

"No todo es caucho".
Balance de un logro.
Sustentabilidad para transformar.
Nuevos avances en sostenibilidad de elastómeros.
Una producción de excelencia.
Aplicaciones de caucho para mejorar la sostenibilidad – Parte 2.
La Federación Argentina de la Industria del Caucho: historia, desafíos y perspectivas.
La fabricación de recubrimientos de cilindros: principios de la composición de la mezcla y fórmulas orientativas – Parte 2
Optimización del ciclo de mezclado
En este artículo se analiza cómo evaluar la robustez del ciclo de mezclado en Banbury, considerando la homogeneidad del compuesto crudo, el desempeño en equipos de proceso y las propiedades del producto final.
número
Entrevista a Gerardo Botasso.
La pirólisis de neumáticos fuera de uso.
Gomplast incorpora la camisa de teflón en el recubrimiento de sus rodillos.
Análisis del cambio de coloración en compuestos elastoméricos: influencia de la sílice y soluciones técnicas - Parte 1
Artículos seleccionados. Propiedades dieléctricas de los aceites y plastificantes.
Telas calandradas.
Explica la relación entre variables controladas y no controladas, y presenta el diseño de experimentos como método para identificar ajustes necesarios en etapas y pasos del mezclado.
Director: Víctor Dvoskin. Revisor técnico: José Regueira. Revisor general: Oscar Barrera. Coordinadora editorial: Yazmín Sabarís.
Esperante,
Comercial: María Piña. Comité de Redacción: Emanuel Bertalot, Marianella Hernández Santana, Patricia Malnati, María Alexandra Piña, Karina Potarsky, Directora de Arte: Paula Cattaneo. Es una publicación
Alexandra
Directora de Arte: Paula Cattaneo. Es una publicación de Asociación Civil de Tecnología del Caucho. ISSN 2618-4567. La editorial se reserva el derecho de publicación de las solicitudes de publicidad, el contenido de las mismas no es responsabilidad de la editorial sino de las empresas anunciantes. Dirección administrativa: 235 Alpha Drive, Suite 206. Pittsburgh, PA 15238. Lo expresado por autores, avisadores y en noticias generales e institucionales no refleja necesariamente el pensamiento de la dirección de la editorial.
Revista SLTCaucho | Ciencia y Tecnología en América Latina
EDITORIAL

Serie: No todo es caucho
En este ciclo conocerás pasatiempos y aficiones de profesionales de la industria del caucho. Se trata de publicaciones que demuestran que no todo es caucho en nuestro día a día. Estás especialmente invitado a participar de este ciclo, enviando un correo a: caucho@sltcaucho.org
Lucian Franceliza Jiménez Gil
Ingeniera química con experiencia en la industria del caucho, en las áreas de producción, desarrollo de nuevos productos y procesos, mezclado, auditorías internas y externas.


Todo gira en torno a la mesa
“Desde pequeña entendí que las grandes cosas de la vida no siempre ocurren en escenarios extraordinarios. Muchas veces, lo esencial sucede alrededor de una mesa.
En mi familia, cualquier excusa era válida para reunirnos: un cumpleaños, una buena noticia o una tarde de lluvia. La mesa era ese lugar donde compartíamos carcajadas, decisiones importantes, silencios llenos de ternura y, por supuesto, sabores que aún guardo con cariño en la memoria. Mi abuela repetía: ‘Siempre hay que tener algo en la nevera para las visitas’. Ese ‘algo’ no era cualquier cosa: arepas, sancocho, mondongo, dulces criollos… Recetas que mi madre también heredó, y que hoy yo mantengo vivas.
Para mí, hacer dulces es mucho más que una afición: es una forma de mantener viva esa herencia, de expresar amor con las manos y el corazón. Es mi manera de estar presente en la vida de los míos: de celebrar lo bueno, acompañar lo difícil y dejar un pedacito de mí en cada ocasión.
Hace poco pensaba en la relación entre el caucho y los dulces: ambos necesitan calor, paciencia y manos que trabajen con propósito. El caucho une, sostiene, protege; los dulces también. Y eso es lo que hacemos en la SLTC: construir una mesa común donde cada persona puede aportar algo valioso. Una comunidad que se alimenta del conocimiento, el afecto y la voluntad compartida de hacer un mundo mejor”.
En el marco de las Jornadas Bogotá 2025, el 10 y 11 de noviembre, el Hotel Hyatt Place Bogotá se convirtió en el escenario de las Pre Jornadas 2025 para reunir a profesionales del caucho de Latinoamérica, Europa y otras regiones del mundo.
Durante dos días, más de 20 conferenciantes compartieron conocimientos, experiencias y herramientas orientadas a fortalecer las capacidades técnicas del sector y preparar el terreno para las Jornadas de Tecnología del Caucho y las Jornadas de Reciclaje de Neumáticos.
Las Pre Jornadas se consolidaron como un espacio de intercambio: en un clima de camaradería y curiosidad, cada sala tuvo debates, demostraciones y reflexiones sobre los desafíos técnicos de la industria.
La Pre Jornada 1, “Formulaciones óptimas en todos los cauchos”, mantuvo un enfoque teóricopráctico sobre las claves para diseñar mezclas equilibradas, eficientes y sostenibles.
Respecto a la Pre Jornada 2, “Vulcanización: ciencia, tecnología y optimización de procesos”, se analizaron los factores que influyen en la reticulación y la calidad final del producto.
Mientras que la Pre Jornada 3, “Innovación en materiales para calzado: desempeño, estética y sostenibilidad”, exploró nuevas tendencias en materiales y procesos.
Además, se abordaron estrategias para incorporar caucho reciclado y mejorar la ergonomía del producto sin comprometer la calidad estética.

3 190 +20
PRE JORNADAS
ASISTENTES CONFERENCIANTES
El 12 de noviembre dio inicio a las XVIII Jornadas Latinoamericanas de Tecnología del Caucho, celebradas en el Centro de Convenciones
Ágora Bogotá. Desde temprano, profesionales, investigadores y representantes de la industria del caucho se dieron cita para compartir conocimiento, innovación y experiencias para moldear el futuro del sector.

Asistentes en todo el evento
270 +620 +460
Asistentes en la jornada de Tecnología
26
Países participantes
+100
Conferenciantes
Asistentes actividades sociales
Te invitamos a ver el resumen del eventO en nuestro canal de Youtube.

La ceremonia de apertura constituyó un momento de bienvenida, pero también de celebración: ya son 18 las ediciones de este evento considerado como un espacio de actualización tecnológica y vinculación profesional en Latinoamérica.
En cada sala del Ágora Bogotá se respiró el mismo espíritu: el de una industria que evoluciona sin perder su vocación por la calidad, la innovación y la sostenibilidad.
Los paneles y conferencias ofrecieron un panorama sobre los principales desafíos del sector, desde la optimización de procesos de producción hasta la incorporación de inteligencia artificial y robótica en la fabricación de compuestos. Las presentaciones más técnicas abordaron temas como la vulcanización a baja temperatura, la eficiencia en Países

















mezclado, las nuevas formulaciones sostenibles y la automatización inteligente aplicada a la industria del caucho.
Uno de los ejes más destacados fue la sostenibilidad, entendida como una estrategia transversal que atraviesa toda la cadena de valor. Diversas ponencias exploraron alternativas para reducir el impacto ambiental, reemplazar insumos tradicionales por materiales renovables y avanzar hacia una economía circular cada vez más integrada.
El cierre de las Jornadas dejó en claro que la industria del caucho latinoamericana atraviesa una etapa de profunda transformación con foco en la eficiencia, la sostenibilidad y la innovación







Las jornadas fueron increíbles. Esta comunidad es realmente una gran familia. Gracias por el esfuerzo de cada uno en la organización, en cada conferencia y los encuentros de la muestra comercial y actividades sociales. ¡Por muchas jornadas más!

Felicitaciones por la impecable organización de las Jornadas y Pre Jornadas. El evento fue excelente en todos los aspectos: curaduría de contenidos, logística, puntualidad, receptividad y la calidad del networking. Es inspirador ver el liderazgo de la SLTC: el equipo entregó un trabajo


Paul Tejada | Socio de la SLTC

La convivencia por una semana con un grupo con la misma vibra y, lo más importante, con la clara intención de compartir conocimiento y amistad es lo más próximo a una gran familia y es la experiencia que debemos compartir los que aún no la han vivido. Un saludo a todos los que hicieron posible que el evento sea un reloj porque el estar pendiente que todo cuadre demanda bastante energía y gran paciencia.

Marianella Hernández Santana | Directora del Comité de la RITC

Me he regresado a Madrid con una gran dosis de “Latinoamericanidad”, que no es otra cosa que cariño, solidaridad y alegría para compartir. Nos vemos pronto.



Este espacio permitió promover el relacionamiento, posicionar la marca de cada organización y generar nuevos contactos y potenciales negocios.
Mis felicitaciones por la espectacular organización de las Jornadas del Caucho en Bogotá. Siempre hay algo que aprender en nuestro mundo.
- Marco Martines, representante de Polycyr Spa (Chile).

PATROCINADORES COMERCIALES
PATROCINADORES INSTITUCIONALES
Fue una buena experiencia para Grupo Introsa; en pocos días tuvimos acercamiento con la mayor parte de nuestros clientes de Colombia y de otros países, con quienes intercambiamos muchas oportunidades para hacer crecer nuestra relación comercial.

Fue un honor y un placer participar en las Jornadas en Bogotá y conocer de cerca la realidad que han construido en Latinoamérica. Se nota la pasión y el nivel técnico detrás del evento. Para mí fue una experiencia muy preciosa para aprender de los demás participantes. Un abrazo fuerte a todo el equipo.
- Marco Colombo de Colmec (Italia) y KCM (España).



- Carlos Sacalxot Pac, representante de Grupo Introsa. (Guatemala). La muestra comercial de la SLTC ha sido una de las mejores ferias en las que hemos participado.
- Ligia Villamizar de Andina Rubber (Colombia).



Del 12 al 14 de noviembre, convertimos a Bogotá en el epicentro latinoamericano del reciclaje de neumáticos. Más que un encuentro técnico, las IV Jornadas Latinoamericanas de Reciclaje de Neumáticos, organizadas por la SLTC, fueron un espacio en el que compartimos conocimientos, construimos redes y se generaron proyectos que impulsan la economía circular en la región.

CONOCIMIENTOS QUE INSPIRAN
Las presentaciones nos permitieron conocer los avances en tecnologías de reciclaje, aplicaciones innovadoras del caucho recuperado y estrategias para fortalecer la economía circular. Cada tema se contextualizó según la realidad de cada país, lo que nos permitió reflexionar sobre problemáticas comunes y las adaptaciones necesarias para encontrar soluciones.

Karina Potarsky
Directora del Comité de Reciclaje de la SLTC y de INTI - Caucho.

Emanuel Bertalot
Vicedirector del Comité de Reciclaje de la SLTC.
REDES Y COLABORACIÓN
El valor humano fue también protagonista. Nos llevamos amigos, contactos y la certeza de que no estamos solos en esta tarea. La colaboración entre empresas, gobiernos y centros de investigación abre la puerta a iniciativas conjuntas que aceleran el cambio.

Una primicia fue la incorporación del reciclaje de productos de látex, gracias a la generosidad de Mauricio De Greiff. No solo pudimos conocer más sobre la teoría, sino que fue posible ver y tocar productos fabricados con látex reciclado, un material que abre nuevas perspectivas para la industria.
Un ejemplo fue la Mesa de Legislación
Ambiental, en la que se explicó el funcionamiento de la Responsabilidad Extendida del Productor (REP) en Colombia, conocimos el plan de sostenibilidad de la empresa Pirelli y las propuestas concretas para fortalecer la economía circular en este país. En este contexto se detallaron algunas de las particularidades del modelo colombiano: la articulación entre productores, importadores, gestores y autoridades, la trazabilidad en la recolección y el aprovechamiento, la verificación de metas e indicadores y, por último, la innovación en modelos de negocio para la circularidad.

El foro “Hablemos sobre la circularidad de las llantas en Colombia” también fue un espacio para entender y proyectar la circularidad junto a especialistas del sector.
Se discutieron temas como los retos y oportunidades para la circularidad en la gestión de llantas usadas, la articulación público-privada para fortalecer la trazabilidad y el cumplimiento normativo, la innovación en modelos de negocio que permitan aprovechar el caucho reciclado en aplicaciones industriales y el impacto social y ambiental de la economía circular en el transporte y la infraestructura.
Durante el evento contamos también con el apoyo de patrocinadores comerciales e institucionales, que formaron parte de la agenda con la difusión de sus tecnologías y aplicaciones innovadoras. Un ejemplo fueron las intervenciones de Renecal, Pactirol, Precimeca, Reacecol, Recycla del Grupo Soledad y Eco Green.
Además, los patrocinadores comerciales contaron con un stand en la muestra comercial, a la que se sumó CM Recycling con su variada oferta de maquinaria para el reciclaje de neumáticos.
IDEAS QUE SE TRANSFORMAN EN PROYECTOS
PIRÓLISIS: INNOVACIÓN EN ACCIÓN
El último día se trabajó sobre la pirólisis, y su papel dentro de la economía circular. En las conferencias sobre este innovador proceso se hizo hincapié en los aspectos técnicos del aceite pirolítico y su potencial como combustible vehicular, así como los desafíos y

para la región. ■
Las discusiones derivaron en propuestas concretas: mejoras normativas, optimización de procesos y desarrollo de nuevos productos. Un espacio clave fue el 2° Simposio “Realidad y desafíos de las carreteras sustentables con polvo de NFU”, donde expertos compartieron experiencias en mezclas asfálticas en Colombia, Panamá y Argentina, y se abordaron el ciclo de vida, la trazabilidad y las exigencias técnicas.
Allí se discutieron los trabajos en Bogotá y la importancia de incorporar polvo de caucho en la infraestructura vial.



En el marco de Jornadas Bogotá 2025.
Desde el Comité de Sustentabilidad de la SLTC tenemos una convicción: la sustentabilidad es fuerza que está redefiniendo a toda la cadena del caucho en América Latina.
Esta visión se reflejó en las recientes Jornadas Bogotá 2025, donde vimos cómo investigadores, organizaciones y productores volvieron a encontrarse bajo un propósito común: evolucionar hacia un sector más responsable, competitivo y circular.
La sustentabilidad se expresó en conferencias magistrales que presentan soluciones de economía circular aplicadas al caucho, en tecnologías que permiten procesos de menor impacto y en investigaciones que mejoran la eficiencia energética, reducen emisiones y amplían la vida útil de los productos. También aparece en la digitalización: desde el uso de la inteligencia artificial para predecir fallos, hasta la automatización del pesado de químicos o la mejora de la trazabilidad en las plantaciones de caucho natural.
Como Comité, entendemos que la cadena solo puede transformarse si se piensa de forma sistémica. Por eso celebramos los avances en caucho natural, donde la productividad sostenible, el manejo responsable del cultivo y la colaboración

Patricia Malnati (ARG) Directora del Comité de Sustentabilidad (SLTC). pmalnati@jomsalva.com
entre países son esenciales para garantizar un abastecimiento ético y resiliente
Del mismo modo, el reciclaje volvió a tener un protagonismo necesario. El reencauche de neumáticos gigantes, los procesos de valorización de residuos y las nuevas tecnologías para convertir desechos en materias primas muestran que la circularidad es una oportunidad industrial y no solo un imperativo ambiental.
Además, las Jornadas pusieron en agenda el desarrollo de habilidades digitales, la formación técnica de calidad y la articulación entre generaciones, elementos claves para un sector que necesita profesionales capaces de integrar ciencia, tecnología y propósito.
Hoy reafirmamos que la evolución del sector del caucho depende de nuestra capacidad para conectar esfuerzos, fortalecer alianzas y transformar cada eslabón de la cadena. Bogotá fue el punto de encuentro donde esta visión compartida se hizo tangible. Y es nuestra responsabilidad seguir transitando este camino, en el que la innovación no solo mejora procesos, sino que construye una industria más justa, eficiente y sostenible. ■


En Mavalle, el conocimiento, el compromiso y el respeto por la naturaleza se unen en cada surco.
Formamos a quienes cultivan el futuro con precisión, pasión y propósito.

