NEW! Saginaw NextGen® Series Modular Enclosure Bays and Freestanding Disconnect Enclosures
Modular enclosure bays bolt together to build a freestanding enclosure with as many bays/doors needed for your application.
electrical/electronic controls, components, and
Freestanding disconnect enclosures add a disconnect mounting feature to protect electrical/electronic controls, components, and instruments in typical industrial environments.
NEW! Stainless Steel Enclosures at Seriously Reduced Pricing
AutomationDirect has reduced prices by up to 30% on hundreds of stainless steel enclosures, consoles, and workstations from top US manufacturers like Hammond, Saginaw, and Wiegmann. Plus, get free and quick shipping*.
Mary C. Gannon • Editor-in-Chief
Are we looking at electrification through rose-colored glasses?
ELECTRIFICATION IS TOTALLY IN VOGUE
THESE DAYS. You can’t visit any type of off-highway event and not be overtaken by this trend. The need to reduce emissions is 100% necessary and a noble deed. But are battery-powered machines the only realistic solution?
In some cases, the answer is a resounding YES! Compact machinery such as forklifts or airport tugs and restackers can swap out internal combustion engines with batteries easily. They also can hook up to charging stations or right into the grid on-site, especially if they run in cycles and have planned downtime for charging.
But as you look at bigger and bigger machines, the question of how effective they will be becomes more prevalent. In a presentation at the Danfoss Distributor Meeting in September, Chad Larish, Principal Engineer, Controls Division at Danfoss Power Solutions, highlighted a stat which I think more people need to be aware of. Despite published operating times on battery-powered machinery of 6-8 hours, they’re really only capable of lasting 3-4 hours. (Read more from Larish in our Electrification department, on page 18). That’s a huge difference.
In a recent Fluid Power World webinar on the benefits and best fits for hybrid systems, Barun Acharya, System Applications Engineering Manager at Parker Hannifin, echoed these words. “One way to determine what is the best fit for fully electric equipment or whether electrification applies or not is to
look at the power consumption on the application versus the duty cycle,” Acharya said. “If your duty cycle is low and your power required is low, electrification makes total sense. Like a golf cart or small forklifts … electrification makes total sense there. And it has already happened there. On the other side, if you look at applications where you have high power and high duty cycle, like a big excavator … electrification really doesn’t make sense.”
Acharya did note an exception, however, saying that mining operations, which are usually maintained for decades and often operated 24/7, will often have the electrical transmission lines installed, so it makes sense to have those mining machines electrified. (You can view Acharya’s webinar at fluidpowerworld.com.)
Despite his words of caution, there are plenty of large excavators and other similar-sized machinery being electrified. And I wonder, even with access to charging stations, will such massive machinery have the runtimes needed? At MinExpo last month, Liebherr showcased three electric machines. It was impressive to see these massive machines and know they were using battery solutions. Liebherr announced a partnership with Fortescue Zero for its T 264 autonomous truck, where Fortescue's stationary fast-charging solution uses robotic connections that can provide up to 6 MW of power in just 30 minutes.
But a potential drawback in all this
excitement is that the companies have not revealed the truck’s runtime. If it’s like what Larish noted of 3-4 hours runtime, you’re still losing approximately 3 hours of that 24-hour machine productivity to charging. In the webinar, Acharya also highlighted the prohibitive costs of electric machines, where battery costs are high. He also pointed out that battery-powered machines are much heavier, which in turn results in a 25-30% lower payload capability.
In Acharya’s discussion, he highlighted the best use cases of hybrid machines. It would be helpful if government incentives and rebates will be made available for such hybrid machines, especially as such incentives are pushed heavily into the electric, battery-powered designs.
Finding a sweet spot is necessary. If we really want to reduce emissions and ensure productive fleets, we need to continue to develop and study the opportunities for the four types of electrified machines and hybrid designs in the off-highway space and fit them to the right applications. Electrifying for the sake of electrifying seems like it could be a waste of R&D money and time. FPW
Mary C. Gannon • Editor-in-Chief mgannon@wtwhmedia.com linkedin.com/in/marygannonramsak
OCTOBER 2024
26 INDUSTRIAL HYDRAULICS
Hydraulics ensures smooth sailing for workboat operations
Hydraulics continue to be used heavily in marine applications, as they offer the power density, safety and shock resistance needed in these environments.
30 MOBILE HYDRAULICS
Cut-to-length calls for high-end hydraulics
Hydraulics expert Carl Dyke shares insight on forest harvesting machines and what it takes to make the cut.
36 PNEUMATICS
Improving packaging applications with pneumatic control
Increase efficiency and effectiveness by choosing the right pneumatic control or regulation product for accurate, repeatable results.
43 PACKEXPO SHOW PREVIEW
Pack Expo Chicago is ready for record numbers
The world’s largest packaging and processing show returns to Chicago’s McCormick Place Nov. 3-6.
MARKETING
VP, Operations
Virginia Goulding vgoulding@wtwhmedia.com @wtwh_virginia
Digital Marketing Manager Taylor Meade tmeade@wtwhmedia.com @wtwh_taylor
SALES
Ryan Ashdown 216-316-6691 rashdown@wtwhmedia.com
PRODUCTION SERVICES
Customer Service Manager Stephanie Hulett shulett@wtwhmedia.com
Customer Service Representative Tracy Powers tpowers@wtwhmedia.com
Customer Service Representative
JoAnn Martin jmartin@wtwhmedia.com
Customer Service Representative Renee Massey-Linston renee@wtwhmedia.com
Customer Service Representative Trinidy Longgood tlonggood@wtwhmedia.com
www.nfpa.com
Jami Brownlee 224.760.1055 jbrownlee@wtwhmedia.com
Mary Ann Cooke 781.710.4659 mcooke@wtwhmedia.com
Jim Powers 312.925.7793 jpowers@wtwhmedia.com @jpowers_media
Courtney Nagle 440.523.1685 cseel@wtwhmedia.com @wtwh_CSeel
LEADERSHIP
CEO, Co-Founder Scott McCafferty smccafferty@wtwhmedia.com @SMMcCafferty
Rachael Pasini • Senior Editor
Can we see the forest for the trees?
FORESTRY HAS A BAD RAP for devastating ecosystems now lined with dusty stumps where lush foliage and wildlife used to exist. The imagery is saddening and requires an examination of conscience and behavior. Through a different lens, however, the forestry industry can be seen as an ally against future deforestation. Companies that want to make a profit continuously need healthy, regenerative forests just as farmers need nutrient-rich land for sowing crops.
In The State of the World’s Forests 2024 report, the Food and Agriculture Organization of the United Nations (fao) declared that “deforestation is slowing, forests are under pressure from climate-related stressors, and forest product demand is rising.” Wildfires and pests seem to be destroying millions of hectares without our help, and “[g]lobal wood production is at record levels, at about 4 billion m3 per year,”
with no signs of slowing down through 2050.
As part of its guidance to address the current and near-future state, the FAO calls for technological innovations, such as advanced sensors, artificial intelligence, and machine vision, that increase forestry efficiency, maximize yield, and reduce waste. Manufacturers and logging companies are already answering this call with improved hydraulics, more efficient mobile machines, automation, and continued research on hybrid designs. In this Fluid Power World issue, we discuss a few of these improvements in the market and how the cutto-length harvesting method is growing in popularity for more sustainable forestry.
Now, sustainability doesn’t mean we don’t use the Earth’s resources. It means we use them responsibly in a way that’s respectful of ecosystems and ensures healthy replenishment.
Trees are a renewable resource, after all, and critical to the economy. But they’re also critical for regulating climate change, improving air and water quality, and supporting biodiversity. So, we must use methods and equipment that allow us to leverage this renewable resource responsibly to preserve its natural functions and essential role in our environment. FPW
New biodegradable fluid meets environmental and performance standards
CONCERN CONTINUES RISING over stern tube leakages and operational discharges that were once considered part of normal operation in marine vessels. A popular 2010 study estimated that marine shipping vessels leak 4.6 to 28.6 million liters of lubricating oil from stern tubes annually and introduce 32.3 million liters from other discharges and leaks.1
As a solution, environmentally acceptable lubricants (EALs) are designed to minimize the harm that discharges or leaks can cause to wild-
life and the environment. These lubricants meet specific environmental performance standards, such as biodegradability, non-toxicity, and low bioaccumulation potential. EALs are commonly used in industries operating in ecologically sensitive areas, including marine, agriculture, forestry, and construction, where lubricants can come into direct contact with the environment. Organizations, including the U.S. Environmental Protection Agency ( epa ), European Union Ecolabel, and International Maritime
BIODEGRADABILITY REQUIREMENTS AIM TO MINIMIZE ENVIRONMENTAL HARM FROM HYDRAULIC FLUID DISCHARGES AND APPLY TO ANY ENVIRONMENTALLY SENSITIVE INDUSTRY AND APPLICATION, ESPECIALLY NEAR BODIES OF WATER.
Organization ( imo ), set regulatory requirements and guidelines for such fluids. One relatively recent update includes the EPA’s Vessel Incidental Discharge Act (vida), which aims to reduce the environmental impacts of normal operational discharges from regulated vessels. Final requirements and details are underway,
1Etkin, D.S. 2010. Worldwide analysis of in-port vessel operational lubricant discharges and leaks. Proc. 33rd Arctic and Marine Oilspill Program Technical Seminar: p. 529-554.
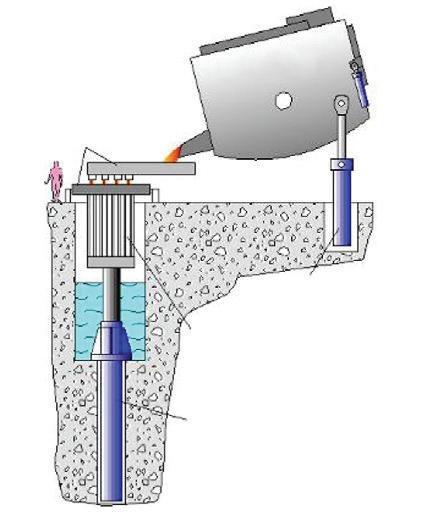
World’s Largest Aluminum Continuous Casting Cylinder Ever Built!
This cylinder and hydraulic system for the world’s largest aluminum continuous casting machine was built for the United States of America, with a capacity of 285 metric ton and an integrated anti rotation device.
The cylinder size is: bore 59” x rod 47” x 419” stroke, flange 118”, and a weight of 100 metric ton.
Hunger has built over 350 of this type of cylinders with anti rotation device in all sizes.
Casting Mold
Aluminum Melting Furnace
Furnace Tilt Cylinder
Casting Cylinder
Aluminum Ingots
THOUGH MORE FAVORABLE FOR ECOSYSTEMS, EALS CAN DEGRADE FASTER THAN MINERAL-BASED LUBRICANTS FROM OXIDATION AND EXTREME TEMPERATURES. TESTING IS IMPERATIVE TO ENSURE AN EAL'S PERFORMANCE.
but the maritime industry is seeking solutions now that meet performance requirements.
While EALs have significant environmental benefits, they also present performance challenges, higher costs, and compatibility issues compared to traditional mineral-based lubricants. Oxidation is an important consideration, as biodegradable fluids are inherently more susceptible to oxidation than conventional mineral oils, leading to faster degradation. Thermal stability is also a concern, as EALs can break down faster when exposed to high temperatures and extreme heat or cold.
Thus, as regulations and markets push for more sustainable solutions that minimize harm, manufacturers are researching and developing more hydraulic fluid solutions that meet environmental and operational requirements. For instance, Chevron added a new
“Clarity Bio EliteSyn AW performs impressively across a range of demanding applications. The product performs exceptionally well in mobile hydraulic systems, bringing everything of a traditional product but with added elements of efficiency and productivity.”
biodegradable hydraulic fluid called Clarity Bio EliteSyn AW to meet the evolving needs of the marine and construction industries in alignment with environmental regulations. The
lubricant meets or exceeds government regulations for biodegradation, toxicity, and bioaccumulation limits, and it has a high level of renewable carbon of ≥ 90%.
The fluid underwent extensive testing, including the Turbine Oil Oxidation Stability Test (tost), against synthetic and zinc-based hydraulic fluid and other EALs and biodegradable products on the market. The results showed that Clarity Bio EliteSyn AW achieved a TOST life of 10,000 hr, separated entrained air in 2.18 min, and had a total water acidity of 3.37 mg/KOH, performing better than its counterparts. The fluid withstands oxidation during high-temperature operation and resists water contamination, improving efficiency, reducing potential system and equipment damage, and improving productivity.
“Clarity Bio EliteSyn AW performs impres-
sively across a range of demanding applications. The product performs exceptionally well in mobile hydraulic systems, bringing everything of a traditional product but with added elements of efficiency and productivity with the benefit of being bio-based and biodegradable. It even handles high-demanding operations at pressures exceeding 5,000 psi, making it a top choice for operators looking for reliability under tough conditions,” said Zach Sutton, Lubricants Industrial and Services Specialist at Chevron. “The unique formulation also makes it ideal for servovalves, systems using multi-metal components, and where precision is critical. The compatibility and consistent performance of Clarity Bio EliteSyn AW in these settings help achieve smooth operations without compromising on protection or durability and make converting over easy. And finally, in marine hydraulic equipment applications that require specialized solutions, Clarity Bio EliteSyn AW has been able to meet these unique challenges head-on. Its performance in harsh
marine environments reinforces its versatility and reliability across industries.”
