


Escrevo este artigo durante a comemoração de 200 anos de independência do Brasil, dia 7 de setembro de 2022. Optei por esta data premeditadamente porque ela é, para mim, inspiradora e desafiadora. Ela “dá asas à imaginação” e a tudo que é possível fazer neste fantástico país. Mas o que significa independên cia? É o estado, condição ou caráter do que ou de quem goza de autono mia, de liberdade em relação a alguém ou algo. Também é o caráter daquilo ou daquele que não se deixa influen ciar, que é imparcial.
E isso é importante? Aqui as respostas podem ser diversas, mas entendo que é sim importante. Ser independente dá a liberdade de fazer o que você quiser sem ligar para o que os outros pensam e também será útil na descoberta de algumas soluções originais para seus problemas. Além do mais, estudos demonstram que quanto mais independente uma pes soa é, mais feliz ela se sente e mais produtiva ela se torna.
E o Brasil é independente de fato? Por conceito, somos um país con siderado independente pois o povo pode escolher o sistema de governo e seus representantes junto ao grupo de líderes, além de definir as próprias leis e ser reconhecido como Estado pelo restante do planeta. Mas, na práti ca isso depende do ponto de vista. Existem vários fatores para perceber que o Brasil não é totalmente livre.
E a economia é um deles, pois tem comportamento variável em função de relações internacionais. E essa depen dência brasileira é demonstrada pela alta demanda de produtos importados, com destaque àqueles associados a tecnologia aprimorada, como os ele trônicos e os medicamentos. O grande “abastecedor” destes produtos é a China. Também somos dependentes de multinacionais em vários setores. E há ainda outras dependências, como
a importante necessidade de que ou tros países comprem nossos produtos para manter o balanço financeiro e econômico.
Mas, na verdade, o Brasil ainda não é totalmente independente. Fiquem tranquilos, praticamente nenhum país do mundo o é.
Alguns fatores técnicos contri buem para que um país seja total ou parcialmente independente de outras nações. Dentre eles, ter um nível bom de educação pública, apresentar baixa desigualdade social, garantir segu rança física aos cidadãos, possuir reservas financeiras domésticas e in ternacionais, apresentar elevado nível de saúde pública, ter renda per capita elevada e consistente, dentre outros.
E por que não os temos ainda?
Porque agimos durante muitos anos (e muitos mesmo) de forma apática e fraca. Quando digo agimos, somos nós, cidadãos brasileiros. Boa parte da responsabilidade é nossa, de todos nós invariavelmente.
Já destaquei aqui, por diversas vezes, minha paixão e admiração pelo Brasil e por sua gente. Pela natureza e pela diversidade étnica. Mas principal mente pelo potencial de se tornar “o melhor país do mundo”.
Conclamo cada um de vocês para que, neste dia de comemoração, façamos um pacto da verdadeira independência.
Nos próximos meses teremos dois eventos gigantescos, cada um deles diretamente associado a fatos impor tantes para nosso país. A Copa do Mundo de Futebol, grande paixão do brasileiro e a Eleição Maior, momento de montar a seleção dos gestores pú
blicos que irão construir (ou destruir) o futuro do Brasil.
Conhecemos “na ponta da língua” o nome de nossos jogadores favoritos. Sabemos das qualidades e limitações de cada um deles. Quais belos lances fizeram e quais derrapadas patroci naram. Vibramos e torcemos quando cada um deles entra em campo.
E até nos manifestamos, de forma contundente, quando não desempe nham aquele jogo que esperamos ou o resultado que queremos. Acho isso muito “legal”, enfim estão ali, remune rados, para entregar o melhor possível ao time. Para colocar a esquadra no topo mais alto da classificação. E que orgulho sermos melhores que a Itália, Alemanha, Argentina....
Então, precisamos fazer o mesmo com os candidatos a nossa seleção brasileira de parlamentares. Conhecer nomes, saber de qualidades e limita ções, melhores participações e piores mancadas, vibrar e torcer na hora da escolha, afinal estarão ali, remune rados (e bem remunerados) por nós, para entregar o máximo resultado para o gigante Brasil. Para colocar nosso país no topo do pódio mundial.
