Function, purity, and process are key considerations when researching aerospace materials. Daniel Hess, applications engineer at NuSil, explains silicone’s unique characteristics and guidance for choosing the right material.
RACHAEL PASINI EDITOR-IN-CHIEF
Humans have used silicon-based materials for thousands of years, with archaeological evidence from ancient Chinese, Egyptian, and Phoenician cultures. However, Jöns Jakob Berzelius, known as “The Father of Swedish Chemistry,” is credited as being the first to isolate the silicon element in 1823. Silicones advanced significantly during World War II, starting as greases and reinforcing agents for composites. Natural rubbers were in short supply at the time, so the push for researching and manufacturing synthetic rubbers quickened.
“A carbon-based grease at cold temperature seen at high elevation can seize up and become more solid, whereas silicone can remain non-solid at the same temperature range,” said Daniel Hess, applications engineer at NuSil, a brand of Avantor. “After World War II, more silicone manufacturing took place to get scalable processes and increase the volume. Ever since, its utility and research for new materials and form factors have been increasing, and it is becoming ubiquitous.”
Today, silicones are ever-present in our everyday lives. Aerospace, automotive, medical, and consumer goods applications abound.
“I like to think that before you leave the door to go to work in the morning, you probably touch 10 different things that are either made of silicone or made with silicone in some capacity,” said Hess. “Before silicones became ubiquitous, there were traditional natural rubbers, neoprenes or polyolefins in elastomers, or for adhesives, you also had polyurethanes and epoxies, which have different uses and different utilities, but they’re generally not as soft or elastomeric. Cyanoacrylates, or super glue, that’s another one. It’s a thermoset elastomer, but it doesn’t really have that softness or stretchiness like a silicone adhesive does.”
Silicones have very low modulus, making them an excellent adhesive and creating compliant bonds and unions that experience low stress when flexed or encountering low or high temperatures. NuSil, which Avantor acquired in 2017, has been manufacturing silicone materials for the International Space Station to help address such temperature challenges.
“Our broad operating temperature portfolio of silicones is a classification of materials that has what we call glass transition temperature that goes down to about -115 or -120° C for operational temperatures,” said Hess. “That’s the point at which it will remain soft and compliant, whereas traditional plastics or other types of elastomers have a much higher temperature, so they can’t be as cold. After that point, these materials will become stiff and glassy.”
For decades, silicones have been used in aerospace for adhesives, coatings, foams, elastomers, tapes, and potting compounds. All these materials are critical for building a functional and reliable device or assembly suitable for outer space or terrestrial vehicles in low atmosphere for the aircraft industry.
Hess explained that gaseous atomic oxygen is a predominant concern in aerospace and is found abundantly in low Earth orbit atmospheres. It’s a very aggressive gas that attacks carbon-based materials and erodes and compromises the integrity of structures. Therefore, silicones act as a sacrificial coating and help prevent the degradation of critical materials underneath. This is particularly important for the exteriors of capsules and components such as solar panel arrays.
“That’s where one of our longeststanding products has been used for atomic oxygen coatings on the International Space Station,” he said. “Other popular coatings are ablative coatings that will help a craft survive reentry into the atmosphere, so the
silicone will absorb the heat and glow white. If you ever see a rover or some kind of shuttle descending into the atmosphere that’s glowing red and white, that’s ablative silicone coating absorbing the heat to help the materials and composites underneath survive.”
NuSil’s silicones characteristically have low volatility in their cured form. The company manufactures two different grades of products in this area, CV (controlled volatility) and SCV (super controlled volatility), with specific outgassing characteristics based on international standards and ASTM E595 testing, which is critical for most aerospace applications. NuSil is on the ASTM committee and manufactures, maintains, and sells equipment that ASTM E595 is based on. The team has been working with NASA and other international regulatory bodies to establish and maintain those standards for ASTM E595. They also implement additional specialized processing to develop super-low volatility materials necessary for aerospace.