The new product provides seal compatibility so customers can transition easily without changing equipment seals. This compatibility advantage helps simplify the adoption process, reducing downtime and operational disruptions. The fluid also exhibits low toxicity to wildlife, making it desirable for applications near water or areas with potential wildlife impact. It complies with the EU Ecolabel, EPA Vessel General Permit (vgp), Swedish Standard for EALs, and the Organization of Economic Cooperation and Development (oecd) definition of “readily biodegradable” in which a majority will break down within 28 days.
The Clarity Bio EliteSyn AW is formulated from a 100% renewable, bio-based synthetic base oil that delivers all the performance of a conventional mineral-based lubricant and is available in ISO grades 32, 46, and 68. FPW
Chevron Lubricants chevronlubricants.com
Rachael Pasini • Senior Editor
Fail-safe locking device can hold four million pounds
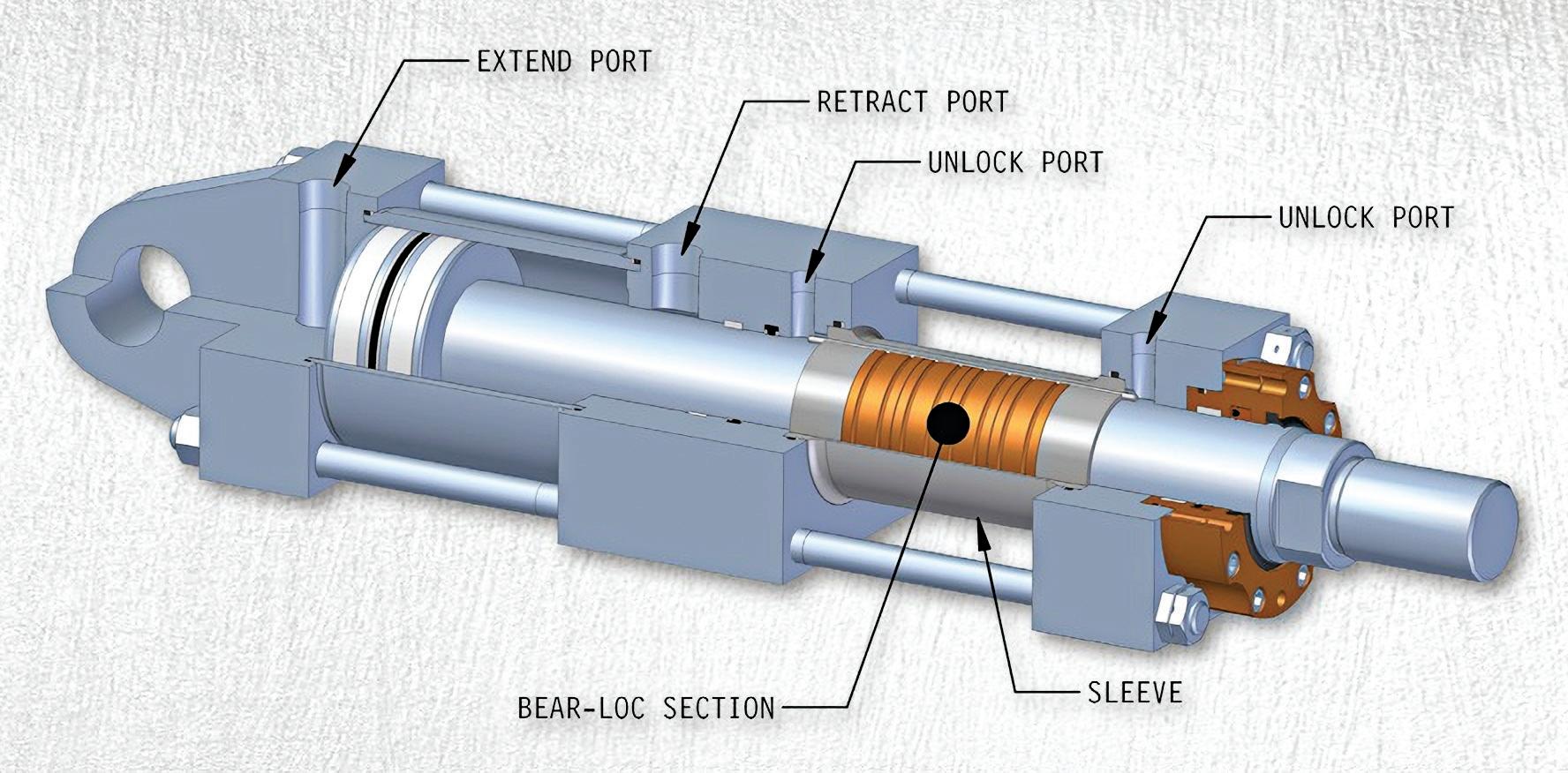
HYDRAULIC PRESSURE ALLOWS THE ROD TO MOVE FREELY. REMOVING THE PRESSURE CREATES AN INTERFERENCE FIT AND LOCKS THE ROD IN PLACE.
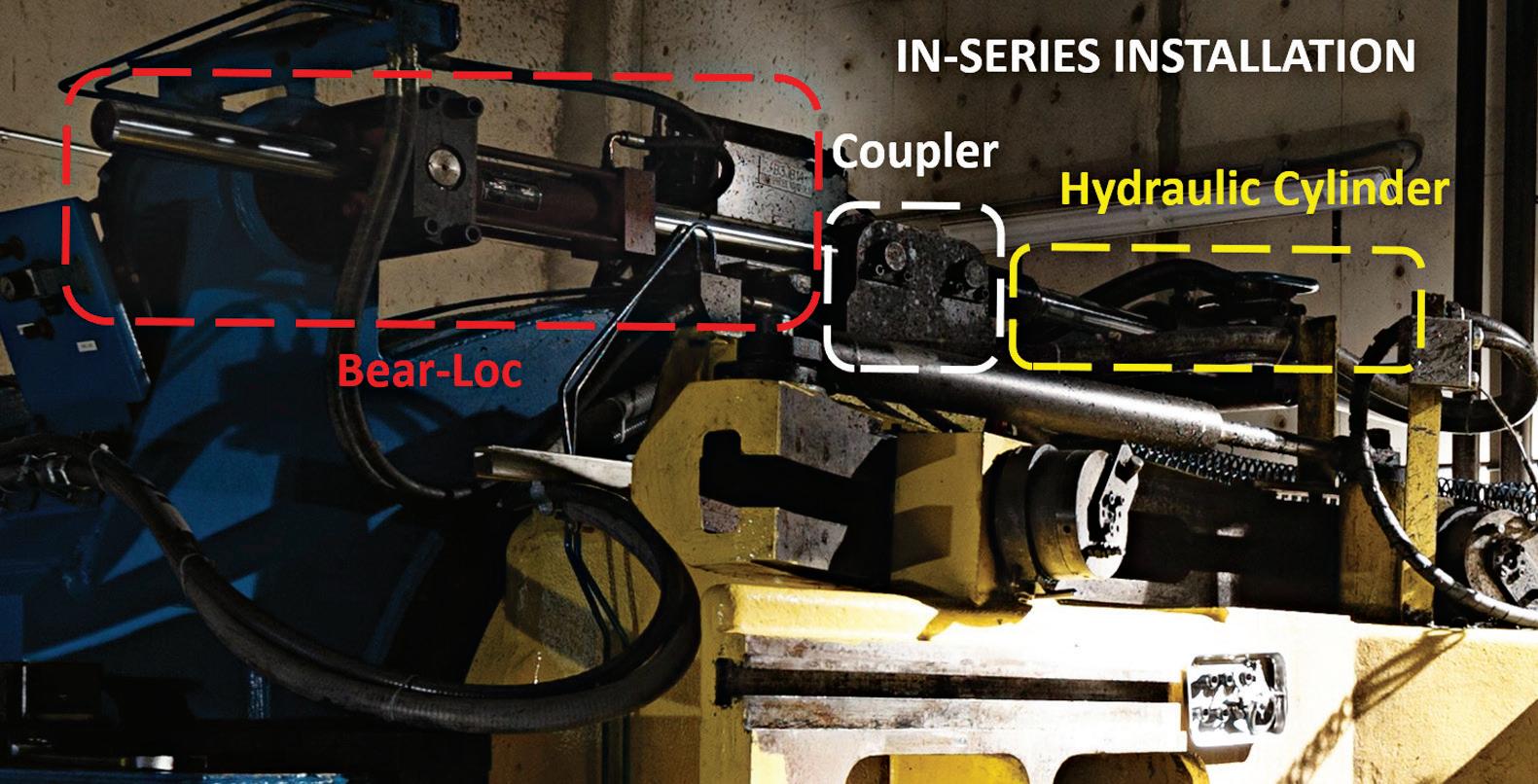
HERE IS AN EXAMPLE OF A BEAR-LOC INSTALLED IN SERIES ON A TESTING MACHINE. THE HYDRAULIC CYLINDER ACTUATES THE COUPLER, AND THE BEAR-LOC LOCKS THE COUPLER POSITION WHEN POWER IS REMOVED.
FLUID POWER ENGINEERS are familiar with hydraulic load-holding or counterbalance valves that prevent sudden load drops and control descent speed. Such valves ensure smooth, stable operation and provide a safety mechanism in mobile and industrial machinery. The downside is they can fail due to wear, incorrect positioning, or failures in the hydraulic system. Pennsylvania-based York Precision thought outside the box on this one and developed the Bear-Loc fail-safe locking device as an alternative solution to prevent catastrophes.
“We've seen applications with very high load-
holding requirements — a million pounds or several hundred thousand pounds. There was a company with barges that needed to ensure they didn't have leakage or lose some of their payload, which could be hazardous to the environment. [They needed] something more failsafe and certain than valving,” said Dan Baker, president of York Precision. “Sometimes it's the performance aspect, but sometimes it's the risk mitigation, where the risk of something happening catastrophically is so important that they don't want to leave it to chance or a valve that could fail or wear over time. They want
something that they know is going to work.”
For example, drilling rigs, coal crushers, cranes, excavators, and aerial lifts need reliable lockout capabilities to protect workers and equipment during emergencies and routine maintenance.
“Most companies out there use valving to hold these loads … that's not your best option. Because they can fail, and when they fail, they fail in an unsafe way. The idea of a Bear-Loc is that if a hydraulic line breaks, if something goes wrong elsewhere in the system, the BearLoc is going to be there, and it's going to hold on,” said John Ciardullo, engineering manager at York Precision.
The mechanism is simple and comprises a rod and a sleeve. When hydraulic pressure is applied, the sleeve expands around the rod, allowing the rod to move freely. When hydraulic pressure is removed — intentionally or accidentally — the sleeve immediately forms an interference fit around the rod, locking it into place.
“There are basically three factors of the BearLoc. The first factor is the pressure you use to unlock the lock. The second one is the diameter you're locking against, and the third is the length of the lock. Different combinations of those will give us all kinds of lock capacities,” said Rob Tafel, engineering manager at York Precision. “We can play with the lengths, too, because sometimes [customers] have more space around it, but they don't have a lot of length. So, if we go up in size and possibly even pressure, we can shorten the lock length to fit it within the space.”
When space constraints pose a challenge, especially in retrofit applications, a BearLoc can run in parallel or series with existing hydraulic actuators. This negates the need to change the hydraulic cylinders while still locking at any position.
Unlocking the Bear-Loc requires little fluid displacement — a mere few cubic inches. The device requires an independent hydraulic line
SHOWN
Solutions Under Pressure
Needle
Flanges & Adapters
Bar & Custom Manifolds
Pressure Gauges & Snubbers
SSW
•
•
•
•
Industries Served:
• Oil & Gas
• Industrial Hydraulics
• Mining
•
• Chemical & General Processing Plants
• Medical
• Aerospace
• Factories
• Mobile Equipment
• Defense
• Machine Tool
• Testing Equipment
• Ocean Depth Technology
• Automotive
• Food Processing
• Agriculture
and can integrate into a centralized system or use a separate supply.
“We tell people, for a 3,000 psi Bear-Loc, you need to get 3,000 psi into that lock. If it's at 2,000, it's not open. If it's at 1,000, it's not open,” said Ciardullo. “If they want to connect to the same reservoir and have the same pump, they can use different valves to get the fluid to and from the Bear-Loc. It's really versatile in that way. They can do it however they wish … there's a lot of different ways you can line it up.”
As an R&D project, the company is working on a design without an independent hydraulic line to the lock section. This would benefit engineers lacking a third line in a retrofit application. With this new design, engineers would use their extend and retract lines and add valves to automatically lock or unlock the cylinder based on the extending or retracting pressure.
The current design has been long proven in defense applications focused on performance and reliability. Offshore applications are also gaining traction.
“When a customer needs to get that load holding, but it's not easily accessible by a person — whether it’s fully submerged or there’s an island in Alaska where they need to have a reliable solution, and it needs to work for a long period of time without human intervention — we're seeing traction there,” said Baker. “We can make the Bear-Loc for maritime or submerged conditions. We’re also in industrial settings, such as presses, and we’re seeing some more wind power, which dovetails a bit with offshore.”
The company has also received inquiries from aerospace companies such as SpaceX, especially for launching applications.
“We have a history of 50 years of these things being out in the field and working,” said Ciardullo. “This is not an unproven product. We’re not in the baby stages. This thing's been around for a long time and has held loads up to four million pounds without a problem.”
Surprisingly, the device remains relatively unknown despite its mar-
ket longevity and field validation. Engineers tend to find out about BearLoc while searching for a solution they’re not sure exists.