No campo e nos governos federal e estaduais, quero ver o Brasil Cam peão!



Quer ler todas as edições da revista Ferramental online?
Basta utilizar o QR Code ao lado.

Ao avistar esse ícone em qualquer página da revista, pegue seu celular, abra o aplicativo da Realidade Aumentada Brasil, aponte para a página e prepare-se para uma experiência diferente de tudo que você já viu.

A Revista Ferramental é distribuída gratuitamente em todo Brasil, bimestralmente. É destinada à divulgação da tecnologia de ferramentais, seus processos, produtos e serviços para os profissionais das indústrias de ferramentais e seus fornecedores: ferramentais, modelações, empresas de design, projetos, prototipagem, modelagem, softwares industriais e administrativos, matérias-primas, acessórios e periféricos, máquinas ferramenta, ferramentas de corte, óleos e lubrificantes, prestadores de serviços e indústrias compradoras e usuárias de ferramentais, dispositivos e protótipos: transformadoras do setor plástico e da fundiçao, automobilísticas, autopeças, usinagem, máquinas, implementos agrícolas, transporte, elétricas, eletroeletrônicas, comunicações, alimentícias, bebidas, hospitalares, farmacêuticas, químicas, cosméticos, limpeza, brinquedos, calçados, vestuário, construção civil, moveleiras, eletrodomésticos e informática, entre outras usuárias de ferramentais dos mais diversos segmentos e processos industriais. A Ferramental tem como pressuposto fundamental que todas as informações nela contidas provêm de fontes fidedignas, portanto, recebidas em boa fé. Logo, não pode ser responsabilizada pela veracidade e legitimidade de tais informações. Quando da aceitação para a publicação, o autor concorda em conceder, transferir e ceder à editora todos os direitos exclusivos para publicar a obra durante a vigência dos direitos autorais. Em especial, a editora terá plena autoridade e poderes para reproduzir a obra para fins comerciais em cópias de qualquer formato e/ ou armazenar a obra em bancos de dados eletrônicos de acesso público. As opiniões dos artigos assinados não são necessariamente as mesmas da revista Ferramental. A reprodução de matérias é permitida, desde que citada a fonte. Tiragem: 4.000 exemplares.
www.revistaferramental.com.br ISSN 1981-240X

Christian Dihlmann - Jacira Carrer
REDAÇÃO Christian Dihlmann
Jornalista Responsável Gisélle Araujo Cemin - SC/02466 jornalismo@revistaferramental.com.br
Dr. Adriano Fagali de Souza
Dr. Cristiano V. Ferreira
Dr. Jefferson de Oliveira Gomes
Dr. Rolando Vargas Vallejos
Dr. Carlos Maurício Sacchelli
Coordenação Nacional de Vendas Christian Dihlmann (47) 3202-7280 | 99964-7117 christian@revistaferramental.com.br comercial@revistaferramental.com.br
GESTÃO
Administração Jacira Carrer (47) 98877-6857 adm@revistaferramental.com.br Circulação e Assinaturas circulacao@revistaferramental.com.br
EDITORAÇÃO
B3 Marketing - contato@b3marketing.com.br
FOTO DE CAPA
Montagem artística. Imagem gerada pela revista Ferramental, de Joinville/SC
IMPRESSÃO
Tipotil Indústria Gráfica - www.tipotil.com.br
EDITORA GRAVO LTDA
Rua Jacob Eisenhut, 467 - Tel. (47) 3025-2817 CEP 89203-070 - Joinville/SC
Quer ter o seu artigo publicado na Revista Ferramental? Envie um e-mail para: contato@revistaferramental.com.br
O programa Rota 2030 – uma parceria entre o governo federal e o setor produ tivo para fomentar a indústria automo bilística nacional – está em nova fase. Após cinco anos de sua implementação, em 2018, o programa chega ao seu primeiro período de renovação.
Os investimentos no programa redu ziram em 12% (média geral) o consumo dos veículos fabricados nacionalmente. A redução inclui, além do consumo de combustível, a parte elétrica, que torna os veículos mais eficientes.
