perícia perícia”, de autoria de Ricardo Alexandre Gois Ferreira, engenheiro, foi publicado pela editora Leud. A obra possui 576 páginas que compõem uma compilação de temas de interesse da indústria de manufatura e, inclusive, do setor de plásticos. Os conceitos e as aplicações da engenharia mental são os temas centrais do livro, que inclui ainda tópicos como a administração de negócios, critérios para a seleção de projetos, sistemas de gestão da qualidade, codificação da estrutura de clas-
sificação, segurança de dados e planos de execução, por exemplo. Padrões e normas, técnicas de abordagem, métodos, elaboração e uso de mapas mentais também são abordados no livro. Há capítulos onde o leitor vai encontrar assuntos relacionados ao planejamento do orçamento, riscos, arranjo de contratos e análise socioeconômica de custobenefício em projetos de investimento em infraestrutura. A sustentabilidade e a eficiência energética também estão entre os temas tratados pelo autor, assim como as técnicas de validação e qualidade de cronogramas – AACE, DCMA, GAO, NASA. O livro possui capítulos dedicados à elaboração de orçamentos e formação de preços de empreendimentos de infraestrutura, nos quais há tópicos sobre a criação de orçamentos com base nas normas ABNR NBR 16633-1 – Terminologia –e ABNR NBR 16633-2 – Procedimentos gerais. Na parte final, a transformação digital compõe um grupo de tópicos que têm como temas principais a robótica, tecnologia aplicada à engenharia, redes e sistemas digitais para compartilhamento de dados (blockchain), inteligência artificial (IA), computação em nuvem, gêmeos digitais, internet das coisas (IoT) e realidade virtual e aumentada, entre outros assuntos. O livro é comercializado em versão física pelo site da Livraria Ofitexto (www.ofitexto.com.br) pelo preço sugerido de R$ 169,89.