KÉRAMICA
revista da indústria cerâmica portuguesa
revista da indústria cerâmica portuguesa








Editorial . 1
Sustentabilidade Energética . 2
Transição Energética na Cerâmica: Hidrogénio e Eletricidade como Alternativas Sustentáveis. Estudos laboratoriais e aplicação industrial em fornos híbridos . 2
Forno híbrido contínuo: uma solução flexível e sustentável para a indústria cerâmica . 16
Eficiência energética e descarbonização de um secador de caulinos: avaliação de soluções para a indústria cerâmica . 24
Reconversão de Redes de Gás para Misturas H2/GN: Contributo do ISQ para a Descarbonização da Indústria Cerâmica . 32
O estudo da reconversão de queimadores industriais de CH4 para misturas de CH4 + H2 . 36
Economia Circular e Simbioses Industriais . 44
A Avaliação de Ciclo de Vida na fundamentação das estratégias de economia circular . 44
Descarbonização na Indústria Cerâmica: Influência do Combustível na Resistência ao Impacto no Bordo da Louça de Grés . 52
Transformar Resíduos em Recursos: O Caminho Sustentável da Sanindusa . 64
Transição Digital . 68
BIM na Indústria Cerâmica: A Transição Digital do Setor da Construção e a Plataforma BIMCer . 68
Ecossistema Unyma: Transformando a Indústria Cerâmica na Era 4.0 . 72
ResourceNet: plataforma digital para gestão de resíduos e promoção da circularidade na indústria cerâmica . 76
Capacitação . 80
Investir na qualificação das pessoas, é investir na modernização da indústria . 80







Cátia Carreira, Responsável de Inovação no Grupo Vista Alegre Atlantis
Ecocerâmica e Cristalaria de Portugal

A indústria cerâmica e de cristalaria portuguesa vive um momento decisivo, marcado pela necessidade de responder a três grandes desafios: a sustentabilidade ambiental, a eficiência produtiva e a competitividade global. Esta transição decorre em múltiplas frentes, onde energia, materiais, digitalização e qualificação se cruzam para transformar processos e abrir novas oportunidades.
Entre as soluções energéticas, o hidrogénio assume um papel de destaque como alternativa aos combustíveis fósseis. A reconversão das infraestruturas para a sua utilização já está em curso, demonstrando o compromisso do setor com a descarbonização e a construção de um futuro mais sustentável.
Em paralelo, a economia circular está a ganhar expressão através da valorização de resíduos e subprodutos como matérias-primas secundárias. Esta reintegração não só reduz a dependência de recursos primários como reforça a sustentabilidade e competitividade das empresas, provando que a inovação também nasce da otimização dos recursos existentes.
A digitalização surge como outro pilar estruturante. Ferramentas como o BIM permitem reposicionar os produtos cerâmicos e de cristalaria na cadeia de valor digital, enquanto a integração de dados em tempo real traz maior flexibilidade, rapidez de decisão e capacidade de resposta às exigências de mercados cada vez mais dinâmicos.




Mas nenhuma transformação será bem-sucedida sem pessoas qualificadas. Investir em competências é preparar profissionais capazes de gerir a transição energética, aplicar novas ferramentas digitais e adaptar processos a contextos em constante evolução. A qualificação é, assim, o motor humano da modernização do setor.
Apesar da ambição, os resultados já são visíveis.
O investimento em energias renováveis, economia circular, digitalização e formação está a redefinir o posicionamento da cerâmica e da cristalaria portuguesas. Este caminho não é apenas uma promessa de futuro: está a ser construído hoje, através do esforço partilhado pelos membros do consórcio da Agenda ECP, que unem inovação e tradição para preparar o setor para as próximas décadas.
Sustentabilidade Energética
ALTERNATIVAS SUSTENTÁVEIS
ESTUDOS LABORATORIAIS E APLICAÇÃO
INDUSTRIAL EM FORNOS HÍBRIDOS
Por: Luc Hennetier1, Inês Rondão1, João Menício2, Ana Marta Almeida2, Luís Silva2, Paulo Pires2
1Centro Tecnológico da Cerâmica e do Vidro, Coimbra
2RIA STONE, Fábrica de Louça de Mesa em Grés, S.A., Ílhavo
A Agenda Mobilizadora do PRR Ecocerâmica e Cristalaria de Portugal visa tornar os setores da cerâmica e da cristalaria mais competitivos e sustentáveis, integrando tecnologias avançadas e práticas ecológicas. No laboratório hipocarbónico do Centro Tecnológico da Cerâmica e do Vidro (CTCV), são desenvolvidas atividades de IDi, no sentido de avaliar o impacto de diferentes fontes de energia nas propriedades dos materiais, consumos energéticos e emissões gasosas. O trabalho aqui desenvolvido foca o estudo de soluções de queima, com destaque para a incorporação de energias renováveis na cozedura de faiança, grés e porcelana. O objetivo é substituir o gás natural (GN), atualmente dominante enquanto combustível nos sectores da cerâmica e do vidro, por alternativas mais verdes, como o hidrogénio e a eletricidade verdes, mantendo as propriedades técnicas e estéticas dos produtos. Neste âmbito, a INDUZIR realizou o retrofit de um forno intermitente do CTCV, originalmente preparado exclusivamente para gás natural, transformando-o num forno híbrido de 0.3 m 3 , equipado com queimadores preparados para mistura de gás natural e hidrogénio até 50%vol. e resistências elétricas que possibilitam a cozedura em regime puramente elétrico, atingindo temperaturas máximas de 1450 °C e 1250 °C, respetivamente (Figura1).
Um sistema de mistura desenvolvido pela PRF, que por si só representa um demonstrador de tecnologia, foi dimensionado para alimentar com misturas
de gás natural e hidrogénio o forno intermitente e um forno de rolos híbrido (12 m) instalado recentemente.
Esta infraestrutura, nomeadamente o forno híbrido intermitente, permitiu a realização de ensaios de cozedura de produtos de diferentes parceiros, validando à escala laboratorial a viabilidade da implementação de diferentes fontes de energia. Posteriormente e atendendo aos resultados obtidos, a Ria Stone propôs-se a avançar com a demonstração, à escala industrial, da cozedura em forno contínuo de vagonetas, utilizando como fonte energética a mistura de 50% H2+50% GN.

Uma primeira fase de ensaios foi planeada para o forno híbrido intermitente com o objetivo de testar os três vetores energéticos disponíveis: GN, eletricidade e misturas de GN e hidrogénio (GN+H2) numa proporção volúmica máxima de 50-50%. Num trabalho conjunto, com as várias empresas produtoras cerâmicas envolvidas no projeto, tendo sido testados produtos cerâmicos de cada uma delas (faiança, grés e porcelana), com o objetivo de avaliar o impacto das alterações de
fonte de energia nas suas propriedades. E também fornecer informações relevantes aos parceiros sobre operações de retrofit de equipamentos e viabilidade técnica e económica das alterações energéticas. Os resultados obtidos serviram de base de trabalho para a preparação do ensaio à escala industrial realizado na Ria Stone. Nesta primeira fase de testes, foram realizados ensaios de cozedura de listados na Tabela 1: faiança – chacota e vidrado; grés – monocozedura e porcelana – chacota e vidrado.
A definição da metodologia para os ciclos de cozedura dos diversos materiais começou com o levantamento dos ciclos industriais usados pelas empresas parceiras. Foi definido um ciclo-padrão para cada tipo de produto, ajustado às características do forno híbrido intermitente e ao
vetor energético utilizado (Gráficos 1 e 2). No caso do aquecimento elétrico, os ciclos foram mais longos devido à menor potência instalada, limitada pelos constrangimentos resultantes do retrofit de um forno inicialmente apenas preparado para a tecnologia de combustão.
Natural Elétrico GN+H2
CICLO TÉRMICO GRÉS MONOCOZEDURA
Gás Natural Elétrico GN+H2



De modo a garantir a reprodutibilidade de resultados entre cozeduras, a carga de enforna foi planeada de forma a manter o mais idênticas possível, para todos os vetores, nomeadamente a relação mobília-material e densidade de enforna. Permitindo desta forma comparar consumos energéticos, emissões e propriedades dos materiais cozidos (Figura 3). As características técnicas destes materiais foram avaliadas através de provetes de teste (preparados pelos parceiros), colocados no centro da carga (Figura 4). Desta forma foi possível fazer uma caracterização das propriedades dos materiais cerâmicos de forma sistemática.
O plano de caracterização engloba a monitorização dos consumos energéticos e dos efluentes gasosos e as propriedades dos materiais cozidos (provetes), com avaliação das seguintes propriedades: retração linear (verde seco-cozido), absorção de água, resistência mecânica à flexão, cor, brilho e desenvolvimento do vidrado.
Em todas as cozeduras no forno híbrido intermitente foram usados anéis PTCR como forma de verificação do ciclo térmico e controlo da homogeneidade térmica na câmara do forno. Observou-se boa uniformidade nos ciclos de combustão, em contraste com os ciclos elétricos, onde a ausência de gases de combustão dificulta a circulação de ar, gerando gradientes térmicos.
O que também está relacionado com a disposição não uniforme dos elementos de aquecimento no forno (essencialmente na base). No grés (Gráfico 3), a temperatura na placa com provetes (a meia altura do forno) foi de 1197 °C, enquanto nas cozeduras com GN e GN/H2 foi de 1170 °C e 1165 °C, respetivamente. Estas diferenças devem ser consideradas na análise das propriedades dos materiais.
dos materiais cerâmicos
De seguida são apresentados os resultados da caracterização dos materiais produzidos. Na globalidade dos materiais testados verificou-se um impacto reduzido dos diferentes vetores energéticos na retração linear (verde seco-cozido), com variações inferiores a 0,5%, independentemente do tipo de pasta ou método de preparação.
O estudo da cozedura do vidrado da porcelana, limitado aos vetores que implicam combustão de gases, mostrou uma boa reprodutibilidade das propriedades após cozedura com GN e GN+H2, nas diversas peças e formatos testados.
No caso do grés, foram analisadas amostras preparadas com diferentes métodos de conformação (prensagem, extrusão, enchimento) (Gráfico 4).
Os resultados mostram que os materiais cozidos com GN e GN+H2 apresentam propriedades finais similares, enquanto os materiais cozidos em modo elétrico demonstram uma degradação das propriedades, atribuída ao sobreaquecimento, que amplifica a formação de fases líquidas e dissolução parcial das fases cristalinas.
Relativamente à faiança, as tendências verificadas com o grés em modo elétrico permanecem, com a diminuição dos valores de resistência mecânica e absorção de água, embora de forma menos acentuada.
Finalmente, no que toca ao aspeto estético, além da observação visual das cores das peças vidradas e da qualidade do vidrado (presença de defeitos), quanto possível, foram realizadas medições de cor, realizadas com um espectrofotómetro de reflectância portátil baseado no sistema de cores CIELAB L*a*b*, sob uma iluminação de luz diurna (D65) e com um ângulo de observação de 10°. A medição é igualmente limitada às superfícies com cor homogénea (cor sólida), sendo por isso excluídas peças com vidrados reativos que desenvolvem uma distribuição irregular de cores.

Ecocerâmica e Cristalaria de Portugal
De forma geral, as cores testadas mantêm-se estáveis, exceto nos casos de vidrados reativos e algumas cores submetidas à cozedura elétrica.
Os vidrados reativos (ex.: Figura 5 a) ) apresentam variações significativas entre os vetores energéticos, especialmente na cozedura elétrica, devido à sua sensibilidade a flutuações de temperatura e à variabilidade entre lotes.
Nas cores sólidas, algumas mantêm comportamento uniforme entre os diferentes

A diferença de cor (ΔE*) em relação a uma peça de referência, produzida e cozida em ambiente industrial, foi calculada para quantificar a perceção visual das variações de cor. Valores inferiores a 1 indicam que a diferença não é, em geral, detetável pelo olho humano. Sempre que possível, também foi medido o brilho das amostras. A Tabela 2 apresenta os resultados de cor e brilho obtidos em peças com superfícies adequadas para medições fiáveis.
Na cozedura do vidrado da porcelana, não se registaram alterações significativas da cor e do brilho, facto que foi confirmado com as medições da cor e do brilho, onde a diferença de cor em relação ao produto-padrão da empresa é muito baixa e sem alteração dos níveis de brilho.

vetores energéticos, enquanto outras apresentam diferenças, especialmente na cozedura elétrica. Em certos casos, observa-se maior intensidade de cor e brilho. As medições realizadas confirmam essas variações — peças mates (cinza-escuro e branco) mostram diferenças de cor impercetíveis (ΔE*<1), com variações mínimas de brilho. Já a peça bege brilhante revela diferenças mais significativas (ΔE*>2) e perda de brilho em todos os vetores.
Material | Cor |Acabamento Local de Cozedura
Grés
Cinza-escuro Mate
Grés Branco Mate
Grés Bege Brilhante Porcelana Branco
Forno industrial
Forno ECP intermitente
Forno industrial
Forno ECP intermitente
Forno industrial
Forno ECP intermitente
Forno industrial
Forno ECP intermitente
Em suma, e apesar das limitações técnicas de um forno intermitente no arrefecimento, nomeadamente a dificuldade em obter um arrefecimento rápido ideal para permitir um bom estiramento do vidrado, os resultados atingidos foram promissores e a validação por parte das empresas revela que estes resultados não inviabilizam a utilização de qualquer uma das fontes de energia testadas. Permanecem, no entanto, aspetos tecnológicos a melhorar, nomeadamente na cozedura elétrica, assim como o estudo mais pormenorizado da influência da atmosfera de combustão das misturas de gases no desenvolvimento dos vidrados (como a ocorrência de picados).
No Gráfico 5 são apresentados os resultados dos consumos energéticos associados aos ciclos térmicos realizados com os diversos materiais, nos diferentes vetores energéticos. De uma forma geral, verifica-se em todas as tipologias de produto que o consumo associado à mistura GN+H2 é idêntico ao do GN, com pequenas variações que podem ser atribuídas ao carácter piloto do equipamento de teste, sendo a validação deste comportamento uma das verificações a serem realizadas em trabalhos futuros, nomeadamente no forno contínuo de rolos. Na componente elétrica, porém, a poupança energética é significativa, verificando-se uma redução global, de cerca 17% em relação ao GN, atribuído à ausência de ventilação forçada e gases de exaustão neste vetor.
Natural Elétrico
Gráfico 5. Consumos de energia (kWh) dos diferentes ciclos de cozedura realizados com louça de faiança, grés e porcelana.
Para avaliar as questões económicas e de viabilidade de investimento, foram calculados os custos associados às diversas cozeduras, e também simulados os custos hipotéticos de utilização
Tipo de custo
Gás Natural (€/kWh)
Eletricidade (€/kWh)
H2 verde (€/kWh)
Biometano (€/kWh)
Licenças de emissão CO2 (€/ton)
Referência
do biometano em substituição total do GN. Os cálculos tiveram em conta os preços associados aos vetores energéticos utilizados, e os custos incorridos com emissões de CO2 (Tabela 3).
Valor médio de mercado
Valor médio de mercado
Portaria n.º 15/2023, de 4 de janeiro 2025
Portaria n.º 15/2023, de 4 de janeiro 2025
valor a 01.07.2025 Fonte: pt.tradingeconomics.com/commodity/carbon
3. Preços de referência considerados para cálculo de custos por ciclo.
No Gráfico 6 são apresentados os valores de consumo de energia real e simulada (no caso do biometano), assim como os custos dos ciclos de cozedura no caso dos ensaios realizados com louça de grés. Observa-se que, no contexto energético atual, o GN continua a apresentar um custo competitivo face às fontes de energia renovável. Apesar de a cozedura elétrica ter demonstrado um consumo energético cerca de 20% inferior ao do GN e não gerar emissões diretas de carbono, o custo total do ciclo, tendo em conta essas variáveis, continua a não ser equiparável. A introdução de 50% em volume de H2 verde (em mistura com GN ou biometano) revela-se economicamente pouco atrativa, dado o elevado custo deste combustível e a reduzida poupança associada às licenças de emissão, o que compromete a viabilidade financeira da solução.
A única alternativa com potencial para competir em termos de preço com o GN é a substituição integral por biometano, assumindo o valor estipulado na Portaria n.º 15/2023, de 4 de janeiro de 2025 e emissões carbónicas nulas. No entanto, tendo em conta as projeções de produção deste gás renovável para os próximos anos, tal cenário parece pouco plausível a curto prazo.
A transposição dos resultados obtidos no laboratório hipocarbónico do CTCV para a escala industrial foi realizada pela Ria Stone, naquela que constituiu a primeira cozedura com hidrogénio em forno contínuo industrial de produtos de louça de grés. Este ensaio pioneiro foi antecedido por vários meses de preparação, que envolveram o retrofit do forno demonstrador para a utilização de blends H2 e GN, e também garantir que a mistura que chegasse aos fornos fosse abastecida de forma constante quer em termos de caudal, quer em termos de estabilidade de mistura, garantindo as condições de segurança. O retrofit do forno foi realizado pela Induzir, preparando-o para receber blends de GN+H2, obtidos através do sistema de mistura dimensionado e instalado pela PRF. Toda a linha e sistema de distribuição destas misturas de gases foram verificados pelo ISQ. O conhecimento recolhido na fase de ensaios em laboratório foi assim transposto para a realidade industrial, quer na adaptação das infraestruturas, quer na operacionalização dos diversos equipamentos envolvidos. Os resultados obtidos resultam de uma forte colaboração entre as diversas entidades envolvidas. Este ensaio permitiu:
. Preparar o forno para a utilização de uma mistura de 50% H2 e 50% GN.
. Criar condições para o abastecimento controlado da mistura de 50%H2+50%GN.
. Validar as características do produto final cozido na referida mistura.
Verificar a redução efetiva das emissões de CO2.
. Verificar o efeito da mistura na mobília refratária de Carboneto de Silício (SiC).
Os objetivos definidos para o ensaio industrial, com duração de 12 h, foram atingidos nas suas diversas vertentes.
Efetivamente, foram criadas e validadas todas as condições técnicas para que o forno industrial contínuo estivesse capacitado para trabalhar com uma mistura homogénea de GN+H2. A montante, a adaptação das linhas de abastecimento de combustível e a instalação duma estação de mistura pela PRF permitiu a alimentação contínua e estável da mistura de GN+H2




Durante o ensaio foram validadas as características dos produtos finais cozidos nestas condições, em linha com os resultados obtidos a nível laboratorial. A nível de consumo, verificou-se um aumento significativo do volume da mistura, como era expectável, devido ao poder calorífico inferior da mistura. No entanto, o consumo específico (cerca de 1400 Kcal/kg) manteve-se praticamente inalterado em relação ao GN. Por fim, a redução das emissões de CO2 no forno, durante o período do ensaio, foi de 16%, (de acordo com as medições do CTCV) em conformidade com os valores teóricos, o que permite concluir que a utilização do H2 contribui para a diminuição das emissões.
Neste momento, apesar das vantagens da utilização do H2, a sua utilização ainda encontra alguns obstáculos, nomeadamente o custo do H2 “verde”, que leva a que o custo por kg enfornado, seja cerca de 57% superior ao da cozedura feita com GN. Também a sua produção e cadeia de abastecimento terá de ser adequada à utilização na indústria da cerâmica e cristalaria.
Relativamente à influência da mistura de 50% H2 + 50% GN, sobre a mobília refratária, apesar do ensaio ser relativamente longo, não nos permitiu tirar conclusões. Dada a resistência do material refratário (SiC), necessitaríamos de um ensaio em contínuo, para podermos analisar e tirar conclusões.
O projeto desenvolvido no âmbito da Agenda
Mobilizadora do PRR
Ecocerâmica e Cristalaria de Portugal permitiu validar, em ambiente laboratorial e industrial, a utilização de diferentes vetores energéticos alternativos ao GN na cozedura de produtos cerâmicos.
Ecocerâmica e Cristalaria de Portugal
Os ensaios realizados demonstraram que:
. A substituição parcial do GN por hidrogénio verde (mistura de 50% H2 + 50% GN) é tecnicamente viável, garantindo a manutenção das propriedades físicas, mecânicas e estéticas dos produtos finais.
. O uso de eletricidade permite uma redução significativa do consumo energético (cerca de 17-20%), mas ainda apresenta desafios técnicos, nomeadamente no controlo da uniformidade térmica, e um custo final superior ao do GN.
O biometano surge como a única alternativa com potencial económico competitivo face ao GN, embora a sua disponibilidade a curto prazo seja limitada.
. A introdução de hidrogénio verde continua a enfrentar barreiras económicas relevantes, devido ao seu elevado custo e à reduzida poupança associada às licenças de emissão de CO2.
Os ensaios industriais realizados na Ria Stone confirmaram os resultados obtidos à escala laboratorial, comprovando a robustez técnica das soluções testadas.
Contudo, a transição energética nos setores da cerâmica e da cristalaria continuará a depender da evolução dos custos dos combustíveis alternativos, da disponibilidade de energias renováveis e da adaptação das cadeias de abastecimento.
Este trabalho representa um passo significativo na descarbonização destes
setores, reforçando a importância de parcerias estratégicas e de investimento contínuo em tecnologias híbridas e infraestruturas energéticas sustentáveis.
Sustentabilidade Energética
Por: Inês Rondão1, Luc Hennetier1, Nuno Vitorino2
1Centro Tecnológico da Cerâmica e do Vidro, Coimbra
2Induzir - Indústria e Comércio de Equipamentos, Lda., Batalha
A transição energética e a descarbonização progressiva da indústria cerâmica constituem linhas de atuação centrais no projeto Ecocerâmica e Cristalaria de Portugal (ECP). Atendendo a estas problemáticas e avaliando os processos energeticamente intensivos: a secagem e a cozedura (na cerâmica) e fusão e recozimento (na cristalaria); foram desenhadas, no âmbito do projeto, várias linhas de ação, tendo em vista um plano de desenvolvimento no âmbito do WP1. Entre os quais a instalação do forno híbrido contínuo no Laboratório Hipocarbónico do CTCV (Centro Tecnológico da Cerâmica e do Vidro). Esta infraestrutura representa um avanço estratégico na modernização tecnológica para a descarbonização do setor, permitindo simular e otimizar processos de cozedura em ambiente controlado com recurso a fontes de energia mais sustentáveis, nomeadamente com recurso a eletricidade verde e misturas de gases de origem renováveis (GOR), como o hidrogénio verde e o biometano.
Aquele que é o segundo forno protótipo do projeto ECP, construído pela Induzir, é um equipamento de teste com uma abordagem próxima da tecnologia existente na indústria, mas capacitado com vários níveis de flexibilidade energética, tratando-se de um forno híbrido contínuo de rolos.
Numa fase inicial do projeto, foi instalado um forno intermitente com uma câmara de volume útil de 0,3 m3, onde foi realizada a primeira fase de estudos do efeito da alteração do vetor energético utilizado na cozedura (gás natural, eletricidade e blends até 50% GN + 50% H2).
O conjunto dos equipamentos de cozedura, aliado ao sistema de alimentação e mistura de gases renováveis, constitui uma infraestrutura diferenciadora para teste e estudo de vetores energéticos aplicados à cozedura de cerâmicos. Esta infraestrutura confere ao CTCV, e consequentemente ao setor cerâmico, a capacidade de avaliar a viabilidade de diferentes vetores energéticos, antecipando a sua futura aplicação em ambiente industrial. A capacidade de teste agora instalada, vai além da simples substituição da fonte de energia, permitindo testar ciclos híbridos que combinam tecnologias elétrica e de combustão no aquecimento do forno, algo que até agora não era possível em fornos contínuos. Essa hibridização do ciclo térmico só é viável neste forno de características específicas, visto que a tecnologia atualmente instalada ao nível industrial opera exclusivamente com combustão ou eletricidade. Trata-se, portanto, de uma abordagem inovadora e disruptiva, que necessita ainda de validação para futura implementação à escala industrial.
A hibridização dos ciclos térmicos representa uma resposta dinâmica que as indústrias podem adotar face à disponibilidade de energias verdes e à flutuação dos preços, conferindo ao setor maior flexibilidade e capacidade de adaptação ao mercado de energia. Para além destes aspetos, esta abordagem não descuida o compromisso com o cumprimento das metas para a descarbonização desta indústria, sem comprometer a sua viabilidade financeira.


