• TIG Wire Straightening Cutting Machines with Embossing
• Welded Wire Mesh Lines For Mesh Rolls Or Mesh Panels
TURNKEY PROJECTS
• Plants For Galvanized Wires - Hot Dipped and Electro coated (High Speed Galvanizing Line with Nitrogen / Pad Wiping)
• Plants For M.S., H.B. & Binding Wires
• Plants For High Carbon And Alloy Steel Wires (40mm to 0.20mm)
• Plants For LRPC Wires & Strands
• Plants For Stainless Steel Wires
• Plants For Cold Ribbed Wires / Deformed Bars
• Plants For Tire Bead Wire (Bronzing Lines)
• Plants For CO2 MIG / TIG / Saw Welding Wires
• Plants for Flux-Core Welding Wires
Straight Line Wire Drawing Machine
CURRENTS OF PROGRESS
High-Tech Solar Cables Power India’s Next Energy Frontier
26. KEI Industries
Powering India’s Renewable Energy Infrastructure
30. RR Kabel
Advances Solar Cable Technology with Superior Insulation and...
36. Polycab
Emerges as Global EPC Player Amid Rising Demand for India-Made...
42. APAR
Wired for the Sun: How APAR Cables Power India’s Green...
48. Orbit Cables
Elevates Solar Cable Quality with Rigorous Testing and Standards...
58. Supermac Industries (India): Driving Growth Through Strategic Technology Partnerships
52. Sterlite Electric to Unveil a New Facility in Vadodara...
110. Urban Resilience: Building Electrical Infrastructure..
India’s Aluminium and Copper Roadmap: Vision 2047
NEWS | 134
RR Kabel Launches a Series of Future Ready Wires To Power the Homes of... Hindustan Copper Collaborates with Chile’s Codelco to Ramp Up its Production... Vedanta Aluminium to Increase Aluminium Wire Rods Production to Meet...
WIRE
60. TATA Wiron Driving Purposeful Innovations and Sustainability in the Steel Wire Segment
66. Group Nirmal Invests INR 100 Crore to Boost Capacities; Sets Benchmark with JIS Certification
80. DP Wires Ramps Up Production to 80,000 MTPA with Tech Upgrades and Product Diversification
86. Rajratan Global Wire Accelerates Growth with New Facility, Product Diversification
92. Real Ispat & Power: Driving Innovation and Sustainability in Steel Wire Manufacturing
104. Asahi Ropes Targets High-Potential Export Markets, Plans Capacity Expansion Up to 12,000 MT
120. The Compound Effect Inside LAPP’s Formula for Cable Innovation
126. Borouge: Ensuring Cable Reliability Through Quality Jacketing...
132. Vikas Ecotech’s Engineering Safer Cables for India’s Infrastructure...
112.
Currents of Progress
High-Tech Solar Cables Power India’s Next Energy Frontier
As India surges ahead in its solar journey, cable manufacturers are quietly shouldering the weight of innovation, turning a humble wire into a high-performance
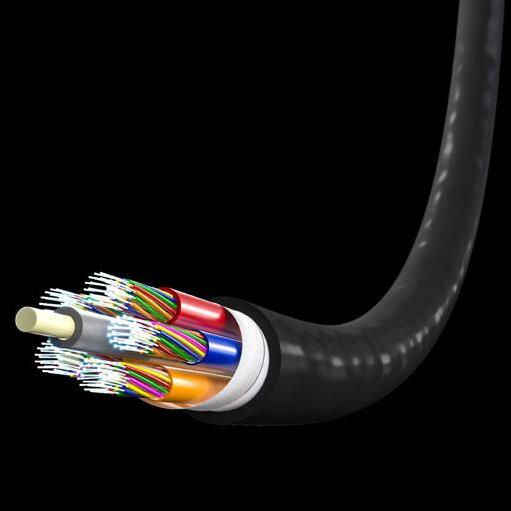
In the race toward clean energy dominance, solar panels steal the spotlight. Their sleek surfaces and sprawling installations have become visual shorthand for progress. Beneath the gleaming solar panels and precisionengineered tracking systems lies a quieter force: cables that carry the true current of India’s solar revolution. India’s solar cable manufacturers are stepping into the light, literally and metaphorically, as the backbone of the nation’s energy transition strengthens.
With solar capacity surpassing 110 GW and a 2030 target of 280 GW, the scale of deployment is unlike anything the power sector has seen. Behind each megawatt of generation lies kilometers of cabling, bearing not just electricity, but the weight of safety, durability, and long-term performance. And the rules of the game are evolving fast.
Solar Cables: Core Requirements and Voltage Classes
Not all solar installations are alike, and neither are the cables that connect them. While large-scale utility projects in India are increasingly shifting to 1.5 kV DC system architecture, a substantial portion of the market still operates at lower voltage classes such as 600 V, 1000 V, or 1100 V DC. These include rooftop systems, off-grid rural setups, and legacy commercial installations.
Regardless of voltage, solar cables are engineered to meet demanding requirements: they must be double insulated for mechanical and electrical safety, resistant to UV radiation and ozone for prolonged outdoor exposure, and capable of operating across wide temperature ranges, from –40°C to +90°C or more. In addition, they are expected to demonstrate fire retardancy, halogen-free composition, and strict compliance with standards such as IS 17293, IEC 62930, or EN 50618.
While the move to 1.5 kV systems is driven by the need to lower balance-of-system (BOS) costs and transmission losses in sprawling solar parks, lower-voltage cables continue to play a vital role in India’s diverse solar ecosystem. Manufacturers today are expected to offer a full portfolio of voltage-
grade cables, optimized for both emerging technologies and existing market realities.
Rewiring for 1.5 kV
As utility-scale solar farms shift to 1.5 kV DC architecture to reduce BOS costs and improve efficiency, the demands on cable performance have multiplied. For many manufacturers, this isn’t just a technical tweak; it’s a rethinking of solar cable architecture. “We have proactively re-engineered our solar cable designs to align with the shift towards 1.5 kV DC architecture,” says Anil Gupta, CMD, KEI Industries.
The evolution has seen the shift from traditional PVC-based insulation to halogen-free, cross-linked polyolefin compounds capable of withstanding high ambient temperatures, UV exposure, and thermal cycling typical of Indian solar parks.
Moreover, higher voltages bring higher stress, not only on insulation, but also on thermal aging and reliability. Indian cable makers are responding with reinforced insulation compounds, enhanced thermal class materials, and designs optimized for minimal voltage drop over long distances. “Our cables feature enhanced insulation with higher thermal endurance and improved dielectric properties. These advancements allow our products to perform reliably under higher voltages and elevated temperatures, ensuring reduced transmission losses and extended service life,” informs Anil Gupta.
RR Kabel echoes this transformation. “Our latest DC solar cables incorporate enhanced insulation and superior thermal stability, delivering exceptional long-term reliability even under high-voltage conditions,” shares Shreegopal Kabra, Promoter & President, RR Global.
The E-Beam Advantage
Enter electron beam (e-beam) crosslinking, a technology long trusted
SOLAR CABLES
in aerospace and railways, now defining the future of solar. “Electron beam (e-beam) cross-linking is integral to KEI Industries’ solar cable manufacturing process,” says Anil Gupta.
E-beam treated cables offer superior thermal endurance. “It offers superior mechanical strength, enhanced UV and ozone resistance, and long-term thermal stability,” adds Anil Gupta.
Unlike chemical cross-linking, this process eliminates risks of under- or over-curing, ensuring consistency. “E-beam cross-linking is an essential part of the curing process for cables, specifically for solar cables which need to be exposed to atmospheric conditions throughout their life span,” informs Amit Agarwal of Orbit Cables.
Cross-linking at the molecular level alters the internal structure of polymer chains, bonding them into a tightly woven, three-dimensional network. E-beam cross-linking is no longer a premium exception. It is becoming a defining marker of cable durability and design maturity.
While e-beam infrastructure comes with a capital cost, manufacturers argue the lifetime cost-benefit ratio is a clear win, especially when project developers factor in 25year performance warranties and the growing insistence on fire and environmental safety.
Shreegopal Kabra elaborates: “Unlike conventional methods, e-beam technology achieves crosslinking at the molecular level... Although the initial investment is higher, e-beam cables offer unparalleled longevity and costefficiency over the project’s lifetime.”
Floating, Hybrid, and the New Normal
India already has several large-scale floating solar plants in operation. Hybrid solar-plus-storage systems are also reshaping infrastructure
demand. SECI has floated a tender for 2,000 MW of solar projects co-located with battery energy storage systems (BESS), while SJVN has awarded a 150 MW, 300 MWh solar-storage hybrid to Sembcorp, scheduled for operation within two years.
The rise of floating solar systems and hybrid solar-plus-storage plants is challenging cables to adapt not just electrically, but environmentally. These floating and hybrid installations impose new and stringent requirements on solar cables.
Manufacturers now specify antiwicking, water-resistant sheathing, UV-stabilized insulation, and multilayer moisture barriers tailored to prolonged submersion and high humidity. Shreegopal Kabra states: “A key differentiator in our offering is our adherence to AD8 compliance, which signifies suitability for continuous submersion in water.”
The combination of solar generation, storage electronics, and fluctuating loads also needs cables with consistent conductivity, minimal degradation under thermal cycling, and firerated designs even in moisture-rich environments.
Indian cable firms have begun type testing under conditions simulating 20,000 hours of immersion, mechanical load, extreme weather, and ozone exposure to meet standards such as IS 17293 and IEC 62930, even aligning to export-grade EN 50618 norms. “Our cables have been type tested for endurance over a period of 20,000 hours... subjected to various extreme stresses... such as immersion in water, mechanical stresses, extreme weather conditions,” states Amit Agarwal, reinforcing Orbit Cables’ endurance credentials.
Anil Gupta adds, “For floating solar, we provide water-resistant cables with tight sheathing, superior UV stability, and anti-wicking properties... These
SOLAR CABLES
innovations allow our products to adapt seamlessly to the evolving solar landscape.”
Hybrid solar-plus-storage systems subject cables to dynamic load conditions, high-frequency switching, and densely packed electronics, creating thermal stress and electromagnetic interference (EMI) risks.
In such environments, effective EMI shielding is essential to ensure signal integrity, system stability, and long-term cable performance. “…our cables offer high Electromagnetic Interference (EMI) shielding to ensure stable performance in hybrid and storage-integrated systems,” says Anil Gupta.
“To address hybrid system challenges, we offer shielded cables with low transfer impedance for EMI mitigation and enhanced grounding integrity, ensuring safety in sensitive installations,” adds Shashi Amin of APAR Industries.
The Pursuit of Trust
In the high-stakes world of solar infrastructure, cable reliability is non-
negotiable, and trust is built through rigorous compliance and repeatable testing. Indian manufacturers have significantly strengthened their quality frameworks to meet both domestic regulations and international benchmarks.
At the core of these efforts are standards like IS 17293, the BISmandated specification for solar DC cables in India, and general test methods from the IS 10810 series. RR Kabel confirms that “our solar cables are manufactured in compliance with IS 17293... tested under the protocols laid out in the IS 10810 series and relevant IEC methods.” APAR adds that its cables are BIS-certified and tested against IEC 60228, IEC 60502, and IEC 62930.
Compliance doesn’t end at domestic borders. Leading manufacturers such as KEI, APAR, Polycab, and RR Kabel routinely certify cables to EN 50618, IEC 62930, UL 4703, and TÜV 2 Pfg 1169/08.2007 specifications. APAR confirms its compliance with Construction Products Regulation (CPR) standards for Europe, while Polycab adds certifications from BASEC (British Approvals Service for
Cables), CE, RoHS, and REACH. Both APAR and Polycab operate NABLaccredited labs, and the latter notes that “our NABL ISO 17025-accredited labs conduct extensive testing aligned with IS, IEC, UL, and BS standards.”
Fire safety remains a critical parameter. Cables are tested for flame retardancy under IEC 60332, halogen content under IEC 60754, and smoke density via IEC 61034. Manufacturers offer products conforming to FR, FRLS, and LSZH ratings. APAR specifies that its solar harnesses and cables undergo “comprehensive testing against IEC fire safety protocols and 25+ years of simulated lifecycle exposure including UV, moisture, and dielectric stress.”
Lifecycle validation is a common thread. All companies report accelerated aging, spark testing, high-voltage withstand, and mechanical impact resistance. Orbit Cables highlights “20,000hour endurance simulations” and a four-tier documentation system to ensure repeatable quality. Polycab adds torsion resistance, hydrolysis tests, and UV aging per UL 1581 and ASTM 154, especially for floating and hybrid solar applications, where their
“AD8-rated cables” are engineered for continuous water submersion. APAR similarly notes its compliance with EN 50525-2-21:2011 (AD8) for floating systems, and includes features like low transfer impedance shielding for EMI mitigation in storage-integrated designs.
These measures are not merely checkboxes. As global EPCs seek reliable sourcing partners beyond China, Indian cable manufacturers like APAR and Polycab report surging export interest. “There is growing demand internationally... certifications like TÜV, UL 4703, and CPR are increasingly sought after by clients across Europe, North America, and the Middle East,” states APAR.
Polycab echoes this sentiment: “There has been an increase in global demand for India-made solar cables, driven by the ‘China+1’ strategy and the global renewable energy push… Polycab has emerged as a preferred partner across the US, Europe, and Asia-Pacific.”
As India seeks to position itself as a global hub for solar cable exports, this growing alignment with global norms, and the systems that uphold them, is transforming cable manufacturing from a commodity business to a compliance-first, quality-led industry. While challenges around certification costs, talent gaps, and price-driven procurement remain, top-tier players are proving that India can effectively meet world-class benchmarks.
Material Innovation & Market
Solar cable innovation begins at the molecular level with materials that can withstand decades of heat, stress, and UV exposure while delivering uninterrupted performance. As solar parks scale in size and complexity, manufacturers are turning to advanced compounds and high-purity metals to push the boundaries of reliability. “We are witnessing the increased adoption of high-conductivity copper and halogen-free, low-smoke insulation compounds,” says Anil Gupta of KEI
SOLAR CABLES
Industries.
RR Kabel complements this with a sharp focus on material sourcing and process optimization. “We maintain a diversified sourcing strategy and invest in ongoing R&D to enhance material efficiency while maintaining superior performance,” informs Shreegopal Kabra.
Indian solar cable manufacturers typically use electrolytic copper conforming to ASTM B-170 for high conductivity, and IS 8130 for domestic compliance with conductor standards as mandated under BIS.
For cable manufacturers operating in humid, high-UV, or chemically corrosive regions, compound formulation is critical. Polycab highlights its use of electron-beam crosslinked insulation, highperformance thermoset compounds like XLPO and EPR, and hydrolysisresistant sheathing designed for longterm durability in humid, coastal, and high-temperature solar installations.
As solar demand accelerates across continents, Indian manufacturers are making strong strides into export markets. “There is a strong and growing interest from global EPCs in Indian-manufactured solar cables…Our ability to meet these stringent global benchmarks…has made KEI Industries a preferred partner for solar infrastructure across borders,” notes Anil Gupta.
Amit Agarwal agrees: “…with the metal pricing being made compatible with London Metal Exchange (LME), and other government policies have helped Indian manufacturers to compete in the international market at par with international competition.”
But export readiness is not only about compliance; it’s about supply resilience, documentation, and support infrastructure. RR Kabel emphasizes that what sets them apart is not just compliance, but a comprehensive approach that includes “performance
documentation, warranty support, traceability, and life cycle assessment,” all of which are critical, especially for utility-scale solar exports.
From conductor to compound, Indian solar cable makers are evolving into global-grade solution providers balancing performance and compliance, while endeavoring to attain cost efficiency with a strong foundation in material science and scalable manufacturing.
The Challenges Within
While India’s solar cable industry is rapidly evolving, it is not without its set of structural and operational constraints. Shreegopal Kabra cautions that the ecosystem still wrestles with some hard realities: “The key challenges include the rising costs and complexity of obtaining multiple certifications, a limited pool of skilled labour, and the persistence of pricedriven procurement mindsets.” These intertwined issues hamper both agility and quality advancement.
Adding to this, Amit Agarwal flags the high cost and limited availability of electron-beam accelerators as a critical infrastructure gap. “…there are a lot of checks and controls from the government in installing an e-beam accelerator. It practically takes two years or more to procure and install the e-beam system,” he informs. He is of the opinion that “government agencies or private manufacturers” should take the initiative to produce e-beam accelerators “in the country.” This would help lower investment costs for cable manufacturers and significantly reduce the time required to establish production facilities.
Amit Agarwal also expresses concern over unregulated players in the domestic market, warning that “major challenges in solar cable manufacturing are from unorganized sector manufacturers who misguide and dole out sub-standard material without any control from the certification and standards body.”
APAR’s Shashi Amin too echoes several of these challenges in the solar cable landscape. The company points to “significant costs and lead times associated with certifications like TÜV, UL, and CPR,” which slow down market access. He also flags “commoditisation and quality compromises” driven by price-sensitive procurement trends. Additionally, he underlines persistent “skilled workforce shortages,” which complicates the adoption of evolving technologies such as e-beam crosslinking and halogen-free compounds.
Polycab brings attention to a different facet of risk: quality dilution through aggressive cost bidding. It warns that an aggressive focus on lowest-cost bidding, especially in tenders, often results in “compromised quality,” with non-compliant cables being “mislabelled with BIS/TÜV/UL logos.”
Polycab also cites delays and costs
SOLAR CABLES
associated with meeting export-grade norms: “Expensive third-party audits, recurring costs and long lead times for global certifications such as UL, EN 50618, and TÜV also pose barriers.” On the shop floor, there’s another layer of challenge: “…there is a skills gap in areas like polymer compounding, quality testing, and precision manufacturing, particularly for advanced processes like e-beam cross-linking.”
KEI’s Anil Gupta affirms several of these concerns, pointing to the broader landscape of hurdles: “The industry faces challenges like high certification costs, unorganized sector competition, and price-sensitive procurement trends.” The company also underlines the need for state support: “We also advocate for policylevel incentives to promote ‘Make-InIndia’ products that adhere to quality standards, thus contributing to a robust manufacturing ecosystem.”
Silent Backbone
In India’s solar surge, cables have transcended their traditional role as passive conductors. Today, they are intelligent enablers of performance, safety, and long-term viability, designed not just to carry current, but to withstand climate. These cables are manufactured to adapt to new architectures and assure compliance across global benchmarks. Every meter of solar cable now embodies material innovation and rigorous testing.
In the global race to electrify sustainably, India’s solar cable sector is emerging as a benchmark in its own right. This evolution reflects a deeper truth: that the strength of any energy transition lies not just in generation, but in the quiet, resilient infrastructure that supports it. Cables, invisible yet indispensable, are now firmly at the heart of India’s green energy transition.
KEI Industries Powering India’s Renewable Energy Infrastructure
Mr. Anil Gupta,
Chairman and Managing Director, KEI Industries Limited
KEI Industries is advancing the future of renewable energy infrastructure with high-performance solar cables that comply with rigorous IEC and TUV standards. Designed with Electromagnetic Interference (EMI) shielding, these cables deliver stable performance across hybrid and storage-integrated systems. In an exclusive interview with Wire & Cable India, Mr. Anil Gupta, Chairman and Managing Director, KEI Industries Limited, highlights the company’s continuous investments in advanced testing facilities and sustainable cable innovations, to align with the country’s ‘Viksit Bharat’ vision. The company is also pursuing international collaborations, contributing to India’s position as not just a manufacturing hub, but as a global leader in energy infrastructure solutions.
Wire & Cable India: As India increasingly adopts 1.5 kV DC system architecture in largescale solar installations to reduce BOS costs and improve system efficiency, how has your company adapted its solar cable design, especially in terms of insulation, thermal performance, and long-term reliability?
Anil Gupta: At KEI Industries, we have proactively re-engineered our solar cable designs to align with the shift towards 1.5 kV DC architecture. Our cables feature enhanced insulation with higher thermal endurance and improved dielectric properties. These advancements allow our products to perform reliably under higher voltages and elevated temperatures, ensuring
SOLAR CABLES
reduced transmission losses and extended service life. Through such innovation, we are supporting the creation of a ‘Viksit Bharat’, a selfreliant India powered by efficient and future-ready renewable infrastructure.
WCI: What role does electron beam (e-beam) cross-linking technology play in your solar cable manufacturing, and how does it compare to conventional cross-linking methods in terms of performance and costefficiency?
AG: Electron beam (e-beam) crosslinking is integral to KEI Industries’ solar cable manufacturing process. It offers superior mechanical strength, enhanced UV and ozone resistance, and long-term thermal stability. Unlike conventional chemical cross-linking, e-beam doesn’t require additives or post-curing, making the process cleaner and more consistent.
While initial setup costs are higher, the long-term durability and maintenancefree operation deliver a significantly better cost-to-performance ratio. This technology is a cornerstone in our mission to deliver high-quality products that meet both domestic and international benchmarks.
WCI: With floating solar and hybrid solar-plus-storage
systems on the rise, how are your cables engineered to handle environmental extremes like water submersion, high UV exposure, or EMI interference?
AG: Our solar cables are engineered with robust materials that meet stringent IEC and TUV standards, ensuring performance even in the harshest conditions. For floating solar, we provide water-resistant cables with tight sheathing, superior UV stability, and anti-wicking properties.
Additionally, our cables offer high Electromagnetic Interference (EMI) shielding to ensure stable performance in hybrid and storage-integrated systems. These innovations allow our products to adapt seamlessly to the evolving solar landscape while supporting India’s energy transition goals.
WCI: Can you walk us through your quality assurance processes, especially with respect to BIS compliance, fire safety, and lifecycle testing under IS or IEC standards?
AG: At KEI Industries, quality assurance is embedded at every stage from raw material inspection to final dispatch. We conduct extensive lifecycle testing, including thermal aging, fire retardancy (FR/FRLS/
We are witnessing the increased adoption of high-conductivity copper and halogen-free, lowsmoke insulation compounds in solar cables.
LSZH), UV exposure, and mechanical impact resistance. Our in-house NABL-accredited lab ensures that every batch meets global standards, reinforcing our brand promise of safety, reliability, and longevity.
WCI: What raw material trends are you observing, particularly in conductor metals and insulation compounds? How are you balancing performance with price volatility?
AG: We are witnessing increased adoption of high-conductivity copper and halogen-free, low-smoke insulation compounds. Given the volatility in global copper prices and polymer availability, KEI Industries focuses on long-term supplier partnerships and volume-based procurement to stabilize costs. Our R&D team continuously optimizes material usage without compromising safety or performance, ensuring competitive pricing while upholding product excellence.
There is a strong and growing interest from global EPCs in Indian-manufactured solar cables. To meet these stringent global benchmarks, we combined scalable production with timely delivery, making KEI Industries a preferred partner for solar infrastructure across borders.
WCI: Are you seeing increased traction from global EPCs or exports for Indian-made solar cables? If yes, what benchmarks or certifications are most demanded internationally?
AG: There is a strong and growing interest from global EPCs in Indian-manufactured solar cables. Our ability to meet these stringent global benchmarks, combined with scalable production and timely delivery, has made KEI Industries a preferred partner for solar infrastructure across borders.
WCI: What are the key challenges solar cable manufacturers in India face today whether it’s certification costs, skilled workforce shortages, or price-driven procurement? How are you tackling them?
SOLAR CABLES
AG: The industry faces challenges like high certification costs, unorganized sector competition, and pricesensitive procurement trends. At KEI Industries, we tackle these by investing in continuous skill development, leveraging automation for consistency, and maintaining transparency with our customers about long-term value versus short-term cost.
We also advocate for policy-level incentives to promote ‘Make-InIndia’ products that adhere to quality standards, thus contributing to a robust manufacturing ecosystem.
WCI: Finally, how is India’s solar cable manufacturing, especially in terms of material technology, certifications, and testing infrastructure, as compared with global
benchmarks like those followed in Europe, the U.S., or East Asia? What areas still need improvement for India to become a global supply hub?
AG: India has made significant strides, especially in terms of technology adoption, production capacity, and export readiness. However, areas like advanced testing infrastructure, faster certification processes, and government-backed R&D clusters still need strengthening.
At KEI Industries, we are committed to bridging this gap through continual investment in testing labs, international collaborations, and innovation in sustainable cable technologies. As we support the vision of a ‘Viksit Bharat’, we see India not just as a manufacturing hub but a global leader in energy infrastructure solutions.
We have proactively re-engineered our solar cable designs to align with the shift towards 1.5 kV DC architecture.
Electricit y is Life
Power Cables fr
RR Kabel Advances Solar Cable Technology with Superior Insulation and AD8 Compliance
RR Kabel is developing advanced insulation and sheathing formulations- it operates an in-house EBXL line along with automated quality control systems to ensure its solar cables perform reliably even under harsh conditions. In an exclusive interview with Wire & Cable India, Mr. Shreegopal Kabra, Promoter and President of RR Global, highlighted how RR Kabel’s adherence to AD8 compliance sets its solar cables apart—making them suitable for continuous submersion in water, a critical requirement for floating solar installations. Additionally, RR Kabel has introduced DC solar cables with enhanced insulation and high-grade thermal stability, ensuring long-term reliability under demanding high-voltage conditions.
Wire & Cable India: As India increasingly adopts 1.5 kV DC system architecture in largescale solar installations to reduce BOS costs and improve system efficiency, how has your company adapted its solar cable design, especially in terms of insulation, thermal performance, and long-term reliability?
Shreegopal Kabra: As India increasingly adopts 1.5 kV DC systems for large-scale solar installations, we have proactively upgraded our cable designs to meet these new demands.
Our latest DC solar cables incorporate enhanced insulation and superior
Mr. Shreegopal Kabra, Promoter and President of RR Global
SOLAR CABLES
We rigorously ensure compliance through comprehensive lifecycle testing, robust fire resistance evaluations, UV stability assessments, and real-world thermal, mechanical and electrical stress simulations.
thermal stability, delivering exceptional long-term reliability even under high-voltage conditions.
Our products conform to IS 17293, India’s governing standard for solar DC cables, while also aligning with international benchmarks like EN 50618 and IEC 62930.
We’ve invested in developing advanced formulations that maintain insulation and sheathing integrity at elevated temperatures. Our designs also account for UV exposure, thermal cycling, and mechanical flexibility required in utility-scale installations.
We ensure our cables maintain peak performance throughout their 25+ year service life, making it ideal for India’s aggressive solar deployment goals.
WCI: What role does electron beam (e-beam) cross-linking
technology play in your solar cable manufacturing, and how does it compare to conventional cross-linking methods in terms of performance and costefficiency?
SK: Electron beam (e-beam) crosslinking has become a cornerstone of our cable manufacturing process. Unlike conventional methods, e-beam technology achieves crosslinking at the molecular level using high-energy electrons that enables uniform crosslinking of polymers throughout both insulation and sheath layers, delivering outstanding thermal, mechanical, and UV resistance even under prolonged outdoor harsh conditions.
This process eliminates risks of under or over-curing, guaranteeing consistent product quality. Although the initial investment is higher, e-beam cables offer unparalleled longevity and cost-efficiency over the project’s
lifetime, particularly when deployed in demanding outdoor environments.
WCI: With floating solar and hybrid solar-plus-storage systems on the rise, how are your cables engineered to handle environmental extremes like water submersion, high UV exposure, or EMI interference?
SK: At RR Kabel, we have specifically designed solar cables for challenging environments like floating solar parks or hybrid solar plus storage systems, by incorporating high-grade, waterresistant and UV stabilized insulation compounds. These materials retain mechanical strength, flexibility, and insulation resistance even in submerged or damp conditions over extended lifecycles.
A key differentiator in our offering is our adherence to AD8 compliance,
SOLAR CABLES
Every cable undergoes 100% in-line spark and high-voltage testing, reinforced by accelerated aging tests, guaranteeing long-term safety, reliability, and performance for our customers.
which signifies suitability for continuous submersion in water which is a crucial requirement for floating solar installations. Our cables undergo rigorous testing for water absorption, submersion endurance, and UV aging in line with both IS 17293 and international standards like EN 50618 & IEC 62930.
WCI: Can you walk us through your quality assurance processes, especially with respect to BIS compliance, fire safety, and lifecycle testing under IS or IEC standards?
SK: Quality assurance is embedded in every phase of our cable manufacturing, from raw material inspection to final delivery. We conduct routine, type, and acceptance testing, on every batch manufactured at RR Kabel.
All our solar cables are manufactured in compliance with IS 17293, the BISmandated standard, and tested under the protocols laid out in the IS 10810 series and relevant IEC methods.
We rigorously ensure compliance through comprehensive lifecycle testing, robust fire resistance evaluations, UV stability assessments, and real-world thermal, mechanical and electrical stress simulations.
Every cable undergoes 100% inline spark and high-voltage testing, further reinforced by accelerated aging tests, guaranteeing long-term safety, reliability, and performance for our customers. Further, every batch is digitally logged, making our traceability and documentation process seamless for audits, certifications, and exports.
WCI: What raw material trends are you observing, particularly in conductor metals and insulation compounds? How are you balancing performance with price volatility?
SK: We are seeing a growing trend toward high-conductivity copper and advanced halogen-free, flameretardant compounds for insulation and sheathing.
In response to fluctuating global copper prices, we maintain a diversified sourcing strategy and invest in ongoing R&D to enhance material efficiency while maintaining superior performance.
RR Kabel leverages its backward integration in polymer manufacturing, enabling both material consistency and cost control. Through continuous design optimization, we ensure costeffectiveness for our end-users without sacrificing quality or reliability.
WCI: Are you seeing increased traction from global EPCs or exports for Indian-made solar cables? If yes, what benchmarks or certifications are most demanded internationally?
SK: There is increasing demand from global EPCs and export markets for Indian-manufactured solar cables. Internationally recognized certifications such as IEC 62930 and EN 50618 along with REACH, RoHS and CE compliance are particularly valued by customers.
Our cables are rigorously benchmarked against these global requirements, ensuring they meet the requirements for export to Europe, Southeast Asia, and Africa. What sets us apart is our ability to meet not just compliance standards but also performance documentation, warranty support, traceability, and life cycle assessment of the products exported, critical for utility-scale projects especially in the export markets.
Our in-house electron beam crosslinked (EBXL) line and automated quality control (QC) systems make us a preferred partner for solar developers who prioritize long-term system uptime, low maintenance, and global compatibility.
WCI: What are the key challenges solar cable manufacturers in India face today: whether it’s certification costs, skilled workforce shortages, or price-driven procurement? How are you tackling them?
SK: The Indian solar cable manufacturing industry is evolving rapidly, but not without facing considerable hurdles.
The key challenges include the rising costs and complexity of obtaining multiple certifications, a limited pool of skilled labour, and the persistence
SOLAR CABLES
We maintain a diversified sourcing strategy and invest in ongoing R&D to enhance material efficiency while maintaining superior performance.
of price-driven procurement mindsets in a highly competitive market. These issues often hinder innovation, compromise product quality, and impact long-term system performance.
Another critical challenge lies in educating both small-scale contractors and large-scale project developers about the importance of adhering to the Government of India’s latest regulations, such as the mandatory use of ISI-marked solar cables under the Quality Control Order (QCO). Despite the government’s clear directive, awareness and compliance remain inconsistent across the value chain.
cheaper, non-compliant products continue to flood the market unchecked.
