


Não que a numerologia me fascine, mas nela um dos vários significados do número 23 propõe ser uma mensagem para não desistir. Segundo essa ciência, o número de 2023 será o 7, que é obtido pela soma dos seus algarismos. O número 7 é sinônimo de sabedoria e, assim, o ano será de muita análise e reflexão, um período de mudanças. Sugere que não haja desespero com os desafios que aparecerão no caminho, pois eles servirão para impulsionar as ações.
Para a equipe da Ferramental parece que todos os anos são do número 7. Com elevada intensidade analisamos e refletimos sobre a situação da empresa, do mercado, do país e, de forma mais ampla, do mundo. Evitamos e controlamos qualquer foco de desespero com as “pedras no caminho”.
Sempre de mãos dadas com a ABINFER para avaliar o passado, considerar o presente, visualizar o futuro e construir as demandas necessárias ao setor de ferramentaria do Brasil, vimos participando ativamente das mais diversas frentes de trabalho.
Para o ano já foram realizadas diversas abordagens cirúrgicas e revigorantes nos 5 pilares estratégicos da entidade.
• CAPACITAÇÃO
• Plataforma Rota in Curso
• Curso de projetista e construtor de ferramentais -
• Proposta de FIES
• TECNOLOGIA
• Programa de renovação do parque fabril
• Projeto de redução de tributos
• Projeto Tool 4 Future
• Programa MIBI
• MERCADO
• Programa Pro Ferramentaria
• Programas na indústria automotiva
• Programas na indústria da construção civil
• TRIBUTOS
• Recuperação de impostos
• SUSTENTABILIDADE
• Representatividade institucional
• Plataforma Conecta Mais
• Campanha nacional de valorização do ferramenteiro e da ferramentaria

• Programa de educação financeira
• Projeto de sucessão empresarial
Em recentes audiências com o Ministro de Estado do Trabalho e Emprego e com o Ministro de Estado do Desenvolvimento, Indústria, Comércio e Serviços levamos 5 temas principais e de grande premência, além de alguns mencionados anteriormente:
• Campanha Ferramentaria é Tecnologia todo Dia
• FAROL – Observatório de Comércio de Ferramentais
• PROFER – Programa Nacional de Renovação do Parque Fabril
• PBQP-F – Programa Brasileiro da Qualidade e Produtividade da Ferramentaria
• BTC – Brazilian Tooling Cities
O ponto alto fica por conta do 15º Encontro Nacional de Ferramentarias
– ENAFER 2023, a ser realizado de 25 a 26 de maio no SENAI Mário Amato, São Bernardo do Campo/SP, onde será demonstrada boa parte dos projetos e avanços do setor bem como debatidos temas estruturantes para os próximos anos.
Para finalizar, atrevo-me a incitar por mais um debate. No artigo Cantinho de Ideias desta edição fomos “cutucados” pela provocação do mentor e Presidente de Honra da ABINFER, Professor Etsujiro Yokota.
Ele compara a dinâmica de uma família com a operação de uma ferramentaria. Sendo mais específico, a seleção do cardápio do membro da família com vários ingredientes e sua finalização
de preparo, cozimento e o “por à mesa” com o ferramental contratado pelo cliente com vários componentes e sua construção e entrega para satisfação de ambos, o familiar ou o contratante. E conclui com a pergunta: quem administra e opera melhor uma família?
E continua mencionando o empoderamento das mulheres e o veloz crescimento delas no mundo corporativo, seja em nível técnico, comercial ou gerencial. Em minha avaliação, o paralelo traçado pelo honorável mestre faz todo o sentido. A família e a ferramentaria têm uma receita deveras complexa para que a resultado seja produtivo, completo e duradouro.
Com o devido respeito e admiração aos fortes, inteligentes e dedicados homens que construíram a história e o sucesso de ferramentarias, vamos refletir se “em time que está ganhando não se mexe para não estragar” ou “em time que está ganhando se mexe para melhorar”. Particularmente, sou adepto a não esperar, a sempre pensar à frente, a visualizar e planejar o futuro.
E neste momento me atrevo a pedir por mais espaço às mulheres no mundo da ferramentaria. Estou certo de que o resultado será positivo. Vamos mexer sim no time que está ganhando ... para ganhar ainda mais.
06 EXPRESSAS
Informes objetivos sobre acontecimentos do setor

12 ROTA 2030
Fundep oferece cursos de capacitação para ferramentarias de forma gratuita
15 CANTINHO DE IDEIAS
A participação de mulheres na ferramentaria
18 PROCESSOS Sigma o banco de dados no mundo da simulação
22 PROCESSOS Comparação dos métodos de análise da espessura final na estampagem
29 MBE Como a desindustrialização afeta negativamente nossa economia
30 PROCESSOS Planejamento e controle produtivoconceitos essenciais
36 GESTÃO
Como funciona um software de gestão ERP para indústria?
38 GESTÃO
Um novo olhar sobre o processo de manufatura
ORGULHO DE SER MEMBRO PROUD TO BE MEMBER
40
PROCESSOS
Lean manufacturing e os impactos de sua implantação nos processos produtivos industriais
46 JURÍDICA
Proteção do patrimônio: entenda o procedimento para a abertura de empresas brasileiras em solo estrangeiro
48 MEMÓRIAS
Estampo Tec: há mais de três décadas inovando da ferramentaria à estamparia
52 ENFOQUE Novidades tecnológicas do mundo da ferramentaria
56 CIRCUITO BUSINESS Cursos, eventos e feiras


58 CONEXÃO WWW Indicação de websites
60 ESPAÇO LITERÁRIO Indicação de livros
62 OPINIÃO Sustentabilidade como vetor do desenvolvimento
Quer ler todas as edições da revista Ferramental online?

A Revista Ferramental é distribuída gratuitamente em todo Brasil, bimestralmente. É destinada à divulgação da tecnologia de ferramentais, seus processos, produtos e serviços para os profissionais das indústrias de ferramentais e seus fornecedores: ferramentais, modelações, empresas de design, projetos, prototipagem, modelagem, softwares industriais e administrativos, matérias-primas, acessórios e periféricos, máquinas ferramenta, ferramentas de corte, óleos e lubrificantes, prestadores de serviços e indústrias compradoras e usuárias de ferramentais, dispositivos e protótipos: transformadoras do setor plástico e da fundiçao, automobilísticas, autopeças, usinagem, máquinas, implementos agrícolas, transporte, elétricas, eletroeletrônicas, comunicações, alimentícias, bebidas, hospitalares, farmacêuticas, químicas, cosméticos, limpeza, brinquedos, calçados, vestuário, construção civil, moveleiras, eletrodomésticos e informática, entre outras usuárias de ferramentais dos mais diversos segmentos e processos industriais. A Ferramental tem como pressuposto fundamental que todas as informações nela contidas provêm de fontes fidedignas, portanto, recebidas em boa fé. Logo, não pode ser responsabilizada pela veracidade e legitimidade de tais informações. Quando da aceitação para a publicação, o autor concorda em conceder, transferir e ceder à editora todos os direitos exclusivos para publicar a obra durante a vigência dos direitos autorais. Em especial, a editora terá plena autoridade e poderes para reproduzir a obra para fins comerciais em cópias de qualquer formato e/ ou armazenar a obra em bancos de dados eletrônicos de acesso público. As opiniões dos artigos assinados não são necessariamente as mesmas da revista Ferramental. A reprodução de matérias é permitida, desde que citada a fonte. Tiragem: 4.000 exemplares.
www.revistaferramental.com.br

ISSN 1981-240X
DIRETORIA
Christian Dihlmann - Jacira Carrer
REDAÇÃO
Christian Dihlmann
Jornalista Responsável
Gisélle Araujo Cemin - SC/02466 jornalismo@revistaferramental.com.br
COLABORADORES
Dr. Adriano Fagali de Souza
Dr. Cristiano V. Ferreira
Dr. Jefferson de Oliveira Gomes
Dr. Rolando Vargas Vallejos
Dr. Carlos Maurício Sacchelli
Luís Eduardo Albano
PUBLICIDADE
Coordenação Nacional de Vendas
Christian Dihlmann (47) 3202-7280 | 99964-7117 christian@revistaferramental.com.br comercial@revistaferramental.com.br
GESTÃO
Administração
Jacira Carrer (47) 98877-6857 adm@revistaferramental.com.br
Circulação e Assinaturas circulacao@revistaferramental.com.br
EDITORAÇÃO
B3 Marketing - contato@b3marketing.com.br
FOTO DE CAPA
Montagem artística. Imagem gerada pela revista Ferramental, de Joinville/SC
IMPRESSÃO
Tipotil Indústria Gráfica - www.tipotil.com.br
EDITORA GRAVO LTDA
Rua Jacob Eisenhut, 467 - Tel. (47) 3025-2817 CEP 89203-070 - Joinville/SC
Quer ter o seu artigo publicado na Revista Ferramental? Envie um e-mail para: contato@revistaferramental.com.br
No primeiro trimestre de 2023 as exportações de máquinas e equipamentos acumularam crescimento de 17,8%, quando medidas em reais. Em unidades físicas o crescimento foi de 14%. De acordo com a Abimaq, que apresentou o balanço do primeiro trimestre do setor de máquinas e equipamentos na semana passada, “as exportações vêm ajudando a amortecer a queda no mercado doméstico”.
Em março de 2023, as exportações de máquinas e equipamentos superaram mais uma vez a marca do US$ 1 bilhão. O setor registrou crescimento de 16% em relação ao mês anterior e de 24,2% em relação ao mesmo mês de 2022. Com esse resultado, a participação das exportações no volume total das vendas do setor passou de 20,2% no primeiro trimestre de 2022 para 24,9% no mesmo período de 2023.
Já as vendas de máquinas nacionais no mercado interno encolheram 10,3% no primeiro trimestre, mesmo tendo registrado crescimento expressivo no mês de março na comparação com fevereiro (+31,1%).
No total, o faturamento da indústria brasileira de máquinas e equipamentos cresceu 5,9% no mês de março de 2023 frente ao mês de fevereiro. Em relação a março de 2022, por outro lado, houve nova queda -0,6% – a décima queda consecutiva neste tipo de comparação. Com isso, o setor encerrou o primeiro trimestre do ano, acumulando queda de 4,6% na receita total.
Importações
As importações de máquinas e equipamentos também estão em alta. Em março houve aumento tanto na
comparação mensal (+29%), quanto interanual (13,3%), ao atingir US$ 2,4 bilhões. Na comparação com o primeiro trimestre de 2022, as os negócios cresceram 8,2%.
Fonte: Usinagem Brasil
2 COM TAXA DE 8,8%, DESEMPREGO CRESCE NO PRIMEIRO TRIMESTRE DE 2023
A taxa de desocupação encerrou o primeiro trimestre de 2023 em 8,8%, um aumento de 0,9 ponto percentual (p.p.) na comparação com o trimestre anterior. Esse é o menor resultado para o período desde 2015 (8,0%). O número de desocupados cresceu 10,0%, o que representa um acréscimo de 860 mil pessoas à procura por trabalho, e chegou a 9,4 milhões. Já o total de ocupados reduziu-se em 1,6%, menos 1,5 milhão de pessoas, ficando em 97,8 milhões. Os dados são da Pesquisa Nacional por Amostra de Domicílios Contínua (Pnad Contínua), divulgada na última sexta-feira (28) pelo IBGE.
“Esse movimento de retração da ocupação e expansão da procura por trabalho é observado em todos os primeiros trimestres da pesquisa, com exceção do ano de 2022, que foi marcado pela recuperação pós-pandemia. Esse resultado do primeiro trimestre pode indicar que o mercado de trabalho está recuperando seus padrões de sazonalidade, após dois anos de movimentos atípicos”, analisa a coordenadora de Trabalho e Rendimento do IBGE, Adriana Beringuy.
O nível de ocupação, percentual de pessoas ocupadas na população em idade de trabalhar, chegou a 56,1%, caindo 1,0 p.p. frente ao trimestre anterior (57,2%), mas 1,0 p.p. maior que igual trimestre do ano anterior (55,2%).
“A queda na ocupação reflete principalmente a redução dos trabalhado-
res sem carteira, seja no setor público ou no setor privado”, destaca Beringuy. Entre os empregados sem carteira no setor público, a queda no trimestre foi de 7,0% ou menos 207 mil pessoas. Já no setor privado, o contingente de empregados sem carteira assinada caiu -3,2%, ou menos 430 mil pessoas.
Destaca-se, ainda, o total de trabalhadores por conta própria com CNPJ, que caiu 8,1% (menos 559 mil pessoas). O número de empregados com carteira assinada no setor privado ficou estável e a taxa de informalidade foi de 39,0% da população ocupada (ou 38,1 milhões de trabalhadores informais) contra 38,8% no trimestre anterior e 40,1% no mesmo trimestre do ano anterior.
De acordo com Beringuy, a retração do emprego sem carteira pode ser observada em algumas atividades econômicas, como nos grupamentos da agricultura, construção e comércio que tiveram quedas de, respectivamente, 2,4% (menos 201 mil pessoas), 2,9% (menos 215 mil pessoas) e 1,5% (menos 294 mil pessoas) no total de seus trabalhadores. “Na construção, essa queda está focada no setor de edificações e tem uma característica muito sazonal”, detalha.
A coordenadora destaca ainda as quedas no grupamento de Administração pública (-2,4% ou menos 415 mil pessoas) e nos Outros serviços (-4,3% ou menos 231 mil pessoas). “O grupamento da Administração pública tem um conjunto de atividades bem heterogêneo e foi influenciado, principalmente, pelo segmento de educação fundamental e de administração pública em si”, explica.
O contingente fora da força de trabalho no primeiro trimestre de 2023 foi estimado em 67,0 milhões de pessoas, um incremento de 1,1 milhão de pessoas (1,6%) frente ao trimestre anterior e de 2,3% (acréscimo de 1,5 milhão de
pessoas) no ano. “Esse aumento vem sendo observado há algumas divulgações. Pelas informações da pesquisa, verificamos que esse crescimento não está relacionado a um aumento da população na força de trabalho potencial ou no desalento, já que esses dois indicadores mostram estabilidade no trimestre e queda no ano”, analisa Beringuy.
A população na força de trabalho potencial reúne as pessoas que buscaram trabalho, mas não estavam disponíveis e as pessoas que não buscaram trabalho, mas estavam disponíveis. Esse contingente ficou em 8,3 milhões no primeiro trimestre de 2023. Já os desalentados, que estão na foça de trabalho potencial entre aqueles que não buscaram trabalho, totalizavam cerca 4,6 milhões de pessoas.
Rendimento fica estável no trimestre encerrado em março
O rendimento real habitual (R$ 2.880) ficou estável frente ao trimestre
anterior e cresceu 7,4% no ano. Nessa comparação, houve aumento nas seguintes categorias: Comércio, reparação de veículos automotores e motocicletas (3,5%, ou mais R$ 82) e Serviços domésticos (1,9%, ou mais R$ 21). Houve redução no grupamento de Transporte, armazenagem e correio (3,8%, ou menos R$ 107).

A massa de rendimento real habitual, estimada em R$ 277,2 bilhões, também ficou estável frente ao trimestre anterior, mas cresceu 10,8% na comparação anual.
Mais sobre a pesquisa
A PNAD Contínua é o principal instrumento para monitoramento da força de trabalho no país. A amostra da pesquisa por trimestre no Brasil corresponde a 211 mil domicílios pesquisados. Cerca de dois mil entrevistadores trabalham na pesquisa, em 26 estados e Distrito Federal, integrados à rede de coleta de mais de 500 agências do IBGE.
Em função da pandemia de Co-
vid-19, o IBGE implementou a coleta de informações da pesquisa por telefone a partir de 17 de março de 2020. Em julho de 2021, houve a volta da coleta de forma presencial. É possível confirmar a identidade do entrevistador no site Respondendo ao IBGE ou via Central de atendimento (0800 721 8181), conferindo a matrícula, RG ou CPF do entrevistador, dados que podem ser solicitados pelo informante.
Fonte: Irene Gomes/ Agência IBGE Notícias
3 TOYOTA ANUNCIA INVESTIMENTO DE R$ 1,7 BILHÃO EM SP
A Toyota anunciou na quarta-feira passada, 19, que irá investir R$1,7 bilhão em sua fábrica de Sorocaba (SP). Os recursos serão destinados à produção de novo veículo compacto híbrido flex (R$ 1,63 bilhão) e à atualização de outro modelo híbrido flex (R$ 61,8 milhões). Os dois projetos se encaixam no
programa ProVeículo Verde do governo do Estado de São Paulo. Segundo a montadora, trata-se do maior valor de investimento programado no âmbito deste programa desde seu lançamento, em março de 2022.
Os projetos foram aprovados em 10 de abril, após análise da Comissão de Avaliação da Política de Desenvolvimento Econômico do Estado de São Paulo, composta por integrantes das Secretarias da Fazenda e Planejamento e de Desenvolvimento Econômico.
“A Toyota acredita no mercado brasileiro e continua investindo em tecnologia e inovação para atender às necessidades dos consumidores. É uma solução sustentável, que gera empregos e desenvolvimento econômico. Somos pioneiros na tecnologia híbrido flex e na busca contínua de tornar a mobilidade mais limpa e eficiente”, afirmou Rafael Chang, presidente da Toyota do Brasil.
Samuel Kinoshita, secretário da Fazenda e Planejamento do Estado de São Paulo, observou que o programa incentiva a produção de veículos menos poluentes, hoje uma tendência global. “O programa mostra também o apoio do Estado de São Paulo no desenvolvimento de projetos sustentáveis, e sua significativa contribuição para as exportações de produtos industrializados”, disse.
Com a adesão ao ProVeículo Verde, a Toyota poderá utilizar créditos acumulados de ICMS de acordo com calendário pré-estabelecido, como contrapartida aos investimentos realizados pela montadora. O aporte será destinado à produção de um novo modelo compacto híbrido flex que se juntará ao Corolla Cross e ao Corolla sedã na estratégia da companhia de ampliar as opções de veículos eletrificados que contribuam com a descarbonização do Brasil.
O motor híbrido flex será montado na planta de motores em Porto Feliz (SP), com previsão de chegada ao mercado brasileiro em 2024. O novo modelo cotará com motorização híbrido flex, composta por dois motores, um elétrico e outro à combustão, sem a necessidade de recarga externa, ou
seja, não utiliza energia externa – ele autogera sua energia na frenagem e desaceleração.
De acordo com a Toyota, o novo veículo deverá ser exportado para 22 países da América Latina e o novo investimento deve gerar 700 empregos.
A nova modalidade do ProVeículo, lançado em 2008, o ProVeículo Verde tem foco no meio ambiente, na inovação e na sustentabilidade, apoiando a implementação de projetos de veículos menos poluentes. A iniciativa prevê, ainda, diminuir as emissões de gases de efeito estufa.
Instituído pelo Decreto 66.610/2022, o ProVeículo Verde é fruto de sinergia entre as secretarias da Fazenda e Planejamento, Desenvolvimento Econômico e Meio Ambiente, Infraestrutura e Logística, em parceria com a InvestSP e a Companhia Ambiental do Estado de São Paulo (Cetesb).
Com este programa, empresas do setor automotivo podem utilizar créditos de ICMS para financiar projetos de investimento para construção e/ou modernização de suas plantas industriais, desenvolvimento de novos produtos ou ampliação de negócios no Estado de São Paulo.
Fonte: Usinagem Brasil
4 POR QUE A SECO TOOLS QUER EMPREGAR MAIS ENGENHEIRAS?
O Programa de Talentos Femininos da Seco Tools está pouco a pouco incrementando a diversidade de gênero na área de engenharia, uma das que ainda são mais predominantemente dominadas pelos homens.
De acordo com Zoe Wood, gerente de RH da Seco Tools do Reino Unido, a participação crescente das mulheres nas áreas de engenharia da empresa deve-se em parte à digitalização.
De fato, grande parcela dos trabalhos de engenharia agora acontece on-line, por meio de softwares de projeto e fabricação auxiliados por
Isto, devagar, está fazendo a engenharia deixar de ser vista como um trabalho sujo, pesado e mais adequado para os homens, e atraindo um número maior de mulheres para a profissão.
“Mas é evidente que as mudanças das atitudes sociais também vêm contribuindo para que mais mulheres vejam a engenharia como uma grande oportunidade de carreira”, afirma Wood.
A Seco Tools também atua institucionalmente para o empoderamento feminino na engenharia. A empresa é uma entusiasta signatária dos Objetivos de Desenvolvimento Sustentável das Nações Unidas.
O objetivo número 5 do programa procura alcançar a igualdade de gênero e empoderar todas as mulheres e meninas, eliminando os preconceitos sexistas que ainda barram a ascensão delas nas mais diversas áreas.
Além disso, nos últimos anos, a Seco Tools inglesa vem trabalhando com escolas locais, incluindo uma escola só para meninas perto de sua sede localizada em Alcester.
“Por meio de nossas oportunidades de experiência profissional, os próprios professores começaram a enxergar a engenharia como uma opção interessante para as meninas”, explica a executiva.
Segundo Wood, os engenheiros da Seco Tools já se habituaram a ver meninas querendo participar de experiências de trabalho e convidando suas amigas e familiares a participarem também.
A gerente de RH diz que o mercado só tem a ganhar com a entrada em maior escala de mulheres na área de engenharia.
“Devemos encorajar cada vez mais mulheres a entrar no setor, porque precisamos de perspectivas mais diversificadas”, diz ela. “As mulheres muitas vezes têm uma forma diferente de analisar um problema e encontrar soluções”.
Fonte: Usinagem Brasil
EM ABRIL, APONTA CNI
Avaliação de que as condições atuais da economia brasileira e das empresas estão piores do que estavam nos últimos seis meses está disseminada na indústria.
A confiança caiu em todos os portes de indústria, em todas as regiões do Brasil e em 20 dos 29 setores pesquisados pela Confederação Nacional da Indústria (CNI). Os dados fazem do Índice de Confiança do Empresário Industrial – resultados setoriais de abril. Com a queda, há 19 setores sem confiança na economia, entre eles Madeira, Produtos de Borracha, Produtos de minerais não-metálicos e Materiais Plásticos. Foram entrevistadas 2.018 empresas, sendo 806 de pequeno porte, 717 de médio
porte e 495 de grande porte entre 3 e 13 de abril.
Com o resultado, oito setores fizeram uma transição da confiança para a falta de confiança: Veículos automotores, Metalurgia, Impressão e reprodução, Calçados e suas partes, Celulose e papel, Produtos químicos (exceto perfumaria e limpeza), Construção de edifícios e Bebidas, e um setor fez a transição contrária, da falta de confiança para a confiança, o setor de Alimentos.