2. O forno instalado está equipado com queimadores preparados para operar a gás natural, hidrogénio verde ou biometano, bem como com elementos de aquecimento elétrico. Esta configuração permite avaliar, num único equipamento, a viabilidade de diferentes fontes de energia, tanto ao nível do desempenho energético, como do impacto económico e das emissões gasosas.

A colaboração próxima entre as equipas do CTCV e da Induzir tem permitido a construção de uma base de conhecimento sólida sobre os processos de cozedura cerâmica. O know-how adquirido na primeira fase de testes realizados no forno intermitente, serviu de base para o ensaio com hidrogénio efetuado num forno industrial contínuo na Ria Stone. Nesta segunda fase, com os testes em forno contínuo, pretende-se expandir este conhecimento a outras tipologias de produtos cerâmicos para além da louça utilitária, estando previstos ensaios com pavimento e revestimento, sanitários e, futuramente, cerâmica estrutural.
A ampliação do leque de produtos atualmente testados está diretamente associada à maior flexibilidade nos perfis de temperatura que o novo forno contínuo permite executar. Esta capacidade traduz-se, em particular, na possibilidade de realizar arrefecimentos a velocidades significativamente mais elevadas, algo que não era viável no forno intermitente utilizado na primeira fase do projeto.
Essa limitação inicial impediu a realização de ensaios com produtos que exigem ciclos térmicos mais rigorosos, como é o caso do pavimento e do revestimento cerâmico. Agora, com a tecnologia mais avançada, é possível testar estes e outros produtos, alargando substancialmente o âmbito da investigação e aproximando os ensaios laboratoriais das condições industriais reais.
À semelhança do que ocorreu na primeira fase de testes, levantam-se algumas questões relativamente
à exequibilidade do ciclo de redução durante a cozedura do vidrado da porcelana. No entanto, com base na experiência adquirida anteriormente, não se prevê que esta etapa seja inviabilizada. Será apenas necessário proceder a um ajuste rigoroso das condições de operação do forno quando este estiver a funcionar em modo de combustão, de forma a assegurar a obtenção das atmosferas adequadas ao processo.
A eletrificação integral desta etapa de cozedura contínua, contudo, a representar um desafio, uma vez que as condições necessárias ao ciclo de redução são mais difíceis de atingir exclusivamente por via elétrica. Neste sentido, torna-se particularmente relevante a possibilidade de testar a hibridização do ciclo térmico, combinando o aquecimento elétrico com a combustão numa fase específica do processo. Esta abordagem permitirá recriar, com maior precisão, as condições necessárias à redução, garantindo simultaneamente maior flexibilidade operacional e abrindo caminho para a otimização energética e a redução das emissões associadas ao processo.
Para além de validar os resultados previamente obtidos no forno intermitente, relativamente ao impacto dos diferentes vetores energéticos nas propriedades dos materiais cerâmicos, esta segunda fase de testes permitirá uma análise mais aprofundada e rigorosa dos consumos energéticos e das emissões gasosas associadas ao processo. A utilização do forno contínuo possibilitará alcançar condições de operação mais estáveis, com várias horas de funcionamento em regime próximo do estacionário no que respeita ao consumo de energia.
Esta estabilidade operacional proporcionará dados mais fiáveis para a realização de uma avaliação técnico-económica detalhada, permitindo compreender com maior precisão a relação entre consumo energético, emissões e custos operacionais. Além disso, o novo enquadramento experimental aproxima significativamente as condições de ensaio da realidade industrial dos fornos contínuos, assegurando que os resultados obtidos sejam diretamente aplicáveis ao contexto produtivo. Esta abordagem reforça a robustez das conclusões e possibilita uma tomada de decisão mais informada relativamente à adoção de diferentes vetores energéticos no setor cerâmico.


Especificações técnicas diferenciadoras do forno de rolos híbrido ECP
Este forno contínuo foi concebido para operar de forma flexível em modo elétrico, a gás natural, com misturas de gás natural e hidrogénio (GN+H2) e 100% H2, possibilitando a avaliação do comportamento térmico e energético em diferentes perfis de temperatura. Com dimensões úteis de 12 m de comprimento, 0,5 m de largura e 0,2 m de altura, o forno atinge uma temperatura máxima de 1400 °C. A fonte de calor combina aquecimento elétrico e combustão, dispondo de uma potência instalada, em qualquer uma destas componentes, devidamente dimensionada para atingir as temperaturas requeridas para cozer todas as tipologias de produto previstas.
Uma das particularidades do protótipo em modo de funcionamento 100% elétrico é a existência de uma abordagem disruptiva na fase inicial do aquecimento.
Ainda que o estado da arte já preveja a utilização de diferentes elementos de aquecimento, a taxa de transferência de calor está limitada à radiação (Lei de Stefan Boltzman) que apenas tem um peso relevante para temperaturas de pelo menos 600 °C, limitando assim as taxas de aquecimento na fase inicial dos ciclos, principalmente em ciclos de cozedura mais rápidos. Por este motivo, o protótipo contempla uma abordagem convectiva na fase inicial de aquecimento para permitir uma maior homogeneidade de temperatura e taxa de transferência de calor.
O forno híbrido de rolos está equipado com mesa de entrada e saída, ventiladores dedicados a cada fase térmica (combustão, arrefecimento e exaustão) e um sistema digital de controlo e monitorização que permite replicar com precisão diferentes curvas de cozedura. Cada zona do forno integra sensores de temperatura e módulos de controlo que, em função do tipo de aquecimento utilizado, recorrem a relés de estado sólido (SSR) ou tirístores para ajustar a potência. Este sistema permite configurar curvas
térmicas personalizadas e monitorizar variáveis como caudal, pressão e temperatura.
A pressão no interior do forno é controlada com elevada precisão através de transdutores instalados nas zonas de aquecimento e arrefecimento. O ajuste é feito automaticamente por variadores de frequência nos ventiladores, garantindo a estabilidade interna do forno e a otimização do consumo energético.
A movimentação da carga ocorre sobre placas refratárias que se deslocam em rolos de mulite, acionados por um sistema redutor SEW com controlo de velocidade e transmissão por corrente. Este mecanismo assegura um fluxo contínuo e homogéneo ao longo de todo o processo de cozedura.
O forno está equipado com tecnologia de última geração, incluindo elementos de aquecimento Kanthal nas zonas até 1200 °C e de carbeto de silício (SiC) até 1400 °C, bem como queimadores com ignição por faiscador, capazes de operar a velocidades de até 130 m/s. O sistema de controlo é composto por um Siemens PLC com módulos digitais e analógicos, UPS e uma interface HMI tátil de 21,5”. A monitorização em tempo real permite acompanhar temperatura, pressão, caudal e o estado dos ventiladores e acionamentos. A comunicação com sistemas industriais é realizada via OPC-UA, possibilitando a integração com plataformas de análise de dados, manutenção preditiva e otimização energética.
Este forno contínuo é concebido para operação flexível em modo elétrico, gás natural, blends GN+H2 ou H2, permitindo avaliar o comportamento térmico e energético de diferentes perfis de queima.
A transição energética e a descarbonização da indústria cerâmica são prioridades centrais no projeto Ecocerâmica e Cristalaria de Portugal. Para responder a estes desafios, foi instalado no Laboratório Hipocarbónico do CTCV um forno híbrido contínuo de última geração, capaz de operar com eletricidade, gás natural, misturas de gás natural e hidrogénio ou mesmo hidrogénio puro. Esta infraestrutura inovadora permite simular e otimizar processos de cozedura em condições controladas, aproximando-se das realidades industriais e facilitando a utilização de fontes energéticas mais sustentáveis.
Ao contrário do forno intermitente utilizado na primeira fase, que tinha limitações em termos de perfis térmicos e capacidade, o novo forno contínuo possibilita ciclos térmicos mais flexíveis, incluindo arrefecimentos rápidos necessários para produtos como pavimentos, revestimentos e sanitários. Esta capacidade amplia o âmbito dos testes, aproximando-os a uma escala-piloto de forma a melhorar a aplicabilidade dos resultados à realidade industrial. A possibilidade de combinar aquecimento elétrico e combustão representa uma abordagem inovadora, que alia flexibilidade energética à redução de emissões, alinhando-se com as metas de sustentabilidade sem comprometer a viabilidade económica do setor. Considerando as questões relacionadas com o impacto ambiental, prevê-se a ampliação do potencial demonstrador deste protótipo, acoplando futuramente outros protótipos de tecnologias inovadoras, como sistemas de recuperação de calor e captura de carbono, entre outras.


