A ISCAR celebra seus 30 Anos no Brasil agradecendo aos nossos clientes pela confiança e parceria de tantos anos. Nossas tecnologias e soluções em ferramentas e serviços, bem como nossa estrutura e experiência, nos mantém à frente como seu principal fornecedor de ferramentas de usinagem continuando a CONTRIBUIR COM A PROSPERIDADE DA INDÚSTRIA BRASILEIRA.
12 GUIA I
Fresadoras de grande porte
Uma relação detalhada dos fornecedores de fresadoras pesadas, que têm papel estratégico na usinagem de componentes de grandes dimensões e alta precisão.
14 ANÁLISE
Força de avanço e momento torçor na furação de CGI 500 com brocas revestidas e sem revestimento
Estudo avalia a influência dos parâmetros de corte sobre a força de avanço e o momento torçor, em diferentes estágios de desgaste da ferramenta, na furação a seco do ferro fundido vermicular CGI 500 com tipos diferentes de brocas.
22 GUIA II
Pastilhas de CBN
A oferta de pastilhas de nitreto de boro cúbico (CBN), que possuem alta dureza, resistência ao calor e eficiência em proporcionar um bom acabamento superficial em materiais metálicos difíceis de trabalhar.
24 TORNEAMENTO
Temperatura e calor em usinagem. Axiomas e prática didática experimental. Os conceitos de sistema termodinâmico aberto e os mecanismos de transferência de calor no processo de torneamento foram avaliados de maneira experimental e acessível, visando à sua reprodução como conteúdo programático para torná-los parte de uma metodologia ativa baseada em problemas (PBL) aplicada em ensino de manufatura por usinagem.
Capa: Imagem: Red Ivory / Shutterstock
Layout da capa: Vanessa C. Silva
Capital humano para o setor de usinagem
A pesquisa aplicada é a chave para a formação de mão de obra qualificada para o setor metalmecânico.
Empresas do setor de usinagem vivem hoje um momento de transformação e de oportunidades, marcado pelo avanço tecnológico em busca de maior eficiência produtiva. O uso crescente de máquinas CNC avançadas combinadas com impressão 3D e sistemas inteligentes permite a produção de peças com alta precisão, atendendo demandas de setores exigentes como o de tecnologia médica, automotivo, aeroespacial, óleo e gás, entre tantos outros. No entanto, ainda há muitos impasses a solucionar e a pesquisa é o único caminho para isso.
Felizmente dispomos de um ambiente acadêmico conectado com a demanda da indústria, o que leva à realização de estudos com enfoque prático. Nesta edição temos exemplos disso, com uma análise da
furação de ferro fundido vermicular CGI 500 (página 14), muito utilizado na produção de blocos de motores. Testes realizados com diferentes tipos de brocas fornecem informações práticas sobre a influência do desgaste das ferramentas nos resultados da operação, em uma contribuição dos autores para a solução de problemas reais do ambiente produtivo.
Outra pesquisa, publicada a partir da página 24, explora os mecanismos de transmissão de calor no torneamento, colaborando para aprimorar o ensino e a prática industrial, em uma abordagem metodológica que favorece a formação de profissionais mais preparados para lidar com desafios técnicos e operacionais.
A pesquisa aplicada para melhoria de processos está intimamente relacionada à formação de capital humano atualizado e capacitado, e é também uma forma de trazer para a indústria jovens talentos egressos do meio universitário, cuja curiosidade intelectual e capacidade analítica são mais que bem-vindas.
Hellen Corina de Oliveira e Souza
Diretora de redação hellen.souza@arandaeditora.com.br
* Cadastre-se para receber a newsletter quinzenal da Máquinas e Metais no link: https://bit.ly/3uzxCua Ou via QR Code:
ISSN 0025-2700
REDAÇÃO
Diretor: José Roberto Gonçalves
Diretora de redação: Hellen Corina de Oliveira e Souza
Produção: Vanessa Cristina da Silva e Talita Silva Projeto gráfico: Lobo Artes Gráficas
MÁQUINAS E METAIS, MÁQUINAS E METAIS, revista brasileira de tecnologia de usinagem e automação da manufatura, é uma publicação de Aranda Editora Técnica Cultural Ltda. O acesso à revista digital e o download no formato pdf são gratuitos em nosso site www.arandanet.com.br/revista/MM
Redação, Publicidade, Administração e Correspondência: Alameda Olga, 315 - 01155-900 - São Paulo - SP - BRASIL Tel.: +55 (11) 3824-5300 - info@arandanet.com.br www.arandanet.com.br
Pesquisa trata do uso de laser na fabricação de ferramentas
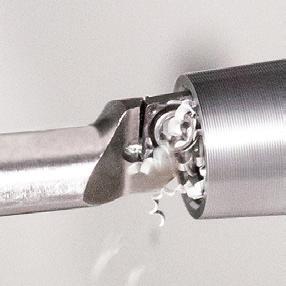
Ferramentas feitas de materiais duros e cerâmicos são extremamente resistentes ao desgaste, e isso faz com que as ferramentas de corte utilizadas em sua fabricação também se desgastem mais rapidamente. A evolução das ferramentas de corte avançadas para usinagem de materiais duros – como brocas, cabeçotes de fresagem, rolos e insertos de metal duro – depende da capacidade das ferramentas para processar geometrias complexas mantendo alta resistência ao desgaste.
Essa constatação levou pesquisadores do Instituto Fraunhofer ILT (Alemanha), especializado em tecnologias a laser , a desenvolver uma cadeia de processo que emprega o mesmo sistema a laser em múltiplas etapas sucessivas na fabricação de ferramentas como brocas, cabeçotes de fresamento e pastilhas. De acordo com comunicado de imprensa da instituição, o segredo é a flexibilidade do controle das configurações do laser : a ablação utiliza pulsos de alta energia e baixa reprodução; já o trabalho com o laser de pulso ultracurto (USP, de ultrashort pulse ) emprega alta frequência de repetição (até 50 MHz) e menor energia de pulso, promovendo a remoção superficial controlada de micrômetros da superfície. Esta, ao ser solidificada, cria uma camada que é uniformizada por tensão superficial, suavizando microdefeitos e mantendo a geometria complexa com ajustes seletivos em zonas críticas.
Os lasers comerciais de USP, com potência entre 20 e 40 W, podem remover materiais ultraduros
por vaporização localizada: pulsos de alta energia (com duração de poucos picossegundos) incidentes na superfície, promovem a ablação precisa sem efeito térmico significativo – característica crítica para evitar trincas ou danos na peça. O processo pode atingir taxas de remoção de até 100 cm²/min, permitindo a fabricação eficiente e sem geração de desgaste em ferramentas.
O método integrado levou a índices de produtividade equivalentes tanto na formação (ablação) quanto na cobertura (10 a 100 cm²/min) das ferramentas. O seu uso é sugerido para empresas que querem ampliar sua oferta tecnológica e acelerar o retorno sobre investimento em sistemas a laser de pulso ultracurto. Os ganhos incluem redução de custos, eliminação do desgaste de ferramentas secundárias, maior eficiência energética e de recursos materiais.
Uma ferramenta feita de carbeto de tungstêniocobalto foi inicialmente estruturada por laser de pulso ultracurto e depois polida com o mesmo laser. Imagem: Fraunhofer ILT.
Fraunhofer ILT - www.ilt.fraunhofer.de
Fabricante paranaense de ferramentas de usinagem investe em otimização de processos
A Fecial, especializada no desenvolvimento de ferramentas de usinagem, aprimorou o cruzamento
O cruzamento de dados de usinagem e do consumo de ferramentas foi aprimorado no parque fabril da Fecial. Imagem: Fecial/SKA
de dados de usinagem, consumo de ferramentas, tempos programados e tempos reais em sua planta fabril situada no município de Araucária (PR). A empresa está investindo na otimização de processos produtivos e entre as suas estratégias está o uso de um software desenvolvido pela SKA. A empresa paranaense também obteve uma redução de 20% do tempo de preparação e emissão da documentação técnica referente aos processos de usinagem, além de outras melhorias mencionadas por Leandro Vieira, gerente geral da Fecial, e Adriano Tavares, gerente de negócio da SKA, que forneceram informações à reportagem da Máquinas e Metais
Conforme explicou Leandro, o software “SKA Reports” passou a ser utilizado nos trabalhos da companhia porque, nas palavras dele, “havia uma necessidade clara de acelerar a preparação dos processos, sincronizando os dados de programação CNC com os documentos do chão de fábrica, bem como de criar indicadores que impactassem as compras, qualidade e gestão, criando dashboards estratégicos para supervisores e gestores tomarem decisões mais assertivas”.
De acordo com o gerente geral da Fecial, os próximos passos da otimização de processos fabris incluirão máquinas de usinagem de cinco eixos. “Estamos em
processo final de aquisição de uma nova máquina CNC de cinco eixos simultâneos. Os programas para essa máquina serão feitos no Edgecam e integrados ao SKA Reports, expandindo o nível do controle e da análise para operações de acabamento e retoques, por exemplo”, comentou.
Fecial - www.fecial.com.br
Metalmecânica à frente na demanda por robôs industriais
A demanda por robôs na indústria metalmecânica, especialmente nas áreas de usinagem e produção de metais e máquinas, tem apresentado uma evolução significativa nos últimos anos, conforme o relatório World Robotics 2025 da Federação Internacional de Robótica (IFR).
O relatório destaca o protagonismo da China na adoção de robôs em processos produtivos. Em 2024, o setor classificado como “metal e máquinas” instalou 54.633 robôs, um aumento de 31% em relação ao ano anterior, quando as instalações totalizaram 41.578 unidades. Esse salto demonstra a recuperação acelerada do setor após períodos de demanda moderada, revelando crescente adoção da automação com o objetivo de obter ganhos de eficiência e competitividade.
Ao comparar a evolução das instalações de robôs nos últimos três anos, o relatório aponta que a indústria metalmecânica passou de 30.909 unidades em 2022 para 41.578 em 2023, chegando ao patamar inédito de 54.633 em 2024. Esse crescimento anual, que varia de 30% a 31%, supera o
desempenho de setores tradicionais como automotivo e eletrônico, que apresentam oscilações ou desenvolvimento mais lento. A tendência é influenciada não apenas pela busca por produtividade, mas também pela necessidade de suprir carências de mão de obra especializada em operações industriais cada vez mais complexas.
O relatório mostra que o mercado chinês lidera mundialmente tanto em taxas de crescimento quanto em volume de instalações. O setor de “metal e máquinas” na China responde por praticamente todo o aumento do consumo global de autômatos, sendo fortemente impulsionado por iniciativas de digitalização fabril e políticas de modernização industrial.
O IFR estima que o ritmo de crescimento global de instalações de robôs deve manter uma tendência, apesar das incertezas macroeconômicas e da pressão sobre os custos, levando a uma expectativa de aceleração nas regiões da Ásia e da Europa. Para o setor metalmecânico, especialmente em usinagem e fabricação de máquinas, a robotização se consolida como fator central de transformação industrial, elevando os padrões de produtividade, flexibilidade e segurança, ao mesmo tempo que abre espaço para modalidades de produção cada vez mais inteligentes e personalizadas.
Demanda geral das fábricas dobrou em 10 anos
Os números da World Robotics 2025 apontam 542.000 robôs instalados em 2024, mais que o dobro do número registrado 10 anos atrás. As instalações anuais ultrapassaram 500.000 unidades pelo quarto ano consecutivo. A Ásia foi responsável por 74% das
novas implantações em 2024, em comparação com 16% na Europa e 9% nas Américas.
“As novas estatísticas da World Robotics mostram que 2024 terá o segundo maior número anual de instalações de robôs industriais da história – apenas 2% abaixo do recorde histórico de dois anos atrás”, afirmou Takayuki Ito, presidente da IFR. “A transição de muitas indústrias para a era digital e automatizada foi marcada por um enorme aumento na demanda. O número total de robôs industriais em uso operacional em todo o mundo foi de 4.664.000 unidades em 2024 – um aumento de 9% em relação ao ano anterior.”
Perspectivas
A OCDE e o FMI esperam um crescimento global na faixa de 2,9% a 3,0% em 2025 e de 2,9% a 3,1% em 2026. No entanto, tensões geopolíticas, conflitos na Europa Oriental e no Oriente Médio e interrupções comerciais estão exercendo impacto negativo na economia global e nos investimentos das empresas.
De acordo com a IFR, a indústria da robótica não está imune às condições macroeconômicas globais, mas a perspectiva ainda é positiva. Globalmente, espera-se que as instalações de robôs cresçam 6%, para 575.000 unidades em 2025. Até 2028, projeta-se que a marca de 700.000 unidades será ultrapassada.
HyperMILL integra automação a torneamento e fresamento
A Open Mind, fabricante alemã com subsidiária em Barueri (SP), apresentou as últimas funcionalidades do sistema hyperMILL durante a EMO Hannover, realizada no final de setembro, demonstrando ao vivo a produção de uma peça em alumínio de alta resistência, inspirada em componentes espaciais, utilizando torneamento e fresamento em um centro Mazak Integrex.
A demonstração destacou as tecnologias hyperMILL e fomentou discussões sobre estratégias especializadas de usinagem e soluções como o hyperMILL Automation Center e a integração de duas tecnologias digitais por meio do hyperMILL Virtual Machining (imagem abaixo), que suportam tornos com os comandos Fanuc e Mitsubishi.
Durante o evento, a Open Mind também apresentou recursos recém-adicionados à versão atual: o algoritmo de fresamento redesenhado para maior eficiência de desbaste em 3D, particularmente em grandes avanços laterais e funções específicas para rebarbação,
Desenvolvedora alemã de sistemas CAD/CAM exibe tecnologias demonstrando a usinagem de componentes aeronáuticos. Imagem: Open Mind
incluindo rebarbação automática de arestas selecionadas tanto em 5 eixos (com indexação automática) quanto em 3 eixos, além de uma estratégia para rebarbação em furos. Em quatro estações de trabalho, os visitantes acompanharam as projeções das funcionalidades do hyperMILL e do sistema MES Hummingbird, enfatizando a integração entre CAD/CAM e gestão de produção digitalizada. A Open Mind posiciona o hyperMILL e o Hummingbird-MES como elementos essenciais para digitalização e integração de processos na produção conectada.
Open Mind - www.openmind-tech.com
CNC da Mitsubishi Electric passa a contar com novos recursos
A Mitsubishi Electric Brasil, situada em Barueri (SP), empresa que integra o grupo homônimo com matriz no Japão, trouxe para o seu portfólio a linha de CNCs M8V. A linha de CNCs possui recursos aprimorados e já está disponível para comercialização.
A empresa tornou mais fácil a integração de robôs colaborativos que podem ser utilizados em operações de usinagem. Além disso, há recursos para a integração de máquinas de usinagem e de sistemas que operam com internet das coisas (IoT) e sistemas de simulação gráfica 3D.
Roberto Marques, gerente geral da divisão de CNC da Mitsubishi Electric, em entrevista concedida à Máquinas e Metais , comentou que os clientes também já podem contar com assistência técnica local. O executivo disse que a série de CNCs M8V é recomendada tanto para empresas que utilizam máquinas de usinagem convencionais quanto para
usuários de centros de torneamento e centros de usinagem de alta complexidade.
Entre os recursos da linha de CNCs estão ferramentas para o incremento no número de eixos, comunicação com redes digitais integradas usando sistemas de conexão sem fio ( wireless ) e manufatura inteligente, incluíndo integração nativa com robôs da Mitsubishi Electric.