O gerente de Análise Econômica da CNI, Marcelo Azevedo, afirma que há uma avaliação quase unânime entre todas as segmentações da indústria de que as condições atuais da economia brasileira e das empresas estão piores do que estavam nos últimos seis meses. “A piora das condições atuais foi o principal causador
do recuo disseminado da confiança em abril. No entanto, em relação aos próximos seis meses, a maioria dos setores industriais ainda demonstra otimismo”, explica.
Cinco setores da indústria estão mais confiantes em abril do que estavam em março. São eles: Extração de minerais não-metálicos, Alimentos, Perfumaria, limpeza e higiene pessoal, Farmoquímicos e farmacêuticos e Extração de minerais não-metálicos. O ICEI subiu em Móveis, Equipamentos de Informática, Produtos não-metálicos e Borracha. Mesmo assim, eles seguem sem confiança. O indicador ficou estável, no patamar de falta de confiança, no setor de Biocombustíveis.
Fonte: CIMM



Camada uniforme dispensando retrabalho posterior
Dureza até 68 hrc

Camada de 1 até 150 micras
Auto Lubrificante
Níquel Duro-Químico
Níquel - Lub
Anodização Dura




Níflon
Cromo Duro

Através de cadastro na plataforma Rota In Curso, profissionais do setor tem acesso a mais de 50 cursos para formação técnica e gerencial. Uma inciativa da Fundep, coordenadora da linha IV do programa Rota 2030.
Acapacitação e a formação de profissionais são preocupações do setor ferramental. Ainda mais em um momento de transição para a indústria 4.0, em que a baixa qualificação dificulta a adoção de novas tecnologias e também compromete os resultados e competitividade das empresas.
De acordo com pesquisa da Confederação Nacional da Indústria (CNI) há muitas vagas disponíveis, mas, muitas vezes, as empresas não conseguem preenchê-las devido à falta de qualificação dos profissionais. Enquanto o percentual de estudantes matriculados em cursos profissionalizantes ultrapassa 40% na Alemanha, o percentual
chega a apenas 9,7% no Brasil. Neste contexto, com o objetivo de solucionar os principais desafios de pequenas, médias e grandes empresas da cadeia automotiva e melhorar a qualidade da educação profissional no Brasil, que a Fundep – coordenadora da Linha IV do programa Rota 2030, desenvolveu a plataforma de capacitação Rota In Curso.
A plataforma Rota In Curso oferece mais de 50 opções de cursos gratuitos para a formação técnica e gerencial de gestores e funcionários de ferramentarias, com flexibilidade de horários para

conciliar o trabalho na fábrica com o ensino. As capacitações são ministradas por reconhecidas instituições de ensino, como o Serviço Nacional de Aprendizagem Industrial (SENAI).
Ao se inscrever na plataforma ou participar de ações da Linha IV do programa Rota 2030, são somados créditos que podem ser trocados por matrículas nos cursos de capacitação em diversas modalidades (presencial, semipresencial, EAD e EAD autoinstrucional). Quanto maior o engajamento em ações do programa coordenadas pela Fundep (eventos, pesquisas,
projetos de PD&I, entre outras) mais pontos as empresas ganham para ter acesso aos cursos.
Além disso, as ferramentarias associadas à ABINFER e ao Sindipeças também recebem créditos extras. Basta solicitar a aquisição de pontos na própria plataforma, de acordo com os critérios pré-estabelecidos e disponíveis na página do Rota In Curso.
O cadastro na plataforma pode ser feito pelos gestores ou RH, por exemplo, que serão responsáveis por preencher os dados da ferramentaria e pela escolha dos cursos para os
seus colaboradores de acordo com as necessidades da equipe.


As aulas presenciais podem ser realizadas nas unidades do SENAI em Santa Catarina (Joinville, Jaraguá do Sul, Itajaí, Criciúma e Chapeco), São Paulo (São Bernardo do Campo, Guarulhos, Jundiaí, Santo André, Campinas, Limeira e Bragança Paulista), Rio Grande do Sul (Caxias do Sul), Paraná (Curitiba e São José dos Pinhais), Minas Gerais (Contagem) e Bahia (Salvador).
Conheça todos os cursos disponíveis e inscreva-se: rotaincurso.fundep.ufmg.br
Dúvidas ou mais informações: rotaincurso@fundep.com.br

Relato da reunião virtual realizada em 22 de março de 2023 (20:00h às 22:00h) para alinhamentos de visões globais referentes ao setor de ferramentaria, principalmente para o período pós pandemia, com a presença do Prof. Etsujiro Yokota, do Japão, Presidente de Honra da ABINFER – Associação Brasileira da Indústria de Ferramentais.
Foi definido o próximo encontro virtual para o dia 24/05/2023 (quarta-feira), as 20:00h. O título sugerido para a próxima reunião será definido mais à frente.
A reunião teve como tema principal comentários do Professor Yokota relativos a fazer da indústria de ferramental um local de trabalho onde as mulheres possam desempenhar um papel ativo, tema principal de discussão no Painel Técnico da Feira Intermold, realizada em Tóquio no período de 12 a 15 de abril de 2023.

A chave para a ferramentaria sustentável está no avanço da participação feminina. Na fabricação de Ferramental, embora não haja trabalho
que as mulheres não possam fazer, por muitos anos, desde a gestão até o chão de fábrica, tivemos a imagem de ser um local de trabalho masculino. Mas agora, para que indústria de ferramental, tenha sustentabilidade, a “transformação” se tornou uma exigência absoluta. Como mudaria a indústria liderada por mulheres que dizem “não hesitar pelas mudanças”?
Vamos pensar sobre isso.
No mundo de hoje, as telenovelas e filmes com mulheres “empoderadas” estão ganhando popularidade. Certamente agora é a oportunidade para que as mulheres desempenhem um papel ainda mais ativo. Todas
essas novelas têm o enredo de mudar o senso comum no local de trabalho e criar um novo ambiente de operacional e colaborativo.
Entretanto, a ferramentaria ainda é um antigo “Mundo Masculino” na sociedade atual. Considerando a próxima geração com drásticas transformações, é necessária uma abordagem completamente diferente.
As mulheres não hesitam em mudanças! Ainda mais em uma época de drásticas transformações, pode ser necessário um senso de gestão a partir da perspectiva feminina.
Importante compreender que as mulheres não são um meio de resolver a escassez da mão-de-obra. Em todos os países desenvolvidos, a população produtiva diminuirá no futuro. Para resolver isso estão tentando recrutar trabalhadores estrangeiros, idosos aposentados e usar mão de obra feminina.
Isso é um erro! Isso não faz sentido! De qualquer forma esbarrará na mesma parede. O que os países desenvolvidos precisam agora é transformação fundamental da indústria manufatureira.

De modo geral, para que a mulheres se integrem no trabalho das ferramentarias, falaríamos de suas destacadas competências:
• Destreza manual;
• Conhecimento científico;
• Habilidade artesanal;
• Domínio da habilidade de polimento.
Porém, isso não vai mudar a indústria de Ferramental. É apenas uma compensação da falta de mão de obra. Precisamos de uma discussão mais intensa?
O que é a fabricação de ferramental? Construir um único produto por meios flexíveis, de acordo com a encomenda do cliente. É certamente muito parecido com pensar diariamente no cardápio fazendo pratos de forma flexível usando os ingredientes disponíveis
para atender aos desejos da família.
O que é a culinária? Uma vez que o objetivo final (cardápio) é definido, realizar várias tarefas simultâneas em direção à entrega final (isso com cardápio diário diferente). As mulheres têm o DNA para fazer isso?
Por outro lado, fazer o trabalho (tarefa) conforme procedimento definido e sem alteração. Os homens têm o DNA para fazer isso?
Independente de qual DNA é melhor, qual é o mais adequado para fabricar um ferramental? A manufatura de ferramental é diferente das outras indústrias. A idade e o gênero dos trabalhadores são completamente irrelevantes. Os jovens possuem seu papel de jovem e os trabalhadores habilidosos possuem seu papel como trabalhadores habilidosos. A partir de agora, o importante é como fazer a combinação dos dois. É necessário repensar nas divisões das funções até agora adotadas. Talvez haja uma mudança no sistema de seleção, capacitação e utilização de competências humanas. A oportunidade para fazer essa mudança está em fazer da ferramentaria um ambiente em que as mulheres possam participar. Além disso, o nível de felicidade é maior em países onde as mulheres são mais ativas. O Japão está em último neste quesito entre os países desenvolvidos.
Existe uma alta possibilidade neste exato momento, uma vez que o nível de felicidade é maior em empresas onde as mulheres são mais ativas.
Seria necessário e estratégico que a indústria de ferramental assuma a liderança nesse sentido.
A FÓRMULA PARA TORNAR A INDÚSTRIA DE FERRAMENTAL EM UM AMBIENTE DE TRABALHO FEMININO
Se todos os locais de trabalho das ferramentarias forem digitalizados, a distinção entre homens e mulheres acabará. A fórmula é:
Promoção da digitalização (DX)= Transformação do local de trabalho em um ambiente feminino
As áreas de trabalho em que se acredita que as mulheres se destacam são:
• Comercial;
• Projeto;
• Controle de processo;
• Controle de qualidade.
Todas essas áreas podem ser digitalizadas facilmente. Algumas considerações para reflexão: O ensino de profissionais para ferramentaria do SENAI suporta essa mudança de chave? O conteúdo educacional atual faz a imagem de um ambiente de trabalho principalmente masculino? Se for transformar isso em uma imagem de um ambiente de trabalho principalmente feminino, teria que modificar o conteúdo educacional?
O que muda se o local de trabalho nas ferramentarias for um local com mais mulheres? O ambiente de trabalho mudará drasticamente, de um claustro escuro e bagunçado para um ambiente iluminado, belo, organizado e ordenado, com mudança completa no uniforme de trabalho, com importantes mudanças nas atividades comerciais, com a intensificação da digitalização, dentre tantos outros novos modos de operação.
Adicionalmente haverá o aumento no número de trabalhadores jovens, uma vez que o ambiente de trabalho se tornaria mais desejável para quem busca emprego, levando à aquisição de excelentes talentos.
Uma sugestão para tornar o local de trabalho nas indústrias brasileiras de ferramentais um ambiente com forte presença feminina é fazer com que metade dos diretores da Associação Brasileira da Indústria de Ferramentais seja de mulheres e que mais da metade dos alunos do SENAI sejam mulheres. Por onde começar?
Qual o país em que é possível fazer do local de trabalho nas ferramentarias um ambiente predominantemente feminino? No mundo todo, o único país é o Brasil.
Explicando, países em que isso é impossível são: os asiáticos como o Japão, a Coreia do Sul e a China; os
islâmicos como a Indonésia e países do Oriente Médio onde a tradição masculina é forte. Países em que essa ação é viável são: os nórdicos e norte-americanos, porém a indústria de ferramental não é forte nesses países. Portanto, como resultado, há apenas o Brasil.
Se o Brasil conseguir fazer do local de trabalho nas ferramentarias um ambiente predominantemente feminino, ele receberá atenção mundial e se tornará um país modelo. A indústria manufatureira poderá ser revitalizada iniciando pelo setor ferramenteiro do Brasil.
Em comentários adicionais, Roberto Spada e Christian Dihlmann comentaram sobre a realidade brasileira neste tema. Spada mencionou o forte crescimento do público feminino nos novos cursos de formação de profissionais ferramenteiros, principalmente motivado pela inserção de tecnologias computacionais e máquinas operacio-
nais “menos sujas”. Dihlmann reforçou que há sinalização de uma tendência crescente de contratação de profissionais femininos nas ferramentarias brasileiras, e que algumas ações já foram realizadas no sentido de motivar e elogiar as mulheres ferramenteiras, inclusive com reportagem na edição 84 (julho/agosto 2019) da revista Ferramental.
Em seu posicionamento e entendimento, Yokota gostaria de ver o desenvolvimento de ações, tanto da ABINFER quanto do SENAI, no sentido de fortalecer a motivação, capacitação, formação e introdução de um maior contingente feminino do setor de fabricação de moldes, matrizes e dispositivos no Brasil e entende que, em assim procedendo, haverá um posicionamento muito forte da indústria manufatureira de ferramentais no
circuito mundial de fabricantes de ferramentais, impactando, por osmose, em outros segmentos produtivos. Também entende que a digitalização dos processos será imperativa para que os resultados financeiros e econômicos positivos das empresas sejam ampliados, garantindo o investimento em renovação e inovação do parque fabril bem como a perpetuação do negócio.
ABINFER (47) 3227-5290
abinfer.org.br

Nos tempos atuais existe um grande compartilhamento de dados, com novos termos surgindo a cada dia como Industria 4.0, Internet das Coisas, Gêmeos Digitais etc. E Todos esses termos acabam sempre direcionados para uma palavra em comum que é ‘dados’. Antes de começarmos o nosso artigo, devemos primeiramente entender qual é, segundo o dicionário Michaelis, o significado de “dados”:
“Representação de fatos, conceitos e instruções, por meio de sinais, de maneira formalizada, possível de ser transmitida ou processada pelo homem ou por máquinas.”
Ou seja, dados são tudo aquilo que pode representar informação obtida através de um estudo, pesquisa ou coleta de informações e que podemos processar através do raciocínio do homem ou utilizando a ajuda de uma máquina. No caso deste artigo utilizaremos o conceito de ‘dados’ para auxiliar na interpretação dos resultados de uma série de simulações. Para nós que trabalhamos no mundo digital com o intuito de antecipar possíveis problemas que aconteceriam na prática, colocamos como definição:
“Simulação é algo que não é, mas a gente faz com que seja para ver se fosse como seria.”
Neste caso usamos a simulação para evitar possíveis perdas financeiras e de tempo que aconteceriam na prática, durante a fabricação do produto sem uma previsão anterior. Muitas vezes precisamos criar um banco de dados, com várias simulações que representam diferentes variação de parâmetros e resultados para que o usuário do software possa interpretar e definir a melhor escolha possível, a fim de evitar uns gastos desnecessários no desenvolvimento e construção dos ferramentais de estampo ou durante a produção.
Um banco de dados de simulação seria basicamente quando o usuário, define um processo e cria vários loops de modificação buscando encontrar a melhor solução para a es-
tampagem do produto no mundo digital. E se for possível, ao invés de montar várias simulações, criar uma única simulação que levaria em consideração ‘n’ variáveis do processo e lançaria automaticamente vários cálculos em paralelo (chamados “realizações”) permitindo depois mesclar as ‘n’ variáveis a fim de encontra o melhor resultado.

Para isso foi desenvolvido o Sigma. Ele é um módulo do AutoForm Forming, onde se pode definir o valor das variáveis dentro de faixas definidas pelo usuário, a fim de correlacionar os resultados destas variações dentro de uma única simulação.
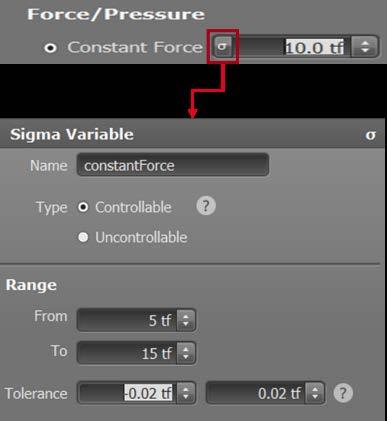
O Sigma consiste em definir uma faixa de variação para cada variável selecionada, podendo estas ser definidas de duas maneiras, absoluta ou em porcentagem, por exemplo, se temos uma força aplicada no prensa-chapas de 10 tf, mas queremos saber o que aconteceria se essa força variasse dentro de um intervalo de 5 tf à 15 tf, especificamos a força nominal em 10 tf e aplicamos o intervalo de variação desejado:
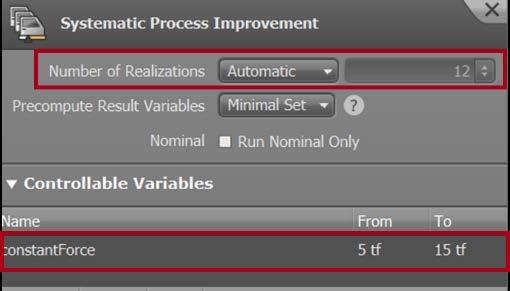
Para o caso de uma variável o software definiu automaticamente um número adequado de realizações, neste caso 12, variando a força no intervalo entre 5 tf e 15 tf.
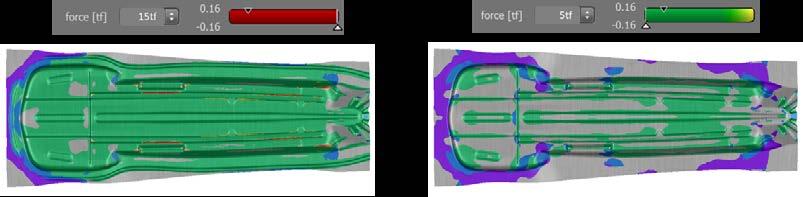
Após o término do cálculo das realizações, todos os valores obtidos são compilados para o arquivo inicial, e nele o usuário consegue verificar qual o impacto da variação da força nos resultados do processo, isto é, com o aumento da força é possível ganhar em estiramento, mas em contrapartida pode se ter um aumento de possíveis rupturas na chapa, e com a diminuição da força perde-se em estiramento, mas se evitam possíveis rupturas.
O Sigma pode ser aplicado em quatro momentos do desenvolvimento de um produto estampado. Estes momentos são conhecidos como Melhoria Sistemá tica do Processo, (Sistematic Process Improvement ou SPI), Análise de robustez (Robustness), mapa de tryout (Tryout Map) e mapa de produção (Production Map).
A Melhoria Sistemática do Processo ou SPI geralmente é aplicada no início do desenvolvimento, após a aprovação do orçamento. Ele auxilia no estudo de factibilidade do processo, isto é, utiliza-se o sigma para otimizar os raios do ferramental, os quebra rugas, as dimensões da platina, as forças no processo etc., a fim de encontrar a melhor solução dentre as realizações que permita a aprovação do processo definido.

Com a adição de mais variáveis irá ocorrer o aumento do número de realizações, com isso, também há o aumento do tempo de cálculo da simulação, não existe limite no número de realizações, pois ela está totalmente correlacionada a quantidade de variáveis que permitem a utilização do sigma.
Não existe limite para o número de realizações, pois ele está totalmente correlacionado a quantidade de variáveis que a utilização do Sigma permite. Mas com a adição de mais variáveis irá ocorrer o aumento do número de realizações e consequentemente também o aumento do tempo de cálculo da simulação.