O programa – que deve durar 15 anos – precisa ser renovado a cada cinco anos para se alinhar à legisla ção. Para que as ações propostas de realizem, é prevista uma isenção de tri butos. Desta forma, os recursos pagos ao governo são investidos em P&D em parceria com universidades ou centros de pesquisa.
Para delinear as próximas etapas do projeto, a Anfavea – Associação Nacional dos Fabricantes de Veículos Automotores definiu cinco grupos de trabalho que dialogam com o governo.
O setor defende a continuidade do modelo de desonerações para financiamento de pesquisas em novas tecnologias.
O primeiro grupo busca definir as novas metas e incentivos para P&D. O segundo discute novos parâmetros de eficiência energética para veículos leves. O terceiro trata dos novos objetivos de eficiência para veículos pesados. O quarto procura maneiras para melhorar a segurança veicular. Por fim, a quinta equipe dá seguimento às conversas sobre os investimentos destinados aos projetos e programas prioritários (PPPs) para aprimorar a indústria.
Durante os primeiros anos do pro grama foram realizadas 260 consulto rias de lean e mais de 500 avaliações de maturidade tecnológica. Ao todo, 372 empresas que atuam direta ou
indiretamente no setor automotivo foram impactadas pelo Rota 2030 até o momento.
Para o início da próxima fase do Rota 2030, é necessária a edição de uma Medida Provisória pelo presidente da República e sua aprovação no Con gresso Nacional.
“Queremos fechar todas as ques tões pendentes para que a MP seja votada ao longo do segundo semestre e o programa esteja em vigor no início de 2023”, afirmou o diretor técnico da Anfavea, Henry Joseph Júnior.
FUTURO DO SETOR AUTOMOTIVO De acordo com Jefferson Gomes, dire tor de Tecnologia e Inovação do Senai, os carros elétricos vão demandar mais energia. “Estamos prontos para assimilar esse consumo?
O 5G vai ajudar na ampliação dos carros autônomos – Temos pontos de conexão nas rodovias preparados para isso?”, questiona. Na opinião do dire tor, as próximas etapas do Rota 2030 precisam envolver “externalidades”, ou seja, setores e empresas com os quais a indústria automotiva tem interface e que interagem entre si, elevando a competitividade.
“O 5G e os carros elétricos afeta rão o setor e é preciso se preparar”, afirma. Para isso, a indústria auto motiva deve contar com o auxílio da Embrapii – Empresa Brasileira de Pesquisa e Inovação Industrial, que re servou R$ 40 milhões para o desenvol vimento de novas rotas tecnológicas em temas estratégicos para o setor, na modalidade de fomento Basic Funding Alliance (BFA).
A ideia é promover a inovação aberta, com alianças entre empresas, startups e unidades Embrapii no desen volvimento de “tecnologias de fronteira”.
Fonte: Usinagem Brasil
Com esse crescimento, país pode su bir da 12ª para a 8ª posição no ranking das maiores economias do mundo até 2027. Agenda da federação traz 62 propostas na esfera federal e 41 de abrangência estadual para o aumento da produtividade.
O aumento da produtividade pode gerar crescimento de US$ 1,040 trilhão do Produto Interno Bruto (PIB) brasilei ro nos próximos cinco anos.
É o que aponta estudo da Federação das Indústrias do Rio de Janeiro (Firjan), destacando que, com esse crescimento - de US$ 1,804 trilhão para US$ 2,821 trilhões correntes –, o país pode subir da 12ª para a 8ª posição no ranking das maiores economias do mundo até 2027.
Nesse sentido, com o objetivo de contribuir com o crescimento econô mico do Brasil e do estado do Rio de Janeiro, a federação elaborou a “Agenda Propostas Firjan para um Brasil 4.0”.
O documento, com propostas nas esferas federal e estadual, mostra que historicamente o país registra baixa produtividade e que, nos últimos anos, o crescimento do PIB esteve relacio nado a fatores que não se repetirão no futuro, como o rápido crescimento da população em idade ativa em relação à população total do país.
A agenda “Propostas Firjan para um Brasil 4.0”, com dados sobre o cenário econômico brasileiro, compa rações internacionais e as propostas nas esferas federal e estadual.
