Cinco días de innovación sobre la tecnología del caucho. Sergio, en nuestra memoria por siempre.
Neumáticos fuera de uso y economía circular: de residuo complejo a recurso estratégico – Parte 1.
Correlacionando las etapas del proceso de vulcanización con la operación en planta.
SUSTENTABILIDAD
Inteligencia artificial en la industria: ¿quién es el jefe acá?
Entrevista a Carlos de la Fuente.
CAFECITO CON
Una verdadera torre de control.
Renovado de neumáticos: utilización racional de recursos.
Materias primas de base biológica
En este artículo conocerás cómo la industria del caucho avanza hacia materiales biobasados y tecnologías más eficientes para producir de forma sustentable.
Juguetes de mascotas con caucho amazónico sostenible.
Avances en el análisis de la dispersión de cargas de refuerzo en compuestos de caucho.
REGISTROS FÓSILES
Seguridad en la utilización de máquinas - Parte 2.
La inteligencia artificial en el sector automoción: una revolución en marcha.
Michelin construirá un demostrador industrial en Francia para la molécula 5-HMF.
RUBBER WORLD
Selección de artículos.
FICHA TÉCNICA
COLECCIONABLE
También se exploran innovaciones en procesos y aplicaciones que buscan reducir el impacto ambiental sin comprometer la calidad del producto.
Director: Víctor Dvoskin. Revisor técnico: José Regueira. Revisor general: Oscar Barrera. Coordinadora editorial: Yazmín Sabarís.
Diogo Esperante, Marianella Hernández Santana, Patricia Malnati, María Alexandra Piña, Karina Potarsky, Directora de Arte: Paula Cattaneo. Es una publicación de Asociación Civil de Tecnología del Caucho. ISSN 2618-4567. La editorial se reserva el derecho de publicación de las solicitudes de publicidad, el contenido de las mismas no es responsabilidad de la editorial sino de las empresas anunciantes. Dirección administrativa: 235 Alpha Drive, Suite 206. Pittsburgh, PA 15238. Lo expresado por autores, avisadores y en noticias generales e institucionales no refleja necesariamente el pensamiento de la dirección de la editorial.
Directora Comercial: María Piña. Comité de Redacción: Emanuel Bertalot, Mariano Escobar,
EDITORIAL
Sergio, en nuestra memoria por siempre
Con profundo pesar despedimos a Sergio Junovich, querido amigo, socio y colaborador de la SLTC.
Desde los inicios de nuestra organización Sergio brindó su apoyo incondicional. Fue presidente durante el período 2011-2013 e integró el Comité Ejecutivo hasta el último día, desempeñándose como Secretario.
Quienes compartimos su camino lo recordaremos por su calidez, compromiso incansable y sincera amistad. Su legado permanecerá vivo en la historia de la SLTC.
Acompañamos con afecto a su familia, amistades y colegas en este difícil momento.
Revista SLTCaucho | Ciencia y Tecnología en América Latina
Estoy profundamente conmocionada por esta triste noticia. Tuve la suerte de conocerlo y pasar mucho tiempo con él durante las conferencias de la SLTC y en los stands en São Paulo durante EXPOBOR en 2022 y 2024. Siempre fue muy atento, servicial y dedicado como amigo y miembro de la SLTC. Mis condolencias a su familia. Le echaremos mucho de menos.
Marly Jacobi
¡Qué noticia triste, por Dios! Una gran persona, excelente amigo. ¡Fue un honor compartir proyectos con él y una gran amistad... ¡Que descanse en paz!
Esteban Friedenthal
Desde el Consorcio del Caucho recibimos con profunda tristeza la noticia del fallecimiento de Sergio. Acompañamos a su familia y seres queridos en este difícil momento y les enviamos nuestras más sinceras condolencias. No podemos olvidarnos de todos sus compañeros en la SLTC, donde sabemos era una persona muy querida y apreciada, también lo fue para nosotros que tuvimos el enorme honor de compartir buenos momentos con él.
Consorcio de Caucho
" " " "
Afecto, confianza y apoyo son las características que describen a la verdadera amistad… Y por sobre todo a Sergio.
Qué difícil alcanzar su altura, qué fácil resulta tenerlo como ejemplo a emular. Fuimos muy afortunados en conocerlo y como siempre ocurre, no se lo dijimos a tiempo. Pero aún podemos expresárselo a su familia, su núcleo esencial en la vida. Tantas conversaciones, análisis, ideas, anécdotas…
Que ahora quedarán para siempre en nuestros recuerdos. Gracias infinitas Sergio… Marcaste el camino.
Eduardo Fagetti
Tim Osswald " " " "
Una persona excepcional, gran defensor de los principios de la SLTC. ¡Un fuerte abrazo amigo allá donde estés!
Juan Ramón Gracia
Qué triste noticia. Perdimos a un gran amigo, colega y ciudadano del mundo. Que descanse en paz.
Tuve el placer de conversar varias veces vía email con Sergio, una persona inteligente, cálida y colaboradora. Sin conocerme, accedió a compartir su conocimiento y en cierta forma logré algunos objetivos gracias a su incondicional apoyo. Luego tuve la oportunidad de conocerlo en unas jornadas de la SLTC. Sin duda una pérdida lamentable para el mundo del caucho y para el mundo del conocimiento en general. Que en paz descanse.
Kelvin Ramírez
En nombre de la Asociación Brasileña de Tecnología del Caucho (ABTB), expresamos nuestras más sinceras condolencias por el fallecimiento de Sergio Junovich, una figura destacada y profundamente respetada en el ámbito de la tecnología del caucho en América Latina.
Su dedicación, conocimiento y generoso espíritu dejaron una marca significativa en todos los que tuvieron el privilegio de conocerlo. Su contribución al desarrollo técnico y humano de nuestra comunidad será siempre recordada con gratitud y admiración.
ABTB
JORNADAS CAUCHO BOGOTÁ 2025
Cinco días de innovación sobre la tecnología del caucho.
Durante el evento podrás ser parte de:
Las Pre Jornadas, enfocadas en formación técnica intensiva.
Las XVIII Jornadas Latinoamericanas de Tecnología del Caucho.
Las IV Jornadas Latinoamericanas de Reciclaje de Neumáticos.
La muestra comercial con empresas referentes del sector.
UNA EXPERIENCIA EN NÚMEROS
5 +80
Días de evento del 10 al 14 de noviembre. +40
Conferenciantes.
2
Locaciones especiales. Pre Jornadas en Hyatt Place Bogotá y Jornadas Caucho en Ágora Bogotá, Colombia. Stands en una muestra comercial especializada.
JORNADAS DE TECNOLOGÍA DEL CAUCHO
Actualización asegurada
Durante las conferencias, se abordarán los temas más relevantes para la industria de transformación de caucho:
Nanotecnología.
Síntesis de elastómeros.
Elastómeros termoplásticos.
Materias primas y formulaciones.
Proceso de mezclado.
Extrusión y calandrado.
Vulcanización e inyección.
La inteligencia artificial y robótica aplicada a la industria del caucho
Otros temas técnicos de interés.
JORNADAS DE RECICLAJE DE NEUMÁTICOS
Soluciones para una industria circular
En este espacio se presentarán avances tecnológicos y experiencias aplicadas en torno al reciclaje de neumáticos fuera de uso (NFU):
Desarrollos en base a caucho reciclado. Pirólisis.
Renovado de neumáticos.
Reciclaje de látex.
Tecnologías de trituración. NFU en mezclas asfálticas.
Desvulcanización.
Valorización energética.
Normas y estándares de gestión.
PRESENTACIÓN
Trabajos académicos
Se encuentra abierta la convocatoria para la presentación de trabajos técnicos y científicos. Las personas interesadas pueden consultar las bases y realizar el envío a través de la web oficial del evento.
El comité evaluador seleccionará los trabajos que serán presentados durante las Jornadas, lo cual favorecerá el intercambio de conocimiento y el fortalecimiento de la comunidad técnica.
Más información aquí.
La fecha límite de envío de materiales es el 15 de septiembre.
MUESTRA COMERCIAL
Innovación cara a cara
Centro de Convenciones Ágora muestra comercial especializada, de empresas referentes del sector.
Será un espacio para conocer las últimas tecnologías, interactuar con productos y servicios innovadores, generar contactos y explorar oportunidades de negocios en toda la cadena del caucho: desde materias primas y maquinaria hasta soluciones para reciclaje y sostenibilidad.
Como parte del evento, muestra estará habilitado de forma gratuita durante los tres días de conferencias lo que ofrece un entorno dinámico de intercambio técnico-comercial.
Si quieres ser parte del evento como patrocinador, participar de la muestra comercial y obtener otros beneficios exclusivos, haz clic aquí.
Neumáticos fuera de uso y economía circular: de residuo complejo a recurso estratégico – Parte 1
El artículo está compuesto de dos partes. La segunda será publicada en la edición de octubre de 2025.
RESUMEN
Este artículo presenta una reflexión sobre el papel estratégico que pueden desempeñar los neumáticos fuera de uso (NFU) dentro de un modelo de economía circular, a partir de la valorización de estos residuos a través de procesos de pirólisis. Mediante una revisión técnica y conceptual, se analiza cómo el negro de humo recuperado (rCB, del inglés: recovered carbon black) y el aceite pirolítico (TPO, del inglés, tire pyrolysis oil), productos obtenidos del reciclaje termoquímico de NFU, pueden ser considerados materias primas secundarias (MPS) con potencial de inserción en diversas industrias.
COLUMNISTAS INVITADOS
William Urrego
Instituto Tecnológico
Metropolitano (ITM), Departamento de Calidad y Producción, Colombia.
Juan Daniel Martínez Instituto de Carboquímica, CSIC, España.
COORDINADORA
Marianella Hernández Santana
Directora de la Red Internacional de Tecnología del Caucho (RITC).
Es importante entonces destacar la importancia de caracterizar adecuadamente estos productos para definir rutas sostenibles de valorización, más allá de su uso energético, priorizando aplicaciones con alto grado de circularidad y contribución a la desfosilización del subsector petroquímico. En este contexto, se abordan las implicaciones técnicas, ambientales y económicas que hacen de los NFU un recurso valioso en lugar de un pasivo ambiental. El artículo hace un llamado a fortalecer la articulación entre sectores, el desarrollo de normativas técnicas y la inversión en tecnologías limpias como pilares fundamentales para transformar la manera en que se gestionan estos residuos complejos.
Además, se enfatiza la necesidad de construir una cultura ciudadana y empresarial centrada en la valorización de los residuos como recurso estratégico.
La discusión aquí planteada se soporta a partir del desafío global que representa la creciente acumulación de NFU, buscando entonces cambiar la percepción que se tiene de estos residuos como desecho problemático para convertirlos en eje de nuevas cadenas de valor sostenibles. En este sentido, se propone la integración de los procesos de pirólisis dentro de esquemas circulares que favorezcan no solo la recuperación de materiales, sino también la reducción de impactos ambientales y la generación de oportunidades económicas alineadas con principios de sostenibilidad industrial. El análisis también destaca el papel de los marcos regulatorios y la necesidad de incentivos que faciliten la incorporación de estas tecnologías en entornos productivos reales.
INTRODUCCIÓN
La creciente generación de NFU representa un reto ambiental y logístico de gran magnitud. En la actualidad, se estima que, a nivel mundial, se generan más de 31 millones de toneladas de NFU al año, residuos que por su composición compleja y alta resistencia química, resultan difíciles de degradar naturalmente. En países latinoamericanos como Colombia, la disposición inadecuada de estos residuos ha generado problemáticas ambientales asociadas a la quema a cielo abierto, la acumulación en botaderos ilegales y el riesgo de propagación de vectores. Además, la presencia de componentes como caucho vulcanizado, fibras textiles, acero y aditivos químicos hace que el tratamiento de estos desechos requiera soluciones especializadas.
Frente a este panorama, la economía circular ofrece un enfoque orientado a la recuperación y valorización de materiales, promoviendo la conservación de recursos y la desfosilización de sectores industriales intensivos en carbono.
A diferencia del modelo lineal de “extraer-usardesechar”, la economía circular busca cerrar ciclos mediante la reutilización, el reciclaje y la reintroducción de recursos al sistema productivo. Los NFU representan una oportunidad clave dentro de esta estrategia, dado su alto contenido de carbono, su potencial para ser transformados en insumos industriales y su volumen creciente a nivel global.
La pirólisis, entendida como un proceso termoquímico en atmósfera inerte, ha cobrado importancia como una alternativa viable para el aprovechamiento de los NFU, permitiendo la generación de productos valiosos como el rCB y el TPO. De acuerdo con lo anterior, es necesario explorar las características de estos productos, su potencial como materias primas secundarias, y su rol en una estrategia circular para el manejo de los NFU. En este sentido, se argumenta que una gestión eficiente de estos residuos puede contribuir significativamente a la transición hacia una economía baja en carbono, al tiempo que se abren nuevas oportunidades industriales y se reducen impactos ambientales negativos. A través de una mirada estratégica, se identifican que algunos factores técnicos, económicos y normativos son claves para convertir a los NFU en recursos valorizables, promoviendo una industria del caucho más circular y resiliente.
NEUMÁTICOS FUERA DE USO: COMPOSICIÓN, PROBLEMÁTICA Y POTENCIAL
Los NFU son productos complejos compuestos por mezclas de elastómeros naturales y sintéticos, cargas minerales, aditivos químicos, fibras textiles y refuerzos metálicos. Esta composición, diseñada para brindar resistencia mecánica, durabilidad y estabilidad térmica, dificulta su degradación y hace inviable su disposición en vertederos sin causar impactos significativos. De hecho, su acumulación puede generar incendios de larga duración, liberar compuestos tóxicos al ambiente y favorecer la proliferación de vectores de enfermedades.
Sin embargo, esta misma complejidad convierte a los NFU en una fuente valiosa de recursos materiales si se gestionan de manera adecuada
En particular, su elevado contenido de carbono los hace aptos para procesos de valorización orientados a la obtención de MPS.
Entre las alternativas existentes, el proceso de pirólisis destaca por su capacidad de separar térmicamente algunos de los componentes del neumático, todos ellos con aplicaciones potenciales en diferentes sectores industriales.
Además de su alto contenido de carbono, los NFU contienen elementos como zinc, azufre y sílice, que pueden ser recuperados parcialmente y reutilizados si se emplean procesos de tratamiento adecuados. Este enfoque de recuperación selectiva permite reducir la dependencia de materias primas vírgenes, minimizar la presión sobre ecosistemas naturales y disminuir las emisiones de gases de efecto invernadero asociadas a la producción convencional de estos materiales. Así, los NFU dejan de ser un residuo problemático para convertirse en una fuente de insumos industriales estratégicos.
Otra ventaja de la valorización de estos neumáticos es su contribución al cumplimiento de metas de sostenibilidad establecidas en planes de desarrollo regional y nacional. A través de sistemas eficientes de recolección, clasificación y procesamiento, es posible integrar los NFU dentro de cadenas circulares que articulen a recolectores, transformadores y usuarios finales. Este enfoque genera empleo, dinamiza economías locales y permite desarrollar modelos de negocio basados en la innovación tecnológica y sostenibilidad.
PIRÓLISIS DE NFU: FUNDAMENTOS, VARIABLES DEL PROCESO Y PRODUCTOS OBTENIDOS
El proceso de pirólisis consiste en la descomposición térmica de los NFU en ausencia de oxígeno, donde los materiales presentes se fragmentan en compuestos más simples. Aplicada a los NFU, esta técnica permite la obtención de tres fracciones principales: un gas combustible (TPG: tire pyrolysis gas), el TPO de composición compleja y un sólido carbonoso conocido como rCB.