Aportamos al desarrollo rural sostenible.
Protegemos el bosque y la biodiversidad.

La economía circular incluye diversos principios que garantizan que los materiales, productos y recursos permanezcan en un ciclo de uso continuo durante el mayor tiempo posible. De esta forma, se contribuye directamente a la sostenibilidad ambiental, económica y social, y se fomenta una producción responsable, que permite disminuir la presión sobre los ecosistemas y generar oportunidades de innovación verde.
En el caso particular de los elastómeros, la circularidad de los materiales se centra en:
Fabricar artículos nuevos con diseños innovadores (rediseñar).
Obtener subproductos beneficiosos (recuperar).

Marianella Hernández Santana
Directora de la Red Internacional de Tecnología del Caucho (RITC).
Por su parte, la circularidad del producto agrupa a las nuevas tecnologías para prolongar la vida útil (reparar y reusar), así como a las tecnologías de desvulcanización, con el objetivo de obtener un material con el mismo rendimiento que el caucho virgen (reciclar).
Mientras que la productividad de los recursos busca tanto la sustitución de productos derivados del petróleo por otras materias primas naturales o de origen biológico (renovación), como la reducción del peso de los productos fabricados y los beneficios que esto conlleva (reducir).






1. Estrategias sostenibles planteadas dentro de la economía circular.
El grupo de Compuestos Poliméricos (PCG) del Instituto de Ciencia y Tecnología de Polímeros del CSIC (España), trabaja hace más de una década en la aplicación de estrategias circulares para el desarrollo de materiales elastoméricos sostenibles. En este artículo se presentan ejemplos de los desarrollos llevados a cabo, considerando estrategias como el reciclaje, la desvulcanización o la autorreparación, como enfoques innovadores para conferir sostenibilidad a los cauchos, en línea con los principios de economía circular.
CIRCULARIDAD DE MATERIALES
El punto de partida de la economía circular se basa en el rediseño de los materiales y productos, teniendo en cuenta las consecuencias medioambientales. En el campo de los materiales elastoméricos, la combinación de agentes vulcanizantes constituye
una estrategia adecuada para diseñar múltiples redes que consolidan las mejores características de diferentes sistemas.
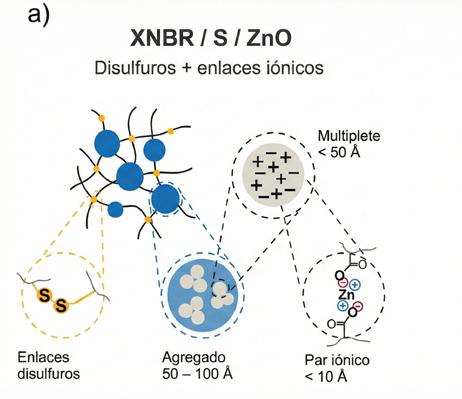
Gracias a una investigación llevada a cabo por el PCG, se combinaron azufre (S) y óxido de zinc (ZnO) como agentes vulcanizantes en una matriz de caucho nitrilo carboxilado (XNBR). La red dual resultante mejoró la resistencia a la abrasión hasta un 15 % en comparación con una red entrecruzada iónicamente pura, y hasta un 115 % en relación a una red covalente basada únicamente en azufre.
Además, la ya buena resistencia química del XNBR en fluidos no polares, como el tolueno y la gasolina, mejoró aún más, con una reducción de hasta un 26 % en la absorción de disolvente (ver figura 2). Los resultados de este diseño innovador, que combina una red covalente con una iónica, abren la puerta a nuevas aplicaciones del XNBR en la industria petroquímica y de automoción.
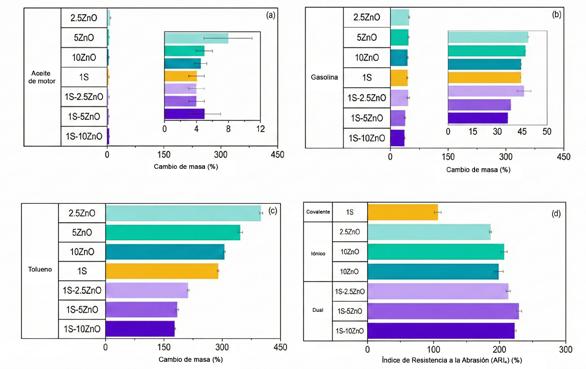
Figura 2. a) Representación esquemática de la red dual de entrecruzamiento; b) Resistencia química y a la abrasión de compuestos entrecruzados mediante azufre (S), iónicos (ZnO) y duales (S-ZnO).
CIRCULARIDAD DE PRODUCTOS
B) REPARAR
Durante décadas, los científicos han enfocado su investigación en el diseño de materiales robustos y resistentes.
Sin embargo, esta resistencia no evita que estos materiales sean susceptibles de sufrir daños, que limitan su tiempo de vida útil. Como respuesta, se ha impulsado el desarrollo de materiales con capacidad de autorreparación.
De esta forma, el propio material sería capaz de restaurar, parcial o totalmente, daños físicos localizados, lo que evitaría fallas catastróficas de manera efectiva y extendería su vida útil. Es así como los materiales autorreparables se sitúan en la vanguardia de los desarrollos recientes en química e ingeniería de materiales.
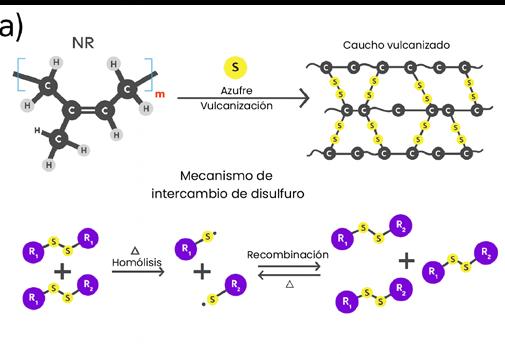
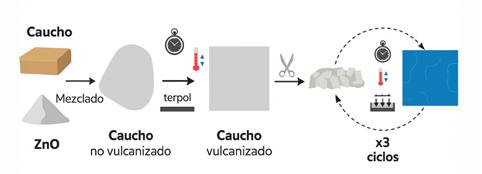
El PCG es pionero en el desarrollo de elastómeros autorreparables con el empleo de estrategias y posterior aplicación en caucho natural (NR) y cauchos sintéticos. Un hito en este campo fue el desarrollo de un compuesto convencional de NR vulcanizado con azufre con capacidad de autorreparación. Los resultados alcanzados sentaron las bases en esta área de conocimiento, al generar información fundamental sobre el mecanismo de reparación mediante el intercambio de radicales libres de disulfuro inducidos por la temperatura (figura 3a).
También se exploró una nueva ruta sintética que introduce enlaces dinámicos basados en la química Diels-Alder (DA) para la vulcanización del NR. En ese sentido, se evaluó la eficiencia de reparación de forma cualitativa y cuantitativa a diferentes escalas, lo que generó un material capaz de recuperar
resistencia mecánica a bajas deformaciones durante tres ciclos de daño-reparación.
En la mayoría de los desarrollos actuales existe un compromiso entre reparación y desempeño mecánico, lo que conlleva alcanzar altos niveles de reparación en materiales que presentan pobres propiedades mecánicas. En el PCG se están destinando esfuerzos para solventar este compromiso: una estrategia fue la de incorporar óxido de grafeno (TRGO) selectivamente funcionalizado en caucho natural epoxidado (ENR).
Con esto se logró una reparación del 85 % a temperatura ambiente, además de conseguir, de manera simultánea, una mejora del 100 % en las propiedades mecánicas (figura 3b). La formación de puentes de hidrógeno entre los grupos epoxi del ENR y los grupos funcionales en la superficie del TRGO hizo posible alcanzar este equilibrio.
La incorporación de aditivos o cargas reforzantes también contribuyó a evaluar la reparación de varias funcionalidades, tal como la conductividad eléctrica y térmica. La adición de TRGO en NR o nanopartículas de alúmina modificadas con Zn² en XNBR representan ejemplos exitosos de lo desarrollado por el PCG a nivel de reparación de multifuncionalidades.
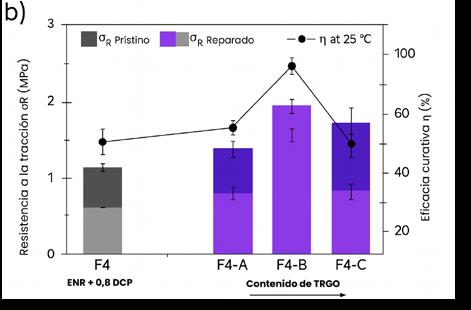
Figura 3. a) Mecanismo de intercambio de disulfuros en NR; b) Resistencia a la tracción y eficiencia de reparación de ENR con contenido variable de TRGO.
La conciencia medioambiental de la industria del caucho y la apuesta por la innovación tecnológica han contribuido a explorar nuevas estrategias para abordar el problema del reciclaje y reducir así los problemas medioambientales asociados. En este contexto, el PCG desarrolló un XNBR entrecruzado iónicamente con sales metálicas capaz de mantener sus propiedades mecánicas durante tres ciclos de reciclado (figura 4a).
El material desarrollado también mostró una excelente resistencia a la tracción de 19 MPa y una alta elongación en el punto de rotura superior al 700 %, valores excepcionales en los materiales elastoméricos. Además, el material se utilizó para el montaje con éxito de una mano robótica que generó una excelente precisión y una rápida respuesta durante la actuación, recuperándose de la deformación en solo 80 milisegundos (figura 4b)
El PCG también desarrolló compuestos de caucho estireno-butadieno (SBR) con polvo de neumáticos
fuera de uso (GTR), lo que permite revalorizar un material de desecho al conferirle propiedades duales: refuerzo mecánico y funcionalidad autorreparable. Además, la adición de GTR a la matriz de SBR mejoró simultáneamente la resistencia a la rodadura y mantuvo tanto el agarre en húmedo como la capacidad de autorreparación.
Asimismo, se realizó un análisis de ciclo de vida (LCA) de estos compuestos, lo que evidenció que el uso de GTR modificado químicamente reduce entre un 25 % y un 30 % el potencial de calentamiento global y también disminuye significativamente la huella de carbono.
La desvulcanización ha sido otra línea de desarrollo dentro del PCG. Los resultados alcanzados permitieron establecer un modelo al relacionar la microestructura del caucho desvulcanizado con su comportamiento mecánico. El proceso de desvulcanización termomecánico resultó ser el favorable para alcanzar mejores propiedades mecánicas (figura 4c)

