




















































ONE POWERFUL PARTNER. ENDLESS POSSIBILITIES.
With the acquisition of A.Celli Paper, ANDRITZ is set to deliver even more to the global tissue, paper and board industry. This powerful combination brings together cutting-edge technologies, deep industry expertise, and a shared


commitment to innovation. To our customers this means a broader portfolio, smarter solutions, and faster service – wherever they are in the world. From entire tissue machines to key components like winders for the paper industry, including roll handling, packaging systems, and beyond – everything






needed for efficient, high-performance production is now available from one single, trusted source.

Stronger together. Smarter for you.
For more information, visit our website.
elcome to the September issue of Pulp Paper & Logistics, which includes our MIAC show preview and exhibitor plan.
With the completion of this issue we will have also wrapped up our annual re-registration of readers and taken note of the areas of interest for editorial coverage for 2026.
I’ll be attending the MIAC trade show in Lucca, Italy, from 8-10 October, and still have some slots in my diary available to arrange meetings and discuss any aspect of the magazine.
However, before we release the schedule for next year, we still have the forthcoming November issue which will include a Logistics and handling update; Board production machinery and processing (including packaging grades) and Energy saving systems for the modern pulp and paper mill. Deadline for editorial submissions is 17 November. They should be emailed to me, Vince Maynard, at pulppaperlogistics@ virginmedia.com.
Hope to see you all in Lucca: in addition to the show venue, you could always find me at Fuori di Piazza pizzeria. Cheers!
Vince Maynard, Publisher and Editorial Director
Vince Maynard
Tralee, Hillcrest Road, Edenbridge, Kent, TN8 6JS, UK
Tel: +44 (0) 1732 505724
Mobile: +44 (0) 7747 002286












Email: pulppaperlogistics@virginmedia.com Email: pulppaperlogistics@outlook.com
John Nutting Tel: +44 (0) 1732 868071
+44 (0) 7860 221486
johnnutting47@gmail.com
+44 (0) 1737 551687
+44 (0) 7785 796826
Wiffen
+44 (0) 1460 261011
+44 (0) 7851 612799 Email: anton_print_1@mac.com


The acquisition of Italian tissue equipment manufacturer A.Celli Paper by engineering group Andritz was completed at the beginning of August.
The terms of the deal, the agreement for which was signed in April, were not revealed.
The acquisition enables Andritz to be a full-line supplier to the tissue paper and board industries, from stock preparation to finished reel.
In a statement, A.Celli Paper said it was proud to be part of the Andritz Group. “This marks an exciting new chapter in the journey of both organisations as they strengthen, innovate further, and expand their presence in the tissue, paper, and board sector,” it said.
A.Celli Group and A.Celli Nonwovens remain independent, owned by the Celli family, and continue to be a key player in the nonwovens industry.
Operating in more than 60 countries, A.Celli Paper has around 1,000 installations. Its installed base includes more than 100 tissue machines, 400 rewinders for tissue and paper and 100 roll handling systems.
Austria-based Andritz said that the acquisition strengthens each company’s positions in the tissue and paper business, aligning product and service portfolio and capabilities –particularly in the European and Asian market. It combines A.Celli Paper’s specialised knowledge in tissue and paper production with Andritz ’s global reach and technology leadership.
“Both of us benefit from a


“With this acquisition we are extending our scope quite a lot,” said Alexander Wassermann, executive vice president of Andritz Paper & Tissue
significant network of suppliers and partners near our facilities, enabling to adapt efficiently to market demands and opportunities,” said Andritz
Alexander Wassermann, executive vice president of Andritz Paper & Tissue, explained in a podcast how A.Celli Paper fits in the future strategy of Andritz:
“A.Celli Paper has been on our radar for a while. I would say we are competitors in some areas, and they have been suppliers. But certainly [we were] competitors in tissue. But if you look carefully
we are only partly overlapping in our deliveries. A.Celli Paper has a strong presence in singlewidth machines all across the globe. Andritz has concentrated especially outside of China on the faster and double-width machines. Bringing those two together under one roof seems like a natural fit even though we have been competitors in the past.
“Where we haven’t been competitors is with the winders. Andritz didn’t have any winders in its portfolio, but in many cases A.Celli Paper has delivered winders to us when we had to package them into our deals. So to become a full line supplier and supply full plants from stock preparation to the fibre treatment up to the final packaging of the goods, this acquisition is a perfect fit because we have the winder for tissue and for paper and board and can be a full line competitor in the market.
“Also, the acquisition of PMT by A.Celli Paper has given the
possibility to be active in paper and board rebuilds. This is an area where Andritz is also active with certain overlaps in competences. We believe the field of comprehensive rebuilds will actually grow quite a lot in the future as the investment in large machines will be reduced and many customers with older assets are thinking about rebuilds. So this is part of our strategy to be a comprehensive and well-accepted provider of rebuilds of paper and board machines. With this acquisition we are extending our scope quite a lot.”
Customers will, it’s said, benefit from a broader portfolio of products and services, These combine A.Celli Paper’s expertise in winding, rewinding, and packaging with Andritz ’s full-line capabilities, an expanded global service network offering faster, more localised support, and continued innovation through joint development in automation and digitalisation.
Europe’s largest and most up-to-date packaging board line has been inaugurated at Stora Enso’s Oluo mill in Finland.
The event in August was attended by Finland’s premier Petteri Orpo, Stora Enso’s chairman Kari Jordan, Stora Enso’s chief executive Hans Sohlström and the mill’s chief shop steward Olli-Pekka Kaikkonen.
Stora Enso said that the Oulu mill serves growing demand for renewable packaging and contributes to the transition to a circular bioeconomy. At the same time, the production site supports

Finland’s competitiveness and increases exports with products of higher added value.
The line represents an investment of €1.1 billion, which is part of a total of €1.7 bn spent at the site since 2019.
This involved the conversion of former paper machines into board lines utilising the latest technology, while the environmental impact has been reduced by cutting fossil carbon dioxide emissions by 90 percent. The mill produces folding boxboard, kraftliners, paper bag material, and unbleached softwood pulp. Board materials are suitable for direct contact with food. Almost all of the Oulu mill’s production is exported.
Commenting on the project, chief executive Hans Sohlström said: “The Oulu production site is a strategically significant investment as it strengthens our leading position in high added value renewable packaging materials and increases Finland’s export revenue significantly.
“Consumer packaging made from wood fibres has great potential to replace plastic packaging and our materials are designed for existing recycling streams. The nearly carbonneutral production site in Oulu is a prime example of an investment in bioeconomy, and it concretely

contributes to the transition from fossil materials to renewable and recyclable packaging.”
The Oulu mill’s new production line utilises Stora Enso’s patented FibreLight fibre processing technology. This enables the production of lighter, yet robust and durable boards. End products include a range of cardboard packaging for frozen, cold and dry food products, medicines, and beverage multipacks.
“Our folding box board can be up to a third lighter than traditional boards, the material is efficient and durable and helps our customers to reduce the consumption of packaging material and at the same time reduce their transport emissions. This means also that they have very high added value.
Our mill’s location next to the deep port enables efficient logistics worldwide throughout the year. It is important for us to be involved in mitigating climate change,” says Matti Lielahti, head of Stora Enso’s Oulu business unit.
“We mainly use pulpwood purchased from private forest owners in Finland, small-diameter wood, and wood chips from our sawmills for board production. We also utilise bark and sawdust for energy production. The bioenergy produced in the mill is used for district heating in Oulu.”
Stora Enso’s consumer packaging board line is expected to reach its full capacity of 750,000 tonnes by 2027, when its annual sales are anticipated to be around €800 million.
German paper maker Feldmuehle has implemented its restructuring measures, including adjustments to production capacities, changes to management and the shift system.
The decisions follow discussions
with the company’s works council and aim to ensure better planning, greater reliability and punctuality for customers and suppliers, without compromising product quality.
As part of the reorganisation
at the Uetersen mill, the sales department is also being restructured.
Martin Mönke is leaving the company at the end of September at his own request and by mutual agreement. Helmut Teuschler
has been appointed as global sales chief supported by Stania Sabatkova. Feldmuehle has been exhibiting at events such as Labelexpo in Barcelona, Drinktec in Munich, and Fachpack in Nuremberg.
Packaging Corporation of America (PCA) has completed the acquisition of Greif Inc’s containerboard business.
PCA earlier agreed to purchase Greif’s containerboard business for US$1.8 billion in an all-cash transaction. The deal includes Greif’s containerboard mills, sheet feeders, and corrugated plants in the US and is expected to increase PCA’s sales and capacity.
Ole Rosgaard, chief executive of Greif, commented: “The closing of this sale marks an important step forward for Greif. This transaction unlocks immediate value for our shareholders and allows Greif to deliver stronger and more consistent earnings power, enhances our capital efficiency, and accelerates debt reduction.”
At the time of the agreement earlier this year PCA’s chief executive Mark Kowlzan said: “This
International Paper (IP) is making a number of changes in its North American operations to better serve its customers.
The changes include mill closures and conversions. IP is pulling out of the moulded fibre business and is converting its facility in Reno, Nevada, to produce packaging materials.
Closures affect a packaging facility at Marion, Ohio, and at its recycling facility at Wichita in Kansas.
In Mexico, IP is selling its containerboard mill at Xalapa and its recycling plants in Xalapa and Apodaca to Acabados de Papeles Santinados y Absorbentes (APSA).
In the US, the changes will impact about 110 hourly and 24 salaried employees. In Mexico, APSA intends to retain current onsite staff at each location.
“These decisions are never easy because of the impact on our employees, their families and the communities in which we

Tom Hamic, president of IP’s Packaging Solutions North America business: “These decisions are never easy”
operate. We will assist employees and customers as much as possible through this transition,” said Tom Hamic, president of IP’s Packaging Solutions North America business.
“While difficult, these decisions will help enable IP to prioritise the right geographies, customers and products and make investments in resources to support our growth in sustainable packaging.”
acquisition furthers PCA’s profitable growth strategy. The mills nicely complement PCA’s system and will provide containerboard to support PCA’s continued corrugated products growth. We expect to achieve significant synergies with minimal capital investment through our operational expertise and will identify even more opportunities within the combined system for future high return investments to grow with our corrugated and

Chief executive of Packaging Corporation of America Mark Kowlzan: “We expect to achieve significant synergies with minimal capital investment”
sheet feeder customers. We will continue to generate significant cash flows and value for our shareholders.”
Mondi’s Merebank paper mill at Durban in South Africa is now capable of generating 60 percent of its electricity demand internally following the installation of a new steam turbine.
The project, which significantly reduces the mill’s reliance on grid-supplied power and improves operational efficiency, also includes cooling towers, piping and control systems, using excess steam from the mill’s boiler.
“This project is a game-changer for the mill,” says Donovan Naidoo, operations director at Mondi Merebank. “By generating power on-site, we reduce our dependency on external electricity supply, reduce costs and take a step towards energy independence, climate resilience and long-term operational stability. Once the cooling tower upgrade is completed, the new turbine will produce more electricity than the mill consumes – a significant milestone in our journey towards self-sufficiency.”

In addition to increasing energy self-sufficiency, the new turbine project will also reduce the mill’s carbon footprint.
Alongside the energy investment, the mill has completed two flood-proofing projects to mitigate risks from natural disasters. The projects include the installation of flood gates and the deployment of inflatable flood barriers, allowing for the rapid creation of water-catchment dams. Together, these measures help protect the mill’s operations and nearby communities from extreme weather events, helping ensure business continuity.
Paper maker Mondi welcomed international customers and partners to celebrate the start-up of its Duino mill in Italy following the successful conversion of its existing paper machine to produce containerboard.
The event in September showcased the production capabilities of the machine which produces premium containerboard products from recycled materials.
When fully operational, the machine will produce 420,000 tonnes of high-quality recycled containerboard a year, increasing Mondi’s integration and improving security of supply for customers.
The mill’s product portfolio includes waste-based fluting, starting with 80 gsm, testliner from 90 gsm upwards, and paper reels from 950mm to 3,350mm on Mondi’s

widest recycled paper machine. Mondi Duino offers short delivery distances to local and neighbouring markets while also serving


international customers through nearby ports.
“Launching this mill on time shows the strength and commitment of our team and is illustrative of our long-term promise to our containerboard customers. With this paper machine, we are investing in their future too –ensuring resilient supply, sustainable packaging products, great service and the opportunity to grow together,” said Klaus Peller, operational chief at Mondi Containerboard.
Mondi’s comprehensive containerboard portfolio offers a wide range of paper grades, from fully recycled to 100 percent virgin fibre, providing sustainable, high-performance packaging for various applications. With Mondi Duino now part of Mondi’s integrated value chain, customers benefit from a broad choice of containerboard solutions and an expanded network of six containerboard mills worldwide.


















Forest industry player Metsä Group has started operating a carbon-capture pilot plant at its Rauma mill in Finland, in cooperation with technology company Andritz, which supplied the plant.
The pilot will test the capture of carbon dioxide from pulp mill flue gases, an application not previously trialled in the industry, says Metsä.
During the autumn of 2025, various operating models will be tested concerning aspects such as energy consumption and the amount of carbon captured. The pilot period will also provide information about the need for flue gas treatment and the quality of the end product.
“So far, the technology appears
to be working well with the pulp mill’s flue gases,” says Kaija Pehu-Lehtonen, Metsä Group’s business development chief and the director of its carbon capture project.
As part of the Rauma pilot, Metsä Group will also explore the possibility of a larger-scale demo plant for carbon capture at a second location with a potential capacity for capturing between 30,000 and 100,000 tonnes of carbon dioxide. No decision has been made regarding the project or the location of the demo plant. Implementing the project would require resolving all technical and financial issues.
Bio-based carbon dioxide is a virtually untapped pulp mill side stream, says Metsä. Carbon dioxide can be used as a raw
material – for example, in the chemical and fuel industries – and it can serve as a replacement for fossil-based raw materials. Carbon capture does not increase wood use at the pulp mill, nor does it undermine production efficiency.
“The investments related to capture are large, and the market is underdeveloped, so we’re proceeding gradually. In addition, the value chains from raw material to finished products are often new and complex, requiring close cooperation between the participants and insight into industrial operations,” says PehuLehtonen.
Metsä Group’s sites annually generate around 12 million tonnes of wood-based carbon dioxide, and the company

Kaija Pehu-Lehtonen, Metsä Group’s business development chief and director of its carbon capture project
is increasingly focusing on promoting its large-scale capture.
“Bio-based carbon dioxide is an important but still untapped side stream that could be harnessed more effectively as the technology and markets develop,” says Pehu-Lehtonen.
Tissue maker Sofidel, known particularly in Italy and Europe for its Regina brand, has completed the acquisition of Royal Interco, for which it had entered into an asset purchase agreement based on a ‘stalking horse’ bid.
The agreement between Sofidel and Royal Paper – a recognised player in the US in both the At-Home and Away-from-Home tissue segments – was originally announced in April.
Three facilities in Arizona – the paper mill in Gila Bend (with an annual production capacity of 61,000 tonnes) and two converting facilities in Phoenix – plus a converting facility in Duncan, South Carolina, are now part of Sofidel’s production operations.

