Fabricadas em skid, contêiner ou unidades pré-moldadas, as estações compactas de tratamento de água têm ganhado espaço com a expansão do saneamento no Brasil por oferecerem implantação rápida, modularidade e operação automatizada
Tratamento de água
Limpeza química em membranas de ultrafiltração com contaminação oleosa
Um desafio significativo para a eficiência da produção de água potável em ETAs é a contaminação das membranas de ultrafiltração por óleo mineral Nesse sentido, o uso de novas tecnolog ias capazes de melhorar a limpeza química e amplificar a vazão de produção tem demonstrado bons resultados na remoção de contaminantes oleosos
Serviço
Guia de ETAs e ETEs
O levantamento traz uma lista de fornecedores especializados de equipamentos e integ ração de estações de tratamento de água e efluentes no país, incluindo sistemas biológ icos, físico-químicos e terciários, como membranas de ultrafiltração, além de estações compactas, de aproveitamento de água de chuva e desaguamento de lodo
Abastecimento
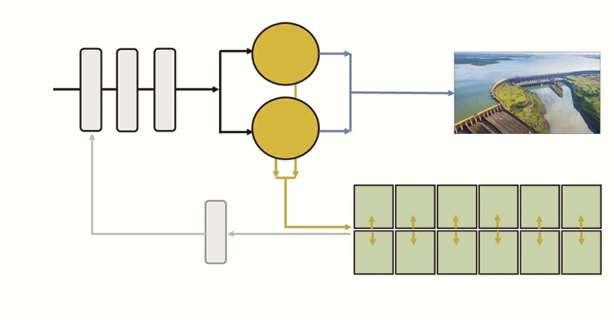
Impacto da automação e monitoramento remoto de redes
O estudo avalia o impacto da automação e monitoramento remoto no sistema de abastecimento de água no município de Japurá, interior do Paraná A metodolog ia utilizou sensores e centrais de automação para visualizar variáveis operacionais como pressão, níveis dos reservatórios e condições das bombas
ETEs
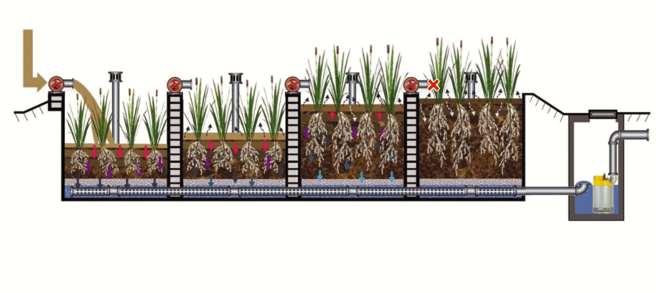
Wetlands de tratamento de lodo – desempenho e viabilidade
Os wetlands de tratamento de lodos (WLs) são tecnolog ias sustentáveis do ponto de vista ecológ ico, econômico e funcional quando projetados, construídos e operados para tratar lodos de ETEs e tanques sépticos. O ar tigo traz um exemplo de sua aplicação baseado nos primeiros 40 meses de um projeto real de monitoramento.
Editorial
ETAs compactas ganham protagonismo no avanço do saneamento
Arepor tagem especial desta edição destaca um movimento que vem se consolidando de forma acelerada no setor: a adoção crescente das ETAs - Estações de Tratamento de Água compactas e móveis como alternativa estratég ica para ampliar a ofer ta de água tratada Impulsionadas pelo novo marco do saneamento, pela pressão por investimentos eficientes e pela necessidade de respostas rápidas em contextos de escassez ou expansão urbana, essas soluções passaram a ocupar um espaço central nos planos de concessionárias, indústrias e municípios.
As vantagens técnicas e operacionais das ETAs compactas já são amplamente reconhecidas A pré-fabricação, a modularidade e a automação permitem reduzir prazos, simplificar obras civis e ajustar a capacidade de produção de acordo com a demanda Do ponto de vista econômico, esse modelo ajuda a diluir investimentos e viabiliza o atendimento prog ressivo por meio da adição de módulos em linhas paralelas Além disso, o avanço de modelos de negócio baseados em locação e prestação de serviços oferecidos por diversos fornecedores tem possibilitado que projetos ganhem escala mesmo em municípios menores ou em distritos industriais onde o tempo de implantação é determinante para atrair novos empreendimentos
A mobilidade é outro ponto que vem for talecendo o interesse Equipamentos projetados para transpor te rodoviário podem ser deslocados entre diferentes áreas de atuação, atendendo frentes temporárias em obras de infraestrutura, canteiros industriais, empreendimentos de mineração ou situações emergenciais, como enchentes, estiagens severas ou falhas em sistemas existentes Para comunidades rurais e localidades isoladas, a capacidade de instalar rapidamente uma estação modular, mesmo em áreas sem infraestrutura adequada, representa um avanço concreto na segurança hídrica.
Outro vetor de crescimento é o reúso de água Muitas ETAs compactas já são desenvolvidas para produzir água de reúso para fins não potáveis irrigação de áreas verdes, lavagem de equipamentos ou processos industriais reduzindo a dependência de mananciais super ficiais, poços e redes públicas O impacto direto aparece tanto na redução de custos operacionais quanto na maior resiliência dos sistemas frente às oscilações de disponibilidade hídrica
Casos recentes ilustram essa tendência No litoral de Santa Catarina, onde a demanda cresce for temente na temporada de verão, a Águas de Palhoça contratou em 2024 uma ETA modular de 20 L/s, somada a dois reservatórios móveis de 70 mil litros cada, para reforçar o abastecimento de localidades específicas Já no Ceará, a ETA móvel de ultrafiltração utilizada pela Cagece em Paracuru tem garantido a continuidade do fornecimento para mais de 30 mil habitantes enquanto o município aguarda a execução de sua estação definitiva
A combinação entre metas regulatórias ambiciosas, novas exigências de qualidade e a necessidade de respostas rápidas em cenários de escassez tem ampliado o espaço das ETAs compactas no país Para operadores públicos e privados, essas tecnolog ias não representam apenas uma alternativa provisória, mas uma ferramenta estratég ica para acelerar entregas, testar novos mercados, garantir continuidade de abastecimento e atender, com maior eficiência, às expectativas da sociedade por serviços de saneamento modernos e universais
Sandra Mogami – Editora sm@arandaeditora com br
REDAÇÃO:
A ves de Souza (in memoriam )
Diretor: José Rubens Alves de Souza ( n memor am )
Jornalista responsável: Sandra Mogami (MTB 21780)
Repórter: Fábio Laudonio (MTB 59526)
SECRETÁRIAS DE REDAÇÃO E PESQUISAS: M lena Venceslau e Sabrina Emi ly dos Anjos Costa
PUBLICIDADE NACIONAL: Gerente comercial: E c o Sique ra Cava canti Contatos: Prisc l a Cazarotti pr sci la cazarotti@arandaeditora com br) e Rodr go Lima (rodr go ima@arandaed tora com br)
REPRESENTANTES: Paraná
doparana@gma l com
Rio de Janeiro e interior de São Pau o: Gu lherme Car va ho Ce : (11) 98149-8896 - gu lherme car va ho@arandaeditora com br Rio Grande do Sul: Maria José da Silva -
REPRESENTATIVES: China: Mr Weng Jie - Hangzhou Oversea Advertising Ltd 55-3-703 Guan Lane Hangzhou Zhe iang 310003 China Te : +86 571-87063843, fax: +1 928-752-6886 (retr evable wor dwide) z ac@ma l hz z cn
Germany: STROBEL VERLAG GmbH & Co KG - Mr Peter Ha lmann Zur Feldmühle 9-11 - 59821 Arnsberg
Tel : +49 2931 8900-26, fax: +49 2931 8900-38 p ha lmann@strobe -verlag de
Italy: QUA N Pubbl c tà - Ms Graz e la Qua ni - Via Melor a 7 - 20148 M lan
Te : +39 2 39216180 fax: +39 2 39217082 - grqua ni@t n it
Japan: Echo Japan Corporation - Mr Ted Asoshina Grande Maison Room 303, 2-2, Kudan-k ta 1-chome, Chiyoda-ku Tokyo 102-0073 Japan
Tel : +81-(0)3-3263-5065 fax: +81-(0)3-3234-2064 - aso@echo-japan co jp Korea: JES Med a nternat ona - Mr Young-Seoh Chinn
2nd Fl ANA Bu ld ng 257-1 Myeong l-Dong Gangdong-gu Seoul 134-070
Te : +82 2 481-3411, fax: +82 2 481-3414 - esmed a@unite co kr
Switzerland: Mr Rico Dormann Media Consultant Market ng Moosstrasse 7 CH-8803 Rüsch ikon
Te : + 41 1 720-8550, fax: + 41 1 721-1474 beatrice bernhard@rdormann ch Taiwan: WORLDWIDE S Ser v ces Co Ltd - Mr Robert Yu 11F-B, No 540, Sec 1, Wen Hs n Road, Taichung
Te : +886 4 2325-1784 fax: +886 4 2325-2967 - globa @acw com tw
UK: Mr Edward J Kan a - Robert G Horsfie d Internationa Publ shers Daisy Bank, Chin ey, Hig Peaks - Derbyshire SK23 6DA Tel : +44 1663 750 242 mob : +44 7974168188 - ekania@bt nternet com
USA: Ms Fabiana Rezak - 2911 Joyce Lane, Merr yck, NY 11566 USA Te : +(1) 516 476-5568 - arandausa@gmai com
ADMINISTRAÇÃO: Diretor adm n strativo: Edgard Laureano da Cunha Jr
CIRCULAÇÃO: São Pau o: Clayton Santos De fino - tel 11) 3824-5300 e 3824-5250
PROJETO VISUAL GRÁFICO, DIAGRAMAÇÃO E EDITORAÇÃO ELETRÔNICA He io Bettega Netto
ASSISTENTES DE PRODUÇÃO: Ta ita dos Santos Si va e Vanessa Cr st na da Si va
SERVIÇOS: mpressão: psis Gráfica e Editora S A Distr bu ção: ACF - Ribeiro de Lima
S S N 1 9 8 0 - 2 2 1 8
Hydro é uma publicação da Aranda Ed tora Técnica Cultural Ltda
Redação, Publicidade, Administração, Circulação e Correspondência: Alameda Olga 315 - 01155-900 - São Pau o - SP Brasi Te (+55-11) 3824-5300 e 3824-5250 Fax (+55-11) 3666-9585 nfohydro@arandanet com br - www arandanet com br
A revista Hydro é env ada a 12 mil profiss onais envo vidos com nstalações h drossanitár as prediais, com o tratamento de água e ef uentes em indústr as e complexos de ser v ços e com sistemas públ cos de água e esgoto
Diretores: Edgard Laureano da Cunha Jr , José Roberto Gonça ves e José Rubens
COMPACTA
Vantagens
Aplicação
Especificações básicas
Plug and Play
Certificações Marque uma reunião!
Notícias
Hydrobiox chega ao Brasil com solução passiva para tratamento de esgoto
Acanadense DBO International está apresentando a Hydrobiox, uma estação de tratamento de esgoto 100% passiva, cuja distribuição no Brasil é feita pela Pi² Technolog ies em parceria com a Alpha Water, de São Bernardo do Campo, SP. A tecnolog ia, já patenteada no país, foi concebida para oferecer uma alternativa sustentável e de baixo custo operacional ao tratamento convencional Por funcionar sem eletricidade, sem par tes mecânicas e sem geração de lodo, o sistema elimina despesas com energ ia e manutenção, oferecendo operação contínua e durabilidade superior a 35 anos, sendo indicada especialmente para comunidades isoladas e rurais
Segundo José Luis Izaguirre, diretor da DBO International, o sistema Hydrobiox é um tratamento secundário que pode ser instalado após unidades primárias, como fossas sépticas ou biodigestores “É um processo biológ ico de filtração e percolação da água em um só sistema, totalmente por g ravidade Ele não utiliza bombas nem componentes elétricos, sendo autossuficiente e sem necessidade de manutenção”, explica. O princípio de funcionamento baseia-se no desenvolvimento de uma biopelícula bacteriana sobre um suporte geotêxtil, dentro de um tubo corrugado A turbulência gerada pelo fluxo natural promove aeração, garantindo níveis de oxigênio dissolvido de 2 a 6 mg/L suficientes para um processo combinado aeróbico e anaeróbico, que remove a carga orgânica do efluente
Após o tratamento biológ ico, a água passa por uma camada de areia
Hydrobiox oferece alternativa sustentável para saneamento em comunidades rurais e isoladas
de cerca de 30 cm, que completa a etapa de filtração. “A par tir daí, é possível infiltrar o efluente tratado no solo ou reaproveitá-lo, coletando em tanques ou geomembranas impermeáveis para usos não potáveis, como irrigação, limpeza de vias, lavagem de veículos ou abastecimento industrial”, detalha Os resultados obtidos em testes internacionais, como os realizados em Quebec e Dubai, apontam concentrações de DBO e DQO abaixo de 20 mg/L desempenho superior ao exig ido pelas normas brasileiras
O sistema, produzido no Canadá e montado no Brasil, atende às exigências da Resolução Conama 430/2011, à norma N B R 17.076:2024, ao Decreto Estadual nº 8468/76 (São Paulo) e à Deliberação Normativa COPAM- CER H/MG nº 8/2022 Cada módulo do Hydrobiox trata até 500 litros por dia e ocupa cerca de 7 m² de área, ficando totalmente enterrado O desenho modular permite ampliar a capacidade conforme a demanda, chegando a sistemas descentralizados de até 300 mil litros por dia “Por estar enterrado, o espaço pode ser reaproveitado para jardins, áreas verdes ou campos de futebol, sem prejuízo ao terreno”, observa o diretor.
A solução também se destaca por não gerar resíduos sólidos nem precisar de substituição de meios filtrantes “Não há bloqueios nos dutos, o
sistema não colmata Ele é desenhado para operar por décadas com eficiência constante”, reforça Com garantia de 20 anos sobre componentes e estrutura, o sistema vem sendo aplicado em diferentes reg iões do mundo desde 1987 e mantém operação plena mesmo em unidades instaladas há mais de 30 anos No Brasil, a primeira implantação foi feita pela Alpha Water na comunidade de Alfredo Graça, em Minas Gerais, com dois módulos de 500 litros por dia, como projeto piloto para futura expansão
Com sua operação autônoma, ausência de consumo energético e reaproveitamento de água tratada, o Hydrobiox se apresenta como uma alternativa estratég ica para ampliar o saneamento em localidades afastadas ou com infraestrutura limitada, contribuindo para reduzir perdas, emissões e consumo de água potável pontos críticos para o avanço do setor e o cumprimento das metas ambientais e de universalização.