“One of the reasons why very low volatility is necessary is that in a vacuum environment like space, any residual volatile materials that come from the original synthesis of the polymer can stay in there and then be pulled out in a vacuum, and that’s going to go somewhere. It can collect on sensitive surfaces like sensor housings and other glass or plastic surfaces that end up either fogging it up or making adhesive bonding a problem later,” said Hess. “So, we address that in the very beginning of the polymer synthesis and remove those low-volatile and low-molecular-weight compounds to ensure that upstream problems are mitigated.”
When selecting adhesives, coatings, or elastomers, Hess advises engineers or designers to consider three criteria: function, purity, and process. First, decide what the material should do — bonding, sealing, thermal management, electrical protection, and so on. Then, investigate the required mechanical properties and
Aerospace/Defense
the environment to which the materials will be subject. For example, consider the purity necessary in a vacuum environment near sensors, optics, or other extremely sensitive components.
“The CV and SCV have two main measurements of what’s important: the total mass loss and the collected volatile condensable materials (CVCM). The total mass loss is just what it sounds like. It’s the amount of mass that’s removed from a cured material. And in these test conditions, it’s 24 hours under vacuum at 125° C,” Hess said. “The international standard for CV grade material is 1%, and the CVCM is 0.1%. On the SCV grade, it’s just 10 times lower. So, those are even 10 times more pure than the traditional CV grades of materials.”
Lastly, on the process side, Hess advises engineers to think about scale and construction.
“If you’re making just a tiny little unit, that’s going to have different processing considerations, as opposed to building the whole aircraft. So, you might need to look for materials with specific packaging, like either side-by-side kits with easy dispensing, all the way up to drums, which might need specific types of equipment to meter it out, mix it, and then dispense it,” he said.
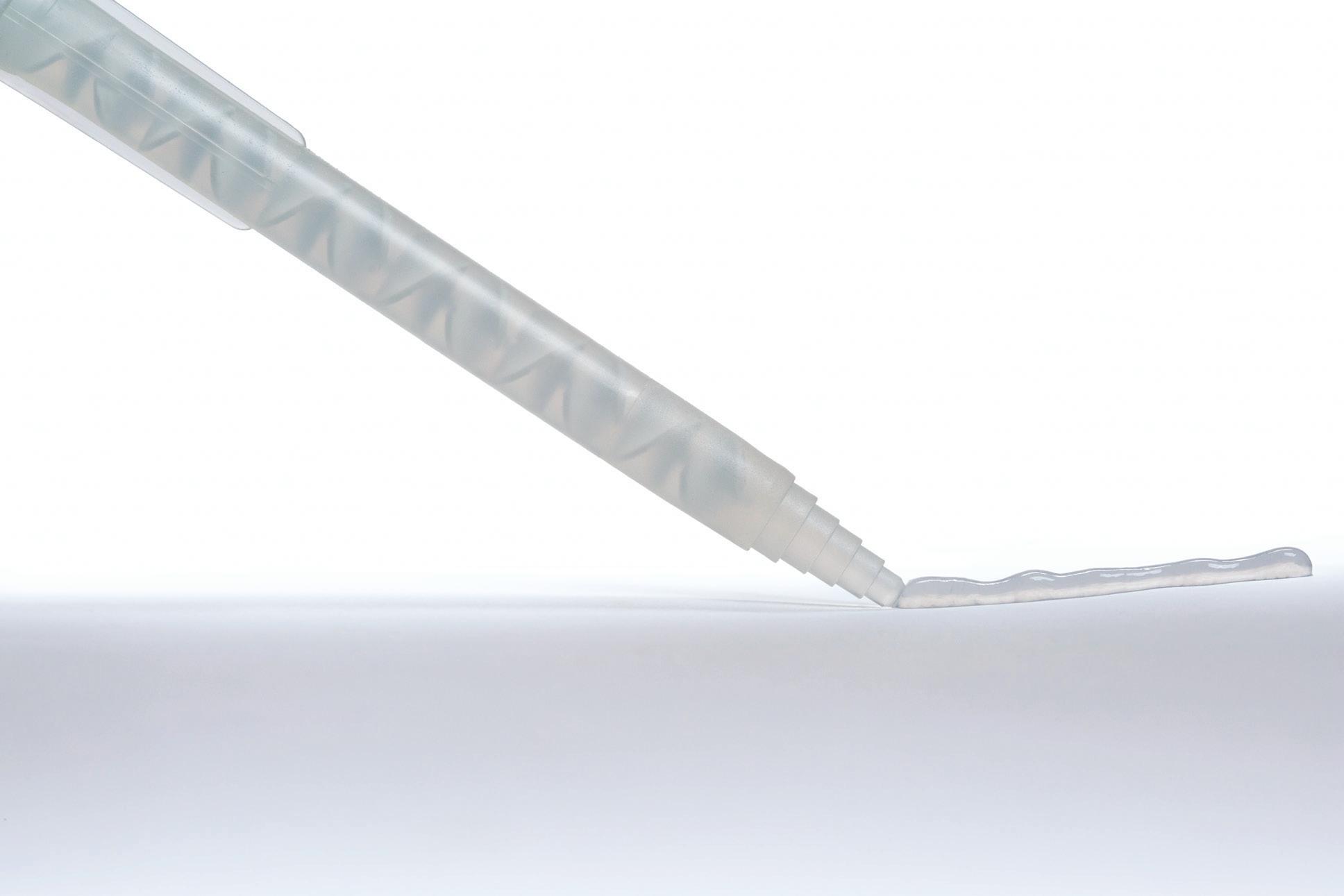
“There are also different types of rheologies that silicones will have, or flow
