Hot Work Safety & Maintenance Guide

Disclaimer of expressed and implied warranties
Although reasonable care has been taken in the preparation of this booklet, no warranties or representations as to the accuracy or completeness of the information contained herein can be given; nor can Wilhelmsen Ships Service AS assume any responsibility regarding the suitability of this information for the user’s intended purposes or for the consequences of its use. Each individual should make a determination as to the suitability of the information for their particular purpose(s).
02 Introduction Hot Work and Associated Risks Regulations relating to Hot Work on Vessels Mobile AC-OX System GDS System Configuration Hot Work PPE Risk Assessment Checklists Safety checklist for Gas welding Cylinder Safety Checklist Maintenance instructions Maintenance log sheet in pocket folder 03 04 05 07 08 10 11 12 13 14Contents
Welding and related hot-work processes utilize compressed gas and/or electric current to provide a concentrated heat source which melts or burns away and cuts through steel and other metals. The heat source can also act as a source of ignition when flammable material is present. Proper safety precautions are required to avoid accidents related to the gas and power supplies, sparks, heat, fumes, and visible and invisible rays from the heat source.
For a safe hot work environment onboard, it is critical to ensure the following:
(i) Relevant work processes and controls are in place.
(ii) Safe and reliable equipment are available.
(iii) Correct set-up and use of equipment.
(iv) Sufficient protective equipment available for crew.
(v) Proper training and proficiency of the operator for the relevant hot-work processes.
Safety depends on you
The ‘Hot Work Safety & Maintenance Guide’ is designed as a quick reference for vessel owners and operators, highlighting everything you need to know from hot work safety risks and industry-led safety efforts to our recommended practices and considerations. We also recommend our complete Unitor TM range of equipment, accessories and tools, complete with maintenance instructions. We also provide maintenance log sheets designed for easy logging and tracking of annual inspection of critical gas welding components.
However, this guide cannot be taken as a complete manual for each of these areas, dealing in detail with all the aspects of the various items.
Additional information should be sought and referenced from other publications from Wilhelmsen Ships Service, authorities, to industry standards and regulations and by attending formal and informal training.
Do not install, operate or repair equipment for welding or related hot work processes unless you are thoroughly familiar with:
• The Instruction manual for the equipment to be used.
• Rules and regulations relating to the handling and installation of the equipment.
• Rules and regulations relating to hot work onboard.
• Proper use of protective equipment and accessories related to hot work, like fire extinguishers, fume extraction equipment, etc.
• Proper selection of the right equipment and tools fit for the process and work nature.
03 Hot Work Safety & Maintenance Guide
Introduction
Hot Work and Associated Risks
While essential to vessel maintenance and repair work, Hot work can also represent fire and safety hazards if mismanaged or if safety guidelines are not observed. Extra attention must be paid to any Hot work activity performed onboard and strict controls shall be in place to reduce the risk of a fire or accident, especially in confined spaces and when physical and mental demand on crew is high.
Five common safety hazards of Hot Work processes:
Fire or Explosion
Sparks from grinding, electric arc from arc welding, an open flame from gas welding or falling hot metal bits can ignite any flammable material in the surrounding vicinity of the Hot work activity. This includes anything from clothing to oil or flammable gas. When using gas welding equipment, a flashback can also occur leading to fire or explosion.