in our growth”
Commenting on the deal, Luigi Lazzareschi, chief executive of Sofidel, which is based at Lucca in Italy, said: “This is another important milestone in our growth journey in North America. The location of these production assets – particularly the three facilities in Arizona – allows us to significantly strengthen our
presence in the western United States. This enhances our ability to serve customers and improves our efficiency by reducing delivery times and optimising logistics.”
Steve Schoembs, chief executive of Royal Paper, added: “The Royal Paper team and its 35 years of paper manufacturing experience in the US market are excited to join the Sofidel family to serve its customers and consumers more completely.
“Importantly, Sofidel also plans to offer employment to a significant portion of Royal Paper’s workforce, helping ensure continuity and laying the foundation for future growth together.”
With the acquisition, Sofidel now operates 15 facilities in
the United States, a market that represents 50 percent of its global sales, which total €3.23 billion. Meanwhile, two production expansion projects are progressing in the US: one at the Duluth paper mill in Minnesota, where buildings are under construction to house new converting lines and an automated warehouse; and one in Circleville, Ohio, where a new paper machine – the third at the facility – with a capacity of 70,000 tonnes, will be started up.
Established in 1966, the Sofidel group is active in 13 countries, 12 in Europe and the US (13 states following the Royal Paper’s assets acquisition), with more than 9,000 employees and a production capacity of 1.9 million tonnes per year.
Apartnership has been created between Germany-based Hörmann Intralogistics and Van den Bos Corrugated Machinery to deliver complete turnkey logistics services for corrugated board manufacturers.
The ‘first-of-its-kind’ partnership is said to address a persistent challenge facing corrugated board manufacturers: integrating systems from multiple suppliers whilst managing complex API interfaces.
“Until now, corrugated manufacturers have had to coordinate several suppliers and manage intricate system integrations,” says Michael Hoffmann, sales director at Hörmann Intralogistics. “Our turnkey solution delivers everything from a single source – high-bay warehouse technology, gentle conveyor systems, and intelligent software control.”
The comprehensive service has three core elements: modern automated storage and retrieval systems with integrated dispatch areas, conveyor technology specifically engineered for corrugated board formats, and a modular HiLIS warehouse management system providing centralised process control.
The partnership builds on projects currently being delivered to established industry players. At Dunapack Mosburger Packaging
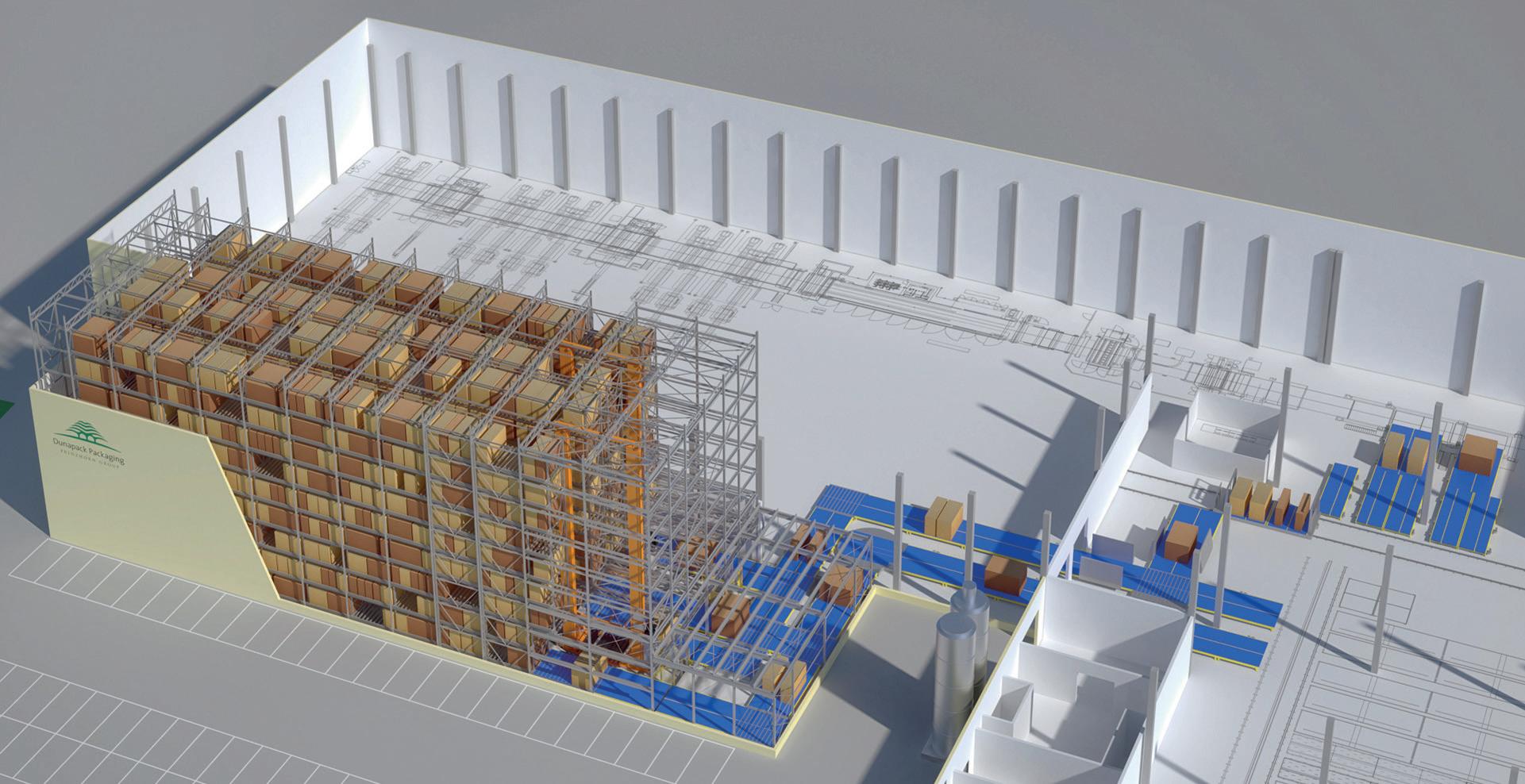
at Straßwalchen in Austria, a two-aisle high-bay warehouse with 40 LU/h incoming goods capacity and 65 LU/h outgoing goods throughput is currently under construction. The Palm Wellpappe project at Alzenau in Germany demonstrates the system’s scalability: featuring two million square metres of format sheet storage capacity and 41,800 net storage positions for finished goods.
Hörmann’s HiLIS Warehouse Management System forms the technological foundation of the concept. “Our WMS provides full vertical integration – from ERP interface down to PLC
level,” says Hoffmann. “For specific requirements of the corrugated board industry, we will also offer a particularly high-performance ‘off-theshelf’ edition.”
Van den Bos CM contributes complementary expertise in corrugated board processing. “As a family-owned company with genuine passion for our craft, we develop bespoke, transport-friendly plastic belt conveyor technology for paper products,” explains managing director Paul van den Bos. “Integrated within Hörmann’s intralogistics concept, we guarantee seamless material flow for corrugated board and packaging manufacturers.”
A heavy-duty electric truck being evaluated by Södra in Sweden is expected to reduce the environmental footprint of wood chip transport and represents an important step on the forest product manufacturer’s path towards climate neutrality.
The Scania truck will be charged with self-
generated renewable electricity and operate in Blekinge and eastern Småland, covering about 400km per day. The evaluation, extending to 2027, will analyse the vehicle’s performance, identify areas for improvement, and facilitate planning for a more large-scale electrification of Södra’s vehicle fleet.

Says Henrik Brodin, project owner for large-scale electrification at Södra: “With the electric wood chip truck, we are taking an important step towards fossil-free transport in the forestry industry. We have already invested in expanding the charging infrastructure to meet the needs of heavier transport. By now testing the technology in our daily operations, we are gathering valuable experiences that can contribute to a more sustainable future, both for Södra and for society at large.”
The electric truck is a Scania 45R with a load capacity of 64 tons and a range of 250300 km per charge. It is powered by three integrated electric motors generating 610 hp. Battery capacity is 624 kWh, making the truck well-suited for regional transport. Charging is carried out with a power of up to 375 kW, enabling a charging time of about one hour in normal operation.


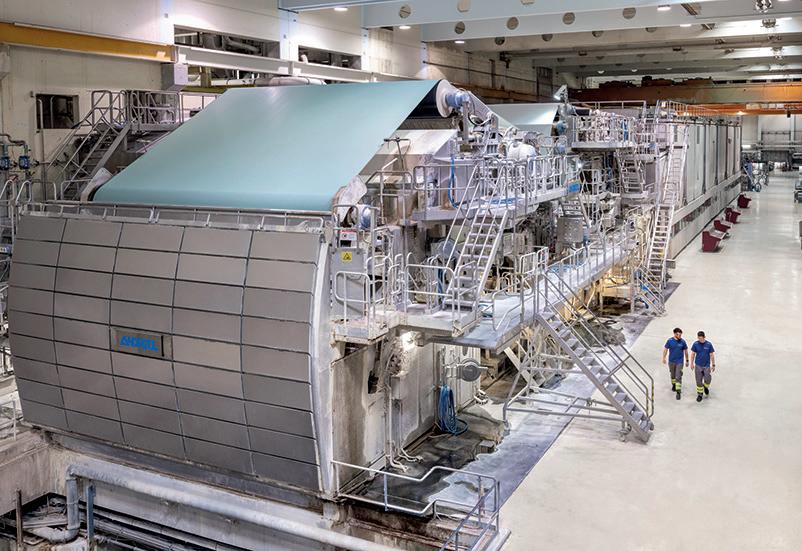
At the Starkraft mill in Austria, an idled supercalendered paper machine has been converted by Andritz to produce kraft papers for packaging in what is regarded as a revolutionary project. PPL reports
Conversion of the PM6 paper machine at the Steyrermühl mill, part of Starkraft, a business unit of Heinzel Pöls, has significantly expanded the company’s kraft paper production capabilities and positioning it as a major player in the global market, thanks to a ground-breaking partnership with Austrian engineering group Andritz. The ambitious project involved converting the idled
supercalendered (SC) PM3 at the Steyrermühl mill in Austria into PM6, producing kraft papers for sustainable, flexible packaging.
The family-owned Heinzel Group, based in Austria, is one of the most important pulp and paper producers in Central and Eastern Europe, trading in pulp, paper, waste paper and packaging worldwide.
Starkraft produces paper on three machines at two sites in Austria. Its diverse product range
includes both white and natural variations, catering to the needs of its customers with versatility and flexibility.
The timeline for this project was tight, and the startup curve correspondingly steep. PM6 reached, and indeed exceeded, its target speed of 1,200 metres per minute within a few months of startup early in 2024.
The ambitious timeline reflected
the desire to seize market opportunities, which wait for nobody, explained Heinz Schnedl, chief technical officer at Heinzel Pöls.
“This was a strategic decision within the group, based on the reality of an increasing market for brown and white kraft paper, the decline in graphic grades, and having identified an available asset at Steyrermühl that could meet the future requirements of this market.

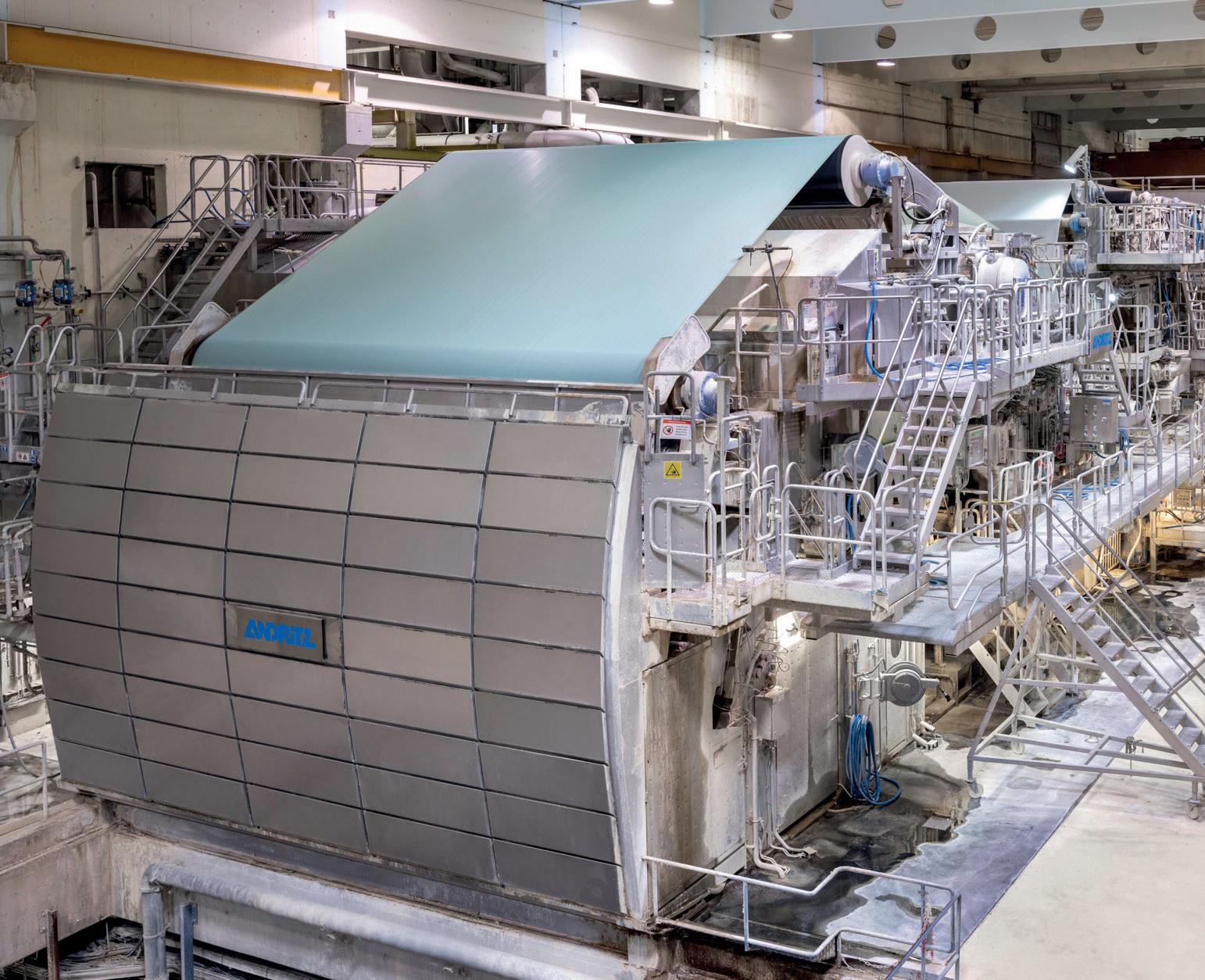
The idled PM3 at Starkraft’s Steyrermühl mill was converted by Andritz into PM6 to produce kraft papers for sustainable, flexible packaging
“We had to get ahead with production volumes and quality so as not to miss the round of budget discussions with our customers for 2025, and to ensure we were a first mover with this innovative technology.”
The project was not without its challenges, including the integration of new and existing equipment and the need to ensure the stock preparation was flexible enough to produce a wide range of end products.
There was also the factor of personnel, as Siegfried Gruber, head of technical planning at
Heinzel Pöls points out: “Our team had to switch from one running paper machine to another idled one – newsprint PM4 to the new PM6 – coping with enforced downtime, different technology on a narrower machine, and also dealing with a far broader range of product specifications – having previously been operating within the narrower specification confines of graphic grades. In the end, we were fortunate to have retained so much expertise inhouse alongside the work of the dedicated Andritz team.”
PM6 now has a design speed of 1,200 metres per minute, a paper width at the reel of 6,300 mm and 150,000 tonsper-year capacity. This strategic investment allows Starkraft to produce up to 350,000 tons of kraft paper per year at its mills in Pöls and Steyrermühl, and offer a full range of 20 gsm to 120 gsm bleached and unbleached kraft papers.
In addition to the gamechanging paper machine conversion, the Andritz scope of delivery included upgrades of the stock preparation, approach flow, and broke handling systems as well as extensive upgrades of the automation systems (DCS, QCS, MMD), detailed engineering packages, mechanical erection, and an upgraded steam and condensate system.
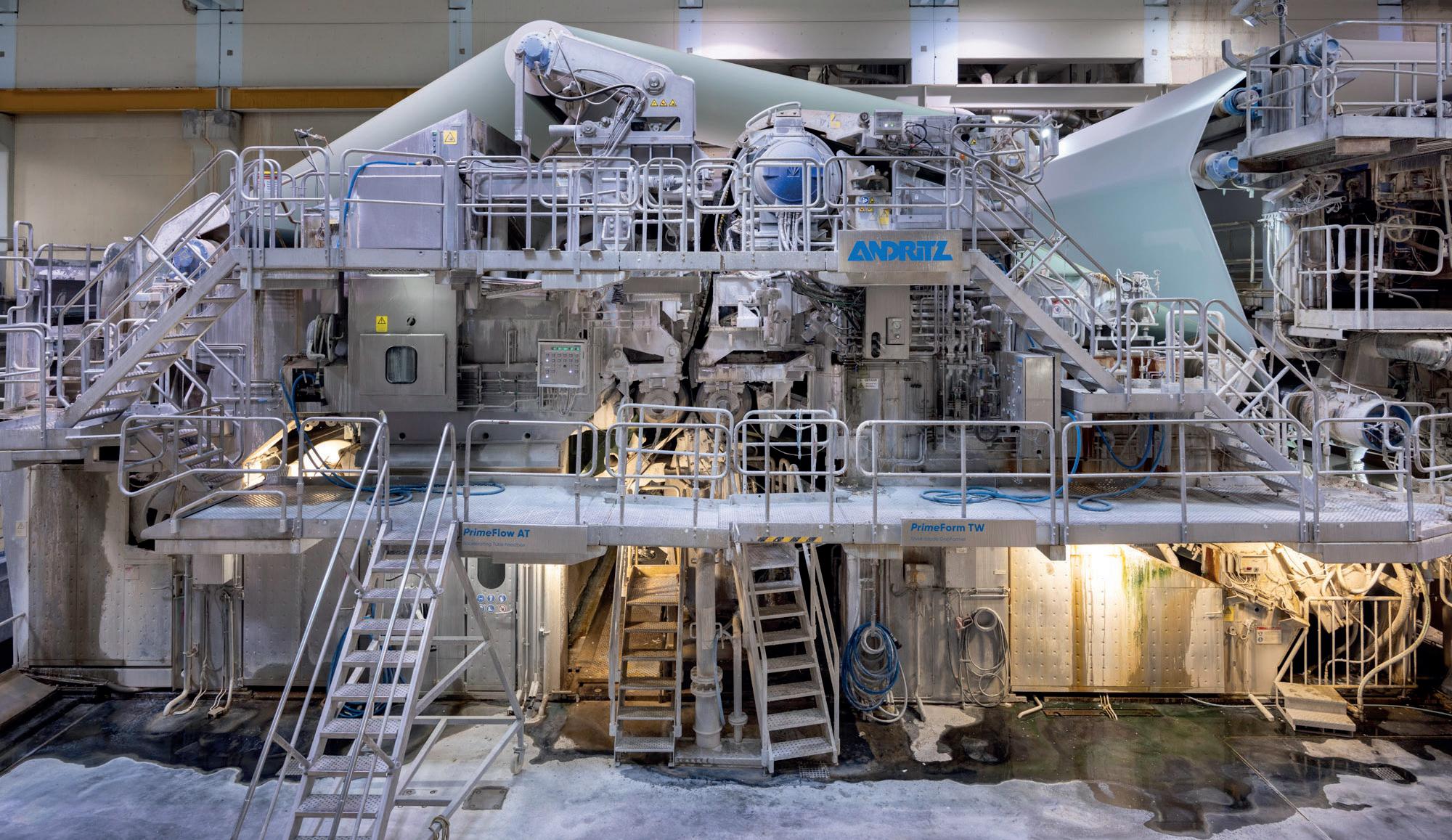
At its heart, a ‘first’ in forming technology
One of the standout features of the project is the use of the first gapformer designed specifically for kraft paper production. The production of kraft paper usually requires a fourdrinier former, but PM6’s gapformer rebuild features a new, unique concept, proven in pilot trials,
which is based on a pulsationfree impingement shoe of the PrimeForm TW.
This fully-adjustable shoe-blade gapformer retains high flexibility in basis weights and grades, ensuring robust, yet forgiving operation. On the PM6 in Steyrermühl, it enables crucial, grade-specific paper properties with the lowest possible MD/CD ratios for both bleached and unbleached paper grades. This is combined with a PrimeFlow AT headbox with dilution control for excellent cross-direction profiles and overall dimensional stability. Andritz applied patented technology to give a truly pulsation-free impingement zone and adjustable geometry in the forming zone with variable wrap technology to allow grade-specific optimisation and a very wide operating window. At the same time, use of a gapformer offers a step increase in energy efficiency, forgiving operation, and much higher speed potential than Fourdrinier technology.
The combination of the Andritz PrimePress X shoe press and the upgraded steam and condensate system has resulted in significant energy savings, while maintaining High-quality production. The new Andritz VIB SteamTech profiling system and the PrimeCal soft calender technology, which replaces a multinip calender, further enhance the paper’s surface quality, making it ideal for flexible packaging applications.
The project team identified the DCS, based on the Damatic Classic control system, for a substantial upgrade. This covered stock preparation, part of the wet end, drying groups, and the steam & condensate system, as mentioned above.
In particular, it included the DNA Operator Station, which includes a DNA Backup and AlarmServer, a
The Steyrermühl project at a glance
Heinzel took over the Steyrermühl site from the Finnish paper group UPM at the beginning of 2024. The Steyrermühl paper mill had a long tradition of producing high-quality graphic paper products, but Andritz converted the former PM3 SC paper machine to produce sustainable kraft papers for the growing flexible packaging market.
The rebuilt machine, now called PM6, will produce up to 150,000 tons per year of brown and white kraft paper in a range of basis weights, marketed under the established Starkraft brand. The new kraft paper grades will be used to manufacture carrier bags and pouches, among other flexible packaging products.
20-client DNA Display Server, the GDCAD to DNA software upgrade, and the OPC UA Server. The network was upgraded, while the existing IO cards and application software from the XDi System were reused. Andritz modified 50 percent of the existing application software, while upgrading the process station hardware and system software to the latest versions.
Last but not least are the pumps – the beating heart of any process industry.
Andritz installed 10 new pumps and upgraded around 50 existing process pumps up to optimised energy performance with modified impellers, base frames and various additional components to meet the new operating specifications. In addition, Andritz developed a conversion kit for the existing coupling guard to meet the latest compliance requirements. Using
an adapter disc, the integration of the current coupling guard of the outstanding ACP pump series will be facilitated.
A long-standing partnership “This has been a highlychallenging project,” says Mario Wiltsche, corporate director for paper technology at Heinzel Holding GmbH. “It was complex and very intensive, with a short schedule to meet, a very steep startup curve, and a lot of discussion about what to retain from the old machine and where new equipment was required. And all this within an existing environment rather than a greenfield scenario. But thanks to skilled, experienced, and dedicated teams from Steyrermühl and Andritz, we had a great startup despite the time pressure and technical challenges.”
The successful completion of the project is testament to the longstanding and fruitful partnership between Heinzel Group and Andritz. Previous collaborations include the conversion of the PM10 line at Laakirchen and the delivery of two new MG paper