El rendimiento y la calidad de estos productos dependen de variables como la temperatura del proceso, el tiempo de residencia, la velocidad de calentamiento, el tipo de neumático (automóvil, camión, bus) y la tecnología del reactor utilizada
A temperaturas entre 450 °C y 600 °C, se pueden obtener rendimientos de entre el 30 % y 50 % del TPO y hasta un 40 % en rCB, aunque estos valores varían según las condiciones específicas del proceso. La elección del tipo de pirólisis (rápida, lenta, al vacío, catalítica) también influye en la selectividad y en la distribución de los productos.
Un aspecto clave para la economía circular es el control de las condiciones operativas en los procesos, los cuales permiten obtener productos con propiedades consistentes y reproducibles, aptos para su uso en aplicaciones industriales. Por ello, la estandarización del proceso y la caracterización posterior de los productos son fundamentales para lograr su inserción en cadenas productivas de alto valor agregado.
A medida que se amplían los estudios y las experiencias piloto en distintas regiones del mundo, se han ido consolidando criterios técnicos sobre la relación entre las variables del proceso de pirólisis y la calidad de los productos obtenidos. La selección del tipo de alimentación, el tamaño de partícula del NFU triturado y la presencia de aditivos o catalizadores también influyen directamente en la eficiencia del proceso. Además, la integración de controles en línea y análisis en tiempo real puede mejorar la trazabilidad y repetibilidad de los resultados, aspectos fundamentales para garantizar la calidad de los productos en su incorporación a industrias reguladas. Es importante destacar que la adaptación de estos procesos a escala industrial requiere considerar no solo la eficiencia técnica, sino también la viabilidad económica y la sostenibilidad ambiental de cada etapa.
RED INTERNACIONAL DE TECNOLOGÍA DEL CAUCHO
Neumáticos
fuera de uso
Tipo de neumático
Trituración
Separación de fibras
Granulometría
Condiciones controladas
Temperatura Tiempo de residencia Flujo de gas iner te
Obtención del rCB
Rendimiento Impurezas Distribución de tamaños
CARACTERIZACIÓN DEL RCB Y SU POTENCIAL
COMO MPS
El rCB es un material sólido con contenido de carbono superior al 75 %, además de impurezas como cenizas minerales, residuos de hidrocarburos y trazas metálicas. Su aplicación como refuerzo en compuestos de caucho o como pigmento en pinturas depende de propiedades como el tamaño de partícula, la porosidad, el área superficial específica, la cantidad de volátiles, la estructura superficial y la composición química.
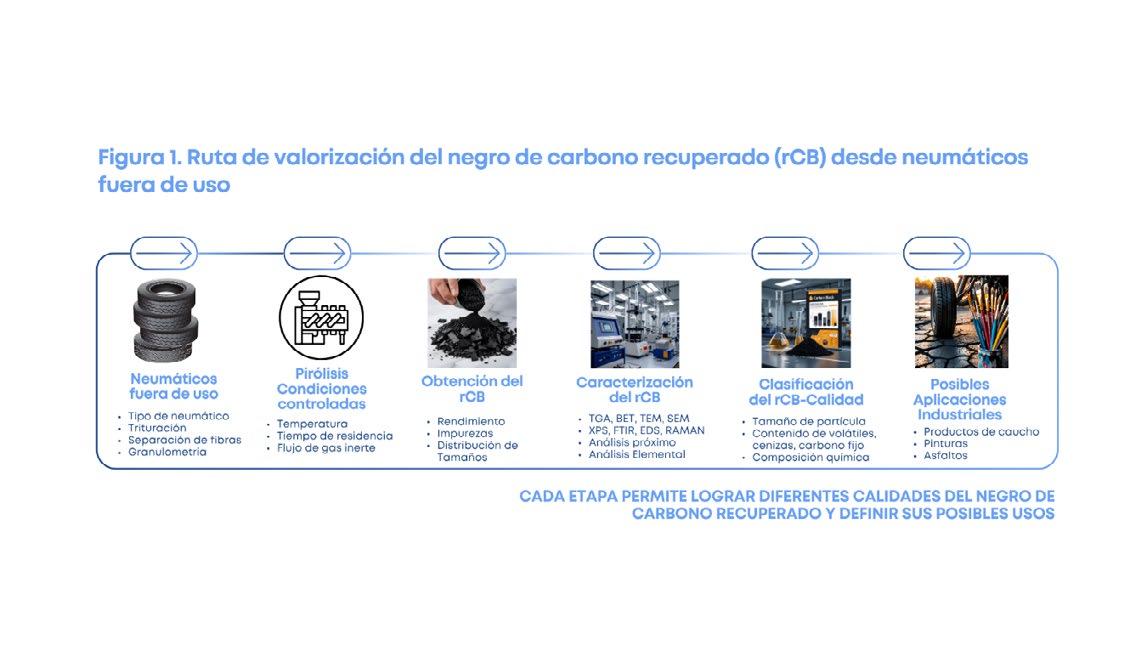
La caracterización del rCB mediante técnicas termogravimétricas (TGA), medición de tamaños de partícula (BET), microscopias electrónicas de barrido y de transmisión acopladas a espectroscopia de energía dispersiva, (SEM-TEM-EDS), espectroscopia foto electrónica de rayos X (XPS), espectroscopía infrarroja (FTIR) y análisis elemental y próximo, permiten determinar su calidad y su posible uso en industrias específicas. Por ejemplo, un rCB con bajo contenido de cenizas y alta área superficial puede emplearse como refuerzo en neumáticos o productos técnicos de caucho. En cambio, un rCB con alto contenido de volátiles y bajo contenido de carbono fijo puede ser más apropiado como pigmento o en aplicaciones menos exigentes desde el punto de vista mecánico. En la figura 1 se representa la ruta de valorización del rCB desde NFU.
A diferencia del negro de humo virgen, cuya producción implica el uso de combustibles fósiles, el rCB ofrece una alternativa con menor huella de carbono
Caracterización del rCB
TGA, BET, TEM, SEM XPS, FTIR, EDS, RAMAN Análisis próximo Análisis elemental
Clasificación del rCB-Calidad
Tamaño de par tícula Contenido de volátiles, cenizas, carbono fijo Composición química
Posibles Aplicaciones Industriales
Productos de caucho Pinturas Asfaltos
Sin embargo, para ser considerado una verdadera materia prima secundaria, debe cumplir con estándares técnicos y ambientales que garanticen su desempeño.
En este sentido, la economía circular demanda no solo recuperar materiales, sino asegurar su funcionalidad y viabilidad comercial en nuevos ciclos de uso.
Una línea de trabajo emergente consiste en la funcionalización superficial del rCB para mejorar su compatibilidad con matrices poliméricas específicas, ampliando así su rango de aplicaciones. Igualmente, estudios recientes han explorado el uso del rCB en formulaciones de cemento, tintas conductoras y materiales compuestos, lo cual demuestra su versatilidad y potencial como sustituto de materiales convencionales. No obstante, su estandarización sigue siendo un reto, y requiere un enfoque colaborativo entre centros de investigación, fabricantes y usuarios finales. Además, para lograr una mayor inserción en el mercado, es necesario establecer mecanismos de certificación que garanticen su calidad de forma comparable a los materiales tradicionales.
En la próxima edición, publicaremos la segunda parte de este trabajo abordando las consideraciones sobre el aceite pirolítico (TPO) y su potencial de valorización, así como las sugerencias estratégicas para una economía circular de NFU. ■
Figura 1. Ruta de valorización del negro de carbono recuperado (rCB) desde neumáticos fuera de uso.
Correlacionando las etapas del proceso de vulcanización con la operación en planta
Artículo técnico comercial publicado como contraprestación por patrocinio oro*.
Ing. Alejandro
Esquivel de la Garza COLUMNISTA
Especialista en polímeros, adhesivos y compuestos. aesquivel@quimicosypolimeros.com
Una vez que hemos formulado el compuesto vulcanizable mediante la incorporación al hule o caucho de todos los ingredientes requeridos para llevar a cabo la reticulación de las cadenas poliméricas, las siguientes etapas operativas consisten en darle forma final mediante el uso de algunos equipos destinados para este fin. Además, se pretende alcanzar las condiciones de temperatura y presión requeridas para llevar a cabo la reacción química que permitirá la formación de “enlaces” o “puentes” intermoleculares para que el compuesto pase de ser termoplástico a ser un termofijo y así que mantenga la forma que se le ha dado y al mismo tiempo desarrolle las máximas propiedades elásticas para las que fue diseñado.
Actualmente el método más utilizado para medir y estudiar el comportamiento del compuesto durante el proceso de reticulación es a través de un equipo denominado reómetro que consiste en un disco o cilindro (con una geometría definida por cada fabricante del equipo) que es sometido a un giro oscilatorio con un ángulo pequeño y constante dentro de una cámara cerrada conteniendo el compuesto. Allí todo el sistema se mantiene a la temperatura necesaria para que se lleve a cabo la reacción de reticulación del mismo. El seguimiento de la reacción se realiza midiendo el esfuerzo requerido para lograr dicha oscilación durante el transcurso del proceso de vulcanización, pues, al generarse nuevos enlaces intermoleculares entre las moléculas de caucho, se requerirá proporcionalmente mayor esfuerzo para efectuar su deformación dentro de la cámara del reómetro.
REOMETRÍA DE VULCANIZACIÓN
SCORCH CURADO
CURADO ÓPTIMO
SOBRE VULCANIZACIÓN
Figura 1. Comportamiento del torque para realizar una oscilación a frecuencia y amplitud constante dentro de la cámara del reómetro durante el proceso de vulcanización de un compuesto.
En la figura 1 se muestra el comportamiento del torque (esfuerzo) requerido para realizar la deformación del compuesto a lo largo del tiempo para llevar a cabo el proceso de vulcanización dentro de la cámara del reómetro.
Como se observa en el gráfico, convencionalmente el proceso se ha dividido en cuatro etapas principales, cada una de las cuales se puede relacionar directamente con las operaciones que realizamos cotidianamente en nuestras instalaciones productivas. El análisis de este comportamiento puede utilizarse para ayudarnos a tomar decisiones correctivas que impacten directamente en la calidad del producto o en la productividad de nuestros procesos.
PRIMERA ETAPA
En un primer momento, después de haber precalentado todo el sistema y a partir de que la cámara del reómetro ha sido cerrada conteniendo la muestra en su interior, se inicia el proceso de oscilación del disco de medición.
Aquí se observa inicialmente una reducción del torque inicial (MI), cuando la masa del compuesto disminuye su viscosidad al elevar su temperatura gradualmente por el contacto con la cámara y el disco del reómetro que se encuentran a alta temperatura.
A continuación, la viscosidad del compuesto se estabiliza al alcanzar la temperatura al interior de la cámara, observándose una zona de estabilidad en el valor de torque mínimo (ML). Esta primera parte de la etapa corresponde a las operaciones de carga y cierre de los moldes de compresión e inyección y al tiempo durante el cual fluye el compuesto dentro de las cavidades del molde y/o a las etapas de alimentación y plastificación del proceso de extrusión.
Posteriormente, al iniciarse la formación de enlaces intermoleculares por efecto de la reacción de reticulación en el compuesto, se observará un incremento gradual del torque requerido por el disco de medición para lograr la oscilación predeterminada
El período de tiempo transcurrido desde que se cierra la cámara del reómetro hasta este punto (tS1, tS2, etc.), lo denominamos tiempo de seguridad del compuesto (Scorch time), y junto con el valor de la viscosidad mínima del compuesto, deben ser considerados para el diseño de los canales de alimentación y las cavidades de los moldes, la velocidad de cierre del molde, y en su caso los tiempos de inyección y de los procesos de extrusión donde se realiza la vulcanización del compuesto. Todo ello con el fin de evitar alcanzar un nivel de vulcanización que produzca un incremento en la viscosidad y consecuentemente, complique tanto las operaciones de llenado de las cavidades del molde como las del flujo de excedentes de material hacia los conductos de desfogue o inclusive se produzca una prevulcanización en el interior de los extrusores en su caso. En el procedimiento ASTM D-2084 se definen las consideraciones para utilizar tS1 o tS2 como punto de referencia del incipiente inicio de la reacción de reticulación en función del ángulo de oscilación seleccionado para el rotor del reómetro.
Esta etapa del proceso de vulcanización es controlada por el tipo y cantidad del sistema de aceleración y retardantes seleccionados para cada formulación, por lo que, a cavidades de los moldes más complejas o más extensas, se deben seleccionar aceleradores y retardantes adecuados para alcanzar tiempos más largos de Scorch a fin de asegurar el llenado de cavidades o en su caso una mayor estabilidad dentro de los equipos usados en los procesos de extrusión. No todas las formulaciones funcionarán correctamente para diferentes diseños de molde o modelos de extrusor, por lo que cada caso debe ser analizado independientemente.
SEGUNDA ETAPA
Esta etapa comprende propiamente el desarrollo de la reacción de reticulación del compuesto donde se observa un incremento del torque a una velocidad que es controlada directamente por el sistema de aceleradores seleccionados y en su caso por efectos secundarios de los retardantes incluidos.
En las operaciones realizadas de moldeo por compresión, se prefiere realizar esta etapa a velocidades más altas, ya que su duración influye directamente en la productividad del proceso. Sin embargo, para la vulcanización de artículos de pared gruesa, es preferible desarrollar esta etapa a temperaturas relativamente bajas y a velocidades más lentas para evitar la sobrevulcanización del compuesto en las superficies en contacto con el molde.
En esta etapa, aunque el producto ya se puede retirar del molde sin perder su forma, aún no alcanza el nivel de reticulación que le permitirá ofrecer el máximo desempeño para el que se diseñó el compuesto, a no ser que se realice un proceso de posvulcanización a temperaturas moderadas donde se complete el proceso de reticulación en un periodo de tiempo relativamente largo (que no se muestra en el gráfico del reómetro), como se hace con algunos productos esponjados o procesados por extrusión.
Para los procesos de extrusión, el compuesto extruido debe abandonar el dado de salida en los inicios de esta etapa cuando la velocidad de vulcanización se diseña para que sea lenta o al final de la fase anterior para evitar una prevulcanización dentro de la extrusora, y la vulcanización prosigue en un sistema de calentamiento externo que puede ser abierto como un horno de túnel continuo o cerrado como una autoclave.
TERCERA ETAPA
En este momento se llega al punto óptimo de vulcanización, es decir, donde el producto alcanza sus máximas propiedades de desempeño sin tener que someterlo a un proceso posterior.
Normalmente, se prefiere retirar el producto del molde en un tiempo equivalente a alcanzar un 90 % del torque máximo (TC90) para dejarlo enfriar al aire libre. Esto se hace primero para evitar el riesgo de reacciones secundarias del polímero que puedan conducir a una reversión del proceso de vulcanización (ejemplo B en la figura 1) con la consecuente pérdida de propiedades de desempeño del artículo vulcanizado.
Por otra parte, al extraer el artículo del molde, este comenzará a enfriarse a partir de las capas exteriores, por lo que su interior permanece caliente por mucho más tiempo, lo que ayudará a que se concluya el proceso de vulcanización a su interior sin correr el riesgo de degradar las capas exteriores del compuesto al mantenerlo dentro del molde caliente.
CUARTA ETAPA
Finalmente, la cuarta etapa del proceso de vulcanización es considerada una vez que se alcanza el torque máximo para mover el rotor al interior de la cámara del reómetro (MH). Y en ese sentido, los productores prefieren retirar las piezas del molde al 90 % de este valor por las razones ya expuestas, y que por otra parte, como se observa en la figura 1, si no se produce un proceso de reversión,
solo se mantendrá el máximo nivel de reticulación (ejemplo A en la figura 1), que puede ser alcanzado al exterior del molde, por lo que llegar a esta etapa con la pieza dentro del molde solo afectaría la productividad.
En base a lo anterior, podemos concluir que, apoyándonos en estudios de reometría realizados a nuestros compuestos, podremos tomar decisiones para aplicar ajustes necesarios en las formulaciones a fin de alcanzar un comportamiento óptimo en los moldes y/o equipos que utilizamos actualmente en nuestros procesos de vulcanización. Además, permite llevar a cabo el diseño o selección adecuada de estos elementos para nuestros próximos proyectos con el objeto de optimizar la calidad de productos, operaciones y la productividad de los procesos. ■
*La SLTC no se hace responsable del contenido publicado en la presente columna.