Os clientes podem consultar a companhia sobre a disponibilidade de kits para retrofitting de máquinas-ferramentas e serviços de consultoria, bem como integração de sistemas para aprimorar a conectividade de linhas de produção com plataformas digitais dedicadas à gestão de dados provenientes da produção, entre outros serviços.
Mitsubishi Electricwww.mitsubishielectric.com
Fabricante gaúcha de peças usinadas vai expandir planta industrial
A Fundação CERTI (Florianópolis, SC) e a Sultécnica, fornecedora de componentes de precisão fabricados por usinagem com parque fabril em Cachoeirinha (RS), estão à frente de
Tecnologias que integram a linha de CNCs M8V. Imagem: Mitsubishi Electric.
um projeto que tem como objetivo aumentar a produção da planta industrial da empresa gaúcha.
As etapas do projeto realizado pela CERTI incluíram a reestruturação da fábrica da Sultécnica, a otimização dos processos de usinagem e preparação para uma futura expansão do parque fabril. As estratégias das companhias parceiras consistiram no mapeamento dos processos internos e na identificação de gargalos e desperdícios.
Também foi desenvolvido, conforme uma nota à imprensa, um novo layout da fábrica em 2D, além de simulações de operações típicas do chão de fábrica que foram produzidas por meio do software Plant Simulation.
A Sultécnica atua há mais de 20 anos na fabricação de componentes usinados de precisão, fornecendo para o setor automotivo, agrícola, industrial e hidráulico.
“Além de entregarmos um layout otimizado, desenvolvemos um plano estruturado de implementação e avaliamos cenários futuros, apoiando a Sultécnica na tomada de decisões estratégicas de médio e longo prazo. O resultado será uma planta mais eficiente, escalável e pronta para absorver novos investimentos em equipamentos e linhas de produção”, comentou Ketlen Possoli, consultora de negócios da Fundação CERTI.
“A estrutura fabril representa um salto de excelência, que nos permite levar ao mercado e aos nossos clientes mais tecnologia, qualidade
e competitividade. Os ganhos se estendem da verticalização de estoques e embalagens à otimização dos fluxos produtivos e ao aumento da eficiência operacional”, comentou Ricardo Pimentel, diretor comercial da Sultécnica.
Sultécnica - www.sultecnica.ind.br
Planta fabril da Sultécnica. Imagem: CERTI/Divulgação.
Plataforma global de automação industrial agora presente no Brasil
A Mouts TI (Blumenau, SC) foi nomeada integradora oficial da Copa-Data, empresa austríaca que desenvolve a plataforma Zenon de automação industrial e energética. Presente em mais de 60 países e utilizada por companhias dos setores automotivo, farmacêutico, de alimentos e energia.
Com o acordo, a empresa catarinense passa a implantar, customizar e integrar sistemas baseados no Zenon em plantas industriais de médio e grande porte, a exemplo de empresas do setor metalmecânico. A ferramenta une, em um só ambiente, funcionalidades de supervisão, controle e aquisição de dados em processos industriais (SCADA), interface homem-máquina (IHM), análise de dados, gestão de alarmes e automação de energia, permitindo que indústrias operem com mais eficiência, rastreabilidade e segurança operacional.
Com atuação em mais de 20 países, a Mouts TI já desenvolve projetos com foco em nuvem, integração de dados, IoT industrial e analytics. A integração com a Copa-Data permite que a empresa atue desde o chão de fábrica até o nível corporativo. Mouts TI - https://mouts.info
FUNDIÇÃO
Pesquisa em fundição de aço abre caminho para componentes mais seguros
O Instituto Fraunhofer de Máquinas-Ferramentas e Tecnologia de Conformação (IWU), em parceria com a Universidade Técnica da Academia de Minas de Freiberg (ambas na Alemanha) desenvolveram uma liga de aço austenítico ligado ao
cobre que abre novas possibilidades para aplicações críticas em termos de segurança. A nova aço-liga combina resistência e ductilidade de uma forma considerada inédita até agora.
O estudo está baseado em conceitos da metalurgia associados aos efeitos de plasticidade induzida pela transformação e plasticidade induzida por maclação (TRIP /TWIP, de t ransformation induced plasticity e twinning induced plasticity ). Esses mecanismos fazem com que a microestrutura do material se altere sob tensão, levando a um aumento significativo da sua resistência e ductilidade.
Ambos aumentam a capacidade do material de absorver energia mecânica e melhoram sua resistência à tração. “Ao combinar esses dois efeitos, a resistência do material aumenta significativamente, e a falha do componente sob carga dinâmica passa a ocorrer mais tarde. Além disso, a conformabilidade e a capacidade de absorção de energia em caso de impacto são significativamente melhoradas”, explicou Nadine Lehnert, que lidera o projeto no Fraunhofer IWU dentro do projeto de pesquisa “Conformação a Frio de Fundidos de Aço”.
Como funciona
A forma inicial da liga de aço fundido é transformada por conformação a frio em um produto com microestrutura austenítica de granulação fina. Primeiramente, uma matriz reduz o diâmetro da peça. Esse estresse mecânico
leva à formação de uma estrutura parcialmente martensítica devido ao efeito TRIP/TWIP. O tratamento térmico subsequente resulta na redução do tamanho de grão (granulação fina) do componente, graças à reversão da martensita em austenita novamente. Sob alta tensão, podem se desenvolver trincas na peça, especificamente na estrutura austenítica, mas isso não a levará à falha, tendo em vista que a transformação martensítica da microestrutura impede novas trincas.
As propriedades exclusivas da nova aço-liga e da tecnologia para processá-la a tornam ideal para aplicações de segurança crítica, com altos requisitos de resistência, tenacidade e confiabilidade. Setores como o automotivo, aeroespacial, de tecnologia médica, construção e infraestrutura são potenciais usuários do material que pode, por exemplo, fazer com que componentes do chassi, amortecedores de impacto e estruturas da carroceria de automóveis apresentem alta absorção de energia e segurança em caso de colisão.
No segmento de infraestrutura, fixadores para pontes e túneis (foto) podem se tornar mais seguros graças à maior resistência do material a rachaduras. Outra vantagem da nova tecnologia é sua adequação à conformação a frio, processo que permite a fabricação de componentes à temperatura ambiente. Fraunhofer IWUwww.iwu.fraunhofer.de
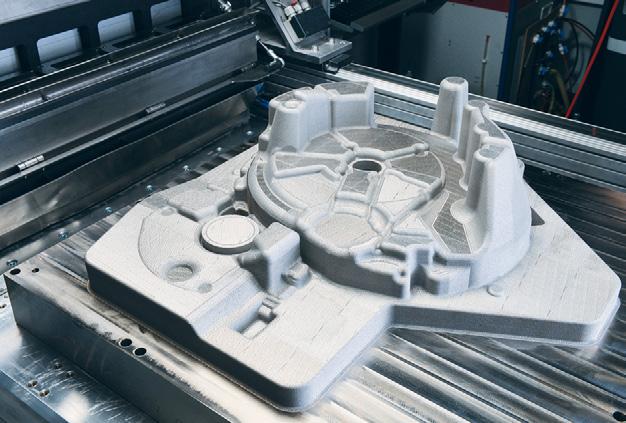
Molde para fundição sob pressão de peças grandes é impresso em 3D
A indústria automotiva está passando por uma transformação impulsionada pela necessidade de redução de custos e a transição para a eletromobilidade. Isso leva muitos
Fixadores para pontes e túneis (foto acima) podem se tornar mais seguros graças à maior resistência do material a rachaduras. Imagem: Fraunhofer IWU.
Projeto dos canais de resfriamento. Em vez do resfriamento convencional por pinos (figuras superiores), o novo formato contém uma rede complexa de canais de resfriamento conformais (figuras inferiores) adaptada com precisão às áreas da ferramenta sob alta tensão térmica. Essa geometria dificilmente seria obtida por usinagem convencional.
Imagem: Fraunhofer ILT
fabricantes a reduzir o número de peças e substituí-las por poucos componentes estruturais complexos. Essa transformação impõe novos desafios a diferentes processos, incluindo o de fundição. Os moldes necessários devem ser maiores e com geometria complexa, mas também mais resistentes e com tempo de desenvolvimento reduzido. Essa necessidade motivou um projeto conjunto do Instituto Fraunhofer de Tecnologia a Laser (ILT, de Aachen, Alemanha), do fabricante de pós metálicos MacLean-Fogg e da Toyota.
Utilizando o equipamento para manufatura aditiva por fusão a laser em leito de pó PBF-LB/M, criado pelo Fraunhofer ILT, e o aço especial para construção de ferramental L-40 desenvolvido pela MacLean-Fogg especificamente para manufatura aditiva, foi possível fabricar pela primeira vez moldes de fundição sob pressão de grande porte (HPDC, de high pressure die casting ) com sistema de resfriamento situado próximo dos contornos da peça, adequados para componentes com grande volume.
Até então, a fabricação aditiva de moldes grandes era limitada por dois fatores: o volume das máquinas convencionais, insuficiente para peças maiores que 600 x 600 mm, e a
pouca estabilidade das propriedades mecânicas dos aços convencionais (H11, H13, M300), o que costuma ocasionar trincas em peças de grandes volumes devido a deformações e tensões residuais, especialmente na etapa de tratamento térmico.
Para superar essas barreiras, foi desenvolvida a nova geração de máquinas e materiais. A máquina PBF-LB/M gantry possui cinco cabeçotes de laser , envelope de trabalho de 1.000 x 800 x 350 mm, cabeçote móvel e sistema de gás de proteção local, mantendo as mesmas condições de processo em toda a área, o que permite escalonar o volume produtivo para peças ainda maiores. Uma mesa aquecida foi incorporada para manter a plataforma a 200 °C, reduzindo gradientes térmicos críticos e o risco de trincas durante a construção.
O aço L-40, adaptado para impressão 3D, apresenta reduzida tendência a trincas, alta precisão dimensional e propriedades mecânicas adequadas já no seu estado original ( as-built ): dureza de 48 HRC, resistência à tração de 1.420 MPa e resistência ao impacto superior a 60 J. Testes realizados pelo consórcio de pesquisa comprovaram a estabilidade deste aço e o seu desempenho em geometrias complexas, especialmente na região dos canais de resfriamento.
do contorno da peça a ser moldada. Imagem: Fraunhofer ILT
A combinação da máquina escalável e do material desenvolvido possibilitou a produção econômica e repetível de moldes de fundição grandes com resfriamento conformal, resultando em aumento significativo da vida útil, em comparação a moldes tradicionais. No projeto, o consórcio fabricou um molde da carcaça de uma caixa de câmbio de um modelo da Toyota, incorporando uma rede complexa de canais de resfriamento próximos ao contorno da peça, impossível de ser produzida por processos convencionais. O projeto usou processo híbrido, iniciando com um bloco pré-formado já contendo canais verticais usinados, sobre o qual aplicou-se a impressão 3D para áreas de geometria complexa, usando-se um conceito parecido com um inserto. O método reduziu custo e tempo, limitando o uso da manufatura aditiva às regiões críticas. Após a impressão, o inserto passou por recozimento para alívio de tensões e acabamento das superfícies funcionais por usinagem convencional, com mínimo retrabalho devido à elevada precisão.
A tecnologia híbrida, com interfaces definidas, garantiu flexibilidade para adicionar ou otimizar componentes sem fabricar do zero, reduzindo o consumo de material e o custo por ferramenta. Harald Lemke, executivo da MacLean-Fogg, destacou que o aço L-40 rompe barreiras da manufatura aditiva para ferramentas de conformação a quente ou a frio e moldes de fundição, tornando a tecnologia economicamente viável para aplicação industrial em larga escala, com vantagens claras para OEMs como a Toyota, que buscam flexibilidade financeira, redução de peças individuais, maior durabilidade e possibilidade de múltiplas variantes em uma única ferramenta.
Fraunhofer ILT - www.ilt.fraunhofer.de
Molde para fundição sob pressão fabricado aditivamente em aço para ferramentas L-40, usando fusão a laser em leito de pó e contendo canais conformais próximos
Fresadoras de grande porte
Também conhecidas como fresadoras pesadas (para usinar peças prismáticas com dimensões a partir de 1.000 x 500 x 200 mm), as fresadoras de grande porte têm papel estratégico na usinagem de componentes de grandes dimensões e alta precisão — típicos das indústrias de base, energia, transporte e bens de capital. Elas permitem trabalhar peças com vários metros de comprimento, altura e largura, em operações que seriam inviáveis em fresadoras convencionais. São robustas e podem executar uma ampla variedade de operações — faceamento, fresamento de contornos, rasgos, furos, cavidades e superfícies complexas — em diferentes eixos e ângulos. Confira os fornecedores dessas máquinas, classificadas neste guia conforme o tipo de construção (pórtico, gantry, universal e de banco fixo).
Distância máxima da mesa ao nariz do eixo árvore (mm)
Potência do eixo árvore (kw)
Rotação do eixo árvore (rpm)
Cone porta ferramenta
Capacidade magazine porta ferramentas
Comprimento da mesa (mm)
Máxima capacidade de carga (kg)
Distância máxima da mesa ao nariz do eixo árvore (mm)
Potência do eixo árvore (kw)
Rotação do eixo árvore (rpm)
Cone porta ferramenta
Capacidade magazine porta ferramentas
Comprimento da mesa (mm)
Máxima capacidade de carga (kg)
Distância máxima da mesa ao nariz do eixo árvore (mm) Potência do eixo árvore (kw) Rotação do eixo árvore (rpm) Cone porta ferramenta Capacidade magazine porta ferramentas Comprimento da mesa (mm) Máxima capacidade de carga (kg)
Obs.: Os dados constantes deste guia foram fornecidos pelas próprias empresas que dele participam, de um total de 32 empresas pesquisadas. Fonte: Revista Máquinas e Metais, outubro/novembro de 2025.
Tipo pórtico
Tipo
Força de avanço e momento torçor na furação de CGI 500 com brocas revestidas e sem revestimento
F. R. de Paula, F. Mocellin, N. O. Soares e Á. R. Machado
Os principais fatores a influenciar a força de corte e a força de avanço são as propriedades mecânicas do material. Estudos mostram que os parâmetros de corte, a geometria da ferramenta e o desgaste da aresta de corte também têm influência sobre a força de avanço e o momento torçor. O uso de revestimento cerâmico é uma alternativa para tentar mitigar o atrito do cavaco com a ferramenta e assim reduzir a força de corte. O objetivo deste estudo é avaliar a influência dos parâmetros de corte sobre a força de avanço e o momento torçor, em diferentes estágios de desgaste da ferramenta, na furação a seco do ferro fundido vermicular CGI 500 com brocas revestidas e sem revestimento.