A colaboração entre o CTCV e a Induzir (com a participação das empresas industriais do consórcio ECP) tem permitido construir um conhecimento sólido que suporta a evolução tecnológica do processo de cozedura, incluindo ensaios com hidrogénio em fornos industriais.
A segunda fase do projeto foca-se na avaliação detalhada dos consumos energéticos e emissões em regime estável, utilizando monitorização avançada para garantir dados precisos e uma análise técnico-económica robusta.
Equipado com tecnologia avançada e sistemas de controlo digital, o forno contínuo instalado no CTCV demonstra a inovação e pioneirismo da tecnologia portuguesa, na Europa e no mundo, um passo decisivo na modernização da indústria cerâmica, promovendo a integração de energias renováveis e a otimização dos processos produtivos, reforçando assim o compromisso do setor com a inovação e a sustentabilidade.
Sustentabilidade Energética
Por: Henrique Monteiro, Behzad Shahzamanian, Vitor Ferreira, Francisco Lázaro, Roberto Ribeiro e Ana Magalhães – INEGI; Valdemar Oliveira, Romão Silva e Eduardo Sá – MCS – MMI
No contexto das metas europeias para a neutralidade carbónica em 2050, Portugal assumiu uma estratégia ambiciosa de descarbonização transversal a toda a economia. À semelhança de outros setores da economia, a estratégia para a indústria assenta na redução das emissões de gases com efeito de estufa (GEE) decorrentes do uso de energia, através de implementação, numa primeira fase, de estratégias e soluções que promovam a eficiência energética e, posteriormente, a integração de fontes renováveis e gases renováveis que permitam a diminuição sustentada do uso de combustíveis fósseis. Em complemento, a adoção de boas práticas de economia circular e a digitalização dos processos (incluindo a utilização de ferramentas avançadas de gestão de energia, de monitorização e reportes de indicadores de sustentabilidade, que terão um papel-chave no processo de descarbonização da indústria.
Neste âmbito, face à perceção da dificuldade do processo de descarbonização nos setores hard-to-abate e com base no conhecimento das tecnologias e vetores de descarbonização mais custo eficaz, a estratégia nacional para a descarbonização materializa-se, entre outras iniciativas, nas Agendas Mobilizadoras do PRR visando impulsionar a modernização sustentável de setores estratégicos da economia portuguesa. A Agenda ECP é uma dessas agendas, alinhada com as metas nacionais, visa promover a sustentabilidade e digitalização dos setores da cerâmica e cristalaria.
No contexto da Agenda ECP, a atividade 2.2 do Work Package 2, propõe-se desenvolver um serviço de retrofitting de sistemas de secagem de caulinos e argilas. A atividade I&D será posteriormente concretizada num piloto demonstrador na Motamineral SA, empresa do Grupo MCS Portugal, onde se procederá ao desenvolvimento de soluções para a descarbonização de um secador de caulinos. Esta intervenção visa reduzir o consumo de combustíveis fósseis (nomeadamente gás natural) através da implementação de soluções de eficiência energética e de descarbonização do uso de energia por integração de fontes renováveis de energia e gases renováveis, contribuindo assim para a diminuição das emissões associadas ao processo. Este artigo apresenta o estudo desenvolvido para avaliar estas soluções no contexto do setor cerâmico.
Secagem de caulinos e argilas – processo de uso intensivo de energia
Os secadores de caulinos de leito fluidizado são amplamente utilizados na secagem de materiais granulares, devido à elevada taxa de transferência de calor entre o meio de secagem e o material, permitindo reduzir significativamente o tempo de secagem.
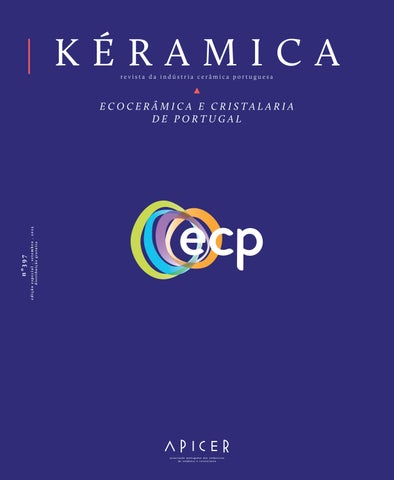
O equipamento é tipicamente constituído por um queimador a gás natural que, através da combustão, gera gases quentes direcionados para uma câmara com uma placa perfurada na parte superior. Os grânulos, produzidos por extrusão, são introduzidos por uma abertura superior e depositam-se sobre a placa, entrando em contacto direto com os gases quentes. Para otimizar a fluidização e a transferência de calor, o secador executa movimentos oscilatórios (oblíquos), que promovem o transporte do material e a troca térmica.
Antes de sair do equipamento, o material passa por uma zona de arrefecimento, onde o ar ambiente é insuflado por uma câmara independente, atravessando igualmente uma placa perfurada e o próprio material. Por fim, o material já arrefecido é transportado por um tapete para armazenamento.
Os gases resultantes do processo de secagem e do arrefecimento são misturados e encaminhados para um sistema de tratamento por filtro de mangas, antes de serem libertados para o exterior.
Com base no diagnóstico energético realizado ao processo de secagem, procedeu-se à caracterização do funcionamento do secador e à análise de oportunidades de melhoria, com enfoque em medidas que visam a eficiência energética e posteriormente à descarbonização do uso de energia do processo.
A análise da corrente gasosa libertada evidenciou a presença de energia térmica residual, representando uma oportunidade de recuperação. Adicionalmente, a caracterização do funcionamento do equipamento permitiu identificar um segundo ponto de baixa eficiência, associado à entrada de material no secador, onde se verifica a fuga de gases quentes pela abertura de alimentação.
Tendo em vista a melhoria da eficiência do processo, foram estudadas duas soluções dirigidas a estes desperdícios térmicos, bem como cenários alternativos para reduzir a dependência de gás natural e descarbonizar a operação através da incorporação de fontes renováveis de energia (incluindo eletricidade de
base renovável e consequente eletrificação parcial do processo) e gases renováveis.
A análise detalhada do desempenho do secador revelou duas fontes significativas de desperdícios de energia térmicas com potencial de recuperação. A primeira decorre da introdução contínua de material no equipamento, que provoca a fuga de ar quente pela abertura de alimentação. A segunda está associada à energia térmica residual transportada pelos gases de exaustão à saída do sistema. E é sobre estas duas áreas prioritárias para a melhoria da eficiência que nos debruçaremos a seguir, com descrição de medidas de eficiência energética que, não obstante terem sido desenvolvidas para o demonstrador da Motamineral, têm um enorme potencial de replicação em várias empresas do setor.
Após o processo de extrusão, o material granulado é transportado por tapetes até ao ponto de admissão no secador. Nesta abertura, uma vez que o material é introduzido continuamente, verifica-se a fuga de ar quente para o exterior, representando uma perda significativa de energia térmica. Para mitigar esta perda, foi desenvolvida uma solução que encaminha o ar quente libertado para a zona de alimentação, promovendo o pré-aquecimento do material antes da entrada no secador, conforme ilustrado na Figura 1.
A medida consiste em direcionar o ar quente, atualmente rejeitado para a atmosfera, para a área do tapete de alimentação do material (zona destacada a vermelho na Figura 1). A solução contempla ainda pequenos ajustes na altura entre o tapete e a abertura de admissão, de modo a minimizar a folga e maximizar o contacto do material com o ar quente, potenciando assim a transferência térmica.
A avaliação da eficácia desta medida foi realizada com recurso a balanços térmicos e mássicos do processo, tendo sido definidos indicadores específicos para quantificar os ganhos esperados. A Tabela 1 apresenta os resultados obtidos.
Como evidenciado na Tabela 1, a implementação desta solução permite alcançar uma redução consistente de cerca de 10% nos consumos energéticos do processo, quer por tonelada de água removida, quer por tonelada de produto acabado. Estes ganhos são particularmente relevantes num processo com elevado consumo específico, como a secagem de caulinos, e demonstram a viabilidade do aproveitamento do calor residual para melhorar a eficiência global do equipamento.
Parâmetro
Indicador 1 [m3/ton H2O removida]
Indicador 2 [kWh/ton H2O removida]
Indicador 3 [m3/ton Caulino produzido]
Indicador 4 [kWh/ton Caulino produzido]
Em síntese, a solução de pré-aquecimento do material de alimentação apresenta-se como uma medida simples, de baixo investimento e elevada eficácia para aumentar a eficiência energética do processo de secagem. A redução de 10% no consumo específico traduz-se não só em poupanças económicas significativas, mas também numa menor pegada carbónica, em linha com os objetivos de descarbonização do setor cerâmico.
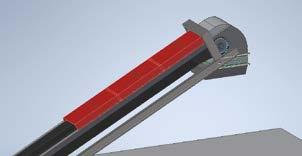
Uma segunda oportunidade de melhoria identificada no diagnóstico energético do secador prende-se com a energia térmica ainda contida nos gases de exaustão libertados para a atmosfera. Para aproveitar este potencial de recuperação, foi projetado um permutador de calor do tipo carcaça e tubo, integrado na chaminé do equipamento, com o objetivo de pré-aquecer o ar de combustão utilizado no queimador.
A solução proposta (Figura 2) consiste num permutador de baixo custo, concebido para que os gases de exaustão entrem pela parte inferior da chaminé e percorram o interior de um conjunto de nove tubos, saindo pela parte superior. Simultaneamente, o ar ambiente é admitido no topo da chaminé e circula em contracorrente pelo exterior dos tubos, aumentando gradualmente a sua temperatura antes de ser encaminhado para o queimador. Duas chicanas internas promovem turbulência e melhoram a transferência térmica entre os dois fluxos.
O desempenho desta solução foi avaliado numericamente através de um modelo computacional de dinâmica de fluidos (CFD). Para alimentar o modelo, foram realizados ensaios experimentais para medição dos caudais mássicos e temperaturas dos fluxos: caudal mássico de 7,1 kg/s para os gases de exaustão e 6,9 kg/s para o ar ambiente, com temperaturas médias de 65,4 °C e 55,0 °C para os gases, e 17,9 °C para o ar ambiente. Estes dois níveis de temperatura dos gases de exaustão refletem diferentes regimes operacionais do secador, correspondentes a requisitos distintos de secagem: no caso 1, os gases de entrada estão a 65,4 °C, representando condições de maior carga térmica; no caso 2, os gases entram a 55,0 °C, correspondendo a regimes de menor exigência.
A modelação CFD permitiu visualizar a variação da temperatura ao longo do permutador e estimar a perda de carga introduzida pelo dispositivo, conforme ilustrado na Figura 3.
A Tabela 2 apresenta os resultados da simulação para ambos os cenários.
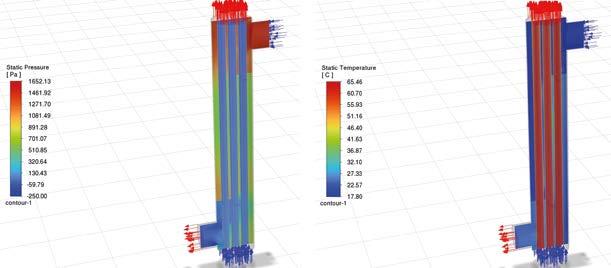
Os resultados mostram que a solução permite recuperar entre 34,6 kW e 44,7 kW de potência térmica, dependendo da temperatura de operação, com uma eficiência na ordem dos 10–14%. Embora esta eficiência seja relativamente baixa, tal deve-se à natureza do escoamento gás–gás, que apresenta uma transferência de calor menos eficiente. Ainda assim, a simplicidade construtiva, o baixo custo de investimento e a reduzida queda de pressão tornam esta solução atrativa para aplicação industrial.
A recuperação de calor dos gases de exaustão permite reduzir o consumo de gás natural e melhorar o balanço energético do processo sem penalizar a operação. Apesar de um rendimento moderado, a relação custo-benefício e a facilidade de implementação tornam esta medida uma opção viável para a indústria cerâmica.
Para além das medidas específicas de eficiência energética, foi também estudada a possibilidade de reduzir a dependência do gás natural e a pegada carbónica do processo de secagem através da adoção de soluções energéticas alternativas. A avaliação dos cenários de descarbonização foi suportada por uma ferramenta desenvolvida no âmbito do projeto, que permite a análise comparativa de diferentes tecnologias com base no perfil real de consumo energético do equipamento. Esta ferramenta integra dados típicos de eficiência, custos de investimento e operação, e fatores de emissão, proporcionando uma estimativa integrada dos ganhos energéticos, económicos e ambientais de cada solução.
Com base nesta abordagem, foram definidos três cenários tecnológicos, que combinam diferentes vetores energéticos — eletrificação parcial e biomassa — e foram avaliados quanto à sua viabilidade técnica, ambiental e económica no contexto específico da empresa demonstradora.
O primeiro cenário contempla a integração de uma bomba de calor no circuito de alimentação do ar de combustão do queimador existente. Este equipamento permite pré-aquecer o ar admitido, reduzindo assim a quantidade de gás natural necessário para atingir a temperatura de secagem. A bomba de calor proposta é do tipo ar–água, com uma potência térmica de 80 kW e um coeficiente de performance (COP) de 4,4. Esta solução combina uma melhoria da eficiência global com um impacto ambiental moderado, mantendo a infraestrutura principal inalterada.
a Biomassa + Gás Natural
O segundo cenário propõe a instalação de um gerador de calor alimentado a biomassa, que funciona em complemento ao queimador atual. Este sistema pré-aquece o ar de combustão antes da entrada no secador, diminuindo consequentemente o consumo de gás natural.
O gerador de biomassa previsto tem uma
Ecocerâmica e Cristalaria de Portugal
potência térmica de 300 kW . Esta abordagem combina parcialmente um vetor renovável, resultando num maior potencial de redução de emissões em comparação com o cenário anterior.
O terceiro cenário consiste na substituição integral do queimador a gás natural por um gerador de ar quente a biomassa de 2 000 kW de potência térmica. Este cenário representa a solução mais ambiciosa do ponto de vista ambiental, eliminando totalmente o consumo de gás natural e utilizando exclusivamente biomassa como vetor energético.
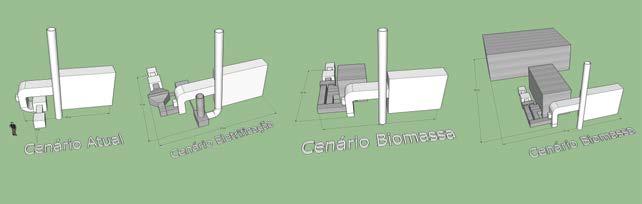
A análise tridimensional dos três cenários, ilustrada na Figura 4, permite comparar o seu impacto ao nível do espaço ocupado na instalação (atravancamento), um fator crítico para a viabilidade operacional.
A Tabela 3 apresenta os principais resultados obtidos para cada cenário, avaliados segundo três indicadores: poupança energética, redução de emissões de GEE e benefício económico associado.
Poupanças [%]
Cenário 1
Cenário 2
Cenário 3
Do ponto de vista energético, os Cenários 1 e 3 apresentam o melhor desempenho, com uma redução estimada do consumo na ordem dos 28%, enquanto o Cenário 2 se fica pelos 25%. Contudo, em termos ambientais, o Cenário 3 destaca-se de forma significativa, permitindo uma redução de emissões de GEE de 90% em relação ao cenário de referência, muito acima dos 33% do Cenário 2 e dos modestos 5% do Cenário 1.
Em termos económicos, o Cenário 3 mantém a liderança, com uma poupança projetada de 43%, seguido do Cenário 2 com 22%, e do Cenário 1 com apenas 5%. Apesar da superioridade técnica do Cenário 3 — e, em menor escala, do Cenário 2 — nas vertentes ambiental e económica, a sua implementação revela-se inviável para a empresa demonstradora devido a constrangimentos operacionais e logísticos, nomeadamente espaço disponível (atravancamento, conforme evidenciado na Figura 4), disponibilidade de biomassa e necessidade de investimento inicial elevado.
Porém, é importante referir que o potencial de redução das emissões de GEE nos cenários 1 e 2 foi calculado assumindo a manutenção do uso de gás natural como complemento à eletricidade de origem renovável ou à biomassa. No entanto, a estratégia de eletrificação parcial do processo, assente na utilização de bombas de calor de média temperatura, foi desenvolvida com base no pressuposto da futura aquisição de biometano junto dos comercializadores de gás natural, através de certificados de origem. Esta abordagem permite a integração de dois vetores energéticos de descarbonização e explora as vantagens da gestão multi-vetor como estratégia de flexibilidade na procura de energia térmica no processo de secagem, promovendo não só a redução das emissões de GEE, mas também a diminuição dos custos associados ao uso de energia.
Considerando as conclusões anteriores, verifica-se que a análise efetuada no âmbito do projeto demonstra que, apesar do Cenário 3 representar uma solução custo-eficaz, a sua viabilidade prática é limitada nas atuais condições da empresa. O Cenário 1, por outro lado, destaca-se como a opção mais compatível com a realidade operacional e com um impacto positivo imediato no consumo energético. Assim, o Cenário 1 constitui a solução mais equilibrada para uma descarbonização gradual e sustentada do processo de secagem na indústria cerâmica.
O trabalho desenvolvido no âmbito da Agenda ECP demonstra que é possível melhorar significativamente a eficiência energética e reduzir a pegada carbónica dos processos de secagem na indústria cerâmica através da implementação de soluções técnicas relativamente simples.
As duas medidas de eficiência estudadas — pré-aquecimento do material de alimentação e recuperação de calor dos gases de exaustão — mostram ganhos energéticos relevantes, com destaque para a primeira pela sua relação custo-benefício. Adicionalmente, a análise de cenários de descarbonização evidencia o potencial das tecnologias baseadas em biomassa e eletrificação para atingir metas mais ambiciosas de redução de emissões. Apesar dos constrangimentos práticos que limitam, no imediato, a adoção das soluções mais avançadas, a integração gradual de tecnologias como a bomba de calor representa um caminho viável para uma transição energética sustentável no setor.
Estes resultados reforçam a importância do diagnóstico energético como ferramenta estratégica para orientar investimentos e decisões rumo à neutralidade carbónica.
Sustentabilidade Energética
MISTURAS H2/GN: CONTRIBUTO DO ISQ PARA
Por: Helena Monteiro e Maria João Franco, ISQ - Instituto de Soldadura e Qualidade
A transição energética da indústria cerâmica portuguesa é um dos pilares estratégicos da Agenda ECP – Ecocerâmica e Cristalaria de Portugal. O ISQ, além de liderar o Work Package (WP) focado na energia e descarbonização (WP2), assume um papel central no desenvolvimento de soluções técnicas para a reconversão de redes de gás natural, viabilizando a utilização de misturas com hidrogénio (H2) como combustível alternativo, no WP1. Este artigo apresenta de forma sumária o trabalho desenvolvido pelo ISQ no âmbito do WP1, da Agenda ECP, que, em articulação com o trabalho de outras entidades parceiras – o CTCV, a PRF, a INDUZIR e a RIA STONE – culminou na realização do primeiro ensaio industrial nacional de cozedura de grés cerâmico num forno túnel alimentado com uma mistura de 50% H2.
A indústria cerâmica é altamente intensiva em consumo energético e responsável por uma fração significativa das emissões de gases com efeito de estufa. Na Agenda ECP, diferentes estratégias de descarbonização estão a ser estudadas e implementadas para guiar este setor rumo à descarbonização, nomeadamente: medidas de eficiência energética, recuperação e valorização de calor, eletrificação parcial ou integral de alguns processos com recurso a energias renováveis de produção local e introdução de combustíveis alternativos de baixo carbono, como o biometano e o hidrogénio verde.
Neste contexto, a substituição parcial do gás natural por hidrogénio verde surge como uma das soluções
tecnicamente viáveis que podem contribuir para reduzir a pegada carbónica do setor e alcançar as metas ambientais ambiciosas na próxima década.
Para isso é necessário garantir que as redes de distribuição de gás, assim como os equipamentos consumidores, estão preparados para receber hidrogénio.
O ISQ, enquanto entidade responsável pelo serviço de reconversão das redes de gás, desenvolveu uma metodologia integrada que permitiu avaliar a viabilidade técnica, regulamentar e operacional da utilização de misturas de hidrogénio-gás natural (H2/GN) em contextos industriais. A reconversão dos equipamentos consumidores é da responsabilidade do fornecedor.
estudo metodológico do ISQ seguiu uma abordagem multidisciplinar, envolvendo várias unidades técnicas internas do ISQ.
A metodologia de validação desenvolvida segue uma abordagem multidisciplinar possível graças ao conhecimento especializado de várias unidades do ISQ, nomeadamente de áreas como: as inspeções técnicas e regulamentares de gás, os serviços integrados de engenharia de infraestruturas e de gestão de ativos, o laboratório de materiais
(Labmat), o laboratório de metrologia, e unidades de investigação e desenvolvimento. A metodologia desenvolvida pelo ISQ para a reconversão de redes de gás natural para misturas de hidrogénio (H2) envolve várias etapas críticas.
Diagnóstico e caracterização da infraestrutura existente
O primeiro passo da metodologia desenvolvida pelo ISQ consiste na caracterização exaustiva da infraestrutura de gás natural existente. Esta fase inclui a recolha de documentação técnica (plantas, certificados de conformidade, desenhos isométricos), visitas técnicas ao local e levantamento detalhado dos componentes da rede desde o Posto de Regulação e Medição (PRM) até aos equipamentos consumidores. Esta análise permite identificar os elementos críticos da rede, avaliar o seu estado de conservação e verificar a sua adequação às novas condições operacionais impostas pela presença de hidrogénio.
Avaliação da compatibilidade dos materiais
A introdução de hidrogénio em redes originalmente concebidas para gás natural levanta desafios técnicos significativos, nomeadamente ao nível da integridade dos materiais.
O hidrogénio, devido à sua pequena dimensão molecular e elevada reatividade, pode provocar fenómenos como a fragilização de metais, permeabilidade de polímeros (como o polietileno) e degradação de vedantes. O ISQ procedeu à análise dos mecanismos de degradação aplicáveis, com base em normas internacionais, como a ASME B31.12 e documentos técnicos da EIGA, identificando os materiais compatíveis e os que requerem substituição. Dependendo do estado de conservação da rede, após inspeção visual, podem ser recolhidas amostras do material da tubagem para análise laboratorial com o intuito de avaliar o estado da integridade desse material.
a fornecedores e análise normativa
Complementarmente, é realizada uma consulta a fornecedores dos componentes instalados, com o objetivo de obter garantias de compatibilidade com misturas H2/GN. Esta etapa revela-se crítica, uma vez que, dado a idade de algumas instalações, muitos componentes não dispõem de certificações específicas para hidrogénio. Paralelamente, foi efetuado um estudo do enquadramento regulamentar nacional e internacional, assegurando que a metodologia proposta está alinhada com os requisitos legais e técnicos em vigor.
As novas misturas implicam alterações nas propriedades físico-químicas do gás, como a densidade e o poder calorífico. Para avaliar se a rede existente suporta dimensionalmente as novas condições de serviço, sendo cumpridos os limites de velocidade de escoamento e de perda de carga, o ISQ desenvolveu uma metodologia de cálculo baseada na equação de Renouard, adaptada para misturas até 50% de hidrogénio.
Antes da entrada em operação com misturas H2/GN, é essencial garantir a integridade da rede. Para tal, o ISQ definiu um Plano de Inspeção e Ensaios (PIE) adaptado a cada instalação, com recurso a Ensaios Não Destrutivos, como ultrassons (Phased Array), líquidos penetrantes e ensaios de estanqueidade.
Estes ensaios permitem detetar defeitos em soldaduras, avaliar
a espessura das tubagens e verificar a ausência/presença de fugas.
Dependendo do estado de conservação da rede, após inspeção visual, pode ser determinada a necessidade de se proceder à recolha de amostras do material da tubagem para análise laboratorial com o intuito de avaliar o estado da integridade desse material e recomendar ações de manutenção ou substituição. Após a implementação de todas as alterações recomendadas a rede deve ser alvo de novos ensaios de estanqueidade para assegurar que a instalação de gás está apta para operar com segurança.
A unidade industrial da RIA STONE foi selecionada como um demonstrador nacional da agenda ECP para a aplicação prática da metodologia e para a
realização do primeiro ensaio de cozedura de louça utilitária em grés cerâmico, em forno túnel contínuo alimentado com 50% de hidrogénio verde. Para que este ensaio fosse uma realidade e que a rede de gás estivesse adaptada à mistura pretendida, o ISQ realizou o levantamento detalhado da rede de gás, incluindo registos fotográficos, e procedeu à análise da sua adequação à operação com 50% de H2.
Aplicou a metodologia de cálculo e definiu um plano de inspeções e ensaios adequado às condições da instalação de gás em causa. Foram posteriormente realizados ensaios de estanqueidade na rede interna, assim como às ligações do misturador de H2 (instalado pela PRF), e foi acompanhada a execução do ensaio industrial de cozedura de grés cerâmico em forno túnel, que decorreu com sucesso a 3 de abril de 2025.

O ensaio industrial na RIA STONE demonstrou a viabilidade técnica da utilização de uma mistura H2/GN em processos de cozedura cerâmica. Este marco representa um avanço significativo na descarbonização do setor e posiciona Portugal na vanguarda da transição energética industrial.
O trabalho do ISQ permitiu validar uma metodologia replicável para outras unidades industriais; antecipar exigências regulamentares futuras; e validar uma alternativa para reduzir a dependência de combustíveis fósseis. Estão em curso estudos semelhantes noutras unidades industriais, como a CRISAL, com vista à expansão da metodologia.
Desta forma, o ISQ reforça a sua posição como parceiro estratégico na transição para uma economia de baixo carbono, tendo em curso estudos de reconversão. O ISQ continuará a colaborar de forma integrada com os parceiros da agenda ECP, com o propósito de apoiar a indústria cerâmica na adaptação das suas infraestruturas energéticas e promovendo soluções mais sustentáveis, seguras e que permitam uma maior resiliência energética.

Sustentabilidade Energética
Por: Henrique Santos1 e Edgar
C. Fernandes2
1 Aluno de Doutoramento, IST, Centro IN+
2 Professor Associado do IST, Departamento de Engenharia Mecânica, Centro IN+
Contexto/Objetivo
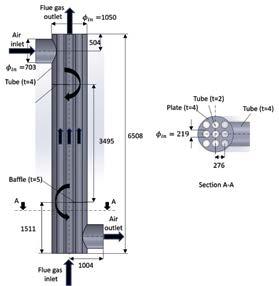
O estudo da reconversão de queimadores industriais originalmente projetados para funcionarem com combustíveis fósseis para passarem a operar com combustíveis renováveis, como o hidrogénio verde (e seus derivados) e/ou biogás, assume uma relevância crescente no quadro da transição energética nos setores de difícil descarbonização, nomeadamente nas indústrias da cerâmica e do vidro. Esta transição energética coloca desafios técnicos significativos no que diz respeito à reconversão dos queimadores, decorrente das propriedades termodinâmicas diferenciadas dos novos combustíveis e às exigências impostas pelas atmosferas de combustão nos fornos industriais.
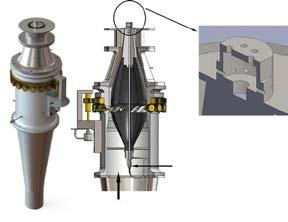
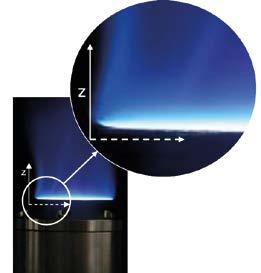
De uma análise dos queimadores atualmente utilizados nestes setores, a Figura 1 ilustra um queimador típico com injeção separada de ar e combustível. O injetor de combustível está localizado na extremidade do queimador e é rodeado por um disco estabilizador de chama. O ar primário, induzido com momento angular pelas pás do swirler, promove uma mistura turbulenta com o combustível. Este arranjo favorece a estabilidade da chama e a formação de duas zonas distintas: uma zona inicial (zona I), com características de pré-mistura, e uma zona subsequente (zona II), com combustão parcial em pré-mistura.

Combustível
Análise numérica e experimental: Estrutura, estabilidade de chama e instabilidades hidrodinâmicas
I
Zona II
Injector de combustível
Ar primário Pás fixas ("swirler") Disco de estabilização de chama
Espectroscopia UV-Vis-IR: Diagnóstico, controlo e radiação térmica
Concretizando, pretende-se neste tipo de queimadores substituir um combustível (CH4) por misturas volumétricas de CH4 e H2 mantendo a potência térmica constante. A potência térmica pode ser estimada com recurso ao índice de Wobbe com a seguinte expressão: Pt [MW] = A × (ΔP)0.5× (Índice de Wobbe)0.5
Para que a potência térmica seja constante, torna-se necessário ajustar ou a área equivalente de injeção (A) ou a perda de carga (ΔP), ou ambos, para compensar as alterações no índice de Wobbe decorrente da mudança de combustível, conforme a metodologia sugerida por Quintino et al. (2021). Estas adaptações têm impacto direto na morfologia da chama (ver Figura 1, zonas I e II), de acordo com Fernandes et al., 2005; Cala et al., 2005; Shtork et al., 2006; 2007, nos limites operacionais, nas emissões de poluentes (Anacleto et al., 2003) e nas características espectrais da radiação quimiluminescente emitida (Quintino et al., 2018; Rocha et al., 2019).
No âmbito do projeto ECP – Ecocerâmica e Cristalaria de Portugal (ECP-00076-IST), e inserido na Tarefa WP1, o Instituto Superior Técnico (IST), através do Centro IN+/Laboratório de Termofluídos, Combustão e Sistemas Energéticos, tem vindo a desenvolver investigação sobre tecnologias de queima com combustíveis de baixo teor de carbono. O objetivo é demonstrar a sua viabilidade técnica em duas frentes complementares (ver Figura 1). A primeira consiste na análise da estrutura e estabilidade da chama em queimadores com escoamento rotativo, com especial atenção às instabilidades hidrodinâmicas. A segunda envolve o uso de espectroscopia na gama ultravioleta-visível-infravermelha (UV-Vis-IR) para diagnóstico e controlo não intrusivos, com base na emissão luminosa da chama e na análise do impacto da substituição de CH4 por H2 na radiação infravermelha.
Para atingir os objetivos mencionados foi montado um queimador de escala laboratorial que reproduz geometricamente os detalhes de um queimador como apresentado na Figura 2. Esta unidade permite ter um escoamento de ar com rotação variável, com números de swirl geométricos (S) de 0 a 1.6 (nível de rotação do ar primário), potências de queima (P) até 20 kW, injeção de misturas de combustíveis e com a possibilidade de modificar a geometria do queimador na secção de saída (ver Figura 2b).
Para o estudo experimental do queimador foram utilizadas várias técnicas de diagnóstico não intrusivas: Particle Imaging Velocimetry estereoscópico (PIV-3D) para medir campos de velocidade tridimensionais, Termometria Rayleigh 2D (medição de temperatura com dispersão de luz LASER por efeito Rayleigh), análise de gases por amostragem, com sonda de aspiração, espectroscopia quimiluminescente com base em espectrofotómetros Ocean Optics QE 65000, imagiologia quimiluminescente tomográfica, análise de ruído recorrendo a micro sondas capilares, sondas com microfones B&K 2230. Como complemento, recorreu-se à simulação numérica com o software ANSYS FLUENT, com modelo de combustão sem pré-mistura estacionário, em regime flamelet, e com o mecanismo cinético GRIMECH3.0 e modelo de turbulência K-omega.
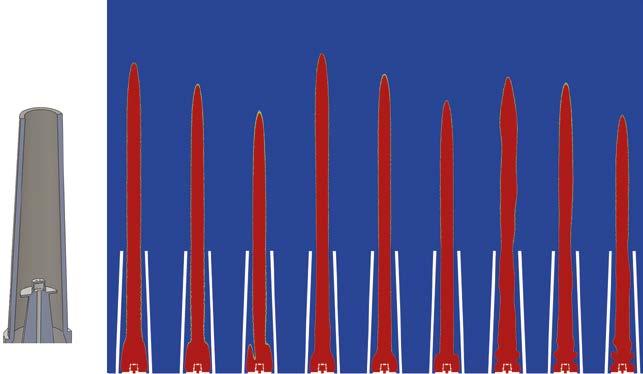
Para uma primeira abordagem à estrutura de chama que se obtém com misturas de combustíveis entre CH4 e H2, Santa-Rita, (2023) considerou-se uma mistura de combustível variando de 100% CH4 a 100% H2, com uma potência constante P=7.3kW, com um escoamento de ar rotativo caracterizado por um número de rotação do ar baixo (S = 0.2)
(muito próximo do regime de funcionamento de unidades industriais de fornos de cerâmica), número de Reynolds Re = 3000 e para o injetor apresentado na Figura 2b). Com propriedades termodinâmicas e características de queima distintas dos combustíveis CH4 e H2 combinadas com a não linearidade na cinética química da combustão de misturas de CH4 e H2, a morfologia da chama obtida em queimadores industriais apresenta as configurações características exemplificadas na Figura 3. Este regime de escoamento turbulento assegura uma mistura parcial entre combustível e ar. As chamas nestas condições apresentam duas regiões distintas, até um teor de injeção de 60% H2:
. Zona I, localizada junto ao injetor, com características típicas de combustão em pré-mistura, evidenciada pela tonalidade azulada.
Zona II, mais extensa e situada a jusante, apresentando características de pré-mistura parcial ou combustão por difusão, com tonalidades avermelhadas associadas a condições redutoras. A adição de H2 implica também uma redução significativa da radiação visível emitida pela chama.
O processo de estabilização de chamas neste tipo de queimadores ocorre junto ao injector de combustível com ar primário de combustão, num regime de combustão de pré-mistura parcial fortemente controlado pelo campo turbulento de velocidades. A título de exemplo, os resultados da Figura 4 mostram um detalhe do campo de velocidades tridimensional (U, V, W) para uma chama de CH4, 50% CH4-50% H2 e 100% H2 com P= 12kW, com dois níveis de rotação S, 0 e 1.6. Os resultados experimentais mostram claramente que, com o aumento do nível de rotação do ar, a zona de recirculação junto do injetor torna-se mais larga, com maior intensidade rotacional e com isso promove uma melhor mistura entre ar e combustível assegurando assim melhores condições para a estabilização de chamas com potências mais elevadas. Este efeito é mais visível em chamas de metano puro e 50% CH4 - 50% H2. Por outro lado, também se verifica que, para o mesmo nível de rotação do ar, a dimensão característica da bolha de recirculação aumenta com a introdução de H2