Inteligencia artificial en la industria: ¿quién es el jefe acá?
Lunes, 8 a.m., llegas a tu planta. El café está listo. Es el futuro, pero el café de tu empresa sigue siendo feo. Abres tu computadora y tu asistente de Inteligencia Artificial (IA) ya analizó la producción del fin de semana y creó un tablero predictivo de datos con el formato que a ti te gusta. Optimizó la formulación de ese nuevo compuesto de caucho que te quitaba el sueño. Recalculó la logística para reducir costos en un 17.3 % y, de yapa, te redactó tres posibles respuestas a ese mail complicado de un cliente en Brasil. Suena espectacular, ¿verdad? Eficiencia pura. Productividad por las nubes. La promesa de la tecnología cumplida.
COLUMNISTA INVITADO
Federico Lix Klett
Fundador de FALK AI, FALK Impellers y FALK
Advertising Matters.
COORDINADORA
Patricia Malnati
Directora del Comité de Sustentabilidad (SLTC).
Pero espera un poco. En este paraíso de la optimización, ¿dónde quedamos nosotros? Si la máquina hace el "qué" y el "cómo", ¿cuál es nuestro verdadero rol? ¿Nos estamos convirtiendo en meros supervisores de algoritmos, en simples validadores de las decisiones de una caja negra de silicio?
La inteligencia artificial irrumpió en nuestra industria (y en todas) con la fuerza de un tsunami. Y como toda gran ola, nos ofrece la chance de surfear hacia un futuro increíble o nos puede revolcar mal si nos agarra dormidos. La discusión, te aseguro, ya no es si vamos a usar IA. La verdadera pregunta es: ¿quién es el jefe acá?
SUSTENTABILIDAD
EL VERSO DE LA "INTELIGENCIA"
Lo primero que hago en mis charlas y talleres que dicto in company es intentar desmitificar el término. "Inteligencia Artificial" es, con todo respeto, un nombre marketinero genial, pero un poquito mentiroso. "Inteligencia" implica conciencia, intenciones, un "yo". Una vida. Y seamos honestos: el algoritmo de ChatGPT no se angustia los domingos a la tarde, ni siente la satisfacción de ver una pieza de caucho salir perfecta del molde.
Lo que llamamos IA es, en realidad, un razonamiento computacional brutalmente potente. Es una herramienta, la más sofisticada que hemos creado, capaz de procesar datos y encontrar patrones a una velocidad que nuestro cerebro no puede ni imaginar. Pero sigue siendo eso: una herramienta, un objeto.
Y aquí radica el núcleo ético de todo este asunto: la relación sujeto-objeto. El sujeto, el que tiene la intención, la responsabilidad, los valores y, sí, la capacidad de mandarse una macana, eres tú. Tú y tu equipo. La máquina es el objeto. Y cuando empezamos a invertir esa relación, cuando le atribuimos a la IA una "inteligencia" propia y empezamos a delegarle no solo tareas, sino decisiones y responsabilidades, es cuando nos metemos en un “quilombo” serio.
La responsabilidad no se puede programar. No se puede tercerizar. Si la IA recomienda una formulación que falla y genera un desastre ambiental o un lote de productos defectuosos, ¿a quién le vamos a echar la culpa? ¿Al código? No. El responsable final siempre será el humano que le dio play al algoritmo.
EL “HOMO AUGMENTUS” Y EL SENTIDO DEL CAMINO
A esta nueva era la llamo “Era de la Humanidad Aumentada” (EHA). No es una visión apocalíptica de robots que nos reemplazan, ni una utopía ingenua donde todo es color de rosa.
Es una idea optimista, pero con los pies en la tierra: la tecnología no viene a anularnos, sino a aumentarnos, a potenciar nuestras capacidades para que podamos ser mejores profesionales y, con suerte, mejores personas. Estamos evolucionando de Homo Sapiens a Homo Augmentus: un ser humano con su intelecto y sus habilidades amplificadas, aunque mejor diría “potenciadas” por estas herramientas.
Pero, ¿qué significa "ser mejores"? Acá es donde la cosa se pone buena. Durante décadas, la industria ha estado obsesionada con la meta: más producción, menos costos, mayor eficiencia. La IA, sin duda, puede llevarnos a esa meta a la velocidad de la luz. ¿Pero qué pasa con el camino?
La verdadera oportunidad que nos ofrece la EHA es revalorizar el proceso. Es usar la IA para que se encargue de lo tedioso, de lo repetitivo, y así liberarnos tiempo y energía mental para dedicarnos a lo que una máquina nunca podrá hacer:
• Pensar estratégicamente: ¿Hacia dónde queremos llevar nuestra empresa en los próximos 10 años, más allá de los números?
• Fomentar la creatividad y la innovación genuina: la IA es genial para optimizar, pero la idea disruptiva, la que rompe el molde, sigue naciendo de una charla, de un error, de una corazonada.
• Construir relaciones humanas más fuertes: con nuestros equipos, con nuestros clientes, con nuestros proveedores. La empatía, la confianza y la conexión no se logran con un chatbot
• Disfrutar el oficio: sí, disfrutar. El placer de resolver un problema complejo, la satisfacción de un trabajo bien hecho, la camaradería de un equipo que se rompe el lomo para sacar un proyecto adelante.
La IA nos puede dar el mapa y el auto más rápido del mundo. Pero el placer de manejar, de elegir la ruta, de parar a tomar un café y disfrutar del paisaje... Ese sigue y seguirá siendo nuestro.
LA ÉTICA COMO BRÚJULA, NO COMO FRENO
Entonces, ¿cómo empezamos a aplicar esto en una pyme, que ya bastante tiene con la inflación, los impuestos y conseguir materias primas?
No se trata de armar un "departamento de filosofía ética de la IA". Se trata de empezar a hacerse las preguntas correctas antes de implementar cualquier tecnología:
• ¿Para qué queremos usar esta IA? ¿Para resolver un problema real o porque "todos lo están haciendo"?
• ¿Qué decisiones le vamos a delegar y cuáles no? ¿Dónde está la línea roja que solo un humano debe cruzar?
• ¿Nuestro equipo entiende la herramienta? ¿O la ven como una caja mágica que lo sabe todo?
Fomentar una cultura de pensamiento crítico es, hoy, la inversión más rentable que cualquier empresa puede hacer. Invierte en formar y capacitar a tu gente. Aunque pienses que los formas y se van. Esta es, quizás, la mejor “inversión” que puedes hacer hoy.
Foméntales el pensamiento analítico y crítico. Y genera un espacio para este debate. Necesitamos gente que cuestione, que dude, que no acepte la primera respuesta del algoritmo o del jefe. Porque en esa fricción, en ese diálogo entre la intuición humana y el cálculo de la máquina, es donde surge la verdadera innovación.
El futuro de nuestra industria no depende de cuán "inteligente" sea la IA que usemos. Depende de cuán sabios, responsables y, sobre todo, humanos, seamos nosotros al dirigirla. El jefe, al final del día, tienes que seguir siendo tú. ■
Si quieres conocer más sobre el autor de este artículo, puedes ingresar a su perfil de LinkedIn haciendo clic aquí
NEGROS DE HUMO DE REFUERZO
PARA PRODUCTOS INDUSTRIALES
Desde hace más de 140 años suministramos productos de refuerzo a las industrias del neumáticos y caucho industrial.
Nuestros productos innovadores están diseñados para mejorar el rendimiento y ofrecer beneficios sustentables, lo que permite a los fabricantes satisfacer las demandas de hoy y del futuro.
EVOLVE®
Plataforma de Soluciones
PROPEL®
Negros de Humo de Refuerzo Series X y E
Negros de Humo de Refuerzo
Negros de Humo de Refuerzo
Sustentables STERLING®
Negros de Humo de Refuerzo Series A y LP
Negros de Humo de Refuerzo
INFORMACIONES SIEMPRE ÚTILES
DATO CAUCHO
Sustentabilidad en la industria del caucho
A diferencia de años atrás, cuando los procesos eran altamente contaminantes, hoy existen tecnologías más limpias, exigencias regulatorias más estrictas y consumidores más conscientes.
Algunas acciones implementadas:
Reencauche y reciclado de NFU.
Pirólisis para recuperar materiales.
Uso de biopolímeros y caucho de guayule.
¿HACIA DÓNDE NOS DIRIGIMOS?
El futuro apunta a un entorno con normativas, como la responsabilidad extendida del productor (REP), que exigen una gestión integral del ciclo de vida del producto. Además, la trazabilidad mediante blockchain y el análisis de ciclo de vida (ACV) permitirán evaluar y certificar el impacto ambiental en cada etapa productiva. En este contexto, la competitividad también se redefine: marcas globales como Michelin y Bridgestone ya se comprometieron a utilizar materiales 100 % sostenibles hacia 2050.
Materia prima de base biológica
Artículo técnico comercial publicado como contraprestación por patrocinio oro*.
En la tabla 1 se muestra una descripción general de productos y desarrollos de origen biológico disponibles comercialmente para la industria del caucho.
Productos
Caucho
COLUMNISTAS
Niels van der Aar
Thomas Früh
Thomas Gross
Martín van Duin
Heiner Stange
Fuente: Handbook of Synthetic Rubber ARLANXEO.
Monómero
Relleno
Ejemplos
Estos materiales están relacionados con el caucho natural (NR) y sus alternativas, los monómeros para caucho sintético, así como otros ingredientes utilizados en compuestos.
NR de Hevea brasiliensis, dandelion y guayule ruso; nuevos cauchos a base de farneseno y mirceno; NR hidrogenado tipo EP(D)M de base biológica; nuevos cauchos de poliéster de origen vegetal
Olefinas de origen biológico: etileno, isopreno, isobutileno, butadieno, estireno, acrilonitrilo, acetato de vinilo; butanodiol, terpenos como farneseno y mirceno, y dímeros de ácidos grasos.
Fibras naturales (yute, palma, sisal, cáñamo); harinas naturales (almidón, madera, corcho, soja); micro/nanocelulosa; ceniza de cáscara de arroz; lignina carbonizada; poliaramida de origen biológico
Plastificante
Tabla 1. Productos de base biológica disponibles o en desarrollo para la industria del caucho (en violeta: desarrollos de I+D).
NR de Hevea brasiliensis, dandelion y guayule ruso; nuevos cauchos a base de farneseno y mirceno; NR hidrogenado tipo EP(D)M de base biológica; nuevos cauchos de poliéster de origen vegetal
Olefinas de origen biológico: etileno, isopreno, isobutileno, butadieno, estireno, acrilonitrilo, acetato de vinilo; butanodiol, terpenos como farneseno y mirceno, y dímeros de ácidos grasos
Fibras naturales (yute, palma, sisal, cáñamo); harinas naturales (almidón, madera, corcho, soja); micro/nanocelulosa; ceniza de cáscara de arroz; lignina carbonizada; poliaramida de origen biológico
Ejemplos
NR de Hevea brasiliensis, dandelion y guayule ruso; nuevos cauchos a base de farneseno y mirceno; NR hidrogenado tipo EP(D)M de base biológica; nuevos cauchos de poliéster de origen vegetal
Olefinas de origen biológico: etileno, isopreno, isobutileno, butadieno, estireno, acrilonitrilo, acetato de vinilo; butanodiol, terpenos como farneseno y mirceno, y dímeros de ácidos grasos
Estabilizador Derivados de lignina.
Relleno
Fibras naturales (yute, palma, sisal, cáñamo); harinas naturales (almidón, madera, corcho, soja); micro/nanocelulosa; ceniza de cáscara de arroz; lignina carbonizada; poliaramida de origen biológico
Tabla 1. Productos de base biológica disponibles o en desarrollo para la industria del caucho (en violeta: desarrollos de I+D).
Con un consumo global cercano a los 14 millones de toneladas en 2018, el caucho natural representa más del 50 % del consumo total de caucho. Se obtiene extrayendo el látex del árbol Hevea brasiliensis, lo que lo convierte en un material 100 % de origen biológico. Por ello, la industria del caucho se ubica entre las primeras en incorporar materias primas renovables, comparada con otras familias poliméricas como poliolefinas, plásticos de ingeniería y resinas termoestables.
Diácidos biobasados para cauchos epoxidizados.
Derivados de lignina
El NR ofrece excelentes propiedades como adhesividad, alta resistencia (incluso sin rellenos) y buena durabilidad, gracias a su notable capacidad de cristalización inducida por tensión, que aún no ha sido igualada por cauchos sintéticos. Recientemente, se han desarrollado variantes sintéticas de IR con extremos de cadena funcionalizados que imitan este comportamiento, logrando rendimientos similares en neumáticos.
El Hevea brasiliensis crece exclusivamente en climas cálidos y húmedos (25–30 °C, 1800–2000 mm de lluvia anuales, altitudes menores a 300 m), lo que genera una dependencia estratégica de países productores ubicados en el ecuador
Factores como enfermedades de cultivos, eventos climáticos extremos y competencia agrícola (por ejemplo, con plantaciones de palma para aceite) afectan la disponibilidad y precio del NR, generando alta volatilidad.
Además, surgen preocupaciones crecientes sobre el uso intensivo de agua, pesticidas y las condiciones laborales asociadas. Algunas personas, además, desarrollan alergias al NR, como ocurre con ciertos guantes.
Estos desafíos han renovado el interés en fuentes alternativas como el diente de león ruso y el arbusto guayule, que pueden cultivarse en tierras marginales y climas moderados. Actualmente, múltiples programas industriales e internacionales buscan mejorar el rendimiento agrícola, la tecnología de extracción y la calidad del caucho.
La biotecnología también ofrece una vía prometedora: mediante fermentación de células modificadas genéticamente, es posible producir isopreno que luego se polimeriza en caucho, incluso a partir de monómeros no naturales.
MONÓMEROS DE BASE BIOLÓGICA
Figura 1. Reducción de la huella de carbono para la producción de un grado de EPDM cristalino (Keltan® 5470) y un grado amorfo (Keltan® 8550), producido en Triunfo (Brasil) utilizando etileno base biológica de caña de azúcar.
Hoy, el etileno de origen vegetal es fácilmente accesible mediante fermentación de caña de azúcar a etanol, seguido de deshidratación catalítica. Este etileno permite la producción de caucho EP(D)M parcialmente biobasado (50–70 % en peso), con una reducción de emisiones de CO2 de hasta 85 %, según el contenido de etileno (ver figura 1).
Este material, como el Keltan® Eco, ha sido utilizado junto a plastificantes y rellenos sostenibles para formular compuestos de caucho y TPVs. Se han logrado productos con hasta un 90 % de contenido renovable, sin comprometer el rendimiento frente a compuestos fósiles.
Grandes fabricantes de neumáticos ya colaboran con empresas biotecnológicas para transformar celulosa y pulpa de papel en isopreno, usado en IR biobasado. También, el azúcar se convierte en farneseno, que permite producir polifarneseno líquido y TPE farneseno/estireno.
Además, puede transformarse en polifarnesediol, utilizado como bloque flexible en TPEs de uretano. El butanodiol vegetal se emplea para producir TPEs de poliéster, mientras que dímeros de ácidos grasos se destinan a cauchos autorreparables.
Algunos de estos procesos compiten con cultivos alimentarios, por lo que se desarrollan rutas de segunda generación a partir de residuos de la agroindustria y de papel/madera.
Además, hay investigaciones en marcha para producir propileno renovable a partir de madera, azúcar o glucosa (vía isopropanol). Este propileno podría combinarse con etileno vegetal para obtener EPDM con hasta 90 % de contenido renovable. Se exploran también rutas fermentativas para monómeros clave como isobutileno, butadieno, estireno, acrilonitrilo, cloropreno y acetato de vinilo, aplicables a cauchos como IIR, BR, SBR, NBR, CR y EVM.