O lançamento da “Agenda de Pro postas Firjan para um Brasil 4.0” com a participação de centenas de empre sários fluminenses aconteceu nesta quinta-feira (18), na sede da federação, no centro do Rio, com transmissão pelo canal do Youtube da federação. Na oca sião, ocorreu o painel “Indústria forte,
país mais produtivo”, com a participação de Julio Talon, presidente da GE Celma; Pedro Wongtschowski, presidente do Conselho de Administração da Ultrapar; Alexandre D’Ambrosio, vice-presidente executivo de Assuntos Corporativos e Institucionais da Vale; e Rafael Chaves, Diretor de Relacionamento e Susten tabilidade da Petrobras. O debate teve a moderação de Rodrigo Santiago, presidente do Conselho Empresarial de Economia da Firjan.
“O mundo redescobriu a importân cia da indústria. Indústria produtiva é si nônimo de economia forte. Produtivida de é a chave para o avanço da indústria. A Agenda de Propostas da Firjan para um Brasil 4.0 é uma contribuição do em presariado fluminense ao planejamento de políticas públicas para os governos federal e estadual. E a apresentação deste rico documento reitera o compro misso de nossa federação com o for talecimento do setor industrial e com a retomada do crescimento econômico. A indústria 4.0 precisa de um Brasil 4.0. E
um dos primeiros passos para que isso ocorra é a recriação do Ministério da Indústria, Comércio e Serviços”, destaca o presidente da Firjan, Eduardo Eugenio Gouvêa Vieira".
Por conta desse novo cenário, a agenda apresenta quatro pilares, res saltando a importância de medidas que finalmente aumentem a produtividade, por meio da melhoria do “Ambiente de negócios”, da “Infraestrutura”, do “Capi tal humano” e da “Eficiência do estado”.
“Diante das diversas mudanças sociais e econômicas em escala global, é primordial para o Brasil e para o Rio de Janeiro que se avance em reformas e em ações que permitam estabelecer uma rota de crescimento sustentado, baseado na elevação da produtivida de. E as propostas de nossa Agenda sugerem claramente os caminhos a serem percorridos", enfatiza o presiden te em exercício da federação, Luiz Césio Caetano, e coordenador do Grupo de Trabalho Empresarial que construiu o documento.
A agenda “Propostas Firjan para um Brasil 4.0” contempla 62 propostas de abrangência nacional e 41 propostas estaduais.
Na agenda nacional, um dos principais pontos destacados no pilar “Ambiente de negócios” é a aprova ção de reforma tributária que altere o imposto sobre o consumo, transfira a tributação para o destino, simplifique o sistema e equalize a carga entre os setores econômicos.
Entre as propostas do pilar “Infraes trutura” está a modernização do setor elétrico, além da redução do custo e do aumento da qualidade da energia.
Em “Capital humano”, a agenda destaca a importância de avanços na reforma trabalhista, de modo a adequar a legislação aos novos parâmetros eco nômicos, tecnológicos e sociais.
Já no pilar “Eficiência do estado”, a reforma administrativa é um dos princi
pais pontos.
Destacam-se ainda no documento federal: a Reinstituição do Ministério da Indústria, Comércio e Serviços; Concessão conjunta dos aeroportos Tom Jobim e Santos Dumont; Apoio à implantação da infraestrutura para o 5G em todo o país; Política industrial para o mercado de petróleo e gás; Interligação da EF-118 (Vitória – Minas) ao Porto do Açu; Manutenção do Reintegra; Crédito para micro e pequena empresas; Ensino Médio em tempo integral com Itinerário de Formação Técnica em parceria com o SENAI; Internet de alta velocidade e infraestrutura tecnológica adequada nas escolas; Independência das agências reguladoras; e o Combate à corrupção.
A agenda estadual também está dividida nos pilares “Ambiente de negó cios”, “Infraestrutura”, “Capital humano” e “Eficiência do estado” e tem como destaques: a Restituição do crédito de ICMS; Conclusão novo Sistema de Licenciamento Ambiental; instalação do Fórum Estadual Estratégico de Inova ção; Estímulo a energia a eólica offshore e ao hidrogênio verde; e implementação das Competências STEAM (Ciências, Tecnologia, Engenhosidade, Artes e Matemática) aos educadores estaduais.