4. Mapa de velocidades junto ao injetor para uma potência constante de 12kW e três misturas de combustível. As linhas de correntes são resultado dos vetores U, V (no plano da imagem) e o mapa de cores indica a intensidade da componente tangencial W perpendicular à imagem (cor vermelha e azul indicam sentidos opostos do vetor velocidade) (Dinis, 2025)
De forma a explorar eficazmente diferentes configurações de injeção de combustível — e, assim, contribuir para o desenvolvimento de um queimador mais adequado à combustão de misturas de CH4 com H2, em conformidade com as especificidades das atmosferas nos fornos industriais —, foram realizados, em paralelo, simulações computacionais da combustão. Um exemplo
representativo deste tipo de análise é o retratado na Figura 5, onde se observa que, para o número de swirl constante (S=0.2), a alteração da geometria de injeção, nomeadamente a remoção dos orifícios no topo de injetor, com P= 7.3kW constante, conduz a uma chama com temperatura mais baixa, comprimento reduzido e morfologia mais próxima da combustão em pré-mistura.
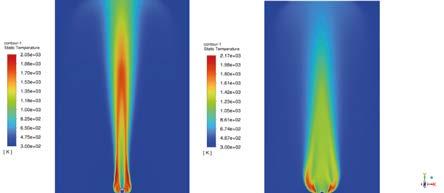
Noutra vertente do estudo, analisou-se o impacto da adição de hidrogénio, avaliando-se misturas desde 100% CH4 passando por uma proporção 50%-50% até 100% H2. Como ilustrado na Figura 6, foi analisado o comportamento da chama em condições de confinamento do queimador, preservando-se a geometria original representada na Figura 2b. Nesta figura é apresentada a linha de contorno correspondente à região onde a combustão é estequiométrica.
Os resultados mostram de forma clara que a introdução de H2 encurta significativamente a chama, efeito que se intensifica com o aumento de S.
Número de Swirl=0
Número de Swirl=0.55
Número de Swirl=1.651
Figura 6. Identificação da região de contorno definida pela superfície estequiométrica para três regimes de rotação do escoamento de ar e três misturas de combustível obtidas por simulação numérica para uma potência de 7.3kW, com injetor original definido na Figura 2b).
Com foco no segundo objetivo de investigação deste trabalho, o de desenvolvimento de uma técnica de diagnóstico não intrusiva, baseada na emissão espectral da combustão e que permita obter informação sobre o processo de queima, este assenta num trabalho de investigação sobre a espectroscopia quimiluminescente da chama, que depois deverá permitir desenvolver sistemas de processamento para equipar detetores e câmaras de vídeo de formato RGB, como ilustrado na Figura 7.
Análise de imagem com câmaras comerciais
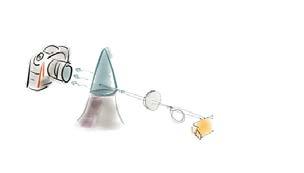
Espectrofotómetro e processamento de sinal
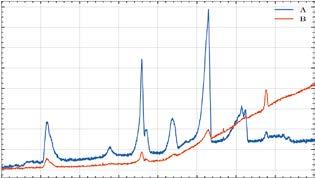
Na base da chama da Figura 8, zona A, a correta interpretação destes espectros de emissão de luz quimiluminescente depende fortemente da interação entre cinética quimiluminescente, assente na cinética de queima dos combustíveis e do campo turbulento do escoamento. Neste sentido, recorreu-se a um queimador de chama laminar e plana (Fig. 8a), que permite numa primeira fase eliminar a influência da turbulência e observar claramente a frente de chama, e à simulação de modelos numéricos de quimiluminescência para misturas de combustíveis de CH4+H2 (Almeida, 2025). Do ponto de vista experimental, recorrendo aos espectros de emissão neste tipo de chama plana, verifica-se que a introdução de hidrogénio no combustível provoca uma diminuição significativa do sinal de emissão do radical OH* (Fig. 8b), evidenciando um dos principais desafios na deteção ótica de chamas com hidrogénio, a par da perda de informação dos radicais CH* e C2*. O trabalho de investigação desenvolve-se agora na exploração conjunta de sinais de OH* e radiação infravermelha.
Neste contexto, mostram-se a título de exemplo dois espectros emissão de duas regiões distintas de uma chama turbulenta (Fig. 7): na base (A), rica em radicais ativos, OH*, CH* e C2* devido à presença da zona de recirculação (Massuça, 2024), e no corpo (B), onde predomina a radiação infravermelha.

Complementarmente, a emissão espectral da zona B da chama (ver Figura 8) mostra uma dominância de radiação infravermelha. Como se espera que chamas ricas em hidrogénio emitam menos calor por radiação, o impacto desta alteração é avaliado com dois modelos de transferência radiativa denominado Correlated-K e Spectral Line Weighted sum of Gray Gases que contemplam a absorção radiativa, função
do comprimento de onda, a serem validados com dados laboratoriais de chamas planares, laminares e turbulentas. Após validação, os testes são repetidos para diferentes proporções de hidrogénio, com simulações complementares em ANSYS FLUENT. O objetivo final é treinar um modelo de machine learning, capaz de prever as características térmicas de qualquer mistura combustível para os queimadores industriais, facilitando a transição da indústria para o hidrogénio.
O trabalho desenvolvido no âmbito do projeto ECP-00076-IST, pela equipa do IST/Centro IN+, com recurso a abordagens experimentais e de simulação numérica centradas numa geometria representativa de queimadores industriais utilizados nas indústrias da cerâmica e do vidro, permite concluir que a substituição do CH4 por misturas CH4+H2 altera significativamente a morfologia da chama. Os principais efeitos observados podem ser sintetizados da seguinte forma:
Injeção de H2 até 10% (v/v)
Requer apenas ajustes mínimos na geometria do queimador, mantendo-se praticamente inalteradas a estrutura da chama e a potência térmica.
Permite reduções nas emissões de CO2 até 5%.
Injeção de H2 entre 10% e 80% (v/v)
Necessita de modificações relevantes na geometria do queimador para assegurar estabilidade e morfologia da chama adequadas ao processo. Possibilita reduções de CO2 até 50%.
As adaptações geométricas podem também permitir a utilização de biogás (CH4+CO2), promovendo benefícios ambientais adicionais.
As técnicas de diagnóstico ótico mantêm-se aplicáveis.
Injeção de H2 superior a 80% (v/v)
Requer alterações estruturais profundas, devido à elevada reatividade e difusividade térmica do hidrogénio e com potencial sobreaquecimento do queimador.
Verifica-se uma transformação substancial da chama, com reduções de CO2 superiores a 50%.
A deteção ótica torna-se mais desafiante devido à diminuição das emissões espectrais de radicais como CH* e C2*. Nestes casos, recomenda-se a injeção parcial de biogás com CO2 biogénico e/ou NH3 verde, para manter uma operação mais controlável, semelhante à verificada com teores intermédios de H2 (10–80%).
Este trabalho foi apoiado pelo Projeto Ecocerâmica e Cristal de Portugal, ECP-00076-IST, financiado através do PRR (Plano de Recuperação e Resiliência) – IAPMEI.
Os autores agradecem também o apoio concedido aos bolseiros Henrique Santos e Hamid Shafiee (bolsas de doutoramento), bem como a Débora Almeida, Francisco Dinis e André Antunes (bolsas de mestrado), no âmbito deste projeto. Os autores gostariam ainda de agradecer aos professores Pedro Coelho, Miguel Mendes e José Chaves pela sua valiosa contribuição no desenvolvimento deste trabalho.
Alexander, S., Anatolii, K., & Vitalii, T. (2022). Interchangeability and standardization of the Parameters of combustible Gases when using Hydrogen. Architecture and Engineering, 7(1), 33–45. https:// cyberleninka.ru/article/n/interchangeability-and-standardization-ofthe-parameters-of-combustible-gases-when-using-hydroge
Almeida, D. (2025). Numerical chemiluminescence study of hydrogen enriched methane flat flames [Master’s thesis]. Instituto Superior Técnico.
Anacleto, P. M., Fernandes, E. C., Heitor, M. V., & Shtork, S. I. (2003). Swirl flow structure and flame characteristics in a model lean premixed combustor. Combustion Science and Technology, 175(8), 1369–1388. https://doi.org/10.1080/00102200302354
Cala, C. E., Fernandes, E. C., Heitor, M. V., & Shtork, S. I. (2005). Coherent structures in unsteady swirling jet flow. Experiments in Fluids, 40(2), 267–276. https://doi.org/10.1007/s00348-005-0066-9
Dinis, F. (2025). Study of instabilities in industrial bluff-body burners with flow rotation [Master’s thesis]. Instituto Superior Técnico.
Fernandes, E. C., Heitor, M. V., & Shtork, S. I. (2005). An analysis of unsteady highly turbulent swirling flow in a model vortex combustor. Experiments in Fluids, 40(2), 177–187. https://doi. org/10.1007/s00348-005-0034-4
Massuça, M. D. M. (2024). Advanced diagnostics and analysis of flame chemiluminescence in hydrogen-enriched fuel mixtures [Master’s thesis]. Instituto Superior Técnico.
Quintino, F. M., Nascimento, N., & Fernandes, E. C. (2021). Aspects of hydrogen and biomethane introduction in natural gas infrastructure and equipment. Hydrogen, 2(3), 301–318. https://doi.org/10.3390/hydrogen2030016
Quintino, F. M., Trindade, T. P., & Fernandes, E. C. (2018). Biogas combustion: Chemiluminescence fingerprint. Fuel, 231, 328–340. https://doi.org/10.1016/j.fuel.2018.05.086
Rocha, N., Quintino, F. M., & Fernandes, E. C. (2020). H2 enrichment impact on the chemiluminescence of biogas/air premixed flames. International Journal of Hydrogen Energy, 45(4), 3233–3250. https:// doi.org/10.1016/j.ijhydene.2019.11.115
Santa-Rita, D. (2023). Refitting of a low-swirl burner for a fuel blend of methane and hydrogen for ceramic industry applications [Master’s thesis]. Instituto Superior Técnico.
Santos, H., & Fernandes, E. C. (2025, April). Spatially resolved chemiluminescence measurements for equivalence ratio estimation. Proceedings of the 10th World Congress on Momentum, Heat and Mass Transfer. https://doi.org/10.11159/csp25.119
Shtork, S. I., Cala, C. E., & Fernandes, E. C. (2007). Experimental characterization of rotating flow field in a model vortex burner. Experimental Thermal and Fluid Science, 31(7), 779–788. https:// doi.org/10.1016/j.expthermflusci.2006.08.008
Shtork, S. I., Vieira, N. F., & Fernandes, E. C. (2008). On the identification of helical instabilities in a reacting swirling flow. Fuel, 87(10–11), 2314–2321. https://doi.org/10.1016/j.fuel.2007.10.016
Economia Circular e Simbioses Industriais
Por: Marisa Almeida1, Milene Lopes1, Sofia Ferreira1, Helena Monteiro2, A. Amado1 e Pedro Frade1
(1) CTCV – Centro Tecnológico da Cerâmica e do Vidro; (2) ISQ – Instituto de Soldadura e Qualidade
Nos últimos anos, a crescente preocupação com as alterações climáticas, a escassez de recursos naturais e os impactes ambientais das atividades humanas têm impulsionado a adoção de ferramentas que promovem a sustentabilidade de forma holística. Dentro das metodologias utilizadas na área ambiental, destaca-se a Avaliação do Ciclo de Vida (ACV), que oferece uma visão abrangente das consequências ambientais de um produto, processo ou serviço ao longo de todas as fases da sua existência — desde a extração de matérias-primas até ao fim de vida. Este tipo de abordagem evita a simples transferência de impactes entre fases ou locais, permitindo decisões mais informadas e sustentáveis.
A ACV é uma ferramenta versátil, aplicável em diversos contextos: apoio a estratégias de marketing sustentáveis, melhoria de desempenho ambiental, identificação de pontos críticos de impacto, otimização e ecodesign de produtos, apoio à tomada de decisão em processos industriais e validação de estratégias de economia circular. Ao quantificar e qualificar os fluxos de energia e materiais e os seus respetivos impactes ambientais, permite também alinhar os produtos com metas ambientais mais rigorosas, exigidas tanto por regulamentos como por consumidores cada vez mais conscientes e exigentes.
No contexto da Agenda Mobilizadora da Ecocerâmica e Cristalaria de Portugal, a ACV surge como uma ferramenta fundamental para dar suporte científico e técnico ao desenvolvimento de soluções inovadoras e sustentáveis. Nomeadamente no âmbito do Work Package 3 (WP3), que se foca no desenvolvimento de novas pastas cerâmicas com circularidade e bom desempenho funcional, bem como no desenvolvimento de materiais mais circulares para a cristalaria, a aplicação da ACV permitirá validar as escolhas de materiais e processos à luz dos princípios da economia circular. Ao integrar esta metodologia desde as fases iniciais de conceção, é possível identificar rotas de menor impacte ambiental, contribuir para a eficiência dos recursos e fomentar práticas industriais mais sustentáveis. Também o passaporte digital dos produtos (abordado no WP6) adota a ACV e os indicadores de categoria de impacte previsto na norma EN 15804+A2.
Além disso, a implementação sistemática da ACV nestes setores industriais contribui para a valorização dos produtos cerâmicos e de cristalaria portugueses nos mercados internacionais, cada vez mais exigentes em matéria de sustentabilidade. Assim, a integração da Avaliação do Ciclo de Vida nos projetos da Agenda Ecocerâmica reforça o compromisso do setor com a inovação responsável, a transição ecológica e a competitividade sustentável.
A Avaliação do Ciclo de Vida do Produto (ACV), conhecida internacionalmente por LCA (Life Cycle Assessment) consiste em analisar de forma sistemática os impactes ambientais associados a produtos em todas as etapas do seu ciclo de vida. Esta análise abrange desde a fase de conceção, à fase de extração ou processamento das matérias-primas/recursos naturais, passando pelas etapas de produção, distribuição (transporte), aplicação em obra (construção ou instalação quando aplicável), utilização (etapa de uso) e destino final dos produtos, seja esta reutilização, reciclagem ou eliminação (Almeida et al, 2004). Este método considera qualquer alteração no ambiente, tanto adversa como benéfica, global ou parcialmente, que possa resultar direta ou indiretamente do produto. Trata-se, portanto, de uma abordagem abrangente e integrada, que evita uma visão parcial e permite tomadas de decisão mais sustentáveis ao longo da cadeia de valor.
Os principais elementos da ACV incluem a:
Identificação e quantificação das cargas ambientais envolvidas (por exemplo, consumo de energia e matérias-primas, emissões atmosféricas, geração de resíduos, efluentes líquidos, etc.);
Enquadramento da Avaliação do Ciclo de Vida
Definição do Objetivo e Âmbito
Análise do Inventário
Análise de Impactes Ambientais
Avaliação dos potenciais impactes ambientais decorrentes dessas cargas;
Avaliação de alternativas disponíveis que possam reduzir os impactes ambientais identificados.
A metodologia de ACV é formalizada internacionalmente pelas normas ISO 14040 e ISO 14044, que estruturam o processo em quatro fases principais (ver Figura 1):
1. Definição do objetivo e do âmbito: delimitação do estudo, identificação do produto ou processo a ser avaliado, definição das fronteiras do sistema e da unidade funcional;
2. Inventário de ciclo de vida (LCI - Life Cycle Inventory): levantamento de dados quantitativos sobre fluxos de entrada (inputs) e saída (outputs) relacionados às etapas do ciclo de vida do produto;
3. Avaliação de impacte (LCIA - Life Cycle Impact Assessment): análise dos potenciais impactes ambientais com base nos dados do inventário, considerando categorias como aquecimento global, acidificação, eutrofização, ecotoxicidade, entre outros;
4. Interpretação: análise dos resultados, identificação de pontos críticos e formulação de recomendações para melhoria ambiental e tomada de decisão.
Desenvolvimento e Melhoria do Produto Planeamento Estratégico
Desenvolvimento de Políticas Públicas Marketing Outras
No setor cerâmico e da cristalaria, a Avaliação do Ciclo de Vida adquire particular relevância, uma vez que estes materiais envolvem processos industriais intensivos em energia e recursos, com impactes ambientais distribuídos ao longo de diversas etapas do seu ciclo de vida. A aplicação da ACV permite identificar oportunidades de eficiência e inovação que contribuam para a sustentabilidade dos produtos e processos, alinhando-se com os objetivos estratégicos da Agenda Mobilizadora.
As etapas típicas do ciclo de vida de materiais cerâmicos (tal como muitos materiais de construção, como ilustrado na figura 2 segundo a EN15804+A2) e de cristalaria incluem:
Abrange a exploração e obtenção das matérias-primas (como argilas, caulinos, areias, feldspato, calcário, sílica, etc.), incluindo o consumo energético, emissões de partículas e outros gases de combustão, impacte paisagístico e no solo.
Inclui o processamento das matérias-primas, formulação das pastas cerâmicas ou composições vítreas, conformação, secagem, cozedura/fusão e acabamento. Esta fase é particularmente relevante devido ao elevado consumo energético (fornos, e em menor escala de secadores, atomizadores) e às respetivas emissões atmosféricas (como CO2 , partículas, NOx, fluoretos, cloretos, metais, entre outros), produção de resíduos e em alguns casos efluentes líquidos.
Envolve o transporte dos produtos acabados até aos pontos de venda ou locais de aplicação em obra, e respetivos consumos energéticos associados, emissões, resíduos, etc...
Refere-se à colocação dos materiais em obra, no caso dos pavimentos e revestimentos cerâmicos utilizados na construção. Pode incluir consumo de recursos adicionais (colas, argamassas, energia), emissões difusas e geração de resíduos. No caso da cristalaria não se aplica.
Durante esta fase, avalia-se a durabilidade, desempenho funcional, facilidade de manutenção e eventuais emissões em uso (ex: libertação de partículas ou compostos orgânicos voláteis — COVs). Neste caso aplicam-se as operações de limpeza do ladrilho cerâmico, tal como na cristalaria, uma vez que o seu uso não implica a libertação de COVs.
Refere-se à remoção dos materiais no fim da sua vida útil. Envolve consumo energético, geração de resíduos e logística de desmantelamento, etc.
Engloba o tratamento dos resíduos gerados: aterro, incineração, reciclagem ou valorização. A circularidade depende, neste ponto, da existência de soluções tecnológicas e logísticas para a reintegração dos materiais nos ciclos produtivos.
A compreensão destas etapas no contexto da ACV é essencial para identificar pontos críticos ambientais e oportunidades de melhoria sustentável, desde a formulação de novos materiais até à gestão de fim de vida. A integração da ACV no WP3 da Agenda Ecocerâmica permite assim validar e otimizar os desenvolvimentos tecnológicos sob o prisma da economia circular, promovendo produtos que conciliem inovação, desempenho e responsabilidade ambiental.
ETAPA DE PRODUTO ETAPA DE CONSTRUÇÃO
Extração e processamento de matérias-primas (A1)
benefícios e cargas, para além do ciclo de vida
Reutilização Reciclagem (D)
Fim de Vida (C4)
Transporte produção (A2-A3)
Transporte construção (A4-A5)
Desconstrução (C1)
Transporte (C2) Processamento resíduos (C3)
ETAPA DE FIM DE VIDA
As categorias de impactes ambientais pré-determinadas, relacionadas com a avaliação do ciclo de vida de um produto, são apresentadas no anexo II do novo regulamento dos produtos da construção (RPC) 2024/3110 e estão alinhadas com a EN15804+A2+AC/2021, e de forma resumida consta na figura 3.
Estas categorias de impacte ambiental coincidem já com as previstas nas Regras da Categoria de Produto previstas na EN 15804+A2+ AC/2021, que servem de base à elaboração da Declaração Ambiental de Produto (DAP), no Passaporte Digital dos Produtos (PDP), assegurando assim a transparência na avaliação do desempenho ambiental dos produtos ao longo do seu ciclo de vida.
Acidificação da terra e dos aquíferos
Destruição da camada de ozono
Utilização (B1)
Manutenção (B2), reparação (B3), substituição (B4), reabilitação (B5)
Uso de água (B6) Uso de energia (B7)
ETAPA DE UTILIZAÇÃO MOÓULO B
Eutrofização