Electrocution
Electric Welding involves live current and high voltages. Incorrect set-up of equipment, faulty equipment, worn insulation, exposed live parts, welding in ‘wet’ conditions and lack of proper PPE will all increase the risk of electrocution to the welder. An electric shock can result in minor burns to catastrophic consequences such as cardiac arrest and death.
UV Radiation
The arc produced from electric welding equipment produces strong ultraviolet radiation. Prolonged exposure to this radiation can have lasting effects on crew such as skin burns, ‘arc eye’, an inflammation that affects vision and results in bloodshot eyes and, in the worst case, contributes to skin cancer.
Inhalation of toxic fumes
Welding processes produce toxic fumes that contain harmful metal dust particles and gas by-products. Acute exposure to welding fume and gases can result in eye, nose and throat irritation, dizziness and nausea. Welding fumes are classified as Group 1 carcinogens, meaning that prolonged exposure may cause various types of cancers.
Burns, cuts and bodily injury
Burn hazards are ever present whether from the torch flame, electric arc or the sparks and hot metal that are produced from Hot Work activities. Working with cutting and grinding tools also present other safety hazards such as bodily injury by means of cuts and lacerations.
04 Hot Work Safety & Maintenance Guide
Regulations relating to Hot Work on Vessels
The IMO and authorities in most countries have laid down regulations and guidelines related to welding and other hot work processes performed onboard, safe use of equipment and the protection of the operator. These are enforced through Flag States and Port State Control (PSC).
Industry-led efforts, spearheaded by various international organisations, also provide various programmes and guidance to ensure safety standards are maintained by operating vessels.
It is important for vessel owners and operators to understand and adhere to the relevant regulations and guidelines when hot work is to be done onboard.
Industry Guidance
IMO ISM Code: The International Maritime Organization's (IMO) International Safety Management (ISM) Code mandates the development and implementation of a safety management system (SMS) by shipowners and operators. The SMS includes procedures and guidelines for managing hot work processes, encompassing risk assessments, training programs, permit systems, and fire prevention measures.
MSC/Circ.1084 issued by the IMO's Maritime Safety Committee, provides general principles for hot work activities on vessels. It covers various aspects, including risk assessment, permit-to-work procedures, fire prevention and extinguishing measures, gas-freeing requirements, and communication protocols.
Apart from IMO and CLASS rules, industry guidance appropriate to the ship type shall be referenced when developing hot work procedures and performing hot work activities onboard:
• ILO publication on ‘Accident Prevention on Board Ship at Sea and in Port’ offers a comprehensive framework towards accident prevention onboard covering aspects such as risk assessment and control, safety procedures, equipment maintenance and crew training.
• The Oil Companies International Marine Forum (OCIMF) provides guidelines on Safety Management Systems for Hot Work and Entry into Enclosed Spaces.
• International Safety Guide for Oil Tankers and Terminals (ISGOTT) provides guidance for hot work processes in oil tankers through effective risk management, safety procedures, and equipment requirements.
• The UK MCA COSWP, Code of Safe Working Practice for Merchant Seafarers, provides practical guidance on safe practices, risk assessments, permits, and fire prevention measures specific to hot work.
• The British Compressed Gases Association's Code of Practice 7 (BCGA CP7), an often referenced industry guidance, offers safety recommendations for hot work involving compressed gases, ensuring compliance with best practices.
• International organizations such as OCIMF and RightShip have developed safety standards and assessment tools such as the OCIMF SIRE and RightShip RISQ programmes, to evaluate vessel safety performance, including hot work practices and ensuring adherence to international safety standards.
05 Hot Work Safety & Maintenance Guide
Regulations relating to Hot Work on Vessels
Electric Arc Welding
Safety measures
• Ensure Engineers, Officers and Ratings are all aware of safety precautions for electric arc welding equipment and its use, with written guidelines posted in the vessel workshop.
• Ensure adequate main power supply capacity with auto cut-off in event of a fault.
• Ensure a compliant welding machine’s open circuit voltage (OCV) i.e., max 25 VAC or 70 VDC, and that the machine is in well-maintained condition.
Gas Welding
Safety measures
• Conduct annual inspection of gas welding equipment, results must be logged and recorded. Pressure regulators and flashback arrestors should be replaced every five years after manufacture date.
• Use flashback arrestors on both torch and gas regulators for long lengths of AC-OX gas hoses.
• Ensure the AC-OX gas hoses are compliant with ISO 3821 / EN 559, approved with EN standard marking and in good condition by performing bend test and visual inspection. AC-OX gas hoses should also be colour-coded: Blue for OX, Red for AC.
• Ensure the welding machine’s accessories are in good condition and fully insulated. The return clamp must be clamped as close as possible to work piece and not on the ship’s structure. Remove electrode from holder after completion of work.
• Ensure proper storage for welding consumables.
• Ensure all Personal Protective Equipment (PPE) is well maintained.
• Ensure the welding fumes extraction unit, welding curtains or screens are in good condition.
• Ensure all PPE for Gas Welding and Cutting use is well maintained.
• Ensure signages and safety posters are available.
• Hoses should be crimp-fitted or fitted with “Clamp 1 Ear” type clamps for all joints.
• Non-Return valve must be fitted before torch connection.
06 Hot Work Safety & Maintenance Guide
Ref. OCIMF SIRE 2.0 Question library & RightShip RISQ 3.0 Inspection Questionnaire
Mobile AC-OX System
The safety aspect is crucial for all use of oxygen and acetylene onboard a ship. The WSS solutions are based on safe transportation and storage of cylinders. All equipment is standardised and comply to appropriate standards and regulations.
Accessories
UCT-500 MASTER KIT
Large size handy kit in heavy duty PVC case containing all equipment needed to perform the normally occurring heating, brazing, welding and cuting jobs onboard.

Product No. 500000
STANDARD GAS ACCESSORIES FOR MOBILE EQUIPMENT

A complete kit comprising all necessary equipment to be used with oxygen and acetylene cylinders. Together with a trolley and UCT-500 Master or Compact Kit will create a complete mobile welding workshop.

Product No. 526509
UCT-500 COMPACT KIT
Handy kit in heavy duty PVC case containing a limited number of equipment needed to perform the normally occurring heating, brazing, welding and cutting jobs onboard.