To address these multifaceted challenges, we have adopted a comprehensive strategy:
Workforce Development: We are building internal capability through structured training programs, ensuring our teams are up to date with evolving technical standards and global best practices.
Process Automation: We have automated key areas of production and quality testing, which not only improves precision but also reduces
regulatory bodies to advocate for stronger implementation of quality standards and to streamline certification processes.
Stakeholder Education: We are actively engaged in educating EPC contractors, consultants, and project developers about the risks of substandard products and the longterm advantages of using certified, high-quality cables. Our goal is to shift the dialogue from initial cost to lifecycle value and reliability.
By addressing both market and regulatory challenges head-on, we aim to raise the overall standard of
Polycab Emerges as Global EPC Player Amid Rising Demand for India-Made Solar Cables
Polycab is leveraging advanced insulation materials like XLPO and LSZH to enhance UV resistance, flame retardancy, and extend the operational lifespan of its solar cables. In an exclusive interview with Wire & Cable India, Mr. Anurag Agarwal, CEO, Global Exports & New Businesses, Polycab India, highlights that the rising global demand for India-made solar cables, driven by the ‘China+1’ strategy and the global shift toward renewable energy, has positioned Polycab as a preferred partner for EPCs across North America, Europe, the Middle East, and Asia-Pacific. The company is recognized for delivering highperformance, regulation-compliant, and tailor-made cable solutions that meet global quality benchmarks across solar and other cable segments.
Wire & Cable India: As India increasingly adopts 1.5 kV DC system architecture in largescale solar installations to reduce BOS costs and improve system efficiency, how has your company adapted its solar cable design, especially in terms of insulation, thermal performance, and long-term reliability?
Anurag Agarwal: Polycab has strategically upgraded its solar cable design to meet the evolving demands of 1.5 kV DC architecture, which is increasingly adopted in largescale solar projects to reduce BOS (Balance of System) costs and enhance efficiency.
The cables feature electron beam crosslinked halogen-free compounds for both insulation and sheathing, offering superior thermal and mechanical performance. With enhanced dielectric strength, they minimize leakage and ensure long-term insulation integrity across a 25-30 year lifespan. These cables are engineered to withstand a wide operating temperature range from -40°C to +120°C, and up to +250°C during short circuits.
Built for Indian climatic extremes, the cables also offer high UV, ozone, and
Mr. Anurag Agarwal, CEO, Global Exports & New Businesses, Polycab India
SOLAR CABLES
To cater to the rising deployment of floating and hybrid solar-plus-storage systems, Polycab has developed AD8-rated cables for water submersion, incorporating water-tight sheathing with hydrolysis-resistant cross-linked insulation.
moisture resistance, along with nylon jackets and abrasion-proof sheaths for underground installations. Fully compliant with EN 50618, UL 4703, TÜV 2 Pfg 1169/08.07, IS 17293, IEC 62930, RoHS, and REACH, these cables are built for global deployment with proven reliability.
WCI: What role does electron beam (e-beam) cross-linking technology play in your solar cable manufacturing, and how does it compare to conventional cross-linking methods in terms of performance and costefficiency?
AA: E-beam cross-linking plays a pivotal role in enhancing the durability, safety, and performance of Polycab’s solar cables. Unlike conventional chemical cross-linking, this technology creates a stable 3D polymer network at the atomic level, resulting in superior thermal endurance, mechanical strength, and longevity. Cables produced using this method operate safely at 120°C and withstand up to 250°C during short circuits significantly higher than traditional methods. They exhibit lower dielectric loss, higher insulation resistance, and improved UV and hydrolysis resistance, especially in humid or submerged environments.
While the upfront cost of e-beam cables may be higher, their extended lifecycle, minimal degradation, and reduced maintenance needs offer significant long-term savings and system-level efficiency for EPCs and developers.
WCI: With floating solar and hybrid solar-plus-storage
systems on the rise, how are your cables engineered to handle environmental extremes like water submersion, high UV exposure, or EMI interference?
AA: To cater to the rising deployment of floating and hybrid solar-plusstorage systems, Polycab has developed cables designed to perform under extreme environmental conditions. These cables are AD8-rated for water submersion and incorporate watertight sheathing with hydrolysisresistant cross-linked insulation. UV-stabilized outer sheaths, compliant with UL 1581 and ASTM 154, protect against prolonged sun exposure, while a wide operational temperature range of -40°C to +120°C ensures durability in all climates. Additional features such as anti-rodent and anti-termite protection, torsion resistance, and halogen-free, lowsmoke characteristics further enhance their suitability for complex and varied installation environments.
WCI: Can you walk us through your quality assurance processes, especially with respect to BIS compliance, fire safety, and lifecycle testing under IS or IEC standards?
AA: We maintain stringent quality assurance practices to ensure safety, compliance, and longevity across the company’s cable portfolio. All products under the Compulsory Registration Scheme (CRS) are manufactured in BIS-certified facilities in accordance with IS 694, IS 7098 (Parts 1–3), IS 9968, and IS 1554. Fire safety is a key priority, with cables tested for flame retardance, low smoke density, and fire survival as per IS and BS standards.
Furthermore, lifecycle testing includes accelerated aging, voltage withstand, UV resistance, water immersion, and mechanical durability checks. Our production lines are integrated with SCADA-based process control, statistical quality systems, and complete traceability.
Polycab’s certifications include BIS, CE, TÜV Rheinland, UL, ISO 9001:2015, ISO 14001, ISO 45001, and NABL accreditation for our in-house test labs, ensuring adherence to both domestic and global benchmarks.
WCI: What raw material trends are you observing, particularly in conductor metals and insulation compounds? How are you balancing performance with price volatility?
AA: In the past few years, raw material markets have been highly volatile, with fluctuations in copper, aluminium, and PVC prices driven by global macroeconomic shifts and supply chain disruptions.
At Polycab, we proactively manage exposure to metal pricing through LME-linked contracts and fair value hedge accounting. On the insulation front, we are increasingly adopting high-performance compounds such as XLPO, EPR, and LSZH—infact, many such proprietary compounds are developed in-house by our polymer R&D team.
These compounds improve thermal stability, flame retardance, and longevity without significantly impacting cost dynamics. This balanced approach enables us to deliver high-quality, compliant
At Polycab, we proactively manage exposure to metal pricing through LME-linked contracts and fair value hedge accounting.
SOLAR CABLES
We are increasingly adopting high-performance compounds such as XLPO, EPR, LSZH, and many such proprietary compounds that are developed in-house by our polymer R&D team.
products while maximising profitability and maintaining steady market growth.
WCI: Are you seeing increased traction from global EPCs or exports for Indian-made solar cables? If yes, what benchmarks or certifications are most demanded internationally?
AA: There has been an increase in global demand for India-made solar cables, driven by the ‘China+1’ strategy and the global renewable energy push. The world is set to add more than 500 gigawatts (GW) of renewable energy capacity by 2030. Adding to this momentum, Polycab has emerged as a preferred partner for EPCs across North America, Europe, the Middle East, and Asia-Pacific, known for delivering high-performance, tailor-made
and regulation-compliant products.
Our solar cables meet key global certifications such as EN 50618, IEC 62930, UL 4703, TÜV 2 Pfg 1169/08.2007, and are also RoHS and REACH compliant. Additional accreditations from BASEC (British Approvals Service for Cables) and UL (Underwriters Laboratories) reinforce our credibility in high-specification applications. Beyond certifications, our ability to customize products for different regional regulatory frameworks has strengthened our global footprint and appeal.
WCI: What are the key challenges solar cable manufacturers in India face today: whether it’s certification costs, skilled workforce shortages, or price-driven procurement? How are you tackling them?
AA: India’s solar cable manufacturing sector is growing quickly, but it faces challenges related to price-driven procurement, certification complexity, and talent shortages.
The aggressive focus on lowest-cost bidding, especially in tenders, can lead to compromised quality, with non-compliant cables sometimes mislabelled with BIS/TÜV/UL logos.
Expensive third-party audits, recurring costs and long lead times for global certifications such as UL, EN 50618, and TÜV also pose barriers.
Additionally, there is a skills gap in areas like polymer compounding, quality testing, and precision manufacturing, particularly for advanced processes like e-beam cross-linking.
Polycab addresses these challenges through continuous investment in automation, R&D, compliance, and workforce training.
WCI: Finally, how is India’s solar cable manufacturing, especially in terms of material technology, certifications, and testing infrastructure, as compared with global benchmarks like those followed in Europe, the U.S., or East Asia? What areas still need improvement for India to become a global supply hub?
AA: India’s solar cable manufacturing capabilities have improved significantly, now competing with international standards in many aspects. Polycab and other leading players are leveraging advanced insulation materials like XLPO and LSZH, delivering enhanced UV resistance, flame retardancy, and extended operational lifespan.
Our NABL ISO 17025-accredited labs conduct extensive testing aligned with IS, IEC, UL, and BS standards, ensuring global quality benchmarks are met.
However, the broader industry still requires expansion of test facilities, faster and harmonized certification processes, and alignment of domestic standards with international norms to ease cross-border commerce.
Going forward, continued investment in material innovation, especially in sustainable and recyclable compounds, will be critical to position India not just as a high-volume producer, but as a global leader in value-added solar cable solutions.
Our NABL ISO 17025-accredited labs conduct extensive testing aligned with IS, IEC, UL, and BS standards, ensuring global quality benchmarks are met in the cable solutions.
Lithomer
Plasticizers
· Cutting down on waste and rejects during production
· Instant color change during production
· Simple handling and operation
· Extreme small amount of pre-mixed material
· Reduction of setup/production cost
· Synchronized operation (speed of dosing unit synchronized with speed of production machine)
Trusted source for wire and cable since decades
Wired for the Sun: How APAR Cables Power India’s Green Revolution
In an exclusive conversation with Wire & Cable India, Mr. Shashi Amin, CEO of APAR Cable Solutions, discusses how the company is powering India’s solar ambitions by delivering advanced 1.5 kV DC-compatible solar cables and harnesses. APAR is leveraging e-beam crosslinking technology to ensure superior thermal endurance, environmental resistance, and 25+ years of product life. With TÜV, UL, and CPR certifications, and strong global traction, APAR continues to innovate for utility-scale, floating, and hybrid solar projects, reducing BOS costs while meeting international benchmarks.
Wire & Cable India: As India increasingly adopts 1.5 kV DC architectures to reduce BOS costs and improve efficiency, how has APAR adapted its cable designs regarding insulation, thermal performance, and reliability?
Shashi Amin: APAR evolved its solar cable design to support these highervoltage configurations by utilising e-beam crosslinked insulation and sheathing made from halogen-free thermoset compounds. This approach delivers enhanced dielectric strength, thermal class up to 120°C continuous operation, and broad environmental resilience including UV, and ozone resistance.
This improvement allows for reduced conductor cross-sections without compromising ampacity, optimising current density and lowering BOS costs. Our products undergo rigorous type testing to meet global standards, ensuring robust performance and a lifespan exceeding 25 years.
Additionally, we supply value-added solar harnesses that can reduce electrical contractor installation costs by over 30%, cut cable consumption by more than 30%, and prevent over 10% of cable wastage typically caused during direct installation. This makes
Mr. Shashi Amin , CEO, APAR Cable Solutions
SOLAR CABLES
We supply value-added solar harnesses that can reduce electrical contractor installation costs by over 30%, cut cable consumption by more than 30%, and prevent over 10% of cable wastage typically caused during direct installation
using solar harnesses a significantly more efficient and cost-effective alternative to conventional wiring.
WCI: What role does electron beam (e-beam) cross-linking technology play in your solar cable manufacturing, and how does it compare to conventional methods in performance and cost-efficiency?
SA: E-beam cross-linking is fundamental to APAR’s solar cable performance and durability. Unlike traditional chemical cross-linking, e-beam technology offers a clean, uniform process without needing chemical initiators, resulting in superior thermal stability, enhanced mechanical strength, and improved resistance to UV, ozone, and moisture crucial for long-term outdoor solar applications.
Cables with e-beam crosslinked insulation consistently operate at temperatures up to 120°C and show minimal aging, shrinkage, or dielectric
degradation under high-voltage stresses typical of 1.5 kV systems.
While the initial investment is higher, the long-term lifecycle savings, plus operational reliability, make this technology highly cost-effective for utility-scale solar projects, underlining APAR’s commitment to advanced, next-gen solar solutions.
WCI: With floating solar and hybrid solar-plus-storage systems on the rise, how are your cables engineered to handle environmental extremes like water submersion, high UV exposure, or EMI interference?
SA: Floating solar and hybrid systems demand robust cables capable of withstanding extreme conditions. Our solar harness assemblies are engineered for harsh environmental exposure, certified AD8 per EN 50525-2-21:2011 to endure prolonged water immersion, essential for floating PV farms and water-based renewable projects.
Our cables demonstrate superior environmental resistance combining e-beam crosslinked halogen-free compounds that guarantee thermal endurance (up to 120°C), long-term UV stability, and water tightness as global standards.
To address hybrid system challenges, we offer shielded cables with low transfer impedance for EMI mitigation and enhanced grounding integrity, ensuring safety in sensitive installations.
Additionally, our cables incorporate rodent-resistant features, to prevent damage and ensure uninterrupted operation, an important benefit for solar farms in regions prone to rodent activity.
WCI: Can you walk us through your quality assurance processes, especially concerning BIS compliance, fire safety, and lifecycle testing under IS or IEC standards?
Khatalwada Manufacturing Facility, APAR Cable Solutions
SOLAR CABLES
SA: Quality assurance is integral at APAR, implemented across all stages from raw material selection to final product testing. Our solar and power cables are BIS-certified and tested against applicable IS (e.g., IS 7098, IS 694) and IEC (e.g., IEC 60228, IEC 60502, IEC 62930) standards.
We employ in-line process controls such as spark testing and high-voltage withstand checks to maintain zero defects. For fire safety, comprehensive testing against IEC 60332 (flame retardancy), IEC 60754 (halogen content), and IEC 61034 (smoke density) ensures compliance. Lifecycle assessments include accelerated aging, thermal cycling, UV exposure, water immersion, and dielectric strength validation simulating 25+ years of field operation, guaranteeing reliable, safe performance in all environments.
WCI: What raw material trends are you observing, particularly in conductor metals and insulation compounds? How are you balancing performance with price volatility?
SA: We observe significant industry shifts towards high-conductivity aluminium alloys as an economical alternative to copper, offering favourable strength-to-weight ratios and lower price volatility.
In insulation, halogen-free, flameretardant, e-beam cross linkable compounds dominate, meeting demanding thermal, UV, and fire safety specifications essential for solar, EV, and green building sectors.
To balance performance with market fluctuations, APAR employs a dualmaterial strategy, backward integrates key compounds, and maintains
close supplier relationships ensuring consistent quality without sacrificing competitive pricing.
WCI: Are you seeing increased traction from global EPCs or exports for Indian-made solar cables? If yes, what certificates are most demanded internationally?
SA: Yes, there is growing demand internationally, with APAR’s solar cables and harnesses deployed in utility-scale projects across the USA, Europe, Middle East, Africa, Southeast Asia, and Latin America.
International clients prioritise compliance with certifications such as TÜV (EN 50618, IEC 62930), UL 4703 (for the US market), and Construction Products Regulation (CPR) for Europe.
Beyond electrical and mechanical standards, focus areas include longterm UV resistance, water immersion performance (critical for floating PV), and halogen-free, flame-retardant construction.
APAR’s integrated manufacturing and testing capabilities consistently meet these global benchmarks, positioning it as a trusted partner for EPCs worldwide.
WCI: What are the key challenges solar cable manufacturers in India face today—whether certification costs, skilled workforce
We observe significant industry shifts towards high-conductivity aluminium alloys as an economical alternative to copper, offering favourable strength-to-weight ratios and lower price volatility
APAR Solar Cables
SOLAR CABLES
There is growing demand internationally, with APAR’s solar cables and harnesses deployed in utility-scale projects across the USA, Europe, Middle East, Africa, Southeast Asia, and Latin America
shortages, or price-driven procurement? How are you tackling them?
SA: India’s solar cable industry faces various challenges. Firstly, certification costs and delays for international benchmarks like TÜV, UL, and CPR are significant. At APAR, in-house R&D and NABL-accredited labs accelerate certifications and reduce external dependencies.
Second, price-driven procurement pressures risk commoditisation and quality compromises. APAR counters this through stakeholder education on lifecycle value and demonstrating the superior reliability of e-beam, halogenfree cables suited for India’s climate and voltage levels.
Third, skilled workforce shortages
amid evolving cable technologies are addressed by comprehensive training and upskilling programs, ensuring teams maintain global quality standards.
WCI: Finally, how is India’s solar cable manufacturing, especially in material technology, certifications, and testing infrastructure, compared to global benchmarks like Europe, the U.S., or East Asia? What areas require improvement for India to become a global supply hub?
SA: India’s solar cable manufacturing has advanced substantially. Manufacturers like APAR use state-ofthe-art materials including halogenfree, flame-retardant compounds and e-beam crosslinking, aligned with global standards.
India has also invested in TÜV-certified processes and NABL-accredited labs, mirroring developed markets. However, some of the challenges that still remain are- Industry-wide enforcement of consistent quality is uneven, some manufacturers prioritize upfront cost over longterm reliability, and greater access to e-beam crosslinking and expedited export certifications would boost competitiveness.
APAR actively invests in standardising quality, expanding advanced testing infrastructure, and driving R&D in next-generation materials to support India’s ambition of becoming a global supply powerhouse.
Orbit Cables Elevates Solar Cable Quality with Rigorous Testing and Standards Compliance
Orbit Cables is designing advanced solar cables to meet evolving green energy requirements of the country. In an exclusive interview with Wire & Cable India, Mr. Amit Agarwal, Chairman of Orbit Cables, shared how the company’s solar cables have undergone over 20,000 hours of rigorous testing, enduring stresses like prolonged water immersion, mechanical strain, and harsh weather to mirror real-world conditions. He stated that to demonstrate and control the quality assurance system for solar cables, they have incorporated a four-tier documentation system that includes work instructions, manuals, records, and national and international standards.
Wire & Cable India: As India increasingly adopts 1.5 kV DC system architecture in largescale solar installations to reduce BOS costs and improve system efficiency, how has your company adapted its solar cable design, especially in terms of insulation, thermal performance, and long-term reliability?
Amit Agarwal: Orbit Cables plays a pivotal role in critical infrastructure projects and actively contributes to the renewable energy sector. The company is designing advanced solar cables to meet evolving green energy requirements, marking its beginning in the broader vision to develop and launch cutting-edge green technologies in the wire and cable industry.
When it comes to solar cables, Orbit Cables has already integrated and installed the necessary capabilities within its design and processing operations. Due to its enhanced manufacturing setup and refined processing methods, the company
has been awarded the prestigious BIS certification.
Orbit Cables stands as a testament to India’s growing prowess in green technologies. The company is wellpositioned to meet the evolving demands of both domestic and international markets. As it continues to invest in advanced capabilities— particularly in the renewable energy space, Orbit Cables reaffirms its commitment to quality, innovation, and contributing to a more sustainable future.
WCI: What role does electron beam (e-beam) cross-linking technology play in your solar cable manufacturing, and how does it compare to conventional cross-linking methods in terms of performance and costefficiency?
AA: E-beam cross-linking is an essential part of the curing process for cables, specifically for solar cables which need to be exposed to atmospheric conditions throughout their life span. E-beam cross-linking
Mr. Amit Agarwal, Chairman, Orbit Cables
SOLAR CABLES
It is high time that government agencies or private manufacturers should step-in to manufacture e-beam accelerators in the country. This would decrease the cost of investment for the manufacturers as well as the gestation period for setting up the plant.
stabilizes the compound, increases its longevity and improves its performance over a prolonged period of time.
WCI: With floating solar and hybrid solar-plus-storage systems on the rise, how are your cables engineered to handle environmental extremes like water submersion, high UV exposure, or EMI interference?
AA: Our cables have been type tested for endurance over a period of 20,000 hours. During the testing period the cables are subjected to various extreme stresses which they may encounter during their course of usage, such as immersion in water over a long period of time, mechanical stresses, extreme weather conditions etc. The standard and specification under which these cables are manufactured, incorporates all such tests, to ensure that a product of suitable quality is manufactured.
WCI: Can you walk us through your quality assurance processes, especially with respect to BIS compliance, fire safety, and lifecycle testing under IS or IEC standards?
AA: Our quality assurance process starts from acquiring the relevant standards and comprehending the true and essential meaning and purpose of the tests and requirements given therein.
First and foremost is the selection of raw materials which are of reputable quality and having acceptable credentials in the industry. Secondly,
in-house testing of raw materials to ascertain the actual quality of the products plays an important role in the quality assurance process.
Next is the development of plant standards to ensure proper processing of raw materials at every stage of manufacturing and processing. Some observations are done online using non-interference techniques while certain measurements are done manually.
Once the product is manufactured, it is subjected to rigorous testing as per the requirements of the relevant standard which consist of routine testing which is done of every millimeter of cable manufactured. Then from each size, one sample is subjected to type testing which involves long duration and endurance testing.
Finally, before despatch of material, acceptance testing of the lot is conducted, either by self or by the client. To demonstrate and control our quality assurance system, we have incorporated a four-tier documentation system. The first tier is work instructions, second is manuals, third is records and fourth is national and international standards.
WCI: What raw material trends are you observing, particularly in conductor metals and insulation compounds? How are you balancing performance with price volatility?
AA: Raw materials used in cable manufacturing are perhaps the most volatile in nature when it comes to their pricing. Various factors
affect the pricing and availability of raw material on a regular basis. Generally, speculative buying is used to counter this volatility, and stocks are maintained accordingly.
WCI: Are you seeing increased traction from global EPCs or exports for Indian-made solar cables? If yes, what benchmarks or certifications are most demanded internationally?
AA: This is perhaps the most interesting phase for the Indian cable industry. There was a time when Indian cables were not able to compete with the international markets. However, with the metal pricing being made compatible with London Metal Exchange (LME), and other government policies have helped Indian manufacturers to compete in the international market at par with international competition.
Most of the certifications are now common since they are mainly governed by the International Electrotechnical Commission (IEC). Individual countries tropicalize the standards according to the requirements of their particular environment and region. However, most of the products manufactured are compatible with all international standards.
WCI: What are the key challenges solar cable manufacturers in India face today; whether it’s certification costs, skilled workforce shortages, or price-driven procurement? How are you tackling them?
E-beam cross-linking is an essential part of the curing process for cables, specifically for solar cables which need to be exposed to atmospheric conditions throughout their life span.
SOLAR CABLES
Metal pricing being compatible with London Metal Exchange (LME), and other government policies have helped Indian manufacturers to compete with the international market and be at par with international competition.
AA: Major challenges in solar cable manufacturing are from unorganized sector manufacturers who misguide and dole out sub-standard material without any control from the certification and standards body. Secondly, there are a lot of checks and controls from the government in installing an e-beam accelerator. It practically takes two years or more to procure and install the e-beam system. Certification cost is another major factor considering the high testing charges involved in third party testing.
The above-mentioned issues can be tackled with planning and some
forward thinking. Certification cost is a one time expense and it is the best way to judge your own capacity and capability and get the certification for the highest/ largest size you plan to manufacture. E-beam operators and safety officers are not easily available, but can be trained from approved institutions. Pricing is a challenge which is common to all cable manufacturers but every manufacturer has a way to get around it.
WCI: Finally, how is India’s solar cable manufacturing, especially in terms of material technology, certifications, and testing infrastructure,
as compared with global benchmarks like those followed in Europe, the U.S., or East Asia? What areas still need improvement for India to become a global supply hub?
AA: India’s manufacturing capability is at par with the technology available across the globe. We feel that it is high time that government agencies or private manufacturers should step-in to manufacture e-beam accelerators in the country. This would decrease the cost of investment for the manufacturers as well as the gestation period for setting up the plant.
Mahalaxmi Building, 2nd Floor, Opp Balbharti School, S.V. Road, Kandivali West , Mumbai 400067 India SKM Industries
Sterlite Electric to Unveil a New Facility in Vadodara, Plans to Introduce 400 kV HVDC & HVAC Cables
Sterlite Electric is expanding its portfolio with advanced cable and conductor solutions designed for critical infrastructure and energy needs. In an exclusive interaction with Wire & Cable India, Mr. Reshu Madan, CEO of Sterlite Electric, shared that the company is enhancing its capacity through both brownfield and greenfield projects, including a new state-of-the-art facility in Vadodara. This facility will produce HVDC and HVAC cables up to 400 kV. The company will also introduce smart cable solutions, along with Medium Voltage Covered Conductors (MVCC) to enable efficient, high-capacity transmission. In the OPGW segment, Sterlite Electric has advanced to 144-fiber configurations and is exploring even higher variants to support data-rich, intelligent grid operations. The company is also developing solar cables to drive the next wave of energy infrastructure development, both in India and in global markets.
Mr. Reshu Madan, CEO, Sterlite Electric
Wire & Cable India: Sterlite Electric secured INR 7,500 crore in orders during FY 2025, including a record INR 2,400 crore in Q4. Could you elaborate on the primary drivers behind this remarkable surge and what it signals about current demand dynamics?
Reshu Madan: The impressive order intake of INR 7,500 crore in FY 2025, including a record-breaking INR 2,400 crore in Q4, represents a major milestone for Sterlite Electric and highlights the increasing demand for our cutting-edge, future-ready transmission products and solutions. This accomplishment stems from several strategic factors that showcase our strong market leadership and dedication to advancing nextgeneration power infrastructure.
A significant driver of this growth has been the rising demand for green energy transmission infrastructure, both domestically and internationally on account of focus on renewable energy integration to the grid. Our high-performance conductors, power cables, OPGW and specialized EPC expertise are integral to facilitating renewable energy evacuation. These
initiatives are critical in supporting India’s clean energy ambitions and strengthening grid resilience.
Simultaneously, our expanding global presence—with notable traction in the Americas, Europe, Africa, and the Middle East—demonstrates the broad appeal and relevance of our products worldwide. The steady growth in exports of our high-performance conductors, OPGW and cable solutions underscores the confidence utilities and energy players across the globe place in Sterlite Electric.
Our unwavering commitment to product innovation and operational excellence enables us to anticipate and meet evolving market demands. From deploying advanced 144-fiber OPGW and pioneering smart cable solutions to executing reconductoring projects using cutting-edge technologies, our offerings are designed to exceed expectations in performance, efficiency, and sustainability.
WCI: Your order book spans high-performance conductors, power cables (MV/HV/EHV), OPGW, and EPC services. Which of these segments–
INTERVIEW
Sterlite Electric is on a global expansion journey with the aim of establishing a strong presence in high growth markets such as the Americas, Europe, Africa, APAC and the Middle East.
conductors, cables, OPGW, EPC, has shown the most significant growth?
RM: Our order book encompasses a broad spectrum of products, including high-performance conductors, power cables across MV, HV, and EHV categories, Optical Ground Wire (OPGW), and specialized EPC services. Notably, the high-performance conductors and power cables segments have experienced the most substantial growth.
The demand for high-performance conductors continues to grow, supported by the rising need to efficiently evacuate renewable energy and enhance transmission capacity. These conductors are integral to several ongoing TBCB projects and EPC assignments across renewable energyrich regions. Their superior ampacity and efficiency make them a preferred choice for grid modernization efforts. Additionally, the power cables segment is also witnessing robust growth supported by renewable energy integration, modernization and urbanization. Backed by strong demand from domestic and export markets, these segments are poised to lead our growth trajectory.
WCI: Export momentum continues across the Americas, EU, Africa, and the Middle East. Which international markets and product lines (e.g. conductors, smart cables) are driving global traction for Sterlite Electric?
RM: Sterlite Electric is on a global expansion journey with the aim of establishing a strong presence in high growth markets such as the Americas, Europe, Africa, APAC and the Middle East. These international markets are witnessing a strong demand for both conductors and power cables driven by robust megatrends like renewable
energy integration, grid modernization and urbanization.
Our order book encompasses a broad spectrum of products, including highperformance conductors, power cables across MV, HV, and EHV categories and Optical Ground Wire (OPGW). Of these segments, the high-performance conductors and power cables are getting increasing traction on a global scale. As the energy landscape evolves, Sterlite Electric remains committed to delivering sustainable, future-ready transmission solutions, thereby setting itself up for increased global reach through wider product segments.
WCI: Could you please walk us through your production capacity and infrastructure setup?
RM: Our product portfolio includes a wide range of overhead conductors, OPGW, and power cables. We operate four manufacturing facilities: three located across Silvassa and Jharsuguda for overhead conductors and OPGW, and one in Haridwar dedicated to power cables. Our annual production capacity stands at 150,000 MT for overhead conductors, 25,000 km for OPGW, and 3,000 km (66 kV equivalent) for power cables.
Our manufacturing plants have been recognized for their sustainability initiatives, and our laboratories are NABL-accredited, ensuring highquality standards. Looking ahead, a new greenfield facility—set to be commissioned in 2026—will expand our capabilities to manufacture HVDC and HVAC cables up to 400 kV. This strategic expansion positions us to capitalize on the growing opportunities in the power transmission sector.
WCI: How is Sterlite Electric aligning its product and capacity roadmap to tap into
high-growth sectors?
RM: We have strategically designed our product and capacity roadmap to meet the evolving demands of rapidly growing sectors like renewable energy, urban infrastructure, and global grid modernization. This strategic approach enables us to capitalize on emerging opportunities while strengthening our reputation as a trusted partner in the transmission industry.
Our product portfolio is also evolving to address the specific requirements of the energy transition. We are launching HVAC and HVDC cables rated up to 400 kV, smart cable solutions featuring remote health monitoring, and Medium Voltage Covered Conductors (MVCC) to support efficient, high-capacity transmission. Additionally, we remain focused on producing pioneering products in the high-performance conductors segment. In the OPGW segment, we have advanced to 144-fiber configurations and are exploring even higher variants to enable data-rich, intelligent grid operations.
Our manufacturing footprint is expanding through both brownfield and greenfield projects, with our upcoming state-of-the-art facility in Vadodara being a prime example. These investments are crucial for boosting our operational capabilities and delivering high-quality, futureready solutions at scale.
In summary, these strategic initiatives position us to lead the industry by delivering cutting-edge products and scalable manufacturing capabilities that meet the future needs of the energy sector.
WCI: What R&D efforts are underway at Sterlite to develop next-gen materials and product innovations for critical sectors?
INTERVIEW
The Indian cables and wires industry is currently experiencing robust growth, with the market valued at USD 9 billion and projected to grow at a strong CAGR of 13%.
RM: At Sterlite Electric, innovation is at the heart of our growth strategy, with R&D efforts dedicated to creating next-generation products that address the evolving demands of the power transmission sector. As the energy landscape moves towards greater efficiency and sustainability, we are expanding our product portfolio with advanced solutions tailored for critical infrastructure needs.
Our ongoing developments include a new range of HVDC and HVAC cables up to 400 kV, aimed at supporting high-capacity transmission networks, especially in urban and renewable-rich regions. In line with our commitment to smarter infrastructure, we are also working on smart cable solutions equipped with remote diagnostics and health monitoring capabilities— designed to enhance grid reliability and enable predictive maintenance. High performance conductors and Medium Voltage Covered Conductors (MVCC) are also among the pioneering products developed by Sterlite Electric. Additionally, we are working on development of solar cables and higher variants above 144-fibre in OPGW.