Os esforços de ferramentas de usinagem são diretamente dependentes das propriedades mecânicas do material submetido a esse processo, pois a dureza e a resistência do material restringem o cisalhamento imposto pela ação da ferramenta de corte para formar o cavaco. Entre as propriedades mecânicas, a microdureza e a quantidade de partículas duras são as que apresentam maior influência sobre os esforços de corte, que no caso da furação são as forças de avanço e o momento torçor (3) . A influência da perlita sobre as forças de corte foi investigada na literatura (8) , em que materiais de CGI com diferentes percentuais de perlita foram submetidos a testes de torneamento. Mantendo os parâmetros de corte, velocidade de corte e avanço, constantes, os resultados mostraram que quanto maior o percentual de perlita,
maior a força de corte. Em ensaios de torneamento e fresamento foi percebido que ao aumentar a velocidade de corte, a temperatura tende a subir, e isso contribui para a redução da força de corte (6, 9) . Isso ocorre porque o aumento da temperatura amolece o material que está sendo usinado. Em outros estudos foi analisada a influência do aumento do avanço sobre outros parâmetros, percebendo-se que ao aumentar o avanço, a força de corte também aumenta, e consequentemente o momento torçor, o que é justificado pelo aumento da seção do cavaco (6) . A geometria da broca também influencia no momento torçor e na força de avanço, e isso é mostrado na literatura (11) . Neste estudo constatou-se que comparando brocas de canais retos às brocas de canais helicoidais, as primeiras promovem maior força de avanço e de momento torçor. Além
Fábio Rüstow de Paula (fabio.rustow@pucpr.edu.br), Fabiano Mocellin (fabianom@tupy.com.br), Neider Oliveira Soares (neider.soares@guhring-brasil.com) e Álisson Rocha Machado (alisson.rocha@pucpr.br) são pesquisadores da Pontifícia Universidade Católica do Paraná (PUCPR). Este artigo foi apresentado no 26o Colóquio de Usinagem, realizado de 25 a 27 de novembro de 2024 na Universidade Estadual de Campinas (Unicamp), Campinas (SP). Reprodução autorizada.
disso, diferentes afiações da ponta da broca podem promover aumento do momento torçor. O momento torçor é determinado pela componente de força de corte, que é muito influenciada pelas condições da aresta principal de corte (2). De acordo com a literatura (13), a usinagem de ferros fundidos grafíticos na velocidade de corte de 100 m/min pode promover a formação de aresta postiça de corte (APC), e sua presença vai influenciar consideravelmente esta componente de força.
A deposição de revestimento cerâmico sobre a superfície da ferramenta tem como objetivo proteger o substrato da ferramenta de corte de altas temperaturas, atenuar o atrito e a força de corte, evitar a adesão de material à ferramenta, reduzir a formação de aresta postiça de corte (APC) e possibilitar o uso de velocidades de corte superiores. Consequentemente, é possível que a vida da ferramenta de corte também aumente (1,10,12)
Assim, é importante estudar o comportamento dos esforços de usinagem e compreender a influência das princi-
pais variáveis de entrada no processo de furação de materiais importantes na engenharia. O objetivo deste estudo é avaliar a influência dos parâmetros de corte sobre a força de avanço e o momento torçor, em diferentes estágios de desgaste da ferramenta (nova, 100 µm e máximo desgaste de flanco) na furação a seco do ferro fundido vermicular CGI 500 com brocas revestidas e sem revestimento.
Materiais e métodos
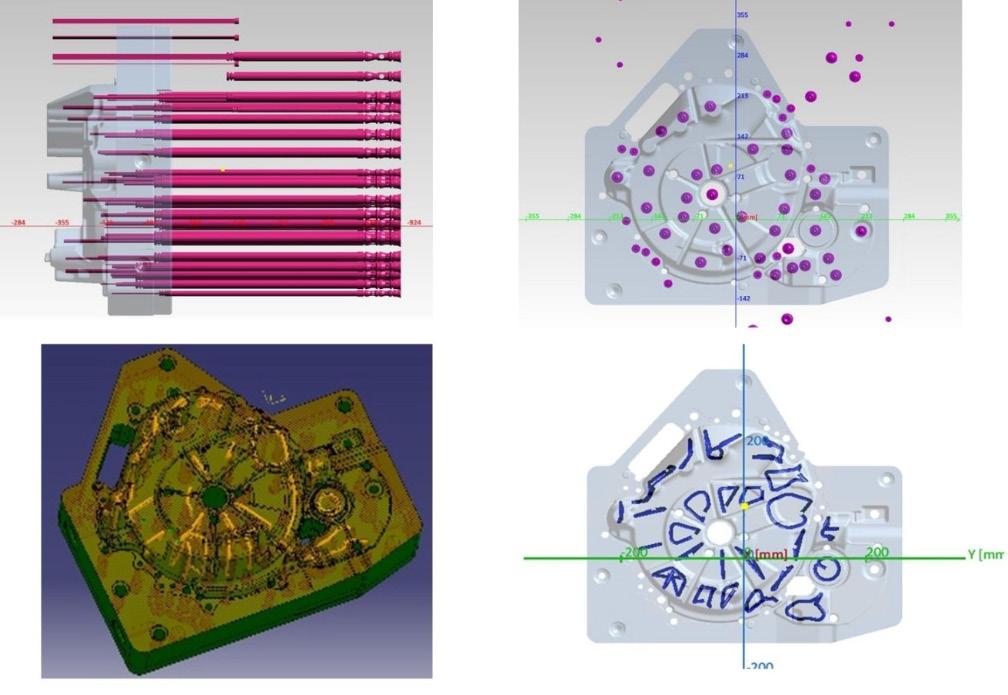
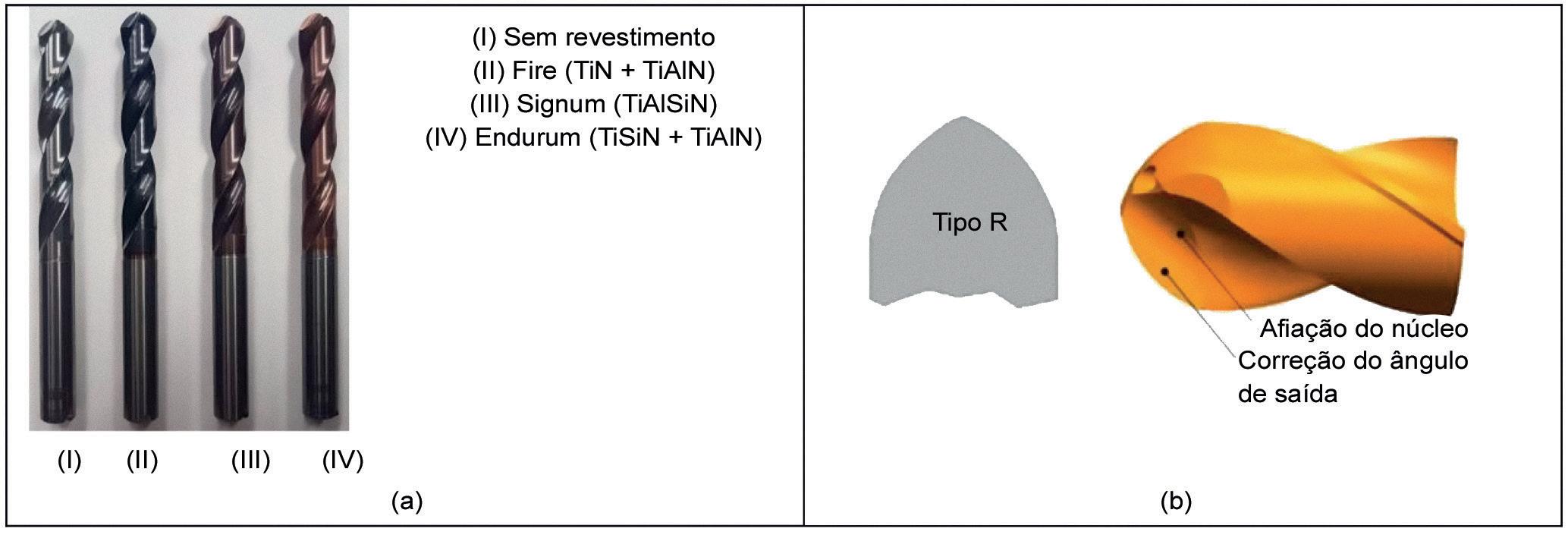
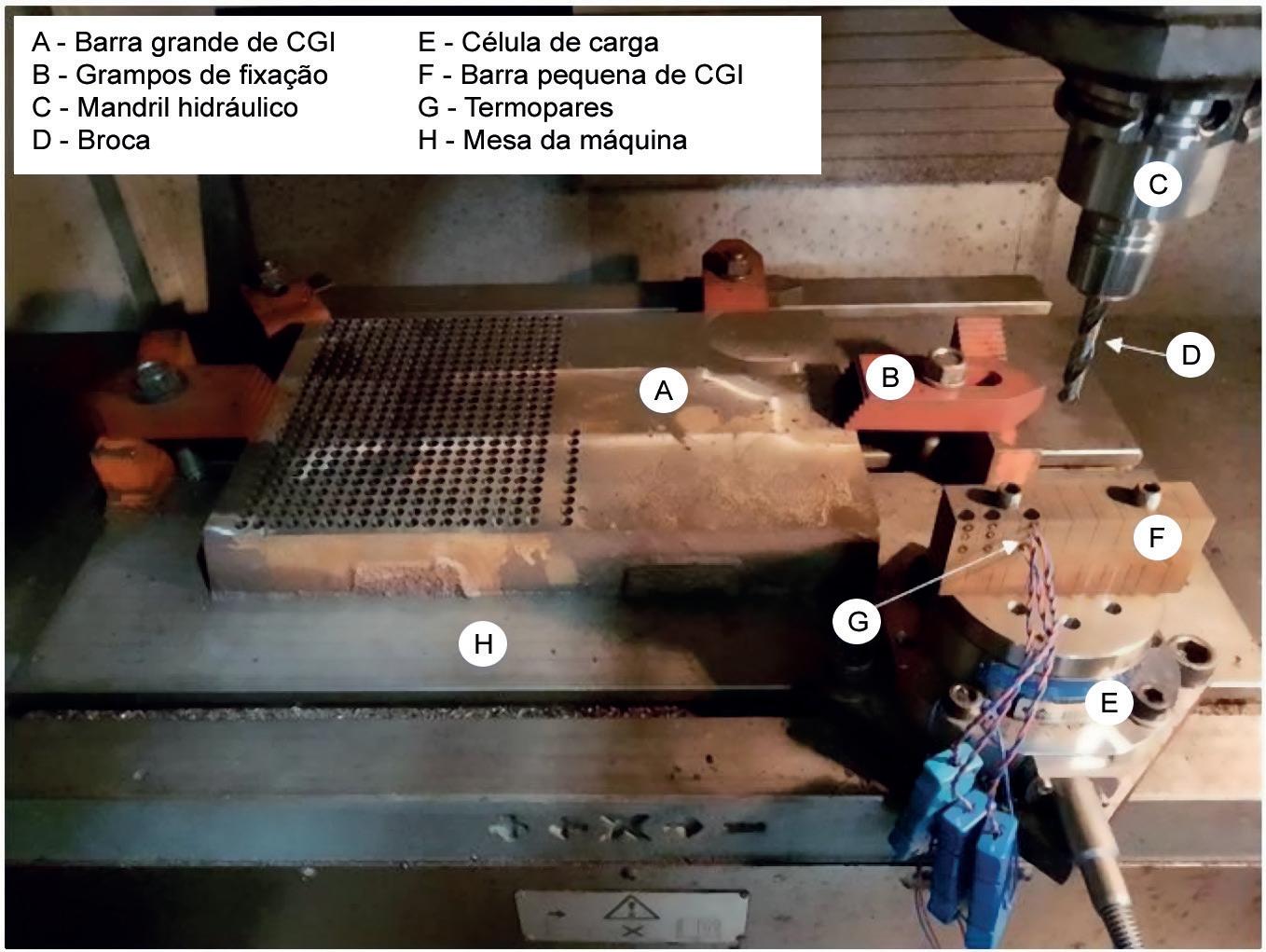
Na figura 1a são mostradas as brocas usadas neste estudo. Foram utilizadas brocas de metal duro, com diâmetro de 8 mm, com revestimentos nanoestruturados e com geometria diferenciada (figura 1b). Foram testados os revestimentos multicamadas Fire (TiN+TiAlN), Endurum (TiSiN+TiAlN) e Signum (TiAlSiN), além de brocas sem revestimento. Preliminarmente aos ensaios, foram preparados corpos de provas de ferro fundido vermicular (Compact Graphite Iron) CGI 500 de duas dimensões, barras com dimensões de 390 x 240 x 45 mm e barras menores, com dimensões de 110 x 25 x 45 mm. A figura 2 mostra que as barras maiores foram fixadas diretamente na mesa da
máquina com uso de grampos de fixação, e ao lado delas foram fixadas as barras menores por parafusos em uma plataforma piezoelétrica Kistler 9272, usada para medir a força de avanço e o momento torçor. Os ensaios foram feitos em um centro de usinagem vertical Arrow 500 da Cincinati Milacron, que possui motor principal de 5,5 kW de potência e rotação máxima de 6.000 rpm. Para manter a rigidez do conjunto foi usado um mandril hidráulico GM300 SK40 D8 da Gühring para fixação das brocas. Os ensaios de vida das ferramentas tiveram a seguinte rotina: a cada 25
furos feitos na barra maior de CGI (para evolução do desgaste), um furo era feito na barra menor de CGI, para medir a força de avanço e momento torçor; a cada ciclo de 26 furos, o ensaio era pausado para medição de desgaste da ferramenta de corte; e caso o critério de fim de vida da ferramenta adotado não fosse atendido, a ferramenta voltava à máquina para mais uma sequência de 26 furos. Os critérios de fim de vida da ferramenta adotados foram: desgaste de flanco VBB de 300 µ m; e execução de 469 furos ou ruído estridente, indicando eminência de colapso, o que ocorresse
Tabela 1 – Variáveis e seus níveis.
Planejamento 1
Velocidade
Nível
Variáveis (-) (+)
Revestimento X3 Sem revestimento TiN + TiAlN
Planejamento 2
Nível
Variáveis (-) (+)
Velocidade de corte (m/min)
Avanço (mm/rev) X2 0,2 0,35
Revestimento X3 TiSiN + TiAlN TiAlSiN
Figura 1 – (a) brocas revestidas e broca não revestida com geometria diferenciada; (b) afiação da aresta principal do tipo (R) (fonte: Catálogo técnico Gühring (2022)).
primeiro. O desgaste da ferramenta de corte foi medido em estereomicroscópio Zeiss Discovery V12. Os ensaios foram realizados a seco e os furos foram feitos com profundidade de 17,5 mm e equidistantes entre si, sendo 10 mm a distância de centro a centro dos furos.
Os ensaios foram executados em diferentes condições de corte, avanço e velocidade de corte (tabela 1), sendo, portanto, possível verificar suas influências na força de avanço e no
Tabela 2 – Planejamento fatorial 23
Ensaios/condições
(C2)
7 (C3)
8 (C4)
momento torçor. Foi utilizado o planejamento fatorial bk, onde “k” é o número de variáveis de entrada a serem consideradas, que nesse caso foi igual a 3, e “b” é o número de níveis das variáveis a serem testadas. Das três variáveis de entrada, duas são quantitativas (avanço e velocidade de corte) e uma é qualitativa (revestimento da broca). No caso do revestimento, são quatro níveis (sem revestimento, TiN + TiAlN, TiSiN + TiAlN e TiAlSiN). Assim, dois planejamentos 2 3 foram
necessários (tabela 1). Desta maneira, foi possível preparar o planejamento dos ensaios, com combinações dos níveis das variáveis, resultando em oito condições de ensaio em cada planejamento (tabela 2).
Cada revestimento (X3) foi testado em quatro condições (C1, C2, C3 e C4), e para aumentar o nível de confiabilidade dos resultados, cada ensaio foi realizado três vezes, totalizando assim 24 ensaios (8x3) em cada planejamento (tabela 2). Este planejamento fatorial, aliado às repetições dos testes, permitiram que ferramentas estatísticas fossem usadas para avaliar os resultados obtidos. Neste caso foi empregado o método de Análise de Variância (ANOVA), estabelecendo o critério de índice de confiabilidade de 95% e 5% de significância. Como foram dois planejamentos (tabela 1), deveriam ser desenvolvidos 48 ensaios de vida. Entretanto, o número de brocas sem revestimento disponíveis era de apenas cinco e, portanto, essas foram testadas uma única vez em cada condição, ao passo que as brocas com revestimento Endurum, apenas 11 unidades, foram testada duas vezes em cada condição, resultando assim em 36 ensaios.