Product No. 500001

07
Hot Work Safety & Maintenance Guide
GAUGE GUARD 619379 REGULATOR 510 Oxygen, 510000 FLASHBACK ARRESTOR W-66 f/ Oxygen 302976 Alternative: S-55 f/ Oxygen 708545 HEAT RESISTANT MITTEN 233148 REGULATOR 510 Acetylene, 510001 HOSE JOINT F/ 6 MM (1/4”) OXYGEN HOSE 175596 F/ 6 MM (1/4”) ACETYLENE HOSE 175588 F/ 9 MM (3/8”) OXYGEN HOSE 175612 F/ 9 MM (3/8”) ACETYLENE HOSE 175604 ACCESSORIES Triple Gas Igniter, 2pcs 633198 Spare Flint Set, 10 pcs 633206 Cleaning Needles Set 175356 HOSE CLAMPS, EAR TYPE F/ 6 MM (1/4”) HOSE, 20 pcs 768416 F/ 9 MM (3/8”) HOSE, 20 pcs 768432 PINCER TOOL HOSE 768507 SHANK W/NON-RETURN VALVES 174656 (with 6mm (1/4”) hose sockets/non-return valves) SOCKET W/NON-RETURN VALVES FOR SHANK Ac 6mm (1/4”) 597336 Ox 6mm (1/4”) 597344 Ac 9mm (3/8”) 651265 Ox 9mm (3/8”) 651257 ALTERNATIVE FLASHBACK ARRESTOR FR-20 Ac+Ox Set for Shank 6mm (1/4”) socket 619270 FLASHBACK ARRESTOR W-66 f/ Acetylene 183970 Alternative S-55 f/ Acetylene 708537 HOSE WITH FITTINGS TWIN GAS HOSE 6mm (1/4”) 10m with fittings 526472 TWIN GAS HOSE 9mm (3/8”) 10m with fittings 526478 TWIN GAS HOSE 9mm (3/8”) 25m with fittings 526482 HOSE (50M LENGTH) WITHOUT FITTINGS TWIN HOSE 2X6.3mm (1/4”) Red/Blue, 50m Coil 620018 TWIN HOSE 2X9.0mm (3/8”) Red/Blue, 50m Coil 620022 GAS HOSE 6.3mm (1/4”) Red, 50m Coil 620026 GAS HOSE 6.3mm (1/4”) Blue, 50m Coil 620030 GAS HOSE 9.0mm (3/8”) Red, 50m Coil 620034 GAS HOSE 9.0 mm (3/8”) Blue, 50m Coil 620038
GDS System Configuration
The UnitorTM Gas Distribution System (GDS)
Safety
Gas cylinders, especially those containing flammable gases may cause serious accidents if handled carelessly. The Unitor TM Gas Distribution System is based on safe and correct storing of the gas cylinders on board, in a well ventilated room with direct access to open deck. This means that:
• Cylinders and accessories are less subject to physical damage.

• Location of cylinders is known to everyone on board.
• Cylinders may easily be removed in case of fire on board.
Efficiency
Moving gas cylinders around is a time-consuming and demanding operation. With Unitor TM Gas Distribution System on board, all cylinders can be kept in one place. Gas is piped to outlet stations placed at locations where the gas is needed. Gas is available simultaneously from several cylinders when needed. The distribution system ensures:
• Sufficient gas flow for all welding / heating / cutting purposes.
• No interruptions during work due to change of cylinders.