machines for the Pöls mill.
“It’s always a more fluid situation when dealing with a rebuild,” says Andritz project manager Andreas Pfennich. “No matter the level of detail you might include in the project proposal, when the time comes to execute the rebuild or replace existing parts, there will be unforeseen technical aspects to handle. PM6 was no exception, but we were pleased we managed to adhere to the agreed schedule despite this.”
Christoph Draxler, sales
manager for Paper & Board at Andritz, adds: “This project not only enhances Heinzel Group’s production capabilities, but also underscores its commitment to sustainability, through energy savings and material optimisation, and thanks to technological advancement in general.
“Andritz has proved itself to be a dependable, innovative partner through its ability to rise to the challenge of tailor-made solutions, while confirming its leading position in kraft and speciality
grades. Despite necessary changes to the scope as the project progressed, Andritz managed to keep to the original schedule. It was a project which required Andritz ’s highly-flexible team of experts to think out of the box, particularly when recommending which parts of the old machine to retain and rebuild, and which to replace entirely.”
Steyrermühl’s future
With the Steyrermühl mill now producing high-quality kraft papers for packaging under the established Starkraft brand, Heinzel Group is poised for continued growth. This project not only enhances its production capabilities, but also underscores its commitment to sustainability and technological advancement.
“It has been a privilege to accompany Starkraft on this important journey,” concludes Andritz ’s Christoph Draxler. “At Andritz, we further strengthened our leading position in flexible packaging paper technology development, having introduced a world-first technology, and successfully completed a project characterized by daily challenges and rewards.
Stop collecting paper samples!






















Improve your press section efficiency! SmartScan™ contactless sensor accurately measures paper web dryness after the press section 24 hours a day, 7 days a week. Using a proprietary microwave technology, it is developed to overcome the typical limits of the NIR (near-infrared) sensors. SmartScan™ is available both for fixed point positions or traversing web scan. To save hundred of thousands of Euros in energy costs, stop collecting samples, choose the safe accuracy of SmartScan™ technology.
Cristini S.p.A. Diagnostic Systems Via Bombardieri, 5 – 24020 Fiorano al Serio (BG) Italy Tel +39 035 715 111 Fax + 39 035 711 451 email diagnostic.systems@cristini.it website www.cristini.com
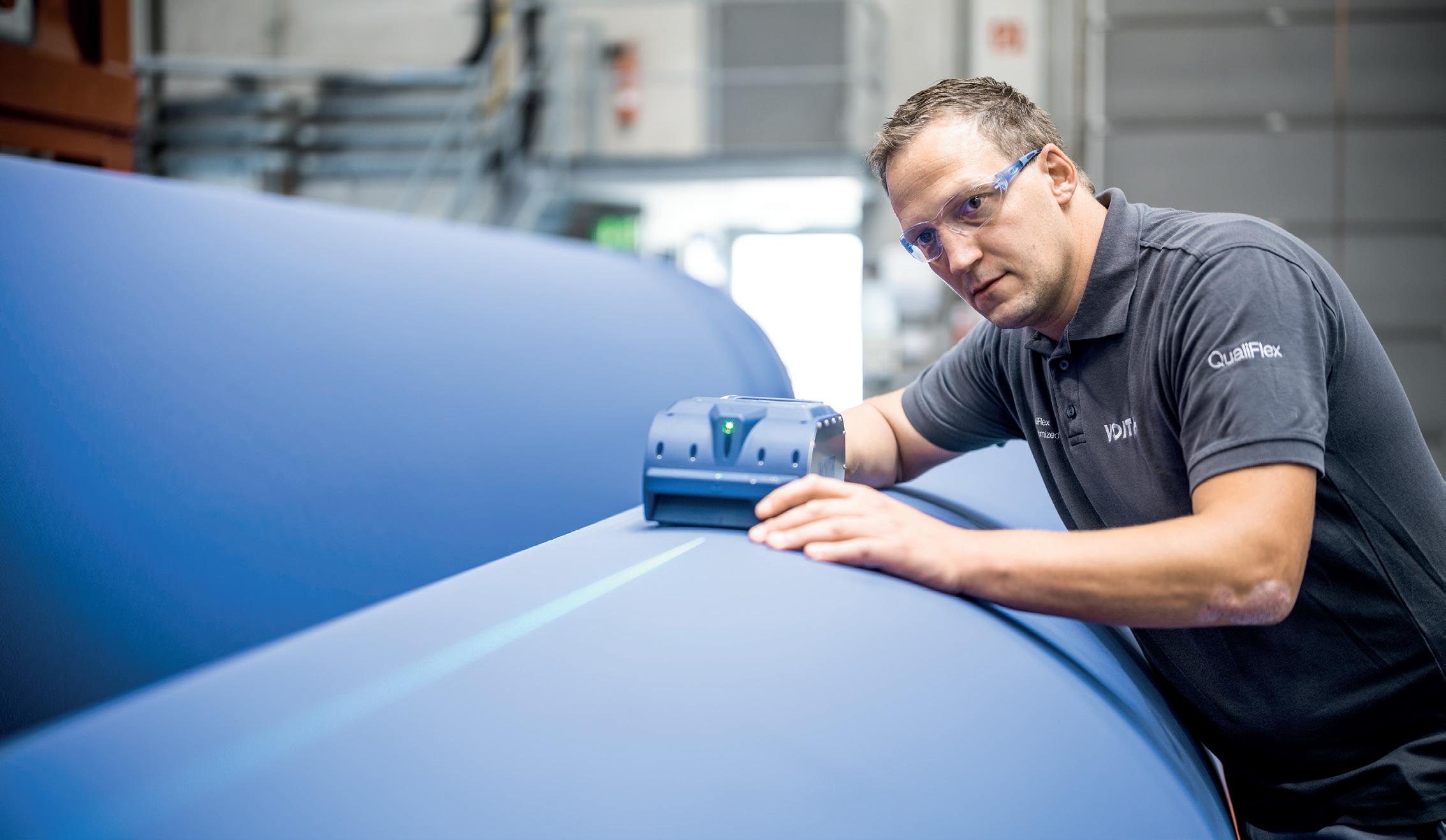
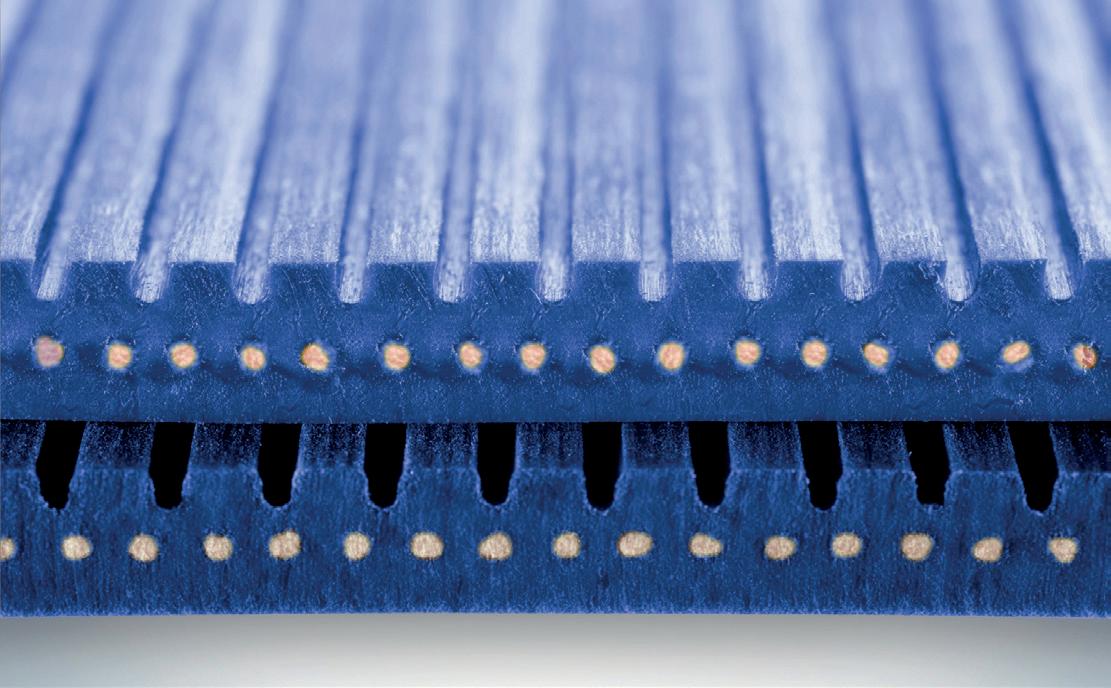
At the Voith Paper Technology Center in Germany, experts work with Qualiflex press sleeves to identify innovative opportunities for continuous improvement
Real-world trials and precise tools are enabling the continuous improvement of Voith’s latest range of press sleeves. PPL reports on the processes that lead to longer sleeve life, energy consumption reductions and productivity improvement in paper mills
How does the fully customisable QualiFlex press sleeve portfolio achieve higher dewatering performance and dry content after press? At the Voith Paper Technology Center, a team of multi-disciplinary experts are hard at work identifying innovative opportunities for continuous improvement.
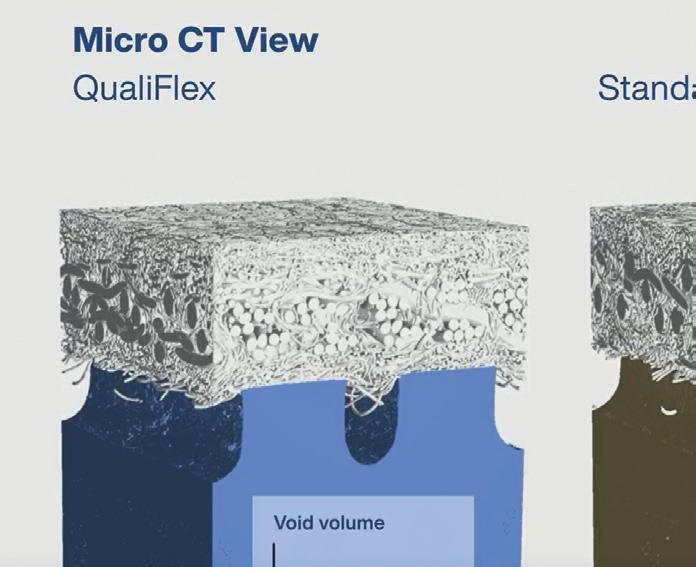
This article explains how cuttingedge MicroCT analysis, laboratory tests and test rigs, as well as realworld field trials, secure the best results for every type of paper mill – even under the most challenging of conditions.
Slice by slice, the remarkable benefits of the QualiFlex press sleeve portfolio are revealed for all to see.
“What we are doing is unique in
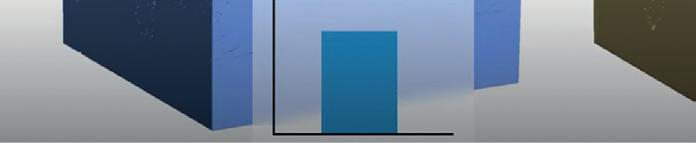
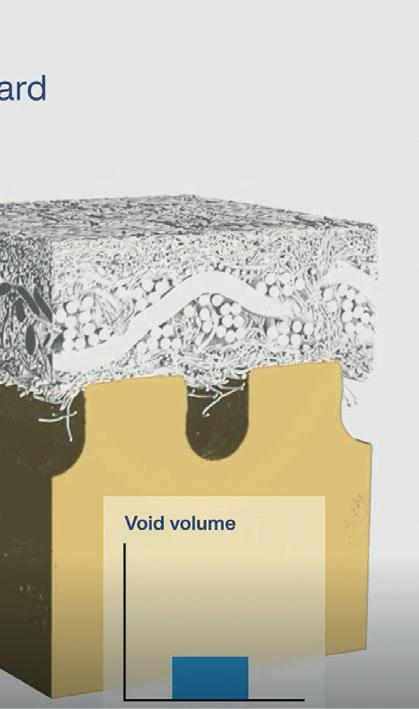
the industry,” explains Dr Christina Bauer, global product manager for press roll covers at Voith Paper. “With our cutting-edge MicroCT analysis tool, we can see inside new and used press sleeves. This gives us a better understanding of the groove design, void volume and material properties that maximise dewatering performance and ensure a long, stable and reliable lifetime of our QualiFlex family.”
Long-term studies using the MicroCT tool confirm that the QualiFlex reputation for reliable and superior dewatering properties is rightfully earned, notes Bauer.
“Time and time again, the MicroCT analysis confirms that the combination of our patented material and customised designs ensures that the void volume of
our grooves remains consistent over a longer service life. Such superior and stable void volume is key to efficient water flow, which leads to effective and efficient dewatering in the press section.”
superior dewatering properties
This assessment is echoed by Peter Weichenberger, manager of the QualiFlex business unit at Voith Paper. “Our MicroCT technology allows us to scientifically investigate the performance of press sleeves in real-world conditions. Our customers increasingly value our science-backed R&D methodology, which clearly visualise the benefits of our press sleeves for their production lines.”
What’s more, such in-depth analysis means that Voith is able to accurately and individually customise the design of each QualiFlex press sleeve to achieve a higher dry content after the press for every type of paper grade and paper mill.
“A higher dry content is the goal of any papermaker, as it ultimately leads to reduced steam and energy consumption and/or higher production capacity,” adds Weichenberger. “The MicroCT analysis helps us secure excellent dewatering properties over a longer, stable service life for every kind of paper mill.”
Unique MicroCT analysis on dewatering performance
One recent field study in particularly demanding conditions
compared the performance of a customised QualiFlex press sleeve to an alternative from another manufacturer. Both were used in the only shoe press on a paper machine to produce the same quality of paper. While the QualiFlex showed excellent dewatering performance for 145 days, the alternative had to be replaced after only 64 days due to poor dewatering results.
Back in the lab at the Voith Paper Technology Center, the R&D innovation hub in Heidenheim, Germany, the QualiFlex specialists got to work to identify the root causes for the marked differences in performance. The MicroCT analysis looked at the void volume of the grooves in the press sleeves before and after hydrolysis treatment under various pressures up to 7 MPa.
Essentially, Voith’s MicroCT analysis uses advanced X-ray technology and computer algorithms to see inside the press sleeves slice by slice to create high-resolution, threedimensional images of the small grooves in the sleeves. This enabled detailed structural analysis and precise measurement of material properties.
The QualiFlex press sleeve stands out for stability and resilience
Among the key findings of the MicroCT analysis, two are especially interesting for papermakers. First, it showed that the initial void volume of the grooves in the new QualiFlex press sleeve was much higher than the grooves in the unused alternative. Second, at the end of the service life of 145 days, the QualiFlex press sleeve still had a remaining void volume of 348cc per cubic metre.
Most notably, the MicroCT
analysis showed that this end capacity for the QualiFlex press sleeve was close to the initial void volume of the alternative, which was 358cc per cubic metre at the outset. At the end of its short service life of 64 days, the alternative ended with a far lower capacity of 288cc per cubic metre.
This explains the poorer dewatering effect. An overview of several MicroCT studies is available upon request from Dr Bauer (christina.bauer@voith. com).
“These types of comprehensive comparative studies confirm not only that QualiFlex has better initial pressure resistance, but that our patented material and groove designs are significantly superior when it comes to withstanding the harsh conditions and pressure
of the paper machine over time,” notes Bauer. “This is essential to ensure stable and consistent, high dewatering performance over a longer period, whatever the conditions at the mill.”
For one European paper mill with an annual production capacity of around 200,000 tons of fluting and testliner between 110g/sqm and 215g/sqm, the higher dewatering performance of QualiFlex press sleeves was evident after a temporary switch to a press sleeve from another manufacturer. The QualiFlex press sleeve had recorded a stable and efficient dewatering performance more than 451 days. In contrast, within 140 days with a third-party alternative, the press section already showed increased misting around the press sleeve.
Initial investigation of the issue suggested that the misting was likely caused by the heavy wear and swelling of the surface of the third-party press sleeve, which was unable to withstand the harsh conditions of this particular paper mill.
The MicroCT analysis tool is not just about measurement, however. It’s also a powerful R&D tool for customer-centric innovation. Crucially, this one-of-a-kind research in the industry ensures that the Voith QualiFlex specialists can identify key opportunities for continuous improvement. Continuous improvement is a key topic of interest at the Voith Paper Technology Center. It’s also where the custom-made QualiFlex press sleeves are designed and manufactured using innovative, patented materials.
This clear focus on continuous improvement at the production site has led to further developments in the design, material use and manufacturing methods for the portfolio of QualiFlex press sleeves. Each improvement is aimed at ensuring a higher dry content after press with stable and reliable production.
“We invest considerable sums in R&D and quality control for our press sleeves, which sets us apart from other suppliers,” explains Bauer. “It’s a luxury that gives us time to focus on continuous improvement and customercentric innovations at our stateof-the-art research hub. We can them try our ideas out on test rigs that replicate conditions in paper
mills before moving to real-world trials in close collaboration with our customers.”
This approach takes time, but there’s a good reason for this. “Our way is specifically aimed at protecting our customers and giving them a competitive edge,” explains Bauer. “We never increase the risk for our customers.”
This tried-and-tested process has led to proven popular innovations with patented materials in the QualiFlex portfolio. These include the blind-drilled surface in the QualiFlex press sleeves that optimises the dewatering process. It’s also why QualiFlex press sleeves are breaking world records in service life, measured both in terms of nip cycles and operating days.
In addition, the QualiFlex specialists have another key advantage on top of the cuttingedge research facilities, highlights Weichenberger. “We are members of a multi-disciplinary team at a full-line supplier, which means we have access to every kind of insight, expertise and knowledge of process engineering that is necessary to ensure our
innovations have a positive impact on the paper production process.”
Greater impact resistance and mechanical strength
Another type of impact can be a considerable cause of concern for paper makers who produce board and packaging with higher grammage. When a paper wad of testliner makes its way through to the press nip in these production lines, for instance, it can suddenly increase the pressure on the press sleeve. The impact of such a paper wad can lead to damage on a press sleeve if it is not tough enough to withstand the shock. These wad impacts are relatively rare even in the harshest conditions on board and packaging production lines. However, when they occur, they can lead to costly unscheduled maintenance shutdowns. This is why the QualiFlex team has also been making use of the high-tech R&D facilities to research ways to ensure superior impact resistance of the press sleeves.
At the research hub, the QualiFlex specialists have replicated testliner wad impacts on a NipcoFlex test rig running
the results, numerous field trials followed in close collaboration with customers around the world.
Currently, hundreds of QualiFlex press sleeves with the new reinforced structure are running successfully. The switch to the new reinforced structure has been smooth and viewed positively by customers involved in the trials.
The improved toughness and impact resistance of the new reinforced structure ensures that the QualiFlex press sleeves retain mechanical strength throughout the service life and have high wad and shoe crack resistance.
at 800 m/min with a line load of 1,100 kN/m. Lab tests followed using various weights to simulate impacts under mill conditions. One key finding of the series of tests was that impact failure always starts with damage to the yarn structure.
“Our research shows that when the reinforced structure has higher impact resistance, the press sleeve itself is more durable in the long run,” explains Bauer. “This insight subsequently led to the development of a new type of reinforced structure with higher mechanical strength and flexibility in direction of the cross section for the QualiFlex portfolio.”
Following the initial results of the research into the impact failures, the Voith specialists identified a way to improve the reinforced structure of the QualiFlex press sleeves to secure higher impact strength.
The first QualiFlex press sleeves with the new reinforced structure underwent extensive lab testing. Once the team was satisfied with
Solving the shoe edge cracking challenge
Increased shoe crack resistance is not a benefit that many papermakers will immediately notice, simply because shoe edge cracking of the QualiFlex press sleeve is not an issue for most papermakers. It generally occurs only under the most challenging conditions, and even then, only in the most demanding applications. Nevertheless, shoe edge cracking was an occurrence that caught the attention of the QualiFlex specialists who saw it as another opportunity for continuous improvement.
Long-term rigorous trials and analysis at the research hub in Heidenheim led to an innovative optimisation of the production process to further reduce the rare occurrences of shoe edge cracking. Repeated trials on test rigs confirmed that the press sleeves produced using the new process showed no signs of cracking.
“Although this particular improvement is not something that every paper maker will notice, it is something that benefits everyone,” says Peter Weichenberger. “Our
manufacturing process ensures that our QualiFlex portfolio is designed to withstand the most challenging conditions – which leads to a longer stable service life for all applications.”
Superior performance through tailored service and support
As the QualiFlex press sleeves have such a long life, Voith ensures that its customers are provided with long-term service over the entire life cycle. QualiFlex specialists and Voith engineers team up to offer a wide range of comprehensive support that is designed to improve not only the performance of the press sleeves but also the press section as a whole.
As a full-line supplier, Voith provides tailored service packages that include audits, maintenance, and troubleshooting across the entire paper machine, not just the press section. Teams of experienced application engineers work closely with customers to optimise press sleeve designs for specific paper grades, machine layouts and production processes.
As an international organisation, the teams can leverage a global network of experts to solve issues. It’s possible to draw on the collective knowledge of Voith
engineers and resources across regions to quickly address any type of challenge that a customer might be experiencing in the press section – or elsewhere in the mill.
“By offering this level of comprehensive support and expertise, we are a true longterm partner to our customers,” explains Weichenberger. “We help them maximise the efficiency and reliability of their paper production operations and make them fit for the future.”
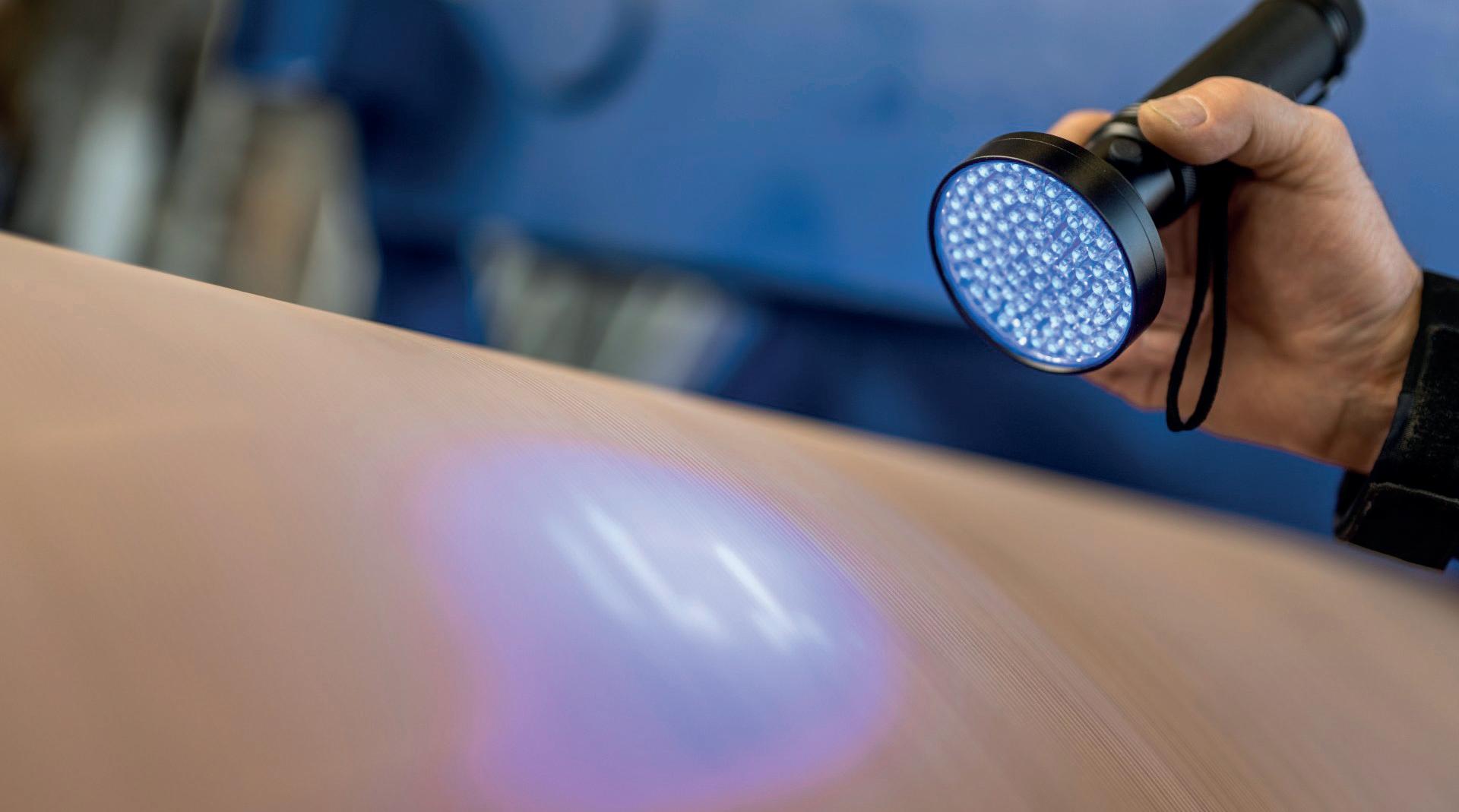
One such innovative service is performed with the Voith Surface Scanner. “With this tool, Voith service engineers can perform essential inspections of the QualiFlex press sleeve during a planned maintenance shutdown anywhere in the world,” explains Mario Neumann, senior global application manager at Voith Paper.
Unlike conventional inspections that generally use manual imprints and are known to overlook critical wear points, the self-driven Voith Surface Scanner automatically carries out a seamless full-width profile and delivers high-resolution images over the length of the press sleeve surface. Following detailed

