
Vol. 26 No. 03 | Aug-Sep, 2025


















































Vol. 26 No. 03 | Aug-Sep, 2025





























August-September, 2025, Paper Mart
028 ITC PSPD Champions Sustainable Packaging Through Research and Innovation
034 TNPL Gearing Up to Produce More FBB Grade Products
038 JK Paper Boosts Packaging Portfolio with Focus on Innovation and Conversion Line Expansion
048 Khanna Paper Mills Carves a Niche in the Packaging Board Segment, Focussing on FMCG Sector
056 N R Agarwal Industries to Install Another 1020 TPD Board Machine, Capacity to Reach 8,00,000 TPA
060 Sripathi Paper and Boards Aims to Become World’s First Fully Sustainable Packaging Board Enterprise
066 Star Paper Mills Targets Capacity Expansion and Product Innovation Amid E-Commerce and FMCG Boom
068 Chandpur Paper Eyes Global Growth with Sustainable Packaging Solutions
072 Ruchira Papers Propels Sustainability Through Agro-Based White Packaging Paper
076 Apollo Papers Eyes Global Market Expansion; Plans to Manufacture VTL and Paper Bag Grades
081 Sappi Sees Growth Opportunities in WetStrength Labels and Functional Packaging in India
084 Klabin Strengthens Its Containerboard Paper Production Chain With Robust Presence in Asia and Europe
089 Waste to Containerboard: Al-Jawdah Paper Driving Circular Economy in Saudi Arabia
Chain
092 Valmet’s Future-Ready Supply Chain Strategy- Greener Logistics and Circular Economy Practices


























The Indian paper industry has steadily evolved in the past two decades. Once dominated by writing and printing paper, it is now the packaging segment that drives expansion, spurred by kraft, duplex, and specialty grades amid fast changing packaging preferences.
Rising consumption, the growth of e-commerce, and sustainability pressures have made packaging paper one of the fastest-growing categories. Recent estimates place the Indian packaging paper and paperboard market at roughly 15 million tonnes in 2023-24, growing at 8.2% year-on-year, and generating around USD 15.8 billion in 2024, with forecasts pointing toward USD 25.2 billion by 2030. The segment’s robust year-on-year growth is a clear reflection of demand resilience despite global supply chain pressures.
Corrugated boxes, folding boxboards (FBB), coated duplex boards, kraft paper, and liquid packaging boards together make up the bulk of this demand. The market is also supported by increasing penetration of organized retail and government initiatives promoting sustainable packaging. India remains one of the fastestgrowing paper markets globally, with per capita paper consumption at 15–16 kg, still far below the world average of 55–60 kg, indicating significant headroom for long-term expansion.
The packaging paper industry in India is broad-based, with several distinct sub-segments catering to different end-use applications, each showing its own growth trajectory.
Kraft paper forms the backbone of the sector, driven largely by the rise of e-commerce and the rapid expansion of supply chains. It is the most widely used material for corrugated boxes, which account for nearly 65–70 per cent of all packaging needs in logistics. India’s kraft paper market has already reached around 11 million tonnes in 2024 and is projected to grow at a CAGR of about 7.2%, likely exceeding 21 million tonnes by 2033.
Producers are actively investing in stronger and lighter kraft grades. As Dinesh Haripara, MD of Apollo Papers
explains: “Our core product portfolio includes high BF kraft paper…Manufactured with a strong focus on strength, durability, and printability, our products perform exceptionally well in high-speed corrugation lines...” The company adds that a shift is underway towards higher-BF and low-GSM kraft to optimize box design.
Sripathi Paper and Boards also caters to kraft and linerboard demand alongside its duplex offerings. As Sudarshan Rangaswami, Assistant VP (Finance) notes: “We have a wide variety of products ranging from eco-FBB, white top kraft liner,…developed because of our customer focused approach and a vision to build a value- added packaging board business.” These kraft liners and eco-
friendly solutions address the growing preference for recycled, high-performance grades.
Duplex board is another large sub-segment, available in both coated and uncoated varieties, which finds widespread use in FMCG, pharmaceuticals, and personal care packaging. From toothpaste cartons to over-thecounter medicine boxes, duplex board serves as the face of retail packaging. Though coated duplex demand was around 5.2 million tonnes in 2021–22 with projected growth around 7.1%, recent forecasts suggest a more cautious outlook, at approximately 5–6% CAGR through 2034. This moderated outlook is primarily driven by volatility in pulp and chemical prices, which constrains mill margins, and by recurring demand slowdowns linked to surplus domestic capacity.
Khanna Paper Mills has made deep inroads here with flagship grades such as Diamond Graphic Grey Back (duplex) and Dezire (folding box board). SVR Krishnan, Executive Director (Operations) states, “Our packaging boards are used by the leading national and international brands in consumer goods or FMCG.”
Sripathi Paper and Boards contributes with dust-free duplex grades. “The variety which includes dust-free grey back (nano super), dust-free white back duplex boards (nano gloss), and eco-FBB (nano green) with a wide GSM range from 180 right up to 450 GSM, enables us to offer a one-stop solution to our customers,” explains Sudarshan Rangaswami.
NR Agarwal Industries (NRAIL) is another significant duplex and board producer with a strong domestic footprint. Its portfolio spans FBB, SBS, duplex and triplex boards. “Customer preferences are evolving across industries. To meet this evolving need, we have produced coated duplex boards (WLC) that are eco-friendly, made from recycled fibers…suitable for cereal boxes, dry foods, and FMCG… Folding Box Board (FBB) which is premiumgrade... Solid Bleached Sulphate (SBS) boards which are made up of 100% virgin fiber…for embossing and highend packaging (e.g., perfumes, chocolates, cosmetics),” informs R.N. Agarwal, CMD, NRAIL. The company is scaling up with a new board machine to meet rising demand. “Our roadmap is ambitious and future-ready. To expand our production capacity, a new 1,020 TPD board machine project is underway, enabling us to cater to rising demand.”
Corrugated boards and sheets, which rely heavily on kraft paper as raw material, have surged with the boom in e-commerce. India’s express parcel market is expected to handle 10–11 billion shipments in FY2025, over half of which come from e-commerce, and is projected to grow nearly 3 times to 24–29 billion parcels by FY2030, driving sustained demand for corrugated packaging. Mills are innovating with strength-to-weight optimization, as Apollo Papers highlights.
Specialty papers and boards represent the most dynamic frontier of the sector. These include barriercoated papers for food-safe packaging, greaseproof wrappers, liquid packaging boards, and decorative laminates. The segment has gained significant traction after India’s phased ban on single-use plastics, with QSR chains and FMCG majors shifting to sustainable alternatives. The specialty paper market is expected to grow at double-digit rates, with estimates ranging from 10 to 12 per cent CAGR over the next decade.
ITC PSPD has pioneered here with its Filo series: “Our path-breaking Filo series of sustainable paperboards has gained significant traction in the food and beverage industry, both in India and abroad as a substitute to single use plastics, further underlining our commitment to sustainability.”
Tamil Nadu Newsprint and Papers Ltd (TNPL) has invested in premium coated boards. “Our product portfolio includes Folding Box Board (FBB), Solid Bleached Sulphate (SBS) board and cup stock, with a GSM range of 150–400. For cup stock, Aura Flute and Aura Flute Supreme are well suited for paper cups used with hot and cold beverages, with the Supreme range offering premium printability and gloss,” explains Sandeep Saxena, Chairman & MD.
Ruchira Papers is differentiating with agro-residue-based white packaging grades. “We offer high-quality white packaging paper across various GSMs ranging from 60














to 180, suitable for food packaging, pharma, hygiene products, retail packaging, and value-added converting applications,” says Ruchica, Director.
Star Paper Mills, with its legacy portfolio, supplies grease-resistant and colored boards. Managing Director Madhukar Mishra informs, “We also offer an array of specialty papers, including MG poster, ARSR poster, stiffer cover, oil- and grease-resistant (OGR) paper, cup stock paper, honeycomb paper, and colored papers & boards for diverse specialized applications.”
Chandpur Paper has positioned itself in MG and chromo papers, also serving specialty end uses. Founder Amit Mittal explains, “Our portfolio includes MG poster paper and chromo (C1S) paper, which are retailed primarily in GSM ranges of 35 to 70. Our paper grades find applications in FMCG packaging, labeling, commercial print, PE lamination, and flexible packaging segments. Keeping an eye on changing market trends and growing environmental pressures, we are also producing valueadded and specialty grades.”
Together, these sub-segments highlight the breadth of India’s packaging paper industry, from commodity kraft and duplex to high-value specialty paper and boards. Kraft and duplex papers dominate current market volumes, but specialty paper segments are driving the industry’s expansion. Companies like ITC PSPD with its FiloBev brand, TNPL’s Aura Flute Supreme, Ruchira’s white paper offerings, Sripathi Paper and Boards’ ecofriendly folding box board, and Chandpur Paper’s chromo grades represent the sector’s most dynamic growth opportunities. These specialty paper manufacturers are capturing market share by targeting specific applications that command premium pricing over commodity grades. The shift reflects broader industry consolidation around value-added products as traditional paper demand faces headwinds from digital alternatives.
Packaging paper production in India today runs on a balanced mix of virgin pulp and recycled fiber, but the industry remains exposed to global price swings in both imported pulp and wastepaper. Despite an improving domestic wastepaper ecosystem, the collection and segregation infrastructure is still fragmented, forcing mills to source high-quality recovered fiber from overseas. For integrated players like ITC PSPD and JK Paper, captive pulp capacity helps de-risk supply volatility, while recycled-fiber–based producers such as Khanna Paper Mills, NR Agarwal Industries, and Sripathi Paper and Boards continue to invest in better sorting, pulping, and de-inking technologies to maximize fiber yield.
On the technology front, the industry has seen a steady wave of upgrades aimed at improving strength, reducing grammage, and enhancing resource efficiency. ITC PSPD
has strengthened its packaging portfolio through recent technological upgrades, including the commissioning of PM1A and a BCTMP plant at Bhadrachalam for high-quality board furnish, installation of a coater for sustainable barrier boards and a laminating machine at its Bollaram unit, and capacity enhancement of décor paper at Tribeni, alongside being the first in India to commission a High-Pressure Recovery Boiler (HPRB), underscoring its commitment to green technology.
TNPL has adopted two shoe-press machines and invested in coatability and surface sizing systems to produce premium FBB and SBS boards with higher bulk and smoothness at lower basis weights. JK Paper’s 170,000 TPA multi-layer board machine at Fort Songadh is one of the most modern lines in the country, featuring advanced dilution control and quality monitoring systems to produce lightweight boards with consistent performance.
Several mid-sized players have made targeted process upgrades. Khanna Paper Mills has commissioned a Voith Master Jet Tech-3 headbox, allowing better fiber orientation and strength properties. NR Agarwal Industries has focused on lightweighting technology and has recently commissioned a 900 TPD state-of-theart multiwire board machine, supplied by GSPT Korea and Andritz. Ruchira Papers’ investment in agro-residue pulping lines allows the use of wheat straw, bagasse, and rice husk as raw material, thereby lowering wood dependence and cutting carbon intensity. Besides, the company has invested in automation in sheet formation, process control systems to reduce variability, and enhancements in pulping efficiency to improve yield from agro-residue
In South India, Sripathi Paper and Boards has executed a string of upgrades under its Vision 2028 plan, including a glass-lined calenderer, blade coater on PM4, automatic sheeters with vertical stacking, and a Warehouse Management System (WMS) for seamless dispatch planning. Apollo Papers has implemented real-time monitoring systems that track key quality parameters and improve machine runnability on high-speed corrugation lines.
Chandpur Paper has recently installed new-technology paper machines and fiber lines to improve both product quality and operational efficiency, complemented by real-time quality monitoring systems that ensure batchto-batch uniformity and minimize profile deviations. Star Paper Mills has modernized its turbine and energy systems to enhance power efficiency and cut operating costs.
Lightweighting remains a common technological theme across the industry, as converters demand lower GSM paper and boards without compromising strength. “Lightweight packaging is steadily becoming the






preference for many due to cost-efficiency and increased awareness on sustainability and we have ensured that we maintain our competitive advantage by meeting this demand without compromising on the performance or the quality of our grades,” informs ITC PSPD.
Several mills are also developing barrier-coated and grease-resistant grades to replace plastic laminates in food service and delivery packaging. Across the board, digitalization, predictive maintenance, and energyefficiency programs are gaining traction, driven both by cost pressures and the need to meet ESG commitments.
Collectively, these investments show a sector in the midst of technological renewal, building capacity, improving fiber efficiency, lowering energy and water footprints, and laying the groundwork for more specialized, highermargin packaging products.
The packaging paper sector in India reflects a layered market structure, where large integrated majors set the pace, mid-sized firms scale through innovation, and regional mills sustain niche demand. Together, they create a fabric of resilience and adaptability that has allowed the industry to grow despite challenges of cost pressures and global volatility.
At the top end of the spectrum, ITC PSPD, India’s largest integrated pulp and paper manufacturer with close to one million MT capacity, continues to emphasize sustainability and product diversification. The company affirms, “We are confident this will strengthen the market standing of ITC PSPD and create new opportunities in both the domestic and international markets.”
TNPL, with 600,000 TPA of capacity, has built a strong base in premium boards and is preparing for the next wave of demand. Sandeep Saxena says, “To tap into the growing packaging grade products demand, TNPL is gearing up to produce more Folding Box Board (FBB) grade products which will further enhance customer delight.”
JK Paper has consolidated its leadership in the packaging board segment with both greenfield and acquisition-led expansion. In early 2022, the company commissioned its INR 2,000 crore integrated unit at Fort Songadh, Gujarat, adding 170,000 TPA of multi-layer packaging board and 160,000 TPA of integrated pulp. This pushed its total capacity close to 800,000 TPA, with 15–20 percent of output already routed to export markets.
Complementing this, JK Paper also entered the packaging conversion space through the acquisition of Borkar Packaging, one of India’s leading corrugated and folding-carton producers. As Chairman & Managing Director Harsh Pati Singhania was quoted as saying, “The
Packaging Conversion business is amongst the fastest growing segments in the Indian Paper and Packaging industry driven by growth in end use industries. The acquisition of BPPL is in line with the long-term strategic objective of the Company and gives us an opportunity to offer combined solutions to customers with respect to secondary and tertiary packaging.”
Century Pulp & Paper has steadily positioned itself as a leading player in the premium packaging board space, with nearly 182,500 TPA dedicated to multi-layer packaging board production (out of a total 480,000 TPA capacity). Multi-layer packaging board contributes about 40–44% of Century Pulp & Paper’s revenue, underscoring its role as a core product alongside writing & printing paper, tissue, and rayon pulp. Its portfolio includes high-quality grades such as Folding Box Board (FBB) and Solid Bleached Sulphate (SBS), catering to the demanding needs of FMCG, pharmaceutical, and personal care segments. The company emphasizes the use of virgin pulp and eco-friendly coatings, aligning with the growing preference for sustainable and foodsafe packaging solutions. Following its recent acquisition by ITC for INR 3,498 crore, CPP’s packaging business is expected to gain further momentum through synergies with ITC’s Paperboards and Specialty Papers Division, expanding capacity utilization and enhancing its presence in domestic and export markets.
Like Century Pulp & Paper, West Coast Paper Mills has reinforced its position in the packaging space, with the bulk of its 320,000 TPA capacity devoted to paperboards and specialty grades such as folding box board, cup stock, and coated duplex board. Packaging products form a significant share of its revenue, reinforcing their role as a strategic growth driver alongside traditional printing and writing papers. Its portfolio serves a diverse range of end-use sectors, including FMCG, pharmaceuticals, foodservice, and e-commerce, where demand for high-strength and food-safe packaging is rising. The company’s “minimum impact–best process” approach underlines its focus on sustainable production, energy efficiency, and eco-friendly packaging solutions. With capacity operating at over 90% utilization and an increasing focus on exports, West Coast Paper Mills is well-positioned to capitalize on the robust growth in consumer packaging demand both in India and key overseas markets.
Mid-sized players are carving out their own space by leveraging recycled fibre, agro-based raw materials, and targeted product differentiation. Khanna Paper Mills, one of the largest recyclers in the country processing nearly 390,000 tonnes annually, is optimistic: “We, at Khanna Paper Mills, are very optimistic about this growth trajectory of good quality paper and packaging boards, due to the major push on literacy level, industrialization,

urbanization, e-commerce, Q-commerce and technological advancements.”
Among these, NR Agarwal Industries (NRAIL) is scaling aggressively with a new 1,020 TPD board machine project, describing its roadmap as “ambitious and future-ready.” Ruchira Papers has positioned itself around agro-residuebased packaging grades, with its leadership noting, “Our white packaging paper is made from agri-residue such as wheat straw, sugarcane bagasse, and rice husk –agricultural byproducts that would otherwise go to waste or worse, be burnt.” In South India, Sripathi Paper and Boards, with 800 TPD of capacity at Sivakasi, is pursuing a bold sustainability-driven vision. “Through Vision 2028, we aim to become the first sustainable board enterprise… we will have a unique offering in the export markets,” says Sudarshan Rangaswami.
Regional and specialized producers are also shaping the future of packaging paper. Apollo Papers, based in Gujarat, leverages its proximity to Mundra Port to drive exports and expand its global footprint. Managing Director Dinesh Haripara explains, “With our strategic location near Mundra Port, continuous investment in technology, and customer-centric innovation, we are wellpositioned to scale globally and meet the evolving needs of the packaging industry.”
Star Paper Mills, with nearly nine decades of history, underscores its continued relevance. Madhukar Mishra says, “As India’s key packaging paper company, we have been producing packaging grades for nearly 90 years. With the flexibility to manufacture multiple grades, we are well-positioned to cater the rising demands of our customers.” Chandpur Paper, a newer entrant with 120 TPD of capacity, is charting a roadmap based on diversification and exports. Founder Amit Mittal remarks, “Our five-year plan is based on increasing production capacity, consolidating exports, and diversification into food-grade and specialty papers divisions…creating Chandpur Paper as a globally accepted brand.”
Taken together, these voices illustrate the multi-layered nature of India’s packaging paper industry. This diversity of scale and strategy ensures that the sector not only meets growing domestic demand but also strengthens its standing as a globally competitive and sustainable packaging hub.
The packaging paper industry continues to navigate a demanding environment, shaped by raw material volatility, energy costs, logistics bottlenecks, and evolving regulation. Fiber sourcing remains one of the most pressing concerns for producers, especially for those dependent on imported recovered paper. “Disruptions in global supply chains, more specifically shipping, and volatility in raw material, both availability and pricing,
and increasing energy costs have been some of the key challenges that have affected the industry at large, and Sripathi Paper and Boards is not an exception to this,” says N. Rama Mohan Murali of Sripathi Paper & Boards.
Energy pricing, in particular, has become a significant variable in cost structures. Chandpur Paper’s Amit Mittal observes, “Raw material and energy price uncertainty continue to be our greatest challenges for our company. In reaction to this, we have diversified our suppliers and are aggressively pursuing backward integration to achieve more cost control and supply guarantees.”
Logistics inefficiencies and regulatory changes compound these pressures. Apollo Papers highlighted the shift in customer preference that requires mills to constantly adjust machine settings and production schedules: “We are witnessing a clear shift in customer preference toward higher-BF as well as low GSM packaging paper and board variants by reducing the number of ply in the box.”
Ruchira Papers points out that managing performance while keeping costs under control remains challenging. Ruchica says, “Balancing performance and cost-efficiency has always been a challenge, especially in times of raw material price volatility and rising energy costs. We tackle this through backward integration, localized sourcing networks, and by continuously benchmarking our processes against best-in-class operations.”
Policy frameworks, including Extended Producer Responsibility (EPR) regulations, have been instrumental in driving demand for recycled fiber-based solutions. “Post-COVID packaging demand has not only grown but also diversified, with a clear tilt towards eco-friendly, recycled, and performance-optimized grades—areas where Sripathi Paper and Boards has a strong, scalable product portfolio,” noted Murali.
This shift aligns with the government’s push for plastic substitution, which continues to encourage innovation in barrier-coated and food-grade papers. ITC PSPD says, “There have been several regulatory changes in the packaging industry – such as the Plastic Waste Management Rules and ban on Single-use plastic items. We have been able to leverage our R&D capabilities to launch several paper-based alternatives to single-use plastics.”
Packaging paper demand in India is projected to remain strong through the rest of the decade, though growth estimates vary by source. Some forecasts see the market expanding from about USD 13.7 billion in 2025 to nearly USD 18.9 billion by 2030, implying a CAGR of 6–7 per cent. Other reports are more bullish, projecting an increase from USD 8.4 billion in 2024 to roughly USD 19 billion by 2030, which would reflect double-digit growth



We are a company that started almost two decades ago with a vision to provide practical and long lasting solutions to the burgeoning paper industry in India by creating a fusion of chemistry applications and local industry environment and requirements.
Packaging & Board
Printing & Writing Recycled Fiber Enzymes
Internal Sizing & Surface Sizing
Retention and Drainage
Dry Strength Resin
Paper Machine Deformer and DE-AERATION
Surface Additives
Felt Cleaning and Conditioning Program
Microbiological & Deposit Control Program
Wet Strength Resin
Stickies Control program
Deinking chemicals
Enzymes
Starch(Native, Modified cationic/oxidized)
Coating thickener
Coating lubricant
Dispersants
Antisclants
Flocculants
Coagulants
Pulp mill Cooking-aid
Pulp mill Wash-aid
Odor control


of around 14 per cent annually. Regardless of the exact pace, analysts agree that kraft paper and duplex boards will remain the largest contributors to overall demand.
Driven by the push to replace plastics, demand for advanced packaging solutions is on the rise. Barriercoated boards, mono-material food-safe wraps, and flexible specialty papers are gaining ground, particularly among premium FMCG and food service brands. In fact, the specialty papers market, covering decorative and high-barrier grades, was at about USD 1.92 billion in 2023 and is expected to grow from about USD 2.52 billion in 2024 to USD 5.76 billion by 2035, at a CAGR of approximately 7.8%.
Further, as domestic mills scale up their production and improve quality, India is poised to tap growing demand across Asia and Africa. Compact and cost-sensitive, these markets are increasingly seeking paper-based packaging alternatives, especially for fast-moving consumer goods and food items. With improved economies of scale and competitive pricing, Indian producers are well-positioned to fill this gap, especially in corrugated and folding-carton grades that dominate but also premium liquid cartons, which are seeing growth at around 7.6% CAGR.
Sustainability is now central. Paperboard based on recycled fibers already accounts for over half of sales (53%), while hybrid grades that blend recycled with virgin

fibers are gaining, with a projected 7.8% CAGR, according to a report. To secure raw material and reduce ecological impact, investments in wastepaper collection and inhouse forestry (bagasse or agro-residues) will become increasingly important. These efforts will not only reduce import dependency but also cater to eco-conscious consumers and regulatory requirements.
The medium-term outlook remains optimistic, supported by e-commerce growth, rising penetration of organized retail, and brand-owner commitments to sustainability. ITC PSPD emphasized its confidence in growth momentum: “…while we keep driving our growth in our existing export markets, we are now venturing into international markets that have remained untapped until now.”
Strategically, mills are aligning investments with future demand centers. Ruchira Papers’ leadership summed up their approach: “We continue to explore new categories and functional improvements that cater to emerging applications and align with sustainability goals.”
All told, the industry’s future looks set for steady expansion, with a mix of measured volume growth and strategic upgrading in product quality. The decade ahead is less about raw scale and more about innovation, sustainability, and global competitiveness.