“They have this uneasiness or just don't feel like their design is where it needs to be from that risk mitigation or performance perspective,” said Baker. “Once we share how our product works, how long it can work without needing repairs, and that it’s a straightforward design, they catch on quickly. It's not like it has a level of complexity. It's not hard to comprehend. Yes, it's difficult to manufacture, but people can grasp the concept relatively quickly. We get a good deal of excitement from the engineers.” FPW York Precision yorkpmh.com
THE LARGEST BEAR-LOC PRODUCED TO DATE WAS FOR A TUG BARGE, LOCKING UP TO FOUR MILLION POUNDS YORK PRECISION
Norwegian fisheries rely on liquid ring vacuum pumps for packaging
NORWAY HAS A LONG TRADITION of catching and processing fish. The country ranks second in the world for exports behind China. To ensure the high quality of their freshly caught products, Norwegians pay particular attention to an unbroken cold chain. One company that contributes to a high level of food safety is Atlantic Styro. Based on Lovund, an Atlantic island just outside the Arctic Circle, the manufacturer produces containers made from expanded polystyrene (eps), a lightweight, costeffective material for packaging, insulating, and transporting frozen fish and seafood. The polystyrene boxes keep fish and seafood fresh during transport and storage.
In addition to high quality, efficient production is more important than ever. To produce as sustainably as possible, the box manufacturer relies on a modern vacuum supply. The vacuum extracts the process vapor produced when the foam expands.
“Atlantic Styro achieves this very effectively thanks to our modern vacuum solution,” said Roy Mikalsen, sales manager at Atlas Copco. “Three liquid ring vacuum pumps from the LRP VSD+ series are used on Lovund, which are very well integrated into the overall process.”
The liquid ring pumps are energy-efficient and ensure low operating and maintenance costs. Equipped with two variable speed drives (vsds), the vacuum system saves energy and water. The first of the VSD twins maintains the required vacuum level by precisely controlling the pump’s operating speed, ultimately reducing power consumption. The second drive controls the water circulation pump and thus optimizes the pump’s water flow.
“The closed water circuit means that leaking seal water is collected in a tank and recirculated,” said Mikalsen. “This recovery secures the water supply. An additional energy recovery also reduces production costs. To achieve this, the LRP VSD+ series is equipped with the powerful, user-friendly Elektronikon vacuum controller from Atlas Copco, among other things. This enabled Atlantic Styro to integrate the vacuum solution into its system and control the
entire system.”
The LRP VSD+ is compact and saves space. A soundproof bonnet insulates background noise in the immediate working environment to 65 dB(a). The inlet, outlet, and power cable connections are located on the top of the pump for easy installation. These easily accessible features make the solution an uncomplicated plugand-play product.
Overall, the LRP VSD+ pumps combine high functionality with significant savings and 50% less energy consumption. Their user-friendliness and centralization options make the vacuum solution from Atlas Copco suitable for EPS box production so that seafood and fish retain their temperature and consistency over a long period and develop their full flavor when consumed later.
FPW
Atlas Copco atlascopco.com
Rachael Pasini • Senior Editor
ATLANTIC STYRO USES THREE LIQUID RING VACUUM PUMPS FROM ATLAS COPCO’S LRP VSD+ SERIES.
Mary C. Gannon • Editor-in-Chief
Understand the four phases of electrified mobile machinery
MOBILE
MACHINERY power transmission
is rapidly evolving, driven by regulatory pressures, growing demands for greener technologies, and reduced operational costs. In this article, we delve into the current trends, the viability of hydraulics, and the various levels of electric machines that are shaping the future of the industry. At the recent Danfoss Distributor Meeting, Chad Larish, Principal Engineer- Controls Division at Danfoss Power Solutions, presented a high-level overview of where off-highway technologies are now and where they’re going in terms of electrification.
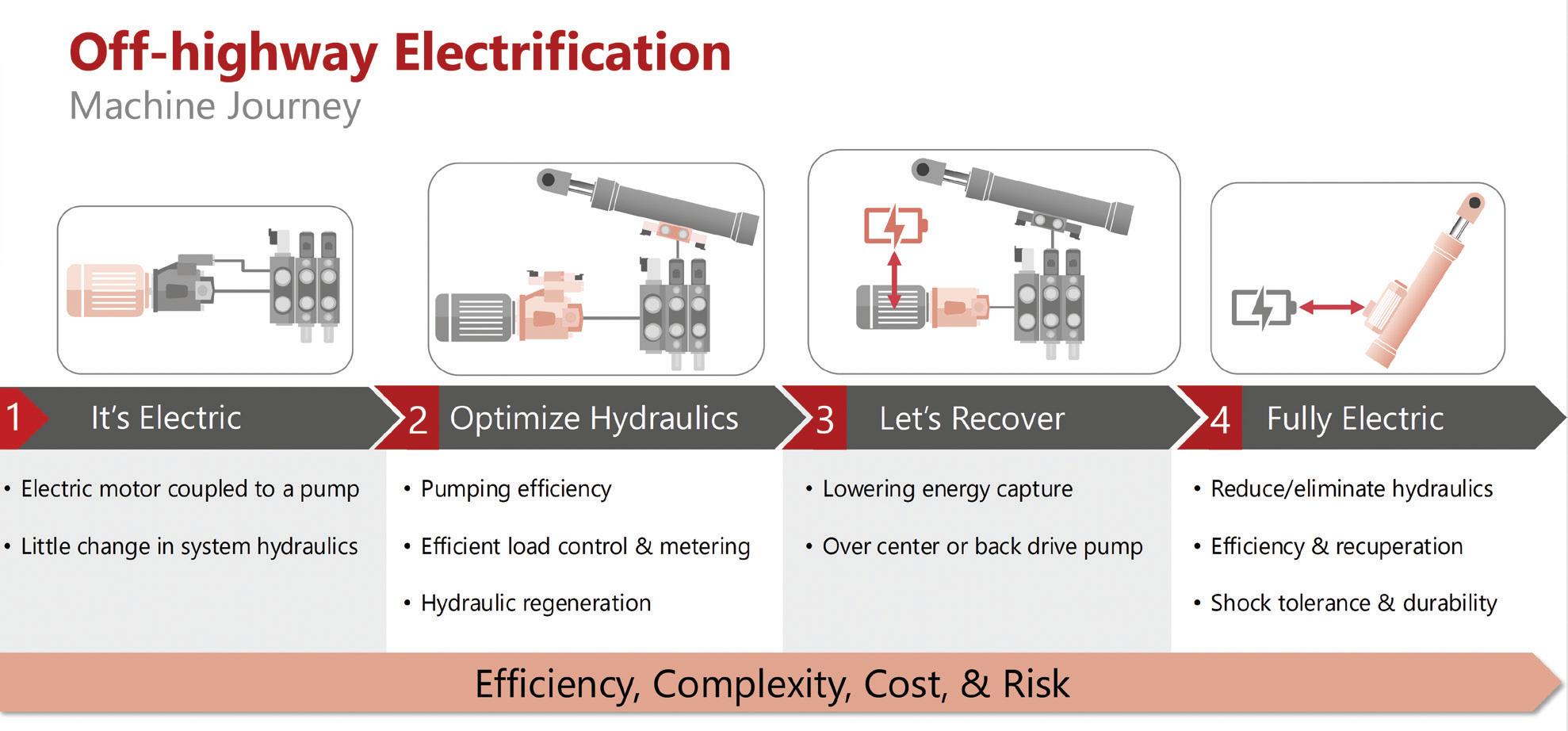
Current market trends
The push towards electrification in mobile machinery is gaining momentum worldwide, spurred by stringent emissions regulations and a desire for sustainable practices. Zeroemission zones in Europe and select U.S. cities are compelling Original Equipment Manufacturers to develop electrified machines. Moreover, total cost of ownership considerations,
MOBILE
MACHINES RUNNING ON BATTERIES ALONE OFTEN REQUIRE FREQUENT CHARGING, WITH MACHINES SOMETIMES RUNNING ONLY 3 OR 4 HOURS BEFORE NEEDING A CHARGE, SO ACCESS TO CHARGING STATIONS IS CRUCIAL.
or elimination has always been the goal, but it’s easier with compact equipment with lowduty operation that have perhaps a four-hour run time and can be easily charged on a city’s power pole, for example. There’s greater interest in mid-sized utility machines and confined equipment that is running in a yard or an airport where it's a fairly small environment.
Because charging infrastructure is a challenge and actual runtime is only about 3 hours compared to published 4 to 6 hours, OEMs need to find ways to get electric machines running up to a full day. Simply adding more batteries is not plausible due to added weight and costs so this is where hydraulic inefficiencies must be addressed.
including maintenance savings and reduced fuel costs, are driving interest in electric alternatives across various applications from construction sites to warehouse operations.
Applications with confined operations or within city limits are key markets moving away from diesel, Larish noted. One machine use that’s transitioned to a majority of electric is the aerial work platform, he said. “In China a few years back, only about 30% of aerial work platforms were electrified, and we're seeing now upwards of 70% are electrified machines,” Larish said. “That's not driven from a regulatory standpoint, it’s really driven around where these machines are used and how they're used. A lot of them are used on construction sites where power is available, and so they don't have to pay for fuel. They have a two-day runtime, and they don't have to pay for all the maintenance costs. So that's kind of a big driver for that platform.”
Compact machines or those with shorter runtimes are a clear choice for electrified equipment, Larish said. Engine downsizing
If you simply make the prime mover swap of diesel to battery power, a compact machine becomes about 85 to 95% more efficient, Larish noted. But then you must take into account losses such as compressibility losses in the pump, through the valves, and finally, multifunction losses. This is why manufacturers are looking at various ways to electrify their machines.
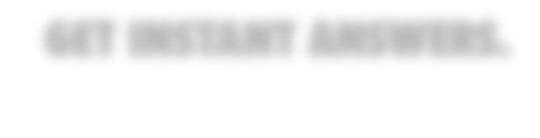
Phases of electrification
PHASE ONE: ELECTRIC PRIME MOVER The easiest move into the electric space is simply to swap out diesel engines for batteries without making any other fundamental changes to the system. Batteries are integrated to power electric motors, marking a fundamental shift towards electrification. These early-generation machines are primarily focused on functionality and learning the dynamics of battery integration. “A lot of this comes down to customers who are trying to learn about electrification. They don't want to change too much. They’re trying to figure out batteries and the voltage standards. And of course, the challenge is that they don't run very long,” Larish said.
PHASE TWO: OPTIMIZING HYDRAULICS With battery-powered machines, hydraulic inefficiency is much more noticeable. Thus, it becomes
necessary to optimize hydraulic systems to enhance machine efficiency and runtime. Advances in hydraulic technologies aim to minimize energy losses through improved pump designs and intelligent flow management systems. This phase represents a holistic approach towards maximizing the benefits of electric power while retaining hydraulic efficiency where necessary.
There is no one size fits all when it comes to increasing hydraulic efficiency, Larish said. Perhaps you can retain your existing pump — a fixed-speed, variable displacement pump, or perhaps you use variable speed, variable displacement, or variable speed, fixed displacement. But no matter what you choose, you need to provide flow at its highest effi-
variable margin control through electronic load sensing.
The company’s digital displacement technology is at the forefront of maximizing hydraulic efficiency, especially when combined with its Editron tech. Digital Displacement pumps use solenoid valves to control each cylinder on a shaft-turn-by-shaft-turn basis. The technology offers a fast response rate and reduces energy losses by up to 90% compared with conventional pumps.
PHASE THREE: RECOVERABLE ENERGY This phase explores the potential of recuperating energy during machine operation. Technologies like regenerative braking, where energy from lowering booms or braking motions is captured and stored, are being integrated into
“A lot of this comes down to customers who are trying to learn about electrification. They don't want to change too much. They’re trying to figure out batteries and the voltage standards. And of course, the challenge is that they don't run very long.”
ciency, which requires more coordinated control between your electric motor, pump, valve, and demand, which will require more intelligent machine intelligence than with a traditional machine.
For fixed displacement pumps you cannot change displacement, so flow is dependent on speed. They are most efficient at higher flows and lower pressures or lower torques and as you increase torque and reduce speed, efficiency tends to drop off. Additionally, on dynamic machines with varying flows, the constantly changing speed can generate noise that an operator may find undesirable.
Variable displacement offers you a little bit more flexibility. You can reduce swashplate angle, and reduce displacement and increase speed to run the motor optimally.
Next, using variable margin control allows for better optimized hydraulics, in which you can figure out how much margin you actually need in your circuit, then reduce that margin to exactly what you need. Danfoss tested this in a forestry application in Finland, where they were saving about 10% fuel economy doing
certain applications to further enhance efficiency and reduce overall energy consumption.
Recuperating energy back to the battery is the wish for many platforms, however the potential energy savings must justify the additional system complexity and cost. Additionally, any recuperation architecture changes must not sacrifice existing performance, functionality, and safety.
Regeneration reallocates hydraulic oil from a pressurized cylinder to somewhere else in the circuit to backfill the cylinder. This allows the function to lower by gravity and mitigates the need to use pump flow.
Applications that are looking at recuperation versus regeneration are usually those that have single function operation, such as a lifting function.
PHASE FOUR: ELECTROMECHANICAL ACTUATORS Machines that eliminate traditional hydraulic systems altogether opt for electromechanical actuators. While promising for specific applications, such as urban environments or controlled industrial settings where access to battery charging is easy, these sys-
tems face challenges related to cost, complexity, and operational robustness compared to traditional hydraulics.
“There are several prototype-ish platforms out there that are using EMAS, but they have their own challenges. They're not quite as efficient at recuperating energy. They're also not as shock tolerant as hydraulics,” Larish said. “So there is some level of additional design requirements that go into fully electric.”