These product innovations build upon our long-standing tradition of providing high-performance, future-ready transmission solutions. With continuous R&D and ongoing investment in advanced technologies, Sterlite Electric is strategically equipped to drive the next wave of energy infrastructure development— both within India and internationally.
WCI: Which international markets are on Sterlite’s radar, and how do you plan to scale your global footprint in the next 3–5 years?
RM: Sterlite Electric’s global expansion strategy is focused on key high-growth markets including the
Americas, European Union, Africa, APAC and the Middle East regions, witnessing a strong push towards grid modernization and renewable energy integration. These transitions demand advanced transmission solutions such as high-ampacity conductors, fibrerich OPGW, and power cables areas where Sterlite Electric has already gained significant traction through recent export wins and repeat orders.
To cater to this rising global demand, we are expanding our capacity through both brownfield and greenfield expansions, including a new state-ofthe-art facility in Vadodara. This will significantly enhance our ability to deliver high-quality products at scale and with improved speed-to-market, meeting the critical expectations of global utilities and infrastructure developers. We recognize that each international market presents distinct regulatory and operational complexities. Our region-specific, technology-led solutions are designed to meet global benchmarks while aligning with local requirements. By forging strong partnerships with utilities, EPC contractors, and renewable energy providers, we aim to strengthen our global presence and build lasting relationships.
As the global energy landscape transforms, Sterlite Electric is committed to providing sustainable, future-ready transmission solutions that drive the energy transition. With strategic investments, continuous innovation, and a customer-centric approach, we are poised to significantly scale our global footprint.
WCI: What are the current trends that you observe in the wire and cable industry?
RM: The Indian cables and wires industry is currently experiencing robust growth, with the market valued
at USD 9 billion and projected to grow at a strong CAGR of 13%. Key growth drivers include infrastructure development, smart city initiatives, the acceleration of renewable energy installations, rapid urbanization, and increasing electrification in rural and semi-urban regions. Segments such as building wires, power cables, telecom cables, and winding wires for industrial motors and appliances are all witnessing strong double-digit growth rates.
Significant capacity expansions are underway, with the potential to increase domestic production nearly fourfold over the next decade, especially in high-demand segments like power cables, building wires, and renewable energy cables. Organized players have been steadily increasing capital investments to boost overall production capacity. Healthy utilization rates indicate sustained demand and operational efficiency. Notably, major conglomerates like UltraTech and Adani have recently entered the market, signalling growing investor confidence. Overall, supply remains robust, supported by favourable government policies and a competitive environment, though challenges such as raw material price volatility and adherence to evolving quality and safety standards persist. The industry is also shifting toward eco-friendly, fire-resistant, and technologically advanced cables, driven by regulatory requirements and rising consumer expectations. Indian manufacturers are gaining competitiveness in specialized areas like extra-high voltage, solar, and fibre optic cables. Given the rising global power demand and supply constraints among leading wire and cable producers, there are significant opportunities for growth in power cables, subsea cables, and related segments.
In summary, the Indian cables and wires industry is on a promising trajectory, characterized by strong domestic demand, rapid manufacturing capacity expansion, and growing export potential. The sector is well-positioned to leverage both domestic infrastructure development and global supply chain realignments.
WCI: Where do you see the company in the next 5 years, and the overall industry growth?
RM: Sterlite Electric is carving out a clear and focused roadmap for the future, driven by the ambition to rank among the world’s top 10 wire
INTERVIEW
and cable players. Over the next five years, we plan to broaden our global footprint and reinforce our position as a leader in delivering advanced, sustainable transmission solutions tailored to the rapidly changing energy landscape. This vision is underpinned by strong market fundamentals. With India’s wire and cable sector expected to nearly double by 2032 fuelled by infrastructure expansion and renewable energy adoption, Sterlite Electric is strategically poised to harness this growth.
Our strategy centres around product innovation, capacity expansion, and global expansion. We are introducing next-generation technologies such
as HVAC and HVDC cables up to 400 kV, smart cables with remote monitoring capabilities, and high-fibre OPGW solutions. These innovations are designed to meet emerging grid requirements while supporting the global shift toward cleaner and smarter energy systems.
To fuel this expansion, we are investing in brownfield and greenfield facilities including our upcoming plant in Vadodara—which will enhance manufacturing capacity and operational agility. These efforts, combined with our expanding export footprint across the Americas, Europe, Africa, and the Middle East, will enable us to deliver high-quality, future-ready transmission solutions at scale.
We operate four manufacturing facilities: three located across Silvassa and Jharsuguda for overhead conductors and OPGW, and one in Haridwar dedicated to power cables.
Supermac Industries (India): Driving Growth Through Strategic Technology Partnerships
Supermac Industries (India) Limited has cemented its position as a single-window supplier for advanced wire and cable manufacturing technologies, offering Electron Beam (E-beam) crosslinking, Continuous Catenary Vulcanization (CCV) tube lines, and high-speed precision coiling under one roof. With over five decades of industry leadership, the company’s strategic technology partnerships with global pioneers bring cuttingedge, localized solutions to the Indian market, covering the entire manufacturing value chain from building wire and high-voltage power cables to solar cable production.
Supermac’s journey of growth has been strongly supported by strategic technology alliances with some of the world’s leading machinery manufacturers. These partnerships have enabled the company to bring in advanced capabilities that address every segment of the wire and cable manufacturing value chain. Supermac continues to broaden its value-added offerings—from building wire lines and HV cable extrusion to EB crosslinking—
becoming a one-stop technology partner for the entire cable industry.
• High-speed building wire lines are backed by a technology partnership with Simpack USA for precision coiling machines
• High voltage power cables segment is backed by Scholz, Germany, who provides advanced Continuous Catenary Vulcanization (CCV) lines, making Supermac Industries (India) the record holder for
the highest number of CCV installations in India.
• Solar cable manufacturing is powered by Korean based EB Tech’s state-of-the-art Electron Beam (EB) crosslinking technology, helping Indian manufacturers meet the most demanding global quality standards.
These strategic technology partnerships have given Supermac’s customers access to integrated, highperformance, and localized solutions, reducing dependency on imports while improving cost efficiency, speed, and technical quality.
Mutual Benefits – MultiDimensional Value Creation Within the Industry
Each strategic tie-up has been a multi-way value creation model.
TECH TIES
these partnerships offer expanded product portfolio, technological edge, and ability to serve customers with complete turnkey solutions. For the global partners, they enjoy direct access to India’s fast-growing wire & cable market, backed by Supermac Industries’ strong manufacturing base, customer relationships, and service network. For the Indian wire & cable industry, the customers reap benefits of global technology with local support, faster delivery times, and optimized costs without compromising on quality.
This win-win approach has helped Supermac Industries (India) grow its footprint, while positioning its partners as trusted technology leaders in the region.
Backed by Strong Leadership and Technical Expertise
has been anchored in its in-house R&D, stringent quality control, and highly skilled engineering team. The company’s Board includes a strong leadership team and an industry veteran and technology expert, who is an author of a leading publication on power cable technology – a testament to the depth of knowledge and thought leadership guiding the company’s strategy.
Supermac Industries (India)’s track record proves that when global technology meets local manufacturing expertise, the result is accelerated growth for all stakeholders. As it expands into new technological frontiers, the company remains committed to its vision of delivering world-class solutions to power India’s wire and cable industry into the future.
GEI Finest Quality Products:
Email: info@gei.company
TATA Wiron Driving Purposeful Innovations and Sustainability in the Steel Wire Segment
Tata Wiron, the flagship brand of Global Wire India (a division of Tata Steel), is focused on building technologically-advanced and sustainable products to drive purposeful innovation in the steel wire segment. The company provides steel wire solutions across key sectors such as agriculture, infrastructure, automotive, general engineering, and poultry and is strengthening its omnichannel presence, through its online platform, ‘Ashiana’. In an exclusive interview with Wire & Cable India, Mr. Anurag Pandey, Executive Incharge of Global Wires India at Tata Steel, shared that the company is expected to reach approximately 0.65 million tonnes per annum by the end of this financial year and remains on track to achieve its aspiration of 1 million tonnes per annum by FY 2030. He also emphasized the role of government initiatives, including PLI schemes and large-scale infrastructure projects, driving growth across the steel wire segment.
Wire & Cable India: Could you please tell us about your company, your manufacturing capacities, your product portfolio especially for the steel wire segment.
Anurag Pandey: Global Wires India (GWI), a division of Tata Steel, is one of the largest steel wire manufacturers in the world with a combined annual manufacturing capacity of 0.42 million tonnes per annum. The company has industrial facilities in Tarapur, Jamshedpur and Pithampur.
From being incorporated in 1958 as Special Steels Private Limited to becoming a subsidiary of Tata Steel in 1979 and subsequently, a division of Tata Steel in 2002, GWI has come a long way.
The company caters to the infrastructure, automotive, general engineering and retail segment, with its products uniquely catering to each segment.
Our company provides fencing solutions for both rural and urban markets, wires designed specifically for creeper crops, and wires meeting requirements of poultry cages. For the
automotive sector, we manufacture spring wire, MTB wire (tyre bead wire), and spoke wire. In spring wire, we are now also catering to IHT (induction hardened and tempered) spring wire requirements for high CC bikes. In general engineering, we also cater to the upholstery market (spring mattresses).
We also have an online presence with ‘Aashiyana’ that allows its retail customers to order its products from the comfort of their home. The 24x7 online platform provides free and fast shipping with on-site delivery across India, within 48-72 hours of placing an order. The company and its team work with integrity and synergy to provide purposeful innovations, thereby strengthening the world’s future.
WCI: Global Wires India has had the ambitious aim to double its production capacity to 1 million tonnes by 2030. Could you please walk us through the progress the company has made till now, and how do you target to achieve this projection?
AP: We were at 0.3 million tonnes in FY 2021, and with all the ongoing
Mr. Anurag Pandey, Executive Incharge - Global Wires India, Tata Steel
By investing heavily in ambitious infrastructure projects like ports, highways, bullet trains, and metro lines, the government has driven the demand for steel wire products.
projects, we expect to reach approximately 0.65 million tonnes per annum by the end of this financial year, March 2026. Looking ahead, we have planned further expansions for the next financial year. We remain on track to achieve our aspiration of 1 million tonnes per annum by FY 2030. Having already covered half the journey, we are confident about reaching our goal in the coming years.
WCI: The government is making significant investments in the infrastructure sector. How do you see this support contributing to the steel wire segment?
AP: The government, in the last 4-5 years, has helped the Indian steel wire industry to drive consumption, especially after COVID-19. By investing heavily in ambitious infrastructure projects like ports, highways, bullet trains, and metro lines, the government has driven the demand for steel wire products. For instance, metro projects are using LRPC strands, tyre manufacturers are using tyre bead wires, and with the rural economy boosting, fencing solutions are widely used in rural areas. So in all these segments, government spending has given the steel wire segment a good push.
Although the government has put money on the table, many new projects are still in their early stages. Following last year’s elections and the formation of the new government, budgets have been announced, yet capital expenditure is still gaining momentum. As a result, we’re experiencing some short-term challenges.
On the positive side, the rural economy is doing pretty well due to the government support towards the rural economy. The direct benefit transfers, and
good monsoons are key enablers that drive the rural economy which is performing better than the urban economy at the moment. We are waiting for the government capex to kick-in. The government has big plans, and once these projects pick up speed, we expect to see rising demands in the future.
WCI: How is the government pushing for value-added products in the steel wire segment to influence the growth of the domestic industry?
AP: The government is clearly pushing for value-added products like induction-hardened and tempered wires, and motor tyre bead wires. In fact, new products are continuously being added under the PLI scheme, reflecting the government’s intent to encourage the domestic industry to manufacture these value-added products that were previously imported.
For example, IHT (inductionhardened and tempered) springs were entirely imported till three years ago. In 2021-22, we installed a line to manufacture these products, even before the PLI incentives were introduced, to serve the local market. Our aim was to provide a smoother, more reliable supply chain compared to international sourcing, given the global volatility in the international supply chain.
Today, even the customers are also looking for local solutions, to mitigate volatility in the market and the supply chain.
WCI: Amid many challenges in the steel wire industry, imported products are a pain point for Indian manufacturers. How do you solve or win over such competition?
AP: When it comes to finished products, particularly long products, we don’t face significant pressure from imports. The impact is more pronounced in flat products. There are challenges in some wire categories, but overall, the situation is manageable.
The government has implemented quality control orders (QCO) and quality standard norms that has helped in ensuring that only compliant, highquality products enter the market. As a result, the wire industry, to a large extent, is not facing major challenges from imports at this point.
With quality products reaching the market, these products need to be priced appropriately, creating some pressure for the manufacturers. However, it’s not a substantial challenge as we see in flat products.
WCI: Sustainability is the nucleus of the manufacturing industry. How do you incorporate sustainability initiatives in your operations?
AP: While product development continues, the bigger focus across the industry now is on sustainability. It’s becoming an integral part of the business, and all our major customers are actively pushing us in this direction.
Tata Steel, a leading organisation in the steel sector, is driving towards sustainability. We are setting up an electric arc furnace in Ludhiana,
Tata Wiron has supplied LRPC strands to about 70% of the metro projects in India. We have also supplied LRPC strands to all the flyovers that were constructed in Mumbai since 2001.
While product development continues, the bigger focus across the industry now is on sustainability. It’s becoming an integral part of the business, and all our major customers are actively pushing us in this direction.
which will significantly reduce CO2 emissions. Similarly, we’ve laid the foundation for electric arc furnaces in our UK operations. A lot of work is also being done to minimize the use of acid, improve rainwater harvesting, reduce water consumption, and adopt new technologies that support these goals.
Sustainability is where we see the most innovation happening. Although local product developments continue, sustainability is the larger journey, and customers and industries are holding hands to undertake this initiative together.
WCI: How do you ensure quality of products to meet the consumer demands?
AP: All our units of operation adhere to strict quality parameters and are ISO and IATF-certified. Our dedicated team of technicians, engineers and other personnel ensure stringent quality parameters in products and processes through a committed system of evaluation and control. Our commitment to quality is exceptional, and to ensure the same, we are manufacturing wire products based on international standards, and our machines were calibrated to the same.
WCI: Can you cite an example of purposeful innovation that sets you apart from your competitors?
AP: Wiron Aayush is a perfect example of purposeful innovation and resilience by our team who toiled for three years to bring this new product to the market. It is a technologically superior and a groundbreaking prod-
uct that is now a patented technology available with us.
Aayush, which means long life in Sanskrit, has twice the life of regular galvanized wires. Wiron Aayush is sealed in a transparent coating which prevents corrosive chemicals from reaching the metal surface and its blue tinge helps customers in identifying it easily.
The Aayush coating helps prevent corrosion caused by the pervasive humid climate in these states. This is one of our unique products that sets us apart from our competitors.
WCI: Can you tell us about some of your major projects in the steel wire segment?
AP: Tata Wiron has supplied LRPC strands to about 70% of the metro projects in India. We have also supplied LRPC strands to all the flyovers that were constructed in Mumbai since 2001.
The Bandra Worli sea link is a firstof-its-kind bridge to be constructed in open sea conditions in India. We supplied approximately 4500 metric tonnes of LRPC strands to this project. Rajgir Zoo Safari in Bihar was another exciting prospect for us. We provided unusual and novel chain-link sized up to 14.5 feet to this wildlife project, considering it was an enclosure to highly mobile animals like leopards, tigers, lions etc. The team collaboratively developed an optimal production strategy for two different mesh sizes—9 feet 5 inches and 5 feet chain-links—which
were manufactured at our ISWP and Tarapur facilities. Installation was executed by one of our trusted vendors, and we ensured the timely dispatch of the finished material to Rajgir.
We successfully passed the inspection and quality assurance tests conducted by the DFO department and received a green signal from the Chief Minister for expedited installation in the region. These projects stand among our most successful and innovative steel wire initiatives to date.
WCI: What are the certifications achieved by your company?
AP: We have achieved several important certifications and ISO standards across our operations. Global Wires India is certified with ISO 9001:2015, IATF 16949:2016, ISO 14001:2015 and ISO 45001:2018. Our PC strand manufacturing labs are certified with ISO/IEC 17025 (NABL accredited). Our manufacturing locations also hold more than 15 BIS licenses across various products
WCI: What are your future growth plans or investments aimed at strengthening your market position in the steel wire segment?
AP: We have set an aspiration to reach 1 million tonnes by FY30. Although the accomplishment of the goal will depend on demand and market scenario, our strategy is clearly laid out. It might vary by a year or two, but we’re on track. We’ve already achieved 0.65 million tonnes as planned, and within the next four years from FY27 to FY30, we’re focused on covering the remaining gap.
Wiron Aayush is a groundbreaking product and a patented technology that has twice the life of regular galvanized wires. Its transparent coating prevents corrosive chemicals from reaching the metal surface and its blue tinge helps customers in identifying it easily.
MARTINAL® Fine Precipitated ATH
MAGNIFIN® Precipitated MDH
HYDRAL® Fine Precipitated ATH
KEMGARD® Smoke Suppressants
DOWLEX™ Linear Low Density Polyethylene
ELITE™ Linear Low Density Polyethylene
ENGAGE™ Polyolefin Elastomers
INFUSE™ Olefin Block Copolymers
FUSABOND™ Functional Polymers
ELVALOY™ Acrylate Copolymers
ELVAX™ EVA
POLESTAR™ 450 Metakaolin
POLESTAR™ 200R Calcined Kaolin
OP200R Calcined Kaolin
IMERCARB® Calcium Carbonate
ENSACO® Conductive Carbon Black
TIMREX® Primary Synthetic Graphite
C-NERGY™ Conductivity Additives for Li-ion Cells
C-THERM™ Thermal Conductivity Additives
CHARGUARD™ Organoclay Fire Retardant Synergist
Group Nirmal Invests INR 100 Crore to Boost Capacities; Sets Benchmark with JIS Certification
Group Nirmal has announced that it is investing INR 100 crore to expand its production capacity by 7,000 tonnes per month for steel wire and 5,000 tonnes per month for aluminum within the current fiscal year. This expansion is primarily centered at Khordha (Odisha) manufacturing facility and partially at Deulti (West Bengal). In an exclusive interview with Wire & Cable India, Mr. Nirmal Saraf, Managing Director of Group Nirmal highlights that Group Nirmal is the first Indian company to receive a JIS (Japanese Industrial Standards) certification for its galvanized wires, and is recognized 2 Star Export House by Government of India, exporting steel wire products to over 42 countries spanning Japan, Africa, Europe, and the Americas.
Wire & Cable India: Could you please tell us about your company, your product portfolio and manufacturing capacities, especially for the steel wire segment.
Nirmal Saraf: Group Nirmal is a prominent player in India’s steel and wire industry, backed by over 5 decades of expertise, and a commitment to innovation and engineering excellence.
With a strong presence in both national and international markets, we have grown into a multi-product, and multi-location enterprise known for delivering quality at scale. Our diverse manufacturing portfolio spanning over 2,000 SKUs includes galvanized and black steel wires, zinc wires, aluminum conductors, power cables, fencing and concrete reinforcement solutions, welding electrodes and hot rolled steel products. These cater to critical sectors such as power, infrastructure, construction, agriculture, and defense.
Operating through 7 advanced manufacturing facilities and a team of 1,000+ skilled professionals, we deliver an annual production capacity of 2,16,000 metric tonnes.
Our steel wire segment stands as
a key strength, with a monthly output of 15,000 metric tonnes that supports time-sensitive, largescale requirements. We offer a comprehensive range of GI wires, being the first Indian company to earn Japanese Industrial Standards (JIS) certification, validating the superior strength, coating uniformity and durability of our wires.
Our GI wire portfolio includes highperformance utility-grade wires such as cable armouring wires, ACSR core wires, earth wires, guy wires, and stranded wires in configurations of up to 37 strands, each engineered for strength, precision, and long-term reliability.
Backed by innovation, international certifications, and scalable production capacity, our steel wire solutions continue to power critical infrastructure and industrial growth across India and global markets.
Further enriching our offerings is NIZNAL®, our proprietary zincaluminium alloy-coated steel wire, which offers a product life up to 6 times longer than traditional GI wires. NIZNAL® provides superior corrosion resistance and durability, especially
Mr. Nirmal Saraf , Managing Director, Group Nirmal
in coastal and chemically aggressive environments.
WCI: What are the current trends shaping the wire and cable industry in India, especially the steel wire sector?
NS: India’s wire and cable industry, particularly the steel wire segment is witnessing strong momentum, driven by government-led infrastructure programs, rural electrification, urban expansion, and clean energy adoption.
In 2024, insulated metallic wire and cable demand grew by 7.8% yearover-year, continuing a 6.4% CAGR through 2028. Simultaneously, wire rod consumption is rising steadily, with growing demand for high-tensile, galvanized, and zinc-aluminium alloycoated steel wires across transmission, construction, fencing, and renewable energy sectors. These trends have accelerated automation in production, enhanced quality consistency, and expanded manufacturing capacities across the world.
However, they also bring challenges such as increased capital expenditure, volatility in steel and copper prices, and a persistent need for skilled labor. Looking ahead, the industry is poised to shift toward premium, application-specific wires designed for EVs, solar infrastructure, smart grids, and sustainable construction. To stay competitive, manufacturers must embrace Industry 4.0 practices, invest in R&D and workforce upskilling, and adopt flexible procurement strategies to navigate raw material volatility and evolving market demands.
WCI: How do you see Indian steel wire manufacturers competing with global players in terms of quality, pricing, and technological advancements?
NS: Indian steel wire manufacturers
are steadily strengthening their global competitiveness through a focused strategy built on quality enhancement, cost efficiency, and technological advancement.
With India targeting an increase in steel wire production from 5.6 million tonnes in FY2023 to nearly 9 million tons by FY2028, firms are leveraging economies of scale, low labor costs, and proximity to raw materials to maintain attractive pricing, while also complying with rigorous international quality benchmarks. Advanced testing protocols, superior surface finishes, and longer-lasting anti-corrosive coatings are now becoming standard, helping Indian wires match or surpass global counterparts.
Despite this, the industry is facing challenges like fluctuating input costs, dependence on imported high-tech machinery and regional infrastructure gaps are hindering large-scale technological adoption.
To overcome these challenges, manufacturers are pursuing backward integration, investing in digital process automation, and tapping into PLI schemes to modernize operations.
As these interventions mature, they are expected to enhance global price competitiveness, enable consistent high-grade output, and position Indian
steel wires as a strong alternative to established international suppliers.
WCI: What are the challenges faced by the Indian steel wire industry? How do you see the industry overcoming these challenges?
NS: India’s steel wire industry is moving steadily towards growth, but not without its share of complex challenges. Fluctuating raw material prices, particularly for steel and zinc, make it difficult for manufacturers to maintain stable pricing and profit margins.
Many still rely on imports due to the inconsistent quality and availability of domestic inputs. High energy costs and power disruptions further increase production expenses.
On the operational side, older machinery, especially in smaller and mid-sized units, limits both efficiency and the ability to meet evolving quality standards. Logistics issues such as slow port clearance, high transport costs, and poor connectivity continue to affect supply chain performance.
However, the industry is responding with practical solutions. Manufacturers are upgrading technology, embracing automation, and investing in energyefficient systems to reduce long-term costs.
India is targeting an increase in steel wire production from 5.6 million tonnes in FY 2023 to nearly 9 million tonnes by FY 2028.
POLYCAB EHV CABLE
Longitudinal water resistant
Ultra clean room facility for Highest purity Insulation
Milliken conductor >800 sqmm to ensure skin effect & reduce AC losses.
Radial water resistant
Lead Alloy sheath with corrosion resistance
Highest Quality assurance with In-House NABL accredited laboratory
Ideal for: Transmission Utilities, Smart Cit
The Indian steel wire market will grow at a 12.4 % CAGR in 2025, peaking at 13.3 % in 2027, with an overall CAGR of 5.6 % through 2031.
Efforts are also underway to build stronger domestic supply chains and reduce import dependency. With targeted government support through infrastructure projects, PLI schemes, and Make-in-India initiatives, the industry is well-placed to turn these challenges into opportunities for longterm, sustainable growth.
WCI: Can you tell us about your global presence and key export markets for steel products? Which industries do your products cater to?
NS: We have established a strong global presence, exporting our steel wire products to over 42 countries across key international markets. As a Government of India-recognized 2 Star Export House, we take pride in delivering high-quality, reliable products that meet the stringent requirements of global buyers.
Our footprint spans Japan, Africa, Europe, and the Americas, with each region recognizing us for our consistent quality, engineering reliability, and timely delivery.
Notably, we are the first Indian company to receive a JIS (Japanese Industrial Standards) certificate for our galvanized wires, a milestone that has significantly strengthened our reputation in quality-conscious markets like Japan. This certification underscores our commitment to global benchmarks and has helped position us as a trusted supplier in some of the most demanding export territories.
In the American markets, too, our adherence to high standards and customer-centric approach has made
us a reliable partner. Internationally, our steel wire products serve a wide range of industries including power transmission and distribution, fencing, general engineering, and construction, supporting critical infrastructure and development projects worldwide.
WCI: What are your future growth plans or investments aimed at strengthening your market position in the steel wire segment?
NS: Our growth strategy is anchored in a bold and forward-looking investment plan aimed at significantly strengthening our position in the steel wire and aluminum segment.
As part of this vision, we are investing INR 100 crores to expand our production capacity by 7,000 tonnes per month for steel wire and 5,000 tonnes per month for aluminum within the current fiscal year.
This expansion, primarily centered at our Khordha (Odisha) manufacturing facility and partially at Deulti (West Bengal), is a strategic move to cater to increasing demand across sectors such as power, construction, agriculture, fencing, railways, and general engineering.
Backed by streamlined production cycles and efficient lead times, we are confident of completing this capacity enhancement within the current calendar year. This initiative not only reinforces our commitment to high-quality manufacturing and timely delivery but also aligns with our focus on sustainable growth. It marks a decisive step towards consolidating our leadership
in the wire industry and responding dynamically to evolving market needs.
WCI: How do you see the Budget for FY 2025-26 impacting the steel wire industry, and what opportunities do you think it offers for the sector?
How is the government supporting the growth of this sector?
NS: We see the FY 2025–26 Budget as a game -changer for steel wire manufacturing. India’s overall capital expenditure has surged to INR 15.5 lakh crore for infrastructure (highways, metros, housing), driving up demand for steel wire in construction and T&D applications.
The government’s target for the specialty steel under PLI Scheme 1.1 covering alloy and steel wires is INR 6,322 crore over FY 2025–30 and is expected to spur about INR 30,000 crore in investment and add 25 million tonnes to the current capacity.
Industry forecasts indicate the Indian steel wire market will grow at a 12.4 % CAGR in 2025, peaking at 13.3 % in 2027, with an overall CAGR of 5.6 % through 2031.
Further support includes impending safeguard duties on Chinese steel- 12 % provisional or up to 25 % to protect domestic margins. Additionally, the Steel Ministry is seeking INR 15,000 crore to incentivize low-carbon steel production by 2030. Combined measures like capex stimulus, PLI incentives, import protection and green steel support will create a robust platform for the industry to ramp up output and innovate with sustainable products.
The government’s target for the specialty steel under PLI Scheme 1.1 covering alloy and steel wires is INR 6,322 crore over FY 2025–30 and is expected to spur about INR 30,000 crore in investment and add 25 million tonnes to the current capacity.
Usha Martin: Powering Landmark Infrastructure with High-Performance Wire Rope Solutions
Usha Martin has played a pivotal role in iconic infrastructure projects like the Chenab Bridge and Pamban Bridge, supplying specialized steel wire ropes engineered for extreme performance and durability. In an interaction with Wire & Cable India, Mr. Manish Prasad, Assistant Vice President (Wire & Wire Rope Business), Usha Martin Limited talked about their global footprint across 75+ countries, advanced manufacturing facilities in India and abroad and recent product innovations such as GALSTAR wires and OCEANFIBRE slings. The company is driving the shift towards high-value products and solutions that cater to diverse industries worldwide.
We are proud to have played a vital role in the installation of the iconic Chenab Bridge in Kashmir. Usha Martin’s in-house designed and manufactured locked coil wire ropes were used in the cable cranes that lifted and positioned nearly every segment of this monumental structure.
Wire & Cable India: Usha Martin played a key role in the construction of the Chenab Bridge — the world’s highest railway bridge in Jammu & Kashmir. Can you explain how your steel wire ropes were used in this iconic project?
Manish Prasad: We are proud to have played a vital role in the installation of the iconic Chenab Bridge in Kashmir— which was inaugurated by the Hon’ble Prime Minister, Shri Narendra Modi, on 6th June 2025.
Usha Martin’s in-house designed and manufactured locked coil wire ropes were used in the cable cranes that lifted and positioned nearly every segment of this monumental structure. From project inception, our team closely worked with the authorities, consultants, and contractors to ensure every phase met the highest standards of engineering excellence. Even after completion, the cable crane wire ropes remain in place as a proactive measure for future maintenance and safety.
This achievement marks a significant milestone in our journey to support India’s growing infrastructure and contribute to shaping key national projects.
WCI: Usha Martin contributed to the recently inaugurated Pamban Bridge in Rameswaram — India’s first vertical lift railway sea bridge. Can you elaborate on the role your wire ropes played in this historic project?
MP: We are honoured to play a pivotal role in the iconic Pamban Bridge, inaugurated by the Hon’ble Prime Minister of India. As the country’s first vertical lift railway sea bridge, its smooth operation relies on Usha Martin’s 46 mm high-tech structural
wire ropes – the true lifeline of this engineering marvel.
In this bridge, the entire deck is lifted to allow ships to pass and lowered back for trains to cross. This highly engineered and precision movement is powered by a rope-driven electromechanical system that uses four sets of Usha Martin’s specially designed wire ropes, each comprising six ropes, enabling the smooth and reliable lifting and lowering of the bridge deck.
From project inception, our team collaborated closely with implementers and design consultants to deliver cutting-edge wire rope solutions, ensuring unmatched engineering performance. Connecting Rameswaram Island to the mainland, this landmark sets a new benchmark in sea connectivity and infrastructure innovation.
WCI: Could you provide us with a brief overview of your organisation — including your product portfolio, core capabilities and global operational footprint?
MP: Usha Martin Limited is a global leader in wire rope manufacturing, renowned for producing highperformance wire ropes, specialty wires, LRPC strands, pre-stressing
accessories, rope-making machinery, and optical fibre cables. With over six decades of experience, we serve critical sectors including infrastructure, mining, oil & gas, ports, renewable energy, elevators, ropeways, fishing, automotive, telecommunications and general engineering.
Our manufacturing excellence is driven by advanced facilities in India, Thailand, UAE and the UK, supported by a Global Development Centre in Italy. We operate service centres in India, the Netherlands, Scotland, Singapore, Dubai and Saudi Arabia, along with distribution centres in the Americas, Australia, Vietnam and Indonesia. These strategically located hubs provide localized support and ensure the smooth, timely delivery of solutions to clients across the globe.