• Gas pressure adjustment at the outlet station, shorter hoses, and no cylinder transport to the worksite.
Economy
Experience has proven that when the distribution system is used, the total number of cylinders on board is normally reduced. The consumption of spares, such as cylinder regulators, flash-back arrestors and hoses, is reduced or eliminated. More important, jobs are done faster and more efficiently, and crew members are no longer exposed to the physical hazard of transporting steel cylinders weighing up to almost 100 kilos.
in mm
B.
08 Hot Work Safety & Maintenance Guide
7. 8. 9.
2. 6.
1.
3. 4. 10.
5. Signages
(size
HxW) Product Number 1. «Acetylene» (100x500) 611 526533 2. «Oxygen» (100x500) 611 526541 3. «Gas under pressure» (250x450) 611 183202 4. «Gas danger» small (150x300) 611 526566 «Gas danger» large (300x600) 611 516625 5. «No admittance» (200x500) 611 526558
Instruction signs for gas central Product Number 6. «Acetylene instruction» (350x300) 611 176404 7. «Oxygen instruction» (350x300) 611 176412 8. «Pipeline pressure» (190x145) 611 183236
NOTE: The «Gas danger» small sign shall be placed at the outlet point of the ventilation pipes from the central regulators. Signs for outlet station Product Number 9. «Close valves» (90x75) 611 183244 10. «Working pressures» (70x200) 611 511253
A.
Signs for entrance doors
C.
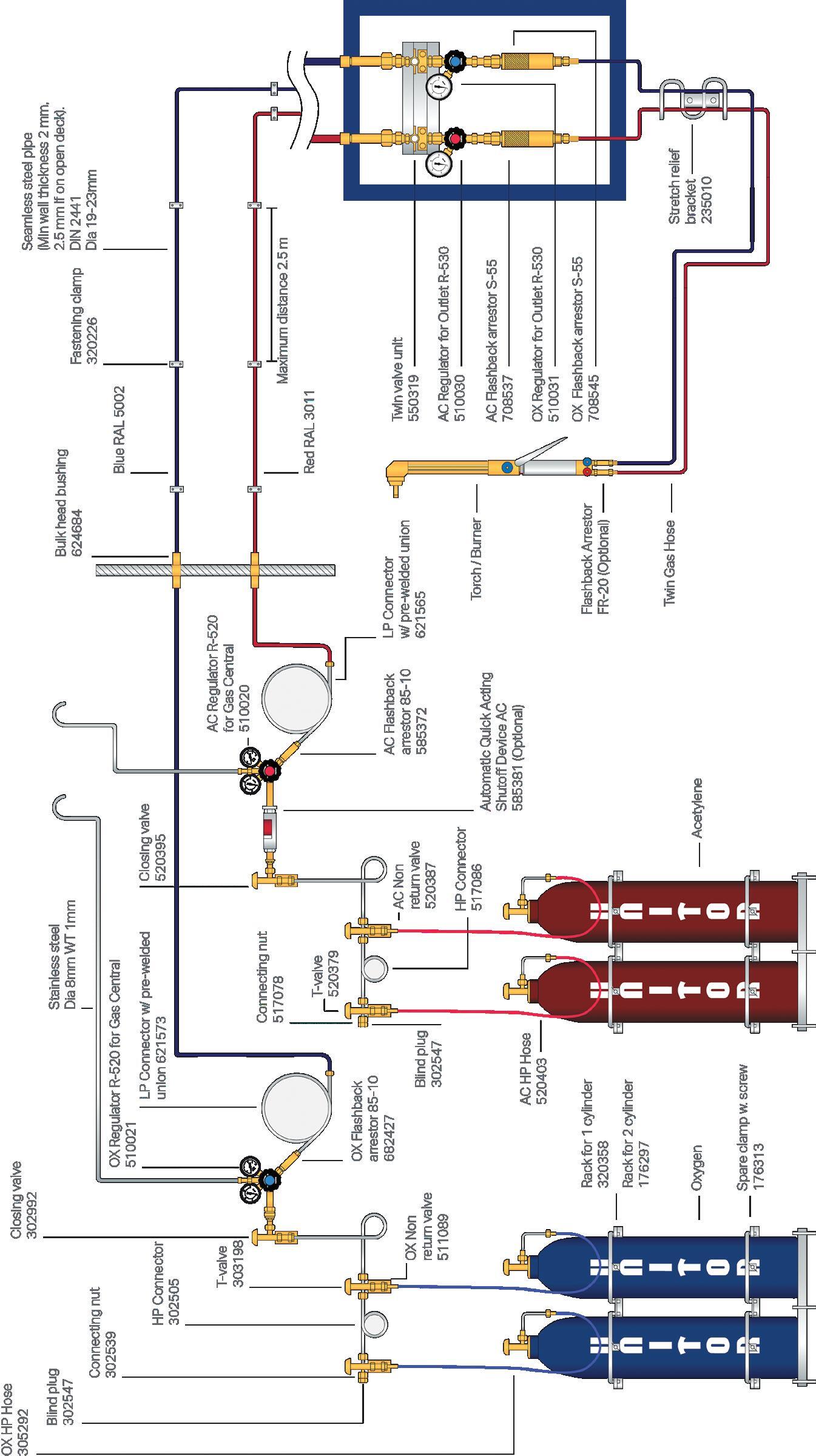
GDS Configurations
The Unitor Gas Distribution System is available in multiple configurations, covering both multiple and single cylinder combinations.
Below is a breakdown of the individual components that make up the system, along with a single cylinder configuration that can be applied to both acetylene and oxygen service. Contact us to learn more.
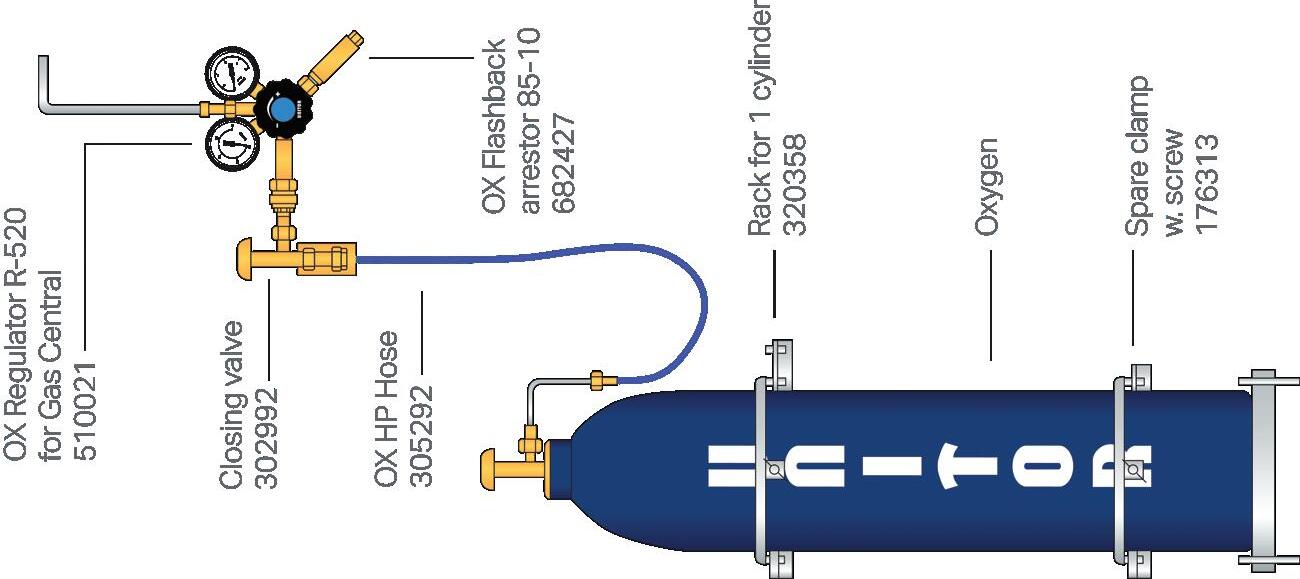
Single cylinder configuration
2 x AC, 2 x OX GDS configuration
09 Hot Work Safety & Maintenance Guide
Hot Work Safety & Maintenance Guide










