Hule de guayule (caucho): ¿Una alternativa sustentable para la industria automotriz?
“Cuando miramos hacia atrás, vemos cuánto agregamos de tecnología y productividad a las industrias”.
UN CAFECITO CON ESTEBAN
El SBR: un caucho muy versátil.
REGISTROS FÓSILES
Seguridad en la utilización de máquinasParte 1.
SLTC presente en el World Circular Economy Fórum: una mirada desde la industria.
RECICLAJE DE NEUMÁTICOS
Reciclaje de NFU mediante pirólisis: una nueva generación de rejuvenecedores.
Entrevista a Matías Morejón.
TECNOLOGÍA DEL HULE
Optimización de compuestos. manejo de fórmulas para un mejor desempeñoParte 2.
Envejecimiento de artículos de caucho.
¿Qué sigue para la industria del caucho?
REVISTA ESPAÑA
Análisis y cuantificación del grado de desvulcanización en elastómeros.
RUBBER WORLD
Síntesis de artículos elegidos.
FICHA TÉCNICA
Evaluación del espumado de EVA con un transductor de presión de un reómetro MDR
En este artículo, el autor explora el complejo proceso de fabricación de espumas de etil-vinil acetato (EVA), ampliamente utilizadas en la industria del calzado por su bajo peso, flexibilidad y capacidad de absorción de impactos. Se detalla la descomposición térmica de los agentes de expansión, la formación y crecimiento celular, y la posterior estabilización de la estructura mediante la reticulación del polímero. Factores como el óxido de zinc y las cargas reforzantes son clave en la morfología y propiedades del material final.
Director: Víctor Dvoskin. Revisor técnico: José Regueira. Revisor general: Oscar Barrera. Coordinadora editorial: Yazmín Sabarís.
Potarsky, Directora de Arte: Paula Cattaneo. Es una publicación de Asociación Civil de Tecnología del Caucho. ISSN 2618-4567. La editorial se reserva el derecho de publicación de las solicitudes de publicidad, el contenido de las mismas no es responsabilidad de la editorial sino de las empresas anunciantes. Dirección administrativa: 235 Alpha Drive, Suite 206. Pittsburgh, PA 15238. Lo expresado por autores, avisadores y en noticias generales e institucionales no refleja necesariamente el pensamiento de la dirección de la editorial.
Directora Comercial: María Piña. Comité de Redacción: Emanuel Bertalot, Mariano Escobar, Diogo Esperante, Marianella Hernández Santana, Patricia Malnati, María Alexandra Piña, Karina
Revista SLTCaucho | Ciencia y Tecnología en América Latina
EDITORIAL
Serie: No todo es caucho
En este ciclo conocerás pasatiempos y aficiones de profesionales de la industria del caucho. Se trata de publicaciones que demuestran que no todo es caucho en nuestro día a día. Estás especialmente invitado a participar de este ciclo, enviando un correo a: caucho@sltcaucho.org
Marcelo Damián Rodríguez
Técnico químico, miembro de la SLTC y de la comisión técnica de Federación Argentina de la Industria del Caucho (FAIC). Es asistente y representante técnico comercial en Vivalce S.A., en el área de comercialización de materiales, máquinas y equipos de laboratorio.
"Mi pasión por la música nació en la adolescencia, primero con la guitarra y luego con el bajo. Desde entonces, no me detuve. Fundé bandas con mi hermano, toqué en plazas, clubes y pubs, y desde 1990 formo parte de Boanerges, un proyecto que comparto con mi esposa. Llevamos más de 35 años haciendo música, grabando discos, viajando y creciendo en la escena nacional e internacional. Es un espacio donde puedo crear, conectar y expresarme desde otro lugar, sin fórmulas ni ensayos estándar. La música, como el caucho, también tiene su alquimia".
JORNADAS BOGOTÁ
JORNADASCAUCHO BOGOTÁ 2025
Las JornadasCaucho Bogotá 2025 significan la coordinación de cinco eventos:
- Pre Jornadas.
- XVIII Jornadas Latinoamericanas de Tecnología del Caucho.
- IV Jornadas Latinoamericanas de Reciclaje de Neumáticos.
- IX Congreso Internacional Cauchero (plantaciones).
- Muestra comercial.
XVIII Jornadas
Latinoamericanas de Tecnología del Caucho
Con más de 30 años de trayectoria, las Jornadas Latinoamericanas de Tecnología del Caucho se consolidaron como uno de los eventos más importantes de la industria en Latinoamérica. Un espacio para actualizarse sobre tendencias, impulsar contactos comerciales y compartir experiencias entre profesionales, académicos, consultores, cámaras empresariales y empresas del sector.
La actual edición se realizará en Bogotá (Colombia), del 10 al 14 de noviembre, en el Centro de Convenciones de Agóra Bogotá
Se abordarán temáticas como:
Materias primas y compuestos.
Procesamiento.
1 2 5 3 4 Simulaciones.
Maquinaria y equipos para la transformación de elastómeros.
Síntesis, ensayo y análisis de elastómeros.
Elastómeros termoplásticos (TPV, TPE y TPO). 6
Automatización e IoT. 7
Sostenibilidad. 8
IV Jornadas Latinoamericanas de Reciclaje de Neumáticos: un punto de encuentro para la industria
Este evento, a realizarse del 12 al 14 de noviembre, es un espacio de encuentro para la industria, la academia y los gobiernos en la región. Con una agenda que promueve la innovación y la sostenibilidad, el evento fomenta el diálogo sobre los desafíos y oportunidades en la gestión de neumáticos fuera de uso.
Los bloques temáticos de esta edición incluyen:
1 2 3
Gestión y regulación en cada país.
Reciclaje y aplicaciones en la industria.
Renovación de neumáticos.
Valorización energética. 4
Tecnologías de transformación. 5
Tratamiento físico de neumáticos. 6
Además de promover el desarrollo de tecnologías avanzadas y el fortalecimiento normativo, las Jornadas impulsan la creación de redes estratégicas que conectan a los actores del sector, lo cual permite abrir nuevas oportunidades de negocio y colaboración en toda Latinoamérica.
Más información
JORNADAS BOGOTÁ
IX Congreso Internacional Cauchero: productividad e innovación en la región
Del 12 al 14 de noviembre y organizado por la Confederación Cauchera Colombiana (CCC), entidad que agrupa a los plantadores de caucho natural en Colombia, organiza el IX Congreso Internacional Cauchero es un espacio estratégico para fortalecer la cadena productiva del caucho natural en Latinoamérica. El evento reunirá a referentes de la industria y la academia para promover la eficiencia y competitividad, con foco en las plantaciones de Colombia, Brasil y Guatemala. La agenda estará estructurada en torno a cuatro ejes temáticos:
A través de la socialización de cifras actualizadas, avances de investigación y soluciones innovadoras, el Congreso busca aportar a la construcción de un futuro más sostenible para el sector de la región.
Más información
JORNADAS BOGOTÁ
Muestra comercial: donde la industria se encuentra
Del 12 al 14 de noviembre, las Jornadas contarán con una muestra comercial presencial que reunirá a diversas organizaciones del sector. Será un espacio para generar vínculos, conocer nuevas tecnologías y fortalecer redes comerciales.
Las empresas que deseen sumarse como patrocinadoras contarán con stands físicos, visibilidad de marca en múltiples piezas de comunicación, beneficios en inscripciones e invitaciones exclusivas, entre otras ventajas.
Aún existen espacios disponibles en la feria comercial para aquellas compañías que quieran adquirir un patrocinio. En este sentido, contamos con diferentes categorías de auspicio tales como “Esmeralda” o “Rubí”, cada una de las cuales tiene beneficios específicos diseñados para maximizar la visibilidad y el impacto de cada marca.
Asimismo, es posible tener un patrocinio personalizado con el fin de adaptar la propuesta a las necesidades de ciertas empresas.
Si quieres ser parte, puedes obtener más información aquí
JORNADAS BOGOTÁ
Tu registro en las Jornadas
La inscripción a este evento incluye acceso a todas las conferencias, diversos materiales (credencial, bolso, cuaderno, bolígrafo y programa), refrigerios a media mañana y tarde, y certificado de participación.
Además, existen descuentos especiales hasta el 30 de junio y beneficios para grupos, instituciones y estudiantes. Los pagos pueden realizarse por transferencia bancaria o tarjeta de crédito.
Cabe remarcar que quienes se inscriban a las Jornadas de Tecnología también podrán asistir a las Jornadas de Reciclaje y al IX Congreso Internacional Cauchero, sin costo adicional.
Para más información sobre inscripciones o descuentos, puedes escribir a: gerencia@sltcaucho.org o info@sltcaucho.org
Una estadía garantizada
Para un alojamiento cómodo y cercano a las sedes del evento, se recomienda el Hotel Hyatt Place Bogotá, ubicado a pasos del centro de convenciones Ágora y de la Embajada de EE.UU. Este lugar ofrece habitaciones amplias y una experiencia ideal para los participantes de las Jornadas.
Puedes acceder a más información aquí
Hule de guayule (caucho): ¿Una alternativa sustentable para la industria automotriz?
El poliisopreno natural (hule), por sus propiedades físico químicas inigualables comparadas con los de síntesis química, ha sido y será un insumo esencial en la fabricación de neumáticos y otros componentes automotrices. Sin embargo, la creciente demanda liderada por China y los retos ambientales asociados con la producción de hule proveniente del árbol Hevea brasiliensis, actualmente única fuente de hule natural, han impulsado la búsqueda de fuentes alternativas y sostenibles.
En este contexto, el guayule (Parthenium argentatum), un arbusto originario del desierto en el norte de México, se perfila como una opción prometedora para la industria automotriz. Incluso el hule de guayule ya tuvo una participación muy importante en la Segunda Guerra Mundial para la fabricación de neumáticos.
COLUMNISTAS INVITADOS
Ana Margarita
Rodríguez Hernández
Licenciada en Biología. Maestría y doctorado en Biología Molecular y Biotecnología.
Marco Antonio Castillo Campohermoso
Doctorado en técnicas avanzadas en investigación y desarrollo agrario y alimentario.
Por otra parte, el Centro de Investigación en Química Aplicada de México (CIQA), a lo largo de su experiencia en la investigación con la planta del guayule, ha realizado la fabricación de llantas para vehículos automotrices en conjunto con la empresa Tornel en los años 70.
¿QUÉ HACE AL GUAYULE UNA ALTERNATIVA VIABLE?
El guayule produce un tipo de caucho natural con propiedades similares al derivado de Hevea brasiliensis, pero con ventajas significativas en términos de sustentabilidad:
• Resistencia a enfermedades: a diferencia del Hevea, el guayule no es susceptible al mal sudamericano de las hojas (Microcyclus ulei), una plaga devastadora para los cultivos de caucho en Asia.
• Cultivo en tierras áridas: requiere muchísimo menos agua y puede crecer en regiones semiáridas donde otros cultivos comerciales no son viables, evitando la deforestación de selvas tropicales.
• Producción de biomateriales adicionales: además del caucho, el guayule genera resinas y bagazo que pueden ser aprovechados en otras aplicaciones industriales, maximizando su valor económico y ambiental.
APLICACIONES EN LA INDUSTRIA AUTOMOTRIZ
Las principales compañías llanteras, como Bridgestone y Cooper Tire, han invertido en el desarrollo de neumáticos a partir de guayule con resultados alentadores en pruebas de desempeño y resistencia
De hecho, la IndyCar ha utilizado neumáticos de guayule en competencias, demostrando su viabilidad a altas velocidades y bajo condiciones extremas.
Además de los neumáticos, este tipo de hule tiene potencial en la fabricación de sellos, empaques y otras piezas automotrices debido a su buena elasticidad y resistencia mecánica. Su aplicación en espumas y recubrimientos internos también está siendo explorada, contribuyendo a la transición hacia materiales biodegradables y reciclables en la industria.
DESAFÍOS Y PERSPECTIVAS
A pesar de sus ventajas, el uso del guayule en la industria automotriz enfrenta los siguientes retos:
• Costo de producción: actualmente, la extracción del caucho de guayule es más costosa que la del Hevea, lo que limita su competitividad.
• Escalabilidad: para satisfacer la demanda global, se requieren inversiones en el cultivo y procesamiento a gran escala. Algunas compañías llanteras ya lo están haciendo ya que, desde hace años, han estado invirtiendo en el desarrollo tecnológico del guayule.
• Optimización tecnológica: la investigación y desarrollo continúan con el fin de mejorar el rendimiento del guayule para aplicaciones industriales.
A pesar de estos desafíos, el guayule representa una solución viable y sustentable para la industria automotriz. Con el respaldo de la innovación tecnológica y la inversión en infraestructura, su adopción podría reducir la dependencia del caucho tradicional y minimizar el impacto ambiental de la manufactura automotriz
La transición hacia materiales más ecológicos es una prioridad en el sector: por ello, el guayule está ganando terreno día con día como una opción clave para el futuro de la movilidad sustentable. ■
“Cuando miramos hacia atrás, vemos cuánto agregamos de tecnología y productividad a las industrias”
Reportaje publicado como contraprestación por patrocinio oro.
Retilox Química, empresa brasileña especializada en curación de artefactos de caucho y modificación de plástico, cumple 32 años. Por ello, en este aniversario, dialogamos con Bruno Ziviani D’Angelo, gerente y manager, quien hizo un repaso de los logros y desafíos de la compañía, así como un análisis actual de la industria.
1. Retilox cumple 32 años en el mercado. Si tuvieran que resumir este recorrido en una palabra, ¿cuál sería y por qué?
- Superación. Porque innovar y traer novedades para el mercado cauchero demandó cambiar mentalidad y paradigmas, conservadurismo de los técnicos y de los consultores de la industria cauchera.
ENTREVISTADO
Bruno Ziviani D’Angelo
Gerente y manager en Retilox.
ENTREVISTADORA
Yazmín Sabarís
Responsable en la agencia Naiades de las comunicaciones de la SLTC.
2. Desde sus inicios, han trabajado en la evolución de los sistemas de vulcanización. ¿Cuáles consideran que han sido los mayores hitos tecnológicos que han aportado al sector del caucho?
- El más impactante, sin duda, fue la sustitución de la vulcanización con azufre y acelerantes por peróxido especial, en túnel de aire caliente, en la presencia de oxígeno, con ganancia de productividad superior al 30 % y mejores propiedades físicas.
Innovar y traer novedades para el mercado cauchero demandó cambiar mentalidad y paradigmas.
Así como en bandas transportadoras y en el mercado de calzados con suelas curadas en 90 segundos con mejores propiedades y reciclabilidad.