Usha Martin’s commitment to quality is reflected in every stage of production, with rigorous testing protocols that adhere to the highest international standards. Operating in over 75 countries, we offer tailored, value-driven solutions backed by strong R&D and a global supply chain, ensuring we meet the evolving demands of the industries we serve while driving innovation and excellence worldwide.
Our contribution also extends to the iconic Pamban Bridge, inaugurated by the Hon’ble Prime Minister of India. As the country’s first vertical lift railway sea bridge, its smooth operation relies on Usha Martin’s high-tech wire ropes—the true lifeline of this engineering marvel. In this bridge, the entire deck is lifted to allow ships to pass and lowered for trains to cross. This highly engineered, precision movement is powered by a rope-driven electromechanical system that uses Usha Martin wire ropes, ensuring the smooth and reliable lifting and lowering of the bridge deck.
Pamban Bridge
Mr. Manish Prasad, Assistant Vice President (Wire & Wire Rope Business), Usha Martin Limited
WCI: How does the recent expansion of Usha Siam’s fine cord production line enhance Usha Martin Group’s ability to serve diverse industrial sectors globally?
MP: The expansion of the fine cord production line at Usha Siam, Thailand, marks a strategic move that significantly enhances our manufacturing capabilities. This upgrade enables us to produce a broader range of specialized wire products, including high-performance elevator ropes, window regulator and automotive cables, as well as precision marble cutting ropes.
This advancement positions us to meet the precise demands of key global industries, particularly automotive, construction and telecommunications, more effectively. It reflects our commitment to serving the evolving needs of our customers worldwide more effectively.
WCI: Could you share some of the recent developments and innovations underway at Usha Martin that reflect your focus on technology and product advancement?
MP: We have recently introduced two significant product developments. Let’s start with GALSTAR wires. Our new
STEEL WIRE
advanced facility in Ranchi produces high-quality GALSTAR wires with a Zinc-Aluminium alloy coating that offers superior corrosion resistance— outperforming conventional zinc coatings.
These wires are designed for demanding applications such as rockfall and avalanche barriers, slope stabilization, gabions, fencing, conductor core wires/ strands, and automotive springs. Fully compliant with national and international standards, GALSTAR ensures top-tier quality, durability, and longterm reliability.
Another breakthrough has been— OCEANFIBRE, our high-performance round slings made from High Modulus Polyethylene (HMPE).
Engineered for the most demanding offshore environments, OCEANFIBRE slings are ideal for heavy-duty subsea lifting and handling operations. Each sling is fully designed, manufactured, and proof-loaded in-house at Brunton Shaw UK, and tested under extreme conditions using our recently installed state-of-the-art 2000-ton capacity advanced test bench facility.
Apart from these, a hallmark of our advanced engineering capabilities is the HDPE-coated Stay Cable LRPC
Our recently commissioned advanced facility in Ranchi produces high-quality GALSTAR wires with a Zinc-Aluminium alloy coating that delivers superior corrosion resistance, outperforming conventional zinc coatings. These wires are engineered for demanding applications such as rockfall and avalanche barriers, slope stabilization, gabions, fencing, conductor core wires/strands and automotive springs.
Strands, featuring a triple-layer protection system (galvanised, waxfilled with HDPE) —specially designed and engineered for making cables used in cable-stayed bridges, with a specified service life of 100 years.
Another breakthrough is OCEANFIBRE—our high-performance round slings made from High Modulus Polyethylene (HMPE), precisely engineered for offshore applications, as well as heavyduty subsea lifting and handling operations.
Our manufacturing excellence is driven by advanced facilities in India, Thailand, UAE and the UK, supported by a Global Development Centre in Italy. We operate service centres in India, the Netherlands, Scotland, Singapore, Dubai and Saudi Arabia, along with distribution centres in the Americas, Australia, Vietnam and Indonesia. These strategically located hubs provide localized support and ensure the smooth, timely delivery of solutions to clients across the globe.
etc. We supply both domestic and international markets for applications such as automotive springs, MIG welding, vibrating screens, door springs, mattress springs, geo-hazard control & fencing solutions, baling wires and flattening-quality wires.
With advanced manufacturing capabilities and cutting-edge technology, Usha Martin delivers high-precision, reliable wire solutions that ensure maximum safety, superior performance and alignment with the evolving needs of customers worldwide.
solutions that ensure the highest levels of safety, backed by rigorous testing and certification. Sustainability is another key driver. The industry is adopting eco-friendly practices to lower environmental impact. At Usha Martin, we are aligning with ESG principles through efficient and responsible operations.
Overall, India’s steel wire industry is on a growth path, supported by innovation, sustainability and global integration. Usha Martin remains committed to evolving in line with the changing needs of the industry.
WCI: How do you see the Budget for FY 2025-26 impacting the steel wire industry and what opportunities do you think it offers for the sector? How is the Government supporting the growth of this sector?
MP: The Union Budget 2025–26 reinforces the government’s commitment to core sectors such as infrastructure, railways, ports and housing—all of which are key demand drivers for the steel wire industry. Increased capital expenditure in these areas is expected to positively impact the demand for high-performance steel wires and wire ropes.
WCI: Usha Martin has a strong global presence. Could you highlight your key domestic and export markets and the major industries that rely on your steel wire products?
MP: At Usha Martin, we cater to a global customer base with a strong domestic presence and an expanding footprint across North and South America, Europe, Southeast Asia, the Middle East, and Africa. Our high-performance steel wire products serve diverse industrial sectors including railways, infrastructure, oil and gas, fishing, agriculture, textiles
WCI: In your view, what are the key trends currently shaping the steel wire sector in India?
MP: India’s infrastructure boom is driving strong demand for highperformance, application-specific steel wires. The industry is moving steadily from commoditized products to value-added, advanced solutions. At Usha Martin, this transition is reflected in our latest innovation, GALSTAR wires, which set new benchmarks in performance, durability and reliability.
Customer expectations are also rising, with a sharper focus on safety and adherence to global standards. We are committed to delivering wire
The Budget’s focus on sustainable manufacturing, including incentives for green steel and encouragement of ESG compliance, is prompting the industry to innovate responsibly. Additionally, proposed import duty measures aim to protect domestic manufacturers and foster a more competitive landscape.
Support for R&D, MSMEs, and trade facilitation platforms like BharatTradeNet reflects a strategic push to integrate Indian manufacturing more deeply into global supply chains. Usha Martin sees these developments as a catalyst to align more closely with evolving industry needs and deliver globally competitive, future-ready products.
DP Wires Ramps Up Production to 80,000 MTPA with Tech Upgrades and Product Diversification
DP Wires has scaled its capacity from 50,000 metric tonnes to 80,000 metric tonnes per year. This expansion is supported by advanced wire drawing technology and an expanded product portfolio that includes LRPC, induction tempered wires, spring steel, and geomembranes. In an exclusive interview to Wire & Cable India, Mr. Arvind Kataria, Director at DP Wires Limited shares that the company is actively upgrading its plant, expanding its product range, and embracing sustainable and high-tech manufacturing to reinforce its position in the steel wire segment.
Mr. Arvind Kataria, Director at DP Wires Limited
Wire & Cable India: After DP Wires Limited’s IPO in 2017, how has the company grown so far?
Arvind Kataria: After DP Wires Limited’s IPO in 2017, the company has shown strong growth across key areas. Its revenue increased significantly, from around INR 197 crore in FY2018 to over INR 1,200 crore in FY2023.
Our net profits also grew substantially during this period, reaching a peak of about INR 41 crore in FY2023. The company expanded its manufacturing capacity for wires and plastic films and entered new export markets including the USA, Europe, and Bangladesh.
In 2020, we moved from the SME platform to the NSE main board, reflecting our improved scale and stability. While FY2024 saw a slight dip in revenue and profit, the longterm growth trend remains positive, with a solid track record in financial performance, capacity expansion, and market reach.
WCI: The company emphasises on the strategic location of the Ratlam facility in Madhya Pradesh. Could you please tell us how it plays a key role in terms of steel wire production? AK: The strategic importance of our
Ratlam facility in Madhya Pradesh is due to its central location, which ensures efficient distribution, proximity to raw materials, availability of skilled labor, and strong infrastructure. These factors collectively enhance our operational efficiency and support our cost-effective, high-quality steel wire production.
WCI: Could you please tell us about your company, your product portfolio and manufacturing capacities, specially for the steel wire segment.
AK: Incorporated in 1998, DP Wires Limited is a leading Indian manufacturer of specialized steel wire products, based in Ratlam, Madhya Pradesh. The company serves crucial sectors like infrastructure, power, construction, and automotive. Our product portfolio in the steel wire segment include LRPC (Low Relaxation Pre-Stressed Concrete) strands, induction-tempered steel wires, spring steel wires, and normal relaxation prestress strands. These are used in bridges, metros, nuclear plants, and high-rise structures.
Our current manufacturing capacity is approximately 80,000 metric tonnes per year. The facilities include stateof-the-art machinery for wire drawing,
We offer a diverse range of steel wire products—such as LRPC strands, induction tempered wires, spring steel wires, and geomembrane sheets—to critical sectors.
heat treatment, and quality testing, adhering to ISO and ASTM standards. We are a trusted supplier for key infrastructure projects across India and are steadily expanding to meet growing industry demand.
WCI: What are the current trends shaping the wire and cable industry in India, especially the steel wire sector?
AK: India’s steel wire sector is growing rapidly, driven by infrastructure development, export opportunities, and demand for specialized, highperformance wires. The focus is also shifting toward sustainability, quality, and automation to stay competitive globally.
WCI: How do you see Indian steel wire manufacturers competing with global players in terms of quality, pricing, and technological advancements?
AK: Indian firms are improving significantly in steel wire production, and adopting international standards like ASTM, ISO, and EN. Companies like DP Wires, Usha Martin, Tata Steel now serve critical sectors such as infrastructure, nuclear, railways and other sectors globally. Their cost competitiveness is driven by lower labor and production costs. Further, currency depreciation and extensive local sourcing keep their export pricing attractive.
On technological fronts, the steel wire manufacturers are adopting automation, advanced wire drawing technology, heat treatment, and advanced testing systems to elevate product quality and standards. The companies are progressing when it comes to technological advancements
and upgrades but still lagging slightly behind European and Japanese players in high-end wire technology.
Indian steel wire manufacturers are experiencing strong export growth, especially as Western countries are divesting from China. This gives opportunities to the Indian firms which are increasingly being seen as reliable alternatives in global supply chains.
WCI: What are the recent developments and innovations happening at your company?
AK: Some of our recent developments at DP Wires include capacity expansion and manufacturing enhancements at the Ratlam plant, which continues to integrate state-ofthe-art machinery for wire drawing, heat treatment, and high-precision testing—improving yield, quality, and operational efficiency.
In terms of technological innovation and product diversification, our company continues to use advanced alloys and precision engineering, particularly for induction-tempered and spring steel wires. We have expanded our product offerings in specialty segments like geomembrane sheets and LRPC strands, supported by targeted R&D and knowledge sharing through blogs covering topics such as strand technology and geomembrane applications.
To boost sustainability, our company has rolled out green manufacturing initiatives such as energy-efficient equipment, scrap recycling, and robust waste management, aligning with best global practices. We further emphasized on environmental compliance integrated into our daily operations.
Our company maintains strict adherence to international standards including ISO-9001, ASTM, EN, CE, and UL, with rigorous quality controls across every stage—from raw material selection to drawing, annealing, and coating—along with continued investment in advanced testing infrastructure and certifications to meet critical performance requirements for demanding applications.
Our workforce and leadership development is driven by structured employee development through training programs and a layered organizational approach that fosters skill development and innovation. Under the strategic leadership of the DP family, our company remains committed to quality, operational excellence, and long-term growth.
All these efforts have earned DP Wires notable industry recognition, such as the ’Certificate of Recognition’ from V-WIRRO Wire Rods in 2023 and the ‘Most Trusted & Valuable Supply’ award from HGIEL in 2022.
So, all in all, our company, DP Wires is actively upgrading its plant, expanding its product range, and embracing sustainable and high-tech manufacturing, to reinforce its leadership position in the steel wire industry.
WCI: What are the challenges faced by the Indian steel wire industry? How do you see the industry overcoming these challenges?
AK: Some of the challenges faced by the Indian steel wire industry are raw material price volatility;
We are adopting a multi-faceted growth approach—scaling capacity, widening geographic reach, banking on innovation, and emphasizing sustainable operations—all while safeguarding earnings through diversified verticals and policy tailwinds in India’s infrastructure sector.
import competition; infrastructure bottlenecks like logistics, transportation delays, and high energy costs; technological gaps; skilled labor shortage; regulatory and compliance burden- navigating environmental and safety regulations requires time, cost, and continuous adaptation.
The steel wire manufacturers are actively investing in automation and advanced quality systems to minimize reliance on manual labor and consistently achieve global production standards. They are scaling up their capacity to enhance cost efficiency and to meet the rising demand driven by infrastructure growth. They are focusing on exports to diversify risks and capitalize on higher-margin markets abroad. At the same time, the manufacturers continue to strengthen local sourcing and advocate for government policies that support Indian steel products. Finally, the companies are also building robust in-house R&D capabilities and comprehensive training programs to bridge skill and technology gaps.
WCI: Can you tell us about your global presence and key export markets for steel products? Which industries do your products cater to?
AK: Since moving to the main NSE board around 2020, DP Wires has actively expanded into export markets including Bangladesh, the USA, and Europe. Our strategically located Ratlam plant, with robust logistical connectivity, enables efficient dispatch across domestic and international routes.
We offer a diverse range of steel wire products—such as LRPC strands, induction tempered wires, spring steel wires, and geomembrane sheets—to critical sectors including infrastructure, nuclear and power,
automotive, energy and telecom, oil and gas, environment, and civil engineering.
WCI: What are your future growth plans or investments aimed at strengthening your market position in the steel wire segment?
AK: We are adopting a multi-faceted growth approach such as scaling capacity, widening geographic reach, banking on innovation, and emphasizing sustainable operations— all while safeguarding earnings through diversified verticals and policy tailwinds in India’s infrastructure sector. Our firm’s strong financials (low debt, rising cash accruals) and consistent quality certifications (ISO 9001) further reinforce our ability to execute these plans with resilience.
WCI: How do you see the Budget for FY2025-26 impacting the steel wire industry, and what opportunities do you think it offers for the sector? How is the Government supporting the growth of this sector?
AK: From a global perspective, the steel wire market is projected to grow ~4.7% in FY 2025-26, driven largely by construction, urbanization, and government infrastructure spending. For domestic manufacturers like us, this growth outlook is encouraging, as higher infrastructure outlays are likely to drive up demand volumes.
With the continued push towards ‘Make-in-India’, steel wire manufacturers, like us, may gain lower duties and easy access to raw materials, along with incentives aimed at reducing reliance on imported wires. These schemes benefit the domestic manufacturing ecosystem and enhance the company’s competitive position.
The budget’s channel focus on roads, railways, metro lines, and smart city projects, consistently generates strong demand for steel wire products, creating benefits for the wire manufacturers. Additionally, government schemes such as the Production Linked Incentive (PLI) for specialty steel, along with MSME empowerment initiatives, further help to remove operational barriers for smaller players and indirectly benefit large suppliers through a strengthened ecosystem.
The government’s emphasis on decarbonization and green manufacturing also provide companies’ access to subsidies and technology grants which lower energy intensity and reduce the costs of steel wires. Improvements in land acquisition, regulatory clearances, and logistics upgrades further reduce turnaround times for production units, enabling faster market delivery for wire manufacturers.
While our company has not yet issued a public statement on Budget 2025-26, the overall outlook for the steel wire sector looks majorly positive. Increased demands driven by infrastructure and energy projects, an investment-friendly climate supported by capital allocation and policy reforms, export opportunities reinforced by cost competitiveness and government incentives, and an emphasis on sustainability, all create a strong foundation for growth in the steel wire segment.
For DP Wires, such an environment, opens up opportunities for capacity expansion, portfolio diversification and competitiveness in global tender, thereby enhancing our position in the steel wire segment.
The steel wire market is projected to grow ~4.7% in FY 2025-26, driven largely by construction, urbanization, and government infrastructure spending.
Rajratan Global Wire Accelerates Growth with New Facility, Product Diversification
In an exclusive interaction with Wire & Cable India, Mr. Yashovardhan Chordia, CEO and Deputy Managing Director of Rajratan Global Wire Limited, shares insights into the company’s robust expansion strategy. He highlights the commissioning of a manufacturing facility in Chennai with a scalable capacity of 60,000 TPA, aims to solidify company’s position as a world-class, preferred supplier of bead wire to the global tyre industry, and the introduction of 10,000 TPA wire rope production in the Pithampur facility. With a focus on digitalization, sustainability, and product diversification, Rajratan is strengthening its position as a global leader in the steel wire sector, aiming to triple its exports by FY26.
Wire & Cable India: Rajratan has set up a greenfield manufacturing facility in Chennai. What is your vision behind establishing this new facility and how will it impact overall business performance?
Yashovardhan Chordia: The Chennai facility is a cornerstone of Rajratan’s strategy to expand its global footprint, enhance competitiveness through scale and efficiency, and solidify its position
as a world-class, preferred supplier of bead wire to the global tyre industry, all while adhering to high standards of quality and sustainability. Additionally, since a large number of major tyre manufacturers are located in the southern part of India, the Chennai plant will play a crucial role in serving these customers more efficiently and responsively. This strategic location not only strengthens our supply chain but also helps us build closer partnerships
with key clients, ultimately contributing to improved business performance and customer satisfaction.
WCI: How will this facility enhance the overall capacity of Rajratan?
YC: The new manufacturing facility in Chennai significantly enhances Rajratan’s overall production capacity, marking a strategic leap towards becoming a global entity.
Our Product Range
Ÿ Straight Line Wire Drawing Machine
Ÿ Inline Wire Rod Preparation System
Ÿ CO2 Wire Production Line
Ÿ Pay-off & Take-up Systems for Galvanizing Line
Ÿ Pay-off & Take-up Systems for Patenting / Annealing Line
Ÿ Inverted Drawing Machines (IVD)
Ÿ Wet Wire Drawing Machines
Ÿ Vertical / Horizontal Spoolers
Ÿ Dead Block Coilers
Ÿ Pay-offs for Wire Drawing Machine
Ÿ Rewinder Machines
Initially, the Chennai facility, which was commissioned during the financial year 2023-24 and began commercial production in August 2024, added 30,000 TPA to Rajratan’s manufacturing capacity.Now, the Chennai facility has been designed with infrastructure to support a scalable monthly capacity of 5,000 tons (equivalent to 60,000 TPA) which can be further scaled.
WCI: The company has introduced wire rope at its Pithampur plant. What is the production capacity of this new segment? How does this horizontal expansion impact your overall steel wire business?
YC: Rajratan has introduced wire rope manufacturing at its Pithampur plant, which represents a forward integration from its existing production of high-carbon steel wire (also known as black wire). The company intends to
manufacture 10,000 TPA of wire ropes at its Pithampur facility.
Rajratan’s entry into wire ropes adds value to its current black wire product and helps expand beyond its main bead wire business. This new line is expected to boost revenue, support long-term growth, and take advantage of rising demand from infrastructure projects, especially in Asia. It also offers good export opportunities, supporting the company’s global plans.
WCI: Shed light on your manufacturing facilities and their production capacities?
YC: In India, we have two manufacturing facilities. One in Pithampur, Madhya Pradesh with a production capacity of 72,000 TPA. Another one in Chennai, Tamil Nadu, with a manufacturing capacity of 60,000 TPA, which can be further scaled, whose initial commissioned manufacturing capacity for bead wire was 30,000 TPA. And in Ratchaburi, Thailand we have a 60,000 TPA manufacturing facility.
WCI: Rajratan aims to triple exports in FY26. Which product segments will drive this growth, and what strategies are you implementing to achieve this goal? Which markets are you eyeing for enhanced exports?
YC: Rajratan’s strategy revolves around leveraging its expanded, high-quality, and cost-efficient manufacturing capacity from the new Chennai plant, coupled with focused international sales and marketing efforts and product diversification, to significantly grow its global footprint and reduce dependence on any single market or region.
The growth in exports will be primarily driven by two key product segments,
tyre bead wire and high carbon steel wire. We already have a significant presence in the Southeast Asian market, and we are now strategically aiming to expand further into Europe and the United States. This approach builds on our strong relationships with leading global tyre companies, giving us a solid base to grow in new markets.
WCI: How do you see Indian steel wire manufacturers competing with global players in terms of quality, pricing, and technological advancements?
YC: Indian steel manufacturers are striving to compete globally by leveraging domestic raw materials and labour for cost advantages. However, they face significant challenges from high capital costs, logistics issues, and non-creditable taxes, which directly impact pricing competitiveness and make them vulnerable to cheaper imports. In terms of quality and technology, there is a strong push towards the adoption of advanced digital tools and modernization initiatives aimed at improving efficiency, streamlining production processes, and aligning with global standards, ultimately enhancing product quality and strengthening overall competitiveness.
WCI: What are the key trends and challenges shaping the Indian steel wire industry, and how is the sector evolving to address them?
YC: The Indian steel wire industry is currently undergoing significant transformation, fueled by strong demand from core sectors like construction, railways, and automotive. Government initiatives such as the National Steel Policy and the Production-Linked Incentive (PLI) scheme are playing a pivotal role in boosting domestic production,
The Indian steel industry is growing rapidly, driven by strong demand from construction, railways, and the auto sector. This growth is supported by government initiatives like the National Steel Policy and the PLI scheme, which aim to boost production and reduce imports.
Mr. Yashovardhan Chordia, CEO and Deputy Managing Director, Rajratan Global Wire Limited
Rajratan’s entry into wire ropes adds value to its current black wire product and helps expand beyond its main bead wire business. This new line is expected to boost revenue, support long-term growth, and take advantage of rising demand from infrastructure projects, especially in Asia.
The company is focusing on sustainable bead wire using recycled materials and EV tyre applications.
encouraging investment, and reducing reliance on imports. Companies are increasingly adopting digital technologies like AI, IoT, robotics, and automation to enhance efficiency, improve product quality, and stay globally competitive.
However, the industry faces notable challenges, including high production and transportation costs, expensive financing, heavy taxation, and stiff competition from cheaper imports. Additionally, outdated technologies and inconsistent demand from key sectors like real estate and automotive continue to pose hurdles. To overcome these issues, the sector is embracing sustainability through energyefficient processes and reducing logistics costs. Consolidation through mergers, partnerships, and workforce upskilling are also key strategies
being pursued to strengthen the industry’s global standing and longterm resilience.
WCI: The company has recently achieved the TPM excellence award for its Pithampur facility. How do you plan to build on this momentum moving forward for your Chennai and Thailand facilities?
YC: Rajratan Limited, after earning the TPM Excellence Award Category A for its Pithampur plant, is now replicating these world-class standards at its Chennai and Thailand facilities. The Chennai plant, operational since August 2024, integrates TPM from the outset, supported by advanced infrastructure, digital systems, and automation. TPM implementation at both the Chennai and Thailand facilities is currently in progress, guided by the valuable learnings and best prac-
tices from the Pithampur plant. In Thailand, Rajratan has already made significant progress and is actively working towards TPM certification.
WCI: What are your future growth plans aimed at strengthening your market position in the steel wire segment?
YC: Rajratan plans to strengthen its market position by expanding into wire rope manufacturing with a 10,000 TPA facility at Pithampur. It is investing in R&D and technical talent to tap into strong demand from sectors like construction, mining, and transport. The company is also developing high tensile wires for infrastructure, and focusing on sustainable bead wire using recycled materials and EV tyre applications. These steps aim to diversify its offerings and build longterm business resilience.
Real Ispat & Power: Driving Innovation and Sustainability in Steel Wire Manufacturing
REAL Group’s flagship steel wire brand, Real Wire, is gaining strong traction in India’s steel wire industry through strategic investments in green technologies, capacity expansion, and product innovation. In an exclusive interview with Wire & Cable India, Mr. Shiv Agrawal, Director, Real Ispat & Power Limited, said that the adoption of ABB’s energy-efficient motors, VFDs, and hot charging systems has enhanced process control, reduced emissions, and improved wire quality. With a focus on high-tensile, galvanized, and specialty wires, Real Wire is expanding its domestic and global footprint through sustainable, value-driven manufacturing.
Wire & Cable India: Real Ispat & Power (RIPL) has recently acquired advanced green steel technologies from ABB. How do these innovations enhance your overall production of green steel? Will this new technology have an impact on the steel wire segment?
Shiv Agrawal: Real Ispat & Power (RIPL) has integrated cutting-edge green steel technologies from ABB to enhance energy efficiency and environmental performance across its operations. Key installations include high-efficiency IE3 electric motors (ranging from 1.5 kW to 710 kW) and Variable Frequency Drives (VFDs), which are now deployed across core processes such as conveyors, pumps, crushers, and dedusting systems. These systems dynamically adjust motor speed to actual load conditions, significantly optimizing energy consumption. In parallel, the implementation of hot charging of mild steel billets has eliminated the need for re-heating prior to rolling, saving both electricity and fuel while meaningfully reducing CO₂ emissions. Additional improvements, such as coil design modifications in furnaces, have boosted thermal efficiency further.
Beyond these core changes, RIPL has also switched to energy-efficient LED lighting and adopted dolochar—a steelmaking byproduct—as biofuel in boilers. This shift not only enhances energy conservation but also fosters circularity within the production process. These sustained green practices have earned the company accolades, including recognition as a Model Plant by the UNDP, along with multiple regional and national awards.
As for the steel wire segment, the impact of ABB’s technologies is significant, even if indirectly. Products such as wire rods, binding wire, GI wire, HB wire, and barbed wire benefit from upstream improvements. Cleaner and more efficient power delivery to reheating furnaces, rolling mills, and drawing machines leads to improved temperature control and consistent production, which translates into wires with better dimensional accuracy and surface finish. VFDs also contribute by enabling smoother equipment operation, thereby reducing mechanical stress, breakdowns, and downtime in wire-drawing lines. The cumulative cost savings from these energy efficiencies lower the unit cost of production and
allow for reinvestment in further wire-processing innovations. Most importantly, these advancements support the creation of low-carbon wire products under RIPL’s brands like Real Wire and GK TMT—an increasingly important differentiator in industrial and infrastructure procurement markets that are becoming more sustainability-driven.
WCI: Can you give us an overview of the company, highlighting its journey and major milestones?
SA: REAL Group, under the visionary leadership of Mr. Rajesh Agrawal (Chairman) and his brothers Mr. Umesh Agrawal and Mr. Ramesh Agrawal, has grown from modest beginnings into one of India’s most respected names in steel manufacturing and infrastructure development. The journey began in 1992 with the trading of cement and steel, and over the past three decades, the group has consistently progressed through strategic investments, backward integration, and a steadfast commitment to quality, innovation, and sustainability.
Some of the major milestones along the way include the acquisition of a traditional rolling mill in 1998, followed by the commissioning of Real Ispat & Power Ltd.—our first greenfield integrated steel plant, in 2004, marking our official foray into manufacturing. In 2011, we acquired Shivalay Ispat & Power Private Limited, a sponge iron unit that further strengthened our backward integration. The momentum continued in 2014 with the acquisition of API Ispat & Powertech Private Limited, another integrated steel plant, effectively doubling our installed capacity. In 2021, we diversified into premium real estate with the launch of Real Spaces, adding a new
STEEL WIRE
dimension to our growth strategy. The groundwork for a new ultra-modern steel plant under Real Ispat & Energy Private Limited was completed in 2023, and by 2024, it was successfully commissioned, positioning the group at the forefront of next-generation steel production using advanced green steel technologies.
Today, our product portfolio includes TMT bars under the brand GK TMT, a wide range of steel wire products under the Real Wire brand, sponge iron, and billets. Our installed capacity has more than doubled over the years, and our commitment to advanced technologies reflects our deep focus on sustainability and operational excellence. From a humble trading company to a vertically integrated steel conglomerate, REAL Group has continuously evolved with a vision to build stronger, smarter, and greener infrastructure for India.
WCI: Kindly describe your manufacturing setup and production capacities.
SA: REAL Group, under its flagship brand, operates a robust and integrated manufacturing ecosystem that spans multiple group companies, ensuring synergy, efficiency, and consistently high-quality output across the entire steel value chain. Our manufacturing infrastructure is spread across four core units: Real Ispat & Power Limited (RIPL), API Ispat & Powertech Private Limited (API), Shivalaya Ispat Power Private Limited (SIPPL), and Real Ispat & Energy Private Limited (RIEL). These group companies collectively enable us to operate seamlessly across all major steel processing stages—from sponge iron and billet production to rolling and finishing operations.
In addition to our vertically integrated setup, we are also backed by in-house power generation and advanced
automation technologies that optimize energy efficiency and operational performance. This comprehensive approach has allowed us to scale our steel production to a capacity of 0.8 million metric tons per annum (MMTPA), with capabilities that align with modern demands for sustainability, precision, and scalability.
WCI: Please tell us about your product portfolio, especially in the steel wire segment, and its application areas.
SA: At REAL Group, we offer a diverse and high-quality portfolio of both finished and intermediate steel products that cater to a wide range of sectors including construction, infrastructure, industry, and agriculture. Among these, the steel wire segment, marketed under our “Real Wire” brand—has emerged as a fast-growing vertical and a strategic focus area for the company.
Our manufactured finished products include GK TMT Re-bars, known for their high strength and superior ductility, produced using Thermax QST technology—ideal for critical infrastructure and seismic-prone zones. We also manufacture hot-rolled wire rods under the Real Wire brand, which serve as base material for various wire products.
In the steel wire segment, we produce a comprehensive range of valueadded wire products using advanced wire drawing and galvanizing lines. These facilities ensure superior tensile strength, ductility, and corrosion resistance. Our wire rods are produced using automatic rolling mills with horizontal-vertical rolling technology, Siemens automation, and PLC & SCADA-controlled operations. Our dedicated in-house
This comprehensive approach has allowed us to scale our steel production to a capacity of 0.8 million metric tons per annum (MMTPA), with capabilities that align with modern demands for sustainability, precision, and scalability.
The Real Wire product range benefits from complete backward integration, enabling us to maintain consistent quality, achieve cost efficiency, and ensure faster delivery to the market.
R&D team collaborates with IITians and researchers to consistently refine product quality. These wire rods are used as feedstock for cold drawing into wires, and find application in fasteners, welding electrodes, automobile springs, screws, rivets, and industrial tools.
We also produce HB wire (Hard Bright wire) used in fasteners, nails, wire meshes, and automotive parts; binding wire for tying reinforcement in RCC work, packaging, cable industries, and fabrication shops; Galvanized Iron (GI) wire used for fencing, cable armoring, electrical grounding, and agricultural trellising; and barbed wire, commonly used for security fencing across farms and industrial perimeters.
On the intermediate side, we produce sponge iron and billets in-house, which serve as a clean and consistent steel base. We also operate 94 MW of captive power, ensuring reliability and cost-efficiency, and manufacture ecobricks from steel plant by-products to promote sustainable construction.
The Real Wire product range benefits from complete backward integration, enabling us to maintain consistent quality, achieve cost efficiency, and ensure faster delivery to the market. Our wire products are increasingly gaining preference in key sectors such as construction, agriculture, telecom, and security due to their strength, durability, and corrosion resistance.