Oxidação fotoquímica
Depleção Abiótica (não fósseis)
Depleção de recursos fósseis
Economia Circular e Simbioses Industriais
ACV aplicada aos novos produtos e simbioses industriais no WP3
O WP3 visa promover e estimular a economia circular nos setores da cerâmica e do vidro, integrando várias informações sobre o setor, tipologia de resíduos, e boas práticas de economia circular. Serão desenvolvidas pastas cerâmicas e produtos inovadores numa perspetiva de ciclo de vida, utilizando matérias-primas secundárias, como resíduos ou subprodutos gerados pela atividade do setor (endógenos) ou de outros setores (exógenos).
O objetivo do projeto inclui a avaliação do impacto ambiental de novas composições de pastas cerâmicas, melhorando a circularidade e reduzindo o impacte ambiental; comparar o desempenho do ciclo de vida com materiais convencionais e avaliar a viabilidade de fluxos de resíduos industriais. Assim estão previstas:
PPS 8: ECOBLEND GP - Nova matéria-prima para pasta cerâmica eco-sustentável para pavimentos;
PPS 9: REVVER - Nova matéria-prima para pasta cerâmica eco-sustentável para revestimentos;
PPS 10: GRESVER - Nova pasta cerâmica para louça de mesa em grés eco-sustentável;
PPS 33: ECOSAN – Louça Sanitária eco-sustentável com nova pasta cerâmica que incorpora resíduos do processo - lamas e caco cozido;
PPS 11: Vidro com maior taxa de incorporação de casco e outros subprodutos para produção de vidro. De forma a avaliar as questões técnicas e ambientais está a decorrer uma avaliação técnica e de requisitos legais com recursos à avaliação de ciclo de vida (ACV) destes materiais e simbioses industriais, com vista a garantir a sustentabilidade e adequação destas estratégias de economia circular.
Como referido anteriormente, estão a ser desenvolvidas quatro pastas cerâmicas no âmbito do projeto ECP com o objetivo de promover a incorporação de matérias-primas secundárias, nomeadamente cacos cerâmicos, lamas de águas residuais e resíduos de vidro provenientes de
diversos setores industriais. Esta iniciativa insere-se numa estratégia de reforço da circularidade de materiais e de mitigação dos impactos ambientais associados à cadeia de valor da indústria cerâmica. A recolha de dados para a elaboração do Inventário do Ciclo de Vida incide-se sobre fluxos de entrada (consumo de energia, matérias-primas) e de saída (emissões, resíduos e produtos). Estes dados são obtidos através do produtor de pasta cerâmica e das unidades industriais cerâmicas.
Para fins de Avaliação do Ciclo de Vida, foi definida uma unidade funcional para cada tipo de produto final (Figura abaixo). Esta definição assegura a comparabilidade dos sistemas analisados com base na sua função técnica.
A pesquisa inicial englobou a ACV preliminar das pastas de referência que foi inicialmente compilada com base nas Declarações Ambientais do Produto (DAPs) disponíveis, desenvolvidas pelo Centro Tecnológico da Cerâmica e do Vidro (CTCV). Atualmente, os estudos de ACV referentes às novas pastas cerâmicas encontram-se em curso, com a conclusão dos inventários e resultados finais previstos para o final do ano de 2025.
A figura abaixo apresenta os resultados da Declaração Ambiental do Produto de ladrilhos cerâmicos da Revigrés, pavimento porcelânico (grupo BIa segundo EN14411), evidenciando a distribuição percentual dos principais indicadores ambientais por módulo (A1-A3; A4; A5; B2; C2; C3; C4 e D):
Potencial de aquecimento global (GWP total)
Destruição da camada de ozono (ODP)
Acidificação (AP)
Eutrofização (EP)
Formação de nevoeiro fotoquímico (POCP)
Depleção de recursos abióticos (ADPE,ADPF)
Escassez hídrica (WDP)
A análise permite identificar hotspots ambientais com especial incidência nas fases de produção (A1-A3) para todas as categorias de impacto, exceto a WDP – depleção da água (cuja dominância é a fase de manutenção/limpeza - B2). O gás natural utilizado nos processos de atomização, secagem e cozedura representa o principal hotspot (ponto crítico). O fabrico da pasta cerâmica é, em várias categorias, o terceiro maior contributo para os impactes ambientais.
A segunda avaliação incide sobre a DAP de revestimentos cerâmicos da Primus Ceramics (grupo BIII segundo EN14411). Tal como no caso anterior, os impactos estão fortemente concentrados na fase de produção (A1-A3), exceto no WDP (B2) (Figura 7)
Os consumos energéticos continuam a ser a principal fonte de impacte:
Gás natural utilizado na secagem e cozedura (maioritário); Eletricidade utilizada em toda a fase de produção.
O trabalho em desenvolvimento foi também apresentado oralmente na conferência “Cyprus 2025 – 12th International Conference on Sustainable Solid Waste Management”, com o título Life Cycle Assessment of Novel Ceramic Pastes Incorporating Secondary Raw Materials”, tendo despertado o interesse da audiência por se tratar de um projeto inovador, com implementação de soluções de valorização de resíduos, com resultados práticos no mercado.
A ACV assume uma importância significativa, uma vez que é possível avaliar as questões técnicas, ambientais e os requisitos legais associados aos novos produtos cerâmicos e vidro, tendo em conta os materiais e as simbioses em curso.
A integração de diferentes resíduos nos produtos cerâmicos é uma abordagem relevante e com impacte que se espera que venha a promover a eficiência na utilização dos recursos, fazer avançar a economia circular e reforçar a sustentabilidade.
Os resultados preliminares obtidos no âmbito do projeto ECP evidenciam a relevância de uma abordagem sistemática baseada na ACV para apoiar o desenvolvimento de soluções mais sustentáveis no setor industrial. Revelou ainda, que as etapas de produção (A1-A3) representam os principais contributos ambientais em diversos indicadores. Este conhecimento permite orientar com maior rigor as estratégias de mitigação de impacte ao longo do ciclo de vida dos produtos.
Adicionalmente, os resultados reforçam que o consumo energético, em particular o uso de gás natural e eletricidade, é um dos fatores mais críticos para o desempenho ambiental do setor. Neste sentido, prevê-se a consideração de cenários prospetivos baseados em fontes de energia com baixo teor de carbono (como o Biometano, o hidrogénio verde e a eletricidade de origem renovável), assim como o desenvolvimento de soluções que requeiram temperaturas de cozeduras mais baixas, contribuindo para a redução das emissões atmosféricas.
A incorporação de resíduos e subprodutos de diferentes origens industriais surge como uma via promissora para a redução do consumo de matérias-primas virgens, promovendo a eficiência no uso de recursos e a adoção de práticas alinhadas com a economia circular.
Almeida, M.; Sousa, A.; Dias, A., (2004). Impactes Ambientais e Comércio de Emissões – Indústria Cerâmica: um caso de estudo. Coimbra: CTCV.
Almeida, M.I., Dias, A.C., Demertzi, M., Arroja, L., 2016b. Environmental profile of ceramic tiles and their potential for improvement. J. Clean. Prod. 131, 583–593. https://doi. org/10.1016/j.jclepro.2016.04.131
Monteiro H., L. Cruz, P., Moura B., 2022. Integrated environmental and economic life cycle assessment of improvement strategies for a ceramic industry. J. Clean. Prod. 345, 131173. https://doi. org/10.1016/j.jclepro.2022.131173.
Monteiro H., Silva D., Azevedo M., Silva J., Carreira C., Almeida P., Silva A., Almeida M., “Life Cycle Assessment of Novel Ceramic Pastes Incorporating Secondary Raw Materials”, Oral presentation, Proceedings in Cyprus 2025 – 12th International Conference on Sustainable Solid Waste Management, 25-27 June 2025.
Marisa Almeida, Pedro Frade, Anabela Amado, Alexandra Figueiredo, Milene Lopes e Andreia Castro. Declaração Ambiental de Produto – DAP e FDES – contributo para a internacionalização e sustentabilidade. Revista Técnica 2024. Coimbra
APICER. (2024). Ecocerâmica e Cristalaria de Portugal. Kéramica, nº 391. Disponível em: https://www.apicer.pt/apicer/pt/edicoes
EN 15804:2012+A2:2019+AC:2021 - Sustentabilidade das obras de construção – Declarações ambientais de produtos – Regras de base para as categorias de produtos de construção
ISO 14040:2006. (2006). Environmental management – Life cycle assessment – Principles and framework.
Declaração Ambiental de Produto (DAP) - Fator Chave de Sustentabilidade – YouTube - https://www.youtube.com/ watch?v=hpysho6nj68
Por: José Silvaa, Paulo Mónicaa, Paulo Vigárioa, Sofia Batistaa, A. T. Fonsecab
a Mota Soluções Cerâmica, SA, Zona Industrial de Oiã, Lote 34, 3770-908, Oiã
b DEMAC-UA Departamento de Engenharia de Materiais e Cerâmica da Universidade de Aveiro, 3810-193, Aveiro
O ensaio de cozedura realizado pela RIA STONE, para avaliação da viabilidade técnica e ambiental da utilização do H2 como combustível alternativo ao GN na cozedura de louça cerâmica de grés para uso doméstico e industrial, mostrou que a mistura 50% GN + 50% H2 (percentagem volúmica), é mais vantajosa, quer do ponto de vista do consumo energético, quer do ponto de vista das emissões de GEE. A avaliação pela MCS Portugal do efeito do combustível na resistência ao impacto no bordo (RIB), em pratos conformados pela RIA STONE por prensagem isostática da pasta atomizada PGIK 04A produzida pela MCS Portugal, revelou que os produtos cozidos com a mistura GN+H2 possuem RIB superiores aos cozidos com GN. A aplicação do teste ANOVA (Análise de Variância) aos resultados obtidos com os dois combustíveis revelou que o aumento verificado na RIB é estatisticamente significativo, com um grau de confiança de 95%.
Palavras-chave: ANOVA; Consumo térmico específico; Cozedura cerâmica; Emissão de GEE; Energia de impacto no bordo; Fator de impacto no bordo; gás natural (GN); hidrogénio (H2); Impacto no bordo; Mistura combustível GN+H2
A indústria cerâmica enfrenta atualmente desafios de ordem energética, ambiental e económica, agravados pela sua dependência dos combustíveis fósseis. As oscilações dos preços da energia, a pressão de natureza económica e social para reduzir emissões de gases com efeito de estufa (GEE) e os objetivos definidos pela União Europeia (UE) em matéria de descarbonização, põem em causa a competitividade do setor.
Com o objetivo de combater as alterações climáticas, a EU estabeleceu, em 2023, novas metas ambientais vinculativas, as quais são ainda mais ambiciosas que as anteriores de 2018. Estas novas metas, que devem ser concretizadas até 2030, prevêem a redução em 55% (referência: 1990) das emissões de GEE, a redução do consumo de energia primária e final em pelo menos 11,7%, face às projeções de 2020, e o aumento para 42,5% da quota de energias renováveis no consumo bruto final de energia (1).
No âmbito do ensaio realizado pela RIA STONE, na qualidade de demonstrador à escala industrial da Adaptação das Instalações Industriais ao Abastecimento de H2 (WP1 - PPS 1 e PPS 2 da Ecocerâmica e Cristalaria de Portugal (ECP), em que se utilizou uma mistura de 50% GN + 50% H2 como combustível na cozedura, observou-se uma redução do consumo térmico específico de 0,84% e uma redução na emissão de CO2 de 16%.
Contudo, é necessário avaliar qual o reflexo do tipo de combustível no desempenho funcional dos produtos, nomeadamente na RIB. Atendendo à crescente importância que os utilizadores conferem a este parâmetro, torna-se importante medir e controlar o seu valor nos produtos.
Na qualidade de parceiro da RIA STONE no consórcio ECP e, em geral, no desenvolvimento e fornecimento de soluções técnicas em pastas cerâmicas, designadamente do granulado atomizado para produzir a louça que serviu de base ao ensaio de cozedura realizado pela Ria Stone, importava à MCS avaliar qual a influência do combustível de cozedura nas propriedades dos produtos cozidos, e em particular na RIB. Trata-se de uma propriedade que é determinante da durabilidade dos utensílios cerâmicos para uso doméstico e industrial. Segundo a EN 12980 (2000) (2), a energia de impacto na louça doméstica não deve ser inferior a 0,05 J e inferior a 0,09 J na louça de hotel.
Contudo, estes valores são hoje largamente ultrapassados por alguns produtos que se encontram no mercado, os quais já atingem valores médios de 0,15-0,20 J, ou mesmo superiores, de energia de impacto (EI), como é o caso da louça de hotel em porcelana. Estes valores, que alguns mercados já consideram mínimos, mesmo para a louça de grés, traduzem uma evolução muito significativa, em resultado do esforço de ID&I levado a cabo pelas empresas produtoras de louça, a que também se tem associado a MCS Portugal, na sua qualidade de maior produtor português de pastas cerâmicas prontas.
É neste contexto que, de algum tempo a esta parte, a MCS Portugal vem dedicando uma particular atenção a este tema – melhoria do comportamento ao impacto no bordo da louça doméstica e de hotel - para o qual tem dirigido uma parte importante do seu esforço em ID, centrando esforços na compreensão dos mecanismos que determinam a fratura por impacto da louça e, em particular, da louça de grés.
O presente artigo tem como objetivo analisar se as diferenças detetadas na caraterização dimensional (espessura no bordo) e mecânica (resistência ao impacto no bordo) dos produtos cozidos na Ria Stone com GN e com a mistura 50% GN + 50% H2 são estatisticamente significativas, ou se, pelo contrário, constituem meras flutuações estatísticas, decorrentes do próprio processo de fabrico.
Para eliminar da análise outras contribuições estranhas ao processo de cozedura, todas as peças testadas foram produzidas nas mesmas condições: o mesmo granulado atomizado, o mesmo processo de conformação (prensagem isostática), a mesma pressão de prensagem (270 bar), o mesmo vidrado opaco de zircónio de cobertura, o mesmo ciclo de cozedura, a mesma curva de cozedura e a mesma posição na vagoneta.
O fator variável envolvido nos ensaios realizados foi o tipo de combustível, e as caraterísticas medidas nos produtos foram as seguintes:
Espessura – e (mm) – Medido no bordo, no ponto de impacto do martelo.
Energia de impacto – EI (J) – Martelo de 6 oz (6x28,35=170,10 g) e energia de impacto crescente. O ensaio tem início com 0,02 lbf.ft (0,027 J) de energia de impacto e continua com incrementos de 0,02 lbf.ft (0,027 J).
Fator de impacto - FI (MPa) – Definido como FI = 12 (EI/e2), em que EI (lbf.ft) é a energia de impacto, e a espessura (in) e 12 é um fator de conversão de lbf.ft em lbf.in (1 lbf.ft = 12 lbf.in). Para converter o valor do FI (psi) em FI (Mpa), multiplica-se o primeiro por 0,006895 MPa/psi.
Os ensaios de cozedura com a mistura 50% GN +50% H2 foram realizados na Ria Stone, no início do mês de abril de 2025. A peça eleita para o teste de resistência ao impacto no bordo foi o prato liso de 20 cm de diâmetro, revestido com um vidrado branco opaco brilhante de zircónio.
Realizaram-se 4 tomas de 4 pratos/toma, num total de 16 pratos, com os quais se constituiu o Grupo 1 (GR 1), correspondente aos espécimes cozidos com a mistura 50% GN + 50% H2, os quais foram recolhidos de 4 vagonetas alimentadas ao forno em horas diferentes. Os pratos da amostra foram cozidos na mesma posição nas vagonetas de teste.
Para comparação, constituiu-se um segundo Grupo 2 (GR 2) de amostras dos mesmos pratos cozidos no mesmo forno do GR 1, mas com o combustível GN. Esta amostra foi recolhida de 3 vagonetas alimentadas a horas diferentes ao forno, depois de cortada a alimentação de H2. Foram realizadas 3 tomas de 4 pratos/toma, num total de 12 pratos.
Cada um dos pratos das amostras GR 1 e GR 2 foi submetido aos ensaios de impacto, no equipamento mostrado na figura 1. A resistência ao impacto foi medida em 4 pontos do bordo, situados nos extremos de dois diâmetros perpendiculares.
O ponto de início dos ensaios em cada prato foi escolhido aleatoriamente, sem ter em conta a sua posição relativamente à gaveta de enchimento do molde da prensa. Sobre os espécimes do GR 1 realizaram-se 64 ensaios de impacto e 48 sobre os do GR 2.
O teste seguiu a metodologia de um teste por variáveis, em que o ponto de impacto do martelo é sempre o mesmo, mas a energia de impacto é crescente, até à fratura. O valor da resistência ao impacto em cada ponto do prato corresponde ao valor de EI (J) que provoca a fratura, no caso da norma aplicável ser a EN 12900-2011 (2), e ao valor de FI (psi) na fratura, no caso da norma aplicável ser a ASTM C368-88 (3). Para proporcionar uma leitura comparativa mais facilmente entendível, na nossa
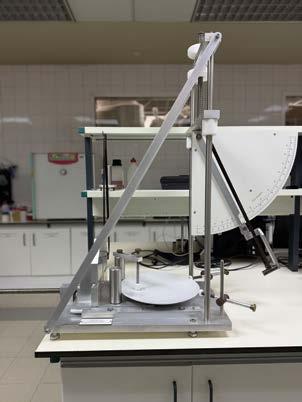
análise optámos por exprimir os valores dos dois parâmetros em unidades do Sistema Internacional de Unidades (SI).
A espessura no bordo em cada um dos pontos de impacto foi medida com craveira digital.
Os dados foram submetidos a análises de variância (ANOVA de um fator), considerando como fator a variável combustível. Assumiu-se a igualdade de variâncias para ambas as análises e adotou-se um nível de significância α = 0,05. Foram realizadas também comparações múltiplas por meio do teste de Tukey, com 95% de grau confiança, para verificar se existem diferenças entre as médias.
A análise estatística foi realizada com recurso ao programa informático de tratamento e análise de dados estatísticos Minitab® (4).
As estatísticas básicas descritivas apuradas a partir dos ensaios realizados aos produtos são mostradas na tabela 1 e as representações gráficas das respetivas distribuições (histogramas e curvas de frequência) são as da figura 2.
As conclusões resultantes da aplicação dos testes ANOVA às distribuições estatísticas dos três parâmetros estudados são as que constam das considerações aos Testes ANOVA à espessura, à Energia de Impacto e ao Factor de Impacto. Nos anexos 1, 2 e 3 estão os cálculos e as representações gráficas que suportam aquelas conclusões.
Estatísticas descritivas
Na tabela 1 mostram-se os valores das estatísticas descritivas apuradas a partir dos dados dos ensaios realizados. As representações gráficas dos valores das propriedades medidas são mostradas na figura 2: histogramas (verde) e curvas de distribuição de frequência (azul).
Variável
Espessura no bordo, mm
Energia Impacto, J Fator de impacto, MPa
Os valores médios das três variáveis estudadas –espessura, energia de impacto na fratura e fator de impacto na fratura – quando se passa de GN para a mistura 50% GN + 50% H2 crescem 0,18%, 7,60% e 7,3%, respetivamente.
Variância 0,0054 0,0137 0,00056 0,00040 0,00428 0,00328
Histograma (com Curva Normal) de Espessura no bordo, mm por Combustível
Espessura no bordo, mm
(com Curva Normal) de Energia impacto, J por Combustível
Variável de painel: Combustível
Energia impacto, J
Histograma (com Curva Normal) de Fator de impacto, MPa por Combustível
Factor de impacto, MPa Variável de painel: Combustível
2. Representação gráfica das distribuições das variáveis: espessura, energia de impacto e fator de impacto: histogramas (verde) e curvas
Teste ANOVA à Espessura (mm) Anexo 1
Média GN: 3,846 mm
Média GN+H2: 3,853 mm
Valor-P (ANOVA): 0,717
Conclusão estatística: não há diferença estatisticamente significativa entre as médias das espessuras dos dois grupos (a probabilidade de as médias serem iguais – hipótese nula – é superior ao nível de significância: P > α : 0,717>0,05.
Interpretação prática: a substituição parcial do GN por hidrogénio não teve efeito mensurável sobre a espessura final das peças cerâmicas, reforçando a consistência dimensional do processo.
Teste ANOVA à Energia de Impacto (J) - Anexo 2
Média GN: 0,147 J
Média GN+H2: 0,159 J
Valor-P (ANOVA): 0,008
Conclusão estatística: Há diferença estatística significativa entre as médias de energia de impacto dos dois grupos (probabilidade de as médias serem iguais - hipótese nula - é inferior ao nível de significância: P < α : 0,008 < 0,05).
Interpretação prática: A substituição parcial de GN por H2 aumentou a energia de impacto média do produto, indicando um possível ganho de resistência ao choque mecânico no bordo.
Teste ANOVA ao Fator de Impacto (MPa) - Anexo 3
Média GN: 0,39 MPa
Média GN+H2: 0,42 MPa
Valor-P (ANOVA): 0,016
Conclusão estatística: Também há diferença estatisticamente significativa entre as médias dos fatores de impacto (P < α : 0,016<0,05)
Interpretação prática: A mistura GN+H2 resultou em maior fator de impacto médio, sugerindo melhorias na integridade estrutural do produto quando submetido a esforços mecânicos.
Os coeficientes de determinação (R²) das análises foram baixos (≈5%), o que indica que o tipo de combustível explica apenas uma parte da variabilidade total nos dados. No entanto, a diferença entre os grupos é estatisticamente significativa, o que valida a relevância do combustível como um fator de influência. As comparações de Tukey confirmam que as médias entre os grupos não se sobrepõem significativamente, reforçando a confiabilidade das conclusões.
Os resultados obtidos indicam que a substituição parcial de gás natural por hidrogénio no processo de cozedura de produtos cerâmicos:
Melhora significativamente a energia de impacto e o fator de impacto;
Pode representar uma alternativa técnica viável e vantajosa, com benefício para a sustentabilidade ambiental em termos de emissões.
(1) União Europeia. (2023). Diretiva (UE) 2023/1791 do Parlamento Europeu e do Conselho, de 13 de setembro de 2023, relativa à eficiência energética e que altera o Regulamento (UE) 2023/955. Jornal Oficial da União Europeia, L 231, 1–105. https://eur-lex. europa.eu/eli/dir/2023/1791/oj.
(2) Comité Européen de Normalisation. (2000). EN 12980:2000 – Materials and articles in contact with foodstuffs: Non-metallic articles for catering and industrial use – Method of test for the determination of impact resistance. CEN
(3) ASTM International. (2011). ASTM C368-88 (Reapproved 2011): Standard test method for impact resistance of ceramic tableware. ASTM International.
(4) Minitab® Statistical Software: versão 16. State College: Minitab Inc., 2010. Programa de computador.
Anexo 1
ANOVA com um fator: Espessura no bordo (mm) versus Combustível
Método
Hipótese nula
Hipótese alternativa
Nível de significância
Todas as médias são iguais
Nem todas as médias são iguais α = 0,05
Assumiu-se igualdade de variâncias para a análise
Informações dos Fatores
Fator
Combustível Níveis 2
Valores GN; GN+H2
Análise de Variância
Fonte
Combustível Erro
Sumário do Modelo
Combustível GN GN+H2 N 48 64 Médias
DesvPad Combinado = 0,100637
IC de 95% (3,8170; 3,8746) (3,8279; 3,8777)
Informações de Agrupamento Usando Método de Tukey e 95% de Confiança
Combustível GN+H2 GN N 64 48
Médias que não compartilham uma letra são significativamente diferentes.
. Kéramica . Edição especial
Gráfico de Valores individuais de Espessura no bordo, mm versus Combustível Espessura no bordo, mm
Boxplot de Espessura no bordo, mm
Gráficos de Resíduo de Espessura no bordo, mm
Gráfico de probabilidade normal Versus Ajustados