Alpha Water – Tel (11) 9 9733-49 03 Site: https://alphawater com br/
Biotecnal lança coagulantes orgânicos e aposta no reúso sustentável da água
ABiotecnal, empresa paranaense com atuação em soluções biotecnológ icas para tratamento de efluentes, par ticipou pela primeira vez da Fenasan 2025 para apresentar seus produtos para o setor de saneamento, com destaque para a linha de coagulantes orgânicos Organotrat, desenvolvida para substituir os produtos inorgânicos convencionais, como sulfato e policlo-
reto de alumínio Derivados de fontes naturais, de origem vegetal e animal, os novos coagulantes não introduzem metais pesados nem subprodutos tóxicos no efluente tratado, tornando-se uma alternativa sustentável e eficiente, especialmente em processos que envolvem reúso de água
“Os coagulantes convencionais são eficientes em várias aplicações, mas geram resíduos metálicos, alteram o pH e dificultam o reúso da água”, explica Weber ton Mar timiano da Silva, gerente técnico e comercial corporativo da Biotecnal. “O Organotrat vem justamente resolver essas limitações, mantendo alta per formance na coagulação e clarificação, com menor impacto ambiental e maior estabilidade operacional ”
O desenvolvimento do produto é resultado da experiência da empresa em biotecnolog ia e remediação ambiental Fundada em 2007, em Toledo, P R, polo ag roindustrial e um dos maiores centros de produção de proteína animal da América Latina, a Biotecnal iniciou suas atividades com foco em soluções biológ icas para redução de carga orgânica em efluentes industriais. Com o tempo, passou a atuar também nos processos físico-químicos do tratamento de água e efluentes, integ rando
pesquisa, desenvolvimento e acompanhamento técnico
“Percebemos que só a etapa biológ ica não seria suficiente para atender à crescente demanda por reúso e por padrões mais rigorosos de qualidade da água Então, evoluímos para a fabricação de coagulantes orgânicos, com o diferencial de não gerar resíduos metálicos e de favorecer a reutilização da água tratada”, comenta o executivo
O Organotrat, segundo o executivo, combina eficiência técnica com benefícios ambientais Por sua estrutura molecular biodeg radável, o produto mantém o pH estável, reduz o consumo de produtos auxiliares, como alcalinizantes e acidulantes, e melhora o desempenho na remoção de compostos orgânicos e inorgânicos solúveis Além disso, contribui para o aproveitamento de subprodutos do processo, favorecendo práticas de economia circular
A linha de coagulantes orgânicos inclui versões de base vegetal, produzidas a par tir do tanino, e de origem animal, derivadas da quitosana, extraída de carapaças de crustáceos “Hoje, somos uma das três empresas no Brasil que produzem o tanino de forma ver ticalizada e temos condições de atender diferentes indústrias de abate e processamento de alimentos àquelas voltadas ao tratamento de água para reúso e potabilização”, destaca
Os testes e aplicações do Organotrat são realizados em laboratório próprio e validados em planta antes da comercialização. “Nenhum produto da Biotecnal é comercializado sem diagnóstico prévio no cliente e validação laboratorial Esse acompanhamento
é o que nos diferencia no mercado e garante que cada aplicação tenha resultado comprovado”, observa o gerente técnico
Com presença consolidada na ag roindústria paranaense, a empresa agora busca ampliar sua atuação nacional e for talecer sua presença no setor de saneamento Para isso, prepara a expansão de sua estrutura no Bioparque de Toledo, onde está construindo um novo complexo de 7 mil m², que incluirá áreas de produção de químicos orgânicos e um laboratório de aplicação e desenvolvimento com cer tificação do Inmetro
“Estamos dando um passo impor tante para oferecer soluções que aliem desempenho técnico, viabilidade econômica e responsabilidade ambiental. Acreditamos que o futuro do tratamento de água está em produtos que garantam eficiência sem gerar impactos ao meio ambiente”, conclui Biotecnal – Tel (45) 3378-1819 Site: https://biotecnal ind br/
Azul Pack for nece geomembranas com até sete camadas de proteção
AAzul Pack, empresa com sede e fábrica em Jacutinga, MG, desenvolve soluções plásticas a partir da transformação de polietileno voltados para obras de infraestrutura, mineração, irrigação, saneamento e proteção ambiental
O parque fabril tem mais de 70 mil m2 e é responsável pela produção anual de mais de 38 mil toneladas. Para auxiliar na fabricação das soluções, a empresa mantém um acordo estratég ico com a Verde Brasil em Manaus, AM Com o auxílio da parceira,
Weberton Martimiano da Silva, da Biotecnal: coagulantes derivados de fontes naturais
Notícias
a capacidade produtiva supera 106 mil toneladas/ano “Todos os equipamentos são impor tados da Europa e projetados especificamente para a fabricação de geomembranas, com processos automatizados e um rigoroso controle de qualidade”, explica Leandro Dhein, diretor comercial da Azul Pack TechGround Além do Brasil, os produtos são fornecidos para a América Latina com auxílio de um escritório comercial em São Paulo e equipes de vendas no Chile e EUA “Atualmente, somos os maiores fabricantes de geomembranas de P EAD da América Latina em termos de capacidade produtiva e volume”, afirma Dhein
Geomembrana aplicada em fechamento de célula de aterro
V isão Equipamentos lança linha para automação e monitoramento remoto no saneamento
APara organizar melhor os negócios, a Azul Pack estruturou seu por tfólio em quatro frentes Para o saneamento, o principal destaque é a Azul Pack TechGround, dedicada ao fornecimento de geomembranas para aplicações como impermeabilização de reservatórios de água e lagoas de tratamento de efluentes. As demais marcas TechAg ro, Filmes e Bags reúnem, respectivamente, soluções para o campo, filmes industriais e comerciais, e sacolas plásticas para o varejo
Em 2025, o por tfólio TechGround foi expandido com a adição da linha TECH SE7, desenvolvida com tecnolog ia de coextrusão de sete camadas que combina diferentes tipos de polímeros e aditivos em uma estrutura multicomponente capaz de proporcionar diferentes soluções como barreira ao oxigênio de alta per formance, durabilidade superior e resistência química aprimorada. “As geomembranas surg iram na década de 80. Inicialmente, eram produzidas com apenas uma camada e na cor preta, tom que permanece em muitos projetos atuais por
conta de suas características voltadas à proteção contra os raios solares. Conforme o mercado foi se expandindo, novas aplicações, propriedades e cores eram requisitadas Graças aos estudos do GSI - Geosynthetics Institute, foi possível desenvolver equipamentos capazes de acrescentar mais camadas aos produtos”, lembra Dhein O diretor também detalha os principais diferenciais do processo de sete camadas “O mercado é dominado por equipamentos de três camadas, que também possuímos Em uma geomembrana, a camada central é voltada para a estrutura Já as outras são responsáveis por aditivos como resistência química, a raios solares, etc. Os pacotes de aditivação costumam ser mais caros que as resinas, o que encareceria o produto caso fosse necessário aplicar os aditivos em uma única camada A máquina de sete camadas mais que duplica a quantidade usualmente encontrada na de três, possibilitando um acréscimo de 30% de propriedade mecânica nesse material”, acrescenta Como forma de manter-se atualizada nas tendências de mercado, a Azul Pack mantém uma cadeira de membro no conselho do GSI e um laboratório de testes acreditado pelo GAI-L AP - Geosynthetic Accreditation Institute –Laboratory Accreditation Prog ram
A zul Pack – Tel (35) 3443-8 8 8 8
Site: www azulpack com br
Visão Equipamentos, empresa especializada em produtos e serviços para instrumentação e medição de pressão, nível, temperatura e vazão, desenvolveu uma linha de dispositivos inteligentes Cloud, voltada à automação e gestão remota de sistemas de saneamento Os lançamentos incluem os modelos Cloud Hydro, Cloud Flow+, Cloud VR P e Cloud I/O, que permitem medição, controle e transmissão de dados via Internet, em tempo real “Os equipamentos são capazes de enviar e receber dados diretamente na nuvem por meio do protocolo MQT T, que hoje é um dos mais utilizados no setor”, explica Paulo Costa, diretor de operações da empresa “Essa comunicação bidirecional garante melhor gestão das informações e maior eficiência no controle operacional ” O Cloud Hydro foi desenvolvido para gestão hídrica de poços tubulares, medindo nível, pressão, vazão e tempo de bombeamento Já o Cloud Flow+ atua em sistemas de medição de vazão, nível e bombeamento, per-
Painel de telemetria para poços desenvolvido pela Visão Equipamentos
Notícias
mitindo controlar até quatro bombas e configurar alarmes por parâmetros de outorga, pressão e vazão
Outro destaque é o Cloud VR P, dedicado ao controle remoto de válvulas redutoras de pressão, integ rando dados entre produtor e consumidor
Complementa a linha o Cloud I/O, um relé prog ramável que funciona como remota universal de entradas e saídas dig itais e analóg icas, com possibilidade de configuração personalizada
Segundo Costa, a empresa mantém fábrica própria em São Paulo, onde também produz instrumentos de medição de nível, pressão, temperatura e vazão Ele destaca que o avanço da IoT - Internet das Coisas e as novas diretrizes do marco do saneamento for talecem a demanda por tecnolog ias conectadas.
“Estamos muito confiantes no crescimento desse mercado até 2033
A dig italização é uma realidade, e os sistemas baseados em IoT, como nossa linha Cloud, são fundamentais para o monitoramento eficiente e sustentável das operações de saneamento”, afirma o executivo.
Segundo ele, soluções conectadas à nuvem ampliam o controle sobre vazão, pressão, nível e bombeamento
Visão Equipamentos – Tel (11) 3942-20 65
Site: https://visaoequipamentos.com.br/
Tubinox:
tubos e conexões de aço inox ampliam eficiência no saneamento
Afabricante Tubinox Tubos e Conexões, de São Paulo, apresenta sua linha de tubos e conexões em aço inoxidável, um material que, segundo o fundador e diretor Marcelo Fernandes, pode contribuir significativamente para a redução das perdas de água tratada um dos principais desafios do setor de saneamento no Brasil “Nosso foco inicial era o setor sucroalcooleiro, mas uma demanda emergencial de uma empreiteira de saneamento nos abriu uma nova frente de atuação”, contou Fernandes “Atendemos um pedido urgente, deu cer to, e esse cliente acabou indicando outro,
que indicou outro, e assim fomos crescendo Hoje, estamos estruturando uma célula dentro da fábrica só para atender o mercado de saneamento ” A Tubinox fabrica tubos com diâmetros de ¼ até 60 polegadas, voltados para a condução de água e outros fluidos A produção, localizada em São Paulo, alcança 150 toneladas por mês, sendo cerca de 80 toneladas destinadas à linha de saneamento “Temos a linha completa, como conexões, curvas, reduções, adaptadores, tudo certificado e já homologado pela Sabesp É um mercado exigente Fomos nos adaptando nos últimos anos e já estamos bem posicionados”, afirmou
Marcelo Fernandes, da Tubinox: conexões e tub os com diâmetros de ¼ até 60 polegadas
A principal aposta da empresa é a superior durabilidade e resistência à corrosão do aço inoxidável, características que se traduzem em menor necessidade de manutenção e, consequentemente, em redução de perdas de água por vazamentos “O aço inox não enferruja, não solta ferrugem na água e dura cerca de dez vezes mais que o aço carbono Embora o custo inicial seja maior, cerca do dobro, o ganho ao longo do tempo é muito superior”, explicou o diretor.
Além de resistir à corrosão, o aço inoxidável permite fabricar tubos mais leves, com espessura até 30% menor que os de aço carbono, sem comprometer a resistência à pressão “O produto fica mais leve, o manuseio é mais fácil e a durabilidade é muito maior. É uma solução que traz eficiên-
cia e sustentabilidade para o ciclo de vida das redes de distribuição”, disse Fernandes
A eficiência proporcionada pelo material ganha relevância diante das metas do marco do saneamento, que prevê a redução das perdas na distribuição de água tratada para no máximo 25% até 2033 Hoje, segundo o SN I S - Sistema Nacional de Informações sobre Saneamento, as perdas médias no país g iram entre 36% e 40%, podendo ultrapassar 50% em alguns estados do Nor te e Nordeste Essas perdas representam quase metade da água tratada que não chega ao consumidor final, seja por vazamentos, fraudes, ligações clandestinas ou falhas de medição “O uso do aço inox pode fazer par te da solução É um material que praticamente elimina o
problema de vazamentos decorrentes de corrosão e aumenta muito a vida útil da rede”, destacou o executivo
Embora ainda pouco utilizado no saneamento brasileiro, o aço inoxidável já demonstrou resultados expressivos em outros países É o caso de Tóquio, no Japão, onde a substituição total das tubulações convencionais por aço inox, na década de 1980, reduziu as perdas de água de 15,4% para apenas 2% “Esse tipo de experiência mostra o potencial do material É algo consolidado em mercados mais maduros, e agora o Brasil está começando a olhar com mais atenção para isso”, comentou
Com fábrica própria de 5500 m², a Tubinox é uma empresa 100% nacional e vê no setor de saneamento um caminho estratég ico para o crescimen-
Notícias
to “O mercado está aquecido com os investimentos do novo marco regulatório Acreditamos muito no aço inox como uma alternativa para trazer durabilidade, eficiência e sustentabilidade às redes brasileiras Precisamos incentivar o mercado interno e valorizar soluções nacionais e a geração de empregos ” , concluiu Marcelo Fernandes
Tubinox – Tel (11) 2219-2218
Site: https://tubinox com br/
Luxtel amplia presença no saneamento com soluções em
PRFV
ALuxtel vem consolidando sua atuação no setor de saneamento com um por tfólio completo de soluções em P R F V – Plástico Reforçado com Fibra de Vidro, material que combina leveza, resistência e durabilidade A empresa, que nasceu na construção civil há cerca de 35 anos, tem hoje no saneamento cerca de 40% do seu faturamento.
“Saímos g radualmente da construção civil e fomos mig rando para o saneamento Hoje, essa área já representa 40% da empresa ” , explica Geraldo Guércio, da área jurídica da Luxtel “Incorporamos o saneamento à realidade do g rupo e não há como pensar no futuro sem esse segmento ”
Com quatro unidades fabris em Mauá, SP, e capital 100% nacional, a Luxtel projeta, fabrica e testa internamente todos os seus produtos “Temos laboratório próprio para ensaios de qualidade e rastreabilidade, o que nos credencia a fornecer para concessionárias como Sabesp e Sanepar”, destaca Guércio
Entre as soluções para estações de tratamento de água (ETAs) e efluentes (ETEs), a empresa oferece decantadores, reatores UASB, tanques de equalização, flotadores, calhas Parshall, filtros anaeróbios e aeróbios, entre outros equipamentos personalizados conforme as necessidades de cada projeto
Os produtos em P R F V têm se mostrado uma alternativa sustentável frente aos materiais metálicos, dispensando pintura anticorrosiva e galvanização.
“Isso reduz o uso de substâncias potencialmente tóxicas e elimina reaplicações periódicas, o que é um ganho ambiental e operacional”, afirma Guércio
A Luxtel também se destaca na produção de biomídias M B B R - Moving Bed Bio-Reactor, tecnolog ia que serve de supor te para colônias de bactérias no tratamento biológ ico de efluentes Fabricada em polietileno de alta densidade virgem, a biomídia Luxtel oferece 15 anos de garantia e uma área proteg ida de 670 m²/m³, além de aplicações em filtração de gases e colunas de destilação
“Estamos preparados para oferecer qualquer tipo de solução em fibra de vidro, especialmente para aplicações que envolvem ambientes corrosivos”,
conclui Guércio “As perspectivas são muito positivas para o saneamento, que é hoje o principal motor de crescimento da Luxtel ”
Luxtel – Tel (11) 9 6 846-6 648
Site: https://www.lux tel.com.br/
Star tup usa IA para inter pretar sinais elétricos de equipamentos e prever falhas em bombas
A2Neuron, star tup com sede em Vitória, ES, desenvolveu o Ultronline, tecnolog ia que utiliza IA – Inteligência Ar tificial para interpretar os sinais elétricos de equipamentos e, com isso, realizar uma manutenção preditiva inteligente sem o auxílio de sensores.
Fundada em 2021 por Yves Luduvico Coelho, doutor em engenharia elétrica com experiência em algoritmos de IA e processamento de sinais, e Gabriel Coimbra Carvalho, engenheiro mecânico com experiência em manutenção industrial e desenvolvimento de algoritmos de IA, a companhia surg iu com o intuito de criar uma solução de manutenção preditiva autossuficiente eletricamente e capaz de mensurar eficiência energética, diagnosticar falhas e apontar melhorias com auxílio de IA
“Durante os nossos estudos, montamos um laboratório com três bancadas de teste onde, em processos industriais miniaturizados, foram simulados diversos processos de bomba O objetivo foi ter uma solução plug and play capaz de analisar diversos parâmetros e que não dependesse de baterias para funcionar”, detalha Carvalho, cofundador e CEO da 2Neuron. No final de 2022, a proposta chamou a atenção de um investidor anjo, que decidiu apor tar R$ 1 milhão na
Estação de tratamento em P R F V produzida pela Luxtel
Notícias
iniciativa Até então, a 2Neuron tinha apenas um protótipo, ainda incipiente Com o advento do capital, os fundadores estipularam uma meta: desenvolver cinco versões comerciais do Ultronline em 18 meses. O objetivo, porém, logo teve que ser revisto Em apenas quatro meses, a primeira versão demonstrativa ficou pronta, com testes realizados na Placas do Brasil, empresa com sede em Pinheiros, ES, em equipamentos que auxiliam na fabricação de painéis de fibras de madeira M DF.
“A IA do Ultronline foi desenvolvida pela própria 2Neuron Os testes em campo permitiram aper feiçoarmos o hardware e a comunicação, bem como comparar a IA que havíamos desenvolvido com outras presentes na indústria, o que possibilitou um salto em termos de aprendizado do algoritmo”, afirma o CEO
Os resultados obtidos nas análises de monitoramento fizeram com que, em 2024, a 2Neuron recebesse um novo apor te, agora de R$ 3 milhões A solução, até então um protótipo comercial, passava oficialmente para a fase de consolidação. Segundo o CEO,
quando a 2Neuron decidiu apostar no conceito de manutenção preditiva sem sensores, um dos alvos foi o mercado de saneamento em vir tude de algumas bombas operarem de forma submersa, o que inibe a utilização de dispositivos auxiliares externos “A manutenção preditiva surg iu há 60 anos, com sensores de vibração e temperatura No início eles eram cabeados e depois conectados com IoT - Internet das Coisas, uma tecnolog ia que é dependente de baterias e acaba sendo inviável em bombas submersas”, diz Carvalho.
Compacto e do tamanho de um celular, o Ultronline é instalado no painel de energ ia da contratante e realiza a leitura dos sinais elétricos de acionamento do motor com técnicas de ESA – Assinatura Elétrica. A premissa é que cada componente mecânico em movimento dentro de um equipamento gera padrões de frequência e amplitude presentes na corrente elétrica do sistema Tais padrões se traduzem como uma assinatura elétrica específica, que pode ser identificada e analisada Com o passar do tempo, as condições mecânicas dos dispositivos podem deteriorar-se devido a fatores como desgaste, folgas, desalinhamentos e outras adversidades Essas alterações, por sua vez, repercutem na assinatura elétrica do equipamento Os dados coletados são interpretados pela IA, que sugere melhorias e aponta possíveis problemas futuros As informações podem ser consultadas em uma plataforma web, também desenvolvida pela 2Neuron As funcionalidades incluem o disparo de aler tas via e-mail e WhatsApp, além de integ rações via AP Is. Vale ressaltar que o
Yves Luduvico Coelho e Gabriel Coimbra Carvalho (de branco, segurando o Ultronline): manutenção preditiva inteligente sem sensores
Ultronline utiliza a energ ia do próprio equipamento monitorado, dispensando o uso de baterias, e não demanda intervenção na infraestrutura de TI pois possui conectividade 4G para transferir dados continuamente.