characteristics that are better suited for certain areas. If you have vertical joints or curved surfaces, you might need a thixotropic material that won’t slump or fall over and hold a nice bead shape once it’s been dispensed so that you can join two parts without it falling on your head. Other complex geometries or large surface areas might need really flowable and self-leveling adhesives that will find the level and flow out into all the nooks and crannies of a geometry.
Engineers must consider function, purity, and process when selecting silicones for aerospace applications. NuSil
“There’s also a certain class of adhesives called film adhesives that are either in a sheet or a roll, and after preparing a surface, you can apply the film and it will cure into a permanent elastomeric film, which is kind of like a permanent tape, if you will. This is really useful for large array manufacturing. That’s going to give you a nice, consistent bond line across a big array. And these arrays can be quite large, several 100 square feet at a minimum. So, this also avoids any mixing and dispensing operations, so you can instead stick a film over it and allow it to cure at room temperature, instead of having any mixing or cleanup for liquid adhesives.”
Hess asserts that silicones are here to stay for the foreseeable future. They have broad uses in aerospace for constellation satellites, space research missions with crewed capsules and extraterrestrial rovers, deep space satellite imaging programs, and beyond. The material needs for each application are unique and require early collaboration and appropriate material selections to help ensure mission longevity and success. A&D NuSil nusil.avantorsciences.com
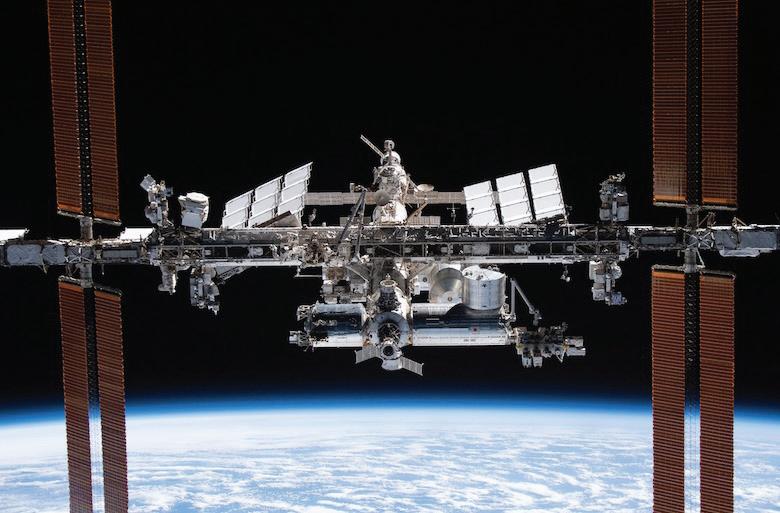
The SpaceX Crew Dragon Endeavour took this picture of the International Space Station during a fly-around of the orbiting lab in November 2021. NASA
RACHAEL PASINI EDITOR-IN-CHIEF
MAY REVOLUTIONIZE PRECISION MANUFACTURING
Watch Out, a Montreal-based company with operations in Switzerland, France, and Canada, develops container-sized manufacturing cells that operate with minimal human intervention, addressing critical labor shortages while enabling domestic production.