WCI: Can you tell us about your recent developments and major projects undertaken by the company?
SA: REAL Group has been actively
undertaking major developments across its facilities to enhance operational efficiency, expand capacity, and lead the transition toward greener, technology-driven steel production. One of the most significant milestones was the successful commissioning of Real Ispat & Energy Private Limited (RIEL) in 2024. Located in Bhatapara, Chhattisgarh, this new integrated steel facility is our most advanced unit to date. It features state-of-the-art automation and energy-efficient systems powered by ABB’s green steel technologies. Designed for future readiness, RIEL is built to accommodate low-carbon steel production, positioning us at the forefront of environmentally conscious steelmaking in central India.
Another major development is the adoption of ABB’s advanced green steel technologies across all our plants. We have deployed IE3 energy-efficient motors and Variable Frequency Drives (VFDs) to optimize power usage across key equipment. Additionally, the implementation of
hot charging technology in rolling mills has eliminated the need for billet reheating, significantly reducing both energy consumption and carbon emissions. These measures are central to our broader strategy of moving toward low-emission, high-efficiency steelmaking.
In our Real Wire division, we have scaled up both production capacity and market reach. This includes the development of thicker wire rod sections (14mm and 16mm), as well as the expansion of automation in wire drawing and galvanizing lines. These upgrades allow us to serve a growing range of sectors, including infrastructure, agriculture, and rural fencing. Real Wire is now a key contributor to our group revenue and is strengthening brand visibility, particularly in semi-urban and rural markets.
We are also advancing our digital transformation through the implementation of ERP-integrated
One of the most significant milestones was the successful commissioning of Real Ispat & Energy Private Limited (RIEL) in 2024. Located in Bhatapara, Chhattisgarh, this new integrated steel facility is our most advanced unit to date.
systems for production, sales, and procurement—namely, the REAL DEALS platform. Additionally, we are developing a centralized Quality Management System (QMS) to ensure uniform process control and full traceability across our operations. This system is especially valuable for meeting the compliance and assurance needs of government and institutional buyers, reinforcing our commitment to quality and customer confidence.
WCI: Can you tell us about your market footprint and key clientele for steel wire products? Do you cater to international markets?
SA: REAL Group, under the brand “Real Wire,” has developed a robust and expanding footprint in the Indian steel wire industry. Our product line, which includes HB wire, binding wire, GI wire, and barbed wire, caters to a wide range of applications spanning construction, infrastructure, agriculture, power transmission, and public development projects. These wire products have become integral to rural fencing, structural reinforcement, and electrification efforts, contributing significantly to various government and private initiatives.
Geographically, we hold a strong presence in states such as Chhattisgarh, Odisha, Maharashtra, West Bengal, Madhya Pradesh, Jharkhand, and Uttar Pradesh. Our extensive and growing dealer network continues to expand into Tier-2 and Tier-3 cities, further strengthening our domestic market outreach. This network is supported by more than 300 active dealers and distributors who serve regional hardware markets and local building material hubs.
Our key clientele includes institutional buyers such as EPC contractors involved in infrastructure and rural electrification, as well as various state departments participating in public procurement schemes. We regularly participate in government tenders, especially for barbed and GI wires. In addition to institutional and retail clients, we also serve OEMs and industrial users, including structural fabricators and local manufacturing units that rely on high-quality mild steel wires for their operations.
While our primary focus remains on the Indian market, we have also taken strategic steps toward international expansion. We have initiated trial exports of wire rods,
HB wires, GI wires, and binding wires to countries such as Nepal, the UAE, and Bangladesh. Encouraged by growing interest, we are in the process of establishing a dedicated export vertical that will focus on highpotential regions including South Asia, East Africa, and the Middle East. We maintain strict adherence to BIS and ISO standards, and our infrastructure is well-equipped to support international clientele with consistent product quality and on-time delivery.
WCI: How do you see Indian steel wire manufacturers competing with global players in terms of quality, pricing, and technological advancements?
SA: Indian steel wire manufacturers have made significant strides over the past decade and are now increasingly competitive with global players in terms of quality, pricing, and technological sophistication. On the quality front, manufacturers like REAL Group have adopted rigorous quality control frameworks, including BIS and ISO certifications, as well as internal QA protocols, to consistently meet international standards. Our wire drawing facilities incorporate advanced technologies such as inline zinc coating and precision lab testing, ensuring performance consistency across varied applications—from largescale infrastructure to agriculture. Products like HB wire, GI wire, and binding wire are subjected to thorough testing for tensile strength, elongation, and corrosion resistance, placing them on par with offerings from European and Southeast Asian producers.
When it comes to pricing, India enjoys a natural edge due to its access to abundant raw materials such as iron ore and billets, availability of lowcost skilled labor, and the presence of integrated steel plants equipped with captive power generation. Real Group’s own backward integration—from power to steel—and our operational scale allow us to deliver high-quality wire products at globally competitive
In our Real Wire division, we have scaled up both production capacity and market reach. This includes the development of thicker wire rod sections (14mm and 16mm), as well as the expansion of automation in wire drawing and galvanizing lines.
prices. This cost efficiency translates into enhanced value for both domestic and international clients.
Technologically, Indian manufacturers are increasingly adopting automation and process optimization. PLC-based automation systems, energy-efficient furnaces, and advanced galvanizing techniques are now common. At REAL Group, the adoption of ABB’s green steel technologies has enabled us to minimize emissions while enhancing energy efficiency and production output. Furthermore, many manufacturers are integrating Industry 4.0 solutions like ERP systems, IoT sensors, and digital quality monitoring to optimize supply chains and product traceability.
Looking ahead, with sustained investments in R&D, infrastructure, and sustainability, Indian wire manufacturers are well-positioned not just to meet but to exceed global benchmarks. Increasing collaborations with international buyers, EPC contractors, and OEMs reflect growing global confidence in Indian wire producers’ reliability, consistency, and ability to scale.
WCI: Sustainability is the nucleus of the manufacturing sector. Have you incorporated sustainability initiatives in your manufacturing operations?
SA: Yes, sustainability lies at the core of our operational philosophy at REAL Group. We have embedded a comprehensive and forwardlooking approach to sustainable manufacturing through our Green Steel Journey. Our initiatives span across energy management, emissions reduction, waste reuse, and digital transformation. We conduct real-time energy and emissions monitoring, with data directly transferred to environmental bodies like the CECB
and CPCB. Emission levels across critical operations—such as the power plant, rolling mill, steel melting shop (SMS), DRI, and boiler stacks—are stringently monitored to stay within permissible limits (e.g., PM10: 100 µg/ m³, SO₂: 80 µg/m³).
On the waste management front, we actively reuse dolochar, fly ash, and fugitive dust, supported by automated dust extraction systems and zerodischarge wastewater systems that facilitate resource conservation. Energy efficiency is driven by process optimization measures such as hot charging of billets to eliminate reheating, direct sponge iron transfer to induction furnaces using closed circuit systems, and the replacement of dampers with drives in DRI kilns—all of which significantly cut energy consumption and emissions. Air quality within the plant is also prioritized using vehicle misting, wheel pressure washing systems, and dust suppression techniques.
Beyond process-level changes, we are committed to environmental stewardship through continuous green belt development and plantation drives within our campuses. These efforts are complemented by strategic certifications like ISO 50001 for Energy Management and a fully digitized, paperless office ecosystem—further reducing our environmental footprint. Together, these integrated efforts reaffirm our commitment to building a cleaner, greener future for Indian steel manufacturing.
WCI: What are the current trends shaping the wire and cable industry in India, especially the steel wire sector?
SA: The Indian wire and cable industry is witnessing a major transformation, driven by rapid infrastructure development, technological
advancement, and a strong shift toward sustainability. At REAL Group, we closely monitor these trends and strategically align ourselves with them. A key driver is the surge in infrastructure-led demand, fueled by government initiatives like the National Infrastructure Pipeline, PM Gati Shakti, and Saubhagya. These programs are pushing the need for high-performance wire and cable products—including steel wires—for structural reinforcement and power distribution, especially across growing urban and rural networks.
Sustainable manufacturing is becoming central to this evolution. REAL Group is deeply invested in the green steel movement, incorporating emission-controlled production lines, real-time pollution monitoring (integrated with CECB and CPCB), reuse of industrial by-products like dolochar and fly ash, and zero-liquid discharge systems. Our MIRROR philosophy—Monitoring, Innovation, Reduction, Reuse, Optimization, and Replenishment—underpins our commitment to India’s Net Zero 2070 vision.
We’re also seeing a clear shift in customer preference toward ecofriendly, high-performance products such as low-smoke, halogen-free, and fire-retardant cables, alongside anti-corrosive and alloy-coated steel wires. REAL Group is exploring value-added steel wire applications in critical sectors like tunneling, power grids, and telecom tower reinforcement. Digitalization is another game changer, with Industry 4.0 tools—AI-based quality control, IoT monitoring, and predictive maintenance—being adopted widely. REAL Group is advancing with 100% paperless customer operations, as well as automation across its SMS, DRI, and rolling units for better consistency.
To begin with, we are significantly investing in capacity expansion and product diversification, especially in high-tensile steel wires, galvanized and coated wires, and specialty products tailored for the construction, automotive, telecom, and utility sectors.
Export momentum is also rising, as global players diversify away from China. REAL Group is leveraging this opportunity by expanding into international markets with premiumgrade steel wire offerings. Another emerging trend is the entry of large conglomerates into the wires and cables sector, triggering consolidation, brand-driven competition, and increased R&D and compliance investments. We see this as a positive shift that raises industry standards and fosters innovation.
In conclusion, the wire and cable sector—particularly steel wires—will play a vital role in shaping India’s infrastructure and sustainability landscape. At REAL Group, we are fully committed to being a key enabler of this transformation, blending capacity growth with conscientious manufacturing.
WCI: What are the challenges faced by the Indian steel wire industry? How do you see the industry overcoming these challenges?
SA: The Indian steel wire sector, despite its steady growth, faces several structural, environmental, and operational challenges. At REAL Group, we recognize these complexities and are aligned with a proactive roadmap to address them. One of the foremost issues is the volatility in raw material prices—with frequent fluctuations in iron ore, sponge iron, coal, and ferroalloys affecting production costs and profit margins, especially for long products and specialty wires. We believe the industry will increasingly adopt strategic sourcing, inventory hedging, and a shift toward green inputs to stabilize costs and ensure resilience.
Another pressing challenge is environmental compliance and
emission control, as CPCB, NGT, and MoEF regulations become more stringent. Meeting production targets while staying within permissible emission norms is no small feat. At REAL Group, we’ve responded by implementing realtime emission monitoring systems, zero-liquid discharge processes, and comprehensive dust suppression measures. We expect wider adoption of such sustainability-focused practices— along with certifications like ISO 50001—to become industry norms.
The fragmented nature of the steel wire industry and the dominance of unorganized players also create challenges. Quality inconsistencies, tax evasions, and pricing disparities often affect the competitiveness of organized, compliant manufacturers. However, with growing consumer awareness, tighter regulatory oversight, and GST-led transparency, we anticipate a shift toward the formal sector. Branding, certification, and customer trust will increasingly serve as critical differentiators.
Technological gaps and process inefficiencies further hinder industry productivity. Many smaller units continue operating with outdated setups, leading to low energy efficiency and higher rejection rates. Future growth, in our view, lies in embracing automation, digital twins, and AIbased quality control systems. At REAL Group, we’ve already deployed drive-based systems, closed-loop automation, and hot charging mechanisms to boost energy efficiency and output quality.
Another challenge is the shortage of skilled manpower and inadequate adherence to safety standards across many facilities. This impacts both productivity and operational integrity. We advocate for investments
in workforce upskilling, digital training tools, and structured safety certification programs. REAL Group conducts regular in-house training and third-party safety audits to maintain a culture of safety and excellence.
Lastly, international trade competition and import threats—particularly from countries with surplus steel capacity—pose risks to domestic manufacturers. Strategic measures such as anti-dumping duties, Quality Control Orders (QCO), and the reinforcement of the ‘Make in India’ initiative are essential for safeguarding local producers. REAL Group is also diversifying through export initiatives to mitigate these risks and tap into global demand.
In summary, while the Indian steel wire industry faces a range of challenges, a combination of technology adoption, policy support, quality focus, and sustainability will help it evolve into a globally competitive sector. At REAL Group, we remain committed to being at the forefront of this transformation.
WCI: What are your future growth plans aimed at strengthening your market position in the steel wire segment?
SA: At REAL Group, we are deeply committed to achieving long-term leadership in the steel wire segment by aligning our growth strategy with evolving market demands, sustainability imperatives, and valuedriven innovation. Our roadmap is built around scaling our capacity, enhancing product quality, and expanding our presence in both domestic and international markets.
To begin with, we are significantly investing in capacity expansion and product diversification, especially in high-tensile steel wires, galvanized
and coated wires, and specialty products tailored for the construction, automotive, telecom, and utility sectors. Our goal is to strengthen our portfolio in value-added and performance-critical wire solutions, meeting the needs of modern infrastructure and industrial projects.
We are also advancing our Green Steel initiatives, integrating electric arc furnaces to lower carbon emissions and expanding our zero-discharge systems, energy optimization technologies, and green belt developments. This is part of our larger mission to lead in eco-friendly, low-emission steel manufacturing, aligned with India’s Net Zero 2070 vision.
On the technology front, we are upgrading our operations with hot charging processes, closed-loop sponge iron transfers, and drive-based
STEEL WIRE
automation. Innovations such as realtime emission monitoring, automated dust suppression systems, and digital twin modeling are being explored to ensure higher precision, energy efficiency, and consistent product quality in wire manufacturing.
In terms of market expansion, we are actively targeting new demand hubs in Eastern and Southern India, while deepening ties with EPC contractors, OEMs, and infrastructure clients. Internationally, we are expanding our export outreach to regions like South Asia, Africa, and the Middle East— strategically growing our footprint in emerging global markets.
Digital transformation is another key pillar of our strategy. We have transitioned to 100% digital customer operations, integrating ERP and CRM systems to streamline business
transactions, enhance transparency, and improve turnaround times. A smart supply chain framework is being built to support agile, customer-centric delivery models.
Finally, to ensure sustainable growth, we are investing in workforce development through structured skilling programs, partnerships with training institutes, and regular training in safety, ethics, and environmental compliance. This is aimed at nurturing a future-ready talent pool that aligns with both global quality standards and our own operational excellence.
In essence, our future growth plans for the steel wire segment are comprehensive, focusing on innovation, sustainability, technology, and human capital to strengthen our market position and deliver long-term value to all stakeholders. Tirupati
Survey no. 79/1, 79/2, 79/3 and 80/2, Padana, Gandhidham, Kachchh, Gujarat-370201, India +91 7778940193 | marketing@tirupatireels.com www.tirupatireels.com
PINEWOOD REELPINEWOOD PALLETS
Pinewood Boxes
Shrink Wrap
Pinewood Laggings
Asahi Ropes Targets High-Potential Export Markets, Plans Capacity Expansion Up to 12,000 MT
Asahi Ropes has been a key player in the Indian steel wire rope industry for almost four decades, enhancing its operational efficiency through automation, digitalization, and lean manufacturing practices. In an exclusive interview with Wire & Cable India, Mr. Mikesh Gupta, Director, Asahi Ropes Private Limited, shared that the company plans to scale up its annual production to 12,000 metric tonnes in the next three years. Additionally, the company is actively tapping into high-potential export markets across Africa, Southeast Asia, and Latin America, leveraging the global trend toward diversified sourcing to drive its international growth.
Mr. Mikesh Gupta, Director, Asahi Ropes Private Limited
Wire & Cable India: Can you give us an overview of the company, highlighting its journey and major milestones?
Mikesh Gupta: Asahi Ropes has been a prominent name in the Indian steel wire rope industry for almost four decades. Founded with a vision to deliver superior-quality wire rope solutions across diverse sectors, our journey has been marked by consistent growth, technological advancement, and an unwavering commitment to quality and customer satisfaction.
Over the years, we have expanded our product offerings, scaled up our manufacturing capabilities, and built a strong distribution and service network across India and globally. Today, Asahi Ropes is a trusted name for its critical applications across infrastructure, construction, mining, quarries, railways, cranes, elevators, ports, safety and various engineering sectors.
Our journey is marked by several key milestones such as the commissioning of three advanced manufacturing units; installation of imported, high-speed stranding and closing machinery; and the achievement of ISI marking, ISO 9001:2015 certification, and CE marking.
We have established a robust pan-India distribution network along with a grow-
ing export presence in Europe, the USA, South America, the Middle East, Southeast Asia, and Africa. Our track record includes successful execution of projects across diverse sectors such as national highways, metro rail, bullet trains, port trusts, steel plants, hydro power plants, and other major public and private enterprises. Backed by continuous investment in R&D and innovation, we consistently deliver high-performance, customized wire rope solutions tailored for specialized applications.
With a legacy built on performance, precision, and partnerships, Asahi Ropes continues to contribute to India’s industrial growth while expanding its footprint in the global markets.
WCI: Please tell us about your infrastructure set up and manufacturing capacities.
MG: Our three manufacturing units, spread across a total area of over 1,00,000 sq. ft., are equipped with modern machineries, rigorous testing facilities, and streamlined quality control processes.
We manufacture a wide range of steel wire ropes, catering to both standard and customized requirements across various industries. Our annual production capacity stands at approximately 7,000 metric tonnes.
The infrastructure includes advanced imported stranding and closing machines, along with fully equipped in-house laboratory facilities to ensure compliance with BIS and other international standards and specifications.
Our newest manufacturing facility features state-of-the-art, highly efficient technology, enabling us to produce high-performance ropes with exceptional consistency and precision. With a large installed capacity, scalable operations, and ambitious plans for future expansion, Asahi Ropes is strongly positioned to meet the rising demands of both domestic and international markets.
WCI: Kindly describe your product portfolio, giving a brief about its application areas and industries catered?
MG: Asahi Ropes offers a comprehensive and diverse range of steel wire rope solutions designed to meet the demanding needs of various sectors.
Our product portfolio includes general engineering wire ropes, cranes & hoist ropes, elevator ropes, piling ropes, quarry & mining ropes, shipping & marine ropes, lifeline & safety ropes, rotation-resistant ropes, compacted strand ropes, special-purpose ropes, and stainless steel wire ropes in 304, 304L, 316, and 316L grades. We also manufacture wire rope strands, including structural strands, stay wires, and earth wires, and wire rope slings, including mechanically spliced, handspliced, and socketed slings.
Our wire ropes serve a wide range of industries and critical applications, including cranes & hoists, construction & infrastructure, elevators, piling & foundation work, mining & quarrying, power transmission & distribution, ports & shipping, lifting & rigging operations, safety & lifeline systems, oil & gas, dams and hydroelectric projects,
STEEL WIRE
renewable energy, logging & forestry, material handling, winches, zip lines and general engineering applications.
We also work closely with OEMs and government institutions, offering customized and project-specific solutions that meet stringent technical and safety requirements.
WCI: What are the recent developments and innovations happening at your company?
MG: At Asahi Ropes, innovation, operational efficiency, and product diversification are key pillars of our growth. Alongside expanding our annual production capacity from 7,000 metric tonnes to 8,000 metric tonnes, with a roadmap to reach 12,000 metric tonnes within the next three years, we are also extensively focused on increasing production efficiency at all levels through automation, digitalization, and lean practices.
Our recent advancements include enhancements in product performance through improved raw material quality, and advanced stranding and closing techniques. Our process automation and engineering upgrades enable higher consistency, reduced downtime, and better throughput. We are also implementing digital monitoring and traceability systems, allowing real-time insights for production planning, quality control, and inventory management, and upgrading our packaging and logistics systems, thereby minimizing handling losses and improving overall customer satisfaction.
The recent infrastructure and equipment upgrades include installation of a new 200 metric tonnes tensile testing machine, boosting our in-house testing capability and enabling more precise quality validation. Additionally, we have added a state-of-the-art 1000 metric tonnes swaging machine to our sling shop, significantly enhancing the
Continued investments in automation, R&D, and talent development remain central to our long-term vision.
quality, strength, and reliability of our wire rope slings.
We are also actively investing in new product development to widen our offerings and meet the evolving needs of modern industries. Our current development areas include expanding our range of compacted ropes into general engineering applications, introduction of swagged ropes for improved strength and stability, launching PVC and PU coated ropes for enhanced protection and aesthetic appeal and developing plastic impregnated and cushioned core ropes.
Our R&D efforts remain focused on improving fatigue life, abrasion resistance, and application-specific performance. Through these innovations, Asahi Ropes aims to deliver technically advanced, application-ready solutions for a wide spectrum of industries in India and across the globe.
WCI: Can you tell us about some of the recent projects that you have undertaken in the steel wire segment?
MG: Asahi Ropes has been a key contributor to several landmark infrastructure and engineering projects across India, delivering customized wire rope solutions tailored to meet demanding technical and delivery requirements.
Some of our recent major projects include supplying specialized ropes for large infrastructure and solar energy projects, hydroelectric power plants, port crane and shipyard crane manufacturers, various metro rail contractors, and lift and elevator manufacturers.
The Indian steel wire industry is undergoing rapid modernization, driven by the growing demand for highperformance ropes, stringent safety norms, and greater automation in industrial processes.
Our current development areas include expanding our range of compacted rope, introduction of swagged ropes, launching PVC and PU coated ropes and developing plastic impregnated and cushioned core ropes.
We are especially proud to share that our ropes played a role in the construction of the world’s highest railway bridge—the iconic Chenab Bridge. This project is a testament to the strength, reliability, and engineering precision of our products.
Other notable projects include the Ahmedabad–Mumbai bullet train project, multiple metro rail systems including Delhi Metro, Mumbai Metro, Chennai Metro, Kolkata Metro, and Bangalore Metro, and tunneling equipment and defense-related material handling systems.
These high-specification projects demanded precision engineering, strict adherence to quality standards, and on-time delivery—all of which were successfully achieved by our team. They underscore Asahi Ropes’ capability to deliver technically advanced and mission-critical solutions across sectors like transportation, defense, renewable energy, and infrastructure.
WCI: Which accolades and certifications has Asahi Ropes earned for its steel wire segment, and how do these recognitions reflect on the company’s position and industry reputation?
MG: Asahi Ropes holds ISO 9001:2015 certification, and our products conform to IS 2266:2024 and other relevant BIS standards. We also hold CE marking for our entire product range, validating our compliance with essential health, safety, and environmental protection requirements as per European standards.
Our unwavering focus on quality has been consistently recognized by leading organizations across industries. We have earned the trust and approval of several prominent public sector undertakings (PSUs), EPC companies, and global original equipment manufacturers (OEMs). These recognitions not
only reinforce our commitment to excellence but also significantly strengthen our credibility and positioning in both domestic and international markets.
WCI: What are the current trends shaping the wire and cable industry in India, especially the steel wire sector?
MG: The Indian steel wire industry is undergoing rapid modernization, driven by the growing demand for high-performance ropes, stringent safety norms, and greater automation in industrial processes. There is a clear shift towards value-added products and technically advanced solutions tailored to specific applications.
Key growth sectors such as infrastructure development, renewable energy, highway and rail networks, ports, and urban expansion projects are fueling the demand for stronger, more durable, and safer wire rope solutions. There is an increasing industry-wide emphasis on safety and compliance with domestic and international standards, lifecycle value and total cost of ownership, sustainability and traceability, and technology upgrades to enhance efficiency and performance.
These trends are pushing manufacturers to invest in R&D, adopt advanced manufacturing processes, and develop innovative, applicationspecific wire rope solutions that meet the evolving expectations of both domestic and global markets.
WCI: What are the challenges faced by the Indian steel wire rope industry? How do you see the industry overcoming these challenges?
MG: The Indian steel wire rope industry faces several structural and external challenges. Key among them are raw material price volatility, intense competition from unorganised players, and limited awareness among end-
users regarding quality standards and the importance of certified products.
On the global front, the export market has seen a slowdown, primarily due to the ongoing global economic uncertainty, geopolitical tensions, and an overall dip in infrastructure investments in several regions. Additionally, a drop in capital exchange rate (a strong U.S. dollar against the Indian rupee) has added cost pressures, making exports less competitive in certain markets.
Apart from this, a major concern for the Indian steel wire industry is aggressive price competition from Chinese manufacturers, especially in international markets. However, on the domestic front, the mandatory implementation of BIS marking by the Indian government has had a positive impact. Imports from China have started declining, and we are seeing a growing preference for certified, ‘Made-in-India’ products, with new enquiries coming in regularly as customers look for reliable alternatives.
Looking ahead, we believe that the increased enforcement of quality standards, rising awareness about product performance, and continued policy support from the government will help the Indian industry transition towards a more organized and qualitydriven landscape.
Furthermore, the ongoing shift in global supply chains—driven by the ‘China +1’ strategy being adopted by many countries—presents a significant opportunity for Indian manufacturers.
With the right focus on strategic partnerships, customer education, product innovation, and investment in technology, the industry is wellpositioned to overcome current headwinds and emerge stronger, especially in global markets.
STEEL WIRE
Our wire ropes played a crucial role in the construction of the world’s highest railway bridge—the iconic Chenab Bridge. This project is a testament to the strength, reliability, and engineering precision of our products.
WCI: What are your future growth plans aimed at strengthening your market position in the steel wire segment?
MG: Our growth strategy is anchored in capacity expansion, product diversification, and the introduction of specialized rope solutions to meet evolving industry needs. We aim to strengthen our domestic market presence through deeper dealer engagement, enhanced logistics capabilities, and faster service delivery.
On the international front, we are actively exploring and expanding into high-potential export markets across Africa, Southeast Asia, and Latin America, capitalizing on the global shift towards diversified sourcing.Continued investments in automation, R&D, and
talent development remain central to our long-term vision. These efforts will enable us to innovate, improve operational efficiency, and cater to both standard and highly customized applications.
Our ultimate goal is to establish Asahi Ropes as a globally recognized leader in specialty wire rope solutions, known for quality, reliability, and innovation.
WCI: How do you see the Budget for FY2025-26 impacting the steel wire industry, and what opportunities do you think it offers for the sector? How is the government supporting the growth of this sector?
MG: We are optimistic about the outlook for Budget 2025–26, especially with increased government allocations to-
wards infrastructure, defense, logistics, and public utilities—all of which are directly linked to wire rope demand.
The government’s continued support for domestic manufacturing, development of logistics corridors, and initiatives such as ‘Make-in-India’, PLI schemes, and smart infrastructure investments are creating a conducive ecosystem for growth.
We also look forward to policy measures that promote quality standardization, provide financial incentives, and enhance the ease of doing business. A key expectation from the industry is the effective on-ground enforcement of BIS standards, which will help curb substandard imports and level the playing field for organized, compliant manufacturers like us.
Urban Resilience: Building Electrical Infrastructure for Future-Ready Cities
Mr. Shreegopal Kabra , Promoter and President of RR Global
In the rapidly evolving landscape of modern urban development, resilience has emerged as a critical concept defining the sustainability and adaptability of our cities. Urban resilience is fundamentally about the capacity of individuals, communities, institutions, businesses, and systems to survive, adapt, and grow, regardless of the chronic stresses and acute shocks they encounter.
At the heart of this resilience lies electrical infrastructure—a critical backbone that determines a city’s ability to withstand and respond to challenges. Today, the development of electrical systems is no longer just about power distribution; it’s about creating smart, sustainable, and adaptable networks that can support urban ecosystems through uncertainty and change.
Electron-Beam cured Low Smoke Zero Halogen wires are revolutionizing this landscape, representing a significant leap forward in sustainable infrastructure development. These advanced cables are not merely conduits of electricity but sophisticated solutions that address multiple urban challenges simultaneously. They are energy-efficient, short circuit safe, REACH and RoHS compliant, with flame retardant properties that enhance safety during potential fire incidents. Their low smoke density and negligible toxic gas emissions contribute significantly to protecting both human life and built environments.
The collaboration between manufacturers and real estate developers is driving this transformative approach. United by a shared vision of environmental stewardship, they are redefining construction norms and exploring innovative smart building solutions. Their efforts extend beyond mere business objectives, encompassing broader goals of carbon footprint reduction and environmental preservation.
This holistic approach to electrical infrastructure goes far beyond traditional implementations. Modern electrical systems are being designed with modularity, adaptability, and resilience as core principles. They integrate advanced technologies like smart grid systems, renewable energy interfaces, and sophisticated monitoring mechanisms that can dynamically respond to changing urban demands.
AUTHORED ARTICLE
The Indian context provides an interesting perspective on this global trend. With ambitious infrastructure development plans, government initiatives for rural electrification, 5G rollout, and digital transformation, the electrical infrastructure sector is experiencing unprecedented growth. Key to this transition lies the fact that future-ready electrical systems are fundamental to urban development.
Key considerations in building resilient electrical infrastructure include adhering to stringent electrical codes, employing qualified professionals, and conducting comprehensive load calculations. The infrastructure must accommodate diverse cable types— from zero halogen house wires to Fire Survival cables for emergency applications, each serving specific functional requirements.
The installation process itself has become more
sophisticated, involving meticulous planning, precise conduit systems, careful wire routing, and rigorous testing. Modern electrical infrastructure is not just about connecting power points but creating intelligent, safe, and adaptable systems that can evolve with urban landscapes.
As cities continue to grow and face increasing environmental and technological challenges, the role of resilient electrical infrastructure becomes paramount. It represents more than technical infrastructure; it’s a critical enabler of urban sustainability, safety, and progress.
By embracing innovative technologies, collaborative approaches, and a forward-thinking mindset, we can build electrical systems that are not just functional, but truly future-ready—supporting the dynamic, complex ecosystems of modern urban environments.
Electron-Beam cured Low Smoke Zero Halogen wires are energy-efficient, short circuit safe, REACH and RoHS compliant, with flame retardant properties that enhance safety during potential fire incidents. Their low smoke density and negligible toxic gas emissions contribute significantly to protecting both human life and built environments.
India’s Aluminium and Copper Roadmap: Vision 2047
India outlines long-term goals to scale production, reduce import dependence, boost recycling, and strengthen value chains in aluminium and copper.
INDUSTRY INSIGHT
In a significant move aligned with the national aspiration of becoming a developed economy by 2047, the Government of India unveiled two landmark documents: the Aluminium Vision and the Copper Vision. Released at an international mining conference in Hyderabad, these strategic blueprints outline the roadmap for transforming India into a global hub for non-ferrous metals while addressing pressing issues of resource security, sustainability, and industrial competitiveness.
These vision documents are more than sectoral policy papers. They represent the government’s broader commitment to building a self-reliant, green, and globally competitive India, while responding to the growing demand from sectors such as renewable energy, electric mobility, electronics, infrastructure, and defense. With demand for both metals expected to surge multifold by 2047, the documents provide a long-term strategy to bridge supply-demand gaps, modernize infrastructure, improve recycling, and boost value addition.
Yet, beneath this optimistic outlook lie some fundamental challenges common to both aluminium and copper sectors. These challenges have historically constrained India’s nonferrous metal ambitions. The vision documents, however, don’t shy away from confronting these head-on. Let’s examine each challenge individually and see what the documents envision.