Hot Work PPE









10
Autodark 2020 Welding Shield 779062 Autodark 820 Freshair Complete 779034 Weld Goggles with Lift-Front 175273 Accessories: Welding Curtain with Hooks 633065 Welding Spatter Blanket 1 x 10m 646067 Face & Eye Protection: Protective Clothing: FumeClean-230 Weld. Fume Extractor 735878 Safety Grinding Goggles 653410 Working gloves (12 pairs) 633057 Leather jacket, Large for welding 510438 Leather jacket, Extra large for welding 510446 Welders Gloves (6 pairs) 632786 Leather trousers with belt 633016 Leather spats 510453 Hand Protection: Arm protector 184184 Safety Helmet with Face Shield 619114 Leather apron for welding 510420 TIG and gas welding gloves (6 pairs) 632794 Heat resistant mitten 233148 Leather Cuffs Pair 175935
Risk Assessment Checklists
Ensure good housekeeping practices
• Tidy up the workplace and remove any flammable materials, liquids and gases from its surroundings
• Shield the workplace to protect others from sparks and radiation from the arc
• Post a warning sign when welding is in progress
Maintain safe welding procedures
• Ensure that all relevant checklists, certificates and permits for hot work have been issued before welding
• Work location:
- Outside of workshop: welder accompanied by assistant
- Within a confined space: assistant located outside, within welder's view and can rapidly cut off gas and power supply
• Ensure proper ventilation and availability of firefighting equipment within the workplace
• Use special fume extraction equipment if required
• Never use acetylene or oxygen to blow away dust from yourself or the workplace
• Always switch off the welding machine and close off the gas supply when not in use, even during short breaks. Remove the stick electrode from electrode holder
• Do not leave the work place unattended
• Conduct regular interval inspections to ensure no risk of fire remains after welding
Safe handling of all gas cylinders onboard during use and transportation
• Store gas cylinders in suitable storage rooms above deck and secure them properly in upright position
• Ensure that acetylene and oxygen regulators are fitted with flashback arrestors
• Check that hoses and all gas connections are in good condition, without leaks and damages
• Ensure the correct colour coding for the gas in hoses (red for acetylene, blue for oxygen, black for shielding gases and filtered air)
• Ensure that gas cylinders are fitted with valve caps and use appropriate cylinder trolleys for the transport of cylinders
• Use of gas distribution systems is recommended to increase safety and reduce the need for transporting cylinders around the ship
• Never use:
- oil or grease in connection with welding gases
- alloys containing more than 65% copper or 45% silver in connection with acetylene
Prevent electrical hazards
• Never touch electrically live parts (e.g. welding electrode holder) without being properly insulated
• Do not perform welding in ‘wet’ conditions and always insulate yourself from the work and ground
• Check that power sources function correctly according to relevant regulations and be familiar with the operating instructions
• Ensure that torches and electrode holders are in good working order and are fully insulated
• Ensure the work lead connection is clamped close to where you are welding
Use the appropriate Personal Protective Equipment (PPE)
• Proper long-sleeved boiler suit with safety shoes must be worn
• Do not wear clothes of highly combustible materials or clothes that are wet
• Do not carry combustible material (e.g. matches, lighters, oil rags)
• Use head, eye and face protection (helmet, shield, goggles) according to job and ensure that filter glasses are of the correct shade
• Use a dust filter or breathing apparatus to avoid inhaling fumes and dust from the welding process
Welding Fume Safety
The International Agency for Research on Cancer (IARC) under WHO has classified welding fumes and UV radiation from welding as Group 1 carcinogens, the agency’s designation for agents that carry sufficient evidence of carcinogenicity in humans (2017).
In May 2019, MCA UK issued HSE Safety Alert: Change in Enforcement for Mild Steel Welding Fume
Bulletin No: STSU1 2019 and updated The Code of Safe Working Practice for Seafarers (COSWP) 2019
11 Hot Work Safety & Maintenance Guide
Safety Checklist for Gas Welding
Procurement
• Purchase gas handling equipment compliant to international standards (e.g. EN ISO DOT) and purchase products from reputable worldwide recognized suppliers.
• Standardization will prevent compatibility issues and ensure gas system integrity.
Assembly & Before Use
• Keep the gas line and equipment free from oil, grease or lubricants.
• Ensure safety devices i.e., Flashback Arrestors and Non-Return Valves are installed.
• Gas equipment are metal to metal connected and should not have any sealing tape (Teflon).
• Check for leaks with a soapy solution especially at joints, and for any visual defects
During Operations & After Use
• Ensure lighting-up and shutting-down procedures are followed as per manufacturer instructions.
• When shutting down equipment, purge remaining gas out and never keep the equipment under pressure.
• Ensure gas cutting nozzles or blowpipes are cleaned, degreased and well maintained.
Annual Inspection
• Inspect condition of gas hoses, hose connectors, hose clamps and blow torches.
• Check the gas system at working pressure for leaks by applying a soapy solution especially at joints and for any visual defects..
• Conduct functional tests for critical gas equipment i.e., gas regulator’s creep test, flashback arrestor and non-return valves for non-back-flow function.
• Keep records of all inspection results.
Replacement
• Renew / replace gas regulators and flashback arrestors every five (5) years from date of manufacture or earlier if defective. Renew / replace high pressure flexible hoses when damaged, worn or after five (5) years in service. Renew / replace gas hoses when worn, damaged or defective in any respect.
• Keep records of all replacement and inspection dates.
Did You Know?
Majority of the gas welding and cutting accidents happened due to gas system and components leaks, which are attributed to use of aged, worn, defective or non-compatible equipment, components or accessories.
12 Hot Work Safety & Maintenance Guide
Cylinder Safety Checklist
Know and understand the properties and hazards associated with each gas before use. Cylinders should only be handled by experienced and properly trained personnel.
Acetylene
Acetylene has a distinct garlic-like odour and is slightly lighter than air. Acetylene mixed with air or oxygen is explosive within a wide range. Do not use equipment containing more than 65% copper.