Quando falamos em melhoria do processo, as variáveis que se aplicam são aquelas para as quais é possível se ter controle durante a fase de desenvolvimento, e, portanto, elas recebem a designação de variáveis controláveis. As variáveis controláveis podem ser variáveis de geometria como raios de entrada e saída, inclinações de parede e até mesmo a altura de superfícies, além dos parâmetros de processo citados anteriormente como as forças estimadas, dimensões da

platina e modelos de quebra-rugas. Aplicamos o SPI para resolver possíveis problemas de ruptura, rugas e até mesmo retorno elástico em regiões de flange ajustando estas variáveis até encontrar a melhor combinação.
Em paralelo ao SPI, podemos utilizar o Sigma para a análise da robustez do processo. Ela permite que os usuários verifiquem a influência das variáveis que não são controláveis na repetibilidade do processo. Essas variáveis geralmente são itens “protegidos” por normas, isto é, quando da simulação são definidos valores nominais para algumas variáveis, mas conforme as normas elas podem ter uma faixa de variação que em muitos casos influência no resultado do processo/projeto. As propriedades mecânicas do material e sua espessura, a quantidade de lubrificação presente na chapa (que influencia no atrito), o posicionamento da platina no ferramental etc., são exemplos de variáveis não controláveis.
Por exemplo, segundo a norma de materiais a espessura de uma chapa pode variar em até 10% do valor nominal; se encomendamos uma platina de 1,0 mm de espessura podemos receber do fabricante uma platina com entre 0,9 mm até 1,1 mm. Com a análise da Robustez pode-se verificar a influência dessa variação no processo que foi definido, mostrando se o nosso resultado possui uma boa repetibilidade podendo ser considerado um processo robusto.
continue a fazer no futuro.
• Se o processo é imprevisível – ou fora de controle –o Cp e Cpk não são representativos.
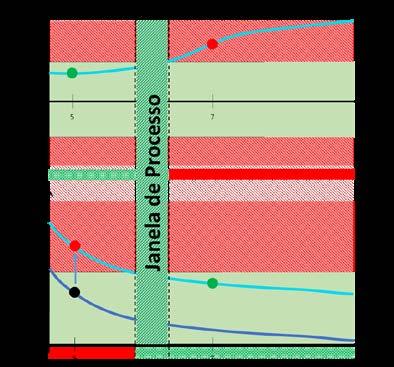
Tanto o SPI como a Robustez podem ser utilizados juntos a fim de auxiliar o usuário na tomada de decisão durante a avaliação do processo que está sendo definido. Se, por exemplo, o processo mostrar uma janela pequena de repetibilidade, talvez seja necessário repensá-lo para que não haja um grande desperdício durante a produção caso as variáveis não controláveis variarem conforme admitido pela norma.
Com o processo otimizado e robusto, outro momento que se aplica a utilização do Sigma é no Mapa de Tryout O Tryout consiste na etapa de ajuste e preparação para da ferramenta adequando-a para a produção. Pode ocorrer durante esta etapa alterações dos quebra-rugas, alívio de raios da geometria, modificação das forças aplicadas e algumas áreas do ferramental etc.
A função do Mapa de Tryout é auxiliar o usuário do software / ferramenteiro a encontrar a janela do processo. Para isso, com os dados da ferramenta copiada após a liberação do projeto cria-se uma simulação do Sigma com as variáveis controláveis durante o tryout, com o intuito de representar o que poderá acontecer na prática. Geralmente a platina é posicionada e o quadro de pressão ajustado buscando-se obter uma corrida de chapa que tenha a máxima correlação possível com a simulação.
A análise da robustez nada mais é do que uma avaliação estatística da influência das variáveis não controláveis no processo, um banco de dados de robustez (ou como se diz, um Sigma de robustez) é basicamente um conjunto de realizações calculadas com variáveis não controláveis. Essa análise estatística se dá através dos índices Cp e Cpk, onde o Cp descreve a relação entre o espaço disponível para a variação de acordo com as especificações e o espaço pela variação do processo. Já o Cpk avalia a distância da média do processo com a especificação mais próxima dela, da seguinte forma:
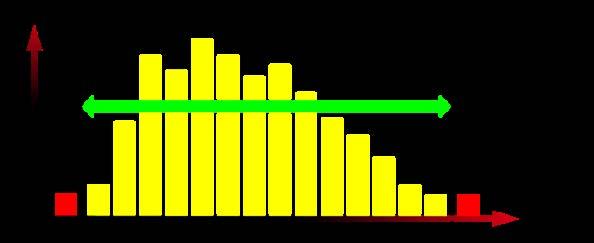
Quando o processo opera centralizado no valor nominal (alvo da especificação), os dois índices (Cp e Cpk) terão o mesmo valor, ou valores muito próximos. À medida que a média do processo se desvia da nominal, o Cpk vai ficando menor que o Cp.
A interpretação dos valores do Cp e Cpk depende de o processo estar sob ou fora de controle estatístico:
• Se o processo está sob controle, o Cp e o Cpk representam a capacidade real do processo – como se comportou no passado e o que se espera que
Por exemplo, caso aconteça de o material vir dentro da norma, porém fora dos valores nominais o ferramenteiro, com auxílio de um computador, consegue verificar o que acontecerá com a peça antes mesmo de realizar qualquer teste físico, e pode avaliar virtualmente o que fazer para ajustar a ferramenta no caso de ocorrer algum problema. Se a tensão de escoamento nominal do material é 300 MPa, mas a amostra que chegou do fornecedor possui um limite de escoamento igual a 280 MPa, o ferramenteiro/engenheiro altera esse valor na simulação do Sigma já calculada e verifica os resultados obtidos. Caso eles apresentem algum problema que pode danificar o produto ele passa a verificar através das variáveis controláveis se é possível encontrar uma solução para o problema, antes de modificar a ferramenta na prática. Entre os
ajustes que se pode aplicar estão alterar a restrição dos quebra-rugas a fim de melhorar o estiramento, modificar a força do prensa-chapas ou reposicionar a platina. Obtendo-se um resultado satisfatório na simulação é aprovada a modificação da ferramenta física de acordo com ele.
Esse procedimento de antecipar a resolução de problema no mundo virtual auxilia na redução de tempo e gastos, porque tentar alterar a ferramenta física pelo método de tentativa e erro pode acabar levando muitas horas com elevado custo para encontrar uma solução, além do risco de se danificar alguma superfície do ferramental levando a uma perda financeira altíssima.
Voltando à correlação do começo do artigo, pode-se dizer que o Mapa de Tryout é um banco de dados com várias simulações com o intuito de prevenir uma possível alteração desnecessária no ferramental, visando sempre conter um desperdício desnecessário de dinheiro.
O último momento de aplicação do Sigma é no mapa de produção. Com o passar do tempo e o uso do ferramental durante a produção podem começar a aparecer possíveis problemas devido mais uma vez às variáveis não controláveis, e para conseguir evitar o desperdício de tempo do ferramental parado impactando na produção, o engenheiro de manufatura ou de estamparia já pode deixar uma simulação Sigma pronta a fim de encontrar uma solução para os problemas que eventualmente aparecerem.

Um exemplo que acontece muitas vezes é a ocorrência de desgaste das superfícies do ferramental devido à produ-
ção, levando ao aumento do atrito entre ferramenta e chapa que pode causar o surgimento de rupturas. Uma forma de encontrar uma possível solução é verificar no Mapa de Produção qual a influência da lubrificação sobre os resultados da estampagem. Confirmado que o atrito é o problema, pode-se aumentar a quantidade de lubrificação na simulação e verificar qual é sua influência no resultado. Se com isto o problema for resolvido, essa informação é passada para a produção e ela aumenta a lubrificação da chapa antes de entrar em contato com a ferramenta, e verifica se a solução foi aprovada. Com a solução aprovada a ferramenta volta a produzir normalmente. Os quatros momentos apresentados acima são as principais aplicações do Sigma no mundo virtual para produtos estampados. Já existem também estudos no exterior onde o Sigma vai ser o principal meio de alimentação das SmartPress, isto é, o ele vai prover o banco de dados necessário para o ajuste automático da ferramenta ou prensa durante a produção a fim de evitar possíveis paradas devido as variações dentro da norma dos materiais.
Adilson Calmona Dutra - Engenheiro Mecânico formado no Instituto Mauá de Tecnologia (IMT) – MBA Big Data e Business Analytics. Engenheiro de Aplicação da AutoForm do Brasil, atuando com implementação de projetos e treinamento. Adilson.calmona@autoform.com.br

POR DIONATAN SOUZA BRITTO - RAFAEL SCHREIBER - REGIS MARCELO -
ANDRISON RODRIGUES TEIXEIRA - LÍRIO SCHAEFFER
Aestampagem incremental é um processo aplicado à fabricação de peças em pequena escala e também à prototipagem de componentes em desenvolvimento [1-3]. Neste processo há grandes vantagens em relação ao processo de estampagem convencional, como o menor custo de fabricação do ferramental e a obtenção de maiores limites de estampabilidade [4-5].
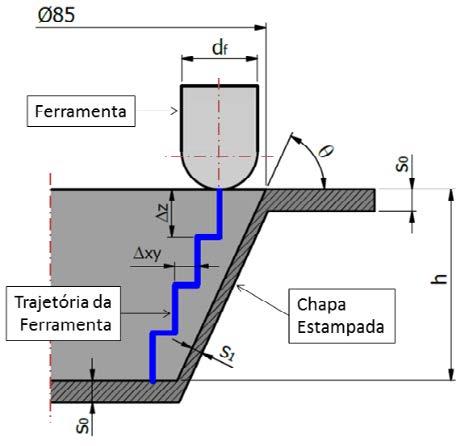
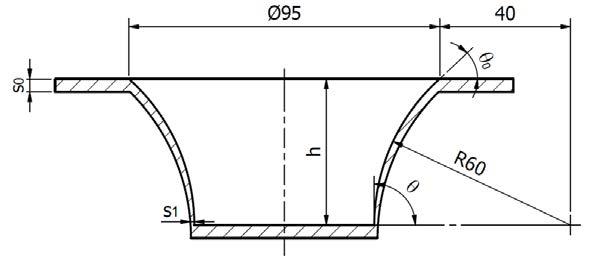
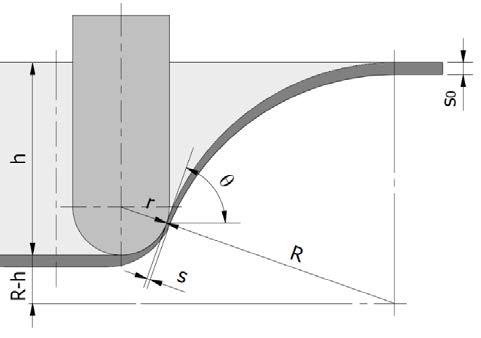
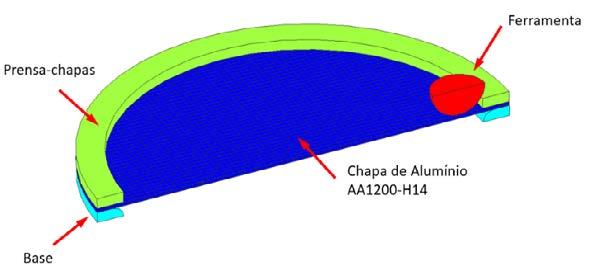
Este método consiste basicamente na conformação progressiva de uma chapa plana a partir de uma espessura inicial, por incremento verticais e horizontais com uma ferramenta de conformação com ponta semiesférica em um diâmetro df [6]. Este processo consiste em fixar a chapa entre um prensa-chapas e uma placa de apoio [7]. À medida que a ferramenta de conformação penetra sobre a chapa é realizada sua conformação, de modo que o formato da peça é obtido por uma trajetória da ferramenta a ser realizado de acordo com um comando numérico previamente programado [7], conforme indicado na figura 1.
Por meio do incremento vertical (Δz) e lateral (Δx,y) da ferramenta sobre a chapa é formado o ângulo de parede (θ) com o eixo horizontal, sendo que a espessura inicial (s0) da chapa é diminuída até a espessura final (s1).
É possível relacionar o ângulo de parede com a espessura final da chapa, sendo essa relação expressa pela lei do cosseno, conforme indicado na equação 1 [9]. Segundo a lei do cosseno, quanto maior for o ângulo de parede utilizado, menor será a espessura final da chapa.
Onde:
s0 = espessura final da chapa (mm);
s1 = espessura inicial da chapa (mm);
θ = ângulo de parede (°).
A deformação verdadeira no sentido da espessura da chapa φ3 é determinada pela equação 2, em função da espessura inicial e da espessura final.
Onde:
φ3= deformação verdadeira na espessura (-).
A deformação na espessura também pode ser obtida por meio da lei da constância de volume, conforme equação 3 e equação 4. Mas para isso se faz necessário conhecer as deformações na largura e no comprimento.
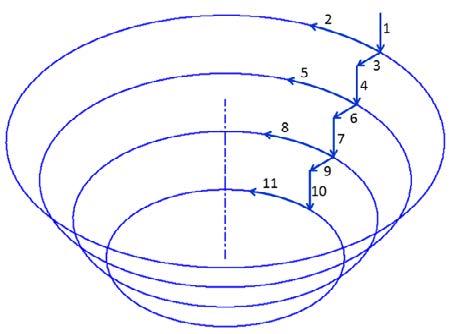
Para a conformação da peça são necessários vários incrementos com a ferramenta sobre a chapa. O percurso da ferramenta normalmente é determinada por programação de comando numérico computadorizado (CNC) [2–4].
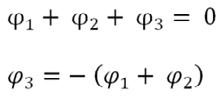
Onde:
φ1= deformação verdadeira no comprimento (-);
φ2= deformação verdadeira na largura (-).
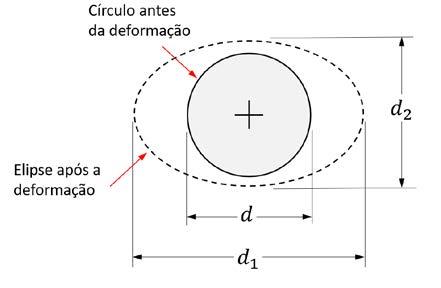
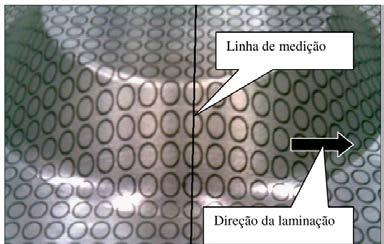
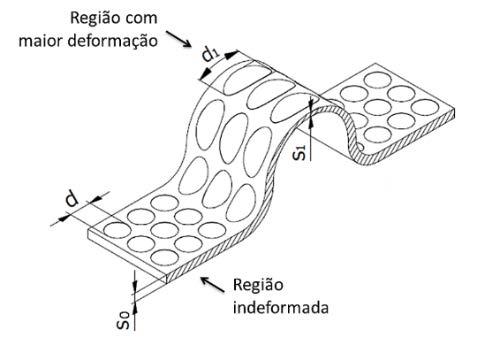
As deformações φ1 e φ2 podem ser determinadas pelo método da visioplasticidade. Neste método geralmente é realizada a gravação eletroquímica ou gravação a laser de uma grade círculos na chapa antes de sua conformação. De pendendo do tipo de deformação à qual a peça está sendo submetida os círculos gravados são deformados podendo assumir um formado diferente (elíptico) ou assumir uma dimensão diferente (um círculo de maior diâmetro). A figura 2a apresenta as dimensões de um círculo gravado antes da deformação da chapa e as dimensões de um formato elíptico apresentado na chapa após a deformação do material. A figura 2b apresenta uma peça estampada e a grade de círculos deformada para avaliação da visioplasticidade.

Para a conformação da peça são necessários vários incrementos com a ferramenta sobre a chapa. O percurso da ferramenta normalmente é determinada por programação de comando numérico computadorizado (CNC) [2–4]. Por meio do incremento vertical (Δz) e lateral (Δx,y) da ferramenta sobre a chapa é formado o ângulo de parede (θ) com o eixo horizontal, sendo que a espessura inicial (s0) da chapa é diminuída até a espessura final (s1).
É possível relacionar o ângulo de parede com a espessura final da chapa, sendo essa relação expressa pela lei do cosseno, conforme indicado na equação 1 [9]. Segundo a lei do cosseno, quanto maior for o ângulo de parede utilizado, menor será a espessura final da chapa.
Onde:
d1 = comprimento da elipse (mm);

d2 = largura da elipse (mm);
d = diâmetro do círculo gravado na chapa (mm).
Além da estimativa da deformação em espessura por meio da lei do cosseno e por meio da visioplasticidade, também é possível verificar o valor da deformação pela medição direta da espessura final da chapa. No entanto, para fazer a medição da espessura da chapa após a deformação do material é necessário realizar o corte da peça. Este trabalho apresenta uma comparação entre estes três métodos para análise da deformação em espessura no processo de estampagem incremental (lei do cosseno, visioplasticidade e medição direta).
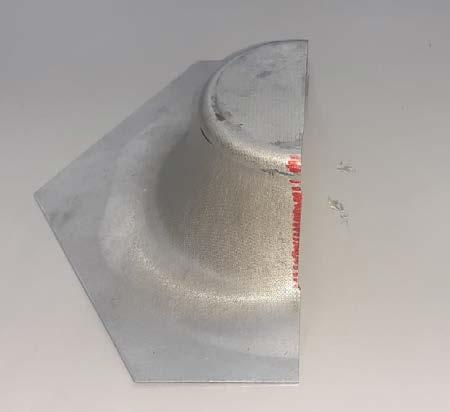
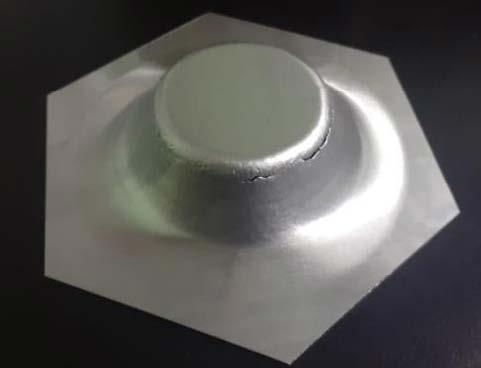
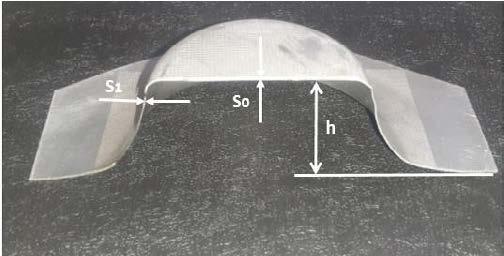
Neste trabalho foi realizada a estampagem incremental de uma chapa de alumínio AA1200-H14 com espessura inicial 0,80 mm. O formato estampado foi de um hiperboloide, que é um perfil que permite a conformação da peça em um ângulo variável, desde um ângulo inicial θ0 até um ângulo final θ1. As dimensões do hiperboloide estão indicadas na figura 3a e a trajetória da ferramenta no experimento está indicada na figura 3b. O experimento foi conduzido até que ocorresse a fratura do material, ou seja até a profundidade máxima h.
o valor de espessura em cada ponto foi possível calcular a deformação em espessura em cada ponto por meio da equação 2. Na figura 5 são indicados os pontos de medição ao longo do perfil da seção transversal da peça.
Para a realização do experimento de estampagem incremental foi utilizada uma ferramenta com diâmetro df = 10 mm, fabricada em aço SAE 1045 temperada e revenida. Para conformação da peça foi utilizado incremento vertical Δz = 1,0 mm, velocidade de avanço v = 500 mm/min, sem rotação da ferramenta (eixo livre) e lubrificação com óleo VG 100. O experimento foi conduzido em um centro de usinagem CNC marca Romi e modelo Discovery 380, conforme indicado na figura 4.

Após a conformação da peça foi realizado um corte transversal por eletroerosão a fio. Em seguida foram marcados 21 pontos de medição ao longo do perfil da peça. A altura de cada ponto foi marcada com auxílio de um traçador de altura com resolução 0,01 mm. A espessura da peça em cada ponto marcado foi realizada através de um micrômetro com curso 0-25 mm e resolução 0,01 mm. Com
A deformação obtida pelo incremento vertical da ferramenta de Estampagem Incremental sobre a chapa, resultou na formação de um canal com perfil de um hiperboloide. Os experimentos foram realizados, aplicando gradualmente incrementos verticais de 1 em 1 mm até que ocorresse a fratura (figura 6).
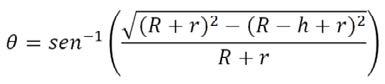
Para determinar a deformação do material neste experimento com base na lei do cosseno foi necessário calcular o ângulo de parede (θ) em função da profundidade do perfil (h) por meio da equação 7, apresentada nos estudos de Schreiber
Onde:
θ = Ângulo de parede ao longo do perfil (º);
s = Espessura da chapa ao longo do perfil (mm);
R = Raio do hiperboloide (mm);
r = Raio da ferramenta (mm);
h = Profundidade ao longo do perfil (mm).
A figura 7 apresenta uma representação do perfil de hiperboloide estampado com variação de espessura ao longo da profundidade, sendo esta figura a referência para a dedução da equação 7. Com base no ângulo estimado em função da profundidade do perfil, foi estimada a espessura final da chapa (equação 1) e a deformação correspondente (equação 2).
Para realização da medição das deformações nas chapas por visioplasticidade, os corpos de prova necessitaram receber uma gravação a laser de círculos de diâmetro inicial (d0) de 1 mm justapostos em colunas e linhas, formando uma malha cobrindo a superfície oposta à superfície que recebeu a atuação da ferramenta (figura 8). A deformação obtida pela Estampagem Incremental no material é demonstrada pelo alongamento da grade de círculos, alternando este formato para uma forma elíptica após a deformação de dimensão, a qual variou conforme foram aplicadas as deformações com diferentes profundidades máximas nos experimentos.

O erro percentual calculado entre a espessura da chapa estimada pela lei do cosseno e a espessura da chapa medida com micrômetro foi determinado pela equação 8.
Após a finalização das conformações de canal reto sobre os corpos de prova, foram realizadas às medições para obtenção dos resultados de visioplasticidade. A medição foi realizada sobre a região de maior deformação, a qual é demonstrada pela formação da elipse com maior alongamento do d1 a partir do círculo d0 (figura 9).
Onde:
ep = Erro percentual (%);

s1med = Espessura final da chapa medida com micrômetro (mm);
s1calc = Espessura final da chapa calculada pela lei do cosseno (mm).
A medição por visioplasticidade consiste em sobrepor uma escala flexível (figura 10-a), posicionando a sua faixa de medição que melhor se encaixar na elipse com a maior deformação (figura 10-b). O objetivo de a escala ser flexível é facilitar o manuseio, possibilitando a sobreposição na curvatura da superfície conformada do corpo de prova e garantir um posicionamento e visualização mais fácil.
Para interpretação da faixa de medição da escala, a maior deformação φ1 (deformação verdadeira no comprimento) é determinada pelo logaritmo natural da razão do comprimento da elipse (d1) pelo diâmetro do círculo (d0) gravado na chapa, conforme apresentado na equação 5.