Nas duas esferas, a agenda “Propostas Firjan para um Brasil 4.0” ressalta ainda: a necessidade de Fomen tar setores estratégicos de modo a fortalecer a competitividade industrial e reduzir o risco da dependência em relação às longas cadeias globais, em particular aqueles responsáveis por insumos-base da produção industrial do país; estruturação do Mercado de Carbono; Redução da impunidade para roubo de cargas e de comercialização de produtos ilícitos; e Compromisso com a segurança jurídica.
Fonte: Indústria 4.0 / Imprensa Firjan
As revoluções do mercado de trabalho modificaram várias carreiras. Veja quais profissões podem deixar de existir no país.
O avanço tecnológico modificou diferentes aspectos das nossas vidas, como no campo profissional. A partir disso, novas profissões surgiram com o desenvolvimento urbano e, principal mente, digital.
A seguir, confira algumas profissões que podem deixar de existir no país, ou que podem ser modificadas no Brasil.
Essa modificações não são espe cíficas da revolução digital. Ao longo dos anos, muitas funções foram subs tituídas por máquinas e até produtos que podem ser comprados em lojas.
Por exemplo, um despertador. A fun ção de acordar as pessoas já foi, um dia, o trabalho de alguém. Depois, passou a ser atividade específica de um objeto, e hoje está disponível em qualquer celular.
Outras carreiras, no entanto, estão surgindo e crescendo para ser o futuro do mercado de trabalho. Esse movi mento de transformação é bastante comum, e continuará acontecendo conforme a evolução da sociedade, que está em constante mudança. Pensando nisso, o site Concursos no Brasil listou profissões que podem deixar de existir em breve.
Todas as transformações acarretam mudanças nas relações de trabalho. Estima-se que profissões nas áreas de exatas vão crescer mais nos próximos anos.
Como, nos próximos anos, diversas profissões muito provavel mente poderão ser extintas, listamos 20 que mais estão correndo riscos. Acompanhe:
• Secretário;
• Auxiliar de escritório;
• Faxineiro;
• Vigilante;
• Contador;
• Caixa de supermercado;
• Vendedor;
• Assistente jurídico;
• Cartógrafo;
• Analista de crédito;
• Analista de empréstimo;
• Arquivista;
• Bibliotecário;
• Corretores de Seguro;
• Analista de Risco;
• Digitador;
• Recrutador;
• Piloto de avião;
• Escrivão;
• Alimentador de linha de produção.
Além disso, as contratações em regime de CLT podem estar com os dias contados. A sua extinção, no en tanto, está relacionada à mudança na forma de trabalho, e não diretamente à tecnologia. Isso, porque as empre sas vão buscar contratar por projeto, em regime de freelance, em vez de ficar com o profissional por longos períodos.
De acordo com pesquisa realiza pelo Laboratório da UnB, 30 milhões de empregos podem desaparecer até 2026, caso os profissionais de hoje não estejam atentos às mudanças.
Para muito além das revoluções tecnológicas, o modelo de trabalho também está em mudança. A pande mia de COVID-19 acabou acelerando a implantação das novas tecnologias no mercado de trabalho.
Algo desmistificado neste período foi a ideia de que o trabalho remoto não funciona. Muito pelo contrário, essa modalidade evidenciou que as pessoas se tornam muito mais produ tivas e ela veio para ficar.
Quem está buscando oportunida des deve se preparar para trabalhar de casa, assim como participar de processos seletivos remotos. Assim, uma boa dica para conseguir uma co locação no mercado é manter o perfil do LinkedIn atualizado.
Contudo, não basta evidenciar suas habilidades técnicas, é preciso mostrar que você domina as habili dades comportamentais necessárias para trabalhar em equipe, mesmo à distância.
Além disso, a pandemia e a digita lização do trabalho também evidencia ram a importância de cuidar da saúde mental e manter uma vida equilibrada.
Fonte: Concursos no Brasil

Ser um elo conector entre ferramentarias e startups para é um dos principais objetivos do Rota Challenge. A iniciativa de empreendedorismo e ino vação da Linha IV do programa Rota 2030 – Ferramentarias Brasileiras Mais Competitivas, coordenada pela Fundep - Fundação de Apoio da UFMG, selecionou 13 ferramentarias para receber a implementação de soluções tecnológicas com um investimento de R$ 790 mil.