Heavy Reliance on Imports
India’s aluminium and copper industries face an uncomfortable paradox: while the country is rich in natural reserves, it remains heavily dependent on imports, particularly for raw materials.
In the case of aluminium, India is the second-largest producer globally, yet it imports large quantities of bauxite, alumina, and aluminium scrap. Despite domestic reserves of around 4.95 billion tonnes of bauxite, utilization
remains limited due to policy bottlenecks and lack of exploration. The Aluminium Vision document identifies this as a core vulnerability. It sets a target of achieving 100% domestic sourcing of bauxite and alumina by 2035, while scaling total aluminium production capacity from around 4.5 MTPA to 37 MTPA by 2047. Furthermore, to reduce the risk of import disruptions, the document recommends establishing dedicated mining zones, simplifying approvals, and fostering long-term linkages with end-use industries.
For copper, the situation is even more precarious. India imports over 90% of its copper concentrate, the essential feedstock for smelting and refining. The situation worsened after the closure of the Sterlite Copper plant in Tamil Nadu, which severely curtailed domestic refining capacity. The Copper Vision outlines the need to reverse this trajectory by adding 1 MTPA of refining capacity by 2030, and another 3.5–4 MTPA thereafter. The plan includes pursuing foreign mineral asset acquisitions, particularly in Africa and
South America, while easing import duties and strengthening the resilience of supply chains.
Both vision documents thus acknowledge that true self-reliance cannot be achieved without securing upstream resources, whether through better use of domestic mines or forging overseas partnerships.
Underutilized Domestic Resources and Exploration Gaps
While India possesses significant geological potential, its conversion of inferred resources into proven reserves is suboptimal. Both aluminium and copper suffer from gaps in exploration, land access, and policy clarity.
According to the Aluminium Vision, India has identified vast bauxite deposits, but less than 5% of them are under mining lease. Delays in granting clearances and poor infrastructure in mineral-rich regions further impede development. To unlock this untapped potential, the document not only proposes targeted exploration investments and the introduction of technology-enabled mining but also lays out an ambitious production target. It aims to expand bauxite production capacity to 150 MTPA by 2047, marking a significant scale-up aligned with downstream smelting and refining goals. Streamlined environmental and forest clearances, along with rationalized royalties and levies, are recommended to improve the economic viability of these mining projects.
The Copper Vision is more candid; it states that only 18% of known geological resources have been upgraded to proven reserves. This, coupled with outdated exploration methods and low private sector participation, has left India unable to meet its domestic copper needs. The document calls for an expansion of the National Mineral Exploration Policy, competitive auctioning of exploration
Aluminium Vision 2047 Highlights Copper
Scrap Refining Target: 20%
*Million Tonnes per annum (MTPA)
INDUSTRY INSIGHT
licenses (ELs), and enhanced coordination between state and central agencies to fast-track mineral development.
By addressing these long-standing structural gaps, both visions seek to build a stronger primary production base, reducing vulnerability to price shocks and global supply disruptions.
Low Recycling and Circular Economy Infrastructure
Despite the high recyclability of both aluminium and copper, India’s recycling infrastructure remains fragmented, informal, and underperforming.
Globally, aluminium is celebrated for its infinite recyclability and low energy footprint in secondary production. Yet, in India, only around 30–35% of aluminium comes from recycled sources. The Aluminium Vision aims to double the national aluminium recycling rate and achieve a 56% end-of-life (EoL) recycling rate by 2047, in line with global best practices. It proposes structured scrap collection systems, the formalization of informal recyclers, and investments in modern processing facilities. Tax incentives, quality standards for scrap imports, and the creation of recycling
clusters are also part of the proposed framework.
In copper, India is the third-largest importer of copper scrap globally (with imports amounting to 0.310 MT in calendar year 2023), but domestic refining of scrap is minimal. With global scrap supply tightening due to export restrictions by top producers, this import-heavy model is increasingly unsustainable. The Copper Vision sets a modest but critical target: to refine 15–20% of available copper scrap by 2047. It also advocates for Extended Producer Responsibility (EPR) frameworks, reverse charge mechanisms (RCM), and the promotion of copper usage in easily recoverable product categories such as consumer electronics and electric vehicles.
In both sectors, building a circular economy is not only a sustainability measure, it is a strategic necessity for raw material security and cost competitiveness.
Lack of Value Addition and Processing Capacity
India’s presence in global metal trade is limited by its overreliance on primary metal exports and underdeveloped downstream processing infrastructure.
This not only limits value capture but also exposes domestic industries to price volatility and quality inconsistencies.
Despite being a major aluminium producer, India contributes only 3.8% to global aluminium trade, mostly in raw or semi-processed forms. The Aluminium Vision aims to grow this share to 10% by 2047, primarily through downstream value addition. It emphasizes the establishment of Aluminium Clusters, Centers of Excellence (CoEs) for R&D, and strong linkages between primary producers and manufacturers of components, panels, and finished goods. Export
UNIVERSAL
APPLICATIONS
Medium Voltage Power Cables
High Voltage (HV) Power Cables
Insulated Power Cables
Underground Power Cables
Flexible PVC Cables
Solar Cables
Armoured Cables
Electric Vehicle (EV)
MVCC Cable
APPLICATIONS
Communication Cables
Control Cables
Instrumentation Cables
Marine Cables
Building and Construction Cables
Automotive Cables
Solar Power Cables
Data Centers an IT Cabling
competitiveness will also be bolstered by harmonizing product standards and rationalizing export-import duties.
The story is similar for copper. India’s refining and fabrication infrastructure is insufficient to meet domestic needs or compete globally. The Copper Vision proposes a shift towards making India a processing hub for copper, integrated across smelting, refining, and fabrication stages. It also suggests the creation of strategic reserves to shield downstream industries from global price volatility, alongside skill development and technological upgrades to improve efficiency.
By investing in downstream growth, both sectors seek to enhance industrial self-reliance, boost export earnings, and generate high-value employment across the supply chain.
High Cost of Production and Uncompetitive Pricing
Even as India aims to scale up its aluminium and copper capacities, a fundamental barrier to competitiveness looms large: the high cost of production. Aluminium smelters in India face some of the highest power costs globally, with electricity accounting for up to 40% of production costs. Similarly, copper smelting and refining are burdened by elevated input prices, multiple levies, and inefficient logistics.
This cost disadvantage reduces the global competitiveness of Indian producers and discourages downstream users from sourcing domestically. The Aluminium Vision identifies high energy tariffs, overlapping cesses such as DMF and NMET, and poor rail and road connectivity as major issues. It
INDUSTRY INSIGHT
recommends rationalizing power tariffs, revisiting royalty structures, and developing dedicated logistics corridors for efficient movement of raw materials and finished products.
On the copper side, the vision document advocates for the removal of inverted duty structures, support for low-cost logistics through multimodal transport options, and export-linked benefits to incentivize scale and competitiveness.
Weak Institutional Ecosystem and Policy Fragmentation
Another deep-rooted challenge lies in the fragmented and inconsistent policy landscape that governs non-ferrous metals. Regulatory overlaps between ministries of mines, environment, commerce, and power often create confusion and delays in project approvals. The absence of integrated policy planning also hinders recycling, standardization, and innovation efforts.
Moreover, the sector suffers from weak R&D infrastructure and underinvestment in skilling and technology development. India lags in producing high-grade aluminium alloys and advanced copper conductors used in strategic sectors like EVs, defense, and renewable energy.
Both vision documents address this issue by calling for a more cohesive institutional ecosystem. The Aluminium Vision proposes the establishment of Centers of Excellence for innovation and Aluminium Clusters to foster downstream integration. It also recommends digitized single-window clearances for faster regulatory approvals.
The Copper Vision outlines the need for a national-level R&D ecosystem
and coordinated scrap management systems. It also calls for inter-ministerial task forces to align quality control, incentives, and long-term planning.
Together, these measures aim to create a supportive and streamlined environment that fosters growth, innovation, and global competitiveness.
A Metal-Strong Future for a Developed India
India’s aluminium and copper vision documents represent more than a policy exercise; they are a blueprint for industrial transformation and are strategic enablers of a Viksit Bharat by 2047. Both sectors are poised to play a foundational role in India’s ambitions to become a USD 30-trillion economy, achieve net-zero emissions, and establish itself as a trusted global manufacturing hub.
However, the pathway is not without hurdles. From raw material access to recycling, from refining capacity to policy clarity, the documents acknowledge that the challenges are real and pressing. Yet, they also offer a clear, actionable, and time-bound roadmap to overcome these.
What sets these visions apart is their emphasis on synergy, between mining and manufacturing, between public and private sectors, between economic growth and environmental responsibility. If implemented earnestly, these strategies could dramatically reduce India’s import dependence, boost exports, and generate robust employment in resource-rich and industrially emerging states.
India’s aluminium and copper vision documents represent more than a policy exercise; they are a blueprint for industrial transformation and are strategic enablers of a Viksit Bharat by 2047. Both sectors are poised to play a foundational role in India’s ambitions to become a USD 30-trillion economy, achieve net-zero emissions, and establish itself as a trusted global manufacturing hub.
COMPOUNDS
The Compound Effect
Inside LAPP ’s Formula for Cable Innovation
What goes into making smarter, safer, and more sustainable cables? In this interview with Wire & Cable India, LAPP India’s Chief Operations Officer Dr. Shiv Venkataramani shares insights on compounding, innovation, and sustainability in cables, highlighting global collaboration and next-gen materials.
Dr. Shiv Venkataramani , Chief Operations Officer, LAPP India
Wire & Cable India: Could you begin by giving us an overview of your compounding plant— how it started and where it stands today?
Shiv Venkataramani: This is LAPP Group’s first entry into compound manufacturing. The compounding plant was made operational in January 2023, but the strategy for setting up the compounding plant was decided around 2018. The rationale was twofold. First, we wanted to be more competitive in the Indian cable market. Second, LAPP is known for its specialty cables. Unlike mass producers, we focus on niche applications: heat-resistant, flameresistant, highly flexible cables, and so on. By developing proprietary specialty compounds, we enhance our internal capabilities and IP.
We use high-end machines manufactured by global OEMs. Our compounding line is fully automated and integrated with automatic dosing systems, which provide better quality, reliability and consistency of our compounds. At present, our utilization is quite high, and we are looking to expand our compounding plant and equipment as our cable business grows.
WCI: Since you are new into compounding with the new plant, you must have faced some challenges. What were they and how did you overcome them?
SV: The biggest challenge was building the know-how. Compounding isn’t
a new concept globally, but for us at LAPP India, it was completely unchartered territory when we started strategizing back in 2018. That meant we needed to build everything from scratch: technology, talent, and processes.
But we weren’t starting in a vacuum. Even before this, our Swiss engineering team and R&D team in Korea already had a small group of scientists working on specialty compound development. They were developing lab-scale formulations and scaling them through toll compounders in Europe.
In 2018, we formed what we now call our global internal “brain trust,” a collaboration between LAPP Switzerland, LAPP Korea, and LAPP India. For our part, we had to hire fresh talent from the Indian compounding industry. We brought in experienced professionals who understood the intricacies of polymer blending, extrusion, and specialty formulations.
This blend of internal R&D from Europe and Korea, combined with local execution in India, is what made it all possible. It wasn’t easy, but it was worth it. That’s how we laid the foundation and got the compounding plant up and running successfully.
WCI: There are usually varying levels of success with new compounds in high-speed production environments. How do your compounds perform in high-speed extrusion or with
cross-linking processes like E-beam?
SV: Compounding is not as easy as it sounds. As a polymer scientist, I can attest to the fact that it is very dependent on both the equipment you use for compounding and the equipment you use for cable manufacturing. Any new formulation that we develop or reformulate requires optimization of speeds in cable manufacturing. We use Six Sigma and other tools for such optimization and deriving the desired quality of the compound and the cable.
We have a lab-scale development process: formulation, small-batch mixing, pelletizing, cable extrusion, and then testing. Once it passes, we scale it up for production. Ingredient sourcing also affects performance, which needs to be carefully considered.
WCI: To what extent are LSZH parameters adopted by the industry? Are you developing anything new for the LSZH segment?
SV: LSZH (Low Smoke Zero Halogen), or what is also called HFFR, Halogen Free Flame Retardant, has long been anticipated as the next major shift in the cable industry. About ten years ago, there was a significant expectation that the industry would move toward HFFR for safety and environmental reasons. The industry was bracing for a transition, but that shift didn’t happen at the scale we expected.
One of the key reasons is that HFFR compounds are costlier. Without enforceable legislation or regulatory push, customers naturally gravitate toward cheaper alternatives. As a result, even today, HFFR cables probably make up only 2-3% of the market. Of course, there are exceptions.
Certain global clients mandate HFFR for their Indian facilities because of corporate policies set by their headquarters. But these are outliers.
COMPOUNDS
The adoption of LSZH is much more widespread in Europe and the US. India lacks binding legislation on LSZH, ROHS, or REACH compliance. These standards exist in Europe and the US, and as a European company, we must adhere to them, even when operating in India.
That said, there are specialized applications where LSZH is essential, for example, in oil and gas refineries or underground metro stations, where the risk of fire and difficulty of evacuation makes low smoke critical. In such environments, the primary cause of death in a fire is often smoke inhalation, not the flames themselves, and LSZH becomes a life-saving feature.
To summarize, while we are continuing to work with LSZH formulations and have capabilities for it, the broader market shift is slow. The demand is growing gradually, especially for niche and mission-critical applications. But without regulatory backing, I don’t foresee a massive transition even in the next few years.
WCI: Hasn’t BIS had any impact on the adoption of HFFR or LSZH cables in recent years?
SV: Earlier, maybe before 2021 or 2022, if you made an HFFR cable, there was no BIS certification available. Now, HFFR has been brought under the BIS mandate. But this took time. BIS is a standards body, not a regulator. They don’t enforce usage or mandate which materials must be adopted. They set the standards, certify, and audit. So, yes, BIS certification is now available for HFFR, but its presence hasn’t yet caused a dramatic shift in market behavior because there’s still no regulatory requirement mandating or incentivizing its use.
WCI: Do you get any feedback from customers about what works and what doesn’t?
SV: LAPP, as a company, is known for quality. Every cable we make undergoes
extensive testing during development. For us, safety and quality are nonnegotiable. We sell peace of mind.
We never deviate from standards. We don’t release any product unless we’re sure that both the compound and the finished cable meet every test and requirement. Our internal benchmarks are even higher than industry norms. That’s just how we work; there is absolutely no compromise.
As for customer feedback, we rarely receive complaints about functional performance. We measure our customer complaints in PPM terms; that’s how low the numbers are.
WCI: You mentioned Korea. Are you ahead of Korea in terms of compounds?
SV: No, not ahead. We work together. In fact, even before LAPP India started developing or manufacturing compounds, our compound R&D groups in Switzerland and Korea were already working on specialty formulations and LAPP India team had
a lot to learn from them.
WCI: Advanced ceramicreinforced compounds with higher temperature ratings have entered the market. What specific performance attributes are important for your production and market positioning?
SV: High-temperature materials are certainly key for us. As part of our compounding journey, our German R&D team is also a key stakeholder. The team comprises of polymer and compounding experts and works closely with universities on these high-temperature applications. Our German team is primarily focused on these high-performance materials because high-temperature cable applications are not unique to India.
COMPOUNDS
Ambient temperature in India doesn’t necessarily drive the need for hightemperature compounds. PVC already withstands 70°C to 90°C, and our climate doesn’t exceed that. It’s the specific applications that demand thermal resilience. Take railways and coaches, for example. Inside locomotives, cable environments can reach around 100°C, and on top of that, they require oil resistance. Hence, it’s not about where the cable is used geographically, but what conditions the application imposes.
Currently, we’re working on several fronts: high-temperature polymers that can withstand prolonged exposure to elevated temperatures and cross-linkable polymers that can be enhanced further through E-beam cross-linking, which significantly increases temperature resistance.
We’re also focused on processable clean materials because, let’s face it, PVC is not biodegradable. That’s why our global brain trust, including collaborators in the US, Europe, Korea, and India, is actively working with universities and research institutions to explore options- like blending certain materials to improve biodegradability without compromising functionality.
We’re also monitoring regulatory developments. As new legislation takes shape, especially in Europe, we want to stay ahead by developing compounds that are not just compliant, but future ready.
WCI: If we increase compound speed, don’t extrusion machines need upgrading?
SV: No, upgrading machines is not always required. Sometimes, a better formulation can make a bigger difference. In some cases, yes, machine upgrades might be needed, but often,
it’s more about optimizing how we use the existing equipment.
WCI: Could you share a case study of tailoring a compound for a specific customer?
SV: Yes, absolutely. This has been a long journey, almost five years in the making. We developed two specialty compounds using our internal brain trust, and the work originally started in our Swiss R&D unit. After the initial development phase, we had to optimize the compounds again when we introduced our electron beam (E-beam) technology, which required the materials to perform under new processing conditions. These applications are particularly demanding because they require not just high-temperature resistance but also oil resistance and durability under rugged conditions.
Once we optimized those formulations for E-beam crosslinking, we started manufacturing cables using those compounds, and today we are supplying them to some key customers.
So, this case is a perfect example of how our in-house compounding capability has allowed us to tailor materials for highly specific and demanding applications, creating strategic value not just for LAPP India but across the global LAPP ecosystem.
WCI: What’s the next big leap in material science to meet evolving cable industry needs?
SV: I believe the next big leap will be in green materials. The entire world is moving toward sustainability, and it’s not just a trend; it’s a necessity. For us, the primary focus is on analyzing and reducing the carbon footprint of our cables. Most of that footprint comes from two sources, copper and PVC.
The copper part is being addressed by the copper manufacturers, who are looking into green copper. On our end, the opportunity lies in polymers and compounding. We’re exploring how to reduce what’s called PCF, Product Carbon Footprint, by redesigning or replacing some of the PVC content and ingredients. Green materials, therefore, is a major area where we’re investing effort. Our global brain trust is collaborating with academic institutions and universities across the US, Europe, and Asia towards developing this science.
Then there are niche, high-growth segments like energy storage systems. LAPP has developed specialty cables with advanced compounds specifically for battery-based energy storage. These require safety, flexibility, and thermal performance, all in a compact footprint.
We are already a global leader in solar
COMPOUNDS
cables. But the market is evolving. Now we see emerging applications like floating solar, where cables are laid on water bodies like lakes, rivers, and reservoirs. These require unique properties like water resistance, UV stability, and rodent protection.
Another big area is EV charging. We’ve been making EV cables for some time, but now the focus is shifting to lightning-fast charging, i.e., charging your car in 10 minutes instead of two hours. That changes the game for cable design, requiring better thermal dissipation and higher current capacity. And it’s not just about cables. Connectors need to evolve too. We’re working on both fronts.
Lastly, there’s the need for more customized, small-batch specialty cables. Traditionally, the market favored mass production. Today machine builders, automation
companies, solar EPCs, all are seeking niche, purpose-built solutions.
To sum it up: sustainability, customization, speed, recyclability, and smarter design. That’s the next leap.
WCI: Anything else you’d like to mention?
SV: Our compounding is entirely captive. We supply only our own cable plants and, selectively, to other LAPP subsidiaries. What makes this journey special is the global collaboration it fostered within the LAPP Group. We’ve built what I often call a global brain trust: sharing knowledge, codeveloping solutions, and creating proprietary formulations protected through trade secrets and IP. That gives us an edge in what is otherwise a commoditized market.
All of this is still evolving, but it’s an exciting space.
Borouge: Ensuring Cable Reliability Through Quality Jacketing Materials
Mr. Xander Pierik, Application Marketing Manager, Energy, Asia South, Borouge
As the world transitions towards widespread electrification and the adoption of renewable energy sources, the reliability and longevity of cable systems become paramount. The backbone of modern infrastructure, these systems power industries, deliver clean energy to households, and support the expanding urban landscape. Uninterrupted performance is essential for maintaining the safety and efficiency of energy grids, especially with growing demand and increasingly unpredictable environmental conditions.
High-quality cable jacketing materials play a pivotal role in safeguarding cable systems. They act as the first line of defence, protecting against moisture, chemical exposure, fire and physical abrasion while ensuring mechanical integrity. Superior jacketing materials preserve the cables’ structural properties amid varied environmental challenges – they not only guarantee reliability but also extend the lifespan of the systems, contributing to longterm and sustainability.
Challenges in Cable Installations
Cables installations in harsh environments are often subjected
to extreme temperatures, chemical exposure, moisture ingress, and mechanical stress. These conditions can lead to premature wear and tear, compromising the performance and lifespan of the cables. Areas with high ultraviolet (UV) exposure or chemically aggressive environments are particularly problematic which can result in degradation of jacketing materials. Selecting the appropriate jacketing material is critical to address these challenges effectively.
Advantages of HDPE and MDPE for Cable Jacketing
High-density polyethylene (HDPE) and medium-density polyethylene (MDPE) are pre-compounded thermoplastic materials known for their exceptional durability and resilience. HDPE boasts high-tensile strength, excellent resistance to abrasions, and superior resistance to chemicals and UV radiation. MDPE offers a balance of rigidity and flexibility, making it ideal for installations where mechanical stress and bending are involved. Both materials are hydrophobic, which reduces water ingress – a critical factor in humid or moisture-laden environments.
Proper UV performance over the
COMPOUNDS
lifetime of a cable can only be achieved with pre-compounded virgin polymers with high-quality carbon black particles, ensuring good dispersion. This is evidenced by mechanical performance studies showing the superiority of pre-compounded jacketing materials over in-line mixing at the production line.
Graph 1: Mechanical performance of pre-compounded jacketing compounds vs. in-line mixing after UV exposure in hours. Source: Borouge
Optimising Medium Voltage
Cables with Water Tree Retardant (WTR) XLPE
Water Tree Retardant Cross-Linked Polyethylene (WTR XLPE) is a specialised insulation material designed to resist water trees –microscopic channels that develop within the insulation when exposed to moisture and electrical stress. These water trees can significantly weaken the dielectric strength of the cable, reducing its performance and lifespan. HDPE and MDPE jacketing materials provide excellent moisture barriers and mechanical protection, effectively mitigating the water treeing effect and prolonging the cable’s operation life.
Graph 2 below shows this combination of using HDPE or MDPE jacketing with WTR XLPE insulation effectively mitigates the water treeing effect, representing a robust solution for optimising cable longevity and efficiency.
Graph 2: Water permeability of different types of jacketing materials.
Studies have shown that moisture migration in power cable systems can reduce the electrical breakdown strength by 50% over a period of 10 years. Using HDPE or MDPE jacketing ensures stable retention of physical properties in combination with a highquality water barrier, maintaining the reliability of the cable in challenging environments. Graph 3 shows the electrical breakdown strength of a medium voltage (MV) cable that has been in service for 10 years with two different types of jacketing materials. After 10 years, both medium voltage cables were taken out of service to undergo an electrical breakdown test.
Breakdown strength of XLPE cables sheathed with PVC and HDPE
(removed from service after 10 years of operation)
critical areas such as tunnels and metro systems. ST-12 jacketing materials are preferred for these environments due to their high mechanical strength, durability, and compliance with stringent flame tests. These properties ensure robust performance, reduced smoke release, and enhanced fire safety, making them ideal for modern infrastructure.
DYM Solution Co. Ltd, Borouge’s affiliate company in South Korea, meets this demand with its fully qualified ST-12 solution, DYM-8867, specially designed for high and medium voltage cable jacketing. Combining mechanical resilience with superior fire resistance, DYM-8867 delivers reliability and safety tailored for use in metro systems and tunnels.
Latest Trends in Cable Jacketing
The trend of using HDPE and MDPE as jacketing materials for power cables is rapidly growing in India. These materials are highly valued for their moisture resistance, mechanical durability, and ability to enhance cable lifespan, making them ideal for the country’s expanding infrastructure projects. While India is quickly embracing these solutions, Europe has already fully adopted HDPE and MDPE for cable jacketing, setting a benchmark for global implementation.
Graph 3: Breakdown strength of XLPE cables sheathed with PVC and HDPE removed from service after a 10-year operation period. (Source: H. Orton and R Hartlein: Long-life XLPE-insulated power cables)
Emerging Requirements for Critical Installations
As urbanisation accelerates, more metro lines are being constructed in Asia, increasing the need for dependable cable jacketing solutions in
For low voltage utility cables, MDPE stands out as an excellent option due to its flexibility and superior water barring properties, providing an optimal balance of performance and practicality. Semi-conductive jacketing is another major trend, particularly for High Voltage (HV) and Extra High Voltage (EHV) cables. These jackets are essential in controlling electrical fields and maintaining cable integrity, ensuring high performance and longevity. DYM-710 is a specialised semi-conductive jacketing grade designed for this application.
Together, HDPE, MDPE, and semiconductive jacketing materials
Moisture Barring properties (g/m2, 24h)
are setting new benchmarks for reliability in power cable systems worldwide.
Setting New Standards:
Borouge’s HDPE and MDPE Solutions
In the realm of cable jacketing materials, Borouge stands out as a leader with a commitment to quality and innovation. Borouge’s pre-compounded HDPE and MDPE materials are engineered to meet the demanding requirements of modern cable installations. Their products
COMPOUNDS
have set new benchmarks for reliability and performance, safeguarding infrastructure against the harshest environmental conditions.
Borouge’s focus on research and development has led to the creation of advanced jacketing materials that not only comply with international standards but often exceed them. By investing in state-of-the-art manufacturing processes and maintaining stringent quality controls, Borouge ensures that every product delivered is of the highest quality, capable of
withstanding the challenges posed by extreme applications.
As the world embraces electrification and renewable energy, the importance of reliable cable systems cannot be overstated. High-quality jacketing materials like HDPE and MDPE play a crucial role in maintaining the integrity and longevity of these systems. Companies like Borouge lead the industry by providing innovative and durable solutions that ensure the continued safety and efficiency of our energy infrastructure.
Diamond Power Infrastructure Limited Recomissions Its World-Class EHV Testing Laboratory
The EHV Testing Lab has been upgraded and is now fully capable of testing cables and systems up to 400 kV. The facility houses some of the most advanced testing equipment available today.
Jun 26, 2025
Diamond Power Infrastructure Ltd. (DPIL) has announced the re-commissioning of its state-of-the-art Extra High Voltage (EHV) Testing Laboratory. This advanced facility stands as a benchmark in the industry, reaffirming Diamond Power’s commitment to delivering high-quality, reliable, and safe power solutions to meet the dynamic needs of India’s power sector. This laboratory is a benchmark in the cable industry, at par with global testing labs.
The EHV Testing Lab has been upgraded and is now fully capable of testing cables and systems up to 400 kV. The facility houses some of the most advanced testing equipment available today, enabling the high-end capabilities including High Voltage Partial Discharge (HVPD) Testing for cables up to 400 kV, AC High Voltage Testing up to 1000 kVA, Impulse Testing up to 1200 kV / 2400 Kilo Joule, Heating Cycle Test, and Laboratory Capacity: 1200 kV / 2400 Kilo Joule.
In a significant achievement, the laboratory has received NABL Accreditation (National Accreditation Board for Testing and Calibration Laboratories), the highest standard of testing validation and quality assurance in India. This accreditation underscores the lab’s compliance with global testing standards and ensures that all results are both reliable and internationally recognized.
This milestone strengthens Diamond Power’s quality assurance infrastructure and significantly enhances its
capability to support the development and validation of high-performance power transmission systems across the country.
Speaking on this achievement, Mr. Krishna K. Thakur, Vice President – Quality Control said, Recommissioning our EHV Testing Lab marks a pivotal moment in our journey towards technological excellence and self-reliance in the power sector. With NABL accreditation, we have not only met but exceeded the national benchmark, aligning with our vision to be a trusted partner in India’s energy infrastructure development, this lab will ensure substantial reduction in testing charges and faster delivery of materials to our customers.”
This development will be of particular interest to investors, partners, and clients seeking dependable, certified, and future-ready cable and conductor solutions for high voltage applications, this lab is capable of doing third party testing.
Connecting Industries Creating Opportunities
As India forges ahead with transformative infrastructure projects—metro rail networks, smart cities, high-speed corridors, and large-scale urban electrification—the safety demands on wire and cable systems have reached unprecedented levels. At Vikas Ecotech Ltd., we understand that fire safety in cables is not merely a regulatory requirement—it is a foundational pillar of public safety and national infrastructure resilience.
With the recent updates to BIS IS 7098 fire-resistance standards and the growing emphasis on flame retardancy, low smoke emission, and non-toxicity, the cable manufacturing industry is under increasing pressure to innovate. As a proud Indian manufacturer, Vikas Ecotech is rising to the challenge by offering tailored, high-performance flame-retardant mineral solutions— such as Aluminium Trihydrate (ATH), Magnesium Hydroxide (MDH), and Zinc Borate and Replacement of ATO—to meet the fire safety performance expectations of today’s infrastructure-intensive applications.
Expanding the Frontiers of Cable Innovation
Beyond our specialized mineralbased flame retardants, Vikas Ecotech has expanded its portfolio to
Engineering Safer Cables for India’s Infrastructure Growth: Vikas Ecotech’s Flame-Retardant Solutions in Action
include silicone-based compounds, Thermoplastic Vulcanizates (TPVs), and grafted polymeric compounds. These advanced formulations are specifically engineered for highperformance cable applications, particularly in high-humidity, hightemperature, chemically aggressive, and underwater environments, where conventional materials often fail to ensure long-term reliability.
These specialty compounds are deployed across a wide range of high-performance wire and cable applications. They provide underwater durability for submersible pump cables, thermal and mechanical resilience for EV charging and automotive cables, and the flexibility required for medical equipment cables. In railway and aerospace systems, they ensure insulation stability under extreme conditions. Their toughness against chemical exposure makes them ideal for industrial automation, while marine and offshore cables benefit from their resistance to saltwater and hydrolysis. For solar PV cables, these compounds offer long-term UV and weather resistance, ensuring continued performance in harsh outdoor environments.
With excellent thermal stability,
UV resistance, hydrolytic strength, flame retardancy, flexibility, and electrical insulation properties, these compounds are indispensable for demanding applications where traditional polymers degrade rapidly. Through this expanded portfolio, Vikas Ecotech has emerged as a total solution provider to cable manufacturers serving both critical infrastructure and specialized technology sectors.
Purpose-Engineered for Cable Safety in Critical Sectors
Our fire-retardant products are not generic fillers; they are engineered materials formulated specifically for the wire and cable segment. We offer halogen - free flame retardants (HFFR) tailored for FR/FRLS/ZHFR/LSZH/ HFFR cable compounds. These materials find their most impactful applications in– Metro Railways (signalling, traction, and power cables), Smart Cities (building wires, telecom/data cables), commercial and residential complexes, power transmission and instrumentation cables.
In these sectors, fire safety encompasses more than just flame resistance. It also requires low smoke density, zero halogen content, minimal corrosive gas emissions, and sustained mechanical integrity under thermal and physical
Mr. Vikas Garg, Chairman, Vikas Group
stress. Our solutions are meticulously designed to deliver on all these performance vectors—ensuring reliability in life-critical environments such as underground metro tunnels, control rooms, and electrical ducts.