Na medição direta, a menor espessura obtida na região de maior deformação (s1) é medida com o auxílio de um micrômetro convencional milesimal, os resultados obtidos em mm, foram tabulados para posterior comparativo com a simulação por elementos finitos. Para possibilitar a medição direta, cada um dos corpos de prova em cada incremento aplicado, foram cortados na seção longitudinal, cruzando a menor espessura obtida nas conformações, permitindo que a medição fosse realizada na borda do corte (figura 11). A figura 12 mostra a medição direta do corpo de prova.
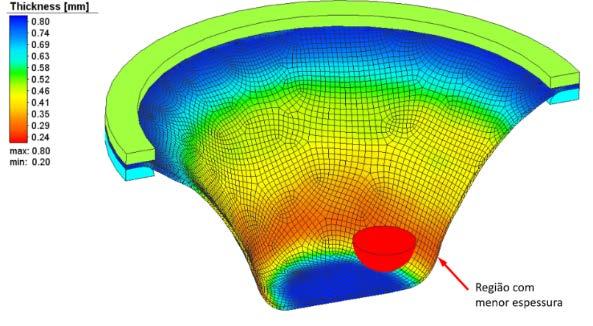
O útimo método de estimativa da espessura final da peça foi realizada por meio do Método de Elementos Finitos. A simulação foi realizada por meio do software Simufact Forming - módulo Sheet Metal Forming, com o tipo de simulação 3D elementos do tipo solid-shell. O ferramental utilizado no experimento foi modelado a fim de simular uma condição o mais próxima possível do experimento, no entanto, para reduzir o tempo de simulação o diâmetro incial do hiperboloide utilizado
na simulação foi de 65 mm, enquanto as demais dimensões se mantiveram igual às do experimento. A figura 13 apresenta a configuração utilizada na simulação.
O caminho da ferramenta foi definido por tabela de movimentos (tabular motion) usando o tempo de deslocamento em função da velocidade de avanço de 500 mm/min, utilizada nos experimentos. A temperatura inicial do ferramental foi configurada como 20ºC, enquanto que o coeficiente de atrito foi configurado como 0,1 (para a lei de Coulomb). O material foi configurado como alumínio AA1200-H14 com curva de escoamento kf = 181,45.φ0,108 e foi considerado isotrópico. A malha do material da chapa foi configurada com comprimento de aresta de 1 mm e com três elementos sob a espessura.

Após a medição direta de espessura nos 21 pontos marcados na seção transversal da peça estampada, foi calculada a deformação em espessura corresponde a cada ponto. Na realização do experimento em máquina, os incrementos foram sendo gradativamente aplicados na chapa (figura 6), tendo ocorrido a ruptura na altura (h) de 27 mm, no corpo de prova. A trinca ocorreu de forma caótica, acompanhando o movimento da ferramenta até a interrupção da execução do trajeto, com a ruptura tendo ocorrido nesse incremento.
A temperatura de trabalho foi desconsidera uma vez que sua verificação medida ao fundo da formação do hiperboloide durante a deformação demonstrou uma pequena variação,

mantendo ao longo de todos os incrementos a média de 26°C, tendo à temperatura ambiente verificada em 20°C.
Conforme indicado na figura 14 a região de menor espessura obtida na simulação coincide com a região de menor espessura obtida no experimento, na transição do arredondamento da ferramenta com o raio da geometria conformada. O tempo total de processamento foi de 8 horas para realização da simulação.
A tabela 1 relaciona as medições de espessura final em cada experimento, em função da profundidade do canal (h). Nessa tabela estão relacionadas as medições em função do método de visioplasticidade, FEM e medição direta da chapa seccionada, bem como o erro percentual (ep) de cada método em comparação com a medição direta, determinado pela equação 8.
Conforme indicado na tabela 1, o erro percentual do FEM apresentou menor variação em comparação com a medição direta do que os outros, variando entre -9,4% e 5,2%. O erro percentual apresentado pelo método de cálculo baseado na lei do cosseno (equação 7) apresentou erro entre -17,3% e 21,9%, enquanto que a visioplasticidade apresentou erro entre -27,3% e 32,9%. Apesar
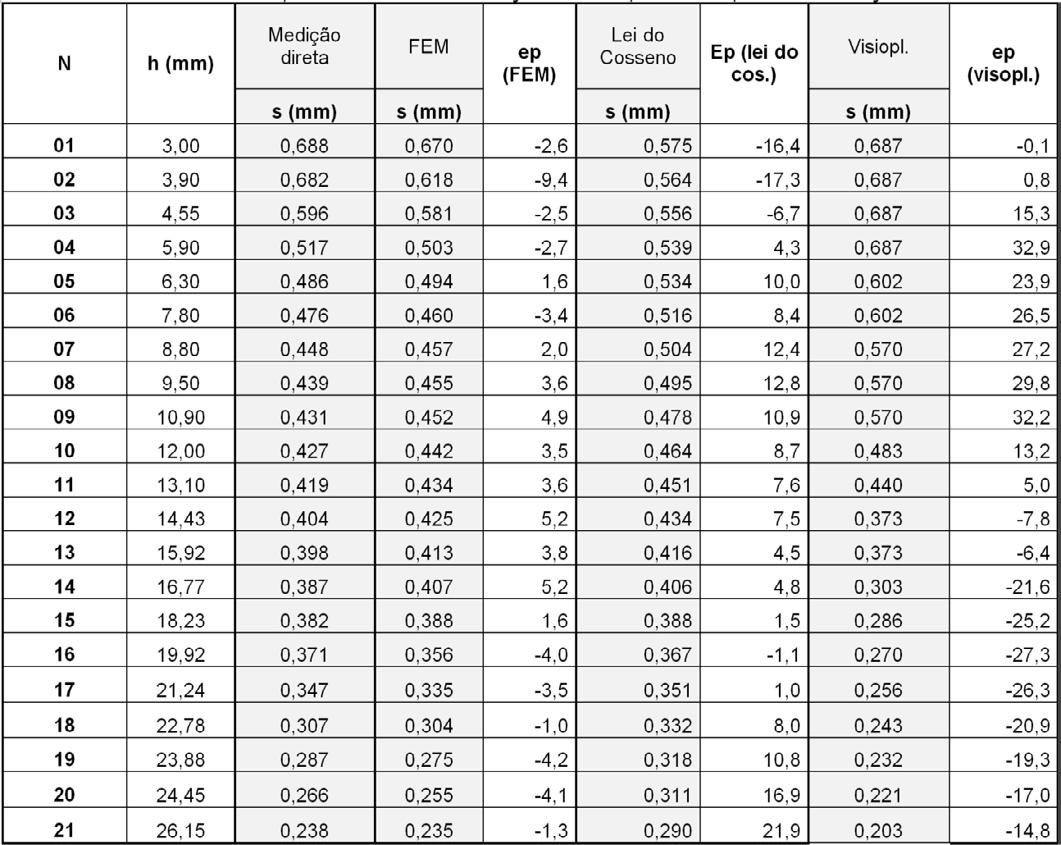
de menos precisos os métodos de visioplasticidade são muito rápidos de serem aplicados.
A figura 15 apresenta a comparação entre os valores de espessura final obtidos na chapa em função da profundidade de medição para cada método utilizado. Na figura 15 é possível verificar que o método de elementos finitos se mostrou muito próximo da medição direta, enquanto que a visioplasticidade e a lei do cosseno apresentaram desvios maiores.
tal forming technique, Journal of Materials Processing Technology, 447–453 (2003) 140 (1-3 SPEC.), Amsterdam, 2003.
[6] MARTINS, P. A. F.; BAY, N.; SKJOEDT, M.; SILVA, M. B.; Theory of single point incremental forming, CIRP Annals - Manufacturing Technology, 247–252 (2008) 57 (1).
[7] RAUCH, M.; HASCOET, J. Y.; HAMANN, J. C.; PLENEL, Y.; Tool path programming optimization for incremental sheet forming applications, CAD Computer Aided Design, 877–885 (2009) 41 (12).
[8] SCHREIBER, R. G.; BRITTO, D. DE S.; TEIXEIRA, A. R.; SOUZA, R. M. DE; SCHAEFFER, L.; Comparação dos métodos de análise das deformações na Estampagem Incremental, Anais do 40o SENAFOR, (2021) (3).
[9] DUFLOU, J. R.; VERBERT, J.; BELKASSEM, B.; GU, J.; SOL, H.; HENRARD, C.; HABRAKEN, A. M.; Process window enhancement for single point incremental forming through multi-step toolpaths, CIRP Annals - Manufacturing Technology, 253–256 (2008) 57 (1).
[10] CASTELAN, J.; Utilização das tecnologias CAD/CAM para estampagem incremental do alumínio série 1000, (2007). Porto Alegre: Dissertação (Programa de Pós-Graduação em Engenharia de Minas, Metalúrgica e Materiais) - Universidade Federal do Rio Grande do Sul, 2007.
[11] SCHREIBER, R. G.; SOUSA, A. L. DE; SCHAEFFER, L.; SANTOS, E. M. DOS; FILHO, F. F.; NORBERTO, J. C.; MONDO, L. S. S.; CABRAL, T. H.; Influência do Ângulo de Parede na Estampagem Incremental de AA1100 - H14, 10 (2019) (3). Porto Alegre, 2019.
[12] SCHREIBER, R. G.; Estampagem Incremental e Soldagem FSW para Fabricação de Coletor Solar, (2018) 66. Dissertação (Metrado em Engenharia) - Programa de Pós-Graduação em Engenharia de Minas, Metalúrgica e de Materiais, Universidade Federal do Rio Grande do Sul, Porto Alegre, 2018.
Neste trabalho foram comparados os métodos de determinação da espessura final da chapa estampada por FEM, visioplasticidade e por cálculo (em função da lei do cosseno) em relação à medição direta da chapa seccionada. Após a análise dos resultado, foi possível obter as seguintes conclusões:
• Entre os métodos analisados, o método FEM apresentou menor erro percentual quando comparado com a medição direta, com erro percentual variando entre -9,4% e 5,2%;

• Os demais métodos apresentaram elevados erros percentuais, variando entre -17,3% e 21,9% para o método de cálculo baseado na lei do cosseno e entre -27,3% e 32,9% para a visioplasticidade;
• Apesar do FEM apresentar maior precisão, este método exige longo tempo de processamento para sua realização, enquanto os outros métodos são rápidos de serem aplicados.
Bibliografia
[1] GARG, A.; GAO, L.; PANDA, B. N.; MISHRA, S.; A comprehensive study in quantification of response characteristics of incremental sheet forming process, International Journal of Advanced Manufacturing Technology, 1353–1365 (2016) 89 (5–8).
[2] NETO, D. M.; MARTINS, J. M. P.; OLIVEIRA, M. C.; MENEZES, L. F.; ALVES, J. L.; Evaluation of strain and stress states in the single point incremental forming process, The International Journal of Advanced Manufacturing Technology, 521–534 (2016) 85 (1–4).
[3] LI, Y.; CHEN, X.; LIU, Z.; SUN, J.; LI, F.; LI, J.; ZHAO, G.; A review on the recent development of incremental sheet-forming process, International Journal of Advanced Manufacturing Technology, 2439–2462 (2017) 92 (5–8).
[4] LI, Y.; DANIEL, W. J. T.; MEEHAN, P. A.; Deformation analysis in single-point incremental forming through finite element simulation, The International Journal of Advanced Manufacturing Technology, 255–267 (2017) 88 (1–4).
[5] PARK, J. J.; KIM, Y. H.; Fundamental studies on the incremental sheet me-
Dionatan de Souza Britto - Engenheiro de Produto e Aplicações na Maxiforja Componentes Automotivos Ltda. Professor de mecânica e mecatronica no SENAI Ney Damasceno Ferreira. Mestrando do Programa de Pós-graduação em Engenharia de Minas, Metalúrgica e de Materiais (PPGE3M) da Universidade Federal do Rio Grande do Sul (UFRGS) na área de conformação mecânica. Pós-graduado em Engenharia de Controle e Automação em 2019 pela Faculdade SENAI de Tecnologia (FATEC). Pós-graduado em Docencia do Ensino Superior em 2021 pela UNIFAVENI. Graduado em Engenharia Mecânica em 2016 pela PUCRS. dionatan.britto91@gmail.com
Rafael Gustavo Schreiber - Professor do Instituto Federal de Santa Catarina (IFSC) Campus Lages. Doutor e Mestre pelo Programa de Pós-graduação em Engenharia de Minas, Meta¬lúrgica e de Materiais (PPGE3M) da Universidade Federal do Rio Grande do Sul (UFRGS) na área de conformação mecânica. Especialista em Docência na Educação Profissional e Tecnológica em 2014 pela Faculdade SENAI CETIQT. Graduado em Engenharia Mecânica em 2010 pela Universidade Luterana do Brasil (ULBRA) rafael.schreiber@ifsc.edu.br
Régis Marcelo de Souza - profisional atuante em consultoria, capacitação e educação corporativa em organização de diversos portes e segmenstos, além de uma ampla experiência em cargos de gestão no setor industrial, mestrando em Engenharia de Processos de Fabricação (UFRGS), Engenheiro Mecânico (UFRGS), Administrador de Empresas (FAPCCA), Técnico em Mecatrônica (CNEC-SENAI) regis.marcelo@ufrgs.br
Andrison Rodrigues Teixeira -Diretor Industrial na empresa G1 Equipamentos. Doutorando do Programa de Pós-graduação em Engenharia de Minas, Metalúrgica e de Materiais (PPGE3M) da Universidade Federal do Rio Grande do Sul (UFRGS) na área de conformação mecânica. Pós-graduado em MBA em Gestão de Projetos em 2017 pela Faculdade IBGEN (Instituto Brasileiro de Gestão de Negócios). Graduado em Automação Industrial em 2011 pela Faculdade SENAI de Tecnologia (FATEC) andrison@g1equipamentos.com.br

Lirio Schaeffer -Professor titular da Universidade Federal do Rio Grande do Sul (UFRGS), coordenador do Laboratório de Transformação Mecânica (LdTM) no Departamento de Metalurgia. Concluiu o Doutorado em Conformação Mecânica em 1982, pela Rheinisch-Westfalischen Technischen Hochschule/ Aachen na Alemanha. É orientador de mestrado e doutorado da UFRGS. Atua principalmente nas áreas de forjamento, estampagem, metalurgia do pó, materiais biomédicos e energias alternativas. É consultor ad hoc da Fundação de Amparo à Pesquisa do Estado do Rio Grande do Sul (FAPERGS), da Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES), consultor do Conselho Nacional de Desenvolvimento Científico e Tecnológico (CNPq), consultor da Fundação de Amparo à Pesquisa do Estado do Rio de Janeiro (FAPERJ).
schaefer@ufrgs.br
Éfato que a participação da indústria, e especialmente da indústria de transformação, no PIB – Produto Interno Brutodo Brasil e no PIB da indústria mundial, vem caindo. Outro fato é que temos dado pouca importância ao impacto disso no crescimento e no desenvolvimento do país, apesar das inúmeras evidências que aí estão.

O ranking global de valor adicionado da indústria de transformação – MVA (Manufacturing Value Added) publicado pela Unido (United Nations Industrial Development Organization), mostra que a participação da indústria brasileira no PIB em 2021 foi de apena 10,2%, contra a média de 22,9% do grupo de economias industriais de renda média ao qual pertencemos, e o MVA per capita do Brasil, de US$ 875, representa só 42% do valor do mesmo grupo de países industrializados de renda média. E mais, a participação da média e alta intensidade tecnológica no MVA do Brasil foi de 33,7% em 2021, contra 39,3% no grupo de países de referência acima citado. Resultado, em grande parte, da queda de investimentos na indústria de transformação, cuja participação no investimento total na economia caiu de 28% em 2008 para 15% dez anos depois.
O economista Samuel Pessoa chama a atenção para o quanto o nosso sistema tributário penaliza a indústria. O setor paga muito mais impostos do que a agropecuária e os serviços. E diz
que esse jogo tem que ser equilibrado. Do ICMS arrecadado, por exemplo, a indústria de transformação paga 50% e o agronegócio 10%. Também o manicômio tributário brasileiro penaliza muito mais a indústria que tem cadeias produtivas longas e por isso precisa conviver com diversos regimes tributários especiais. Assunto para a Reforma Tributária que está no Congresso Nacional.
A indústria pode ajudar muito mais o país. A cada R$ 1,00 que ela produz, são gerados R$ 2,43 na economia brasileira segundo a CNI – Confederação Nacional da Indústria. É quem mais investe em pesquisa e gera os empregos mais qualificados. Foi a indústria que catapultou a China de economia agrária rudimentar para maior economia do mundo em termos de paridade de poder de compra, em poucas décadas. A indústria de transformação é responsável por 60% das despesas de Pesquisa &Desenvolvimento no mundo e é o setor que tem o maior impacto na produtividade da economia e no desenvolvimento de serviços sofisticados. Segundo o economista Paulo Gala, da Fundação Getúlio Vargas (FGV-SP), os países são ricos porque tem domínio tecnológico, e nenhuma nação chegou à fronteira tecnológica sem possuir um setor industrial forte. E cita Alemanha, Suécia, Coreia do Sul, Suíça, Estados Unidos, Finlândia e Dinamarca por sua altíssima produção industrial per capita.
Mas a nossa indústria de transformação precisa ter condições de competir com seus pares internacionais. E o Custo Brasil, estimado pela CNI em R$ 1,5 trilhão anual, é uma pedra no caminho. Torna o país pouco competitivo e hostil para quem quer empreender e investir. Certamente não é por incompetência do empresário brasileiro que a nossa indústria está encolhendo. É pelos entraves que são colocados. Para superá-los, empresários próximos ao poder buscam proteção ou compensação. Empresas pequenas buscam isenções e apoios. Quem está no meio do caminho precisa fazer milagres para sobreviver e crescer. E se quisermos aproveitar pelo menos as sobras do processo de redesenho das cadeias mundiais de suprimentos, os chamados nearshoring, safeshoring, friendshoring ou simplesmente reshoring, não devemos demorar a agir. Senão a indústria caipira definitivamente vai ficar para trás e o país também.
Carlos Rodolfo Schneider Empresário, um dos idealizadores do Movimento Brasil Eficiente (MBE). Membro do Conselho Político e Social da Associação Comercial de São Paulo – ACSP e do Comitê de Líderes da Mobilização Empresarial pela Inovação da Confederação Nacional da Indústria – CNI. crs@brasileficiente.org.br

Odesenvolvimento das ferramentas e dos métodos modernos para o planejamento da produção foi iniciado ainda no século 19. No período de 1880 a 1890 Frederick W. Taylor, começou nos Estados Unidos o desenvolvimento de sua teoria chamada de Administração Científica, também conhecida como Taylorismo. Essa teoria de gerenciamento tem como principal objetivo a melhoria da eficiência econômica, e é focada na análise das tarefas a serem executadas. O pico de influência desta teoria foi alcançado nos anos 1910, já em 1920 começou a influenciar novas ideias complementares ou opostas.
Mesmo que a escola de pensamento da Administração Científica tenha se tornado obsoleta em 1930, muitos dos seus temas continuam importantes partes da engenharia industrial e do gerenciamento atual. Esses temas incluem: análise, síntese, lógica, racionalidade, empiricismo, ética de trabalho, eficiência e eliminação de desperdícios, padronização de melhores práticas, transferência de conhecimento entre colaboradores para ferramentas, processos e

documentação.
Na mesma época surge o sistema de produção chamado Fordismo, desenvolvido por Henry Ford. Nele, o objetivo é produzir bens altamente padronizados em larga escala para que se obtenha uma redução no custo de produção. Entretanto, Ford foi além da produção, e entendeu que apenas produzir bens em massa não era uma forma sustentável de negócios. Era necessário que existisse um mercado consumidor que absorvesse esta alta produção.
Por isso, os salários dos trabalhadores foram elevados, permitindo que eles comprassem os bens que produziam, tornando a Ford uma das maiores empresas automotivas desde então.
Após o fim da segunda guerra mundial, iniciou-se um ciclo de investimento estrangeiro no Japão, o que ajudou a impulsionar a atividade industrial do país. Foi nesse ambiente favorável a negócios que o Sistema Toyota de Produção (TPS) foi desenvolvido entre 1948 e 1975 pelos japoneses Taiichi Ohno e Eiji Toyoda (figura 1).
O TPS categoriza três tipos de desperdícios, Muri (sobrecarga), Mura (desbalanceamento) e Muda (subutilização) demonstrados na figura 2. Originalmente era chamado de produção Just-in-Time, que significa produzir apenas o que é necessário, quando necessário, e na quantidade necessária.