Watch Out. “Number one, you capture the data with all the sensors — optical, electrical, the whole lot — and they all have been developed by us. Number two, we organized the data system to be very frugal because we're working in microns and nanoseconds. Our scales are very, very small and very, very fast. So you cannot have millions of data that take
The idea is not to reinvent the wheel or accumulate data that doesn’t add any value to the system. Mariette argues that deep learning isn’t necessary for every situation, problem, or decision, and
therefore doesn’t require collecting the millions of data it would otherwise ingest and store. Instead, as Mariette explained, “you just have to reinvent what you don't know.” In Watch Out’s system, if the data received doesn’t fit the algorithm, it is sent to a deep learning system, which runs the data and finds a solution. Then, the solution is put into action to machine a piece and check it. After about 100 pieces, the deep learning outcome becomes an algorithm.
“It's fully autonomous because we catch that at the beginning, and we control 100% of the data, which goes back into the data model. It's a datacentric system,” said Mariette. “We try to make the mathematical model, the digital model, exactly the same as the real model of the parts.”
As Olivier Chéret, Watch Out’s chief strategy and growth officer, explained, the first microfactory the team developed is for precision turned parts, including aerospace fasteners, and consists of three process modules: handling, machining, and inspection.
“When you push the button, if you will, the cell itself is performing a ton of checks autonomously, including its geometrical checks. The reason we can kick them off so fast in a new factory is because the cell is going to check that the positioning of its different parts is
aligned with its model. There is no human intervention required to kick off the operations,” said Chéret. “Then, when you give a new step file for the cell to produce, the AI software is going to write the machining program autonomously based on its experience of other parts and the expert system.”
AExxxPGA Family
Ultra-low Loss Power Inductors
The AI-driven microfactory monitors its handling, machining, and inspection modules in real time. Watch Out
From there, an “AI tower” communicates with the microfactories and operators so that operators bring the right tools to the right workcells.
“Typically, we put tags on the tools so that when the operator is bringing a new tool to the microfactory, the microfactory digitally recognizes the tool that has been
• Offer up to 40% lower DCR than previous best-in-class inductors
• Meet NASA low outgassing specifications
• Pass vibration testing to 80 G and shock testing to 1000 G
• Currently offered in eight sizes with inductance values from 0.11 to 47 µH and current ratings up to 38 A
Aerospace/Defense
loaded in the cell. It's an AI-led decision process to make sure that we control the end-to-end,” said Chéret.
Once the microfactory is ready to start production, the operator places the tool in the handling module, gives the green light, and the cell automatically checks, handles, and machines the part.
“One of the big innovations is, thanks to the optical cameras we have, we know in real time the positioning of the parts and the positioning of the tool,” said Chéret. “In real time, the software is always able to match the tip of the tool with the part, and check every new part that's coming into the machining cell. And because we have this vast amount of data and cameras monitoring the tool, the software is able to adapt its machining program to the state of the tool. As the tool wears, we have numerous rules to adjust the machining parameters. So, we are regaining a ton of efficiency from that.”
Once the part is machined, it returns to the handling module and then to
inspection, which determines whether the part is compliant or not. Feedback from the inspection module is used to adjust parameters for subsequent parts, if required.