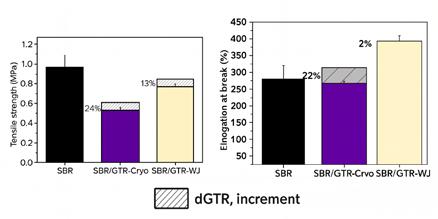
Figura 4. Representación esquemática del reciclaje del XNBR; b) Mano robótica hecha con XNBR reciclable; c) Propiedades mecánicas de SBR con GTR y GTR desvulcanizado (dGTR).
PRODUCTIVIDAD DE RECURSOS
D) RENOVAR
En un contexto global donde la sostenibilidad no es solo un objetivo sino una necesidad, el desarrollo y la aplicación de elastómeros, precursores y aditivos derivados de fuentes renovables están adquiriendo una relevancia crucial.
Estos materiales son esenciales en una amplia gama de sectores industriales y representan un paso transformador hacia la reducción del impacto ambiental de los procesos de fabricación.
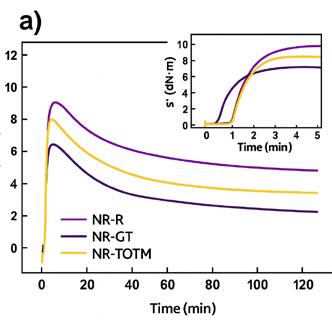
Un objetivo del PCG ha sido la evaluación del efecto de incorporar aditivos biobasados (cargas y plastificantes) a matrices de NR y ENR.
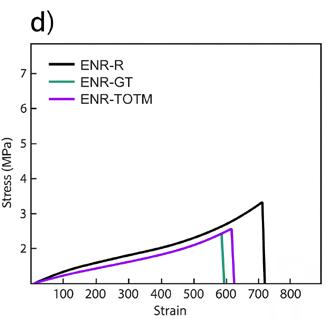
Se encontró que las cargas como la celulosa y las hojas de eucaliptus mejoran las propiedades mecánicas del caucho, mientras que el trilevulinato de glicerol (GT) se presenta como una alternativa sostenible potencial a los plastificantes comerciales derivados del petróleo, tal como el tris (2-ethilhexil) trimelitato (TOTM). El bioplastificante GT acelera la vulcanización y reduce el riesgo de reversión, lo que promueve una vulcanización más rápida y una mayor flexibilidad en la red de caucho (ver figura 5a-d).
Estructuralmente, el GT promueve puentes de azufre más largos y la cristalización inducida por deformación en NR. En términos de miscibilidad, el GT es totalmente miscible con ENR, pero muestra una miscibilidad parcial en NR.
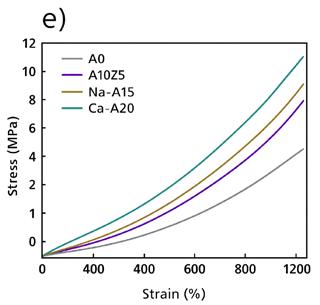
Otro objetivo lo constituye el diseño de materiales compuestos elastoméricos autorreparables mediante aditivos de origen natural. Para ello, se desarrollaron elastómeros termoplásticos (TPEs) a partir de fases termoplásticas biobasadas y biodegradables, reforzados con cargas naturales. Un primer estudio consistió en el desarrollo de TPEs basados en mezclas de ENR y policaprolactona (PCL) reforzadas con sales de ácido algínico. Este grupo de sales actúa como refuerzo natural, de modo tal que incrementa la resistencia a la tracción del caucho de 6 MPa a 12 MPa sin afectar el alargamiento a la rotura (~1000% de deformación) (ver figura 5e).
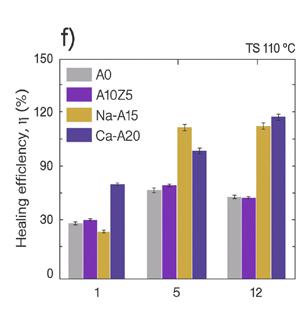
Además, la presencia de interacciones iónicas y enlaces de hidrógeno entre los componentes dota al material de capacidad de autorreparación asistida térmicamente, permitiéndole restaurar daños catastróficos y recuperar diversas propiedades mecánicas hasta en un ~100 % (figura 5f). En un segundo estudio, se utilizó ENR y propionato de celulosa (CP) como matriz, reforzado con fibras celulósicas. La autorreparación se logró con la combinación entre el flujo de la fase termoplástica y la formación de puentes de hidrógeno entre el ENR y el CP. La eficiencia de reparación del 95 % obtenida y el aumento de la resistencia a la tracción demostraron la naturaleza reforzante de la celulosa.
Todos estos compuestos tienen aplicaciones potenciales en mercados comunes para los TPEs, como el automotriz (piezas exteriores e interiores, paneles de instrumentos, conductos de aire y tuberías), la construcción (piezas extruidas para puertas y ventanas), el industrial (amortiguadores), el de consumo (mangos y cubiertas de herramientas), el médico (válvulas y tubos), el electrónico (cables y componentes de teléfonos móviles) y el de artículos deportivos.
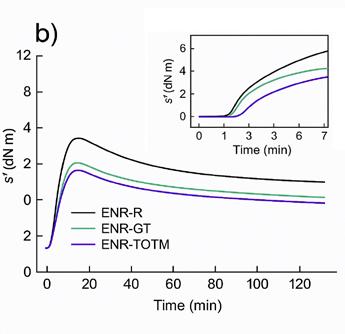
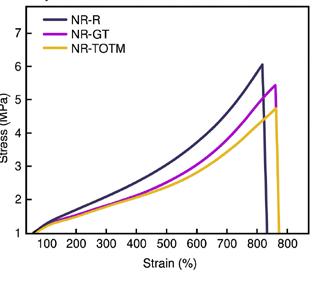
Figura 5. a) y b) curvas de curado de NR y ENR con GT y TOTM; c) y d) curvas esfuerzo-deformación de NR y ENR con GT y TOTM; e) curvas esfuerzo-deformación de ENR con alginato de sodio (Na-A15) y alginato de calcio (Ca-A20); f) eficiencia de reparación de ENR/alginatos a diferentes tiempos de reparación.
Deformación (%)
de reparación (%)
Figura 5. a) y b) curvas de curado de NR y ENR con GT y TOTM; c) y d) curvas esfuerzo-deformación de NR y ENR con GT y TOTM; e) curvas esfuerzo-deformación de ENR con alginato de sodio (Na-A15) y alginato de calcio (Ca-A20); f) eficiencia de reparación de ENR/alginatos a diferentes tiempos de reparación.
Los avances presentados en este artículo marcan un punto de inflexión en el desarrollo de cauchos más sostenibles. El punto de partida de esta transformación se basa en el rediseño de materiales y productos, considerando desde su concepción las consecuencias medioambientales. La combinación estratégica de agentes vulcanizantes permite diseñar múltiples redes que integran las mejores propiedades de distintos sistemas, lo que favorece la
autorreparación y el reprocesado de los cauchos Además, el desarrollo y la aplicación de aditivos derivados de fuentes renovables se vuelven cruciales.
De este modo, se consolida un enfoque integral que nos acerca a un modelo verdaderamente circular, en el que la sostenibilidad está integrada desde el diseño hasta el final del ciclo de vida del material. ■




Muchas veces me he encontrado con diferentes empresas manufactureras de caucho –grandes, medianas o pequeñas– que son esencialmente “formulistas”.
Es decir, procesan compuestos de gran calidad, pero sufren la ocurrencia cotidiana y sorpresiva de una multiplicidad de productos fallados o defectuosos. Estas situaciones aparecen y desaparecen y provocan que, no solo no se consigan los resultados deseados y programados, sino que se haga muy difícil concretar una solución.

COLUMNISTA

Esteban Friedenthal
Director del Comité de Capacitación y Desarrollo Profesional (SLTC).
¿Cómo puede ser que, con estos compuestos de lujo que elaboramos, aparezcan tantos problemas de producción, con indicadores de productividad pobres y rentabilidad mínima? ¿En qué estaremos fallando? ¿No será que existen otras variables que deberíamos controlar para mejorar la coyuntura de la planta?
La respuesta a estas inquietudes es claramente afirmativa. No es suficiente con utilizar formulaciones de alta calidad (y a menudo costosas) para elaborar productos competitivos de excelencia. No podremos alcanzar la productividad proyectada a través de una gestión fabril mediocre e improvisada.
¿POR DÓNDE COMENZAR?
Debemos tener bien claro qué aspectos necesitamos mejorar en los procesos de producción para reducir sus costos operativos y aumentar la eficiencia general en la fábrica. Todas las tareas y actividades que se realicen en el día a día, por mínimas e insignificantes que parezcan, se deberán analizar con espíritu crítico y bastante paciencia.
La finalidad es encontrar soluciones, y no buscar qué o quién tiene la culpa. Hay que entender también que los errores que se cometen son parte del proceso de aprendizaje y crecimiento.
La índole multivariable de las actividades de la fábrica se origina en la naturaleza físico-química y reológica de los materiales elastoméricos y frecuentemente produce un comportamiento errático e irregular. Y, por cierto, irritante.
Por este motivo, los técnicos deben timonear continuamente su propia gestión, junto con la adecuación de los materiales, máquinas y procedimientos de trabajo para controlar el caos cotidiano. No existe una planta de artículos de caucho que se pueda manejar en “piloto automático”.
ESCRIBIR LO QUE SE HACE Y HACER LO QUE ESTÁ ESCRITO
Si algo debemos agradecer a las normas que aparecieron a principio de este siglo para regir los sistemas de calidad, es la obligación de tener un sistema de documentación en las empresas de caucho. Es decir, procedimientos escritos que establezcan condiciones operativas claras y entendibles para los procesos de elaboración en la cadena productiva.
Se realizó un considerable esfuerzo colectivo para redactar “lo que se hacía” y tenerlo disponible para controlar “que se haga de esa forma”.
Durante mucho tiempo estas tareas se realizaban “de memoria”. Varias operaciones continúan con características muy rutinarias, de modo que es común cometer errores de difícil corrección. Por lo tanto, trabajar sin margen de error es una verdadera utopía.
Mi experiencia indica que la utilización concreta de estos procedimientos escritos por el personal es un tema cultural. Deberían estar disponibles en cada puesto de trabajo para que los colaboradores se acostumbren a consultarlos.

Mantener la fábrica ordenada y limpia es otro proyecto absolutamente fundamental: se debe comenzar por los sectores tradicionalmente sucios y desordenados. Hay que revisar estos aspectos en las bodegas o depósitos de materia prima y en toda la zona de la fábrica destinada al peso, fracción o manipulación de ingredientes para abastecer el área de mezclado.
En Japón se desarrollaron metodologías de mejora continua destinadas a inculcar la cultura del orden y limpieza en el personal. No tardaron en expandirse y generalizarse en todo el mundo industrial.

Una de las más conocidas es la llamada “5S” por las iniciales de cinco palabras japonesas referidas a la secuencia de acciones a implementar para lograr estos objetivos:
• Seiri (eliminar). Diferenciar lo necesario de lo innecesario en los elementos de cada sector.
• Seiton (ordenar). Organizar todo lo necesario asignando un lugar a cada elemento, guardándolos en el orden en que se utilizarán.
• Seiso (limpiar). Limpiar profundamente el sector e investigar las causas que producen suciedad.
• Seiketsu (estandarizar). Desarrollar métodos para mantener las acciones de los tres pasos anteriores.
• Shitsuke (disciplinar). Disciplinar y entrenar al personal para lograr el objetivo anterior.
La metodología 5S emplea simples acciones, generalmente de gran creatividad e impacto, y contempla la participación activa de todo el personal en cada sector de la compañía. Una empresa limpia y ordenada previene accidentes y errores no forzados en la producción.
LAY OUT ÓPTIMO
La palabra lay out se refiere a la disposición de máquinas, accesorios, herramientas, armarios, cintas transportadoras, tableros y otros elementos sobre el suelo de la fábrica y también a la logística empleada para un acceso inmediato y utilización eficiente.
Puede parecer un aspecto superfluo, pero es un factor muy importante para lograr una alta productividad en las operaciones ya que incide directamente sobre los tiempos “muertos” o “no productivos” de los diferentes procesos. Asimismo, dentro del estudio de la distribución de elementos en la fábrica se deben considerar la iluminación y ventilación de los ambientes, aspectos que no siempre son tenidos en cuenta.
La capacitación intensa es la clave para poder lograr una producción de excelencia. Permite al personal de la empresa planificar, mejorar y realizar de manera más eficiente sus tareas, además de articularse con las demás áreas de la organización.
En este proceso se modifican los conocimientos existentes, las habilidades (oficio) que los ponen en acción y la actitud hacia el trabajo y la empresa (sentido de pertenencia). En resumen, el aprendizaje debe responder a las necesidades de la organización por lo que los esfuerzos de la compañía para satisfacerlas deben surgir de requerimientos del personal.
En este sentido, se debe hacer uso de una herramienta fundamental para el área: la detección de necesidades y su análisis exhaustivo, para identificar si cada situación particular requiere o no un programa de capacitación.
La importancia de la seguridad en una empresa industrial es crucial porque protege la vida y el bienestar de los trabajadores, previene accidentes y enfermedades laborales, asegura el cumplimiento normativo, reduce pérdidas económicas y ambientales y mejora la productividad y la moral del equipo. Al implementar medidas de seguridad, la empresa crea un entorno de trabajo más seguro y eficiente. Esto permite, no solo cumplir con las normas establecidas, sino que promueve una cultura de prevención y compromiso por parte de todos los involucrados.

Si queremos lograr una producción de excelencia, es fundamental desarrollar una estrategia para evitar los incidentes y accidentes. Esta dimensión debe abordarse con la misma intensidad, aplicación y firmeza que los demás factores desarrollados en esta nota.
Estimados lectores, espero que estas reflexiones hagan eco en los responsables de cada compañía cauchera. ¡Hasta el próximo cafecito! ■

ARTÍCULO TÉCNICO-COMERCIAL

Artículo técnico comercial publicado como contraprestación por patrocinio oro.
Si quieres leer la primera parte de este artículo, haz clic aquí
Tras analizar los aportes del caucho a la movilidad sustentable en la primera parte del artículo, esta segunda sección se centra en los avances tecnológicos y aplicaciones que están transformando su papel en distintas industrias. Desde la gestión térmica y la electrificación vehicular hasta el reciclaje y la construcción sostenible, el caucho continúa demostrando su versatilidad como material clave para una economía más eficiente y circular.
GESTIÓN TÉRMICA
En los vehículos eléctricos (BEV), la gestión térmica es un aspecto crítico. A diferencia de los automóviles con motores de combustión interna, donde el principal desafío es el enfriamiento del compartimento del motor -que puede convertir hasta el 50 % del combustible en energía térmica-, en los BEV el control de la temperatura se enfoca en las baterías, cuyo rango óptimo de funcionamiento está entre 10 y 50 °C.
Mantener esta ventana térmica es esencial tanto para evitar el envejecimiento prematuro como para garantizar el rendimiento, incluso en condiciones invernales. Por esta razón, los fabricantes desarrollan sistemas de calefacción y enfriamiento avanzados, con tecnologías como el enfriamiento directo o evaporativo.
Durante la carga rápida, la batería debe alcanzar el 80 % de su capacidad en apenas 10 o 15 minutos, lo que genera un intenso aumento de temperatura, que puede dañarla. En este contexto, materiales como el EPDM Keltan® de ARLANXEO aportan un alto rendimiento en mangueras, sellos y juntas para sistemas de refrigeración. Por su parte, Baypren® CR y Therban® HNBR se destacan por su compatibilidad con refrigerantes específicos, lo que garantiza durabilidad y seguridad térmica.
En un típico vehículo de combustión interna existen más de 3.000 metros de cables y alrededor de 2.000 líneas individuales, que transportan energía o señales desde más de 200 sensores y motores. Si bien la electrificación no modifica radicalmente estos números, sí incrementa la exigencia sobre los materiales, por la mayor demanda energética y los sistemas de alto voltaje.
Los BEV de alta gama ya operan con voltajes de 800 V: esto les permite cargar baterías de hasta 100 kWh en solo 15 minutos y alimentar motores de más de 500 kW. Estos sistemas requieren un aislamiento, blindaje y protección superiores frente a líquidos, rayos UV, ozono y abrasión.
Los tipos de caucho de alto rendimiento de ARLANXEO responden a estas demandas:
• Keltan® EPDM, ideal para láminas de cables no polares.
• Perbunan® BR y Baypren® CR, para cables resistentes a aceites y grasas.
• Levapren® EVM, utilizado en compuestos retardantes de llama y no corrosivos.
Los vehículos eléctricos presentan un nuevo desafío en materia de ruido, vibración y dureza (NVH). Al eliminar el sonido del motor de combustión, el silencio del sistema de propulsión hace que otros ruidos -como los del viento, los neumáticos o los mecanismos de la carrocería- sean mucho más perceptibles. Por eso, las automotrices se enfocan en desarrollar sistemas de sellado más eficientes y materiales con mejor comportamiento acústico para asegurar un confort de conducción superior.
El EPDM (etileno propileno dieno monómero) es el material más utilizado en los sistemas de sellado de puertas y cristales debido a su excelente resistencia a la intemperie, al ozono y a las variaciones de temperatura.
Para minimizar el ruido exterior y las filtraciones de aire se han implementado diferentes estrategias: desde incrementar la cantidad o el espesor de los sellos, hasta incorporar compuestos de baja densidad mediante el uso de agentes de soplado.
Sin embargo, aumentar la masa o el volumen de los sellos también implica incrementar el peso del vehículo, lo cual es una desventaja en términos de eficiencia energética. Por eso, se buscan grados de EPDM con masa molar muy alta, que ofrecen una mayor recuperación elástica y resistencia al estrés sin necesidad de aumentar la densidad. Ejemplos destacados son Keltan® 9650C y Keltan® 13561C, desarrollados por ARLANXEO, que permiten mantener un sellado efectivo con un peso reducido.
En lo que respecta a los componentes dinámicos, como soportes de motor o bujes de suspensión, la exigencia también ha cambiado. Estos elementos deben combinar propiedades dinámicas estables con buena resistencia térmica, especialmente en vehículos eléctricos, donde las temperaturas de operación suelen ser más elevadas. Mientras que el caucho natural (NR) comienza a perder rendimiento dinámico por encima de los 80 °C, el EPDM puede mantener su desempeño en un rango térmico superior (ver figura 1). Los avances en formulaciones actuales permiten que el EPDM alcance o incluso supere la respuesta elástica y la estabilidad dinámica del NR, con lo cual se mejora la vida útil y la confiabilidad de los componentes.
Además, el aumento del peso total de los vehículos eléctricos -producto del conjunto de baterías- ha impulsado la incorporación de resortes de aire que ajustan automáticamente la altura del vehículo, optimizando la aerodinámica y el confort. En estas aplicaciones, el Baypren® CR modificado con azufre se destaca por su excelente adhesión al sustrato textil, alta resistencia a la fatiga, baja permeabilidad al gas y buena resistencia al ozono y al envejecimiento. Esto se traduce en mayor durabilidad y desempeño constante a lo largo del ciclo de vida del vehículo.
Alargamiento en el descanso
Finalmente, los sistemas de sellado, las mangueras de refrigeración y los elementos antivibratorios también deben adaptarse a las condiciones particulares de los BEV: presiones más altas, cambios térmicos bruscos y exposición continua a fluidos refrigerantes.
Los elastómeros de alto rendimiento de ARLANXEO -como Therban® HNBR y Keltan® EPDM- ofrecen la combinación ideal de elasticidad, resistencia química y estabilidad térmica, consolidándose como materiales esenciales en la nueva movilidad eléctrica.
Para ello, se reemplazan piezas metálicas por termoplásticos o materiales compuestos reforzados con fibra, combinando resistencia con ligereza.
Las técnicas de moldeo 2K y el uso de promotores de adhesión permiten unir directamente caucho y plástico, lo que amplía las posibilidades de diseño.
Además, los TPV (elastómeros termoplásticos vulcanizados) ofrecen una alternativa más liviana frente a los cauchos convencionales, lo cual reduce la densidad de los compuestos y mejora el desempeño
Figura 1. Impacto de altas temperaturas en los compuestos NR y EPDM.
Disminuir el peso total del vehículo mejora la eficiencia energética ya sea con la reducción del consumo de combustible o con el aumento de la autonomía eléctrica.