También se estudia la conversión de biomasa a olefinas vía metanol. Poliésteres amorfos de baja Tg, reticulables con peróxidos, pueden prepararse con dioles y diácidos vegetales. Por otro lado, la hidrogenación del NR (en látex o solución) permite obtener caucho EPM; si es parcial, se genera un caucho EPDM con isopreno residual como dieno, abriendo así una vía sustentable al EP(D)M.
INGREDIENTES DE COMPUESTOS DE CAUCHO DE BASE BIOLÓGICA
Una revisión exhaustiva de todos los ingredientes de origen biológico utilizados o desarrollados para compuestos de caucho excede el alcance de este artículo. En la tabla 1 se presenta una descripción general de los principales materiales considerados.
Las fibras naturales (como yute, palma, etc.) y diversos polvos y harinas derivados de materiales vegetales (madera, corcho, soja, entre otros) han sido evaluados como rellenos inertes de bajo costo.
Keltan® 5470 Triunfo
Keltan 5470 Eco Keltan 8550 Triunfo
Keltan 8550 Eco
Una excepción destacada es la ceniza de cáscara de arroz, cuyo residuo de sílice no orgánico, obtenido tras la pirólisis de la parte orgánica, proporciona cierto nivel de refuerzo al caucho. También se encuentran disponibles comercialmente fibras de aramida de origen biológico.
Una amplia variedad de aceites vegetales, como los de ricino, naranja, palma, soja y otros, se utiliza como plastificantes de base biológica en cauchos de polaridad intermedia. Estos aceites pueden modificarse químicamente mediante hidrogenación (para mejorar la resistencia al calor), transesterificación (para reducir la polaridad) o metátesis, con el fin de optimizar su desempeño como plastificantes.
Por otra parte, los ésteres elaborados a partir de alcoholes biobasados y ácidos carboxílicos se emplean como plastificantes en cauchos polares En cauchos no polares, se consideran alternativas como el aceite de naranja y el escualano, ambos hidrocarburos de origen biológico.
El ácido esteárico, producto de la hidrólisis de aceites naturales, se ha utilizado tradicionalmente como activador de la vulcanización con azufre y como ayuda en el procesamiento. También es precursor de otros aditivos como el estearato de zinc y varios ésteres. De hecho, los productos obtenidos por vulcanización con azufre de mezclas de ácidos grasos insaturados fueron desarrollados inicialmente como sustitutos del caucho, aunque hoy se emplean principalmente como auxiliares de procesamiento.
EFICIENCIA ENERGÉTICA EN TODOS LOS NIVELES DE LA CADENA DE VALOR DE CAUCHO
En muchos países, establecer objetivos anuales de reducción del consumo energético mediante buenas prácticas de mantenimiento se ha convertido en un estándar industrial. Sin embargo, existen mejoras de eficiencia mucho más significativas en distintos puntos de la cadena de valor del caucho.
Por ejemplo, desde 2013, una línea de producción de EPDM de ARLANXEO en los Países Bajos opera utilizando la tecnología de catalizador Keltan ACE™ (ver figura 2). Esta tecnología permite la polimerización del EPDM a temperaturas más elevadas. Dado que la reacción es exotérmica y el reactor funciona adiabáticamente, una mayor temperatura del reactor permite también temperaturas más altas para los monómeros y solventes de entrada, manteniendo la productividad y reduciendo significativamente el consumo de energía para enfriamiento profundo.
Alternativamente, mantener bajas las temperaturas de entrada mientras se incrementa la del reactor permite aumentar la productividad. A su vez, las soluciones más calientes posibilitan una mayor concentración de sólidos, lo cual reduce la energía necesaria para la evaporación. Según una evaluación independiente del ciclo de vida, esta tecnología permite reducir en un 10 % las emisiones de CO2 durante la producción de un grado cristalino de EPDM.
Tras la producción del polímero, el siguiente eslabón en la cadena es la formulación y procesamiento de compuestos. También en esta etapa se han introducido mejoras orientadas a la sostenibilidad. Nuevas tecnologías permiten minimizar cambios de especificaciones y generación de residuos, así como reciclar o reprocesar los productos fuera de norma.
Los diseños recientes de mezcladores han facilitado la implementación de procesos de mezcla en un solo paso, duplicando la eficiencia del equipo y reduciendo el consumo energético específico. Para lograrlo, es fundamental alcanzar una adecuada dispersión de todos los ingredientes en la primera fase de mezcla.
Además de los avances en diseño de equipos, las nuevas arquitecturas poliméricas también contribuyen a mejorar la eficiencia. La figura 3 muestra la comparación de defectos superficiales en tres compuestos similares obtenidos mediante un proceso de mezcla en un solo paso.
Figura 2. La reducción de huella de carbono para la producción de un grado de EPDM cristalino, producto en Geleen (NL) utilizando tecnología Ziegler-Natta (ZN) y Keltan ACE™
mm >0,6 mm 15 %
Figura 3. Reducción de defectos de la superficie después de una mezcla de un paso en GK 45 mezclador con un grado EPDM específicamente diseñado para obtener una excelente dispersión de relleno y calidad de la superficie.
Los compuestos se basaron en polímeros EPDM comparables. El grado Keltan® 6951C fue diseñado específicamente para lograr una excelente dispersión de relleno y un acabado superficial muy suave.
Pesaje de ingredientes
Transporte a mezclador
Mezcla interna
Dumping en el molino
Mezcla de fábrica o de inventario
Finger a través de la
Enfriamiento y lote bomba de engranaje
Almacenamiento de losas/tiras
Tiempo de ciclo típico (min)
a 16
Tabla 2. Beneficios de una mezcla de un paso versus dos pasos (X = paso; X en violeta = se necesita un paso extra). * Losas o tiras de compuesto de caucho sin agentes de reticulación y los agentes de soplado se transportan hacia atrás para un segundo paso de mezcla. ** Dos pasos: los agentes de reticulación y de soplado se agregan al mezclador durante el segundo paso de
Este rendimiento se logra mediante una combinación de alto nivel de ramificación de cadena larga y una pequeña proporción de aceite extensor en el diseño del polímero.
Los beneficios típicos de los procesos de mezcla en un solo paso frente a los de dos pasos se presentan en la tabla 2. La mezcla continua ha sido considerada, y aún lo es, una tecnología prometedora para mejorar la productividad y la eficiencia energética. Sin embargo, todavía no está ampliamente implementada en la industria del caucho tradicional.
Existen sistemas de recopilación de datos que permiten monitorear en tiempo real la calidad del proceso de extrusión. A través del uso de productos químicos especiales marcados químicamente, se puede evaluar rápidamente la calidad de la dispersión de los rellenos y de los agentes de vulcanización durante y después de la mezcla. Combinando estas tecnologías, es posible procesar varios lotes de compuestos en un solo paso.
Los TPE (elastómeros termoplásticos) se presentan como alternativas a los cauchos convencionales. Para una descripción más detallada de estos materiales, tanto copolímeros en bloque como TPV, se remite al capítulo sobre relaciones estructurapropiedad, y para los TPV, también al capítulo EPDM. Los TPE pueden procesarse como termoplásticos y ofrecen propiedades elásticas adecuadas para ciertas aplicaciones. Sin embargo, su desempeño se ve afectado a altas temperaturas, especialmente cerca de la temperatura de fusión o de transición vítrea de la fase "dura", lo cual limita su uso en contextos más exigentes.
La mayoría de los TPV comerciales se obtienen por vulcanización dinámica de mezclas de caucho EPDM y polipropileno isotáctico (PP), resultando en dominios de EPDM reticulado dispersos en una matriz de PP. Aunque estos materiales suelen ser más costosos que los compuestos tradicionales de EPDM, permiten ciclos de moldeo por inyección más cortos, ya que el proceso requiere únicamente el enfriamiento y cristalización de la fase termoplástica, sin necesidad de una vulcanización prolongada. Esto puede hacer que los costos totales de fabricación sean competitivos. Además, tanto los residuos de producción como los residuos posconsumo de TPV pueden reciclarse.
Los TPE también permiten la fabricación de geometrías complejas mediante moldeo por inyección, algo difícil de lograr con técnicas convencionales como la extrusión. Otro aspecto a considerar es que los perfiles y piezas fabricadas con TPV tienen menor densidad que sus equivalentes en caucho sólido.
En la industria automotriz, la reducción de peso es especialmente valorada, ya que mejora la eficiencia del combustible y la autonomía de los vehículos eléctricos. Sin embargo, en aplicaciones más exigentes, que requieren un comportamiento dinámico y propiedades elásticas superiores, se sigue prefiriendo el caucho reticulado tradicional sobre los TPE o TPV.
Los artículos impresos en 3D con características gomosas suelen fabricarse con TPE. No obstante, existen informes que documentan el uso de caucho de silicona de baja masa molar y curado por UV para impresión 3D. Esta técnica, también conocida como fabricación aditiva, permite construir objetos capa por capa mediante moldeo robotizado.
En el caso de la impresión 4D, se suma una dimensión adicional: el objeto cambia de forma al ser expuesto a un estímulo externo (como calor, agua, viento o radiación UV). A pesar de estos avances, los compuestos de caucho convencionales aún no son adecuados para impresión 3D cuando se requieren altas propiedades mecánicas y de elasticidad, debido a su elevada viscosidad, adherencia entre capas y falta de estabilidad dimensional antes de la vulcanización.
Figura 4. Los desafíos más importantes para la impresión 3D de compuestos de caucho convencionales están relacionados con una alta viscosidad de compuestos, táctica compuesta insuficiente al construir capas individuales y falta de estabilidad dimensional de compuestos no vulcanizados.
Finalmente, las piezas terminadas representan la última etapa en la cadena de valor del caucho. Los desarrollos actuales apuntan a mejorar la sostenibilidad de las aplicaciones, especialmente en el caso de los neumáticos. Paralelamente, el caucho también comienza a utilizarse en aplicaciones emergentes asociadas a energías renovables: celdas solares, componentes electrónicos, turbinas eólicas, baterías de ion litio, entre otras. Estas innovaciones se abordarán con mayor detalle en la siguiente sección, dedicada a las aplicaciones del caucho con foco en sostenibilidad. ■
*La SLTC no se hace responsable del contenido publicado en la presente columna.
Comencé a trabajar en diciembre de 1984"
Entrevista a Carlos de la Fuente
Planta de fabricación de The Rubber Group, S.A. en Guatemala.
En esta sección de Revista SLTCaucho, conversamos con referentes técnicos, empresarios y profesionales de la industria del caucho. Se trata de un espacio de reflexión e inspiración con el fin de conocer y revivir experiencias que sean de utilidad para nuestro público.
1. ¿Cómo comenzaste con The Rubber Group? ¿Qué edad tenías?
Yo empecé a trabajar en la empresa familiar en diciembre de 1984, a los 24 años. Actualmente tengo 64. Trabajé por muchos años como gerente de producción, luego pasé a ver la parte de ventas y gerencia general.
2. ¿Cuál es tu tarea o momento preferido dentro de la empresa?
Mi momento preferido dentro de la empresa es cuando estamos frente a un problema dentro del proceso de fabricación, o bien cuando fabricamos algo y necesitamos mejorar su rendimiento en su lugar de trabajo.
ENTREVISTADO
Carlos de la Fuente Gerente general en The Rubber Group. cdelafuente@corporaciontrg.com
ENTREVISTADORA
Yazmín Sabarís Responsable en la agencia Naiades de las comunicaciones de la SLTC.
Es decir, retos que se nos presentan y juntamente con nuestro departamento técnico los resolvemos sin mayor problema
3. ¿Qué pasatiempos tienes?
Sobre mis pasatiempos tengo el hacer ejercicio diario, caminatas, bicicleta, leer, ir a la playa y disfrutar con la familia. Me encanta viajar.
4. ¿Lees Revista SLTCaucho? ¿Alguna sugerencia?
Si me gusta leer la revista de la SLTC. Una sugerencia puede ser tener siempre variedad, es decir, tanto artículos técnicos, como experiencias, artículos de proveedores con nuevos productos y sus beneficios. Pero me gusta como es actualmente.
5. ¿Cuál es el logro más importante de Rubber Technology qué te gustaría recordar?
El logro que más me gusta recordar es el de poder entrar a competir con fabricantes mundiales, teniendo una gran calidad en nuestros productos gracias al desarrollo de compuestos de alta ingeniería, para piezas que van en lugares muy críticos en los diferentes procesos productivos. Y el haber expandido nuestros mercados a otros países fuera del área de Centroamérica.
6. Teniendo en cuenta que el fracaso es didáctico, ¿cuál es el que más recuerdas?
Con el fracaso siempre aprendemos por supuesto. Y creo que, a fines de los 90, cuando vino la transformación de la industria hulera tradicional, recuerdo haber tenido que volcarnos a fabricar artículos de alta exigencia. También, como en todo, hay proyectos que no siempre se dan, ya sea por precio o rentabilidad.
7. ¿Tienes alguna frase que guía el camino de tu empresa?
Una frase que tenemos en la empresa es: “la calidad es primero”. Por lo cual no escatimamos en usar las mejores materias primas para la fabricación de nuestros productos.
8. Si tienes alguna opinión sobre la SLTC, coméntanos en pocas palabras.
Respecto a la SLTC, creo que deberían actualizar un poco las capacitaciones que se presentan en los webinars. Sería bueno abordar temas nuevos y más variados ■
Mi momento preferido dentro de la empresa es cuando estamos frente a un problema dentro del proceso de fabricación.
INFORMACIONES SIEMPRE ÚTILES
DATO CAUCHO
Compuestos híbridos (TPE/TPV): caucho y plástico
Las mezclas caucho-plástico se consolidan como una de las innovaciones más relevantes en la industria. Estos compuestos integran cauchos como EPDM, SBR o NR con plásticos como polipropileno o EVA, logrando materiales que combinan la flexibilidad del caucho con la procesabilidad de los termoplásticos. El resultado: productos más livianos, reciclables y aptos para procesos como inyección o extrusión.
Este tipo de materiales encuentra aplicaciones en sectores como la automoción, donde se utilizan en sistemas híbridos EPDM-TPE.
También tienen presencia en la construcción y la electrónica, con usos que van desde piezas moldeadas hasta soluciones de aislamiento.
CIFRAS QUE MARCAN TENDENCIA:
El mercado de TPE superará los 38.900 millones de dólares en 2030.
Las mezclas caucho-plástico alcanzarán los 3.100 millones de dólares en 2031.
El 77 % del TPO producido en 2023 se destinó a automoción.
Una verdadera torre de control
Sir William Thomson, Lord Kelvin, fue un matemático e ingeniero británico fundamental en la formulación de la primera y la segunda ley de la termodinámica. Las temperaturas absolutas se expresan justamente en grados Kelvin en honor a su protagonismo en la historia de la ciencia moderna.
COLUMNISTA
Esteban Friedenthal
Director del Comité de Capacitación y Desarrollo Profesional (SLTC).
También le debemos una frase de sorprendente actualidad en nuestras fábricas de productos de caucho, tan afectadas por numerosos factores que alteran los resultados del día a día y de allí, la calidad de los artículos que producimos. Kelvin resaltaba el valor de los datos y mediciones en el trabajo fabril cotidiano, afirmando -nada menos- que lo que no medimos no se puede mejorar.
Desde sus comienzos y durante largo tiempo, la industria del caucho se desempeñó dentro de una gran incertidumbre, sin comprender en profundidad el origen de los sucesos indeseables que cada tanto ocurrían. Sólo se podía aplicar una caótica improvisación que no impedía que los problemas aparecieran una y otra vez, inexorablemente.
Las mediciones que podamos efectuar en los materiales y procesos son las mejores herramientas para aspirar a tener un control constante sobre lo que está pasando en la fábrica y fuera de ella, mejorando lo que no funciona bien.