In this realm live electrohydraulic actuators or EHAs, which feature a hydrostatic arrangement. These pre-packaged units are typically seen on the industrial side of hydraulics. Then come core electromechanical designs such as ballscrew, roller screw, rack and pinion, and even flat belt technologies. These technolo-
gies have between 60 and 85% efficiency versus hydraulics, which are in that 40% range. The challenge with many of these actuators is that they often are big and bulky. They also require additional protection because they are gen-
erally not as shock and vibration tolerant as hydraulics. Rack-and-pinion and belt drives are more capable of recuperation, but ballscrew and roller screw are not quite as efficient at recuperation. Finally, these actuators can be more cost-prohibitive, which in turn makes the end machine much more expensive.
Challenges and considerations
• Efficiency concerns: While electric motors are highly efficient (85-95%), challenges persist in optimizing overall system efficiency, particularly in hydraulic subsystems where losses can occur through pumps, control valves, and flow regulation.
• Cost and space constraints: The cost of battery technology remains a significant barrier, with many customers reluctant to accept machines that exceed double the cost of diesel counterparts. Additionally, integrating additional batteries poses spatial challenges, particularly in compact equipment where every pound counts.
• Application-specific solutions: The journey towards full electrification varies by application. While compact equipment and aerial work platforms have seen substantial electrification due to operational benefits and regulatory compliance, heavier machinery like 25-ton excavators or machines used in remote areas face hurdles related to charging infrastructure and high-power demands.
Future directions and innovations
Looking ahead, the industry is poised to explore hybrid solutions combining electric and traditional power sources to balance efficiency, performance, and operational costs effectively. Innovations in battery swap technology and advancements in hybrid architectures promise to address the diverse needs of different applications while continuing to push the boundaries of mobile electrification.
While mobile electrification represents the future of cleaner, more efficient machinery, the move towards more mobile electric fleets is complex. From optimizing existing hydraulic systems to exploring advanced electromechanical solutions, OEMs and customers alike are navigating a complex landscape of technological innovation and regulatory compliance. FPW
DANFOSS’ EDITRON AND POWER SOLUTIONS DIVISIONS WORK TOGETHER TO PROVIDE OPTIMIZED HYDRAULIC AND ELECTRIC SYSTEMS TO ELECTRIFY MODERN, EFFICIENT MACHINERY.
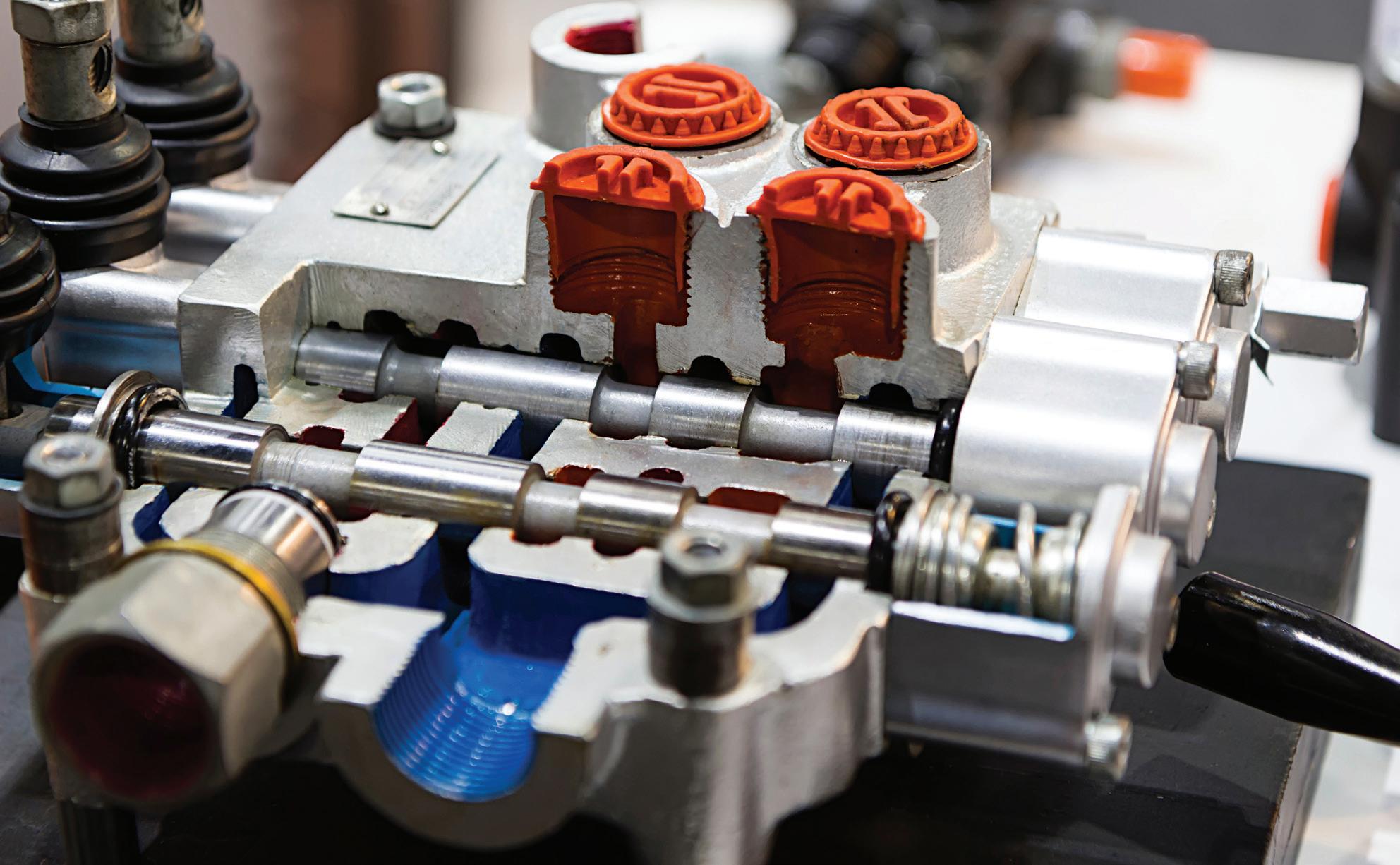
Simplifying Valve Manifolds with Norgren’s VR Series
Modular design enables custom solutions for industrial automation applications.
Valve manifolds have traditionally been considered complex — but not anymore. Norgren is touting its new VR series valve manifolds as more accessible, easier to use, and faster to assemble and deploy.
Fluid Power World sat down with Bradlee Dittmer, Norgren’s Valve Product Technical Manager, to learn more.
WHY DID NORGREN CREATE THE VR SERIES VALVE MANIFOLDS?
Customers want to consolidate direct ported directional control valves into a simple manifold for easier pneumatic and electrical connections. Our customers had increasingly asked for the smaller sizes often used in piloting applications or smaller actuators, so we developed our user-friendly VR solution.
If you have 8 to 10 direct ported valves in close proximity, replacing a valve can be time-consuming because you need to disconnect all the pneumatic and electrical connections. With a sub-based product like ours, all the pneumatics are incorporated into the manifold, so replacing a valve takes seconds instead of minutes. This speeds up both maintenance and installation since everything comes pre-populated with the necessary fittings and valves.
WHAT DIFFERENTIATES THE VR SERIES VALVE MANIFOLDS FROM OTHER PRODUCTS?
We offer different bases with interchangeable fittings, such as 5/32, 1/4” or 5/16”, and you can intermix them within the manifold. This allows for greater flexibility and the ability to consolidate what might have required two manifolds into one — so you have the ability to customize the manifold for your exact application. The modular design allows you to place valve functions in any station within the manifold.
The manifold itself is designed for single-step additions, ranging from 2 to 24 stations depending on the number of solenoids. Customers can easily expand or reduce stations and use a blanking plate for unused ones. Manifolds are available with Ethernet/IP, PROFINET, EtherCAT, IO-Link and a basic multipole, so the VR10 and 15 are ready for your next application.
One thing that’s unique to us is our quick-build program with Automation24, which features our predetermined manifold with all blanking plates that has been pre-tested both pneumatically and electrically. The customer can order the manifold and the valves separately, and then easily install the valves anywhere on the manifold using just two screws, allowing for an onsite solution in days, not weeks.
The VR series comes in 10mm and 15mm valve
VR10 ETHERNET (TOP) AND VR10 PROFINET, VALVE MANIFOLDS.
widths, with the choice depending on whether customers require a smaller footprint or higher air flow. The low watt solenoid coil (0.45W) is environmentally friendly. We get a very good cycle life—up to 30 million cycles, depending on the application. All our valves come standard with LEDs that light up when energized, so you can easily see which valves are actuating. As for safety, the design engineer could take advantage of valve functions like a 5/3 cylinder opento-exhaust feature that prevents trapped pneumatic air by ensuring that the valves can vent air when they come to rest in their de-energized state, or a 5/2 solenoid/spring return ensuring the proper rest position when the valve is de-energized, so that the valve’s position is known when power is lost.
WHAT ARE SOME KEY INDUSTRIES THAT WOULD BENEFIT FROM THE VR SERIES, AND FOR WHAT TYPES OF APPLICATIONS?
The VR10 and 15 are ideal for factory automation, including sectors like packaging, food and beverage, and material handling. They support piloting fluid control valves in car wash applications, food processing, conveying systems, and anywhere using linear cylinders or pneumatic actuators—especially in smaller configurations like 1-to-3-inch bores and 1-to-12-inch strokes. The applications are endless; a lot of it depends on the unique design challenges, from simple solutions to complex systems. ✦
NORGREN’S
Ron Marshall • Contributing Editor
Compressed air fail: clutch play
A COMPRESSED AIR AUDITOR recently performed an energy audit at a mineral processing facility. Plant personnel were constantly complaining about production outages due to low pressure. The problem was that when the pressure dipped down below 80 psi, the drive clutches on the large ball mills — that grind the processed down minerals to powder — would drop out, causing production to stop. These were found to be the most pressure critical applications in this plant.
Typically, the plant pressure holds at around 110 psi, but some transient demands operating at random caused the demand to exceed the capacity of the compressor, which in turn pulled down the plant pressure. A thorough analysis of the plant compressed air system determined that a number of uncontrolled ½-in. blow wands were consuming significant extra compressed air flow during cleaning operation. This was causing transient pres-
sure dips that lasted as long as 10 minutes.
The auditor noticed that the clutch compressed air supply had a large 240-gal receiver already installed, but it was lacking an important element. The clutches consume very little compressed air, so the existing tank was adequate to supply the clutches with stored air for many hours. However, whenever the main plant pressure went down, the general compressed air demand would steal the air out of the receiver to feed the deficit. A check valve was missing from the assembly — something that would have trapped compressed air with the storage receiver and protect the clutch supply from production outages.
This strategy can be used for many pressure-critical applications that consume a small amount of compressed air. Use of this arrangement is discussed in the Compressed Air Challenge’s Advanced Management of Compressed air webinars. FPW
Josh Cosford • Contributing Editor
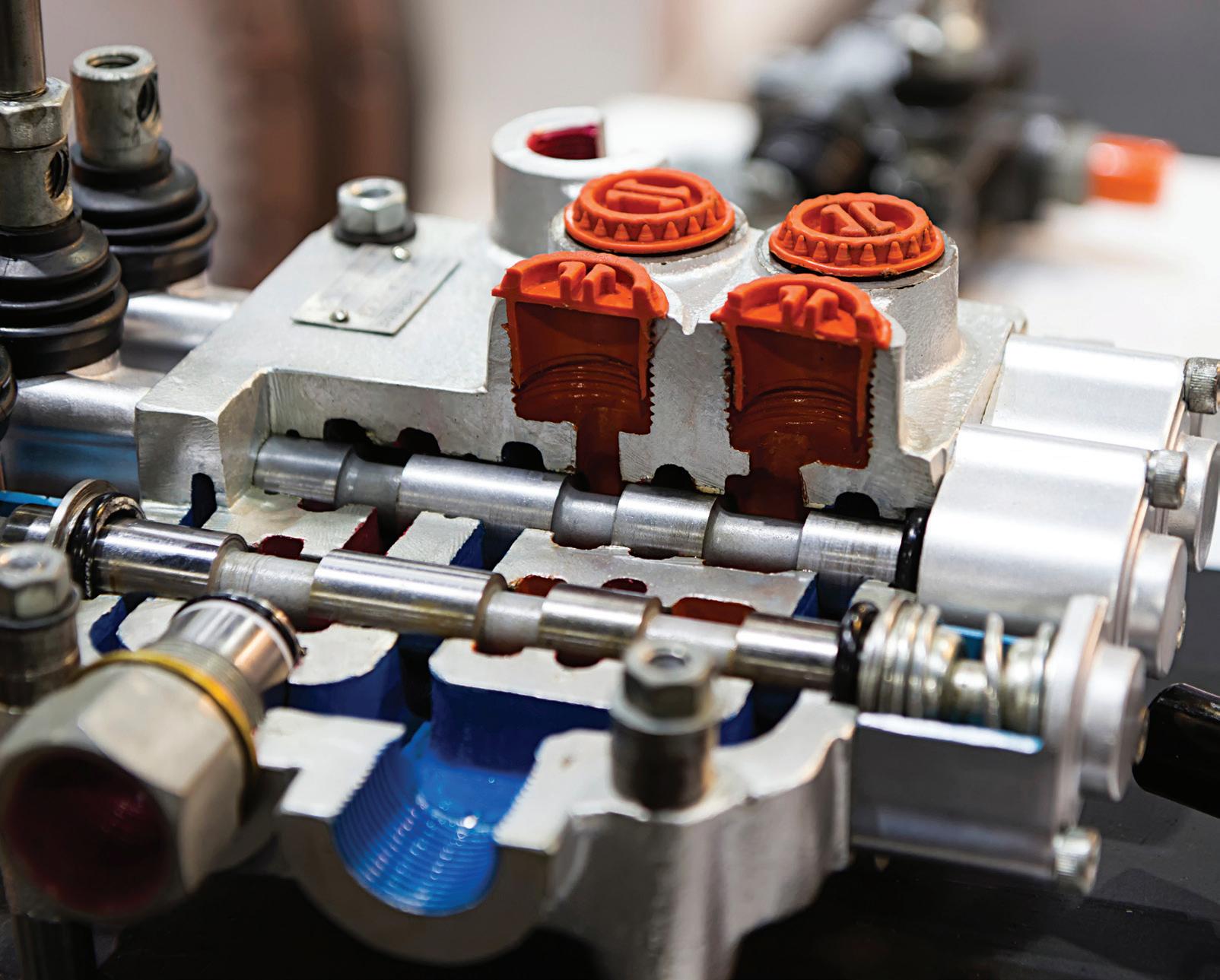
How to optimize valve selection to increase hydraulic efficiency
LET’S BE CLEAR — pump selection is the quickest way to increase hydraulic system efficiency, as one can easily improve your energy ROI by 15% or more simply by upgrading from a gear to a piston pump, for example. But pumps aren’t the only way to increase your efficiency, thereby reducing both your factory’s power consumption and carbon footprint.