Figura 2. Perfil automotriz parcial que muestra una parte sólida, una microdensa y otra de esponja.
El aumento de la densidad poblacional exige soluciones innovadoras frente al ruido, la contaminación del aire, la eficiencia energética, la gestión del agua y la calidad de vida. En este contexto, los materiales elastoméricos ofrecen múltiples oportunidades para desarrollar infraestructuras más sostenibles y funcionales.
Uno de los principales retos es reducir los niveles de ruido en las carreteras urbanas. Los compuestos de caucho pueden emplearse en pavimentos y estructuras viales para amortiguar vibraciones, mejorar la absorción sonora y aumentar la durabilidad del asfalto. Para extender la vida útil de las carreteras y disminuir los costos de mantenimiento, es necesario prevenir el agrietamiento a bajas temperaturas. Esto puede lograrse mediante la modificación del betún con copolímeros como EVA (etileno-vinilacetato), SBS (estireno-butadieno-estireno), SBR o poliolefinas reactivas, que aportan mayor elasticidad y resistencia al envejecimiento.
El aspecto ambiental también es clave. Por un lado, las partículas de desgaste de neumáticos y carreteras pueden minimizarse con la mejora en el desempeño de los compuestos de caucho. Por otro, un mejor diseño de pavimentos permite reducir estas partículas, lo que contribuye a disminuir su presencia en cursos de agua y mejorar la calidad del aire urbano, al reducir el polvo fino en suspensión. A su vez, es necesario controlar la liberación de sustancias químicas como el óxido de zinc, debido a su potencial toxicidad acuática, mediante la optimización de formulaciones y aditivos.
El caucho también cumple un papel vital en la seguridad, la comodidad y la durabilidad de las construcciones. Sus propiedades -elasticidad, resistencia al ozono, radiación UV y calor, aislamiento de vibraciones y ruido, capacidad de sellado y baja expansión térmica- lo hacen ideal para juntas, apoyos estructurales, amortiguadores y sellos de ventanas. Entre los elastómeros más utilizados en estos sistemas se encuentran NR, BR, CR y EPDM, seleccionados según las condiciones mecánicas y ambientales de cada proyecto.
Hoy en día, los techos modernos no solo deben proteger de la lluvia, el viento y el frío, sino también integrar soluciones energéticas, como paneles fotovoltaicos y colectores solares térmicos.
En este sentido, materiales como TPO (poliolefina termoplástica), betún modificado, EPDM o PVC se utilizan en cubiertas planas por su excelente impermeabilidad, flexibilidad y resistencia al envejecimiento.
Además, los avances recientes en pantallas de ventanas buscan mejorar la eficiencia térmica de los edificios, lo que bloquea el calor en verano y lo conserva en invierno. En estas aplicaciones, el desempeño de los sellos de caucho es determinante: materiales como EPDM, CR y mezclas de NBR/PVC aseguran estanqueidad, durabilidad y confort interior.
La infraestructura energética también está experimentando una transformación profunda. Para acompañar estos cambios, se requieren soluciones elastoméricas inteligentes, que ofrezcan:
• Reducción de peso, por ejemplo, mediante la modificación con resinas epoxi.
• Retardancia a la llama, para proteger hogares y redes eléctricas.
• Aislamiento en cables superconductores y sistemas eléctricos avanzados.
• Aplicaciones en nuevos conceptos de baterías, como las baterías plegables.
• Blindaje electromagnético, esencial en sistemas electrónicos sensibles.
• Equilibrio entre conductividad térmica y eléctrica y aislamiento, según la función requerida.
En los últimos años ha crecido la atención sobre las emisiones de compuestos orgánicos volátiles (VOC) provenientes de productos de caucho, tanto en la construcción como en la industria automotriz. Estos compuestos -regulados por la OMS, la Unión Europea, la EPA y otras agencias- pueden ser cancerígenos, mutagénicos o reprotóxicos (tabla 1), y su control es una prioridad ambiental.
Para mitigar su impacto, ARLANXEO ha desarrollado nuevos grados de NBR y EPDM de baja emisión de VOC, capaces de reducir hasta un 90 % de compuestos volátiles en comparación con formulaciones convencionales. Estas innovaciones encuentran aplicación en pisos, alfombras, perfiles y otros productos de interior, lo que contribuye a ambientes más saludables y sostenibles.
En el contexto de una economía circular, la cadena de valor del caucho debe evolucionar hacia un sistema cerrado, donde los residuos posconsumo sean reincorporados al proceso productivo. De esta manera, se evita la acumulación de desechos -que genera impactos ambientales significativos- y se preserva el valor económico de los materiales.
Emisión relativa
Krynac ® Perbunan® Krynac de próxima ®
Figura 3. Reducción significativa de las emisiones de VOC de Perbunan®/Krynac® NBR con tecnología
ARLANXEO (ACN = acrilonitrilo residual; VCH = 4-VinylCiclohex-ene; CCH = 4-citanocycloheximeno; TVOC = total VOC).
La tabla 2 presenta una descripción general de los principales métodos de reciclaje aplicables al caucho, los cuales difieren según la energía requerida y el valor recuperado tras el proceso. En términos de eficiencia, la reutilización directa de un producto usado en la misma aplicación es la opción más favorable, ya que no demanda energía adicional y mantiene el mismo valor funcional. Sin embargo, esta posibilidad es limitada: las propiedades del caucho suelen degradarse con el uso y la exposición a factores como abrasión, carga mecánica, calor, oxidación, ozono o hinchamiento.
Categoría de cierre de cadena
Reutilización en otras aplicaciones de caucho
Productos de caucho después del tratamiento mecánico/térmico
Compuesto de caucho
Materia prima de craqueo nafta
Materia prima de energía
Ejemplos
• Neumáticos para desechos como bloques de cojín, barreras de choque en carreteras, terraplén de carreteras, refugios contra avalanchas, suelas de zapatos, protección costera, guardabarros, arrecifes artificiales, pesos para mantener las láminas agrícolas en su lugar, etc
• Recauchutado.
• Trituración: base para carreteras, ferrocarriles; relleno para paredes, puentes.
• Trituración seguida de moldeo por compresión: esteras para establos, tapetes de campo, baldosas de pavimento
• Molienda: césped artificial, aditivo para asfalto, superficie para pistas atléticas
• Recuperación y devulcanización: mezclado con compuesto virgen y revulcanización.
• Elastómeros / Vulcanizados termoplásticos
• Pirólisis: negro de humo , gas y petróleo
• Producción de monómeros
• Para acerías, hornos de cemento, molinos de papel y centrales eléctricas
2. Descripción general no costosa de los enfoques para el reciclaje de residuos de caucho como se aplica hoy en la industria.
Aun así, la reutilización de residuos de caucho, especialmente de neumáticos usados, es una práctica extendida en la industria. El tratamiento mecánico de estos materiales permite generar una amplia variedad de nuevas aplicaciones, cerrando el circuito a nivel de “producto de caucho”. Un ejemplo clásico es el recauchutado, donde se elimina mecánicamente la banda de rodadura desgastada y se reemplaza por un nuevo compuesto vulcanizado sobre la carcasa original.
La trituración de neumáticos produce migas de caucho con diámetros de varios milímetros o centímetros, utilizadas como base para carreteras, relleno de paredes o material de drenaje.
Si estas migas se sinterizan por moldeo de compresión, pueden transformarse en esteras de caucho empleadas en establos para confort animal o como superficies de seguridad en parques infantiles.
Por otro lado, la molienda más fina de los neumáticos genera polvos de caucho (en el rango de micrómetros o milímetros), que encuentran aplicación como relleno en césped sintético de campos deportivos o como aditivo para asfaltos, mejorando la vida útil y la absorción acústica de las carreteras.
Los elastómeros termoplásticos (TPE) y los vulcanizados termoplásticos (TPV) también son reciclables mediante reprocesamiento por fusión.
No obstante, el envejecimiento térmico y mecánico de los productos limita la calidad del material reciclado, reduciendo su desempeño en aplicaciones posteriores. El principal desafío del reciclaje directo del caucho vulcanizado radica en su estructura reticulada tridimensional, que le otorga sus propiedades elásticas, pero impide la fusión y el moldeo simple.
Para superar este obstáculo, se utilizan procesos de devulcanización o recuperación, donde los residuos son sometidos a altas temperaturas y esfuerzos de cizalla (por ejemplo, en extrusores de devulcanización), preferentemente con agentes químicos específicos como sulfuros aromáticos o aminas alifáticas.
Estos tratamientos permiten romper parcialmente la red de enlaces cruzados y reprocesar el material en nuevos productos. La diferencia entre recuperación y devulcanización es principalmente el grado de control: la primera implica una degradación menos selectiva del polímero, mientras que la segunda busca actuar únicamente sobre los enlaces de azufre, conservando mejor las propiedades del caucho.
En la práctica, los cauchos revulcanizados suelen presentar rendimiento inferior y defectos superficiales, lo que restringe su incorporación a un máximo del 30 % en peso dentro de compuestos con caucho virgen. Además, ambos procesos demandan altos consumos energéticos y uso de productos químicos, lo que reduce su atractivo desde el punto de vista de la sostenibilidad.
Otra limitante del reciclaje químico es la heterogeneidad composicional de los residuos, ya que cada producto de caucho contiene diferentes tipos de polímeros y aditivos. Por ello, la clasificación previa del material es un paso crítico antes de aplicar la devulcanización.
Entre los métodos más prometedores se destaca la pirólisis, proceso térmico en ausencia de oxígeno (alrededor de 500 °C) que convierte los residuos en negro de humo, junto con subproductos gaseosos y líquidos que pueden reutilizarse como fuentes energéticas.
El negro de humo recuperado se emplea tanto como relleno semi-reforzante como en aplicaciones de alto valor añadido, por ejemplo, en tintas y pigmentos.
En ciertos termoplásticos, el reciclaje hacia sus monómeros originales es posible mediante disolución o hidrólisis -como ocurre en poliésteres o poliamidas-, aunque estas tecnologías aún no están desarrolladas para la mayoría de los cauchos. Una excepción parcial es la hidrólisis de poliuretanos, que permite recuperar polioles a partir de espumas posconsumo.
Actualmente, la vía más extendida para gestionar neumáticos fuera de uso (NFU) es su valorización energética, mediante su uso como combustible alternativo en industrias de alta demanda térmica (cementeras, siderúrgicas o papeleras). Sin embargo, este proceso destruye el valor químico del caucho y sólo recupera su contenido energético.
De manera incipiente, se están explorando vías de reciclaje químico avanzado, en las cuales los residuos poliméricos se transforman nuevamente en monómeros o precursores mediante procesos como el hidrotratamiento y la refinación catalítica. Si estos métodos se adaptaran al caucho, podrían cerrar completamente el ciclo, con lo cual se permitiría un bottom-to-top y se conservaría gran parte del valor intrínseco del material. ■


Este artículo está compuesto de 5 partes. Si quieres acceder a la primera, haz clic aquí
El proceso de mezclado de un compuesto es un camino hacia la dispersión de todos sus componentes, pero fundamentalmente de las cargas. En ese sentido, existen tantos caminos como diseños de ciclos de mezclado se puedan proponer.
Como se indicó en la parte 1 de esta nota, si se encuentran variaciones significativas de propiedades, tanto del compuesto crudo como del producto terminado, resulta necesario plantearse si el ciclo de mezclado es lo suficientemente robusto. Esto sucederá cuando la homogeneidad de las propiedades en crudo asegure un correcto procesamiento en equipos ubicados aguas abajo, y también cuando las propiedades físicas y reológicas del producto terminado sean lo suficientemente homogéneas, acordes a los requerimientos del producto final.
COLUMNISTA INVITADO