“Diversos setores no Brasil, principalmente o de saneamento, não têm uma cultura de manutenção preditiva
Em nossos estudos, notamos que g rande par te dos equipamentos industriais operam com uma média de ineficiência de 40%. Ao realizar intervenções propostas pela nossa IA, esse índice pode ser rever tido”, afirma Carvalho
Em setembro de 2025, a 2Neuron firmou uma parceria com a Sabesp para monitorar bombas de esgoto em 62 estações elevatórias, distribuídas por 31 municípios, incluindo a capital paulista. Em menos de 30 dias de
operação, analisando 81 equipamentos, o Ultronline apontou desperdícios de energ ia provocados por sobrecargas e excesso de consumo de energ ia reativa. Segundo estimativas da 2Neuron, o impacto pode chegar a cerca de R$ 50 mil no período, o que, projetado em escala anual, significaria mais de R$ 600 mil em custos evitáveis
“Somados os ganhos de detecção antecipada de falhas mecânicas e elétricas à análise de eficiência energética, o alcance do retorno sobre o investimento pode ser de até 30 vezes
O avanço com a Sabesp nos deixa bem confiantes de que nossa solução vai revolucionar o setor de saneamento”, projeta Coelho, CTO da 2Neuron
2Neuron – Tel (27) 9 9739-9215
Site: www.2neuron.com
Nota
Correção – No Especial Encontro Técnico AESabesp/Fenasan 2025 (HY 175, Setembro/Outubro de 2025, pág inas 27 e 28), por um erro de diag ramação, as imagens dos produtos das companhias Kanaflex, Kemia e L AO Indústria foram publicadas trocadas Como o compromisso de Hydro é informar com exatidão, a correção já foi realizada na revista dig ital da referida edição e os três produtos estão sendo republicados na seção Produtos da HY 176, Novembro/Dezembro de 2025 Lamentamos o equívoco e pedimos desculpas aos leitores e às empresas
Estações compactas de tratamento de água
As estações compactas de tratamento de água ganham espaço com a expansão do saneamento no Brasil, oferecendo implantação rápida, modularidade e operação automatizada. Fabricadas em skid, contêiner ou unidades pré-moldadas, as soluções atendem desde pequenas comunidades até demandas industriais, combinando ultrafiltração, processos físico-químicos e monitoramento avançado.
Impulsionado pelo novo marco do saneamento, o Brasil vive uma corrida por soluções capazes de ampliar rapidamente a ofer ta de água tratada, sobretudo em pequenos municípios Nesse contexto, as ETAs - Estações de Tratamento de Água compactas e móveis vêm ganhando espaço como alternativa técnica e economicamente competitiva às plantas convencionais, mais lentas e custosas de implantar.
As ETAs compactas são unidades pré-fabricadas, montadas em skid ou contêiner, que integ ram em um único conjunto as etapas clássicas de tratamento – coagulação, floculação, decantação, filtração e desinfecção A configuração modular reduz a área ocupada, simplifica a obra civil e encur ta prazos de fornecimento, montagem e comissionamento, permitindo colocar sistemas em operação em semanas, e não em anos
A seguir, apresentaremos algumas soluções de ETAs compactas oferecidas no mercado brasileiro
Acetecno
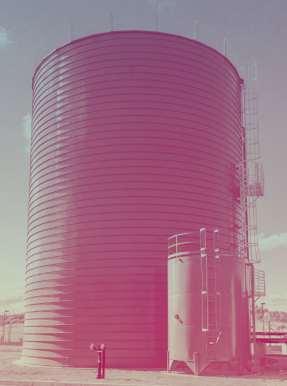
A linha de ETAs compactas da Acetecno, de Indaial, SC, tem sido estruturada em três formas construtivas: unidades de ultrafiltração, unidades metálicas abertas e unidades metálicas pressurizadas
As unidades de ultrafiltração representam o topo de linha da empresa em termos de filtragem e adaptabilidade rápida Conforme o por tfólio da Acetecno, a ETA por ultrafiltração “é uma variedade destinada a remover sólidos físicos da água, que passam por uma membrana semipermeável” Entre os benefícios, a empresa destaca que menos coagulantes são necessários, o processo é altamente automatizado e ocupa cerca de apenas 10% do espaço físico comparado a estações convencionais Esse modelo atende bem captações de rios, lagoas ou poços mesmo com qualidade de água variável, o que o torna indicado para aplicações industriais, para comunidades e reúso A locação do módulo de ultrafiltração também é ofer tada Já as unidades aber tas oferecem captações pré-montadas em estrutura metálica com acesso amplo, trazendo
Sandra Mogami, da Redação da Hydro
Unidades de ultrafiltração da Acetecno
bom custo/benefício para municípios ou indústrias que dispõem de espaço e precisam montar a ETA mais rapidamente, com obra civil reduzida O modelo facilita a manutenção em campo e reduz prazos de implantação Por fim, as unidades metálicas pressurizadas combinam estrutura mais compacta e fechamento com pressurização, adequado para locais com restrição de espaço ou exigência de instalação em ambientes controlados
A solução permite instalação em área confinada, integ ração com contêineres ou local técnico, e menor inter ferência no entorno, o que pode ser decisivo em empreendimentos industriais ou em saneamento modular.
Site: www acetecno com br
Aquamec
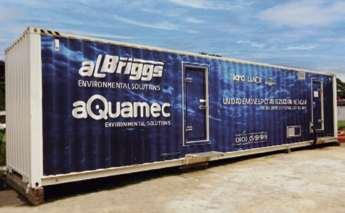
A Aquamec, com sede em Itu, SP, está apresentando unidades móveis de filtração, totalmente montadas em contêineres e prontas para operação em poucos dias
Segundo Pedro Carmona, do depar tamento técnico-comercial da empresa, a Aquamec já tem mais de 20 unidades em operação, entre contratos de locação e venda, e mantém produção contínua para atender novas demandas “Temos cerca de 25 estações em funcionamento e fabricamos mais conforme a necessidade do cliente”, afirma
Cada estação ocupa um contêiner de 40 pés, capaz de tratar até 50 L/s (180 m³/h). Quando é necessário aumentar a vazão, as unidades podem ser combinadas em Por to Aleg re, R S, por exemplo, o DMAE utiliza seis contêineres que somam entre 300 e 350 L/s, em sistema instalado há mais de quatro anos
O sistema é plug and play, com todos os componentes integ rados membranas, bombas, tanques, painéis e controle automatizado , exig indo apenas conexão elétrica e hidráulica “A implantação pode ser feita em até 15 dias, e o espaço ocupado é muito menor do que o de uma estação convencional”, explica
As membranas de ultrafiltração de fibra oca são o coração do sistema Cada contêiner pode abrigar até 48 módulos, ajustáveis conforme a vazão requerida
A tecnolog ia assegura remoção de 99% de vírus e bactérias e turbidez final inferior a 0,2 NTU, dispensando, em muitos casos, o uso de coagulantes “A qualidade da água é garantida, e a operação é 100% automatizada, com manutenção basicamente preventiva”, acrescenta
Além de DMAE-R S, as soluções da Aquamec estão em uso na Sabesp, em Ber tioga e Ilhabela, onde reforçam o abastecimento durante o verão, e na Cagece, que adquiriu quatro unidades para o interior do Ceará.
As unidades podem operar de modo autônomo ou combinado e contam com pré-tratamento por g radeamento e, quando necessário, coagulação super ficial
A Aquamec oferece tanto o aluguel com operação conjunta, como no caso do DMAE, quanto a venda com capacitação do cliente A fábrica da Aquamec produz todos os equipamentos no Brasil, adaptando as configurações de acordo com as condições locais e as exigências do contratante
Site: https://aquamecbrasil com br/
Filtrando
A Filtrando, de Mauá, SP, oferece soluções completas em engenharia, desde o projeto até a instalação, comissionamento e treinamento de profissionais de operação e manutenção Especializada em sistemas de filtragem, a empresa desenvolve, fabrica e implementa soluções personalizadas para atender às necessidades específicas de cada cliente. As ETAs compactas podem ser “aber tas” por g ravidade (pressão atmosférica), com câmaras de processo de floculação, decantação e filtração de concreto armado ou alvenaria estrutural, ou modulares de aço carbono com proteção anticorrosiva, de fácil instalação local.
Outra opção são as ETAs pressurizadas, ver ticais ou horizontais, com proteção anticorrosiva Contam com operação manual ou automática, com painel elétrico de energ ia e comando local, ou operando através do SDCD - Sistema Dig ital de Controle Distribuído, de propriedade do cliente, por meio do protocolo de comunicação Ethernet/I P, o que permite um fácil monitoramento e controle dos parâmetros da água bruta e tratada, controle automático de dosagem de produtos químicos e alarmes O sistema pressurizado
Sistemas móveis para ultrafiltração de água da Aquamec
ETA modular da Filtrando
Especial
permite instalação em áreas confinadas ou locações próximas ao ponto de consumo, reduzindo perdas hidráulicas e simplificando a integ ração à rede existente
Em termos de manutenção e operação, a automação amplia a confiabilidade e permite integ ração com supervisão remota, reduzindo intervenções humanas e melhorando o acompanhamento da qualidade da água, dos fluxos e da segurança operacional Esse nível de automação torna essas soluções compatíveis com exigências regulatórias, bem como com práticas de governança em utilidades e indústrias que priorizam a continuidade de operação e a gestão de ativos.
As unidades podem ser entregues “prontas para operar ” , com todos os equipamentos e sistemas integ rados no módulo, simplificando logística e montagem A pré-fabricação favorece ensaios em fábrica, redução de variáveis de obra e liberação mais ág il para comissionamento, o que resulta em menor risco de cronog rama e menor mobilização de recursos
Site: https://filtrando com br/
H2O Ambiental
O Grupo H2O Ambiental, por meio de sua empresa de Engenharia Sampa Saneamento, com sede em Sorocaba, SP, concluiu em Por to Velho, RO, a obra de uma nova ETA Indústria 4 0, que atenderá à Santo Antônio Energ ia, quarta maior geradora de energ ia hídrica do país e uma das 20 maiores do mundo
A ETA Indústria 4.0 modular autônoma (300 a 360 m³/h) possui medição de pH na entrada do processo, sistema de controle de descarga de fundo e do manto de lodo no decantador pela turbidez, além de sistema de retrolavagem por diferencial de pressão nos filtros. Para finalizar, realiza o controle
ETA Indústria 4 0 instalada pela H2O
Ambiental na Santo Antônio Energ ia, em Por to Velho, RO
analítico automatizado de pH, cloro e turbidez na água tratada, que dig italizam toda a informação para manter a segurança operacional da água
“Não existe outra ETA tão automatizada como esta em operação em todo o território nacional”, diz Antonio Carlos Sampaio, CEO da empresa
Segundo o CEO, o sistema apresenta ganhos significativos em relação às ETAs aber tas “Ela reduz em 50% a área ocupada, acelera a decantação com a pressurização ao alterar a densidade dos sólidos e aumenta em até quatro vezes o tempo de carreira dos filtros e promove descar te de lodo adensado em menor volume, facilitando a desidratação. Com isso, gera uma relação água bruta vs água tratada muito melhor, com redução nos custos de captação e de insumos químicos”, diz O Rio Madeira tem uma das águas mais turvas do Brasil, com turbidez de entrada que varia de 10 a 1500 NTU, e a ETA está produzindo água tratada com 0,4 NTU O projeto incluiu ainda dois reservatórios metálicos de 800 m³, rede de distribuição em aço inoxidável, e toda a automação entre captação e reservação, além de possuir na captação uma balsa de captação com passarela pivotante projetada e fabricada pela própria empresa.
Site: www h2oambiental com br
Tecwater Systems
A Tecwater Systems, de São Paulo, desenvolveu uma ETA compacta montada em contêiner, que promete ag i-
lidade e escalabilidade para projetos de saneamento
Segundo Cristiano Cata Preta, da área de Contratos/Suprimentos da empresa, o sistema está disponível em módulos de contêiner padrão de 10, 20 ou 40 pés “Todo o sistema é integ rado”, afirma A unidade inclui membranas de ultrafiltração, bombas, tanque, painel elétrico, oferecendo uma solução turnkey e plug & play, permitindo o tratamento de águas subterrâneas ou super ficiais, com vazão típica de 50 L/s Para ampliar a capacidade, basta “aumentar o número de contêineres ” , explica
Cristiano Cata Preta, da Tecwater: módulos de contêiner padrão de 10, 20 ou 40 pés
A Tecwater já atende empresas de saneamento e informa ter contrato em andamento para fornecimento deste tipo de pacote modular A nova solução promete atender com mais rapidez obras em localidades remotas ou com logística complexa trazendo a flexibilidade de mobilização de um contêiner pré-montado para entrega e funcionamento mais ág il
Site: https://www.tecwater.com.br/
Tega Engenharia
A linha de ETAs compactas desenvolvida pela Tega Engenharia, de Cordeirópolis, SP, é uma solução modular e de rápida implantação, indicada para projetos de abastecimento de água potável em residências, indústrias,
Especial
loteamentos, hotéis, shopping centers e empreendimentos A estrutura modular em tanques de P R F V - Plástico Reforçado com Fibra de Vidro confere ao sistema resistência aos impactos mecânicos e à ag ressão química, além de permitir ampliações futuras com mínima inter ferência operacional
As unidades são projetadas sob medida, com vazões nominais que variam entre 2,5 e 50 m³/h Cada módulo integ ra diversas fases essenciais de tratamento mistura rápida, floculação, decantação lamelar, filtração rápida (areia e carvão) e desinfecção final além de sistemas auxiliares como tanques de preparo de reagentes, bombas dosadoras, unidades de bombeamento hidráulico e painel elétrico embarcado em skid.
Todo o processo é automatizado e acionado conforme nível de reservatório detectado o que reduz a intervenção manual e permite operação contínua com baixo g rau de manutenção Outro diferencial impor tante da linha é o monitoramento on-line de parâmetros críticos do processo, como cor, turbidez, cloro residual livre e vazão, além de indicadores de funcionamento das bombas e níveis de tanques, com telemetria via rádio ou celular Tal funcionalidade proporciona maior controle operacional, permite rápidas intervenções em caso de variação de desempenho e contribui para a segurança do abastecimento aspectos essenciais para empreendimentos sensíveis, demandas industriais ou reg iões com restrições de água
Site: https://tegaengenharia.com.br/
Veolia
Com uma frota crescente de unidades móveis e um modelo de negócio voltado à flexibilidade, a Veolia tem ampliado no Brasil a ofer ta de sistemas de tratamento de água As soluções, voltadas a indústrias e conces-
Estações móveis da Veolia: rapidez de implantação e baixo custo de investimento
sionárias de saneamento, combinam rapidez de implantação, baixo custo de investimento e garantia de qualidade, atendendo desde emergências de abastecimento até prog ramas de reúso e produção de água de alta pureza
Segundo Evandro Vechia, gerente de vendas da área de serviços móveis de água da Veolia | Water Tech no Brasil, o diferencial da empresa está em oferecer uma solução completa, e não apenas o equipamento “Entregamos tecnolog ia em modo serviço, desde unidades móveis até serviços integ rados que combi-
ETA modular da Tega é construída em tanques de P R F V
nam operação, soluções químicas e o monitoramento on-line Garantimos a qualidade da água de entrada e saída, sem que o cliente precise investir em ativos fixos”, explica
As unidades móveis são equipadas com diferentes tecnolog ias ultrafiltração ZeeWeed, osmose reversa (P ROflex), clarificação de alta ta xa (Actiflo), sistemas físico-químicos, troca iônica e eletrodeionização permitindo o atendimento a aplicações que vão da potabilização à produção de água desmineralizada e reúso de efluentes industriais. Todos os sistemas são integ rados e podem operar de forma modular, conforme a necessidade “Podemos combinar, por exemplo, um contêiner de ultrafiltração e outro de osmose reversa para abastecer uma torre de resfriamento ou caldeira”, afirma Vechia
Com vazões de 5 a 1000 m³/h, essas tecnolog ias são pré-moldadas e entregues em trailers, skids ou contêineres para garantir máxima mobilidade e resposta rápida Disponíveis como sistemas padrão ou modulares, são pré-projetadas com conexões plug-and-play, o que facilita a instalação e operação em campo.