Sir William Thomson.
UN CAFECITO CON ESTEBAN
Los datos relevados y analizados permiten tomar decisiones adecuadas y encaminar la organización de las compañías hacia sus objetivos de superación.
MEDIR PARA MEJORAR
La existencia del laboratorio en una empresa cauchera es una decisión central para posibilitar el logro de todos los aspectos que hemos mencionado. En todas las fábricas de caucho que conozco, hay una amplia variación en lo que respecta a la importancia, tamaño y grado de inversión de sus laboratorios. Ya sea que éstos sean muy pequeños o grandes y bien organizados, es unánime la satisfacción que produce el poder solucionar todo tipo de problemas. Un director de fábrica conocido mío me comentaba hace poco: “Ahora que contamos con ensayos objetivos para caracterizar y comprender en profundidad los materiales que utilizamos, no puedo entender cómo encarábamos antes todos los problemas que se nos presentaban”.
Al comienzo, un primer inconveniente que se puede plantear es el de saber “traducir” los requerimientos establecidos o especificados para los materiales, procesos y productos en términos de ensayos de laboratorio. Es decir, ¿qué vamos a ensayar? ¿Con qué frecuencia? ¿Cuáles de los ensayos son representativos para auxiliarnos en la resolución de inconvenientes y situaciones inesperadas en la fábrica?
Un segundo planteo (que sigue a continuación y casi siempre resulta más complicado) es: ¿cómo interpretar los valores medidos para mejorar las variables económicas dentro de la fábrica (productividad, costos, rentabilidad de productos) o las que tienen que ver con la calidad de los productos (performance, desempeño, durabilidad, etc.)?
En ese sentido, el laboratorio tiene diferentes campos de acción:
1. CARACTERIZACIÓN DE LOS MATERIALES
Entran en esta categoría los ensayos de control de materias primas y de las mezclas en producción, ya sea que la empresa tenga un sector de mezclado propio o recurra a la tercerización de este proceso. En el primero de los casos, los datos sirven para tener una base propia, independiente de los certificados de calidad que proporcione cada proveedor de materia prima.
Con esos valores se podrá establecer un sistema de trazabilidad que permitirá vincular las materias primas con los productos finales o, eventualmente, establecer el camino inverso. Es un recurso muy útil para investigar los orígenes de la ocurrencia de los problemas.
En el segundo de los casos estamos hablando de la influencia de la calidad de mezclado, ya sea la micro o la macro dispersión de las mezclas.
Recordemos en este punto que la micro dispersión de mezclado se refiere a la uniformidad de calidad de este proceso dentro de cada mezcla y la macro dispersión es la consistencia de esa calidad, entre mezclas. Este último concepto es absolutamente esencial, si aceptamos que no podremos tener productos iguales al no ser capaces de elaborar mezclas iguales. Una vez más, el laboratorio es, en ese sentido, un poderoso aliado de detección de anormalidades.
Los valores de ensayos reométricos, de viscosidad o los que se pueden realizar en equipos más modernos, como el RPA por ejemplo, permiten diagnosticar más precisamente los eventuales desvíos, realizar pronósticos certeros debido a ellos y, en definitiva, prevenir la aparición de problemas.
2. SIMULACIÓN DE PROCESOS OPERATIVOS
La irrupción del RPA en el escenario técnico nos otorga una importante ventaja en la objetividad de lo que midamos.
Los diferentes procesos productivos (mezclado, extrusionado, calandrado, moldeo, inyección) ejercen distintos valores de esfuerzos de corte en una misma mezcla y sabemos, dentro del campo de la reología, que deberíamos programar similares parámetros en nuestros ensayos que los que corresponden a las operaciones reales en la fábrica. En la figura 1 se observa la relación entre la velocidad de corte y la viscosidad de la mezcla, que ahora llamaremos viscosidad aparente, ya que una variable depende de la otra.
Está claro que con los tradicionales ensayos de caracterización (reómetro o viscosímetro), que trabajan con niveles de esfuerzo de corte y temperatura constantes, nunca podremos simular exactamente los procesos de fabricación en forma correcta. Pero, en la actualidad, el futuro de las funciones del laboratorio de caucho está delineado y de hecho, estamos recorriendo el camino hacia mediciones más confiables y cercanas a la realidad de las operaciones de fabricación.
1. Relación entre la velocidad de corte y la viscosidad de la mezcla.
OPTIMIZACIÓN DE LAS CONDICIONES OPERATIVAS
¡Qué interesante historia tiene la evolución de los laboratorios caucheros! Pensar que hace 50 años conocí a un técnico que mordía un trozo de mezcla para evaluar su viscosidad. Y ahora, estamos en presencia de conceptos reológicos ortodoxos para caracterizar los materiales y predecir su comportamiento. Un gran aliado a la hora de necesitar una comprensión clara y profunda de los compuestos de caucho para optimizar los procedimientos operativos reales de la fábrica.
Además, y como ya expusimos varias veces en esta columna, el análisis estadístico de los valores obtenidos en los diferentes ensayos sirve para elaborar indicadores fundamentales, necesarios para evaluar la eficacia y eficiencia de nuestros procesos.
Este análisis estadístico es crucial en una fábrica de caucho para garantizar la calidad del producto final, optimizar los procesos y reducir los costos de fabricación. Permite controlar la producción, analizar la calidad de forma continua, identificar anomalías y tomar decisiones basadas en datos concretos.
El laboratorio de caucho: una verdadera torre de control… ¡Hasta el próximo cafecito, amigos! ■
Figura
Compuesto de SBR
Renovado de neumáticos: utilización racional de recursos
Desde la década de 1950, el renovado de neumáticos se ha consolidado como una actividad industrial que permite aprovechar el potencial que aún conservan muchas carcasas, incluso después del desgaste de la banda de rodamiento. A lo largo del tiempo, esta práctica ha debido adaptarse a la evolución tecnológica de los vehículos, que requieren neumáticos cada vez más especializados. Hoy, el renovado está presente en múltiples segmentos: desde autos particulares y buses escolares hasta aviones y camiones mineros.
Bajo los actuales paradigmas de sostenibilidad, eficiencia energética y economía circular, el renovado cobra aún más relevancia. Esta técnica permite sustituir solo la parte del neumático que se ha desgastado, sin desechar la carcasa, del mismo modo que rellenar una batería o reutilizar un envase retornable.
Presidente de la Asociación de Recauchadores y Renovadores de Neumáticos de Chile. eduardoacosta@neumaservicio.cl
COORDINADORES
Karina Potarsky
Directora del Comité de Reciclaje de la SLTC y de INTI - Caucho.
Emanuel Bertalot
Vicedirector del Comité de Reciclaje de la SLTC.
Al hacerlo, se evita tanto la fabricación de un neumático nuevo como la generación de un residuo, reduciendo significativamente el impacto ambiental.
Lejos de trabajar con neumáticos fuera de uso, el renovado se basa en neumáticos usados que aún conservan la integridad de su estructura. Por ello, se lo considera una actividad de preparación para la reutilización, la estrategia más virtuosa dentro de la jerarquía de gestión de residuos, por encima del reciclaje o la valorización energética. Prolongar la vida útil del producto es una de las formas más eficientes de reducir el uso de recursos, los residuos generados y las emisiones contaminantes.
COLUMNISTA INVITADO
Eduardo Acosta Lancelotti
En términos concretos, la huella de carbono de un neumático renovado para camión es inferior al 20 % de la generada por la fabricación de uno nuevo.
A esto se suma un importante ahorro económico, sin comprometer el desempeño: los neumáticos renovados ofrecen prestaciones comparables a las de un producto nuevo, siempre que se respeten los estándares técnicos de seguridad y calidad.
¿QUÉ FALTA PARA FOMENTAR MÁS EL RENOVADO DE NEUMÁTICOS?
Si los beneficios del renovado son tan evidentes, ¿por qué no se aplica con mayor alcance? En primer lugar, es necesario comprender que un neumático usado con carcasa íntegra no es un residuo. Solo se convierte en tal cuando se descarta sin evaluar su potencial de reutilización.
La mayoría de los neumáticos comerciales e industriales pueden renovarse, y por eso es momento de instalar una consigna clara: no a los neumáticos de un solo uso.
En segundo lugar, es importante reconocer que existe una industria global del renovado, con fabricantes comprometidos con la reutilización de sus productos, proveedores de maquinaria y materias primas específicas, marcos normativos técnicos y estándares de calidad consolidados. Además, algunos Estados ya han comenzado a promover esta práctica mediante políticas públicas e incentivos.
Finalmente, el crecimiento del renovado requiere de coordinación entre todos los actores: fabricantes, usuarios, renovadores, gestores de residuos y entes reguladores. Esta articulación es clave para avanzar hacia una economía que priorice la eficiencia en el uso de recursos y reduzca el impacto ambiental vinculado a su extracción y procesamiento.
En este contexto, la educación y concientización de los distintos eslabones de la cadena -incluyendo consumidores y operadores logísticos- será determinante para consolidar el renovado como una solución estratégica. Solo así será posible dejar atrás el modelo de descarte prematuro y avanzar hacia una gestión más inteligente de los neumáticos. ■
Juguetes de mascotas con caucho amazónico sostenible
Artículo técnico comercial publicado como contraprestación por patrocinio bronce*.
COLUMNISTA INVITADO
Dennis Vila
Conte Group S.A.C.
RESUMEN
Este artículo presenta el resultado de una colaboración estratégica entre Conte Group S.A.C., empresa peruana especializada en compuestos de caucho, y Titibrand, organización comprometida con el comercio justo y la sostenibilidad en la Amazonía peruana. El objetivo del proyecto es transformar el caucho silvestre recolectado por comunidades amazónicas en un producto de valor agregado: juguetes masticables para perros, seguros, duraderos y ecológicos. Esta iniciativa no solo genera un impacto técnico positivo en la industria del caucho, sino que también fortalece las economías locales y contribuye a la conservación activa del bosque tropical.
INTRODUCCIÓN
En el contexto actual de sostenibilidad y responsabilidad social, la industria del caucho enfrenta el desafío de desarrollar productos que no solo cumplan con altos estándares técnicos, sino que también respondan a criterios éticos y ambientales. Bajo esta visión, Conte Group S.A.C., empresa líder en el desarrollo de compuestos de caucho en el Perú, ha establecido una alianza estratégica con Titibrand, organización peruana que trabaja con comunidades amazónicas que recolectan caucho de forma sostenible. Esta colaboración busca fomentar el uso del caucho silvestre extraído directamente del bosque por comunidades indígenas, convirtiéndolo en una oportunidad de negocio que beneficia tanto a los fabricantes como a las familias recolectoras.
ORIGEN DEL CAUCHO SILVESTRE
Titibrand trabaja directamente con comunidades amazónicas que recolectan caucho de forma sostenible, protegiendo ecosistemas vivos y fortaleciendo la economía local. Una de sus principales alianzas es con la Comunidad Nativa Madre de Dios, de la etnia Asháninka, ubicada en Puerto Bermúdez, provincia de Oxapampa, región Pasco (Perú). Los siringueros** de esta comunidad están organizados en la Asociación de Familias
Productoras de Caucho del Río Pichis (AFAPROCAP). Esta agrupación recolecta látex silvestre respetando los ciclos naturales del bosque, sin deforestar y con trazabilidad certificada. Cuentan con una Declaración de Manejo de Bosque (DEMA) aprobada por SERFOR, lo que garantiza prácticas legales y sostenibles.
Actualmente, la comunidad gestiona un área de 1.020 hectáreas de bosque, en la cual se han identificado 1.365 árboles de shiringa aptos para la extracción de látex. Cada recolector gestiona una estrada compuesta por 60 a 120 árboles, distribuidos naturalmente a lo largo del bosque. Esta labor convierte al shiringuero en un guardián activo del ecosistema, generando ingresos mientras protege el bosque.
DESARROLLO DEL COMPUESTO DE CAUCHO PARA JUGUETES MASTICABLES PARA PERRO
A partir del látex silvestre recolectado por estas comunidades, Conte Group S.A.C. ha formulado un compuesto de caucho natural optimizado para la fabricación de juguetes para perros. Esta formulación cumple con criterios de:
• Inocuidad toxicológica (sin acelerantes generadores de nitrosaminas).
• Ausencia de olores o sabores indeseables.
• Alta elasticidad y resistencia a la mordida.
• Cumplimiento con normativas FDA para componentes con contacto indirecto alimentario.
El compuesto fue diseñado usando una matriz de caucho natural y BR, cargas inocuas, ingredientes USP, pigmentos no migrantes y antioxidantes seguros. Además, se utilizó un sistema de curado libre de sulfenamidas y tiurams, asegurando un material final sin migración de compuestos tóxicos.
IMPACTO TÉCNICO, SOCIAL Y AMBIENTAL
Este proyecto representa una innovación integral:
• Técnicamente, demuestra que el caucho silvestre puede ser transformado en productos de alto valor agregado sin comprometer la calidad ni la seguridad.
• Socialmente, fortalece el rol de las comunidades nativas como actores productivos dentro de cadenas de suministro modernas y responsables.
• Ambientalmente, promueve la conservación de bosques tropicales vivos mediante el uso sostenible y certificado de recursos no maderables.
El precio que se paga por el caucho silvestre es superior al valor del commodity, lo que reconoce el esfuerzo y conocimiento ancestral de las familias shiringueras. Al ampliar esta cadena de valor, se multiplica el impacto positivo en el tejido social y ecológico de la región amazónica.
En la tabla 1 se presenta la formulación base desarrollada por Conte Group S.A.C. para la fabricación de juguetes masticables, basada en caucho natural silvestre recolectado de forma sostenible.
Ingrediente phr Función
Caucho natural silvestre
60-80
Caucho BR (Cis-1,4-butadieno) 20-30
Sílice precipitada
Base elastomérica principal
Mejora rebote y resistencia
25-35 Carga reforzante
Carbonato de calcio (grado técnico) 30-50 Carga económica
Aceite blanco grado USP 20-28
PEG 4000 / 6000 1-2
Antioxidante 1-2
Óxido de zinc 3-5
Ácido esteárico 1-2
ZDBC 1-2
Plastifi cante seguro
Lubricante/neutralizante auxiliar
Antioxidante no manchante
Activador de vulcanización
Activador secundario
Iniciador de la vulcanización
Azufre 0 5-1 5 Agente vulcanizante
Color (blanco + azul) 1-2
Esta formulación ha sido diseñada para evitar compuestos tóxicos como sulfenamidas y tiurams, asegurando inocuidad, estabilidad mecánica y compatibilidad con normativas para productos de contacto indirecto.
CONCLUSIONES
La alianza entre Conte Group S.A.C. y Titibrand demuestra que es posible integrar la innovación industrial con la responsabilidad social y la conservación ambiental. El desarrollo de juguetes para perros a partir de caucho silvestre no solo representa una alternativa técnica viable,
Pigmentos
sino también una estrategia replicable para el impulso de economías locales sostenibles.
Este modelo de colaboración puede ser aplicado en otras cadenas de suministro y tipos de productos, consolidando al caucho natural silvestre como un recurso valioso tanto para la industria como para el planeta. ■
*La SLTC no se hace responsable del contenido publicado en la presente columna.
** Shiringuero es un término utilizado en regiones de la Amazonia, especialmente en Perú y Bolivia, para referirse a la persona que recolecta látex de árboles de shiringa (Hevea brasiliensis), conocidos también como árboles de caucho.
Tabla 1. Formulación del compuesto de caucho para juguetes de mascotas.
Avances en el análisis de la dispersión de cargas de refuerzo en compuestos de caucho
En esta sección presentamos artículos ya publicados que, por su particular valor, merecen ser leídos nuevamente.