3. Tres décadas en la industria no solo representan innovación, sino también adaptación a los cambios del mercado. ¿Cómo ha evolucionado la demanda de soluciones de curado con peróxidos orgánicos en estos años?
- Lo que más colaboró para la evolución de la demanda fue el cambio de tecnología que ocurrió en las automotrices, que pasaron a exigir artefactos curados por peróxidos orgánicos, por sus ventajas de temperatura y propiedades. Un ejemplo de ello son las mangueras automotrices. Con el pasar de los años, el mercado en general exige cada vez más productos sin blooming, atóxicos, cuidado con la salud de los trabajadores libres de las reacciones sulfurosas y menos agresivos al medio ambiente.
4. Sus tecnologías buscan ofrecer soluciones sostenibles. ¿Cómo logran equilibrar la eficiencia en costos con la optimización de procesos para sus clientes?
- Nuestras soluciones, al optimizar procesos en los clientes, permiten reducir los costos globales, fórmulas más sencillas, optimización de las operaciones unitarias, incremento significativo de la productividad con mejor calidad, con 100 % de reciclabilidad e implantación de la economía circular.
Lo que más colaboró para la evolución de la demanda fue el cambio de tecnología que ocurrió en las automotrices.
Todo esto representa reducción de energía, ganancia de productividad, menor mano de obra y eliminación de costos de descarte al medio ambiente, lo que impacta de manera significativa y positiva en el lucro al cliente que se apoya en los proyectos de Retilox.
5. Retilox es patrocinador de la SLTC y ha acompañado a la comunidad técnica del caucho en su desarrollo. ¿Qué significa esta alianza para ustedes y qué impacto ha tenido en su crecimiento?
- Nuestra ambición es ayudar en el desarrollo de la comunidad técnica del caucho, trayendo nuevas tecnologías sostenibles, innovaciones que están ayudando a cambiar mitos y tecnologías ya superadas en muchas industrias caucheras de América. Es importantísimo para nosotros apoyar y estar siempre presente, junto con la SLTC, en todos los eventos tecnológicos. Es para nosotros un motivo de orgullo estar creciendo hombro a hombro con ustedes.
Es importantísimo para nosotros apoyar y estar siempre presente, junto con la SLTC.
6. Mirando hacia adelante, ¿qué desafíos y oportunidades visualizan para la industria del caucho y cómo planea Retilox seguir innovando en los próximos años?
- Nuestro gran desafío es continuar innovando y ayudando en el cambio de conceptos y en la mentalidad de la comunidad técnica, que son, en último análisis, los que hacen posible los cambios efectivos en las industrias transformadoras del caucho. Todo ello para un futuro más sostenible. ■
Evaluación del espumado de EVA con un transductor de
presión de un reómetro MDR
RESUMEN
El uso de espumas de etil-vinil acetato (EVA) se ha consolidado como material preferido para la fabricación de suelas y artículos de calzado debido a su gran capacidad para absorber impactos, flexibilidad y bajo peso. Sin embargo, el proceso de espumado resulta complejo ya que involucra la descomposición química de agentes de expansión con la temperatura para liberar gases, que son los responsables del espumado de la matriz polimérica.
Este proceso ocurre en varias etapas y puede verse influenciado por la cantidad de activador, como el óxido de zinc, o de cargas reforzantes que pueden actuar como barreras físicas que restringen la difusión de los gases y modifican la viscosidad de la matriz polimérica.
COLUMNISTA INVITADO
Matías Morejón
Instituto de Ciencia y Tecnología de Polímeros (ICTP), CSIC (España).
Marianella Hernández
Santana
Directora de la Red Internacional de Tecnología del Caucho (RITC).
Al fabricar materiales elastoméricos espumados con agentes químicos que se descomponen con la temperatura, la dificultad aumenta debido a que el proceso de expansión se solapa con el de vulcanización. El proceso de espumado empieza con la nucleación: en esta etapa se produce la descomposición inducida por temperatura del espumante químico y se generan pequeñas celdas llamadas núcleos. Una vez formadas las celdas, éstas crecen y difunden debido al gradiente de presión entre las distintas regiones de la matriz, hasta que la presión alcance el equilibrio con la tensión superficial de la celda formando estructuras aisladas en forma de poliedro.
COORDINADORA
RED INTERNACIONAL DE TECNOLOGÍA DEL CAUCHO
Finalmente, la estabilización de la estructura celular depende de la viscosidad del polímero en el proceso de reticulación, generando enlaces entre las cadenas de polímero y congelando las estructuras formadas. Las propiedades finales del material son generalmente consecuencia del contenido de celdas y la morfología adquirida durante el proceso de expansión.
Shimbo & Nomura (2004) proponen los tres momentos más probables de expansión durante el proceso de vulcanización en un caso ideal mostrados en la figura 1
Plasticidad (g r ado de vulcanización)
En la región I, la viscosidad del material es baja y el crecimiento de las celdas es rápido; en la región II, se considera el estado ideal donde ambos procesos de espumado y vulcanización coexisten simultáneamente y mantienen un balance, y, finalmente en la región III el crecimiento celular es limitado por el entrecruzamiento de las cadenas.
Crecimiento de celda < vulcanización (sobre plasticidad)
Crecimiento de celda > vulcanización (baja plasticidad)
III
II
ICrecimiento de celda = vulcanización (plasticidad óptima)
Figura 1. Proceso ideal de espumado de caucho vulcanizado teniendo en cuenta su plasticidad. Adaptado de Shimbo & Nomura, 2004.
Este modelo presenta una idea del crecimiento del material. Sin embargo, no permite cuantificar la difusión del gas en cada etapa del proceso de vulcanización en función de la cantidad de agente espumante o carga en la matriz polimérica. El objetivo de este trabajo es definir un método sencillo y eficiente que permita evaluar de forma simultánea el proceso de espumado y la reacción de vulcanización en espumas elastoméricas.
Para ello, se plantea el uso de un reómetro sin rotor con un transductor de presión estándar con capacidad máxima de 13.34 kN que convierte la presión del gas en una señal eléctrica proporcional a la presión aplicada, permitiendo hacer un seguimiento de la cinética de espumación del material mientras evalúa el cambio del comportamiento viscoso al estado elástico reportando el torque elástico.
Esta medición implementada en el reómetro da como respuesta una curva que representa la presión ejercida por el material en la cavidad de los platos del reómetro, permitiendo cuantificar el proceso de espumación y de vulcanización de forma simultánea.
DESARROLLO EXPERIMENTAL
Se utilizó un copolímero de EVA suministrado por Sierbang Petrochemical (JSPC 006) con un contenido de vinil acetato (VA) del 28 %. Como agente químico de expansión se usó azodicarbonamida 97 % (AZO) suministrado por Sigma-Aldrich.
Ingredientes
E v a
Z n O
S A
A Z O D C P Z E O S I L
Se evaluó simultáneamente la cinética de vulcanización y espumación mediante medidas reológicas y de presión en un reómetro MDR premier de la marca Alpha Technologies con transductor de presión estándar de 13,34 kN a 160 °C por 60 minutos con una deformación de 0.5° y frecuencia de oscilación de 1.67 Hz. Las espumas de EVA se prepararon en una prensa hidráulica (Gumix) a 160 °C y el tiempo óptimo (T90) previamente determinado en el MDR. La morfología de las espumas de EVA se analizó en un microscopio electrónico de barrido (SEM Hitachi SU8000).
El óxido de zinc (ZnO) adquirido de Merck (Darmstadt, Alemania) se empleó para disminuir la temperatura de descomposición de la azodicarbonamida, mientras que el ácido esteárico (SA) de Alfa Aesar (Kandel, Alemania) se usó como ayudante de procesado.
La sílice suministrada por Solvay (ZEOSIL 1165MP) fue utilizada como carga reforzante, en tanto que el peróxido de dicumilo (DCP) fue suministrado por Sigma-Aldrich como agente de vulcanización.
Se prepararon cuatro formulaciones: tres variando la cantidad del agente espumante (AZO) y una con carga reforzante (tabla 1). Se prepararon mezclas de 160 gramos en un mezclador de rodillos (Comerio Ercole) a 80 °C, temperatura por debajo de la descomposición del agente de expansión, durante 30 minutos.
RESULTADOS Y DISCUSIÓN
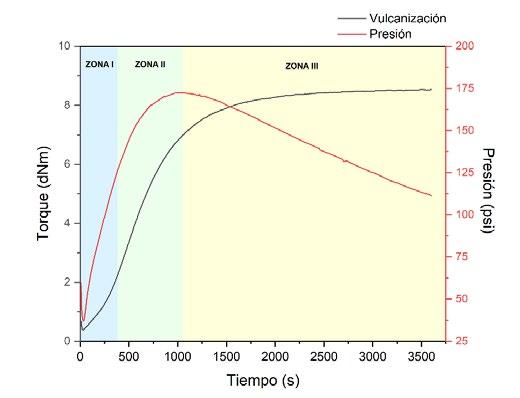
En la figura 2, se presenta la superposición de las curvas de torque y presión durante el espumado de EVA, permite analizar la evolución de la cinética de expansión del EVA mientras ocurre la vulcanización En la figura se observan tres zonas del proceso (I: crecimiento de celdas dominado por baja plasticidad, II: equilibrio entre crecimiento y vulcanización, y III: predominio de la vulcanización sobre el crecimiento de la celda) que se relacionan directamente con el comportamiento de presión interna medido con el transductor de presión.
Tabla 1. Fórmulas analizadas para las espumas de EVA.
RED INTERNACIONAL DE TECNOLOGÍA DEL CAUCHO
La superposición de curvas permite entender de forma más completa el proceso de espumado e identificar las condiciones óptimas de procesamiento.
Figura 2. Evolución simultánea de la presión interna y el proceso de vulcanización en el espumado de EVA.
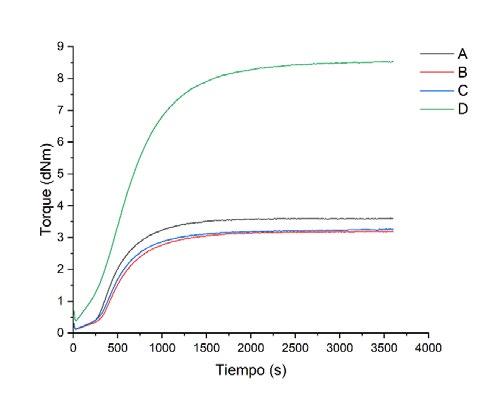
En la figura 3, se muestran las curvas de vulcanización de las cuatro formulaciones analizadas. La variación del AZO no tiene un efecto significativo en la curva de vulcanización del EVA (formulaciones A-C), aunque la adición de la sílice (formulación D) produce un aumento considerable del valor del torque y una ligera disminución de la cinética de vulcanización. Esto indica que el compuesto tendrá mejores propiedades mecánicas, resistencia al desagarro, dureza y resistencia a la abrasión. Sin embargo, al añadir sílice, se está reemplazando una parte deformable del polímero por partículas sólidas que van a dificultar el proceso de espumado.
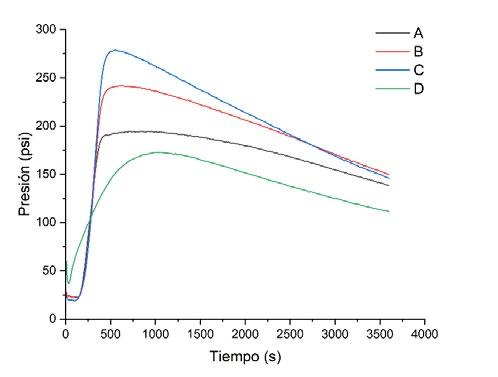
La figura 4 muestra la variación de la presión ejercida por el material durante el proceso de espumación bajo las mismas condiciones de vulcanización. Se observa que las formulaciones (A-C) muestran un comportamiento similar de crecimiento inicial. El pico máximo alcanzado de cada formulación representa el punto donde la presión alcanza su máximo valor, asociado con la máxima generación de gas durante la descomposición térmica del AZO,
mientras que la parte final de las curvas tienden a igualarse y están correlacionadas con el torque máximo, indicando que, tras el espumado, las propiedades finales del material dependen principalmente del entrecruzamiento alcanzado. En este caso la variación de AZO afecta el proceso de expansión, pero no el nivel de entrecruzamiento.
Por otro lado, la formulación con sílice (D) presenta un comportamiento distinto en cada etapa de expansión: el tiempo por fase se desplaza en comparación con las otras formulaciones sin carga. En la etapa I, el material presenta valores de presión más altos debido a un aumento de la viscosidad y la sílice actúa como agente nucleante.
En la etapa II de plasticidad óptima, el crecimiento celular se ve restringido y alcanza valores de presión inferiores que los de la fórmula con la misma cantidad de AZO (A), y, finalmente en la zona III de sobre plasticidad los valores de presión alcanzados siguen siendo menores durante todo el proceso de vulcanización. Este comportamiento se debe a que la sílice genera un entrecruzamiento físico (cargamatriz) e incrementa el torque máximo. Por otro lado, la capacidad de la espuma para expandirse está controlada por la rigidez de la matriz y el refuerzo.
Figura 3. Evolución simultánea de la presión interna y el proceso de vulcanización en el espumado de EVA.
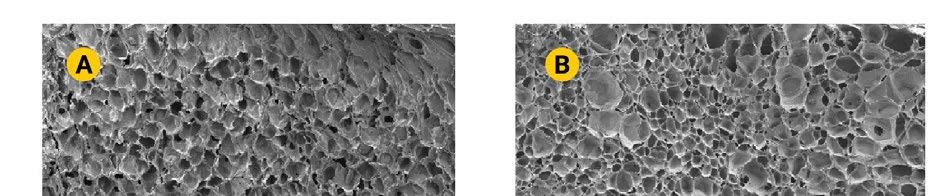
El cambio en la capacidad de difusión del gas va a influir en la morfología de las celdillas de la espuma. En la figura 5, se muestran las imágenes de microscopia electrónica de las espumas de EVA estudiadas. Se observa que las formulaciones sin carga muestran un tamaño celular no uniforme con paredes celulares relativamente delgadas y poros interconectados entre sí.
Según Fenner et al., (2024) después de la formación de burbujas y de alcanzar un tamaño crítico, otras burbujas de menor tamaño tienden a migrar y propagan su crecimiento dentro de otra. Esto se atribuye a la presencia de pequeños huecos dentro de la matriz de polímero.