Oxygen
Oxygen is a colourless and odourless gas which is slightly heavier than air. Pure oxygen vigorously increases combustion. Oil, grease or fat in contact with oxygen will self-ignite or explode. Never use oxygen as a substitute for compressed air.
Check your equipment
Always keep your welding tools in good condition. Replace faulty regulators, flashback arrestors, hoses etc. Keep oil and grease away from the equipment. Do not use adaptors and do not force connections which do not fit.
Cylinder care
Never use hammers, spanners, or other tools to force a valve open: use hand power only. Do not expose cylinders to abnormal mechanical shocks which might cause damage to the cylinder bodies, porous mass in the acetylene cylinder or valves.
Flashback
Use of approved safety devices such as flashback arrestors and non-return valves is vital to your safety. Also keep your equipment in good condition to avoid serious flashbacks.
Do not transfer gases
Never attempt to transfer gases between cylinders. Filling of cylinders must only be performed by authorized personnel at filling stations. Failure to observe this rule has unfortunately led to loss of life.
Gas distribution systems
For safety and efficiency reasons, we recommend cylinders to be stored in separate rooms or compartments preferably with the use of gas distribution systems. Never store cylinders below decks or in the engine room.
In case of fire
Remove all cylinders to a safe place. If not possible, cool cylinders with copious amounts of water from a sheltered position. Continue cooling until the cylinders remain cold. Acetylene cylinders must be checked for subsequent heat increase, indicating decomposition. If so, continue to cool and when cold throw cylinders over board.
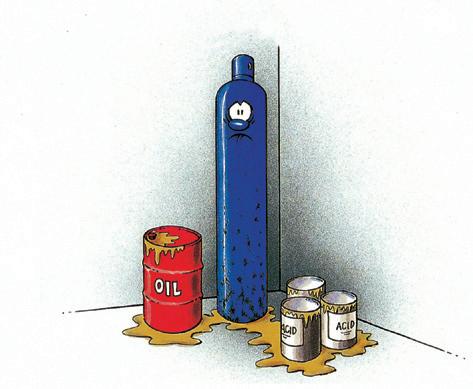




Hazardous materials
Always store cylinders away from oil, acids, chemicals and salt water in order to avoid risks of fire and excessive corrosion. It is recommended that cylinders should be stored on galvanized steel supports to prevent corrosion.
Ensure good ventilation
Compressed gases, if released in sufficient quantities, will replace the air’s natural oxygen and cause asphyxiation without warning. Always ensure good ventilation in rooms or confined spaces where cylinders are stored or used.
Transport of gases
Do not lift a cylinder by the valve or protection cap. Never use lifting magnets, chains or straps when lifting cylinders on board. Use a cylinder trolley or other suitable device for transporting cylinders, even for short distances.
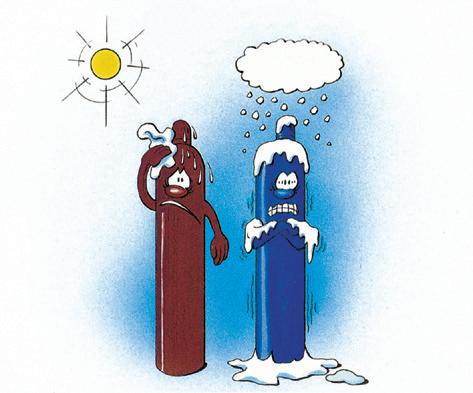
Avoid extreme temperatures
Avoid exposure of cylinders to extremes of heat or cold. Store cylinders away from sunshine or other sources of heat. Never apply heat to a cylinder to increase flow capacity.
Abuse of cylinders
Never use cylinders as rollers, supports, props or for any other purpose than to contain the gas supplied. Avoid placing cylinders where they might become part of an electric circuit.