Duas startups (I-SENSI e Vitau Automation), que apresentaram os melhores resultados na implementa ção de Provas de Conceito (POC) no 1º ciclo do Rota Challenge, serão as responsáveis por dar continuidade ao trabalho e solucionar os seguintes desafios nas indústrias:
Interrupções não planejadas de equi pamentos caros, críticos ou de longa operação podem causar aumentos significativos nos custos de produção de uma ferramentaria. As máquinas devem ser monitoradas de forma contínua por sistemas de proteção, para registrar, por exemplo, vibrações, níveis de temperatura, posição do eixo e desgaste do rolamento de encosto.
Com os avanços das tecnologias IoT - Internet das Coisas, é possível obter maior visibilidade das operações de manufatura e evitar prejuízos na operação. É neste cenário que a star tup I-SENSEI vai desenvolver a solução e ajudar a prevenir ocorrências através da obtenção de dados no processo de fabricação, e na integração das informações.
Com sensores instalados em moldes, porta moldes e componentes críticos, as ferramentarias podem visu alizar em tempo real cada processo, e identificar os principais gargalos para propor reparos em tempo hábil.
Desenvolver estratégias para otimizar o processo de tryout é fundamental para o dia a dia das indústrias. Por mais organizada que seja a ferra mentaria e o seu processo, sempre é possível melhorar algum ponto para otimizar a produção e obter melhores resultados.
A solução Tryout Digital, que será implementada nas indústrias pela startup I-SENSEI, busca fornecer maior controle do processo, afim de propor cionar impactos na redução de custos e no aumento de produtividade. Por meio da coleta de dados, as indústrias podem diminuir o índice de retrabalho,
armazenar o histórico do try-out de forma segura e ainda customizar este controle de acordo com as necessida des específicas de cada empresa.
A gestão de paradas de manuten ção ainda é um grande desafio para muitas indústrias. Afinal, as paradas programadas para a manutenção dos equipamentos são fundamentais para que uma empresa consiga se manter competitiva, com baixos custos opera cionais e alta produtividade.
A Plataforma de Gestão de Para das e Manutenção será implementada pela startup Vitau e visa catalisar e automatizar as boas práticas de produtividade e World Class Manufac turing para a realidade dos processos ferramentais. Este sistema correspon de a uma aplicação web integrada às máquinas para monitoramento em tempo real de OEE, modos de falhas, bem como o controle de rotinas de manutenção e de retrabalho.
O sistema será implantado de forma modular, com uma solução end-to-end, desde o hardware para monitoramento de máquinas de tipos variados, sistema web para aponta mento de falhas, dashboard integrados para acompanhamento de uso de ati
POR AMANDA NASCIMENTOIniciativa faz parte do 2º Ciclo do Rota Challenge do programa Rota 2030 e vai investir R$ 790 mil para a solução de três desafios
vos, históricos de indicadores, KPIs de produtividade e manutenção, funções de manutenção corretiva e preventiva, entre outras funcionalidades.
As soluções já foram implementadas e validadas nas ferramentarias durante o 1º Ciclo do Rota Challenge e este novo ciclo é uma oportunidade para aumentar o alcance desta iniciativa para mais indústrias.

Para o diretor Mauricio Finotti, “a I-SENSI aprendeu muito no 1ª ciclo, gerando resultados reais com Internet das Coisas no chão-de-fábrica de ferramentarias. Ser selecionado para a segunda etapa validará a escalabili dade das soluções de Try-out Digital e de localização de itens críticos durante o processo de fabricação de moldes e matrizes. Nas primeiras avaliações obtivemos resultados expressivos:
• 300 horas mensais economizadas em preenchimentos manuais de planilhas
• Redução de 60% em atrasos de fornecedores
• Economia de 3,5 horas por try-out/ ferramenta
• Redução de 65% de retrabalhos em try-out
São números significativos para a indústria e para a melhoria de competi vidade das ferramentarias brasileiras”.