Por otro lado, al añadir la sílice (D), la estructura celular de la espuma es más compacta, rígida, con paredes más gruesas, sin evidencia de poros interconectados debido a una mayor restricción de la capacidad de difusión del gas. Adicionalmente, se necesita un 13 % más de material para llenar el molde, debido a que la sílice es una carga inorgánica que no expande durante la espumación del polímero. Según Zimmermann (2017), añadir cargas a la matriz de EVA incrementa la nucleación de las celdas (menor tamaño y mayor cantidad) y facilita la apertura de poros
Este efecto se evidencia en la formulación (D) ya que el diámetro aparente promedio de las celdas disminuye un 51 %. La sílice aumenta la densidad del compuesto antes de empezar a espumar y decrece la expansión total del material.
Figura 4. Curvas de presión de las formulaciones de EVA analizadas.
Figura 5. Imágenes representativas de SEM de las formulaciones de EVA.
RED INTERNACIONAL DE TECNOLOGÍA DEL CAUCHO
EXPLORANDO APLICACIONES
Las curvas de presión permiten complementar el estudio del proceso de espumación del material bajo las condiciones de vulcanización y evaluar cómo afectan las modificaciones en la formulación, como, por ejemplo, la cantidad de agente de expansión, carga reforzante, agente entrecruzante, activación de la vulcanización o cambios en la temperatura de la misma.
Un reómetro sin rotor tipo RPA equipado con un transductor de presión es una herramienta de análisis muy versátil que, gracias a su motor de frecuencia y deformación variable, permite estudiar la temperatura ideal de activación del agente espumante mediante un test de análisis de temperatura variable. Esto es especialmente útil para evaluar el efecto de cambios en la formulación, como la cantidad de óxido de zinc.
Por otra parte, un barrido de frecuencias podría ser útil para evaluar el proceso de espumación del material en función al esfuerzo aplicado en distintas condiciones de procesamiento, como moldeo por compresión o inyección. En este caso, se registraría el cambio en la viscosidad dinámica compleja bajo distintos perfiles de temperatura. Además, un barrido de deformación permitiría estudiar el límite del rango viscoelástico lineal del material cuando se añaden cargas a un compuesto espumado. Esto facilitaría la evaluación de cómo la morfología contribuye a la estabilidad de la red de cargas y la capacidad de floculación de agregados en la matriz de EVA mediante el estudio de efecto Payne.
Si quieres acceder a las referencias de este artículo, puedes escribirnos a caucho@sltcaucho.org. ■
El SBR: un caucho muy versátil
El caucho SBR es un copolímero elaborado a partir de butadieno y estireno, conocido por su flexibilidad, durabilidad y resistencia a la abrasión. Un candidato ideal para una amplia variedad de aplicaciones.
El SBR es la versión sintética con mayor volumen de producción mundial. Le hemos adjudicado el adjetivo de “versátil” porque se utiliza para fabricar una simple goma de borrar como también la banda de rodamiento para un neumático de alta gama, además de otras numerosas aplicaciones (suelas para calzado, pisos de goma, bandas transportadoras, artículos moldeados). Hasta la goma de mascar (también conocida como chicle) se elabora con este elastómero.
COLUMNISTA
Esteban Friedenthal
Director del Comité de Capacitación y Desarrollo Profesional (SLTC).
Durante la Segunda Guerra Mundial, el suministro de caucho natural de las plantaciones que existían en el sudeste asiático se vio seriamente afectado y esa situación motivó el desarrollo “contrarreloj” de polímeros elaborados en modo sintético. El SBR fue utilizado ampliamente para el llamado U.S. Synthetic Rubber Program (Programa de Caucho Sintético de los Estados Unidos).
Gran parte de la producción se realizó en plantas que poseía el gobierno y los productos manufacturados eran enviados directamente a las fuerzas armadas aliadas que combatían en el extranjero. El producto elaborado en aquella época se llamaba GRS o Caucho de Estireno del Gobierno. También fue durante ese período que se creó un grado copolimerizado en frío, de calidad superior al que se venía fabricando hasta entonces.
Tras finalizar el conflicto bélico, el gobierno comenzó a vender todas sus plantas a la industria privada.
UN CAFECITO CON ESTEBAN
Hacia 1955, la producción de SBR había pasado completamente de manos gubernamentales a compañías privadas alrededor del país. Un ejemplo de ello es la versión desarrollada por Goodyear que se llamó Neolite.
Ya desde su aparición, el SBR se destacó por ser más económico que el caucho natural, garantizando una buena resistencia al desgaste y al envejecimiento. Además, se podía procesar fácilmente debido a su menor viscosidad y distribución más angosta de pesos moleculares que el producto agropecuario. Esas eran sus principales fortalezas.
En cambio, el SBR, debido a su relativa baja polaridad, no es un elastómero resistente al contacto con fluidos (combustible, grasas y aceite lubricante), el cual fue el requisito más importante de la industria automotriz. Por lo tanto, se debió aguardar un poco más hasta la aparición del caucho nitrilo.
EL CAUCHO SBR Y LA ECOLOGÍA
Los compuestos para bandas de rodamiento en la industria del neumático pronto reemplazaron al caucho natural y mejoraron la durabilidad requerida para esos productos. Con el tiempo, este requisito exigió que, además de esa propiedad, se pudiera lograr simultáneamente un buen nivel de agarre (también llamado grip) del neumático al pavimento.
Vale recordar que las formulaciones que se habían utilizado hasta ese momento no permitían conseguir estas dos condiciones al mismo tiempo, sobre todo en compuestos de SBR cargados con negro de humo.
El problema se resolvió recurriendo a un sistema de carga de sílica precipitada acoplada al polímero mediante silanos y fundamentalmente, utilizando una nueva versión del caucho: el SSBR, copolimerizado en solución.
Este nuevo elastómero permitió desarrollar compuestos de mayor resiliencia, de modo tal que los neumáticos pudieran conseguir un menor consumo de combustible. Se contribuyó así a mejorar los aspectos ecológicos asociados a un artículo masivamente utilizado.
CARACTERÍSTICAS DE LAS FORMULACIONES DE SBR
El nivel de cristalinidad del caucho SBR es menor que el que posee el caucho natural. Por lo tanto, requiere mayores cantidades de cargas reforzantes para desarrollar adecuadas propiedades mecánicas en sus compuestos. En ese sentido, se utilizan en general negros de humo de alta área específica y estructura para lograr buenos resultados. O, si necesitamos desarrollar compuestos de color no negro, debemos recurrir a sílicas precipitadas, de alta área específica y siempre usando silanos cuando la dosis supera las 20 phr.
Por supuesto, también se pueden emplear cargas de mayor tamaño de partícula, como caolines o carbonatos, pero con propiedades menores a las que proporcionan las sílicas. Muchas de estas últimas cargas tienen carácter ácido y pueden retardar la curva reométrica del compuesto. Por eso, casi siempre van acompañadas de un neutralizador de acidez como el polietilenglicol.
En compuestos de SBR, la dosificación de cargas debe ir acompañada por una alta cantidad de aceite plastificante con objeto de facilitar su incorporación en el comienzo del ciclo de mezclado. Muchas veces esto complica el proceso, disminuyendo su productividad y aumentando el costo operativo (mayor tiempo de mezclado y consumo de energía).
LA APARICIÓN DE LOS CAUCHOS SBR
EXTENDIDOS
Existen en el mercado varios grados de SBR extendidos en aceite plastificante que se elaboran agregándolo al látex, después de la copolimerización y antes de coagularlo. Uno de los extendidos más utilizados es el SBR 1712 que contiene una dosis de aceite aromático fija: 37.5 phr de aceite aromático por cada 100 phr de SBR puro.
Además, estos sistemas deben elegirse teniendo en cuenta el color del compuesto: si las cargas de refuerzo son negras, optaremos por derivados amínicos como el 6PPD (N-1,3-dimetilbutil-N'-fenil-pfenilendiamina, ver figura 1). En cambio, si se trata de formulaciones de color no negro, tenemos que usar antidegradantes no manchantes de tipo fenólico, para evitar un oscurecimiento indeseado en el color del producto final.
Tabla 1. Formulación que compara el aceite del mezclador con la del SBR 1712.
Como ejemplo, en la tabla 1 se exhibe una formulación donde se puede comparar la cantidad de aceite que se agrega en el mezclador (14 phr) con la que trae el SBR 1712 como aceite de extensión (37.5 phr), lo que hace un total de 51.5 phr de plastificante. Esta diferencia posibilita un proceso de mezclado de mayor calidad y menor duración.
SISTEMAS ANTIDEGRADANTES
En cuanto a la resistencia al envejecimiento, si bien hay una cierta mejora con respecto a la que proporciona el caucho natural, hay que utilizar sistemas antidegradantes más potentes en las formulaciones, a fin de evitar la pérdida de propiedades por exposición al oxígeno u ozono.
6PPD - quinone
Muchos de estos productos muestran un efecto sinergético en las formulaciones: si los combinamos en el mismo compuesto, el efecto protector será mayor que con cualquiera de ellos individualmente.
El sistema antidegradante clásico se suele combinar también con ceras (de parafina o microcristalina), que actúan estáticamente a través de la generación de una fina capa que protege al artículo del ataque de ozono.
SISTEMAS DE CURA
Al comparar el caucho SBR con el natural, en términos reométricos, deducimos la necesidad de aumentar la velocidad de cura sin “sacrificar” tiempo scorch. Es decir, necesitamos conseguir compuestos resistentes a la prevulcanización pero al mismo tiempo de cinética rápida para la vulcanización en prensas o inyectoras.
En la formulación presentada en la figura 2, observamos la presencia de dos acelerantes: TBBS (N-Ter Butil Benzotiazol Sulfenamida) y TMTM (Tetra Metil Tiuram Monosulfuro).
Figura 1. 6PPD.
Figura 2. Arriba, el acelerante TBBS; debajo, el TMTM.
El TBBS se denomina acelerante primario y es el que regula el tiempo scorch necesario para afrontar los procesos de fábrica sin que el compuesto se prevulcanice. Se trata de una sulfenamida del cual el mercado ofrece variantes para optar de acuerdo a la protección que se necesite en los procesos de cada compuesto.
El segundo (TMTM) es un acelerante secundario, pertenece al grupo de los tiurams y básicamente aumenta la velocidad de cura una vez pasado el punto de scorch, reforzando en ese sentido la acción del acelerante primario.
El vulcanizante es el azufre. En el caso del ejemplo (tabla 1), azufre soluble, que suele presentar blooming en las mezclas crudas (no vulcanizadas todavía). Este fenómeno puede afectar la adhesión en crudo de las mismas. Si ese es el caso, se puede recurrir al azufre insoluble, que no aflora como el anterior.
Finalmente, mencionar que el SBR es un elastómero “muy sociable”: se lo puede combinar con otros polímeros de insaturación similar para mejorar aún más otras propiedades o características que por sí sólo no puede satisfacer.
El SBR es un elastómero de costo accesible, que posee buena procesabilidad y amplio espectro de propiedades, de uso generalizado en la industria del caucho. ¡Hasta la próxima! ■
INFORMACIONES SIEMPRE ÚTILES
DATO CAUCHO
Evolución en las fórmulas
Las formulaciones de compuestos de caucho han cambiado en las últimas décadas. En los años 50 y 60, las recetas eran complejas y contenían numerosos ingredientes, con el caucho natural y el estirenobutadieno como los principales. Hoy, la tendencia es hacia fórmulas más simples y eficientes, con una mayor diversidad de cauchos sintéticos y enfoque técnico.
Años 50-60: entre 15 y 20 componentes por fórmula.
Actualidad: 8 a 12 ingredientes optimizados por aplicación.
2030: se proyecta que el 65 % del mercado trabaje con compuestos preformulados certificados con reducción del 30 % en la complejidad de las fórmulas.
Seguridad en la utilización de máquinas -
Parte 1
Esta sección rescata trabajos muy importantes publicados hace más de 25 años los cuales, por su naturaleza, cuentan con total vigencia en la actualidad.
AUTOR
José Arteta San Pedro
Ponencia presentada en la Jornada de seguridad, higiene industrial y protección del medio ambiente en la industria del caucho, Vitoria-Gasteiz, 8 de noviembre de 1988.
INTRODUCCIÓN
Todos somos conscientes de la sangría dineraria que suponen para la seguridad social los accidentes laborales, sin contar el daño y el dolor que entrañan. A pesar de la ausencia de datos estadísticos suficientemente fiables a nivel europeo, se estima que en 1984 las indemnizaciones abonadas, como consecuencia de accidentes y enfermedades profesionales, se elevaron a unos 16.000 millones de ECUS (unos 2,2 billones de pesetas), es decir, el 7 % de los gastos totales del Seguro de Enfermedad en la Comunidad Económica Europea.
Son muchos los esfuerzos y los medios que se están invirtiendo para prevenir los accidentes y las enfermedades procedentes del trabajo.
Ello, mediante cursos de formación, información y asistencia técnica, tanto a nivel empresarial como de mandos y trabajadores, e incluso incidiendo en la opinión pública con campañas de sensibilización en materia de salud y de seguridad en el trabajo, si bien los resultados no han sido tan alentadores como se presumía.
La Comunidad Económica Europea, consciente de la importancia que reviste la protección física y psíquica de los ciudadanos en general y de los trabajadores en particular, como sujetos sometidos de forma más acusada a los riesgos derivados de la utilización y consumo de productos, ha tomado como norma la línea prevencionista de evitar los riesgos en su origen.
El artículo está compuesto de dos partes. La segunda será publicada en la edición de agosto de 2025.
Debido a que el futuro mercado europeo exige incrementar las medidas de prevención y de protección -sobre todo en lo que se refiere a la utilización de máquinas para permitir el libre comercio- y mientras las comunidades europeas están desarrollando una serie de disposiciones que obligarán a los Estados Miembros en sus objetivos -entre los cuales, la seguridad, la higiene, y la salud en el lugar de trabajo son uno de los primordiales-, me voy a permitir dirigir esta ponencia hacia aquellos aspectos legales que tratan de las disposiciones mínimas de salud y de seguridad para la utilización de máquinas, aparatos e instalaciones por parte de los trabajadores. Todo ello tomando como punto de partida el Acta Única Europea cuyos proyectos se están elaborando en la Comunidad Europea, y que a efectos de la ponencia los dividiré en tres capítulos.
1. Libre circulación de mercancías. Con el Acta Única Europea, se instaura un período transitorio preparatorio para el desarrollo del gran mercado comunitario sin fronteras, que comenzará el 1° de enero de 1993. En este capítulo se resumen los conceptos fundamentales que la Comunidad Europea preceptúa como necesarios para la integración de todos los Estados Miembros en el libre comercio en las mismas condiciones de igualdad, legislativas, reglamentarias y administrativas a fin de evitar los obstáculos que limitan o impiden un normal desarrollo.