Alberto Ramperti Fundador de Rubber Service.
Las siguientes partes serán publicadas en las próximas ediciones. En caso de querer acceder al material completo enviar un correo a: caucho@sltcaucho.org
La primera parte de la definición indica que la robustez de un compuesto está ligada tanto a la homogeneidad de propiedades reológicas del compuesto crudo como a los equipos de procesamiento presentados aguas abajo del equipo de mezclado.
Un compuesto puede procesarse correctamente en determinados equipos de proceso y/o herramientas y no en otros. Esto dependerá de las características particulares de cada uno de ellos (diseño, potencia, etc.). Las características operativas de los equipos deben ser evaluadas para determinar si son generadoras de scrap, o si éste es atribuible al ciclo de mezclado o a componentes de la fórmula de trabajo.
La segunda parte de la definición está ligada directamente al ciclo de mezclado, ya que normalmente las propiedades mecánicas se determinan sobre probetas de compuesto crudo, que son vulcanizadas sin pasar por etapas posteriores de proceso. En tanto que las propiedades reológicas de los vulcanizados son medidas en RPA sobre un compuesto vulcanizado en el mismo equipo y llevadas a la temperatura definida para su evaluación.
Si el compuesto se procesa correctamente a través del tiempo y las propiedades finales son suficientemente homogéneas y apropiadas se puede decir que el ciclo de mezclado es robusto. Si, en cambio, se encuentran variaciones generadoras de scrap durante su procesamiento o en las propiedades del vulcanizado, es necesario evaluar el ciclo de mezclado y modificarlo para poder encuadrar la producción según los requerimientos técnicos y económicos requeridos.
Por lo tanto, se hace necesario definir de forma objetiva la robustez del esquema de mezclado para discernir dónde se encuentran las causas de las variaciones de propiedades que afectan el proceso productivo.
Un camino objetivo para encontrar la robustez del ciclo de mezclado es realizar un diseño de experimentos bajo un esquema general como el de la figura 1, donde se observa un rectángulo que representa el banbury y el ciclo de mezclado, al cual alimentamos con una entrada que es la fórmula de trabajo.
Variables no controladas
Respuestas
Entrada
Modificamos pasos y/o etapas (variables controladas)
Fórmula
Variables controladas del proceso de mezclado
Ese proceso de mezclado quedará afectado por dos familias de variables, denominadas variables controladas y no controladas. Por su parte, las respuestas serán los distintos compuestos que se obtengan para la misma fórmula de entrada, en función de cómo se modifiquen las variables controladas.
Las variables no controladas son todas aquellas que no se gestionan directamente durante el proceso de mezclado pero que se pueden considerar estables durante el diseño y desarrollo del experimento, como por ejemplo la temperatura de entrada del agua de enfriamiento, tiempos muertos, etc.
En tanto que las variables controladas son aquellas que definen el proceso de mezclado a través de etapas y pasos, así como las que determinan las respuestas, esto es, el conjunto de propiedades del compuesto mezclado.
En resumen, se intentará obtener un compuesto robusto modificando los pasos, sus tiempos, su secuencia y, si fuese necesario, las etapas.
VARIABLES CONTROLADAS - CRITERIO DE MODIFICACIÓN
Cada paso en una etapa de mezclado tendrá una estructura definida por tiempo, temperatura y energía, y que dependerá del método de mezclado y del equipo disponible.
La modificación de las características de un paso puede realizarse de manera aleatoria, o bien bajo criterios sustentados en la teoría del mezclado y la dispersión. En cuanto a la primera opción, esas modificaciones carecen de criterio técnico y pueden llevar el experimento a un largo camino con resultados que no aporten una solución al problema. Es necesario, entonces, establecer un criterio técnico que permita orientar correctamente las modificaciones de los pasos de mezclado.
Como se indicó anteriormente, el proceso de mezclado es un camino complejo hacia la macro y micro dispersión de las cargas dentro de la matriz de los polímeros, por lo que es razonable orientarse hacia las leyes que rigen la dispersión de cargas.
La teoría indica que los aglomerados de cargas se forman por la unión de agregados de partículas que se encuentran unidos entre sí por una fuerza cohesiva representada por la siguiente ecuación:
FC = P CFi (1)
Donde:
• FC: fuerza cohesiva total del aglomerado.
• P c : cantidad de puntos de contacto entre los distintos agregados que forman el aglomerado. Este valor depende del tamaño del aglomerado.
• Fi: fuerza unitaria de interacción entre agregados.
Por otra parte, cuando un compuesto de caucho se mueve bajo esfuerzos de corte se genera una fuerza hidrodinámica sobre las partículas de aglomerados que se representa con la siguiente ecuación:
FH = cηԯR2τxy/γ (2)
Donde:
• η: viscosidad del compuesto
• R: radio del aglomerado
• τ xy : tasa de corte
• γ: tensión interfacial
Estas dos fuerzas, FC y FH, actúan en direcciones opuestas durante el proceso de mezclado. Los aglomerados se harán más pequeños en la medida que las fuerzas hidrodinámicas sean superiores a las fuerzas cohesivas.
Los valores de FC y FH son variables en el tiempo y a través del ciclo de mezclado como consecuencia de las variaciones en viscosidad, radio medio de aglomerados, cantidad de puntos de contacto, temperatura, cantidad de ingredientes dentro del compuesto, etc.
En resumen, cualquier modificación que se realice en los pasos o etapas de mezclado debe realizarse pensando en mantener las fuerzas hidrodinámicas en los valores más altos posibles durante el mayor tiempo posible del ciclo.
FH > FC el mayor tiempo posible
La ecuación FH = cηԯR2τxy/γ indica que las fuerzas hidrodinámicas dependerán fuertemente de los valores de viscosidad y tasa de corte. La viscosidad del compuesto en elaboración dependerá de los ingredientes agregados hasta el momento, de la temperatura de la masa y del tiempo de mezclado.
Las elevadas temperaturas se asocian a una disminución de la viscosidad, pero también a una ruptura de las cadenas de los polímeros (especialmente en caucho natural) que a su vez colaboran a la disminución de viscosidad. A medida que transcurre el tiempo de mezclado, la temperatura del compuesto se eleva y la ruptura de cadenas poliméricas se incrementa. Teniendo presentes estos principios y observando las etapas y pasos del ciclo de mezclado, se pueden proponer modificaciones con el fin de mantener altas las fuerzas hidrodinámicas.
Algunas preguntas que el responsable del área puede formularse para modificar el ciclo de mezclado y, a la vez, mantener los valores de FH lo más elevados posibles son las siguientes:
• ¿El tiempo de plastificación de polímeros es el apropiado? ¿O es mayor al necesario, de forma tal que se rompa el polímero y pierda viscosidad, que luego se necesitará para una mejor dispersión?
• Si un paso se prolonga en el tiempo, ¿estoy incrementando temperatura y perdiendo viscosidad y peso molecular del polímero para los próximos pasos?
• Si una carga de sílice se agrega en dos pasos diferentes en relación 50 % / 50 %, ¿qué pasaría si la agrego en relación 60 % / 40 %?
• ¿Cuándo se agregan los plastificantes y auxiliares de procesos? El momento apropiado para agregar los auxiliares de procesos depende de la función que cumplan. Los agentes de dispersión de las cargas deben entrar en contacto con ellas lo antes posible para poder cumplir su función y los reductores de viscosidad lo más tarde que sea posible.
• Si se trabaja por cantidad de energía total acumulada, ¿cuándo y cómo se agregan los plastificantes?
Estos son principios generales a tener en cuenta, teniendo presente la seguridad del proceso y la necesidad de evitar límites de temperatura que afecten al producto final.
En la próxima entrega se conocerá cómo medir las respuestas o resultados producidos por los cambios del ciclo de mezclado. ■

NUEVA SECCIÓN
Patrocinadores institucionales

En esta nueva sección podrás conocer la historia de los patrocinadores institucionales que nos acompañan en la SLTC.
La Federación Argentina de la Industria del Caucho (FAIC) nació en 1931, en un contexto en el que Argentina comenzaba a consolidar su entramado industrial. El caucho, material estratégico para la movilidad, la energía y la vida cotidiana, requería de una organización que defendiera los intereses del sector, impulsara la investigación tecnológica y promoviera la cooperación entre empresas.
Desde sus primeros pasos, la FAIC se constituyó como una voz representativa de las industrias del caucho en todas sus ramas: neumáticos, autopartes, calzado, productos técnicos, guantes médicos e industriales, y componentes para sectores tan diversos como la construcción, la minería, la medicina y la defensa. Durante décadas, la Federación acompañó las transformaciones productivas, las aperturas y cierres de la economía, los ciclos de sustitución de importaciones y la progresiva integración de Argentina a las cadenas globales de valor.
Su historia refleja también la resiliencia de un sector que, aun atravesando crisis recurrentes, siempre supo reinventarse.
Hoy, esa larga trayectoria se enfrenta a nuevos retos. La competitividad internacional es uno de los principales, ya que la industria local convive con altos costos logísticos, tributarios y financieros. A su vez, la innovación tecnológica y la sostenibilidad marcan el rumbo: avanzar hacia procesos de economía circular, cumplir con normativas internacionales y adoptar estándares de huella de carbono son factores centrales para asegurar la permanencia en mercados globales.
También es decisivo atraer y formar recursos humanos calificados -técnicos e ingenieros-, sin los cuales la modernización tecnológica resulta inviable. Y, finalmente, se impone la necesidad de ganar visibilidad: el caucho, pese a ser transversal a casi todas las cadenas industriales, suele quedar relegado en la agenda pública.
Articulo publicado en colaboración con la Federación Argentina de Industria del Caucho
En este proceso de transformación, la digitalización y la llamada Industria 4.0 se convierten en una oportunidad decisiva. Tecnologías como la automatización avanzada, la sensorización de procesos y el uso de inteligencia artificial para el control de calidad, la optimización de la producción y la gestión de datos permitirán a las empresas del caucho alcanzar mayores niveles de eficiencia y trazabilidad. La adopción temprana de estas herramientas no solo mejorará la productividad, sino que también habilitará a las pymes del sector a competir en igualdad de condiciones con jugadores globales.
La FAIC trabaja actualmente en la consolidación de iniciativas que buscan proyectar al sector hacia las próximas décadas. Entre ellas se destacan el Clúster del Caucho Argentino, que articula empresas de diferentes ramas para potenciar innovación y
exportaciones; el fortalecimiento de las Comisiones de Trabajo (Comercio Exterior, Cadenas de Valor, Técnica, FAIC Joven y Sostenibilidad) como espacios de construcción colectiva de propuestas; y la estrategia de internacionalización que posiciona a la Argentina como proveedor confiable de productos de caucho de alta calidad en mercados regionales y globales.
A lo largo de sus más de 93 años, la FAIC ha sido mucho más que una cámara empresaria: ha funcionado como un motor de articulación entre empresas, Estado y sociedad. El futuro presenta retos complejos, pero también oportunidades inéditas. El caucho argentino, de la mano de su Federación, tiene la capacidad de convertirse en un protagonista central de la innovación industrial y de la competitividad regional. ■
INFORMACIONES SIEMPRE ÚTILES

Sustentabilidad en la industria del caucho
Caucho y borracha son dos términos que, en español y portugués, quieren decir lo mismo. Sin embargo, el origen de cada uno es distinto.
A diferencia de años atrás, cuando los procesos eran altamente contaminantes, hoy existen tecnologías más limpias, exigencias regulatorias más estrictas y consumidores más conscientes.
¿HACIA DÓNDE NOS DIRIGIMOS?
y del sufijo acha, que forma nombres de instrumentos: borracha era literalmente “lo que sirve para borrar”.
Algunas acciones implementadas:
Caucho proviene del quechua kawchu, que significa “látex” o “resina del árbol del caucho”. Los españoles conocieron este material en la Amazonia durante la colonia y adoptaron directamente la palabra indígena, tal como sucedió con otras palabras como puma o quinua.
Reencauche y reciclado de NFU.
Pirólisis para recuperar materiales.
Uso de biopolímeros y caucho de guayule.
En cambio, el término portugués borracha nació en Europa. Deriva del verbo borrar
Cuando el látex comenzó a usarse para fabricar esos borradores, el término se amplió hasta designar al material elástico en general.
El futuro apunta a un entorno con normativas, como la responsabilidad extendida del productor (REP), que exigen una gestión integral del ciclo de vida del producto. Además, la trazabilidad mediante blockchain y el análisis de ciclo de vida (ACV) permitirán evaluar y certificar el impacto ambiental en cada etapa productiva. En este contexto, la competitividad también se redefine: marcas globales como Michelin y Bridgestone ya
En español, borracha también existe, pero con otro sentido: proviene de borra (“poso de vino”) y dio origen a borracho, es decir, “ebrio”. Por eso, caucho y borracha son falsos amigos: dos historias, dos raíces, un mismo material que une lenguas y culturas.

Si quieres acceder al artículo completo, escríbenos a caucho@sltcaucho.org
En este artículo, tal como se presentó en la edición pasada, se abordan los principios generales de la composición de las mezclas utilizadas para los recubrimientos de los cilindros.
El artículo está compuesto de varias partes. Si quieres leer la primera parte de este trabajo, haz clic aquí.
La tercera parte será publicada en febrero de 2026.
En ese sentido, se tendrán en cuenta diferentes sectores de aplicación, especialmente los de imprenta, papelera y textiles.
1.2
C 230
Factis de azufre especial
Factis de azufre especial
Magnesia usta ligera
Ácido esteárico
Antioxidante PAN
Antioxidante DDA
Negro de humo N-761 (SRF-LM)
1. Recubrimiento de cilindros de imprenta negro, aprox. 25° Shore A.
Negro de humo inactivo
Plastifi cante no extraíble
Plastifi cante de aceite
Magnesia usta ligera
Ácido esteárico
Antioxidante PAN
Antioxidante DDA
Negro de humo N-761 (SRF-LM)
Perbunan C 230
Factis de azufre especial
Negro de humo inactivo
Plastifi cante no extraíble
Factis de azufre especial
Plastifi cante de aceite mineral aromático
Magnesia usta ligera
Ácido esteárico
Plastifi cante de aceite mineral parafínico
Antioxidante PAN
Resina de cumarona
Antioxidante DDA
Zinkoxyd aktiv
Negro de humo N-761 (SRF-LM)
Pasta de óxido de zinc
Vulkacit NPV
Plastifi cante no extraíble
Plastifi cante de aceite mineral aromático
Tabla 1. Recubrimiento de cilindros de imprenta negro, aprox. 25° Shore A.
Plastifi cante de aceite mineral parafínico
Resina de cumarona
Zinkoxyd aktiv
Pasta de óxido de zinc
Vulkacit NPV
Tabla 2. Propiedades de las mezclas en crudo.
Tabla 3. Propiedades de los vulcanizados.
Tabla 4. Propiedades de los vulcanizados después del hinchamiento en gasolina.
Tabla 5. Propiedades de los vulcanizados después del envejecimiento en aire caliente.
Con ambas mezclas se confeccionaron cilindros y se vulcanizaron tanto en vapor (90 min. con 4 atm.) como en aire caliente (120 min. con 5 atm.) y a continuación se rectificaron.
Componente
Factis de azufre especial
Factis de azufre
Plastificante no extraíble
Plastikator 85
Plastifi cante de aceite mineral nafténico
Plastifi cante de
6. Recubrimiento de cilindros de
Ambos vulcanizados pudieron pulirse perfectamente, aunque los recubrimientos vulcanizados en aire caliente se comportaron de manera algo más favorable. No pudo observarse ninguna separación de capas.
Plastificante no extraíble
Plastikator 85
Plastifi cante de aceite mineral nafténico
Plastifi cante de aceite mineral parafínico
Plastikator FH
Componente
C 230
Factis de azufre especial
Factis de azufre especial
Magnesia usta ligera
Tabla 6. Recubrimiento de cilindros de imprenta, claro, aprox. 20 y 25 Shore A.
Antioxidante KSM
Vulkasil C
Sílice natural 11
Bayertitan A
Plastificante no extraíble
Plastikator 85
Plastifi cante de aceite mineral nafténico
Plastifi cante de aceite mineral parafínico
Propiedad
[Shore A]
Tabla 10. Propiedades de los vulcanizados después del envejecimiento en aire caliente.
Con estas mezclas se confeccionaron también cilindros que fueron vulcanizados tanto en vapor como en aire caliente. Pudo observarse que, por regla general, los cilindros vulcanizados en aire caliente eran algunas unidades Shore A más duras que los cilindros vulcanizados en vapor.
Componente
Perbunan C 210
Ácido esteárico
Antioxidante PAN
Negro de humo N-761 (SRF-LM)
Resina de cumarona
Plastifi cante de aceite mineral aromático Óxido de zinc
Vulkacit NPV
Tabla 11. Mezcla de unión, aprox. 75 Shore A.
de prevulcanización Mooney 5 ME/15 ME [min.]
Mooney ML-4 [100 °C]
12. Propiedades de las mezclas en crudo.
Dado que los recubrimientos de cilindros de imprenta indicados dan, debido a su blandura, valores de unión insuficientes como placa intermedia en la unión química del metal -incluso recién preparados, pero especialmente después de un prolongado tiempo de almacenaje- se empleó la siguiente capa intermedia.
956 (par tes en peso)
Vulcanización de probetas de 4 mm con 4 atm. (151 °C) [min]
[kp/cm²]
de rotura [%]
Módulo a 300 % de alargamiento [kp/cm³]
Dureza [Shore A]
al choque [%]
Alargamiento remanente después de 1 min. [%] 5 5 5
Tabla 13. Propiedades de los vulcanizados.
OBSERVACIONES SOBRE LA COMPOSICIÓN DE LA MEZCLA
Las elevadas adiciones de plastificante exigen el empleo de tipos de caucho de alta viscosidad, por ejemplo, el Perbunan C 230. Las mezclas 63 B 948 y 63 B 950 se prepararon siguiendo los principios usuales en la práctica. En primer lugar, deben servir como fórmulas comparativas para las mezclas 63 B 949 y 63 B 951 cuya composición se ha efectuado siguiendo los nuevos puntos de vista. Las últimas mezclas contienen, en todos los casos, solo las cantidades de plastificante absolutamente necesarias.
En la elección de plastificantes debe tenerse presente que éstos no pueden ser extraídos por los disolventes contenidos en las tintas gráficas. Las diferencias con las mezclas de comparación se ponen en evidencia en los extractos en gasolina determinados y, todavía más claramente, en la alteración del peso y de la dureza después de una inmersión en gasolina y secado en aire caliente. Mediante este ensayo se quiso comprobar la tendencia al endurecimiento de los vulcanizados después de un lavado y limpieza frecuentes.
Como plastificante no extraíble se empleó el Reblandecedor CFQ. Otros productos semejantes pueden ofrecer, sin duda, resultados comparables, especialmente considerando que este plastificante en altas dosis tiende a exudar tanto de la mezcla como del vulcanizado.
Con el fin de evitar esta tendencia, una parte del Factis NQ resistente al hinchamiento se sustituyó por el tipo NP 17 de más acusado hinchamiento. El Plastikator FH y la resina de cumarona se emplearon como adhesivos. El efecto óptimo de esta resina pudo lograrse, de todos modos, solamente en combinación con los aceites minerales empleados. Debido a una dispersión más favorable en las mezclas blandas, se recurrió al Neopast en lugar del óxido de zinc normal. La alta cantidad de Vulkacit NPV es necesaria con el fin de lograr la elasticidad exigida.
Estas mezclas y otras de composición semejante, en un intervalo de dureza de 15 hasta 30 Shore A aproximadamente, se emplean de forma predominante en la tipografía e impresión offset, así como en los aparatos multicopistas (aquí parcialmente, también con dureza algo más elevada). Para la impresión de periódicos se prefiere recurrir a los cilindros con valores superiores, que, no obstante, en principio son también de composición semejante.
En la próxima edición nos abocaremos al impacto del caucho nitrílico en la composición de la mezcla para el recubrimiento de cilindros. ■
“Hoy por hoy el valor agregado de mi trabajo es tender puentes"
Entrevista a Gerardo Botasso