El análisis de la dispersión del negro de humo en compuestos de caucho es uno de los temas clave al momento de evaluar la calidad del mezclado. En este artículo, publicado en tres ediciones consecutivas de Revista SLTCaucho, se repasan conceptos fundamentales como los estados de agregación del negro de humo, sus implicancias en el proceso de mezclado y distintas técnicas de evaluación aplicadas a compuestos con diferentes niveles de dispersión.
A través del estudio de métodos como la perfilometría óptica, la resistividad eléctrica y la microscopía electrónica, se sistematizan herramientas que permiten abordar el comportamiento del refuerzo en escala micro y macro, con foco en su impacto sobre las propiedades del material final.
COLUMNISTA
Carlos Leszman
Publicación original:
Edición N° 46, 47 y 48
Diciembre de 2021, febrero y abril de 2022.
Te invitamos a leer los artículos completos:
• Si quieres leer la primera parte, haz clic aquí
Seguridad en la utilización de máquinasParte 2
Esta sección rescata trabajos muy importantes publicados hace más de 25 años los cuales, por su naturaleza, cuentan con total vigencia en la actualidad.
En esta segunda parte, abordaremos la normalización como fundamento de toda política de calidad, las exigencias básicas de seguridad en el área de máquinas y finalmente las conclusiones del trabajo.
NORMAS Y DIRECTIVAS
La normalización es el fundamento de toda política de calidad. Lejos de ser un obstáculo adicional impuesto a los empresarios, las normas son, por el contrario, una condición necesaria de su credibilidad a los ojos de los consumidores.
Las cosas están cambiando: la normalización no es un asunto que concierne únicamente a los fabricantes. Es, entre otras cosas, un instrumento de protección para los consumidores, en particular en materias de salud y seguridad, por lo que sería deseable que los usuarios participaran con mayor dedicación en la elaboración de las normas.
AUTOR
José Arteta San Pedro
Ponencia presentada en la Jornada de seguridad, higiene industrial y protección del medio ambiente en la industria del caucho, Vitoria-Gasteiz, 8 de noviembre de 1988.
Hasta ahora, las normas se limitaban a expresar un conjunto de características que permitían caracterizar objetivamente un producto o un artículo por los materiales y los detalles técnicos de su construcción hasta el último tornillo. Hoy el Parlamento Europeo entiende por “especificación técnica” una definición, especialmente en el pliego de condiciones, del conjunto de las características que debe presentar una obra, material, producto o artículo, incluyendo aspectos como:
Calidad y cualidades.
Seguridad.
Dimensiones.
Denominación y símbolos.
Pruebas y métodos de prueba.
Todo ello en virtud del uso al que el poder adjudicador destine dicha obra, material, producto o artículo. Por ello creemos conveniente hacer un pequeño inciso para tratar de orientarnos en las exigencias esenciales de seguridad y su contenido en las normas y directivas.
Este artículo está compuesto de dos partes. Si quieres leer la primera, haz clic aquí.
NORMAS ARMONIZADAS
Se trata de documentos establecidos por organismos europeos de normalización, tales como el CEN (Comité Europeo de Normalización) y el CENELEC (Comité Europeo de Normalización Eléctrica) en principio, por un mandato dado por la Comisión de las Comunidades, mediante el cual se establecen las exigencias esenciales de seguridad que las normas deberán permitir satisfacer. Estos documentos pueden ser de normas europeas (EN), de documentos de armonización (HD), o bien de prenormas europeas (ENV) tales como las que han aparecido en el campo de las tecnologías de la información.
Sin embargo, no es posible afirmar que una norma europea sea suficiente para ofrecer la presunción de conformidad a las disposiciones de la Directiva. Para ello, es preciso que haya sido reconocida por un “Comité Permanente” competente y llegar así a ser una “norma armonizada” que deberá ser publicada en el Diario Oficial de las Comunidades Europeas La Comisión en Bruselas ha decidido que este “Comité Permanente” sea el mismo que fue creado por la Directiva del Consejo 83/189/CE relativa al procedimiento de información que concierne a la reglamentación técnica y la normalización.
Directiva «NUEVO ENFOQUE» (95/10360)
Uno de los objetivos para lograr el mercado interior es el de eliminar obstáculos técnicos que se opongan a la libre circulación de mercancías, entre las cuales las máquinas juegan un importante papel. Para ello se están elaborando directivas como preceptúa el artículo 118 A del Tratado, y los Estados Miembros tendrán que adaptar las disposiciones nacionales, que, en el caso que nos concierne, estarán relacionadas con la prevención y protección contra los riesgos que tengan su origen en las máquinas, para garantizar así, en igualdad de condiciones, la libre circulación de los productos en todos los Países de la Comunidad.
Estas directivas serán elaboradas con el «NUEVO ENFOQUE» en materia de armonización y normalización para desarrollar la adopción de las directivas de nueva elaboración, y sus preceptos fundamentales son:
Que las Directivas deben tener un campo de acción lo más amplio posible.
Que las especificaciones técnicas deberán estar supeditadas a las exigencias esenciales de seguridad.
Que se debe dar una importancia cada vez más creciente a la normalización europea.
La resolución del Consejo prevé igualmente las bases de certificación de los productos, concediendo especial preferencia a los fabricados de acuerdo con una norma. Una característica esencial de las directivas «NUEVO ENFOQUE» es que serán totales, es decir, obligatorias para todos los Estados Miembros, los cuales deberán modificar sus legislaciones con el fin de armonizarlas de conformidad con las nuevas directivas, suprimiendo toda reglamentación contraria, antes del 31 de diciembre de 1992. Para ello se ha previsto guiar las Normas Nacionales a Normas Europeas (EN), lo que dará lugar a Normas armonizadas (HD), cuyo cumplimiento supondrá la presunción de conformidad a las exigencias de la Directiva. En este importante y no menos sutil «NUEVO ENFOQUE» va a radicar el gran reto del mercado europeo para 1993.
MÁQUINAS: EXIGENCIAS BÁSICAS DE SEGURIDAD
El sector de máquinas, uno de los núcleos de la economía de la Comunidad Europea, va a ser sometido por estas nuevas disposiciones a que las características de la calidad sean supeditadas solamente a las exigencias esenciales de salud y de seguridad para los usuarios, las cuales serán definidas por una directiva específica y expresadas en términos técnicos por las normas correspondientes, pero teniendo en cuenta el artículo 100 A del Acta Única, que en el párrafo 3 preceptúa que han de ser con un nivel de protección elevado.
Esto quiere decir que todo producto puesto en el mercado deberá reunir las exigencias esenciales de seguridad con un nivel de protección elevado, sin cuyo requisito ni el producto ni la norma que lo ampara tendrán valor a los efectos de la declaración de conformidad ni de la marca CE.
En España se dio un paso importante con el Reglamento de Seguridad en las máquinas (R.D. 1495/1986) que entró en vigor el 21 de enero de 1987, por el que, entre otros aspectos, se responsabiliza al fabricante de que la máquina que entrega al usuario sea razonablemente segura, y le obliga además a suministrar con la máquina instrucciones para su uso y mantenimiento, en relación con la seguridad y salud de los trabajadores.
Este reglamento se correspondió con la Directiva del Consejo 653/74/CEE del 25 de julio de 1985 relativa a la aproximación de las disposiciones legales, reglamentarias y administrativas de los Estados Miembros en materia de responsabilidad por los daños causados por productos defectuosos y se anticipa a la Directiva «Máquinas» actualmente en avanzado estado de elaboración, en la que se precisan las exigencias esenciales de seguridad, saliendo de la ambigüedad del término razonablemente. Esperamos que para fin de año esté terminada y promulgada la Directiva «Máquinas», a fin de adaptar el reglamento 1495/1986 en los conceptos y términos justos de la Directiva, mientras tanto el reglamento sigue en vigor.
Ahora bien, la nueva Directiva «Máquinas» y la relativa a la responsabilidad causada por productos defectuosos contienen mecanismos de control y penalizaciones económicas y de otra naturaleza suficientes como para asegurar el estricto cumplimiento de las exigencias esenciales de seguridad por parte de los fabricantes. Estas disposiciones constituyen un cambio en el ordenamiento jurídico, porque la seguridad y la salud en los puestos de trabajo, y concretamente en la utilización de máquinas, correspondía enteramente a la empresa, y en cambio ahora, de forma regulada, se pasa a una situación que también impone obligaciones y responsabilidades a los fabricantes frente a consumidores y usuarios.
La propuesta de Directiva de Seguridad en las máquinas, llamada simplemente «Máquinas» para distinguirla de la que hemos mencionado anteriormente de «utilización de Máquinas», se presentó por la Comisión al Consejo de la CEE el 22 de diciembre de 1987, y aunque está en vías de aprobación y ha sido sometida a otros trámites, incluye las exigencias esenciales de seguridad previstas en la norma de acuerdo con la Directiva «NUEVO ENFOQUE» y el artículo 100 A del Acta Única, complementando lo establecido bajo otro punto de vista en la Directiva «utilización de Máquinas».
Esto es así porque tanto en el ordenamiento jurídico de la CEE, como en el Estado Español, los temas económicos y sociales relativos a la seguridad y a la salud de los trabajadores se hallan muy repartidos entre distintos organismos de la administración, y sus competencias están dispersas, por lo que es necesario llegar a un punto de encuentro tomando como principio fundamental la defensa de la salud y seguridad de los trabajadores.
En lo que respecta a la CEE, la Dirección General de Mercado Interior y Asuntos Industriales, llamada DG III (Dirección General III), trata de las cuestiones económicas relativas al mercado interior, y por lo tanto de los asuntos industriales y de los obstáculos técnicos para su desarrollo, con sede en Bruselas.
La Dirección General de Empleo, Asuntos Sociales y Educación, llamada también DG V (Dirección General V), con residencia en Luxemburgo, está encargada principalmente de los temas sociales, condiciones de trabajo y de la seguridad y la salud de los trabajadores.
Ambas direcciones generales están tratando de aunar esfuerzos para que las dos directivas, la de «Máquinas» y la de «utilización de Máquinas», concuerden en los dos aspectos, el económico y el social, sobre todo en lo relacionado con la seguridad y salud de los trabajadores, para lo cual se están creando los grupos mixtos pertinentes.
La Directiva «Máquinas» va dirigida principalmente al constructor, pero su filosofía se inspira en la protección de los ciudadanos en general y de los trabajadores en particular, como sujetos sometidos de forma más acusada a los riesgos derivados de la utilización de maquinaria, trayendo por tanto la misma su causa, tanto de la normativa general de protección y defensa de los consumidores y usuarios como de la normativa en sentido estricto (prólogo del reglamento 1495/1986).
EXIGENCIAS BÁSICAS DE SEGURIDAD DE LA DIRECTIVA «MÁQUINAS»
Las obligaciones dispuestas por las exigencias básicas de seguridad sólo se aplicarán cuando la máquina de que se trate presente el riesgo correspondiente.
Cuando hoy, por razones imperativas, no puedan cumplirse las obligaciones dispuestas por una o varias exigencias básicas de seguridad, se adoptarán medidas compensatorias para que el grado de seguridad final sea equivalente.
Las exigencias básicas de seguridad relativas al diseño, fabricación y comercialización de máquinas de la Directiva «Máquinas» son de aplicación para la de «utilización de Máquinas» y contemplan:
A) LOS PRINCIPIOS DE INTEGRACIÓN DE LA SEGURIDAD:
Los órganos de mando. La puesta en marcha. Los dispositivos de parada. Los materiales y productos. Otros.
B) LAS PRÁCTICAS DE PROTECCIÓN CONTRA RIESGOS MECÁNICOS
Estabilidad. Rotura. Caída de objetos. Elementos móviles. Otros.
C) DISPOSITIVOS DE PROTECCIÓN
Fijos. Móviles. Regulables.
D) RIESGOS DEBIDOS A:
La electricidad.
La energía estática, hidráulica, neumática y térmica. Incendios. Explosión. Ruido. Vibraciones. Radiaciones. Emisiones de polvo, gases, etc.
E) CONSERVACIÓN DE LA MÁQUINA
Medios de acceso. Fuentes de energía. Dispositivos de alerta. Señalización. Instrucciones.
CONCLUSIONES
Dijimos en nuestra intervención de la jornada última que tuvo lugar en Barcelona, que para un futuro próximo se preveía que las tendencias de la prevención iban a ir imponiendo una actuación empresarial más coherente y conforme con las demandas sociales, haciendo que la función preventiva se organice y estructure en el ámbito total de la empresa como parte integrada en su propia organización, mensaje que como hemos visto está cobrando actualidad.
Hoy me gustaría poder transmitirles, con prisa, la idea de que el libro verde para 1993 está en marcha de forma acelerada y que las normas para su desarrollo se están elaborando a gran velocidad. Que es necesaria la participación de fabricantes, consumidores y trabajadores en los organismos que tratan del estudio y redacción de las normas, porque a través de ellos se va a desarrollar todo el entramado del mercado común sin fronteras interiores y porque hoy más que nunca, la norma va a adquirir el valor que jamás ha tenido, frente a los ciudadanos en general y para los trabajadores y los empresarios en particular.
Una directiva no es directamente aplicable, porque deberá ser trasladada al Derecho Nacional, pero en caso de negligencia por los Estados Miembros, el Consejo, por mayoría cualificada, y no por unanimidad como sucedía anteriormente, podrá imponerlas como obligatorias en toda la Comunidad.
Sospecho que los empresarios de las pequeñas y medianas empresas, así como los representantes de los trabajadores y consultores tienen muy poca idea de dónde se debaten las normas ni de cómo se adoptan las decisiones, tanto a nivel nacional como comunitario. Además, esta legislación avanza con tanta rapidez y los conceptos han evolucionado tanto, que quienes no se hallen inmersos en el tema corren el riesgo de ser arrollados por las disposiciones reglamentarias.
Como epílogo quiero manifestar que toda la normalización española en el campo de la prevención y de los medios de protección individual y colectiva en el trabajo, se ha confiado a AENOR (Asociación Española de Normalización), a un Comité de Normalización que proviene de la extinta Comisión en él de IRANOR (Instituto de Racionalización y Normalización), cuya Secretaría la ostenta actualmente el Instituto Nacional de Seguridad e Higiene en el Trabajo, que ha comenzado a actuar dentro de AENOR el 23 de febrero de 1988.
Dada la complejidad de los temas, existe una acusada correspondencia con organismos europeos de normalización, tales como ISO (Organización Internacional de Normas) y CEN (Comité Europeo de Normalización), participando como miembros con voz y voto en los siguientes Comités de Trabajo de ISO:
ISO/TC 94 - «Seguridad Personal - Ropas y Equipos de Protección».
ISO/TC 159 - «Ergonomía»
Y también en los siguientes Comités del CEN:
CEN/TC 79 - «Aparatos de Protección Respiratoria».
CEN/TC 85 - «Equipos de Protección de Ojos».
CEN/TC 95 - «Prescripciones técnicas de prevención para el diseño y construcción de máquinas de inyección de plásticos y cauchos».
CEN/TC 114 - «Seguridad de máquinas y aparatos».
CEN/TC 118 - «Diseño de construcción de máquinas de moldeo por compresión de materias plásticas y caucho». ■
Acuerdo con Revista Caucho del Consorcio Nacional de Industriales del Caucho (España) para el intercambio de artículos de interés entre ambas publicaciones | www.consorciocaucho.es
La inteligencia artificial en el sector automoción: una revolución en marcha
N° 575
Fecha de publicación: junio de 2025
La inteligencia artificial (IA) está transformando el sector de la automoción a una velocidad sin precedentes, posicionándose como uno de los pilares fundamentales para avanzar hacia un futuro más sostenible, eficiente y competitivo.
España, como segundo mayor productor europeo y octavo a nivel mundial, tiene una oportunidad única para liderar esta revolución tecnológica desde el ámbito de los componentes, que representan más del 75 % del valor de los vehículos fabricados en el país.
Pero, ¿qué significa exactamente esta transformación? ¿Cómo está impactando la IA en los procesos productivos, los vehículos del futuro y la experiencia del usuario? Vamos a explorarlo.