Versus Ordem
Ordem em Observação
Anexo 2
ANOVA com um fator: Energia Impacto (J) versus Combustível
Método
Hipótese nula
Hipótese alternativa
Nível de significância
Todas as médias são iguais
Nem todas as médias são iguais α = 0,05
Assumiu-se igualdade de variâncias para a análise
Informações dos Fatores
Fator
Combustível Níveis 2
Valores GN; GN+H2
Análise de Variância
Fonte
Combustível
Erro
Total
Sumário do Modelo
S 0,0215967
Combustível GN
GN+H2 N 48 64 Médias
DesvPad Combinado = 0,0215967
2,71% IC de 95% (0,14070; 0,15306) (0,15269; 0,16339)
Comparações Emparelhadas de Tukey - Informações de Agrupamento Usando Método de Tukey e 95% de Confiança
Combustível GN+H2 GN N 64 48
Média 0,15804 0,14688 Agrupamento A B
Médias que não compartilham uma letra são significativamente diferentes.
Gráfico de Valores individuais de Energia de Impacto, J versus Combustível
Boxplot de Energia Impacto, J
Energia Impacto, J

Impacto, J
Gráficos de Resíduo de Energia de Impacto, J
Gráfico de probabilidade normal Versus Ajustados
Ordem em Observação
Economia Circular e Simbioses Industriais
Anexo 3
ANOVA com um fator: Fator de impacto (MPa) versus Combustível
Método
Hipótese nula
Hipótese alternativa
Nível de significância
Todas as médias são iguais
Nem todas as médias são iguais α = 0,05
Assumiu-se igualdade de variâncias para a análise
Informações dos Fatores
Fator
Combustível Níveis 2
Valores
GN; GN+H2
Análise de Variância
Fonte
Combustível
Erro Total
Sumário do Modelo
Médias
Combustível GN
GN+H2 N 48 64
DesvPad Combinado = 0,0608786
1,63% IC de 95% (0,37420; 0,40903) (0,40503; 0,43519)
Comparações Emparelhadas de Tukey - Informações de Agrupamento Usando Método de Tukey e 95% de Confiança
Combustível
GN+H2 GN N 64 48
Média 0,42011 0,39161 Agrupamento A B
Médias que não compartilham uma letra são significativamente diferentes.
Gráfico de Valores individuais de Fator de Impacto, MPa versos Combustível Fator de impacto, MPa
Boxplot de Factor de impacto, MPa
Gráficos de Resíduo de Factor de Impacto, J
Gráfico de probabilidade normal Versus Ajustados
Por:
Luís Ferreira, Nuno Amaro e Patrícia Almeida, Sanindusa
A Sanindusa continua a dar passos firmes rumo a uma produção mais sustentável.
No âmbito da Agenda Mobilizadora EcoCerâmica e Cristalaria de Portugal, a Sanindusa tem vindo a implementar soluções inovadoras para valorizar resíduos industriais, nomeadamente o caco cozido e as lamas resultantes do tratamento de águas residuais (ETAR). O objetivo é incorporar estes resíduos nas formulações de pasta cerâmica de sanitários, promovendo a economia circular e reduzindo o consumo de matérias-primas virgens.
O projeto incluiu uma fase de caracterização das matérias-primas e dos resíduos, seguida de ensaios laboratoriais, semi-industriais e industriais, que permitiram validar formulações que incorporam caco e lamas, sem comprometer a qualidade do produto final. Estes avanços representam um contributo significativo para a transição do setor cerâmico para processos produtivos mais sustentáveis.
Economia Circular em
Movimento: Cerâmica com
Num modelo de economia circular, os resíduos deixam de ser um problema para passarem a fazer parte da solução. Foi com este espírito que a Sanindusa delineou o objetivo de incorporar os seus resíduos nas pastas de produção.
Após a caracterização das matérias-primas e dos resíduos a incorporar, foram realizados ensaios laboratoriais que permitiram definir a granulometria do caco cozido, bem como as percentagens de incorporação nas pastas de sanitário.
No caso das lamas da ETAR, o processo foi mais complexo. Uma vez que os efluentes líquidos provêm de várias secções das unidades fabris, foi necessário criar um sistema de separação a montante do tratamento, para garantir que as lamas a incorporar não estivessem contaminadas com outros resíduos que pudessem comprometer a sua utilização. Para além disso, a utilização de lamas influencia a reologia das pastas, o que origina maior dificuldade de conformação das peças.

Edição especial . p.65
Com as matérias-primas e os resíduos caracterizados, avançou-se para a fase de ensaios laboratoriais, em que foram testadas diferentes formulações com adição de caco cozido e lamas de ETAR.
No caso do caco cozido, após a definição das granulometrias a utilizar, foram testadas diferentes percentagens de incorporação de caco até 7%, estando em curso ensaios para testar a percentagem-limite de incorporação deste resíduo. Quanto às lamas, determinou-se a percentagem adequada a incorporar na pasta e prepararam-se formulações com diferentes teores de lama, de modo a obter as mesmas características físicas e químicas da pasta-padrão. Verificou-se que a adição de lamas influencia as viscosidades e a tixotropia da pasta, sendo necessário efetuar ajustes às formulações e às características reológicas. Após estes ajustes, as pastas com incorporação de lamas tiveram um efeito de redução do tempo de conformação das peças, aumentando a produtividade dos equipamentos.

Com base nos resultados laboratoriais, foram definidas as formulações mais adequadas para avançar para os ensaios semi-industriais e industriais.
Nas unidades de produção C1 e C2, foram realizados ensaios industriais com as formulações de pasta que incorporavam caco cozido. As peças cumpriram todos os parâmetros standard de qualidade.
Na unidade industrial C3, foram ensaiadas formulações de pastas com incorporação de lamas com o objetivo de avaliar o seu desempenho desde a conformação até à cozedura. Os resultados foram muito positivos: a qualidade dos produtos manteve-se e os parâmetros de produção não sofreram alterações significativas. Face a estes resultados, avançou-se para a industrialização da formulação com lamas incorporadas, na unidade C3. O objetivo é alcançar a incorporação total das lamas da ETAR da unidade C3 em todas as unidades do Grupo Sanindusa, de modo a promover uma gestão mais eficiente dos resíduos e a reduzir o consumo de matérias-primas virgens.


A utilização de novas formulações de pastas permite não só a produção de toda a gama de cerâmica do Grupo, como também impulsiona a criação de linhas de produtos que integram princípios de Ecodesign desde a fase inicial do seu desenvolvimento. Esta abordagem holística traduz-se na adoção de formas orgânicas, na redução do peso das peças e na otimização dos recursos utilizados. Esta estratégia reforça o compromisso com a inovação responsável e contribui para a promoção de um ambiente mais saudável e equilibrado para as gerações futuras. A série Magmma, já disponível no mercado, e as séries M.IX e UR.BAN, apresentadas na feira ISH2025 na Alemanha, são exemplos concretos desta abordagem sustentável
Consciente dos desafios e oportunidades de um mundo em constante mudança, o Grupo Sanindusa
tem vindo a implementar medidas concretas que reafirmam o seu compromisso com um desenvolvimento sustentável e responsável.
A partir de 2023, este compromisso tornou-se mais estruturado, com a empresa a alinhar as suas práticas aos princípios ESG (Ambiental, Social e de Governança), integrando-os na sua estratégia de crescimento. Esta abordagem permitiu consolidar um percurso de crescimento robusto e sustentável, com impacto positivo nas regiões onde está presente.
Como parte deste percurso, foi também reforçado o controlo familiar da estrutura empresarial traduzido pela aquisição dos 10% de participação que ainda era detida por um fundo de investimento desde 2021, garantindo estabilidade e uma visão de longo prazo. Além disso, o acesso a instrumentos financeiros sustentáveis, como o crédito verde, representa um passo importante na consolidação do seu papel enquanto agente ativo na transição para uma economia mais justa, inclusiva e ambientalmente responsável.
Transição Digital
Por: Sílvia Vara, Gestão de Projetos na Visabeira Investigação & Desenvolvimento
A transição digital do setor da construção marca um ponto de inflexão para as indústrias dos produtos para a construção, abrindo caminho para novas e melhores formas de projetar, construir e colaborar. Com a crescente adoção do Building Information Modeling (BIM), a nível europeu e global, o setor da cerâmica para a construção enfrenta desafios para se alinhar com exigências técnicas crescentes, mas também com novas normativas ambientais promotoras da sustentabilidade ambiental e da economia circular.
É tempo de deixar para trás a visão do BIM como uma tendência distante, exclusiva de projetistas ou algo para “mais tarde”. É necessário encará-lo como uma oportunidade estratégica para reposicionar os produtos cerâmicos na cadeia de valor digital da construção.
O BIM é uma realidade material que veio para ficar, e será absolutamente transformador: os edifícios deixam de ser edificados físicos estáticos e passam a ser também ecossistemas digitais vivos, onde todos os intervenientes colaboram em tempo real, com dados integrados e decisões informadas ao longo de todo o ciclo de vida do edifício.
Para os fabricantes de produtos cerâmicos do setor da construção, a adoção do BIM é uma oportunidade estratégica para valorizarem os seus produtos no ecossistema digital da construção.
O BIM permite associar a cada produto físico, um modelo digital de repositório com um conjunto abrangente de informações técnicas, desde: composição física e química; incorporação de design para a circularidade; pegada carbónica E2E; desempenho durante o seu ciclo de vida; especificações de conformidade regulatória; geometria; manutenção e sustentabilidade; até à linguagem de design artístico do produto. A possibilidade de integração de dados diretamente nos modelos digitais BIM, pode elevar a indústria cerâmica a um novo patamar de competitividade e excelência. Porquê?
Porque a escolha de um produto vai deixar de depender apenas do custo ou da estética, passando a considerar o seu contributo para a sustentabilidade e desempenho integrado durante o ciclo de vida do edificado.
Adoção do BIM na Europa: um contexto estratégico
Os fabricantes da indústria cerâmica - um setor nacional altamente exportador - não podem deixar de considerar a crescente relevância do BIM em contexto europeu. Vários países da UE já definiram estratégias nacionais para a digitalização da construção, com diferentes graus de obrigatoriedade e exigência. Neste campo,
o Reino Unido foi pioneiro, tornando o BIM de Nível 2 obrigatório para obras públicas desde 2016. A Finlândia, desde 2007, exige o uso de IFC em todos os projetos públicos. A Alemanha implementou estas obrigatoriedades em 2020, com o objetivo de abranger todas as infraestruturas edificadas até 2025. Em França, o Plano BIM 2022 teve um papel determinante na dinamização de projetos de grande escala, como o Grand Paris Express. A Itália, por sua vez, adotou gradualmente desde 2017 a norma UNI 11337. Já em Espanha, o uso do BIM tem vindo a ser exigido em concursos públicos para projetos de edifícios e infraestruturas desde 2019. Portugal prevê a sua integração plena até 2030, em articulação com o novo licenciamento urbanístico, também conhecido como Simplex Urbanístico, as novas normas para o Passaporte Digital do Produto e os regulamentos de Ecodesign e Produtos de Construção. Neste panorama, o BIM deve ser encarado como um catalisador essencial para a modernização, para a inovação, para a transição digital e para o reforço da competitividade da indústria cerâmica nacional no mercado europeu e global.
Alerta para os desafios presentes no ecossistema BIM
A indústria cerâmica distingue-se por uma grande variedade e multiplicidade de produtos e acabamentos, o que torna a digitalização um processo intenso e exigente. Criar bibliotecas de objetos BIM para produtos cerâmicos, vai muito para além da representação geométrica: implica descrever, de forma estruturada e normalizada, as características físicas, químicas, mecânicas, de conformidade e de impacto ambiental. A informação deve estar em conformidade com a normalização estabelecida, através de normas como a EN ISO 23386 (definição de propriedades) e a EN ISO 23387 (templates de dados de produto). O cumprimento destes requisitos garante que os objetos digitais criados são interoperáveis, reutilizáveis e úteis ao longo de todo o ciclo de vida da construção. Para saber mais sobre templates de dados, consulte a iniciativa nacional PDTs.pt.
Integração de dados de Sustentabilidade:
Os modelos BIM dos produtos cerâmicos são paramétricos, permitindo a variação de dimensões, espessuras, acabamentos ou cores, mantendo a consistência dos dados. Embora a modelação paramétrica exija competências especializadas e software avançado, as suas vantagens em termos de flexibilidade e adaptabilidade são enormes. A inclusão de dados ambientais nos modelos BIM é cada vez mais crucial. Uma vasta gama de propriedades relacionadas à sustentabilidade podem ser incorporadas, como por exemplo:
Potencial de Aquecimento Global Total Consumo de Água Doce
Recursos primários (renováveis e não renováveis)
Materiais para reciclagem e recuperação de energia
Vida útil esperada
A inclusão detalhada dos dados de sustentabilidade, é altamente valorizada por arquitetos, decisores e investidores imobiliários, especialmente face às metas de neutralidade carbónica e exigências crescentes de sustentabilidade na construção, vertidas nas diversas certificações, obrigatórias ou opcionais, aplicáveis aos edifícios.
A adoção do BIM na indústria cerâmica já é uma realidade e tem demonstrado resultados concretos em inovação e competitividade. Fabricantes nacionais e internacionais já disponibilizam bibliotecas BIM abrangentes dos seus produtos, incluindo dados técnicos e de sustentabilidade. Estas bibliotecas permitem aos projetistas realizar simulações de desempenho, estimativas de custo e prazos (BIM 5D), bem como avaliar o impacto ambiental ou os níveis de eficiência energética. Esta abordagem proativa está a facilitar a integração dos seus produtos em projetos complexos, desde a conceção até à construção.
à interoperabilidade, à adoção por múltiplas plataformas e para a validação da publicação de objetos na BIMCer por parte dos fabricantes.
Os primeiros resultados alcançados já são visíveis:
Em Portugal, a Plataforma BIMCer - biblioteca pública e aberta de modelos digitais de produtos cerâmicos - nasce no âmbito da Agenda Mobilizadora para a Inovação Empresarial da Ecocerâmica e Cristalaria de Portugal (Agenda ECP), cofinanciada pelo PRR.
O desenvolvimento da plataforma BIMCer é liderado pela Visabeira I&D em copromoção com a Revigrés, Sanindusa, APICER, CTCV, ISQ e INOV, contando com a colaboração da Universidade do Minho através da equipa do Prof. Miguel Azenha.
A Plataforma BIMCer visa disponibilizar bibliotecas padronizadas de objetos BIM alinhadas com os PDTs mais atualizados, garantindo a normalização e qualidade dos dados. Os modelos estarão disponíveis em diversos formatos, com destaque para o formato IFC, indispensável
Os PDTs para o ladrilho cerâmico e para todo o conjunto de peças sanitárias, desenvolvidos pela Revigrés e Sanindusa, com suporte da Universidade do Minho, estão disponíveis através do portal nacional PDTs.pt. São atualmente os únicos PDTs existentes para estas tipologias de produtos e compatíveis com as exigências futuras do licenciamento urbanístico e com o Passaporte Digital dos Produtos da Construção.
Embora ainda não disponibilizada ao público, a Plataforma BIMCer encontra-se num avançado estágio de desenvolvimento. Na fase presente, os trabalhos estão especialmente focados no desenvolvimento de funcionalidades de pesquisa avançada que permitem a realização de seleção por filtragem e classificação por ranking com base nas propriedades de sustentabilidade dos produtos, facilitando assim escolhas mais sustentáveis por parte dos projetistas e do público em geral. Transição Digital

O BIM vai transformar o setor da construção. Tem potencial para elevar a indústria cerâmica a um novo patamar de inovação, sustentabilidade e competitividade a nível nacional e europeu. A indústria deve adotar uma visão estratégica na abordagem ao BIM, disponibilizando-se para o integrar, investindo e enfrentando os desafios presentes.
É o momento de agir. Adotar o BIM é investir num futuro de liderança competitiva nacional no cenário europeu e internacional da construção avançada:
Utilizar Product Data Templates, para garantir a normalização e qualidade dos dados dos produtos.
Adotar a Plataforma BIMCer logo que esteja disponível, promovendo a visibilidade digital dos produtos.
Criar objetos BIM em formato IFC, assegurando a interoperabilidade e a adoção em múltiplas plataformas de projeto.
Capacitar as equipas para o BIM, promovendo competências digitais e formação contínua.
Integrar o BIM com sistemas internos, automatizando processos de planeamento logístico ou a geração do Passaporte Digital do Produto.
Colaborar com Centros Tecnológicos, Associações Setoriais e Universidades, para inovar, partilhar conhecimento e desenvolver soluções alinhadas com o mercado.
“A melhor maneira de prever o futuro é criá-lo.”
Peter Drucker
Transição Digital
Por: Joana Rosa e Pedro Santos,
A indústria cerâmica vive hoje um momento crucial, marcado por exigências crescentes em eficiência, qualidade e sustentabilidade. Os desafios são claros: muitos processos ainda são manuais, as comunicações internas enfrentam dificuldades, as operações de controlo de qualidade são limitadas e há uma visibilidade insuficiente da execução das operações em tempo real, resultando em custos elevados e dificuldades acrescidas em inovar rapidamente. Neste contexto altamente competitivo, a transformação digital tornou-se uma necessidade urgente e estratégica.
É precisamente aqui que entra o Unyma, um ecossistema digital avançado, projetado especificamente para atender às necessidades das fábricas de cerâmica modernas. Mais do que uma ferramenta isolada, o Unyma é uma solução abrangente composta por seis subsistemas integrados – Production, Quality, Inventory, Insights, People e Ecosense – que trabalham em conjunto para criar operações mais inteligentes, conectadas e sustentáveis.