“The reality is, because we have so many sensors throughout the process, we already have clues of what's going on when the part is machined. We don't need the inspection to know if something is wrong. We might know much earlier. That's the richness of this ecosystem, and the possibilities are quite limitless,” said Chéret.
What was once a vision has become limitless due to the convergence of multiple advanced technologies that various companies and industries have developed to solve different engineering problems over the past decade, and AI is the pinnacle solution.
“Until now, we’ve tried to hide for two reasons. One, everybody was telling our founder, Sébastien, it's just impossible. It will not work. The reason it's possible is because it's at the
cross of many technologies — optical, electrical, algorithm, and AI. Without AI, we would not have been able to do it, and it's improving every day,” said Mariette. “The technology to measure is also, from a mechanical point of view and a digital point of view, totally new. We can position the part and the tool anywhere. If the machine is not flat, it doesn't matter. It autocontrols itself, not mechanically, digitally.”
Mariette explained how painful it has been to watch as others try to reinvent instead of innovate. Now, with AI, more stakeholders are getting on board with this new concept that is autonomous, economical, and frugal in terms of data and physical space.
“Our microfactory, the full system, is nearly the size you will find of a normal CNC machine. It's ecological and economical,” said Mariette.
Watch Out estimates that the microfactory has a 30 to 50% lower carbon footprint than typical machines. Real-time autonomous monitoring and
adjustments throughout the entire process reduce scrap. The small size also requires less hardware, less building space, and fewer workers driving cars to the factory, among other benefits. Additionally, it is easily transportable, reducing the costs and carbon footprint associated with delivery and installation.
“When you buy a traditional machine, it goes in many containers, and you cannot drive it with a truck. You need a special convoy, and in many cases, you need to change the big doors you have for a normal truck; you need to cut them. That's what we've done. We had a factory with doors for a normal truck, but the machine was too big, so we had to cut the wall,” said Mariette. “Our microfactory fits in a container — in one container. We can install it in about three hours. A normal stateof-the-art machine is between three days and a week.”
Watch Out’s microfactories are currently producing parts in Europe and for LISI Group, which ranks third worldwide in the creation of aerospace fasteners and assembly components.
“It's very flexible, totally autonomous. It's a way of cutting costs and waste because you don't have downtime. It's fully data-centric, and you don't need to stop the machine. The machine can change its tools, models, everything,” said Mariette. “You have 100% of the information about the part that comes out of the machine, and there's no human intervention.”
Watch Out's autonomous microfactories represent more than an incremental improvement in manufacturing automation. By combining advanced sensing, AI-driven decision-making, and complete process integration in a transportable package, the technology addresses multiple industry challenges simultaneously: skilled labor shortages, supply chain vulnerability, and the need for flexible, responsive manufacturing capabilities.
For aerospace manufacturers facing increasing pressure to reshore production while managing costs and quality requirements, such systems could provide a viable path forward. The technology's ability to operate with minimal skilled labor makes domestic manufacturing economically feasible even in high-wage markets, while the autonomous operation ensures consistent quality and productivity. A&D
Brushless Motors
Solid or hollow shaft, high performance, housed and frameless, brushless motors and matching drives for demanding applications.
Hall or sensorless motors and drives for surgical tools, aerospace, military, and scientific instrument applications. Custom drive programing and designs available. Motors up to 95% efficient, power up to 1,500 watts.
Highest power density in the industry.
Operating temperatures from -73C to 150C
Slotless and slotted designs. Available with encoders and gearheads and separate or integral electronics.
Quantities 1 to 5,000.
Contact us at mail@koford.com
Aerospace/Defense
In today’s dynamic operational environments, relying on a single sensor technology, such as Global Navigation Satellite System (GNSS) or inertial measurement unit (IMU), is no longer viable. Missions increasingly occur in GNSSdenied, electromagnetically noisy, and physically complex environments where traditional systems falter.
“The world is evolving, and navigation must evolve with it. GPS is disturbingly vulnerable to challenging environments, harsh weather conditions, and cyberattacks, with rising threats of jamming and spoofing. The question isn’t if GPS will fail, but when. Operators need to build resilience now,” said Chris Shaw, CEO and co-founder of Advanced Navigation.