Figura 2 – Materiais e equipamentos montados no centro de usinagem.
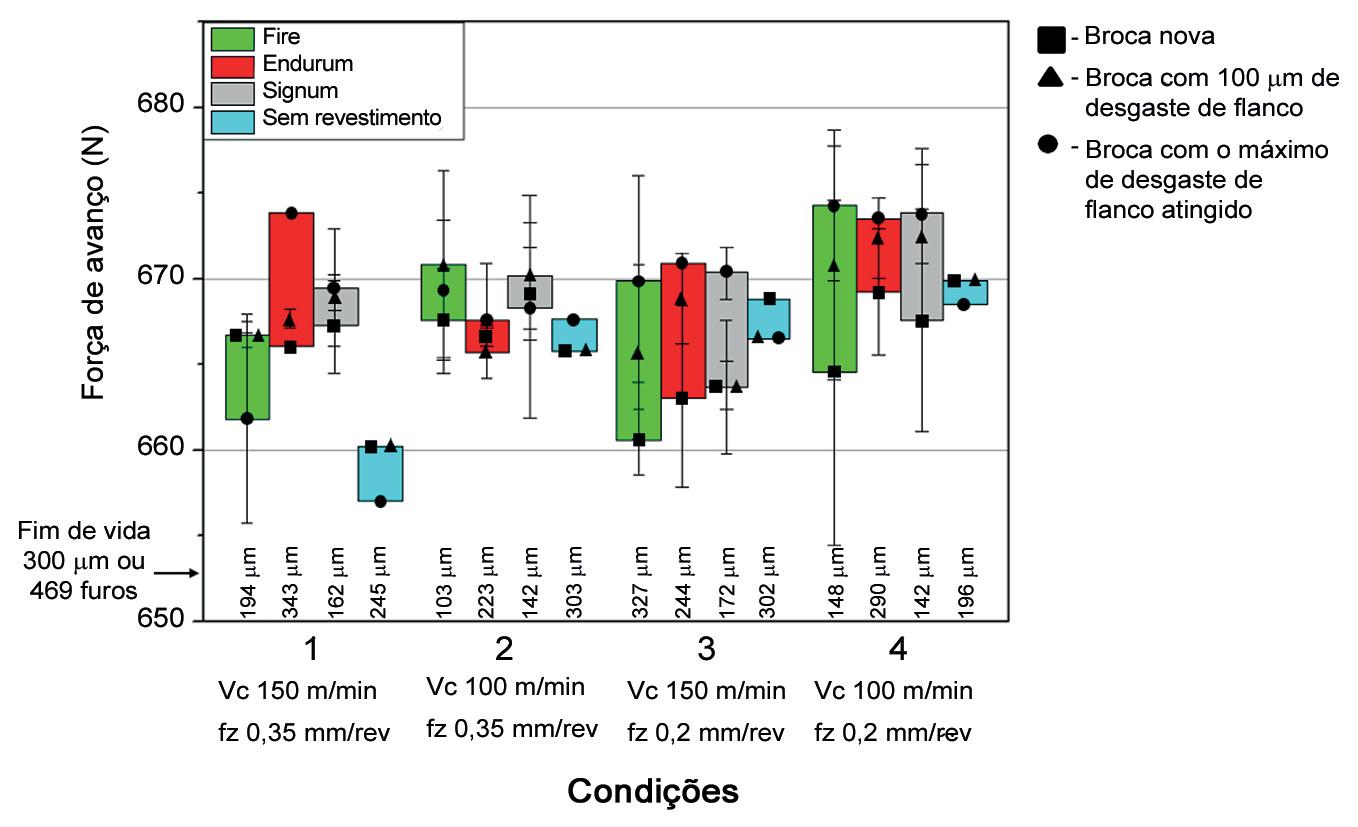
Figura 3 – Força de avanço obtida para as condições testadas.
Resultados e discussões
A análise dos resultados foi feita em três estágios de desgaste, sendo eles
sem desgaste, com desgaste de 100 µ m e no fim de vida da ferramenta para cada condição, assim como com -
parando a influência dos parâmetros de corte e dos revestimentos das ferramentas. As colunas que representam as ferramentas sem revestimento não possuem desvio-padrão, pois foi feito somente um teste para cada condição, devido ao número de ferramentas disponíveis.
Força de avanço
A figura 3 mostra os resultados da força de avanço obtidos durante os testes. Como pode ser observado, se for considerado somente o resultado médio, com a broca no estado de nova, o revestimento, a velocidade de corte e o avanço não foram influentes na força de avanço, pois na condição 1, entre as ferramentas revestidas, os valores das forças de avanço são muito próximos. Nas condições 3 e 4 o revestimento Fire teve força de avanço menor que as outras ferramentas. Possivelmente,
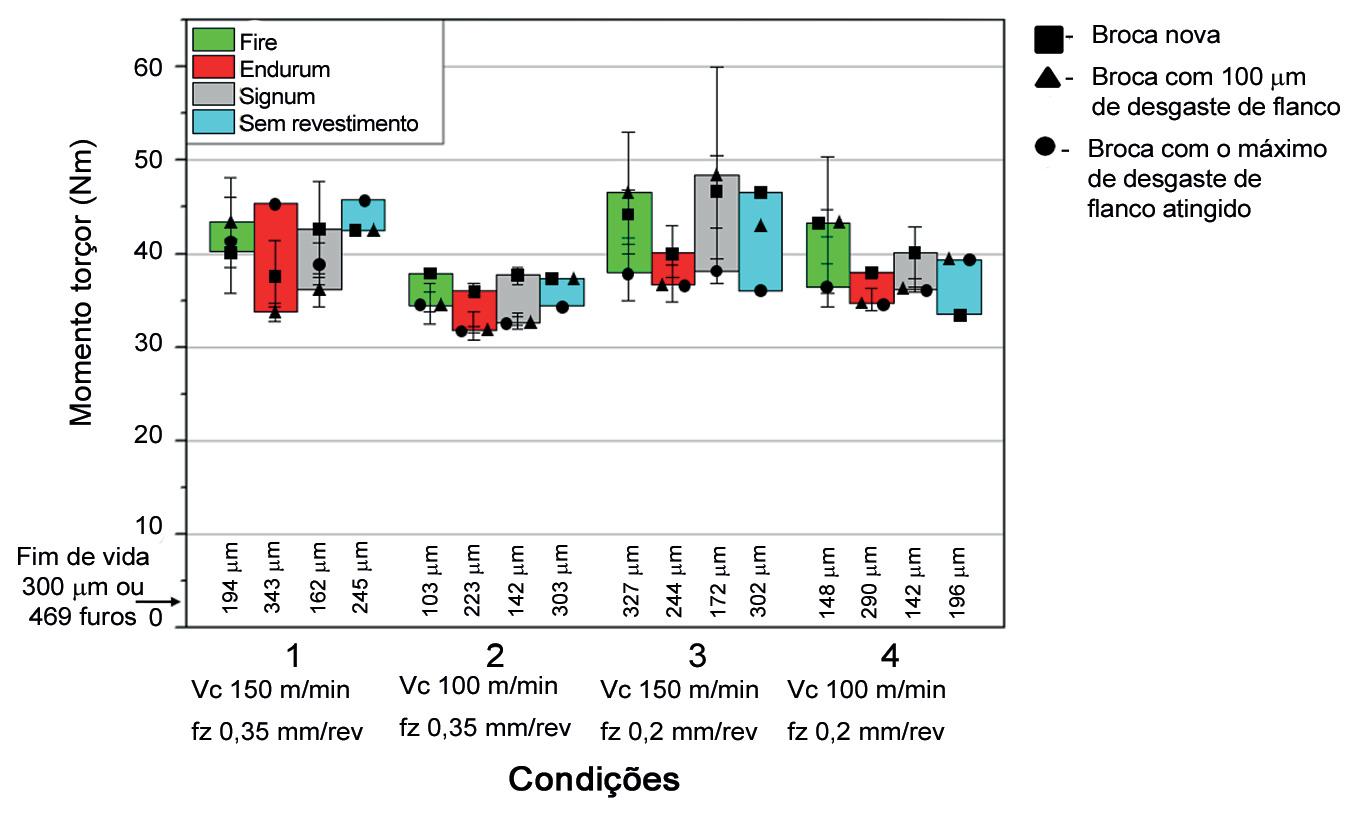
Figura 4 – Momento torçor obtido para as condições testadas.
Tabela 4 – ANOVA dos resultados das variáveis sobre a força de avanço (broca com 100 mícrons de desgaste).
isso é resultado da menor afinidade química do revestimento Fire (TiAlN) com o CGI 500. Os revestimentos Endurum e Signum possuem silício (Si) em sua composição, elemento também presente na composição do ferro fundido vermicular. Nas condições que possuem o maior valor de avanço, condições 1 e 2, esta influência não é percebida, pois os valores médios de força de avanço das ferramentas são similares. Quando é comparada a condição 1 à condição 2, é observado que a força de avanço foi praticamente a mesma, e reduz menos de 5N quando comparada à condição 3. Esta conclusão é ratificada pela Análise de Variância (ANOVA), na qual nenhuma das variáveis apresentaram influências significativas (tabela 3). A figura 3 mostra que este cenário muda assim que a ferramenta de corte apresenta 100 µ m de desgaste, pois comparando a condição 3 à condição 4, portanto, a influência do aumento da velocidade de corte, é visto que a força de avanço diminuiu. O aumento da velocidade de corte promove aumento da temperatura, e isso pode ser benéfico para reduzir a força de avanço, uma vez que a alta temperatura amolece o material que está sendo usinado, e assim reduz os esforços de corte (9). Com a aresta de corte com desgaste de 100 µ m, o resultado da análise estatística (ANOVA) mudou, agora considerando a velocidade de corte influente sobre a força de avanço (tabela 4). Os resultados da ANOVA da força de avanço com a
broca no estado final de desgaste são expostos na tabela 5, mostrando que, para este estágio de desgaste, todas as variáveis foram significativamente influentes sobre a força de avanço.
A figura 3 mostra que com as brocas no estado final de desgaste, as brocas sem revestimento obtiveram menores valores de força de avanço para todas as condições testadas, se considerada a média dos resultados. A condição 3 apresentou maiores diferenças de valores de força de avanço entre a broca no estado de nova e a broca com o desgaste final, principalmente quando comparada à condição de corte 2. Nesta comparação, é importante lembrar que a condição 3 tem menor avanço e maior velocidade de corte, o que sugere uma menor compressão axial da ferramenta de corte, e a condição 2 tem o maior avanço e a menor velocidade de corte.
Outros resultados destes ensaios são as temperaturas obtidas, apresentadas na literatura (4). É imprescindível pontuar que na condição 3, quando a broca atingiu seu estágio final de desgaste, um maior valor de tem -
peratura foi atingido, e esse fator contribuiu para o amolecimento do material submetido à usinagem, pois permitiu à ferramenta penetrar/cortar o material com menores forças. Além disso, a condição 3 mostrou valores de força de avanço similares aos da condição 2, que é a condição inversa à condição 3. Este resultado é justificado pelo desgaste da ferramenta de corte, pois, ao fim dos ensaios, as ferramentas usadas na condição 2 estavam menos desgastadas que as ferramentas utilizadas na condição 3, ou seja, uma menor área de contado entre ferramenta e material que está sendo usinado, o que reduz a força axial na ferramenta de corte.
Momento torçor
Para todos os estágios de desgaste da ferramenta de corte, as análises de variância indicaram que todos os parâmetros de entrada, Vc, fz e ferramenta, foram significativamente influentes no momento torçor (tabela 6, p-valores <0,05). A figura 4 mostra o comportamento do momento torçor durante a furação do CGI 500, para os diferentes estágios de desgaste das ferramentas, em todas as condições de corte testadas. Observa-se que em algumas situações as brocas novas apresentaram momento torçor maior que as desgastadas. Isso ocorreu, possivelmente, porque o desgaste pode moldar melhor o cavaco, e, em alguns casos, se o desgaste for muito pequeno, pode afiar a aresta de corte, reduzindo os esforços. A ferramenta
Tabela 5 – ANOVA dos resultados das variáveis sobre a força de avanço (broca com desgaste final dos ensaios).
Efeito SS DF MS F p
Fire tem honing 8 µm maior em comparação à broca sem revestimento. Esta diferença do raio da aresta parece não ter influenciado o momento torçor, pois as ferramentas obtiveram valores de momento torçor similares, na maioria das condições.
A figura 4 também mostra que em todas as condições a broca com revestimento Endurum, no estado de broca nova, foi a ferramenta que apresentou o menor momento torçor. Entretanto, em comparação com as brocas revestidas e as não revestidas, na maioria das condições, não se notou uma influência nítida dos revestimentos sobre o momento torçor. Devido aos parâmetros de corte usados, se esperava que a condição 3 promovesse menor momento torçor nas ferramentas de corte, quando comparada à condição 1,
a qual possui maior avanço. Isso não é visto na figura 4, pois, com as brocas ainda no estado de novas, a condição 3 teve o maior momento torçor. Uma explicação para esta situação é a possibilidade de o cavaco mais fino da condição 3 ter tido maior dificuldade de evacuação, aumentando o momento torçor. Isso pode ter ocorrido pelo fato de cavacos mais finos serem mais propensos a dobramentos e contatos mais frequentes com as paredes dos furos e os canais das brocas. Com relação ao efeito da velocidade de corte, observa-se que tanto para o maior avanço, condições de corte 1 e 2, como para o menor, condições 3 e 4, a menor velocidade de corte apresentou o menor momento torçor. Esses resultados são contrários aos esperados, uma vez que a maior velocidade de
corte tende a gerar maior quantidade de calor e aumentar a temperatura na interface cavaco-ferramenta, facilitando a formação do cavaco (5,7). Uma explicação é a possibilidade de ter ocorrido a formação da aresta postiça de corte (APC) na menor velocidade de corte, o que tende a reduzir a força de usinagem, pois APC é menor que o contato cavaco-ferramenta, e o ângulo de saída é maior com APC (7) Foi mencionada a influência do desgaste da ferramenta de corte nas forças desenvolvidas durante a furação. E isso novamente fica claro aqui, pois na maioria dos ensaios o aumento de temperatura promovido pelo desgaste da ferramenta de corte também influenciou no momento torçor, visto que o momento torçor com as brocas desgastadas é menor quando compa -
Tabela 6 – ANOVA dos resultados das variáveis sobre o momento torçor (todos os estágios de desgaste da ferramenta).
rado com as brocas novas. A condição 3 deixa isso mais evidente, pois esta condição foi a que apresentou os maiores valores de desgaste, e, na maioria dos ensaios, também a maior mudança do valor do momento torçor, quando comparada a broca no estado de nova com a broca desgastada. Esperava-se um valor de momento torçor maior na condição 2, quando comparado ao da condição 3, pois menor velocidade de corte e maior avanço promovem aumento da seção de cavaco, e isso, consequentemente, propicia o aumento do momento torçor na ferramenta de corte (6). Entretanto, entre as condições testadas, foi na condição 2 que ocorreu o menor valor de desgaste, e isso fez com que as ferramentas testadas nesta condição, a qual é a menos favorável para a redução do momento torçor devido
aos parâmetros de corte, obtivessem valores de momento torçor inferiores aos valores apresentados por ferramentas testadas na condição 3, a qual possui os parâmetros de corte mais favoráveis para um menor momento torçor na broca.