O TPS pode ser resumido através de quatro regras implícitas:
• Todo trabalho deve ser altamente especificado no seu conteúdo, sequência, tempo e resultado;
• Toda relação cliente-fornecedor (interno e externo) deve ser direta, com um canal definido e claro para enviar pedidos e receber respostas;
• O fluxo de trabalho e processo para todos os produtos e serviços devem ser simples e direto;
• Qualquer melhoria deve ser feita pelo método científico, sob a coordenação de um orientado e no nível mais baixo da organização.
Mais tarde, em 1988 o engenheiro americano, John Krafcik, cunhou o termo Lean Manufacturing (Manufatura Enxuta), como uma evolução do sistema Toyota de produção, no qual existem sete tipos de desperdícios. Sobre produção, tempo de espera, transporte, excesso de processamento, inventário, movimento e defeitos.
Em seguida, a Total Quality Management (Gestão da Qualidade Total) como modelo de gestão teve origem no Japão nas décadas de 1980 e 1990. Foi desenvolvida como uma resposta a reação do mundo perante a competitividade dos produtos japoneses. Neste período a principal característica era o foco no cliente e no processo de gestão. A TQM incorporou e reinterpretou as teorias e ferramentas de períodos passados, dessa forma a questão de qualidade passou a ser vista não como uma forma de evitar defeitos e reduzir perdas, mas como uma forma de agregar valor aos produtos, diferenciando-se da concorrência e mantendo-se a frente do mercado.
Seus princípios básicos são, produzir bens e serviços que respondam corretamente as necessidades dos clientes; garantir a sobrevivência da empresa por meio de um lucro
contínuo obtido com o domínio da qualidade; identificar o problema mais crítico e solucioná-lo pela mais elevada prioridade; falar, raciocinar e decidir com dados e com base em fatos; administrar a empresa ao longo do processo e não por resultados; reduzir metodicamente as dispersões por meio do isolamento das causas fundamentais; a prevenção deve ser a máxima possível.
As ferramentas mais comuns utilizadas para aplicar esta filosofia são o ciclo PDCA, ISO 9000, fluxogramas e o 5S (figura 3).
A tendência da vez é chamada de Indústria 4.0, que surgiu em 2011 a partir de um projeto de alta tecnologia do governo alemão, o qual promove a informatização da manufatura. No Brasil também é conhecida como Manufatura Avançada (figura 4).
Este conceito faz uso de tecnologias como, internet das coisas; realidade aumentada; big data; robôs autônomos; manufatura aditiva; simulação; integração de sistemas; computação na nuvem; cyber segurança e inteligência artificial, argumentando que as fábricas não apenas terão seus processos produtivos automatizados, mas também serão gerenciadas de forma autônoma.
Com essas tecnologias será possível produzir bens únicos de forma rápida e econômica, o gerenciamento será feito de forma mais ágil e precisa, e os processos poderão ser otimizados de formas cada vez mais aprofundadas.
Relativo ao futuro, já existem conversas sobre a Indústria 5.0. Para esta próxima etapa produtiva, o bem-estar do ser humano é peça central na filosofia de gestão. Surgirão novas tecnologias e ferramentas para combinar a habilidade e agilidade da automação das máquinas com o pensamento crítico e criativo do ser humano. Dando início a uma era onde o relacionamento humano-máquina será ainda mais profundo.
Exoesqueletos ajudarão os seres humanos a interagir com o meio ambiente de formas antes impossíveis. Métodos de design colaborativo assistido por inteligência artificial, resultarão em novos fluxos de trabalho que permitirão ao ser humano criar conceitos totalmente originais.
A economia circular também será de grande importância neste ciclo de desenvolvimento. Neste tipo de economia, a empresa não apenas extrai matéria prima do meio ambiente;

desenvolve um produto; produz o produto; distribui o produto e faz o reparo do produto, mas também é responsável por recolher o produto em seu fim de vida; dar um destino adequado aos materiais do qual é feito; e reciclar o máximo possível. A figura 5 expões uma visão sobre este tema.
Sendo assim, as empresas terão de gerenciar o retorno de seus produtos, além de lidar com a já comum gestão de resíduos.
O planejamento deve ser feito para que no momento da execução todas as tarefas sejam realizadas da melhor forma possível. Com um bom planejamento são evitados atrasos e erros de processo que podem custar caro a empresa, tanto no escopo econômico como com perda de credibilidade junto a seus clientes. Planejar também permite uma previsibilidade do futuro, que serve como referência para as decisões tomadas no presente.
O controle é tão essencial quanto o planejamento, pois é ele que indicará quais os desvios entre aquilo que foi planejado e aquilo que foi realizado. Conhecer estes desvios é o primeiro passo para entender suas causas, que serão analisadas para que seja possível desenvolver ações de prevenção para que o planejamento se torne cada vez mais assertivo, permitindo que os processos da empresa se tornem mais maduros e eficientes.
KAIZEN
É um termo da língua japonesa que significa “mudança para melhor”, é a filosofia de melhoria contínua
presente no modelo do sistema Toyota de Produção (TPS). Para o fundador do instituto Kaizen, Masaaki Imai, a qualidade é o resultado de processos bem definidos, onde informações rejeitadas ou incorretas não são passadas para etapas seguintes. Em suas palavras, originais, ele diz: “Qualidade começa quando todos em uma organização estão determinados a nunca enviar informações rejeitadas ou imperfeitas para o próximo estágio.”

Este ciclo é uma sequência de etapas que devem ser realizadas para que processos de melhoria possam ser implantados de maneira eficiente e evidenciando os resultados. É uma ferramenta de melhoria contínua pelo fato de, como seu nome já indica, ser um ciclo que se repete continuamente.
A primeira etapa a ser feita é Plan (Planejar) dentro dela precisamos identificar o problema, analisar os fatos, analisar o processo e criar um plano de ação. Na segunda etapa, Do (Fazer) é executar as mudanças planejadas na etapa anterior. Na sequência vem a etapa Check (Verificar) onde devemos mediar os resultados alcançados após a execução e comparar com as expectativas definidas na etapa de planejamento. Por fim, a etapa Act (Agir), significa que definir se a mudança deve ser permanente e em caso positivo devemos incorporá-la como um padrão no processo analisado. A figura 7 mostra a representação do modelo. Este ciclo deve ser repetido após algum tempo para que novas pessoas, com novas experiencias possam adicionar visões que sejam capazes de melhorar ainda mais o processo.
É um diagrama que representa de forma esquemática um processo ou algoritmo. Muito útil para mapear e padroni-

zar os processos, desta forma facilita a transmissão da informação para um grande grupo de pessoas. Uma vez tendo o processo devidamente descrito, fica mais fácil que sejam feitas propostas de melhorias para redução de desperdícios, aumento de segurança, aumento de agilidade e flexibilidade do processo. O fluxograma deve conter ações e eventos condicionais que dirigem o fluxo para determinadas ações especificas.
No exemplo a seguir (figura 8), é ilustrado um simples fluxograma para o processo de conserto de uma lâmpada que não funciona. O primeiro evento condicional é determinar se a lâmpada estava devidamente plugada, em caso negativo, a ação a ser tomada é a de plugar a lâmpada. Caso a pessoa que estiver seguindo a fluxograma, determine que a lâmpada já estava plugada, ela deve determinar se o bulbo queimou. Se o bulbo estiver queimado, então é necessário trocá-lo, do contrário é preciso comprar uma lâmpada nova.
Existem diversos símbolos usados para a construção de um fluxograma, porém deve-se ter em mente que esta é uma ferramenta para ajudar a simplificar a visualização de processos, então devemos levar em conta quem serão os usuários do fluxograma para que este não tenho o efeito contrário e acabe prejudicando o entendimento do processo.
Um exemplo de fluxograma (figura 9) para o trabalho de PCP (Planejamento e Controle da Produção) é mostrado na sequência, entretanto cada empresa pode ter um processo diferente, que dependerá da estrutura e dos recursos existentes na empresa.
Para que a empresa consiga controlar seu processo de fabricação, é necessário que sejam definidos os Postos Operativos, que podem ser máquinas ou pessoas que realizam parte do trabalho de produção de um produto. Para cada Posto Operativo é essencial que sejam atribuídas horas disponíveis para trabalho, e custo do trabalho realizado. Desta forma, pode-se planejar a sequência de trabalho como também controlar os custos de produção.
Especificamente na ferramentaria, podemos citar alguns Postos Operativos que devem ser definidos para um melhor gerenciamento de fabricação, são eles:
• Projeto CAD
• Programação CAM
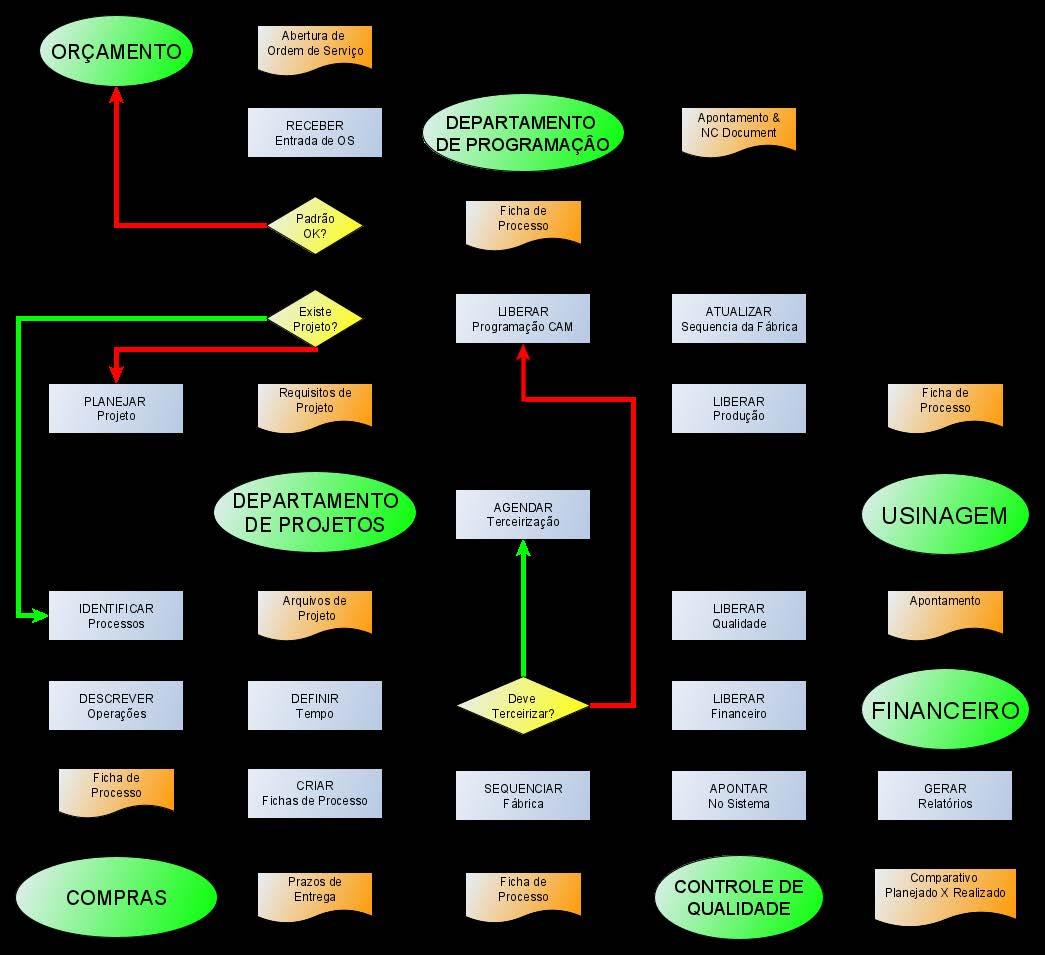
• Fresadora CNC
• Fresadora Convencional
• Torno CNC
• Torno Convencional
• Eletroerosão por penetração
• Eletroerosão a fio
• Retífica
• Ferramenteiro
Naturalmente nem toda ferramentaria tem todos estes postos, algumas podem não ter equipamento de eletroerosão, outras podem ter diversas máquinas do tipo fresadora CNC. Algumas empresas podem optar por terceirizar o projeto, neste caso, o custo de projeto já foi negociado e acordado de início, bastando a ferramentaria apenas controlar o prazo de entrega e não o tempo dispendido pelo projetista.
Nesta seção o objetivo relacionado ao custo é apenas reforçar a importância de definir com precisão seu valor, pois a metodologia do cálculo de custo-hora e os fatores que o influenciam foram abordados nos artigos das edições 105 e 106 da revista Ferramental.
É mais uma ferramenta para gestão produtiva, desenvolvida em 1917 pelo engenheiro mecânico Henry Gantt. O diagrama é construído após a realização do planejamento, barras horizontais com a data de início e o fim de cada etapa são plotadas em um gráfico, servindo como um guia para que o gestor do projeto visualize rapidamente os desvios de tempo, e permitindo que tome decisões antecipadas para correções destes desvios.
Adequando esta visão para o ambiente das ferramentarias, cada etapa pode ser designada como um posto operativo, facilitando também o cálculo do custo de projeto. Neste, caso se no diagrama forem plotados todos os projetos em andamento, será possível visualizar a carga máquina de cada equipamento.
Na figura 10 está ilustrado um diagrama de Gantt que utiliza os postos operativos como etapas de produção de um molde. Na parte superior são registradas as semanas nas quais o projeto deve ser desenvolvido. Como a linha do Dia Atual indica, a produção já iniciou, sendo que as etapas de Projeto (CAD), Planejamento (PCP) e Programação (CAM) já foram concluídas como indicado pela legenda na cor verde.
A etapa de desbaste das peças deve estar aproximadamente na metade e o acabamento das primeiras peças deve ter se iniciado. É tarefa do gestor de PCP verificar
se estas etapas estão de acordo com o planejado, caso contrário deve tomar ações corretivas. Em vermelho, temos a indicação que o coordenador de PCP já identificou atraso na etapa de produção do torno convencional, assim deve analisar se este atraso afetará a data de conclusão da produção e tomar as medidas corretivas necessárias.
Neste exemplo, as flechas de dependência mostram que o planejamento (PCP) só pode iniciar após a conclusão da etapa de Projeto (CAD), pois assim o encarregado tem a lista de materiais para roteirizar e sequenciar a produção.
Todas as demais etapas, por sua vez, dependem do planejamento realizado pelo PCP. A montagem só inicia após todas as etapas anteriores serem realizadas, e o tryout só pode ser feito com todo o ferramental montado.
Na próxima edição abordaremos a sequência deste artigo, explanando as ferramentas de gestão e controle mais aplicadas no mercado e com grandes potencias de organização e obtenção de resultados positivos para a ferramentaria.
A equipe da Ágile2 Consulting agradece a ABINFER –Associação Brasileira da Indústria de Ferramentais por financiar este estudo e viabilizar a disseminação do conteúdo para a indústria de ferramentais do Brasil como forma de preparar, capacitar e garantir a competitividade e consequente perpetuação do setor.
Stephan Dihlmann - Engenheiro Mecânico pela Universidade do Estado de Santa Catarina - UDESC. Realizou estágio na Euro-Fer de trabalho em ferro forjado em Castelgomberto - Itália e no Instituto Fraunhofer - Pesquisa e desenvolvimento na área de microprodução, na cidade de BerlinAlemanha. Atualmente trabalha como engenheiro de manufatura na Agile² Consulting. Sócio fundador da Agile2 Consulting. stephan@agile2.com.br
Alexandre Machado Júnior - Engenheiro Mecânico pela Faculdade de Engenharia Mecânica - UNIVILLE. Técnico em Mecânica pelo SENAI Norte. Amplo conhecimento em ferramentas e processos de usinagem. Atualmente trabalha como engenheiro de manufatura na Agile² Consulting. Sócio fundador da Agile2 Consulting. junior@agile2.com.br

Christian Dihlmann - Engenheiro Mecânico e Mestre em Engenharia Mecânica pela Universidade Federal de Santa Catarina - UFSC, Especialista em Administração de Empresas pela Fundação Educacional da Região de Joinville - FURJ/UNIVILLE. Diretor Presidente da SNBD Consultoria Ltda.; Editor-chefe da Revista Ferramental. Sócio fundador da Agile2 Consulting. Exerce ainda as funções de: Presidente da Associação Brasileira da Indústria de Ferramentais - ABINFER; Vice-Presidente da ISTMAInternational Special Tooling & Machining Association; Vice-Presidente da VDI Brasil - Associação de Engenheiros Brasil-Alemanha SC - VDI Verein Deutscher Ingenieure. Lattes http://lattes.cnpq.br/0446222929419765. christian@agile2.com.br
Alexandre Machado - Técnico em Mecânica pelo CIS - Dário G. Salles. Larga experiência em processo de manufatura para construção de moldes de injeção de plástico e alumínio sob pressão, processo de usinagem de eletrodos de cobre e grafite, processo de usinagem de cavidades e componentes, e implantação e gerência de laboratório para montagens de ferramentas. Sócio fundador da Agile2 Consulting. alexandre@agile2.com.br
Embora o ERP seja umas das ferramentas da indústria para uma gestão otimizada, muitos gestores ainda desconhecem o conceito desse sistema de gestão e deixam de aproveitar os benefícios por ele oferecidos.
À medida que a tecnologia ganha espaço no mundo corporativo, é preciso saber usá-la a favor de melhores resultados. Usufruir das funcionalidades do sistema de gestão ERP faz parte desse tipo de otimização do trabalho.
Aumente a eficácia do trabalho e facilite a comunicação interna: entenda como funciona o sistema de gestão ERP.
A sigla ‘ERP’ vem do inglês “Enterprise Resource Planning", que, em tradução livre, significa Sistema de Gestão Integrado.
Ou seja, ERP refere-se a um tipo de sistema de gestão de todos os setores da empresa, inclusive indústria, integrando informações sobre vendas, finanças, estoque, produção e qualidade.
Essa é uma maneira tecnológica e eficiente de centralizar informações em uma única plataforma, de modo a facilitar tanto o acesso aos dados corporativos quanto o compartilhamento – e consequentemente, a análise.
O sistema de gestão ERP oferece uma visão ampla e integrada da empresa. Todos os dados ficam disponíveis através de uma única plataforma, facilitando a análise de métricas que facilitam a tomada de decisões.
Os sistemas integrados de gestão, ERP, servem como uma espécie de lente que dá a visão panorâmica dos negócios. Tudo o que acontece na empresa, passa pelo ERP.
O objetivo é garantir que os gestores tenham condições de estabelecer as melhores estratégias de gestão que envolvem estoque, produção, projetos, custos, contas a pagar e a receber, notas fiscais emitidas, e até monitoramento de vendas, dentre outros departamentos.
Na prática, o ERP identifica, por exemplo, a chegada de nova carga de material que deve ser encaminhada para a produção e seu desenvolvimento no chão de fábrica. O sistema é alimentado com as informações necessárias para que o próximo setor fique informado, dando seguimento quase que automático às atividades.
Após a matéria-prima ser utilizada, o sistema ERP também serve para informar os responsáveis pela aquisição de materiais sobre a necessidade de fazer novas compras, apurar resultados, custos e outras implicações.
O ERP dispensa a prestação de informações individualizada, um a um, oferecendo a todos os setores os dados necessários para prosseguir com a produção e administração de maneira ininterrupta.
Além de agilizar o processo produtivo, estimula a comunicação e produtividade das equipes, facilitando e agilizando o atendimento ao cliente e prestação de informações a outros colegas da empresa e lideranças.
O ERP também pode ser alimentado com dados sobre a equipe, como produtividade e qualidade do serviço executado, por exemplo. Uma alternativa para avaliar desde o cumprimento de metas à necessidade de oferecer incentivos ao desempenho e proatividade.
O sistema de gestão ERP é alimentado constantemente com informações relevantes para os mais diversos setores da empresa.
Com isso, o setor responsável pelas ações comerciais e de marketing pode utilizar as informações de queda nas vendas de determinado produto para reformular anúncios e divulgações. A tomada de decisões é rápida graças aos dados integrados e de fácil acesso a todos os setores, conforme as devidas permissões de usuário.
Tomada de decisões
O ERP colabora para tomadas de decisões ágeis e precisas. Com os dados à disposição, dispensa-se basear somente no ‘achismo’ e obtém-se simplificação de processos operacionais, além da união entre inteligência da informação e gestão empresarial. É possível gerar uma gama ampla de relatórios para enxergar a empresa conforme os objetivos do negócio.
Isso também ajuda a antecipar eventuais problemas na operação e gestão, antevendo o gargalo antes mesmo que ele aconteça ou agindo de forma assertiva em eventualidades. Um exemplo disso, é a reposição de
estoque do produto com maior saída ao chegar ao volume mínimo, evitando eventual desabastecimento.
No meio empresarial, tempo é dinheiro - e o ramo industrial é extremamente competitivo e complexo. O sistema de gestão ERP otimiza atividades e processos do dia a dia, reduzindo o tempo entre a ordem e a execução da demanda.
Mais do que isso, o ERP auxilia na diminuição de desperdícios de matéria-prima, bastante comuns quando não há controle sobre os processos e suas etapas.
Como se pode observar acima, o ERP apresenta funções que vão do faturamento ao PCP, otimizando e agilizando a tomada de decisões de todos os setores da empresa. Isso se dá em razão do aperfeiçoamento do fluxo de informações voltados especialmente para os desafios de uma fábrica.