Meeting Market Needs with Customized Fire-Retardant Compounds
In response to diverse industry requirements, we manufacture an entire range of fire-retardant compounds, custom-formulated to comply with both domestic and international standards. From low-smoke zero-halogen (LSZH) compounds to specialized formulations for plenum-rated and high-temperature applications, our R&D and process engineering teams collaborate closely with clients
FIRE SAFETY
to develop application-specific, performance-optimized materials.
While a broad spectrum of fire-retardant materials exists in the market, today’s infrastructure projects demand solutions that are not only high-performing but also environmentally compliant and processing-friendly. Vikas Ecotech’s halogen-free, mineral-based flame retardants—Aluminium Trihydrate (ATH), Magnesium Hydroxide (MDH), and Zinc Borate and Replacement of ATO—are engineered to overcome the drawbacks of traditional additives such as halogenated compounds and chlorinated paraffins.
These three core minerals form the technological backbone of our halogen-free flame-retardant compound portfolio. Their
adaptability, efficiency, and environmental safety make them ideal for next-generation cables that demand mechanical robustness, thermal stability, and compliance with global fire safety norms.
Driving National and Global Standards in Cable Safety
As one of India’s leading manufacturers of fire-retardant and specialty polymer compounds, Vikas Ecotech is dedicated to advancing the science of safer cabling systems. Whether enabling compliance with India’s updated regulatory frameworks or supporting customers in meeting stringent international certification requirements, we remain a strategic enabler in the wire and cable value chain.
Built to resist and engineered to protect—that’s not just our promise to the industry, it’s our contribution to the safety of millions who rely on modern infrastructure every day.
Manufacturers & Exporters of all types
SANT ENGINEERING INDUSTRIES fo nded in the ear b Mr Krishan LaI Malhotra is the leading Man fact rer and E porter of all t pes of Plas c and Cable Machiner orld ide and is commi ed to fostering E cellence in this field.
We ha e the pleas re to introd ce o rsel es as one of the leading man fact rers and e porters of all t pe Plas cs & Cable machine of ide ranging si es / specifica ons in India ha ing e perience of o r si decades. O r compan strateg is to gi e lot of emphases on C stomer sa sfac on, q alit control & also in co-opera on inno a on / technological, ad ancement in plant & machiner . We dedicated in energ sa ing / cost economic, C stomer Ser ices & en ironment friendl techniq es.
O r e per se in follo ing areas :
• High speed Insulation line and Sheathing line for House Wiring, Multicores Flat / Round & Control Cables.
• High output and best in class Sheathing lines for Power cables.
• Efficient Triple Extrusion line for SIOPLAS (XLPE) cables.
• State of the art Extruders - upto 175 MM.
• Robust Payoffs & Take ups of all types and sizes as per requirement upto 4 Meters
• Cross Head Single / Dual / Triple.
• Haul Off Catterpillars upto 5000 Kgs traction force.
580, Main Faiz Road, Street N0.17, Karol Bagh, New Delhi -110005 (INDIA) Phone: +91 11 23679498, 23521090 | Mobile: +91 9868107361, +91 9717263888 Email: charanjeevmalhotra@gmail.com | Web: www.santengineeringindustries.co.in / www.santengineeringindustries.com
Ho sing Wire Machineries
Po er Cable Machineries
Triple Extruder
Flyer
Auto Changeover
175mm Extruder
Sioplas Extrusion Line upto 33 kv
Payoff & Take up
Caterpillar
RR Kabel Launches a Series of Future Ready Wires To Power the Homes of Tomorrow
RR Kabel launches Flamex HR+FR, Superex Green HR+FR, and Firex LS0HEBXL wires, offering higher heat tolerance, sustainability, and safety to meet rising electrical loads and evolving needs of modern Indian homes.
Aug 8, 2025
RR Kabel has announced a series of next-generation wire solutions crafted to address the evolving demands of Indian homes and infrastructure in an era marked by rising temperatures and increasing electrical loads. The new product line features Flamex HR+FR , Superex Green HR+FR, and Firex LS0H-EBXL—each engineered to deliver superior safety, performance, and sustainability across diverse applications.
“As homes grow smarter and temperatures rise due to global warming, wires must evolve too”, said Mr. Rajesh Kabra, Executive Director, RR Kabel. “Our new range is built not just for today’s demands— but to anticipate the challenges of tomorrow, from higher temperatures and heavier electrical loads to greater safety and environmental responsibility.”
Flamex HR+FR Wire
Engineered to excel in extreme heat environments, Flamex HR+FR Wire delivers 20% greater current carrying capacity and operates safely at temperatures up to 85°C—15°C higher than standard FR wires. It combines Heat Resistance (HR) and Flame Retardancy (FR) for enhanced safety, while it’s flexible and ensures easy installation. Built-in anti-rodent and termite protection adds to its durability, making it the ideal solution for high-demand areas like utility spaces where both performance and protection are critical.
Superex Green HR+FR Wire
Integrating advanced Heat Guard Technology with stringent REACH and RoHS compliance (free of 245+ harmful chemicals), Superex Green stands out as one of India’s few eco-conscious wires designed for safety and sustainability. This HR + FR wire tolerates temperatures up to 85°C, ensuring thermal resilience alongside electrical safety. Designed with Advanced Class 2 conductor, it delivers improved mechanical durability and lower energy losses, making it suitable for high-load applications and long-term performance. Engineered with 100% Pure Electrolytic Copper for superior conductivity, it also features anti-pest
protection for long-term durability and a unique green packaging that reinforces its eco-friendly positioning. Superex Green is not just a wire, it’s a conscious choice by responsible citizens who prioritize sustainability without compromising performance.
Firex LS0H-EBXL Wire
Designed to meet the most rigorous demands, Firex LS0HEBXL wire carries 2° the electrical load of standard PVC wires and can withstand temperatures up to 900°C without melting, due to its Electron Beam Cross-Linking (EBXL) technology combined with Low Smoke Zero Halogen (LS0H) insulation. In the event of a fire, it releases only non-toxic, transparent smoke, significantly aiding safe evacuation. With an advanced flexible conductor design for easy installation, a 60+ year lifespan, and built-in antirodent and termite protection, Firex offers unmatched safety and longevity. It is the ideal solution and meets the mandatory guidelines for high-rise buildings, smart homes, hospitals, hotels and all public infrastructures where performance, durability, and fire safety is non-negotiable.
Common Value Proposition Across the Range:
The wires are engineered for higher heat tolerance and electrical load, built with 100% pure electrolytic copper, certified as per IS, REACH, RoHS, CE, CPR standards and compliances, anti-rodent and anti-termite protection.
With these launches, RR Kabel continues its commitment to redefining safety, sustainability, and performance in the electrical industry.
Hindustan Copper Collaborates with Chile’s Codelco to Ramp Up its Production to 12 Million TPA
Hindustan Copper Limited (HCL) is forging a partnership with Chile’s Codelco to enhance its technical strength and boost production to 12 million tonnes per annum by FY 2030-31.
July 06, 2025
Hindustan Copper Limited (HCL) is making a global collaboration with Chile’s Codelco as it seeks to focus on copper exploration and production. The company is ramping up its mining capacity from 3.47 million tonnes to 12 million tonnes per annum by FY 2030-31,as per a media report.
The Kolkata-based PSU has forged a partnership with Codelco to enhance technical strength and boost production. A three-week-long visit by experts from the Chilean copper firm is currently underway. The overseas team has been visiting all HCL units and offices across the country to assess various mining and operational aspects.
Central to HCL’s expansion plan is the Malanjkhand Copper Project (MCP) in Madhya Pradesh. The plant has completed its transition to underground mining and is now relying on technical expertise from Codelco, to accelerate progress.
The MoU between the two companies currently emphasises technical collaboration that might be expanded in the future, depending on progress and mutual interest of both. The company also plans to raise the mine’s capacity to 5 million tonnes per annum, making it a cornerstone of HCL’s longterm capacity expansion roadmap.
Vedanta Aluminium to Increase Aluminium Wire Rods Production to Meet Rising 5G, Infrastructure Demand
Bharat Aluminium Company (BALCO), a Vedanta Aluminium unit, is expanding its aluminium wire rod capacity as part of its 1 million TPA overall expansion, doubling smelter capacity from 0.57 to 1 million TPA. In FY25 it produced over 2,00,000 MTPA BIS‑certified wire rods, fully serving domestic telecom, power, automotive and infrastructure demand.
Jun 20, 2025
Vedanta Aluminium, India’s largest producer of aluminium, announced that its unit, Bharat Aluminium Company (BALCO) is expanding its wire rod production capacity as part of its ongoing overall 1 million tonnes per annum expansion. The company sees a huge potential for high-quality aluminium wire rods to meet the demand created by India’s rapid growth in digital and industrial infrastructure. As the country aggressively scales its 5G networks, rural broadband, smart cities, and cloud infrastructure, aluminium has emerged as a material of choice due to its high conductivity, corrosion resistance, and lightweight, and strength.
BALCO’s BIS-certified aluminium wire rods play a vital role in enabling seamless signal transmission and reliable network performance. In FY25 alone, BALCO produced
more than 2,00,000 MTPA of aluminium wire rods, with 100% of the output catering to growing domestic demand, particularly from states such as Gujarat, Maharashtra, and Rajasthan. Its portfolio includes high-performance grades tailored for critical applications, ranging from conductors and cable sheathing to tower grounding and optical fibre cabling.
The company was also India’s first to be awarded BIS 5484 certification for alloy wire rods, cementing its position as a leader in quality and innovation. With demand from sectors like telecom and power transmission surging, driven by digital expansion, energy diversification, and rapid urbanisation, BALCO is scaling up its production capacity to stay ahead of the curve. It is currently in the final phase of commissioning strategic growth projects that will double its overall aluminium production capacity from 0.57 million TPA to 1 million TPA.
Rajiv Kumar, CEO, Vedanta Aluminium, said, “Aluminium wire rods are indispensable to building a resilient and future-
ready digital backbone for India. At Vedanta, we are proud to offer a BIS-certified portfolio of high-performance grades that cater to the evolving needs of the telecom and power sectors. With a capacity expansion underway at BALCO, we are poised to meet India’s growing demand for advanced conductive materials while delivering on our sustainability commitments.”
While telecom and power transmission are key sectors, BALCO’s aluminium wire rods also find essential applications across the automotive, electrical appliances, and steel industries, further enhancing their relevance to India’s industrial transformation.
Orient Cables Files for INR 700 Crore IPO to Fund Expansion
Gurugram based Orient Cables has filed draft papers with SEBI for an INR 700 crore IPO to fuel growth and reduce debt.
Jul 11, 2025
Gurugram-based Orient Cables India has filed preliminary papers with the SEBI to raise funds up to INR 700 crore via initial share sale.
The IPO comprises a fresh issue of INR 320 crore and an offer-for-sale of INR 380 crore. Additionally, a pre-IPO placement of INR 64 crore may be considered. Of the fresh issue proceeds, INR 91.5 crore will be used for machinery, equipment, and civil works, while INR 155.5 crore will go toward debt reduction.
Orient Cables, holding a 22% market share, is among
India’s top five networking cable players, serving sectors like telecom, broadband, data centres, smart automation, and renewable energy.
HFCL Limited approved an INR 125 crore capex to boost IBR cable manufacturing from 1.73 to 19.01 million fibre km annually.
Jul 14, 2025
HFCL (Himachal Futuristic Communications Limited), board has sanctioned an INR 125 crore investment to significantly expand its Intermittent Bonded Ribbon (IBR) optical fiber cable capacity. The company aims to scale production from approximately 1.73 million fiber-kilometres per annum (mfkm) to an impressive 19.01 mfkm across its Hyderabad and Goa facilities. After completion, the company’s consolidated manufacturing capacity will reach 42.36 mfkm/p.a.
The capacity expansion is expected to be completed in a phased manner starting from December 2025 and is anticipated to be fully operational by June 2026.
This strategic expansion aligns with HFCL’s objective to diversify its optical fiber cable offerings and target high-value market segments, particularly in North America and Europe.
KEI Industries Acquires Land in Gujarat Worth INR 23.05 Crore for Future Expansion
KEI Industries Limited plans to utilize the 45964.92 sq mt land acquired from Gujarat Industrial Development Corporation (GIDC) at Sanand–II, Industrial Estate, Ahmedabad, Gujarat, for future expansion.
Jul 16, 2025
In a step towards expansion plans, the KEI Industries Limited has acquired 45964.92 sq mt land from Gujarat Industrial Development Corporation (GIDC) at Sanand–II, Industrial Estate, Ahmedabad, Gujarat, worth around INR 23.05 crore.
The company said in an exchange filing that it planned to utilize the patch located at Plot No. 832 to 836 at Sanand–II, Industrial Estate, Ahmedabad, Gujarat, for future expansion.
Torrent Electricals announced its entry into the residential wiring segment, unveiling a new range focused on performance, safety, and sustainability for modern homes.
Jul 2, 2025
Torrent Electricals Limited marked a major milestone in its growth journey by announcing its entry into the residential wiring segment. The company unveiled its new range of advanced housing wires, designed to meet evolving safety, sustainability, and performance standards for modern Indian homes. The newly launched housing wire portfolio includes four key variants which are Flame Retardant (FR), Heat Resistant Flame Retardant (HRFR), Flame Retardant Low Smoke and Halogen (FRLSH), and Halogen Free Flame Retardant (HFFR). These wires have been engineered to offer enhanced fire resistance, thermal endurance, reduced toxic emissions, and superior environmental compliance, addressing the growing consumer and regulatory focus on home safety. Each variant is optimized for specific residential conditions, offering users a comprehensive and safe wiring solution for their homes.
Speaking at the event, Mr. Sachin Phartiyal, CEO of Torrent Electricals, emphasized the strategic importance of this product expansion. “Our foray into the housing wire segment is both timely and purposeful. With increased urbanization, rising awareness around electrical safety, and an industry shift towards sustainable infrastructure, the need for advanced residential wiring solutions has never been greater. For most Indians, building a home is a once-in-a-
lifetime dream built with immense hope, effort, and emotion. Recognizing this deep personal investment, we at Torrent Electricals are committed to ensuring that the infrastructure of every home is built on trust and safety. We bring decades of manufacturing excellence, innovation-led product design, and state-of-the-art testing capabilities to deliver a new benchmark in quality, reliability, and longevity. This launch reflects our dedication to transforming everyday living through intelligent and responsible electrical solutions.”
With this expansion, Torrent Electricals reinforces its vision to become a one-stop solution provider for both industrial and domestic electrical infrastructure. The company’s 82-acre integrated manufacturing facility in Nadiad, Gujarat, is equipped with in-house R&D and a NABL accredited lab. All products are tested under stringent protocols and certified by prestigious institutions including CPRI, ERDA, BIS, and CE, ensuring they meet global benchmarks in performance and safety.
LAPP India Strengthens Cable Gland Product Offering with SKINTOP® Range
SKINTOP® ST /STR and SKINTOP® SMART are engineered to meet evolving market demands for safety, reliability, and ease of installation. Jul 2, 2025
LAPP India is advancing industrial cable management with SKINTOP®, a range of cable glands designed to meet diverse application needs across both critical and general industrial environments. Polyamide glands are available in two complementary product lines: SKINTOP® ST /STR and SKINTOP® SMART, engineered to meet evolving market demands for safety, reliability, and ease of installation. LAPP ensures that, through the SKINTOP® range, their customers receive the right-fit solution, customised to specific application demands, environmental factors, and certification needs. The SKINTOP® portfolio is designed to support a wide spectrum of use cases with unique distinctive features that cater to different industrial requirements.
SKINTOP® ST and STR are designed for performance-intensive and critical industrial settings. This globally certified cable gland is suited for cleanrooms, energy networks, automation systems, food & beverage, pharma, oil & gas, cleaning systems and data centres. These are high-quality, metric-threaded & PG threaded glands made from durable polyamide. They support a wide clamping range from M12–M63 and PG 7–48, accommodating a broad variety of cable diameters used in industrial installations. With ingress protection ratings of IP68 (up to 5 bar/30 minutes) and IP69 (withstand high-pressure, high-temperature water jets), flame resistance up to 650°C, and certifications including CE, UL, DNV, VDE, and UKCA, it is ideal for installations where operational continuity and international compliance are indispensable, thus making the equipment suitable for exports. Its dual sealing system and UV, ozone, and chemical resistance make it ideal for hygienic and outdoor settings.
SKINTOP® SMART is manufactured in India at LAPP’s state-of-the-art facility in Dharuhera. The polyamide cable gland variant supports general-purpose industrial applications such as control panels, junction & array boxes, limit switches, parking systems, and surveillance setups. It supports clamping sizes from M12–M32 and PG 7–29, making it ideal for standard and compact installations. It offers robust ingress protection up to IP68 and carries UR (UL Recognized) certification, aligning with the needs of standard installations to cater local demands. The SMART series is being offered with the smart compact design, making them quick and easy to assemble. Each gland features a precision-engineered construction comprising sealing rings, gaskets, and locking components that ensure robust cable fixation and environmental sealing. The SMART Series enables faster availability without compromising on essential functionality.
“Every industrial application has a unique requirement especially when it comes to cables and connections. At LAPP, we believe that every cable requires the right gland, they are mutually reinforcing for effective industrial solutions,” said Sumit Mitra, Managing Director, LAPP India. “With decades of expertise in industrial connectivity, LAPP offers a comprehensive range of cable glands designed to meet diverse application needs across sectors. The SKINTOP® ST /STR variants are engineered for demanding environments that require global-standard certifications and long-term performance, while the SMART series is crafted for reliable, high-quality installation in mainstream applications. Backed by proven durability and precision design, our gland portfolio is a strong reflection of LAPP’s commitment to delivering complete, dependable solutions for every industrial requirement.”
SKINTOP® cable glands are engineered to address key industrial challenges. Hermetic Sealing in SKINTOP® ensures ingress protection (IP68 and IP69), preventing dust, water, and contaminants from compromising electrical connections. This makes it ideal for harsh environments, including food processing, pharmaceuticals, and outdoor applications. It also offers optimized strain relief which provides vibration resistance and secures cables in place to extend lifespan and prevent mechanical failures. The intuitive design enables quick and secure installation with a simple turn of the nut, eliminating the need for additional tools and reducing installation time across industries. It is available in plastic, brass, and stainless steel, catering to diverse industrial requirements automation, manufacturing, and chemical processing. SKINTOP is built to withstand extreme temperatures, UV exposure, ozone, hot water and aggressive chemicals. SKINTOP® is wellsuited for industries such as oil & gas, food & beverage, pharmaceuticals, and marine applications.
Shera Energy Acquires Zambian Copper Plant, Eyes to Enter Cables and Conductors Sector
Shera Energy Limited, manufacturer of winding wires and strips made of nonferrous metals, announced acquisition of Zambian copper cathode facility, marking a key step in global expansion and supply security.
Jun 26, 2025
Shera Energy Limited has acquired a copper cathode manufacturing plant in Zambia through its subsidiary Shera Zambia Limited. Situated in the mineral-rich Copperbelt region near the Democratic Republic of Congo, the plant will produce 99.99% pure copper from local ores, significantly reducing procurement costs and boosting operational efficiency. Initial production capacity is set at 1,200 metric tonnes annually in FY 2025-26, with plans to scale to 5,000 metric tonnes.
Commenting on the development, Mr. Naseem Shaikh, Chairman and Managing Director of Shera Energy, said, “This strategic acquisition is a major milestone in our international journey. By establishing a direct source of high-purity copper cathodes, we not only enhance our supply chain resilience but also reinforce our commitment to cost-effective and sustainable operations. This development ensures long-term access to critical raw material and
reinforces our ability to deliver consistently higher margins. This will also support our growing domestic and export operations, including our entry into new verticals like cables and conductors.”
Shera also plans further investments to expand the facility and reinforce its international presence, aligning with its long-term strategy for sustainable global growth.
Dynamic Cables Announces INR 35 Crore Investment for Capacity Expansion at Its Rajasthan Plant
Dynamic Cables Limited has announced a strategic investment of INR 35 crore to expand its High Tension (HT), Low Tension (LT) power cables, and specialty conductors’ manufacturing capabilities at its Reengus facility in Rajasthan.
Post-expansion, the total installed capacity for HT and LT cables, along with specialty conductors, will increase to 30,000 kilometers per annum.
July 23, 2025
Dynamic Cables Limited has announced a strategic investment of INR 35 crore to expand its manufacturing capabilities at its Reengus facility in Rajasthan. The investment is aimed at enhancing the production capacity of High Tension (HT), Low Tension (LT) power cables, and specialty conductors to cater to the growing demand in the domestic and international markets.
Post-expansion, the total installed capacity for HT and LT cables, along with specialty conductors, will increase to 30,000 kilometers per annum. This move reinforces the company’s commitment to supporting India’s power infrastructure development and meeting the rising requirements in sectors such as utilities, renewable energy, and industrial electrification.
The expansion project is slated to commence in the second half of the financial year 2026 (H2 FY26). This development is part of Dynamic Cables’ broader growth strategy to strengthen its market position, diversify its product portfolio, and scale up its capacity to meet future demands.
Nexans Inaugurates Stella Nova; Unveils World-First Demonstration for Superconducting Cables
Nexans has recently inaugurated Stella Nova, its new Center of Excellence located in Hanover, Germany. The new site spans 9,000 m² and is dedicated to three strategic domains including superconducting cables that enable transmission 10 times faster compared to conventional cables with zero energy loss, minimal heat generation, and significantly reduced infrastructure footprint.
June 04, 2025
At a time when digital infrastructures and sustainability challenges are reshaping the global energy landscape, Nexans is investing to meet tomorrow’s critical demands. Nexans has recently inaugurated Stella Nova, its new Center of Excellence located in Hanover, Germany.
On this occasion, the Group also unveils a world-first demonstration: a test bench showcasing the benefits of superconducting cables for powering data centers using low-voltage alternating current (LV AC) and direct current (LV DC).
The new industrial hub is located on the Panattoni Campus in Hanover. Nexans Stella Nova brings together more than 70 experts in engineering, research, and manufacturing. The new site spans 9,000 m² and is dedicated to three strategic domains: High-precision forming and welding machines for the energy and industrial sectors; cryogenic systems for safe transfer of cryogenic fluids such as hydrogen; superconducting cable and fault current limiter systems to transform electrical infrastructure.
As global electricity consumption by data centers could reach 10% of total energy demand by 2031 , Nexans is innovating to meet the critical challenges of capacity, efficiency, and sustainability.
Superconducting cable systems enable the transmission of up to 10 times more power compared to conventional cables, with zero energy loss, minimal heat generation, and significantly reduced infrastructure footprint. Great opportunities lie ahead with regards potential applications of superconducting technology. Nexans is already involved in multiple projects aiming at developing superconducting solutions beyond the data center industry.
Commenting on the new development, Jérôme Fournier, Corporate VP Director of Innovation at Nexans, said, “With Stella Nova and this world-first demonstration, Nexans is addressing one of the critical challenges of tomorrow: ensuring the sustainable electrification of an increasingly digital world. Superconductivity offers a breakthrough solution to meet the massive power needs of next-
generation data centers, while reducing their environmental footprint and accelerating the energy transition.”
Polycab India signs SNOC Agreement with BSNL for Package 4 of BharatNet Phase-III
Polycab India has signed an agreement with BSNL, Karnataka for designing, installing and commissioning a State Network Operation Centre (SNOC) at Bengaluru for the Package 4 under the amended BharatNet Phase III projects in Karnataka, Goa and Puducherry. This serves as a network control centre towards monitoring of the entire network in Karnataka.
July 23, 2025
Polycab India Limited has signed an agreement with BSNL, Karnataka for designing, installing and commissioning a state-of-the-art SNOC (State Network Operation Centre) at Bengaluru for the Package 4 under the amended BharatNet Phase-III projects in Karnataka, Goa and Puducherry.
The occasion was graced by Smt. N Sujatha, CGM, Karnataka Circle, Shri B.S.Nagar, GM, BharatNet, Smt. Durga Rani, PGM, Finance, Mr. Ashish D. Jain, Executive President & COO, Polycab Telecom, Mr. Rahul Garg, President, Polycab Telecom and other officials from BSNL and Polycab.
As a part of the recently-signed agreement for the deployment of a middle-mile network in Karnataka, Goa and Puducherry under Package 4 of BharatNet Phase-III, Polycab’s SNOC Agreement with BSNL reflects a significant step towards commencement of work to build the SNOC at Bengaluru.
The SNOC will be crucial in integration of project implementation and would serve as a Network Control Centre towards monitoring of the entire network in Karnataka, Goa and Puducherry. The SNOC will be integrated with the centralized BSNL NMS on commissioning to enable the all-important monitoring of Live Status of the network for the duration of 10 years.
The agreement represents a major landmark in Polycab’s Telecom EPC-journey in facilitating high-speed broadband connectivity to all inhabited Gram Panchayats (GPs) and villages of Karnataka, Goa and Puducherry.
Shyam Metalics ramps stainless-steel wire operations to 30–35% capacity, eyeing exports and 10,000 tonnes sales this fiscal, and 20,000 tonnes by next year.
Jul 29, 2025
Shyam Metalics has begun commissioning its new stainless-steel wire plant, currently operating at approximately 30–35% of capacity. The firm has started exporting its output, and expects to sell around 10,000 tonnes of wire this year, a significant achievement given the plant’s infancy. Projections indicate a ramp-up to approximately 20,000 tonnes in the following year.
In parallel, Shyam Metalics is gearing up for the commissioning of a major carbon steel project in fiscal 2025–26. Further downstream, the aluminum and stainlesssteel projects are scheduled for activation during fiscal
2026–27, with substantial revenue contributions anticipated by the end of that period.
Birla Cable Forms Strategic Alliance with Nedia Fiber to Boost Optical Fiber Cable Supply Across the Americas
Birla Cable Limited has collaborated with Nedia Fiber, a U.S. based optical fiber cable supplier, to accelerate the delivery of high‑performance fiber optic solutions across the Americas to meet growing telecom and broadband infrastructure demands across the region.
July 28, 2025
Birla Cable Limited has formed a strategic alliance with Nedia Fiber, a U.S.-based optical fiber cable supplier, to accelerate the delivery of high-performance fiber optic solutions across the Americas. This alliance aims to reduce lead times and meet growing telecom and broadband infrastructure demands across the region.
Nedia Fiber brings decades of expertise and understanding of the American market. With a focus on speed, responsiveness, and execution, the company is positioning itself as a leading supplier for ISPs, Telcos, and EPCs across the Americas.
Talking about the collaboration, Mr. R. Sridharan, CEO of Birla Cable Limited, said that this alliance is a key step to their global growth strategy and working with Nedia Fiber gives them direct access to the American market, to move quickly, serve locally, and scale effectively.
Mr. Siby Pothen, President of Nedia Fiber, added that with
this important alliance with Birla Cable Ltd, they are building a responsive supply model that aligns with the infrastructure needs of our customers across the Americas.
Mr. Luiz Fuschini, COO of Nedia Fiber, added that this alliance with Birla Cable is about execution, enabling the market with inventory flowing into the U.S. and strategic locations in South America. With a committed supply chain, this move isa bold step forward for both companies and for the industry across the Americas.
Maiden Forgings Acquires Land in Uttar Pradesh to Increase Manufacturing Capacity
The Ghaziabad facility will consolidate Unit II and III of Maiden Forgings, streamline the company’s operations, and support 5-7 years of expansion.
Jun 3, 2025
Maiden Forgings Limited (MFL),a manufacturer of bright steel bars and wires, has acquired a land parcel of 4 acres in Modinagar, Ghaziabad, to improve its operational efficiencies and increase manufacturing capacity.
The company said in an exchange filing that the facility would consolidate Unit II and III, streamline its operations, and support 5-7 years of expansion. The Unit II land sale has been finalized, with proceeds earmarked for the new facility, working capital, and debt reduction.
The funds realized from the monetization of Unit II would further strengthen Maiden Forging’s financial position, supporting business growth through increased working capital and a healthier balance sheet by repaying existing debt.
“With over three decades of industry presence, a qualitydriven product portfolio, and a continuous focus on operational excellence, we are well-positioned to expand our market share. We aim to leverage strong industry tailwinds and infrastructure-led growth in India, while maintaining our focus on international markets,” it added.
Diamond Power Secures INR 1349 Crore Contract to AL-59 Conductors to AESL
Diamond Power Infrastructure Limited has received letters of intent for the supply of 24,080 kilometers of AL-59 high-performance conductors from Adani Energy Solution Limited, worth INR 1349.11 crore. The company has expanded its AL-59 conductor capacity from 24,000 MTPA to 1,00,000 MTPA.
Jul 28, 2025
Diamond Power Infrastructure Limited has received letters of intent for the supply of 24,080 kilometers of AL-59 high-performance conductors from Adani Energy Solution Limited. The order value is approximately INR 1349.11 crore. The supply will be executed across marquee transmission projects such as Jamnagar, Khavda-IV D, HVDC, Navinal-II, and Mahan-II. The purchase order has been awarded on a kilometer rate basis with PV formulae. The order is scheduled to be executed by June 2028.
With the addition of this order, Diamond Power’s consolidated order book now stands at INR 2,800 crore, ensuring strong revenue visibility over the next two years. In preparation, the company has expanded its AL-59 conductor capacity from 24,000 MTPA to 1,00,000 MTPA,
making it one of the largest AL-59 conductor manufacturers in India. This capacity ramp-up is being delivered through three advanced integrated rod mills under its wholly owned subsidiary DICABS NexGen, with two already commissioned and the third due by July 2025.
Google to Invest USD 6 Billion in Data Centre in Andhra Pradesh
Google will invest USD 6 billion to set up a 1 gigawatt data centre and supporting power infrastructure in Visakhapatnam, Andhra Pradesh, as per the media reports. The project includes USD 2 billion for renewable energy capacity to power the facility. Once completed, it will be Google’s largest data centre in Asia in terms of both capacity and investment.
July 31, 2025
Google will invest USD 6 billion to set up a 1-gigawatt data centre and supporting power infrastructure in Visakhapatnam, Andhra Pradesh. This marks Alphabet Inc.’s first such investment in India, as per the media reports.
According to a report, the project includes USD 2 billion for renewable energy capacity to power the facility. Once completed, it will be Google’s largest data centre in Asia in terms of both capacity and investment.
This move is part of Google’s broader regional expansion, which includes data centres in Singapore, Malaysia, and Thailand. In April, Alphabet reaffirmed its plan to invest
around USD 75 billion this year to grow its global data centre footprint.
Tata Steel Subsidiary SIW Acquires Full Ownership of TSN Wires in Thailand
The Siam Industrial Wire Company Limited (‘SIW’), an indirect wholly owned foreign subsidiary of Tata Steel Limited, executed a share purchase agreement with Nichia Steel Works Limited, for acquisition of the 40% equity stake held by Nichia in TSN Wires.
July 31, 2025
The Siam Industrial Wire Company Limited (‘SIW’), an indirect wholly owned foreign subsidiary of Tata Steel Limited, executed a share purchase agreement with Nichia Steel Works Limited, for acquisition of the 40% equity stake held by Nichia in TSN Wires, for a nominal consideration of THB 100 for each share (approximately INR 270).
With this acquisition, TSN Wires will become an indirect wholly owned foreign subsidiary for the company. TSN Wires Company Limited (‘TSN Wires’), incorporated on April 11, 2012, is a Thailand based downstream steel wires
company having a capacity of 41 KTPA.