Conclusão
Com a broca no estado de nova, a velocidade de corte, o avanço e revestimento, estatisticamente, não influenciam a força de avanço. O desgaste da ferramenta influenciou a força de avanço, neste caso negativamente, pois mesmo a condição 3 possuindo os parâmetros de corte mais favoráveis para a menor força de avanço, esta condição apresentou valores de força de avanço similares aos da condição 2, a qual tem os parâmetros de corte
menos favoráveis para a menor força de avanço. A velocidade de corte, o avanço e revestimento influenciaram o momento torçor, para os estados de desgaste analisados. Mesmo a condição 2 possuindo os parâmetros de corte menos favoráveis para o menor momento torçor, o menor desgaste das ferramentas fez com que elas apresentassem menor momento torçor em comparação à condição 3, a qual tinha os parâmetros de corte mais favoráveis para o menor momento torçor. Esses resultados permitiram compreender melhor o efeito de diferentes revestimentos de brocas de metal duro na furação do ferro fundido vermicular CGI 500, material muito usado na fabricação de blocos de motores a diesel, em diferentes condições de corte.
Agradecimentos
Este estudo somente foi possível graças ao apoio da Gühring Brasil, que forneceu as brocas, e do MSc. Eng. Cássio Luiz Francisco de Andrade, assim como ao apoio da CAPES, pela bolsa de estudo, da Pontíficia Universidade Católica do Paraná (PUCPR), pela infraestrutura e a disponibilidade de laboratório, e do Prof. Dr. Álisson Rocha Machado, pela orientação, aos quais os autores são gratos.
Responsabilidade pelas informações
Os autores são os únicos responsáveis pelas informações incluídas neste estudo.
Referências
1) Black, J.T.; Kohser, R.A. 2012. Materials and processes in manufacturing 11th DeGarmo’s. Edition International Student version. ISBN 0470873752. 1048p.
2) Boeira, A.M.G. 2010. Modelagem e simulação das forças na furação com brocas helicoidais a partir de dados obtidos no torneamento de segmentos cilíndricos. Tese de doutorado. Programa de PósGraduação em Engenharia Mecânica. UFSC – Universidade Federal de Santa Catarina. Florianópolis – SC. Florianópolis – SC.
3) Da Silva, A.E.; Da Silva, L.R.R.; Dos Reis, A.; Machado, Á.R.; Guesser, W.L.; Ezugwu, E.O. 2020. Relationship between mechanical and metallurgical properties with machinability when drilling highstrength cast irons. The International Journal of Advanced Manufacturing Technology 106. Pages 3389 – 3407.
4) De Paula, F.R.; Da Silva, L.R.R.; Soares, N.O.; Flores, R.E.; Machado, Á.R 2023. Estudo do comportamento da temperatura na furação de ferro fundido vermicular
CGI 500. 12º Congresso Brasileiro de Engenharia de Fabricação – COBEF. Brasília – DF, Brasil.
5) Diniz, A.E.; Marcondes, F.C.; Coppini, N.L. 2014. Tecnologia da usinagem dos materiais. 9. ed. Artliber editora. São Paulo – SP – Brasil. ISBN 8587296019. 272 p.
7) Machado, Á.R.; Abrão, A.M.; Coelho, R.T.; Da Silva, M.B. 2015. Teoria da usinagem dos materiais. 3ª Edição. Editora Edgard Blucher, São Paulo – SP. ISBN 9788521208464. 407 p.
8) Nayyar, V.; Grenmyr, G.; Kaminski, J.; & Nyborg, L. 2013. Machinability of compacted graphite iron (CGI) and flake graphite iron (FGI) with coated carbide. International Journal of Machining and Machinability of Materials, V. 13. Pages 67 – 90.
9) Ravi, S., Gurusamy, P. 2020. Experimental investigations on performance of TiN and TiAlN coated tools in cryogenic milling of AISI D2 hardened steel. Materials Today: Proceedings 33. Pages 3612–3615.
10) Santos, S.; Sales, W.F. 2007. Aspectos tribológicos da usinagem de materiais. São Paulo: Artliber. ISBN 8588098385. 246 p.
11) Sória, B.S.; Figueiredo, M.T.; Souza, A.J. 2016. Influência da geometria da broca de metal duro na qualidade do furo realizado em ferro fundido DIN GGG50. Congresso Nacional de Engenharia Mecânica. Fortaleza - CE.
12) Stemmer, G.E. 2007. Ferramentas de corte I. 7ª Edição. Ed. UFSC. Florianópolis – SC. ISBN 9788532804051. 249 p.
13) Trent, E.M.; Wright, P.K. 2000. Metal cutting. 4th ed. Butterworth–Heinemann. Woburn, Massachusetts. ISBN 0-75067069-X. 446 p.
Pastilhas de CBN
Conheça os fornecedores de pastilhas de nitreto de boro cúbico (CBN), que possuem alta dureza, resistência ao calor e eficiência em proporcionar um bom acabamento superficial, sendo por isso empregadas na usinagem de materiais metálicos difíceis de trabalhar.
O CBN é um dos materiais mais duros disponíveis, o que permite que as pastilhas mantenham o corte por mais tempo e com menos desgaste. São especialmente eficazes na usinagem de materiais endurecidos e ligas metálicas.
Empresa Telefone E-mail Fabricante País
em mais de um canto do metal duro Camada de CBN sinterizada sobre o metal duro Outros Geometrias de corte negativas Geometrias de corte positivas Arestas de corte chanfradas Possível reafiação Alisadoras
inteiriças Ponta única de CBN soldada Pontas múltiplas de CBN soldadas CBN sinterizado em um canto do metal duro CBN sinterizado em mais de um canto do metal duro Camada de CBN sinterizada sobre o metal duro Outros
Obs.: Os dados constantes deste guia foram fornecidos pelas próprias empresas que dele participam, de um total de 41 empresas pesquisadas. Fonte: Revista Máquinas e Metais, outubro/novembro de 2025.
Temperatura e calor em usinagem.
Axiomas e prática didática experimental.
M. A. de L. Rodrigues, B. F. de Holanda e M. S. de Souza
Este estudo tem como objetivo discutir as variáveis de temperatura e calor em um processo de torneamento cilíndrico. Os conceitos de sistema termodinâmico aberto e os inevitáveis mecanismos de transferência de calor no que se refere a este processo foram avaliados de maneira experimental e acessível, visando à sua reprodução como conteúdo programático para ensino desses tópicos de maneira multidisciplinar e suficiente, para torná-los parte de uma metodologia ativa baseada em problemas (PBL) aplicada em ensino de manufatura por usinagem. Quatro técnicas distintas de medição de temperatura foram aplicadas em diferentes métodos, apresentando a iminente dificuldade da medição da temperatura além da modelagem da transferência de calor seguida de sua dissipação como proposta resultante da metodologia ativa.
De acordo com um princípio universal de conservação de energia, o calor e a temperatura observados na usinagem são uma consequência da transformação da energia mecânica, que outrora era energia elétrica. Parte dessa energia é dissipada em forma de calor, enquanto o restante será convertido em deformações elásticas e plásticas em todo o sistema de usinagem, além de ruídos e outros fenômenos dinâmicos. Logo, a quantidade de energia se conserva em um sistema fechado e isolado, que não configura o processo de torneamento cilíndrico realizado neste estudo entre os instantes de observação do processo de remoção. O axioma da conservação de energia é válido parcialmente para o sistema de usinagem estudado até que ocorra a degradação completa do estado metaestável de equilíbrio,
e as temperaturas observadas antes e após o processo sejam as mesmas, sem considerar a perda de massa inevitável do sistema, pois a peça se torna cavaco e a ferramenta desgasta.
O estudo da termologia, termodinâmica e dos mecanismos de transferência de calor podem ser aplicados na usinagem com a devida consideração e justificativa das hipóteses que simplificam ou não a modelagem do sistema. Assim, os resultados observados neste estudo, dentro da prática didática de manufatura por usinagem, são fundamentais para realizar um conjunto orientado de questões para os alunos, que recebem diversos axiomas relacionados à temperatura e ao calor ao longo de aulas teóricas e expositivas. Com base nesses fatores, consolida-se a validade de realizar um plano científico de investigação que permita ampliar
Marcelo Acacio de Luca Rodrigues (marcelo.lean.engenharia@gmail.com) é pesquisador da Vila Companhia Fabricadora de Skate (São Paulo, SP). Bruno Fernandes de Holanda (fernandes.holanda@hotmail.com) é pesquisador da Escola Politécnica da Universidade de São Paulo (EPUSP) (São Paulo, SP). Mirian Santos de Souza (mih_s.s@hotmail.com) é pesquisadora da Universidade Mogi das Cruzes (UMC) (SP). Este artigo foi apresentado no 26o Colóquio de Usinagem, realizado de 25 a 27 de novembro de 2024 na Universidade Estadual de Campinas (Unicamp), Campinas (SP). Reprodução autorizada.
a cognição relacionada ao tema do calor e da temperatura em usinagem.
Fundamentação teórica axiomática
Os temas abordados a seguir podem ser considerados como fundamentais para entendimento dos axiomas associados à temperatura e ao calor habitualmente considerados na usinagem. Muitos autores apenas citam de maneira qualitativa importantes tópicos associados à temperatura, ou seja, divulgam tais axiomas, pois supõem a tendência do resultado experimental com base em experimentação prévia ou racionalismo. Assim, procurou-se com esse estudo avaliar esses axiomas, justificando os mesmos pela relação entre a parte experimental e a fundamentação teórica, inclusive para resultados controversos, que merecem uma justificativa ou uma abordagem mais profunda no plano experimental e teórico.
O sistema termodinâmico da usinagem em torneamento cilíndrico
No torneamento cilíndrico externo realizado em um torno mecânico
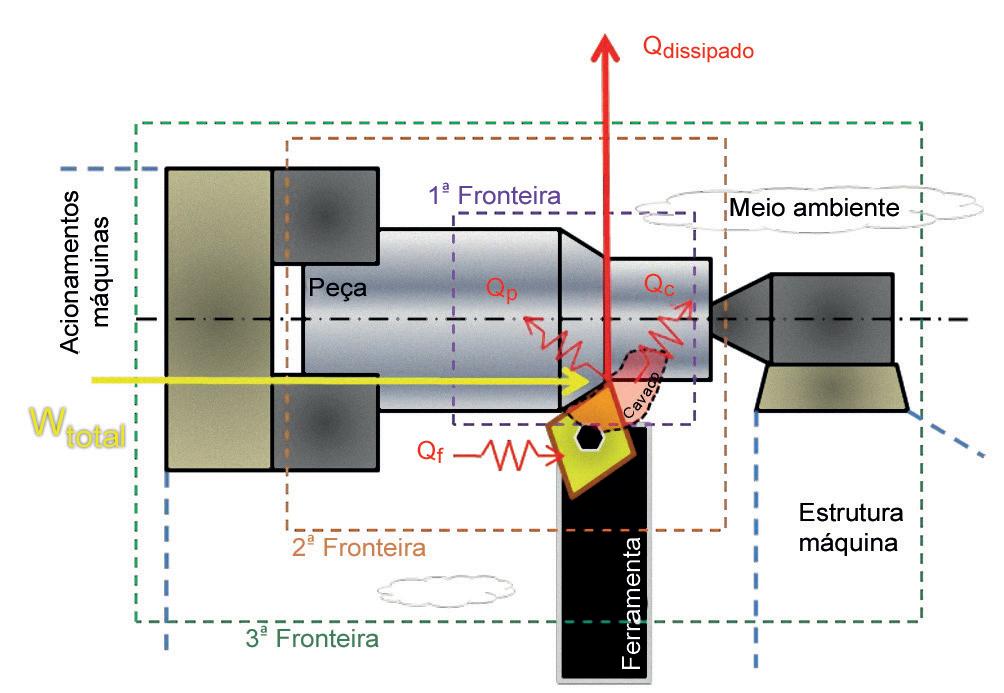
(figura 1) é possível considerar este sistema termodinâmico com uma configuração que envolva desde o ambiente onde se encontra a máquina até a temperatura final do cavaco após o completo resfriamento. Este sistema seria naturalmente aberto e com um grande número de variáveis em regime transitório, que impossibilitam assumir hipóteses simplificadoras habituais como a de um regime permanente de transferência de calor e massa, além da consideração unidimensional da dissipação do calor.
Um sistema simplificado de usinagem constituído apenas dos elementos peça, ferramenta de corte e cavaco simplificam o estudo da geração e transferência de calor, uma vez que são conhecidas, mesmo que de maneira axiomática, as condições de geração, governadas pelo atrito externo de deslizamento nas interfaces rígidas e pseudo rígidas, além de deformações por cisalhamento combinado na zona primária e secundária. Esse sistema simplificado está dentro da primeira fronteira.
A segunda fronteira contempla o sistema de fixação da peça e da ferramenta, que inevitavelmente recebem a energia térmica que flui a partir da região de corte durante e após o trabalho realizado (figura 1). Uma terceira
fronteira sugerida como o maior volume de controle, que contempla a máquina e todos os elementos eletromecânicos que trocam calor com os elementos internos, ou seja, aqueles dentro da primeira fronteira. Diversos autores apresentam o balanço da geração e da dissipação de maneira semi q uantitativa, e isso se justifica, pois cada combinação entre velocidade de corte, avanço por volta e profundidade de corte implicará em uma condição distinta do calor gerado e dissipado. Sob baixas velocidades de usinagem a geração do calor tem maior responsabilidade pela deformação interna até ocorrer o corte e a separação, enquanto sob altas velocidades a maior responsabilidade está sob o atrito superficial. Essa mudança de responsabilidade na geração pode ser tratada como um axioma, uma vez que não há valores específicos demonstrados que justifiquem plenamente sua aceitação (7) .
Balanço energético, perdas e degradação energética.
Pode-se deduzir de maneira axiomática (figura 1) que o balanço energético será dado pela equação 1. Em outros estudos (5,11) foi considerado que a dissipação do calor ocorre pelo cavaco, pela peça e pela ferramenta, além do ambiente. Entretanto, na literatura (4,6) há abordagens que não consideram o meio ambiente como um elemento de dissipação, mas sim um sorvedouro a jusante, ao passo que outro estudo apresenta com pleno detalhamento o balanço energético que ocorre na usi -
nagem ainda no equilíbrio do trabalho que antecede o calor (8) .
A partir dos fundamentos da primeira e da segunda lei da termodinâmica, o trabalho de corte se transforma em calor com os devidos equivalentes de transformação. Ainda de acordo com a literatura, considera-se que aproximadamente 90% do trabalho se torna calor, e que a parcela que não se torna calor será uma perda energética (5), enquanto em outro estudo foi considerado que praticamente todo trabalho se torna calor (8). Uma vez conhecido o calor, e sabendo que existe uma parcela de perda, o trabalho real será ligeiramente menor que o trabalho ideal. Essa leitura reversa é importante, pois de maneira axiomática, realizar o balanço energético a partir do calor para que se defina outras grandezas como a força ou a potência envolvida na usinagem, deve-se sempre considerar que nem todo calor lido no processo era trabalho mecânico. Outras considerações sobre perdas eletromecânicas justificam que o trabalho total da usinagem é ligeiramente menor que o trabalho eletromotriz na máquina. Assim, sugere-se com a equação 1 o balanço de energia térmica com base na primeira Lei da Termodinâmica, com as nomenclaturas propostas na literatura (6,8) .
Onde:
Q é o calor total gerado no processo de usinagem;
W é a quantidade de trabalho total aplicado que será convertido em trabalho de corte; e
ΔE é a variação de energia interna com aproveitamento ou não no mecanismo de formação do cavaco.