A empresa mantém bases operacionais em Cotia, Sorocaba e Cajamar, SP, além de poder mobilizar equipamentos de outras unidades da Veolia na América Latina ou nos Estados Unidos, conforme a urgência do cliente O modelo de locação é considerado um dos principais atrativos da solução “Cada vez mais as empresas enfrentam restrições de Capex Com a locação, elas têm acesso imediato à tecnolog ia e reduzem custos operacionais, sem precisar adquirir, depreciar ou manter o ativo”, observa o executivo
Além da flexibilidade financeira, o serviço móvel da Veolia tem ganhado espaço em função das oscilações de disponibilidade hídrica no país “O Brasil vive ciclos de escassez e excesso de chuva que variam entre as reg iões Quando falta água, as indústrias precisam reag ir rapidamente. As unidades móveis entram para assegurar a continuidade da produção, seja captando novas fontes, seja reutilizando efluentes tratados”, explica
Esse modelo tem sido utilizado por segmentos diversos, que dependem de água de alta qualidade para seus processos. No caso das termoelétricas, por exemplo, a frota móvel da Veolia é empregada na produção de água polida e de alta pureza, essencial nos ciclos combinados quando há baixa produção hidrelétrica
Limpeza química em membranas de ultrafiltração com contaminação oleosa
A contaminação por óleo mineral nas membranas de ultrafiltração representa um desafio significativo para a eficiência da produção de água potável em ETAs. Nesse sentido, a aplicação de novas tecnologias capazes de melhorar a limpeza química das membranas e aumentar significativamente a vazão de produção tem demonstrado resultados promissores na remoção de contaminantes oleosos.
Otratamento de água para abastecimento público no Brasil é tradicionalmente realizado por ETAs - Estações de Tratamento de Água, que utilizam processos físico-químicos convencionais, como coagulação, floculação, decantação, filtração e desinfecção Embora esses métodos apresentem boa eficiência em muitos contextos, eles podem ser insuficientes diante da crescente complexidade dos contaminantes presentes nos mananciais, como resíduos industriais, escoamento urbano e substâncias emergentes Nesses casos, tecnolog ias avançadas, como os sistemas de membranas –especialmente as de ultrafiltração (U F) – têm se destacado por sua alta capacidade de remoção de par tículas, microrganismos e compostos emulsificados, oferecendo uma alternativa promissora para garantir a segurança e a qualidade da água destinada ao consumo humano Os sistemas de ultrafiltração apresentam um conjunto robusto de vantagens em relação aos métodos convencionais Sua confiabilidade assegura a constância na qualidade do filtrado, mesmo diante de variações na carga de Sólidos Suspensos Totais (TSS) do afluen-
te A flexibilidade do sistema permite implantação modular com menores exigências de infraestrutura civil, viabilizando investimentos prog ressivos Além disso, sua mobilidade possibilita aplicações emergenciais em plataformas móveis Do ponto de vista econômico, a ultrafiltração apresenta menor custo de instalação e operação automatizada, reduzindo a necessidade de mão de obra direta A qualidade da água obtida é elevada, com TSS baixo, turbidez inferior a 0,1 NTU, livre de bactérias e SDI abaixo de 3, características ideais para pré-tratamento em processos de osmose reversa. A tecnolog ia também oferece
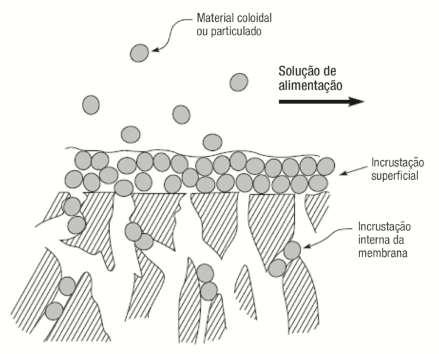
Fig 1 – Representação esquemática da incrustação em uma membrana de ultrafiltração
Rodrigo Alvim Hudson Cadinha e Marcelo Thiago Carniato Rodrigues, da Kurita do Brasil; Fabio Pereira de Carvalho, da DuPont Water & Solutions
barreira física eficaz contra vírus e bactérias, ocupa até 50% menos espaço, reduz o consumo de produtos químicos e geração de lodo e permite fácil ampliação com obras civis simples
Além disso, a U F tem sido adotada em cenários nos quais o custo do processo é justificado pelo valor ag regado do produto final ou pela necessidade de alta pureza da água tratada O custo das plantas de U F varia amplamente, dependendo do por te da instalação, do tipo de solução a ser tratada e da qualidade da água de alimentação (vale destacar o maior retorno sobre o investimento ao se utilizar a U F em detrimento do tratamento convencional)
As membranas de U F apresentam uma camada super ficial finamente porosa, também conhecida como “pele”, sustentada por um substrato microporoso com poros significativamente maiores A separação seletiva ocorre na camada super ficial, enquanto o substrato fornece supor te mecânico à estrutura da membrana.
Um dos principais fatores que afetam o desempenho das membranas de U F é a polarização por concentração, fenômeno caracterizado pelo acúmulo de solutos retidos na proximidade ou sobre a super fície da membrana durante a operação Este acúmulo cria uma barreira à passagem do solvente (incrustação), reduzindo o fluxo de permeado, como demonstrado na figura 1
O compor tamento hidrodinâmico do sistema é influenciado pela composição da qualidade de água de alimentação e pela espessura da camada limite Quando essa camada se estabiliza ao longo
do tempo, a substituição da solução de alimentação por água pura permite a recuperação do fluxo orig inal da membrana, indicando que o fenômeno é, em par te, reversível
Em membranas com carga superficial negativa, a incrustação associada à polarização por concentração é particularmente difícil de controlar Para mitigar esse efeito, diversas estratég ias são empregadas, como limpeza química, retrolavagem periódica e descar te de sólidos acumulados
A manutenção do desempenho de sistemas de U F depende diretamente da eficácia dos procedimentos de limpeza aplicados às membranas Diversos métodos são utilizados para remover a camada densificada de gel formada por materiais retidos na super fície da membrana O método mais simples consiste na circulação de uma solução de limpeza apropriada pelos módulos de membrana por um período determinado
As incrustações mais comuns são compostas por coloides de polímeros orgânicos e materiais gelatinosos Essas camadas são mais eficientemente removidas por meio de soluções alcalinas, seguidas por soluções detergentes aquecidas [1]
Íons como cálcio, magnésio e silicatos, frequentemente problemáticos em sistemas de osmose reversa, geralmente não representam um desafio na U F, pois permeiam a membrana Uma exceção ocorre na U F de soro de leite, onde altas concentrações de cálcio podem causar incrustações
A presença de sais ferrosos solúveis em águas de alimentação pode levar à formação de óxidos de ferro hidratados Esses sais são oxidados a hidróxido férrico pela presença de ar arrastado no sistema Como o hidróxido férrico é insolúvel em água, sua remoção é realizada por meio de lavagens ácidas.
A frequência de limpeza química deve ser ajustada conforme a aplicação, podendo ocorrer mensalmente ou em intervalos maiores, dependendo das condições operacionais e dos requisitos específicos do sistema
O procedimento típico de limpeza envolve:
1 Lavagem do sistema com água quente na maior ta xa de circulação possível
2 Aplicação de solução ácida ou alcalina, conforme a natureza da incrustação
3. Tratamento com solução detergente aquecida
4 Enxágue completo com água para remoção de resíduos de detergente
A operação desses sistemas pode ocorrer em duas configurações principais (figura 2): sistemas pressurizados, nos quais a água é forçada através das membranas por pressão externa, e sistemas submersos, onde as membranas estão imersas em tanques e a filtração ocorre por sucção [2]
Durante a operação normal, os sistemas alteram entre ciclos de filtração e limpeza A filtração ocorre continuamente por períodos de 15 a 60 minutos, enquanto a limpeza física (backwash) é realizada em intervalos regulares, geralmente a cada 15 a 60 minutos, com duração de 30 a 60 segundos Esse processo utiliza água e ar para remover sólidos acumulados na super fície da membrana Em ca-
Fig 2 – Sistema submerso (à esquerda) e sistema pressurizado (à direita) [2]
Tratamento de água
sos de incrustações mais severas, são aplicadas limpezas químicas, como o CEB - Chemically Enhanced B ackwash, que combina produtos químicos com a retrolavagem, e o CI P - Cleaning- in-Place, que é um procedimento mais profundo e demorado, realizado com o sistema fora de operação.
A eficiência do sistema é monitorada por parâmetros como a pressão transmembrana (TM P), que representa a diferença de pressão entre a alimentação e o permeado da membrana, e a permeabilidade, que relaciona a vazão de filtrado com a área da membrana. O aumento prog ressivo da TM P ao longo do tempo é um indicativo de acúmulo de material na membrana, exig indo intervenções de limpeza
Além disso, os sistemas incorporam testes de integ ridade para verificar a condição das fibras Esses testes avaliam a perda de pressão ao longo do tempo e ajudam a identificar fibras rompidas, que podem comprometer a qualidade do filtrado Quando detectadas, as fibras danificadas podem ser reparadas, embora um número excessivo de reparos leve à substituição do módulo.
A operação eficiente desses sistemas depende da correta alternância entre os modos de filtração e limpeza, da escolha adequada dos produtos químicos e da manutenção preventiva baseada em parâmetros operacionais e testes de integ ridade. Essa abordagem garante a longevidade das membranas e a qualidade da água tratada
Mercado brasileiro de membranas
A adoção de tecnolog ias de membranas para o tratamento de água no Brasil ainda é considerada incipiente quando comparada à de países mais desenvolvidos No entanto, o potencial de expansão é expressivo, especialmente diante dos desafios crescentes relacionados à gestão hídrica e à sustentabilidade ambiental
Empresas líderes no setor estão se envolvendo diretamente com usuários finais por meio de projetos em tempo real, com o objetivo de compreender melhor as necessidades específicas de cada aplicação e as complexidades operacionais associadas a sistemas de g rande escala.
O mercado brasileiro de tratamento de água e efluentes com membranas está estimado em U S$ 54,4 milhões em 2025, com projeção de alcançar U S$ 75,15 milhões até 2030, apresentando uma ta xa de crescimento anual composta (C AGR) de 6,98% no período de previsão (2025 a 2030) [3].
Diante desse cenário, o mercado apresenta perspectivas promissoras, impulsionado por regulamentações ambientais, investimentos em infraestrutura e avanços tecnológ icos A crescente adoção de tecnolog ias como a ultrafiltração (U F) reforça a tendência de modernização e sustentabilidade no setor de tratamento de água e efluentes no Brasil
Mercado brasileiro de produtos químicos
O mercado brasileiro de produtos químicos aplicados a sistemas de ultrafiltração está em expansão, impulsionado pela crescente adoção dessa tecnolog ia em estações de tratamento de água e efluentes industriais A ultrafiltração, por ser uma barreira física altamente eficiente na remoção de
par tículas, sólidos suspensos e microrganismos, exige um reg ime de manutenção química específico
Diferentemente de tecnolog ias como a osmose reversa (OR) e nanofiltração (N F), os sistemas de U F operam com uma demanda de produtos químicos em sua quase totalidade de commodities Ainda assim, o uso de agentes de limpeza especialmente formulados em casos específi-
cos nos procedimentos CI P é essencial para manter a integ ridade das membranas e garantir a eficiência do processo ao longo do tempo
A tendência de crescimento da U F no Brasil está associada principalmente à sua eficiência operacional e redução na geração de lodo Além disso, a flexibilidade
operacional das membranas U F permite maior tolerância às variações na qualidade de água bruta, reduzindo a necessidade de ajustes químicos frequentes e aumento a confiabilidade do sistema
Objetivo
Metodologia
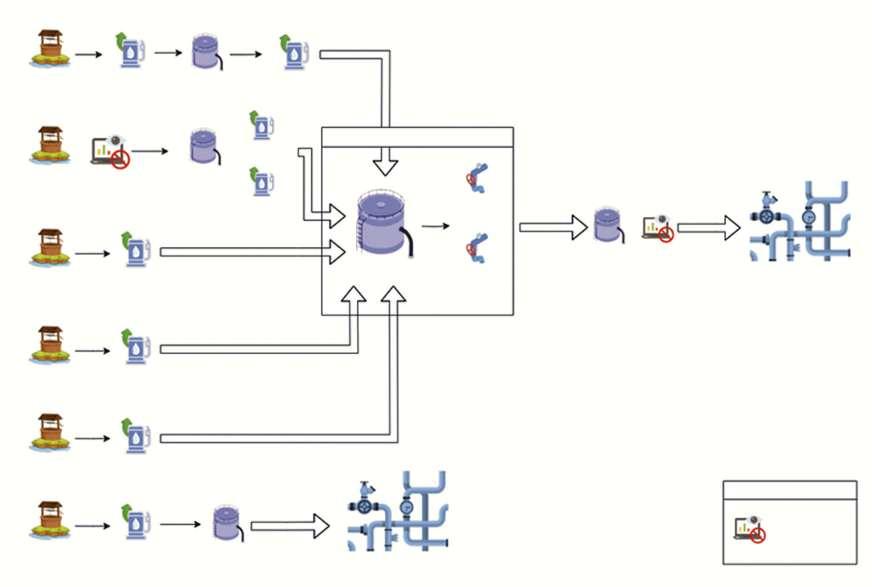
O estudo de caso deste trabalho concentra-se na limpeza química de um sistema de ultrafiltração em ETA O sistema possui seis trens de membranas U F, totalizando 324 módulos A ETA produz 300 L/s de permeado, com uma recuperação de 93% e está em operação desde dezembro de 2021 (figura 3)
O presente trabalho tem como objetivo principal avaliar a limpeza química executada em um sistema de ultrafiltração instalado em uma ETA - Estação de Tratamento de Água, que capta água de rio com presença de óleo mineral e com elevados picos de turbidez no período chuvoso Os dados da limpeza química obtidos, pressão transmembrana (TM P), vazão e turbidez são utilizados pela operação para avaliação da efetividade da limpeza química e da integ ridade das membranas
Fig 3 – Trens de ultrafiltração Fonte: Autores
Tratamento de água
A água bruta é captada diretamente do rio e conduzida até a ETA, onde é inicialmente direcionada para dois reservatórios de equalização com capacidade aproximada de 75 m3 cada A par tir desses tanques, a água é bombeada para um sistema de pré-tratamento composto por dois filtros autolimpantes de tela, com aber turas de 1 e 0,3 mm, respectivamente. A água pré-filtrada é então conduzida para as membranas de U F, que possuem um sistema CI P e um tanque de aproximadamente 6000 litros de capacidade
Resultados
O Depar tamento de Água e Esgoto de um município localizado na reg ião central do Brasil opera um sistema de ultrafiltração (U F) pioneiro para captação de água do rio Cuiabá A estação é responsável pelo abastecimento de água potável para aproximadamente 120 mil habitantes. No entanto, a presença recorrente de óleo mineral na água bruta resultava em aumento da pressão transmembrana (TM P), redução acelerada da produção de permeado e necessidade frequente de limpezas químicas, até por conta do uso de produtos convencionais (commodities).
Após recomendação do fabricante das membranas, o cliente recorreu a uma empresa especializada em soluções para o tratamento de água, a fim de mitigar a contaminação oleosa nas membranas de U F A análise dos dados operacionais indicou a necessidade de uma abordagem de limpeza mais especializada, considerando o cur to intervalo entre ciclos de limpeza CI P, a queda acentuada da vazão e o aumento prog ressivo da TM P Foi então proposta a aplicação de uma nova tecnolog ia em um dos seis trens do sistema, com ajustes de pressão e
vazão, visando otimizar a eficiência do procedimento de limpeza
Em situações críticas, caracterizadas por queda significativa de desempenho e elevação da TM P, torna-se necessária a realização de uma limpeza CI P intensiva Os módulos de U F devem ser submetidos à limpeza sempre que um ou mais dos seguintes critérios forem observados após um evento CEB (Clean-in-Place com backwash químico ou em inglês, Chemically Enhanced B ackwash):
x redução de 50% na permeabilidade normalizada;
x aumento de 1 bar (14,5 psig) na TM P normalizada em relação ao valor inicial; e x alcance de 2,1 bar (30,5 psig) na TM P operacional.