The most important point to remember in the discussion of hydraulic energy is the respect for thermodynamics. Nearly all input energy lost before achieving useful work is wasted as heat, so your challenge is to honor the end result by selecting a series of efficient components installed intelligently.
Without getting overly technical or delving into expensive, cutting-edge electronic systems, I’ll discuss the many valves best suited for efficient hydraulic operation. Let’s also assume we’re operating within the scope of a loadsensing pump unless otherwise noted since anything less is starting out on the wrong foot.
We often install relief valves close to our pump outlet, and although not necessarily used with load-sensing piston pumps, it’s impor-
tant for you to know which is the most efficient option available. Pilot-operated designs employ a primary poppet that is actuated by a smaller relief, so it doesn’t have to rely on wasting energy to move the valve itself, such as with a direct-acting version. The act of relieving hydraulic pressure is highly wasteful, which is why a well-designed system places a relief valve only for safety purposes rather than to actively control pressure.
Be very careful when using flow control valves, especially the 3-port priority-flow versions. The best method to control flow is to not create it to start with. This is why load-sensing pressure-compensated pumps are the foundation of efficient hydraulic systems — they produce only the flow demanded from the machine at a marginally higher pressure than required. A 3-port, priority-flow design meters flow through one port while exhausting out another. That exhaust port is often directing fluid from a fixedflow pump right to tank, wasting energy equal to the combined flow and pressure.
Used frequently in hydraulic circuits are also accessory pressure valves, such as pressure-
reducing valves, sequence valves, and counterbalance valves, to name a few. Just as with the relief valve, select only pilot-operated versions when possible. Whenever available, select poppet valves for your application, which are considered to be essentially leak-free. Spool valves are common, but they require increased clearances to operate correctly, leading to inevitable, energy-sapping leakage.
Pressure valves should perform their task while using as little pressure and flow as possible, so also consider the performance curves of the valve to see that they offer low-pressure drop. Be sure to select the appropriate size and rated flow for your valve — sizing too small will lead to excessive pressure drop, and sizing too large may result in unstable performance.
No hydraulic system is complete without a complement of directional valves, and you’d correctly guess that some are more efficient than others. If you’re auditing every part of the circuit, you’ll do well to switch to poppet directional valves from your spool valves. As with pressure valves, they offer near leak-free operation and are available from small cartridge and stackable valves up to slip-in logic elements capable of thousands of gallons per minute.
You’ll have guessed correctly that not all directional valves are created equal. For starters, you will often find a discrepancy between economically friendly brands and industry standard manufacturers. The high-end brands will use superior raw materials and higher-precision machining combined with bench-tested confirmation of performance. You can expect lower bypass and leakage with the top brands, making the extra investment worthwhile.
The above examples are relatively easy and inexpensive ways to improve hydraulic machine efficiency. Some are marginally more expensive than their less-efficient counterparts, but the improvement in both performance and efficiency offers a quick return on investment while reducing your carbon footprint as well. FPW
ADOBE STOCK
CONSIDER VALVE TYPE AND STYLE WHEN SELECTING HYDRAULIC VALVES FOR EFFICIENT DESIGNS.
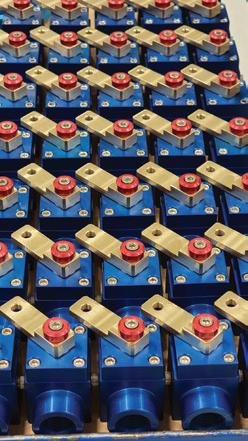
The DRVA is a screw-in, poppet type, direct-acting, cartridge-style hydraulic relief valve. For use as a pressure limiting device for common hydraulic circuit protection. This valve offers fast response to load changes in typical hydraulic circuits requiring low hysteresis, low pressure rise and low internal leakage.
4-Way Rotary Directional Control Cartridge valve is suited for all 4-way hydraulic circuit applications where manual operation is desired, All 3-position options require 45° rotation from center to either offset position. The standard handle can be adjusted to any position.
Features:
The DRVA is a screw-in, poppet type, direct-acting, cartridge-style hydraulic relief valve. For use as a pressure limiting device for common hydraulic circuit protection. This valve offers fast response to load changes in typical hydraulic circuits requiring low hysteresis, low pressure rise and low internal leakage.
Features:
• Several actuator options.
• Hardened poppet and seat for long life and low leakage.
Features:
• Detent options.
• Adjustable, fixed or tamper resistant adjuster.
• Compact size for minimal space requirements.
• Hardened poppet and seat for long life and low leakage.
• Compact size for minimal space requirements.
• Optional spring ranges.
• Industry standard cavity.
• Adjustable, fixed or tamper resistant adjuster.
• Industry common cavity.
• Compact size for minimal space requirements.
• Optional spring ranges.
• Industry common cavity.
Hydraulics FOR WORKBOAT OPERATIONS ENSURES SailingSmooth
Hydraulics continue to be used heavily in marine applications, as they offer the power density, safety and shock resistance needed in these environments.
BY: JOSH COSFORD, CONTRIBUTING EDITOR
IF YOU’RE FORTUNATE ENOUGH to own any variation of recreational watercraft, or if you’ve been lucky enough to sail an ocean in a colossal cruise ship, you’re likely to think little about how they operate. Other than small boats with outboard motors, there really isn’t much mechanical technology to see for passengers on watercraft. You’re either enjoying a beverage while showered with spray while sitting atop the finest vinyl upholstery of a speed boat or gazing at the chandelier hanging five stories above you in an ocean liner’s atrium. If you ask me, both options sound like great ways to spend the day.
With the mechanical systems of boats so thoughtfully tucked away, you’d be understandably surprised by the variety of sys-
tems and devices that use hydraulics. In some large ships, you’d be more hard-pressed to find something that moves without hydraulic motivation. So perfectly suited to marine conditions is hydraulics that it will likely retain its position atop the hierarchy indefinitely.
Hydraulics offer more than power density
Let’s start by covering the benefits of hydraulics for marine applications, which, believe it or not, goes far beyond the power density advantage. Yes, hydraulics still offers the most power in the smallest package, at least from the actuator’s perspective. Hydraulic power units often occupy significant real estate,
especially aboard large ships, but that doesn’t take away from how they provide the highest force or torque to any remotely mounted actuator.
Mechanical systems simply don’t have the power or reliability when operated in wet and often cold oceans. Electrical actuators do not have the power to handle the tasks called upon them at a massive scale, such as powering and rotating azimuth thrusters (Figure 1, following page), which themselves may be many stories tall. Although electric propulsion is becoming more common, the steering and drive systems on large thrusters are primarily hydraulic, as well as the retraction systems, where required.
Electronic control continues to saturate the marine environ-
ment, just as with industrial and mobile hydraulic machinery. The level of sophistication and control is extraordinary when using computer-controlled hydraulics, so expect to see modern cruise ships, tankers and aircraft carriers all employing electro-proportional control over their hydraulic systems. However, you truly won’t see 8000 kW propulsion systems that are electric-only.
Reliable and safe
Even as electric functions permeate the dry side of a ship’s hull, much of what goes on above deck must be reliable in even the most punishing ambient conditions, including intense saline spray, bone-chilling cold, and the baking sun. Anchor handling, deck
FIGURE 1: AZIMUTH THRUSTERS HELP MANEUVER SHIP APPLICATIONS SUCH AS DYNAMIC POSITIONING, SHIP ESCORT AND SHIP DOCKING SERVICES. ALTHOUGH ELECTRIC PROPULSION IS BECOMING MORE COMMON, THE STEERING AND DRIVE SYSTEMS ON LARGE THRUSTERS ARE PRIMARILY HYDRAULIC, AS WELL AS THE RETRACTION SYSTEMS, WHERE REQUIRED.
machinery, winches (Figure 2), and ramps/ gangways are all perfect for hydraulic actuation, to name a few.
Part of what goes into a robust, reliable marine hydraulic system is the oil used. Although some boats may never see any given extreme, such as a tropical fishing boat, others travel through every extreme on nearly every trip, such as transpacific cargo ships. To withstand heat of the Arabian Sea then arrive weeks later at the port in Montréal, a marine hydraulic oil must exhibit an excellent viscosity index to withstand both. Viscosity index describes oil’s ability to maintain its rated viscosity through severe temperature fluctuations.
Additionally, all marine oil formulae are recommended to adhere to the EPA’s and the U.S. Fish and Wildlife Department’s toxicity tests for marine life. In such tests, the EPA will measure the lethal concentration of a substance that kills 50% of the test organisms within a specified period, usually 96 hours. The U.S. Fish and Wildlife Department’s test is similar but also covers chronic toxicity related to survival, growth and reproduction. So long as the oil meets these criteria, synthetic hydraulic fluids may also be suitable rather than only bio-based oils.
Anchors aweigh
The primary marine hydraulic applications are some of the most unique in our realm,
FIGURE 2. ANCHOR AND WINCH SYSTEMS ARE NOT ONLY ROBUST BUT ALSO ENGINEERED TO WITHSTAND HUGE TENSILE FORCES AND SHOCK LOADS. ANCHOR HANDLING AND TOWING WINCHES ARE COMPLEX HYDRAULIC MACHINES CAPABLE OF HUNDREDS OF TONS OF PULLING FORCE AND MANY TIMES HIGHER BRAKING FORCE.
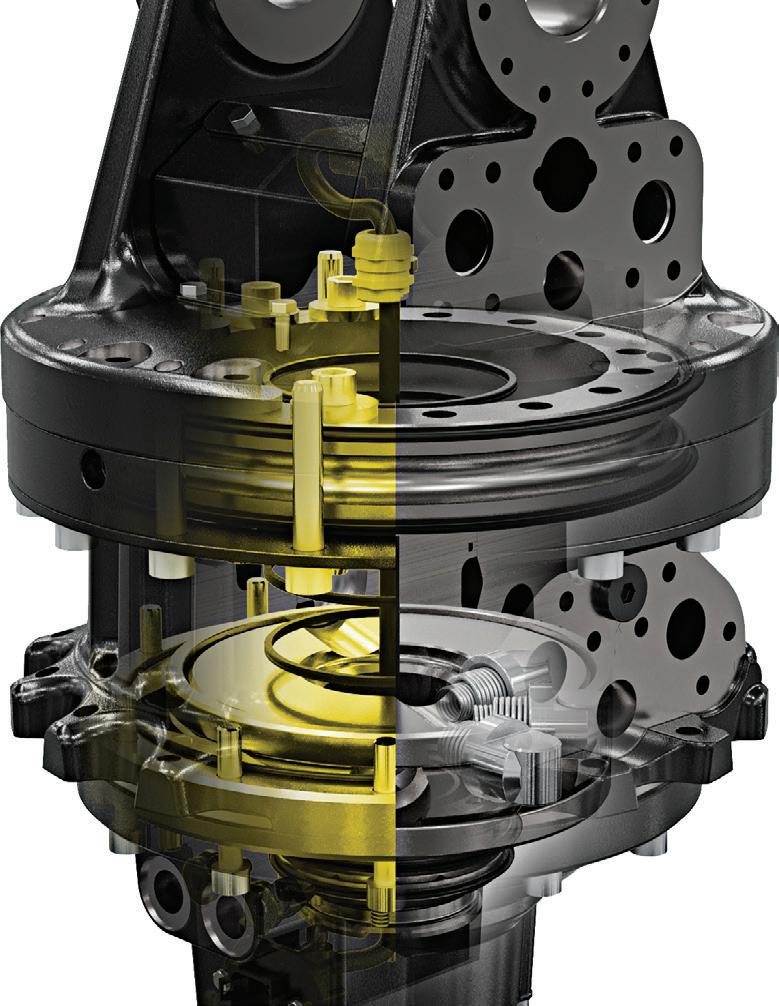
FIGURE 3. RADIAL PISTON MOTORS, SUCH AS BOSCH REXROTH’S HÄGGLUNDS ATOM, ARE ROBUST AND POWERFUL ENOUGH FOR MARITIME APPLICATIONS. THE COMPACT AND LIGHTWEIGHT ATOM MOTOR FITS EASILY ON A WINCH ON LAND OR AT SEA.
while others are clever takes on old fluid power concepts. Many other machines employ hydraulics for steering and winch systems, for example, but you’ll find only anchor handling and lifeboat davits within
the marine environment (obviously).
Large vessels have large anchors, as you would assume. Some ships’ anchors weigh many tons, so the handling systems are not only robust but also engineered to withstand huge tensile forces and shock loads. So large are some ship’s anchors that they require entirely specific vessels to transport them. Anchor handling and towing winches are complex hydraulic machines capable of hundreds of tons of pulling force and many times higher braking force.