Robust navigation demands a layered, inertial-first and multi-sensor architecture — held together by intelligent software — that can adapt and scale to meet the unique demands of each mission. Embracing a software-defined nature means updates and enhancements can be deployed with minimal hardware disruption. This paradigm shift ensures truly resilient navigation for critical applications across defense, aerospace, robotics, and autonomous systems.
To achieve this, Advanced Navigation, headquartered in Sydney, Australia, integrated a strategic-grade fibreoptic gyroscope (FOG) inertial navigation system (INS) with a new class of navigation aid: a laser velocity sensor (LVS). The result is a fused hybrid architecture that delivers precision and reliability in the most challenging environments.
LVS is a terrestrial adaptation of LUNA (Laser Unit for Navigation Aid), a space-grade navigation technology developed for autonomous lunar landings. LUNA enables reliable navigation in the harsh environment of space by providing precise three-dimensional velocity and altitude information relative to the moon’s surface. After several years of research and development, LUNA is set to be demonstrated aboard Intuitive Machines’ Nova-C lander as part of NASA’s Commercial Lunar Payload Services (CLPS) program.
By leveraging the engineering insights gained from LUNA, LVS adapts space technology into an Earth-ready solution for terrestrial GNSS-denied navigation.
3D-rendered image with elements furnished by NASA. . Advanced Navigation
Why the LVS hybrid works
At the center of every reliable navigation platform is a trusted source of truth: the INS. The company’s FOG INS, which is sensitive enough to detect the Earth’s rotation, provides that foundation by delivering precise attitude, and the LVS uses infrared lasers to accurately measure a vehicle’s ground-relative 3D velocity. LVS performs reliably on ground and airborne platforms, as long as it maintains a clear line of sight to the ground or a stationary surface.
Beyond its role as a velocity aid, LVS also enhances navigation resilience by detecting GNSS spoofing. By comparing its independent velocity measurements against GNSS-derived velocity, LVS adds an extra layer of security to assured positioning, navigation, and timing (APNT) strategies.
AdNav OS Fusion draws on sophisticated algorithms to interpret and filter sensor data. The software is designed to dynamically weigh the input from each sensor, adjusting in real time based on reliability scores, environmental conditions, and operational context. This ensures continuous, high-
confidence state estimation even when signals are lost, degraded, or distorted. This inertial-centered, multi-sensor approach delivers a step-change in GNSS-denied navigation performance compared to traditional methods.
Testing LVS resilience with real-world data
To validate the accuracy and resilience of the LVS hybrid system, the company conducted a series of rigorous realworld driving tests. Across five trials, the system delivered exceptional performance with an average error per distance traveled of 0.053% compared to a GNSS reference.
At the starting point, GNSS on the INS was disabled in the state estimation process, forcing the system into deadreckoning mode. RTK GNSS was logged separately as a reference. This approach allows for a direct comparison between the computed dead-reckoning solution and a trusted position reference.