1. ¿Cómo fueron tus inicios en la industria del caucho?
La vinculación con la industria del caucho, en mi caso, fue a partir de los polímeros utilizados en los asfaltos: buscando un polímero reciclado, como pueden ser los neumáticos, comenzamos a ver la utilidad de estos como un polímero que puede modificar al asfalto y sustituir importaciones.
Los polímeros que clásicamente modifican al asfalto, porque se utilizan en carreteras y en mezclas asfálticas, son importados, pero en los neumáticos tenemos un material de alto valor tecnológico que, triturado en forma adecuada, puede sumarse al asfalto reemplazando los polímeros que se tienen que importar.
ENTREVISTADO

Gerardo Botasso

Miembro del Comité de Asfalto Caucho de la SLTC.
ENTREVISTADORA

Yazmín Sabarís
Responsable en la agencia Naiades de las comunicaciones de la SLTC.
De este modo logramos mezclas asfálticas más durables, más resistentes y, por otro lado, al reciclar los neumáticos, tenemos un impacto ambiental muy grande relacionado con la no proliferación de vectores endémicos como los del dengue, zika y chikungunya y la contaminación que tienen hacia el suelo, aire y agua en los neumáticos que tardan más de 1.000 años en descomponerse.
2. ¿Qué hitos o proyectos marcaron tu carrera en el campo del reciclaje de neumáticos y su aplicación en infraestructura vial?
Yo trabajo en la Universidad Tecnológica Nacional de La Plata (Argentina) y fui durante muchos años director del LEMaC Centro de investigaciones viales de la UTN (La Plata, Buenos Aires, Argentina).
EXPERTOS EN CAUCHO
Desde el 2005 que trabajo con el reciclaje de neumáticos y hubo proyectos claves como fue la tesis de maestría y de doctorado con temas de reciclado, pero como proyectos tal vez los más importantes fueron las primeras obras en la vialidad urbana en la provincia de Buenos Aires.
Luego, un trabajo muy importante ha sido generar el marco normativo para el Banco Interamericano de Desarrollo en su central en Washington (Estados Unidos).También hubo proyectos en México, Guyana, Brasil, Perú y otros tantos de colaboración con la normativa y diferentes obras en países europeos.
3.¿Qué es lo que más disfrutas en tu trabajo diario?
Generalmente mi trabajo hoy de ser especialista vial, plenamente dedicado al reciclado de NFU en infraestructura, me ha generado una agenda de mucho trabajo internacional en muchos países con alianzas que hacen que la tecnología siga adelante y eso es sumamente positivo.
Tenemos desde países europeos, Latinoamérica en general, iniciativas en donde todos sumamos algo y eso es sumamente importante para que la tecnología se consolide. Trabajamos también con los gobiernos nacionales, locales, organismos multilaterales de créditos, las empresas. Hay mucha puesta a la innovación por parte del sector empresarial de la construcción y de la gente que recicla.
Tal vez, una de las cosas más importantes del trabajo fue haber unido la cadena de valor y eso se lo debo en gran parte a la SLTC, que tiene ese espíritu de articular con los productores de caucho y los productores de neumáticos. El Comité de Reciclaje de la SLTC permite tener esa mirada, ir hacia otros actores, los sistemas de gestión, las plantas de trituración, la tecnología del asfalto y los ministerios de obras públicas o las concesiones viales en cada país.
4. ¿Qué avances te gustaría ver en los próximos años en materia de caucho aplicado al asfalto?
Sería muy interesante que las normativas a nivel nacional, en cada país, se consoliden, tanto en los sistemas de gestión de los neumáticos como en una distribución pensada en qué partes de los países es necesario sumar las plantas de trituración de neumáticos, hacerlo con un equilibrio, analizando las oportunidades de mercados de cada una y fundamentalmente que las administraciones viales -ya sea tanto para la obra pública en sí administrada por el Estado o por terceros, como puede ser una concesión- cuenten con las herramientas que estamos ofreciendo que son procedimientos de fabricación claros.
Hoy el caucho, el polvo de caucho, el polvo de neumático fuera de uso, se puede incorporar por vía húmeda, pero también hay tecnologías como el pretratado o el predigerido que han facilitado enormemente la viabilidad y la cantidad de polvo de neumático.
Y, por otro lado, creo que un punto importante es que se sume claramente el análisis del ciclo de vida, las estrategias de inversiones iniciales de la infraestructura vial, como también las inversiones de mantenimiento a lo largo de la vida útil de la infraestructura, que ponen en evidencia las ventajas de los menores consumos de energía y las menores emisiones de CO2 que genera la infraestructura que se realiza con polvo de neumático.
5. Siendo un referente en el sector de NFU, ¿hay alguna frase o idea que te haya guiado a lo largo de tu carrera?
Un lema o una frase vinculada a estos temas es la necesidad de articulación de los distintos sectores de la cadena desde que desechamos el neumático hasta que llegamos a la infraestructura vial como una de las alternativas que más volumen ocupa de ese residuo, que es de un alto valor tecnológico y que, tratado en adecuadas condiciones, es una materia prima excelente.

Esta articulación o integración de los distintos sectores se puede vivir a través de comunidades regionales, como puede ser una provincia, un grupo de municipios, se puede vivir dentro de un país o se puede vivir en bloques de países que trabajan hacia ese sentido.
Creo que hoy por hoy el valor agregado de mi trabajo es tender puentes, vincular, promover tecnologías donde la validación tecnológica está debidamente documentada y hacer que todos se conozcan unos con otros para que aparezcan las oportunidades y eso hoy por hoy se hace a nivel global y está muy bueno.
6. Teniendo en cuenta que el fracaso es didáctico, ¿cuál es el que más recuerdas?
Normalmente lo que ha llevado a retrasos del uso de la tecnología son las experiencias hechas a medias, sin claridad en los procedimientos.Cuando las cosas no se hacen rigurosamente bien o no se han analizado, se le echa la culpa a la tecnología y no al hecho de que no estábamos preparados para desarrollarla.
Hoy, hemos aprendido a hacer procedimientos sencillos en base a la experiencia y los fracasos han servido para construir una realidad mejor. Se ha logrado simplificar cosas, apostar a tecnología y fundamentalmente desde el sector de la investigación, más allá de publicar y tener una academia con los mayores estándares de producción científica, a hacer sencilla la ciencia.
Las empresas, el sector productivo, las políticas ambientales de un país y las políticas de obra pública necesitan que desde el sector científico o desde los saberes se generen transformaciones claras y que se explore el proceso de transformación.
Por otro lado, otro fracaso por muchos años es la no articulación de estos sectores. Cuando uno articula esa cadena de valor, los riesgos de las inversiones se asumen de manera colectiva y eso lo hemos hecho a través de consorcios tecnológicos.
Hoy por hoy el valor agregado de mi trabajo es tender puentes.
7. Si tienes alguna opinión sobre la SLTC, coméntanos en pocas palabras.
La SLTC es un ámbito pocas veces visto. Tiene personas sumamente generosas, personas importantes cada una en su área, pero con una gran humildad y un gran espíritu colaborativo.
Se nota en la SLTC generosidad para el que asiste por primera vez a un encuentro, los atraviesa la amabilidad de cada uno de los anfitriones. Yo me siento parte a través del Comité de Reciclaje que lideran Karina Potarsky y Emanuel Bertalot. Mi participación en la SLTC fue una búsqueda de ellos hacia actores que tuvieran algo que decir. Y creo que eso se da en pocos lugares.
Por otro lado, el solucionar problemas concretos: cada vez que nos encontramos en la SLTC, no hay temor de unir la academia con el sector privado y nombrar las marcas. Las marcas comerciales hacen viable la tecnología. Muchas veces la academia cree que trabajar fuera del entorno comercial permite tener una cierta independencia. Se puede tener la independencia y la objetividad, pero llevando a soluciones concretas y a tecnología concreta que se pueda realizar. Y en la SLTC se respira eso. Los sectores productivos, las empresas, los organismos del Estado, todos hablando cara a cara y todos considerando la opinión y el rol del otro.
También la SLTC genera la alianza de pequeños productores, de grandes productores, del sector público, del sector empresarial
La SLTC es integración.. Es muy interesante ver cómo muchas de las oportunidades dadas en negocios, alianzas estratégicas, en la unión academia-empresa en diferentes países y entre países han surgido desde la conexión de la SLTC. ■
¿Llegó la solución definitiva?

En este artículo podrás conocer cómo la pirólisis se posiciona como una alternativa tecnológica para el tratamiento de los neumáticos fuera de uso (NFU), un residuo cuyo volumen crece a nivel global y cuya degradación puede prolongarse por décadas.
El texto analiza en detalle por qué el reciclaje de llantas resulta complejo, considerando su diseño resistente, su baja densidad y las dificultades para separar sus componentes originales. También presenta las principales vías de manejo empleadas actualmente -como el reencauchado, la molienda y la combustión- junto con sus limitaciones ambientales, técnicas y económicas.
A lo largo del artículo se describe el proceso de pirólisis, sus condiciones de operación y los productos que genera: combustibles líquidos, gases de alto poder calorífico y carbón sólido rico en negro de humo. Se explican sus rendimientos, las características de cada fracción y los distintos tipos de reactores utilizados.
COLUMNISTA

María Alexandra Piña-Heller

CEO en VALEX GROUP LLC y Tesorera de la SLTC.
Publicación original: Edición N° 18. Abril de 2017.
Asimismo, se examinan los desafíos que enfrenta esta tecnología para su adopción masiva, entre ellos la necesidad de estandarizar productos, mejorar su calidad y reducir los costos asociados al procesamiento.
Finalmente, el artículo ofrece una visión actualizada sobre el desarrollo de plantas de pirólisis en el mundo y en Latinoamérica, junto con los avances y oportunidades de mejora. ■
Puedes encontrar el artículo completo haciendo clic aquí.



Prolonga la vida útil del pavimento.
NTL-70 es un látex SBR con alto contenido de sólidos para microrrevestimientos asfálticos.
EL PRODUCTO PROMUEVE EXCELENTES PROPIEDADES COMO:
Recuperación elástica
Penetración
Punto de reblandecimento
Flexibilidad
Acuerdo con Revista Caucho del Consorcio Nacional de Industriales del Caucho (España) para el intercambio de artículos de interés entre ambas publicaciones | www.consorciocaucho.es

Gomplast incorpora la camisa de teflón en el recubrimiento
La empresa especializada en rodillos industriales incorporó un nuevo servicio que supone un avance muy importante en el sector: el recubrimiento de rodillos con camisa de teflón. Se trata de una técnica que permite ofrecer un nivel superior de protección y rendimiento, especialmente pensada para aquellas industrias que trabajan en condiciones más exigentes.
El politetrafluoroetileno, más conocido como PTFE, es un material con propiedades extraordinarias. Su gran resistencia química le permite soportar sustancias muy agresivas sin degradarse. Además, su bajo coeficiente de fricción hace que los equipos funcionen de forma más fluida y con menos desgaste. Y su estabilidad térmica lo mantiene en perfectas condiciones incluso en un amplio rango de temperaturas. Dicho de otra manera, es un material
que combina resistencia, durabilidad y fiabilidad, lo que lo convierte en un aliado perfecto para los procesos industriales cuando los rodillos están expuestos a agentes corrosivos, fricciones constantes o residuos que pueden comprometer su funcionalidad.