A frequência da limpeza está diretamente relacionada ao modo de operação, à qualidade da água de alimentação e à estratég ia de manutenção adotada A eficácia da CI P depende das propriedades físico-químicas dos materiais das membranas e dos componentes do módulo, os quais devem ser compatíveis com condições de pH e temperatura elevadas Fatores como concentração da solução, tempo de contato, temperatura, injeção de ar e condições hidráulicas são determinantes para o sucesso do procedimento e devem ser ajustados conforme a severidade das incrustações e os indicadores de desempenho do sistema
O monitoramento contínuo do desempenho do sistema de U F é essencial A postergação da limpeza pode tornar as incrustações irreversíveis, resultando em danos físicos aos módulos e comprometimento da integ ridade do sistema Além disso, membranas que não são completamente limpas tendem a apresentar ciclos de incrustação mais cur tos, exig indo limpezas mais frequentes
Tratamento de água
A eficácia da CI P é ma ximizada quando o procedimento é personalizado para o tipo específico de incrustação presente A escolha inadequada de produtos químicos pode ag ravar o problema Por tanto, é fundamental identificar corretamente o tipo de incrustação antes da execução da CI P, a fim de selecionar a solução e a sequência de limpeza mais adequadas
Alguns agentes de limpeza disponíveis no mercado oferecem remoção eficiente e econômica de uma ampla gama de incrustações Esses produtos apresentam baixa formação de espuma, ampla faixa de pH e compatibilidade com membranas comerciais Disponíveis nas formas líquida e em pó, são altamente tamponados e formulados com uma combinação exclusiva de sur factantes, dispersantes e quelantes, que promovem a desa-
g regação e remoção das incrustações, evitando sua redeposição
Entre esses produtos, existe um agente de limpeza líquido, multicomponente, com pH elevado, tamponado e de baixa formação de espuma, formulado para a remoção de sílica coloidal, arg ilas e biofilmes de membranas de U F É amplamente utilizado em sistemas que operam com água do mar, salobra ou águas residuais
Sua formulação permite aplicações frequentes, sem comprometer a integ ridade das membranas
De acordo com o fabricante, esse produto apresenta os seguintes benefícios operacionais: x mistura patenteada de dispersantes, sur factantes de baixa espuma e quelantes, eficaz na remoção de materiais orgânicos e par tículas coloidais; e x altamente tamponado, garantindo
estabilidade do pH durante o processo de limpeza
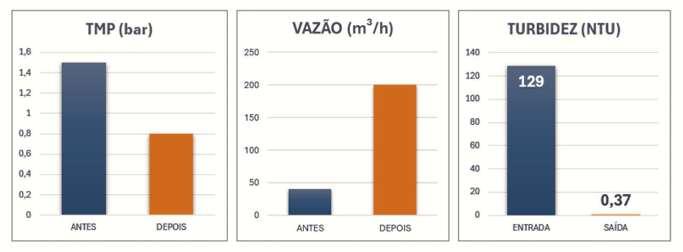
A implementação desse tipo de tecnolog ia demonstrou ser eficaz na limpeza de membranas de U F contaminadas por óleo mineral O produto possui um conjunto de tensoativos que atuam como emulsificantes, auxiliando na solubilização do óleo e na redução da tensão super ficial, o que potencializa a eficiência do processo de limpeza Os resultados incluíram a redução da TM P de 1,50 para 0,80 bar (47%), aumento da ta xa de produção de 40 para 200 m³/h (500%) e eficiência de 99,7% na remoção de turbidez (figura 4)
A continuidade do trabalho e a possibilidade de estabelecer um procedimento preventivo de limpezas periódicas indicam um futuro promissor para a manutenção da produtividade e eficiência da planta A homologação
do procedimento como operacional fixo para todos os trens do sistema e a aquisição periódica de produto reforçam o potencial econômico da solução, ma ximizando a vida útil das membranas Além disso, o impacto social direto na população da cidade é significativo, uma vez que a ETA desempenha um papel crucial no abastecimento de água para cerca de 30% da população urbana.
Conclusões
Com base nos resultados obtidos, conclui-se que a aplicação da tecnolog ia mencionada no sistema de ultrafiltração foi altamente eficaz
na mitigação da contaminação por óleo mineral, promovendo significativa recuperação da per formance operacional A redução da pressão transmembrana, o aumento expressivo da vazão de permeado e a elevada eficiência na remoção de turbidez demonstraram a viabilidade técnica e econômica da solução adotada A padronização da limpeza química, aliada ao monitoramento do sistema, prolonga a vida útil das membranas e assegura a continuidade do abastecimento de água
potável à população atendida
Referências
[1] Baker, Richard W Membrane technolog y and applications 2a ed Chichester: John Wiley & Sons, 2004 I SB N 0-47085445-6
[2] Kurita Water Industries M F-U F Cleaner: AvistaClean Instructions for Use (I F U) Versão 07-2025 [S l ]: Kurita Water Industries, 2025
[3] Mordor Intelligence Custom repor t – Brazil membrane water & wastewater treatment (W W T) market (study period: 2021-2030) [S l ]: Mordor Intelligence, 2025
Trabalho originalmente apresentado no 36o Encontro Técnico AESabesp/FenasanCongresso Nacional de Saneamento e Meio Ambiente, realizado de 21 a 23 de outubro de 2025, em São Paulo
Fig 4 – Resultados de TM P, vazão e turbidez obtidos antes e depois da limpeza química
Guia de ETAs e ETEs
O guia traz uma lista de empresas especializadas no fornecimento de equipamentos e integração de estações de tratamento de água e efluentes no país. O levantamento inclui os sistemas biológicos, físico-químicos e terciários, como membranas de ultrafiltração, além de estações compactas, de aproveitamento de água de chuva e desaguamento de lodo.
Empresa/ Telefone/ E-mail Tra tamento preliminar Sistema físico-químico Sistema biológico
R e m o ç ã o d e g o r d u r a R e m o ç ã o d e a r e i a G r a d e a m e n t o P e n e i r a ( e s t á t i c a e r o t a t i v a )
T r i t u r a d o r d e s ó l i d o s U n i d a d e c o m p a c t a d e p r ét r a t a m e n t o ( 1 )
P r e c i p i t a ç ã o d e m e t a i s O x i d a ç ã o d e c i a n e t o s R e d u ç ã o d e c r o m o h
x i d o O z o n
(47) 3380-6200
vendas@acetecno com br (11) 4787-6402 comercial@aclaris com br (11) 95552-2576 comercial@acquaexpert com br (48) 3632-4900 contato@aguasclarasengenharia com br (11) 99156-6785 contato@alfamec com br (19) 3302-9606 vendas@ambipar com (11) 94345-3435 tm@anti-algas com br (51) 98110-1016 atendimento@aquarenne com br (41) 3292-5653 contato@aquastar com br (11) 97425-8380 contato@atagwatersolutions com (14) 99133-6595 contato@ativer com br (11) 3478-8860 vendas compressores@atlascopco com (54) 99708-0019 comercial@bbifiltracao com br (27) 98831-1052 comercial@bioengser vicos com br
(1) Gordura, areia e peneira; (2) Biorrea tor de leito móvel com biofilme; (3) Biofilme fixo aerado com membrana
ç ã
r
l
e n
ã
l t r a f i l t
ã
O s m o s e r e v e r s a D e s m i n e r a l i z a ç ã o d e á g u a
L o c a ç ã o d e e s t a ç õ e s S i s t e m a s m ó v e i s d e t r a t a m e n t o
Empresa/ Telefone/ E-mail
Tra tamento preliminar
Sistema físico-químico
Sistema biológico
(11) 99173-7043
biosis@biosis eco br (48) 3192-1744
contato@compactasaneamento com br (31) 3281-9543 comercial@cpsolutions com br (11) 95586-2439 vendas@dasbrasil com br (15) 98115-0208 rogerio salgado@denora com (11) 94922-0462 comercial@deltasaneamento com br (19) 98805-6678 comercial@ecclo com br (11) 99111-1567 atendimento@ecocasa.com.br (43) 98403-9822 vendas@ecoracional com br (11) 3468-3800 contato@ecosan com (84) 99405-9606 ecosus@ecosus com br (47) 99648-9191 contato@ectas com br (1) Gordura, areia e peneira; (2) Biorrea tor de leito móvel com biofilme; (3) Biofilme fixo aerado com membrana
Tra tamento preliminar
Sistema físico-químico
Sistema biológico
Empresa/ Telefone/ E-mail
(61) 99983-9072 contato@ekosistema.com.br
(11) 3294-8769
comercial@endeavor ind br (11) 97260-1593
vitor oliveira@enfil com br (21) 99487-1669 contato@engenovo com br (51) 98446-8055 expansul@expansul com br (49) 3555-3543
fae@faeindustria com br
(1) Gordura, areia e peneira; (2) Biorrea tor de leito móvel com biofilme; (3) Biofilme fixo aerado com membrana
Empresa/ Telefone/ E-mail
(11) 99493-0857 info@fluencecorp com (11) 98543-0011 comercial@fluidbrasil com br (27) 2121-8300 sac@fortlev com br (35) 3634-0741 comercial@fyequipamentos com br (19) 99828-2907 comercial@garemp com br (49) 3555-8500 gratt@gratt.com.br (49) 3555-7250 comercial@fastindustria com br (15) 3232-5619 contato@h2oambiental com br (49) 3555-3100 comercial@mclvale com br (11) 97637-7754 contato@hydroz com br (15) 98191-0289 guven@guvensaneamento com br (11) 4473-1347 comercial@h2lifeser vice com br (11) 99235-5338 vendas@hidrotecno com br (67) 98408-7075 contato@hidrusbrasil com br (51) 3778-2929 contato@higra com br (41) 98495-1455 info@huberdobrasil com br (11) 94308-1720 macastilho@hydrosol com br (47) 99118-1089 comercial09@hydrosystem com br (11) 94375-9941 info br@johnsonscreens com (49) 99149-9616 josir d@kemia com br (51) 99805-5704 comercial@ksindustrial.com.br (54) 9129-4697 clovis@licssuperagua com br (49) 3527-8700 comercial@lindnerts com
(1) Gordura, areia
e peneira; (2) Biorrea tor de leito móvel com biofilme; (3) Biofilme fixo aerado com membrana
Tra tamento preliminar
Sistema físico-químico
Sistema biológico
Empresa/ Telefone/ E-mail
(47) 3525-0202 comercial01@linsul.com.br
(11) 98244-3216 rubens franciscojr@gmail com (11) 96170-1486 comercial@naqua com br (47) 3305-5052 comercial@neoacqua com br (47) 98831-8003 joao assis@netzsch com (11) 98175-5685 engenharia@novaeraambiental com br (1) Gordura, areia e peneira; (2) Biorrea tor de leito móvel com biofilme; (3) Biofilme fixo aerado com membrana
Empresa/ Telefone/ E-mail
Tra tamento preliminar
(19) 3429-0600 info br@paquesglobal com (47) 99112-2627 contato@pollycall com br (11) 98684-1875 comercial@procytek com br (11) 97243-7250 prominent-br@prominent com (82) 3436-1846 comercial@propitank.com.br (98) 99230-0766 comercial@purgare eco br (31) 99264-2974 p lanata@ravagnan com (71) 98880-1802 contato@resintec com br (51) 99942-0680 roberto@romaneng com br (48) 98829-0466 info br@rotaria net (31) 99303-0210 vendas@saluta com br (27) 99298-6593 orcamento comercial@sanevix com br (15) 3327-1292 comercial@sanexsolucoes com br (11) 99861-4121 contato@sectasystem com br (11) 98964-1799 contato@soe ind br (11) 3995-4499 paulo@spinox com br (47) 99171-4146 comercial@sustentalitoral com br (11) 99984-1865 nilson@tecitec com br (11) 98331-6088 contato@tinamma com br (14) 99808-9343 comercial@tratsane com br (51) 3600-5555 comercial@vogelsang com br (21) 99316-0657 administrativo@waterwarehouse com br (1) Gordura, areia e peneira; (2) Biorrea tor de leito móvel com biofilme; (3) Biofilme fixo aerado com membrana Obs: Os dados constantes deste guia foram fornecidos pelas próprias empresas que dele participam, de um total de 480 empresas pesquisadas Fonte: Revista Hydro, novembro/dezembro de 2025 Este e muitos outros Guias HY estão disponíveis on-line, para consulta Acesse www arandanet com br/revista/hydro e confira Também é possível incluir a sua empresa na versão on-line de todos estes guias
I
N T E R S O L A
R S O U T H A M E R I C A
A maior feira & congresso da
América Latina para o setor solar
A I nt e r s o l a r S o u t h A m e r i c a , a m a i o r fe i r a &
co n g re s s o d a A m é r i c a L a t i n a p a r a o s et o r s o l a r,
e n fo c a o s r a m o s d e fot ovo l t a i c a , p ro d u ç ã o F V
e t e c n o l o g i a s t e r m o s s o l a re s . O eve nt o re ú n e
f a b r i c a nt e s , fo r n e ce d o r a s , d i s t r i b u i d o r a s ,
p re s t a d o r a s d e s e r v i ço s e p a rce i r a s d o s et o r
s o l a r, i n ce nt i va n d o u m m e i o a m b i e nt e m a i s
l i m p o , a ce s s o u n i ve r s a l à e n e rg i a e re d u ç ã o
d e p re ço s . S o l i d a m e nt e e n r a i z a d a n a A m é r i c a
L a t i n a , a fe i r a d e s t a c a s e u ex p re s s i vo p ot e n c i a l
s o l a r A I nt e r s o l a r S o u t h A m e r i c a s e r á re a l i z a d a
d e 2 5 a 2 7 d e a g o s t o d e 2 0 2 6 n o m o d e r n o
e b e m l o c a l i z a d o E x p o Ce nt e r No r t e , e m S ã o
Pa u l o , d e nt ro d o eve nt o T h e s m a r t e r E S o u t h
A m e r i c a , a m a i o r a l i a n ç a d e eve nt o s p a r a o s et o r
e n e rg ét i co d a A m é r i c a L a t i n a .
E E S S O U T H A M E R I C A
O evento essencial para baterias e sistemas de armazenamento de energia na América Latina
A ees South America, o evento essencial para baterias e sistemas de armazenamento de energia na América Latina, enfoca soluções de armazenamento de energia que apoiam e complementam sistemas energéticos com número crescente de fontes renováveis de energia, integrando prossumidores e veículos elétricos. Com presença consolidada na região, o evento reflete a crescente importância da
integração entre eletricidade, calor e transportes
A mostra especial Element1, integrada à ees, destaca especificamente o alto potencial do hidrogênio verde no Brasil. A ees South America será realizada de 25 a 27 de agosto de 2026 no moderno e bem localizado Expo Center Norte, em São Paulo, dentro do evento The smarter E South America, a maior aliança de eventos para o setor energético da América Latina.
E L E T R OT EC+E M-P O W E R S O U T H A M E R I C A
A feira de infraestrutura elétrica e gestão de energia
A E l e t r o t e c + E M - P o w e r S o u t h A m e r i c a é o
e v e n t o d e i n f r a e s t r u t u r a e l é t r i c a e g e s t ã o d e
e n e r g i a n a A m é r i c a L a t i n a A f e i r a d e s t a c a a s
t e c n o l o g i a s d e d i s t r i b u i ç ã o d e e n e r g i a e l é t r i c a ,
b e m c o m o s e r v i ç o s e s o l u ç õ e s d e i n f o r m á t i c a
p a r a g e s t ã o d e e n e r g i a e m r e d e , d e s e r v i ç o s
p ú b l i c o s e d e e d i f i c a ç õ e s S o l i d a m e n t e
e s t a b e l e c i d a n o c o n t i n e n t e , a f e i r a c o n e c t a
p r o f i s s i o n a i s e e m p r e s a s d a s á r e a s d e p r o j e t o , i n s t a l a ç ã o e m a n u t e n ç ã o – d a g e r a ç ã o
d i s t r i b u í d a a t é a d i s t r i b u i ç ã o d e e n e r g i a p o r
r e d e s a é r e a s e s u b t e r r â n e a s . S e r á r e a l i z a d a d e
2 5 a 2 7 d e a g o s t o d e 2 0 2 6 d e n t r o d o e v e n t o
T h e s m a r t e r E S o u t h A m e r i c a , a m a i o r a l i a n ç a
d e e v e n t o s p a r a o s e t o r e n e r g é t i c o d a A m é r i c a
L a t i n a .
P O W E R2D R I V E S O U T H A M E R I C A
A feira e congresso fundamental para infraestrutura de recarga e eletromobilidade na América Latina
Power2Drive South America: a feira & congresso fundamental para infraestrutura de recarga e eletromobilidade na América Latina Solidamente estabelecido no continente, o evento evidencia a importância do veículo elétrico para um futuro sustentável de transporte e para sua crescente contribuição na matriz energética A feira
reúne fabricantes, fornecedoras, instaladoras, distribuidoras, administradoras de frotas e de energia, fornecedoras e eletromobilidade e novas empresas. Será realizada em São Paulo, dentro do evento The smarter E South America, a maior aliança de eventos para o setor energético da América Latina
Abastecimento
Impacto da automação e monitoramento remoto de redes
Este estudo avalia o impacto da automação e do monitoramento remoto no sistema de abastecimento de água em Japurá, município de pequeno por te no interior do Paraná. A metodologia envolveu a utilização de sensores e centrais de automação para a visualização de variáveis operacionais, como pressão, níveis dos reservatórios e condições das b ombas. Os resultados apontaram uma redução de 73% nas ordens de serviço para vazamentos, de 83 em 2021 para 26 em 2024.
ARoberto Valentim de Oliveira, do SAMAE Japurá
Manoel Mulinari Filho
automação nos sistemas de abastecimento de água tem se consolidado como uma ferramenta essencial para aper feiçoar a operação e a produtividade desses sistemas A aplicação de métodos de controle clássicos, baseados em algoritmos matemáticos que operam diretamente sobre dispositivos e atuadores sem a necessidade de intervenção humana, tem permitido o controle automático de parâmetros como pressão e vazão Tradicionalmente, utilizam-se válvulas redutoras de pressão e bombas de velocidade variável como principais atuadores para garantir o funcionamento adequado do sistema Além de assegurar a qualidade e a continuidade do fornecimento de água, os sistemas automatizados contribuem para a redução do consumo hidroenergético, minimizando perdas de água e energ ia
No entanto, a incorporação de técnicas de automação inteligente pode aprimorar ainda mais esses resultados, proporcionando maior adaptabilidade às variações de demanda e pressão ao longo do tempo e, consequentemente, aumentando a otimização energética e hidráulica dos sistemas O controle inte-
ligente, ao considerar as características não lineares e imprevisíveis do sistema, permite uma gestão mais eficaz e sustentável dos recursos hídricos [8] Embora o uso de tecnolog ias de automação e monitoramento remoto no abastecimento de água esteja em crescente expansão, ainda há uma escassez de estudos que investiguem de maneira detalhada o impacto específico dessas tecnolog ias em municípios de menor por te, como o caso de Japurá, no Paraná Os pequenos municípios, frequentemente, enfrentam dificuldades técnicas e financeiras que limitam a instalação de soluções eficazes no setor de saneamento [1, 5] As questões associadas à escassez de recursos e à capacidade técnica reduzida dos gestores municipais tornam a adoção de tecnolog ias mais complexa e desafiadora [7].