IA EN LA FABRICACIÓN AUTOMOTRIZ: PROCESOS MÁS EFICIENTES Y SOSTENIBLES
La IA está redefiniendo la producción a través de tecnologías como el análisis de datos en tiempo real. Estas herramientas no solo reducen los tiempos y los errores, sino que también permiten una optimización de los recursos. Las fábricas inteligentes son capaces de prever fallos en la maquinaria, adaptar la producción a la demanda y minimizar el desperdicio, haciendo que la sostenibilidad deje de ser un ideal para convertirse en una realidad.
Se está adoptando la automatización colaborativa, donde máquinas y personas trabajan en perfecta sincronía. Los robots se encargan de tareas repetitivas y de precisión, mientras que los humanos se centran en decisiones estratégicas y creativas. Este enfoque mejora la calidad de los productos, minimizando los tiempos de producción.
Edición
VEHÍCULOS AUTÓNOMOS Y CONECTADOS: LA MOVILIDAD DEL FUTURO
La inteligencia artificial es el cerebro detrás de los coches autónomos, permitiéndoles analizar en tiempo real millones de datos procedentes de cámaras, sensores y radares. Esta capacidad les permite adaptarse al entorno, prever situaciones de riesgo y tomar decisiones en milisegundos. El objetivo del resultado es una conducción más segura que promete reducir significativamente los accidentes de tráfico.
La IA no solo transforma los vehículos, sino también el entorno donde operan. Las infraestructuras inteligentes, equipadas con sensores y conectadas facilitan la movilidad urbana, reducen los atascos y optimizan el consumo energético.
Aunque actualmente, la tecnología se encuentre en niveles avanzados de desarrollo, queda mucho trabajo por hacer en Europa y se enfrenta a desafíos significativos:
• La toma de decisiones en tiempo real está muy avanzada, pero el “sentido común” y la adaptabilidad que los conductores humanos tienen de forma natural aún representa un desafío para la IA. Otro aspecto está relacionado con la ética. Hay que trabajar de forma transparente como sociedad en los valores que hay detrás de las decisiones de la IA, además de lo relacionado con la privacidad y la seguridad de los datos para salvaguardar y proteger la información personal.
• La implementación requiere un marco legal claro y una aceptación por parte de los consumidores.
• La ciberseguridad desempeña un papel clave tanto en los coches autónomos como conectados. La conectividad de los vehículos los hace vulnerables a ataques cibernéticos, por lo que el sector tiene que estar preparado en todos los procesos de fabricación, desde la cadena de suministro hasta el coche autónomo.
EL
PAPEL DE LA IA EN LA EXPERIENCIA DEL CLIENTE
La personalización es una de las grandes promesas de la inteligencia artificial. Desde la fabricación hasta la interacción con el usuario, la IA permite diseñar vehículos adaptados a las preferencias individuales, optimizando cada detalle, desde el diseño del interior hasta las funciones digitales, mejorando la experiencia del cliente y generando comodidad.
Además, los concesionarios están evolucionando hacia centros de experiencia digital, donde los clientes pueden configurar su vehículo en tiempo real, recibir asistencia personalizada e incluso probarlo virtualmente antes de adquirirlo.
RETOS Y OPORTUNIDADES PARA EL SECTOR AUTOMOCIÓN EN ESPAÑA
La transformación digital es de máxima prioridad. Necesitamos aplicar más inteligencia en producción y producto y en eso las tecnologías de IA tienen mucho que aportar. Sin embargo, esta transformación de la industria requiere profesionales capacitados para garantizar que España mantenga su posición de liderazgo en el sector. Es imprescindible invertir en formación de nuestros trabajadores y atraer talento joven, si queremos seguir siendo referentes a nivel europeo, ya que actualmente, la presencia de estos perfiles es escasa.
Por otra parte, la implementación de la IA no debe enfocarse únicamente en maximizar la rentabilidad, sino en crear valor para todos los actores: trabajadores, consumidores, inversores y el medio ambiente.
En conclusión, la inteligencia artificial está redefiniendo el presente y el futuro del sector de la automoción, desde los procesos de producción hasta la movilidad urbana. España tiene una oportunidad única para liderar esta transformación, siempre que sepa afrontar los desafíos de la digitalización y la formación de talento especializado.
Estamos ante una revolución que no solo cambiará cómo se fabrican y conducen los vehículos, sino también cómo entendemos la movilidad y la innovación en la industria del automóvil. La clave está en equilibrar tecnología y humanidad para garantizar el mejor producto posible.
CIBERSEGURIDAD EN LA INDUSTRIA DE LA AUTOMOCIÓN: ¿CÓMO APLICARLA?
La ciberseguridad en la industria de la automoción debe considerarse de forma holística, teniendo en cuenta la tecnología, las personas y los procesos.
La cuarta revolución industrial implica la introducción de las tecnologías digitales en la industria de la automoción. Esto conlleva grandes beneficios, pero también entraña riesgos en ciberseguridad a los que se debe prestar atención.
La industria de la automoción se encuentra inmersa en una transformación digital que afecta a todas las empresas del sector de los componentes.
La cuarta revolución industrial, también conocida como industria conectada o industria 4.0, habilita nuevas formas de crear valor y nuevos agentes laborales donde competición y colaboración conviven. Sin embargo, también implica numerosos riesgos en materia de ciberseguridad que es necesario conocer y, por consiguiente, evitar.
Es innegable que la digitalización constituye una oportunidad clave para mejorar la competitividad de la industria española en un mercado cada vez más global. Pero, el éxito de su implantación radica en la capacidad de proteger los activos críticos de las organizaciones. Los ataques cibernéticos en entornos industriales pueden tener consecuencias devastadoras, por lo que vamos a hablar de ellos y de cómo evitarlos.
LAS PRINCIPALES AMENAZAS EN CIBERSEGURIDAD INDUSTRIAL
Las nuevas tecnologías habilitadoras son capaces de redefinir la dinámica de la industria.
Rompen sectores tradicionales y crean nuevos ecosistemas de valor. En definitiva, permiten que dispositivos y sistemas colaboren entre ellos y con otros, pudiendo modificar los productos, los procesos y los modelos de negocio.
Sin embargo, estas nuevas tecnologías también son la puerta de entrada a posibles ciberataques que podrían provocar graves daños a las empresas del sector de los componentes de automoción: interrupciones en la producción, daños a la infraestructura, pérdida de información confidencial, etc.
¿CUÁLES SON LOS CIBERATAQUES MÁS FRECUENTES A NIVEL INDUSTRIAL?
• Malware, como troyanos, virus o ransomware
• Infiltración de red, como el escaneo de puertos, la explotación de vulnerabilidades conocidas o el robo de credenciales.
• Espionaje industrial.
• Ingeniería social, como el pishing.
• Interrupción física como la manipulación de sensores, la interferencia en procesos productivos o el sabotaje de los equipos.
• Denegación de servicio (DoS), aumentando el tráfico malicioso.
Una buena estrategia de ciberseguridad ayuda a prevenir y minimizar todos estos ataques cibernéticos. Asimismo, se protegen los activos críticos de la organización, garantizando una operativa segura y confiable de los sistemas industriales.
CÓMO IMPLEMENTAR LA CIBERSEGURIDAD EN LA INDUSTRIA DE LA AUTOMOCIÓN
Para implementar una estrategia de ciberseguridad en la industria automotriz con el objetivo de gestionar mejor los riesgos y adoptar mejores prácticas se deben seguir los siguientes pasos:
1. Identificar cuáles son los activos vulnerables y las posibles amenazas.
2. Crear una estrategia de ciberseguridad: establecer los posibles impactos de un ataque cibernético y la respuesta a ellos.
3. Definir objetivos claros, políticas y procedimientos a seguir; así como los recursos necesarios para ello.
4. Formar al personal: la correcta capacitación del capital humano en ciberseguridad ayudará a evitar los ataques y poder responder ante ellos.
5. Proteger la red y los sistemas con las medidas diseñadas por el equipo para tal fin (firewalls, sistemas de detección, segmentación).
6. Evaluar la estrategia mediante auditorías y pruebas de seguridad. Solo así se conocerán vulnerabilidades y potenciales mejoras.
7. Actualizarse constantemente: los ciberataques siempre están a la última, por lo que también deben estarlo los sistemas, dispositivos y software industriales. ■
CONECTA CON EL MUNDO DEL CAUCHO... TODOS LOS DÍAS
Síguenos en nuestras redes y descubre:
Te invitamos a conocer los artículos de ediciones pasadas de la Revista SLTCaucho que fueron incluidos en Revista Caucho:
• ¿Qué es el caucho líquido?
• El desafío ambiental de los neumáticos: soluciones para un futuro sostenible.
Para más información, haz clic aquí
Innovaciones técnicas. Eventos del sector. Diálogos con referentes. Últimas novedades.
TODO LO QUE MUEVE A LA INDUSTRIA, A UN CLIC.
Artículo publicado en colaboración con la Revista Rubber World.
Michelin construirá un demostrador
industrial en Francia para la molécula 5-HMF
Haz clic aquí para visitar el artículo de Rubber World.
Michelin anunció la construcción de una primera unidad de demostración industrial para la molécula 5-HMF. Esta, de origen biológico y no tóxica, puede reemplazar los ingredientes derivados de los combustibles fósiles en una amplia variedad de campos industriales. Esta unidad, que se ubicará en la plataforma Osiris en Péage en Roussillon, Francia, tendrá una capacidad de producción anual de 3.000 toneladas métricas, lo que convierte a este sitio en el lugar de producción más grande del mundo para esta molécula. Dicho proyecto representa una inversión total de 60 millones de euros, subvencionados en parte por la ADEME, en Francia, y la CBE JU1 a nivel europeo. Además, permitirá la creación de aproximadamente 30 empleos directos e iniciará sus actividades durante 2026.
El 5-HMF, también conocido como 5-hidroximetilfurfural, es una molécula plataforma con múltiples derivados posibles. Es de origen biológico y no tóxico, lo que le permite reemplazar los ingredientes derivados del petróleo o los considerados preocupantes.
Se le conoce como el "Gigante Dormido" debido a su versatilidad y capacidad para reemplazar una amplia gama de moléculas convencionales. El 5-HMF se obtiene a partir de la fructosa que ha sido transformada mediante procesos de química verde.
Por lo tanto, esta molécula será uno de los raros monómeros que cumplan las siguientes características: de origen biológico, no tóxico, disponible a escala industrial en miles de toneladas métricas y producido en Europa con materias primas europeas.
Este proyecto, titulado CERISEA2, se desarrolló en el marco de una asociación que reúne a múltiples actores industriales, institucionales y académicos. Con el apoyo de la ADEME3, forma parte del programa Francia 2030, cuyo objetivo es apoyar la innovación industrial y la transición ecológica. También se beneficia del acompañamiento de la CBE JU1 a nivel europeo.
El mercado europeo de 5-HMF todavía está emergiendo ya que la molécula se produce únicamente en Asia, en cantidades muy pequeñas, estando prohibida para usos industriales. La molécula en cuestión, que ya se utiliza en la fabricación de resinas adhesivas no tóxicas desarrolladas por Michelin ResiCare, permite que estas resinas reduzcan la exposición de los operarios y consumidores a productos nocivos.
La producción de esta unidad inicial a escala industrial permitirá salvaguardar el suministro de Michelin ResiCare y reducir los costes. También allana el camino para la comercialización de nuevos materiales en una variedad de sectores, como la cosmética, la agricultura, la construcción, el transporte, la aeronáutica o la electrónica, así como en muchos otros campos de aplicación. Los proyectos lanzados demuestran un mercado potencial de más de 40.000 toneladas métricas para 2030.
Se ha previsto la duplicación de 20.000 toneladas métricas de unidades a través de un sistema de licencias con el fin de desarrollar una red de producción de esta molécula de origen biológico, en colaboración con los socios industriales del proyecto.
Este ambicioso proyecto, pionero a nivel mundial, es una demostración de la capacidad de vanguardia del Grupo para introducir innovaciones revolucionarias en soluciones de materiales compuestos. Formulados a una escala menor que el micrómetro y desarrollados para garantizar funciones críticas, estos compuestos técnicos son aperturas a mercados con un alto potencial de crecimiento.
El lanzamiento de esta unidad inicial en Francia es un hito importante para llevar las actividades de Michelin ResiCare a escala industrial. Creada en Michelin en 2016, esta start-up podrá acelerar el desarrollo de sus ofertas de resinas de alto rendimiento y no tóxicas para los fabricantes.
Esta nueva demostración del poder innovador del Grupo, fruto de años de investigación conjunta con nuestros socios, tendrá su correlato en la creación de una nueva industria europea.
Vale aclarar que, a partir de 2008, Michelin comenzó a explorar alternativas al formaldehído y al resorcinol en las resinas adhesivas destinadas a sus neumáticos. En 2013, se desarrolló una tecnología para aplicaciones de neumáticos, sin utilizar 5-HMF.
En 2016, dicha molécula se integró en las fórmulas Michelin ResiCare para resinas destinadas a usos distintos a los neumáticos, e inicialmente para tableros contrachapados, después de identificar una fuente en un volumen pequeño y un precio elevado. Luego de un primer intento con otro socio, Michelin unió fuerzas con el IFPEN en 2021 para desarrollar un proceso de producción más robusto a partir de fructosa, con pruebas a varias escalas y estudios de ingeniería hasta finales de 2023.
Hoy en día, aunque actualmente no se usa en neumáticos, el 5-HMF se encuentra en todas las nuevas formulaciones de Michelin ResiCare, incluso para tableros contrachapados, abrasivos y componentes moldeados. La perspectiva de la producción de 5-HMF a una escala mucho mayor abre el camino a usos industriales aún más amplios. ■
ACUERDO DE COLABORACIÓN CON LA REVISTA RUBBER WORLD.
En esta sección, publicamos artículos destacados de las últimas ediciones de la Revista Rubber World (EE.UU.), con un resumen en español. Puedes leer el artículo completo en inglés haciendo clic en los enlaces.
JUNIO 2025
NUEVOS AVANCES EN FORMULACIONES PARA NEUMÁTICOS
La empresa japonesa Yokohama Rubber patentó una composición que incorpora nanofibras de celulosa oxidada y caucho diénico modificado con grupos polares. La combinación mejora significativamente las propiedades mecánicas del material, marcando un hito en el desarrollo de compuestos más eficientes y resistentes.
Haz clic aquí para leer el artículo.
HCR: EL CAUCHO DE SILICONA QUE TRANSFORMA
LA LIBERACIÓN DE FÁRMACOS
Los cauchos de silicona de alta consistencia (HCR) amplían las posibilidades en dispositivos médicos implantables, al combinar biocompatibilidad, estabilidad química y liberación sostenida de principios activos.
Su uso en tecnologías de administración de fármacos para condiciones crónicas como cáncer o diabetes permite desarrollar soluciones terapéuticas más eficaces, seguras y duraderas. En este artículo, Matthew Kihara repasa el potencial de los HCR y su aporte en una industria en constante evolución.
Haz clic aquí para leer el artículo.
UNIR LO INERTE: DESAFÍOS Y VENTAJAS DEL CAUCHO DE SILICONA
El caucho de silicona combina flexibilidad, estabilidad térmica, aislamiento eléctrico y biocompatibilidad, lo que lo convierte en un material clave en sectores tan diversos como la medicina, la electrónica o la construcción. Sin embargo, su baja energía superficial plantea dificultades cuando se trata de unirlo a otros materiales. En este artículo, Yen Tu Yang analiza las propiedades estructurales del material, los avances en formulación y los obstáculos técnicos de la tecnología de unión heterogénea.
Haz clic aquí para leer el artículo.