analysis of the void volume, the remaining lifetime of the press sleeve can be reliably calculated, and maintenance procedures can be efficiently planned.
All the research, innovative improvements and service options are geared at ensuring papermakers have fewer unplanned shutdowns and can better plan maintenance, which results in higher overall equipment efficiency (OEE) and lower operational costs.
In addition, as the superior dewatering performance of the QualiFlex sleeve press leads to a higher dry content, papermakers ultimately save steam and energy consumption in the dryer section. Generally, a 1 percent increase in dry content saves 4 percent in energy consumption. Papermakers can also choose to use that 1 percent increase in dry content to increase production by 4 percent.
One example of what a difference this all-round expertise and service can make is exemplified by another recent innovation: the HighPerformance Press. This consists of Voith’s NipcoPress Shoe Press technology, a new press concept, a tailored combination of press felts and QualiFlex press sleeves. Together, they contribute to an even higher dry content.
Simulations show that, depending on the initial conditions, up to a 3 percent increase in dry content can be achieved, which reduces the steam consumption by up to 12 percent.
“After installing the HighPerformance Press, we have seen a higher dry content after the press section and lower steam consumption, which helps us reduce our carbon emissions,”
explains Wouter Lap, managing director at Smurfit Kappa’s Roermond Papier mill. But the advantages don’t end there for the PM1, which has an operating speed of 1,250 m/min, a sheet width of 5,000mm and an annual production capacity of 275,000 tons of high-performance lightweight packaging paper with basis weights between 80 and 135 g/sqm. “This solution also has a cost-price benefit,” Lap adds. “And it has increased our machine capacity.”
Customised press sleeves and services for greater efficiency
The specific requirements and conditions differ greatly from one paper grade and mill to another. As a result, the ability to design, manufacture and service customised QualiFlex press sleeves is crucial for achieving the highest possible dry content after press on every type of machine and a higher runnability.
Each QualiFlex press sleeve is therefore custom-made in the Voith Paper production site at Heidenheim. The portfolio covers all paper grades, and each press sleeve is tailored to the requirements of individual machines and mill conditions. During the production process, the surface of the
The press sleeves are treated to create the grooves, blind-drilled surface and distinct profiles that give the sleeve press some of its unique qualities.
“Finding the perfect QualiFlex press sleeve for every type of paper machine is a fascinating process,” adds Bauer. “Figuring out the best possible solution and seeing how our innovations maximise the optimisation potential of a paper mill is incredibly rewarding.”
Tissue paper is an essential product in households, businesses and industries worldwide. For most people it’s difficult to imagine life without it, especially toilet tissue. From humble beginnings to today’s highly sophisticated production processes, the tissue paper industry has undergone remarkable technological advancements aimed at meeting the ever-evolving demands of consumers and companies.
The early days
Fifty years ago, tissue paper manufacturing was a relatively simple process. Mills primarily relied on virgin wood pulp, and the production was energyintensive, and used large amounts of water and chemicals. Paper machines were slow, and quality control depended largely on manual inspection. The range of products was limited, with basic

toilet paper and facial tissues dominating the market.
Initially, the industry was dominated by two primary technologies: Through-Air Drying (TAD) for ultra-premium products with very high bulk, softness and absorption properties while the conventional dry crepe tissue technology has been, and continues to be, the most

common process to produce economy-premium tissue for the Consumer and Away-from-Home market. These two methods have set the standard for tissue products for decades.
Valmet calculates that since the 1990s it has reduced energy consumption in the tissue making process by almost 50 percent while water usage is 80 percent lower. At the same time efficiency has increased significantly, both in productivity and capacity. A modern Advantage DCT machine enables a mill to produce 65,00070,000 tons of tissue per year at a speed of more than 2,000 metres per minute, meeting growing consumer demand while keeping costs competitive.
Over the past two decades, innovations in advanced technologies, hybrid processes,
different fibre blending and embossing, have enhanced tissue paper quality. Modern manufacturing techniques enable the production of soft, strong, and highly absorbent tissues, catering to a more discerning consumer base.
In recent years energy efficiency and product quality significantly improved in conventional machines after the introduction of Valmet’s flexible Advantage ViscoNip press, which has become a benchmark in the tissue industry. Today it’s not only limited to the Advantage DCT concept but can also be used in Valmet’s small and mid-size IntelliTissue machine.
The Yankee dryer was invented more than 150 years ago and still plays a significant role in tissue making. Even if it looks almost the same on the outside, significant developments have happened inside. Also the manufacturing process has been modernised to meet the requirements of safety, energy efficiency, and the addition of third-party certification. Today most Yankee dryers are made of steel and Valmet recently delivered its 700th Yankee dryer to the Metsä tissue mill at Mariestad in Sweden.
One solution doesn’t fit all The Through Air Drying technology is still the best method for producing ultra-premium quality tissue with the highest softness and absorbency. It comes with a higher energy cost which is

balanced by the fibre savings, very high output and the price premium per case on the shelf. However, in recent years, flexible hybrid technologies like Valmet’s Advantage NTT, eTAD and QRT concepts have emerged as significant alternatives, offering premium tissue close to TAD level, enhancing product quality while maintaining cost efficiency. The benefits include high softness and bulk, energy and fibre efficiency, as well as increased flexibility in product differentiation.
In addition, the production efficiency driven by automation and digitalisation have taken a big leap. Computerised control systems and Industrial Internet
solutions have simplified the machine operator’s life and enabled the possibility to predict, maintain and troubleshoot operations both at the mill and remotely from Valmet’s Performance Centers.
Since 2024 Valmet has enhanced manufacturing performance through a joint venture with Körber, fully integrated in Valmet. FactoryPal empowers shop floor teams to achieve seamless operations and optimised production by digital and AI aided solutions.
The evolution of tissue paper manufacturing over the past half century demonstrates significant progress in innovation, efficiency, and sustainability. As technology
continues to evolve, we can expect even more innovations in the tissue paper industry. Alternative fibre sources like bamboo and agricultural waste to process improvements such as AI-powered production optimisation, electricpowered mills and carbon-neutral power sources are already a reality.
In the light of the growing demand for sustainable solutions it will be crucial to adopt a holistic approach considering the complete lifecycle and utilise the full potential of what modern Valmet tissue technologies are capable of providing. Maintaining the production equipment at its optimum performance and thereby prolonging the lifetime will save natural resources, reduce waste and emissions.
Valmet’s capability to develop the tissue making process, from fibre-in to finished-tissue product out, including stock-preparation, tissue-making, converting and packaging, will have a significant impact on the development of production performance and endproduct quality.
The challenge of attracting a skilled workforce will remain and is putting pressure on tissue machine suppliers to continue innovating with AI driven tools and autonomous operations.
The outlook for the tissue industry is promising and producers who remain informed of emerging trends will have an opportunity to capitalise on these advancements to meet consumer expectations and drive business success.