An anchor handling and towing winch is more than a powerful hydraulic motor and a drum. It must also control the drum when letting go the anchor, as you can imagine a 15-ton chunk of iron has the potential to accelerate under gravity even through viscous water. Hydraulic braking allows such a feat to limit velocity and arrest the paying out of the anchor should an unsafe situation arise. Also, hydraulic motors using brake valves are valuable tools for limiting payout speed.
Similar to a cylinder’s counterbalance valve, any load-induced pull on the hydraulic motor creates higher pressure at the outlet port and reduced pressure at the inlet work port. Because the brake valve requires a pilot pressure signal from the inlet work port, the load-induced pressure differential causes the brake valve to close until pressure at the inlet port increases again. The pressure rise once again opens the brake valve, allowing the motor to turn and the anchor to once again pay out. The concept sounds digital in nature, but in reality, a delicate balance is achieved where the brake valve is metering flow perfectly to balance pilot pressure with load pressure.
Anchor windlass equipment is specific to the raising and lowering of anchors, but anchor handling and towing winches are more versatile since they may be used to operate many other winching functions. The windlass portion of such a device can be disengaged with a clutch system, allowing work drums to perform other tasks, such as rope or cable winching for mooring, towing or crane functions. As you’d expect, the clutch cylinders may also be hydraulic.
You’d be hard-pressed to find a better application for radial piston motors (Figure 3) than anchor handling systems. They’re
powerful, efficient, reliable and available in the giant sizes required to pull enormous anchors at 30-40 feet per minute. If that doesn’t sound terribly fast, remember that even the anchor chain can weigh as much as the anchor itself. Plus, excessive force on the chain links and gypsy (the winch teeth that pull on the anchor) could lead to stress failure while increasing the danger to the deck crew.
One small caveat about anchors, especially those on large ships: they’re simply not used on many new, advanced ships. With the precise electronic control of azimuth thrusters positioned throughout the hull, the network of GPS, gyroscopes, motion reference units (mrus), and wind sensors feed real-time data to the Dynamic Positioning System. The DP System simply holds the ship in place without any need for an anchor.
Safe deployment of lifeboats
Should something go wrong, you’ll be glad that hydraulics are a primary and essential
part of lifeboat davits. The davit (Figure 4) is a lifting and lowering system that safely takes passengers in lifeboats from the shipside to the ocean surface. Looking much like a twin crane, hydraulic cylinders lift the lifeboats and extend them outward where they can clear the ship.
As expected, hydraulic motors may also lift and lower the boat. You can bet your dingy that brake valve-controlled motors will prevent the cables from lowering too rapidly, which risks slamming passengers hard onto the water.
You’ll notice in Figure 4 that the mast
Quality in Control.
has an accumulator mounted to the side. Herein lies a great advantage to hydraulics — high-power energy storage. Should the state of a ship in an emergency be so dire as to offer no electric power, the accumulator provides all the energy the davit needs to lift, extend and lower the lifeboat.
One of many options
I must mention, of course, to prevent a flurry of criticism and opposing viewpoints, that not every application discussed is the exclusive domain of hydraulics. There are electric and mechanical versions of thrusters, winches, and davits, but in my humble opinion, hydraulic options are the most desirable.
No matter your preference, hydraulics will always be a critical source of power and motivation for marine applications, especially for huge ships such as tankers, cruise ships, and container ships. The power, control and reliability of this mature technology is too hard to ignore and will permeate marine technology for decades to come. FPW
FIGURE 4. THE DAVIT LIFTS AND LOWERS THE LIFEBOAT SAFELY TO THE OCEAN SURFACE. THE SYSTEM USES HYDRAULIC CYLINDERS FOR SAFE EXTENSION AND ACCUMULATORS FOR POWER REDUNDANCY.
Cut-to-length calls for high-end hydraulics
BY RACHAEL PASINI, SENIOR EDITOR
Hydraulics expert Carl Dyke shares insight on forest harvesting machines and what it takes to make the cut.
“I grew up in logging. As a little kid, my father and grandfather would take me out to the woods to go timber cruising, which meant walking around and looking at the stands of trees,” said Carl Dyke, hydraulics expert and founder of CD Industrial Group. “Back then, it was much cruder. You’d drop the tree to the forest floor, hook up a skidder, drag the whole tree out of the woods onto a clearing, cut the branches off, and then take that whole log and put it on a truck to the sawmill.” A
One concern with this whole-tree harvesting approach is that logs are nonuniform, creating a challenge for sawmills. Though more sawmills use optimizing systems to get the most value from each log, quality still begins in the woodlot.
“Very popular in the Nordic and Scandinavian countries is a technique called cut-tolength (ctl). It is also now popular in North America,” said Dyke. “If you pay attention to the types of logging trucks on the road, you probably notice that instead of trucks carrying full-length logs that go from very fat at the base to very skinny at the tip and stick way out past the back of the vehicle, 60 to 70 ft, now we see those logging trucks on the roadway between the woodlot and the sawmill with bunks — which are those racks of steel forks that hold the logs contained on the truck. All of a sudden, we see that those logs look a lot more uniform and precisely sized. The bunches of logs on the trucks have similar diameters at both the base and tip end. They don't taper from
massive to nothing. So, cut-to-length is optimizing in the forest … so that the timber is fairly uniform before it arrives at the sawmill. That’s a huge advantage.”
Sophisticated hydraulics make CTL possible
Harvesters and forwarders are the two mobile machines primarily used in CTL logging. Harvesters fell, delimb, and cut trees to specific lengths in a single operation. In addition to the chassis, powertrain, tracks or wheels, cab, and controls, they consist of a hydraulic boom that extends the machine’s reach and a harvester head that does the hard work. The harvester head has several components to process each log: a grapple grabs and holds the tree; a chainsaw fells and cuts the tree; feed rollers move the tree through the head; knives remove branches; and a measuring system measures the length and diameter of the tree to cut it accurately.
Forwarders transport the cut logs out of
the forest to the roadside for sorting before heading to the sawmill. These machines have a hydraulic boom to lift logs into their bunks and a grapple to grab and hold onto the logs during loading. While traditional sawmills use a merchandising deck to cut and sort logs for further processing, with CTL, that’s all done at the woodlot.
“What happens now, in many cases, is the operators of the harvesting equipment in the forest have enough data on their screens in the cab and instructions from their client who wants to buy the raw material that they're already processing very carefully,” said Dyke. “Those advanced cutting heads with hydraulics and electronic sensors on board can cut the tree down, turn it sideways, and immediately start to size it up as it rolls through the feed rollers. Sensors already notice the rate of taper on the log, letting the operator know what diameters are present as they quickly roll it back and forth through the cutting head, and the branches come off and fall to the ground.”
2
1
3
KOMATSU’S C124 MY 2025 MODEL INTRODUCES THE “FIND END” OPTION, WHICH AUTOMATICALLY RESETS LENGTH MEASUREMENTS WITHOUT REQUIRING A NEW CUT, REDUCING WASTE.
2 FORESTRY EQUIPMENT LIKE THIS KOMATSU 205F FORWARDER IS DESIGNED TO WITHSTAND STEEP SLOPES, WET SOIL, AND UNEVEN TERRAIN.
3 SURE GRIP’S LU SERIES CAN BUS JOYSTICK BOOSTS PRODUCTIVITY, REDUCES FATIGUE, ENHANCES OPERATOR COMFORT, AND CAN MAINTAIN INVENTORY OF TREE SPECIES FOR DOWNLOAD TO THE MILL.
The operators also look for highly unusable portions of the log and cut them out right then and there. For example, if the sawmill rejects timber with a 7-in. diameter at the tapered tip, operators monitor the screen and cut when the log reaches that 7-in. mark. Then, the system may instruct them to roll ahead 20 ft and cut again.
“The sophistication in these advanced timber processing heads, the bundle of cables from the sensors that go back to the operator cab, and the hoses that supply an electro-hydraulic proportional valve for the head — that's high-end hydraulics equipment right there. And the performance has to be quite high,” said Dyke.
As demand for CTL quality and efficiency increases worldwide, manufacturers continuously advance equipment and hydraulic components to meet requirements. For instance, Komatsu recently redesigned its C124 harvester head’s valve block to improve durability, decrease energy losses, and save fuel. The company also refined the front and rear knives’ pressure control for better precision and gave operators control over pressure settings from inside the cab
via software. Advanced length measuring is now standard on the C124 with a stronger cylinder and a modified mechanical stop to reduce wear. The tilt functions hydraulics, saw unit, feed system, and hose routing and protection have also been upgraded for better safety, performance, and longevity. The company also introduced the new 205F forwarder with more lifting torque, larger load capacity, and telescopic widening bunks. All these upgrades, along with its digital solutions, aim to improve productivity while reducing emissions and achieving carbon neutrality goals by 2050.
As another example, Ponsse recently released new forwarders, Elk and Wisend, with improved load-carrying capacity, cabin comfort and visibility, and machine agility. The company also introduced the new H7 harvester head with improved geometry, power-to-weight ratio, and the Ponsse Active Speed function, which allows operators to adjust the harvester head speed based on the tree species and stem diameter. The H7 harvester head includes an HH360 rotator developed with Black Bruin’s radial piston technology. The rotator lets the harvester head freely rotate 360° without limitations, which helps expedite wood processing, reduces hose failures, and improves operations. The company’s High-Precision Positioning solution is also available in Finland, Sweden, and Germany for harvesters equipped with the Active Crane control system. High-Precision Positioning shows the harvester head’s precise location on a map so operators can identify areas to harvest and avoid. The system saves the location of every stump in the production file, and the forwarder operator can see the harvester trail. Such solutions improve the productivity and safety of operations.
Along with safety, manufacturers prioritize operator comfort in forestry’s challenging environments and uneven terrain. Inside the cab, CAN bus joysticks and other sophisticated controls allow operators to control various machine functions precisely. Manufacturers design such controls ergonomically to reduce fatigue, ensuring reliability and performance in the field. For instance, Sure Grip Controls’ LU Handle is specifically designed for forestry
machines and includes a keypad for operators to select a tree species, diameter, and cut length. The handle is made with highimpact plastic polymers with switches capable of 10 million operations. It’s compatible with various forestry equipment types and brands. The handle supports up to eight faceplate switches, two triggers, four sliders, four rockers, and two micro joysticks, with options for additional keypads and expansion pods.
CTL machines enable sustainable forestry
Along with advanced hydraulics and control solutions, the CTL approach is quickly becoming the industry standard for more sustainable harvesting. According to Ponsse’s “The Perfect Cut” report, CTL operations increased from 46% in 2017 to 57% in 2021 in North America, South America, Europe, and Russia.1 The method requires fewer machine types than wholetree or tree-length methods but deploys several teams for reliability and continuous operation despite disruptions. Additionally, the method requires fewer operators, decreases fuel consumption, and reduces waste since every cut is precise and optimized.
The CTL method also enables continuous cover forestry, in which forests are strategically thinned, not cleared, and new growth occurs naturally with little intentional planting. This encourages biodiversity and promotes nutrient-rich soil to support healthy trees.
“You leave quite a bit of fiber on the forest floor,” said Dyke. “It can become a part of the humus layer, which is important for looking after the long-term soil of a forest. And then you only take the best part of that log that could be merchandisable timber and cart that off to the sawmill … If we're talking about a plywood product, the process is similar — cut to length, get as much uniformity as possible, and then leave behind parts of the tree that aren't needed
1 The Perfect Cut: CTL, the Cut-to-Length Method. Ponsse, April 2023.
2 Global Forest Resources Assessment 2020 — Key Findings. Food and Agriculture Organization of the United Nations, 2020.
6
4 THE PONSSE H7 HARVESTER HEAD IS ATTACHED TO THE BOOM WITH AN HH360 HYDRAULIC ROTATOR, DEVELOPED WITH BLACK BRUIN TECHNOLOGY, THAT ALLOWS 360° ROTATION.
5 THIS PONSSE ELK IS A COMPACT FORWARDER WITH A 13-TON LOAD-CARRYING CAPACITY AND A 10-FT MAXIMUM REACH.
6
PONSSE USED BLACK BRUIN'S RADIAL PISTON TECHNOLOGY TO DEVELOP THE HH360 ROTATOR THAT ALLOWS THE HARVESTER HEAD TO ROTATE FREELY.
and let that become part of the composting and back to the forest soil.”
CTL harvesters and forwarders can also navigate a forest with less damaging effects than equipment used in whole-tree or treelength methods. Komatsu, Ponsse, Waratah, and other forestry equipment manufacturers all talk about improved weight distribution from a stability perspective, but it also helps reduce soil erosion.
In addition to the benefits of forests, the rise in CTL popularity has prompted more efficient machine designs that reduce energy consumption and emissions. For example, Kalle Einola, R&D manager of technology, product safety, and IPR at Ponsse, presented a paper on hydraulic-hybrid CTL harvesters at the 2023 Scandinavian International Conference on Fluid Power (sicfp). He and his team studied a hydraulic hybrid system installed on a Ponsse Ergo CTL harvester and tested it near Tampere, Finland. Though further research and design modifications are needed, the system optimized the har-
vester’s powertrain and delivered assistive power to the harvester head.
Thinking of future forests
“That cut-to-length approach has become more the rule than the exception. I notice it in the regions I travel when I see the logging trucks moving along the highway,” said Dyke, who is based in Canada.
In 2020, the Food and Agriculture Organization of the United Nations estimated that Canada had 347 million hectares and 9% of the world’s forestland.2 Ponsse’s report stated that only 5% of Canada’s forest harvesting operations used the CTL method in 1990, but that number shot up to 65% in 2021.