Concebido como uma plataforma modular e integrada, o Unyma pode ser descrito como o “sistema nervoso digital da fábrica” e articula seis subsistemas que comunicam entre si: Production, Quality, Inventory, Insights, People e Ecosense. Esta integração nativa e completa elimina as “ilhas de informação” habitualmente existentes nas fábricas, permitindo obter uma visão integral e em tempo real das operações, o que representa uma ajuda preciosa na tomada de decisões rápidas, eficientes e baseadas em dados concretos.
Cada módulo cobre uma área funcional distinta, mas interligada, promovendo a eliminação de redundâncias, a automatização de processos e a melhoria da capacidade de diagnóstico e intervenção. A estrutura modular permite ainda uma adoção progressiva, com integração em sistemas já existentes (como ERP ou SCADA) e configuração adaptada às necessidades de cada unidade produtiva.
O coração digital do ecossistema é o Unyma Production, responsável por gerir e otimizar os fluxos produtivos desde a recepção das encomendas de clientes até à execução e monitorização de todas as operações de produção. Utilizando algoritmos inteligentes e inteligência artificial, este módulo permite planeamentos dinâmicos em tempo real das operações, adaptando-se às necessidades imediatas
da fábrica. O sistema centraliza e faz uso de todos os dados operacionais recolhidos, fornecendo indicadores-chave de desempenho (KPI) como tempos de ciclo, taxas de rejeição, produtividade por turno, eficiências operacionais entre outros, permitindo uma avaliação precisa do desempenho operacional.
Com dashboards interativos e uma comunicação direta com os operadores, o Unyma Production garante um ambiente produtivo ágil, fluido e adaptável, permitindo a previsão e a rápida resposta a mudanças ou incidentes operacionais e uma tomada de decisão mais fundamentada na afetação de recursos, manutenção de equipamentos e reorganização de turnos.

Na cerâmica, o controlo de qualidade rigoroso é um fator crítico de sucesso, dada a sensibilidade estética e funcional dos produtos. O Unyma Quality recorre a tecnologias avançadas de visão artificial e inteligência artificial para realizar uma inspeção total e contínua da produção em tempo real. Desenvolvido originalmente numa parceria entre a fábrica Ria Stone e o INOV-INESC, este sistema monitoriza cada produto fabricado, identificando automaticamente diversos tipos de anomalias, permitindo retirar imediatamente produtos não conformes, reduzindo significativamente desperdícios e assegurando uma melhoria contínua na qualidade final. Este sistema automático permite reduzir a variabilidade no processo de análise de qualidade das peças, eliminando a dependência de avaliações subjetivas e reduzindo o tempo gasto pelos recursos humanos nos processos de escolha.
Ao detetar e eliminar defeitos logo no início da linha produtiva, o Unyma Quality contribui significativamente para a redução dos custos, a diminuição do consumo energético e, consequentemente, aumentar a satisfação dos clientes, fortalecendo a reputação e a credibilidade das empresas do setor cerâmico. Ecocerâmica e Cristalaria
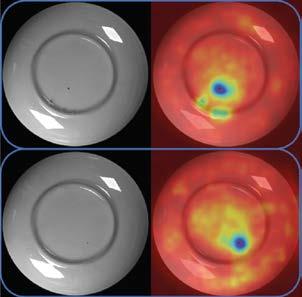
Gerir eficazmente os stocks é fundamental para assegurar a fluidez das operações produtivas nas fábricas, os prazos de entrega das encomendas e a eficiência global. O Unyma Inventory oferece uma gestão completa do armazém, recorrendo a tecnologias avançadas de geolocalização ativa, proporcionando visibilidade imediata sobre a localização, o estado e as condições das matérias-primas, dos produtos intermédios e finais. Integrado com os restantes módulos do ecossistema, permite realizar decisões mais informadas e ajustar automaticamente as necessidades de reposição, evitando ruturas de stock, obsolescência e desperdícios, aumentando assim a eficiência operacional e reduzindo significativamente os custos associados.
A indisponibilidade não planeada de equipamentos continua a ser uma das principais causas de perda de produtividade em ambientes industriais. O módulo Insights atua na prevenção dessas falhas, recolhendo e analisando continuamente dados de operação dos ativos industriais.
Com base em modelos de manutenção preditiva, o sistema identifica padrões de comportamento que antecipam falhas ou perdas de eficiência, como aumento de vibração, consumo anormal de energia ou ciclos fora de especificação. Ao identificar estas anomalias em fase precoce, o Unyma Insights permite planear intervenções técnicas em momentos que minimizem o impacto na produção.
Além da componente técnica, este módulo centraliza também a gestão de ocorrências, planos de manutenção, histórico de avarias e documentação técnica, promovendo uma maior fiabilidade dos ativos e aumentando a sua longevidade.
A eficácia de qualquer sistema produtivo depende, em última instância, das pessoas que o operam. O módulo People gere de forma integrada os recursos humanos operacionais, com especial enfoque na afetação dinâmica de tarefas, planeamento de turnos e monitorização do desempenho individual.
O sistema considera variáveis como competências técnicas, disponibilidade, histórico de produtividade e requisitos legais para propor distribuições de equipas mais eficientes. Também facilita a comunicação interna através de notificações, registos de ocorrências e partilha de documentos.
A componente de formação contínua é outro elemento central deste módulo, permitindo aos trabalhadores acederem a conteúdos formativos técnicos e de segurança, com registo automático da sua evolução e certificações.
O módulo Ecosense responde à crescente exigência por parte de clientes, reguladores e investidores no que toca à eficiência energética e à sustentabilidade ambiental. O sistema recolhe dados em tempo real sobre consumos (energia, água, combustíveis), emissões e geração de resíduos, permitindo uma análise granular por linha, produto ou fase do processo e oferecendo insights valiosos para otimizar o uso dos recursos e reduzir o impacto ambiental.
Os relatórios gerados podem ser utilizados para fins de auditoria, certificação ou candidaturas a incentivos ambientais, e servem também de base para iniciativas de ecoeficiência e otimização energética. O sistema auxilia as empresas cerâmicas a cumprir metas ambientais, reduzir custos operacionais e fortalecer o seu compromisso com práticas sustentáveis.
O verdadeiro diferencial do Unyma está na capacidade de integração vertical e horizontal entre módulos, sistemas externos e equipas. A comunicação em tempo real entre todos os subsistemas permite uma resposta dinâmica, coordenada e otimizada a qualquer evento no processo produtivo.
Considerando o seguinte cenário: o módulo “Quality" identifica um aumento repentino de defeitos numa linha de produção resultante de um equipamento com mau funcionamento. Automaticamente, o módulo “Production" faz um ajuste em tempo real dos planos e das tarefas produtivas. O módulo “Insights” notifica a equipa de manutenção da falha no equipamento fornecendo todos os dados de diagnóstico recolhidos, cruza os dados com ocorrências anteriores e sugere soluções e recomendações para prevenir novos incidentes. Paralelamente, o módulo “People” notifica todos os trabalhadores que precisem de ser informados sobre a ocorrência e verifica se há necessidade de mexer nas futuras equipas/turnos de trabalho e o “Ecosense" mede imediatamente o custo energético associado e o impacto ambiental destas decisões.
É precisamente este funcionamento integrado que transforma o "Unyma" numa solução única e poderosa, conferindo uma vantagem competitiva decisiva às empresas que a utilizam. Numa indústria com grande variabilidade de lotes, elevada exigência estética e ciclos de produção longos, esta inteligência distribuída e integrada é particularmente relevante.
Através da integração dos seis módulos — Production, Quality, Inventory, Insights, People e Ecosense — o ecossistema possibilita um novo modelo operacional mais eficiente, sustentável e competitivo que permite automatizar tarefas críticas, antecipar falhas e apoiar a decisão com base em dados fiáveis.
Em suma, o "Unyma" não é apenas uma ferramenta tecnológica. É um verdadeiro parceiro estratégico que oferece uma abordagem sistémica baseada em dados em tempo real, interoperabilidade tecnológica e otimização contínua. Trata-se de uma infraestrutura digital de suporte à transformação estrutural do setor, posicionando as empresas que a adotam numa posição privilegiada para liderar com inovação, eficiência e sustentabilidade na era da Indústria 4.0.
PLATAFORMA
Por: Gabriel Pestana, INOV; Marisa Almeida, CTCV e Nelson Martins, APICER;
Num contexto de crescente pressão ambiental, escassez de matérias-primas, especialmente as matérias-primas críticas e exigências regulatórias mais rigorosas, a economia circular surge como um novo paradigma para o setor industrial.
Na indústria cerâmica, onde o consumo de recursos naturais e energia é significativo, coloca-se o desafio de reduzir a exploração de matérias-primas virgens, potenciando a oportunidade de reincorporação de resíduos e subprodutos do próprio processo industrial (endógenos), bem como de resíduos de outros sectores (exógenos). O potencial existe e tem vindo a ser explorado e estudado, inclusive dentro da própria Agenda Ecocerâmica e Cristalaria de Portugal (ECP). O sector tem capacidade para implementar esses estudos, através de simbioses industriais, valorizando o fluxo desses materiais secundários, contribuindo para uma transição efetiva para a economia circular.
É nesse enquadramento que nasce a ResourceNet, uma plataforma digital desenvolvida no âmbito do WP6 da Agenda ECP, com o objetivo de facilitar e potenciar a valorização de resíduos e subprodutos, de criar sinergias e encontrar novas aplicações para materiais antes descartados (por exemplo depositados em aterro), tornando os produtos cerâmicos cada vez mais sustentáveis, quer do ponto de vista ambiental, quer social, quer financeiro.
A ResourceNet é uma plataforma digital especializada na gestão e valorização de resíduos e subprodutos industriais, concebida para identificar e operacionalizar oportunidades de simbiose industrial, ao longo da cadeia de valor, com o objetivo de fomentar práticas alinhadas com os princípios da economia circular no setor produtivo.


Desenvolvida por uma equipa do INOV, em colaboração com a APICER e o CTCV, a plataforma incorpora princípios da Indústria 4.0, com destaque para a arquitetura modular em camadas, que assegura escalabilidade e flexibilidade, e para um design centrado em processos, que permite a integração fluida com os fluxos operacionais existentes nas unidades industriais. A solução contempla ainda funcionalidades para análise de dados, rastreabilidade desses materiais secundários (resíduos e subprodutos) e suporte à tomada de decisão, visando a maximização da eficiência na gestão de recursos e a redução do impacte ambiental.
A plataforma ResourceNet adota uma arquitetura modular multicamada, garantindo elevados níveis de segurança, escalabilidade e interoperabilidade. A interação do utilizador está confinada à camada de apresentação, enquanto as operações críticas e o processamento da informação ocorrem em camadas dedicadas, garantindo uma separação clara de responsabilidades:
Camada de Apresentação – Responsável pela interface com os utilizadores finais (e.g., empresas, gestores industriais, entidades reguladoras), assegurando uma experiência de utilização intuitiva e segura;
Camada de Aplicação – Responsável pela execução da lógica de negócio e pela disponibilização dos serviços digitais, suportando os fluxos operacionais definidos e a integração com sistemas externos;
Camada de Dados – Dedicada ao armazenamento seguro, estruturado e interoperável da informação relativa a resíduos e subprodutos, com mecanismos robustos de controlo de integridade e acesso.
A plataforma implementa mecanismos de não-repúdio da informação, assegurando a rastreabilidade e a responsabilidade sobre todas as interações e alterações efetuadas nos dados. Adicionalmente, cumpre os princípios do protocolo AAA (Autenticação, Autorização e Auditoria), permitindo a auditoria completa e verificável das operações, em conformidade com requisitos de conformidade normativa e segurança da informação.
A Figura 1 ilustra o diagrama de contexto do fluxo de informações para operacionalizar a cadeia de abastecimento das matérias-primas secundárias, destacando as interações entre as várias partes interessadas para incentivar práticas de economia circular, por meio da logística digitalizada da cadeia de suprimentos.
Para além de assegurar o registo e rastreamento de resíduos e subprodutos, a plataforma funciona como um marketplace inovador, que facilita a troca de materiais entre empresas e a pesquisa por materiais e matérias-primas secundárias. Este marketplace digital liga produtores de resíduos e subprodutos a potenciais consumidores, bem como a entidades fornecedoras de serviços (transporte, operações de tratamento, centros logísticos, laboratórios de análise certificados), facilitando a reutilização de materiais em novos ciclos produtivos, dentro e fora do setor.
Atualmente, grande parte dos resíduos e subprodutos cerâmicos, mesmo sendo inertes e tecnicamente reutilizáveis, continuam a ser depositados em aterro ou subaproveitados. Faltam canais de comunicação entre produtores e utilizadores, informação consolidada e mecanismos que deem operacionalidade às trocas de materiais.
Têm sido realizados imensos estudos de incorporação de diferentes materiais na formulação de materiais cerâmicos, com vista à substituição de
Entidades Locais (depósitos intermédios)
Entidades Transportadoras
Entidade Fornecedora
Entidades Especializadas de Tratamento de resíduos
Entidades Laboratoriais de Análise de Qualidade






Entidade Consumidora

PROMOVER A ECONOMIA CIRCULAR NO SETOR DA CERÂMICA
Reduzir a deposição de resíduos em aterro.
Aumentar a reutilização e valorização de resíduos e subprodutos. Fomentar as simbioses industriais.
CRIAR UM MARKETPLACE DIGITAL
Ligar produtores e utilizadores de resíduos e subprodutos.
Promover a troca de materiais dentro da cadeia de valor da cerâmica.
Incentivar novas oportunidades de negócio sustentáveis.


FORNECER DADOS E INDICADORES DE SUSTENTABILIDADE
Disponibilizar relatórios e dashboards para análise ambiental e económica.
Apoiar as empresas no reporte de indicadores ESG e no reporte anual de resíduos. Integração em sistemas públicos de reporte ambiental.
matérias-primas virgens por materiais, resíduos e subprodutos de outros processos (ver trabalhos no âmbito do WP3 da Ecocerâmica). Mas esses estudos têm potencial para serem melhor aproveitados pelos diferentes agentes da cadeia de valor. Existe, portanto, uma enorme oportunidade de valorização de resíduos, subprodutos e de contribuir para a sustentabilidade, que a plataforma ResourceNet pretende resolver.
De forma resumida, os principais objetivos da plataforma, que se apresentam na figura 2, são: Promover a economia circular no sector da cerâmica;
Facilitar a gestão eficiente de resíduos;
Disponibilizar e promover um marketplace digital;
Contribuir para as metas do plano de ação para a economia circular;
Fornecer dados e indicadores de sustentabilidade do sector;
Envolver e capacitar os stakeholders, criando uma comunidade ativa;
FACILITAR A GESTÃO EFICIENTE DE RESÍDUOS
Permitir o registo, classificação e rastreabilidade dos resíduos.
Criar um sistema digital para monitorização dos fluxos de resíduos.
Garantir conformidade com a legislação ambiental e regulamentos nacionais.
CONTRIBUIR PARA AS METAS NACIONAIS E EUROPEIAS
Alinhar com o Pacto Ecológico Europeu e Plano de Ação para a Economia Circular.
Apoiar a transição do setor da cerâmica para um modelo mais sustentável.
ENVOLVER E CAPACITAR OS STAKEHOLDERS
Criar uma comunidade ativa de utilizadores da plataforma.
Estimular a inovação e a colaboração entre empresas, associações e entidades públicas.
Colaborar no cumprimento de obrigações legais de reporte de resíduos à APA;
Promover a rastreabilidade e histórico dos fluxos de materiais;
Impulsionar a reutilização de resíduos já desclassificados como subprodutos;
Ao promover a circularidade, a cooperação e a digitalização na gestão de materiais e recursos, a plataforma posiciona o setor como um exemplo de inovação sustentável na indústria nacional e europeia, permitindo-lhe responder às exigências da transição verde e digital. Os principais benefícios para as empresas ao aderirem à plataforma passam por:
Redução de Custos: ao incorporarem resíduos e subprodutos nas suas formulações, reduzem a necessidade de comprar matérias-primas virgens, encontrando nesta plataforma potenciais fornecedores. Por outro lado, resíduos que tenham como destino aterros ou depósitos para eliminação,
Nº da Declaração da APA
SP 9/2017
SP 22/2020
SP 26/2022
SP 27/2022
SP 31/2023
podem ser valorizados em novas utilizações e novos ciclos de vida;
Novas oportunidades de negócio: a plataforma cria ligações entre empresas que de outra forma não se conheceriam, abrindo portas para novas cadeias de valor e simbioses com outros setores industriais;
Gestão digital mais eficiente: a gestão digital dos fluxos de materiais permite decisões mais informadas, redução de desperdício e histórico de dados para reporte;
Sustentabilidade e reputação: o aumento de circularidade contribui para o cumprimento de metas nacionais e internacionais e para a redução de emissões de carbono, reduzindo a pegada ecológica e o impacte ambiental dos produtos, tornando-os mais valorizados no mercado.
Conformidade Legal: apoio às empresas no cumprimento das normas como o novo Regime Geral de Gestão de Resíduos, à desclassificação de resíduos como subprodutos e responde às necessidades de reporte de resíduos e indicadores ESG (Environmental, Social, and Governance).
A ResourceNet integra-se com os procedimentos legais definidos pela legislação portuguesa e europeia. Com base nestes enquadramentos, resíduos como cacos crus e cozidos, lamas cerâmicas, cinzas de processos de fabrico de pasta de papel, ou areias de fundição, foram já desclassificados como subprodutos e podem ser reutilizados diretamente na formulação de pastas cerâmicas.
Material desclassificado como Subproduto
Cacos crus/cozidos, lamas cerâmicas
Lamas de ETA
Cinzas do forno da pasta de papel
Lamas de carbonato
Areias de fundição
Conclusão: Um facilitador da economia circular
A ResourceNet representa uma viragem estrutural no modo como o setor cerâmico encara os seus resíduos. Para além de responder às exigências da sustentabilidade e da regulação, a plataforma tem potencial para melhorar a competitividade, fomentar a inovação, impulsionando projetos de investigação para aplicação industrial, aumentar a colaboração interempresarial e as relações dentro da cadeia de valor e contribuir para as metas nacionais e europeias de economia circular.
O projeto ResourceNet, ainda em desenvolvimento, aborda os principais desafios na reutilização de resíduos e na padronização da reciclagem, com o objetivo de construir uma estrutura logística robusta da cadeia de abastecimento de matérias-primas secundárias. Esta iniciativa fomenta a simbiose industrial – transformando os resíduos de uma empresa em recursos de outra – e abre novas oportunidades de negócio.
“Com a ResourceNet, os resíduos deixam de ser um problema e passam a ser uma oportunidade.”
Capacitação
Por: Carlos Costa, Francisco Silva, Sandra Carvalho e Sílvia Sotero, CTCV
Artigo desenvolvido com contributos dos parceiros do consórcio: INOV, CCG, Universidade de Aveiro e Escola Superior de Artes e Design do Instituto Politécnico de Leiria
O contexto global, associado a um exigente quadro regulatório, desafia a indústria a encontrar soluções, exigindo investimentos em tecnologias limpas e processos sustentáveis, que respondam aos reptos da tripla transição – ambiental, digital e social, com a mudança demográfica a pressionar ainda mais a Europa para que qualifique a sua força de trabalho e que a assuma como um papel determinante na evolução para processos mais sofisticados, automatizados, onde a monitorização de dados em tempo real, alavancados pela inteligência artificial, façam convergir empresas tipicamente tradicionais, para empresas tecnologicamente mais evoluídas, com processos mais sustentáveis.
Os Centros de Tecnologia e Inovação (CTI), na qual se insere o CTCV, são entidades reconhecidas pelo governo português, como ecossistemas de inovação e de transferência de conhecimento. Neste âmbito, o CTCV quer assumir-se, cada vez mais, como entidade de interface entre o mundo empresarial (indústria e fornecedores) e as entidades científicas (academia), dedicando-se, entre outros desígnios, à produção de conhecimento e difusão pelas empresas, com o desenvolvimento de soluções inovadoras de aprendizagem e capacitação, dos quadros técnicos da indústria. Exemplo disso, é o trabalho que se está a desenvolver atualmente no âmbito da Agenda Ecocerâmica e Cristalaria de Portugal, apoiada pelo PRR, que consiste na criação de uma renovada Academia de Formação Profissional.
Esta Academia irá assentar em dois modelos formativos. Um, baseado em soluções digitais
interativas através de modelos virtuais e imersivos de aprendizagem e treino, de simples acesso e de utilização flexível em áreas tecnológicas e de reengenharia de processos, assentes em bibliotecas digitais, através de MOOCs (Massive Open Online Courses), ou ferramentas de simulação, como a realidade mista (virtual e aumentada). E um segundo modelo, assente na criação de um laboratório de aprendizagem tailor-made, numa lógica de “fábrica de aprendizagem”, que irá privilegiar a aprendizagem experimental, baseada em problemas reais, criando um modelo formativo mais robusto “do conceito à realidade”, que objetiva recriar os processos industriais em ambientes controlados de aprendizagem e demonstração de tecnologias, onde entidades do sistema de I&D, universidades, fornecedores de tecnologia e empresas industriais, cooperam em prol de uma indústria mais qualificada e mais preparada para os desafios da evolução tecnológica e de um quadro regulatório cada vez mas exigente.
Com o desenvolvimento do estudo “O Futuro do Trabalho nos Setores da Cerâmica e Cristalaria - Perfis Profissionais e de Competências", desenvolvido com a colaboração da Nova School of Business and Economics (NOVA SBE), destaca-se uma significativa carência em competências verdes e digitais e em competências técnicas críticas dos profissionais das indústrias da cerâmica e da cristalaria. O estudo quantifica ainda gaps de competência e a necessidade de desenvolver iniciativas formativas híbridas, que passam por integrar modelos digitais e físicos, numa lógica de
tailor-made, num espaço único e inovador, numa cooperação estreita com empresas industriais, fornecedores de soluções tecnológicas e entidades do sistema de ensino superior.
É premente que os setores da cerâmica e da cristalaria estabeleçam uma estratégia de qualificação e requalificação de elevada qualidade e flexível, que responda em tempo útil às exigências colocadas pelas alterações tecnológicas e sociais. No CTCV, acreditamos que investir na capacitação da força de trabalho, apostando em novas soluções de aprendizagem, é investir no crescimento sustentável e na modernização da indústria, podendo estas soluções vir a ser, pela diferenciação, um caso de estudo nacional.
Neste artigo pretende-se apresentar os desenvolvimentos em curso e dar uma visão geral sobre as suas potencialidades.
Desenvolvimento de novos percursos formativos
O Curso Avançado de Tecnologia Cerâmica, desenvolvido pelo CTCV, a Universidade de Aveiro e a Escola Superior de Artes e Design, do Instituto Politécnico de Leiria, visa dar resposta aos desafios da transição energética, digital e ambiental, tendo como base de desenvolvimento um programa assente nos resultados do Estudo anteriormente referido, realizado pela Nova SBE, e que procura capacitar os quadros técnicos superiores, da indústria cerâmica, para um futuro mais eficiente, inteligente e sustentável.
O desenvolvimento deste curso assume especial relevância, num contexto particularmente desafiante, uma vez que a indústria cerâmica enfrenta vários desafios, nomeadamente a requalificação dos seus ativos, melhoria da sua competitividade e redução do seu impacte ambiental. Com estas metas no horizonte, esta solução formativa está a ser pensada e estruturada, para capacitar quadros técnicos superiores, que contribuam para a transição ambiental e digital do setor, considerando que será um salto qualitativo na forma como a indústria cerâmica deve encarar a qualificação da sua força de trabalho.
Com uma duração prevista de 140 horas, organizada em cinco unidades curriculares, cada uma composta por vários módulos e um modelo de formação que combina seminários temáticos, ambientes virtuais de aprendizagem e casos práticos, este curso-piloto pretende assegurar uma abordagem flexível, imersiva e focada na realidade industrial, abordando temas relacionados com as novas tecnologias de produção, a digitalização e automatização de processos industriais, a inteligência artificial, a circularidade e a descarbonização.
Outros percursos formativos estão a ser repensados, pretendendo-se criar soluções formativas estratégicas de modernização industrial para estes setores, posicionando a qualificação da força de trabalho como um motor de mudança e de competitividade.
O uso de tecnologias imersivas, como a digitalização da formação ou a utilização de suportes virtuais e de realidade aumentada (AR), na educação e formação, tem crescido ao longo dos últimos anos, fruto das necessidades e das potencialidades que estas tecnologias oferecem em contexto de aprendizagem à indústria. Os setores da cerâmica e da cristalaria enquadram-se neste cenário, necessitando de atualizar as suas práticas nesta área, bem como estabelecer planos de formação flexíveis que respondam em tempo útil às exigências colocadas pelas alterações tecnológicas e sociais.
Num contexto industrial em constante transformação, a formação contínua tornou-se um fator essencial para garantir a competitividade e a adaptação dos profissionais às novas exigências do mercado. A acessibilidade e flexibilidade das soluções digitais, como os cursos online em formato MOOC, surgem como estratégicas para responder a este desafio, permitindo a disseminação eficaz de conhecimento técnico e prático a um vasto público (Moore et al., 2022). Ecocerâmica
Os MOOC, ou Cursos Online Abertos e Massivos, são uma modalidade de ensino à distância que permite a milhares de participantes aceder a conteúdos educativos, através da internet, geralmente de forma gratuita. Esta abordagem possibilita a aprendizagem de temas específicos e a obtenção de certificados, promovendo o acesso ao conhecimento a qualquer hora e em qualquer lugar, sem necessidade de um formador presencial. As soluções formativas assentes nestas tecnologias, são bastante flexíveis e podem abranger um grande número de formandos, sem a limitação tradicional de grupos de alunos por sessão ou aula, dando-lhes a liberdade/flexibilidade necessárias aos diferentes ritmos e tempo disponível, já que é totalmente assíncrono e autónomo, podendo ser realizado no computador ou telemóvel e em qualquer ambiente.
Estas soluções podem ser realizadas com formadores reais, desenvolvidos com base em textos produzidos internamente e gravados em estúdio (Figura 1), com os formadores em frente a um fundo verde, permitindo posteriormente a integração de textos, imagens, gráficos e tabelas.
Os modelos inteligentes, com recurso à plataforma HeyGen, que recorre a Inteligência Artificial (IA) para gerar avatares realistas a partir de argumentos textuais (Figura 2), são mais vantajosos, porque permitem a produção rápida e consistente de vídeos, eliminando a necessidade de filmagens