The MIAC 2025 trade show in Italy brings professionals from the pulp, paper and tissue industries from all over the world. PPL outlines what’s in store
For more than 30 years, the MIAC exhibition has been providing the paper and tissue making industries with three days of top-level meetings and conferences.
Held at the centre of Italy’s ‘paper district’ in Lucca, this year from 8 to 10 October, the Polo Fiere has attracted more than 250 exhibitors who expect to meet upwards of 6,000 attendees from the paper, cardboard and tissue sectors.
The show and conferences are free to participants provided that they register. They will find that there will be networking opportunities for discussing the challenges in the global paper industry.
Following a number of significant mergers and acquisitions in the global paper industry and its equipment suppliers, the drive has been to further reduce production costs, but mills also continue to meet the needs of customers looking for more sustainable products.
These needs and the industry’s responses will be addressed in the two MIAC Tissue Conference mornings where new technology and innovation that supports the industry will be showcased.
The move away from using fossilbased to renewable energy has accelerated in the past year with the use of forest by-products as fuels, with biomass increasingly becoming the source of choice. In the MIAC Energy conference these new technological approaches will be explored.
Visiting MIAC 2025 provides
a complete overview of the technology and equipment available to the paper industry sector, from the production of paper and cardboard to the converting of tissue.
With 165 paper and tissue mills, Italy is fourth largest of the key producer countries in Europe with 20,000 workers contributing to an annual output of nine million tons a year worth €6.8 million. Italy is also a leader in the corrugated cardboard sector.
The region around Lucca is the officially acknowledged ‘paper district’ in Europe with around 140 mills and converters employing 6,500 workers and producing two million tonnes of paper and corrugated cardboard with turnover of €3.5 billion.
Lucca is also home to major companies that supply technologies, machinery and services to the global paper industry sector, with a turnover of more than €2.6 billion and around 8,000 workers.
In Europe, Lucca is the number one spot for tissue production (with a 24 percent share); Italy is also one of the leading countries in the corrugated cardboard sector.
The city of Lucca, which is considered one of the major tourist destinations in Italy, is well known also abroad for the walls that surrounds the historical centre. The Walls of Lucca are unique in the world.
Another famous symbol of the city of Lucca is the charming
Anfiteatro Square built on the ruins of the ancient Roman amphitheatre.
Within walking distance from this beautiful corner of the city you can find the medieval Fillungo street, which is the main street of the town centre and heart of shopping in Lucca. Other architectural and cultural attractions of the city of Lucca is the Church of San Michele and the famous San Martino Cathedral. Lucca was also nicknamed “The city of 100 churches”.
Of the more 250 towers and bell towers that decorated the city in medieval times just a few are still visible today: the most important ones include the Guinigi Tower and the Tower of the Hours. Like an open-air museum, Lucca conserves many works of art.
As a media sponsor Pulp Paper & Logistics will be at MIAC. Publisher Vince Maynard will be pleased to meet exhibitors and industry professionals alike. Email Vince at pulppaperlogistics@virginmedia. com to make an appointment.
MIAC 2025 is located at the Lucca
Exhibition Centre, Via della Chiesa XXXII 237, 55100 Lucca, Italy.
To reach the free parking of MIAC Exhibition it is advisable to look on your satnav for ‘Vitricaia street –Lucca’.
Activities covered at MIAC 2025
● Machines and equipment for the production of paper, board and tissue
● Machines, complete lines and equipment for tissue paper converting
● Components, equipment and sections of paper machines
● Drying, suction and ventilation machines and systems
● Measuring, testing, control and data management instruments and systems
● Electrical controls, motors and panels
● Machines and plants for water and waste treatment
● Chemicals, additives and fibrous raw materials
● Energy: technologies, systems and solutions
● Material handling, end-of-line and internal logistics
● Technical services, engineering, maintenance and logistics
● Process digitalisation and automation
Session 1, 9 October 2025, MIAC Conference Room, 10:00
Efficiency, innovation and sustainability in tissue paper production: technologies compared.
10:10 – Francesco Pasquini, Lucart
Business, environment, and society: the value of the tissue industry’s presence in Italy.
10:30 – Gerda KröswangAdanic & Peter Bräuer, Andritz High consistency refining of hardwood kraft pulps for tissue application. Use of traditional ideas for new applications.
10:50 – Maurizio Tomei, Oradoc
Drilled suction covers: performance improvement and case studies.
11:10 – Leonardo Cavirani & Mario Battiston, Runtech Systems
Best available vacuum technology for paper machine vacuum systems.
11:30 – Luigino Furlan, Valmet Innovating the approach to moisture profiling for an enhanced tissue production and energy consumption reduction
11:50 – Ludovic Veyre, Kadant
How to achieve real water and energy savings in tissue paper production using M-clean


12:10 – Anne Klaschka, Voith Paper
Circularity for press felts, a key element of Voith Paper’s sustainability strategy.
MIAC Tissue Conference
Session 2, 9 October 2025, MIAC Conference Room, 14:00 Technologies, automation and sustainability for the evolution of tissue converting
The second session of the MIAC Tissue Conference addresses the most current challenges and opportunities in tissue paper converting, with particular attention to energy efficiency, process innovation, advanced automation, and environmental sustainability.
14:10 – Hampus Mörner, Afry How pulp integration affects cost pressure in tissue converting
14:30 – Dario Giannini & KarlJohan Tolfsson, Valmet
Unified pilot trials. Empowering tissue innovation
14:50 – Guido Finocckì, Giotto Technologies
Innovation in the right direction: enhancing process sustainability and meeting market demands
15:10 – Pablo Andres Peraffan Eraso & Veljko Zlatanović, BW Converting
The Ventus-TI platform: A new wind in folded tissue innovation
15:30 – Alberto Colombo, Omet
Integrated solutions in tissue: Efficiency, continuity, and innovation
15:50 – Martina Nannizzi, Futura
Tailor made as a standard, where the customer needs meet innovation excellence
16:10 – Francesco Furzi, Smartlogistix
Cost of not automating today: benefits of a fully automated factory
16:30 – Stefano Pasquali & Leonardo Palma, E80 Group Technology and innovation: safety serving people and scalability for industrial flows
MIAC Energy Conference, 8 October 2025
Energy efficiency, lowemission technologies and decarbonisation in the paper industry
14:00 – Allessandro Beoglio, Assocarta
Opening remarks
14:10 – Speaker to be confirmed, GSE
Tools managed by GSE to support decarbonisation.
14:30 – Marco Pezzaglia CIB Biomethane: use in hard-to-abate sectors.
14:50 – Paolo Masiero, Solar Turbines
Flexibility and energy integration in tissue and paper production. Solutions for efficiency, resilience, and low carbon intensity.
15:10 – Mehdi Aminyavari, Cannon Bono
Integrating heat upgrade technologies in paper mill.
15:30 – Federico Baroni, Garioni Naval
Thermal innovation in paper: combined water tube boilers.
15:50 – Daniele Coppola, Magaldi Power
Decarbonising industrial heat with fluidised sand bed-based electro Thermal Energy Storage technology.
16:10 – Francesco Ureni, Toscotec
Leading the change. The first fully-electric tissue machine in the world.
16:30 – Christian Birnstingl, Andritz
How to achieve significant energy savings in paper production process with optimised pump systems
9.September – Tissue Converting stand B57
ACE Tissue Technologies stand B5
Acquaflex stand B76
Aermec stand A5
Aerothermic stand B61
AFT Aikawa Fiber Technologies stand B75
Officine Airaghi stand C23
Air Project stand A9
Albany International stand B98
Amotek stand B37
Andritz stand B28
A. Piovan stand B80
Archroma stand C34
AstenJohnson stand C8
Atlas Copco stand B93
Axchem Group stand B84
Azmec stand B82
Baosuo Enterprise stand B4
Baroncini Nello stand A6
Bellmer stand B22
B.F.G. Rapp.ze Ind.li stand B76
BHM Ingenieure – Engineering & Consulting stand C24
BIM Kemi Sweden stand C25
August Blecher stand A18
Böttcher Systems stand B78
Bolzoni stand A1
Bretting Manufacturing stand B3
BTG stand B65
Buckman stand B77
BW Converting stand B101
Camozzi stand B93
Cannon Artes stand A20
Cannon Bono stand A20
Carta&Cartiere stand MP
Cascade stand A8
Cellwood Machinery stand B9
Centrax Gas Turbines stand C30
Centro Aria Compressa stand B93
CHT Germany stand C27
Coincart stand A14
CPS Company stand B38
S.A. Giuseppe Cristini stand B76
CTP stand B79
DALIAN JORI stand C14
De Iuliis Carlo & Alfonso stand B33
Debem stand A22
Dechangyu Paper Machinery Manufacture stand C43
Deublin stand B66
Devasol stand B18
Di Marco stand B59
D.M. Progetti stand C4
Durlast stand B78
Dystar stand B76
E80 Group stand B52
Ecol Studio – Lifeanalytics stand B60
Ecoverde stand B22
Effebi stand A5
Eigenmann & Veronelli stand C7
EIL stand B23
Elettromar stand B13
Elio Cavagna stand B43
Emtec Electronic stand B41
Enfasi stand C21
Enrico Toniolo stand B15
EOC Group stand A2
Euroimpianti stand B26
Euroincis stand B20
Eurotronix stand B31
Everllence stand A26
Evonik stand C48
Fan Separator stand B32
La Fenice Global Service stand A16
Fercam stand C10
Fife-Tidland stand B24
Filtereco stand C47
Firefly stand B91
Fis Impianti stand B100
FlexLink stand C29
FMW Förderanlagen stand B75
Food Contact Center stand A24
For-Tech stand C9
F.lli Frediani stand B32
Fujian Light Industry Machinery & Equipment stand C41
Futura stand B42
Gambini stand B67
Garioni Naval stand C1
GEL stand A5
Ghetti 3 stand A10
Giancol stand C33
Giotto Technologies stand B4
Giuliani stand B80
GTK Timek Group stand C22
Guangdong Zhidesheng Technology stand C13
Hannecard Tissue & Paper stand B102
Henkel stand A19
Hergen – Máquinas e Equipamentos stand C18
Hoerbiger Italiana stand B66
IBS Austria stand B32
ICM Makina Ve Muh. stand B48
Idrotherm 2000 – COREX Division stand C35
IFP Packaging stand B26
IM Converting stand B21
Indexa Italia 2 stand B51
Infinity Machine & Engineering stand B14
Ingersoll Rand stand B8
Inox BF stand A15
Intecom stand C36
Italmatic stand B63
Italprogetti stand B45
I-Valve stand A5
Jaeger stand B32
Julia Utensili stand B92
Jungheinrich stand A13
Kadant Group stand B105
Kairos stand B40
Kapp-Chemie stand B22
Kappa stand C16
Kawasaki Gas Turbine Europe stand B32
Kemira stand B72
Lario Energy stand B27
L.B.Z. Lavorazioni Meccaniche stand C23
Zhengzhou Leizhan Technology Paper Machinery stand C38
Linde Material Handling Italia stand A3
L&M Pumps stand C26
Lotus stand C5
Liuzhou ZODE Machinery Sci-Tech stand C42
MacDue stand B106
Maflex stand B11
Magaldi Green Energy stand C28
Mamec
Mare
Mario
Gruppo Martinelli Industriale stand A5
Mevas
Microline
Mink Bürsten
NCR Biochemical stand B54
Northern Engraving stand B101
Noviprofibre stand B80
O.B.L. stand C12
OCME stand B68
OK Science and Technology stand C39
OMC Collareda stand B55
Omet stand B87
O.M.T. stand A23
Zhejiang Onepaper Smart Equipment stand C15
Oradoc stand B109
Overmade stand B1
Papnews stand MP
Parason Machinery stand B80
Paul Wegner stand B75
PCHEM stand C11
PCMC – Paper Converting Machine Co. stand B101
Petrofer stand B76
Plastylenia stand B69
PL di Lazzari stand A22
Plusline stand B42
Pneumax stand C3
PNR Italia stand A25
Polimek stand B80
Powermade stand B1
Proxitalia stand C17
PTE – Pulp Test Equipment stand B15
Pulsar Engineering stand B39
R.A. Jones stand C29
Renova stand B95
Replus Tissue stand B23
RIF stand B53
Righi Elettroservizi stand B36
Robopac stand B68
Robuschi stand B8
Röchling Industrial Oepping stand B29
Rolco Europe stand B44
Rotocalco Mediterranea stand B90
Runtech Systems stand B8
SABA Automation stand B88
Sadas stand B111
Sael stand B73
Safem stand C19
Sauer stand B30
Saueressig stand B12
S.B.R. Solutions stand C16
Schäfer Rolls stand B71
SDF stand B46
Senning stand B2
Service AMS stand C31
Serv-o-tec stand C45
Sicem Saga stand B35
Sicma stand B74
Sinergy-SL stand B73
Smartlogistix stand B81
Solar Turbines stand B19
Solenis stand B22
Songlin Doctor Blade & Saw Manufacture stand C40
Shanghai Soontrue Machinery Equipment stand C44
Sorgato stand C37
Sotemapack stand B68
Spares Service & Machinery stand B83
ST Macchine stand B97
Stiavelli Irio stand A4
STILL stand A6
Sulzer stand B32
Svecom-P.E. stand C2
Tamburini stand C6
Tau Machines stand B107
TC Rolls & Covers stand B94
Techno Paper stand B75
Technowrapp stand B47
Techpap stand C46
Tec.Mec. stand B16
Tecnofer Ecoimpianti stand C49
Tecnomec 3 stand C20
Tecno Paper stand B49
Tip95 stand B108
Tissue Tec Sales & Service stand B25
TissueMAG stand MP
Tissuenet stand B34
TKM stand B10
IMA TMC stand B62
Toscana Spazzole Industriali stand A12
Toscotec stand B85
Toyota Material Handling Italia stand A11
Trimble stand C50
Tubicom stand B56
Unimatec stand B110
Vakuo
Paper-based container products from Tokan Kogyo and Nippon Tokan Package, both subsidiaries of Japan’s Toyo Seikan Group, received the Packaging Category Award1 (two products) and the Packaging Technology Award2 (one product) at the ‘2025 Japan Packaging Contest’ organised by the Japan Packaging Institute.
Awards were given to packaging that has made a significant contribution to the rationalisation and improvement of packaging and to products that are technically excellent in packaging technology, such as enhanced protective functions or appropriate use of materials to improve packaging functionality by utilising superior expertise. Toyo Seikan Group is


Toyo Seikan’s award-winning packaging (from left): before improvement, with partition supports; after improvement, without partition supports; triangular prism shapes at the four corners
characterised by two specific areas of operation: developing and offering products and services that support a range of lifestyles; and developing and
offering products and services that are environmentally sound. Moving ahead, it will continue to contribute to environmental conservation and the realisation of a sustainable society with the development and provision of these products and services. More information from www.tskg-hd. com

Packaging for Lumen’s Beauty Advent Calendar has been awarded the ‘Carton of the Year’ title at the European Carton Excellence Award gala held in Istanbul, Turkey.
The calendar was designed by Metsä Board’s packaging design team and manufactured by VG Kvadra Pak, part of the Van Genechten Packaging Group. The outer packaging is made of MetsäBoard Prime FBB Bright 380 gsm and the inner packaging is made of MetsäBoard Pro FBB Bright 220 gsm.
“The Carton of the Year award celebrates true excellence in packaging design, sustainability and user experience. It’s a tangible result of customercentric collaboration with our valued partners, Van Genechten

Packaging and Lumene,” said Maarten Florizoone, sales chief for FBB Europe at Metsä Board.
“On behalf of Metsä Board, I warmly congratulate all the ECEA 2025 winners.”
Metsä Board’s paperboard was also featured in several other award-winning entries at the European Carton Excellence Awards. Biobalance Mineral Sense Sun Fluid by Alpaya
Dermaceuticals received a Platinum Award in the Beauty & Cosmetics category. Its packaging, made of MetsäBoard Pro FBB Bright 245 gsm, was converted by Omaks Packaging. In the same category, the promotional packaging for Germaine de Capuccini, made of MetsäBoard Prime FBB Bright 305 gsm and converted by Alzamora Group, earned a Gold Award.
The packaging for Ringana CAPS was recognised with a Platinum Award in the Pharma & Healthcare category. It was converted by Cardbox Packaging Wolfsberg GmbH using MetsäBoard Natural FBB 325 gsm.
More information from www. metsagroup.com
For the first time in the UK, Mondi showcased its complete eCommerce packaging portfolio –from paper to boxes to bags – at eCommerce EXPO in London during September. Designed to meet the growing demand from online retailers and brands for innovative and sustainable packaging, Mondi has expanded its product range to include solid boards and fanfold to provide a greater choice of tailored options for eCommerce retailers in the UK.
Visitors to Mondi’s stand were able to explore a variety of innovative, consumer-centric packaging, including the awardwinning Protective Mailer. Crafted entirely from paper, it is recyclable and eliminates the need for plastic packaging, offering a sustainable alternative to padded bubble mailers. In addition to the eCommerce MailerBAG range, Mondi presented a number of


corrugated options, some of which featured state-of-the-art printing, highlighting the power of digital printing to create exciting unboxing moments.
Mondi’s paper-based eCommerce portfolio supports the company’s MAP2030 sustainability commitments, which include making 100 percent of its products reusable, recyclable or compostable by 2025. Mondi is also actively investing in research and development to ensure its packaging performs in real-life logistics settings (ISTA lab certification available on request) while meeting the highest environmental standards. More information from www. mondigroup.com
Latest packaging design from Koehler Paper is its newlydeveloped NexPlus Seal Coat paper, which has excellent flexcrack resistance, glossy surfaces and vibrant printing results.
This is said to close a gap in the market by enabling brands to showcase their products in paper packaging, with a “look and feel that leave nothing to be desired in comparison to plastic”, while also being recyclable.
A specially-developed technology means the paper product has a uniform highgloss without any cracking. In addition, the paper is also said to feature extraordinary suitability for subsequent processing, and