ITC PSPD has been driving sustainability in the packaging segment through innovative solutions. In an exclusive interview to Paper Mart, ITC Paperboards & Specialty Papers Division (PSPD) shares that the company is leveraging its R&D capabilities to launch several paperbased alternatives to single-use plastics. From sustainable packaging solutions to helping customers with ‘light-weight’ packaging requirements, the company’s innovative and sustainable paperboard segments- like ‘Filo’ series- has gained significant traction, both in India and abroad, underscoring the company’s commitment to sustainability.
“Our paperboard brands such as Cyber XLPac, Carte Lumina and FiloBev are well established in the market.
Paper Mart: Could you begin by giving us an overview of your packaging paper and board operations – including your production capacity, facility locations, and manufacturing setup?
ITC PSPD: ITC’s Paperboards & Specialty Papers Division (ITC PSPD) is amongst the leading names in the business worldwide. We are the largest integrated pulp and paper manufacturer in India. Our worldclass facilities - Bhadrachalam & Bollaram in Telangana, Kovai in Tamil Nadu and Tribeni in West Bengal respectively offer a wide range of products with an annual capacity of almost 1 million MT.
We proactively anticipate industrial trends and have stayed ahead of the curve by investing in state-of-theart green technology, implementing
ground-breaking renewable energy projects, focusing on R&D and launching innovative paper products. We leverage cutting edge technology through digitalization and adoption of Industry 4.0. All of these, accompanied by a diverse product range of high-quality paper & paperboards have helped us emerge as one of the leading manufacturers in the industry. Our innovative solutions fulfilling a diverse cross-section of printing and packaging needs have helped carve a niche for ourselves.
PM: Please walk us through your current product portfolio. What grades, GSM ranges, and end-use applications do you cater to, and are there any specialty packaging paper and board products you offer?
ITC: We manufacture a wide array of products that meet a variety of needs across industries, ranging from packaging boards, graphic boards, plastic substitution products to specialty papers. We are the pioneers of virgin boards and décor papers in India. We have consistently upscaled our portfolio of products and services over the
years. Today, ITC PSPD’s products and pool of knowledge-based services are much sought-after, both in India and internationally, by discerning customers. Our paperboard brands such as Cyber XLPac, Carte Lumina and FiloBev to name a few, are well established in the market.
Our product verticals include paperboards (both virgin & recycled) that find applications as carton packaging, liquid packaging, graphic boards, barrier boards, solid boards, top liners, etc. We also manufacture specialty papers for decorative laminates, thin printing, food wrapping and other applications. Our fine papers range serves a variety of writing & printing applications. We are also the pioneers of sustainable packaging products in India, having launched several paper-based alternatives to single-use plastics in the F&B segment.
Our GSM range starts from as low as 21 GSM for specialty paper and goes up to as high as 450 GSM for virgin paperboards. We also have solid boards with thicknesses up to 4mm that are a substitute for

“Some of the recent technological upgrades at our facilities include the installation of PM1A and a BCTMP plant at the Bhadrachalam unit, a coater for sustainable barrier boards and a laminating machine at the Bollaram unit, as well as increased décor paper production capacity at the Tribeni unit.
rigid plastics in in-store branding applications.
PM: Which are your key domestic and international markets? How has your market footprint evolved in the past few years?
ITC: ITC PSPD has a pan-India footprint with an extensive dealer network spread throughout. We have 5 sales offices in major cities of India with a dedicated sales & marketing team to build and enhance our customer relations. In order to be closer to our markets and ensure faster deliveries, we maintain 5 Quick Service Centres (QSCs) across the country. Our robust supply-chain systems ensure round-the-clock service.
Internationally, we cater to almost 50 countries. While concentrating on our home-grown markets, we also intend to increase our global penetration and are foraying into unexplored international markets.
PM: Sustainability is becoming a cornerstone of packaging. What steps have you taken to integrate environmentally responsible practices into your manufacturing and sourcing?
ITC: At ITC, sustainability has been at the heart of everything we do. ITC is the only company of

comparable size in the world to be carbon positive for 20 years, water positive for 23 years and solid waste recycling positive for 18 years in a row.
In 2022, our Bhadrachalam unit commissioned India’s first high pressure recovery boiler (HPRB), leading to a significant reduction in the unit’s coal consumption. As a result, the Bhadrachalam mill consumes 53% of its energy from renewable sources, already surpassing our 2030 target of 50%.
We are strongly committed to developing a sustainable raw material base, and hence we progressively source our pulpwood from renewable plantations under our Social and Farm Forestry programmes, which provide sustainable livelihood opportunities to tribals and marginal farmers. We are proud to say that our afforestation programme has helped green over 1.32 million acres of land and sequestered around 6.4 million MT of CO2, while generating over 241 million person-days of employment till date. We are also the first paper company in India to obtain the Forest Stewardship Council - Forest Management (FSCFM) certification for our forestry program. All 4 of our manufacturing units are FSC®-CoC (Chain of
Custody) certified, ensuring ‘zero deforestation.’
ITC PSPD’s facilities at Bhadrachalam and Kovai are CII GreenCo PLATINUM + certified, the highest rating in the system. Similarly, both the facilities have achieved Alliance for Water Stewardship (AWS) Platinum certification. Under our solid waste management programme, Well-being Out of Waste (WOW), we had 67,100 MT of dry waste collected in FY25 and promoted sustainable livelihoods for 17,900 waste collectors till date.
PM: How has demand for packaging paper and board evolved post-COVID and amid growing e-commerce and FMCG consumption? Which segments are currently driving the most growth for you?
ITC: Post-Covid, we have definitely seen a surge in demand as growing e-commerce and FMCG consumption has led to demand for packaging that is both sustainable and robust. Our products serve a diverse range of industries such as pharma, FMCG, food & beverage and publishing to name a few. Our path-breaking ‘Filo’ series of sustainable paperboards has gained significant traction in the food and beverage industry, both in India







and abroad as a substitute to single use plastics, further underlining our commitment to sustainability.
PM: According to recent global market data, the packaging paper and board market is projected to grow steadily through 2033. How are you positioning your business to tap into this rising global demand?
ITC: We have augmented our capacities and enriched our product portfolio by adding innovative products such as single-use plastic alternatives and brown boards. In addition, while we keep driving our growth in our existing export markets, we are now venturing into international markets that have remained untapped until now.
We are confident this will strengthen the market standing of ITC PSPD and create new opportunities in both the domestic and international markets.
PM: What are some of the most significant technological upgrades or process improvements you’ve made recently in your mills to enhance quality, reduce waste, or optimize energy usage?
ITC: At ITC PSPD, we are consistently implementing innovations in technology. Some of the recent technological upgrades that have been made are PM1A and BCTMP plant in Bhadrachalam unit, coater for sustainable barrier boards and laminating machine in Unit Bollaram, and capacity enhancement of décor paper at Unit Tribeni.
We were the first to commission the high-pressure recovery boiler (HPRB) in India, underscoring ITC PSPD’s investment in green technology. Through our focus on accelerating digitalization across businesses, ITC PSPD is implementing several transformative projects leveraging Industry 4.0 technologies across key business
areas, to enhance productivity, achieve strategic cost efficiencies and superior product performance. IoT, advanced analytics, and image analytics are the levers ITC PSPD is using to achieve its digital vision.
ITC PSPD is also leveraging real-time AI models to enhance visibility, control and predictability in operations. We have been recognised for developing an inhouse digital twin technology that goes beyond machine-level insights to capture and simulate behaviors of complex chemico-physical processes. This innovation is helping shift from reactive problem-solving to real-time, data-driven decision making, leading to improvements in efficiency and quality across the entire value chain.
PM: Are you seeing a shift in customer preference toward higher-strength or lightweight packaging paper and board variants? How are you balancing performance with cost-efficiency in product development?
ITC: ITC PSPD has always been at the forefront of achieving sustainability in packaging in various forms – from innovating unique sustainable packaging solutions that can replace single-use plastics, to helping
customers in ‘light-weighting’ their packaging requirements, to having an established solid waste management program called ‘Wellbeing Out of Waste (WOW)’ for achieving circularity.
Lightweight packaging is steadily becoming the preference for many due to cost-efficiency and increased awareness on sustainability and we have ensured that we maintain our competitive advantage by meeting this demand without compromising on the performance or the quality of our grades. Our range of paperboards, both virgin and recycled, are well known for their high bulk and stiffness properties.
PM: What are the major challenges you currently face as a packaging paper and board manufacturer– be it raw material volatility, energy costs, logistics, or regulatory changes? How are you navigating them?
ITC: We have always been proactive when it comes to foreseeing challenging situations and taking relevant actions.
To tackle raw material volatility, we continue to invest in our largescale afforestation programme and work closely with farmers to turn their unproductive land assets into profitable and renewable

plantations, using clonal saplings specially developed by ITC PSPD R&D to grow in harsh conditions.
To deal with energy costs, we commissioned India’s first high pressure recovery boiler (HPRB), which has helped enhance energy efficiency and increase renewable energy share at the mill since its installation.
There have been several regulatory changes in the packaging industry – such as the Plastic Waste Management Rules and ban on single-use plastic items. We have been able to leverage our R&D capabilities to launch several paper-based alternatives to singleuse plastics. Our ‘Filo’ series of sustainable paperboards has gained significant traction in the packaging industry, both in India and abroad. Under the Filo series, we currently
“We were the first to commission the high-pressure recovery boiler (HPRB) in India, underscoring ITC’s investment in green technology.
replacements to single-use plastic and LDPE-coated packaging/ disposables in the F&B industry.
PM: Looking ahead, what’s your strategic roadmap –capacity expansion, backward integration, export push, product diversification? How do you envision your mill’s role in the global packaging paper and board value chain in the next 5 years?
actively venturing into all avenues of growth. We are entering into unexplored markets abroad while strengthening and penetrating deeper into our existing ones within the country.
Our ‘Filo’ series of plastic substitution products shows our firm commitment to sustainability before it became the norm. We further plan to expand this portfolio by deepening product development to target newer applications. As mentioned earlier, at ITC, sustainability is at the heart of everything we do and we are constantly looking for innovative solutions to cater to rising consumer demand for sustainable alternatives.
ITC PSPD will continue to grow & innovate, and remain a significant player in the global paper &

Artemyn provides a range of high quality calcium carbonate products which are used both as llers and coating in various types of paper and board applications. Ground Calcium Carbonate (GCC) and Precipitated Calcium Carbonate (PCC) primarily provide excellent brightness and whiteness in paper and board applications. Our product range is engineered to combine optical performance with other attributes, such as excellent rheology, high light scatter bulk and gloss generation. We can advise on product selection to meet these requirements.

Tamil Nadu Newsprint & Papers Limited (TNPL) offers a diverse packaging paper product portfolio under its flagship ‘Aura’ range. Its facility at Kagithanagar in Trichirapalli district, is dedicated to online coated paper boards with an annual production capacity of 2,00,000 metric tonnes. While the company initially focused on FBB and recycled-based products, it has since broadened its portfolio to include cup stock, SBS board, and FBB. The company exports to several international markets, including the UK, Korea, Sri Lanka, Africa, the Middle East, and European countries. In an exclusive interview with Paper Mart, Dr. Sandeep Saxena, IAS, Additional Chief Secretary / Chairman and Managing Director, Tamil Nadu Newsprint & Papers Limited, shared that the mill will soon set up a tissue manufacturing plant with a capacity of 100 metric tonnes per day, marking a significant milestone in its product diversification strategy.


“We are constantly upgrading our manufacturing infrastructure, furnish, and coating formulations to meet the evolving market demand.
Dr. Sandeep Saxena, IAS, Additional Chief Secretary / Chairman and Managing Director, TNPL

Paper Mart: Could you begin by giving us an overview of your packaging paper and board operations including your production capacity, facility locations, and manufacturing setup?
Sandeep Saxena: Tamil Nadu Newsprint and Papers Limited (TNPL) operates a manufacturing facility at Kagithapuram in Karur district for fine paper production, including writing and printing paper, with an annual capacity of 4,00,000 metric tonnes. The company has a second facility at Kagithanagar in Mondipatti village, Trichirapalli district, dedicated to online coated paper boards, with a production capacity of 2,00,000 metric tonnes per annum.
In the paper board segment, the mill established and commissioned a green field project in the year 2016, to manufacture online coated boards (two coating heads on topside and one at back side multifourdrinier four layer board machine), along with 400 metric tonnes per day waste paper processing plant. The plant is equipped with automated intermediate reel storage and conversion systems to efficiently meet market demand. To further augment pulp requirements, a 400 BDMT (Bone-Dry Metric Tonnes) hardwood-based pulp mill was commissioned in 2022.
PM: Please walk us through your current product portfolio. What grades, GSM ranges, and end-use applications do you cater to, and are there any specialty packaging paper and board products you offer?

SS: Our product portfolio includes Folding Box Board (FBB), Solid Bleached Sulphate (SBS) board and cup stock, with a GSM range of 150–400.
Some of our products include: Aura Shiksha Natural which is ideal for textbook and notebook covers, while Aura Fold Eco Plus is designed for pharmaceutical and food packaging. Aura Graphic serves cosmetics and personal care products, and Aura Fold Eco is a versatile choice for FMCG cartons, POP danglers, menu cards, brochures, books, and notebook covers.
For cup stock, Aura Flute and Aura Flute Supreme are well suited for paper cups used with hot and cold beverages, with the Supreme range offering premium printability and gloss. Aura Fold Eco Blue is specially tailored for school notebook covers. In the uncoated variety, Aura Celebration Plus is used for invitation cards, greeting cards, wedding cards, menu cards, brochure covers and folders, while Aura Celebration is particularly suitable for embossing, debossing, and hot foil stamping. Aura Ace has been developed for playing cards.
Aura Brilliant Plus finds application in pharma, cosmetics, and FMCG packaging. Aura Fold Blue is meant for highend packaging such as personal care products, cosmetics, hosiery boxes, and garment tags. Aura Fold Premium caters to premium FMCG packing including pharma, personal care and cosmetic packaging, as well as cartons for industrial and automotive products. Aura Fold Plus

“
We are a leading player in the premium segment of coated liquid packaging products, with a strong pan-India presence supported by an extensive dealer network.
“Post COVID-19, demand for all packaging grades peaked, driven by the surge in online purchases, along with strong growth in the education sector, foodgrade packaging, industrial packaging, and pharmaceuticals.
offers a versatile solution for mono cartons, cosmetics, FMCG, spirits and liquor packaging, and is also suitable for panel and picture mount boards.
In addition, TNPL offers barriercoated products as a sustainable alternative to PE-coated grades, reinforcing its commitment to ecofriendly packaging solutions.
PM: Which are your key domestic and international markets? How has your market footprint evolved in the past few years?
SS: We are a leading player in the premium segment of coated liquid packaging products, with a strong pan-India presence supported by an extensive dealer network. We export to countries like the UK, Korea, Sri Lanka, Africa, the Middle East, and several European countries. Initially focused on FBB and recycledbased products such as white-lined chipboard and grey-back duplex boards, TNPL has since expanded its portfolio to include cup stock, SBS board, and FBB.
PM: Sustainability is becoming a cornerstone of packaging. What steps have you taken to integrate environmentally responsible practices into your manufacturing and sourcing?
SS: TNPL has installed a 35.5 MW windmill to generate renewable energy, enabling the export of green power to the grid, supporting GHG reduction and thereby mitigating the
risk of climate change. The captive power plants meet 100% energy requirements, having an installed capacity of 133.62 MW.
The company also boasts FSCFM and FSC-CoC certified captive plantation and farm forestry for pulp wood, which serve as a major source of raw material for packaging boards.
The green belt developed around Unit-2 in Mondipatti spans about 650 acres, housing 6.84 lakh trees and covering 55% of the total area with 123 species. Additionally, landscaped areas of about 27,248 sq. mt. have been developed and are maintained within the factories and colonies. These initiatives have contributed to a balanced ecosystem, fostering stability and a conducive environment. This biodiversity is reflected in the presence of 123 tree species, 26 shrub species, 124 herb species, 16 grass species, 35 medicinal plants, 91 bird varieties, 88 orthopod varieties, 16 reptile species, 10 mammal species, and 2 amphibians.
Besides making the surrounding aesthetic, these areas have also restored water balance, capture fugitive emissions as well as attenuate the noise generated within the plant. TNPL is known for its environment conscious and eco friendly approach as the company has one least consumption of water in the country. The wastewater generated in the mill is treated through an advanced effluent treatment plant, and the treated water is reused for irrigating the company’s own plantations in and around the premises.
PM: How has demand for packaging paper and board evolved post-COVID and amid growing e-commerce and FMCG consumption? Which segments are currently driving the most growth for you?
SS: Post COVID-19, demand for all packaging grades peaked, driven by the surge in online purchases, along with strong growth in the education sector, food-grade packaging, industrial packaging, and pharmaceuticals.
PM: According to recent global market data, the packaging paper and board market is projected to grow steadily through 2033. How are you positioning your business to tap into this rising global demand?
SS: To tap into the growing packaging grade products demand, TNPL is gearing up to produce more Folding Box Board (FBB) grade products which will further enhance customer delight.
PM: What are some of the most significant technological upgrades or process improvements you’ve made recently in your mills to enhance quality, reduce waste, or optimize energy usage?
SS: TNPL is constantly upgrading its manufacturing infrastructure, furnish, and coating formulations to meet the evolving market demand. By fully utilizing its pulp manufacturing facilities, the company is able to meet the requirements of Unit 2 and partially supply Unit 1 in the form of wet-lapped pulp. Additionally, surplus steam generated from chemical recovery
“To tap into the growing packaging grade products demand, TNPL is gearing up to produce more Folding Box Board (FBB) grade. The two shoepress configuration board machines further enable the company to retain bulk and deliver product performance.
boilers is used to partially replace coal-fired boiler steam, thereby enhancing operational efficiency and sustainability.
PM: Are you seeing a shift in customer preference toward higher-strength or lightweight packaging paper and board variants? How are you balancing performance with cost efficiency in product development?
SS: The market is consistently looking for high bulk and stiffness in lower GSM products, which is met through selective furnish usage and
costs, logistics, or regulatory changes? How are you navigating them?
SS: Some of the challenges in the packaging paper and board segment include the scarcity of pulpwood, which has significantly increased input costs. To address this, TNPL actively promotes pulpwood plantations on small and marginal farmers’ lands by supplying highquality seedlings or clones at the farm gate, along with providing buy-back assurance at a minimum support price.

On the energy front, TNPL focuses on keeping costs under control by developing wind and solar power projects. Further, energy audits are conducted periodically to identify and implement conservation
In logistics, the company adopts a ‘road–sea–road’ shipping model
wherever feasible to optimize costs and efficiency. However, cheaper imports continue to pose another major challenge, which requires regulatory intervention. In this regard, TNPL has also joined hands to represent the implementation of minimum import price to safeguard the domestic industry.
PM: Looking ahead, what’s your strategic roadmap –capacity expansion, backward integration, export push, product diversification? How do you envision your mill’s role in the global packaging paper and board value chain in the next 5 years?
SS: Going forward, TNPL is setting up a state-of-the-art tissue manufacturing plant with a capacity of 100 metric tonnes per day, marking a significant step in its product diversification strategy.



“The packaging board market is growing at 6–7% annually, with the total market estimated to be over 17 lakh tonnes.
JK Paper Limited, producing 100 percent virgin-grade packaging boards with an annual capacity over 3 lakh tonnes, maintains a strong pan-India presence. In an exclusive interaction with Paper Mart, Mr. Manoj Agrawal, Senior General Manager (Sales–Packaging), JK Paper Limited, shared that the company has recently invested in its BCTMP pulp mill, scheduled to be operational by the end of this year. Alongside strengthening its board line, JK Paper is expanding into the conversion line to gain deeper insights into customer needs and market trends. The company is also working closely with FMCG and food & beverage players on joint development projects, with a strong focus on innovative paperboard solutions as sustainable alternatives to plastic products.







“We have invested in a new packaging board line called BM5, a brand new machine from Valmet with an annual production capacity of about 1,70,000 tonnes. With this new machine, we are close to producing 2,00,000 tonnes of packaging board and we plan to take this capacity to 2,20,000 tonnes in the next one or two years.
Paper Mart: Could you begin by giving us an overview of your packaging paper and board operations – including your production capacity, facility locations, and manufacturing setup?
Manoj Agrawal: JK Paper Limited is a paper and packaging board company wherein we have three plants—one in Odisha, other in Gujarat and the third plant is in Telangana. Out of these three plants, we mainly produce packaging boards in our CPM plant in Gujarat. We have two machines BM4 and BM5 for producing quality packaging boards in our company. Our packaging board is manufactured 100 percent from pure virgin grade, with no use of recycled board.
We started our packaging board business in the year 2009 with the installation of a BM4 machine. At that time, the capacity of that machine was around 60,000 tonnes and today we are producing around 1,00,000 tonnes, with all the modifications and removing the bottlenecks.
Recently, we have invested in a new packaging board line BM5, a brand new machine from Valmet with an annual production capacity of about 1,70,000 tonnes. With this new machine, we are close to producing
2,00,000 tonnes of packaging board and we plan to take this capacity to 2,20,000 tonnes in the next one or two years, by removing all the bottlenecks.
We are also expanding our product portfolio to include higher GSM grades, which will help us further increase the machine’s production. With this expansion, our total production capacity currently standing at around 3,00,000 tonnes, is expected to rise to 3,20,000 tonnes.
Additionally, we operate a small multi-layer machine at our Telangana plant, which is dedicated to producing cup stock. This machine has a production capacity of about 40,000 tonnes per annum.
With all these additions, our total production capacity is around 3,60,000 tonnes. Alongside this, we operate integrated pulp mills across all our units, with dedicated pulp lines for producing chemical pulp in-house.
PM: Please walk us through your current product portfolio. What grades, GSM ranges, and end-use applications do you cater to, and are there any specialty packaging paper and board products you offer?
MA: We currently produce a wide range of products, including Folding Box Board (FBB), Solid Bleached Sulfate (SBS) boards, uncoated boards, cup stock, and several specialty grades. At our plant, we operate two machines— one dedicated to producing SBS boards and the other dedicated to FBB boards. This serves as a great advantage to serving our customers as each machine runs a single grade, ensuring efficiency and timely deliveries of customers’ orders. This is a key USP for us.
In terms of GSM, our product range spans from 190 GSM to 400 GSM across all categories. Additionally, we manufacture specialty products such as cigarette boards, antifungal boards, aqueous barrier-coated boards, and poly-extrusion boards. We also have a fully integrated inhouse extrusion facility at our plant.
PM: Can you tell us about the key domestic and international markets in the packaging grade segment?
MA: We, as a company, always believe in having a pan-India presence. For our products—be it copier paper, maplitho, or any other segment—JK Paper’s strength lies in its deep distribution network across the country. Just as we have a pan-