2. Mundo del trabajo. La libre circulación de mercancías y el progreso demandan la participación de los trabajadores y usuarios en aquellas materias que les conciernen, como son su integridad física y psíquica. La prevención de los riesgos en el trabajo está imponiendo una actuación empresarial más coherente y conforme con las demandas sociales, haciendo que la función preventiva se organice y estructure en el ámbito total de la empresa. En este capítulo se contemplan las nuevas tendencias prevencionistas, relacionadas con la utilización de máquinas por parte de los trabajadores.
3. Productor y usuario. Las relaciones entre el productor y el usuario se están modificando. Ambos deberán asumir sus propias responsabilidades, y en este capítulo las normas y directivas van a jugar un papel importante en lo relativo a las exigencias básicas de seguridad en las máquinas.
PROYECTO DE LAS COMUNIDADES EUROPEAS
1. Libre circulación de mercancías
La idea es avanzar hacia el futuro mediante la creación de un mercado interior, como paso fundamental para la construcción de la Europa de los Pueblos, futuro que para nosotros es hoy, porque tenemos que entrar en la estrategia de la reactivación europea en un período muy avanzado de gestación, o como vulgarmente se dice: “tomando el tren en marcha”.
El Acta Única Europea, firmada en Luxemburgo el 17 de febrero de 1986 y en La Haya, el 28 del mismo mes y año, entró en vigor el 1° de julio de 1987. En su artículo 8 A dice que la Comunidad adoptará todas las medidas destinadas a establecer progresivamente el mercado interior en el transcurso de un período que terminará el 31 de diciembre de 1992: “El mercado interior implicará un espacio sin fronteras interiores, en el que la libre circulación de mercancías, personas, servicios y capitales estará garantizada de acuerdo con las disposiciones del presente Tratado”.
A nadie se le oculta la trascendencia de esta decisión en el orden político, económico y social, por lo cual el Tratado CEE fue modificado en su artículo 100 con las disposiciones del artículo 100 A del Acta Única y que por su capital importancia voy a transcribir:
ARTÍCULO 100 A
No obstante lo dispuesto en el artículo 100 y salvo que Tratado disponga otra cosa, se aplicarán las disposiciones siguientes para la consecución de los objetivos enunciados en el artículo 8 A. El Consejo, por mayoría cualificada, a propuesta de la Comisión y en cooperación con el Parlamento Europeo y previa consulta al Comité Económico y Social, adoptará las medidas relativas a la aproximación de las disposiciones legales, reglamentarias y administrativas de los Estados Miembros, que tengan por objeto el establecimiento y el funcionamiento del mercado interior.
En el punto 3, la Comisión, en sus propuestas previstas en el apartado 1 referentes a la aproximación de las legislaciones en materia de salud, seguridad, protección del medio ambiente y protección de los consumidores, se basará en un nivel de protección elevado.
Y como colofón, en cuanto a seguridad y salud de los trabajadores, tema central de esta ponencia, el artículo 118 A dispone:
Los Estados Miembros procurarán promover la mejora, en particular, del medio de trabajo, para proteger la seguridad y la salud de los trabajadores, y se fijarán como objetivo la armonización, dentro del progreso, de las condiciones existentes en ese ámbito.
Para contribuir a la consecución del objetivo previsto en el apartado 1, el Consejo, por mayoría cualificada, a propuesta de la Comisión, adoptará, mediante directivas, las disposiciones mínimas que habrán de aplicarse progresivamente, teniendo en cuenta las condiciones y regulaciones técnicas existentes en cada uno de los Estados Miembros.
Tales directivas evitarán establecer trabas de carácter administrativo, financiero y jurídico que obstaculicen la creación y el desarrollo de pequeñas y medianas empresas.
Este pequeño extracto del Acta Única Europea ratifica y amplía cuanto hemos expuesto en otras ocasiones en orden a las obligaciones de los empresarios en materia de seguridad y salud de los trabajadores en los centros de trabajo, con una aportación más como es el diálogo social, que cada día va adquiriendo una mayor importancia y que el Tratado contempla en su artículo 118 B disponiendo: “La Comisión procurará desarrollar el diálogo entre las partes sociales a nivel europeo, que podrá dar lugar, si éstas lo consideran deseable, al establecimiento de relaciones basadas en un acuerdo entre dichas partes”.
2.
MUNDO DEL TRABAJO
Resolución del Consejo relativa a la seguridad y la salud en los lugares de trabajo (88/C28/01)
Teniendo en cuenta que el artículo 118 A del Tratado constitutivo de la Comunidad Económica Europea establece también, como uno de sus principales objetivos, la armonización, dentro del progreso, de las condiciones existentes, en particular en el medio de trabajo, con el fin de proteger la seguridad y la salud de los trabajadores y/o, siendo así, entre otros aspectos, que el desarrollo de la productividad, tanto a nivel de empresa como de economía de la comunidad, depende entre otras cosas de la calidad del medio de trabajo con vistas a proteger su seguridad y salud, así como de la motivación de los trabajadores; el Consejo adopta la Resolución 88/C28/01 relativa a la seguridad, la higiene y la salud en los lugares de trabajo y pone de relieve la necesidad de:
Dar la misma importancia a los objetivos tanto económicos como sociales en la realización del mercado interior.
Coordinar las acciones comunitarias y nacionales respectivamente a la realización de estos dos objetivos.
El Consejo sugiere que se establezcan, en estrecha colaboración, por los Estados miembros, planes de trabajo o criterios, entre los que destacan los relativos a la organización de la seguridad y de la salud de los trabajadores en los lugares de trabajo, los relativos a la protección comunitaria y nacional, asistencia y cambio de la armonización de las estrategias de la prevención de accidentes y enfermedades profesionales, así como sobre el control y las sanciones.
Para que el gran mercado interior y la construcción europea sean una realidad, se debe incluir como elemento importante el aspecto social, y, en este marco, la protección física y psíquica de los trabajadores aparece como una de las primeras prioridades.
UTILIZACIÓN DE MÁQUINAS POR PARTE DE LOS TRABAJADORES
El Acta Única prevé la elaboración de directivas basadas en el artículo 100 A para la realización del mercado interior, de acuerdo con el nuevo enfoque en materia de armonización y normalización, mediante el establecimiento de exigencias básicas o esenciales de seguridad, para el diseño, la fabricación o la construcción de productos, con el objeto de permitir su comercialización y libre circulación en la Comunidad, entre los cuales se hallan los equipos de trabajo, principalmente maquinaria.
A tal fin existe una propuesta de Directiva del Consejo relativa a las disposiciones mínimas de seguridad y salud para la utilización de máquinas, aparatos e instalaciones por parte de los trabajadores, del 11 de marzo de 1988 (88/C114/04), en la que en su artículo 3, relacionado con los equipos de trabajo - máquinas, aparatos e instalaciones - dispone:
Los Estados Miembros tomarán todas las medidas oportunas para asegurarse de que el empresario cumple las obligaciones de la presente directiva cuando se utilicen equipos de trabajo.
Los Estados Miembros garantizarán los controles necesarios para cumplir y hacer cumplir lo dispuesto en el apartado anterior.
Una vez más recae sobre el empresario la obligación de garantizar el buen uso de los equipos de trabajo, teniendo en cuenta las condiciones particulares de utilización de cada empresa, desde:
El momento de efectuar el pedido, En el momento de su entrega y entrada en funcionamiento. Durante su utilización.
Y con motivo de cualquier operación de mantenimiento, reparación o transformación de los mismos, que afecte o pueda afectar a la seguridad.
Los trabajadores deberán disponer de folletos de instrucciones de los equipos de trabajo que les conciernen, y los empresarios tendrán que ponerlos a disposición de aquellos.
Estos folletos deberán contener, como mínimo, las indicaciones apropiadas desde el punto de vista de seguridad y de la salud relativas a:
Las condiciones normales de utilización de los equipos de trabajo.
El transporte, la instalación, el montaje, el ajuste y el mantenimiento de los equipos de trabajo.
Y como punto final de este compromiso, el artículo 6 establece que:
a) Se consultará a los trabajadores o a los representantes de los trabajadores en lo relativo a los aspectos de seguridad y de salud:
Sobre la base del Anexo I para los equipos de trabajo existentes.
Sobre la base de los Anexos I y II para los equipos de trabajo vueltos a comercializar.
Sobre la base del Anexo II para la adquisición de nuevos equipos de trabajo.
b) Cuando las medidas que el empresario adopte para garantizar la seguridad de los equipos de trabajo existentes, utilizados o previstos, no sean suficientes en opinión de los trabajadores o de sus representantes, estos podrán solicitar de las autoridades competentes en materia de seguridad y salud una visita a los lugares de trabajo
3. PRODUCTOR + USUARIO
Responsabilidades de los empresarios
Por otra parte, la Comunidad Económica Europea, en un esfuerzo por asegurar la libre circulación de mercancías y garantizar la seguridad y salud de los consumidores y usuarios, puso en circulación la Directiva 85/374/CEE relativa a la aproximación de las disposiciones legales, reglamentarias y administrativas de los Estados Miembros en materia de responsabilidad por los daños causados por productos defectuosos, por la cual el campo de acción en materia de seguridad y salud en el trabajo trasciende del plano laboral y llega hasta el consumidor.
Esta directiva fue notificada a los Estados Miembros el 30 de julio de 1985, para su puesta en práctica, como máximo, a los tres años de su notifica
Sólo deseo llamar la atención sobre los artículos 1 y 3 por cuanto afectan a la Directiva “utilización de la maquinaria” que venimos comentando y la Directiva “Máquinas” que expondremos más adelante.
El artículo 1 de la Directiva dispone: “El productor será responsable de los daños causados por los defectos de sus productos”. Y el artículo 3.1: “Se entiende por productor a la persona que fabrica un producto acabado, que produce una materia prima o que fabrica una parte integrante, y toda aquella persona que se presente como productor, poniendo su nombre, marca o cualquier otro signo distintivo en el producto”.
El contenido fundamental del precepto es “la responsabilidad del productor ante un producto defectuoso de su fabricación”, no tanto por su ineptitud para el uso, sino por su falta de seguridad que el consumidor tiene derecho a exigir.
En consecuencia, la responsabilidad del empresario en materia de seguridad y de salud en el trabajo será ampliada por los accidentes que los productos defectuosos de su fabricación puedan originar a los usuarios y consumidores, y en general por los daños que se ocasionen, comprobada su culpabilidad.
De aquí se derivan tres acciones del empresario:
Integrar la seguridad en el control de calidad de sus productos.
Prever la responsabilidad civil en caso de fallo. Mejorar la información a usuarios y consumidores.
Estamos viendo cómo en un período de tiempo relativamente corto se están experimentando cambios sustanciales en materia de seguridad y de salud laboral, que condicionan a empresarios y trabajadores, por lo que no dejaremos de insistir en la importancia que va adquiriendo el diálogo social, porque es lo que dará coherencia y sentido al gran mercado interior.
De una parte, es al empresario a quien incumbe garantizar el buen funcionamiento de los equipos de trabajo en su empresa, y por otra, el conductor o proveedor de esos equipos será responsable de los daños causados en su utilización por defecto de las máquinas. Si a esto le sumamos la obligatoriedad de consultar siempre a los trabajadores o sus representantes en materia de seguridad y de salud en el trabajo, y a la administración del Estado en su función normativa, habremos cerrado el círculo de competencias relativas a la protección de la salud y seguridad en los centros de trabajo.
Conectar los intereses de los tres sectores y armonizarlos ordenadamente para conseguir el futuro comercio interior sin fronteras va a exigir mucho trabajo y esfuerzo por parte de los Estados Miembros, sobre todo en lo que va a suponer de renuncia en la adaptación y cambios de normas y reglamentos.
En la próxima edición de Revista SLTCaucho, publicaremos la segunda parte de esta ponencia en la cual abordaremos la normalización como fundamento de toda política de calidad y las exigencias básicas de seguridad en el área de máquinas. ■
Si quieres acceder al artículo completo, escribenos al correo: caucho@sltcaucho.org
CONTRUYENDO JUNTOS
UN FUTURO MEJOR
Nuestros empleados de todo el mundo están unidos por nuestro propósito en común: crear materiales que mejoren la vida diaria y permitan un futuro más sostenible.
Como parte de nuestros objetivos de sostenibilidad para 2025, nos comprometemos a que el 100% de nuestros nuevos productos y procesos tengan un beneficio de sostenibilidad para 2025
En Sudamérica, nos enfocamos en brindar un desempeño que marque la diferencia y que genere valor para nuestros clientes.
Negros
En todos los ámbitos de la industria, las mujeres somos sinónimo de resiliencia, innovación y cambio. En Valex, trabajamos para crear un futuro más diverso, inclusivo y lleno de nuevas oportunidades para todos.
SLTC presente en el World Circular Economy Fórum: una mirada desde la industria
Del 13 al 16 de mayo se llevó a cabo en San Pablo (Brasil), el World Circular Economy Forum (WCEF), uno de los encuentros más importantes a nivel global sobre economía circular, innovación y sostenibilidad. Por primera vez en su historia, el foro se realizó en América Latina, marcando un hito para la región y una oportunidad para visibilizar los avances, desafíos y potencialidades locales en la transición hacia un modelo económico más regenerativo e inclusivo.
En ese sentido, tuve el honor de participar en esta cita como empresaria pyme del sector industrial. Mi presencia tuvo un doble propósito: aprender de experiencias internacionales y compartir la voz de la industria argentina, particularmente de las pequeñas y medianas empresas, que muchas veces quedan al margen de estos espacios, pero que son actores clave en la transformación hacia la circularidad.
COLUMNISTA
Patricia Malnati
Directora del Comité de Sustentabilidad (SLTC).
El evento reunió a representantes de gobiernos, organizaciones, sociedad civil, instituciones científicas y startups de todo el mundo. Se abordaron temas como el diseño circular, la producción regenerativa, nuevas cadenas de valor, políticas públicas, financiamiento sostenible y el rol de las ciudades. Más allá del contenido, lo más valioso fue el espíritu colaborativo del foro: un espacio donde el diálogo y la construcción colectiva fueron protagonistas.
En ese marco, compartí la experiencia de Jomsalva, la empresa familiar que lidero y que desde 1973 formula y fabrica compuestos de caucho a medida para industrias como autopartes, calzado, minería y petróleo. Nuestro lema, “Conectando la industria”, refleja un compromiso con la producción eficiente, personalizada y cada vez más sostenible.