Todas as despesas para a implemen tação das soluções pelas startups se rão custeadas com recursos da Linha
IV programa Rota 2030, coordenada pela Fundep. A única contrapartida necessária pelas indústrias é a dispo nibilidade, dedicação e o envolvimento dos gestores para que os resultados sejam efetivos.
As startups estão em fase de planeja mento para a execução das atividades com as ferramentarias selecionadas. A implementação nas ferramentarias terá duração total de 10 meses, e em paralelo serão realizados eventos com as empresas participantes para com partilhar os resultados parciais.

De acordo com Felipe Vitoriano, da startup Vitau, “por ser um perfil variado
de indústrias, é necessário traçar uma rota específica para cada uma delas. Estamos entendendo as particularida des de cada uma e quais tecnologias possuem para traçar um planejamento mais assertivo. As soluções serão personalizadas, e serão feitas visitas técnicas para melhor entendimento do cenário de cada uma para a implemen tação”.
As 13 indústrias aprovadas se ins creveram no Rota Challenge pelo site www.rota2030.fundep.com.br. Acesse e confira mais informações, empresas participantes e todas as iniciativas e oportunidades do programa.
Amanda Nascimento
Analista de Marketing e Comunicação do Programa Rota 2030 da Fundação de Desenvolvimento da Pesquisa (Fundep).
amandaoliveira@fundep.com.br
Figura 1: Evento de encerramento do 1º ciclo do Rota Challenge com as startups selecionadas a nova fase.Oambiente competitivo no ramo das matrizarias tem exigido além da redução nos custos internos, uma maior agilidade no tempo de resposta aos clientes, seja na geração de orçamentos, seja nos tempos de planejamento, produção e entregas de moldes de injeção. É sabido da dificuldade de plane jar e controlar a produção de uma matrizaria, haja vista que esse tipo de indústria trabalha na produção de produtos sob encomenda para aten der as solicitações específicas de cada cliente. Um único molde pode conter centenas de componentes que demandam o uso de diferentes equipamentos, gerando um desafio no planejamento da produção. As
sim, considerando que normalmente são fabricados vários moldes de forma simultânea, a gestão dos itens em produção bem como distribuição de carga para as máquinas torna-se um desafio, exigindo uma adaptação constante do planejamento da pro dução. Além disso, com a entrada de novos pedidos, decisões estratégi cas devem ser tomadas analisando a capacidade produtiva da empresa e, principalmente, o aspecto de efetivo ganho financeiro.
As ferramentas tradicionais utilizadas para planejar e controlar a produção não se mostram muito eficazes nesse cenário, exigindo o uso de recursos humanos extra para sua constante alimentação em função de mudanças diárias. Assim,
prever a distribuição do trabalho para diferentes grupos de máquinas, pode incorrer na geração de conflitos, principalmente quanto ao prazo de entrega. Adicionalmente, o PCP (Planejamento e Controle da Produ ção) de uma matrizaria atua desde o processo de venda e aprovação do pedido até a entrega do molde ao cliente. Estima-se que 30 a 40% dos componentes do molde passam por diferentes sequencias de processa mento.
O conceito de Business Intelli gence (BI) tem surgido como uma solução para o apoio as tomadas de decisão, inclusive associadas a gestão da produção, promovendo um acompanhando dinâmico do desenvolvimento e da produtividade
 POR KARINE MOREIRA DOS SANTOS - CARLOS ALBERTO COSTAANTÔNIO DARCI GAVIRAGHI
POR KARINE MOREIRA DOS SANTOS - CARLOS ALBERTO COSTAANTÔNIO DARCI GAVIRAGHI
da empresa. Isso é feito por meio da transformação de dados já exis tentes na empresa em visualização mais objetiva das informações, de forma dinâmica. O BI é um conceito “guarda-chuva” que inclui arquitetu ras, ferramentas, bancos de dados, aplicações e metodologias, alcan çando vantagens competitivas. Entre as ferramentas utilizadas dentro do conceito de BI, uma que é mais comumente e de fácil aplicação é o uso de painéis de visualização ou dashboards. Ele permite a apresenta ção de relacionamentos complexos e métricas de desempenho em um formato compreensível, acessível e fácil de utilização na forma de painéis. Contudo, o grande desafio é: quais informações de interesse que me permitem uma melhor tomada de decisão?