O sistema vai apontar o faturamento e valores referentes ao fluxo de caixa, demonstrando em números como o gestor pode fazer alterações e mudar estratégias de vendas, por exemplo.
Estoque parado é dinheiro que não circula. E através do controle de estoque, o ERP permite ao empresário e seus gestores observar o que precisa ser cotado e reposto; além disso, facilita a comunicação entre o setor de compras, o de custos e o de produção, com baixa no sistema através de apontamentos.
O setor de qualidade também se beneficia com a implantação de uma ferramenta deste tipo, uma vez que é possível realizar auditorias, inspeções, emissões de certificados e outras demandas.
SISTEMA ERP?
Diferentes setores exigem diferentes soluções. No ramo metal mecânico, por exemplo, há a complexidade fre -
quente de se tratar pedidos únicos, onde cada peça é diferente da outra. Para a indústria, o ideal é o uso de um sistema de gestão ERP específico para fábricas, pois contemplam o processo de transformação, que exige naturalmente a necessidade de funcionalidades avançadas e específicas. A compreensão facilitada dos comandos e recursos por parte dos usuários do software deve ser levada em consideração na hora de escolher o seu sistema ERP. Projetados por Engenheiros de Produção, sistemas de gestão ERP, como o da Nomus, são desenvolvidos respeitando teorias de produção e as nuances práticas dos processos da indústria.
Tecnologia em constante evolução
Ao escolher o sistema de gestão ERP para a indústria, o empresário deve optar por sistemas em constante otimização da tecnologia e segurança, oferecendo soluções rápidas e modernas e softwares parametrizáveis para sua necessidade.
O ERP ideal atende às necessidades da sua empresa, desde o controle de materiais, entrada e saída de produtos à coleta de informações facilitada no chão de fábrica com leitores de código de barras de tablets
O software ideal é fácil de usar, simples, intuitivo, funcional, que atenda a todas as necessidades da sua empresa, independente do segmento industrial de atuação. Portanto, pesquise no mercado as ferramentas que possam atender a demanda de gestão da sua empresa antes de tomar a decisão final.

POR SKA AUTOMAÇÃO DE ENGENHARIAS
Oconceito de ecossistema industrial trata de conectar ferramentas, processos e pessoas de dife rentes áreas, através do uso de tecnologias que podem ser customizadas às regras de negócio de cada empresa. Esse assunto, inclusive, vem sendo bastante abordado no mercado da indústria 4.0, que considera a integração entre sistemas para a melhora da comunicação entre os setores e o aumento da produtividade das fábricas como um de seus pilares.
Pensando nisso, a SKA desenvolveu uma nova solução para contribuir com a gestão do processo produtivo das indústrias: o SKA Connector for EDGECAM. A criação dessa nova ferramenta parte justamente desse conceito de ecossistema industrial e tem o objetivo de interligar a área de programação, usinagem e demais envolvidos no processo por meio da tecnologia.
A integração entre pessoas, processos e tecnologia também foi pauta do SKA Connect 2023.

Essa nova solução desenvolvida pelos especialistas da SKA, é uma ferramenta que visa contribuir com a gestão do processo produtivo das indústrias.
Com ela, será possível atender com antecedência e de forma sistêmica o calendário de PCP (Planejamento e Controle da Produção), checando se o programa CNC de cada ordem de produção que irá rodar nas máquinas está pronto e, consequentemente, prevenindo paradas de máquinas não programadas no chão de fábrica.
E o melhor de tudo isso é que o SKA Connector for EDGECAM informa todos esses aspectos ao programador em tempo real, considerando as alterações que podem acontecer na fábrica e precisam ser comunicadas. Além disso, ele aponta as ações que as áreas envolvidas precisam tomar relacionadas ao programa, às ferramentas, à matéria-prima, dentre outros itens que podem ocasionar interrupções na linha produtiva e aumentar o tempo de setup das máquinas.
Segundo o gerente de negócios da SKA, Adriano Tavares, o tempo de máquina parada e os seus motivos são u m dos principais dados observados pelos gestores industriais. A falta de conexão entre as áreas de programação e usinagem da fábrica é um indicador determinante para medir a eficiência da máquina, impactando diretamente nos pilares do OEE (Overall Equipment Effectiveness ou Eficiência Global do

e o futuro das indústrias. Sua programação inclui apresentações de cases de sucesso de grandes empresas que utilizam as soluções da SKA, além de debates e reflexões trazidas por especialistas no assunto. Escaneie o QR CODE para conferir a edição de 2023.

Equipamento), que aponta a disponibilidade ou utilização de máquinas, o desempenho e a qualidade da produção.
Adriano destaca que o fato do SKA Connector for EDGECAM transformar em comunicação sistêmica aquilo que hoje depende de comunicação verbal ou de consultas em múltiplos sistemas sem integração, é um grande avanço para as indústrias. “Essa nova ferramenta para gestão de processos de manufatura introduz um novo momento do sistema CAM no mercado, inserindo o mesmo dentro do ambiente fabril, de forma conectada e trocando informações com outros setores”, explica.
Dentro desse novo momento, entende-se também a necessidade de ter uma solução que entrega um conjunto de relatórios que forneçam dados reais, coletados diretamente do sistema CAM para a tomada de decisão.
Mas esse discurso não é novo, os clientes da SKA já se beneficiam disso dentro do SYNECO, solução MES da empresa. O grande diferencial é trazer isso dentro do ambiente de CAM com o SKA Reports for EDGECAM.
A solução SKA Reports for EDGECAM entrega dados completos do departamento de programação CAM, permitindo a correta análise desses relatórios e auxiliando a empresa de forma estratégica. A análise real da programação contribui com o planejamento das áreas de usinagem, custos, compras, suprimentos, dentre outros.
Conectar pessoas, processos e tecnologia é a base de um ecossistema industrial que colabora com a evolução das empresas rumo ao futuro da indústria 4.0. Entre em contato com a SKA e saiba como implementar essas soluções na linha de produção da sua empresa!
Mais do que oferecer softwares líderes de mercado e desenvolver soluções personalizadas, a SKA se propõe a agregar soluções, promover o desenvolvimento e construir relações rumo a nova era da indústria brasileira. A empresa possui softwares que atendem a todas as áreas da Engenharia e manufatura, como CAD 3D, CAM, PLM, MES, manufatura aditiva, manufatura digital, ECAD e simulação. Com o propósito de transformar a indústria por meio da inovação sustentável, a SKA possui sede em São Leopoldo e mais de 14 escritórios instalados em diferentes estados do Brasil.
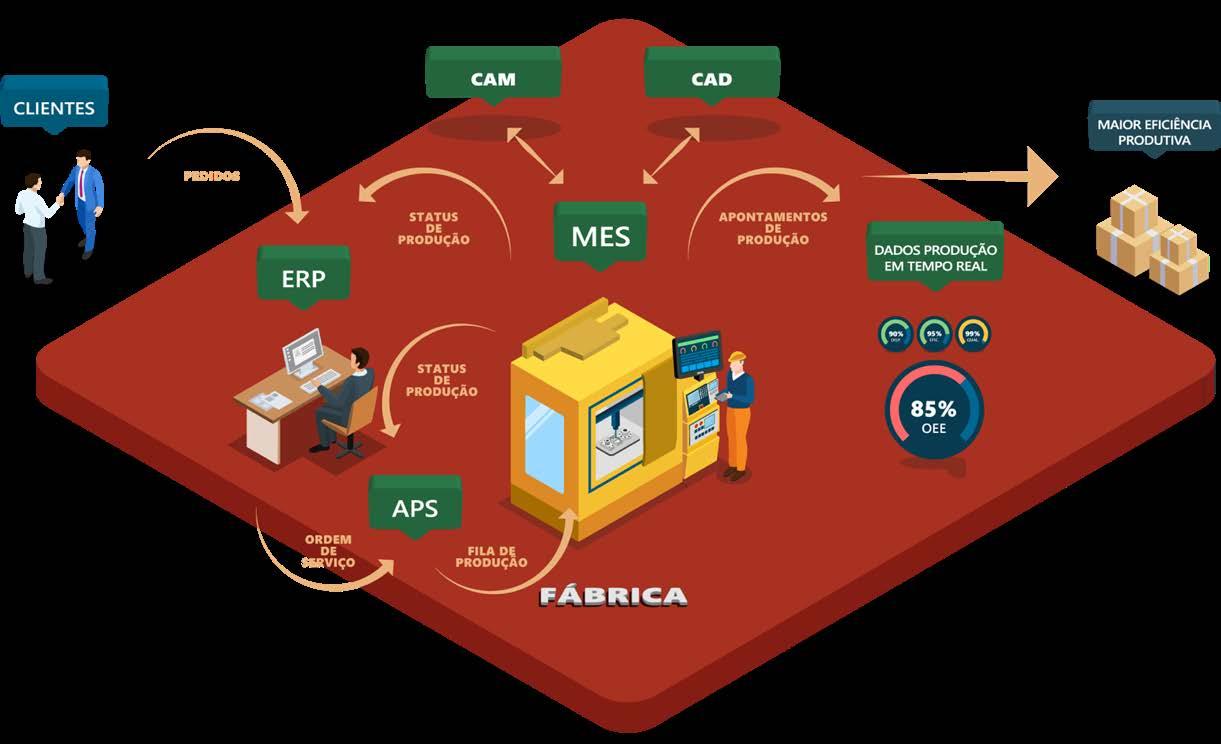
www.ska.com.br
(51) 3591-2900
ska@ska.com.br

POR MOISÉS HENRIQUES
Estimado leitor, que acompanha o meu trabalho e os meus artigos, por aqui, hoje quero trazer para você, uma metodologia e um conceito muito antigo, mas super necessário à indústria 4.0. Metodologia essa, que vem ganhando um destaque absurdo nas últimas décadas. E quando falo, que a origem é antiga, estou me referindo a um conceito que é anterior ao próprio desenvolvimento tecnológico, à inteligência artificial e à popularização da big data . Estou me referindo a metodologia lean manufacturing que, se baseia na redução de desperdícios.
E quais são as minhas expectativas com relação ao seu aprendizado? Que após a leitura do presente artigo, você entenda: (1) o conceito, (2) benefícios e vantagens da sua utilização e (3) como você pode implementá-la na sua empresa e até mesmo no seu dia a dia.
Lean Manufacturing é um sistema de Gestão, que foi desenvolvido no Japão, pela Toyota. O engenheiro da Toyota, Taiichi Ohno, criou a metodologia, após a Segunda Guerra Mundial, entre as décadas de 50 e 60, visando o aumento na qualidade produtiva, em um menor tempo, reduzindo custo e eliminando desperdícios. Consequentemente, aumentando o desempenho e a competitividade de uma organização, com foco na valorização humana.
Apesar da origem do conceito ser antigo, o mesmo só ganhou destaque após os anos 90, com a publicação do livro “A Máquina que Mudou o Mundo” ( The Machine that Changed the World ), do autor de Womack, Jones e Roos, publicado nos EUA.
O livro aborda um estudo desenvolvido pelo MIT ( Massachusetts Institute of Technology ) que retrata a indústria automobilística mundial e destaca a superioridade do Sistema Toyota de Produção (TPS) em relação as demais empresas do segmento, principalmente no que diz respeito à produtividade e os níveis de qualidade, fatores esses, decisivos para o sucesso da indústria japonesa no pós-guerra.
O termo lean manufactorinng , também é conhecido no Brasil como sistema Enxuto de Manufatura ou ainda
sistema Toyota de Produção. É importante destacar, que o diferencial da metodologia está, no “cliente como centro”, onde as decisões são tomadas com base na melhoria contínua, na redução do desperdício, sempre proporcionando a melhor experiência para o cliente. Você já deve estar se perguntando, se é o mesmo que just in time. É até comum essa dúvida, no entanto, são termos distintos, porém complementares e que não devem ser confundidas. Just in Time , assim como Kaizen e kanban são ferramentas, que inclusive podem ser utilizadas dentro da lean manufacturing . Adicionalmente, em termos gerais, a lean manufactoring é uma cultura ou uma filosofia de gestão e não apenas uma ferramenta.
Um dos pilares que sustenta a filosofia lean é a redução contínua do desperdício. Um conceito simples, mas capaz de eliminar tudo o que consume recursos e que não agrega valor para o cliente ou organização. Trazendo isso, para a prática, quer seja do comércio, indústria ou serviços, crie estratégias para executar apenas atividades/peças/produtos que agreguem valor ao seu cliente e que ele esteja disposto a pagar. Pelo que tenho visto na prática, trabalhando há mais 13 anos como Instrutor de CNC, a resolução de problemas, bem como satisfação e a experiência do cliente, são fundamentais. Por isso, faça a velha e boa pesquisa de mercado e crie também protótipos do seu produto ou serviço, antes de produzi-lo em larga escala.
Será que o termo pode ser utilizado na organização onde eu trabalho? Ou melhor, você já tem certeza da sua importância e urgência na empresa. Inclusive já vem à sua mente, os setores da empresa onde a sua aplicação é fundamental. Eu tenho uma excelente notícia para te dar, o termo pode ser adotado por qualquer tipo de organização, independentemente do porte ou seguimento. Inclusive, após atender centenas de empresas, é nítido para mim, o destaque absurdo e a credibilidade, que as
empresas que aplicam essa metodologia vêm ganhando no mercado.
Como se trata de uma metodologia, existem fundamentos norteadores para que isso se torne reprodutível e viável nas empresas:
1. Identificação de valor do ponto de vista do cliente: que em termos práticos significa encontrar o problema que o cliente precisa resolver e fazer do produto a solução.
2. Engajamento e respeito entre as Pessoas;
3. Criação de fluxo de trabalho contínuo: consiste em dividir o processo de trabalho total em partes menores e visualizar o fluxo de trabalho, o que facilita a remoção de interrupções e bloqueios no processo.
4. Mapeamento do Fluxo de valor: permite identificar cada passo que não crie valor e, em seguida, encontrar maneiras de eliminar esses passos desperdiçados.
5. Estabelecimento de fluxo de produção puxada: visa diminuir o desperdício de qualquer processo de produção.
6. Melhoria contínua, sempre buscando a perfeição:
Os benefícios que sua organização pode obter são absurdos, desde os indiretos aos mais diretos:
• Aumento na eficiência dos processos;
• Melhorias na Gestão das prioridades;
• Maior visibilidade e reconhecimento do negócio no mercado;
• Aumento da produtividade e lucratividade;
• Redução do lead time ;
• Maior valorização e satisfação dos colaboradores e clientes;
• Redução de custos e desperdício;
• Conhecimento do que é valor para o seu cliente, que consequente proporcionará uma maior e melhor experiência para ele.
PRINCIPAIS FERRAMENTAS UTILIZADAS NO LEAN Como o sistema lean é bem abrangente com inúmeras possibilidades de aplicação, você já deve estar se perguntando, mas por onde começo? Qual ferramenta ou quais ferramentas utilizo? A resposta é depende, dos
seus objetivos. Posso citar para você pelo menos 13 delas, que irão te ajudar a avaliar e otimizar o seu processo produtivo (figura 01).
Ferramenta japonesa baseada em cinco processos simples, visando medir a qualidade da produção e focar na mobilização de toda a companhia de forma lógica. O objetivo é eliminar o desperdício causado por más estações de trabalho e condições. Além disso, o intuito é fazer o monitoramento do que realmente precisa ser produzido, quando produzir e para quem produzir.
Os 5S envolvem os seguintes termos:
• Seiri: evitar o desperdício de recursos e a falta de espaço;
• Seiton: organizar todo o espaço de trabalho para que a produção seja mais efetiva;
• Seiso: trabalhar para que todo o ambiente fique livre e limpo;
• Seiketsu: determinar as normas de triagem, arrumação e limpeza que vão facilitar a ergonomia e a saúde da fábrica;
• Shitsuke: permite encorajar os seus colaboradores e manter todos ajudando.
FERRAMENTA JIDOKA
Trata-se de uma ferramenta de automatização do processo, direcionada para o controle de qualidade. A ideia central de utilização da ferramenta, está na redução do número de funcionários e no aumento da capacidade produtiva. É uma ferramenta que possibilita que o operador seja capaz de parar todo o processo produtivo, caso identifique algum erro que aconteceu ou possa acontecer durante a operação. Uma vez que se conhece o problema
em tempo real, é possível realizar correções e melhorias no processo, evitando perda de tempo e dinheiro.
FERRAMENTA JIT: JUST IN TIME
Just in Time é uma ferramenta visa otimizar processos produtivos, evitando excesso na fabricação que deixariam o estoque cheio, o que atrapalharia o desenvolvimento da indústria na totalidade. Apesar de em tempos antigos ter sido comum uma abundância de produtos parados, para substituição dos que saíssem, atualmente, a ideia é trabalhar sempre com o depósito com o mínimo possível de produtos.
FERRAMENTA POKA-YOKE
Poka-Yoke é uma técnica utilizada no Lean Manufacturing que visa prevenir erros no processo produtivo. O objetivo dessa técnica é tornar o processo de produção à prova de erros. O termo vem do japonês e significa "à prova de erros". A técnica é baseada em três princípios: identificar o erro, prevenir o erro e melhorar o processo.
Existem vários exemplos de sua aplicação na indústria, como, por exemplo, dispositivos que impedem que os operadores esqueçam de apertar um parafuso, sensores que alertam caso haja alguma falha na montagem ou um sistema de núcleos que indique a sequência correta de montagem.
FLUXO CONTÍNUO
É uma das ferramentas fundamentais do Lean Manufacturing , que visa maximizar a eficiência produtiva, eliminando desperdícios e custos de atendimento. O objetivo é manter a produção em um ritmo constante, de modo a reduzir o tempo de espera e aumentar a eficiência da produção. A implementação do fluxo contínuo traz muitos

benefícios para o processo produtivo, como redução do tempo de produção, redução de estoques e melhoria da qualidade do produto.
É uma ferramenta simples, porém com ampla aplicação. É complementar e essencial no JIT; O Kanban é um sistema que visa otimizar a eficiência no processo de fabricação. Por meio de cartões coloridos e de tamanhos diferentes, é possível organizar e direcionar toda a produção para a conclusão das tarefas e demandas. A sua utilização pode ocorrer de maneira manual, por meio de murais ou através da utilização de softwares tais como Trello, Ummense, Pepify dentre outros. O método separa as tarefas “por fazer”, “em execução” e “concluídas”. Em cada fase, são incluídas ações com a descrição objetiva ou detalhada do que precisa ser feito. O interessante é que a eficiência do processo produtivo é mensurável, basta avaliar a situação das tarefas. Se as “por fazer” e “em execução” forem menores que as “já entregues”, isso é um bom sinal. O importante é que o foco seja sempre a otimização do tempo e do processo produtivo.
É uma ferramenta amplamente utilizada quando o objetivo é mostrar, por exemplo, que os funcionários da empresa precisam se esforçar e trabalhar para reduzir custos, desperdícios e focar no aumento do lucro. Conforme a metodologia, para você melhorar a sua produtividade, não é necessário grandes investimentos, basta incentivar e colaboradores para que eles se sintam envolvidos com toda a linha de produção. É um tipo de ferramenta que se adequadamente utilizada e implantada, pode trazer melhorias na comunicação interna e externa, na autoconfiança de todos os envolvidos, no relacionamento com os clientes e consequentemente na lucratividade.
A melhor maneira de fazer uma avaliação se tudo foi executado conforme o que foi planejado é pensar ferramenta/ciclo PDCA. Ele é de fácil aplicação e os resultados aparecem rapidamente. Essa ferramenta é a abreviação em inglês das etapas para a execução do ciclo. São elas:
• Plan : é o planejamento do seu objetivo final. É o momento para determinar os prazos, as tarefas e os responsáveis
• Do : que em português significa “fazer” é o momento em que as atividades são delegadas para cada responsável;
• Check : essa é a fase de acompanhamento, para verificar se está tudo dentro do prazo, dos custos, da qualidade e de outras variáveis;
• Act : é o momento de agir ou corrigir, em que vamos verificar se há falhas na execução e no planejamento.
Além de manter todos os colaboradores alinhados com o seu projeto, o ciclo PDCA vai trazer agilidade e qualidade em todas as ações em que ele for implantado.
Se o seu problema e preocupações estão relacionados com a manutenção e conservação de equipamento da linha de produção, então você encontrou a ferramenta certa. Fazendo a tradução dos termos para o português, significa Manutenção Produtiva Total. Os problemas operacionais podem trazer grandes impactos nas operações industriais. Por isso, essa técnica incentiva a proatividade da manutenção, a fim de maximizar os equipamentos operacionais. Combinado com a metodologia 5S, ela apresenta alguns pilares:
• Foco na melhoria dos equipamentos;
• Manutenção autônoma;
• Planos de manutenção;
• Gestão de qualidade;
• Boa qualidade dos equipamentos.
Todos os colaboradores podem pensar em soluções preventivas para evitar quebras, atrasos, defeitos e acidentes com os equipamentos. Algumas empresas que utilizam o TPM incluem a Toyota, a Ford e a Panasonic.
Objetiva nivelar a variedade ou o volume da produção. Ela é responsável por dar estabilidade na fabricação e evitar excessos. Empresas referências no mercado já utilizam a ferramenta em seus processos produtivos, dentre elas cita-se a Ford e a Dell. A Ford adotou um sistema de nivelamento da produção, visando a redução do estoque parado e o aumento na flexibilidade operacional, baseado em uma linha de montagem flexível e modular, que permite a produção de diferentes modelos de veículos iguais e em um ritmo constante. Já a Dell, adotou um sistema de produção baseado em um cronograma mestre de produção, objetivando a minimizar variações na demanda e produzir diferentes produtos iguais, ritmo constante e um melhor controle da qualidade produtiva.
Andon é amplamente utilizada em processos industriais que visam identificar e resolver problemas rapidamente. Consequentemente, obtêm-se um aumento na eficiência e a produtividade. Em termos práticos, pode ser utilizada na mensuração de indicadores de produtividade e para sinalizar problemas na produção, consequentemente levando a um aumento na qualidade dos produtos e serviços prestados e consequentemente, evitando desperdício e acidentes de trabalho. Além disso, é possível monitorar, por exemplo, o tempo de parada de uma máquina e eficiência produtiva. A pergunta que não quer calar: quais são as conceituadas empresas que utilizam a ferramenta em
seus processos produtivos?
• Toyota: a empresa utiliza um sistema de sinalização visual com luzes de diferentes cores e sons para indicar a situação da produção em tempo real e alertar os operadores sobre qualquer problema.
• Samsung: a empresa adotou um sistema de monitoramento em tempo real da produção, que permite aos operadores identificar causas e resolver rapidamente os problemas.
• General Motors: a empresa utiliza um sistema de sinalização visual que auxilia os operadores na identificação de problemas e causas no processo produtivo. Ela utiliza também ferramentas de análise de dados para otimizar o processo e criar estratégias.