India presence in copier paper, we also enjoy nationwide reach in our packaging board segment, with our products available across India.
That being said, we focus more on markets closer to our factories, as this gives us an advantage in terms of logistics costs and ensures better service to our customers.
One of our plants is located in the western part of India, one of the biggest markets for packaging, while also being close to the northern market, which is rapidly growing. All in all, our plant is strategically positioned compared to competition—well-placed both in terms of production facility and proximity to high-potential markets.
PM: Can you shed light on the recent developments in the company in the packaging segment? How has the market evolved over the years in the packaging segment?
MA: We are not only investing in the board line but also expanding into the conversion line. The idea is to better understand our customers— their needs, and the requirements of the end-users, who are the brand owners, in terms of packaging. With the growing demand for sustainable products, it is important to analyze what future sustainable products that are needed in the market. It is important to align with future market needs. By gaining deeper insights into this business, we believe we can produce better boards that truly
meet customer requirements.
India today is highly capable of producing not only high-quality boards but also good quality converted boards. The technological
“We have developed aqueous barrier-coated paper as an alternative to poly-extruded paper. Unlike poly-coated paper, our aqueous barriercoated cups decompose naturally within six to eight months.
advancements happening in the printing lines are significantly ahead of developments in packaging board production itself. This is because most converting machinery now comes from countries like Germany, Japan, and Korea, and these machines are highly sophisticated.
Earlier, Indian converters largely relied on second-hand equipment— machines that were 6–7 years old, such as Heidelberg machines, purchased at 30–40% of the cost of a new one. However, the trend has now shifted. Indian converters are increasingly investing in brand-new machines equipped with multiple functions—eight-color jobs, UV coating, embossing, and other value-added capabilities. These enable them to meet a wide range of
customer requirements.
As a result, Indian converters are now fully capable of delivering the quality standards required by FMCG, pharmaceutical, and food & beverage industries for their monocartons. As a country, we are well-positioned to meet these evolving needs.
PM: Sustainability is becoming a cornerstone of the packaging sector. What steps have you taken to integrate environmentally responsible practices into your manufacturing and sourcing?
MA: The most critical aspect of paper and board production is raw material, which essentially comes from wood. JK Paper is one company that recognized this need over 10–15 years ago and invested heavily in plantation activities. Every year, we undertake plantation drives covering about 35,000 hectares, planting nearly 12 crore trees annually through our social farm forestry model—since land ownership is not permitted in India.
To support this effort, we maintain large nurseries and have state-ofthe-art R&D facilities at our plants, enabling us to develop high-quality saplings and accelerate growth cycles so farmers can harvest yields in 2–3 years as compared to much longer time duration earlier. This increases farmers’ earnings while ensuring a reliable, high-quality, and costefficient wood supply for us.
On average, each tonne of paper

requires about 3–3.5 tonnes of wood, so logistics also play a vital role. We have expanded our green cover and as a result JK Paper has become a carbon-positive company. We grow more trees than we consume, contributing positively to the environment.
Beyond raw materials, we are also focused on energy and water sustainability. At our CPM plant in Gujarat, nearly 40% of our fuel is non-fossil based, biofuel. Going forward, we are targeting 100% biofuel usage by 2030. Our team is working on this goal and we may even succeed in this target much earlier, by 2028–29. Our plants are designed to minimize both water and energy consumption, as we are investing in new machineries which require much less water and energy. In the long run, this upgrade will give us a cost advantage, and at the same time, it will also take care of the environment.
On the consumer side, we are helping customers transition from plastic to paper-based solutions. For instance, we have developed aqueous barriercoated paper/ paper cups as an alternative to poly-extruded paper cups. Unlike poly-coated cups, which take years to degrade, our aqueous barrier-coated cups decompose naturally within six to eight months. Once regulatory restrictions on polycoated cups are enforced, we expect significant growth in its (aqueous barrier-coated cups) volume.
Similarly, we have developed antifungal boards that eliminate the need for poly-lamination in soap packaging or any other packaging, offering a more sustainable solution to avoid fungal growth.
In essence, we are continuously exploring possibilities to replace plastic with paperboard, and polyextrusion, with more sustainable alternatives. This will reinforce our commitment to the environment and support customers’ shift towards greener solutions.
PM: What are some of the most significant technological upgrades or process improvements you’ve made recently in your mills to enhance quality, reduce waste, or optimize energy usage?
MA: The investment we made in the brand new state-of-the-art multilayer board machine (BM5) by Valmet in 2021 was close to INR 2,000 crore. More recently, we have also invested about INR 700 crore in our BCTMP pulp mill, which will be operational by the end of this year.
On the technology front, we began
“Earlier, Indian converters largely relied on second-hand equipment— machines that were 6–7 years old. However, the trend has now shifted. Indian converters are increasingly investing in brand-new machines equipped with multiple functions—eightcolor jobs, UV coating, embossing, and other value-added capabilities
collaborating with a consultant 2–3 years ago to drive digitalization across the company—covering production, marketing and sales, finance, HR, procurement, and more. We have effectively transitioned into Industry 4.0.
Today, we have a strong in-house IT team, and every production parameter is mapped with sensors. This enables us to reduce downtime, minimize finishing losses, and optimize machine efficiency. As a result, JK Paper has emerged as one of the leading companies in implementing digitalization at the factory level in a practical sense.
The biggest advantage has been
on the manufacturing side, where our IT and production teams have worked tirelessly together. Our efforts were recognized about one and a half years ago when we received an award for Industry 4.0, acknowledging the progress we have made in digitalizing our operations.
PM: Are you seeing a shift in customer preference toward higher-strength or lightweight packaging paper and board variants? How are you balancing performance with cost-efficiency in product development?
MA: When we talk about higherstrength paper in packaging boards, it essentially comes down to higher bulk. We are able to meet customer requirements by producing boards with a bulk in range of 1.6 to 1.7, which is what our customers require. Beyond this, there isn’t much additional requirement, and we are fully capable of manufacturing and supplying such boards.
In terms of lightweight packaging paper, when the bulk increases, the GSM requirement naturally comes down. For example, customers who earlier purchased 300 GSM are now opting for 290 or even 280 GSM, as bulk goes up. This allows us to provide better quality products as compared to imports that are coming in and this gives us a strong competitive edge.
PM: What are the major challenges you currently face as a packaging paper and board manufacturer– be it raw material volatility, energy costs, logistics, or regulatory changes? How are you navigating them?
MA: Currently, we are facing a couple of challenges, the foremost being raw material prices. Due to COVIDrelated disruptions, plantations were limited during the lockdown period, leading to reduced wood availability. This shortage has impacted the entire paper industry, including us. As a result, raw material costs today are nearly double compared to two years

ago. While input costs have increased substantially, selling prices have declined, leaving either no margins or extremely thin ones—particularly in the packaging board segment. Profitability has therefore become a challenge across the industry.
The second challenge is the huge new capacities which have come across in packaging boards, particularly from Indonesia and China over the past two years. In the coming 2 to 4 years, nearly 90 lakh tonnes of fresh virgin capacity is expected to be added, with about 50 to 60 lakh tonnes already added by China and Indonesia, and another 30 to 40 lakh tonnes likely to be added in next 1-2 years.
Though these mills are primarily meant to cater to markets in China, Europe, and the U.S., until those capacities are absorbed by those markets, the companies are dumping excess boards in India at prices even below pulp costs.
Adding to this challenge, countries like Indonesia have zero import duty when supplying to India, coupled with lower sea freight costs—just 3–4% compared to more than 5% for inland logistics from let say, Gujarat to Delhi. As a result, port cities such as Mumbai, Chennai, Visakhapatnam, and Kolkata are flooded with cheaper imports, and tap even northern markets like Delhi that are now accessible from ports like Kandla and Mundra through improved rail connectivity.
The only silver lining is the good growth of the packaging segment. The packaging board market is growing at 6–7% annually, with the total market estimated to be over 17 lakh tonnes. So we need an additional requirement of nearly 1–1.5 lakh tonnes of capacity every year to feed this market. While this indicates healthy growth potential, the domestic profitability does not align with this market growth. So, we need to carefully evaluate this situation before deciding on capacity

“The Free Trade Agreement (FTA) with ASEAN countries has severely impacted the domestic market, creating a major challenge for companies like us. For instance, in Indonesia, abundant wood availability reduces production costs by nearly 30% compared to India, making it easy for them to dump products here at unsustainable prices.
expansion.
PM: Looking ahead, what’s your strategic roadmap in terms of capacity expansion, backward integration, export push, product diversification? How do you envision your mill’s role in the global packaging paper and board value chain in the next 5 years?
MA: Going forward, we plan to enhance our capacities by debottlenecking existing operations. We may also consider investing in a new board line, although it is not an immediate decision and will depend entirely on the return on investment (ROI). In fact, even
with the investments made in the last two years—whether in forward integration or backward integration—we are yet to achieve the expected ROI.
The bigger concern at present is the influx of cheap imports, which is severely impacting the industry. Any country can truly grow only when it utilises its domestic capability which is the essence of ‘Atmanirbhar Bharat’. We have the talent, resources, and infrastructure to do so. The paper and packaging industry is ready to invest, but the problem lies in the dumping of low-cost imports, particularly from countries like Indonesia and China.
The Free Trade Agreement (FTA) with ASEAN countries has severely impacted the domestic market, creating a major challenge for companies like us. For instance, in Indonesia, abundant wood availability reduces production costs by nearly 30% compared to India, making it easy for them to dump products here at unsustainable prices. If such imports were curtailed,we will without wait invest in new machines and increase our capacity. This would not only generate significant employment but also benefit farmers—who often remain outside the limelight. The government should step in and safeguard the domestic industry.

Khanna Paper Mills produces 160,000 tonnes of coated board grade annually and 240,000 tonnes of newsprint and other paper grades per annum. It is one of the country’s largest consumers of secondary fibres, utilizing approximately 390,000 tonnes secondary fiber, with a total production capacity is of 4 lakh tonnes per annum. In an exclusive interview with Paper Mart, Mr. SVR Krishnan, Executive Director – Operations, Khanna Paper Mills, shares insights into how the company’s packaging boards are widely used by leading national and international FMCG brands. Their strong presence in the packaging segment is driven by flagship products such as the ‘Diamond Grey Back’ for duplex boards and the ‘Dezire’ brand for folding box boards, creating a niche in the packaging segment. Going forward, the company aims to focus on both backward integration and capacity expansion, alongside product development, to strengthen its position as a key player in the packaging segment.
“The growth of the paper and paperboard will be steady in the coming years till 2033, with the projected rate of 4-5% growth each year.
Mr. SVR Krishnan, Executive Director – Operations, Khanna Paper Mills



Paper Mart: Could you begin by giving us an overview of your packaging paper and board operations –including your production capacity, facility locations, and manufacturing setup?
SVR Krishnan: We, at Khanna Paper Mills, manufacture coated recycled and virgin fiber based boards, writing and printing papers, copier papers and newsprint grade. The company is a ‘one-stop-shop’ for all cultural and industrial needs.
We produce 160,000 tonnes of coated boards and 240,000 tonnes of newsprint and other paper grades per annum. We operate two paperboard machines equipped with cylinder moulds and pressure formers, along with two high-speed paper machines featuring top formers.
We are the single largest consumers of recycled waste paper or secondary fibers in the country, using close to 390,000 tonnes per annum. Currently, we operate from a single location in Amritsar, Punjab.
“The emulsion-based barrier-coated paper and paperboards are gaining momentum all across the globe.
PM: Please walk us through your current product portfolio. What grades, GSM ranges, and end-use applications do you cater to, and are there any specialty packaging paper and board products you offer?
SK: Our current product portfolio includes virgin and recycled fiber-based packaging boards, ranging from 200 GSM to 450 GSM basis weights. In paper grades, we produce writing and printing paper ranging from 54 GSM to 120 GSM, and newsprint grades ranging from 42 to 45 GSM. Our products are sold to the consumers through a vast dealer network and the majority of our market is in the northern part of the country itself.
Our packaging boards are used by the leading national and international brands in consumer goods or FMCG. Our papers are utilised in the text books and notebooks by leading publishing houses and our newsprint grade is utilised by the leading regional and national newspapers or dailies.
PM: Which are your key domestic and international markets? How has your market footprint evolved in the past few years?
SK: As mentioned earlier, our key markets include leading FMCG brands and printing and packaging houses or converters. Over the years, we have established a strong presence in the packaging segment with our flagship brands—‘Diamond Graphic Grey Back’ for duplex boards, ‘Dezire’ for folding box boards, ‘Elegance Super Print’ for writing and printing papers, and ‘Impact Super’ for newsprint. Each of these product grades has carved out a distinct niche within the printing, packaging, and publishing industries.



Our headbox is engineered to deliver superior sheet formation, consistency, and runnability perfect for high-performance paper machines. With every project, MFI continues to push the benchmark for quality and innovation in the Indian paper machinery segment.
We supply a proportion of our paper volumes to countries like Sri Lanka, Nepal, Egypt, and Kenya etc., depending on the business feasibility and the need to balance the existing volumes between domestic and export markets.
PM: Sustainability is becoming a cornerstone of packaging. What steps have you taken to integrate environmentally responsible practices into your manufacturing and sourcing?
SK: Sustainability is a key factor in today’s business landscape. With the environment being the first component of ESG reporting, we now view the entire supply chain through the lens of economic circularity. All our processes and new capex project initiatives are undertaken, keeping environmental protection and business sustainability at the forefront.
The freshwater consumption, electrical power usage, and the overall energy efficiency and associated costs are given the highest priority—right from project conceptualisation and vendor selection to final execution—in order to strike a balance between environment and economy.
PM: How has demand for packaging paper and board evolved post-COVID and amid growing e-commerce and FMCG consumption? Which segments are currently driving the most growth for you?
SK: During the COVID-19 pandemic, we often spoke about the ‘new normal.’ However, in reality, we find ourselves in a deeply abnormal global scenario post-2023 due to geopolitical disruptions, including the Russia–Ukraine war, the Red Sea crisis, the Israel–Gaza conflict, unrest in Pahalgam and the Thai–Cambodia region, and recent U.S. policies imposing higher tariffs on India.
Practically, we are yet to see a good complete year. The pulp and paper industry has taken the worst hit post 2022–23, across all four quarters, due to its high capital costs, thin margins, and overdependence on imports for raw materials (waste paper and pulp grades). However, the thrust of eco-friendliness, sustainability, e-commerce boom, increasing levels of education, packaged food, beverages, pharma and electronic goods industries are driving the growth of quality paper and boards.
The global focus on the prevention of using single-use plastics, provides a great opportunity to the paper mills to develop a suitable and sustainable alternative to LDPE coatings or poly extruded paper and paper boards. This emulsion-based barrier-coated paper and paperboards are gaining momentum all across the globe.

PM: According to recent global market data, the packaging paper and board market is projected to grow steadily through 2033. How are you positioning your business to tap into this rising global demand?
SK: The growth of the paper and paperboard will be steady in the coming years till 2033, with the projected growth rate of 4-5% each year. Notably, the packaging board was growing at the rate of 12-14% just before COVID-19 period and the same segment dipped in the last couple of years. But now we expect a moderate growth of 4-5%.
Similarly, the writing and printing paper was growing at the rate of 6% before COVID. And now we will see a growth of 4-5%. This growth trajectory is normally followed by our country’s GDP growth, which is now projected to be at 6-6.5%, for the current year 2025-26.
We, at Khanna Paper Mills, are very optimistic about this growth trajectory of good quality paper and packaging boards, due to the major push on literacy level, industrialisation, urbanisation, e-commerce, Q-commerce and technological advancements in the business landscape.
“We, at Khanna Paper Mills, are very optimistic about this growth trajectory of good quality paper and packaging boards, due to the major push on literacy level, industrialisation, urbanisation, e-commerce, Q-commerce and technological advancements in the business landscape.







PM: What are some of the most significant technological upgrades or process improvements you’ve made recently in your mills to enhance quality, reduce waste, or optimize energy usage?
SK: We have recently done many rebuild projects , focussing on the overall efficiency and improvement in the areas of quality, productivity, water and energy conservation.
To name a few advancements, we were the first in the country to install and commission the high-tech headboxMaster Jet Tech-3 (from VOITH) on one of our high-speed paper machines. We now plan to install a second Master Jet Tech-3 headbox on our second high-speed machine. This upgrade will significantly enhance the overall quality of the final paper product by providing precise control over cross-profile uniformity, achieving up to 40% improvement in two-sigma grammage and moisture profiles, along with superior paper formation.
We have replaced our high power-consuming liquid ring vacuum pumps with the single and multi-stage turbo blower, which has reduced our energy consumption by 17%, making our operations simpler and more reliable.
Additionally, we have revamped our 100 TPH power boiler by Thermax and installed a new 23.3 MW turbo generator (TG) from Siemens. This upgrade has improved the efficiency of our utility plant by 24% and enhanced the overall stability and reliability of utility operations.
We have implemented the modular waste water treatment in some of the fiber processing plants to maximize recycling of treated water in the respective plants so that the load on the central effluent treatment plant is reduced, and the overall performance of the ETP is improved by 20%. It will also reduce the fresh water drawl by 14% on a daily basis.
PM: Are you seeing a shift in customer preference toward higher-strength or lightweight packaging paper and board variants? How are you balancing performance with cost-efficiency in product development?
SK: The customers currently are well-informed and are increasingly focusing on value-for-money, particularly in terms of source reduction and logistics costs.
This has led to the concept of ‘lighter and stronger’ packaging solutions. In other words, the lower grammage packaging boards deliver equal or superior strength through improved paperboard properties or innovative packaging designs.
While the product development and process activities are continued in this direction, the cross functional teams across the 3M’s, that is, Manufacturing , Materials, and Marketing, are working together to deliver superior
results at a much faster time frame. We hold robust weekly meetings involving all three functions to ensure clarity of thought and consistency in action, aligning all stakeholders toward a common objective.
PM: What are the major challenges you currently face as a packaging paper and board manufacturer– be it raw material volatility, energy costs, logistics, or regulatory changes? How are you navigating them?
SK: The biggest challenge for us is the availability of the right quality of the raw material (such as waste paper or wood chips) at the right price. The waste paper is predominantly imported from the Middle East, Europe and the USA and its price fluctuates widely based on the availability and the global demand. Any geo-political tensions throw the logistics out of gear and the energy costs are continuously rising amid a volatile global landscape and supply uncertainties.
The recent regulatory norms related to the Renewable Consumption Obligation (RCO) and the requirement for renewable sources in the fuel mix are further contributing to rising energy costs.
As most of the mills operating in the country are old, any technological intervention in utility section upgrade or rebuild costs a fortune for the companies.
At Khanna Paper Mills, our strongest plus point is the intelligent way of procuring the raw material (waste paper and various grades of pulp) and effectively converting it to the value-added products. The weekly meetings across the cross functional teams helps us in this direction.
As far as the energy costs and regulatory norms are concerned, we are cognizant of the fact that the alternate fuel is the new standard and we are vigorously working on the alternate fuel development, making suitable changes and modifications in the existing utility department infrastructure to make our business more sustainable in the future.
PM: Looking ahead, what’s your strategic roadmap – capacity expansion, backward integration, export push, product diversification? How do you envision your mill’s role in the global packaging paper and board value chain in the next 5 years?
SK: We are looking at both backward integration and capacity expansion as it goes hand-in-hand, requiring huge investment. We are also working to fully leverage our existing assets and capacity for optimal efficiency. Although, we are relatively small in packaging board volume, we remain committed to playing a strong role in niche packaging segments, with a primary focus on product development, to address the unmet needs of our valued customers and end users.
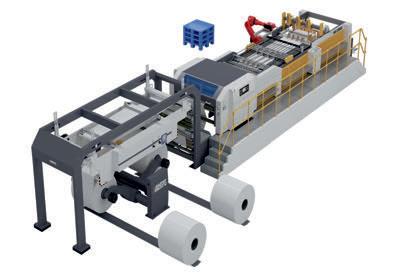






“The Indian pulp and paper market was valued at USD 14.75 billion in 2023 and is projected to reach USD 35.57 billion by 2030 (CAGR 13.4%).
With total current capacity standing at 4,40,000 TPA, N R Agarwal Industries is playing a pivotal role in the global packaging value chain with high-quality paperboard solutions. In an exclusive interaction with Paper Mart, Mr. R. N. Agarwal, Chairman & Managing Director of N R Agarwal Industries Limited, shared that the company recently commissioned a 900 TPD state-of-the-art multiwire board machine, supplied by GSPT Korea and Andritz, to enhance its packaging board capacity. Further, the company has finalized another 1,020 TPD advanced board machine to cater to the growing demand in both domestic and international markets. With this expansion, the total production capacity of the company is expected to reach 8,00,000 TPA.

Paper Mart: Could you begin by giving us an overview of your packaging paper and board operations– including your production capacity, facility locations and manufacturing setup?
R N Agarwal: With our facilities located at Vapi and Sarigam in Gujarat, our total production capacity stands at 4,40,000 metric tonnes per annum. Both our sites are equipped with state-of-theart technology, enabling us to produce high-quality paper and board products that cater to diverse customer needs.
PM: Please walk us through your current product portfolio. What grades, GSM ranges and end-use applications do you cater to, and are there any specialty packaging paper and board products you offer?
RNA: Our product portfolio is broad and designed to meet varied end-use applications. Our products include Folding Box Board (FBB), Solid Bleached Sulphate (SBS) boards, writing & printing paper, A4 copier paper, duplex board, and triplex board.
Our GSM ranges include FBB & SBS board having a GSM range of 230–400, duplex board with 230–500
GSM, triplex board with 230–450 GSM, writing & printing paper with 48–120 GSM and copier paper with 70–80 GSM. The products have end-use applications in the food & beverage sector, healthcare sector, and garments sector. It also finds use in notebooks, copier or Xerox paper sector.
In terms of specialty products, we are actively offering sustainable packaging solutions, including recyclable and eco-friendly grades, that support the transition away from plastic packaging.
PM: Which are your key domestic and international markets? How has your market footprint evolved in the past few years?
RNA: In the domestic market, we have a strong presence across India, catering to all major cities; while in the international market, we export to Asia, Europe, Africa, and the Middle East, with exports expanding significantly after the commissioning of our new board machine in March 2024.
Over the past few years, our footprint has grown meaningfully, driven by the rising demand for sustainable packaging solutions. We have not only broadened our portfolio but also strengthened our

“We are working towards global integration, strengthening exports to become a leading global supplier of sustainable packaging boards.
distribution network, enabling us to serve a wider customer base globally.
PM: Sustainability is becoming a cornerstone of packaging. What steps have you taken to integrate environmentally responsible practices into your manufacturing and sourcing?
RNA: Environmental stewardship is central to our operations. Some of our key initiatives include lowest water consumption per tonne of packaging board in the industry that is achieved through advanced primary and secondary treatment systems and installation of RO plants that convert treated wastewater into potable water.
We also have a waste-to-energy plant where we convert solid waste into power/ energy for our own operations. We even accept solid waste from other industries to be utilized in our energy facility, further supporting circularity. We have continuously focused on reducing emissions, conserving natural resources, and ensuring compliance with environmental regulations.
PM: How has demand for packaging paper and board evolved post-COVID and amid growing e-commerce and FMCG consumption? Which segments are currently driving the most growth for you?
RNA: Post-COVID, the packaging paper and board industry has witnessed accelerated demand, primarily driven from e-commerce, FMCG, pharmaceuticals, and foodservice sectors.
The Indian pulp and paper market
“We are expanding into innovative packaging solutions across FMCG, pharma, and e-commerce sectors.
was valued at USD 14.75 billion in 2023 and is projected to reach USD 35.57 billion by 2030 (CAGR 13.4%). Within this, packaging has emerged as the strongest segment, driven by the shift from plastic to paper-based solutions, consumer preference for sustainable packaging, and the rapid growth of organized retail and e-commerce. For us, FMCG, healthcare, and e-commerce packaging remain the strongest growth drivers.
PM: According to recent global market data, the packaging paper and board market is projected to grow steadily through 2033. How are you positioning your business to tap into this rising global demand?
RNA: We are preparing for the growth in the packaging paper and board market with significant capacity expansion and technology upgrades. We recently commissioned a 900 TPD state-of-the-art multiwire board machine, supplied by GSPT Korea and Andritz. The product from this line has been very well received in the market.
Looking ahead, we have finalized another 1,020 TPD board machine, designed with advanced technology to meet rising domestic and export demand. These investments firmly position us to serve the evolving needs of both Indian and international customers.
PM: What are some of the most significant technological upgrades or process improvements you’ve made recently in your mills to enhance quality, reduce waste, or optimize energy usage?
RNA: The new 900 TPD board plant,
equipped with fully DCS-controlled automation, ensures consistent product quality, high productivity, lower waste generation and optimized energy and water usage. This modernization is helping us balance efficiency, sustainability, and performance.
PM: Are you seeing a shift in customer preference toward higher-strength or lightweight packaging paper and board variants? How are you balancing performance with cost-efficiency in product development?
RNA: Customer preferences are evolving across industries. To meet this evolving need, we have produced coated duplex boards (WLC) that are eco-friendly, made from recycled fibers, cost-effective, and suitable for cereal boxes, dry foods, and FMCG. We also have Folding Box Board (FBB) which is premium-grade with durability and a superior print surface, ideal for fragile products and premium FMCG. We have manufactured Solid Bleached Sulphate (SBS) boards which are made up of 100% virgin fibre, luxury white finish, excellent for embossing and high-end packaging (e.g., perfumes, chocolates, cosmetics).
We strive to align performance, print quality, and sustainability with customer budgets, helping brands balance premium appeal with costefficiency.
PM: What are the major challenges you currently face as a packaging paper and board manufacturer, and how are you navigating them?
RNA: Some of the challenges are raw material volatility which include price fluctuations in pulp, recycled paper, and chemicals. To counter this, we are diversifying sourcing and exploring alternative fibres. Paper production is also an energy-intensive process. To tackle this challenge, we are investing in energy-efficient technologies and renewable energy to manage
costs and sustainability. We face logistics and shipping delays that affect both inbound and outbound supply chains. We mitigate risks by building stronger supplier networks and distribution partnerships. Lastly, to ensure regulatory compliance, we adhere to strict environmental and safety regulations through investments in compliance systems and monitoring.
PM: Looking ahead, what’s your strategic roadmap –capacity expansion, backward integration, export push, product diversification? How do you envision your mill’s role in the global packaging value chain in the next 5 years?
RNA: Our roadmap is ambitious and future-ready. To expand our production capacity, a new 1,020 TPD board machine project is underway, enabling us to cater to rising demand. We are also working towards global integration, strengthening exports to become a leading global supplier of sustainable packaging boards.
In terms of product diversification, we are expanding into innovative packaging solutions across FMCG, pharma, and e-commerce sectors. For sustainability & efficiency, we continue to focus on water conservation, waste-to-energy, and circular economy practices.
Over the next five years, we envision N R Agarwal Industries playing a pivotal role in the global packaging value chain, supplying high-quality, sustainable, and technologically advanced paperboard solutions.
“We strive to align performance, print quality, and sustainability with customer budgets, helping brands balance premium appeal with costefficiency.