Este ar tigo investiga como a automação e o monitoramento remoto podem ser aplicados de forma eficaz em municípios menores, contribuindo para a melhoria da gestão hídrica, redução de perdas e aprimoramento do serviço de abastecimento.
Vilson Fernando Beregula e Gabriella Paini Masceno, da SB R Saneamento Brasil
Material e métodos
No cenário inicial, observou-se que o município de Japurá enfrentava dificuldades no controle de pressão da rede de abastecimento de água, o que resultava em frequentes vazamentos e elevados custos com reparos. Além disso, o controle do nível dos reservatórios era feito de maneira manual, exig indo que os operadores percorressem as unidades diariamente para realizar verificações Esse processo gerava não apenas gastos com combustível para o deslocamento entre as unidades, mas também custos significativos de hora-máquina para a execução das manutenções, além de um consumo elevado de energ ia elétrica devido à operação das bombas de forma excessiva
Essas dificuldades operacionais comprometiam o desempenho do sistema de abastecimento, resultando em altos custos e baixa per formance Nesse contexto, a instalação da automação e monitoramento remoto surge como uma solução potencial para resolver esses problemas, ao permitir a visualização em tempo real dos parâmetros críticos da rede, como a
pressão, os níveis dos reservatórios e as condições operacionais das bombas
Este estudo avalia o impacto da automação e do monitoramento remoto no sistema de abastecimento de água de Japurá, com foco na redução das Ordens de Serviço (OS) aber tas antes e após a operacionalização da automação A visualização e controle em tempo real dos parâmetros operacionais proporcionaram maior efetividade no gerenciamento do sistema de abastecimento de água
Área de estudo
Japurá possui uma população de 9144 habitantes, conforme dados do I BGE de 2023 Apresenta uma cober tura de abastecimento de água de 88,95%, abaixo da média estadual (96,08%) e nacional (84,24%) [8] Apesar dos avanços nas últimas décadas, ainda há desafios significativos na universalização do acesso e na garantia da qualidade do serviço prestado O sistema de abastecimento de água do município é gerido pelo SAMAE - Serviço Autônomo Municipal de Água e Esgoto Japurá, que implementou o sistema de automação e monitoramento remoto em 2023.
O município conta com oito unidades de automação, sendo uma delas dedicada exclusivamente à medição da pressão, com o objetivo de monitorar e controlar a pressão na rede de abastecimento, servindo de parâmetro para o acionamento do inversor de frequência. O sistema de abastecimento de água é composto por unidades interconectadas (figura 1)
Automação
A automação do sistema de abastecimento foi realizada pela SB R Saneamento Brasil, que implementou equipamentos e tecnolog ias como sensores em pontos-chave para medir parâmetros como pressão, corrente e tensão das bombas, além dos níveis de água nos reservatórios e realizar o monitoramento remoto 24 horas. Cada unidade automatizada foi equipada com centrais de automação integ radas, responsáveis por monitorar e controlar os equipamentos de forma conjunta, transmitindo dados para o software, que coleta, transmite e analisa dados em tempo real, possibilitando a gestão
Abastecimento
remota do sistema de abastecimento de água, incluindo comandos para o controle das bombas e de inversores de frequência. Para garantir a eficiência do sistema, há também o monitoramento remoto 24 horas, que realiza a visualização contínua dos parâmetros operacionais e a detecção precoce de falhas
Mina Michelan Bomba 2
Captação poço Abastecendo
Mina Nichi
Captação poço
P Meneguelo
Captação poço
P Palmares
Captação poço
P Volpato
Captação poço
P. N. Horizonte
Captação poço
Bomba 1
Abastecendo
Bomba 1
Abastecendo
Bomba 1
A integ ração de hardware e software possibilita a configuração automática de acionamento e desligamento das bombas com base nos níveis dos reservatórios ou nas pressões da rede Além disso, permite o controle automático da aceleração ou redução da rotação das bombas por meio dos inversores de frequência com base nos dados de pressões da rede, a fim de manter a pressão
Abastecendo
Bomba 1
Abastecendo
Reser vatório
Abastecendo
Bomba 1
Abastecendo
Bomba 2
Reser vatório
Abastecendo
Sede
Pressurizadora
1
Pressurizadora
2
Fig 1 – Diag rama do funcionamento das unidades de abastecimento de Japurá
dentro do intervalo desejado Essa automação proporciona um gerenciamento automático de todas as unidades de abastecimento de água, garantindo maior precisão no controle operacional e otimizando o uso dos recursos.
Praça
Reser vatório
Legenda
Não monitorado
Ordens de serviço
As ordens de serviço são reg istradas pelo SAMAE sempre que um cliente identifica um problema, como vazamentos, e entra em contato via telefone ou WhatsApp Então ocorre o processo de aber tura da ordem de
Reser vatório
Reser vatório
Rede de água
Rede de água
Press
Press
serviço (OS), deslocamento da equipe técnica (composta por seis técnicos e um coordenador) até o local e, após resolvido, o fechamento da OS no sistema O período de análise abrange os dados de 2021 e 2024, já que em 2022 e par te de 2023, o SAMAE utilizava um sistema interno que foi descontinuado O ano de 2021 representa o período em que não havia automação no SAMAE e 2024 o período em que a automação foi totalmente implementada e operando de maneira eficaz A análise dos dados compara o número de OS aber tas para vazamentos e intercorrências de redes e ramais no período de 2021 e 2024 A análise quantitativa busca comparar a redução no número de OS e a melhoria nos parâmetros operacionais
Resultados e discussão
A análise comparativa entre os anos de 2021 e 2024 revelou uma redução de 73% no número de OS de vazamentos, de 83 para 26 após a implantação do sistema de automação e monitoramento remoto em
Japurá É um indicativo robusto do impacto positivo da automação, especialmente considerando a necessidade de um gerenciamento mais ág il e asser tivo em um município com desafios de cober tura de abastecimento
A automação, ao proporcionar o controle remoto em tempo real de bombas e reservatórios, permitiu a identificação precoce de problemas e a tomada de decisões mais embasadas, com base em dados reais e contínuos Isso reduziu a dependência de intervenções manuais e de diagnóstico demorado
A regulação da rotação das bombas por meio de inversores de frequência, associada ao controle de pressão, demonstrou ser uma estratég ia eficaz para reduzir perdas operacionais, devido ao controle minucioso das pressões na rede, mantendo-as sempre em um valor adequado para não causar pressões elevadas que rompem a rede, e nem pressões baixas que desabastecem a população Essa abordagem ajudou a otimizar o consumo de energ ia e garantir que o sistema operasse dentro dos
parâmetros ideais, minimizando o risco de vazamentos e outros problemas que exig iriam a aber tura de novas OS
Além disso, o monitoramento remoto proporcionou uma maior visibilidade do sistema, permitindo que os gestores do SAMAE Japurá tomassem decisões rápidas e precisas, com base em dados em tempo real Essa abordagem também contribuiu para o aprimoramento do planejamento e da gestão da infraestrutura de abastecimento, facilitando a detecção e a resolução de falhas antes que se transformassem em problemas mais g raves.
A redução no número de OS também implica economias significativas para o município, não apenas em custos operacionais, mas também em tempo e recursos humanos, já que as equipes de manutenção puderam ser mais eficazes em suas intervenções O estudo sobre a automação nos SAMAEs do Paraná chegou a uma conclusão similar, destacando a redução significativa no consumo de energ ia Em um dos SAMAE analisados, foi observada uma redução de 10% no consumo de energ ia entre 2022 e 2024 [4].
z ³ ³ J È Á 0 x ³ 0 ( 0 ( 0 X z à $
Abastecimento
Além da redução no número de OS, a análise do desempenho do sistema automatizado mostrou que o controle em tempo real das variáveis operacionais contribuiu para uma operação mais eficiente Esses dados permitiram uma resposta mais ág il e precisa a possíveis falhas, evitando a ocorrência de problemas como os vazamentos, que antes resultavam em um alto número de chamadas e demandas de manutenção
Conclusões
O ar tigo demonstrou o impacto positivo da implementação de automação e monitoramento remoto no sistema de abastecimento de água do município de Japurá, destacando benefícios significativos em termos de desempenho operacional e redução de custos A análise comparativa entre os anos de 2021 e 2024 revelou uma redução de 73% nas Ordens de Serviço (OS) relacionadas a vazamentos, o que evidenciou a eficácia da automação na mitigação de falhas operacionais e na melhoria da gestão hídrica
intervenções e custos operacionais, mas também melhorar a qualidade e a continuidade do abastecimento de água.
A automação e o monitoramento remoto são soluções viáveis e eficazes, capazes de promover a sustentabilidade e a eficiência dos sistemas de abastecimento de água, mesmo em municípios com recursos limitados A continuidade do desenvolvimento e da adoção dessas tecnolog ias poderá potencializar ainda mais a gestão hídrica e contribuir para a melhoria contínua dos serviços prestados à população
Referências
[1] Assis, A G O saneamento básico na perspectiva de diferentes modelos de gestão: Uma análise comparativa em municípios de pequeno porte no estado da Paraíba [Dissertação de mestrado] Universidade Federal da Paraíba 2018
[2] Borah, S S ; Khanal, A ; Sundaravadivel, Prabha Emerging Technologies for Automation in Environmental Sensing: Review Applied Sciences, vol 14, no 8, abr / 2024
[3] Bor tolini, F A Sistema de Supervisão e Aquisição de D ados para ETEs e ETAs em Condomínios 2024 Trabalho de Conclusão de Curso (Graduação em Engenharia de Controle e Automação) Universidade Federal de Santa Catarina, Blumenau, 2024
[4] Godoy, G M ; Silva, A S S ; Ferreira, A M , Valendor f, J L ; & Dantas, V N (n d ) Estudo de caso da otimização e automação em sistemas de abastecimento de água em SAMAEs do Paraná
A automação permitiu o controle em tempo real de parâmetros essenciais, como pressão, níveis de reservatórios e condições operacionais das bombas, o que proporcionou uma resposta mais rápida a incidentes e a otimização no uso dos recursos, como energ ia elétrica A integ ração de inversores de frequência contribuiu para a redução de perdas operacionais, com maior economia no consumo de energ ia e estabilidade do sistema.
Além disso, o monitoramento remoto permitiu uma visibilidade contínua e detalhada do sistema, facilitando a detecção precoce de problemas e a tomada de decisões informadas Como resultado, o município conseguiu não apenas reduzir o número de
[5] Lisboa, S S ; Heller, L ; Silveira, R B (2013) D esafios do planejamento municipal de saneamento básico em municípios de pequeno porte: a percepção dos gestores Engenharia Sanitária e Ambiental, vol 18, no 4
[6] SN I S - Sistema Nacional de Informações sobre Saneamento www snis gov br
[7] Sousa, B F B ; Rodrigues, A C L ; Ribeiro, M B ; Barbosa, D L ; De Lucena, R L Análise espacial do abastecimento de água em pequenos centros urbanos baseada em critérios multiescala Revista Observatorio de la Economia Latinoamericana, Curitiba, vol 21, no 7, 2023
[8] Villanueva, J M (Org ) Automação inteligente em sistemas de abastecimento de água João Pessoa: Editora U F P B, 2024
6RSUDQGR (¿FLrQFLD H &RQ¿DQoD
6RSUDGRU 7LSR 5RRWV
7ULOREXODU
2 6RSUDGRU LGHDO SDUD VXD (7( (7$
7XUER 6RSUDGRU
6XVSHQVmR 3QHXPiWLFD RX 0DQFDO 0DJQpWLFR
*UDQGHV YROXPHV GH DU
9) 7 0,1,
&RPSUHVVRU 3DUDIXVR
6RSUDGRU GH &DQDO /DWHUDO
6RSUDGRU SDUD %LRJiV H *DVHV (VSHFLDLV 6RSUDGRU
Wetlands de tratamento de lodos – desempenho e viabilidade
Christoph Platzer, Heike Hoffmann, Caio Angel Voltolini e Bruno Eduardo dos Santos Silva, da Rotária do Brasil
Os wetlands de tratamento de lodos (WLs) são tecnologias sustentáveis do ponto de vista ecológico, econômico e funcional, desde que sejam adequadamente projetados, construídos e operados para tratar os lodos provenientes de ETEs e tanques sépticos Este ar tigo apresenta as perspectivas do uso das wetlands com base nas experiências dos autores, e em par ticular, em um projeto de monitoramento real por 4 0 meses.
Com o aumento do número de ETEs - Estações de Tratamento de Esgoto, incluindo as descentralizadas, torna-se cada vez mais impor tante encontrar soluções sustentáveis para o tratamento e a disposição adequada do lodo Além disso, a crescente demanda por soluções de saneamento não baseadas em redes de esgoto, que visam implementar a coleta, tratamento e destino final controlado de lodos de tanques sépticos ou fossas individuais, também requer tecnolog ias de tratamento economicamente viáveis, corretas e socialmente justas.
A fim de reduzir os impactos associados ao transpor te de lodo e cumprir as exigências para sua destinação final, existem técnicas (centrífuga, filtro-prensa) e naturais (leito de secagem, secagem solar), que podem desidratar, estabilizar e até mesmo secar o lodo no local da ETE [1]. No entanto, essas tecnolog ias envolvem manutenção e custos operacionais permanentes, inclusive para o transpor te e destinação do produto, o que inviabiliza a aplicação em ETEs de menor por te e descentralizadas
Os wetlands de tratamento de lodo (WLs) surgem como uma tecnolog ia
promissora Orig inalmente desenvolvido na Europa para tratar o lodo proveniente das ETEs, principalmente o material em excesso de sistemas de lodo ativado, esse processo está em operação há mais de 40 anos em países como a Dinamarca e Alemanha [8].
A tecnolog ia oferece baixa exigência operacional e dispensa completamente insumos adicionais Além disso, proporciona uma capacidade de armazenamento de vários anos antes da primeira retirada do produto, o que resulta em uma redução significativa nos custos de transpor te.
Quando completada até a mineralização do produto, tanto a secagem como a decomposição da matéria orgânica vão além do que é alcançado por tecnolog ias que não possuem macrófitas, como o leito de secagem, o que abre possibilidades inclusive para reúso direto na ag ricultura [4, 8]. O volume do lodo é reduzido a cerca de 2% do seu volume inicial, podendo chegar a 40% de secagem em condições ideais [2, 3, 5]
Os WLs são compostos por uma série de 4 a 18 canteiros separados (figura 1), com altura variando entre
Wetland de tratamento de lodo (WL)
Desidratar, secar, mineralizar e armazenar lodos – lodo excedente de ETE, lodo de ser viço de coleta de tanques sépticos/fossas individuais
Canteiros de mineralização de lodo
4 ou mais canteiros separados, operados em paralelo com descansos frequentes
Dreno no fundo coberto com brita e areia O percolado passa por camada de lodo
O lodo permanece > 10 anos no último ano fica × sem nova carga
1,8 e 2 metros. O fundo de cada canteiro possui um sistema de drenagem e é cober to com uma ou duas camadas de brita, seguidas por uma camada de areia que serve como substrato para o crescimento de macrófitas A altura restante, de aproximadamente 1,6 m, é utilizada como volume para receber, desidratar, mineralizar e armazenar o lodo depositado ao longo dos anos de funcionamento do sistema [3, 7]
Durante o processo de secagem do lodo nos wetlands, uma pequena parte da umidade é absorvida e evaporada pelas macrófitas, enquanto a maior par te drena como percolado, apoiado pelas raízes de macrófitas, até o fundo do canteiro, onde será bombeada para o tratamento final [7] A operação dos WLs ocorre de forma rotativa entre os canteiros, seguindo um esquema fundamental para a sustentabilidade do sistema
Durante um período de 1 a 14 dias, o lodo líquido é espalhado em um único canteiro por vez, enquanto os demais canteiros estão em processo de seca-
Tratamento preliminar
Poço final
Percolado
Tratamento (ETE)
gem. É crucial garantir que o lodo seja distribuído de maneira uniforme em toda a super fície do canteiro, e em quantidade adequada que permita a secagem antes que o canteiro seja recarregado
Caso real
Este ar tigo apresenta a experiência do sistema de desidratação de lodo de um canteiro de mineralização em escala real durante os primeiros 40 meses de um WL brasileiro
A ETE onde está o WL pesquisado situa-se no Paraná e tem como destino o lançamento de efluente tratado no reservatório da usina hidrelétrica de Itaipu Inicialmente composta por um sistema de lagoas, a estação foi adaptada em 2019 para atender às exigências legais crescentes Foram instalados dois reatores em batelada sequencial (SB R), enquanto a antiga lagoa de maturação foi transformada no WL para desidratar e estabilizar
o lodo excedente dos reatores SB R A ETE foi projetada para tratar 30 L/s, com picos máximos de 45 L/s.