El proceso de aplicación de este recubrimiento requiere precisión y cuidado en cada detalle. Todo empieza con la preparación del rodillo metálico que servirá de base. La superficie debe limpiarse y desengrasarse a fondo, ya que cualquier resto, por mínimo que sea, podría afectar la adherencia del teflón. Para asegurar un anclaje más firme, se suele recurrir al granallado o arenado que genera una rugosidad controlada y facilita la fijación de la camisa de PTFE.
Una vez preparada la superficie, se coloca la camisa de PTFE expandida que envuelve el rodillo. Este material tiene la particularidad de ajustarse al metal cuando se aplica calor. Aquí entra en juego uno de los pasos más críticos: el control térmico. La temperatura debe regularse con máxima precisión para lograr que la contracción sea uniforme y que el recubrimiento quede perfectamente integrado con el soporte metálico.

Después llega la fase de sinterizado o cocción, en la que el tubo de PTFE se funde parcialmente y crea una capa continua, homogénea y bien adherida. Este punto es delicado: si la temperatura es demasiado alta, el material podría degradarse; si es insuficiente, la adhesión no sería la adecuada. Para evitarlo, utilizamos hornos industriales y equipos de calor controlado que aseguran un calentamiento seguro y uniforme.
Una vez finalizada esta etapa, el rodillo se deja enfriar de forma gradual, lo que evita tensiones internas o micro fisuras que podrían comprometer la durabilidad
del recubrimiento. A su vez, se garantiza que el PTFE conserve todas sus propiedades mecánicas y químicas.
El resultado final es un recubrimiento con prestaciones que marcan la diferencia. Los rodillos con camisa de teflón son capaces de resistir ácidos, bases y disolventes agresivos sin sufrir daños. Su superficie antiadherente evita que materiales como colas, resinas, tintas o polímeros se fijen al rodillo, lo que facilita la limpieza y reduce el tiempo de mantenimiento. Al mismo tiempo, la fricción se ve reducida, lo que se traduce en un funcionamiento más eficiente, menor desgaste y una vida útil mucho más larga del componente.
Todo esto se refleja en beneficios prácticos para las empresas. En el sector de la impresión, por ejemplo, esta tecnología asegura superficies más limpias y procesos más precisos, algo esencial en técnicas como la flexografía o el huecograbado. En la transformación de plásticos, la no adhesión de las sustancias, así como la mejor resistencia del rodillo ante condiciones extremas constituyen un valor añadido, tanto en la calidad del resultado como en la higiene del proceso. Y en otros sectores con condiciones muy diversas, la capacidad de adaptar esta técnica a rodillos de distintos tamaños y entornos la convierte en una solución tan versátil como eficaz.
La incorporación de la camisa de teflón supone para Gomplast un paso muy significativo. Es la manera de combinar la experiencia de más de 65 años con las propiedades únicas del PTFE. Así, es posible ofrecer rodillos más resistentes, duraderos y eficientes, al tiempo que se refuerza el compromiso con la innovación y la mejora continua. Con esta nueva línea de recubrimientos, Gomplast se consolida como un referente en el sector y, sobre todo, como un socio de confianza para aquellas empresas que buscan calidad y resultados en sus procesos industriales. ■

Este artículo está compuesto de dos partes. La próxima se publicará en la edición de febrero de 2026. Si quieres acceder al artículo completo, escríbenos a caucho@sltcaucho.org
En la industria del caucho, la estabilidad del color es un parámetro clave de calidad que puede verse afectado por múltiples factores de formulación y procesamiento. Este estudio analiza un caso específico: el del cambio de coloración en un compuesto elastomérico de tonalidad caramelo, utilizado en la fabricación de suelas, que presentó una variación verdosa no conforme.
A partir de este incidente, se llevó adelante una investigación experimental para determinar las causas del fenómeno. Se evaluó la influencia del antiadherente, la exposición a medios acuosos y la interacción de los distintos componentes del material.
AUTORES INVITADOS

Matías Nanni
mdanni@causer.com.ar

Franco Bravo Jefe de calidad de producto y laboratorio. Analista de calidad.
fbravo@causer.com.ar
Los resultados permitieron identificar el rol determinante de la sílice precipitada en la alteración cromática y proponer soluciones técnicas basadas en la incorporación de agentes de acoplamiento silano, orientadas a mejorar la compatibilidad del refuerzo con la matriz polimérica y garantizar la estabilidad visual del compuesto.
Este trabajo comenzó con una anomalía reportada por uno de nuestros clientes de CAUSER, la cual se encontraba en un compuesto suministrado para la línea de suelas y viras de zapatillas. Este compuesto, de color caramelo, se entrega en placas de 400 mm de ancho con una fina e imperceptible capa antiadherente en la superficie. En las placas recibidas se detectó una alteración en la coloración del material.
A partir de las imágenes proporcionadas por el cliente, se observó la presencia de manchas de antiadherente en exceso y una tonalidad verdosa en algunas áreas.

Para determinar la causa del problema y precisar la naturaleza de la falla, se tomaron muestras de la mezcla afectada y se realizó una serie de análisis y evaluaciones.
En primer lugar, se realizó una medición de color con un espectrofotómetro. Los resultados obtenidos en las diferentes muestras fueron los siguientes:
• El material visualmente no conforme, tras retirar
A su vez, luego de ser reprocesado en molino abierto, también se encontraba fuera de especificación.
• El material visualmente conforme, tras la eliminación de la capa antiadherente, cumplió con los valores dentro de los parámetros establecidos. Además, luego de ser reprocesado en molino abierto, también se mantuvo dentro de la especificación.
Estos resultados sugieren que el cambio de coloración no está directamente relacionado con el antiadherente. Sin embargo, confirman la presencia de placas con tonalidades diferentes.
Este hallazgo resulta particularmente llamativo, ya que durante la producción se realiza un control en línea de la coloración de todo el material mezclado. Además, al revisar los registros fílmicos del proceso, no se observaron variaciones de color ni durante ni después de la incorporación de los pigmentos en la mezcla.
El análisis se amplió sumergiendo brevemente una muestra de material conforme en el mismo antiadherente utilizado en la línea de compuestos de color. De inmediato se realizó una segunda exposición por un período más prolongado, pero con una menor cantidad de antiadherente, con el objetivo de evaluar el impacto del tiempo de contacto y la concentración del líquido en la coloración del material.

Expuesto al aire
Sumergido brevemente
Mayor tiempo sumergido
Los resultados indican que la exposición al antiadherente afecta de alguna manera al compuesto, y que un mayor tiempo de contacto intensifica el defecto en la coloración
Para confirmar esta observación, se repitió la prueba con distintos tipos de antiadherentes disponibles en la empresa, inclusive con aquellos empleados en las líneas de compuestos negros y otros suministrados

Figura 3. Antiadherentes en base a una solución acuosa de ácidos grasos (izquierda), a una emulsión de cargas minerales (centro) y a una solución acuosa de cargas minerales (derecha).
El cambio de coloración en la mezcla se repitió en todas las pruebas realizadas. Al realizar un corte transversal en las muestras se observó que la alteración de color no era únicamente superficial, sino que, dependiendo del tiempo de exposición, dicho cambio podía afectar completamente al material.
Esto nos abre el interrogante sobre si impacta solo en este compuesto o si se replica en todas las mezclas de color. Para corroborarlo tomamos diferentes muestras de artículos que teníamos en planta para repetir la experiencia.

Figura 4. De izquierda a derecha: mezcla de EPDM, cargada con sílice más CaCO3 y pigmentada con negro de humo; mezcla de SBR y SVR cargada con sílice sin pigmentación; mezcla de CSM cargada con sílice más caolín y coloreada con pigmento naranja; y mezcla de CSM cargada con sílice más caolín y coloreada con pigmento rojo.
En la mayoría de ellos no notamos ningún cambio en la coloración, pero sí en el compuesto blanco, y aún más cuando se realizó un corte transversal.

Figura 5. Corte transversal en mezcla de SBR y SVR cargada con sílice sin pigmentación.
Estos hallazgos plantean nuevas preguntas: ¿La falla está relacionada con el solvente presente en la solución antiadherente? En ese sentido, dado que los antiadherentes utilizados contienen diversos solutos como ácidos grasos, cargas minerales y sales, ¿podrían los pigmentos de la mezcla influir en el defecto observado?
Para responder a la primera cuestión, se sumergieron distintas mezclas en diversos antiadherentes, así como en agua corriente y destilada (ambas utilizadas en las soluciones antiadherentes).
Como resultado, se observó nuevamente la aparición del defecto, de forma más pronunciada en las muestras sumergidas únicamente en agua, donde no había presencia de los solutos de los antiadherentes.
Con el fin de profundizar el análisis, se preparó en la planta piloto una cantidad significativa del compuesto “caramelo” sin la incorporación de pigmentos. A continuación se tomaron porciones de esta mezcla y se colorearon individualmente con un solo pigmento (el compuesto original contiene tres colores). Finalmente, se pigmentó otra cantidad con la combinación de los tres colores. Todas las muestras obtenidas fueron sumergidas en antiadherente, agua común y destilada para evaluar posibles variaciones en la coloración.
Figura 6. Muestras sumergidas en agua común. De izquierda a derecha: mezcla sin pigmentos; mezcla con pigmento marrón; mezcla con pigmento rojo; mezcla con pigmento amarillo; y mezcla con los tres pigmentos.

Figura 7. Arriba, muestras sumergidas en agua destilada; abajo, en antiadherente en base a ácidos grasos.
Estos resultados descartan la relación entre los pigmentos y el defecto observado. No obstante, para confirmar estas conclusiones, se realizaron pruebas adicionales en otros compuestos, específicamente en formulaciones de color blanco e incoloro, utilizando distintos pigmentos (verde y azul).
Por lo tanto, se tomaron muestras de un compuesto blanco con dióxido de titanio y otro compuesto incoloro. A la primera se le incorporó el pigmento verde, mientras que a la segunda se le añadió el azul. Luego, ambas muestras fueron sometidas a inmersión en diferentes antiadherentes y en agua (común y destilada). Los resultados mostraron que el compuesto incoloro con pigmento verde presentó un leve cambio de coloración, en tanto que el compuesto blanco con TiO2 no evidenció alteraciones perceptibles. La tabla 1 exhibe la formulación del compuesto en estudio.

8. Diferencias en la coloración de los compuestos.
El análisis de las fórmulas de las distintas mezclas reveló que el compuesto caramelo contiene óxido de zinc transparente, al igual que la formulación incolora, que también presentó alteraciones en su coloración. Sin embargo, la mezcla con dióxido de titanio no mostró el defecto de manera notoria, probablemente debido al alto poder cubritivo de este componente.
Para evaluar el efecto del óxido de zinc en la coloración, se preparó una nueva mezcla de compuesto color caramelo mediante la sustitución del óxido de zinc transparente por óxido de zinc común. Tras sumergir esta nueva formulación en diferentes soluciones y en agua (tanto destilada como corriente), se constató que la alteración de color persistía.
Ante estos resultados, se modificó la carga reforzante de la mezcla, reemplazando completamente la sílice por carbonato de calcio. Esta nueva formulación adquirió un tono blanquecino (marfil) debido a la ausencia de masterbatches de color.
Se tomaron muestras de esta mezcla y se sumergieron en agua común y destilada, junto con pruebas del compuesto original. En este caso, no se observaron cambios de coloración en ninguna de las muestras con carbonato de calcio, lo que sugiere una relación directa entre la presencia de sílice y la alteración de color detectada. Artículo

9. A la izquierda, el vaso precipitado con agua común con dos muestras (mezcla con CaCO3 y mezcla con sílice). A la derecha, la misma disposición, pero con agua destilada.
Óxido de zinc transparente
Antioxidante no manchante
Resina termoplástica
Total
Esto nos da a entender que de alguna forma es la sílice, reaccionando con el agua, quien ocasiona el cambio de coloración. Producimos también otra mezcla de compuesto caramelo con el 50 % de sílice, por si el defecto estaba relacionado con la cantidad de este componente, pero se observó el mismo defecto de cambio de color en la mezcla sumergida.
Adicionalmente, se aceleró (es decir, se agregaron acelerantes, agentes vulcanizantes y activantes a una mezcla base) una versión de la mezcla con una menor cantidad de sílice y sin pigmentación, con el objetivo de evaluar su comportamiento. Se realizó un análisis reométrico y se extrajo una probeta del reómetro para someterla a prueba.
Una parte de esta muestra fue sumergida en agua, observándose el mismo cambio de coloración detectado en pruebas anteriores. Para ilustrar este fenómeno, se comparó la muestra alterada con el color original del material, tanto en su estado crudo como vulcanizado (figura 10).

Figura 10. Comparación de la muestra alterada con el color original del material.
En la próxima edición comentaremos las pruebas realizadas para cuantificar el impacto de la sílice en el cambio de coloración del material, así como la verificación del defecto y el respectivo comportamiento. ■
INFORMACIONES SIEMPRE ÚTILES
Sustentabilidad en la industria del caucho
Economía circular y NR
A diferencia de años atrás, cuando los procesos eran altamente contaminantes, hoy existen tecnologías más limpias, exigencias regulatorias más estrictas y consumidores más conscientes.
Cada año se generan cerca de 1.000 millones de neumáticos fuera de uso (NFU) en el mundo. Para darles un nuevo ciclo de vida, se impulsan tres caminos:
Algunas acciones implementadas:
El reciclaje mecánico, que transforma los neumáticos en molido para espacios deportivos, mezclas asfálticas o pisos.
Reencauche y reciclado de NFU.
Pirólisis para recuperar materiales.
La recuperación energética, mediante coprocesamiento en hornos cementeros, para producir combustibles y aceites.
Uso de biopolímeros y caucho de guayule.



¿HACIA DÓNDE NOS DIRIGIMOS?
El reencauche, que extiende la vida útil de los neumáticos reduciendo residuos.
La pirólisis del caucho, que permite transformar los neumáticos en aceites, gas y negro de humo recuperado.
Cada tonelada de caucho reciclado en asfaltos alarga el buen estado del pavimento y contribuye a reducir hasta un 25 % el ruido del tráfico.
El futuro apunta a un entorno con normativas, como la responsabilidad extendida del productor (REP), que exigen una gestión integral del ciclo de vida del producto. Además, la trazabilidad mediante blockchain y el análisis de ciclo de vida (ACV) permitirán evaluar y certificar el impacto ambiental en cada etapa productiva. En este contexto, la competitividad también se redefine: marcas globales como Michelin y Bridgestone ya
Artículo publicado en colaboración con la Revista Rubber World.
OCTUBRE 2025
SOSTENIBILIDAD Y FABRICACIÓN DE NEUMÁTICOS
El artículo aborda cómo la sostenibilidad se volvió una demanda central para la industria del neumático, impulsada por el crecimiento poblacional, la movilidad y el acceso a recursos seguros. Con un mercado que superará los USD 394.000 millones en 2030, el sector enfrenta el desafío de reducir emisiones, optimizar recursos y adoptar criterios de fabricación responsable.
Haz clic aquí para leer el artículo.