Examples of Koehler’s NexPlus Seal Coat paper
can be processed with the same speed as plastic on packaging machines. It is also heat-sealable at lower temperatures.
“The development of this packaging paper represents an incredible breakthrough,” explained Christoph Wachter,
director of flexible packaging paper at Koehler Paper.
“Countless brands want a recyclable mono-material that lets them showcase their products with a premium bold look featuring a high level of gloss that is perfect for the 95:5
rule – not to mention that they want it to be as easily disposable as waste paper and that’s exactly what we’re giving them.”
Moreover, NexPlus Seal Coat has been awarded the ‘Made for Recycling’ seal by environmental service provider Interzero, making it a truly viable alternative that can help eliminate the use of plastic in packaging. Top-quality printing results can be achieved with flexographic, gravure and digital printing, enabling brands to design packaging with a premium look that can be processed in many ways while conserving resources.
More information from www. koehlerpaper.com
Finland-based Fiberdom, a pioneer in wood fibre material innovation, has entered a strategic partnership with Kiefel, a global leader in packaging machinery and moulding technology, to accelerate the development and commercialisation of fibrebased, fully recyclable and home compostable packaging.
The collaboration combines Fiberdom’s breakthrough Duranova material with Kiefel’s advanced dry fibre forming technology to deliver highperformance packaging solutions that can be manufactured costeffectively with streamlined, resource-efficient processes. Fiberdom’s patented technology transforms FSC-certified pulp and paperboard into a durable, mouldable and plastic-free material, Duranova. Already
commercially proven, the material is used in 100 percent plastic-free, home-compostable single-use cutlery available through leading retailers and B2B wholesalers in Finland. The partnership builds on Fiberdom’s market entry with the single-use cutlery and sets the stage for expanding Duranova’s application to new packaging formats and additional markets. The partnership will initially focus on designs that are suitable for dry forming technology requiring high material strength and formability in 3D structures, as well as low weight and material efficiency, such as certified home compostable beverage cup lids, margarine container lids and single-use cutlery. Several marketready applications are already possible, with final testing and fine-tuning currently under way in Kiefel’s laboratories. Here, through

R&D, the scope of the technology is also being explored to identify other applications to replace nonessential plastics with fibre-based alternatives.
Packaging applications with complex shapes and highperformance requirements are traditionally produced using a wet forming process to prevent
cracks and wrinkles during forming. However, Kiefel’s dry forming technology offers distinct advantages for certain types of packaging applications, providing an efficient solution for products with specific geometric requirements. By combining Duranova material with Kiefel’s dry-forming machinery and moulding expertise, the partnership can deliver ecofriendly solutions that optimise resource efficiency for appropriate applications. For certain product geometries, dry forming processes in conjunction with Fiberdom’s superior formability and bending resistance can result in significant reductions in water consumption, improved energy efficiency and enhanced material costeffectiveness.
More information from www. fiberdom.com
To meet the growing demand for resource-efficient, sustainable packaging, Holmen has developed Holmen Elevate, a lightweight kraftliner.
Said to be the lightest kraftliner on the market, it is available in weights of 72, 82 and 92 gsm. The kraftliner is aimed at e-commerce, shelf-ready and food packaging applications where both sustainability and performance are essential.

Holmen’s lightweight Elevate is made from fibre sourced from sustainably managed forests
from fresh fibres sourced from sustainably managed forests. The mill operates a resource-efficient supply chain, using pulpwood and wood chips from Holmen’s sawmill located on the same site.
The product is manufactured at the Braviken Paper Mill in Sweden
“Holmen Elevate combines low weight with high strength properties and has industryleading sustainability performance,” said Lars Lundin, chief executive of Holmen Board and Paper. “It enables packaging producers to reduce material consumption and emissions without compromising on quality.”
and delivers one of the lowest carbon footprints in the sector, with carbon dioxide emissions 80 percent below the European average in the board and paper industry. Holmen Elevate is made
“This marks an important step in our strategy to grow within the containerboard market,” said Tommy Wiksand, business development director at Holmen Board and Paper. “Holmen Elevate meets current market demands and supports future requirements for cost-efficient solutions and low climate impact.”
More information from www. holmen.com
Ekornes, the Nordic region’s largest furniture producer, is using innovative paper-based packaging supplied by Mondi for wrapping highend mattresses, replacing the previous plastic packing.
Mondi’s Re/cycle CompressWrap is being used by Ekornes to securely wrap its mattresses and protect them during transport. The mattress packaging consists of two components: compress wrapping and secondary packaging. For the first step, Mondi’s FunctionalBarrier Paper 95/5 ensures durability

Innovative CompressWrap mattress packaging from Mondi
and vacuum sealing during the compression process due to its thin coating layer. In the second step, the compressed and rolled mattress is secured with an outer wrapper made from Mondi’s FunctionalBarrier Paper Reduce, which offers excellent sealing properties to tightly secure
the premium mattress during shipping.
The new packaging replaces Ekornes’ previous plastic version, offering an alternative that is made from fibre as a renewable resource, and answering growing consumer demand for more sustainable packaging.
As part of Mondi’s Re/ cycle portfolio, the company’s FunctionalBarrier Paper range is designed for recycling according to the 4evergreen ‘Design for Circularity Guidelines’. The new CompressWrap material runs problem-free on Ekornes’ existing machinery, making the switch from plastic to paper packaging both convenient and cost-efficient for the customer.
The paper-based mattress packaging also enables consumers to easily unwrap the mattress without the need for a knife or cutter.
More information from www. mondigroup.com



To meet the growing demand for recyclable packaging, Royal Vaassen, in collaboration with UPM Specialty Papers, has developed a number of recyclable and food-safe barrier paper products for a variety of end-use applications. The Barryrwrap concept from

Royal Vaassen addresses packaging needs ranging from medium- to the most-demanding barrier requirements, including oxygen and moisture barrier properties.
With the EU Packaging and Packaging Waste Regulation (PPWR) recyclability requirements approaching, it is essential to find packaging designs that are recyclable with widely-available recycling infrastructures. Paper and board recycling infrastructures are widely present and established to support the future requirements.
“Our barrier papers are a sustainable alternative to laminates and plastics. They offer strong protection with a focus on performance and circularity and are suitable for existing production lines and products
such as coffee, tea, stock and chocolate,” explained Mark Gerritsen, sales manager at Royal Vaassen.
“Barryrwrap Everest is our highest performing barrier paper, developed for instant coffee and other dry products that demand maximum protection. The material provides an excellent barrier against moisture, oxygen and light; printing is reproduced with exceptional clarity and it’s ready to seal on existing production lines. With its fully-recyclable paper structure, Barryrwrap Everest is a sustainable and circular alternative to traditional aluminium laminates, without compromising on quality or processability.”
UPM Solide Lucent packaging paper is said to offer a perfect
Paper maker DS Smith has partnered with UK-based beverage producer Carlsberg Britvic to upgrade its OTOR4 packaging for syrups to a new OTOR8 ‘Bag-in-Box’ design. The updated design is the first stage of the partnership which is aiming to improve the efficiency and sustainability of Carlsberg Britvic’s supply chain strategy.
Featuring a revised eightsided shape that enhances strength, the new ‘Bag in Box’ design enables an average of 25 percent more boxes to be loaded onto each pallet. This optimisation reduces the number
of pallets and trucks required annually for the 115-mile journey between Carlsberg Britvic’s manufacturing site in Yorkshire and the national distribution centre in Leicestershire.
As well as contributing to a reduction in carbon emissions, the upgraded packaging provides further efficiency in the supply chain by optimising warehouse storage space, reducing the risk of leakage, and improving stability through its vertical design.
The launch of the new design is part of DS Smith’s wider partnership with Carlsberg Britvic to improve the efficiency and sustainability of its supply chain
UPM’s Barryrwrap Everest barrier paper for instant coffee
base for Barryrwrap offerings. Easy to convert, it is extremely smooth and exceptionally dense. This minimises the coating weights required, while at the same time offering the strength to perform efficiently on highspeed lines. Lighter or heavier grammage of UPM Solide Lucent can be selected, based on the application.
More information from www. upmspecialtypapers.com
and packaging.
Sales, marketing and innovation director at DS Smith Liz Manuvelpillai says: “At a time when efficiency and sustainability remain front of mind for our customers, we’re thrilled to have delivered an effective packaging solution in collaboration with Carlsberg Britvic. Our innovation will see fewer consignment vehicles on the road, lower transport emissions, and contribute to supply chain efficiency. Innovation, and sustainability are at the heart of what we do as a company and this is the first stage

of the innovative ‘Bag in Box’ project as we support Carlsberg Britvic on their sustainability journey.”
Paper maker DS Smith and Alpine Water Produktions und Vertriebs GmbH have launched new packaging for the artesian mineral water brand, Hallstein.
The new transport box made from corrugated cardboard has been designed to protect Hallstein’s glass bottle consignments during transportation to e-commerce customers. It is intended to replace the brand’s previous packaging, which was dependant on polyethylene foam for inlays and inserts.
UPM Specialty Papers has collaborated with EvoPak to support the switch at Walkers Chocolates from plastic wrappers to recyclable paperbased packaging.
Each DS Smith transport box has capacity to hold six 750ml glass bottles and, where required, the packaging capacity can be flexibly increased and combined with an outer casing in a variety of sizes to hold up to nine, 12, 15 or 18 additional bottles.
The design team applied Circular Design Metrics (CDM) tools to rate and compare the circularity of the old and new packaging designs in eight different categories, ranging from carbon footprint and design for reuse, to supply chain optimisation, materials utilisation and recyclability.
The CDM indicators were used in conjunction with DS Smith’s TCO Pack Lower Cost Value Tool, to understand and reduce the total cost of ownership of the packaging, as well as the costs associated with owning, using and maintaining the product, alongside its full life cycle benefits. As a part of its research, the
design team discovered that twice as many Hallstein transport boxes can be constructed and packed on the production line in the same time as the previous packaging. In addition, the new packaging has been found to be fast and easy to construct with pre-glued elements,
The transport box design is also simple for the end-consumer to access and fold away or recycle within domestic schemes, and the external surface area is ideal for placing brand logo, artwork or graphics, with the current casements displaying bold flexographic printing in the Alpine Water GmbH blue.
Hallstein is a naturally-filtered and premium artesian water that is sourced and bottled directly from the Austrian Alps. The company transports its products to e-commerce customers in the USA, Europe, Switzerland, Singapore, Canada and the Bahamas. Many international gourmet restaurants and upmarket hotels rely exclusively on Hallstein as a key supplier. More information from www. dssmith.com
The co-operation brings together UPM Solide Lucent 45 gsm barrier base paper with EvoPak’s RCM coating, creating a fibre-based barrier pack for chocolate and other demanding end-uses. Thanks to its oxygen and grease barriers, the package fulfils Walkers Chocolates’ standards for sustainability with high product quality.
Since 2024, Walkers Chocolates has used recyclable paper packaging for the chocolates it manufactures and supplies major retailers and international clients. In addition, several of the company’s own products, which are packed in UPM Solide Lucent with EvoPak’s RCM coating, are available in stores across multiple UK retail chains and international markets.
UPM Solide Lucent is a strong and extremely versatile barrier base paper with a “unique look

and feel”. A smooth surface and high density offer superior properties for further converting and printing.
“The printability of UPM Solide Lucent is really impressive and EvoPak’s RCM coating is a revolutionary solution for our industry,” commented Tom Murtagh, commercial director at Walkers Chocolates. “We’ve achieved the same packaging line efficiency, maintaining the same speed as our previous plastic packaging materials with only minor adjustments.”
The exceptional performance of UPM Solide Lucent combined with EvoPak’s RCM coating, a water-soluble polymer, has enabled EvoPak to create a breakthrough that maintains the functional benefits of traditional plastic packaging.
“We’re extremely happy with how the paper extrudes and the print quality in flexo is exceptional,” said Tom Lock, chief executive at EvoPak. “We are 100 percent happy in UPM Solide Lucent as the grade of choice for our future sustainable packaging development.”
More information from www. upmspecialtypapers.com



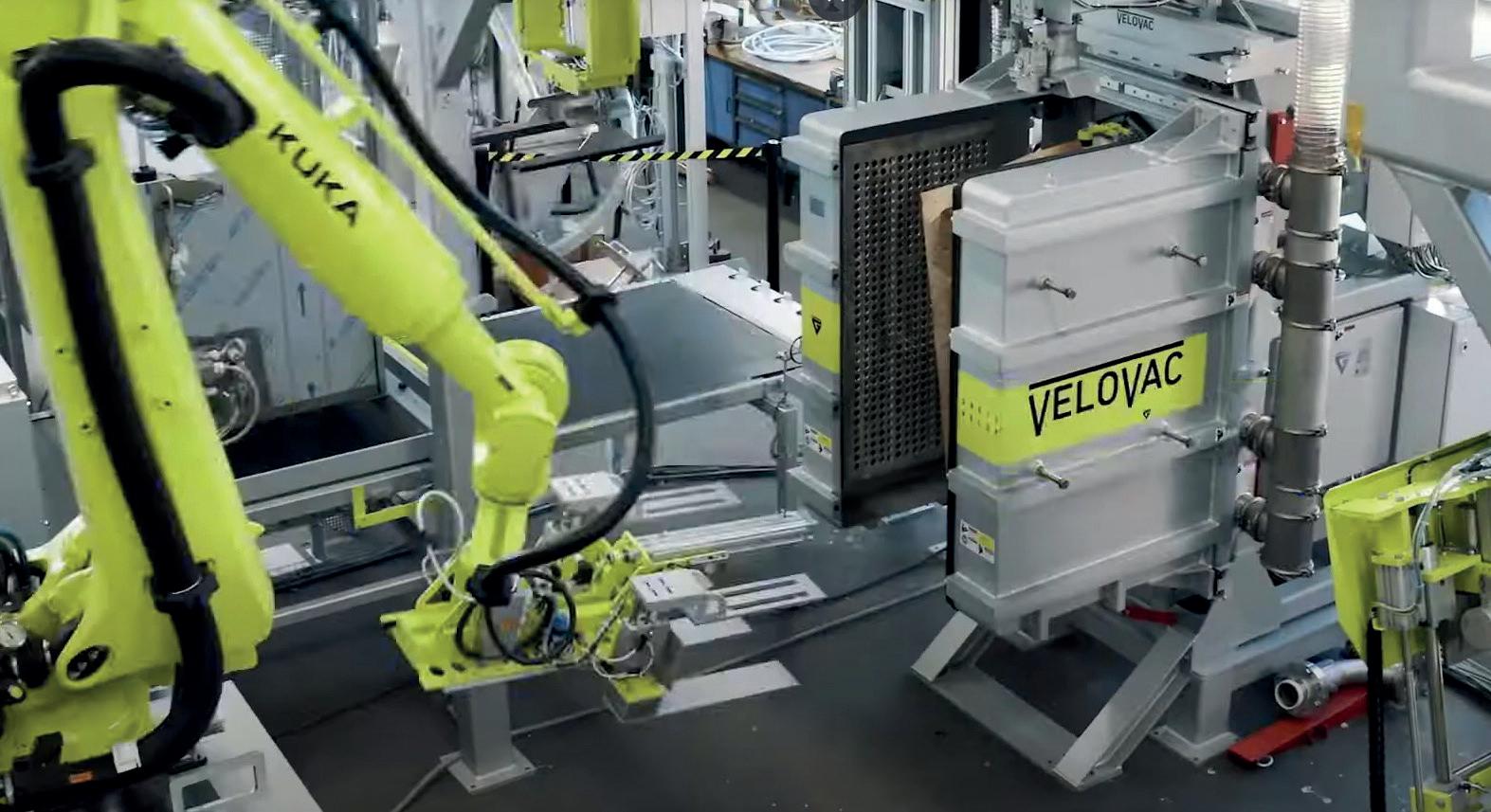
The new Packaging-as-a-Service (PaaS) model from GreifVelox Maschinenfabrik GmbH is introducing an integrated service package for industrial powder bagging – without upfront investment. The offering includes machine provision, financing, service, spare parts and consumables, as well as on-demand delivery of matching paper bags – all at a fixed monthly rate.
Whereas existing PaaS models in the packaging sector have mostly focused on cartons or reusable containers, Greif-Velox is applying this principle to complex industrial bagging systems. Taking it one step further, the package covers not only consumables, but the entire process from financing and commissioning to spare parts supply.
The first application of this model is combined with Greif-Velox’s VeloVac vacuum
technology, designed for dustfree filling of ultra-light powders. An expansion to include other machine types such as the fully automatic filling system A-DOS-P1 and the BVP gross pneumatic packer is already planned.
“Today, many companies are looking for ways to create cost flexibility, avoid capital expenditure and ensure maximum system availability,” said Sebastian Pohl, managing director of GreifVelox. “That’s exactly where our PaaS model comes in. It transforms high upfront costs into predictable monthly expenses, while relieving our customers of the burden of maintenance, spare parts and consumables. This frees up capacity for what matters most – their core business.”
With Packaging-as-a-Service, Greif-Velox offers an integrated model to minimise investment risks and ensure stable operational processes. Customers benefit from
a clearly-defined cost structure, with all relevant services bundled into a fixed monthly fee. This eliminates capital expenditures, increases machine availability and unlocks additional savings potential. Internal resources are eased, allowing companies to focus entirely on their core operations, while Greif-Velox ensures reliable technology and supply continuity throughout dayto-day operations. At the end of the contract term, customers also have the option to purchase the machine.
In addition to financial advantages, customers benefit from the company’s proprietary VeloVac vacuum technology. The vacuum-based bagging process achieves a high degree of compaction, resulting in up to 75 percent lower storage costs and up to two-and-a-half times faster filling cycles compared to conventional machines.
Digital integration also enables improved production planning and enhanced overall equipment effectiveness (OEE).
A digital remote support service (VeloXpert) ensures fast assistance through a secure data connection. A consignment spare parts warehouse with automated replenishment also guarantees high system availability and reliable supply.
Due to its close collaboration with Dy-pack Verpackungen Gustav Dyckerhoff GmbH, GreifVelox delivers SAFEDyVac bags that are precisely matched to the machine for maximum sealing performance, product protection and up to 40 percent less material usage.
More information from www. greif-velox.com
Work has started on a multi-milliondollar project that will expand and modernise Voith’s roll service centre at West Monroe in Louisiana – adding more than 20 new jobs and supporting the local economy.
At the groundbreaking ceremony David Buchanan, president of FRS North America at Voith Paper, commented: “[This] demonstrates our commitment to listening and responding to our customers’ needs for mechanical roll service and the roll cover business. This expansion means that our growing team in West Monroe, Louisiana will have the operational capacity to better serve paper producers throughout North America.”