In an exclusive interview with Paper Mart, Mr. N. Rama Mohan Murali, Senior VP – Operations, and Mr. Sudarshan Rangaswami, Assistant VP – Finance, outlined Sripathi Paper and Boards Private Limited’s journey from a modest 30 TPD kraft capacity in 2003 to 800 TPD today, making it one of South India’s largest recycled paper and board manufacturers. Under its Vision 2028, the company is targeting 100% renewable energy use to become the world’s first fully sustainable packaging board enterprise. With India’s packaging market growing post-COVID, Sripathi Paper and Boards’s eco-friendly, performance-driven recycled solutions position themselves to meet rising e-commerce, FMCG, and EPR-driven demand.
“Post-COVID packaging demand has not only grown but also diversified, with a clear tilt towards ecofriendly, recycled, and performance-optimised grades—areas where Sripathi Paper & Boards has a strong, scalable product portfolio.






Paper Mart: Could you begin by giving us an overview of your packaging paper and board operations – including your production capacity, facility locations, and manufacturing setup?
Rama Mohan Murali: Sripathi Paper and Boards, founded in 2003 with a humble 30 TPD kraft capacity, has grown into a robust 800 TPD operation, driven by a strong focus on quality and customer service. The company’s Sivakasi, Tamil Nadu facility houses PM2, a 4-wire, multi-fourdrinier machine with 350 TPD capacity, and PM4 with 150 TPD capacity, together delivering 500 TPD of packaging board. PM1, dedicated to kraft, offers an additional 150 TPD capacity at the same location. Complementing these are writing and printing paper mills with a combined 150 TPD capacity, split between Sivakasi and Satyamangalam. With this scale, Sripathi Paper and Boards stands among the largest singlesite recycled paper and paperboard manufacturers in South India.
PM: Please walk us through your current product portfolio. What grades, GSM ranges, and end-use applications do you cater to, and are there any specialty packaging paper and board products you offer?
Sudarshan Rangaswami: Our PM2 and PM4 capabilities enable us to offer a wide range of packaging board options for discerning customers. The variety which includes- dust-free grey back (nano super), dust-free white back duplex boards (nano gloss ), and eco-FBB (nano green) with a wide GSM range from 180 right up to 450 GSM, enables us to offer a one stop solution shop to our customers. We have specialized offerings for match box, FMCG and food packaging industry such as high bulk boards (nano regular), white top kraft liner, eco-FBB (nano green), dust-free white back (nano gloss) and blister pack.
PM: Which are your key domestic and international markets? How has your market footprint evolved in the past few years?
RMM: With the bulk of our capacity located in the heart of the printing, fireworks and matchbox making hub of India, our key domestic markets have been Sivakasi, Tamil Nadu, Karnataka, Kerala and Telangana. Our products have made their mark in Sri Lanka, Middle East and African markets catering to both packaging boards as well as writing and printing paper requirements.
Over the years we have significantly increased our presence in Karnataka, Tirupur, Middle East and African markets on the strong foundation of high quality, reasonably priced, customer focussed approach.
PM: Sustainability is becoming a cornerstone of packaging. What steps have you taken to integrate environmentally responsible practices into your manufacturing and sourcing?
SR: At Sripathi Paper and Boards, sustainability is not an afterthought—it is the foundation of our business. As a 100% recycled fibre–based company, we have consistently aligned our operations with global green practices. Today, about 45% of our total energy needs are met from renewable sources, through a well-balanced mix of wind, solar, and biomass. Guided by our Vision 2028, we are on track to increase this to 100%, setting a bold course to become the world’s first fully sustainable board enterprise. Our commitment to energy efficiency has earned us national recognition, with the CII National Award for Excellence in Energy Management in both 2023 and 2024, designating us as an ‘Energy Efficient Unit’. These achievements are reinforced by global certifications such as GRS (Global Recycled Standard 4.0) and FSC (Forest Stewardship Council), reflecting our dedication to responsible sourcing, manufacturing, and circular economy principles.
“The growth is due to higher e-commerce adoption, growing trend towards smaller SKUs as well as push from brand owners and retailers who are under stronger Extended Producer Responsibility (EPR) compliance obligations, favouring recycled fibrebased boards over plastic packaging.
Sustainability for us also extends beyond just our processes. We have pledged 25 acres of our own land for the creation of a Miyawaki forest and set aside 100 acres for the cultivation of biomass fuel crops, strengthening our renewable energy capacity. In partnership with like-minded charitable trusts, we are restoring four rainwater lakes in the Thiruthangal area, which had been heavily contaminated by sewage. This project—encompassing dewatering, desilting, and long-term protection against pollution—will restore nearly 2 billion litres of freshwater storage, improving water security for the local community.
Through these integrated initiatives, Sripathi Paper and Boards continues to demonstrate that industrial growth and environmental responsibility can go hand in hand— delivering measurable benefits for the planet, our people, and the communities we serve.
PM: How has demand for packaging paper and board evolved post-COVID and amid growing e-commerce and FMCG consumption? Which segments are currently driving the most growth for you?
RMM: Post-COVID packaging demand has not only grown but also diversified, with a clear tilt


towards eco-friendly, recycled, and performance-optimised grades— areas where Sripathi Paper and Boards has a strong, scalable product portfolio. In India packaging paper and board demand is projected to grow at a CAGR of 6 -7.4%, depending on which source you believe. The growth is due to higher e-commerce adoption, growing trend towards smaller SKUs as well as push from brand owners and retailers who are under stronger Extended Producer Responsibility (EPR) compliance obligations, favouring recycled fibre-based boards over plastic packaging. Sripathi Paper and Boards’s recycled paper solutions fit directly into this shift, offering circular economy benefits without compromising print and conversion performance.
PM: According to recent global market data, the packaging paper and board market is projected to grow steadily through 2033. How are you positioning your business to tap into this rising global demand?
SR: You are right, global market growth projections show increasing consumption, we understand largely from foods and beverages, FMCG and personal care packaging. With the mature markets of Europe and US showing further preference for greener options, increased urbanization combined with awareness of sustainability is changing the nature of preferred products in Asia Pacific markets as well. Sripathi Paper and Boards is well poised to present a credible source of eco-friendly products that are not only made from recycled fibres but also produced using renewable sources of energy and water, the most vital ingredient in paper making.
Thus, we are confident of presenting a stronger use case for evolved discerning brands to choose Sripathi Paper and Boards. We have a wide variety of products ranging from eco-FBB, white top kraft liner, high bulk board, blister pack and white
back, that have been developed because of our customer focussed approach and a vision to build a value- added packaging board business.
PM: What are some of the most significant technological upgrades or process improvements you’ve made recently in your mills to enhance quality, reduce waste, or optimize energy usage?
RMM: Continuous process improvements are part of day-to-day life at Sripathi Paper and Boards, our consistently high product quality and repeat customers is a testimony of this effort. In the recent years various technological upgrades have been completed such as glass lined calenderer, blade coater in PM4 and automatic sheeters coupled with vertical stacking and Warehouse Management System (WMS). We have put in place a 3-year upgrade plan as a part of Vision 2028 for Sripathi Paper and Boards that will further reinforce quality superiority of our products.
PM: Are you seeing a shift in customer preference toward higher-strength or lightweight packaging paper and board variants? How are you balancing performance with cost-efficiency in product development?
SR: Value management is a continuous process for most businesses these days specifically to offer better value to end consumers. This has seen a steady shift in preferred GSM in packaging applications. It is precisely in these segments Sripathi Paper and Boards’s product offering such as eco-FBB, white top kraft liner to name a few are helping us gain market share. Our product development has always been focussed on providing better value to converters and thus end users, which cannot be achieved without balancing lighter weight but appropriately stronger materials, using a combination of raw material inputs and process innovations.
PM: What are the major challenges
you currently face as a packaging paper and board manufacturer– be it raw material volatility, energy costs, logistics, or regulatory changes? How are you navigating them?
RMM: Disruptions in global supply chains more specifically shipping and volatility in raw material both availability and pricing and increasing energy costs have been some of the key challenges that have affected the industry at large and Sripathi Paper and Boards is not an exception to this. We have put in place systems ranging from inventory management, productivity and energy efficiency and gradual movement towards value added products to navigate these challenges.
PM: Looking ahead, what’s your strategic roadmap –capacity expansion, backward integration, export push, product diversification? How do you envision your mill’s role in the global packaging paper and board value chain in the next 5 years?
SR: Sripathi Paper and Boards’s strategic road map envisions aligning our capacities to growth segments of the market, continuing to focus on value-added products that offer customers better value. Through Vision 2028, we aim to become the first sustainable board enterprise, we are confident through this positioning as well as our product profile we will have a unique offering in the export markets.
“Through Vision 2028 Sripathi Paper and Boards aims to become the first sustainable board enterprise, we are confident through this positioning as well as our product profile we will have a unique offering in the export markets.


Star Paper Mills Limited, an initial player of the Indian paper and packaging industry, serves a diverse customer base through its extensive pan-India distribution network and a strong export presence in Saudi Arabia, Dubai, Jordan, Oman, Sri Lanka, Kenya, Spain, Bangladesh, Turkey, Nigeria, and several other locations. In an exclusive interview with Paper Mart, Mr. Madhukar Mishra, Managing Director, Star Paper Mills Limited, highlighted how the boom in e-commerce and FMCG consumption have fueled the growth in paper and board packaging, with the segment expected to expand at an annual rate of 11–12%. Looking ahead, the company aims to focus on capacity expansion and product innovation to better cater to the growing needs of the domestic market.

Paper Mart: Could you begin by giving us an overview of your packaging paper and board operations – including your production capacity, facility locations, and manufacturing setup?
Madhukar Mishra: Established in 1938, Star Paper Mills Limited, is an integrated pulp and paper manufacturing company, situated at Saharanpur (U.P.), approximately 180 kms away from the national capital. With a modest beginning at 6,000 tonnes per annum, the mill has now expanded to 75,000 tonnes
“We are now installing a new turbine that will generate more power while consuming the same amount of steam, thereby reducing costs and lowering carbon emissions.
Mr. Madhukar Mishra, Managing Director, Star Paper Mills Ltd.
per annum, and operates 4 paper machines at its facility.
PM: Please walk us through your current product portfolio. What grades, GSM ranges, and end-use applications do you cater to, and are there any specialty packaging paper and board products you offer?
MM: We manufacture a diverse range of writing and printing papers, industrial and packaging papers, cultural and speciality papers. Our core market consists of a wide variety of industrial and packaging papers and boards.
Our product portfolio spans a wide range of kraft papers used for carry bags, grocery bags, envelopes, pizza boxes, and more. We also offer an array of specialty papers, including MG poster, ARSR poster, stiffer cover, oil- and grease-resistant (OGR) paper, cup stock paper, honeycomb paper, and coloured papers & boards for diverse specialised applications. Our GSM range extends from 28 to 220, catering to both lightweight and heavy-duty requirements.
PM: Which are your key domestic and international markets? How has your market footprint evolved in the past few years?
MM: Star Paper Mills Limited is an established player, catering to a wide range of customers through its extensive distribution network, on pan India basis. We are also a well established brand in export markets, catering to customers in Saudi Arabia, Dubai, Jordan, Oman, Sri Lanka, Kenya, Spain, Bangladesh, Turkey, Nigeria and other countries.
PM: Sustainability is becoming a cornerstone of packaging. What steps have you taken to integrate environmentally responsible
“Our overall paper packaging segment growth is estimated at 11 -12% per annum.
practices into your manufacturing and sourcing?
MM: Recognizing the importance of sustainability early on, we began agro-forestry in our operations, becoming the first paper company in North India to adopt this practice. For more than two decades, these initiatives have enabled us to switch from a complete dependence on government allocated forest wood to use only farmer grown wood. This has not only tremendously increased our tree cover in our catchment area but also added to farmers’ income and created countless rural jobs. Similarly, we undertook many recycling initiatives much before some of these were made mandatory.
PM: How has demand for packaging paper and board evolved post-COVID and amid growing e-commerce and FMCG consumption? Which segments are currently driving the most growth for you?
MM: Post COVID-19, e-commerce boom and increasing FMCG consumption have significantly fueled demand for paper & board packaging, particularly in corrugated board, folding cartons, food & beverage packaging segment, personal care & household goods segment. Our overall paper packaging segment growth is estimated at 11 -12% per annum.
Our key growth drivers include food & beverage packaging (e.g., cup stock, pizza boxes, soap wrappers), carry bags and grocery bag segments, which benefit from e-commerce and retail consumption and finally specialty industrial papers, like honey comb paper, OGR paper,
ribbed kraft paper and poster paper.
PM: According to recent global market data, the packaging paper and board market is projected to grow steadily through 2033. How are you positioning your business to tap into this rising global demand?
MM: As India’s key packaging paper company, we have been producing packaging grades for nearly 90 years. With the flexibility to manufacture multiple grades, we are well-positioned to cater the rising demands of our customers.
PM: What are some of the most significant technological upgrades or process improvements you’ve made recently in your mills to enhance quality, reduce waste, or optimize energy usage?
MM: In a paper manufacturing organization as established as ours, technological upgrades and process improvements are a continuous activity to keep pace with changing customer requirements—and the same applies to cost optimization. We are now installing a new turbine that will generate more power while consuming the same amount of steam, thereby reducing costs and lowering carbon emissions.
PM: Are you seeing a shift in customer preference toward higher-strength or lightweight packaging paper and board variants? How are you balancing performance with cost-efficiency in product development?
MM: The shift towards light weight packaging has been a continuous trend for a long time. However, the preference towards high-strength papers is comparatively a recent phenomenon driven by end users’ growing demand for biodegradable packaging. We have been able to cater to a part of these requirements but are constrained by a lack of economically viable softwood sources in the country to cater to the remaining needs.
PM: What are the major challenges you currently face as a packaging paper and board manufacturer– be it raw material volatility, energy costs, logistics, or regulatory changes? How are you navigating them?
MM: The challenges for virgin wood based paper manufacturers are the same, whether for writing & printing grades or packaging grades- namely, the need for high standard, globally compatible raw-material, energy efficiency, and competitive financial costs. For packaging grades, lack of long fiber is an added constraint.
PM: Looking ahead, what’s your strategic roadmap –capacity expansion, backward integration, export push, product diversification? How do you envision your mill’s role in the global packaging paper and board value chain in the next 5 years?
MM: As a virgin paper manufacturer with extensive agro-forestry coverage, there is limited scope for further backward integration unless captive plantations are permitted. Our location away from ports limits cost competitiveness in exports; however, we plan to focus on capacity expansion and product development to better serve the needs of domestic customers.
“Our key growth drivers include food & beverage packaging, carry bags and grocery bag segments, which benefit from e-commerce and retail consumption and specialty industrial papers, like honey comb paper, OGR paper, ribbed kraft paper and poster paper.
In an exclusive interview with Paper Mart, Mr. Amit Mittal Founder and MD, Chandpur Paper, outlined the company’s strategy to scale its presence in the packaging paper and board industry through sustainability, product innovation, and global market expansion. Specialising in MG poster and chromo (C1S) papers, Chandpur Paper serves diverse applications from FMCG to e-commerce, with strategic investments in capacity, technology, and eco-friendly manufacturing to become a competitive global supplier of sustainable packaging solutions.

Paper Mart: Could you begin by giving us an overview of your packaging paper and board operations – including your production capacity, facility locations, and manufacturing setup?
Amit Mittal: We have a welllocated plant in Chandpur, Uttar Pradesh, with a current production capacity of approximately 120 metric tons per day. We specialize in MG posters and chromo (C1S) paper for various packaging and printing needs. Our units are adequately geared with enhanced equipment and strict quality control to ensure consistency, accuracy, and environmental friendliness. With growing demand for sustainable and efficient packaging solutions, we are aggressively pursuing capacity augmentation and new production line expansion. These are in line with our vision of longterm development, innovation, and commitment to sustainability.
PM: Please walk us through your current product portfolio. What grades, GSM ranges, and end-use applications do you cater to, and are there any specialty packaging paper and board products you offer?
AM: Our portfolio includes MG poster paper and chromo (C1S) paper, which are retailed primarily in GSM ranges of 35 to 70. Our paper grades find applications in FMCG packaging, labeling, commercial print, PE lamination, and flexible packaging segments. Keeping an eye on changing market trends and growing environmental pressures, we are also producing value-added and specialty grades. Others among such solutions include food-contact packaging solutions, e-commerce shipping packaging solutions, and biodegradable paper bags as a green alternative. Our emphasis continues to be on the creation of ecologically sound, functional, and high-performance products in accordance with evolving consumer needs and regulation.
“Our paper grades find applications in FMCG packaging, labeling, commercial print, PE lamination, and flexible packaging segments. Keeping an eye on changing market trends and growing environmental pressures, we are also producing value-added and specialty grades.
PM: Which are your key domestic and international markets? How has your market footprint evolved in the past few years?
AM: We have our presence in major industrial clusters of India, i.e., Maharashtra, Gujarat, Delhi NCR, Punjab, and the southern states. We have stepped up our presence internationally in Southeast Asia, the Middle East, and Africa on the basis of our guarantee of consistent quality, prompt delivery, and customer-focused service. We serve clients across industries such as retail, publishing, and food packaging. These consumers reaffirm their confidence in our offerings and services. As part of our master strategy, we remain committed to increasing our export visibility with high-quality guarantees and market responsiveness.
PM: Sustainability is becoming a cornerstone of packaging. What steps have you taken to integrate environmentally responsible practices into your manufacturing and sourcing?
AM: Sustainability is the core part of our business. We employ certified, responsibly managed raw material suppliers, since most of our raw material in itself is recyclable waste, supporting a circular economy. Our manufacturing facility features up-to-date closed-loop water recycling facilities, energy-efficient production processes, and waste heat recovery systems. We have also introduced low-plastic secondary packing in an effort to further reduce environmental effects. With continued updates in technology and process optimization, we
are striving towards minimizing our carbon footprint and being responsible for environmentally friendly production. Our drive towards sustainability is imprinted in every phase of production, up to international best practices and future industry standards.
PM: How has demand for packaging paper and board evolved post-COVID and amid growing e-commerce and FMCG consumption? Which segments are currently driving the most growth for you?
AM: Sustained growth in demand has been observed post-pandemic, driven by the high level of growth of e-commerce as well as industrywide movement towards sustainable packaging, driven primarily through the FMCG and QSR channels. As brands shed plastic packaging, a quicker adoption of paper-based products has followed. Demand for our product range has risen immensely from domestic market converters and export-driven corrugators catering to both domestic markets and export-based FMCG customers. The trend will be continued as sustainability remains a packaging innovation driver and as international consumer decisionmaking continues to move even more towards green solutions.
PM: According to recent global market data, the packaging paper and board market is projected to grow steadily through 2033. How are you positioning your business to tap into this rising global demand?
AM: We are increasingly building our market position with targeted
capacity building, diversification, and a robust export-driven strategy. Our strategy is to acquire significant foreign certifications, increase technical prowess, and drive product innovation to take the lead with evolving international standards. Through R&D investment and an expanding global presence, we aim to align our products with evolving packaging market needs. We want to be a known and competitive global supplier of sustainable paper and board products, bringing value in terms of quality, compliance, and innovation-driven product development in support of evolving consumer and regulatory requirements.
PM: What are some of the most significant technological upgrades or process improvements you’ve made recently in your mills to enhance quality, reduce waste, or optimize energy usage?
AM: We installed new technology paper machines and fiber lines recently to direct quality as well as operational efficiency. Realtime quality monitoring systems were installed to ensure batchto-batch uniformity and reduce profile deviations. In the energy area, we installed high-efficiency
“Sustained growth in demand has been observed post-pandemic, driven by the high level of growth of e-commerce as well as industrywide movement towards sustainable packaging, driven primarily through the FMCG and QSR channels. As brands shed plastic packaging, a quicker adoption of paper-based products has followed.

motors and a digitalized steam management system, which reduces power consumption on a significant scale. Not only do they improve our capability to produce, but they also align with our more general sustainability goals. By investing in state-of-the-art automation and power efficiency, we demonstrate our commitment to continuing with sustainable manufacturing and producing high-performance paper products with the smallest environmental impact possible.
PM: Are you seeing a shift in customer preference toward higher-strength or lightweight packaging paper and board variants? How are you balancing performance with cost-efficiency in product development?
AM: Yes, customers today are increasingly cost-sensitive and more environmentally conscious, driving demand for high-strength paper. R&D researchers in our company are currently developing high-performance grades with optimal fiber structures without compromising on strength or performance. These products conserve packaging weight,
““We installed new technology paper machines and fiber lines recently to direct quality as well as operational efficiency. Real-time quality monitoring systems were installed to ensure batchto-batch uniformity and reduce profile deviations.
save cost, and allow customers to publicize their environmental initiatives. Synchronizing product development with market need, we are developing packaging solutions that are not only efficient but also green. Our focus is on providing a balance between performance, reliability, and cost savings that enables converters and manufacturers to keep up with evolving industry needs and customer demand.
PM: What are the major challenges you currently face as a packaging paper and board manufacturer– be it raw material volatility, energy costs, logistics, or regulatory changes? How are you navigating them?
AM: Raw material and energy price uncertainty continue to be our greatest challenges for our company. In reaction to this, we have diversified our suppliers and are aggressively pursuing backward integration to achieve more cost control and supply guarantees. More and more frequently, the high cost of logistics and shifting sustainability expectations make realignment a common necessity.
Raw material and energy price uncertainty continue to be the greatest challenges for our company. In reaction to this, we have diversified our suppliers and are aggressively pursuing backward integration to achieve more cost control and supply guarantees.
These are added to by our increased measures in compliance and placing heavy focus on open communication with the stakeholders. Our strategy is balanced between operating flexibility and forward planning to allow us to be adaptable and resilient in a constantly changing business landscape. By remaining cautious yet continuously improving, we aim to stay competitive in the long term and ensure sustainable growth.
PM: Looking ahead, what’s your strategic roadmap –capacity expansion, backward integration, export push, product diversification? How do you envision your mill’s role in the global packaging paper and board value chain in the next 5 years?
AM: Our five-year plan is based on increasing production capacity, consolidating exports, and diversification into food-grade and specialty papers divisions. All these are directed towards our long-term objective of creating Chandpur Paper as a globally accepted brand that excels in innovation, excellence, and sustainable production. With added depth in process efficiency and products, we will address evolving industry demands and regulatory compliance. We aspire to be a trusted global partner in packaging, driving sustainable and highperformance solutions.