The move will enhance synergies and improve management of both SIW and TSN Wires.
Nexans Unveils a Cable Made with 100% Recycled Materials
Nexans developed an all new cable prototype using 99.5% recycled content. This prototype underpins the company’s ambition to integrate 25% of recycled copper in its cables by 2028.
July 21, 2025
Nexans has reached a major milestone in its sustainability journey by developing a prototype cable made from recycled materials — a first in the company’s history. The all-new cable prototype is developed using 99.5% recycled content.
The wire drawing was carried out by our Nexans teams in Yanggu, China. The materials department was responsible for extruding the prototype in France and the assembly of the 3G2.5 was then carried out by the Technocenter Building laboratory in AmpaCity, Lyon.
The record prototype includes 100% recycled copper, sourced from a trusted partner in China, along with recycled polyethylene and PVC from Nexans’ European suppliers.
The prototype was compared to a standard cable of the same category made with virgin materials. The analysis covered the entire life cycle from raw material extraction to cable use. The results showed a 76% reduction in greenhouse gas emissions during the manufacturing phase, and significant improvements across other sustainability indicators, including resource depletion and freshwater use.
This innovation demonstrates the technical feasibility of incorporating 100% recycled materials while maintaining
the same level of quality and safety as a cable made from virgin materials.
Commenting on the new innovation, Jérôme Fournier, Corporate Vice President of Innovation, Nexans, said, ‘‘This prototype shows that industrial innovation and environmental responsibility can go hand in hand. It’s a major step toward a more sustainable electrification.’’
This innovation supports Nexans ambition to integrate 25% of recycled copper into its cable production by 2028. It’s a bold example of the Group commitment to a circular economy, which plays a central role in its sustainability roadmap. By rethinking the entire cable lifecycle – from materials to manufacturing – Nexans is reducing its carbon footprint and helping preserve natural resources, without compromising quality or safety.
Centre Asks Court to Uphold Quality Curbs on Copper Cathode Imports
Centre defends copper cathode quality restrictions, citing no monopoly and certified foreign suppliers to protect consumer interests.
Jun 27, 2025
The Indian government has urged the court to dismiss petitions by the Bombay Metal Exchange and Bombay Non-Ferrous Metals Association challenging its Quality Control Order (QCO) on copper cathode imports. In a detailed 160-page response, the Ministry of Mines argued that the measures are regulatory, not protectionist, and ensure product reliability without favouring domestic suppliers.
The filing highlighted that ten international suppliers, including seven from Japan, two from Malaysia, and one from Austria, have already been certified under the QCO. It refuted claims of market distortion or supply shortages.
India, the world’s second-largest refined copper importer,
copper demand is expected to double by 2030. While domestic supply comes from Hindalco, Vedanta, Adani, and state-owned Hindustan Copper, the QCO aims to ensure quality control amid surging imports since 2018 post-Sterlite closure.
Prysmian Makes USD 500 Million Investment for Encore Wire’s Expansion
Prysmian has initiated its USD 500 million, five‑year investment at Encore Wire’s McKinney campus, including a USD 249 million March‑approved allocation, to enhance medium voltage cable capacity and service North American clients.
Jun 20, 2025
Prysmian held a ceremony to kick off its USD 500 million investment at the Encore Wire campus over five years. Included is the USD 249 million approved by Prysmian’s Board during March’s Capital Market Day. The project features a 650,000 sq ft state-of-the-art medium-voltage cable production facility at the existing vertically-integrated Encore campus, marking a major step following Prysmian’s acquisition of Encore Wire nearly a year ago.
The facility enhances Prysmian’s evolution from cable manufacturer to solutions provider, supporting data centers, US industry, and power grid strengthening.
“This new plant will be one of the largest standalone facilities on our campus, which is the largest vertically integrated cable factory on the planet and is a major milestone in the Prysmian/Encore Wire growth,” said Andrea Pirondini, Prysmian North America CEO.
L to R: Michael Kowski, MEDC President & CEO, Bill Cox, Mayor City of McKinney, Andrea Pirondini, CEO Prysmian North America, Troy Skidmore, Encore Wire Head of Human Resources, Michelle Bishop, District Director for Rep. Keith Self, Michael Flusche, North Texas Regional Director for Sen. Ted Cruz
Encore Wire started in 1989 with a 68,000 sq ft warehouse in McKinney. The medium-voltage plant is the first phase of Prysmian’s investments in McKinney.
Zumbach Electronic: Exceptional Customer Service Meets Industry-Leading Measuring Solutions
At Zumbach Electronic, customer service is not just a department; it’s a core value that permeates every aspect of their business. This philosophy drives their commitment to providing the highest possible levels of customer service, ensuring that every interaction is marked by care, attention, and a consultative approach to solving specific process and production issues.
Jul 17, 2025
Since 1957, Swiss-based manufacturer of industrial, non-contact measuring and control solutions, Zumbach Electronic AG, has worked tirelessly to provide exceptional customer service with their industry leading products and solutions. The Zumbach’s belief is that customers are more than just clients; they are part of their extended family. This philosophy drives their commitment to providing the highest possible levels of customer service, ensuring that every interaction is marked by care, attention, and a consultative approach to solving specific process and production issues.
From the moment a customer engages with Zumbach Electronic, they experience the unique Zumbach consultative approach, understanding that every customer has very specific needs and challenges. They take the time to listen and understand these requirements thoroughly, and their team of technical experts work closely with customers to tailor solutions that not only meet but exceed their expectations. This personalized service ensures Zumbach’s customers receive the most effective and efficient solutions for their unique applications.
Rainer Zumbach, second generation owner and CEO of Zumbach Electronic stated “When customers choose Zumbach Electronic, they become part of our extended family. This means they can expect attentive ongoing support and a relationship built on trust and mutual respect. We are dedicated to fostering long-term partnerships, and our customers know they can rely on us for continuous support and guidance. Whether it’s through regular checkins, updates on new technologies, or proactive problemsolving, we are always there for our customers.”
Zumbach Electronic’s commitment to customer service
is evident in the care and attention they provide, which includes comprehensive training programs offered both at their headquarters in Orpund, Switzerland, and on-site, ensuring customers are fully equipped to use Zumbach systems effectively. Their service technicians are available worldwide, providing support both in person and virtually, handling everything from commissioning and maintenance to repairs and calibrations, ensuring their customers’ operations run smoothly and efficiently.
Boasting a robust and global support network that has been increasingly invested in over the past 60 years, with service centers strategically located around the world, it’s clear to see the value Rainer Zumbach and his team see in providing this unique level of attention to their customers. This network allows Zumbach Electronic to provide quick and efficient assistance, minimizing downtime and maximizing productivity for their customers. Their experienced service teams are always ready to help with technical problems, spare part requests, service calls, and installations.
At Zumbach Electronic, customer service is not just a department; it’s a core value that permeates every aspect of their business. Their consultative approach, the sense of family they extend to their customers, and the meticulous care and attention provided, all contribute to their reputation for excellence. They are committed to ensuring that their customers receive the highest levels of service, making their experience with Zumbach Electronic truly exceptional, and when you combine that with the improvements in process efficiency and quality control, cost savings through reducing waste material and machine downtime, it’s a proposition that is increasingly hard to beat.
Dust-reduced Wire Production with Traxit Wire Lubrication, a Brand of Klüber Lubrication
The choice of the right dry drawing lubricant is a key success factor in the wire drawing industry. It significantly influences efficiency, product quality, and sustainability. A particular focus is on reducing dust emissions, which not only affect air quality in production but also increase maintenance efforts, pose safety risks, and reduce productivity.
Jul 14, 2025
Traxit
Wire Lubrication, a brand of Klüber Lubrication, sets new standards as one of the leading developers of innovative drawing lubricants. Through continuous research and development, state-of-the-art lubricants are created that not only optimize the drawing process but also significantly reduce dust exposure. The chemical composition of the products is specifically adapted to specific production conditions, making existing extraction and filtration systems more efficient. This protects the health of employees and ensures the economic development of the company.
Increased efficiency through less dust
Conventional dry drawing lubricants often release significant amounts of dust, which settles on machines and products and burdens the production environment. The use of innovative, dust-reducing lubricants leads to a significantly cleaner working environment. This reduces cleaning efforts and maintenance costs and increases process stability. Further processing, such as coating, tinning, or packaging, also becomes more efficient and of higher quality.
Improved air quality and occupational safety
Less dust means better air quality and directly protects the health of employees. At the same time, the need for complex ventilation and filtration systems is reduced. The risk of dust explosions is also significantly lowered, which sustainably increases operational safety.
Sustainability and economic benefits
A lower dust content not only reduces environmental impacts but also disposal and emission costs. Dust extraction systems can be operated more energy-efficiently, which saves additional costs. Optimized explosion protection measures further increase safety. Thus, the use of dust-
reducing drawing lubricants helps companies comply with or even exceed legal requirements such as the Factories Act or the Occupational Safety, Health, and Working Conditions.
Original quote from Rashmin P Shah, Managing Director of Kemtree, India “The need for dust-reduced production in the wire industry is more urgent than ever. Dust-free processes not only improve working conditions and protect the health of employees but also bring significant benefits to the environment.
Less dust means less burden on filter systems and significantly reduces the risk of explosions. Moreover, dust-reducing drawing lubricants significantly improve further processing as they ensure cleaner and more stable production processes. From an economic perspective, companies save real money through reduced maintenance efforts, energy consumption, and disposal costs. From an ecological perspective, the company saves on disposal costs and additionally CO² in production through an improved energy balance.
For us as a distributor of Traxit Wire Lubrication, it is a great step forward to be able to offer our customers in India these sustainable and efficient solutions.”
Visit us from November 4th to 6th, 2025, in Hall 5, Stand F5-1 at the Cable & Wire Fair in New Delhi and discover the future of dust-free wire drawing technology.
The development of dust-reducing drawing lubricants is a milestone for the future of the wire drawing industry. Traxit Wire Lubrication offers innovative solutions that revolutionize efficiency, environmental friendliness, and occupational safety.
COPYRIGHT:
Taihan Cable & Solution Invests USD 360 Million to Second Submarine Cable Plant in South Korea
Taihan Cable & Solution has announced a USD 360 million investment for the initial phase of its second submarine cable manufacturing facility in South Korea. Spanning approximately 215,000 square meters, the facility will be situated in the Godae District of the Asan National Industrial Complex in Dangjin. The first phase of the new facility will focus on producing HV submarine cables, including 640 kV-class HVDC and 400 kV-class HVAC cables.
July 18, 2025
Taihan Cable & Solution has announced a USD 360 million investment for the initial phase of its second submarine cable manufacturing facility in South Korea. The new plant, expected to be completed by mid-2025, marks a major step in expanding the company’s subsea cable production capabilities.
Spanning approximately 215,000 square meters, the facility will be situated in the Godae District of the Asan National Industrial Complex in Dangjin. It will be located adjacent to Taihan’s existing plant at Dangjin Port in Pyeongtaek, which was completed in May 2024 and covers around 44,800 square meters.
The first phase of the new facility will focus on producing high-voltage submarine cables, including 640 kV-class
HVDC and 400 kV-class HVAC cables. It will also incorporate a Vertical Continuous Vulcanization (VCV) system, essential for manufacturing high-quality insulated power cables. Commercial operations for this phase are slated to begin in 2027, while the second phase of expansion will be planned in line with future market demand.
LS Cable & System Unveils Asia’s Largest HVDC Cable Manufacturing Facility
LS Cable & System has completed construction of its fifth submarine cable plant in Donghae City, Gangwon Province, significantly boosting its high voltage direct current (HVDC) submarine cables production capacity by fourfold. With this development, LS Cable & System now operates the largest HVDC cable production facility in Asia.
July 16, 2025
LS Cable & System has completed construction of its fifth submarine cable plant in Donghae City, Gangwon Province, significantly boosting its production capabilities. With this expansion, the company’s capacity for producing high-voltage direct current (HVDC) submarine cables has grown over fourfold compared to previous levels.
The new facility is equipped with an advanced vertical continuous vulcanization (VCV) line, enhancing both production efficiency and supply reliability.
With this development, LS Cable & System now operates
the largest HVDC cable production facility in Asia, strengthening its position in the global market for large-scale submarine cable projects.
Nexans Completes Acquisition of Spanish Cablemaker Cables RCT
The acquisition enhances Nexans’ footprint in Southern Europe with highly complementary assets as well as state-of-the-art production capabilities and a strong focus on innovative fire safety products.
Jun 3, 2025
Nexans, a leader in the global energy transition, has completed the acquisition of 100 percent of the share capital of Cables RCT. Based in Spain, Cables RCT offers an extensive copper low-voltage portfolio with a recognized outstanding expertise in flexible fire safety solutions for buildings. The company operates across 30 countries with a strong presence in Iberia.
This strategic acquisition reinforces Nexans’ commitment to expanding its capabilities in key geographies, by accelerating growth in core market verticals. It further enhances Nexans’ footprint in Southern Europe with highly complementary assets as well as state-of-the-art production capabilities and a strong focus on innovative fire safety products.
The move will accelerate Nexans’ profitable growth by enhancing efficiency, expanding its portfolio, and driving innovation in the region. Cables RCT’s experienced management team will continue to drive future growth and support Nexans in delivering the substantial deal synergies.
Ducab Group Powers Healthcare Infrastructure in Hong Kong
Ducab Group has been awarded a contract to electrify one of Hong Kong’s hospital projects with 40,000 kilometers of high-performance XL-LSZH building wires and more than 15,000 kilometers of fire resistant FLAM BICC 1 cables. The scope of supply includes around 1 kilometer of armored cables, enabling critical infrastructure in international markets.
July 15, 2025
Ducab Group has secured a significant contract to supply electrical infrastructure for the Acute Hospital project located in Hong Kong’s Kai Tak Development Area.
Scheduled for completion by the end of 2026, the project will feature over 40,000 kilometers of high-performance XL-LSZH building wires and more than 15,000 kilometers of FLAM BICC 1 fire-resistant cables. These specialized cables are designed to meet stringent safety requirements in healthcare environments.
In addition, Ducab will provide armored LSZH cables compliant with BS 6724 standards, along with FLAM BICC
6 fire-resistant cables engineered to maintain functionality in emergency scenarios. The scope of supply includes around 1 kilometer of armored cables, reinforcing Ducab’s commitment to enabling critical infrastructure in international markets.
Setic & Pourtier Supporting Cable Industry with High-Tech Machinery and Tailored Service Solutions
Setic & Pourtier will be participating in wire MEA and Tube MEA that will take place within the Metal & Steel Egypt exhibition held in Cairo, Egypt from September 6 to September 8, 2025.
June 11, 2025
Setic & Pourtier will be participating in wire MEA and Tube MEA that will take place within the Metal & Steel Egypt exhibition in Cairo, Egypt. The event will be held from September 6 to September 8, 2025.
Talking about this development, Médéric FAMEAU, Sales Manager, Setic & Pourtier said “ With a long-standing presence in the Middle East, Setic & Pourtier, and C2S are committed to supporting the region’s cable industry with cutting-edge machinery and tailored service solutions. Our participation in wire & Tube MEA 2025 reflects our dedication to this dynamic and fast-growing market”
He adds, ‘’Our team looks forward to welcoming visitors to our booth A60 to discuss the latest technological innovations, ongoing projects, and future collaboration opportunities in the wire & cable sectors.’’
Metalube Launches Lubricool™ 955
Lubricool™ 955, a next-generation copper wire drawing lubricant, is the culmination of extensive R&D and testing that proves innovative formulations can significantly extend sump life while delivering cleaner, more stable operations.
Jul 31, 2025
Metalube, a global leader in specialty lubricants, has announced the launch of Lubricool™ 955, a next-generation copper wire drawing lubricant engineered to overcome long-standing industry challenges such as copper soap formation, emulsion instability, and excessive maintenance downtime.
The product launch is underpinned by insights from a technical paper by Emma Pates, Metalube’s Global Technical Services Manager, who examined the increasing demands on copper multi-wire drawing lubricants as wire counts and line speeds continue to rise.
Her research outlines three critical performance requirements for modern emulsions. First, lubricant longevity is essential, as emulsions must resist degradation and maintain film strength under severe heat and pressure. Second, thermal stability is crucial to ensure consistent viscosity and oxidation resistance, particularly at high drawing speeds. Finally, resistance to contamination is needed to minimize the formation of copper soap and the accumulation of metallic debris, both of which can lead to wire breakages and increased maintenance demands.
“Lubricants have become mission-critical components in achieving the industry’s twin goals of high throughput and cleanliness,” said Pates. “Lubricool™ 955 is the culmination of extensive R&D and testing that proves innovative formulations can significantly extend sump life while delivering cleaner, more stable operations.”
Lubricool™ 955 has demonstrated in tests exceptional performance in both industrial and laboratory settings. The demonstrations resulted in a 90 percent reduction in copper soap formation, dramatically reducing contamination and cleaning requirements. It extended sump life by over 14 months of continuous operation without an emulsion
change during a year-long field trial at a leading European wire producer. Additionally, it resulted in superior emulsion stability. It showed consistent refractometer readings and reduced bacterial growth risk. The tests also supported highspeed production with exceptional reliability, resulting in the lowest wire breakage ratio.
A 266-day laboratory copper-intake study further confirmed that Lubricool™ 955 resists copper contamination far longer
than standard emulsions, retaining optimal lubrication properties and minimising downtime caused by undesirable by-products.
“Our aim with Lubricool™ 955 was not just to create a cleaner, longer-lasting lubricant, but to redefine what wire producers can expect from emulsion technology,” added Pates. “The results from both lab and field trials prove that we’re delivering the next generation of performance and reliability.”
India’s Second-Longest Cable-Stayed Bridge, ‘Sharavathi Bridge’ Inaugurates in Karnataka
The 6-km-long Sharavathi Bridge built across the Sharavathi backwaters in Karnataka’s Malnad region. Built at a cost of INR 472 crore, the bridge links Ambaragodlu and Kalasavalli in Sagara taluk.
July 15, 2025
Union Minister Nitin Gadkari recently inaugurated the country’s second-longest cable-stayed bridge at Sigandur in Karnataka’s Shivamogga district. The event was also attended by Union Minister Pralhad Joshi and senior BJP leader B. S. Yediyurappa.
The 6-km-long ‘Sharavathi Bridge’ built across the Sharavathi backwaters in Karnataka’s Malnad region. Built at a cost of INR 472 crore, the bridge links Ambaragodlu and Kalasavalli in Sagara taluk.
This long-awaited infrastructure project restores crucial road connectivity that was disrupted in the 1960s after the Linganmakki dam was built. It will greatly cut travel
time between Sagara and surrounding villages, thereby enhancing accessibility, stimulating tourism and contributing to the local economy.
Marco Cables & Conductors Bags Orders Worth INR 14 Crore
Marco Cables & Conductors has won orders worth over INR 14 crore for the supply of conductors.
Jun 26, 2025
Marco Cables & Conductors, through the company’s press release, has announced that it has secured two new orders valued at approximately INR 14 crore from reputed cable companies. The company informed that it has received Letter of Intent (“LOI”) from its reputed client in cable industry for supply of Conductors valued at INR 3.94 crore, inclusive of all taxes. Further, another LOI was received from the same client for the supply of assorted sizes of conductors valued at INR 10.78 crore, inclusive of all taxes.
Hence, the total value of both letter of intent is over INR 14 crore.
Bahrain’s Beyon Signs Agreement to Develop Khaleej North Submarine Cable System
Beyon, the Bahrain-based technology group, has announced a new agreement for the development of Khaleej North, an 800 kilometre submarine cable system that will enhance regional connectivity by linking Bahrain with Saudi Arabia, Kuwait, and Iraq. The submarine cable system that will extend the reach of the ongoing Al Khaleej Cable project.
July 18, 2025
Beyon, the Bahrain-based technology group, has announced a new agreement for the development of Khaleej North, an 800-kilometre submarine cable system that will extend the reach of the ongoing Al Khaleej Cable project. Scheduled to be operational by the second quarter of 2026, Khaleej North will enhance regional connectivity by linking Bahrain with Saudi Arabia, Kuwait, and Iraq.
The Al Khaleej Cable is a 1,400-kilometre submarine network currently under development, aimed at connecting Bahrain with Qatar, the UAE, and Oman. Both systems are fully owned and operated by Beyon, with SubCom, a global subsea cable solutions provider, serving as the technology partner for their deployment.
Khaleej North is expected to significantly bolster international
connectivity across the Gulf region, building on Beyon’s mission to strengthen digital infrastructure.
This announcement follows the recent landing of the 2Africa Pearls submarine cable in Bahrain, further underlining the Kingdom’s growing role as a regional connectivity hub.
SETIC & POURTIER: Enhancing Performance, Reliability, and Innovation with Hi-Tech Rotating Machines
SETIC & POURTIER and C2S will be participating in Wire & Cable Trade Fair Southeast Asia 2025 and will be available at Booth G16. The event is scheduled to be held from September 17–19, 2025, at Bangkok International Trade & Exhibition Centre.
Jul 7, 2025
SETIC & POURTIER and C2S have announced their participation in the Wire & Cable Trade Fair Southeast Asia 2025, scheduled to be held at the Bangkok International Trade & Exhibition Centre (BITEC). The event is scheduled to be held from September 17–19, 2025.
Mr. Thierry Pietroniro, Sales Director, shared, “We were very pleased with the outcome of our participation in 2023. This year, SETIC & POURTIER will once again warmly welcome visitors from Southeast Asia to connect with key industry players and explore new collaboration opportunities across the ASEAN region.”
The growing demand for power and control cables is being driven by the expansion of electricity generation, transmission, and distribution networks. The global shift
toward renewable energy sources - such as solar and wind—is also powering the market, requiring advanced and specialized stranding and cabling solutions. SETIC & POURTIER offer state-of-the-art rotating machinery designed to meet these evolving needs, delivering performance, reliability, and innovation.
SETIC 2000 mm Large Double Twist
Gauder Group Shanghai supplies SETIC Made-in-China machines that meet European standards of quality and performance. This local production enables us to respond effectively to the dynamic and demanding Chinese and Asian markets, while providing competitive and responsive local service. This strategic approach reinforces our commitment to customers in the region and strengthens our position as a global leader in rotating machinery for the wire and cable industry.
Their large double twist machines are the perfect reply to low and medium voltage cable market. The low and medium voltage cables market is projected to grow significantly, driven by rising demand for energy and its integration on the grid network, infrastructure development, surging construction projects including data centers.
Mr. Thierry Pietroniro, Sales Director, shared, “Our wide range of large double twist machines (up to 630mm² & reel diameter up to 2600mm) is offering significant advantages such as tripling productivity, halving energy consumption,
and reducing manual labor by two-thirds compared to traditional methods. These machines can produce several LV/MV cable sections with the same single input wire dimension, making them highly efficient and cost-effective”. Moreover, with a complete range of heavy-duty stranders and drum twisters, cablers, concentric and armouring lines SETIC POURTIER has made impressive achievement in the field all types of power cables: overhead, submarine, High Voltage and Extra-high Voltage. Heavy-duty rigid stranding lines, such as the RFS, are designed for high-quality power cables, including extra high voltage (EHV) cables. These lines can strand up to 163 wires and are suitable for various conductor types, including Aluminium Conductor Steel Reinforced (ACSR) and All Aluminium Alloy Conductors (AAAC) and trapezoidal wires.
SETIC & POURTIER’s team, Mr. Thierry Pietroniro & Mr. Kelvin Wu and their local representatives will be available at Booth G16. Discover their latest innovations, discuss your projects, and build lasting partnerships with a team dedicated to your success.
STL Joins Forces With Hygenco to Establish Green Hydrogen Plant for Optical Fibre Production
STL has collaborated with Hygenco for Maharashtra’s first green hydrogen and green oxygen production facility for optical fibre.
July 17, 2025
STL (Sterlite Technologies Ltd.) has achieved a major milestone in sustainable manufacturing by collaborating with Hygenco for Maharashtra’s first green hydrogen and green oxygen production facility for optical fibre. The green hydrogen project, centred in Chhatrapati Sambhaji Nagar, Maharashtra, will supply green hydrogen and oxygen to STL’s glass preform facility. This green hydrogen facility will enable STL to become one of the world’s first optical fibre manufacturers to deploy 100% green hydrogen in its production processes and support its goal to achieve Net Zero by 2030. Hygenco will build, own and operate the facility, ensuring a reliable and commercially viable supply for 20 years.
Speaking on the successful commissioning of the green hydrogen plant, Rahul Puri, CEO - Optical Networking Business, STL, said: “By leveraging 100% green hydrogen for its glass preform manufacturing, STL is setting a new global benchmark for decarbonization in the optical fibre industry. Our collaboration with Hygenco exemplifies our commitment towards sustainability and operational excellence. We are proud to lead the way in integrating green hydrogen into large-scale manufacturing and look forward to continuing our efforts to build a greener, more resilient future for India and the world.”
Amit Bansal, CEO, Hygenco Green Energies Private
Limited, added, “Green Hydrogen has the potential to be a game-changer in India’s journey towards sustainability. Our longterm engagement with STL represents a bold step forward in decarbonising industrial processes. We are proud to enable STL to lead the global optical fibre industry into a new era of green manufacturing.”
STL’s semiconductor-grade glass preform manufacturing facility in Chhatrapati Sambhaji Nagar is Industry 4.0-enabled plant. It focuses on producing glass preforms, essential for creating high-quality optical fibres. Hydrogen and oxygen play a vital role in the optical fibre manufacturing process, serving as fuel in blast furnaces to convert silica particles into glass. Through a strategic green hydrogen collaboration with Hygenco, STL aims to reduce carbon emissions by ~30% annually. The plant now features advanced autonomous energy management systems, real-time monitoring, and automated control technologies, enhancing safety and operational efficiency.
Sparkle and Algérie Télécom Partner to Establish New Subsea Cable Between Italy and Algeria
Sparkle and Algérie Télécom have signed a Memorandum of Understanding (MoU) to develop a new high capacity submarine cable system connecting Italy and Algeria.The announcement was made at the 6th Italy-Algeria Business Forum in Rome.
July 24, 2025
Sparkle and Algérie Télécom have entered into a Memorandum of Understanding (MoU) to develop a new high-capacity submarine cable system connecting Italy and Algeria. This initiative aims to support Algeria’s growing digital needs and foster deeper cooperation in the field of digital infrastructure.
The announcement was made at the 6th Italy-Algeria Business Forum in Rome, an event attended by Italian Prime Minister Giorgia Meloni and Algerian President Abdelmadjid Tebboune. The agreement signifies a new milestone in strengthening technological collaboration between the two countries.
The project will see the deployment of a next-generation subsea cable delivering ultra-low latency, enhanced reliability, and expanded bandwidth. This infrastructure will play a crucial role in supporting the rising demand for internet connectivity and digital services in Algeria.
Beyond the cable itself, the collaboration also encompasses cloud solutions, cybersecurity support, data centre
development, and technical training. As part of the agreement, Algérie Télécom will also establish a dedicated point of presence (PoP) in Europe to expand its digital reach.
Enrico Bagnasco, CEO of Sparkle emphasized that this agreement marks a significant step in strengthening digital ties between Europe and North Africa. Adel Bentoumi, CEO of Algérie Télécom added that the strategic partnership with Sparkle confirms the long-standing relationship between our two companies and reflects the shared commitment to innovation and excellence.
LAPP Group Acquires Cableforce Electronics to Strengthen Global Connector Business
LAPP Group acquires Cableforce Electronics to enhance global footprint and manufacturing capabilities in industrial circular connectors.
Jul 28, 2025
In a move to reinforce its global market position in industrial connectors, Germany-based LAPP Group has announced the acquisition of Cableforce Electronics Co., Limited, effective June 1, 2025. Cableforce, a circular connector specialist headquartered in Dongguan-City near Shenzhen, China, is now a wholly owned subsidiary of the LAPP Group. The acquisition marks a strategic step in LAPP’s effort to expand its manufacturing base and integrated cable and connection technology solutions worldwide. With this acquisition, LAPP intends to integrate Cableforce’s expertise into its global operations, providing enhanced value and innovation to customers across industries.
Commenting on the development, Matthias Lapp emphasized that Cableforce’s strengths will now be scaled
through LAPP’s global network of over 5,700 employees. “Cableforce brings impressive capabilities that complement our industrial connector offerings. This merger will benefit our customers globally by combining localized innovation with international reach,” he stated.
LS Cable to Lead 260 km Japan–Korea Submarine Cable Project
LS Cable & System Ltd., alongside LS Marine Solution and giants like Microsoft and AWS, will build a 260 km Busan–Fukuoka submarine cable.
Jun 25, 2025
LS Cable & System Ltd. and its subsidiary LS Marine Solution will co-lead the Japan–Korea Submarine Communication Network Project (JAKO), part of the E2A cable system, laying roughly 260 km of optical fiber between Busan and Fukuoka from 2025 to 2027. The project, backed by Microsoft, AWS, Dreamline, and Arteria Networks, is valued at several hundred million dollars.
At the Seoul signing, executives– AWS APAC’s Lee Han-wook, Arteria’s Tatsuya Abe, Dreamline’s Han Yoon-jae, Microsoft’s Stanley Lim, and LS’s Joo Wan-seop, formalized the agreement. LS Cable & System will act as turnkey EPC contractor, while LS Marine Solution handles cable installation.
This marks LS’s first full-scope global submarine cable contract, underlining its ambition to spearhead Northeast Asia’s digital infrastructure build-out. Joo emphasized their
From left: Lee Han-wook, General Manager of AWS APAC Backbone; Arteria Networks CEO Tatsuya Abe; Dreamline CEO Han Yoon-jae; Stanley Lim, Executive Director at Microsoft; and Joo Wan-seop, Senior Executive Vice President of the Communication and Industrial Solutions Division at LS Cable & System
commitment to strengthen global partnerships and expand the submarine-cable market.
Andhra Pradesh Accelerates INR 12,000 Crore Power Transmission Projects
Andhra Pradesh has launched over INR 12,000 crore worth of power transmission projects to strengthen its electricity grid and meet rising demand. This includes completed projects worth INR 155 crore, 62 ongoing projects valued at nearly INR 8,000 crore, five newly awarded works worth INR 363 crore, and 31 upcoming projects estimated at INR 3,500 crore.
Jul 15, 2025
Andhra Pradesh is fast-tracking power transmission projects worth over INR 12,000 crore to reinforce its electricity grid and ensure uninterrupted supply across the state. Chief Secretary K Vijayanand has directed the Transmission Corporation of Andhra Pradesh (APTRANSCO) and related departments to prioritize highdemand zones and ensure timely execution of projects.
The plan includes INR 155 crore worth of completed projects, INR 8,000 crore in ongoing works, INR 363 crore in recently awarded contracts, and INR 3,500 crore in upcoming initiatives. These upgrades, including new 220 kV lines and bus reactors, aim to support Andhra Pradesh’s growing energy demand. Weekly progress reports, thirdparty quality checks, and district-level coordination have
been mandated, particularly in the Andhra Pradesh Capital Region Development Authority (APCRDA) area.
With tendering already underway for 31 new projects, the state government is focused on building a robust and reliable power infrastructure for all consumer segments.