CR Meyer; Jeff Berg, operations chief for FRS at
Sherry Bohannon, manager of engineering at Voith Paper North America; David Buchanan, president of FRS North America at Voith Paper; Jamon Weathersby, painter at the mechanical shop for Voith Paper; Adam Leach, area manager for maintenance at Voith Paper; Doug Garsee, supervisor of production in the mechanical shop at Voith Paper; Ethan Barr, cover shop lead at Voith Paper; Omar Salinas, Poly Cast technician in the cover shop at Voith Paper; Mayor Staci Albritton Mitchell; and Kris Kelley, executive director at West Monroe Chamber of Commerce
In addition to expanding capacity, the investment will enhance logistical processes, supporting a faster and more
seamless service experience for Voith customers. The size of the roll service centre will increase
ABB’s IE5 SynRM motor portfolio now comes with three smaller frame sizes (90, 100, 112), and covering powers from 0.75 kW to 450 kW.
The range provides the broadest range of magnet- and rare earthfree motors to boost efficiency, reliability, and sustainability across even more applications. With extended power and speed options up to 3,600 rpm, the motors are ideal for pumps, fans, and compressors and can be paired with ABB variable speed drives for maximum performance.
“Smaller motors are often deployed in high volumes and in continuous-duty or spaceconstrained environments where
ABB’s EI5 SynRM range of motors offer more efficient operation
thermal performance, precise control, and high efficiency under partial load are critical,” said Stefan Floeck, president of IEC LV Motors at ABB. “With our expanded SynRM range, we’re
ensuring that every motor, no matter the size, plays its part in helping boost productivity for our customers while cutting emissions.”
ABB’s IE5 SynRM motors
by almost 50 percent – adding workspace as well as a dedicated training centre to support the critical hands-on training of skilled trade experts in the industry.
The Voith facility offers a wide variety of roll services for customers in the papermaking industry. Services offered include operations and optimisation of products; mechanical roll services such as rebuilds, grinding, balance and vibration analysis; roll coverings; roll and part replacements, as well as spreader roll rebuilds and repairs.
The groundbreaking marks Voith Paper’s largest and most recent investment in North America. The project is expected to continue through the middle of 2026, and the Voith roll service centre will remain fully operational throughout construction.
cut energy losses by up to 40 percent compared to IE3 motors, resulting in significant savings. For example, ABB says that a single 90 kW motor can save €79,800 and reduce carbon dioxide emissions by 95,760 kg over 20 years. Industrial sites typically operate dozens or even hundreds of smaller motors alongside larger ones, multiplying these savings and environmental benefits.
ABB’s SynRM motors are included in the ABB EcoSolutions portfolio, empowering customers and partners to make more sustainable choices through increased transparency about each product’s circularity and environmental impact.
The new P-300 series of pressure transmitters from ABB is available in the US, providing high accuracy and ease of use in wide range of sectors that include pulp and paper.
The P-300 series measures pressure from 0.05 kPa (0.2 in H₂O) on differential pressure application up to 105 MPa (15,000 psi) on high gauge pressure application, with an accuracy of 0.055 percent.
Designed with operator experience in mind, the P-300 series features a high-contrast backlit HMI display for easy readability in all light conditions.
With QR-code-enabled Digital Advanced Diagnostics (DAD), users get instant access to product documentation, streamlining maintenance and keeping
operations running without interruption.
“High accuracy pressure measurement is vital in industrial operations for optimising process control, improving energy efficiency, minimising emissions, and maintaining product quality,” said Amina Hamidi, managing director of the instrumentation business line in ABB’s Measurement & Analytics division.
When paired with ABB’s S26 remote diaphragm seal series, the P-300 pressure transmitters come with an anti-abrasion Diaflex diaphragm that stands up to harsh slurry conditions found in many process industries. This advanced protection minimises wear and tear, helping to prevent failures and extends transmitter life even in the toughest environments.

The P-300 series meets the latest hazardous area requirements: certified by FM Approvals (NRTL) in line with the United States ‘Hazardous Locations’ directive. This ensures safe use across all industry segments where hazardous area certification is mandatory.
Recently, ABB redesigned its pressure transmitter portfolio to meet evolving industry demands. The new portfolio, featuring the P-100, P-300, and P-500 series, is designed to cover all market segments, making it easy to select the right transmitter for any process requirement.
A roll cover that specifically counteracts early wear caused by chemicals and high temperatures has been launched by Voith.
Cellpress was developed for applications in pulp dewatering machines that operate under particularly demanding conditions. End users report significantly reduced susceptibility to contamination, high wear resistance and longer service life with measurable effects on operating costs. The performance improvements of Cellpress are attributed primarily to its robust material
properties. Low water absorption reduces the risk of swelling and mechanical deformation. At the same time, the material shows low reactivity to typical process chemicals such as oxygen, ozone,
chlorinated components, sodium hydrogen sulphide and methanol. This slows down materialrelated aging, keeps hardness constant over long periods of time and supports consistent dewatering performance. Due to its temperature resistance up to 140 deg C, CellPress is also suitable for positions subject to high thermal load, for example near steam boxes.
CellPress has already been applied successfully in several locations. In a South American pulp mill, the lump breaker cover was in very good condition after 15 months of operation, allowing
it to be reground and reused. This resulted in annual savings of around US$30,000 for the operator. In a European twin wire press, fabric life was increased from 180 to 260 days despite the highly loaded operating position, says Voith.
“The outstanding material properties ensure that CellPress can be reliably reused. This enables us to provide our customers in pulp production with a real performance driver that combines efficiency and sustainability,” says Ralf Moser, global product manager for finishing at Voith Paper.
Nippon Paper Industries has ordered a recovery boiler from Andritz for its pulp mill at Ishinomaki in Japan.
The new boiler will enable the shutdown of an existing coal-fired boiler, resulting in a significant reduction in greenhouse gas emissions from the mill.
Andritz will run the project in co-operation with Japanese EPC supplier Kanadevia with start-up scheduled for 2028.
Yoshinori Matsubara, head of the energy business division at Nippon Paper Industries, said: “We are very pleased that this new highefficiency recovery boiler will make a significant contribution
to reducing greenhouse gas emissions at the Ishinomaki mill. We aim to strengthen our international competitiveness by
utilising the learnings from this project at our other mills.”
The order from Andritz includes: l A recovery steam boiler
designed for a capacity of 2,200 tds/d operating at 8.3 MPa and 505 deg C. Designed for long operating periods, the state-ofthe-art boiler features several automation and digitalisation solutions.
l A high-dry solids concentrator with pressurised storage tanks is used in the evaporation plant to increase the firing black liquor’s dry solids concentration, thereby maximising recovery boiler efficiency.
l An ash leaching system to remove chloride and potassium from the electrostatic precipitator’s ash while recovering sodium and sulphate to the chemical recovery cycle.
Green Bay Packaging said it has significantly improved operational reliability and detrashing throughput at its Green Bay, Wisconsin, mill with the implementation of Voith’s OnControl.Pulping Detrashing system.
Installed and running since March 2024, the smart control system has automated key parts of the detrashing process and enabled more steady-state operations. The system has reduced process variability typically associated with standard timed-purges, resulting in better process stability and consistency. Cleaner rejects and less equipment plugging were also observed benefits.
Voith’s OnControl.Pulping

Detrashing dynamically adjusts the detrashing process based on real-time data. This optimisation improves fibre recovery, reduces contaminants in the accepts and enhances operational reliability.
The system automates cycle timing and adapts to varying raw material conditions, ensuring consistent performance and
process stability across shifts.
The implementation has also enabled Green Bay Packaging to optimise mixed paper utilisation while maintaining the high quality expected by its customers.
“Our goal was to maximise our pulping efficiency,” said William Cone, vice president
of mill operations at Green Bay Packaging. “OnControl.
Pulping Detrashing has helped us achieve that by delivering reduced variability and freeing up our team to focus on highervalue tasks. We could not see operating without it.”
OnControl.Pulping Detrashing can be implemented as a standalone system or integrated into Voith’s MillOne digital ecosystem. By connecting to other modules, the information collected can be placed in a broader context and linked to additional plant data. This, says Voith, lays the foundation for further automation in stock preparation and supports development towards autonomous paper mills.
Indonesian tissue producer
PT Suparma Tbk has ordered an IntelliTissue 1600 tissue machine for its Surabaya mill, with start-up planned for 2026.
Valmet and PT Suparma Tbk have a long history, including several tissue projects. The most recent was an IntelliTissue machine (TM10) installed at the same mill and started up in 2022. The value of the new project was not revealed.
“It is a pleasure to expand our cooperation with Valmet through our new tissue machine investment. We chose Valmet as the supplier for our milestone project due to their good understanding of our specific needs, and the excellent

Valmet is delivering an IntelliTissue 1600 tissue machine to PT Suparma Tbk’s mill at Surabaya in Indonesia
collaboration between our teams demonstrated during the previous project. Undoubtedly, we wish to grow our partnership further in the future,” said Joseph Sulaiman, director of PT Suparma Tbk.
Pemo Klimczak, vice president of the SMM business unit at Valmet,
added: “We have a long and successful history of co-operation with PT Suparma Tbk. We are proud to once again have gained their trust to supply the reliable and resource efficient IntelliTissue concept and work together enhancing their continued tissue
Klingele Paper & Packaging
has had an automation system installed by Valmet to increase resource efficiency at the Weener paper mill in Germany. The system comprises three new automation products to augment the customer’s existing automation environment to reduce surface starch use and energy consumption.
“We are committed to improving our environmental performance continuously. Taking this new step in digitalisation will help us on that journey. The primary goal of this project is to significantly reduce the usage of surface starch. This will also lead to decreased water usage and consequently less

The Klingele Weener paper mill in Germany, where Valmet automation systems have augmented operations
steam is required for drying,” said Johannes Reiners, operations manager at the Weener mill.
Martin Grundmann, senior sales manager for Automation Solutions at Valmet, added:
“Three automation solutions will be integrated into the customer’s current automation
systems supplied by Valmet. The total solution will create an optimisation loop which continuously collects and analyses data to refine key process variables.
Three Valmet automation packages – Fiber Furnish Analyser, Advanced Process Controls
expansion. I am convinced that this will be another efficient project and smooth start-up together.”
The order comprises a complete tissue production line, including stock preparation equipment. It features an IntelliTissue 1600 machine equipped with an IntelliJet V headbox, Crescent Former, IntelliPress, IntelliYankee dryer, Exhaust Cap hood, and an IntelliReel section.
Also included are mechanical and electrical drives, a Valmet DNA system with Machine Control System, Distributed Control System and Quality Control System, dust removal system, and auxiliary systems for the tissue line. The tissue line will add 26,500 tons of annual tissue paper capacity at PT Suparma Tbk.
(APC), and PlantTriage – are now integrated into the customer’s existing automation environment, which includes Valmet DNA, Valmet Quality Control System (QCS), and Valmet Paper Lab. Together, they form a datadriven optimisation loop that reduces starch use. As the system runs, it continually identifies opportunities to do more with less.
The Klingele Weener mill in northern Germany produces 270,000 tonnes of corrugated base paper per year. Other products from the mill include testliner, flute paper, and flexliner in various grammages made from recycled waste paper.



















The leading Nordic professional event for the forest-based bioeconomy, as well as the pulp and paper industry, is coming again in spring 2026!


Pulp & Beyond brings together the latest innovations, products, services, technologies, and key industry professionals from Finland and around the world.








Popular conference and excursion packages are also on the way, along with much more – stay tuned for more details!


Secure your company’s spot at the event
Greece’s Intertrade Hellas SA has contracted ABB to supply quality control systems to existing and new tissue machines at its Inofyta mill. The project includes ABB’s Network Platform (NP) 1200-based QCS platform with integrated sensors and controls, designed to improve product consistency, process efficiency and data visibility across production lines.
ABB’s NP1200-based quality control system will be supplied for two Toscotec tissue machines at the mill, featuring measurement sensors, integrated controls and full connectivity with the mill’s existing distributed control system (DCS). This integration will streamline operations, improve data consistency, and give Intertrade Hellas the tools to reduce variability, respond faster to process changes, and consistently
deliver higher product quality.
The first system is scheduled for delivery to the TM1 line by the end of October 2025. A second, identical, system will be delivered in 2026 to support the startup of the new TM2.
“Intertrade Hellas is focused on driving efficiency, reliability, and long-term performance across its operations,” said Stefano Cinquina, global business line manager for pulp and paper at ABB’s Process Industries division.
“With our Quality Control System, we’re supporting that ambition by helping them run leaner, cleaner and more consistent operations. This collaboration reflects our commitment to delivering engineered solutions that outperform over time and reinforces our support for the pulp and paper industry in Greece.”
ABB’s systems include ABB Ability History – a industrial

Inside the Inofyta mill of Intertrade Hellas in Greece, where ABB quality control systems are being installed
process information management platform that ensures secure, scalable access to time-series data. The platform integrates with dashboards for realtime monitoring, energy and consumables reporting and connects using Open Platform Communications Unified Architecture (OPC-UA) to thirdparty systems for a unified digital ecosystem.
“This system’s performance in harsh conditions, along with the advanced data tools, gives us
confidence in long-term process optimisation and production sustainability,” said Konstantinos Kintis, production engineer at Intertrade Hellas. “As a market leader, ABB is the perfect partner to help us embark on the next phase of our digital transformation journey.”
Founded in 1992, Intertrade Hellas is a privately-owned tissue products manufacturer based near Athens, operating four mills with 14 lines and producing up to 78,000 tonnes a year.
Papertech Industries in Bangladesh has ordered a comprehensive automation package from Valmet to improve production quality and operational efficiency.
The order from Valmet is a first for Papertech and marks a significant step as it invests in up-to-date automation technologies. It will support the company in reducing quality variability, optimising raw material usage, and enhancing operational ease through a secure and user-friendly
automation environment.
“This marks a significant milestone for Papertech as we continue our journey to become a regional leader in highperformance and sustainable paper production. Valmet’s automation technology aligns with our long-term strategy for smart, resource-efficient manufacturing. We are proud to be the first in Bangladesh to deploy such cutting-edge systems,” said Saad Ahmed Suman, chief executive of Papertech Industries.