As more loggers and foresters consider productivity and cost-effectiveness alongside sustainability and environmental consequences, the CTL method should continue gaining popularity with more energy-efficient machines. FPW CD Industrial Group cdigin.com
Improving Packaging Applications Pneumatic Control
WITH
By Mindy Schoeff, Marketing Communications Manager, Proportion-Air
Increase efficiency and effectiveness by choosing the right pneumatic control or regulation product for accurate, repeatable results.
Facilities that manufacture packaging products, or those that do the actual packaging, are no strangers to pneumatic control. Whether pressing a product, filling it, conveying or moving materials, testing or sealing, pneumatics can be an effective solution with advantages for many applications, especially those where cleanliness and safety are paramount. Because pressure is the force applied over a specific area, it’s not uncommon for force to be the specific variable that manufacturers wish to control. Many packaging applications fall into this category. Controlling multiple forces using a pneumatic cylinder is a common automation requirement. Force can be precisely calculated by knowing the cylinder’s effective area and the pressure being exerted on the cylinder to achieve repeatable force control. Cylinders aren’t the only feedback device in force applications. Depending on the application, springs, brakes or actuators may play
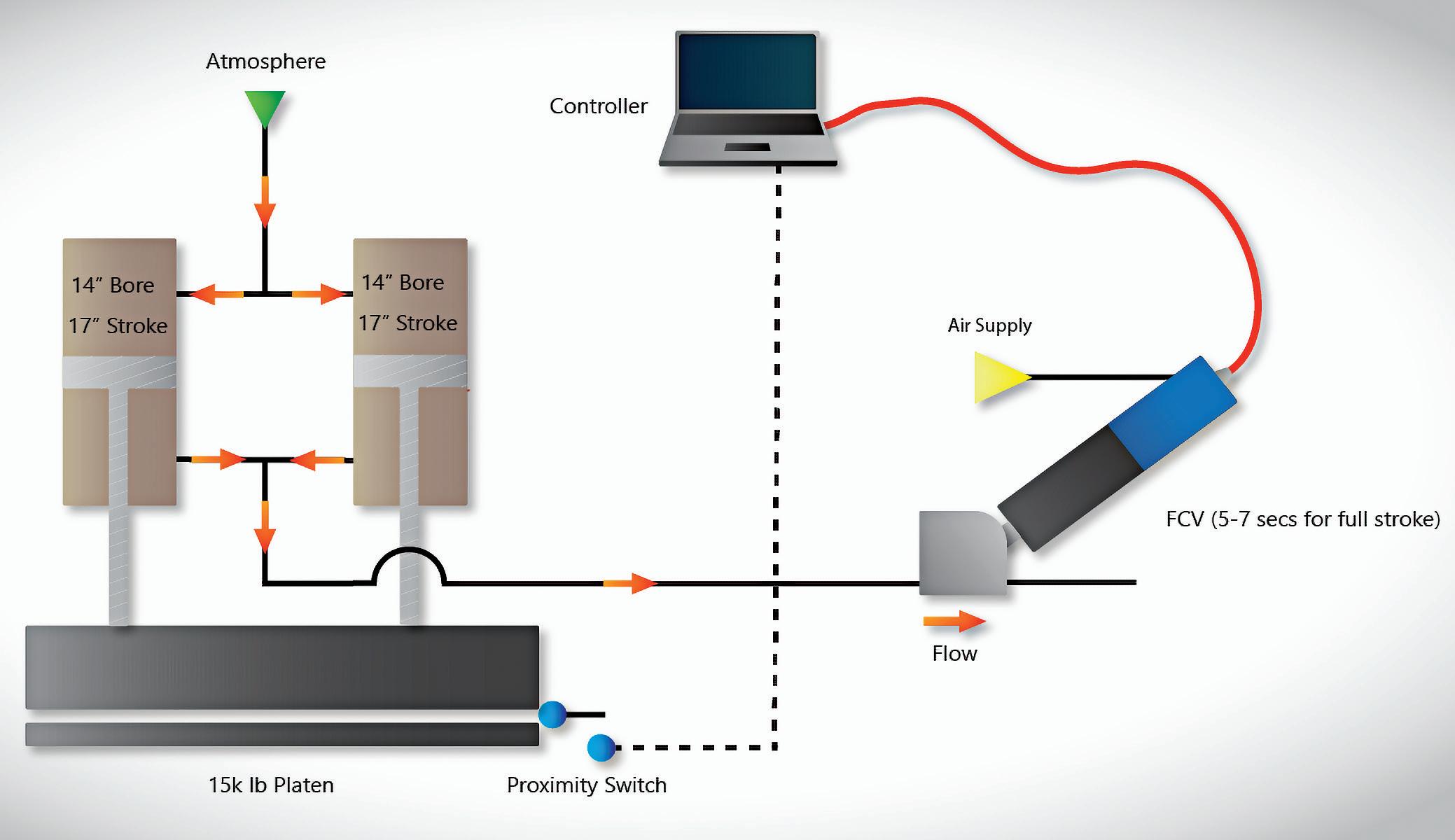
JIN THIS PRESS MACHINE FORCE CONTROL APPLICATION, A PROPORTION-AIR FCV FLOW CONTROL VALVE DETERMINES THE DECELERATION OF TWO CYLINDERS WITH A 15,000 LB PLATEN ATTACHED. AS THE PLATEN IS LOWERED, THE PROXIMITY SWITCH SENDS A SIGNAL TO A CONTROLLER, WHICH THEN CONTROLS THE FCV. THE FCV METERS THE AIR FLOW DURING THE LAST 3 IN. OF STROKE TO ELIMINATE PLATEN BOUNCE.
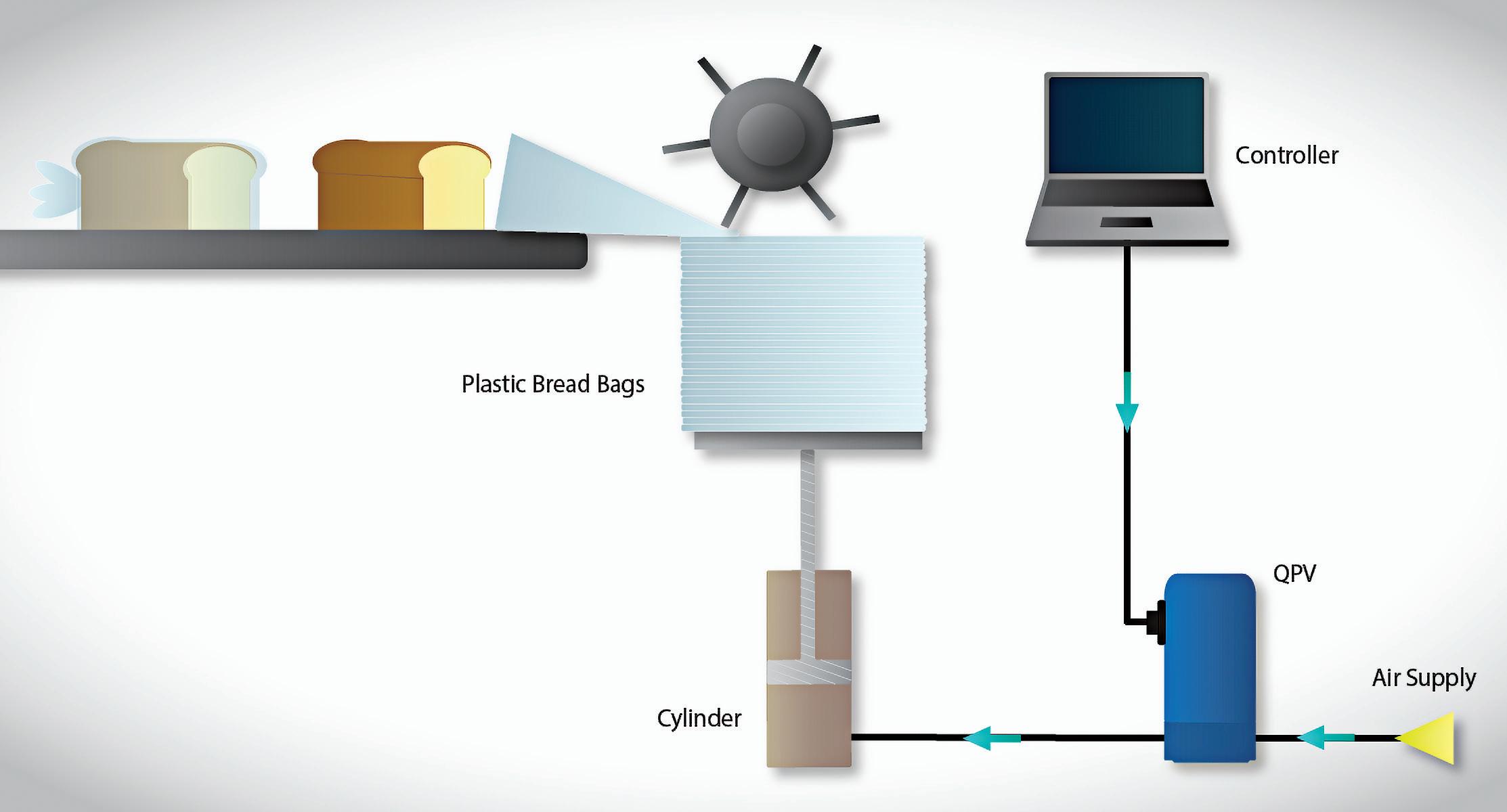
THIS SKETCH SHOWS A PROPORTIONAIR ELECTRO-PNEUMATIC PRESSURE CONTROLLER BEING USED TO CONTROL FORCE ON A BREAD BAG INDEXING CYLINDER. A SINGLE-LOOP ELECTRONIC REGULATOR MAINTAINS JUST THE RIGHT AMOUNT OF FORCE SO THE BAGS COME OFF THE STACK, ONE-AT-A-TIME.
a role. Some applications require that a load cell be used for closed-loop force control. Proper regulation of the compressed air or gas in the process is always essential.
Applications of force in packaging
From manufacturing packaging materials to sealing the final product, regulating the force applied to the process is key for a successful result. Providing accurate, repeatable force ensures consistent product volume when filling packages. Underfilling and overfilling packages present problems with customers at any step of the manufacturing process. An overfilled package wastes product and can interfere with packaging material integrity. Underfilled packages are a waste of packaging
material, process time, and can lead to customer dissatisfaction.
Packaging volume is regulated in many circumstances, especially in food and pharmaceutical industries. Ensuring that the amount of product in the package matches the label is critical.
Regulators also come into play when transporting products on conveyor belts throughout a facility. Accurate pneumatic regulation can ensure product stability and prevent damage during transport. The regulator’s role is to control pressure to provide a gentle, but firm, grip on products as they move along the conveyor.
Pneumatics can also shine in sealing applications by controlling force to create a secure, leak-proof seal. An accurate,
repeatable regulator ensures even and consistent pressure on sealing surfaces.
Press machine force
Press machines are common in many packaging facilities. They can function in many ways, from forming and shaping materials to embossing and impressing.
In the press machine force control application pictured in Figure 1, a ProportionAir FCV flow control valve determines the deceleration of two cylinders with a 15,000 lb platen attached. As the platen is lowered, the proximity switch sends a signal to a controller, which then controls the FCV. The FCV meters the air flow during the last 3 in. of stroke to eliminate platen bounce.
Numerous industries employ press control force applications and require the use of pneumatics. Presses using pneumatics are suited for food-grade processes, where a hydraulic solution may run the risk of contamination, speed or safety concerns. Pneumatic presses are generally faster and cleaner than their hydraulic counterparts.
Using a cylinder to control force for indexing
Another example of pneumatic control in packaging is bag indexing, Figure 2. This sketch shows a Proportion-Air electropneumatic pressure controller being used to control force on a bread bag indexing cylinder. A single-loop electronic regulator maintains just the right amount of force so the bags come off the stack, one-at-a-time. Because regulators like these constantly sense downstream pressure, they react very quickly to any changes in load to relieve or add pressure (force) to the process.
If faster and more accurate control is required, a double-loop regulator can accept direct feedback from a load cell. This allows direct control of the force in a process without the need for additional PID tuning, making it basically a “plug and play” application.
Advantages of electronic pneumatic control
Engineers have many options for controlling or regulating pressure, or more specifically force, in packaging applications. When high force is required, a hydraulic solution is likely. The requirements of packaging processes often give pneumatic options an edge. Pneumatics is often cleaner and
FIGURE 1
FIGURE 2
PNEUMATICS
THE QB3 ELECTRONIC PRESSURE CONTROLLER, LEFT, AND QBX2 ELECTROPNEUMATIC PRESSURE REGULATOR, RIGHT, PROVIDE ACCURATE, PRECISE FLOW CONTROL.
faster for short distances than hydraulics. Because compressed air is usually the medium, safety concerns regarding leaks are limited.
Electronic pneumatic control offers several advantages over manual pneumatic or hydraulics. Automating a process and having near real-time pressure and force data enhances process control and monitoring. The accurate, repeatable performance of proportional electronic regulators can help improve and maintain product quality and consistency. Increased production efficiency and reduced waste are possible by minimizing product damage or rework.
Closed-loop electronic regulators can also simplify the entire process. When a load cell is required, the load cell’s output can be sent directly into a dual-loop proportional regulator as second loop feedback. A regulator with second loop feedback does the loop closing for the application — it compares the controller’s command signal input with the signal output from the load cell.
The benefit to the user is that PID loops no longer need to be tuned and response is real-time. The analog monitor signal from the regulator comes from the customer-supplied load cell and can be used for data acquisition.