Do desmembramento dos termos Q e W, e considerando a degradação energética seguida da variação de
Figura 1 – Arranjo físico e energético da usinagem em torneamento.
entropia além da aplicação do equivalente térmico do trabalho mecânico, o equilíbrio do calor será:
Onde: Q dtvep-m é o calor resultante do trabalho das deformações termo visco elastoplásticas conjuntamente com o movimento interno de discordâncias que configuram a deformação em escala microestrutural; Qsf é o calor devido ao atrito superficial na interface entre o dorso do cavaco e a superfície de saída da ferramenta; Q ss é o calor devido ao atrito entre a superfície de folga ou incidência da ferramenta e a peça usinada; Q c é o calor dissipado através das fronteiras pelo cavaco;
Q p é o calor dissipado através das fronteiras pela peça; e Q f é o calor dissipado através das fronteiras pela ferramenta.
Logo, o calor é gerado na exclusiva região de contato entre ferramenta e peça, nas interfaces submetidas à tensão compressiva seguida de deslizamento conjuntamente com as zonas de cisalhamento primário e secundário. Diversos autores estimam qual é a quantidade percentual de calor Q c, Q p e Q f a partir de experiências com combinações particulares de parâmetros de corte. De maneira axiomática, diversos autores também concordam que Q c é maior que Q p que será maior que Q f e assumem valores percentuais
Tabela 1 – Técnicas de medição de temperatura.
Técnica Instrumento Elemento possível de medir Vantagem Desvantagem
Termometria Termômetro de bulbo seco e termopares
Temperatura do calorímetro e superfícies da peça e da ferramenta paradas
Pirometria Pirômetro óptico
Termografia Câmera termográfica
Superfície da peça e da ferramenta em movimento mas sem remoção; acúmulo de cavaco após sua remoção.
Superfície da peça e da ferramenta em movimento, mas sem remoção e acúmulo do cavaco após sua remoção.
Precisão e baixo custo
Mede altas temperaturas sem contato e em locais de difícil acesso
Limitação a medições pontuais e inadequado a ambientes de elevada irradiação. Apenas superfícies estáticas.
Sujeito a interferências causadas por emissividade e limitado a medições pontuais. Superfícies com movimento controlado.
Oferece visão completa da distribuição de temperaturas na superfície
Calorimetria Calorímetro
Estimar a temperatura do cavaco após sua remoção
Técnica simples através da estimativa de calor
Sujeito a interferências causadas por emissividade e alto custo. Limitação da faixa de medição da câmera. Não registra a temperatura exata da saída do cavaco.
Sujeito a perturbações nas condições de medição. Diversos erros experimentais possíveis e necessidade de habilidade para colher o cavaco.
generalistas para esta relação. Em um estudo abordado na literatura (5), por exemplo, considera-se que 90% do calor gerado se tornará o trabalho total do corte, mas não é explicado como ocorre a degradação energética que pode ser atribuída à variação de energia interna.
Um fato que merece uma citação axiomática é que o trabalho eletromecânico que atravessa as três fronteiras não tem como objetivo gerar calor. Entretanto, o calor é inevitável como consequência do atrito e da deformação. Logo, há uma relação direta entre trabalho e calor, e este último é uma consequência que novamente implica em degradação e mudança interna do nível energético. Ademais, um segundo axioma relacionado ao nível entrópico da variação de energia não perfaz a ideia de ciclo, pois o metal não é substância e a perda de massa é irreversível.
Técnicas de medição de temperatura e estimativa do calor no sistema de usinagem
As principais técnicas acessíveis para a medição de temperatura são: termometria de contato, pirometria a laser, termografia e calorimetria. A termometria de contato consiste no uso de instrumentos que medem a temperatura pelo contato direto com o corpo a ser avaliado (junta de medida). Termômetros de bulbo seco e termopares são os principais tipos de dispositivos usados neste método. Apesar da abrangência do termo, a termometria é aplicada onde o contato é possível sem ocorrer dano no instrumento e quando os efeitos da irradiação não são relevantes.
A pirometria é a técnica de aplicação de pirômetrosóticos para uso em altas temperaturas e em locais de difícil acesso, já que medem a radiação infravermelha emitida pelo corpo sem contato direto. Suas limitações se referem a interferências que podem ser
causadas pela emissividade das superfícies a serem avaliadas, como é o caso de materiais metálicos. A termografia usa o princípio de radiação infravermelha para medir a temperatura, mas apresenta a leitura pela correlação da densidade de irradiação em forma de imagem, para proporcionar uma leitura da temperatura sobre toda a superfície avaliada. A calorimetria é uma técnica de medição de temperatura baseada no balanço de energia em um reservatório do tipo calorímetro, técnica que envolve a medição da temperatura de dois corpos antes e depois de atingirem equilíbrio térmico. A tabela 1 mostra um resumo da aplicação das técnicas de medição de temperatura com seus respectivos instrumentos, limitações e vantagens. A investigação da temperatura da usinagem deve sempre considerar que o
processo é dinâmico e que a temperatura efetiva em qualquer elemento ou dentro de qualquer fronteira (figura 1) também será. Logo, a medição da temperatura, para a condição simples de parar o processo e medir, deverá considerar o tempo no qual a medição se realiza, uma vez que naturalmente a geração cessa e a dissipação permanece. A todo instante a geração e a dissipação ocorrem, mas somente quando o processo é interrompido é possível aplicar as técnicas de medição com razoável precisão. Assim, a dissipação ocorre sem influência simultânea da geração, e ao se avaliar a energia térmica e seu fluxo, o tempo entre o final da geração e o máximo valor na dissipação deve ser medido, pois este tempo justifica a hipótese de inércia térmica mesmo sem a geração simultânea.
A formação de axiomas e hipóteses simplificadoras associadas ao calor em usinagem
Sugere-se que a formação de um axioma pressupõe uma abordagem indutiva ou dedutiva, ambas associadas à prática experimental. Por outro lado, a abordagem racionalista também pode
ser um método de abordagem do conhecimento para formar axiomas. Ao possuir resultados experimentais que envolvam calor e temperatura, a formação do axioma possui a fundamentação e justificativa direta, porém este axioma pode ser restrito e apresentar validade para um conjunto específico de parâmetros tecnológicos para a realização do corte. Dessa maneira, apesar de um axioma ser uma lei geral que dispensa comprovação e por si só é completa para sua justificativa, este axioma é restrito.
Os axiomas associados à temperatura e ao calor em usinagem se baseiam em fenômenos relacionados ao atrito e à deformação na zona de corte, e respeitam definições oriundas da termodinâmica clássica, como a ideia de fronteira, sistema e regime de transmissão. Ao buscar uma tentativa de convergência entre os valores de geração e dissipação do calor na literatura, além dos valores médios da temperatura, não há uma convergência. Entretanto, os axiomas não quantitativos que indicam um comportamento sem restringir uma faixa de valores de calor ou temperatura podem ser tomados como similares entre diversos estudos. Na literatura (5) são apresentados quatro axiomas associados ao calor e à temperatura como forma de conclusão da abordagem sobre a temperatura. A partir do entendimento dos elemen -
5
6
Tabela 2 – Plano experimental e resultados da medição e estimativa da temperatura do cavaco.
Figura 2 – Corpo de prova para a medição do fluxo de calor para o interior da peça.
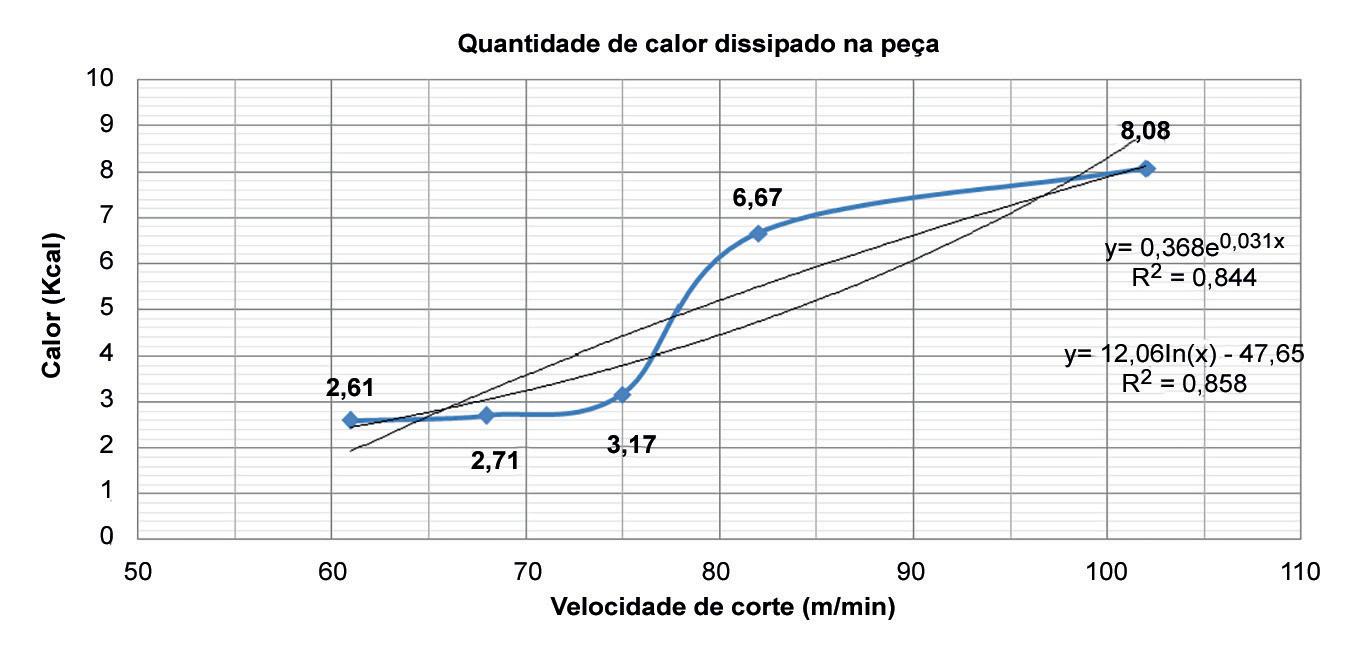
tos que geram e que dissipam calor na usinagem, diversas hipóteses simplificadoras podem ser sugeridas. Porém, essas não podem contradizer os axiomas, pois isso invalidaria a abordagem axiomática quando a hipótese não sustenta o axioma que a antecede. Em resumo, o axioma é o conhecimento prévio que auxilia na possibilidade de assumir hipóteses simplificadoras. Na literatura, um conjunto de equações que relacionam a temperatura obtida na usinagem com a velocidade de corte, a partir de observações experimentais, são apresentadas de forma exponencial (1,2)
A metodologia ativa baseada em projetos no ensino do calor e temperatura em usinagem O objetivo da aplicação de metodologias ativas no ensino de usinagem é uma possibilidade de engajar os alunos no âmbito de participar de uma prática científica teórica e experimental. Atualmente, os cursos universitários e técnicos oferecem cada vez menos carga horária. Entretanto, a mediação da prática metodológica ativa deve ser feita pelo professor, com ou sem o auxílio de pessoal técnico. Logo, a execução experimental é feita pelo professor, que assim executa aquilo que os alunos especificam após a investigação incitada previamente.
Não há uma exposição completa do conteúdo, mas somente uma breve exposição de alguns tópicos relacionados ao objetivo do estudo, pois o interesse é enunciar um problema ou um objetivo e os alunos deverão preparar e organizar como o estudo será feito.
Uma sugestão que inicia o método ativo da relação ensino-aprendizado ativo, no caso do estudo do calor e da temperatura será: Como se desenvolve a temperatura e o fluxo de calor na usinagem? O debate em torno do tema é uma consequência da realização da prática experimental com o engajamento dos alunos após o professor auxiliar na execução e arguição deles em relação à prática experimental. De acordo com a literatura (10), para
que os alunos se tornem proativos, é preciso envolvê-los em atividades cada vez mais complexas, de modo que tomem decisões e avaliem os resultados com apoio de materiais relevantes. Para estimular a criatividade, os alunos precisam experimentar inúmeras novas possibilidades de demonstrar sua iniciativa.
A aprendizagem baseada em projetos, bem como em problemas, constitui estratégias que passam a requerer muito mais empenho dos alunos e dos professores. Isso porque o professor deve mudar sua postura de um simples expositor conteudista para a posição de um orientador de aprendizagem ativa, enquanto os estudantes devem assumir maior protagonismo no seu processo de desenvolvimento, adquirindo maior conhecimento de forma autônoma do que apenas por informações de terceiros (9)
A abordagem holística sobre calor e temperatura na usinagem, pela observação experimental para posterior discussão de axiomas, se enquadra nesse modelo, já que cabe ao professor a exposição de uma situação problema conhecida, acompanhada do estímulo a uma investigação prática e multidisciplinar por parte dos alunos a respeito dos fenômenos de transferência de calor em usinagem e das implicações das diversas variações possíveis neste processo. Assim, os alunos experimentam conceitos teóricos em aplicações
Exp. Diâmetro bruto [mm] Velocidade de corte [m/min]
Temperatura inicial da pastilha [ºC]
Temperatura final da pastilha [ºC]
Variação de temperatura na ferramenta [ºC]
Tabela 3 – Plano experimental e resultados da medição da temperatura da superfície da pastilha.
Figura 3 – Temperatura estimada no cavaco a partir da técnica do calorímetro.
práticas, compreendem métodos de medição, aferição e interpretação de resultados, e buscam informações relevantes em contextos externos para a construção colaborativa nas interações em sala de aula.
O professor detentor inicial do conhecimento avalia continuamente os alunos ao longo da execução experimental e propõe o debate, que deve considerar aspectos de como realizar a prática experimental e a qualidade das medições da temperatura.
Procedimento experimental
Com objetivo de investigar a temperatura e o calor em usinagem, dentro de uma abordagem holística associada à metodologia ativa baseada em problemas, a primeira atividade a ser realizada é a apresentação do problema
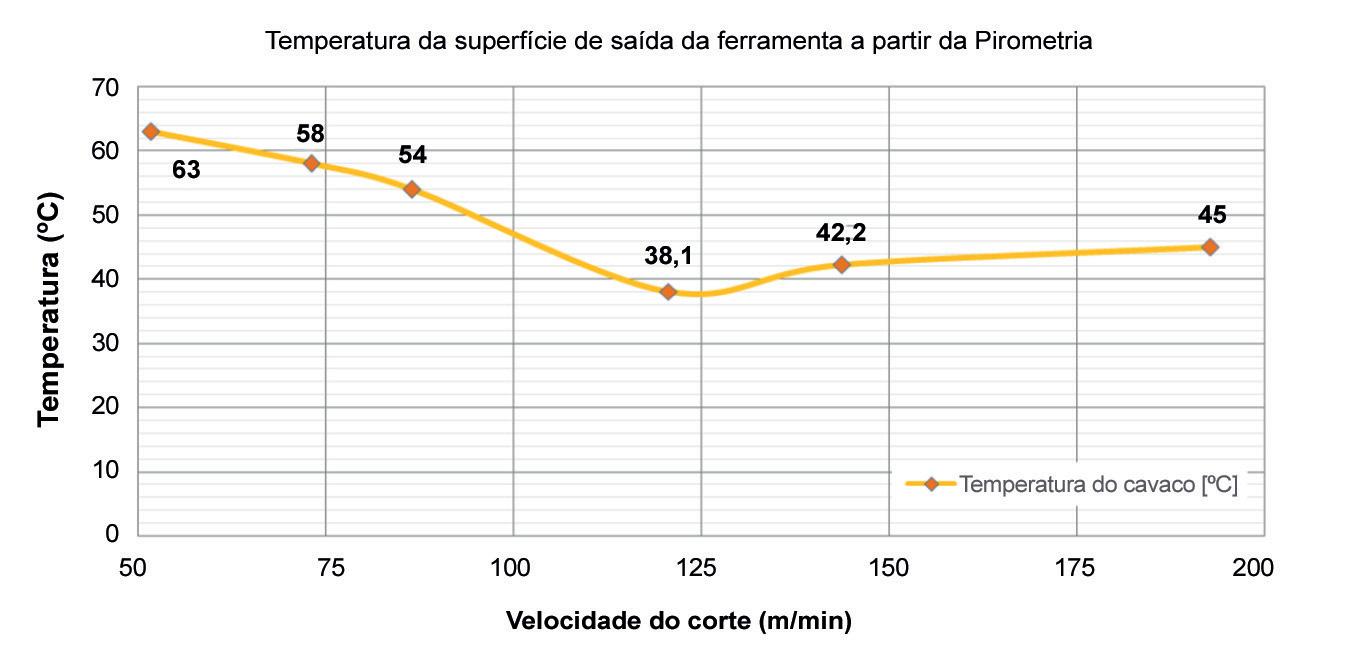
e exposição breve dos tópicos relacionados ao tema que são fundamentais para o início da investigação dos alunos, antes do plano experimental ser executado. O problema exposto: Como se desenvolve e como medir as temperaturas envolvidas nos elementos presentes no sistema de usinagem? Uma vez declarado o problema, foram realizadas duas etapas experimentais que permitiram medir a temperatura dentro da metodologia ativa. As medições realizadas nas duas etapas experimentais foram: a) calorimetria para medição (estimativa) do calor e temperatura no cavaco; b) pirometria para medição da temperatura da ferramenta de corte; c) termografia para medição da temperatura da peça; e d) análise do fluxo do calor para medição da temperatura no núcleo da peça.