The delivery will comprise a DNA Distributed Control System (DCS), an IQ Quality Control System, Machine and
cross-directional controls, and a Retention Measurement (Valmet RM5).
It also includes Bangladesh’s first DCS with a modern DNAe User Interface, providing intuitive workflows that simplify operations and enable users to manage larger process areas with less effort.
Starting up in 2018, Papertech Industries specialises in packaging and industrial-grade paper. In 2019, its first full production year, Papertech reported sales US$5.8 million.
The most recent installation of Voith’s OnEfficiency.
Strength at DS Smith’s Witzenhausen mill in central Germany is said to show how the production control system achieves impressive results in quality stabilisation.
With more than 20 installations around the globe, its key impacts in data-driven papermaking include savings in raw materials such as fibres and starch, as well as reductions in paper machine energy use.
Using real-time data from virtual sensors to predict strength, the system controls actuators such as the jet/wire ratio, refiner, starch application and different fibre types according to the highest cost efficiency to produce the relevant paper grade in the desired
specification.
As part of an optimisation project at the Witzenhausen mill, where 430,000 tons of corrugated base paper with a basis weight between 115 and 210 gsm are produced each year, the module initially achieved savings in raw materials on the PM1 line.
“In the further developments, we defined a new focus on quality stabilisation and reduction of overprocessing,” reports Daniel Goetze, production manager for PM1.
“It was impressive to see how flexibly and quickly the system responded. Process changes that operators previously made empirically across multiple tambours are now performed quickly and effectively in a single tambour with OnEfficiency. Strength.”
Using the OnEfficiency.Strength module, real-time control of paper quality is now possible, said Voith. With flexibly adjustable parameters, system goals such as raw material savings, strength reduction, quality stabilisation or a balanced compromise between these goals can be freely weighted.
“The monitoring shows us that deviations from the mean value are decreasing. This means that fluctuations in strength have been significantly reduced and the paper machine is running even more stably,” explains Nils Schmidt, production supervisor at DS Smith Witzenhausen.
OnEfficiency.Strength is available as a stand-alone package and is part of Voith’s smart MillOne ecosystem. MillOne aggregates and analyses all data in one
A new OCC production line has been started up by Andritz at Minhan Paper’s mill at Van Lam in the Hung Yen Province of Vietnam.
The line has a design capacity of 700 tons per day and processes a mix of old corrugated containers sourced both locally and from North America to produce highquality testliner and corrugated medium paper. It includes a complete stock preparation system from pulping to approach flow, featuring advanced fibre recovery, broke handling and reject treatment, which comprises: l a PrimeSolve LC system with
advanced set-up and the latest detrasher rotor design for highlyefficient reject removal and excellent slushing performance l a PrimeScreen X with ‘state-ofthe-art’ rotor design, enabling high screening efficiency, low power consumption, and high stock quality with low fibre loss.
Commenting on the start-up, Vu Hoang Viet, director of Minhan Paper, said: “This OCC line represents a key addition to our production capabilities. We appreciate the expertise and support provided by Andritz throughout the project and are confident that it will contribute

With the closed-loop control of Voith’s OnEfficiency.Strength, DS Smith has achieved an impressive stabilisation of quality on its PM1 line at Witzenhausen
production centre, providing an unprecedented level of integration and consistency in data usage to enhance human expertise and streamline production processes. With real-time data analytics, predictive maintenance and smarter decision-making, it enables mills to be more productive, reduce costs and increase profitability.

to our long-term growth and environmental goals.” Minhan Paper, founded in 2020,
specialises in the production of corrugated paper, paperboard, and containerboard.
Metsä Board has started the modernisation of a board machine at its Simpele mill in Finland as part of a €60 million investment programme. The investment will raise the quality of Classic FBB folding boxboard and accelerate the mill’s transition toward fossilfree production.
The renewed Classic FBB machine will feature curtain coating technology, resulting in an improved print surface and enhanced visual quality. Metsä says the innovation enables more consistent print results and sharper details, especially in demanding packaging applications.
Currently, 89 percent of the energy used in production at the Simpele mill is fossil-free. With the implementation of new technologies, this figure is expected to rise to 98 percent

by the end of 2025, supporting customers’ sustainability goals.
The shutdown will last around five weeks and includes key installations such as a complete modernisation of the coating section, expansion of the coating kitchen, and commissioning of a new pallet packaging line.
“Preparations have progressed
excellently throughout the summer. In the coming weeks, over 35 truckloads of equipment will arrive from our main suppliers, and more than 430 professionals will be working on-site,” said Toni Tahvanainen, vice president of the Simpele mill. The upgraded production line is scheduled to be operational in
German tissue manufacturer
Fripa Papierfabrik Albert Friedrich KG has ordered a complete PrimeLine machine from Andritz for its Miltenberg mill.
With a design speed of 2,200 metres per minute and a web width of 2.72 metres, the PrimeLine machine S2200 machine will have a capacity of 37,000 tons per year when it starts up in the fourth quarter of 2026.
Fripa has been operating an Andritz tissue machine


early October.
Metsä Board Classic FBB is a benchmark product in highvolume food and healthcare segments, where packaging requires high efficiency, reliability and consistency.
“Our goal is to offer brand owners an even more competitive packaging option – both in terms of quality and environmental performance. This is especially critical now, as sustainability targets and regulatory requirements are more stringent than ever,” said Esa Kaikkonen, chief executive of Metsä Board.
since 2008. Christoph Maaß, head of paper production
at Fripa, commented: “We are excited to take this next
step in our long-standing partnership with Andritz With our new tissue machine, we are investing in a futureready solution that combines first-class performance with sustainability, helping us to meet both our production goals and environmental responsibilities.”
Fripa Papierfabrik, founded in 1911 and family-run in its fourth generation, combines state-of-the-art technology with a strong focus on sustainability and quality.
Paper maker Modern Karton, engineer Voith and Harbin Electric International (HEI) have celebrated the start-up of a new recycled containerboard line and stock preparation plant at the Zonguldak mill in Turkey.
The project includes a highspeed Voith XcelLine PM6 and an associated BlueLine stock preparation plant in collaboration with HEI, which was commissioned by the Turkish paper maker for the project’s execution.
The plant will produce up to 640,000 tonnes of recycled containerboard a year, increasing Modern Karton’s total capacity to almost two million tonnes per year. This will consolidate the position of Modern Karton as one of the leading manufacturers of packaging papers in Turkey and one of the largest in Europe.
“The successful start-up of our new production plant is a significant milestone for Modern Karton,” said Hamdullah Eren,

chairman of Eren Holding, which owns Modern Karton. “The excellent cooperation with Voith has once again shown that together we are able to achieve outstanding results. This plant will significantly expand our production capacities and strengthen our position as a market leader.”
Ralf Sorg, president of projects at Voith Paper, added: “We are proud that Modern Karton relies on our most efficient technologies. The successful start-up of the PM6 is proof of the performance and reliability of our solutions. Our well-thought-out and customised
concept enables high-performance and sustainable paper production. This puts Modern Karton in an excellent position for the future.”
Tamer Zengin, project manager for PM6, added: “It was a great experience to fulfill this major milestone project with Voith and HEI. Voith proved to be a reliable partner with a consistent focus on project success and customer satisfaction, even in challenging times.”
Xu Tie, project manager at HEI, added: “For us, it was the first processing project in the paper industry, and we are proud of
this achievement in collaboration with Voith and Modern Karton. We couldn’t have asked for better partners for this endeavour.”
The scope of supply for PM6 includes Voith’s broad full-line portfolio, including the BlueLine stock preparation system with approach flow system, the XcelLine paper machine, a VariFlex Performance winder with SmoothRun vibration damping and TwinDrive double unwinding. Voith’s subsidiary Meri supplied a complete reject and sludge handling system.
Modern Karton Sanayi ve Ticaret AS is based in Istanbul, with three paper machines located in Ergene (Corlu) in the European part of Turkey, 100 km northwest of Istanbul. Founded in 1978, Modern Karton is now the largest packaging paper producer in Turkey and one of the largest packaging paper producers in Europe. The mill has an annual production capacity of more than 1.45 million tons based on 100 percent recycled fibres.
Brazilian paper maker Bo Paper Piza has ordered a complete stock preparation line with a capacity of 350 tons/day for its Jaguariaíva mill in Paraná state. The OCC (old corrugated containers) line supplied by Andritz is scheduled to start up in the second quarter of 2026.
With more than 40 years of experience, the Bo Paper Group is the largest producer of highperformance thermomechanical fibre papers in Latin America. Traditionally focused on the graphic and editorial markets, the

The Bo Paper Group is the largest producer of high-performance thermomechanical fibre papers in Latin America
company is now taking a strategic step by expanding its portfolio with packaging papers, integrating recycled fibres into its production process.
The order includes:
l A complete low-consistency pulper system and an innovative reject removal system to ensure efficient disintegration of raw material with minimal fibre loss
l Cleaning, fractionation, and screening stages including PrimeScreen X technology with the newly developed PrimeRotor for high screening efficiency with lower energy consumption
l An innovative reject treatment system with a reject compactor for dewatering to the highest possible dry content, reducing the need for plastic transportation
l Supervision of assembly, commissioning, start-up, and training.
Lithuanian tissue maker Grigeo Group has ordered a new production line for its mill at Grigiškės near Vilnius.
The order for the PM7 line is the latest move in a 15-year partnership with Toscotec following the successful installation of the PM6 tissue line in 2013 and previous smaller projects involving Yankee dryers and hood replacements on other machines within the group.
This new tissue line, with a daily production capacity of up to 250 tons, highlights the Grigeo Group’s strategic investment to double paper production while reducing energy costs. It is designed with Toscotec’s technology that significantly reduces environmental impact, specifically cutting the use of gas and fresh water.
The Ahead 2.2L tissue machine will have a web width of 5.5 metres and a design speed of up to 2,200 metres per minute. It is designed to include a TT Headbox with dilution control system for improved sheet formation, a TT Next Press to enhance the drying process, and an 18-foot TT Steel Yankee Dryer.
The machine features Toscotec’s products from Energy Pack, including a TT Turbo Dryer, developed to increase post-press dryness by using the available energy in hood exhaust, and a gas-powered TT Hood-Duo system with TT Swing technology, designed to optimise the drying process based on different production grades. It is also configured for future installation of electric heating batteries, allowing for the combined use of natural gas and electricity in the drying process. The TT Drying Equilibrium’s integration – with its automatic hood balancing system – will also enhance the air system by boosting the working speed of the fans and reducing the gas consumption of the burners.
The order also includes a Stock Preparation Plant, Water Cycle, broke line from converting, as well as the complete electric plant, and TT Brain DCS system designed by Toscotec.
A complete Optima 2600 Slitter Rewinder for double sheet width equipped with two Unwind Stands, automatic shaft handling system, a dedicated Dust Removal system and Electrification & Control complete the order.

Lithuania’s Grigeo Group has a 15-year relationship with tissue-machine supplier Toscotec
Commenting on the order, chief executive of Grigeo Group Tomas Jozonis said: “The investment in one of the fastest standard paper machines on the market – PM7 – will enable Grigeo Group to double its hygienic paper production capacity and meet the growing demand in the Baltic, Scandinavian, and Western European markets. PM7’s technology will ensure greater production efficiency and flexibility, while strengthening the Group’s position in strategic markets.”
Founded in 1823, Grigeo Group is the only paper and forest industry company in Lithuania and one of the largest in the Baltic countries. Grigeo Tissue produces 70,000 tons per year of tissue products, which are also exported to 19 countries.
Mondi is planning to install a biomass power plant at its Ružomberok integrated pulp and paper mill in Slovakia. The plant will increase the mill’s energy self-sufficiency from 75 to 90 percent, providing a more sustainable and reliable energy supply for both the mill and the local community.
The plant will replace the existing bark-fuelled boiler and is scheduled for completion in 2027. Mondi SCP is currently supplying district heating in Ružomberok, and once the new power plant is operational, it will be able to further supply energy without relying on natural gas.
The investment will meet the strictest emission standards and help to further improve air quality, says Mondi, with expected environmental benefits including a 50 percent

Mondi’s integrated pulp and paper mill at Ružomberok in Slovakia, where a biomass boiler is being installed to improve selfsufficiency
reduction in nitrogen oxide (NOx) emissions and up to 83 percent less particulate emissions as compared with the old boiler.
Mondi SCP is investing €120 million, net of subsidies from the European Union’s
Modernisation Fund which supports upgrades of energy systems and improvements in energy efficiency.
“By increasing energy self-sufficiency, the project provides long-term operational resilience and supply reliability, strengthening Mondi’s ability to deliver consistent, highquality products for its customers while also enhancing cost competitiveness,” said Joachim Grunewald, managing director of Mondi SCP.
The new power plant will use residual materials from the pulp and paper production process to generate energy. All biomass is sourced from certified forests that adhere to responsible forest management practices, thereby contributing to long-term environmental sustainability.
Visy Industries in Australia has taken delivery of a web stabilisation improvement project from Runtech Systems.
The delivery to the Gibson Island mill’s PM8 machine included RunPro Web Stabilisers for single- and double-felted drying sections and EVst pocket ventilators. Stabiliser high-release nozzles are fed with RunPro Turbo Compressors to create effective vacuum levels on sheet release point of top dryers. In addition, tail threading was updated into ropeless after the drying section with RunShooter technology.
Hannu Kääriä, sales director at Runtech Systems, commented: “From the early planning phase to commissioning, this has been a great example of what can be achieved through open communication, shared expertise and commitment on both sides. The close collaboration on-site enabled smooth execution and supported achieving the shared targets.
“The outcome is a combination of smart technology and strong teamwork: excellent runnability in both single- and double-felted drying sections, reduced draw from the press to the dryer section, and a more even paper moisture profile supported by improved pocket ventilation. Additionally, the new ropeless tail threading setup brings added safety and reliability to tail feeding in the after drying section.”
EVsf3-V high release stabilisers, together with traditional blowing nozzle stabilisers, operate without any mechanical contact with fabrics,

giving easily adjustable vacuum levels and extra low maintenance costs.
High release stabilisers together with vacuum rolls keep sheet in contact with fabric in whole slalom area and in the way provide a possibility to reduce draw between press and dryer sections without losing runnability.
Runtech adds that EVdf stabilisers improve double tier area runnability, providing better pocket ventilation at the same time. Improved pocket ventilation with proper air settings gives flat pocket humidity. This is said to result in fewer sheet breaks, more efficient sheet drying and even moisture profiles, resulting in expected improvements preventing wrinkles
and negative paper properties due to an uneven drying process.
Runtech Systems replaces traditional lubricated compressors with high-efficiency turbo compressors as standard. The RunPro Turbo Compressor supplies compressed air at between 0.3 and 0.6 bar. Its integrated variable speed drive ensures precise process control by directly adjusting the high-speed motor.
Visy, with eight paper machines in Australia producing recycled corrugated and kraft paper for the packaging and building industries, each year makes around 785,000 tonnes of recycled paper and more than 680,000 tonnes of kraft paper.
Saica Paper UK has extended its service contract with Voith for mechanical maintenance in the running of stock preparation, which started in 2019.
Supported with Voith process technology investigations, the collaboration ensures availability and performance of stock preparation at design level at the Partington mill which dates from 2011.
“Last year we had uninterrupted machine production by eliminating unplanned
stoppages from stock preparation, which improved both productivity and quality of our paper. Success of the service contract has been achieved by working with shared goals,” explains Darren Hoyle, mill maintenance manager at Saica Paper UK.
Voith’s collaborative service approach is said to rely on the long-term integration of service experts into the mill’s maintenance team. This enables transparent and accurate on-time information for timely,
flexible and proactive use of service resources.
“The proactive wear part exchange programme has eradicated unplanned stoppages and reduced overall operating costs,” said Jordan Whyatt, service technician at Voith Paper. “Plus, safety is always at the forefront of our maintenance and is reinforced, for example, through a safety card system, safety audits and toolbox talk initiatives.”
Staff at US-based Monadnock Paper Mills have been mourning the death in September of its chairman and chief executive Richard G Verney at the age of 79.
Verney devoted more than five decades to the Bennington, New Hampshire company, shaping it into a leader in speciality and sustainable papermaking while remaining deeply committed to his employees, community, and the environment.
Verney began his career at Monadnock in 1969 as a management trainee and succeeded his father as chief executive in 1978. In 1998, he established Monadnock NonWovens in Mount Pocono, Pennsylvania, to meet rising demand in healthcare, filtration, and consumer sectors.
Verney also generously gave his time and leadership to organisations that reflected his values. “If you are going to make your living in a small community, you owe it to give back,” he said. In recognition of his lifelong commitment to industry and community, the University of New Hampshire awarded Verney an Honorary Doctorate of Humane Letters in 2009.
Verney believed that the company’s strength came from its technical excellence, its people and its community.

Viktor Siewertz has been appointed as chief financial officer at PulPac, the Swedish developer of Dry Molded Fiber.
Siewertz joins PulPac from IRLAB Therapeutics AB where he has worked as financial chief since 2017. With more than 25 years of experience in finance, law, and corporate governance, he brings extensive expertise in accounting, capital markets, financial strategy, and investor relations.
Linus Larsson Green, chief executive of PulPac, commented: “We are very pleased to welcome Viktor to PulPac. His deep knowledge of capital markets, corporate governance, and financing will strengthen our leadership team as we continue to

scale Dry Molded Fiber globally.
“We are also pleased that Roderick Sundell will continue to support PulPac in a new role focusing on corporate development and want to thank him for his dedication in taking us from a start-up to the promising scale-up we are today.”
His conviction that “there’s a lot to be said for doing the right thing – simply because it’s the right thing to do” will continue to guide Monadnock’s engagement in education, conservation, and local philanthropy.
Verney is succeeded by chief executive Andrew Manns, who has been with Monadnock since 1988, first as an outside consultant and investment banker, then as finance chief and treasurer.
“Our commitment to customers, employees, and partners remains steadfast,” said Manns.
Verney is survived by his wife Dorothy; their four children; his sister Lumina Greenway; and his brother Geoffrey Verney.
Mickael Minot has been appointed as James Cropper’s brand owner director, strengthening its leadership in luxury and sustainable packaging offerings.
It is a newly-created role at the UK-based master papermaker James Cropper Paper & Packaging that positions it for growth in the luxury packaging sector.
With more than 16 years of international experience Minot has collaborated with leading fashion, beauty, and spirits brands in 80 markets, delivering packaging that marry aesthetics, performance, and environmental integrity. Minot, based in Boulogne-Billancourt, will guide multidisciplinary teams to deliver bold colour, market-leading craft, and sustainable innovation at scale.

“James Cropper has been a benchmark for luxury packaging throughout my career,” says Minot. “When this opportunity arose, it immediately felt like the perfect next chapter. Paper is unique as a luxury material because it engages two of our primary senses – sight and touch. The moment your hand feels soft, carefully crafted paper, the luxury experience has already begun.”








































Pamela Murphy European Operations Manager







In the world of pulp and paper, it’s people who unlock the greatest value.
Our 1,500 experts across 40 countries with their specialist knowledge and
Scan the QR Code to discover more

multi-generational experience, work shoulder to shoulder with customers to understand, consult and solve their biggest challenges.