EFICIENCIA, SOSTENIBILIDAD Y CONTROL: EL ROL DE LOS TUBOS ELASTOMÉRICOS EN BIOFARMACIA
Los tubos elastoméricos de un solo uso están ganando protagonismo en la industria biofarmacéutica, un sector en pleno crecimiento impulsado por el desarrollo de nuevas terapias y vacunas. En este artículo, Brian Lipowski analiza cómo estos componentes críticos optimizan los procesos de producción al reducir riesgos de contaminación, eliminar tiempos de esterilización y mejorar la flexibilidad operativa. Además, compara materiales como la silicona y el TPE, destacando alternativas más sostenibles con menor huella de carbono. Un recorrido técnico que conecta innovación, salud y medio ambiente.
Haz clic aquí para leer el artículo.
EL PLASTIFICANTE DE DOS RODILLOS
El plastificador de dos rodillos (TRP) desarrollado por Uth GmbH da un paso más con su versión Revolver, una innovación pensada para reintegrar residuos no vulcanizados al proceso productivo de caucho sin comprometer su calidad. En esta nota técnica, Peter J. Uth, Julia Uth y Manuel Befiler explican cómo funciona esta tecnología de triple zona que automatiza el tratamiento de materiales de reprocesamiento, optimizando recursos en una industria que enfrenta cada vez mayores exigencias en precisión, costos y sostenibilidad. Una solución especialmente pensada para fabricantes de neumáticos y compuestos con alta complejidad técnica.
Haz clic aquí para leer el artículo.
NEUMÁTICOS DE ALTO RENDIMIENTO GRACIAS AL SISTEMA DE DOSIFICACIÓN DE LÍQUIDOS Y ADITIVOS DE ALTO RENDIMIENTO
La movilidad eléctrica redefine los desafíos del caucho: vehículos más pesados, mayor desgaste, exigencias de eficiencia y un foco cada vez más fuerte en la sustentabilidad. En este artículo técnico, Patrick Butler y Sara Lidbana Vilas presentan una solución integrada que responde a estas demandas. Por un lado, aditivos líquidos de alto desempeño como Polyvest ST-E, que mejoran la resistencia a la rodadura y la durabilidad. Por otro, un sistema de dosificación avanzada que garantiza precisión, seguridad y eficiencia en el proceso. Una dupla pensada para lograr neumáticos más sostenibles y listos para el futuro eléctrico.
Haz clic aquí para leer el artículo.
DIRECTORIOS DE MAQUINARIA NUEVA, USADA Y RECONSTRUIDA
Una lista clasificada de maquinaria y equipos para la industria del caucho, junto a un directorio de empresas proveedoras. Incluye fabricantes y distribuidores de equipos de procesamiento -tanto nuevos como usados o reconstruidos-, con direcciones e información de contacto completa.
Haz clic aquí para leer el artículo.
JULIO 2025
Compuesto de EPDM de alta dureza para mangueras refrigerantes
El estadio Wildcat, ubicado en la Universidad de New Hampshire (EE. UU.), fue distinguido con el premio a la “Instalación Destacada del Año 2024” por la Asociación Estadounidense de Constructores Deportivos, dentro de la categoría “Pista al Aire Libre”.
El reconocimiento llega tras una renovación integral del espacio, orientada a cumplir con los estándares de competencia de la NCAA (Asociación Nacional de Atletismo Universitario). El proyecto incluyó una nueva base de asfalto, sistemas de drenaje optimizados y equipamiento deportivo renovado. Uno de los aspectos más destacados fue la incorporación de caucho reciclado en la superficie de la pista, una decisión que aporta tanto valor técnico como ambiental.
El material, proveniente de neumáticos fuera de uso y suministrado por Liberty Tire Recycling, no solo permitió construir una pista duradera, resistente e impermeable, sino que también representó una acción concreta en favor de la sostenibilidad. Gracias a esta elección, se destinó una importante cantidad de residuos del flujo de desechos y se obtuvo una superficie que mejora la absorción de impactos y el retorno de energía, beneficiando directamente el rendimiento y la salud de los atletas.
Cada vez más adoptado en la construcción de superficies deportivas, el caucho reciclado se consolida como un recurso clave para proyectos que combinan innovación, seguridad y conciencia ambiental. ■
Fuente: Scrap Tire news
Nuevos estudios respaldan la seguridad del caucho reciclado en césped artificial
Dos recientes investigaciones realizadas en Europa refuerzan el respaldo científico al uso de caucho granulado reciclado como relleno en campos de césped artificial. Los estudios, llevados a cabo en Reino Unido y Dinamarca, concluyen que este material puede utilizarse de forma segura y sustentable, siempre que se implementen prácticas adecuadas de mantenimiento y sistemas efectivos de contención perimetral.
El informe británico “Evaluación de opciones para microplásticos agregados intencionalmente” analizó cómo mejorar la contención del caucho, proponiendo cercas reforzadas y bordes perimetrales para prevenir la migración estacional del relleno.
También destacó que estos campos reducen el uso de pesticidas y fertilizantes, y ayudan a evitar que más de 220 millones de neumáticos terminen en vertederos cada año.
En paralelo, el Instituto Tecnológico Danés realizó un monitoreo exhaustivo en instalaciones deportivas locales, midiendo la fuga de gránulos de caucho y su impacto ambiental. El estudio reveló que, con medidas adecuadas como barreras físicas, estaciones de limpieza para calzado deportivo y sistemas de drenaje mejorados, la pérdida de material puede limitarse a menos de 10 kg al año. ■
Scrap Tire news
Fuente:
Con uno de los más amplios portafolios de caucho sintético y un equipo altamente especializado, ARLANXEO está preparada para satisfacer sus necesidades con excelencia e innovación.
DIVERSIDAD DE PRODUCTOS
Contamos con un amplio portafolio de productos para diferentes sectores y necesidades, siempre comprometidos a ofrecer lo mejor en calidad y rendimiento.
SOPORTE TÉCNICO ESPECIALIZADO
Nuestro equipo global de soporte técnico tiene la experiencia necesaria para desarrollar soluciones a medida para su negocio Está calificado técnicamente para responder sus consultas y colaborar en la creación de soluciones personalizadas, adaptando nuestras ofertas a sus retos específicos.
PLANTAS DE PRODUCCIÓN EN DISTINTAS UBICACIONES
Con dos plantas de producción en la región Sudamericana y otras en diversas ubicaciones, garantizamos agilidad, flexibilidad y seguridad en el suministro, asegurando que sus demandas se cumplan puntualmente.
Para más información
www.arlanxeo.com
NOTICIAS GENERALES
Filipinas inaugura planta de procesamiento de caucho
Con una inversión de 13,6 millones de pesos filipinos, el Departamento de Comercio e Industria (DTI) de la provincia Davao de Oro inauguró oficialmente una nueva instalación de Servicio de Facilitación Compartida (SSF) para el procesamiento de caucho natural tipo SPR-20 en la Cooperativa Multipropósito Laak (Lampco).
La planta, ubicada estratégicamente en una de las principales zonas productoras de caucho del país, marca un hito en el fortalecimiento de la cadena de valor del polímero en Filipinas. Se espera que beneficie directamente a más de 2.000 familias productoras, al ofrecer tecnología de procesamiento avanzada, asistencia técnica y mejores oportunidades comerciales.
El proyecto, fruto de años de colaboración entre entidades gubernamentales, cooperativas y el sector privado, fue posible gracias al trabajo coordinado para superar desafíos logísticos y asegurar un suministro energético estable en la zona rural.
Gracias a esta nueva capacidad instalada, los productores podrán acceder a mejores precios, diversificar mercados y reducir la dependencia de las ventas de caucho crudo, alineándose con los objetivos de sostenibilidad, innovación y desarrollo rural impulsados por el gobierno nacional. ■
Fuente: Sunstar
Productores de caucho de Malasia reciben más de RM523 millones durante 10 años
Un total de 239.053 pequeños productores han recibido 523,4 millones de Ringgit Malayo (moneda oficial de Malasia) en pagos bajo el Programa de Incentivos a la Producción de Caucho (IPG) desde su implementación en septiembre de 2015, según confirmó el Ministerio de Plantaciones y Productos Básicos (KPK).
El programa, diseñado para garantizar ingresos justos a los pequeños productores cuando los precios caen por debajo del umbral establecido, se incrementó a RM3 por kilogramo a partir de 2024.
En paralelo, la Junta de Caucho de Malasia (LGM) está construyendo tres centros de procesamiento en el marco del Programa Nacional de Transformación de la Industria del Caucho (TARGET), cuya puesta en marcha está prevista para el segundo trimestre de 2026.
Según el Ministerio, este plan busca aumentar los ingresos de los pequeños agricultores, incorporándolos directamente a la cadena de suministro y eliminando intermediarios
Mientras tanto, el Proyecto de Incentivo a la Producción de Látex (IPL+) ha producido 221 toneladas de látex hasta junio de 2025. El ministerio señaló que esta cifra aumentará tras la ampliación del programa este año a los estados de Negeri Sembilan, Pahang y Selangor. ■
Fuente: BusinessToday
NOTICIAS GENERALES
Fuerte crecimiento proyectado para el caucho sintético a nivel mundial
Según un nuevo informe de Persistence Market Research, el mercado global del caucho sintético alcanzará los 34.108 millones de dólares en 2032, partiendo de una estimación de 23.761 millones en 2025. Esto representa una tasa de crecimiento anual compuesta (TCAC) del 5,3 %, impulsada principalmente por la creciente demanda en los sectores automotriz y sanitario
El auge de los vehículos eléctricos (VE), con ventas proyectadas de más de 17 millones en 2024, requiere materiales de caucho duraderos y de alto rendimiento para neumáticos, juntas y sellos. A su vez, el sector de la salud sigue en expansión, con el caucho de nitrilo como protagonista en la fabricación de guantes y equipos de protección individual (EPI).
Entre los tipos de caucho, el SBR sigue siendo el más utilizado por su resistencia y versatilidad, especialmente en neumáticos.
El EPDM destaca en el sector de la construcción por su durabilidad y resistencia a la intemperie.
Entre los tipos de caucho, el SBR sigue siendo el más utilizado por su resistencia y versatilidad, especialmente en neumáticos. El EPDM destaca en el sector de la construcción por su durabilidad y resistencia a la intemperie.
El informe también señala una transición hacia materiales más sostenibles, con un mayor uso de cauchos sintéticos de base biológica, como los desarrollados a partir de biomasa vegetal. Empresas como Zeon y Yokohama Rubber ya invierten en esta línea.
Entre los desafíos se destacan la volatilidad de los precios del butadieno y el estireno, las preocupaciones ambientales y las regulaciones sobre químicos peligrosos.
Fuente: openPR
NOTICIAS INSTITUCIONALES
La SLTC presente en el Seminario de Actualización Tecnológica de la ABTB
La Dra. Marly Maldaner Jacobi, presidenta de la SLTC y referente en ciencia de polímeros, participó como conferencista en una nueva edición del Seminario de Actualización Tecnológica organizado por la ABTB (Asociación Brasileña de Tecnología del Caucho).
El evento tuvo lugar los días 13 y 14 de agosto en el Instituto SENAI de Innovación en Ingeniería de Polímeros, en São Leopoldo, Río Grande do Sul (Brasil), y reunió a especialistas del sector para compartir avances e investigaciones recientes.
Durante su presentación, la Dra. Jacobi brindó la ponencia titulada “Aspectos relevantes en la dispersión de una carga de refuerzo en elastómeros”, un contenido técnico dirigido a profesionales de la industria que buscan mejorar la comprensión y el control de este proceso clave en la formulación de compuestos. ■
Henrique de Oliveira Brito en Rubber Review
Socio destacado de la SLTC, autor de artículos técnicos y conferencista en las Jornadas Latinoamericanas, Henrique de Oliveira Brito fue recientemente entrevistado por la revista Rubber Review, una publicación editada por TechnoBiz y Rubber World
En la entrevista, Henrique repasa sus casi 40 años de trayectoria en la industria del caucho, desde sus inicios en Brasil como estudiante de química industrial hasta su rol actual como director de Bristein Consultoría.
Consultado sobre los desafíos actuales del sector, destacó la calidad técnica del parque industrial brasileño y el potencial del país para convertirse en líder en soluciones sostenibles gracias a su biodiversidad, capacidad científica y riqueza en biomasa.
También abordó temas clave como el avance de la inteligencia artificial, el rol de la economía circular y las nuevas exigencias del mercado global.
Desde la SLTC celebramos esta entrevista como un reconocimiento al compromiso, conocimiento y
Líderes en la producción agroindustrial del caucho natural.
Mavalle
Desde el corazón del llano Colombiano, cultivamos mucho más que caucho: sembramos oportunidades, tecnología y sostenibilidad para el futuro de Colombia.
Comprometidos con la excelencia en el cultivo, aprovechamiento y transformación del látex natural, nos destacamos por nuestro direccionamiento estratégico basado en tres pilares:
Parque Comercial La Primavera Planta de proceso: Km 47,5 vía Puerto López – Puerto Gaitán Meta, Colombia. Tel. (57-8) 6705908 – 312 5822614 e-mail: info@mavalle.com
NOTICIAS INSTITUCIONALES
La investigadora Catalina Restrepo, socia activa de la SLTC y conferenciante en ediciones anteriores de las Jornadas Latinoamericanas, fue una de las ganadoras de la convocatoria IDeA I+D 2025, organizada por la Agencia Nacional de Investigación y Desarrollo (ANID) de Chile.
Desde el Departamento de Ingeniería Civil Química de la Universidad Autónoma de Chile, sede Santiago, Catalina lidera un proyecto enfocado en el reciclaje mecánico de maxi sacos industriales contaminados con residuos peligrosos, comúnmente utilizados en sectores como la industria del caucho. Estos materiales, que actualmente se incineran generando una elevada huella de carbono, podrían ahora transformarse en insumos útiles a través de un proceso que integra la contaminación como parte del ciclo productivo, sin necesidad de lavado previo.
“El haber ganado este fondo es un antes y un después en mi carrera científica. Nos permite colaborar directamente con la industria, generando un impacto ambiental real en la cuenca de Santiago”, afirmó la investigadora.
En la SLTC celebramos este logro que combina ciencia, compromiso ambiental y articulación efectiva con el sector productivo
Un ejemplo inspirador del valor de la investigación aplicada en nuestra industria técnica. ■
Nueva herramienta en nuestro sitio
Presentamos una nueva sección en nuestro sitio web dedicada al seguimiento de precios en tiempo real del caucho natural y el petróleo, dos insumos clave para la industria.
Patrocinada por Valex Group, esta herramienta de acceso gratuito ofrece gráficos interactivos, datos actualizados diariamente y la posibilidad de realizar análisis comparativos con solo un clic. Una fuente práctica para profesionales y técnicos que buscan tomar decisiones con base en información actualizada.
La iniciativa refuerza nuestro compromiso con la difusión de conocimiento técnico de calidad y el desarrollo de soluciones que acompañan la evolución de la industria.
Encuentra la sección en el siguiente enlace aquí ■
Catalina Restrepo y la economía circular
COMITÉ EJECUTIVO
• Marly Jacobi (BRA) - Presidenta
• Anahís Piña (CRI) - Vicepresidenta
• María Alexandra Heller (VEN/EE.UU.)
Tesorera
• Sergio Junovich (ARG) - Secretario (In Memoriam)
• Cristina Barros (BRA) - Vocal
• Lucian Jiménez (VEN)
Gerencia Ejecutiva
• Oscar Barrera (VEN)
Gerencia Ejecutiva
Mayu Si (EE.UU.) JUNTA DIRECTIVA
DIRECTORES DE COMITÉS Y
COORDINADORES
• Esteban Friedenthal (ARG)
Capacitación y Desarrollo Profesional
• Víctor Dvoskin (ARG)
Comunicación y Publicaciones
• Mauricio de Greiff (COL) Industria del Látex
• Fernando García (COL) Plantaciones
• Karina Potarsky (ARG) Reciclaje de neumáticos
• Daniel Rojas Enos (CHI) Subcomité de Renovado, Comité de Reciclaje.