En una industria tradicional como la del caucho, la circularidad presenta desafíos, pero también enormes oportunidades. En Jomsalva trabajamos en el desarrollo de mezclas que incorporan materiales reciclados, prolongan la vida útil de los productos y permiten soluciones a medida que minimizan el desperdicio. Llevar esa experiencia al WCEF fue una forma de demostrar que las pymes industriales de Latinoamérica también están innovando y pueden ser parte activa de esta transformación global.
También confirmé en este espacio el valor de la articulación entre empresas, organizaciones y gobiernos.
La economía circular no se construye en soledad: requiere visión, compromiso y colaboración. En ese sentido, la labor de Pacto Global como plataforma de articulación multisectorial es clave para que las buenas prácticas se escalen y trasciendan fronteras.
Volver de Brasil con nuevas ideas, conexiones y aprendizajes nos reafirma una convicción: la economía circular no es una utopía futura, es una realidad en construcción. Y desde Latinoamérica, con nuestras capacidades industriales, talento emprendedor y voluntad de cambio, podemos ser protagonistas ■
Reciclaje de NFU mediante pirólisis: una nueva generación de rejuvenecedores asfálticos
Cada año se generan aproximadamente 29 millones de toneladas de neumáticos fuera de uso (NFU), lo que plantea un desafío ambiental creciente. Paralelamente, la red vial enfrenta una degradación progresiva del asfalto debido a fenómenos de oxidación, pérdida de componentes volátiles y aumento del contenido de asfaltenos. Estos procesos reducen significativamente la durabilidad del pavimento. Tradicionalmente, para restaurar las propiedades del ligante asfáltico envejecido se utilizan rejuvenecedores derivados del petróleo, que, si bien resultan efectivos, presentan una elevada huella ecológica.
Frente a este escenario, se ha propuesto una alternativa innovadora, liderada por el Dr. Jose Norambuena-Contreras y Dr. Luis Arteaga-Pérez: el uso de líquidos pirolíticos derivados de mezclas de neumáticos fuera de uso como rejuvenecedores asfálticos.
COLUMNISTA INVITADO
Académico de la Universidad
Andrés Bello, especializado en valorización de residuos y desarrollo de materiales sostenibles para aplicaciones en obras civiles. manuel.chavez@unab.cl
COORDINADORES
Karina Potarsky
Directora del Comité de Reciclaje de la SLTC y de INTI - Caucho.
Emanuel Bertalot
Vicedirector del Comité de Reciclaje de la SLTC.
Mediante un proceso de pirólisis -descomposición térmica sin presencia de oxígeno- llevado a cabo entre 400 y 500 °C, se logra obtener una fracción líquida rica en compuestos aromáticos, alifáticos y terpenos, con propiedades físico-químicas comparables a las de rejuvenecedores comerciales. La pirólisis permite transformar hasta un 65 % del material inicial en fase líquida, lo que abre una vía sustentable y de alto rendimiento para la valorización de residuos industriales.
Desde el punto de vista químico, el líquido pirolítico obtenido (LPN) contiene moléculas con capacidades solventes y antioxidantes, incluyendo limoneno, un monoterpeno conocido por su acción estabilizante frente a la oxidación. Durante el desarrollo del proyecto, las pruebas de caracterización, realizadas mediante técnicas como GC-MS y FTIR, demostraron que los LPN poseen una estructura compleja adecuada para restaurar la proporción de maltenos perdidos durante el proceso de envejecimiento del asfalto.
Manuel Chávez Delgado
En términos de desempeño, los resultados experimentales preliminares mostraron que la incorporación de solo un 6 % en peso (respecto al ligante asfáltico) de este líquido pirolítico a muestras envejecidas de ligante asfáltico permitió recuperar parámetros clave como la viscosidad y el grado de penetración.
PROPIEDADES FÍSICAS DE LOS LPN’S
Temperatura Pirólisis (º C)
REJUVENECEDORES ENCAPSULADOS
Uno de los avances más prometedores en esa línea de investigación es el desarrollo de rejuvenecedores encapsulados. Utilizando tecnología de encapsulación por vibración, se diseñaron microcápsulas de alginato -un polímero natural derivado de algas pardas-
En concreto, se observó una reducción de la viscosidad a 60 °C de hasta un 40 % respecto del asfalto envejecido sin tratar, y una densidad que se mantuvo estable en torno a 0,9 g/cm³. Además, la estabilidad oxidativa fue superior a la de rejuvenecedores derivados del petróleo, lo que sugiere un mayor potencial de durabilidad en condiciones reales de uso.
Pirólisis (º C)
Estas cápsulas actúan de forma inteligente: permanecen estables en el interior del pavimento y liberan el rejuvenecedor únicamente cuando se detectan microfisuras o grietas, contribuyendo así a su autorreparación y prolongando la vida útil de los pavimentos asfálticos.
Las cápsulas, de estructura tipo core-shell, presentan diámetros promedio de 1 mm y han sido probadas con éxito en laboratorio en diferentes fases de almacenamiento y liberación. Se espera que esta tecnología pueda ser validada y transferida en tramos reales de carretera, permitiendo prolongar la durabilidad del pavimento sin comprometer su desempeño.
Cabe destacar que esta línea de desarrollo se enmarca en un contexto normativo favorable. En Chile, por ejemplo, la Ley 20.920 establece que, para el año 2030, deberá gestionarse y valorizarse el 90 % de los neumáticos fuera de uso (NFU) provenientes de vehículos livianos y el 100 % de aquellos provenientes del sector minero.
La incorporación de estos subproductos pirolíticos en la construcción vial no solo contribuye al cumplimiento de estas metas, sino que ofrece una solución de alto valor agregado para un residuo de difícil tratamiento.
La implementación a escala industrial de esta tecnología requiere superar ciertos desafíos técnicos y logísticos. Entre ellos se encuentran la estandarización del proceso de pirólisis para garantizar una composición constante del líquido rejuvenecedor, la optimización de la formulación de cápsulas para diferentes tipos de pavimento y la validación de su efectividad bajo condiciones climáticas variables.
No obstante, los estudios preliminares han demostrado resultados consistentes, lo que sugiere una viabilidad técnica promisoria.
En conclusión, el uso de líquidos pirolíticos derivados de neumáticos fuera de uso representa una estrategia innovadora, técnicamente robusta y ambientalmente responsable para el mantenimiento de pavimentos asfálticos. Esta solución podría permitir cerrar el ciclo de vida de los NFU, reducir la dependencia de derivados del petróleo y mejorar la sostenibilidad de la infraestructura vial en América Latina ■
La verdadera escuela está en la planta"
Entrevista a Matías Morejón
ENTREVISTADO
Matías Morejón
Instituto de Ciencia y Tecnología de Polímeros (ICTP), CSIC (España).
ENTREVISTADORA
En esta sección de Revista SLTCaucho, conversamos con referentes técnicos, empresarios y profesionales de la industria del caucho. Se trata de un espacio de reflexión e inspiración con el fin de conocer y revivir experiencias que sean de utilidad para nuestro público.
Yazmín Sabarís Responsable en la agencia Naiades de las comunicaciones de la SLTC.
1. ¿Cómo fueron tus inicios en la industria del caucho?
Desde muy pequeño estuve rodeado de caucho. Crecí viendo a mi padre trabajar en la fábrica familiar y fue él quien me transmitió su pasión por esta industria. Esta conexión despertó un cariño genuino por los elastómeros que, con el tiempo, se transformó en una vocación. Por eso, decidí enfocar mis estudios en este campo aprendiendo cada día.
2. ¿Tienes alguna fascinación especial dentro de la especialidad?
Sí, la reología de los elastómeros es un tema que me apasiona.
Me parece una herramienta poderosa para entender cómo se comportan los materiales en las distintas etapas del proceso productivo. Me motiva profundamente poder ser el puente que conecta la ciencia con los problemas reales en planta, aportando soluciones prácticas que generen valor.
3. ¿Qué es lo que más disfrutas en tu trabajo diario?
Lo que más disfruto es analizar resultados de ensayos y trabajar en nuevas formulaciones. En esta industria nada está completamente dicho, siempre hay algo nuevo por resolver y mejorar. Me ilusiona saber que cada día trae un nuevo desafío. Es un camino que no termina, pero recorrerlo me apasiona.
EXPERTOS EN CAUCHO
4. ¿Qué pasatiempos tienes?
Disfruto mucho los deportes al aire libre, viajar con mi familia. Ambos me ayudan a desconectarme, recargar energía y ver las cosas desde otras perspectivas. Además, considero que viajar con la mente abierta es una forma poderosa de aprender.
5. ¿Lees Revista SLTCaucho? ¿Alguna sugerencia?
Sí, siempre estoy pendiente de las nuevas publicaciones. Me parece una fuente muy valiosa para mantenerse actualizado en los avances técnicos del sector.
6. ¿Cuál ha sido tu máximo logro profesional?
Uno de los logros que más valoro es haber tenido la oportunidad de especializarme en polímeros. Esta etapa me ha permitido profundizar en el conocimiento técnico de los materiales y complementar mi experiencia práctica con una base científica más sólida. Además, tener acceso a laboratorios bien equipados me da la posibilidad de experimentar y seguir aprendiendo activamente. Pero lo más enriquecedor ha sido rodearme de personas con gran conocimiento y generosidad para enseñar; aprender de ellos es una experiencia invaluable.
7. Teniendo en cuenta que el fracaso es didáctico, ¿cuál es el que más recuerdas?
Un error común es darlo todo por hecho y que todo funcionará como lo dice la teoría. Pienso que entre lo teórico y práctico hay una gran brecha que solo la experiencia puede cubrir: la verdadera escuela está en la planta, en el ensayo y error. Hay conocimientos que no están en los libros, y saber dar oído a esas voces con trayectoria ha sido una de las lecciones más valiosas para mí.
La SLTC ha sido una fuente clave de conocimiento. Me ha brindado acceso a contenidos técnicos, eventos, y sobre todo a una red de personas generosas con su experiencia.
8. ¿Tienes alguna frase que sirva de guía en tu recorrido profesional?
La frase “No hay viento favorable para aquel que no pone rumbo” me recuerda que los objetivos no se alcanzan por casualidad. Tener un propósito claro me permite aprender con intención y no perderme en la rutina. Incluso cuando el camino se vuelve incierto, saber el por qué de lo que hago me da dirección y sentido para seguir adelante.
La verdadera escuela está en la planta, en el ensayo y error. Hay conocimientos que no están en los libros, y saber dar oído a esas voces con trayectoria ha sido una de las lecciones más valiosas para mí.
9. Si tienes alguna opinión sobre la SLTC, coméntanos en pocas palabras.
La SLTC ha sido una fuente clave de conocimiento Me ha brindado acceso a contenidos técnicos, eventos, y sobre todo a una red de personas generosas con su experiencia. En ese camino, también he hecho grandes amistades ■
NUEVA SECCIÓN
Optimización de compuestos: manejo de fórmulas para un mejor desempeño
- Parte 2
Si quieres leer la primera parte de este trabajo, haz clic aquí
Las fórmulas de los compuestos, en la mayoría de los productores, suelen mantenerse sin modificaciones para asegurar un desempeño constante en el mercado. Sin embargo, en algunos casos han intervenido factores externos a la industria que limitan la disponibilidad de materias primas en ciertas regiones. Ese fue el caso de México y Brasil, donde, por políticas proteccionistas, solo se permitía utilizar materiales fabricados localmente.
José Luis Sánchez Todoberto COLUMNISTA
Experto en ingeniería química en el área de procesos y en administración de negocios.
jlstodoberto23@gmail.com
Solo si se demostraba que no existía un material regional que cumpliera con los requerimientos técnicos, se autorizaba la importación, muchas veces con un impuesto adicional para desincentivar su compra (cualquier parecido con situaciones actuales es mera coincidencia).
En ese sentido, analizaremos las siguientes fórmulas:
OPTIMIZACIÓN DE LA TECNOLOGÍA DEL HULE (CAUCHO)
1. Fórmula de piso para llanta radial en la década 1970
2. Compuesto de piso para llanta radial actualizado.
Tabla
Tabla
OPTIMIZACIÓN DE LA TECNOLOGÍA DEL HULE (CAUCHO)
Tabla 2. Compuesto de piso para llanta radial actualizado.
SECUENCIA DE LAS OPTIMIZACIONES DE LOS COMPUESTOS
En un inicio, se requería que las materias primas fueran de producción local, como el SBR 1712 y el polibutadieno de médium cis. Posteriormente, se autorizó la importación de materias primas, lo que permitió reemplazar el polibutadieno médium cis por polibutadienos de alto cis.
Con regulaciones europeas que exigieron eliminar aceites aromáticos con altos niveles de hidrocarburos aromáticos policíclicos (PAH), se comenzaron a utilizar polímeros SBR con aceites tratados para reducir su contenido de PAH. Estos materiales se volvieron costosos y escasos.
Los aceites nafténicos surgieron como alternativa, cumpliendo con la normativa, aunque con un precio más alto que los aromáticos tradicionales pero menor que los aromáticos tratados. No obstante, algunas empresas no adaptaron sus compuestos y perdieron oportunidades en mercados europeos y del sector automotor.
Como resultado, se reemplazaron el SBR 1712, el polibutadieno médium cis y los aceites aromáticos por SBR 1502, polibutadienos de diversas fuentes y aceites nafténicos. A su vez, se realizaron producciones piloto, pruebas de campo y validaciones con clientes.
En el sistema de protección de los compuestos, los antioxidantes y antiozonantes son comunes para otros compuestos que no presentan problemas de degradación.
Los protectores pasivos, que son básicamente ceras, corresponden a productos comerciales como Sunproof u Okerite. Éstos son especificados por los fabricantes, además de tener un costo elevado en comparación con el sistema que utiliza dos tipos de ceras:
• Ceras parafínicas, que forman una película dura pero que puede resquebrajarse y permitir el paso del oxígeno o del ozono.
OPTIMIZACIÓN DE LA TECNOLOGÍA DEL HULE (CAUCHO)
• Ceras microcristalinas, también llamadas isoparafínicas, de textura suave y que tienden a migrar más lentamente a la superficie.
Actualmente, ya existen estas ceras en calidad “grado hulero”, cuyas cadenas están controladas, lo que permite al compounder ajustar la relación entre ambas según el nivel de protección deseado, además de ofrecer un precio más accesible.
El cambio propuesto fue reemplazar 4 phr de Okerite por una combinación de 3 phr de ceras isoparafínicas y 1 phr de parafínicas. Este nivel de ceras proporciona una protección de más de 6 años.
En cuanto a los activadores, el óxido de zinc y el ácido esteárico forman estearato de zinc durante la vulcanización. En ese sentido, grupos ecológicos recomiendan reducir su uso, ya que, en procesos artesanales como la quema de llantas para fabricar ladrillos, el óxido de zinc puede contaminar cuerpos de agua y formar cloruro de zinc (tóxico).