tradicionais e a disponibilidade física dos formadores na execução do curso. Para além de reduzir significativamente o tempo despendido e os custos associados, o recurso à IA assegura a uniformidade visual e facilita atualizações de conteúdo sempre que necessário.
Os MOOC são compostos por vídeos explicativos e quizzes (Fig.3), que ajudam a manter o foco e a aplicar os conhecimentos adquiridos.
Os vídeos são apresentados, ou por um formador real, ou por um avatar (em alternativa ao formador real), que comunica o conteúdo de forma clara e dinâmica em mais do que uma língua, o que atualmente responde também à crescente migração laboral a que hoje as empresas estão sujeitas. Após cada vídeo, os participantes realizam quizzes (testes de aferição de conhecimentos), que permitem validar a compreensão dos conteúdos apresentados e que vão validando e quantificando a aprendizagem do formando, para que no final se possam validar os conteúdos assimilados e obter a certificação.
Este modelo formativo demonstrou ser eficaz na promoção da autonomia dos formandos e na disseminação de conhecimento técnico de forma escalável. A utilização de tecnologias baseadas em IA para a produção dos conteúdos, aliada à flexibilidade da plataforma Moodle (Fig.4), contribui para a criação de cursos acessíveis,
consistentes e de fácil atualização, revelando-se uma ferramenta estratégica no reforço das competências dos profissionais da indústria, promovendo a aprendizagem contínua e a adaptação às exigências de um setor em constante evolução.
Numa fase seguinte, pretende-se ainda a criação de um tutor virtual baseado em Inteligência Artificial (IA), para interagir com os utilizadores através de vídeos gerados em tempo real. Este tutor virtual irá oferecer uma experiência de aprendizagem personalizada, acessível e envolvente, valorizando os resultados das atividades já em curso. Este tutor virtual irá explorar a aplicação de métodos de flipped learning com base em vídeos gerados em tempo real, que poderão ser estruturados em cursos online do tipo MOOC, incluindo exercícios também gerados em tempo real. O tutor virtual irá guiar os utilizadores na exploração dos processos de fabrico, ambientes laboratoriais e de armazenamento.
Além da transmissão de conteúdos, o tutor virtual apoiará a resolução de exercícios, estimulará a geração de novas ideias, e promoverá a análise e o processamento de dados, fundamentais para a tomada de decisões. A interação em linguagem natural por vídeo, facilitará uma aprendizagem mais intuitiva e flexível, adaptada às necessidades individuais dos formandos, inclusiva, inovadora e orientada para o futuro destes setores industriais.
Realidade Aumentada (AR) em contexto formativo: Aplicação de soluções em contextos reais de trabalho na indústria cerâmica e na cristalaria
A Realidade Aumentada (AR) permite sobrepor elementos digitais ao ambiente físico em tempo real, criando uma experiência interativa onde o virtual e o real se fundem (Billinghurst et al., 2015; Devagiri et al., 2022). Com os avanços tecnológicos e a maior acessibilidade a dispositivos móveis, a Realidade Aumentada Móvel (MAR) tem ganho destaque, especialmente em contextos industriais como formação, manutenção assistida e colaboração remota, permitindo que operadores sem experiência aprendam a realizar tarefas complexas (Carmigniani et al., 2011; Leitão et al., 2023).
A Agenda ECP propõe, para os setores da cerâmica e cristalaria, a criação de ambientais digitais e imersivos de aprendizagem e treino, que recorram, entre outras soluções, à AR para enriquecer os métodos tradicionais de ensino com experiências mais realistas e contextualizadas.
O sistema formativo é composto por três elementos principais:
TCA – aplicação que permite aos formadores criar e estruturar cenários com instruções passo a passo;
ARTA – aplicação móvel que permite aos formandos visualizar e interagir com os conteúdos em AR;
TSIS – serviço central onde os cenários são armazenados e partilhados entre as aplicações.
Os conteúdos criados na TCA — incluindo modelos 3D, imagens, texto e marcadores — ficam disponíveis na ARTA, onde os formandos podem seguir sequências formativas de forma visual e contextualizada, acedendo a informações relevantes sobre equipamentos e procedimentos reais.
Uma empresa que pretenda iniciar a operação de um novo forno pode utilizar a aplicação TCA (Figura 5) para definir os equipamentos e elementos virtuais a incluir, assim como a sua disposição no espaço.
Através da TCA, o formador pode inserir esses elementos no cenário e definir a informação que deve ser transmitida aos trabalhadores.
Com a aplicação ARTA (Figura 6), os formandos podem visualizar os elementos virtuais no espaço real e aceder a instruções sobre a utilização do forno, colocação de peças cerâmicas, normas de segurança ou pontos críticos de inspeção. Esta abordagem facilita tanto a formação inicial como o apoio contínuo durante a execução das tarefas.
A aplicação prática deste sistema foi realizada em colaboração com algumas das empresas do consórcio ECP, nomeadamente Sanindusa, Primus Ceramics, Ria Stone e Crisal com o objetivo de alinhar as soluções desenvolvidas com as necessidades reais da indústria. O sistema apoiou formação prática, que preparara os formandos para operar máquinas e equipamentos, executar tarefas, realizar verificações de qualidade e tomar decisões em ambiente simulado. Também permitiu o acesso a manuais interativos, facilitando a familiarização com os equipamentos e reduzindo o tempo de
paragem. Estas experiências-piloto, permitiram validar o sistema em contextos industriais reais, demonstrando o seu potencial para acelerar as aprendizagens, reduzir erros operacionais e promover a transferência de conhecimento nestes setores, revelando-se uma abordagem eficaz e acessível, tornando o processo mais visual, prático e seguro. Com as aplicações TCA e ARTA, é possível criar e aceder a conteúdos formativos imersivos sem que para isso haja uma necessidade de conhecimentos técnicos avançados, permitindo responder às exigências de uma força de trabalho cada vez mais digital, promovendo a aprendizagem contínua e a rápida assimilação de conhecimentos. Ecocerâmica e Cristalaria


Ainda no que concerne a soluções de aprendizagem baseadas em modelos digitais, há outras soluções que estão a ser desenvolvidas ao abrigo da agenda ECP, entre elas:
Espaços de simulação industrial e controlo virtual, que simulem as fases do processo industrial, onde é possível treinar e testar a introdução de variáveis produtivas (várias fontes de energia, matérias-primas e outros materiais), que permitem melhorar a eficiência, a sustentabilidade, a circularidade de produtos e processos, criando uma ferramenta de treino para a inovação e para a capacidade de resolução de problemas concretos destas indústrias, através de análises preditivas. No fundo o objetivo é capacitar equipas em ambiente controlado, onde não se ponha em risco a integridade e segurança das pessoas, dos processos e dos equipamentos, num modelo baseado na metodologia digital twin
Espaços imersivos de Realidade Virtual, que permitem criar experiências imersivas em ambientes virtuais, simulando situações industriais, algumas de elevado risco. A ideia passa por obter uma
réplica virtual de 1 para 1 dos processos produtivos e operacionais padrão, onde os formandos podem treinar e realizar testes, qualificando-os para as funções e atividades laborais, sem que estejam expostos a perigos, como trabalhos homem-máquina, trabalhos em altura, exposição a equipamentos e situações laborais de elevado risco, tanto para a segurança dos trabalhadores como para a integridade dos equipamentos e processos.
Objetiva-se que, através de experiências de aprendizagem digitais imersivas, flexíveis e personalizadas, os profissionais do setor estejam mais bem preparados para compreender processos de fabrico complexos, resolver problemas de forma criativa, e tomar decisões fundamentadas em dados.
Desenvolvimentos Futuros - CTCV FACTORY LAB
No estudo “O Futuro do Trabalho nos Setores da Cerâmica e Cristalaria - Perfis Profissionais e de Competências", é evidente uma significativa carência em competências digitais e “verdes”, mas
também de lacunas técnicas críticas, que podem eventualmente vir a causar, ou até já estar a causar, constrangimentos à capacidade das empresas de se modernizar e criar processos e produtos mais sustentáveis.
Complementarmente às soluções digitais atrás referidas, revela-se pertinente o desenvolvimento de iniciativas formativas tailor-made, através de um novo modelo formativo, que recria os processos industriais numa lógica de learning factory, que não será mais que uma fábrica-piloto em ambiente controlado de aprendizagem e demonstração de tecnologias industriais (produtos e processo), que se pretende desenvolver num espaço único e inovador.
Trata-se de um ambiente de aprendizagem, conhecidas também como fábricas de aprendizagem, onde os processos e as tecnologias se baseiam num local industrial real e que permite uma abordagem direta ao processo de criação e desenvolvimento de produtos, fabrico, gestão da qualidade, logística, entre outros. O modelo baseia-se num conceito pedagógico, que privilegia a aprendizagem experimental, baseada em casos concretos e problemas reais. A filosofia de melhoria contínua é facilitada pelas próprias ações e pelo envolvimento interativo dos participantes.
Da mesma forma como noutros work packages (WP) desta agenda, como é exemplo o WP1, os espaços do CTCV funcionarão como áreas de capacitação e demonstração para estes setores, um espaço de demonstração e transferência de conhecimento efetivo, que reproduz, os processos industriais. Este novo espaço interativo de formação e demonstração, com recurso a tecnologia e equipamento industrial à escala laboratorial para demonstração e aprendizagem, permitirá valorizar os desenvolvimentos em curso, que além da diferenciação na forma como se pretende transferir conhecimento, será o culminar de um conjunto de atividades de inovação na área da formação profissional, como complemento aos processos tradicionais de treino.
No estudo desenvolvido no âmbito deste projeto, a automatização de processos assume-se como uma alavanca para a evolução tecnológica destas empresas, estimando que mais de 50% das funções serão fortemente impactadas pela automação nos próximos 5 anos, já que quanto mais automatizados forem os processos industriais, maior será a contribuição na proteção ambiental, na redução
de emissões de gases com efeito estufa, um dos grandes desafios desta indústria.
Já a Federação Internacional de Robótica (IFR) publicou o seu relatório World Robotics 2024, revelando um aumento de 10% face ao ano anterior, com a Ásia a liderar o mercado global de robótica e a Europa ter registado um aumento significativo na instalação de robôs industriais, com uma subida de 9%. O mesmo relatório antecipa um ritmo de crescimento acelerado em 2025, perspetivando-se que essa dinâmica de crescimento se prolongue nos anos seguintes, não se vislumbrando qualquer sinal de abrandamento da tendência de crescimento a longo prazo, o que vem reforçar a importância da automatização, permitindo às empresas operar em economias desenvolvidas sem comprometer a eficiência de custos.
Isto impele a que os quadros técnicos se especializem em automação e robótica, para otimizar e aumentar os níveis de eficiência e sustentabilidade dos processos industriais, enquanto a pressão regulatória em matéria de ambiente e a exigência dos mercados, impõe modelos de produção mais sustentáveis, pelo que um dos espaços que terá maior destaque no âmbito deste projeto será o Laboratório de Aprendizagem e Demonstração em Automação e Robótica.
Neste laboratório de aprendizagem e demonstração de tecnologias, pretende-se replicar e simular processos de automação e movimentos robóticos, recriando linhas de montagem de treino automatizada de produtos, para demonstrar as mais recentes tecnologias e princípios da Indústria 4.0 num formato real, demonstrando, capacitando e promovendo a automatização de funções e tarefas que atualmente são manuais, e que não acrescentam valor ao negócio, nem aos trabalhadores que as operam, para processos mais robotizados e ágeis, tais como processos de:
movimentação de produtos entre as várias secções;
montagem que garanta precisão e consistência ao auxiliar na montagem de componentes, reduzindo erros e aumentando a produtividade;
embalagem que reduza tempos e deficiências no processo na montagem das caixas, colocação de etiquetas, embalamento de produto;
vidragem precisa, melhorando a qualidade dos produtos e a eficiência do processo;
conformação (retirada de peças de máquinas), acabamento em crú (como apoio nas tarefas de espatulagem, esponjamento);
paletização, que organize produtos em paletes de forma otimizada, maximizando o espaço disponível e minimizando o esforço humano com cargas manuais;
inspeção de qualidade, equipados com sistemas de visão artificial avançados, para analisar produtos em tempo real, para garantir padrões elevados de qualidade e conformidade.
Este laboratório assentará a sua atuação em programas formativos, que serão desenvolvidos em parceria com fornecedores de tecnologia e instituições de ensino superior (IES), desenvolvendo programas curriculares de curta duração e de especialização, em temas como Automação, Robótica, Sensorização, IA, Sistemas de Transporte e Embalagem Inteligente, Visão Artificial aplicada ao controlo de qualidade dos produtos, Sensorização Industrial, Programação, entre outros métodos de produção que impliquem a capacitação para processos de automatização e robotização.
Além do Laboratório de Aprendizagem e Demonstração em Automação e Robótica, está ainda prevista a criação de outros espaços laboratoriais de aprendizagem e demonstração para processos de otimização e integração de fluxos de produção, promovendo a minimização de desperdícios e melhoria de fluxos produtivos, no caminho da excelência operacional, impactando diretamente na qualidade dos produtos, nos custos operacionais e na resposta/satisfação dos clientes. Com esta solução de aprendizagem, o objetivo é capacitar para atuar diretamente:
na redução de custos operacionais, como mão-de-obra, matérias-primas e energia;
na qualidade sólida, com a padronização de processos e a aplicação de controlo de qualidade ao longo do fluxo de trabalho;
na maior flexibilidade na resposta ao mercado, em cenários de constante transformação;
na redução de tempo dos ciclos produtivos, desde a entrada de matéria-prima até à entrega do produto final, permitindo que a empresa responda de forma mais rápida e eficaz;
num maior controlo das operações da empresa, facilitando a identificação de problemas e a tomada de decisão na resolução dos mesmos;
na maior sustentabilidade ambiental, através da minimização do desperdício e da implementação de práticas de produção sustentáveis.
Os laboratórios de aprendizagem e demonstração para a Economia Circular e Eco-Inovação e o Eco-Design, é também outro objetivo deste projeto, que atuará na capacitação para a circularidade de materiais e processos, testando novos materiais, novas pastas e novas tecnologias de produção. Em setores onde a circularidade de recursos é um tema crítico que deve ser potenciado, este laboratório surge numa lógica de capacitar para a circularidade de materiais e processos, desafiando as empresas a testar novos materiais (pastas/vidrados mais sustentáveis), novas tecnologias de produção (como a fabricação aditiva) e até novas aplicações nesta ou noutras indústrias (simbioses industriais), tendo em conta os princípios da sustentabilidade e do alargamento do ciclo de vida dos produtos.
Investir no conhecimento da força de trabalho, é investir no crescimento sustentável da indústria e este projeto visa uma clara aposta no capital humano das empresas, considerando-o como um pilar estratégico para a modernização e inovação da indústria, explorando programas inovadores, através de alianças estratégicas.
Propriedade e Edição
APICER [Associação Portuguesa das Indústrias de Cerâmica e de Cristalaria]
Direção, Administração, Redação, Publicidade e Edição
Rua Coronel Veiga Simão, Edifício Lufapo
Hub A - nº40, 1º Piso
3025-307 Coimbra
[t] +351 239 497 600 [f] +351 239 497 601 info@apicer.pt www.apicer.pt
Tiragem 1200 exemplares
Diretor Jorge Costa de Jesus Vieira
Editor e Coordenação Albertina Sequeira keramica@apicer.pt
Conselho Editorial
Albertina Sequeira, António Oliveira, Cristiana Costa Claro e Martim Chichorro
Paginação e Capa
Teresa Ribeiro Bento
Colaboração
A. Amado, Ana Magalhães, Ana Marta Almeida, António Tomás Fonseca, Behzad Shahzamanian, Carlos Costa, Edgar C. Fernandes, Eduardo Sá, Francisco Lázaro, Francisco Silva, Gabriel Pestana, Helena Monteiro, Henrique Monteiro, Henrique Santos, Inês Rondão, Joana Rosa, João Menício, José Silva, Luc Hennetier, Luís Ferreira, Luis Silva, Maria João Franco, Marisa Almeida, Milene Lopes, Nelson Martins, Nuno Amaro, Nuno Vitorino, Patrícia Almeida, Paulo Mónica, Paulo Pires, Paulo Vigário, Pedro Frade, Pedro Santos, Roberto Ribeiro, Romão Silva, Sandra Carvalho, Silvia Sotero, Sílvia Vara, Sofia Batista, Sofia Ferreira, Valdemar Oliveira, Vitor Ferreira.
Impressão
Grafica Almondina- progresso e Vida; Empresa Tipográfica e Jornalística, Lda Rua da Gráfica Almondina, Zona Industrial de Torres Novas, Apartado 29 2350-909 Torres Novas
[t] +351 249 830 130 [f] +351 249 830 139 geral@grafica-almondina.com www.grafica-almondina.com
Distribuição
Distribuição gratuita.
Versão On-line https://issuu.com/apicer-ceramicsportugal
Notas
Proibida a reprodução total ou parcial de textos sem citar a fonte. Os artigos assinados veiculam as posições dos seus autores.
Publicação Especial nº 397 . Setembro . 2025
Depósito legal nº 21079/88 . Publicação Periódica inscrita na ERC [Entidade Reguladora para a Comunicação
Estatuto Editorial disponível em: http://www.apicer.pt/apicer/keramica.php
Financiamento
Ecocerâmica e Cristalaria de Portugal | Agenda Verde para a Inovação Empresarial, financiada pelo PRR - Plano de Recuperação e Resiliência, no âmbito do Next Generation EU da União Europeia | Projeto nº 76.