Ruchira Papers Limited, with a capacity of over 1,00,000 TPA at its Kala Amb, Himachal Pradesh facility, has steadily transitioned from being primarily a writing and printing paper manufacturer to a significant player in the white and specialty packaging paper segment. The mill makes white packaging paper in GSM ranges of 60–180, from agro-based virgin fiber. Combining sustainability, strength, and aesthetics, the white packaging paper serves diverse applications. In an exclusive interview with Paper Mart, Director of Ruchira Papers Limited, Ms. Ruchica shared that the company is investing in automation, process control, and enhancing its pulping efficiency, while also developing lighter GSM variants to improve costeffectiveness and elevate customer experience.

“Balancing performance and cost-efficiency has always been a challenge. We tackle this through backward integration, localized sourcing networks, and by continuously benchmarking our processes against best-in-class operations.
Paper Mart: Could you begin by giving us an overview of your packaging paper and board operations – including your production capacity, facility locations, and manufacturing setup?
Ruchica: In recent years, the packaging segment has emerged as one of the most dynamic and fast-growing domains in the paper industry, and at Ruchira Papers Limited, we have been not just responding to this demand – we’ve been anticipating it.

Our journey into packaging began with a clear understanding that the future lies in functionality, sustainability, and adaptability. With a production capacity of over 1,00,000 TPA and a robust presence in North India from our facility in Kala Amb, Himachal Pradesh, we have steadily transitioned from being primarily a writing and printing paper manufacturer to a significant player in the white and specialty packaging paper segment.
Our integrated manufacturing setup is equipped with modern pulping lines, energy-efficient processes, and stringent quality controls –all tailored to meet the evolving needs of packaging converters and consumer-facing brands alike.
PM: Please walk us through your current product portfolio. What grades, GSM ranges, and end-use applications do you cater to, and are there any specialty packaging


paper and board products you offer?
RU: Our packaging paper portfolio caters to a wide spectrum of end uses, encompassing both white and kraft packaging grades. We offer high-quality white packaging paper across various GSMs ranging from 60 to 180, suitable for food packaging, pharma, hygiene products, retail packaging, and value-added converting applications.
These grades are designed to meet demanding parameters of printability, hygiene compliance, and surface finish. On the kraft paper side, we offer high RCT kraft paper suitable for corrugation, carton manufacturing, and protective packaging for industrial and retail use cases. Our focus on white packaging paper made from agro-based virgin fiber gives us a sustainable edge, offering strength and aesthetics in equal measure.
PM: Which are your key domestic and international markets? How has your market footprint evolved in the past few years?
RU: Over the last few years, our domestic footprint has grown considerably. While North India remains our stronghold, we now have a firm presence across Western


and Central India.
The trust we have earned has been driven by product reliability, strong technical support, and the ability to customize grades as per client requirements. With the white packaging segment gaining momentum, we are proud to offer an Indian alternative that is both highperformance and environmentally responsible.
PM: Sustainability is becoming a cornerstone of packaging. What steps have you taken to integrate environmentally responsible practices into your manufacturing and sourcing?
RU: Sustainability is not just a buzzword for us; it is embedded in our DNA. Long before Environmental, Social, and Governance (ESG) principles became a boardroom mandate, we had committed ourselves to a circular approach.
Our white packaging paper is made from agri-residue such as wheat straw, sugarcane bagasse, and rice husk – agricultural byproducts that would otherwise go to waste or worse, be burnt. By converting them into high-strength, aesthetically superior paper, we reduce carbon
emissions, support rural livelihoods, and lower dependency on woodbased pulp.
PM: How has demand for packaging paper and board evolved post-COVID and amid growing e-commerce and FMCG consumption? Which segments are currently driving the most growth for you?
RU: Post-COVID, the surge in e-commerce, hygiene awareness, and sustainable retail packaging has created significant opportunities for white packaging grades. There is a clear shift from plasticbased packaging to paper-based alternatives, especially in food delivery, pharmaceutical, and personal care sectors. Brands are now more conscious of both packaging performance and its environmental footprint, and this is where our white grades are seeing increasing traction.
PM: What are some of the most significant technological upgrades or process improvements you’ve made recently in your mills to enhance quality, reduce waste, or optimize energy usage?
RU: To keep pace, we’ve invested in key technology upgrades over the past two years – including automation in sheet formation, process control systems to reduce variability, and enhancements in pulping efficiency to improve yield from agro-residue.
“Our packaging paper portfolio caters to a wide spectrum of end uses, encompassing both white and kraft packaging grades. These grades are designed to meet demanding parameters of printability, hygiene compliance, and surface finish.
“There is a clear shift from plastic-based packaging to paper-based alternatives. Brands are now more conscious of both packaging performance and its environmental footprint, and this is where our white grades are seeing increasing traction.
PM: Are you seeing a shift in customer preference toward higher-strength or lightweight packaging paper and board variants? How are you balancing performance with cost-efficiency in product development?
RU: Our R&D team is actively working on lighter GSM variants with better stiffness and surface properties, which allow for both


cost-effectiveness and improved user experience – a crucial factor for our clients.
PM: What are the major challenges you currently face as a packaging paper and board manufacturer– be it raw material volatility, energy costs, logistics, or regulatory changes? How are you navigating them?
RU: Balancing performance and cost-efficiency has always been a challenge, especially in times of raw material price volatility and rising energy costs. We tackle this through backward integration, localized sourcing networks, and by continuously benchmarking our processes against best-in-class operations. Logistics, particularly for agro-residue procurement, is another challenge that we’ve addressed by building a dependable supplier base directly in farming communities – thereby ensuring both quality and consistency.
PM: Looking ahead, what’s your strategic roadmap –capacity expansion, backward integration, export push, product diversification? How do you envision your mill’s role in the global packaging paper and board value chain in the next 5 years?
RU: Looking ahead, our focus remains on staying agile and responsive to the evolving needs of the packaging industry. It is always our endeavor to meet market demands through ongoing innovation and product development. We continue to explore new categories and functional improvements that cater to emerging applications and align with sustainability goals.
With our current production capacity fully absorbed in the domestic market, we remain committed to deepening our presence and creating value within India.




Mr. Dinesh Haripara, Managing Director, Apollo Papers LLP

With a current production capacity of approximately 1,20,000 metric tonnes per annum, Apollo Papers is planning product portfolio expansion to include paper bag grades and Virgin Top Liner (VTL), aligning with evolving sustainability goals and regulatory requirements. In an exclusive interview with Paper Mart, Mr. Dinesh Haripara, Managing Director at Apollo Papers LLP, shares that the company is planning phased capacity enhancement and is leveraging its strategic proximity to Mundra Port to strengthen its export footprint across the Middle East, Africa, South Asia, and Latin America by offering customised, high-performance recycled grades tailored to global market needs.
Paper Mart: Could you begin by giving us an overview of your packaging paper and board operations – including your production capacity, facility locations, and manufacturing setup?
Dinesh Haripara: At Apollo Papers, we have strategically developed a robust and scalable packaging paper and board operation to cater to the growing demand from retail, e-commerce, FMCG, and various industrial sectors. Our manufacturing facility is located in Morbi, Gujarat— close to India’s largest seaport, Mundra Port—ensuring efficient logistics and a strong distribution network for both domestic and international markets.
We currently have a total production capacity of approximately 1,20,000 metric tonnes per annum. Our product portfolio is focused on high-BF and high-performance kraft paper (HRCT), as well as test liner and fluting media, all in recycled packaging grades.
We are also targeting more export markets. Our operations place a strong emphasis on sustainability and circular economy practices, including advanced wastewater treatment systems, energy-efficient processes, and a high usage of recycled fibre sourced from reputed global suppliers.
To further strengthen our raw material base, we have recently visited the USA to establish longterm supply agreements for specific long fibre sources, ensuring consistency and quality in our production.
Our integrated manufacturing setup is designed to deliver consistent quality, with flexibility in GSM, BF, and RCT values, allowing for customised specifications based on client requirements. Our continuous investment in automation, R&D, and quality assurance helps us maintain high standards and stay aligned with
the evolving needs of the market.
PM: Please walk us through your current product portfolio. What grades, GSM ranges, and end-use applications do you cater to, and are there any speciality packaging paper and board products you offer?
DH: Apollo Papers offers a highperformance range of recycled packaging paper products designed to meet the dynamic needs of both domestic and export markets. Our core product portfolio includes high BF kraft paper (BF range: 18–35), high RCT grades, test liner and fluting media.
“The rapid growth of e-commerce, FMCG, and organised retail has significantly increased the demand for strong, lightweight, and sustainable packaging solutions.
Manufactured with a strong focus on strength, durability, and printability, our products perform exceptionally well in high-speed corrugation lines. We offer GSM ranges from 90 to 250, catering to a wide spectrum of applications.
The end-use applications include corrugated boxes, e-commerce and FMCG packaging, industrial packaging, agricultural produce boxes, export-grade cartons, and paper bags.
We continuously develop customised grades to meet specific customer requirements, including tailored GSM/BF combinations for loadbearing packaging, enhanced surface finish for superior printability, longfibre kraft grades using imported fibre for higher strength, high tear factor papers for paper bag applications, and plans to introduce
Virgin Top Liner (VTL) for premium packaging solutions, mostly used for white line goods, such as electronic home appliances.
Our flexible manufacturing setup and customer-centric approach enable us to deliver performance-driven, sustainable solutions, positioning Apollo Papers as a trusted partner in the packaging paper segment.
PM: Which are your key domestic and international markets? How has your market footprint evolved in the past few years?
DH: Apollo Papers has established a strong presence in both domestic and international markets. Domestically, we serve key packaging hubs across India, including Gujarat, Rajasthan, M.P., Maharashtra, Delhi NCR, and Himachal Pradesh, and Uttarakhand, catering to a wide network of corrugated box manufacturers and packaging converters. Mostly, we sell our 80% capacity to direct corrugators.
In recent years, our market reach has grown significantly, driven by our focus on quality, consistency, and customer satisfaction. The proximity of our facility to Mundra Port has played a strategic role in strengthening our global logistics capabilities, enabling faster turnaround and efficient export operations.
Our recent efforts to secure longfibre raw material sources from the USA further reflect our commitment to meeting international quality standards and enhancing product strength for overseas clients. As a result, Apollo Papers is increasingly recognised as a reliable export-oriented packaging paper manufacturer.
PM: Sustainability is becoming a cornerstone of packaging. What steps have you taken to integrate environmentally responsible practices into your manufacturing and sourcing?
DH: At Apollo Papers, sustainability is deeply embedded in our manufacturing philosophy and long-term growth strategy. As the demand for eco-friendly packaging solutions grows, we have taken several proactive steps to ensure our operations align with global environmental standards. Some of these steps are:
100% Recycled Fibre-Based Production: Our entire product line is manufactured using recycled fibre, significantly reducing our dependence on virgin pulp and contributing to the circular economy.
Sustainable Sourcing: We procure high-quality recycled fibre from reputed global suppliers and have recently explored long-fibre sources from the USA to enhance product strength while maintaining sustainability.
Efficient Resource Management: Our facility is equipped with advanced wastewater treatment systems and closed-loop water usage, minimising freshwater consumption and environmental discharge.
Energy Efficiency: We have adopted energy-efficient machinery and processes to reduce our carbon footprint and overall energy usage across production lines.
Low-Waste Operations: Through process optimisation and continuous monitoring, we ensure minimal raw material wastage and aim for nearzero landfill contribution.
Future Commitments: We are actively exploring renewable energy integration, enhanced carbon tracking, and biodegradable chemical alternatives to further strengthen our sustainability roadmap.
By combining innovation with responsibility, Apollo Papers is committed to delivering highperformance packaging papers while contributing to a cleaner, greener future.

PM: How has demand for packaging paper and board evolved post-COVID and amid growing e-commerce and FMCG consumption? Which segments are currently driving the most growth for you?
DH: Post-COVID, the packaging paper and board industry has undergone a significant transformation, driven by shifts in consumer behaviour, evolving supply chains, and a growing emphasis on sustainability.
The rapid rise of e-commerce, FMCG, and organised retail has accelerated the demand for strong, lightweight, and eco-friendly packaging materials. At Apollo Papers, we have seen a steady increase in demand for our high-BF kraft paper, test liner, fluting media, and low GSM hightear strength papers across a wide range of applications.
The key growth segments include e-commerce packaging converters, FMCG brands and suppliers, industrial and export-grade corrugated box manufacturers, food and fresh produce packaging, and paper bags, especially for grocery, fruits & vegetables, garments, and retail use.
The paper bag segment, in particular, is experiencing robust growth as businesses and consumers increasingly shift away from plastic. Our high-tear strength, low GSM kraft paper grades are specifically
designed to meet the durability and printability needs of this segment, making them ideal for a variety of retail and daily-use applications.
Additionally, the demand from sectors like agriculture, consumer durables, and pharmaceuticals continues to grow, driven by the need for moisture-resistant and performance-grade packaging.
Our flexibility in offering customised GSM/BF combinations and longfibre-based kraft paper ensures that we stay aligned with these dynamic market needs. As sustainability becomes a priority, Apollo Papers remains committed to delivering high-performance, eco-conscious packaging solutions.
PM: According to recent global market data, the packaging paper and board market is projected to grow steadily through 2033. How are you positioning your business to tap into this rising global demand
DH: To tap into the rising global demand, Apollo Papers is focusing on expanding export capacities, enhancing product quality with longfibre inputs, and developing highperformance, eco-friendly grades tailored for international markets. With our strategic location near Mundra Port, continuous investment in technology, and customer-centric innovation, we are well-positioned to scale globally and meet the evolving needs of the packaging industry.
PM: What are some of the most significant technological upgrades or process improvements you’ve made recently in your mills to enhance quality, reduce waste, or optimize energy usage?
DH: At Apollo Papers, we are committed to continuous improvement and have implemented several key technological upgrades to enhance product quality, minimize waste, and improve energy efficiency across our manufacturing operations:
We have integrated real-time monitoring and automated quality control systems to ensure consistent GSM, BF, and RCT values across every roll produced. Our recent investments in energy-efficient motors, variable frequency drives (VFDs), and process automation have helped us significantly reduce power consumption and optimize overall plant performance.
We have introduced a centralised Electric Management System to monitor, analyse, and control energy consumption across all departments in real time. This enables us to identify inefficiencies, prevent energy losses, and make data-driven decisions to further improve power usage and reduce operational costs.
We have enhanced pulping and refining equipment, allowing better fibre dispersion and bonding, resulting in stronger, smoother paper with improved printability. We have implemented closed-loop water systems, improved trimming and broken recovery processes, and better fibre retention systems to minimise raw material and water wastage.
Finally, our process data tracking and analytics tools have been introduced to support preventive maintenance, reduce downtime, and improve machine efficiency. These upgrades not only support our sustainability goals but also strengthen our ability to deliver high-quality, performancedriven packaging papers that meet
“We have seen a steady increase in demand for our high-BF kraft paper, test liner, fluting media, and low GSM high-tear strength papers across a wide range of applications.
the needs of modern converters and end-users.
PM: Are you seeing a shift in customer preference toward higher-strength or lightweight packaging paper and board variants? How are you balancing performance with cost-efficiency in product development
DH: We are witnessing a clear shift in customer preference toward higher-BF as well as low GSM packaging paper and board variants by reducing the number of ply in the box.
This trend is driven by the growing demand for cost-effective, sustainable, and durable packaging solutions—especially in sectors like e-commerce, FMCG, and retail, where performance and sustainability go hand-in-hand.
At Apollo Papers, we address this shift by focusing on optimised GSM/ BF combinations, use of long-fibre raw material, and cost-efficient manufacturing.
We develop lightweight papers with high BF and RCT values, ensuring strength without adding excess weight, resulting in reduced packaging costs and improved shipping efficiency.
By incorporating long-fibre content from reputed international sources, we enhance paper strength while maintaining recyclability and resource efficiency.
Through process optimisation,
automation, and waste minimisation, we are able to offer competitively priced products without compromising on quality or performance.
This balanced approach allows us to deliver high-performance papers that meet the evolving needs of our customers while aligning with global trends in sustainability and costconscious packaging.
PM: What are the major challenges you currently face as a packaging paper and board manufacturer– be it raw material volatility, energy costs, logistics, or regulatory changes? How are you navigating them?
DH: As a packaging paper and board manufacturer, one of our primary challenges is raw material price volatility, especially due to fluctuations in the US dollar. Since we rely on imported long-fibre and other recycled fibre sources, changes in exchange rates directly impact procurement costs.
Additionally, inconsistent availability and rising global prices of waste paper and recovered fibre pose ongoing supply chain challenges. Combined with increasing energy costs and logistics disruptions, these factors put significant pressure on margins and planning.
To navigate these issues, we have adopted a multi-pronged approach such as diversified sourcing from multiple geographies to reduce dependency on any single market, forward booking and inventory planning to buffer against price swings, investments in energyefficient systems to lower operating costs, process optimization and waste reduction to improve overall cost efficiency, and close monitoring of currency trends and strategic procurement to manage forex exposure. This proactive strategy helps us remain competitive while maintaining product quality and delivery commitments in a volatile global environment.
PM: Looking ahead, what’s your strategic roadmap in terms of capacity expansion, backward integration, export push, product diversification? How do you envision your mill’s role in the global packaging paper and board value chain in the next 5 years?
DH: While the industry is currently facing a phase of slowed demand due to global economic uncertainty and inventory corrections, we see this as a temporary phase and are strategically positioning ourselves for long-term growth.
Our 5-year roadmap includes capacity expansion, backwards integration, export market focus, and product diversification.
We are planning phased capacity enhancement to be ready when market demand revives, ensuring we can serve larger volumes with consistent quality. We are also evaluating opportunities by
“Our recent efforts to secure long-fibre raw material sources from the USA further reflect our commitment to meeting international quality standards and enhancing product strength for overseas clients.
developing an association for fibre sourcing to reduce raw material dependency and cost volatility.
With our proximity to Mundra Port, we aim to strengthen our export presence in the Middle East, Africa, South Asia, and Latin America, offering tailored, high-performance recycled grades for global customers.
We are expanding into paper bag grades, VTL (Virgin Top Liner), to
meet evolving sustainability and regulatory needs.
We envision Apollo Papers playing a more prominent role in the global packaging paper value chain by offering reliable, sustainable, and cost-efficient solutions. Through a blend of operational efficiency, customer-centric innovation, and market agility, we are committed to being future-ready despite current demand challenges.
As the packaging industry continues to evolve, we remain committed to delivering sustainable, highperformance solutions that meet the changing needs of both domestic and global markets.
With a strong foundation, a forwardlooking strategy, and a customercentric approach, we are confident in our ability to grow responsibly and contribute meaningfully to the packaging paper and board industry.
Ballarpur Industries Limited (BILT) has achieved a historic milestone with the reopening of its Yamunanagar manufacturing plant on August 16, 2025.
Aug20,2025
Ballarpur Industries Limited (BILT) has achieved a historic milestone with the reopening of its Yamunanagar manufacturing plant on August 16, 2025.
The grand event, held under the leadership of Chairman Shri Hardik B. Patel and Director Shri Parashiva Murthy, was marked by traditional rituals, including a Guard of Honour and auspicious havan and pooja. A ribbon-cutting ceremony officially signaled the restart of operations, ushering in a renewed phase of productivity and growth for the company.
The celebrations also featured inspiring speeches from BILT’s leadership, acknowledging the dedication of employees and partners who contributed to the plant’s revival. An award distribution ceremony honored outstanding contributions, while a guided tour showcased the upgraded facilities and future-ready infrastructure.
With this reopening, BILT not only revives its Yamunanagar plant but also reinforces its legacy in India’s paper industry. The company expressed gratitude to its management, employees, and partners, reaffirming its commitment to innovation, sustainability, and long-term success. NEWS


Headquartered in Belgium, Sappi is a global leader in paper manufacturing with a strong sales network spanning Europe, Asia, and beyond. In an exclusive interaction with Paper Mart, Mr. Wolfgang Albrecht, Sales Manager India, Sappi Europe, highlighted the company’s strong growth potential in India, particularly in functional papers and flexible packaging, with wet-strength labels emerging as a high-demand segment with limited competition. To support this growth, Sappi is expanding its barrier capacities through recent investments in barrier-coating at its Alfeld mill, while also adopting chlorine-free bleaching at its Ehingen mill. At the same time, the company is advancing recyclable premium packaging solutions and strengthening its specialty paper portfolio, charting a clear path toward sustainable packaging worldwide.

“The growth of e-commerce and FMCG has accelerated demand for durable, sustainable packaging. Barrier papers, flexible packaging, and wet-strength labels have become more important as brands seek solutions that combine performance, recyclability, and compliance with international standards.
Paper Mart: Could you begin by giving us an overview of your packaging paper and board operations–including your production capacity, facility locations, and manufacturing setup?
Wolfgang Albrecht: Sappi’s Packaging & Speciality Papers (PSP) division is supported by state-of-theart mills in Maastricht (NL), Alfeld (DE), Ehingen (DE), Carmignano (IT), and Gratkorn (AT). These sites produce premium paperboard, functional barrier papers, flexible packaging grades, label papers, and coated solutions for global markets. Each facility is equipped with modern technology to ensure consistent quality and sustainable production.

PM: Please walk us through your current product portfolio. What grades, GSM ranges, and end-use applications do you cater to, and are there any specialty packaging paper and board products you offer?
WA: Our portfolio includes high-end coated packaging papers, containerboard, premium paperboard (Algro Design), functional barrier papers as plastic alternatives, flexible packaging grades, and wet-strength label papers. Applications range from food and beverage packaging to FMCG, pharmaceuticals, labels, and premium consumer goods.
PM: Which are your key domestic and international markets? How has your market footprint evolved in the past few years?

WA: Sappi serves customers worldwide through a sales network in Europe, Asia, and beyond. In India, demand is growing for functional papers and flexible packaging as companies prepare for a shift away from plastics. Wet-strength labels are particularly relevant in the beverage sector, representing a large market with limited competition.
PM: Sustainability is becoming a cornerstone of packaging. What steps have you taken to integrate environmentally responsible practices into your manufacturing and sourcing?
WA: All Sappi PSP products are recyclable and made from renewable raw materials with FSC certification. Functional papers reduce the need for plastic films or laminations. Our
“Sappi is scaling capacity in barrier and functional papers, innovating in recyclable premium packaging, and strengthening its specialty paper portfolio.