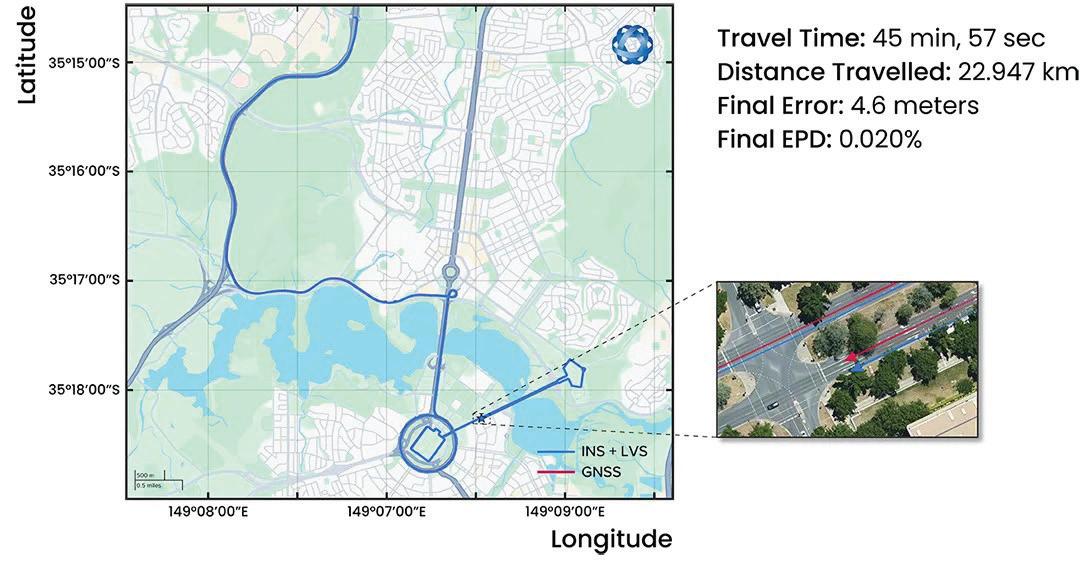
Figure 1 shows dead-reckoning results from a 23-km drive around Canberra, Australia. GNSS was not used at any point in
the drive for heading or position. RTK GNSS is shown as the red line, while the LVS hybrid system’s result is shown in blue.
Results from a 19.2-km drive around the Parliamentary Triangle in Canberra were also collected (not shown here). Again, GNSS was not used at any point in the drive for heading or position.
Figure 2 is a zoomed section from the first test drive, showing GNSS (red) drop out as the test vehicle drove through a tunnel, which completely denied the GNSS reference measurement. The hybrid system’s result can be seen in blue, showing it did not suffer from this error.
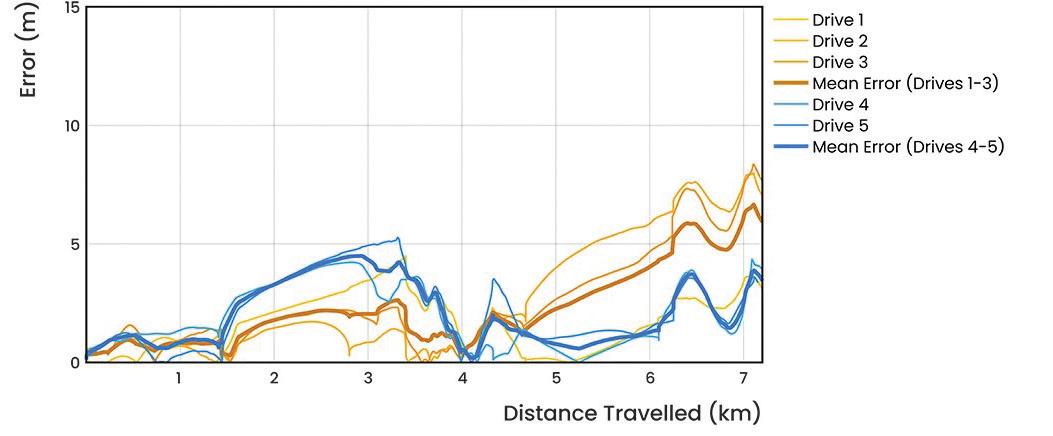
These drives were done repeatedly, demonstrating consistent and reliable results each time, as shown in Figure 3.
The LVS hybrid system was also tested on a fixed-wing aircraft combined with a tactical-grade INS, demonstrating a final error per distance traveled of 0.045% over the course of a low-altitude flight over 545 km. These results demonstrate the system’s ability to improve navigation performance of the INS in GNSS-denied or contested scenarios. A&D
Advanced Navigation advancednavigation.com
demonstrate consistent and reliable results each time. Advanced Navigation
(TOP) FIGURE 1. Dead-reckoning results from a 23-km drive around Canberra, Australia. (BOTTOM) FIGURE 2. Hybrid and GNSS solution routes comparison. Advanced Navigation