Para mitigar esto, se redujo la proporción de 5:3 a 3:1 (3 phr de óxido de zinc y 1 de ácido oleico). Con lo cual, se disminuye el impacto ambiental y reducen costos, ya que el óxido de zinc es uno de los insumos más costosos por volumen.
En la fórmula optimizada también hay cambios de materias primas que forman parte de la tecnología de mezclado de alta eficiencia. Se incorporó el uso de ayudas de proceso del tipo Struktol 40MS, que funciona como auxiliar para la incorporación de cargas y aditivos en mezclas de alta eficiencia.
También se modificaron los aceleradores. El TMTD fue eliminado de las formulaciones de productos huleros debido a la generación de nitrosaminas volátiles, que representan un riesgo para la salud de quienes las respiran. Este acelerador secundario fue reemplazado por DPG, que no genera nitrosaminas.
Asimismo, el acelerador MBTS fue sustituido por DCBS, el más robusto dentro del grupo de las sulfenamidas. Además, el DCBS tiene un punto de fusión de 95 °C, frente a los 170 °C del MBTS.
Parte de esta tecnología de mezclado de alta eficiencia incluye descargar la mezcla a una temperatura máxima de 140 °C. A partir de esto, el azufre (que funde a 110 °C), los aceleradores y las películas plásticas (de polietileno o EVA) ya están en fase líquida. Esto favorece la homogenización por un mecanismo de difusión líquida, distinto del esfuerzo cortante que requieren los polvos sólidos.
En la práctica, esta tecnología permite que los compuestos presenten mejor uniformidad en sus propiedades reométricas, en comparación con los compuestos elaborados en varias fases.
VALORACIÓN DE LA TECNOLOGÍA DE MEZCLADO DE ALTA EFICIENCIA
Para valorar la tecnología de alta eficiencia, es conveniente definir qué entendemos por eficiencia de mezclado. Algunas compañías consideran que ésta se mide mediante la relación de mezclado (R), definida como: R = (PCH de cada fase / PCH totales), sumado para cada fase del proceso.
Para la fórmula antigua, el mezclado se realizaba en dos pasos. En el primer paso:
• PCH del master = 225,98 (compuesto sin acelerantes)
• PCH totales = 228,56
• Entonces: R = (225,98 / 228,56) + 1,0 = 1,985
Para la fórmula actualizada, el mezclado es básicamente de un solo paso (aunque con múltiples detalles técnicos):
• R = 1,0
Otro dato útil es la cantidad de kilogramos de mezclado por cada kilogramo de mezcla final, aunque no brinda información sobre el volumen del mezclador ni el tiempo de mezcla.
OPTIMIZACIÓN DE LA TECNOLOGÍA DEL HULE (CAUCHO)
El índice que proporciona mayor detalle es: minutos de mezclado (BB) por tonelada de compuesto, cuya fórmula es:
[R de cada paso × ((1000 × Tiempo en min.) / Peso de mezcla)]
Para la fórmula antigua:
• Paso master: R = 0,985 | Peso = 225 kg | Tiempo = 4,25 min.
• Paso final: R = 1,0 | Peso = 210 kg | Tiempo = 3,0 min.
• % de utilización del mezclador BB = 13,9 / 32,9 = 42,44 %
Además, el consumo eléctrico en las áreas de mezclado representa entre 60 % y 80 % del total de la planta, ya que los mezcladores y equipos auxiliares (como molinos y compresores) tienen los motores más grandes.
La mejora en la eficiencia del mezclado no solo reduce el consumo eléctrico, sino que también aumenta el rendimiento de producción, sin necesidad de invertir en nuevos equipos.
CÁLCULOS DE LAS FÓRMULA DE LOS COMPUESTOS
OPTIMIZACIÓN DE LA TECNOLOGÍA DEL HULE (CAUCHO)
Ver tabla auxiliar aquí.
3. Compuesto de piso para llanta radial. Fórmula de 1970.
Tabla 4. Compuesto de piso para llanta radial actualizado.
Ver tabla auxiliar aquí
Tabla
OPTIMIZACIÓN DE LA TECNOLOGÍA DEL HULE (CAUCHO)
COMENTARIOS FINALES
Cuando ingresé a la industria hulera, mi primera responsabilidad fue el desarrollo de proveedores de materias primas y la jefatura del laboratorio químico de la planta. Durante la entrevista de contratación, me preguntaron sobre mis conocimientos en polímeros, y el único que tenía era sobre hule de silicón.
Ya en el trabajo, le pedí al jefe químico permiso para revisar las fórmulas de los compuestos, y descubrí que para muchos compañeros estas eran una “caja negra”: algunos guardaban el conocimiento como una forma de mantener su posición de poder; otros, en cambio, ya estaban en su zona de confort y no se preocupaban por aprender más.
Mi gusto por la química me llevó a hacer muchas preguntas. Al revisar las fórmulas con el jefe químico, no solo preguntaba qué era cada material, sino también cuál era su propósito y función. Siempre recibí respuestas sinceras. A veces no sabíamos la respuesta, pero la buscábamos juntos.
Los exámenes se enviaban por correo postal, y las respuestas tardaban de uno a dos meses (como verán, por entonces no existía internet).
Lo que quiero transmitir es que, para obtener resultados positivos en nuestro negocio, es necesario involucrarse personalmente, profundizar en los conocimientos actuales y mantenerse al tanto de los avances que impulsan la tecnología hulera. Hoy contamos con muchos más recursos, como el acceso a internet, donde podemos contactar a los productores, consultar especificaciones y conocer sus recomendaciones de aplicación. Pero creo que el recurso más valioso lo tienes ahora en tus manos: la Sociedad Latinoamericana de Tecnología del Caucho (SLTC).
La SLTC ha reunido el esfuerzo internacional de expertos en tecnología del caucho, concentrado
Envejecimiento de artículos de caucho
En esta sección presentamos artículos ya publicados que, por su particular valor, merecen ser leídos nuevamente.
En esta edición seleccionamos un artículo sobre el envejecimiento del caucho, uno de los desafíos más complejos que enfrenta la industria del elastómero. El autor, Jorge Mandelbaum, repasa los principales factores que contribuyen al deterioro del caucho, entre ellos el oxígeno, el ozono, la luz, el calor, la radiación y agentes químicos. También subraya que no existe una única causa ni una solución universal, ya que la degradación depende de la formulación del compuesto, las condiciones de uso y el entorno.
A su vez, en este trabajo podrás abordar los diferentes tipos de envejecimiento: térmico, oxidativo, por ozono, fotoenvejecimiento y envejecimiento por fatiga dinámica. En cada caso, el autor explica los mecanismos involucrados y sus efectos en las propiedades del caucho, como el agrietamiento superficial, la pérdida de elasticidad o la dureza excesiva. En ese sentido, se mencionan diversos métodos para evaluar el envejecimiento, tanto en laboratorio como en condiciones reales, incluyendo cámaras aceleradas y ensayos de campo.
COLUMNISTA
Publicación original: Edición N° 6 y 7. Marzo y mayo de 2015.
Finalmente, conocerás estrategias para retardar el envejecimiento, como el uso de antioxidantes, ceras protectoras, estabilizantes UV o la elección adecuada del polímero base. ■
Te invitamos a leer los artículos completos: Haz clic aquí para leer la primera parte y aquí para la segunda.
Jorge Mandelbaum
¿Qué sigue para la industria del caucho?
Artículo técnico comercial publicado como contraprestación por patrocinio oro*.
COLUMNISTAS
Niels van der Aar
Thomas Früh
Thomas Gross
Martín van Duin Heiner Stange
Desde la invención de la vulcanización, la industria del caucho ha estado en un rápido proceso de desarrollo mientras que sus productos se han convertido en una parte cada vez más importante de nuestra vida diaria. Sin el desarrollo de los diferentes tipos de caucho sintético, nuestra rutina sería mucho menos conveniente y posible. Por ejemplo, un automóvil moderno sería completamente diferente e inclusive los neumáticos y los diversos tipos de sellos, mangueras, soportes y limpiaparabrisas no existirían sin estos cauchos. Además, la seguridad, confiabilidad y eficiencia de combustible que esperamos de un coche no estarían ni cerca del nivel actual sin polímeros. Aunque no parezca tan obvio, lo mismo aplica a una amplia variedad de otras aplicaciones, como el sector de la construcción, bienes industriales o la electrónica.
Asimismo, nuestros dispositivos móviles serían más grandes, pesados e incómodos de usar ante la ausencia del caucho.
Desde una perspectiva orientada al futuro, la Organización de las Naciones Unidas (ONU), como un organismo neutral con el objetivo de equilibrar las necesidades de la humanidad, estableció, en septiembre de 2015, 17 Objetivos de Desarrollo Sostenible (ODS). Basándose en el principio de “nadie se quede atrás”, la agenda de la ONU constituye un enfoque integral para lograr un futuro sostenible para todos (figura 1). Los ODS nos brindan un marco que debe permitir a la sociedad traducir las necesidades y aspiraciones globales en soluciones. Al mismo tiempo, la agenda señala mega tendencias específicas para la industria y la sociedad, que también influirán directamente en la industria del caucho.
Fuente: Handbook of Synthetic Rubber ARLANXEO.
Figura 1. Los 17 Objetivos de Desarrollo Sostenible.
URBANIZACIÓN
En 2009 se marcó un hito en la historia, ya que fue el primer año en que la mayoría de los seres humanos vivía en ciudades. La urbanización es una mega tendencia que desafía cada vez más la forma en que organizamos nuestra vida diaria en las metrópolis: cuando crecen y se fusionan unas con otras generan que repensemos la forma en que producimos, transportamos, nos desplazamos y gestionamos nuestros residuos, lo que básicamente significa que debemos repensar nuestra manera de vivir.
Por ejemplo, impulsados por el deseo de diseñar productos ligeros con funciones integradas que cumplan con estándares de calidad cada vez más altos, ofrezcan intervalos de servicio extendidos y aseguren un uso sin preocupaciones, se aplican combinaciones de materiales cada vez más complejas. Esto lleva a una mayor complejidad en términos de logística y manejo en los sitios de producción y ensamblaje, y, al mismo tiempo, crea nuevos desafíos cuando llega el momento de desechar el producto.
La urbanización también plantea nuevos retos para la gestión de la energía. Los suministros de ésta deben ser seguros, confiables y eficientes.
Por ejemplo, se pueden desarrollar conceptos urbanos que apoyen la integración de pequeños productores de energía fuera de la red, como unidades solares privadas y turbinas eólicas, dentro de la infraestructura energética de la ciudad.
Esto puede complementarse con grandes parques eólicos en alta mar. En las megaciudades, se necesitan nuevas soluciones de vivienda para que los ciudadanos puedan encontrar apartamentos asequibles que ofrezcan un nivel mínimo de comodidad. En ese sentido, la construcción inteligente debería conducir a un ahorro de espacio, ensamblaje rápido y económico de edificios, y a la integración de soluciones digitales ya en la etapa de planificación. Con la necesidad de reducir el impacto ambiental de las acciones humanas, la atención se centrará en materiales primarios o secundarios que tengan un bajo impacto en cuanto a emisiones de CO₂ y producción de residuos, y que puedan ser producidos, reciclados y reutilizados dentro de los límites de la ciudad.
CRECIMIENTO (Y ENVEJECIMIENTO) DE LA POBLACIÓN
La población mundial ha aumentado de 2 mil millones de personas en 1930 a casi 8 hoy en día. Mientras que las sociedades altamente desarrolladas enfrentan desafíos como el envejecimiento, otras tienen una población muy joven y en rápido crecimiento. Gestionar las cadenas alimentarias presenta nuevos retos para el sector agrícola. Para ello, la industria del caucho ofrece apoyo en lo que respecta a nuevas formas de agricultura. Esto comienza con la provisión de piezas para el desarrollo de herramientas y maquinaria, así como para el almacenamiento seguro de la cosecha y determinadas soluciones para medios de transporte más eficientes en consumo de energía.
AGUA POTABLE
Toda la vida en la Tierra depende del agua. El acceso a agua potable es esencial para todos los seres humanos.
Es fundamental asegurar accesorios confiables y tuberías herméticas para el almacenamiento y transporte del agua mediante la elección adecuada de productos de sellado de caucho. Para cerrar el ciclo también debe garantizarse un sellado duradero en los sistemas de alcantarillado. Considerando que estos sistemas en las grandes ciudades suelen tener más de 100 años y no todas sus partes pueden mantenerse en buen estado, no es sorprendente que a menudo, entre el 10 y el 20 % del agua descargada en el sistema de alcantarillado, nunca llegue a las plantas de tratamiento. Al renovar estos circuitos, se deben escoger conceptos más sostenibles y utilizar materiales más adecuados. Los productos de caucho también son esenciales en la desalinización del agua de mar. Además, dichos elementos se usan para contener y sellar embalses de agua dulce en regiones áridas.
NUEVA MOVILIDAD
Cada vez más personas serán móviles en el futuro. Primero, porque la población mundial casi se ha triplicado desde 1950 y seguirá aumentando a un ritmo similar en la próxima década. Segundo, porque cada vez más individuos y familias alcanzarán el umbral de riqueza que los motivará a comprar medios de transporte individuales. Y tercero, la implementación de nuevas infraestructuras acelerará aún más el aumento de la movilidad. No solo crecerá su intensidad, sino que también será diferente de lo que hemos experimentado en el pasado.
La movilidad individual seguirá creciendo y será complementada con nuevos modos de transporte público. Por ejemplo, éstos podrían combinar varias funciones, como trabajar y relajarse, e incluir conceptos modulares, como cabinas intercambiables para diferentes funciones en una plataforma técnica. De esta manera, el mismo vehículo puede ser utilizado sucesivamente por diferentes usuarios y optimizado para distintos propósitos.
El uso de materiales más ligeros para el transporte implica ahorro de energía, pero también genera mayores demandas en cuanto a seguridad.
Los motores de combustión interna serán complementados y/o reemplazados por trenes motrices alternativos, como los que usan baterías eléctricas y celdas de combustible. La conducción autónoma será cada vez más popular: desde ya, existen en la actualidad varios niveles de autonomía en la conducción, que van desde sistemas que toman el control de la aceleración y la dirección hasta aquellos completamente automatizados.