Após um tratamento preliminar, o esgoto é tratado biolog icamente por meio dos dois reatores SB R, operando em paralelo Três ciclos de tratamento por dia são controlados automaticamente para cada SB R Ao final de cada ciclo, o efluente tratado é descarregado e, em seguida, o lodo em excesso é removido automaticamente por meio de um tempo de bombeamento ajustável de 3 a 5 minutos (6 vezes ao dia, intervalos de 4 horas) O efluente tratado atende a padrões de tratamento elevados, com remoção de 95% de COD e 99% de DBO5, nitrificação de 99%, desnitrificação de 75%, e 50% de remoção biológ ica de fósforo O volume de lodo nos reatores SB R é mantido pela remoção de material em excesso em uma concentração constante de 350 mL/L Uma média de 14 toneladas de sólidos totais ST/mês é aplicada nos leitos de mineralização (figura 2).
O WL possui uma área de 4334 m2, dividida em 12 leitos de 361 m2 (figura 3), revestidos com membrana de alta resistência (H DP E) Recomenda-se uma quantidade mínima de oito leitos para que seja possível obter um balanço adequado entre os períodos de carga e descanso [7]
A alimentação com lodo em excesso do SB R foi projetada para ocorrer por
Fig 1 – Esquema de tratamento de lodo no wetland com quatro ou mais canteiros separados
Fig 3 – Vista geral da ETE pesquisada
Wetland de lodo (WL)
Reatores SBR
Fig 2 – Linhas de efluente, lodo e percolado da ETE pesquisada
Despejo
Reser vatório de Itaipu
meio de três pontos de descarga em cada leito, controlados por válvulas automáticas O ciclo de alimentação dos leitos foi planejado para que cada unidade recebesse lodo em seis descargas por dia (a cada intervalo de 4 horas), durante sete dias, descansando até que todas as demais recebessem carga (77 dias) No entanto, esse período de repouso deve ser ajustado de acordo com as condições de secagem observadas Dependendo das condições climáticas, o tempo de repouso pode variar de dois dias a algumas semanas [6]
O WL foi dimensionado para receber de 40 a 60 kg ST/m2 ao ano ao longo de 10 anos, levando em consideração a carga total do SB R e a produção adicional de lodo devido à eliminação de fósforo por precipitação Durante os 10 anos, o processo natural de desidratação e estabilização do lodo será concluído e o lodo seco será empilhado a uma altura de 1,8 m.
Método para determinação da camada de lodo
Anualmente, realizou-se a medição da altura da camada de lodo em cada canteiro, bem como observou-se a qualidade e consistência em cada um deles Isso resultou em ajustes nas orientações operacionais para a alimentação dos canteiros
Para analisar o valor presente, foram utilizados os custos de investimento (Capex) e operação (Opex) dos wetlands e comparados aos custos de desidratação mecânica utilizando centrífugas
Opex
O custo da energ ia foi calculado considerando uma combinação de horas de pico e fora de pico, com um valor de R$ 0,33/kWh O custo de manutenção dos equipamentos foi estimado em 3% do Capex A distância até o aterro foi estabelecida em 30 km, com um custo
de R$ 100 por tonelada
Para o equipamento de desidratação mecânica, foi considerada a presença de um operador e 25% de um eletricista, enquanto no caso dos WLs, foi considerado o tempo de trabalho correspondente a 25% de um operador No caso dos wetlands, considerou-se que, a par tir do décimo ano, o lodo teria sua disposição final, enquanto para a centrífuga, isso foi considerado a par tir do primeiro ano A base para o cálculo do lodo foi de 260 toneladas de ST/ano. Para a centrífuga, foi considerada uma eficiência de desidratação de 20% Para os wetlands, foi considerada uma umidade de 35% após o repouso final
Valor Presente Líquido (VPL)
Foi utilizada uma ta xa de desconto de 8,2% e de inflação para a energ ia elétrica de 2,19% Para simplificar em favor da solução mecanizada, considerou-se que o reinvestimento nos equipamentos ocorre a cada 15 anos O período total de análise do VP LValor Presente Líquido foi estabeleci-
Fig 4 – Desenvolvimento do WL após dois anos de operação
do em 30 anos, o equivalente a um período típico para a vida útil da construção civil Uma vez que não há cálculo de receita, o VP L resulta negativo em ambos os casos O valor mais baixo em termos absolutos indica a melhor solução econômica.
Resultados e análise
Estudo de caso: aspectos operacionais do WL
A operação de um wetland de tratamento de lodo reflete-se sobre um macrociclo de start-up com cargas reduzidas para acondicionamento das macrófitas, seguido de adaptação da carga para o valor projetado, retirada do lodo ao final do período, e restabelecimento dos canteiros [3, 6, 8]
Na ETE utilizada como base para o estudo, antes do início da operação do WL, foi adotada a irrigação das macrófitas com o efluente de uma das lagoas próximas à unidade O start-up ocorreu em dezembro de 2019 e foi seguido por um período excepcionalmente seco, o que impossibilitou a manutenção do modelo de carregamento de
sete dias para os leitos do WL Esse modelo previa que cada um dos 12 leitos recebesse uma camada máxima de lodo durante sete dias, que se distribuiria uniformemente sobre a super fície e, posteriormente, secaria completamente enquanto os demais leitos estavam sendo alimentados (77 dias) No entanto, nessas condições climáticas, as macrófitas começaram a secar Como resultado, o cronog rama operacional foi ajustado para que dois leitos recebessem a carga de lodo em conjunto durante um a dois dias Isso permitiu o completo estabelecimento da vegetação (figura 4), mas resultou em uma distribuição insuficiente do lodo devido à carga aplicada em apenas dois leitos simultaneamente Uma investigação de campo revelou que a maior concentração de lodo ocorria nas áreas ao redor dos três pontos de alimentação.
Durante essa investigação, realizada dois anos após o início da operação, cada leito foi minuciosamente inspecionado e a altura da camada de lodo acumulado ao redor dos pontos de alimentação e nas áreas periféricas foi cuidadosamente medida. Observou-se que a maioria das áreas apresentaram uma desidratação satisfatória, com uma camada de lodo entre 3 e 12 cm No entanto, em alguns casos, foram observadas áreas úmidas, indicando condições anaeróbias Nessas áreas, a camada de lodo ating iu uma altura entre 22 e 32 cm. Em oito leitos, essas áreas críticas eram relativamente pequenas, enquanto dois leitos estavam completamente secos Por outro lado, dois leitos apresentavam áreas críticas maiores e, por esse motivo, foram retirados do ciclo de alimentação até que o lodo acumulado estivesse completamente seco. Isso demonstra que as células dos canteiros podem se compor tar de maneira diferente, e por esse motivo, é recomendável realizar uma investigação aprofundada por célula a cada seis a 12 meses, reg istrando a altura da camada de depósito de lodo em cada célula de forma sistemática (figura 5).
Fig 5 – Altura do depósito de lodo no WL ao longo de três anos, por leito
Altura de depósito de lodo nos leitos ao longo de 3 anos
ETEs
Para o terceiro ano de operação, foi implementada uma estratég ia de alimentação com o objetivo de preservar a permeabilidade do canteiro e garantir uma distribuição uniforme do lodo, evitando longos períodos de repouso que possam causar estresse às plantas. Essa estratég ia consistiu em carregar cada leito individualmente em um a dois dias e retomar a alimentação somente quando a carga de lodo anterior estivesse completamente seca, apresentando rachaduras profundas e crostas secas visíveis na super fície do lodo (figura 6)
sistema mecanizado de desidratação ligeiramente mais baixo, correspondente a um valor de R$ 1,47 milhão
Opex
É interessante observar o compor tamento dos wetlands durante uma fase muito úmida (medido após 32 meses) e após um período muito seco (medido após 40 meses) Aos 32 meses, observa-se um crescimento médio de quase 10 cm por ano, enquanto aos 40 meses de operação, o crescimento médio anual da camada de lodo foi de 8 cm para uma carga de 40 kg ST/m2 ano De fato, em alguns canteiros, a camada de lodo, após 32 meses, estava mais espessa do que após 40 meses, o que claramente mostra a influência de uma boa desidratação e mineralização (figura 5, imagem da direita). Vale ressaltar que o projeto dos wetlands foi elaborado considerando um período de armazenamento de dez anos, mas o crescimento atual indica uma capacidade do canteiro em receber carga por até 20 anos antes da necessidade de remoção
Resultado da análise econômica Capex
Com base na ETE utilizada como estudo de caso neste trabalho, obteve-se um Capex de R$ 1,75 milhão para os wetlands de tratamento de lodo Para fins de modelagem, estimou-se o Capex para substituir os wetlands por um
O cálculo dos custos anuais de operação para a solução dos wetlands totaliza R$ 38 987, incluindo manutenção e mão de obra, além de R$ 8860 em energ ia O lodo possui uma umidade mínima de 35% ao final do período de repouso final Consequentemente, a quantidade de lodo para disposição final é de 743 t/ano, totalizando um custo de R$ 95 839/ano Nos primeiros dez anos, o Opex é de aproximadamente R$ 49 mil/ano e após a primeira remoção de lodo, o valor aumenta para cerca de R$ 150 mil/ano
A experiência prática demonstra que a quantidade total de lodo, devido ao processo de mineralização em longo prazo, reduz em 20% Como resultado, a quantidade total de lodo para disposição é de 594 t/ano, com um custo de R$ 76 671/ano
No caso da centrífuga, os custos de manutenção e mão de obra somam R$ 134.113, enquanto os custos com produtos químicos totalizam R$ 61 627, e com energ ia, R$ 43 493 A quantidade de lodo para disposição final com teor de sólidos de 20% é de 1300 t/ ano, resultando em um custo anual de R$ 173 877/ano O Opex total no primeiro ano é de R$ 413 mil/ano
VPL
Conforme indicado nos métodos, foi utilizado um período de comparação de 30 anos, com um reinvestimento
Fig 6 – Sinais visuais de camada super ficial já seca do canteiro
O VP L é negativo e o menor valor absoluto indica a melhor solução
Tab I – VPL das soluções analisadas
Solução VPL (R$)
Wetland de tra tamento de lodo – 1 325 979,76
Wetland de tra tamento de lodo, considerando a mineralização – 1 241 667,06
Centrífuga – 5 034 592,83
econômica Observa-se na tabela I que as duas soluções com WL são cerca de quatro vezes mais econômicas do que a solução com desidratação mecanizada.
Conclusões
O primeiro WL do Paraná apresentou resultados promissores nos primeiros 40 meses de operação O projeto inicial previa a remoção de lodo a cada dez anos. No entanto, os dados atuais indicam que a estabilização do lodo é muito mais eficiente do que o esperado
Inicialmente, esperava-se um acúmulo de lodo de 18 cm por ano, mas os resultados mostraram um acúmulo de apenas 8 cm por ano com a carga inicial de 40 kg ST/m2 ano Mesmo considerando um acúmulo máximo de 12 cm, com uma carga de até 60 kg ST/m2, isso resultaria em um armazenamento estendido de pelo menos 16 anos
As experiências destacaram a importância de verificar a situação operacional dos leitos pelo menos uma vez por ano, especialmente nos primeiros anos, uma
vez que os operadores da planta não possuem experiência para avaliar o estado dos WL Essa prática é essencial para garantir e até mesmo estender a vida útil do sistema. Além disso, canteiros de mineralização bem projetados e operados podem fornecer subsídios para o desenvolvimento de diretrizes técnicas que incentivem o reúso ag rícola de lodos
Além do resultado técnico-operacional, obteve-se um resultado de g rande relevância econômica O VP L dos wetlands de tratamento de lodo mostrou ser cerca de quatro vezes mais econômico do que a desidratação mecanizada É importante destacar que a comparação baseia-se apenas nos custos de investimento, o que traz uma vantagem leve para a solução mecanizada No entanto, essa vantagem em custos já se equilibra após um ano de operação No caso em análise, considerando o Capex e mais um ano de Opex, verifica-se que os WLs já se tornam mais econômicos
Referências
do que a solução mecanizada
[1] Andreoli, C V ; Von Sperling, M ; Fernandes, F Sludge Treatment and Disposal IWA Publishing, 2007 I SB N 9781780402130
[2] Brix, H Sludge D ewatering and Mineralization in Sludge Treatment Reed Beds Water, vol 9, no 3, 2017
[3] Cooper, P ; Willoughby, N ; Cooper, D The Use of Reed-Beds for Sludge Drying Water and Environment Journal, vol 18, no 2, 2004
[4] Cui, Y ; Zhang, S ; Chen, Z ; Chen, R ; Deng, X Green house gas emissions from sludge treatment reed beds Water Sci Technol, vol 71, no 7, 2015
[5] Gholipour, A ; Fragoso, R ; Duar te, E ; Galvão, A Sludge Treatment Reed Bed under different climates: A review using meta-analysis Sci Total Environ, vol 843, Oct 15 2022
[6] Kengne, I M ; Tilley, E A Planted Drying Beds 2014
[7] Nielsen, S Sludge reed bed facilities: operation and problems Water Science and Technolog y, vol 51, no 9, 2005
[8] Nielsen, S ; Stefanakis, A I Sustainable D ewatering of Industrial Sludges in Sludge Treatment Reed Beds: Experiences from Pilot and Full- Scale Studies under Different Climates Applied Sciences, vol 10, no 21, 2020
Trabalho originalmente apresentado no 34o
Encontro Técnico AESabesp/Fenasan - Congresso Nacional de Saneamento e Meio Ambiente, realizado de 3 a 5 de outubro de 2023, em São Paulo
AAnálise de tecnologias para reúso de água em um município do interior de São Paulo
A crescente escassez hídrica e a necessidade de uma gestão mais sustentável
têm impulsionado o desenvolvimento de tecnologias para o aproveitamento de efluentes tratados. O estudo apresenta a análise de alternativas tecnológicas para a produção de água de reúso em uma ETE municipal no interior de São Paulo, com capacidade para atender aproximadamente 255 mil habitantes
Maria Isabel Chambrone, Caio Francisco Anastácio Freitas e Thiago Furlan Penatti, Mestrandos em Tecnologia Ambiental (U NAE R P); Thais Amorim Pereira Giudice, Mestre em Tecnologia Ambiental (U NAE R P); Luciano Farias de Novaes, Doutor em Engenharia Hidráulica e Saneamento (E ESC/USP)
crescente demanda por recursos hídricos, impulsionada pelo aumento populacional e desenvolvimento industrial, tem gerado uma pressão significativa sobre os recursos naturais, especialmente em reg iões metropolitanas
Nesse contexto, a gestão sustentável da água torna-se uma prioridade global, levando ao desenvolvimento e à adoção de tecnolog ias que viabilizem o reúso
A reutilização de efluentes tratados é uma alternativa promissora para a gestão integ rada de recursos hídricos, contribuindo para a redução do consumo de água potável e mitigando a poluição ambiental
De acordo com a ON U – Organização das Nações Unidas, estima-se que até 40% da população mundial poderá sofrer com escassez de água até 2030
A crise hídrica exige respostas técnicas e políticas, e o reúso de água, antes visto como solução emergencial, tem se consolidado como alternativa estratég ica. Em muitos países, a reutilização
de efluentes tratados já é uma prática comum, seja para fins industriais, ag rícolas ou até mesmo para recarga de aquíferos subterrâneos No Brasil, essa abordagem vem ganhando espaço
Nesse cenário, um município no interior de São Paulo, com aproximadamente 255 mil habitantes, planeja modernizar a sua ETE - Estação de Tratamento de Esgoto Entre as propostas contempladas no projeto destaca-se a implementação de um sistema de reúso de água baseado na tecnolog ia de filtro disco Este sistema visa tratar os efluentes de maneira mais eficiente, removendo sólidos suspensos e outros poluentes para gerar uma água de qualidade adequada para usos não potáveis, como aplicações industriais
Metodologia
A metodolog ia adotada baseou-se em uma abordagem integ rada, envol-
vendo análises técnicas, ambientais e econômicas. O processo começou com a avaliação detalhada das condições atuais da estação, incluindo a capacidade de tratamento dos sistemas existentes, como tanques de aeração, decantadores secundários e unidades de desaguamento de lodo.