FERRAMENTA KPIS - KEY PERFORMANCE INDICATOR
Os indicadores-chave de performance ou desempenho são métricas, usadas para analisar a eficiência da produção. São dados como velocidade de produção e número de produtos entregues que vão conseguir mensurar o sucesso dos objetivos da fabricação.
FERRAMENTA SMED - SIGLE MINUTE EXCHANGE OF DIE
Conhecida no Brasil como troca rápida de ferramentas. É um conjunto de técnicas que buscam reduzir o tempo que uma máquina demora para ligar. Com isso, a organização consegue ganhar mais tempo e flexibilidade na produção.
Conclui-se que Lean Manufacturing ou manufatura enxuta é uma abordagem muito poderosa, que visa a otimização dos processos produtivos, eliminando desperdícios e aumentando a eficiência e a qualidade dos produtos. Porém, para que essa metodologia ou sistema de gestão funcione de forma eficaz, é necessário que os gestores ou tomadores de decisões nas empresas, adotem uma cultura de melhoria contínua e sejam capazes de se adaptar rapidamente às mudanças do mercado.
É importante também que as organizações passem a valorizar e se envolvam com seus funcionários ou colaboradores no processo de implementação do Lean , pois só assim, será possível perceber o quanto os integrantes estão comprometidos com os objetivos da empresa. Consequentemente, eles se sentirão motivados e engajados na busca dos melhores resultados.
A implementação do Lean Manufacturing traz muitos benefícios para as empresas, que incluem redução de custos e de desperdícios, aumento da produtividade, melhoria da qualidade dos produtos e um maior engajamentos da equipe. Além disso, é possível reduzir quase a zero os erros e problemas de uma linha de produção. No
entanto, é importante destacar que essa abordagem não é uma solução instantânea, de curto prazo ou de fácil execução. Muito pelo contrário, trata-se de uma jornada contínua, que exige muito comprometimento e esforço constante, por parte de todos da organização.
Os gestores e as empresas que desejam adotar a manufatura enxuta como modelo para seu sistema de gestão, precisam ter a clareza que primeiramente é necessário planejar, investir em treinamento e capacitação. E por mais que a princípio, os resultados parecem inalcançáveis, com dedicação, planejamento e treinamento é possível impactar a cultura da organização, porém com a clareza que os resultados só serão alcançados a longo prazo. No entanto, os benefícios que essa abordagem pode trazer para a empresa e seus colaboradores, bem como para o meio ambiente e a sociedade na totalidade, fazem com que o esforço e investimento valham a pena.
E Você? Se interessou pelo tema e quer saber um pouco mais sobre essas ferramentas de lean manufacturing ? Entre em contato com a nossa equipe!
Bibliografia
JI, X., et al. (2017). Applying lean manufacturing principles in a Korean Samsung display factory. Journal of Industrial and Production Engineering, 34(7), 489-500.
KATO, H., et al. (2015). A review of lean manufacturing implementation in global automotive companies: focus on Toyota production system implementation. International Journal of Automation Technology, 9(5), 529-535.
LIKER, J. K. O Modelo Toyota: 14 Princípios de Gestão do Maior Fabricante do Mundo. McGraw-Hill, 2004.
MOUBRAY, J. (1997). Reliability-centered maintenance. Industrial Press Inc.
NAKAJIMA, S. (1988). TPM: Introduction to Total Productive Maintenance. Productivity Press.
NAKAJIMA, S. (1994). TPM implementation: A Japanese approach. Productivity Press.
OHNO, Taiichi. Sistema Toyota de Produção: Além da Produção em Grande Escala. Imprensa de produtividade, 1988.
SCHLESINGER, J. (2016). General Motors’ Lansing Delta Township plant uses Andon system to keep assembly line moving. Michigan Live. Available at: https://www.mlive.com/lansing-news/2016/09/general_motors_lansing_delta.html. Accessed on: April 20, 2023.
SHAH, R. e WARD, P. Lean manufacturing: contexto, pacotes práticos e desempenho. Journal of Operations Management, v. 21, n. 2, pág. 129-149, 2003.
SHINGO, S. (1986). Controle de qualidade zero: inspeção de origem e sistema poka-yoke. Imprensa de produtividade.
WOMACK, James P.; JONES, Daniel T.; ROOS, Daniel. A máquina que mudou o mundo. 9. ed. Rio de Janeiro: Campus, 2004.
Sites https://www.nortegubisian.com.br/blog https://materiais.inovacaoindustrial.com.br/ htps://www.totvs.com/blog/gestao-industrial/ferramentas-de-lean-manufacturing/ https://www.fm2s.com.br/blog/principios-lean
Moises Henriques Braga Pereira - Especialista em CNC, Professor e CEO da Empresa desde 2012.
(31) 99477-8520
Instagram: @papocnc moises@papocnc.com.br

Oclima de insegurança só cresce no país e no mundo. Instabilidade política, econômica e até jurídica têm sido notícia não só no Brasil, mas até em países como França e Israel.
Com isso, empresários vêm buscando alternativas para investir e proteger seu patrimônio. Uma dessas alternativas são as empresas offshore
Para quem não está familiarizado com esse termo, offshore significa, literalmente, “fora da costa”, ou seja, trata-se de uma empresa constituída em outro país que não seja o de sua origem.
O primeiro passo desse processo é a definição do país no qual será aberta a empresa. É fundamental escolher um país com economia forte, moeda estável e com tributação reduzida. De acordo com o Banco Central (dados de 2021), os principais destinos dos recursos brasileiros no exterior são Ilhas Cayman, Ilhas Virgens Britânicas, Bahamas, Holanda e Estados Unidos. Os três primeiros países são considerados “paraísos fiscais”, onde a tributação é muito reduzida ou até mesmo zerada. Além da baixa carga tributária, são países com moedas fortes, estabilidade política e econômica e liberdade de câmbio.
É bastante comum o termo “paraíso fiscal” nos remeter à ideia de ilegalidade, sonegação e lavagem de dinheiro, mas esse entendimento não procede. Isso porque não existe legislação brasileira que proíba a abertura de uma empresa offshore, porém, há necessidade de declarar a operação à
O que ocorre é que esses paraísos fiscais primam pelo sigilo das operações e na maioria das vezes não exigem registros fiscais, facilitando transações ilícitas. Todavia, apesar da não exigência dos registros fiscais, é imprescindível que empreendedores brasileiros mantenham a contabilidade dentro do Padrão Contábil Internacional – IFRS para a eventualidade de ser-lhes solicitado.
A título de curiosidade, dentre os países que não são considerados paraísos fiscais destaca-se os Estados Unidos, pela facilidade do processo de constituição da empresa a depender do estado americano escolhido.
Nesse sentido, um número cada vez maior de brasileiros tem escolhido a Flórida para iniciar seus negócios no exterior. Para se ter uma ideia de como a burocracia é reduzida, o empreendedor necessita apenas de um passaporte brasileiro e um endereço comercial no estado americano, não havendo necessidade de residência nem do visto para iniciar o empreendimento.
A modalidade de empresa mais utilizada por brasileiros nos EUA é a LLC - Limited Liability Company, muito semelhante à nossa LTDA e bastante utilizada para a aquisição e administração de imóveis.
Outro ponto interessante diz respeito ao custo para abrir uma empresa offshore,que gira em torno de US$ 2 mil a US$ 5 mil com uma taxa de manutenção anual de US$ 1 mil, aproximadamente.
Além dos benefícios tributários, as empresas offshore favorecem outros
aspectos que variam de acordo com o país escolhido, como por exemplo:
• Planejamento patrimonial e sucessório

• Proteção de ativos
• Facilidade para obtenção de créditos internacionais
• Expansão internacional dos negócios
• Liberdade de câmbio
• Estabilidade e previsibilidade das políticas econômicas
• Sigilo e confidencialidade
Por fim, um alerta: Para quem está pensando em alçar seu primeiro voo no mundo dos negócios internacionais, é de suma importância contar com o apoio de uma consultoria séria no assunto, provida de profissionais habilitados que irão orientar e sugerir as melhores oportunidades a depender dos objetivos do empresário e do montante a ser investido, buscando sempre a melhor lucratividade com os menores riscos.
Maiores informações contato@sh.adv.br
(47) 3027-2848


Vlamir Miranda e José Carlos Ossuna decidiram empreender juntos após perderem seus empregos durante o Plano Collor, quando o governo adotou um conjunto de medidas econômicas para controlar a hiperinflação (1972%, em 1989). Eles atuavam em uma estamparia de metais e, em dezembro de 1990, formalizaram a sociedade, fundando a Estampo Tec Indústria e Comércio Ltda.
No início, entre máquinas e equipamentos, apenas uma fresadora, um torno e furadeira, além da colaboração de dois funcionários, um deles, o Sivonildo José da Silva que atua até hoje na ferramentaria.
Quatro anos depois, em 1994, compraram a primeira eletroerosão a fio, período em que a empresa teve um crescimento significativo, pois quase não existia este tipo de maquinário no Brasil. A partir desta aquisição, a empresa foi reinvestindo em mais equipamentos e passou a trabalhar 24 horas por dia, para cumprir a demanda de produção.

A primeira ferramenta criada foi para a empresa Linsa Transformadores, em 1991, a partir deste desenvolvimento, iniciou-se então um novo ramo, a construção de ferramentas, vieram os clientes Ueta Aparelhos Eletrônicos, Wap Molas, Bosal do Brasil (fabricante de macaco de

carro) e Ilumatic S.A (transformadores). O negócio prosperava, mas, no decorrer da jornada, em 1998, Vlamir e José resolveram dividir as empresas que tinham fundado e cada um seguiu com uma, o Vlamir Miranda ficou com a Estampo Tec. A empresa foi se desenvolvendo em ferramentas cada vez mais complexas e ganhando escalas cada vez maiores.
A capital Paulista foi sede da empresa em três endereços, as mudanças de local foram necessárias para atender o aumento contínuo de produção. O último galpão na cidade de São Paulo ocupava uma área de 1.100 m², mais do que o dobro do
Em 2012, Roseli Miranda assumiu a gestão da empresa fundada por seu maridoFoto interna da empresa
primeiro espaço. Em janeiro de 2005, a Estampo Tec conquistou sua sede própria, na cidade de Guarulhos/SP, com 6.200 m² de área construída, onde atuam 115 profissionais. Com a mudança para a sede própria, solidificou-se um novo negócio, além da ferramentaria, a estamparia de metais.
Para Roseli Miranda, atual sócia e presidente, a vinda de toda a equipe para este novo espaço, próprio, foi uma data marcante. O local conta com refeitório, sala de treinamento, quadra poliesportiva, estacionamento e muita perspectiva de crescimento. “Foi uma honra para o fundador (Vlamir), sua equipe e parceiros”, relembra.
A Estampo Tec atua no mercado nacional, com clientes distribuídos pela região Sul, Sudeste e Norte do país. Os principais deles são sistemistas da indústria automotiva, fabricante de motocicletas e de eletrodomésticos. “O nosso foco é atuar em empresas que buscam um alto nível de precisão e que investem em ferramental que traga economia de recursos nos processos de estampagens, podendo ser ferramentas manuais ou progressivas. Dispomos de 15.000 horas mês na ferramentaria e atuamos em dois turnos na Estamparia”, explica Roseli.



“Após o falecimento do Vlamir Miranda (meu marido), em julho de 2012, enfrentamos o maior desafio, que foi o de reorganizar a empresa, para que em pleno voo, fosse preparada para ter uma gestão profissional, mesmo sendo uma empresa familiar. Assumi a empresa dois dias após o seu falecimento, grávida de oito meses e com mais dois filhos, um de 2 e o outro de 17 anos”, relata Roseli.
A nova gestora disse que tinha experiência na área financeira, mas não dominava o mercado que estava assumindo. Ela chegou à Estampo Tec com a missão de continuar com o negócio, porém tinha que dar uma
resposta rápida ao mercado. “Fiz vários contatos com profissionais do setor da Indústria e conheci o Sérgio Proto, nosso superintendente. Ele tinha experiência em multinacionais, então, juntos, reestruturamos a operação, mantendo a qualidade e aumentando a capacidade produtiva e, consequentemente, o resultado”, afirma a empresária.
Roseli também pensa em um plano de desenvolvimento profissional para o Caio Miranda, seu filho, que é atualmente sócio e cresceu literalmente dentro da empresa. Vlamir (pai) levava o Caio para a empresa durante as férias escolares. Ele já atuou na expedição, usinagem CNC, ferramentaria de manutenção e cons -
trução. Formou-se em Administração de Empresas, concluiu Programa de Desenvolvimento Empresarial e continuará atualizando o seu conhecimento com inovação e em ferramentas que se relacionem com a necessidade da empresa. Hoje, ele lidera o setor de Orçamentos e é responsável pelas ações de marketing, além de atender diretamente algumas empresas. “Tudo isso serviu para o seu crescimento profissional e, claro, visando a oportunidade de assumir o comando da empresa”, reflete a mãe.
Pensando nos próximos anos de atividades, pretende-se continuar investindo em tecnologia, software que possibilitem ganho de produtividade, capacitação técnica, benchmarking com ferramentarias renomadas, controle assíduo dos custos e aumento da participação de mercado. “A concorrência asiática é muito forte e não existia no passado”, explica Roseli. Para ela, o importante é seguir uma estratégia de segmentação para o mercado que busca pontualidade, soluções tecnológicas, peças especiais, fidelização e solidez. Além disso, por se tratar de produção sob
Recentemente a Estampo Tec participou de um projeto de benchmarking organizacional e tecnológico aplicado em ferramentarias brasileiras para avaliar o desempenho do setor em comparação com os concorrentes mundiais, como a Alemanha e a China. A iniciativa faz parte do programa Rota 2030: Ferramentarias Brasileiras Mais Competitivas. O trabalho foi realizado em um período de 15 meses (novembro/2020 a janeiro/2022).
satisfatório para a nossa empresa, demonstrando que estamos no caminho certo”, acrescentou Roseli.
A gestora salienta ainda que a união da equipe faz toda diferença no dia a dia, nos momentos de dificuldades e das conquistas. Ela lembrou, emocionada, que no período da pandemia, em dezembro de 2020, a Estampo Tec completou 30 anos de história. “Fizemos uma live com a participação de uma banda musical com depoimento de clientes, colaboradores e a participação de familiares e parceiros. Roseli destaca, que a empresa se consolida mais a cada dia porque todos na Estampo Tec são comprometidos, dedicados e tem respeito e amor pelo que fazem.

Estampo

Av. Novo Brasil, 220 – Cumbica
CEP: 07221-010 – Guarulhos/SP
+55 (11) 2487-2977 estampotec.com.br