Selecting the right electro-pneumatic regulator for precise control
While many packaging processes appear simple, several factors go into the selection process for proper pneumatic regulation. Knowing the incoming media pressure as well as the desired pressure is critical, as is knowing if the system is static or under flow, and what the flow rate is. Providing target accuracy and response times also gives a supplier information needed to choose the most suitable product.
For electronic control, sharing information about the input, or command, and output, or monitor, signals being used in the system is also important. In addition to standard 4-20 mA or 0-10 Vdc signals, options like RS232, RS485 or proprietary protocols are available.
Proportion-Air offers several smart parts for regulators or flow control devices that provide accurate, repeatable force control. With the QBX, a standard electronic proportional pressure regulator, an accuracy of ±0.2 percent of full scale and a repeatability of ±0.02 percent of full-scale calibration provides very precise force control. For high flow requirements, the QB3 and QB4 have integral volume boosters, handling flows up to 30 scfm and 200 scfm respectively.
Using closed-loop proportional regulators with electronic control provide accurate, repeatable results for packaging applications. Combining the clean, safe and fast characteristics of pneumatics with the ease of automation of closed-loop electronic regulation offers a winning solution when controlling force is required. FPW
Proportion-Air proportionair.com
COMPANY BOOTH
ABC COMPRESSORS USA LLC. LU-8642
ADVANCE FITTINGS LL-9006
AIRTAC USA CORP. N-6167
ALFA LAVAL INC. LU-7239
ALKON CORP. LU-7749
ALRO STEEL & PLASTICS W-25071
ATLAS COPCO COMPRESSORS LU-8722
BALLUFF INC. N-5539
BECKER PUMPS CORP. W-15074
BUSCH VACUUM SOLUTIONS N-5923
CAMOZZI AUTOMATION S-4379
COVAL VACUUM TECHNOLOGY INC. N-4630
DIXON LU-7036
DONALDSON LL-9919
ELESA U.S.A. CORP. LU-8118
ELMO RIETSCHLE LL-10527
EMERSON DISCRETE AUTOMATION GROUP N-5345
ENCODER PRODUCTS COMPANY S-4026
EVONIK CORP. W-26061
FESTO CORP. N-5927
FILLER SPECIALTIES INC. S-1614
FREUDENBERG-NOK SEALING TECHNOLOGIES LL-10511
HENNEPIN TECHNICAL COLLEGE W-20028
HITACHI GLOBAL AIR POWER S-3760
IGUS INC. S-4277
IMI N-5139
J.W. WINCO INC. LU-7805
KAESER COMPRESSORS INC. LU-7818
LEYBOLD USA INC. LL-10605
LUBRIPLATE LUBRICANTS COMPANY LU-8152
NOTT COMPANY LL-9502
PFEIFFER VACUUM W-18065
PIAB INC. N-6221
SCHMALZ INC. N-4928
SIKO PRODUCTS INC. S-1666
SMC CORPORATION OF AMERICA S-3084
TOLOMATIC INC. N-4627
U.S. TSUBAKI POWER TRANSMISSION LLC S-2268
VACMOTION INC. N-5047
PACK EXPO CHICAGO
is ready for record numbers
The world’s largest packaging and processing show returns to Chicago’s McCormick Place November 3-6.
By Mary C. Gannon, Editor-in-Chief
PACK EXPO INTERNATIONAL, scheduled for Nov. 3–6 at McCormick Place in Chicago, is set to be the largest packaging and processing show worldwide for 2024. According to PMMI, The Association for Packaging and Processing Technologies, the industry's growth underscores the need for manufacturers to access innovative solutions for their needs.
This year's event, which is set to surpass previous benchmarks, includes more than 2,500 exhibitors occupying 1.3 million ft2, with nearly 50 fluid power companies displaying their motion control and automation technologies. More than 45,000 attendees are expected to attend from global consumer packaged goods and life sciences companies.
"We're thrilled to be back in Chicago, offering an event to spotlight numerous solutions for an expanding market, complete with its distinct challenges," said Jim Pittas, president & CEO of PMMI. "Every aspect showcased at our event is grounded in thorough research and listening to our members, ensuring we remain attuned to the evolving needs of our industry both now and in the future."
New show features
PACK EXPO International always offers new and expanded show features, including:
• Sustainability Central will take a look into packaging sustainability, including expert speakers at the Sustainability Stage, and a look at actionable sustainable solutions in manufacturing, materials, recovery, logistics, analytics, and design. Related to this is a category search on the exhibitor list for sustainability, to find companies with technologies that are biodegradable, recyclable, reusable, bio-based, etc.
• Emerging Brands Central is a resource for rising brands seeking to expand their reach and scale operations. An evolution of the Emerging Brands Summit, this educational stage features industry experts sharing insights on topics such as product development, packaging innovation, and scaling strategies. These 30-minute sessions are free.
• Logistics is a crucial part of the product journey from manufacturer to consumer. Due
to high attendee demand, this year’s Logistics Pavilion will be four times larger than 2022. With the boom in e-commerce, the Logistics Pavilion will be the place to find targeted supply chain solutions, including distribution, warehousing, transportation, material handling, docking, and inventory management.
The pavilions are a “show within a show,” offering focused solutions in specific industry areas. Pavilions include the Processing Zone, the Containers and Materials Pavilion, the PACKage Printing Pavilion, the Healthcare Packaging Pavilion, the Reusable Packaging Pavilion, the Confectionery Pavilion, the Association Partner Pavilion, and the Workforce Pavilion.
Education on the show floor Pack Expo is known for its educational opportunities and ties to programs to bring high school and college students into the event. More than 150 educational sessions will occur on the show floor, offering con-
venient opportunities to learn about the latest topics and trends in packaging and processing.
Sessions of interest to fluid power design engineers and system users could include topics on robotics in food production, maintenance trends and challenges, AI in manufacturing, PLCOpen, softwaredefined automation, data-ready machines, robotics trends, data for predictive maintenance, digital twins, vacuum systems for sustainability, smart I/O solutions for datadriven ops, workplace safety with autonomous mobile robots, machinery safety standards, and more.
The event offers additional programs and activities including:
• Pack Challenge unites six high school teams in a machine-building showdown.
• The Amazing Packaging Race, sponsored by Emerson, invites students from colleges and universities across North America to collaborate and team up to navigate the show floor, tackling a series of tasks in a thrilling race.
• PMMI human resources professionals will host workshops in the Student Lounge on interview best practices and resume writing for students attending Pack Expo International.
Finally, Pack Expo International will honor innovation and excellence in the industry with two award programs.
• The Technology Excellence Awards will recognize the most innovative technologies not yet shown at a previous Pack Expo.
• The Future Innovators Robotics Showcase features Chicago-area high school robotics teams displaying their design, engineering, and troubleshooting skills.
• The Packaging & Processing Hall of Fame will induct four members into the 48th class. FPW
At Ultra Clean Technologies, we cannot overemphasize the critical role of cleanliness in hydraulic hoses for offshore and other marine applications. Installing new equipment with contaminated hoses or neglecting maintenance can lead to severe failures, jeopardizing the longevity and efficiency of hydraulic pumps, motors, etc. Our systems provide a quick and effective solution for the cleaning and sealing of your hoses to keep them contamination free. Our innovative technology ensures hoses are free from contaminants that could reduce functionality and increase downtime By adopting Ultra Clean Technologies' cleaning and sealing solutions, you safeguard your equipment against contamination related failures, ensuring reliability, efficiency, and peace of mind.
EHBL digital boom control valve
HydraForce hydraforce.com
The patented EHBL Digital Boom Control is a pressure control valve with an electro-proportional relief valve that improves operator productivity and reduces energy consumption. It features an integral pressure control valve that closes in the event of a hose rupture or burst. It controls the load at the base by electronically monitoring the resistance to movement of the incoming fluid on the rod side of the cylinder with a pressure sensor and adjusts the ratio to maintain stability. It also adjusts the pressure setting proportionally for optimal efficiency. This can all be con-
trolled through on-board electronics provided by HydraForce’s EVDR plug-on controller.
The EHBL has a flow rating of 120 gpm (454 lpm) and can accommodate pressures up to 5,500 psi (379 bar).
Field testing revealed a 4% increase in fuel savings depending on application operation with the EHBL Digital Boom Control, assuming a 20-second continuous operation over an eight-hour day.
Pump controller
Proportion Air proportionair.com
The new ePanda eDrive for low-voltage applications is designed as a propel solution for mobile elevating work platforms. It is an integrated compact power system comprising an electric motor, microcontroller unit, and reduction gearbox aimed at maximizing efficiency, reliability, and safety. The eDrive joins the ePowerpack in the company’s ePanda series of products for low-voltage electrification. Its permanent magnet synchronous motor maximizes propel system efficiency, reducing battery consumption and thereby extending machine runtime. It offers a peak efficiency of 94% compared to 85% for competitive ac induction motor systems. It maintains high efficiency throughout its operating range, with system efficiency 17 to 31% higher than ac systems at various speeds. The average efficiency improvement is 20%.
The compact ePanda eDrive simplifies machine integration and installation. Compared to other alternatives, it is 20% shorter in length and 23% lower in weight. It reduces the number of parts and labor hours required for installation.
EHS high-pressure electronic valves
Clippard clippard.com
The EHS series of high-pressure electronic valves is precision-engineered to deliver robust performance in higher pressure (up to 1,000 psig) applications, prioritizing both safe functionality and the reduction of potential leak points. Building upon the foundation set by the ES series, the EHS incorporates key features such as substantial cross-sectional O-rings, proven poppet designs, and strategic placement of mounting hardware outside the flow path. Its compact, space-saving design with optimized flow path is easy to install and maintain.
Many AODD pumps operate with just a ball valve and shop air. This can lead to inaccurate, inconsistent material flow. The Pump Controller is a turnkey system that eliminates these issues. Run-dry situations can be avoided, saving diaphragms from unnecessary wear. It uses the accurate, repeatable performance of a proportional electro-pneumatic regulator coupled with a volume booster for enhanced flow capabilities. It offers both automatic and manual modes. A NEMA 4X-rated enclosure protects against unwanted dust, liquids and other particulate matter. Maximum inlet pressure is 125 psi, meeting the needs for most of the AODD pumps on the market. The 110 Vac power is compatible with standard outlets.
Electronic differential pressure sensor
The Filtration Division of Eaton has launched its new VS6 electronic differential pressure sensor. This advanced clogging indicator continuously measures the differential pressure within hydraulic and lubrication oil filters for users to easily evaluate the status of the filter elements. The VS6 sensor features a dust and splash-proof stainless-steel housing and is suitable for operating pressures of up to 6,000 psi (420 bar).
In addition to continuous differential pressure monitoring, the VS6 sensor also features a cold start suppression function up to approximately 37° F (25° C) to suppress pressure peaks during cold starts. This electronic clogging indicator is compatible with most Eaton hydraulic filtration systems and has a protection class of IP67.
Pre-configured and assembled air preparation units
Festo festo.com/foodsafety
The new line of pre-configured, assembled, and tested compressed air preparation units not only makes specification and ordering faster and easier, but also ensures clean air in food and beverage production. Right out of the box, the new units meet the Safe Quality Food (sqf) guidelines of final filtration stage 0.01 micron (µm) and a particu-
late removal efficiency of 99.999% at the point of food and beverage contact.
The units also cover most, if not all, requirements of both original equipment manufacturer (oem) and maintenance, repair, and operations (mro) standards for air flow, connection size, and particle class rating. An easy-to-read gauge simplifies pressure monitoring, and a visual indicator signifies when a filter cartridge needs to be changed. The units are available globally with fast shipping times. FPW
JR (Jon) Rhodes • President, CFC Industrial Training
Is heat causing these cylinders to move out of sync?
IN THIS MONTH’S TROUBLESHOOTING CHALLENGE, we go into the extreme environment of a steel producer, which had modified an electric arc furnace to include a retracting hood that covered the conveyor. This conveyor feeds scrap metal into the melt pot. The conveyor would occasionally jam and/or require service.
A pair of hydraulic cylinders were installed on the covering hood to allow for maintenance. The cylinders needed to extend and retract together simultaneously, as they were mounted on opposite sides of the hood. The entire area around the furnace and hood was hot. Redundant directional control valves were also installed in the event of emergencies. A manual operated valve or a solenoid operated valve stand could be operated to move the cylinders. The valves were mounted 30 ft from the cylinders to keep them away from the heat. A spool-type flow divider was mounted close to the cylinders to keep the movements synchronized. After a long shut-down, the cylinders began to bind and would not move in sync. They replaced the flow divider, but the hood continued to bind with either the manual or solenoid operated valve.
What would you do next? We welcome responses of all kinds directly to JR (Jon) Rhodes at jrhodes@cfc-solar.com or to mgannon@wtwhmedia.com. The solution will be provided in conjunction with next edition of Fluid Power World and will be published online in November.
Solution to low pressure halts digger derrick truck movement
THE DIGGER DERRICK TRUCK with a low-pressure problem had a pilot operated safety-spike protection relief valve “RV” built into the manifold. If the pilot control orifice is blocked, the relief valve fully opens allowing all the pump flow to go directly back to the reservoir. Because it was a screw-in cartridge that could not be dis-assembled, it had to be replaced with a new one. FPW
THE EAGLE HAS LANDED
Precision Control Solutions
Designing efficient systems involves much more than simply understanding a few basic principles. There is a true art to balancing the specific requirements of an application in order to achieve the desired goals in the best possible way. Help us understand the unique needs of your application and together, we’ll develop something that surpasses what any of us could have done alone.
Contact your distributor to learn more, or visit clippard.com to request a free catalog and capabilities brochure.