UN PRIMER PRODUCTO DE CAUCHO A PARTIR DE CAUCHO DESVULCANIZADO DE NEUMÁTICOS DE DESECHO
Este trabajo analiza el creciente desafío de los neumáticos fuera de uso y la baja tasa de reciclaje frente a una producción de caucho en aumento. Se revisan métodos de desvulcanización y los pasos necesarios para transformar residuos posconsumo en materiales y productos de ingeniería que impulsen mayor sostenibilidad y circularidad en la industria.
Haz clic aquí para leer el artículo.
Esta nota recorre la transición de ruedas de acero a neumáticos de caucho en la agricultura estadounidense. Explica cómo los primeros ensayos fracasaron hasta que agricultores, fabricantes y tractores adoptaron neumáticos con mejor tracción, menor compactación, más comodidad y mayor eficiencia. Destaca el rol de Firestone y Allis-Chalmers, y los desafíos iniciales de diseño para crear neumáticos realmente aptos.
Además, el artículo muestra cómo el cambio no fue solo tecnológico, sino cultural: la llegada del neumático transformó la forma de trabajar la tierra y redefinió la relación entre la maquinaria y la productividad agrícola. La adopción de esta innovación abrió la puerta a nuevas prácticas, permitió ampliar la escala de trabajo y marcó el inicio de una era en la que la mecanización avanzó a paso firme.
Haz clic aquí para leer el artículo.

NOVIEMBRE 2025
UN NUEVO CONCEPTO DE CAUCHO NATURAL: MASTICACIÓN CON ALGUNOS EJEMPLOS PRÁCTICOS
El artículo analiza los desafíos de la alta viscosidad del caucho natural y las limitaciones de los peptizadores químicos tradicionales, cuya eficacia se ve afectada por la recombinación de cadenas, la dispersión insuficiente y el impacto en las propiedades del compuesto. También presenta alternativas fisicoquímicas para optimizar la masticación y la procesabilidad.
Haz clic aquí para leer el artículo.

RESTAURAR EL MEDIO AMBIENTE CON LÁTEX NATURAL DE CAUCHO LIBRE DE AMONÍACO
El texto describe la necesidad de la industria del caucho natural de avanzar desde la sostenibilidad a los enfoques regenerativos. Presenta una tecnología sin amoníaco de ATLatex, que mejora el rendimiento, reduce riesgos y evita impactos ambientales del procesamiento convencional. También destaca el potencial carbono-negativo del caucho natural y los problemas asociados a los preservantes tradicionales.
Haz clic aquí para leer el artículo.
El artículo recorre la evolución de la industria del latex foam, desde sus primeras aplicaciones hasta los procesos modernos Dunlop y Talalay. Explica los avances que permitieron la fabricación industrial, las diferencias técnicas entre ambos métodos y la evolución de los moldes, destacando cómo estos cambios mejoraron la eficiencia y la calidad del material.
Además, el texto profundiza en cómo la innovación tecnológica permitió ampliar los usos del látex foam en diferentes industrias, desde la fabricación de colchones hasta aplicaciones en el sector automotriz y médico. A medida que los procesos se perfeccionaron, el material ganó mayor consistencia, durabilidad y confort, posicionándose como una alternativa competitiva en términos de rendimiento y sostenibilidad.
Haz clic aquí para leer el artículo.
Los resultados fueron obtenidos con muestras únicas a 24° C. No se presentan como valores absolutos sino como guía para mostrar el amplio margen de propiedades eléctricas obtenible. Las medidas fueron efectuadas en una “Célula de Medición Eléctrica, Tipo 5TN50” fabricada por J. C. Balsbaugh, Marshfield, Mass.
Resistividad en volumen, CC Capacidad inductiva específi ca (1000 cps)
Aceites de elaboración Aceite ligero 3,3 × 10¹³
Plastifi cantes para baja temperatura
de dioctilo
de dioctilo
de
Factor de potencia % (1000 cps)
Demasiado bajo para medir






Material / Componente Cantidad (partes o phr)
• Densidad: 1,12 - 1,14 (gr/cm³)
• Dureza: 62 - 67 (Shore A)
• Viscosidad Mooney (1’ + 4’ a 100 ºC): 43+/-5
• Mezclado en dos pasos: en el primero se plastifica SMR 20 con A 82. El 40 MSF se agrega junto al SBR 1510.

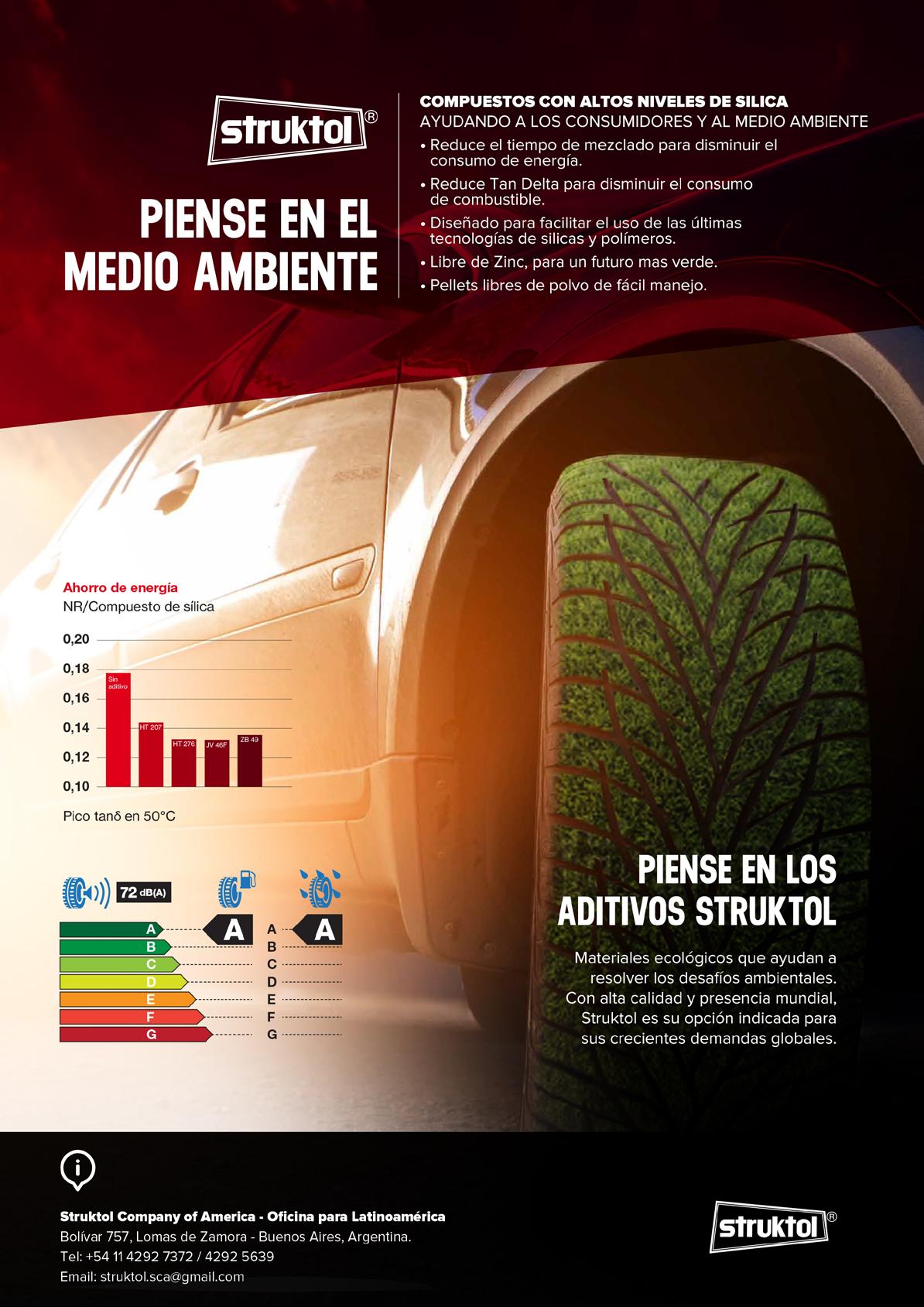

Desde hace más de 140 años suministramos productos de refuerzo a las industrias del neumáticos y caucho industrial.
Nuestros productos innovadores están diseñados para mejorar el rendimiento y ofrecer beneficios sustentables, lo que permite a los fabricantes satisfacer las demandas de hoy y del futuro.


EVOLVE® Plataforma de Soluciones
Sustentables

PROPEL®
Negros de Humo de Refuerzo Series X y E
Negros de Humo de Refuerzo



STERLING® ENDURE® SPHERON®
Negros de Humo de Refuerzo
Negros de Humo de Refuerzo Series A y LP
Negros de Humo de Refuerzo

Lanzan un programa que premia a cultivadores de caucho
En Indonesia, la empresa agroalimentaria global Olam Agri presentó SAHABAT, una iniciativa destinada a reconocer y fortalecer el trabajo de los pequeños productores de caucho. El programa, desarrollado junto a PT Rubber Jaya Lampung (RJL), premia a quienes destacan por la calidad, consistencia y volumen de su producción. La propuesta toma como referencia el éxito de Gouassou, una iniciativa similar implementada por la compañía en Costa de Marfil desde 2017.
El lanzamiento reunió a más de 550 participantes, incluidos productores, proveedores, aliados estratégicos y autoridades locales. Como apoyo inmediato, se entregaron herramientas y botas de seguridad para mejorar la productividad y las condiciones laborales en el campo. Además, nueve proveedores fueron reconocidos por su compromiso: entre los premios se incluyeron motocicletas, teléfonos inteligentes y equipamiento técnico.
SAHABAT se integra a la colaboración de Olam Agri con GIZ, en el marco de la iniciativa Agricultura Sostenible para Ecosistemas Forestales, orientada a promover prácticas responsables y una mejor inserción internacional del caucho de Lampung (Indonesia). Con este programa, el país consolida su rol como productor estratégico, mientras Olam Agri refuerza su visión para hacer una cadena de valor más equitativa, resiliente y orientada al desarrollo sostenible. ■

Fuente: Asia Food Journal
ARLANXEO anuncia nueva expansión productiva en Brasil
La compañía, una de las líderes globales en la producción de caucho sintético, confirmó una nueva inversión estratégica destinada a ampliar la capacidad de su planta de Triunfo (Brasil). El proyecto permitirá incrementar la producción anual en un 25 %, lo que permitirá responder a la creciente demanda regional y consolidar un suministro confiable para clientes de toda América Latina.
La planta de Triunfo opera bajo estrictos estándares internacionales de calidad y seguridad. Esta expansión se suma a la reciente ampliación que llevó la capacidad de la unidad de polibutadieno a 65 kt, la cual obtuvo una fuerte aceptación por parte de la industria.
Según Angelo Brazil, Chief Manufacturing Officer de ARLANXEO, este avance “refuerza la confianza en el mercado latinoamericano y el compromiso de ofrecer productos de alta calidad más cerca de los clientes”. La compañía sostiene un enfoque “local-to-local”, orientado a promover el desarrollo regional y fortalecer la sostenibilidad de su red de abastecimiento.
La nueva capacidad entrará en operación en 2027 y permitirá a ARLANXEO optimizar su red global de manufactura, aumentar la eficiencia y garantizar un suministro seguro y continuo en un mercado en pleno crecimiento.
Fuente: ARLANXEO
Michigan avanza en carreteras más sostenibles
En el condado de Washtenaw, Michigan (Estados Unidos), un tramo de la transitada Ellsworth Road se convirtió en un corredor experimental para evaluar el desempeño del asfalto modificado con caucho proveniente de neumáticos fuera de uso. El proyecto, desarrollado por la Comisión de Caminos (WCRC) en colaboración con la Universidad Tecnológica de Michigan, comparó este material con pavimento convencional bajo condiciones de tráfico intenso.
busca mejorar la durabilidad, reducir grietas y disminuir el ruido, además de impulsar prácticas de economía circular. Aunque su costo inicial es mayor, los estudios muestran beneficios estructurales y ambientales significativos.
Kirsten Clemens, coordinadora del programa de neumáticos usados de Departamento de Medio Ambiente, Grandes Lagos y Energía de Michigan (EGLE), señala que estos se utilizan cada vez más en desarrollos de construcción de carreteras.
“Es positivo saber que las subvenciones de EGLE apoyan el uso de neumáticos usados en muchos




Patricia Malnati distinguida como empresaria del año 2025
La directora del Comité de Sustentabilidad de la SLTC recibió el reconocimiento Empresaria del Año 2025, otorgado por la Asociación Iberoamericana de Mujeres Empresarias (AIME). La distinción destaca su liderazgo en la promoción de prácticas sostenibles, su compromiso con la innovación y su trayectoria dentro del sector industrial.
“La industria no solo transforma materias primas: también transforma vidas”, afirmó Patricia Malnati en su cuenta de LinkedIn.
Además, en la publicación destacó los aprendizajes que obtuvo al crecer rodeada de procesos
Gerardo Botasso fue distinguido en el Congreso Asphalt Rubber
El 15 de octubre pasado, durante el Congreso Asphalt Rubber realizado en Lisboa (Portugal), el Dr. Gerardo Botasso -integrante del Comité de Reciclaje de Neumáticos de la SLTC y miembro del LEMaC (Centro de Investigaciones Viales UTN FRLP-CIC PBA)- recibió la distinción Embajador Argentino de la Tecnología del Caucho en el Asfalto. El reconocimiento destaca su compromiso y trayectoria en la promoción del uso del polvo de NFU como herramienta clave para impulsar carreteras más sustentables y resilientes frente al cambio climático.
Desde la SLTC celebramos este logro que ratifica la relevancia del avance científico y la ingeniería aplicada para transformar realidades de manera sustentable. ■

productivos, equipos de trabajo y experiencias que fortalecieron su visión de futuro.
.“Cada avance industrial es también un avance social; cada innovación es una oportunidad para construir un país más inclusivo, competitivo y sostenible”, expresó en el mensaje compartido.
Desde la SLTC celebramos este reconocimiento, que pone en valor su aporte y reafirma la importancia de impulsar una industria cada vez más sustentable. ■

Reconocimiento a integrantes destacados de la SLTC
Durante las Jornadas Bogotá 2025, la SLTC distinguió a dos figuras de su historia: Víctor Dvoskin y Mauricio De Greiff -directores de los Comités de Comunicación y Publicaciones y de la Industria del Látex, respectivamente-, quienes aportan su trabajo y conocimiento desde la primera Junta Directiva.
El homenaje destacó su rol pionero en la consolidación de la comunidad técnica del caucho en la región y su aporte a la formación, el intercambio y el crecimiento profesional dentro del sector.
Con este reconocimiento, la SLTC celebró no solo las trayectorias de Dvoskin y De Greiff, sino también su espíritu colaborativo y visionario, que impulsó los inicios de la institución y que continúa guiando su presente. ■






Estamos encantados de asistir a la SLTC en noviembre en Bogotá, Colombia, y nos gustaría invitar a todos a participar en las presentaciones de nuestros expertos durante la conferencia, así como a visitar nuestro stand para obtener más información sobre nuestras soluciones sostenibles.

PRÉ-JORNADAS
Tema: Levapren (EVM) para calzados y la ruta de sostenibilidad de ARLANXEO (pré-jornadas).
JORNADAS
Tema: Cómo desarrollar compuestos de cloropreno libres de nitrosaminas para aplicaciones dinámicas
Tema: Elastómero en foco: del mercado global al rendimiento que mueve el mundo
Para mais informações acesse
www.arlanxeo.com