DIGITALIZACIÓN
La cuarta revolución industrial, conocida como industria 4.0, modernizará la cadena de la industria del caucho desde los proveedores de materias primas hasta los fabricantes de piezas. En las plantas de producción de caucho sintético, esto ha llevado a la instalación de casi todos los componentes de hardware con censores para la comunicación entre maquinaria y conexión de plantas de producción y procesos en una plataforma basada en la nube para permitir, por ejemplo, un mantenimiento verdaderamente preventivo y un consumo mínimo de energía y de recursos en la producción regular.
Más abajo en la cadena de valor de la industria, los compuestos y los fabricantes de piezas de caucho han adoptado conceptos de digitalización, por ejemplo, mediante la automatización parcial o completa de la obtención de materias primas, de los procesos de mezcla en combinación con la formación, modelado y ensamblaje de piezas finales y módulos completos. Una tendencia más reciente es la impresión 3D de piezas de material (híbrido) a base de caucho. Este fenómeno puede superar algunas de las limitaciones de los métodos de producción convencionales. Al mismo tiempo, están surgiendo nuevos modelos de negocio basados en dicha tecnología.
SOSTENIBILIDAD
Dado que cada recurso en la Tierra es limitado, estamos obligados a ser cada vez más eficientes en nuestro uso de recursos naturales.
A mediano y largo plazo, puede que no solo sea una cuestión de precio y rendimiento lo que dicte la elección de un material, sino que, en cambio, la disponibilidad de materias primas puede convertirse en un problema.
Las consideraciones de fin de vida de nuestros productos serán cada vez más relevantes. Por ello, deben aplicarse los conceptos de reducir, reutilizar y reciclar para sostener los productos de caucho a largo plazo. Dado que éstos están típicamente entrecruzados para formar una red polimérica, los productos finales no pueden ser fácilmente reprocesados y remodelados, como es el caso de la mayoría de los productos termoplásticos. Por lo tanto, no hay una respuesta fácil al desafío del reciclaje para la mayoría de estos materiales a base de caucho y la búsqueda de soluciones adecuadas está en marcha.
Puede ser que el próximo gran desarrollo requiera nuevas soluciones de materiales de caucho. En lugar de adoptar una actitud de esperar y ver, los profesionales de ARLANXEO monitorean continuamente las tendencias globales y examinan sus productos para proporcionar respuestas a nuevos desafíos o iniciar acciones con el fin de desarrollar productos que sean mejores y así responder a las últimas necesidades del mercado emergente. De esta manera, ARLANXEO está cocreando el futuro.
CADENA DE VALOR FUTURA DEL CAUCHO
Desde un punto de vista tecnológico, dicha cadena muestra los productos que se producen (materia prima > monómeros > polímero de caucho > compuesto de caucho > parte de caucho reticulado > producto final > desecho) y las transformaciones entre ellos (craqueo y refinación, polimerización, mezcla, procesamiento y vulcanización, integración y aplicación, respectivamente).
En la cadena empresarial se enfatizan los papeles de las partes involucradas en estas transformaciones (productor de monómeros y de polímero de caucho, convertidor de caucho, productor de partes de caucho, fabricante de equipos originales, y consumidores e industria, respectivamente).
Debido a las mega tendencias ya discutidas, la cadena de valor del caucho debe cambiar (figura 2) Esto puede generar nuevas entidades empresariales y modelos de negocio.
Hoy en día, la materia prima para prácticamente todos los monómeros utilizados en la producción de cauchos sintéticos, excepto los monómeros utilizados para la producción de caucho de silicona, proviene del petróleo natural. En motivo de las reservas finitas de petróleo y gas natural, hay una búsqueda de materias primas alternativas, preferiblemente renovables.
La materia prima de origen biológico es un candidato obvio ya que es renovable (figura 2: flechas verdes en la parte superior y en el centro). Aunque no se muestra explícitamente, cada paso de transformación en la cadena de valor requiere energía, que hoy en día se deriva principalmente de combustibles fósiles, como el carbón, el petróleo crudo y el gas natural. Debido al calentamiento global y nuevamente a las reservas naturales limitadas, hay una tendencia hacia recursos energéticos alternativos, como la energía hidroeléctrica, eólica, solar y nuclear y la biomasa.
Muchas innovaciones de éxito reducen la huella de carbono del proceso, producto y aplicación en cuestión y, al mismo tiempo, mejoran el rendimiento y reducen los costes. Obviamente, los productos de caucho desempeñarán un papel importante en la transición de la sociedad y la industria actuales hacia un futuro más sostenible.
Hay que desarrollar nuevos productos de caucho para la movilidad, los paneles solares, las turbinas eólicas, etc. La cadena de valor del caucho termina con los residuos.
Biomasa
Recuperación energética de materias primas
Desvulcanización pirólisis negro
Recauchutado trituración y molienda elastómeros termoplásticos.
Materias primas de origen fósil
Monómeros
Polímeros de caucho
Ingredientes de compuestos
Compuestos de caucho
Productos de caucho
Productos finales
Aplicaciones sostenibles
Mayor eficiencia y menos contaminación/residuos
Ingredientes ecológicos
2.
Reutilización
Residuos de caucho
Gestión y logística de residuos
circular del
sintético, que incluye materias primas de origen biológico y reciclaje de residuos de
Según las estimaciones actuales, cada año se producen más de 10 millones de toneladas de desechos de caucho, incluidos unos 1.500 millones de neumáticos desgastados. Esto plantea un problema medioambiental, sobre todo si los residuos y el riesgo de incendios incontrolables no puede eliminarse por completo. Por este motivo, la eliminación de neumáticos enteros y triturados en vertederos está prohibido en Europa desde 2003.
Cabe destacar que, en la llamada jerarquía de residuos, es decir, el orden de prioridad de las acciones que deben tomarse para reducir la cantidad de desechos generados y mejorar los procesos y programas generales de gestión, el reciclaje es el último de la serie de las 3R: reducir - reutilizar - reciclar.
El reto fundamental es lograr una economía circular en la que, idealmente, tanto los materiales como la energía introducidos en la cadena de valor del caucho se recuperen por completo. En este sentido, también debe considerarse un diseño más sostenible de las piezas de caucho. Se tienen que contemplar opciones como reducir el número de compuestos de caucho diferentes, reducir la complejidad de las formulaciones, facilitar el desmontaje y desarrollar nuevas formas de facilitar la separación de productos de diferente composición.
De alguna manera, la tendencia actual en la industria del caucho hacia formulaciones de compuestos más complejas y refinadas para aplicaciones mejoradas o nuevas está obstaculizando, en cierta medida, el desarrollo de soluciones de productos sostenibles. En la próxima edición hablaremos de las materias primas de origen biológico y de la eficiencia energética en la cadena de valor del caucho. ■
Productores de monómeros
Productores de caucho
Fabricantes de compuestos de caucho
Fabricantes de productos de caucho
Fabricantes de equipos originales
Consumidores e industria
Figura
Economía
caucho
caucho.
Acuerdo con Revista Caucho del Consorcio Nacional de Industriales del Caucho (España) para el intercambio de artículos de interés entre ambas publicaciones | www.consorciocaucho.es
Análisis y cuantificación del grado de desvulcanización en elastómeros
Edición N° 574
Fecha de publicación: Marzo de 2025
Autor: Antonio González
Actualmente, se están utilizando y desarrollando diversas técnicas para abordar este desafío, como procesos químicos (empleando agentes desulfurantes), mecánicos (por cizallamiento y calor), térmicos (pirólisis controlada) y biológicos (mediante enzimas o microorganismos). Cada método tiene ventajas y limitaciones, siendo clave en su desarrollo la posibilidad de caracterizar
con precisión el grado de desvulcanización logrado para asegurar la calidad del material reciclado y su utilidad en aplicaciones futuras.
Este artículo se centra en los métodos disponibles para analizar dicha desvulcanización y su correlación con las propiedades del caucho reciclado.
Figura
MÉTODO BÁSICO DE EVALUACIÓN: CONTENIDO DE GEL
El contenido de gel mide la fracción insoluble de un caucho entrecruzado tras la extracción en un solvente adecuado. Este método evalúa indirectamente la cantidad de entrecruzamientos presentes en el material mediante la distinción entre elementos solubles y no solubles, siendo esta fracción la de estructura de red de caucho vulcanizado remanente.
De forma ideal, si durante el proceso se eliminasen todos los entrecruzamientos, obtendríamos un polímero totalmente soluble en el disolvente adecuado (no habría contenido en gel). Sin embargo, un proceso muy agresivo podría no atacar únicamente a los enlaces de entrecruzamiento sino también a la propia cadena de polímero, limitando sus propiedades futuras.
NORMAS APLICABLES
ISO 10147 y/o ASTM D2765: utilizadas para determinar el contenido de gel en polímeros entrecruzados. Estas normas son específicas para polietileno reticulado (PE-X), pero su método y resultados pueden hacerse aplicables a otros cauchos con modificaciones (elección adecuada del disolvente).
En ese caso, podría emplearse para determinar el grado de desvulcanización si se conoce la fracción inicial de gel antes del proceso de desvulcanización.
PROCEDIMIENTO
1. El material se somete a un proceso de extracción con un solvente como xileno a una temperatura controlada.
2. Se mide la cantidad de material insoluble (gel) que permanece tras la extracción.
3. Se compara con el contenido de gel inicial para determinar el grado de desvulcanización.
VENTAJAS
• Método sencillo y estándar.
• Aplicable a diferentes tipos de elastómeros (únicamente necesaria la elección del disolvente adecuado).
LIMITACIONES
• No distingue roturas parciales de la red, únicamente cadenas totalmente separadas.
• Limitado a la evaluación cualitativa del grado de entrecruzamiento.
• No distingue entre entrecruzamientos físicos y químicos.
• No tiene en cuenta la contribución de otros ingredientes en mezclas complejas.
HINCHAMIENTO EN DISOLVENTE: UNA EVALUACIÓN MÁS PRECISA
Este método se basa en la capacidad del material para hincharse en un solvente, una propiedad que depende directamente de la densidad de entrecruzamiento. Por ello, es ampliamente utilizado en la industria del caucho para correlacionar grado de hinchamiento con densidad de entrecruzamientos. Antes del ensayo, se suele realizar un tratamiento previo con acetona para eliminar extractables como plastificantes o caucho no entrecruzado que ya está presente en el material original.
Red de entrecruzamientos de caucho en estado sólido
Red de entrecruzamientos de caucho en estado sólido
Red de entrecruzamientos de caucho tras hinchamiento Red de entrecruzamientos de caucho en estado sólido Red de entrecruzamientos de caucho tras hinchamiento
Red de entrecruzamientos de caucho tras hinchamiento
Figura 2. Esquema de la estructura de red en un caucho en estado sólido y de la red tras hinchamiento en disolvente.
NORMAS APLICABLES
No existe una norma específica universal para el hinchamiento en caucho, pero se emplean procedimientos derivados de estudios como la teoría de Flory-Rehner. La norma ASTM D6814 proporciona una guía para evaluar el grado de desvulcanización en triturados de cauchos vulcanizados a través de la medición de la densidad de entrecruzamiento mediante el hinchamiento en solventes.
PROCEDIMIENTO BÁSICO
1. Se seca la muestra para obtener su masa inicial.
2. Se somete a un tratamiento de extracción (acetona) para eliminar materiales no entrecruzados (caucho sin vulcanizar, azufre libre, plastificantes, ayudantes de procesado, aceites naturales o ceras, ácidos grasos o antioxidantes).
3. La muestra se expone a un solvente adecuado (por ejemplo, tolueno) y se mide la masa hinchada.
4. Se deja evaporar el solvente hasta obtener la masa seca final del material.
5. Se calcula el grado de hinchamiento y se correlaciona con la densidad de entrecruzamiento usando ecuaciones teóricas.
La ecuación de Flory-Rehner es fundamental para describir el hinchamiento de polímeros entrecruzados en presencia de un solvente, y se utiliza para calcular la densidad de entrecruzamientos (v). La ecuación básica es:
PASOS PRINCIPALES EN EL CÁLCULO
1. Determinar experimentalmente a partir del volumen del polímero antes y después del hinchamiento.
2. Estimar el parámetro de interacción x mediante tablas o ecuaciones específicas para el sistema polímero-solvente.
3. Resolver la ecuación para obtener v, que representa la densidad de entrecruzamiento.
VENTAJAS
• Método más preciso, especialmente para materiales tratados.
• Proporciona información cuantitativa sobre la densidad de entrecruzamiento.
• Puede calcularse la influencia en el hinchamiento de las cargas reforzantes si se conoce la cantidad y naturaleza.
LIMITACIONES
• Supone una red homogénea de entrecruzamientos, lo cual no siempre es válido en sistemas complejos.
• Requiere un cálculo detallado basado en parámetros termodinámicos del sistema cauchodisolvente (la precisión depende de la estimación correcta del parámetro de interacción polímerosolvente, x)
• Puede ser sensible a las condiciones de ensayo, como la temperatura y el tipo de solvente.
Donde:
vs: volumen molar del solvente (cm³/mol).
Vs: fracción volumétrica del polímero hinchado en el equilibrio.
x: parámetro de interacción polímero-solvente (adi- mensional).
v: densidad de entrecruzamiento (mol/cm³).
p: densidad del polímero (g/cm³).
Por último, existen, a nivel experimental, otras aproximaciones para tratar de analizar la desvulcanización de una red de caucho
Por ejemplo, la densidad de entrecruzamientos puede calcularse indirectamente a partir de las propiedades elásticas de un caucho vulcanizado.
Según la teoría de redes elásticas, la densidad de entrecruzamientos (v) está relacionada con el módulo elástico (G).
Además, algunos investigadores utilizan métodos como la Resonancia Magnética Nuclear (RMN) de bajo campo para obtener una información cuantitativa de la densidad de entrecruzamiento promedio, así como de una homogeneidad o heterogeneidad de la red, lo que permite obtener una mayor información de ésta. La RMN de bajo campo es una técnica avanzada que puede analizar la movilidad de las cadenas poliméricas y, con ello, inferir la densidad de entrecruzamientos a través de los tiempos de relajación.
¿QUÉ MÉTODO ELEGIR?
Pese a no existir un método universal, existen varias aproximaciones para tratar de caracterizar el grado de desvulcanización del caucho tras los tratamientos.
La elección del método dependerá del nivel de detalle requerido y del material a evaluar. A nivel industrial, el contenido de gel es ideal para análisis rápidos y estándares, mientras que el hinchamiento en solvente, combinado con la teoría de Flory-Rehner, es preferible para una caracterización más profunda. En un entorno industrial, utilizar ambos métodos puede ofrecer una visión completa del estado del material y su capacidad de reciclado y reentrada como materia prima. ■
ACUERDO DE COLABORACIÓN CON LA REVISTA RUBBER WORLD.