Ehingen mill uses chlorine-free bleaching, and we have invested in barrier-coating capacity at Alfeld to support sustainable packaging solutions.
PM: How has demand for packaging paper and board evolved post-COVID and amid growing e-commerce and FMCG consumption? Which segments are currently driving the most growth for you?
WA: The growth of e-commerce and FMCG has accelerated demand for durable, sustainable packaging. Barrier papers, flexible packaging, and wet-strength labels have become more important as brands seek solutions that combine performance, recyclability, and compliance with international standards.
PM: According to recent global market data, the packaging paper and board market is projected to grow steadily through 2033. How are you positioning your business to tap into this rising global demand?
“In India, we see strong opportunities in wet-strength labels and functional packaging grades, driven by both domestic demand and export requirements.

WA: Sappi is scaling capacity in barrier and functional papers, innovating in recyclable premium packaging, and strengthening its specialty paper portfolio. Previous investments at Alfeld and Maastricht mills were designed to meet the demand growth, while supporting customers in their transition to plastic-free packaging.
PM: What are some of the most significant technological upgrades or process improvements you’ve made recently in your mills to enhance quality, reduce waste, or optimize energy usage?
WA: Recent investments include expanding barrier-coating capacity at Alfeld mill and adopting chlorine-free bleaching at Ehingen. Continuous upgrades in efficiency, automation, and coating technology ensure that Sappi delivers consistent quality while meeting customer and regulatory expectations.
PM: Are you seeing a shift in customer preference toward higher-strength or lightweight packaging paper and board variants? How are you balancing performance with cost-efficiency in product development?
WA: We see growing demand for lightweight yet high-strength papers that reduce material use without compromising performance. Sappi
“All Sappi PSP products are recyclable and made from renewable raw materials with FSC certification.
supports this by combining technical expertise with woodfibre-based solutions, so customers can balance cost-efficiency with functionality and sustainability.
PM: What are the major challenges you currently face as a packaging paper and board manufacturer– be it raw material volatility, energy costs, logistics, or regulatory changes? How are you navigating them?
WA: The industry faces rising raw material and energy costs, logistics constraints, and stricter regulations. Sappi addresses these challenges through operational efficiency, supply-chain resilience, and a strong focus on innovation and sustainability. Long-term partnerships and a diversified product mix further reduce our risk exposure.
PM: Looking ahead, what’s your strategic roadmap –capacity expansion, backward integration, export push, product diversification? How do you envision your mill’s role in the global packaging paper and board value chain in the next 5 years?
WA: Sappi will continue to lead in recyclable barrier papers, strengthen its premium board and flexible packaging offering, and support customers with certified, exportready solutions. In India, we see strong opportunities in wet-strength labels and functional packaging grades, driven by both domestic demand and export requirements. Our roadmap ensures Sappi continues to play a leading role in advancing sustainable packaging worldwide.


“The implementation of artificial intelligence, process digitalization, predictive maintenance, and waste recycling plants has enabled loss reduction, increased productivity, and a lower environmental impact, reinforcing Klabin’s leadership in efficiency and sustainable innovation.
Paper Mart: Could you begin by giving us an overview of your packaging paper and board operations – including your production capacity, facility locations, and manufacturing setup?
José Soares: Klabin is Brazil’s largest producer and exporter of packaging paper, with a century-old history dating back to 1899. With 23 industrial units—22 in Brazil and one in Argentina—the company stands out for its integrated and sustainable approach across the entire production chain, from forest management to the delivery of pulp and paper solutions. It is the only

Brazilian company to produce three types of pulp in a single industrial unit: hardwood, softwood, and fluff. Klabin is recognized for its commitment to the environment, with all of its production sourced from planted and certified forests. Additionally, 41% of the company’s forested area consists of preserved native forests.
Klabin currently has a production capacity of 4.5 million tonnes per year, which includes market pulp, paper, and packaging. The company is a leader in several segments, including paperboard, kraft paper, recycled paper, corrugated
packaging, and industrial bags. Notably, it is the only company in Brazil capable of producing all three types of pulp—hardwood, softwood, and fluff—at a single plant. This robust and diversified structure provides Klabin with a strategic and strong position in both national and international markets.
With a strong presence in key sectors such as food, beverages, hygiene, construction, and agribusiness, Klabin stands out for its innovative capacity, operational efficiency, and diversified business model, establishing itself as a benchmark in sustainable packaging solutions.
With 23 industrial units22 in Brazil and 1 in Argentina, and a total production capacity of 4.5 million tonnes per yearincluding pulp, paper, and packaging, Klabin stands as Brazil’s largest producer and exporter of packaging paper, exporting to more than 80 countries with a strong market presence across Latin America, Europe, and Asia. In an exclusive interview with Paper Mart, Mr. José Soares, Paper Commercial Director, Klabin, shares insights into the company’s expansion plans, including the Ortigueira Unit. As per Mr. Soares, this is the largest investment in Klabin’s history—which will boost its paper production capacity to 900,000 tonnes annually. Alongside this, Klabin is investing in its Piracicaba II Unit and other recent projects, further strengthening its containerboard production chain and enhancing integration with corrugated box conversion, ensuring greater flexibility and stronger partnerships with major brand owners in Brazil.
“The construction and expansion projects at the Ortigueira Unit, the largest investment in the company’s history, increased paper production capacity in over 900,000 tonnes per year.
PM: Please walk us through your current product portfolio. What grades, GSM ranges, and end-use applications do you cater to, and are there any specialty packaging paper and board products you offer?
JS: Klabin’s portfolio is broad and diverse, offering solutions across various segments. In our paperboard line, we provide duplex, triplex, carrier board, liquid packaging board, and special versions with functional barriers. All of these products are made from virgin fibers sourced from a highly competitive forest base. Our paperboards are ideal for packaging food, beverages, personal care products, pharmaceuticals, and consumer goods, among others. Our kraftliners include virgin fiber paper options, such as Klaliner, White Top Liner, and Eukaliner® – the world’s first 100% eucalyptus fiber kraftliner, developed

and patented by Klabin – as well as Eukaliner White Coated 8k®, designed for shipping packaging, promotional displays, and industrial applications, combining structural strength, reduced grammage, and excellent print quality. We also offer recycled paper (testliner and recycled core).
Klabin also offers papers with special technical properties, such as Klafold FZ® and Klafold GB®, which provide barriers against moisture and grease, respectively. We also offer solutions for thermoformed trays (Advance Tray®) and cups, such as Klacup®, Klacup® Bio, and Advance Cup®, our new white paperboard, a highquality material ideal for use in the food service sector. The Advance® line stands out for its composition, which includes a mix of bleached hardwood and softwood, providing superior structure, strength, and high print quality. It is also suitable for

use with hot and cold beverages and foods.
Grammage ranges from 90 to 440 g/m² for kraftliner and recycled containerboard papers, 205 to 360 g/m² for duplex, and 205 to 320 g/ m² for triplex, allowing us to meet multiple market demands and ensuring flexibility and consistency in production.
PM: Which are your key domestic and international markets? How has your market footprint evolved in the past few years?
JS: Klabin is the leader in the domestic market for paperboard and containerboard production, serving essential sectors such as food, beverages, hygiene, construction, agribusiness, and e-commerce. Internationally, the company exports to over 80 countries, with a strong presence in Latin America, Europe, and Asia. In recent years, the expansion of the Ortigueira Unit, located in the state of Paraná, which includes the operation of paper machines 27 and 28, has increased the production capacity of highperformance papers, strengthening Klabin as a globally competitive supplier and enhancing the offering of higher value-added products, such as paperboard.
PM: Sustainability is becoming a cornerstone of packaging. What steps have you taken to integrate environmentally responsible practices into your manufacturing and sourcing?

JS: Sustainability is a strategic pillar for Klabin across the production chain. We are a global leader in responsible forest management, with a total area of over 911,000 hectares, 41% of which is dedicated to native forest conservation. We use a mosaic forest management model, combining planted areas with preserved areas, fostering biodiversity and ecological balance. With certified practices and continuous monitoring, we plant an average of 111 trees per minute, every day. Our production is fully integrated, focusing on energy efficiency, rational use of natural resources, the circular economy, and reducing greenhouse gas emissions.
Furthermore, we have a public agenda of sustainability commitments, the KODS (Klabin Sustainable Development Goals), which guide our goals and actions in alignment with the UN 2030 Agenda. We are also one of the first Brazilian companies to have decarbonization targets approved by the Science Based Targets Initiative (SBTi) for scopes 1, 2, and 3. We are committed to significantly reducing our greenhouse gas emissions by 2030 and achieving net-zero emissions by 2050, contributing to limiting global warming to 1.5°C, in line with the most ambitious guidelines from global climate science.
PM: How has demand for packaging paper and board evolved post-COVID and amid growing e-commerce and FMCG
consumption? Which segments are currently driving the most growth for you?
JS: The post-pandemic period accelerated the demand for sustainable packaging, especially in the e-commerce, food, and personal care sectors. The demand for recyclable, biodegradable, and highperformance solutions drove growth in the kraftliner, barrier paper, and paperboard markets. Klabin met these demands by increasing production capacity, technological innovation, and diversifying its portfolio, ensuring it met market needs and offered high-valueadded products to domestic and international customers.
PM: According to recent global market data, the packaging paper and board market is projected to grow steadily through 2033. How are you positioning your business to tap into this rising global demand?
JS: To achieve global growth, Klabin adopts a strategy that integrates industrial expansion, product innovation, and internationalization. The expansion of the Ortigueira Unit, focused on increasing capacity in high-performance packaging papers, is a testament to our ability to foresee market demands. The Piracicaba II Unit, along with other recent investments by the company, strengthens the containerboard paper production chain integrated with conversion into corrugated boxes, allowing for flexibility in both
action and presence among the largest brand owners in Brazil.
The company has also been strengthening its presence in strategic markets in Asia and Europe, developing solutions aligned with trends in conscious consumption and sustainability. With a focus on technical distinction and environmental responsibility, we have consolidated our international competitiveness and delivered added value to our customers.
PM: What are some of the most significant technological upgrades or process improvements you’ve made recently in your mills to enhance quality, reduce waste, or optimize energy usage?
JS: Klabin has invested in cuttingedge technologies for automation, quality control, energy efficiency, and sustainability. The construction and expansion projects at the Ortigueira Unit, the largest investment in the company’s history, increased paper production capacity in over 900,000 tonnes per year. Paper machine 27, inaugurated in 2021, produces the innovative Eukaliner®, while paper machine 28, which began operations in 2023, is a hybrid machine that can produce Kraftliner and paperboard, including Eukaliner White Coated 8k®, suitable for different printing technologies. The implementation of artificial intelligence, process digitalization, predictive maintenance, and waste recycling plants has enabled loss reduction, increased productivity, and a lower environmental impact, reinforcing Klabin’s leadership in efficiency and
“We are also one of the first Brazilian companies to have decarbonization targets approved by the Science Based Targets Initiative (SBTi) for scopes 1, 2, and 3.

sustainable innovation.
PM: Are you seeing a shift in customer preference toward higher-strength or lightweight packaging paper and board variants? How are you balancing performance with cost-efficiency in product development?
JS: Customers seek solutions that combine technical performance, sustainability, and competitive pricing. Klabin meets these demands through high-strength, lighter-grammage, recyclable, biodegradable, and food-safe papers, also offering customized products for different segments. The balance between performance, sustainability, and cost throughout the production and distribution chain is a strategic differential for the company and is key to its relationships with domestic and international customers.
PM: What are the major challenges you currently face as a packaging paper and board manufacturer– be it raw material volatility, energy costs, logistics, or regulatory changes? How are you navigating them?
JS: The sector is facing challenges such as volatile input costs, logistical complexity, environmental regulations, and raw material shortages. Klabin acts proactively to mitigate these risks by investing in forestry and energy self-sufficiency, integrated multimodal logistics— including highways, railways, and coastal shipping—and maintaining a continuous dialogue with regulators and other stakeholders. This approach enables operational resilience, supply predictability, and global competitiveness, in addition to ensuring compliance with environmental and regulatory targets.

PM: Looking ahead, what’s your strategic roadmap –capacity expansion, backward integration, export push, product diversification? How do you envision your mill’s role in the global packaging paper and board value chain in the next 5 years?
JS: Klabin is reaping the rewards of its recent investments, focusing on strengthening the operations of the Ortigueira Unit (PR) and the Piracicaba II Unit (SP). Both units are on a growth trajectory and are gradually increasing their production to enhance operational efficiency and optimize assets. We are focused on advancing the production of Eukaliner® and Advance® papers. For the future, we believe in the potential of softwood fluff pulp, a high-value-added product with growing demand. Within the global supply chain, Klabin will continue to strengthen its position as a strategic supplier of sustainable pulp and paper solutions.
“It is the only Brazilian company to produce three types of pulp in a single industrial unit: hardwood, softwood, and fluff.
With over 34 years in the global paper industry, Mr. Rajasekar Veerichetty, COO of Al-Jawdah Paper, reflects on his journey of setting up a USD 40 million recycled containerboard facility in Al Qassim, Saudi Arabia. In an exclusive interview with Paper Mart, he discusses navigating regulatory challenges, leveraging global experience, integrating smart technologies, and producing 72,000 TPA of high-performance board products, all while driving sustainability aligned with Saudi Arabia’s Vision 2030 and circular economy goals.

“Al-Jawdah Paper was born from the vision of the management to convert post-consumer waste into highperformance packaging boards, reducing import dependency and supporting Saudi Arabia’s circular economy goals aligned with Vision 2030
Paper Mart: You’ve worked across India and globally, and are now leading Al-Jawdah Paper in Saudi Arabia. How has this diverse journey shaped you professionally and personally? What key lessons stand out when you look back?
Rajasekar Veerichetty: Over three decades in the global paper industry have deeply shaped my leadership mindset. From managing plants in India to overseeing operations across Asia and the Middle East,
and undergoing technical training in South America and Europe mills, I have gained an appreciation for agility, cultural sensitivity, and operational efficiency. Personally, the experience has taught me patience, humility, and the importance of building resilient teams. Professionally, one key lesson is that adaptation is the cornerstone of growth—what works in one country may not apply elsewhere. The value of local sourcing, regulatory navigation, and workforce development differs from market to market.
PM: With over 34 years in the paper industry, what inspired your decision to establish AlJawdah Paper? How did your past experiences influence this move?
RV: Having witnessed the evolving demand for sustainable packaging, particularly in the MENA region, I saw a clear opportunity for a local solution that aligns with both environmental and economic priorities. Al-Jawdah Paper was born from the vision of the management to convert post-consumer waste into
high-performance packaging boards, reducing import dependency and supporting Saudi Arabia’s circular economy goals aligned with Vision 2030. My experience in building both greenfield and brownfield mills helped shape Al-Jawdah’s foundation—from selecting the right location and machine configuration to assembling a strong, efficient operational team. Our management is highly committed to sustainability, the Green Saudi initiative, and alternate industry development— offering unwavering support to the team at every stage.
PM: While milestones are celebrated, challenges often go unnoticed. What were some of the major hurdles in setting up Al-Jawdah Paper, and how did you navigate through them?
RV: Setting up a recycled containerboard mill in a new region like Al Mithnab, Al Qassim came with numerous challenges—ranging from supply chain disruptions to technical talent gaps. One of the biggest hurdles was sourcing consistent post-consumer wastepaper locally.

“We are progressively integrating digital tools such as AI-based quality control systems, SCADA for real-time process monitoring, and predictive maintenance analytics. We also plan to digitize our supply chain and logistics through ERP integration to enhance transparency, reduce waste, and improve cost control
However, our management’s prior experience in the wastepaper collection business enabled us to build our own robust ecosystem, including dedicated fleets and partnerships with malls, schools, and commercial hubs. Navigating permitting and compliance in a new regulatory environment was another significant challenge, which we addressed through ongoing local engagement and management guidance.
PM: Based on your experience, what are the key differences between operating in the Indian paper industry and international markets?
RV: In India, the paper industry is
more experienced, with diverse raw material sources and a highly costsensitive market. In contrast, the GCC region offers unique opportunities with its fast-growing infrastructure and high reliance on imports. However, environmental compliance, energy efficiency, and water usage norms are far more stringently enforced here. Also, the workforce dynamics differ significantly— necessitating tailored training programs and automation adoption. Quality consistency is a central focus at Al-Jawdah to meet the high standards expected across the GCC.
PM: Can you give us a brief overview of Al-Jawdah Paper and its core mission?
RV: Al-Jawdah Paper is a recycled containerboard manufacturing company located in Al Mithnab, Al Qassim province, Saudi Arabia. With a USD 40 million investment, our core mission is to support Saudi Arabia’s transition to a circular, sustainable packaging economy by converting local wastepaper into world-class testliner, fluting medium, premium fluting, and absorbent kraft.
PM: Please walk us through your current product portfolio and the market segments you cater to.
RV: We manufacture high-quality recycled containerboard, specifically testliner and fluting medium, with grammage ranging from 80 to 240 GSM. Our product portfolio includes brands such as JAPLINEER (testliner), JAPFLUTE (fluting medium), JAPFLUTE PREMIUM (premium fluting), and JAPABSORB (absorbent kraft). These products cater primarily to corrugators, packaging converters, and FMCG brands across Saudi Arabia, the GCC, and export markets including Africa and Europe.
PM: Tell us about your manufacturing infrastructure and the annual production capacity at Al-Jawdah Paper.
RV: Our PM1 is a modern recycled containerboard machine with a trimmed width of 4.30 meters and a design speed of 350 m/min. We currently operate at a production capacity of 72,000 tonnes per annum (TPA). The facility includes a state-of-the-art stock preparation line, an advanced ETP, and energyefficient systems optimized for GCC conditions.
PM: What differentiates Al-Jawdah Paper in terms of product or process innovation? Who are your major technology suppliers?
RV: What sets us apart is our commitment to local circularity, that is, utilizing post-consumer Saudi wastepaper to produce high-performance boards tailored to regional climate and packaging needs. We collaborate with leading Chinese, Indian, and European
“In the next five years, we aim to triple our capacity and diversify into value added packaging requirements. We plan to expand into Africa and Southern Europe with a sustainable and cost-efficient supply chain model
technology suppliers known for quality, automation, and costefficiency. Our process also features dye customization to produce premium kraft shades preferred in GCC markets.
PM: With increasing focus on digital transformation, how is Al-Jawdah Paper integrating AI or other smart technologies in its operations?
RV: We are progressively integrating digital tools such as AI-based quality control systems, SCADA for real-time process monitoring, and predictive maintenance analytics. We also plan to digitize our supply chain and logistics through ERP integration to enhance transparency, reduce waste, and improve cost control.
PM: Where do you envision AlJawdah Paper five years from now? What are your thoughts on how the global paper industry is evolving?
RV: In the next five years, we aim to triple our capacity and diversify into value added packaging requirements. We plan to expand into Africa and Southern Europe with a sustainable and costefficient supply chain model. Globally, the paper industry is clearly moving toward eco-friendly substrates, smarter automation, and decentralized production models that reduce emissions and fulfill localized demand more effectively.
The Karnataka government is exploring measures for the revival of the Mysore Paper Mills (MPM) in Bhadravathi. The government plans to lease it to private players for effective management.
Aug26,2025
The Karnataka government is exploring the revival of the Mysore Paper Mills (MPM) in Bhadravathi by leasing it to private players. The mill had earlier announced closure in the year 2020.
Large and Medium Industries Minister M B Patil said that the private participation is being pursued for restarting the factory, with exemptions and relief measures under consideration to attract bidders. Prospective operators have reportedly shown interest, provided they receive exemptions for growing eucalyptus and are free from past liabilities.
To facilitate the process, Infrastructure Development Corporation (Karnataka) (iDeCK), a Bengaluru-based consultancy, has been appointed as a transaction advisor that will manage bid preparation, evaluation, and finalisation of agreements.

The government aims to complete the leasing process that will enable the mill to restart operations in the Bhadravathi region.

“We enhance our global supply chain strategies through localization of sourcing, digitalization of planning and logistics, and continuous supplier development to ensure quality, cost competitiveness, and agility in meeting customer needs.
Mr. Manish Sharma, Director, Supply Chain-Asia Pacific, Valmet
Valmet’s supply chain network is designed to optimize lead times and drive efficiency through localized sourcing, streamlined inventory management, and advanced digital planning and monitoring tools that enable real-time visibility across operations. In an exclusive interview with Paper Mart, Mr. Manish Sharma, Director, Supply Chain-Asia Pacific, Valmet, highlighted that the company’s supply chain strategy in the Asia-Pacific region, particularly in India, is built around localization, agility, and resilience. The focus is on strengthening local supplier partnerships, enhancing vendor capabilities to align with global quality and sustainability standards, and reducing import dependence to ensure faster deliveries and cost efficiency. Looking ahead, Valmet aims to adopt greener logistics solutions and advance circular economy practices to build a future-ready supply chain.
Paper Mart: What is your supply chain strategy for the Asia- Pacific region, especially the Indian market and other countries, and the challenges associated with it? How do you overcome these challenges?
Manish Sharma: At Valmet, our supply chain strategy in the Asia-Pacific region, especially in India, is centered on localization, agility, and resilience. We focus on developing strong local supplier partnerships, and
enhancing vendor capabilities to meet global quality and sustainability standards, and reducing reliance on imports to ensure faster deliveries and cost optimization. Across the region, we adopt a hub-and-spoke approach, leveraging strategic hubs to balance efficiency with responsiveness in diverse markets. The key challenges we face include geopolitical uncertainties, logistics and infrastructure constraints, supplier capability
“We have implemented advanced digital tools such as real-time supply chain visibility platforms, predictive analytics for demand forecasting, and automation in warehouse and logistics operations to not only enhance our operational efficiency but also strengthen Valmet’s global competitiveness and reinforce our industry leadership.
gaps, and demand volatility. We address these by investing in supplier development, diversifying sourcing, leveraging digital tools for better visibility and forecasting, collaborating with logistics partners, and aligning with Valmet’s sustainability goals. This enables us to build a resilient, customer-centric, and future-ready supply chain that adapts to the fast-evolving dynamics of the Asia-Pacific market.
PM: What are your inventory and logistic plans to ensure smooth supply chain operations? What key innovations and technological advancements have you implemented to enhance Valmet’s global competitiveness and industry leadership?
MS: At Valmet, our inventory and logistics plans are designed to balance efficiency, reliability, and responsiveness, ensuring smooth supply chain operations across global and regional markets. We follow a demand-driven approach with optimized safety stock levels, strategic warehouse locations, and multimodal logistics solutions to reduce lead times and improve delivery reliability.
On the innovation front, we have implemented advanced digital
tools such as real-time supply chain visibility platforms, predictive analytics for demand forecasting, and automation in warehouse and logistics operations. These technological advancements not only enhance our operational efficiency but also strengthen Valmet’s global competitiveness and reinforce our industry leadership by delivering sustainable, customer-centric, and future-ready supply chain solutions.
PM: Please tell us about your sustainability initiatives adopted in your supply chain network?
MS: Sustainability is at the core of Valmet’s supply chain strategy, and we are committed to embedding responsible practices across our global network. We work closely with suppliers to ensure compliance with our code of conduct, emphasizing ethical sourcing, safe working conditions, and environmental responsibility.
Our initiatives focus on reducing carbon emissions through increased local sourcing, optimizing logistics with greener transport modes, and improving energy efficiency in warehousing and distribution. We actively support supplier development programs to enhance their sustainability performance, while also integrating circular economy principles such as recycling, waste reduction, and responsible material use.
By leveraging digital tools for supply chain transparency and carbon footprint monitoring, we ensure accountability and measurable progress. These efforts not only align with Valmet’s long-term climate and sustainability targets but also enable us to create a more resilient, responsible, and future-ready supply chain for our customers.
PM: How do you enhance your global supply chain strategies to contribute towards the profitable growth of the business? How do you assess the risks in the supplier
management process?
MS: At Valmet, we enhance our global supply chain strategies by driving efficiency, resilience, and sustainability, all of which directly contribute to profitable business growth. We achieve this through localization of sourcing, digitalization of planning and logistics, and continuous supplier development to ensure quality, cost competitiveness, and agility in meeting customer needs.
Risk assessment in supplier management is a structured process where we evaluate suppliers on parameters such as financial stability, quality performance, compliance with safety and sustainability standards, and geopolitical exposure. Regular audits, performance scorecards, and real-time monitoring tools help us identify vulnerabilities early, while dual sourcing, strategic partnerships, and long-term contracts mitigate risks.
This proactive approach not only safeguards supply continuity but also strengthens profitability by minimizing disruptions, optimizing costs, and delivering superior value to customers.
PM: How do you see the current demand–supply dynamics affecting the Indian pulp and paper industry?
“We ensure transparency and traceability across the entire value chain by integrating rigorous supplier compliance processes, digital monitoring systems, and sustainability standards from the start of sourcing to the end-of-life recycling of our products.
MS: The Indian pulp and paper industry is currently witnessing a dynamic shift in demand–supply patterns, driven by rising consumption, capacity expansions, and evolving sustainability requirements. Demand is steadily growing, fueled by increasing literacy rates, growth in packaging due to e-commerce, and a strong push for sustainable alternatives to plastics.
At the same time, supply is facing constraints from rising raw material and energy costs, fiber availability challenges, and the need for significant technology upgrades to meet global efficiency and environmental standards. Overall, the industry is moving towards greater efficiency and sustainability, and companies that invest in advanced technologies, circular economy practices, and resilient supply chains are best positioned to capitalize on the opportunities in this evolving landscape.
PM: How do you ensure excellence in customer service, optimize lead times, and strengthen aftermarket support to meet evolving client expectations?
MS: At Valmet, we ensure excellence in customer service by combining a strong local presence with global expertise, enabling us to stay closely connected with customers and respond quickly to their evolving needs.
We optimize lead times through localized sourcing, efficient inventory management, and the use of advanced digital planning and monitoring tools that provide real-time visibility across the supply chain.
Our aftermarket support is strengthened by a robust service network, quick availability of spare parts, remote support capabilities, and predictive maintenance solutions powered by automation and data analytics. By proactively understanding customer challenges and delivering reliable, timely, and value-adding services, we not only enhance customer satisfaction but also build long-term partnerships based on trust and performance.
PM: How do you ensure transparency and traceability of your entire value chain from sourcing of raw materials to recycling of products?
MS: At Valmet, we ensure transparency and traceability across the entire value chain by integrating rigorous supplier compliance processes, digital monitoring systems, and sustainability standards from the very start of sourcing to the end-of-life recycling of our products. All our suppliers are required to adhere to Valmet’s code of conduct, which emphasizes ethical practices, human rights, and environmental responsibility.