13 Hot Work Safety & Maintenance Guide
Maintenance Instructions
These instructions cover the following types of Unitor TM gas welding equipment:
• Regulators
• Flashback Arrestors
• Low Pressure Twin Gas Hoses
• High Pressure Flexible Hoses
These instructions provide general guidance to the user. It is the responsibility of the user to ensure proper care and consideration is given to the safety of equipment use, handling and surrounding conditions.
WSS limits its liability for using this instruction on pressure regulators and flashback arrestors not specifically mentioned below.
Regulators
510000 R510 Oxygen
510001 R510 Acetylene
510020(1) R520 Oxygen
510021(1) R520 Acetylene
510030(1) R530 Oxygen
Flashback
SAFETY PRECAUTIONS FOR GAS WELDING EQUIPMENT MAINTENANCE ON BOARD:
The use of compressed air (probably with oil traces), for testing and or for cleaning is a source of problems as later compressed pure oxygen will react violently with these minor amounts of oil.
Other safety risks include use of copper adaptors for acetylene, non-approved hoses, use of faulty pressure regulator or directly regulating the cylinder pressure by shut off valves in place of pressure regulators. Following these guidelines does not eliminate “human factors” influence towards safety.
Always follow the instructions of the manufacturers/suppliers in detail as they have experience in handling these products.
14 Hot Work Safety & Maintenance Guide
510031(1) R530 Acetylene Arrestors 585372(1) 85-10 Acetylene 682427(1) 85-10 Oxygen 708537 S-55 Acetylene 708545 S-55 Oxygen 183970 / 708554 W-66 S Acetylene 302976 / 708550 W-66 S Oxygen
Maintenance guidelines for UnitorTM Regulators
Unitor TM AC and OX Pressure Regulators are manufactured as per ISO 2503 / ISO 7291 standards and verified by a Notified Body.
The manufacturing date of the Regulators is engraved on the backside of the body.
Unitor TM pressure regulators do not require specific maintenance unless the operator suspects malfunctioning or improper operation.
Operating Guidelines of Unitor TM pressure regulators are mentioned in the Instruction Manual and should be strictly followed without any compromise.
Annual maintenance guidelines for UnitorTM pressure regulators include:
• Visually inspect regulator for physical damage or signs of modification. If present, regulator should be replaced.
• Leak tightness test with a Regulator under working pressure. Check all connections with soapy water or the like.
• Creep test to determine high pressure leak into low pressure part of the regulator
1. (a) For type R-510, mount Regulator on top valve of full cylinder and connect through twin hose to a Unitor TM welding torch.
(b) For type R-520, Regulator is already connected to the gas central closing valves. Disconnect the inline flashback arrestor from the regulator outlet and connect the outlet through twin hose to welding torch
(c) For type R-530, Regulator is already connected to the twin-valve unit in the outlet station. Disconnect the inline flashback arrestor from the regulator outlet and connect the outlet through twin hose to welding torch.
2. Isolate regulator outlet by closing Unitor TM torch shank stop valves.
3. Unscrew the Regulator adjusting knob until it reaches stop limit.
4. Slowly open, for (a) top valve of gas cylinder and for (b) Closing Valve until regulator Inlet Pressure Gauge registers full cylinder delivery pressure. For (c), ensure twin valve unit in ‘full open’ position for full distribution pipeline pressure into R-530 regulator.
5. Turn Regulator adjusting knob clockwise until regulator Outlet Pressure Gauge reaches approximately half of scale. Now shut off the (a) cylinder top valve, (b) closing valve or (c) twin valve unit.
6. Now unscrew again the Regulator adjusting knob until it reaches stop limit. Note and monitor reading on Outlet Pressure Gauge.
7. Wait approximately 15 minutes and check again the reading of Outlet Pressure Gauge. If any rise in pressure of the Outlet Pressure Gauge reading is detected within the 15 minutes waiting time, the regulator is defective. Remove it safely from the cylinder, put aside from operation and replace.
5-year maintenance for UnitorTM Pressure Regulators:
• Keep records of all installed regulator production dates.
• Replace regulator after 5 years from its production date.
Immediately replace UnitorTM Pressure Regulators:
• If any operating Pressure Gauge does not register zero when the pressure is released
• If gas is leaking from High Pressure side towards the Low Pressure side (Creep Test fails)
• Regulator fails leak-tightness test (test using soapy water)
• If it is faulty, damaged or modified, it is older than 5 years or it is corroded
15
Hot Work Safety & Maintenance Guide
Hot Work Safety & Maintenance Guide
Maintenance guidelines for UnitorTM Flashback Arrestors
UnitorTM flashback arrestors are manufactured as per ISO 5175 standard and verified by a Notified Body. The manufacturing date of the Flash Back Arrestors are engraved on the cylindrical body.
Unitor TM flashback arrestors do not require specific maintenance unless the operator suspects malfunctioning or improper operation.
Operating Guidelines of Unitor TM flashback arrestors are mentioned in the Instruction Manual and should be strictly followed without any compromise.
Maintenance guidelines for UnitorTM flashback arrestors:
• Unitor flashback arrestors do not require specific maintenance unless the operator suspects malfunctioning or improper operation (Reverse Flow Test).
• Regular Maintenance for Unitor flashback arrestors can include inlet filter cleaning and checking of the functioning of the non-return valve
o Apply a back flow to the flashback arrestor using dry Nitrogen gas.
o Using a nitrogen cylinder, connect a nitrogen regulator to the cylinder top valve. Unscrew the regulator adjusting knob until its stop limit.
o Connect the flashback arrestor to the regulator outlet, in the reverse direction, using a 9mm hose joint and a 9mm Unitor gas hose.
o Set the outlet pressure of the regulator to 1 bar.
o Check if gas flows on the other end of the flashback arrestor.
• It is advised to inspect the inlet filter frequently.
Annual verification guidelines for UnitorTM flashback arrestors:
The included Instruction Manual recommends performing Functional Tests (Leak-tightness test and reverse flow test for annual verification. The following steps can be performed:
• Leak tightness Test: Can be performed together with either AC-OX fixed system annual leakage test or as standard assembly with R-510 regulator. Apply Working pressure and check all connections with soapy water or the like
• Reverse flow Test: Verify non-return function of flashback arrestors by applying 1-2 bar Nitrogen gas in reverse direction.
o Using a nitrogen cylinder, connect a nitrogen regulator to the cylinder top valve.
o Connect the flashback arrestor to the regulator outlet, in the reverse direction.
o Set the outlet pressure of the regulator to 1-2 bar.
o Check if gas flows on the other end of the flashback arrestor.
5 years maintenance for UnitorTM flashback arrestors:
• Replace Flashback Arrestors after 5 years from its production date.
• Keep records of all installed flashback arrestor production dates.
• If it is damaged from a flashback.
• If flashback arrestor fails leak-tightness test or reverse flow test.
• If it is faulty, modified, older than 5 years or corroded.
Immediately replace UnitorTM flashback arrestors: A template ‘Maintenance Log Sheet’ for recording of annual inspection of critical gas welding equipment is provided at the end of this guide.
16
Hot Work Safety & Maintenance Guide
Maintenance guidelines for UnitorTM Flexible Gas Hoses
Unitor TM low pressure twin gas hoses are manufactured as per EN 559 / ISO 3821 standards and marked on the hoses together with rated working pressure and manufacturing year.
UnitorTM high pressure flexible hoses are manufactured as per ISO 14113 standards and marked on the hoses together with rated working pressure and manufacturing year. Each hose is pressure tested. Due to frequent use and handling of gas hoses, they shall be inspected regularly before use.
When not in use, gas hoses shall be purged and stored safely. Do not leave gas hoses laid on the ground, pinched or bent beyond the rated bend radius of the hose.
Maintenance Guidelines for UnitorTM low pressure twin gas hoses:
• Before use, inspect entire length of gas hose for cracks, cuts or damage.
• Perform a ‘Bend Test’ on the gas hose and observe for cracks in the rubber
• Ensure hose ends are connected to hose tails with properly crimped clamps (Clamp 1 Ear type). Worm-drive type clamps are not allowed.
• Do not use Teflon tape (or other types) for gas-tight connections.
• Do not attempt to repair cracks or cuts in gas hoses with tape or the like.
Immediately replace UnitorTM low pressure twin gas hoses:
• If there are signs of fire damage or burns.
• If hose is leaking.
• If cracks, cuts or damage is found along the length of the hose.
• If hose fails the ‘Bend Test’.
Maintenance Guidelines for UnitorTM high pressure flexible hoses:
• Before use, inspect entire length of gas hose for cuts, damage or obvious signs of gas leak.
• Hose is made of 3 layers, inner hose tube, outer steel braid and a hytrel jacket. If outer-most hytrel jacket is damaged and exposes outer steel braid, do not attempt to repair with tape of the like.
• Keep hoses free of contamination, oil, grease or lubricants.
• Replace gasket or washer between hose connection and cylinder top valve every time hose is disconnected.
• DO NOT USE Copper gaskets for Acetylene gas hose.
5 years maintenance for UnitorTM high pressure flexible hoses:
• Replace High Pressure Hoses after 5 years from first date of installation, or date of manufacture if installation date is unknown.
Immediately replace UnitorTM high pressure flexible hoses:
• If there are signs of fire damage or burns.
• If hose is leaking.
• If cuts or damage is found along the length of the hose.
• If more than 5 years in service.
17
WSS SUGGESTED EQUIPMENT & LOCATION FOR INSPECTION/RENEWAL FOR CREW REFERENCE
To ensure safe-use and proper maintenance of critical Ac-Ox welding equipment onboard, and in line with relevant industry standards and requirements such as BCGA CP7, UK MCA COSWP, OCIMF SIRE and RightShip RISQ, crew must perform inspection and replacement of critical Ac-Ox welding equipment in line with manufacturer’s maintenance guide and Standards/Regulatory recommendations. Inspection and/or replacement of critical Ac-Ox welding equipment shall be logged and records maintained for a recommended 5-year period. Applicable Time Period:
18
Location Equipment/ Component Annual Service Performed Date of Manufacture Last Installation Date Inspection Condition / Remarks Next Renewal Due Inspected by Signature Engine Rm Workshop AC Regulator Good condition Recommended 5-year from DOM OX Regulator Creep test passed AC Flashback Arrestor OX Flashback Arrestor Cylinder Central / Storage / installation OX High Pressure Hose N/A Good Recommended 5-year from first use AC High Pressure Hose N/A Worn/ damaged AC Regulator Recommended 5-year from DOM OX Regulator AC Flashback Arrestor OX Flashback Arrestor Ac-Ox Gas Distribution System Low Pressure Distribution Piping Tested at W.P. Not Applicable
Hot Work Safety & Maintenance Guide
Ver 1.0_082023
*The brand name ‘UNITOR’ is a registered trademark fully owned by Wilhelmsen Ships Service AS.
___________________________________
SAMPLE LAYOUT
MAINTENANCE LOGSHEETS
19 Hot Work Safety & Maintenance Guide

Wilhelmsen Ships Service Phone: (+47) 67 58 40 00 Fax: (+47) 67 58 40 80
Address:
Box 33, NO-1324
Norway
Contact your local WSS customer services for prices and worldwide availability. V1.0-092023 Scan now or click here
Postal
PO
Lysaker,
wilhelmsen.com
AC-OX WELDING EQUIPMENT MAINTENANCE LOG
Applicable Time Period:
To ensure safe-use and proper maintenance of critical Ac-Ox welding equipment onboard, and in line with relevant industry standards and requirements such as BCGA CP7, UK MCA COSWP, OCIMF SIRE and RightShip RISQ, crew must perform inspection and replacement of critical Ac-Ox welding equipment in line with manufacturer’s maintenance guide and Standards/Regulatory recommendations. Inspection and/or replacement of critical Ac-Ox welding equipment shall be logged and records maintained for a recommended 5-year period.
Location Equipment/ Component Annual Service Performed Date of Manufacture Last Installation Date Inspection Condition / Remarks Next Renewal Due Inspected by Signature
__________________________________