Materiais
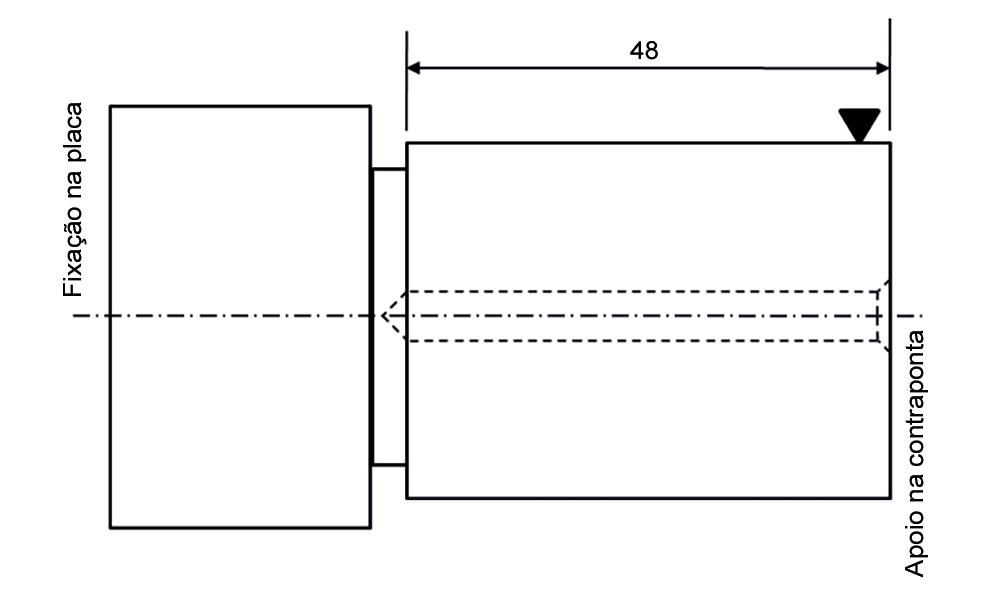
As etapas experimentais foram realizadas com torno paralelo universal mecânico Nardini Nodus 20; corpo de prova de barra cilíndrica laminada de SAE 4340, com dureza de 220 HB, diâmetro inicial de 67 mm e comprimento de 300 mm, com furação de centragem na extremidade de apoio na contraponta rotativa. Uma variação do corpo de prova foi usada na análise do fluxo do calor com a realização de um furo de 4 mm de diâmetro por 48 mm de profundidade na extremidade de apoio da contra ponta (figura 2). As propriedades físico químicas do aço consideradas são: densidade de 7,85 Kg/m3 e calor específico à pressão constante de 0,1cal/kg°C para água e 475 J/kg°C para o aço. A constante K do aço é 44,5 W/m°C.
A fixação do corpo de prova foi feita com placa mecânica de três castanhas e contraponta rotativa. A ferramenta de corte utilizada contava com suporte PCLNR 2020 e pastilha de metal duro CNMG 120408 PM 4025 da Sandvik. Também foi utilizado um calorímetro aberto de 600 ml, termômetro de mercúrio 0 ~ 105°C, câmera termográfica Megabras modelo EasIR-2 -20 ~ 250°C p = +/- 2°C, paquímetro quadrimensional 0~150 mm, balança digital 0~5kg p = 1g, pirômetro laser modelo Lasergrip GM400 -50~400C p = 0,1°C, multímetro digital Minipa modelo ET-1400 equipado com termopar tipo K -40~150 °C p = 1°C e
–
da
com termografia e pirometria da segunda etapa experimental. Exp. T1 – temp. de equilíbrio da superfície [ºC]
3
4
Tabela 4
Resultados
medição
Figura 4 – Temperatura da superfície de saída da ferramenta.
escala metálica graduada 0~400 mm. Não houve calibração específica dos instrumentos de medição, e aqueles usados para medir a temperatura apresentaram aderência do valor entre os mesmos.
Procedimento experimental
O procedimento experimental foi realizado em duas etapas. Na primeira etapa foi executado o torneamento cilíndrico externo em corte contínuo para realização das medições a), b) e c). O torneamento foi realizado com a captação do cavaco no calorímetro. A massa de água e a massa de cavaco somada à água foram medidas com a balança digital, além da massa da peça antes e após a usinagem. As temperaturas da água foram medidas com o termômetro e com o termopar. A temperatura da superfície da peça foi medida com a câmera termográfica e a temperatura da superfície da ferramenta foi medida com o pirômetro. Foram aplicados seis níveis de velocidade de corte. O avanço foi mantido em 0,25 mm/volta e a profundidade de corte em 1,5 mm. O comprimento de corte foi estabelecido em 65 mm. A cada etapa a peça era resfriada em água em fluxo. A medição da temperatura de equilíbrio não contabilizou o tempo até o equilíbrio.
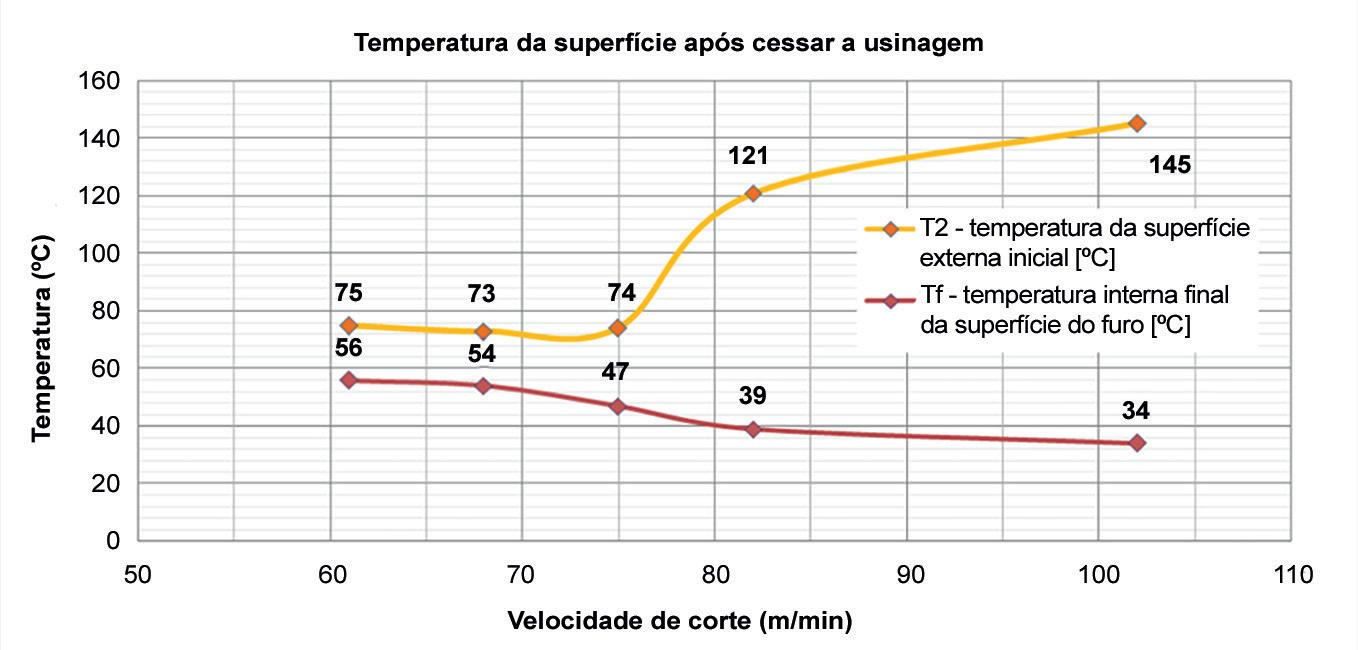
A segunda etapa consistiu no torneamento cilíndrico externo em corte contínuo para realização da medição d). O torneamento foi realizado no corpo de prova (figura 2). A temperatura da superfície da peça foi medida com o pirômetro e com a câmera termográfica. A temperatura do núcleo da peça foi medida com o termopar. A posição de contato do termopar no interior do furo foi à 24 mm de profundidade a partir da superfície, ou seja, na metade do furo. O tempo entre o fim da usinagem e a leitura do valor máximo da temperatura lida no indicado do termopar foi feita com cronômetro. A cada etapa a peça era resfriada em água e o furo devidamente desumidificado.
Em ambas as etapas experimentais, as alterações da velocidade de corte foram aleatórias. Não foram feitas réplicas exatamente desses resultados, uma vez que são resultados obtidos em experimentos de sala de aula, e que devido à sua duração, mas principalmente ao seu objetivo didático, a variância e demais parâmetros estatísticos que obrigatoriamente devem ser calculados são dispensados e isso deve ser sempre apresentado aos alunos como uma condição particular da metodologia ativa desse estudo.
Resultados e discussão
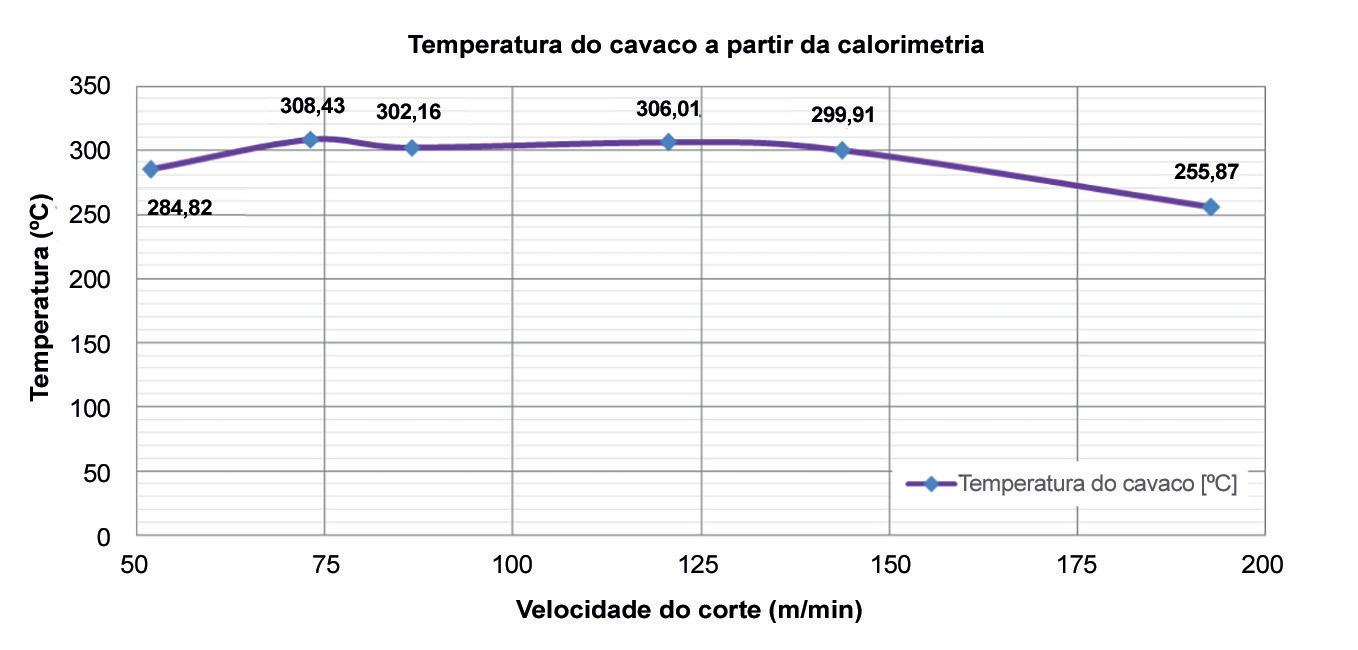
Medição e estimativa da temperatura do cavaco
A tabela 2 e a figura 3 mostram o resultado da temperatura calculada do cavaco a partir do balanço energético, conforme técnica de medição proposta na literatura (5,6). A técnica de medição da temperatura pelo balanço energético no calorímetro, apesar de apresentar significativas fontes de erro de execução, demonstrou um ponto de importante utilidade para o ensino da execução experimental que é a necessidade de colher a maior quantidade possível de cavaco. Sugere-se que a massa de cavaco e de água sejam idênticas. Entretanto, devido à condição dinâmica, isso nem sempre é possível, inclusive pela própria limitação física para inserir o calorímetro no interior da máquina.
Para os ensaios realizados, a máxima velocidade de corte de 192,77 m/min apresentou uma ligeira diminuição da temperatura. Isso se justifica pela menor quantidade colhida de cavaco. É possível perceber que dentro da faixa de velocidades observadas, a variação das temperaturas em torno da média de 292, 8°C está abaixo de 5%. Uma vez que a média da temperatura está dentro de uma faixa estreita de variação na faixa de velocidade de corte de 51,84 até 192,77 m/min, três hipóteses sugerem a justificativa, sendo a primeira que há relação direta entre massa de cavaco colhida e o aumento da temperatura até o equilíbrio. A segunda, de maneira a contradizer um axioma proposto na literatura (5) , sob velocidades mais altas, o tempo em que ocorre o atrito e a quantidade de recalque proporcionado pela influência da força de avanço é menor, e assim, menos calor foi gerado. Uma terceira, porém, com menos chance de validade, é a ativação térmica do revestimento, que sob velocidades mais altas, no caso do óxido de alumínio,
Figura 5 – Temperaturas da superfície e do núcleo da peça para modelagem do cilindro de parede espessa.
alguma transformação termoquímica ocorre e por conseguinte menor coeficiente de atrito, fato que justifica a menor temperatura do cavaco sob temperaturas mais altas, também contradizendo o que foi proposto na literatura mencionada anteriormente, pois sob maiores velocidades a maior influência na geração do calor é o atrito.