We leverage digital platforms and data-driven tools to track material origins, monitor supplier performance, and ensure adherence to global sustainability benchmarks. In addition, we collaborate with partners to promote circular economy practices, enabling recycling, reuse, and responsible disposal of products. Regular audits, third-party assessments, and open reporting further strengthen accountability, ensuring that every stage of our value chain is transparent, responsible, and aligned with Valmet’s long-term commitment to sustainable business.
PM: What are your future plans for technologically advanced, costeffective supply chain operations?
MS: Our future plans for supply chain operations focus on leveraging technology to build smarter, more cost-effective, and resilient networks that deliver greater value to customers. We are committed to embedding sustainability into these advancements by adopting greener logistics solutions and promoting circular economy practices. By combining technology, efficiency, and responsibility, we aim to create a future-ready supply chain that not only reduces costs but also drives competitiveness and longterm growth for Valmet and our customers.
The Rajahmundry facility has been operating at full capacity, and the proposed investment is expected to increase its capacity by 60 percent.
Aug6,2025
Andhra Paper Limited has announced its plans to invest INR 178 crore in the upgradation and rebuilding of Paper Machine-3 at its Rajahmundry manufacturing facility. The facility is expected to yield an incremental production up to 60 TPD, currently it has a production capacity of 36,000 TPA.
The addition of capacity is in the core area of operations. The proposed capacity is expected to be added in 13 months. The Rajahmundry facility has been operating at full capacity, and

the proposed investment is expected to increase its capacity by 60 percent. The capital is planned to be generated through internal accruals/or bank financing.
N R Agarwal Industries will invest INR 1,200 crore to set up a new 1000 TPD board plant, closing Unit IV.
Aug01,2025
NR Agarwal Industries Limited has announced an INR 1,200 crore investment to set up a new 1000 TPD Multilayer Board plant (Unit VI), reinforcing its core operations and expanding production capacity.
The company has also approved the purchase of a 2013make 4.3-meter deckle board paper machine with a capacity of 1020 TPD, together with pulp stock preparation equipment located in China. The Company is taking necessary actions for the dismantling of the plant. It is also in process of acquiring

land for the said project. The company has also permanently shut down its non-operational Unit IV (Duplex Board Plant) effective July 1, 2024.
Orient Paper & Industries to invest INR 125 crore for capacity expansion and efficiency boost over 24 months.
Aug6,2025
Orient Paper & Industries Limited is set to invest approximately INR 125 crore to add 8,500 TPA to its existing 1,00,000 TPA paper production capacity. With current capacity utilization at 93%, the expansion aims to debottleneck operations and enhance cost efficiency. The project will be completed within 24 months and will be financed through a mix of debt and internal accruals, aligning

with the company’s long-term growth and operational optimization strategy.
Satia Industries Limited (SIL) is set to ramp up production capacity through a major investment aimed at meeting rising demand in the paper sector.
Aug11,2025
SIL will invest INR 4- 4.5 billion over FY26 - FY27 to upgrade its PM-3 paper machine, recovery boiler, and carry out routine maintenance, higher than earlier estimates. The PM-3 upgrade, scheduled for November 2025 and expected to take six to nine months, will add 18,000- 20,000 MTPA to capacity, enabling a 10% increase and driving volume growth from FY28.

Pakka Limited has received Environmental Clearance (EC) from the Ministry of Environment, Forest and Climate Change for expanding its paper production capacity in Ayodhya, UP.
Aug14,2025
Pakka Limited has received Environmental Clearance (EC) from the Ministry of Environment, Forest and Climate Change for expanding its paper production capacity from 46,800 TPA to 84,900 TPA. The clearance also covers an increase in bleached pulp production capacity from 24,150 BD TPA to 41,400 BD TPA, along with upgrades to its chemical recovery island and an expansion of its captive co-generation power plant from 8.8 MW to 23.8 MW.
The expansion will take place within the company’s existing

plant premises in Ayodhya, Uttar Pradesh, and will focus on tree-free paper manufacturing using agri-waste.
Parason has announced INR 1000 crore investment in Maharashtra as a part of an investment drive in the state.
Sept01,2025
Parason has announced INR 1000 crore investment in Maharashtra as a part of investment drive worth INR 34,000 crore that will create 33,000 employment opportunities in the state. Parason’s investment will open doors to 3000+ direct and indirect employment opportunities.

JK Paper is acquiring a 72% stake in Borkar Packaging for INR 235 crore, bolstering its folding carton and packaging capacity.
Jul29,2025
JK
Paper Limited has announced plans to acquire a 72% stake in Borkar Packaging Private Limited, a premier folding carton and corrugated box manufacturer headquartered in Goa. The deal is priced at INR 125.46 per equity share, totaling approximately INR 235 crore in cash consideration.
JK Paper intends to acquire 65.7% from existing shareholders and subscribe to fresh equity for the remaining portion. Completion is expected within 12 weeks, with the balance 28% stake set to be acquired over the next four years.

Borkar Packaging reported a turnover of INR 393.20 crore in FY 2023-24, down slightly from INR 404.61 crore the previous year.
Mr. Singh’s entry into Haber’s governance structure comes at a time when the company is scaling its operations and strengthening its position in both US and international markets.
Aug7,2025
Haber has announced the appointment of Mr. Sanjay Singh, former ITC - Paper and Packaging Board Member and Group Head to its Board of Directors, effective 24th July 2025. This strategic move further strengthens Haber’s mission to revolutionize process industries with advanced automation and AI-driven process intelligence.
Mr. Singh brings with him over four decades of leadership experience in the pulp, paper, and packaging sectors, having played a defining role in shaping ITC’s Paperboards and Specialty Papers Division (PSPD) into one of Asia’s most sustainable and technologically advanced operations. He has held prominent positions in industry bodies such as chairman of CII and president of IPPTA.
Mr. Vipin Raghavan, CEO and Founder of Haber, expressed his enthusiasm: “It is a privilege to welcome Mr. Sanjay Singh to our Board. His experience and leadership will be instrumental in guiding Haber as we scale our impact. His leadership has been marked by a relentless focus on environmental sustainability and operational excellence, values that align closely with Haber’s own mission. With his strategic insight, we are confident of deepening our relevance across global industries and driving meaningful change at scale.”

Commenting on his appointment, Mr. Sanjay Singh said, “I am excited to join the Board of Haber at a time when the industrial world is on the cusp of digital transformation. Haber’s vision of driving efficiency and sustainability through data, automation, and AI aligns strongly with my own belief in what the future of manufacturing should look like. I look forward to contributing to its journey.”
Mr. Singh’s entry into Haber’s governance structure comes at a time when the company is scaling its operations and strengthening its position in both US and international markets. The appointment underscores Haber’s commitment to blending visionary technology with industry-proven leadership, a combination that is essential for transforming traditional manufacturing sectors into modern, data-driven enterprises.
Gayatrishakti Tissue Private Limited in Vapi, Gujarat, has set a new benchmark by achieving its highest-ever monthly tissue paper production of 2,504 MT in August 2025, just 10 months after commissioning its new machine.
Sep2,2025
Gayatrishakti Tissue Mill announced a production milestone with 2,504 MT of tissue paper manufactured in August 2025, alongside record warehouse handovers (2,332.3 MT) and dispatches (2,308 MT).
Powered by its latest high-speed Crescent Former Tissue Machine from Toscotec (Italy), capable of running at speeds of up to 1,800 MPM (metres per minute), the achievement underscores the company’s focus on efficiency, quality, and operational excellence.

He has over 37 years of rich experience spanning paper mill operations, paper & paperboard projects, finance, and management accounting.
Sept02,2025
Emami Paper Mills has appointed Mr. Sushil Kumar Khetan as the Chief Executive Officer (CEO) of the company with effect from September 2, 2025.
Mr. Vivek Chawla, has stepped down from his CEO position and will continue to be Whole-time Director of the Company.
Mr. Khetan is a seasoned Chartered Accountant, Company Secretary, and dynamic professional with over 37 years of rich experience spanning paper mill operations, paper & paperboard projects, finance, and management accounting.
He possesses wide exposure in the domains of strategy, business development, legal & taxation, commercial, costing, internal control procedures, human resource management, information technology, corporate social responsibility, and allied functions, with strong expertise in real-time business decision-making and identifying ROI drivers.
He has consistently demonstrated excellence and strategic foresight. In his last assignment, he successfully led the operations of an integrated wood and agro-based paper mill, overseeing large-scale projects and Advance Process Control (APC) initiatives. Under his leadership, the company has

implemented transformational initiatives that strengthened competitiveness and operational efficiency, driving profitability growth.
A proven strategic planner, he brings the ability to improve operations, accelerate business growth, and maximize profits through achievements in cost reduction, productivity enhancement, efficiency and quality improvements, and financial discipline. He is a keen analyst with exceptional relationship management and negotiation.
Seshasayee Paper has secured environmental clearance to expand its Erode unit under Mill Development Plan-IV Phase-I by 20%.
Aug4,2025
Seshasayee Paper and Boards Limited has received environmental clearance from the Ministry of Environment, Forests and Climate Change (MoEF & CC) for its proposed expansion at the Erode manufacturing unit. This marks a major step forward for the company’s Mill Development Plan-IV (Phase-I), which aims to enhance both pulp and paper production capacities by 20%. The project is expected to improve operational efficiency and meet growing demand. With this approval, Seshasayee Paper is set
to begin execution of the planned capacity enhancement at its Erode facility.
Jani Sales is set to significantly boost its production capacity with the launch of its third tissue paper machine (PM 3) in 2026, reinforcing its position in the global paper products market.
Jul12,2025
Jani Sales has announced the addition of its third tissue paper machine (PM 3), with a capacity of 80 tonnes per day (TPD), set to begin production in 2026. With this expansion, the company’s total annual production will reach 82,000 tonnes, combining the output from its existing PM 1 MG machine, PM 2 tissue machine, and the upcoming PM 3.

Kuantum Papers Limited recently visited Bellmer’s facility in Finland for the final acceptance of the new headbox for PM1. The headbox for PM2 is currently under assembly and scheduled for delivery within the next two months.
Aug26,2025
Kuantum Papers Limited recently visited Bellmer’s facility in Finland for the final acceptance of the new headbox for PM1. The headbox for PM2 is currently under assembly and scheduled for delivery within the next two months. With this development, all four paper machines at Kuantum will now be equipped with Bellmer headboxes—reflecting a strong commitment to quality, trust, and long-term partnership.

Kadant Lamort SAS and Venkatalakshmi Paper & Boards Pvt. Ltd. are joining forces to advance India’s high-grade newsprint production through cutting-edge deinking technology, aiming to enhance self-reliance and sustainability in the paper sector.
Jul12,2025
Kadant Lamort SAS (France) and Venkatalakshmi Paper & Boards Private Limited (India) have strengthened their partnership with the planned installation of a two-loop Deinked Pulp (DIP) line in India.
The collaboration aims to boost domestic production of highgrade newsprint, reducing dependence on imports. During the VLPB leadership’s visit to Kadant’s Technology Centre in France, discussions covered pilot simulations, water loop optimization, waste management, and future innovations such as microfibrillated cellulose (MFC) and textile recycling, underscoring a shared vision for sustainable and advanced paper manufacturing.

Stora Enso has invested EUR 1.1 billion in the now inaugurated production line together with other developments on the site area in Finland. Stora Enso’s new consumer packaging board line in Oulu is expected to reach its full capacity of 750,000 tonnes by 2027, while its annual sales are anticipated to be approximately EUR 800 million.
Aug19,2025
Stora Enso has inaugurated the largest and most modern consumer packaging board production line in Europe on August 18, 2025 in Oulu, Finland.
The new line was inaugurated by Prime Minister of Finland Petteri Orpo, Chair of Stora Enso’s Board of Directors Kari Jordan, President and CEO of Stora Enso Hans Sohlström, and Oulu mill’s Chief Shop Steward Olli-Pekka Kaikkonen.
The mill has invested EUR 1.1 billion in the now inaugurated production line together with other developments on the site area, amounting to a total of approximately EUR 1.7 billion investment in the entire Oulu mill in 2019–2025.
The investments have made it possible to convert former paper machines into board lines utilising the latest technology, while the environmental impact has been reduced by cutting fossil carbon dioxide emissions by 90%.

The mill produces folding boxboard, kraftliners, paper bag material, and unbleached softwood pulp. Board materials are suitable for direct contact with food. Almost all of the Oulu mill’s production is exported.
Talking about the new development, Hans Sohlström, President and CEO of Stora Enso, said “The Oulu production site is a strategically significant investment as it strengthens our leading position in high added value renewable
packaging materials and increases Finland’s export revenue significantly. Consumer packaging made from wood fibers has great potential to replace plastic packaging and our materials are designed for existing recycling streams. The nearly carbon-neutral production site in Oulu is a prime example of an investment in bioeconomy, and it concretely contributes to the transition from fossil materials to renewable and recyclable packaging.’’
The Oulu mill’s new production line utilises Stora Enso’s
patented FiberLight Tec™ fiber processing technology. Technology enables the production of lighter, yet robust and durable boards. End products include, for example, different cardboard packaging for frozen, cold and dry food products, medicines, and beverage multipacks.
Stora Enso’s new consumer packaging board line in Oulu is expected to reach its full capacity of 750,000 tonnes by 2027, when its annual sales are anticipated to be approximately EUR 800 million.
PAKKA has outlined its long-term strategy, targeting a significant scale-up in production capacity and a global footprint by 2030, alongside the launch of innovative products in sustainable packaging.
Aug26,2025
The company said its idea for 2030 is to produce 500,000 tons of material per year, creating a global impact compared to the current level of about 50,000 tons. With the ongoing expansion, production will first rise to 100,000 tons, and the Guatemala facility will take it to 250,000 tons. The balance 250,000 tons will be achieved in subsequent phases.
Management added that this growth trajectory would translate, at an average cost of USD 2,000 per ton, into a billion dollars in revenue, against the present level of around USD 50 million– a 20X scale-up. As part of its nearterm expansion, PAKKA is working on commissioning

PM4, a machine expected to start in the next 6-8 months. It will be the first in the country to produce barrier-coated papers, opening new opportunities across multiple end-use segments.
Gujarat based Abril Paper Tech Ltd has received in-principle approval from BSE SME for its INR 1,342 lakh public issue.
Aug22,2025
Gujarat based Abril Paper Tech Ltd, a leading manufacturer and supplier of sublimation and heat transfer paper, has received in-principle approval from BSE SME for its INR 1,342 lakh public issue. The company plans to utilise the IPO proceeds to fund its expansion plans.
The proceeds will primarily be utilised for capacity expansion and additional working capital requirements. The public issue will open on August 29 and will close on September 2, 2025.
According to Mr. Prince Lathiya, Non-Executive Director, Abril Paper Tech Ltd, the planned expansion will help the company

enhance its product offerings, cater to new markets, and strengthen its position in the fast-growing digital printing ecosystem.
As per the amendment, the import of virgin multi layer paper board, having a CIF value less than INR 67,220 per metric tonne is restricted till March 31, 2026.
Aug22,2025
The Central government has made an amendment in the import policy condition under Foreign Trade Policy 2023. As per the amendment, the import of virgin multi layer paper board, having a CIF value less than INR 67,220 per metric tonne is restricted till March 31, 2026.
The conditions of items are covered under HS codes of Chapter 48 of ITC (HS), 2022, Schedule-I, with immediate effects.
The amendment has been approved by the Ministry of Commerce & Industry to safeguard the interest of the domestic players in the virgin paper board segment.

Schaeffler India has expanded its industrial portfolio with the launch of Madein-India large-size spherical roller bearings, cast steel housings, and accessories. Manufactured at its Savli, Gujarat facility, the new range targets heavy-duty applications across core sectors like steel, cement, and mining. This localization move supports the ‘Make-in-India’ initiative and strengthens Schaeffler’s position as a complete motion solutions provider.
Aug1,2025
Schaeffler India, a leading motion technology company, has further strengthened its localization commitment by widening the existing industrial portfolio with inclusion of Made-in-India large size Spherical Roller Bearings (SRBs), Cast Steel Housings, and accessories. In continuation to maximizing our localization efforts, these bearings are manufactured at Schaeffler India’s advanced manufacturing facility in Savli, Gujarat.
This launch marks a significant expansion of the company’s industrial portfolio for heavy duty applications across core sectors like steel, cement, mining, power plants and pulp & paper.
The current product program from India will target Spherical Roller Bearings (SRB) upto outer diameters <=720 mm, across series 222, 223, 230, 231, 240, and 241. Manufactured with

X-life quality standards, the SRBs offer higher dynamic and static load ratings, improved performance, reduced friction, and extended service life.
Complementing the bearings portfolio, the company has also introduced large-size cast steel housings, adapter, withdrawal and hydraulic sleeves that now offer the OEMs and
consultants to choose the complete portfolio from Schaeffler.
The housings are designed to provide superior strength and durability under extreme operating conditions. Additional design features like advanced sealing , internal lubrication groove, provision for mounting vibration & temperature sensors and auto-lubricators enable enhanced performance, reliability, and ease of maintenance.
The complete solution suite includes bearings, housings,
adapter and withdrawal sleeves, advanced sealing solutions, lubricants, and condition monitoring systems—positioning Schaeffler as a trusted, single-window partner for motion solutions.
These new products are set to benefit key industrial sectors in the heavy industry supporting applications including conveyors, stacker reclaimers, gearboxes, crushers, and pulping systems.
ANDRITZ has successfully acquired A.Celli Paper, enhancing its global presence and technological offerings in the tissue, paper, and board sector while expanding integrated solutions for customers worldwide.
Aug5,2025
Global technology group ANDRITZ has officially completed the acquisition of A.Celli Paper, marking a significant expansion of its capabilities in the tissue, paper, and board industry. The move combines A.Celli’s innovative production technologies and services with ANDRITZ’s global reach and expertise, enabling more comprehensive and integrated solutions for customers worldwide.
While A.Celli Paper now becomes part of the ANDRITZ Group, A.Celli Group and A.Celli Nonwovens remain fully independent and family-owned, continuing their leadership

in the nonwovens sector with the same customer focus and technological excellence.
Banganga Paper Industries has announced receiving approval from the Maharashtra Pollution Control Board to operate its kraft paper unit till March 2029.
Aug14,2025
Banganga Paper Industries has announced receiving approval from the Maharashtra Pollution Control Board to operate its kraft paper unit till March 2029.
The company has started 2025-26 with a total income of INR 21.17 crore in the first quarter, the company said in a filing. Operating profit stood at INR 1.5 crore in the period under review.
Based in Nasik, Banganga Paper Mills manufacturers, importers, exporters, processors, distributors, stock commission agents, traders, converters and marketing of all

types of paper board and pulp products like writing paper, printing paper, newspaper, tissue paper, filter paper, coated and laminated paper, handmade paper, cartridge paper, cloth lined paper, grease proof paper, bond paper, etc.
India’s paper imports surged 8% in Q1 FY26 to 486,000 tonnes, with sharp rises from China and ASEAN, intensifying concerns over predatory imports threatening domestic mills and industry viability.
Aug27,2025
India’s paper and paperboard imports have continued their upward trend in the current financial year, posing serious challenges to the domestic industry. According to the latest import data released by the Department of Commerce, Government of India, imports rose by 8% in the first quarter of FY26, reaching 486,000 tonnes compared with 452,000 tonnes in the same period last year.
Of particular concern is the sharp rise in imports from certain geographies. Imports from China surged by a staggering 28% to 143,000 tonnes during April-June 2025, consolidating China’s position as the single largest source of paper imports into India. Imports from ASEAN countries also recorded a significant jump, rising to 92,000 tonnes from 78,000 tonnes in the year-ago quarter.
The Indian Paper Manufacturers Association (IPMA) has voiced deep concern over the relentless surge in predatory imports, which shows no sign of abating. “The continued rise in paper imports, particularly from China and ASEAN, is hurting the competitiveness of the domestic paper industry. Despite significant investments in capacity and sustainability initiatives, Indian paper manufacturers are struggling with underutilised plants due to the influx of predatory imports. This is not only destabilising the market but also rendering several small and medium paper mills commercially unviable,” said Mr. Pawan Agarwal, President, IPMA.
He further pointed out that, according to DPIIT data, out of about 900 paper mills in India, only 550 are currently operational. “The indiscriminate increase in imports threatens the viability of many more mills, with serious implications for rural employment, the recycling ecosystem, and the farm