En esta sección, publicamos artículos destacados de las últimas ediciones de la Revista Rubber World (EE.UU.), con un resumen en español. Puedes leer el artículo completo en inglés haciendo clic en los enlaces.
ABRIL 2025
ADHESIVOS ESTRUCTURALES, COMPUESTO POR RESINAS EPOXI Y TPE'S, BASADOS EN POLÍMEROS DE BLOQUE ESTIRÉNICO UNIDOS POR HIDROGENO
El artículo aborda cómo los adhesivos estructurales evolucionan al incorporar copolímeros tipo SBS o SIS en matrices epoxi, con lo cual se mejora la flexibilidad y resistencia al impacto. Estas formulaciones ofrecen una alternativa más económica y eficiente frente a modificadores tradicionales, que facilitan su aplicación en sectores como la automoción, construcción y aeroespacial.
Haz clic aquí para leer el artículo.
REDUCCIÓN DE ÓXIDO DE ZINC EN 10 COMPUESTOS DE UN MODELO DE NEUMÁTICOS RADIALES PARA TURISMO
Un abordaje sobre el óxido de zinc (ZnO), esencial en la vulcanización del caucho, y los cuestionamientos que enfrenta por su impacto ambiental, especialmente en ecosistemas acuáticos.
Aunque se buscan alternativas como nano ZnO u otros activadores, reemplazarlo sigue siendo un desafío por su rol clave en la formación de enlaces de azufre.
Haz clic aquí para leer el artículo.
ESPUMA DE LÁTEX Y SUS APLICACIONES
En este artículo se presentan cuatro procesos clave para producir espuma de látex: Dunlop, Sam Kay, Talalay y Crown. Cada uno presenta ventajas y desafíos en términos de inversión, eficiencia y aplicaciones. Aunque el poliuretano desplazó su uso en algunos mercados, la espuma de látex mantiene su valor en colchones y productos técnicos.
Haz clic aquí para leer el artículo
PRODUCTO MOLDEADO INGENIERIL ÚNICO A PARTIR DE NEUMÁTICOS DE DESECHO
Cada año, 285 millones de neumáticos usados en EE.UU. impulsan innovadoras soluciones de reciclaje. Ben Chouchaoui, experto en economía circular, destaca cómo tecnologías como simulación computacional están transformando estos residuos en productos de alto valor. Gracias a políticas de Responsabilidad Extendida del Productor, el 85 % ya se recicla para energía o nuevos materiales. Su empresa EcoUS desarrolla aplicaciones industriales mediante modelado digital, evitando métodos tradicionales contaminantes.
Haz clic aquí para leer el artículo.
SIMULACIÓN DEL DESARROLLO DE FORMULACIONES DE CAUCHO MEDIANTE IA COMPOUNDER
Se dice que la integración de la inteligencia artificial (IA) en el desarrollo de compuestos de caucho marca un paso transformador en la ciencia de los materiales: los autores exploran el uso de la IA Software Compounder para simular y optimizar formulaciones de caucho. Al aprovechar las redes neuronales de realimentación, el sistema puede predecir las propiedades de los materiales en función de las composiciones de los ingredientes.
Haz clic aquí para leer el artículo.
CADENAS DE SUMINISTRO Y EFICIENCIA DE COSTES EN LA INDUSTRIA DEL CAUCHO
Los crecientes riesgos políticos y la sofisticación de las cadenas de suministro de la industria mundial del caucho aumentan las demandas para garantizar la resiliencia del suministro. Teniendo en cuenta la complejidad de las formulaciones y las demandas de calidad de los productos de caucho, las discusiones técnicas sobre las cadenas de suministro parecen oportunas.
Haz clic aquí para leer el artículo.
EXTRUSIÓN
CONTINUA PARA REDUCIR COSTOS DE ENERGÍA Y MEJORAR LA CALIDAD
Al utilizar la extrusión continua de alta precisión con una bomba de engranajes incorporada integral, es posible alejarse de los molinos de estilo antiguo, que tienen una huella enorme y, por lo general, incluyen muchos riesgos de seguridad. La extrusión continua elimina la necesidad de aumentar la producción en lotes, lo que simplifica y acelera la preparación; y también separa la entrada de materiales de la salida de producción. Los usuarios actuales informan que esto mejora tanto el control de la producción como la calidad.
Haz clic aquí para leer el artículo.
MAYO 2025
Graf
Graf
Compuesto transparente 40°Sh –
Contacto con leche (pezonera)
Nitrile Nipol 1082
SBR 1605
Óxido de zinc
Ácido esteárico
Azufre
AgeRite Superflex
Antozite #1
Cera microcristalina
Silene D
MBTS
DOTG
Methy Zimate
Total
Vulcanización a 166 °C
Cura a 3 minutos
Tensión de ruptura, psi
Alargamiento de rotura
Dureza °Sh A
Módulo @100 %
200 %
300 %
Peptizantes para caucho
Áci do s graso s
Sal
Sal es de zi nc de áci do s graso s al tamente i nsaturado
Sal es de zi nc de áci do s graso s defi ni do s co n adi ti vo s acti vo s
Sal es de zi nc de áci do s graso s co n po cas i nsaturaci o nes
Di -o -benzami do feni l sul furo
Zi nc-di -o -benzami do feni l di sul furo
Di sul furo s Ti o feno l es
Pentacl o ro ti o feno l y adi ti vo s acti vante
Co mpl ej o s metál i co s
INFORMACIONES SIEMPRE ÚTILES
DATO CAUCHO
Así creció el consumo mundial
En las últimas décadas, el consumo global de caucho, tanto sintético (SR) como natural (NR), ha tenido un notable crecimiento. En 1990 se registraban 14,3 millones de toneladas consumidas a nivel mundial. Hoy esa cifra supera los 30 millones de toneladas, reflejando el rol del caucho en múltiples industrias.
Conoce el detalle de consumo a lo largo de los años:
1990: 63 % sintético y 37 % natural.
2020: 47 % sintético y 53 % natural. Consumo actual estimado: 32 millones de toneladas (SR+NR).
Cambió la tendencia: el caucho natural recuperó protagonismo en el mercado. La expansión industrial continúa impulsando la demanda global.
es de zi nc
NOTICIAS GENERALES
Silicona reciclada, sin perder calidad ni futuro
Un equipo de investigadores del CNRS (Centro de RMN en Très Hauts Champs) en Lyon (Francia) desarrolló el primer método de reciclaje universal para residuos de silicona, capaz de devolver el material a su forma molecular original. El proceso, de tipo químico y no mecánico, permite reutilizar indefinidamente masillas, selladores, adhesivos, cosméticos y otros productos sin pérdida de calidad ni necesidad de materias primas nuevas.
Publicado en Science, el estudio señala que esta innovación podría reducir significativamente el impacto ambiental del sector, especialmente en lo que respecta al uso intensivo de energía y emisiones de CO₂ que genera la fabricación convencional a partir de cuarzo natural.
Este avance también abre nuevas oportunidades ante la creciente demanda de recursos críticos como el silicio, esencial para la industria electrónica. Los científicos ya trabajan en optimizar el proceso para su aplicación a escala y ampliar su uso a otras fases de la producción de silicona, e incluso a nuevos materiales. ■
Caucho reciclado al servicio de la vivienda en Nueva York
La ciudad de Nueva York (Estados Unidos) avanza en infraestructura sostenible con la incorporación de caminos peatonales hechos de caucho reciclado en el desarrollo Atlantic Chestnut, un ambicioso proyecto de viviendas asequibles ubicado en Brooklyn. Atlantic Power & Infrastructure Corp. y su subsidiaria KB Industries celebran la finalización de la primera fase y el inicio de la segunda etapa, que incluye la instalación de senderos KBI Flexi®-Pave en la terraza del noveno piso, conectando los tres edificios del complejo con un circuito de 400 metros.
Este proyecto forma parte de una iniciativa lanzada en 2014 para potenciar la vivienda social junto con soluciones urbanas verdes en los cinco distritos de la ciudad. El uso de Flexi®-Pave, fabricado con neumáticos reciclados, contribuye a la gestión del agua pluvial y mejora la transitabilidad en entornos urbanos densos. ■
Fuente: Rubber World
Fuente: Scrap Tire news
NOTICIAS GENERALES
Continental refuerza su apuesta por el caucho sostenible en Indonesia
La empresa Continental, en alianza con la cooperación alemana (GIZ), extendió hasta 2027 su proyecto para impulsar el cultivo responsable de caucho natural entre pequeños agricultores en Kalimantan Occidental (Indonesia). Desde 2018, más de 5.000 productores han sido capacitados en prácticas sostenibles, logrando un aumento del 27 % en sus ingresos. La meta es sumar 1.000 agricultores más y proteger ecosistemas críticos, como la reserva de la biosfera UNESCO en Kapuas Hulu (Indonesia).
Con trazabilidad digital y formación en técnicas ecoeficientes, el proyecto mejora la calidad del caucho, optimiza la cadena de suministro y preserva la biodiversidad.
Michael Radke, líder de Sostenibilidad de Continental, destaca: "Queremos escalar este modelo para asegurar un abastecimiento transparente y justo".
La iniciativa, alineada con la Plataforma Global para el Caucho Natural Sostenible (GPSNR) y el Reglamento de la UE sobre Cadenas de Suministro Libres de Deforestación (EUDR), busca que para 2030 todo el caucho natural de Continental provenga de fuentes responsables. Además, el caucho producido se ofrece a otros fabricantes, promoviendo un impacto colectivo
Fuente: Transporte 3
Se realizó el Chinaplas 2025
La 37ª edición de Chinaplas cerró con éxito el pasado 18 de abril en el moderno Shenzhen World Exhibition & Convention Center (China), reuniendo a 281.206 profesionales (incluyendo 68.542 visitantes internacionales) durante cuatro días de innovación y negocios.
El evento, considerado el más importante del sector en Asia, presentó las últimas tecnologías en maquinaria, materiales y soluciones sostenibles para la industria del caucho y plástico.
Con un 24.37 % de participación internacional, Chinaplas 2025 reforzó su papel como plataforma global para establecer alianzas estratégicas y conocer las tendencias que marcarán el futuro de la industria. ■
Fuente: Chinaplas
NOTICIAS INSTITUCIONALES
Víctor Dvoskin: “Hoy cuesta diferenciar entre una ponencia académica y una comercial”
En diálogo con Revista Congresos, Víctor Dvoskin -ex presidente de la SLTC y actual director del Comité de Publicaciones- repasó el crecimiento de las Jornadas Latinoamericanas de Tecnología del Caucho, evento que organiza la Sociedad desde 1992. La edición de este año en Bogotá incluirá, además del tradicional congreso técnico, las Jornadas de Reciclaje y las Jornadas de Caucho Natural, ampliando el alcance temático y atrayendo audiencias cada vez más diversas. Con más de 7.000 asociados y delegados de 30 países, las Jornadas se consolidan como uno de los encuentros técnicos más relevantes del sector.
Dvoskin destacó la creciente calidad de las presentaciones comerciales, al punto que, en muchos casos, “al delegado le cuesta hoy por hoy diferenciar entre un contenido comercial y uno sometido a jurado”.
Capacitación para todos: propuestas en YouTube y en la web
Seguimos apostando a la formación continua como eje central de nuestra misión. Por eso, impulsamos dos modalidades complementarias para acercar el conocimiento técnico a todos nuestros socios.
Por un lado, ofrecemos webinars gratuitos en nuestro canal de YouTube, donde compartimos encuentros con referentes de la industria sobre temas de actualidad: formulaciones, reciclaje, normativas, vulcanización y mucho más. Estos contenidos están disponibles en cualquier momento, sin inscripción previa, y representan una herramienta para mantenerse al día desde cualquier lugar.
Por otro lado, desarrollamos una serie de cursos técnicos pagos que se dictan a través de una plataforma web
Mientras el formato general del evento se mantiene, el interés de los patrocinadores y el aumento sostenido de asistentes permiten seguir expandiendo el programa.
En cuanto a la participación de jóvenes profesionales, Dvoskin señaló que los dos días de cursos intensivos previos al congreso ayudan a atraer nuevas generaciones, aunque su incorporación en los comités organizativos sigue siendo un desafío. Si bien las opciones virtuales se consideran útiles para ampliar el alcance, la presencialidad continúa siendo el corazón del evento.
Puedes mirar la entrevista aquí ■
Estas capacitaciones asincrónicas están orientadas a quienes buscan profundizar en áreas específicas como mezclado, propiedades físico-mecánicas, calidad o tecnologías de reciclado. Con contenidos actualizados y dictados por especialistas, son una oportunidad para equipos técnicos de empresas, profesionales independientes y estudiantes avanzados.
Desde la SLTC, trabajamos para que el acceso al conocimiento sea cada vez más diverso, flexible y especializado. ■
COMITÉ EJECUTIVO
• Marly Jacobi (BRA) - Presidenta
• Anahís Piña (CRI) - Vicepresidenta
• María Alexandra Heller (VEN/EE.UU.)
Tesorera
• Sergio Junovich (ARG) - Secretario
• Cristina Barros (BRA) - Vocal
• Lucian Jiménez (VEN)
Gerencia Ejecutiva
• Oscar Barrera (VEN)
Gerencia Ejecutiva
DIRECTORES DE COMITÉS Y COORDINADORES
• Esteban Friedenthal (ARG)
Capacitación y Desarrollo Profesional
• Víctor Dvoskin (ARG) Comunicación y Publicaciones
• Mauricio de Greiff (COL) Industria del Látex
• Fernando García (COL) Plantaciones
• Karina Potarsky (ARG) Reciclaje de neumáticos
• Daniel Rojas Enos (CHI) Subcomité de Renovado, Comité de Reciclaje.
• Marianella Hernández Santana (ESP) Red Internacional de Tecnología del Caucho
ARLANXEO produce actualmente grados Eco Bio-Circular de Keltan®, X_Butyl®, Levapren® y Levamelt®. De cara al futuro, la hoja de ruta de sostenibilidad de ARLANXEO refleja nuestro compromiso de obtener la (re)certificación ISCC PLUS para todas las plantas de ARLANXEO antes de 2026. Una vez completada, ARLANXEO ofrecerá al mercado una de las carteras más amplias de caucho sintético basado en materias primas con equilibrio de masas.
ISCC PLUS es un sistema de certificación de sostenibilidad mundialmente reconocido y cubre todas las materias primas sostenibles, incluida la biomasa agrícola y forestal, los materiales de base biológica y circulares y las energías renovables. La certificación según la norma ISCC garantiza a una cadena de suministro totalmente transparente sin deforestación y la protección de tierras con alto valor de biodiversidad y alta captura de carbono.