Apesar de não ter ocorrido um estudo morfológico do cavaco, em todas as velocidades de corte o cavaco removido apresentou forma e tonalidade média que não implica em nenhuma estratégia para sua boa formação, porém sob velocidades baixas, o acabamento é qualitativamente pior. É válido lembrar que ao aumentar a velocidade de corte, a velocidade de saída do cavaco também aumenta, bem como a velocidade do cisalhamento. Este último axioma, oriundo do estudo do diagrama de velocidades, deve ser sugerido como elemento de justificativa do trecho estável (figura 3), sob velocidades abaixo de 143,73 m/min.
Medição da temperatura da superfície de saída da ferramenta de corte
A tabela 3 e a figura 4 mostram o resultado da medição de temperatura com o pirômetro na superfície da
ferramenta imediatamente após cessar a usinagem, sem a interferência de cavaco. A temperatura da superfície da ferramenta é condicionada fundamentalmente pelo atrito de deslizamento com o dorso do cavaco. Ao elevar a velocidade de corte e manter o avanço, foi perceptível a estabilidade da curvatura e forma média do cavaco, que teve sua velocidade aumentada em uma proporção entre mínimo e máximo de 3,71 vezes. Sob baixas velocidades foi possível perceber um acabamento significativamente pior, porém a forma do cavaco permaneceu estável. A justificativa do decaimento da temperatura está relacionada à maior velocidade do fluxo do cavaco e o melhor desempenho no corte quando, de maneira axiomática, pode-se afirmar que a força de avanço tem menor responsabilidade na energia de deformação, ou seja, quando a velocidade de corte é mais alta. E com uma formação do cavaco mais adequada, com menos “arrancamento” e mais fluidez no corte, sugere-se de maneira axiomática menor tensão compressiva pela melhoria do fluxo, logo, menos calor flui para o interior da ferramenta, e com isso, menor temperatura foi lida na superfície logo após cessar o corte. A inflexão entre 120,64 e 143,73 m/min
merece investigação que não invalida a justificativa de diminuição do tempo e da quantidade dimensional de recalque que justificam a menor temperatura medida.
Medição da temperatura da peça e estimativa do fluxo de calor Para a medição da temperatura na superfície da peça foi aplicada a termografia junto com pirometria imediatamente após cessar o corte, ambas na superfície externa recém-usinada. Para medir a temperatura no interior da peça, o procedimento experimental demandou uma posição fixa de inserção do termopar. Com isso, foi fixado um limitador de profundidade para que o mesmo sempre realizasse o contato com a mesma profundidade do furo, ou seja, a 24 mm da superfície, na metade do furo. Assim é possível aproximar a geometria da peça a um tubo de parede espessa. Além das temperaturas, o tempo no qual a máxima temperatura da parede interna do tubo atingida até sua inflexão foi medido. A inflexão é o instante em que ocorre inversão da taxa de variação da temperatura em função do tempo. Logo, conhecendo as temperaturas de superfície externa e interna, o tempo até ocorrer a inflexão, sugere-se que o regime de transferência de calor seja permanente após cessar a fonte, que é o corte, mesmo com inevitável dissipação para a região de fixação da peça na placa além da própria dissipação para o meio ambiente. Essa hipótese é garantida pela inércia térmica que a espessura do tubo de aço de parede espessa oferece.
Um importante fator desta modelagem é considerar que a fonte de calor, que é a região de corte, é uniforme em toda a circunferência na posição de medição das temperaturas externa e interna. Assim, o modelo usado foi a lei de Fourier para regime unidimensional em geometria cilíndrica, conforme visto na literatura (3,7) . A
Figura 6 – Quantidade de calor transferido para o interior da peça, de acordo com o regime unidimensional de Fourier.
Torneamento
medição no centro do furo considera que a existência de dissipação na direção axial seja a mesma tanto para a região da contraponta como na região da placa de fixação da peça. O modelo de Fourier no regime unidimensional permite estimar o fluxo de calor e ao conhecer o tempo até a inflexão, é possível conhecer a quantidade de calor que fluiu para o interior da peça. É possível afirmar que uma vez mantida a rotação em 750 rpm, a velocidade de corte é menor à medida que o diâmetro usinado diminui (figura 5).
Assim, a temperatura de inflexão se torna cada vez mais próxima da temperatura da superfície, pois há diminuição da espessura da parede. O calor dissipado para o interior da peça será menor, uma vez que de maneira axiomática, o valor do calor gerado será menor pela diminuição da velocidade de corte, mesmo com maior influência da deformação na zona primária de cisalhamento (figura 6) (5) Foi observado que sob velocidades mais altas a temperatura de superfície é maior e que a temperatura interna é menor (figura 5). Isso se justifica pela maior espessura de parede, que oferecerá maior resistência para o fluxo. E com isso as temperaturas externas serão menores. Um trabalho numérico computacional de regressão indica uma equação exponencial para o calor dissipado para o interior da peça com R igual à 0,84, que a partir de variações inerentes ao sistema de usinagem e da multidisciplinaridade de uma modelagem holística, indica boa aderência da análise pelo regime unidimensional.
Conclusão
Este estudo abordou os fenômenos de transferência de calor em usinagem pela metodologia ativa baseada em problemas em um processo de torneamento cilíndrico, abordando a aplicação de diferentes técnicas de medição da temperatura, identificando
principalmente suas limitações para o fenômeno dinâmico da usinagem. Também foi sugerido o desenvolvimento de um plano experimental factível para sala de aula com abordagem multidisciplinar, para que alunos contribuam ativamente com a execução experimental. Os temas aqui tratados envolveram ainda a aplicação de um modelo clássico de transferência de calor para estimar a quantidade de calor que flui para o interior de uma peça com geometria aproximada à um cilindro de parede espessa. Os axiomas propostos por diversos autores relacionados à temperatura e ao calor e o principal caso de discussão foi a temperatura da superfície de saída da ferramenta, pois com o aumento da velocidade de corte, de maneira axiomática seria sugerido aumento da velocidade do fluxo do cavaco sobre a superfície de saída, e com isso maior temperatura. Por outro lado, ao aumentar a velocidade de corte, o cavaco teve formação e fluxo melhorado, logo o calor por atrito foi menor, pois o tempo de compressão-recalque-escoamento foi menor.
Instrumentos simples de medição da temperatura podem ser aplicados para que se construa em sala de aula uma medida experimental semi quantitativa com validade superior à aceitação de axiomas. A metodologia ativa requer maior compromisso de preparação e mediação, incentivando ao engajamento e à discussão por parte dos alunos. É certo afirmar que o estudo oferece base prática e teórica robusta no ensino de usinagem em engenharia, proporcionando aos alunos a experiência de participar do processo de aprendizado de modo autônomo e multidisciplinar, enquanto o professor atua como mediador e orientador. A metodologia ativa é sustentada pela exploração de axiomas a respeito de calor em usinagem observados de forma experimental, colaborativa e abrangente.
Responsabilidade pelas informações
Os autores são os únicos responsáveis pelas informações incluídas neste trabalho.
Referências
1) Chao, B.,T., Trigger, K.J., Trigger. “An analytical evaluation of metal cutting temperatures”. Transactions of ASME, janeiro de 1951, pp.57~65.
2) Chao, B.,T., Trigger, K.J., Trigger. “Cutting temperatures and metal-cutting phenomena”. Transactions of ASME, agosto de 1951, pp. 777~792.
3) Çengel, Y. A., Ghajar, A. J., 2012. “Transferência de calor e massa: uma abordagem prática”, 4ª ed, pp. 154.
4) De Luca Rodrigues, M.A. “Caminhos da usinagem”, 2015, Ed. Artliber, pp. 55.
5) Ferraresi, D. “Fundamentos da usinagem dos metais”, 1977, Ed Edgard Blucher, 9a Edição, pp.140.
6) Filho, M.S., [s.d.]. “Usinagem”, sem editora, pp. 102-105.
7) Holman, J.P. “Transferência de calor”,1983, 1a ed, Cap.4. Ed.McGraw-hill, pp. 29-30.
8) Machado, A. R., Abrão, M.A., Coelho, R.T., Silva, M.B., 2009. “Teoria da usinagem dos materiais”, 1ª Ed. pp. 113-155.
9) Masson, T.J., Miranda, L.F., Munhoz Jr, A.H., Castanheira, A.M.P., 2012. “Metodologia de ensino: Aprendizagem baseada em projetos (PBL)”, XL Congresso Brasileiro de Educação em Engenharia, Belém-PA, Brasil.
10) Moran, J., 2015. “Mudando a educação com metodologias ativas”, Coleção Mídias Contemporâneas: Convergências Midiáticas, Educação e Cidadania: aproximações jovens [Volume II], UEPG/ PROEX, 2015. Ponta Grossa-PR, Brasil, pp. 15-33. ISBN: 978-978-85-63023-14-8.
11) Santos, S.C., Sales, W.F. “Aspectos tribológicos da usinagem dos materiais”, 2007, Ed. Artliber, pp. 80.
O eve n to e ssen c ial para bat e ria s e sis t emas de armazename n t o d e e ne r g ia na América Latin a 20 26 J Á E S
Conceitos da programação CNC
O livro eletrônico “Um pouco sobre programação CNC: conceitos iniciais sobre comando numérico computadorizado”, de autoria de Victor Mariotto, foi publicado pela Editora Mariotto V. H. No e-book , em português, o leitor vai encontrar um passo a passo da linguagem de programação CNC, além de exemplos de estruturação da programação e comentários sobre este e outros temas.
O livro é composto por capítulos onde máquinas industriais, como centros de usinagem e tornos CNC, por exemplo, muito utilizados em operações realizadas em empresas de diferentes portes, são o assunto principal.
Além disso, há capítulos dedicados a comparações entre equipamentos de usinagem convencionais e os dotados de sistema CNC, características de máquinas de usinagem, com informações sobre a estrutura mecânica de máquinas, por exemplo, bem como tecnologias para fixação de ferramentas de corte e planejamento da programação CNC.
Nas seções do e-book o conteúdo é distribuído de maneira a complementar os estudos sobre sistemas de comando numérico computadorizado, fazendo com que o leitor, independentemente do seu nível de conhecimento em usinagem, se aprofunde nos conhecimentos sobre fabricação mecânica.
O autor inseriu recomendações úteis aos profissionais do setor de usinagem, e importantes também para estudantes da área da metal mecânica. Entre elas está a importância da leitura do manual das máquinas de usinagem, pois cada fabricante tem suas próprias características, mesmo com a padronização dos códigos nos dias atuais.
O livro é comercializado pelo site da Amazon (www.amazon.com.br) pelo preço sugerido de R$ 10,00.
Livro internacional reúne pesquisas em usinagem do Brasil
O livro”Innovations in brazilian machining - Highlights from the XXVI Machining Colloquium” (ou “Inovações na usinagem brasileira - Destaques do 26o Colóquio de Usinagem”, em tradução livre) foi publicado pela Editora Springer. A obra foi editada por Milla Caroline Gomes, Déborah de Oliveira e Maksym Ziberov.
A publicação reúne uma seleção de pesquisas brasileiras sobre usinagem e tecnologia para fabricação mecânica que foram apresentadas na edição do colóquio mencionada acima, realizada pela Associação Brasileira de Engenharia e Ciências Mecânicas (ABCM), com sede na cidade do Rio de Janeiro (RJ).
O leitor vai encontrar desde capítulos dedicados às propriedades de materiais,
nos quais são apresentados tópicos sobre, por exemplo, a usinabilidade de materiais, até questões relacionadas aos conceitos de sustentabilidade.
Também são abordados na obra os mais recentes desenvolvimentos em tecnologia de usinagem, no País e em outras nações, assim como assuntos concentrados na textura e na integridade superficial de materiais submetidos à usinagem, automação industrial e controle de processos de fabricação mecânica. Há também algumas análises sobre o aprimoramento de parâmetros de processo, projeto de máquinas-ferramentas, sistemas de manufatura e planejamento da produção, bem como microusinagem, usinagem verde e metrologia em processos fabris.
O livro compõe a série de publicações da ABCM sobre ciências mecânicas e engenharia (ABCMSMSE) e a série “Notas de aula em engenharia mecânica (LNME). Está disponível para comercialização pelo site da Editora Springer em versões física e eletrônica pelo preço sugerido de US$169,99 e US$129,00, respectivamente.
Produtos
Máquinas para usinagem pesada
O Grupo CNC, com unidade industrial na cidade paulista de Santa Bárbara d’Oeste, comercializa máquinas para usinagem pesada desenvolvidas pela Zayer, com matriz na Espanha. O grupo industrial brasileiro também fornece assistência técnica local.
Entre as máquinas de usinagem comercializadas pelo Grupo CNC está o modelo Xios G (foto). O equipamento apresenta avanço rápido de 35 mil mm/min, curso longitudinal de 2.500 (-750/+1750) mm a 3.000 (-1.000/+2.000) mm, curso vertical de 1.600 mm e curso transversal de 1.200 mm. A máquina conta com mesa rotativa, que possui versões com comprimento de 3.000, 4.000 e 5.000 mm, todas com largura de 1.000 mm.
A Xios G apresenta precisão de posicionamento de 0,008/4000 mm e repetibilidade de 0,005/4000 mm. Os clientes podem consultar a empresa sobre itens opcionais que estão disponíveis para comercialização. Tel. (19) 3463-6311; relacionamento@grupocnc.com.br.
Insertos de dupla face
A israelense Iscar , com subsidiária brasileira em Vinhedo (SP), lançou a linha Quick-X-Flute, de insertos de dupla face, projetada para maximizar a eficiência e a produtividade no fresamento de ligas de alta temperatura. Com preparação especial da aresta de corte, os insertos apresentam alta taxa de formação de cavacos, sendo indicados principalmente para a usinagem de titânio e suas ligas, além de aço. As fresas de nova geração contam com canais de corte estendidos, oferecendo até oito arestas de corte para garantir alto desempenho na fresagem desses materiais. Disponíveis com raios de aresta de 0,8 mm, 3,2 mm e 4 mm, possuem sistema de refrigeração de alta pressão dotado de bicos substituíveis e saídas frontais, com controle térmico e recurso para evacuação de cavacos. www.iscardobrasil.com.br
Ferramentas para fresamento de compósitos
A norte-americana Kennametal , com filial brasileira em Indaiatuba (SP), lançou a nova linha de fresas de corte descendente Roco, para usinagem de materiais compósitos. As novas ferramentas são construídas conforme as diretrizes da nova classe avançada KCC05A de insertos de metal duro revestidos, voltados para aplicações específicas na usinagem, tendo em vista a integração de camadas de revestimento com espessura uniforme para
proporcionar maior resistência ao desgaste e estabilidade durante o corte.
A técnica assegura uma espessura de revestimento uniforme ao longo do eixo da ferramenta, o que resulta em arestas de corte mais afiadas, desgaste mínimo e redução do lascamento, prolongando significativamente a sua vida útil. www.kennametal.com.br
Gerenciamento de ferramentas de usinagem
A sueca Seco Tools, com unidade brasileira no município paulista de Sorocaba, aprimorou seus serviços de gerenciamento da vida útil de ferramentas de usinagem. A empresa está à frente de um programa voltado para o rastreamento de ferramentas de corte, tendo como objetivo identificar, por exemplo, fresas de metal duro que necessitam de recondicionamento.
O ciclo de vida das ferramentas de usinagem passou a ser gerenciado a partir de um código de matriz gravado a laser no corpo delas, processo que é parte da rastreabilidade digital realizada pela empresa em tempo real. Dessa maneira, são gerenciados dados referentes ao desgaste da ferramenta sofrido durante o seu uso em processos produtivos, além de outras informações que são inseridas em bancos de dados. Interessados podem contatar a empresa pelo telefone (15) 2101-8630; www.secotools.com