sector linked with the industry,” Mr. Agarwal cautioned.
IPMA noted that in FY25, India’s annual paper imports had already crossed the 2 million tonne mark, valued at INR 14,629 crore, doubling over the past four years, with China alone contributing to over a quarter of the total. “The Q1 FY26 data makes it clear that this pressure on the domestic industry is not easing - in fact, it is intensifying,” Mr. Agarwal emphasised.
IPMA has been urging the government for urgent policy interventions to curb predatory imports of paper and paperboard. “The domestic industry requires a level playing field through appropriate tariff and non-tariff measures, stricter quality checks, and a review of trade agreements granting duty-free or concessional access to imports,” Mr. Agarwal said.
“The Indian paper industry, with its strong manufacturing base and deep integration with the circular economy, stands fully capable of meeting the nation’s growing demand for paper, provided unfair import surges are effectively addressed”, said Mr. Rohit Pandit, Secretary General IPMA.
Parason has announced the signing of a landmark Memorandum of Understanding (MoU) with the Government of Maharashtra, witnessed by Chief Minister Shri Devendra Fadnavis.
Sep1,2025
Parason has announced the signing of a landmark Memorandum of Understanding (MoU) with the Government of Maharashtra, witnessed by Chief Minister Shri Devendra Fadnavis. The collaboration aims to advance sustainable manufacturing, generate employment opportunities, and drive industrial growth and innovation in
the state. Company Director Utkarsh D. represented Parason during the signing, which was attended by senior delegates. This strategic partnership reinforces the company’s vision of driving industrial growth, sustainability, and innovation, aligning with India’s journey toward a self-reliant, futureready economy.
Pakka gives orders to Parason for two agro-based products — the pin drum feeder and the depither for its agro-wood pulping vertical.
Aug06,2025
Parason has received an order from Pakka for two agrobased products — the pin drum feeder and the depither.
Currently under successful execution, this project represents a key milestone in the development of Parason’s new agrowood pulping vertical. “This is more than just an order; it’s an opportunity to co-create innovation in agro-pulping, in alignment with the industry’s evolving needs,” the company shared in a recent social media post.
MFI partners with Akshat Paper to target 250 TPD by 2026 and 300 TPD by 2027 through upgrades.
Jul28,2025
Micro Fab Industries (MFI) has partnered with Akshat Paper Limited to upgrade its kraft paper production capabilities. Completed improvements include a rebuilt wire section for better drainage and a new air cushion headbox for enhanced sheet profile control.
Next, a heavy press section and additional dryer section will be installed to improve energy efficiency and output. With

these upgrades, Akshat aims to scale production to 250 TPD by March 2026 and 300 TPD by October 2027.
Trident Group has announced the launch of its new office in Dubai. The office will serve as a central hub to expand the company’s reach across the GCC, Africa, and CIS regions.
Aug04,2025
Trident Group has taken a significant step in its global expansion by inaugurating a new office in Dubai. Positioned as a strategic hub, the Dubai office will help drive the company’s outreach across the GCC, Africa, and CIS markets.
This move aligns with Trident’s broader international growth strategy and will enable it to better serve customers in two of its flagship segments — premium home textiles and high-quality paper products. With a focus on leading retail chains and the booming hospitality industry, the new office is expected to play a key role in scaling operations and enhancing regional partnerships.
Mr. Rajinder Gupta, Chairman Emeritus, Trident Group, said that with the launch of this office, we aim to deepen our relationships with customers across the region and respond more swiftly to evolving market needs. We aim to continuously focus on making sustainable luxury more accessible to homes and businesses globally.
Sappi North America has announced the completion of Project Elevate, a USD 500 million conversion and expansion of PM2 at its Somerset Mill in Maine. This will double its production capacity and will ramp it up to full volume through 2026. This investment expands Sappi’s leadership in high-end paperboards.
July29,2025
Sappi
North America has started delivering commercial products after completing Project Elevate—a USD 500 million upgrade and conversion of Paper Machine No. 2 (PM2) at its Somerset Mill in Maine. Production will gradually increase to full capacity by 2026.
The investment doubles PM2’s production capacity and strengthens Sappi’s position as a leader in sustainable packaging by transforming Somerset into one of the most advanced production sites for high-performance SBS (solid bleached sulfate) paperboard.
Talking about the development, Mr. Michael Haws, President and CEO of Sappi, said, “This is a pivotal moment for Sappi North America. With PM2, we have delivered the largest rebuild in our company’s history, doubling the machine’s capacity and positioning Somerset as a leader in sustainably manufactured paperboard. The true success of this project lies in our people. Their precision, focus, and unwavering commitment to safety enabled us to complete a complex

transformation, all while keeping the mill fully operational. This investment goes beyond machinery; it’s about laying the foundation for long-term innovation, sustainable growth, and lasting impact.”
As production continues to ramp up, this strategic investment is planned to deliver 520,000 short tonnes (approximately 470,000 metric tons) of annual capacity and
expands Sappi’s ability to produce a full range of highperformance SBS paperboard grades, including folding carton, food service board, and cups. .
This positions Sappi North America as a full-service SBS provider, enhancing its ability to support both domestic and global packaging customers with advanced technology that delivers superior product quality and consistency.
Kirk Ross, VP of Manufacturing added, “Product from the new machine is now commercially available, delivering the same high standards of quality and performance our customers expect, while expanding our range of applications. With increased capacity and a focus on improved service, we’re able to meet growing demand with greater speed, consistency, and responsiveness.”
Sappi North America began the PM2 conversion in 2022, following the successful rebuild of PM1 in 2018. These upgrades demonstrate Sappi’s commitment to modernizing its operations in ways that support both business growth and environmental responsibility.
“This conversion represents a major step forward in our global packaging strategy,” said Mr. Steve Binnie, Chief Executive Officer of Sappi Limited. “It reflects our commitment to long-term growth and to broadening Sappi’s portfolio of packaging solutions our customers need.”
With the completion of construction on Project Elevate, Sappi further solidifies its leadership in high-quality paperboard and reinforces its investment in U.S. manufacturing, innovation, and the future of sustainable packaging.
The comprehensive automation package order marks a significant step for Papertech Industries as it invests in state-of-the-art automation technologies to elevate its production quality and operational efficiency.
Aug27,2025
Valmet has received its first order from Papertech Industries Co., Ltd. for a comprehensive automation package to improve production quality and operational efficiency at their production site in Bangladesh. The order was included in Valmet’s orders received in the second quarter 2025 and the delivery is scheduled for the fourth quarter of 2025. The value of the order will not be disclosed.
The order marks a significant step for Papertech Industries as it invests in state-of-the-art automation technologies to elevate its production quality and operational efficiency. The delivery will support the company in reducing quality variability, optimizing raw material usage, and enhancing operational ease through a secure and user-friendly automation environment.
The delivery includes Bangladesh’s first DCS with a modern Valmet DNAe User Interface, providing intuitive workflows that simplify operations and enable users to manage larger process areas with less effort. The delivery will comprise Valmet DNA Distributed Control System (DCS), Valmet IQ Quality Control System, Machine and cross-directional controls, and Valmet Retention Measurement (Valmet RM5).
“We have taken the decision to partner with Valmet due to the latest technology and Valmet’s process knowhow, presence and approach. We believe that this partnership

will provide us with the best technology and quality systems from Europe to help us achieve our quality goals in producing world-class paper,” says Mr. Amer Yusuf, Managing Director, Papertech Industries Ltd.
“This marks a significant milestone for Papertech as we continue our journey to become a regional leader in highperformance and sustainable paper production. Valmet’s automation technology aligns with our long-term strategy for smart, resource-efficient manufacturing. We are proud to be the first in Bangladesh to deploy such cutting-edge systems,” says Mr. Saad Ahmed Suman, CEO & Director, Papertech Industries Co., Ltd.
“We are glad to work with Papertech. They have shared their vision to be a top-quality paper producer, and we have aligned our solutions accordingly. Our delivery will help them to achieve their quality and cost goals and make them a more sustainable paper products producer in the market,” says Mr. Ramesh Chandra, Sales Manager, Automation Solutions business area, India, Asia-Pacific, Valmet.
Parason has dispatched its air cushion headbox (Pressurized) to N.K.R. Engineers Private Limited, Gujarat. With a slice width of 4250 mm, GSM range of 100–250, and a flow capacity of 11,900–23,500 LPM, this headbox is optimized for kraft, tissue, writing-printing, and board grades.
Aug29,2025
Parason has dispatched its air cushion headbox (Pressurized) to N.K.R. Engineers Private Limited, Gujarat, tailored to meet their requirement for consistent GSM control, uniform stock distribution, and enhanced paper formation.
With a slice width of 4250 mm, GSM range of 100–250, and a flow capacity of 11,900–23,500 LPM, this headbox is optimized for kraft, tissue, writing-printing, and board grades. Its advanced design supports higher retention, stable consistency, and energy-efficient operation, empowering the client to elevate both quality and productivity.

‘’At Parason, we engineer not just machinery but end-to-end solutions backed by in-house R&D, precision metallurgy, and a legacy of global trust,’’ says the company on its social media post.
Modern Karton, one of the leading packaging paper producers in Turkey, and Harbin Electric International Company Limited (HEI) has successfully started a new high-speed XcelLine PM 6 and the associated BlueLine stock preparation plant at the Zonguldak site in Turkey. The plant will produce up to 640,000 metric tons per year of recycled containerboard, thereby increasing Modern Karton’s total production capacity to almost 2 million metric tonnes per year.
Sept04,2025
Voith, Modern Karton and Harbin Electric International Company Limited (HEI) has successfully started a new high-speed XcelLine PM 6 and the associated BlueLine stock preparation plant at the Zonguldak site in Turkey.
The plant will produce up to 640,000 metric tons of recycled containerboard annually, thereby increasing Modern Karton’s total production capacity to almost 2 million metric tons per year. This will consolidate the position of Modern Karton as one of the leading manufacturers of packaging papers in Turkey and one of the largest in Europe.
Commenting on the new development, Mr. Hamdullah Eren, Chairman of Eren Holding, said, ‘‘The successful start-up of our new production plant is a significant milestone for Modern Karton. The excellent cooperation with Voith has once again shown that together we are able to achieve outstanding results. This plant will significantly expand our

production capacities and strengthen our position as a market leader.’’
Mr. Ralf Sorg, President Projects at Voith Paper, added, ‘‘It was a great experience to fulfill this major milestone project with Voith and HEI. Voith proved to be a reliable partner
with a consistent focus on project success and customer satisfaction, even in challenging times.’’
The scope of supply for the PM 6 includes Voith’s broad full-line portfolio, including the BlueLine stock preparation system with approach flow system, the XcelLine paper machine, a VariFlex Performance winder with SmoothRun vibration damping and TwinDrive double unwinding. Voith’s subsidiary Meri supplied a complete reject and sludge handling system.
Comprehensive automation solutions such as the OnQuality
quality control system, the OnCare.Health condition monitoring system, and OnControl MCS and DCS are also part of the new equipment for PM 6.
Complete papermaking 4.0 solutions, including the IIoT platform OnCumulus, the digital process control OnEfficiency. Strength and the maintenance management tool OnCare. Asset round out the scope of supply and provide Modern Karton with state-of-the-art digital technologies for maximum production efficiency.In addition, new e-learning and virtual reality training programs from the Voith PaperSchool.
It is the first company in India to manufacture 30 GSM Greaseproof Paper / OGR Paper on an MF machine.
July30,2025
Shree Krishna Paper Mills & Industries has become the first company in India to manufacture 30 GSM Greaseproof Paper / OGR Paper on an MF machine. According to the company’s social media announcement, this achievement is more than just a technical milestone — it reflects their vision, conviction, and commitment to innovation.
This breakthrough reinforces the mill’s position as a pioneer in 30 GSM greaseproof paper and sets a new milestone in product innovation in the Indian paper industry.

Micro Fab Industries delivers precision-engineered End Deckle Arrangement to Mehali Paper, boosting domestic paper machinery innovation and self-reliance.
Jul30,2025
Micro Fab Industries has successfully supplied the end deckle arrangement for the headbox to Mehali Paper, located in Dahej. This critical component is crafted with SS316 stainless steel, offering high corrosion resistance and long-term durability, ensuring efficient profile control and seamless operation in paper production.
The supply showcases Micro Fab Industries’ commitment to delivering import-substitute solutions, reinforcing India’s goal of manufacturing excellence. This collaboration with Mehali

Paper marks another milestone for Micro Fab Industries as it continues to partner with leading paper mills across the country.
Grigeo Group AB, is investing more than EUR 106 Million in the expansion of its tissue paper business, doubling its production to 140,000 tonnes per year. Over EUR 97 million will be used to modernize and expand the UAB Grigeo Tissue production plant in Grigiškės, Lithuania. Further, EUR 9 million will be spent to upgrade the production and infrastructure of Grigeo Tissue S.p. z o.o., a tissue paper mill in Poland.
Aug27,2025
Grigeo Group AB, is embarking on a record-breaking investment programme of more than EUR 106 million in the expansion of its tissue paper business. This is the largest expansion project in the Group’s history, doubling tissue production to 140,000 tonnes per year and strengthening Grigeo Group’s position as one of the region’s leaders.
The bulk of the investment - over EUR 97 million - will be used to modernize and expand the UAB Grigeo Tissue production plant in Grigiškės. A further EUR 9 million will be spent to upgrade the production and infrastructure of Grigeo Tissue S.p. z o.o., a tissue paper mill in Poland. The factory in Poland will be equipped with a new converting line for paper base and will invest in additional infrastructure.
According to Mr. Tomas Jozonis, CEO of Grigeo Group, the realization of this ambitious vision began on July 23th this year when a contract was signed with Toscotec S.p.A., a manufacturer owned by the Germany industrial giant Voith Group, for the acquisition of a new PM7 paper machine. The next generation paper machine PM7 is scheduled to be operational in the first half of 2028.
“The market potential in the Baltics, Scandinavia and Western Europe is growing. The new paper machine alone will produce an additional 70,000 tons of paper per year - a volume that currently requires the combined work of all three machines operated by our Group. This investment is a strategic step for us and opens a new chapter in Grigeo Group’s growth story,” said Mr. Jozonis.
According to him, the new machine will be accompanied by all the modern infrastructure needed for its construction in Grigiškės, including the building of two automatic paper base conversion lines, a pulp warehouse, and a building for the machine itself, which will have a total area of more than , 20,000 square
meters.
The investment loan of EUR 55.2 million for the development of the tissue paper business was granted by AB SEB Bank in Lithuania and EUR 6.5 million by Santander Bank Polska S.A. in Poland. EUR 44.3 million will be financed from the company’s own resources.
To fully exploit an increased paper production capacity, Grigeo Group will also invest in modern paper converting lines. Contracts have already been signed with the Swedish company Valmet AB for two new lines, which will be commissioned in Grigiskes next year: one for the B2C and the other for the B2B segment. Another conversion line for the B2B market is planned for 2027.
The Grigeo Group of companies to produce fiberboard, paperboard and tissue paper consists of Grigeo Hygiene, Grigeo Paper Packaging, Grigeo Tissue, Grigeo Klaipėda, Grigeo Packaging, Grigeo Baltwood, Grigeo Recycling, Grigeo Recycling (Latvia), Mena Pak (Ukraine) and Grigeo Tissue (Poland).
The group employs over 1,000 people. In 2024, Grigeo Group’s annual turnover reached EUR 213 million, an increase of 9% from 2023. The Group’s EBITDA stood at EUR 34.8 million. In 2024, Grigeo Group’s net profit was EUR 20.9 million — EUR 4.4 million less than 2023. According to the Group, the decline in profitability was due to rising prices in certain raw material categories.
SIG entered a strategic partnership with PulPac, a global leader in Dry Molded Fiber technology, to establish an exclusive development program for the creation and large-scale production of the next generation of paper-based closures for SIG’s aseptic cartons.
July22,2025
SIG entered a strategic partnership with PulPac, a global leader in Dry Molded Fiber technology. Together, the two companies will establish an exclusive development program for the creation and large-scale production of the next generation of paper-based closures for SIG’s aseptic cartons, moving one step closer to SIG’s target to raise the paper content in its aseptic cartons to 90% including closure by 2030.
In its mission to create a fully regenerative food packaging system, SIG is steadily increasing the paper content of its aseptic cartons, to enhance renewability, and further reduce carbon footprints and the use of fossil-based materials. This year, SIG aims to reach an interim target of 85% paper content (excluding closures) and, by 2030, to incorporate paper-based closures to move beyond 90% paper content overall.
Gavin Steiner, Chief Technology Officer at SIG said, “We believe in Dry Molded Fiber technology, paving the way for innovative and responsible alternatives to plastic closures. It is one of the most scalable fiber-based solutions on the market with great potential to boost progress in

the transition from plastic to paper-based closures. In our paper-based closure, both the base and the cap will be paper-based – significantly increasing the already very high proportion of paper in our aseptic cartons. At the same time, we aim to offer consumers the same convenience and firstclass opening performance they associate with our existing closure solutions.”
PulPac’s Dry Molded Fiber technology is based on forming a dry web of fibers to build cutting-edge responsible solutions instead of creating materials from a fiber slurry.
Nippon Paper Industries has selected ANDRITZ to supply a new recovery boiler for its pulp mill in Ishinomaki, Japan.
Sept01,2025
Nippon Paper Industries has selected international technology group ANDRITZ to supply a new recovery boiler for its pulp mill in Ishinomaki, Japan. The scope of supply includes advanced automation and digitalization solutions for maximum use of the boiler’s potential.
The value of the order will not be disclosed. It is included in ANDRITZ’s order intake for the second quarter of 2025.

The new boiler, with its high efficiency and superior steam generation capacity, will enable the shutdown of one existing coal-fired boiler and two recovery boilers, resulting in a significant reduction in greenhouse gas emission, thus making mill operations more economical and sustainable. ANDRITZ will execute the project in co-operation with the Japanese EPC supplier, Kanadevia. The start-up is scheduled for 2028.
“We are very pleased that this new high-efficiency recovery boiler will make a significant contribution to reducing greenhouse gas emissions at the Ishinomaki mill. We aim to strengthen our international competitiveness by utilizing the learnings from this project at our other mills,” said Mr. Yoshinori Matsubara, Executive Officer, Head of Energy Business Div., Nippon Paper Industries.
“We greatly appreciate the trust that Nippon Paper Industries has placed in the ANDRITZ team and our technical solutions. Our approach to the supplied technology represents the best
solution in terms of process and efficiency, and operation cost. We look forward to executing this project and to extending our collaboration in the future,” said Mr. Masato Tsuchitana, General Manager at ANDRITZ in Japan.
The new recovery boiler is designed for a capacity of 2,200 tds/d with steam parameters of 8.3 MPa and 505 °C. Designed for long operating periods, the state-of-the-art boiler features several automation and digitalization solutions. It has a highdry solids concentrator with pressurized storage tanks used in the evaporation plant to increase the firing black liquor’s dry solids concentration, thereby maximizing recovery boiler efficiency. It also has an ash leaching system to remove chloride and potassium from the electrostatic precipitator’s ash while recovering sodium and sulfate to the chemical recovery cycle.
With this order, ANDRITZ once again demonstrates its strong global position as a supplier of state-of-the-art pulp mill technology focusing on environmentally friendly production.
International Paper to sell its global cellulose fibers business to private equity firm American Industrial Partners for USD 1.5 billion, as per media report.
Aug26,2025
International Paper has announced plans to sell its global cellulose fibers business to private equity firm American Industrial Partners for USD 1.5 billion, as per media report. The deal is expected to close by the end of 2025.
The company has earlier closed its containerboard mill in Louisiana. However, the company is establishing a greenfield packaging box plant in Waterloo, Iowa, with an investment of USD 260 million.


Sappi Europe has announced the potential closure of Paper Machine 2 at its Kirkniemi Mill in Lohja, Finland.
Aug12,2025
Sappi Europe has announced the initiation of a consultation process at its Kirkniemi Mill in Finland as part of a proposed asset restructure. This step is being taken in response to a structural decline in demand across Europe and sustained financial challenges. The proposed changes are intended to ensure long term competitiveness in the graphic paper market and align production capacity with changing market dynamics and customer needs.
Sappi Europe has announced the potential closure of Paper Machine 2 at its Kirkniemi Mill in Lohja, Finland. If implemented, this step would reduce the mill’s annual capacity of coated magazine paper by 175,000 tonnes.
The proposed asset closure is part of Sappi’s strategy to align capacity with market demand and improve operational efficiency with paper machines 1 and 3 remaining in operation. The process would be carefully managed to ensure continuity of supply with no disruption to customers.
Mr. Marco Eikelenboom, CEO of Sappi Europe, added, ‘‘This proposed step reflects the broader changes in our market

environment and supports our ongoing commitment to improving efficiency, sustainability, and long-term competitiveness across our European operations.’’
The consultation process may affect up to 100 positions at the Kirkniemi Mill. Sappi remains committed to supporting employees throughout this process in accordance with Finnish legislation and will work closely with employee representatives to find appropriate solutions.
Unified Paper Machine is set to expand its footprint with a new 65,000 sq. ft. facility, designed to boost its capacity in high-end paper machine manufacturing and installation.
Aug21,2025
Unified Paper Machine has announced the establishment of a 65,000 sq. ft. state-of-the-art facility, aimed at meeting the rising demand for high-end paper machines. Equipped with heavy machining setups with lathes up to 10,000 mm capacity, precision double-column machining centres, and 30+30 ton EOT cranes, the plant is scheduled to begin commissioning in March 2026.
Backed by an experienced engineering team, the expansion underscores the company’s commitment to delivering world-class manufacturing, installation, and precision-driven solutions for the paper industry.
Parason has announced a strategic partnership with KIS Group-Sustainability², with a shared mission to create a sustainable future built on innovation, and environmental responsibility. The partnership will focus on impactful domains like bio-CBG & BioLNG, bio energy & carbon credits, effluent & sewage treatment plants, zero liquid discharge and more.
Aug12,2025
Parason has announced a strategic partnership with KIS Group-Sustainability², a collaboration built on innovation, environmental responsibility, and a shared mission to create a sustainable future.
By combining Parason’s strength in engineering, manufacturing, and turnkey project delivery with KIS Group’s expertise in renewable energy and waste management, this partnership will focus on impactful domains like bio-CBG & BioLNG, bio energy & carbon credits, effluent & sewage treatment plants (ETP & STP), zero liquid discharge (ZLD) and more.
Sharing the development on its social media handle, the company stated, ‘’Together, we’re committed to delivering

projects that not only improve industrial efficiency but also benefit society by reducing environmental impact, conserving resources, and enabling cleaner ecosystems. This is more than business; it’s a step toward a better planet for future generations.’’
Kruger unveils a USD 700 million plan to transform Corner Brook Pulp and Paper into a sustainable, competitive manufacturing hub.
Jul28,2025
Kruger Inc. has announced a major diversification strategy that includes an investment of up to USD 700 million to revamp Corner Brook Pulp and Paper Limited into a modern and sustainable manufacturing complex. The plan, subject to approvals from key industry stakeholders, aims to ensure the long-term viability of the mill while bolstering the provincial forestry sector and supporting employment across Newfoundland and Labrador.
The transformation project will involve modernizing paper operations, building new pulp storage, upgrading chip handling systems, and installing biomass infrastructure to boost the mill’s cogeneration capabilities. It also includes enhancements to hydro facilities at Deer Lake and Watsons Pond to maximize energy output, as well as the construction of a dedicated wind farm to further power the site sustainably. These initiatives are expected to support future

sawmill expansion and generate significant constructionrelated employment.
Kruger is currently in discussions with the Government of Newfoundland and Labrador regarding the plan. This investment is expected to position Corner Brook Pulp and Paper as one of the most advanced and competitive mills in the global pulp and paper industry.






Our latest 3rd Generation Shoe Press—designed to deliver higher efficiency, enhanced dewatering performance, and unmatched reliability—is now ready to be shipped to APP Indonesia’s Tjiwi Kimia PM3.
In addition, we’re proud to announce a repeat order from APP for a full PM6 rebuild, once again featuring our trusted Integra®-Shoe Press. This order reflects APP’s strong confidence in Dazhi’s innovative technology and expert execution.”