DORMER PRAMET
NOVA CLASSE DE TORNEAMENTO
DA DORMER PRAMET
A Pramet T9415 é a classe MT-CVD mais avançada lançada pela Dormer Pramet em quase dez anos. Esta classe de quarta geração cobre uma ampla gama de aplicações, substituindo as anteriores T9310 e T9315. Além disso, também se sobrepõe parcialmente à classe T9325, dando à T9415 uma das mais amplas aplicações em torneamento de aços.
Com um revestimento 30% mais espesso do que a geração anterior, a Pramet T9415 melhora significativamente a durabilidade da ferramenta aumentando a resistência ao desgaste e oferece maior produtividade ao permitir velocidades de corte mais altas. Vários clientes que testaram a nova classe relataram que sua produtividade dobrou durante a usinagem de aços carbono e estruturais.
Além disso, um novo processo de pós-tratamento melhora a tenacidade e a estabilidade da aresta de corte, resultando em maior confiabilidade em cortes interrompidos e condições instáveis, mas a T9415 ainda é adequada para altas velocidades de corte.
A área de assentamento da pastilha foi retificada para melhorar a estabilidade e melhorar a transferência de calor para longe da aresta de corte. Isso ajuda ainda mais a melhorar a vida útil da ferramenta, reduzindo a deformação plástica nas zonas de corte. Além disso, um revestimento dourado TiN permite que os operadores detectem melhor o desgaste ao longo do flanco das pastilhas.
Utilizando as tecnologias mais recentes, os insertos Pramet T9415 possuem geometria de aresta de corte otimizada que reduz as forças de corte e melhora o desempenho. Além
de economizar energia, os próprios insertos são fabricados com as mais recentes tecnologias de produção e matérias-primas que suportam uma oferta mais sustentável e ecológica.
(11) 5660-3000 dormerpramet.com
FIT ENGINEERING SYSTEMS FIKUS 2023 MELHORA AUTOMAÇÃO E GERA MAIS RESULTADOS PARA O CHÃO DE FÁBRICA
ção das operações de usinagem. A outra grande inovação desta nova versão foi o Reconhecimento Automático de Figuras, capaz de identificar os elementos a serem usinados e programar automaticamente o processo de usinagem. A inclusão da usinagem inteligente no fresamento é um passo rumo à usinagem totalmente automática.
O novo sistema traz novos recursos que melhoram ainda mais a agilidade do sistema operacional, com diversas novas automações que reduzem ainda mais o tempo de programação.
A FIT Engineering Systems está disponibilizando para o mercado, a nova versão do Fikus ST, o software CAD/CAM desenvolvido especialmente para a oficina. O Novo Fikus 2023 é um passo à frente na automação dos processos de produção no chão de fábrica e, como resultado, um aumento de produtividade e lucratividade para o chão de fábrica.
Nesta nova versão, as melhorias do Novo Fikus 2023 estão focadas na otimização dos assistentes tecnológicos, com novas opções e funções. Os comprovados assistentes de tecnologia Fikus permitem que você programe qualquer processo de usinagem de forma eficiente e quase automática com apenas alguns cliques do mouse. Agora oferecem ainda mais agilidade na programa -
Os gráficos também foram aprimorados para aumentar a agilidade do Fikus em lidar com grandes arquivos de peças complexas. Agora, o Fikus ST 23 utiliza tecnologia avançada de renderização como a utilizada em videogames, assim, sem trocar de equipamento ou placa de vídeo, você terá muito mais agilidade na movimentação, rotação ou seleção de peças. O Fikus agora é 4 vezes mais rápido na exibição de arquivos no modo sombreado.
(15) 3500-9392 fit-tecnologia.com.br
NETMAK
NETMAK APRESENTA NOVA LINHA DE EMPILHADEIRAS ELÉTRICAS Marca lança no mercado máquinas com baterias de lítio e chumbo ácido e projeta alta de 50% no faturamento.
Criada em 2016, para proporcionar serviços e soluções logísticas para empresas em todo o país, a Netmak possui ainda o maior e-commerce de peças para empilhadeiras do Brasil. Com um ecossistema rápido e responsivo, que resolve as necessidades logísticas de forma ágil e fácil, a empresa está em constante evolução para oferecer soluções de forma simples e intuitiva aos seus clientes e está lançando no mercado uma nova linha de produtos, a empilhadeiras elétricas NTK. Com essa iniciativa, a
empresa espera aumentar em 50% seu faturamento neste ano.
Desde a sua fundação, a Netmak trabalha com empilhadeiras a diesel e, com atendimento totalmente digital, conseguiu cativar o mercado e fidelizar seus clientes, suprindo as demandas do mercado, democratizando o acesso a máquinas operacionais, diversificando os meios de comunicação e criando formatos que facilitem a jornada de compra dos clientes.
Com o avanço da indústria 4.0, a Netmak quer oferecer aos clientes novas tecnologias e, por isso, aposta em uma nova linha de produtos. "As empilhadeiras NTK são elétricas, projetadas e desenvolvidas com alta qualidade e resistência", comenta Silene Medeiros, CEO da empresa. Entre as inovações estão indicador de porcentagem da carga de bateria, freio eletromagnético e roda principal acoplada ao timão rotacionando até 180 graus, facilitando o manuseio em espaços reduzidos. Com um histórico focado em novidades, essa não é a primeira vez que a Netmak inova no mercado. Em 2022, a empresa lançou no Brasil uma linha de transpaletes - empilhadeiras mais compactas, com elevação de carga menor, destinadas a ambientes internos - que representaram 30% das vendas no ano passado. Seguindo uma tendência de crescimento, q ue vem se concretizando ao longo dos anos, a Netmak espera que as empilhadeiras elétricas sejam responsáveis por 50% do faturamento neste ano.
(18) 3203-3808
netmak.com.br
KUKA
Nova família de robôs da KUKA tem características específicas, design inovador e maior desempe -
nho dinâmico.
A KUKA, uma das principais fabricantes mundiais de robôs industriais, lança uma nova família de robôs, a KR FORTEC ultra, com equipamentos mais compactos e mais ágeis no manuseio de cargas de 480 a 800 kg. Idealizados para alta capacidade de carga e elevados momentos de inércia, enquadram-se de maneira especial aos requisitos do setor automotivo.
Segundo Edouard Mekhalian, Diretor Geral da KUKA Roboter do Brasil, a família KR FORTEC ultra é um importante acréscimo ao portfólio, pois inclui cinco variantes de robôs, cada uma com características para aplicações específicas.
O KR 800, por exemplo, é especial para cargas de até 800 kg, enquanto as duas variações do KR 480 têm grandes raios de alcance de até 3.700 mm. Já as variantes HI dos modelos KR 640 e KR 560, foram projetadas para trabalharem com ferramentas com maiores momentos de inércia.
O design inovador com braço duplo é também um diferencial no equipamento da nova linha KR FORTEC ultra, pois reduz o peso do equipamento ao mesmo tempo em que garante alta rigidez e precisão no movimento.
Além disso, diminui o uso de insumos e resulta em um maior desempenho dinâmico, com tempos de ciclo otimizados, menor consumo de energia e redução no footprint de CO2. “Para a faixa de 800 kg, que possui altos momentos de inércia, os clientes tinham a necessidade de utilizar robôs de uma classe de carga ainda mais alta, que são significativamente mais pesados e mais caros, principalmente na manutenção do equipamento”, comenta Mekhalian. Com uma relação peso/potência mais aprimorada, a nova família KR FORTEC ultra reduz o consumo e tempo de troca dos seus componentes.
kuka.com/pt-br
Novas classes aumentam a produtividade sem comprometer a vida útil da ferramenta ou a segurança do processo.
A Sandvik Coromant, especialista em ferramentas de corte, amplia sua oferta de fresas de topo inteiriças CoroMill Plura HD para desbaste pesado em aço e aço inoxidável com duas classes novas. Essa nova geração de classes conta com a exclusiva cobertura Zertivo 2.0, que combina produtividade de classe mundial com excepcional taxa de remoção de metal e a maior segurança de processo possível.
A CoroMill Plura HD é a primeira escolha de solução otimizada da Sandvik Coromant para aplicações pesadas de até 2×D em aço e aço inoxidável (ISO P e ISO M), oferecendo fresamento de topo seguro e eficiente. Graças às novas classes com cobertura Zertivo 2.0, a vida útil das ferramentas, a segurança do processo e a produtividade aumentam ainda mais.
"Com o Zertivo 2.0 aplicamos nosso amplo conhecimento em tecnologias de cobertura em nossas ferramentas rotativas inteiriças", diz Antti Wikström, Gerente Global de Produto, Fresas de topo inteiriças da Sandvik Coromant. "Isso nos dá a oportunidade de oferecer coberturas exclusivas, feitas sob medida, que enfrentarão os desafios de usinagem de nossos clientes com desempenho e eficiência de ferramentas superiores."
As novas classes permitem recomendações de velocidade de corte 30% maior nas principais áreas de aplicação ISO P e ISO M, bem como materiais secundários ISO K e ISO S, devido a sua forma de canal otimizado, o que proporciona um escoamento eficaz de cavacos. As classes desenhadas para usinagem em aço inoxidável vêm em duas versões: uma com refrigeração interna para melhorar o controle de
temperatura e a vazão dos cavacos, e uma sem refrigeração interna.
O programa padrão oferece diâmetros de 2 a 25 mm, uma profundidade de corte de 2×D, 4 a 5 dentes e um ângulo de usinagem em rampa de 5° ou 7°. As opções Tailor Made estão disponíveis dentro da linha de soluções personalizadas.
(11) 4680-3536 sandvik.coromant.com/pt-pt
WEG
WEG LANÇA ROBÔ MÓVEL
AUTÔNOMO PARA MANUFATURA E INTRALOGÍSTICA
eficiência”, diz Carlos José Bastos Grillo, diretor superintendente da WEG Digital & Sistemas.
O equipamento tem alimentação puramente elétrica e de baterias, possibilitando ganhos adicionais de consumo de recursos para os clientes que já estão alinhados com as tecnologias da indústria 4.0. É acompanhado de acessórios como joystick e estação de carregamento.
O sistema de segurança para prevenção de colisões é outro diferencial do produto, que o torna viável no trabalho de transporte e movimentação de cargas em áreas compartilhadas com os operadores.
O cliente também conseguirá monitorar e comandar a frota de robôs através do software WMR Fleet Management , que é capaz de integrar robôs do tipo AMR de diferentes marcas e modelos.
A WEG lançou um robô autônomo com o qual pretende melhorar a eficiência operacional das atividades realizadas nas indústrias que necessitam de transportes internos.
De acordo com a empresa, esta primeira versão do WMR (WEG Mobile Robot ) pode otimizar processos que normalmente demandam esforços repetitivos na intralogística.
O novo robô opera no sistema AMR ( Autonomous Mobile Robot ), cujo diferencial é a navegação natural ou por contorno.
Através de métodos como o SLAM ( Simultaneous Localization and Mapping ), o robô realiza uma navegação autônoma, desviando de obstáculos dinâmicos em seu percurso e replanejando rotas automaticamente, quando situações de bloqueio são identificadas.
“O lançamento deste robô inovador faz parte da estratégia da companhia de trazer sempre para a indústria ganhos substanciais de
Na ferramenta também é possível criar simulações de cenários, análise de possíveis conflitos, gerenciamento de múltiplos usuários, independência de fabricantes, integração com a plataforma IoT WEGnology e outras aplicações como o MES ( Manufacturing Execution System ).
Para a WEG, o novo robô é mais uma prova do esforço da companhia no desenvolvimento de soluções para as áreas de eficiência energética, energias renováveis e mobilidade elétrica, o que lhe assegura operações industriais em 15 países e vendas para mais de 135 países. A empresa atingiu em 2022 faturamento de R$ 29,9 bilhões, com 50,3% provenientes de vendas fora do Brasil.
(47)
weg.net
FLUKE
FLUKE LANÇA FERRAMENTA DE ALINHAMENTO DE EIXOS A LASER
A Fluke do Brasil, fornecedora de ferramentas de teste e medição, acaba de anunciar o lançamento do Fluke 831, ferramenta de alinhamento de eixos a laser, que tem por objetivo facilitar a manutenção de máquinas

rotativas acopladas.
O lançamento chega ao mercado para complementar a linha de produtos de manutenção mecânica da Fluke, composta pelo medidor de vibração Fluke 805FC, pelo testador de vibração Fluke 810, pelo Estroboscópio LED Fluke 820-2 e agora pela ferramenta de alinhamento de eixos a laser Fluke 831. Segundo a empresa, tais ferramentas, asseguram a conformidade com as normas e especificações técnicas aplicáveis à indústria.
O gerente de Produtos da Fluke do Brasil, Carlos Rubim, explica que o desalinhamento entre eixos é responsável por, ao menos, metade dos danos encontrados em máquinas rotativas. No entanto, ao invés de atuar no reparo do problema, equipes de manutenção costumam apenas tratar os sintomas do desalinhamento, substituindo rolamentos danificados, acoplamentos e selos, pois acreditam que para atuar no alinhamento é preciso destinar muito tempo. “O Fluke 831 ajuda os profissio-
nais a solucionarem a raiz do problema, e não apenas o sintoma, com um alinhamento de eixo rápido, fácil e completo”, afirma.
Benefícios e soluções Com interface intuitiva e guiada, o Fluke 831 permite alinhamentos sem a necessidade de utilizar programas complexos ou mesmo realizar longos treinamentos avançados. “Por mais que seja uma ferramenta fácil de usar, é também suficientemente poderosa para técnicos de todos os níveis, uma vez que é possível realizar o alinhamento de uma maior quantidade de máquinas, com um equipamento que conta com todas as funcionalidades que o profissional necessita, desde expansão térmica, até a possibilidade de definir as tolerâncias desejadas”, reforça.
Rubim destaca ainda que a nova ferramenta conta com uma interface gráfica 3D em formato de tablet, com indicações de passo a passo para os
profissionais mais iniciantes, bem como a possibilidade de geração moderna de relatórios customizados pelo usuário, para apoiar os mais experientes. “Além de Wi-Fi, o 831 vem com o software de alinhamento de eixo ARC 4.0, Bluetooth Low Energy (BLE), Identificação por Radiofrequência (RFID) e câmera”, comenta.
Rubim completa que com o Fluke 831, todas as máquinas que saem para reparo ou revisão, ao retornarem, poderão ser alinhadas, ao contrário do que ocorre atualmente nas indústrias. “Equipes que adotam o alinhamento de eixos em sua rotina de trabalho podem economizar milhares de reais por ano, por evitar a substituição prematura de máquinas, períodos inesperados de inatividade, além do desperdício de energia e recursos. Sem contar na redução do número de rolamentos e selos que precisam de substituição”, finaliza.

(11) 3530-8901
fluke.com/pt-br
MAIO 2023
09 a 13 - São Paulo - SP, Brasil
EXPOMAFE 2023 - Feira Internacional de Máquinas-Ferramenta e Automação Industrial expomafe.com.br
25 a 26 - São Bernardo do Campo - SP, Brasil
15º ENAFER - Encontro Nacional de Ferramentarias 2023 (47) 99661-9555 enafer.com.br
JUNHO 2023
12 a 16 - Düsseldorf, Alemanha
GIFA 2023 - 15 Feira Internacional de Fundição com Fórum Técnico gifa.com
13 a 16 - Stuttgart, Alemanha
Molding Expo 2023 - Feira Internacional de Fabricação de Ferramentas e Moldes messe-stuttgart.de/moulding-expo
20 a 22 - Cidade do México, México
FITMA 2023 - Feira internacional de tecnologia e manufatura fitma-la.com
JULHO 2023
11 a 17 - Joinville - SC, Brasil Intermach 2023 - Feira e Congresso de Tecnologia, Máquinas, Automação e Serviços para Indústria MetalMecânica (47) 3451-3000 intermach.com.br
AGOSTO 2023
08 a 10 - Serra - ES, Brasil MECSHOW 2023 - Feira da Inovação Industrial
(27) 3434 0626 mecshow.com.br
15 a 18 - Pinhas, PR, Brasil Induspar - Feira de Tecnologias e Soluções para a Indústria (41) 3075-1100 feirainduspar.com.br
21 a 22 - São Paulo, SP, Brasil Fórum de Manufatura 2023 (11) 99170-9895 novo.forumdemanufatura.com.br
05 a 08 - Milão, Itália PLAST - Exposição Internacional das Indústrias de Plásticos e Borrachas plastonline.org
18 a 23 - Hannover, Alemanha EMO Hannover 2023 - O principal evento da Indústria Metalúrgica do mundo deutschemesse.co.uk/emo
25 a 27 - Joinville - SC, Brasil Metalurgia - Feira e Congresso de Tecnologia para Fundição, Forjarias, Alumínio e Serviços (47) 3451-3000 metalurgia.com.br
17 a 21 - Friedrichshafen, Alemanha Fakuma 2023 - Feira Internacional de Processamento de Plásticos fakuma-messe.de/en
17 a 20 - Caxias do Sul, RS, Brasil Mercopar 2023 - Feira de Inovação Industrial (51) 3067-5750 mercopar.com.br
24 a 26 - São Paulo, SP, Brasil MI.EXPO - Feira Internacional de Tecnologia em Montagem Industrial (11) 3231-3784 miexpo.com.br
NOVEMBRO 2023
06 a 10 - Cidade do Cabo, Africa ISMTA World 2023 - Conferência mundial e exposição de ferramentas especiais e usinagem sbs.co.za/istma2023
SOB CONSULTA
FIT Tecnologia
Cursos para a área metal-mecânica (15) 3500-9392 fit-tecnologia.com.br
Udemy – Cursos de diversos temas com preços acessíveis
Custo: pago udemy.com
Faber-Castell – Cursos sobre desenho e caligráfica
Custo: gratuito cursos.faber-castell.com.br/courses
Sebrae – Cursos sobre empreendedorismo e negócios
Custo: gratuito sebrae.com.br/sites/PortalSebrae/ cursosonline
FBV Cursos Cursos sobre empreendedorismo e negócios
Custo: gratuito fbvcursos.com
Segredos da simulação
Custo: pago repuxando.com.br/curso-segredosda-simulacao
Programação CNC para Torneamento
Custo: pago render.com.br
A Interação Homem-máquina
Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Big Data e Inteligência Artificial como Sabedoria Tecnológica da Indústria Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Conceitos e Fundamentos da Inovação
Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Cultura para a Inovação na Transformação Digital Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Estratégia para a Indústria 4.0 Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Gestão Financeira por Fluxo de Caixa Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Colégio Técnico - Campinas, SP
Curso: Injeção de termoplásticos e projeto de moldes para injeção de termoplásticos
(19) 3775-8600
cotuca.unicamp.br/plasticos
CTA - São José dos Campos, SP Auditores da qualidade, gestão da qualidade, normalização, ultra-som, raio-X
(12) 3947-5255
ifi.cta.br
Escola LF - São Paulo, SP
• Operação de máquinas de sopro e injetoras, análise de materiais e processamento, projeto de moldes
• Injeção de plásticos
• Decoração e gravação
• Máquina sopradora
• Manutenção de injetoras
• Máquinas injetoras
• Setup em máquinas injetoras
• Segurança em máquinas injetoras
• Projeto de moldes 2D e 3D
• Metrologia e desenho
• Câmara quente
• Extrusão de filme
• Processamento de PET
• Preparador técnico em máquinas de sopro
• Processos de extrusão (11) 3277-0553 escolalf.com.br
Escola Técnica Tupy - Curitiba, PR Técnico em plásticos
(41) 3296-0132 sociesc.com.br
Faculdade Tecnológica Tupy - Curitiba, PR Tecnólogo em polímeros e Pós-graduação em desenvolvimento e processos de produtos plásticos (41) 3296-0132 sociesc.com.br
FC Educa - Joinville, SC
• Lean Manufacturing
• Administração de Compras e Fornecedores
• Como Planejar Ações na Área Comercial
• Consultoria em Vendas
• Desenvolvimento de Lideranças
• Estratégias de Negociação e Vendas (47) 3422-2200. fceduca.com.br
INPAME - São Paulo, SP Operador de prensas e similares ( in company ) (11) 3719-1059 inpame.org.br
IMA - Rio de Janeiro, RJ Especialização em processamento de plásticos e borrachas (21) 2562-7230 ima.ufrj.br
Intelligentia - Porto Alegre, RS
Racionalização de processos de manufatura, desenvolvimento gerencial (51) 3019-5565
intelligentia.com.br
PLMX Soluções - São Caetano do Sul, SP, Brasil
Treinamentos: Solid Edge (11) 3565-3808 plmx.com.br
Sandvik - São Paulo, SP Técnicas básicas de usinagem, tecnologia para usinagem de superligas, otimização em torneamento e fresamento
(11) 5696-5589
sandvik.com.br
SENAI - Joinville, SC Tecnologia em usinagem, mecatrônica, ferramentaria (47) 3441-7700
sc.senai.br
SENAI Mário Amato - São Bernardo do Campo, SP
• Materiais, moldes, processamento de plásticos
• Projetista de moldes para injeção de termoplásticos (11) 4344-5028
meioambiente.sp.senai.br
Utilize o QR CODE para ver todos os eventos em nosso website.
As informações publicadas nesta seção são repassadas à Editora Gravo pelas entidades e empresas organizadoras. A Editora Gravo não se responsabiliza por alterações de data e local dos eventos.

1 ZAMZAR
Apesar do ano em que estamos, ainda é surpreendentemente pesado converter arquivos de um formato para outro. O Zamzar permite converter mais de 1.200 tipos de arquivos de até 50 megabytes gratuitamente.
Basta carregar o seu arquivo de origem, escolher o formato desejado e o site vai enviar para o seu e-mail quando ele estiver pronto.
zamzar.com
2 PRIVNOTE
O e-mail convencional não é 100% infalível. O Privnote permite enviar mensagens seguras que se auto-destruirão após serem lidas ou após um determinado período de tempo. Você também pode proteger por senhas.
privnote.com




















































Você já ficou intrigado pensando no que faz com que um produto, um serviço ou mesmo atitudes virem moda da noite para o dia?
Nesse livro − que já vendeu 5 milhões de exemplares em todo o mundo e está há mais de 200 semanas a lista de best-sellers do New York Times − Malcolm Gladwell apresenta uma maneira instigante e original de entender fenômenos sociais desse tipo.
O livro foi publicado em 2009 e possui 288 páginas.
As 16 leis do sucesso é um curso prático que reúne as 16 poderosas lições que são as bases de toda filosofia de Napoleon Hill, o maior gênio na área da realização pessoal e psicologia aplicada de todos os tempos.
Esse livro é uma obra prima; para quem deseja ter sucesso e uma mina de ouro para quem está disposto à ir em busca dele.
O livro foi publicado em 2017 e possui 304 páginas.
POR ACASO
Com este livro, você aprenderá a gerenciar sua equipe, otimizar resultados e se tornar um verdadeiro campeão de vendas!
Alcance a excelência e descubra alternativas para recrutar, treinar e estabelecer uma equipe campeã, que obtenha resultados acima da média. Domine você também a ciência e a arte das ven das!
O livro foi publicado em 2021 e possui 296 páginas.

O Livro que deu origem a todas as estratégias de marketing voltadas para o consumidor. O livro que criou o conceito de 'Posicionamento Competitivo', hoje fundamental em todas as práticas de marketing.
O conteúdo é muito rico e prático, apresentando de forma simples e com exemplos reais como o posicionamento impacta as marcas (empresas, produtos, pessoas).
O livro foi publicado em 2009 e possui 216 páginas.

Somos a Associação Brasileira da Indústria de Máquinas e Equipamentos e atuamos há quase 90 anos para impulsionar o crescimento da indústria com foco na inovação tecnológica e na geração de negócios. Atuamos nacionalmente, com 9 unidades e 1 escritório de relações governamentais.
Reunindo mais de 8.000 empresas, a indústria de máquinas e equipamentos emprega quase 400 mil pessoas diretamente, com salário médio 44% superior ao da indústria de transformação, fatura R$ 310 bilhões e exporta mais de US$ 12 bilhões em média ao ano (últimos três anos).
Nosso setor é, em todos os países emergentes, estratégico no desenvolvimento econômico, por ter papel chave na expansão do crescimento, já que é o principal responsável pelo aumento da produtividade de todos os setores econômicos, incorporando avanços tecnológicos nos bens de produção.
É o segundo setor da indústria de transformação com maior poder de encadeamento para trás. Para cada demanda adicional de uma unidade monetária de máquinas e equipamentos são gerados na economia outras 3,3 unidades de produção e são empregadas 28 pessoas considerando os efeitos diretos, indiretos e renda.
A retomada dos investimentos, puxados principalmente pela infra -
estrutura, precisam contar com um setor fabricante de bens de capital em condições de atender a demanda de forma competitiva, inclusive para, simultaneamente ajudar na reindustrialização e modernização do parque industrial brasileiro envelhecidos por anos e anos de baixos investimentos.
É importante passar ao novo governo que para tanto a indústria de bens de capital mecânicos necessita de condições isonômicas para competir, em pé de igualdade, com seus concorrentes internacionais, tanto nos mercados interno como externo.
Isso pressupõe a construção de um ambiente macroeconômico favorável aos investimentos produtivos com câmbio competitivo, inflação baixa e estável e juros de mercado assemelhados aos de nossos concorrentes. Um sistema tributário simples, com um imposto de valor agregado, incidindo sobre bens e serviços, sem regimes especiais e completamente desonerável na fronteira. Enquanto a reforma tributária não for implementada é necessário manter o Reintegra em valores adequados.

Diversos países organizaram suas agendas de crescimento baseados em ações visando estruturação das cadeias de suprimentos que foram impactadas pelas restrições impostas pela crise da Covid-19 e pela guerra na Ucrânia, causando desabastecimento e inflação mundo
afora, além da estruturação de setores direcionados ao desenvolvimento econômico com menor emissão de CO2. Alemanha, França e Estados Unidos, entre outros países, traçaram planos robustos para esses fins.
O Brasil precisa seguir a mesma linha de atuação. É oportuno considerar a transição energética, o desenvolvimento de cadeias locais estratégicas de suprimentos e a eliminação dos gaps de ativos fixos e tecnológico no seu planejamento. É necessário ainda estabelecer condições de investimentos, eliminando as ineficiências sistêmicas que dificultam o planejamento e oneram a produção de bens e serviços no país.
Nosso objetivo é realizar tantas reuniões e estudos quantos forem necessários para apresentar as sugestões que consideramos viáveis para alcançar os objetivos descritos, promovendo mais geração de empregos, mais desenvolvimento social e um setor forte, capaz de impulsionar o País junto ao mercado internacional.

Molas a gás nitrogênio para ferramentais de alta produção

Flexibilidade, desempenho e segurança para todos os segmentos industriais.

Carrinhos de cunha terrestres e aéreos, porta-punções, pilotos, roletes de dobra, elevadores de chapa, transportadores de cavaco e muito mais.
Otimize seus projetos, facilite a manutenção e reduza seus riscos utilizando nossa ampla gama de componentes padronizados.
A Casafer amplia sua gama de soluções para estampo