Com base nas demandas projetadas até 2042, foram definidos critérios para dimensionamento e seleção de alternativas tecnológ icas Esses parâmetros incluíram eficiência na remoção de poluentes, capacidade de processamento de vazões crescentes e adequação às normas ambientais Foram avaliadas alternativas para duas vazões de referência 90 L/s, correspondente à outorga para reúso, e 500 L/s, estimada para duas lagoas que passarão por retrofit na ETE Para o reúso, apenas os 90 L/s outorgados seriam utiliza-
dos, enquanto o restante seria lançado no corpo hídrico, com o objetivo de melhorar a qualidade do efluente lançado A qualidade da água de reúso seguirá a classe B da Resolução Conjunta SES/SI MA nº 01 [1]. Diversas opções foram consideradas para o reúso da água, conforme apresentado na tabela I
A análise comparativa dessas tecnolog ias foi realizada com base em estudos de desempenho, consumo de insumos químicos, custo operacional e impacto ambiental A escolha do sistema de filtro disco foi fundamentada em sua eficiência na remoção de sólidos suspensos, facilidade de operação e integ ração ao sistema existente Entretanto, o estudo também detalhou outras alternativas, como o uso de membranas de ultrafiltração (M B R), que apresentaram viabilidade técnica para aplicações específicas, mas foram consideradas menos vantajosas em termos de custo e manutenção.
difuso (DAF) seguido de ultrafiltração para a tender a vazão de 90 L/s
Membranas MBR para vazão de 250 L/s (vazão de uma la goa da ETE)
Membranas
Resultados e discussão
Os estudos indicaram que a ETE modernizada poderá atender integ ralmente às demandas futuras, tanto em termos de vazão quanto de qualidade do efluente O sistema de filtro disco foi projetado para processar a totalidade do efluente tratado, alcançando
vazão máxima de 500 L/s nas duas lagoas que serão reformadas Em cenários de menor demanda, como ocorrido em 2024, o sistema será capaz de tratar 90 L/s destinados diretamente ao reúso, com uma produção anual estimada de 315 360 m³ de água Na figura 1 são apresentados os custos de Opex e Capex das alternativas estudadas
O filtro disco oferece operação automatizada, com retrolavagem para manutenção, e integ ra a adição de coagulantes, como PAC - Policloreto de Alumínio Outros sistemas, como
Fig 1 – Resumo dos custos das alternativas estudadas para água de reúso da ETE Fonte: Autores (2025)
membranas de ultrafiltração, também foram avaliados e apresentaram eficiência superior na retenção de par tículas, porém com custos mais elevados devido ao consumo energético e à manutenção periódica das membranas
O estudo também demonstrou que as melhorias propostas, como a modernização dos tanques de aeração e a substituição de sistemas obsoletos, aumentariam a capacidade de processamento de cargas orgânicas e reduziriam os impactos ambientais associados ao descar te do efluente
A alternativa com filtro disco apresenta o menor custo total entre as opções estudadas Considerando um horizonte de 20 anos, o investimento total, calculado por habitante, de Capex foi estimado em R$ 13,20, enquanto os custos operacionais anuais (Opex) representam R$ 15,65 Em comparação, as alternativas com membranas M B R, especialmente para vazões maiores, apresentaram Capex superiores a R$ 50 e Opex acima de R$ 40, tornando-se economicamente menos atrativas, apesar da maior eficiência de remoção em alguns parâmetros Esses dados reforçam a escolha do filtro disco como uma solução tecnicamente adequada e financeiramente sustentável para o cenário analisado.
Dessa forma, o filtro disco é a solução mais equilibrada para atender às demandas futuras da ETE Sua eficiência na remoção de sólidos, aliada à simplicidade operacional e baixo custo de manutenção, destaca-se como uma escolha prática e econômica Apesar disso, tecnolog ias como membranas de ultrafiltração ainda são relevantes para aplicações específicas, especialmente onde há exigências rigorosas de qualidade da água, como processos industriais críticos
O impacto ambiental positivo do projeto é significativo. A reutilização de
água tratada reduz a pressão sobre as fontes hídricas naturais e minimiza a carga de poluentes nos corpos receptores A integ ração do rejeito ao sistema de lodos ativados reforça a sustentabilidade do processo, garantindo o uso eficiente de recursos internos
A modernização planejada também introduz maior flexibilidade operacional, permitindo que a estação responda a variações de demanda e adapte-se a mudanças futuras nas regulamentações ambientais Além disso, o escalonamento das tecnolog ias de reúso proposto possibilita a expansão g radual da capacidade instalada, otimizando investimentos ao longo do tempo
Por fim, a escolha de soluções tecnológ icas baseadas em critérios como eficiência, custo e sustentabilidade posiciona o projeto como um modelo para outras estações de tratamento que enfrentam desafios semelhantes.
Conclusão
O estudo de modernização da ETE apresentou uma abordagem abrangente para o enfrentamento dos desafios atuais e futuros relacionados à gestão de recursos hídricos da reg ião A proposta destacou a impor tância de tecnolog ias avançadas, como o filtro disco, para otimizar o tratamento de efluentes e viabilizar a produção de água de reúso de alta qualidade
A escolha do filtro disco, aliada aos sistemas complementares como coagulação com PAC e desinfecção com hipoclorito de sódio, demonstra a capacidade técnica e operacional de atender os parâmetros de qualidade da água de reúso outorgada, além de apresentar o melhor custo/benefício Além disso, a flexibilidade do sistema
de reúso e sua integ ração ao circuito de tratamento existente oferecem uma solução sustentável, reduzindo custos e impactos ambientais.
As alternativas tecnológ icas avaliadas no estudo, como ultrafiltração por membranas e filtros de areia, destacam a robustez da análise comparativa Embora apresentem vantagens em aplicações específicas, nenhuma das alternativas mostrou o mesmo equilíbrio entre eficiência, custo e manutenção que o filtro disco para a qualidade da água de reúso necessária
O projeto de modernização representa um modelo para a gestão de ETEs, demonstrando como a inovação tecnológ ica pode ser aplicada para promover a sustentabilidade hídrica. A implementação da proposta consolidará a ETE como uma referência em saneamento ambiental, contribuindo para a conservação dos recursos hídricos e para o desenvolvimento socioeconômico do município
A solução adotada, com base no filtro disco, demonstra potencial de replicabilidade em outros municípios de por te similar, que enfrentam desafios relacionados ao reúso de efluentes e à modernização de infraestruturas sanitárias Sua viabilidade técnica e econômica, aliada à facilidade de integ ração com sistemas existentes, torna essa tecnolog ia especialmente atrativa para gestores públicos e operadores de ETEs que buscam estratég ias eficientes para ampliar a sustentabilidade hídrica local
Referências
[1] Resolução Conjunta SES/SI MA nº 01, de 13 de fevereiro de 2020 Disponível em: https:// w w w m p s p m p b r / p o r t a l / p a g e / p o r t a l / c a o u r b a n i s m o e m e i o a m b i e n t e / l e g i s l a c a o / l e g e s t a d u a l / l e g e s t r e s o l u c o e s / R e s o l - c j t a - S E SSI MA-01-2020 Processo-ssrh-90-2016 reusode-agua-nao-potavel fins urbano ETE pdf
Produtos
Contenção
e ar mazenamento de águas pluviais
A Kanaflex fez uma parceria com a nor te-americana Prinsco Entre os destaques está a distribuição no Brasil da linha de soluções para
contenção e armazenamento de águas pluviais HydroStor Produzidos em polipropileno por injeção, oferecem câmaras modulares com alta capacidade de armazenamento e fácil instalação
A Prinsco possui softwares como HydroC AD e AutoC AD Civil 3D, que auxiliam no dimensionamento de projetos sob medida
www kanaflex com br
Tanques de PRFV
A Kemia fornece os tanques de P R F V – Polímero Reforçado com Fibra de Vidro em
filamento contínuo Com dimensões de 6 a 18 m de diâmetro e capacidade de 100 a 1500 m³, além da fabricação in loco, os produtos oferecem flexibilidade e eficiência para diferentes aplicações
https://kemia com br/
Hidrômetro volumétrico
Inver sor de frequência
O hidrômetro volumétrico de pistão rotativo da L AO Indústria é projetado para atender diversas aplicações e reduzir a perda aparente em companhias de saneamento
Com transmissão magnética, apresenta relojoarias secas, orientáveis em até 360° com limitador de rotação
www laoindustria com br
Soprador de lóbulos rotativo
A Busch do Brasil, empresa integ rante do Busch Group global, disponibilizou o T YR P LUS, soprador de lóbulos rotativo inteligente que in-
teg ra o por tfólio da Busch Vacuum Solutions Com um variador de velocidade (VSD) integ rado, a solução reduz o consumo de energ ia e os custos operacionais em processos como tratamento de águas residuais, transpor te pneumático e outras aplicações industriais O T YR P LUS ocupa menos de 3 m² e oferece vazões de 900 a 4000 m³/h, com pressão diferencial máxima entre -500 e +800 hPa (Mbar), disponível em versões de sobrepressão ou vácuo
https://www buschvacuum com/br/pt/
Fabricado pela AB B, o inversor de frequência ACQ580 está disponível nas versões de parede, P DR – Package Drive e PAI – Painel de Acionamento Industrial Além de controlar a velocidade, o torque e o consumo energético dos motores conforme a necessidade da aplicação, os inversores, projetados especificamente para operações de bombeamento, contam com funcionalidades avançadas de controle e automação embarcadas para gerir a vazão e o nível de água https://new abb com/
solda a topo (termofusoras) adequada para tubos de polietileno de alta densidade como P EAD, H DP E, P P e M P P Apresentam capacidade de 63 a 1600 mm de diâmetro e acompanham cer tificados de calibração individuais da temperatura da placa de aquecimento da pressão da unidade hidráulica emitidos por órgãos credenciados pelo Inmetro www merax com br
Bombas solares
Prensa parafuso
A prensa parafuso da Lindner Techno Systems é projetada para a separação de sólido/ líquido com baixo custo operacional O equipamento possui uma helicoide transportadora e um cesto filtrante e, por meio de processos como separação por g ravidade e prensagem mecânica, é capaz de separar a fase sólida da líquida https://lindnerts com br/
Máquina de solda a topo
A Mera x disponibilizou uma nova linha de máquinas de
A NeoSolar, distribuidora de produtos para energ ia solar off grid, apresentou dois novos modelos de bombas solares híbridas da marca ZTROON, desenvolvidas para assegurar o bombeamento de água mesmo em dias de baixa geração solar ou à noite, e que oferecem também a função de backup (fonte reserva) Disponíveis nos modelos 4ZTSC6 e 4ZTP C14, apresentam monitoramento inteligente, realizado pelo controlador por meio de um display de LED, e capacidade de bombeamento de água de até 70 mil L/dia para sistemas off grid em corrente contínua ou alternada www neosolar com br
Gerenciamento – A ANA – Agência Nacional de Águas e Saneamento Básico disponibilizou o Manual Salas de Crise e de Acompanhamento. O modelo atual de Salas de Crise, que também foi refletido na Sala de Acompanhamento, foi construído a par tir da experiência de gestão de risco envolvendo a seca na bacia hidrog ráfica do rio São Francisco. Em 2013, a ANA instalou a primeira Sala de Crise para fazer frente ao que viria se configurar como a pior seca naquela bacia, com riscos para o abastecimento humano e animal e para os demais usos da água: irrigação, indústria, navegação, piscicultura, turismo e geração hidrelétrica. Nesse contexto, o guia foi elaborado para cumprimento ao disposto na Resolução ANA nº 155/2023, com o objetivo de estabelecer diretrizes para a instalação, funcionamento e encerramento desses ambientes, reforçando sua impor tância como ferramentas de ar ticulação e gestão de riscos hídricos no Brasil. Com 28 pág inas, a publicação pode ser acessada pelo link: https://abrir link/hwnF D
Saneamento – A Assemae – Associação Nacional dos Serviços Municipais de Saneamento disponibilizou uma
publicação com os trabalhos apresentados durante a X XVI E E MS - Exposição de Experiências Municipais
em Saneamento, par te integ rante do 51 CN SA - Cong resso Nacional de Saneamento da Assemae, evento realizado entre os dias 18 e 22 de setembro de 2023 em Poços de Caldas, MG. Com 181 pág inas, a publicação pode ser acessada pelo link: https://abrir.link/tvuOp.
Consumo – O Instituto Trata Brasil realizou o estudo D emanda Futura por Água em 2050: D esafios da Eficiência e das Mudanças Climáticas. O estudo tem como objetivo desenhar cenários de demanda futura de água nas moradias brasileiras em 2050, apontando as principais variáveis que condicionam as diferentes tendências de crescimento do consumo
A análise leva em consideração as estatísticas sobre consumo de água, demog rafia e economia, de 2008 a 2023, e está baseada na literatura acadêmica sobre os temas em questão No estudo, foi empre-
Publicações
gada uma metodolog ia clássica de desenho de cenários futuros de demanda. Essa metodolog ia é amplamente aplicada nas análises prospectivas de vendas e produção de bens e serviços na economia de uma forma geral. Servem para o planejamento de longo prazo, seja das empresas ou do poder público, um aspecto par ticularmente impor tante na gestão de recursos ambientais. A análise com 68 pág inas está disponível pelo link: https://abrir.link/wWksI.
Tratamento de água – Em Wastewater Treatment Technology: Technical Progression and Advances, os autores Suhabi A. Bandh e Basharat Mushtaq oferecem uma introdução aos princípios fundamentais do tratamento de águas residuais. O livro explora aspectos-chave, incluindo metodolog ias de tratamento de águas residuais, purificação de água potável, padrões de qualidade da água, gestão de lodo e projeto de estações de tratamento Além disso, a obra integ ra os avanços recentes em tecnolog ias de tratamento de águas residuais, refletindo o cenário em constante evolução da área Editora Springer (https://abrir link/XLnWI), 336 pág inas
Saneamento em Pauta
Osetor de saneamento no Brasil se encontra em um ponto de inflexão. Mais do que uma escolha, a inovação tornou-se uma resposta urgente à necessidade de universalizar serviços de qualidade a um custo acessível para a população, em um cenário de crescentes desafios climáticos. Desbravar a próxima fronteira do saneamento significa construir um futuro no qual a sustentabilidade, tanto financeira quanto ambiental, não é um ideal, mas a base de toda a operação
Essa nova fronteira pode ser definida por um objetivo claro: um saneamento universalizado, de qualidade e a um preço justo O destino final é tornar o serviço tão eficiente e confiável que ele se torne “invisível” no dia a dia do cidadão, liberando-o para focar em suas atividades produtivas, livre de preocupações com água potável, esgotamento sanitário e doenças evitáveis
Para trilhar este caminho, a inovação se manifesta em vetores estratég icos A revolução dig ital é o primeiro deles, usando ferramentas como gêmeos dig itais para simular e otimizar redes antes mesmo de sua construção, e a IoT - Internet das Coisas para uma gestão de perdas em tempo real, ating indo níveis de eficiência antes inalcançáveis
O segundo vetor ataca um dos maiores custos operacionais: a energ ia A inovação vai além da simples adoção de fontes limpas Ela se aprofunda na recuperação de energ ia em pontos antes negligenciados, como a substituição de válvulas redutoras de pressão por microturbinas, e a geração própria a par tir de biogás de ETEs - Estações de Tratamento de Esgo-
to e aterros, transformando um passivo ambiental em um ativo energético.
Isso nos conecta ao terceiro pilar: a economia circular. O princípio é claro e totalmente aderente ao setor. O lodo das ETEs, o biogás e os resíduos orgânicos deixam de ser “lixo” para se tornarem recursos valiosos, como fer tilizantes e combustíveis, criando um ciclo vir tuoso que aumenta a sustentabilidade e gera novas receitas.
Contudo, a tecnolog ia por si só não basta. A barreira cultural é real, e a adoção de inovações exige a prova de sua viabilidade operacional e retorno financeiro Nesse cenário, a preparação dos profissionais se torna um imperativo O profissional do futuro não se define por uma especialidade, mas por sua capacidade de manter uma visão sistêmica, buscando as melhores práticas em outros setores, e, acima de tudo, por ser movido por um for te senso de propósito É o propósito de contribuir para um mundo melhor que engajará as equipes a se manterem atualizadas e abertas ao novo E é aqui que entidades como a AESabesp cumprem seu papel, servindo como pontes entre concessionárias, universidades, star tups e poder público, fomentando a colaboração essencial para acelerar essa jornada No 36º Encontro Técnico AESabesp/ Fenasan 2025, realizado em outubro, em São Paulo, abrimos espaço para abordar esta temática, também nos painéis do Encontro das Universidades, que aproxima a academia do setor e que trouxe cases internacionais, como o caso do reúso urbano da Universidade Estadual da Carolina do Nor te
Gomes
Com o tema central Saneamento e Inovação: Pilares para um Futuro Resiliente e Sustentável, o evento teve mais de 35 mil visitantes e a par ticipação de 412 expositores, do Brasil e de outros países, ocupando dois pavilhões e apresentando soluções tecnológ icas. Mais do que isso, a edição consolida a Fenasan como o maior hub de inovação e negócios do saneamento.
Todos os anos, nosso desejo é que estas discussões se estendam para além da Fenasan e que possam ser retomadas e transformadas em boas práticas pelas empresas do setor, universidades, poder público e sociedade.
Estamos, cada vez mais, nos deparando com os impactos das mudanças climáticas, como vimos recentemente em mais uma tragédia que ocorreu no Paraná, no Sul do país, e soluções inovadoras serão necessárias para o enfrentamento desses eventos adversos e nas etapas que ainda temos que cumprir rumo à universalização.
Deixo aqui um chamado para que cada profissional do setor abrace a inovação não apenas como uma ferramenta, mas como par te de sua missão. Que possamos continuar refletindo e contribuindo com estas discussões para, juntos, construirmos um saneamento com mais propósito e que, de fato, seja capaz de desbravar a próxima fronteira.
Alisson Gomes de Moraes é engenheiro civil com doutorado em hidráulica pela Escola Politécnica da USP e M BA em Gerenciamento de Projetos pela F GV Atualmente é membro da Comissão Organizadora do Encontro Técnico AESabesp/Fenasan
Esta seção é dedicada a reflexões sobre o setor de saneamento no Brasil e seus desafios Os artigos são elab orados pelo Corpo Diretivo das principais entidades de saneamento do país e não necessariamente refletem a opinião da Hydro
Alisson
de Moraes, Membro da Comissão Organizadora do 36º Encontro Técnico AESabesp/Fenasan 2025