As matrizarias evoluíram, inves tiram em tecnologias, melhorando a qualidade e a produtividade de suas plantas, contudo ainda fazendo uso de padrões e rotinas operacionais antigas. Isso é percebido observando os temas das chamadas dos editais da Linha IV do programa ROTA 2030. Muitas dessas empresas já possuem sistemas informatizados de gestão de materiais e apontamentos de tem pos de produção em nível de chão de fábrica. Contudo, esses dados são pouco utilizados de forma dinâmica para o apoio de uma visão estratégi ca da empresa.
Perante este cenário, o presente artigo tem como objetivo mostrar que ferramentas do BI, como os dashboards, podem ser uma forma de apoio à tomada de decisão na gestão estratégica da produção e de custos das matrizarias. Por meio dos dashboards é possível visualizar de forma objetiva e rápida o andamen to dos itens e moldes no chão de fábrica, e assim tomar decisões mais assertivas quanto ao planejamento e o controle da produção. Assim, entende-se que esse movimento pode ser um dos primeiros passos para inserção das matrizarias aos conceitos da Indústria 4.0.
O BI aplicado no apoio à gestão
da produção pode resultar em deci sões concentradas na otimização da alocação de recursos e redução de desperdícios, melhorando a progra mação e a otimização dos processos e das pessoas. Talvez seja esse um dos grandes benefícios quando se trata das matrizarias. Finalmente destaca-se que os dashboards po dem ser configurados, com a mesma base de dados, com diferentes visualizações e perspectivas dentro da empresa, criando facilmente rela tórios visuais.
O cenário de estudo e prova de conceito desse trabalho foi uma empresa do ramo de matrizaria da Serra Gaúcha, que possui como foco a fabricação de moldes para a injeção de peças em alumínio, e tem como principal segmento de atuação o setor automotivo. Tem capacidade para produzir moldes de até 10 tone ladas por meio de um parque fabril de 1.500 m² e conta com 48 funcio nários. A estrutura de produção da empresa está definida em 12 centros de custos, entre eles: Projetos, Simu lação, Centro de Usinagem CNC, CNC High Speed, Eletroerosão, Bancada, etc. O desafio da área de PCP é a alocação dos diferentes componen tes de cada molde entre os diferen tes equipamentos da produção de forma mais dinâmica. Toda semana as prioridades dos moldes para fabricação e montagem são atuali zadas. Para isso, os envolvidos com o setor de PCP recorrem a consultas pontuais no sistema de compras e apontamentos, fazendo também uso de planilhas eletrônicas. De forma semelhante, a gestão da empresa recorre a relatórios do sistema ERP para acompanhar o andamento dos moldes que estão sendo produzidos. O controle de horas trabalhadas é realizado por apontamento, por parte dos colaboradores, que estão vincu lados a um centro de custo específi co. São apontados o início e o fim do serviço realizado, contabilizando as horas trabalhadas em cada item de uma OS (Ordem de Serviço - termo
utilizado para definir um molde que está sendo produzido).
Para o desenvolvimento desse trabalho foi realizado um estudo para identificação dos indicadores-chave que poderiam apoiar as decisões e que serviriam de base para a criação dos dashboards. Essa etapa foi realizada com a participação do responsável pelo setor de PCP e o diretor da empresa. Com base nas prioridades da matrizaria, foram identificados e extraídos os dados de interesse do banco de dados do sistema de gestão, para a criação dos cubos de visualização e foram tratadas em operações de análise, organização e transformação. Uma vez que os dados foram devidamente tratados, os dashboards gerados foram apresentados e discutidos com a equipe e direção da empresa. Para esse trabalho, que foi realizado no formato de trabalho de conclusão de curso na Universidade de Caxias do Sul, foi utilizada a versão gratuita do Power BI da Microsoft.
Para a construção dos dashbo ards de interesse foram extraídos os seguintes dados, em formato de planilha eletrônica: número da OS, cliente, centro de custo, data prevista de entrega do molde, valor orçado do molde, tipo de serviço fornecido, horas trabalhadas apontadas pelos funcionários em seu centro de custo, bem como as datas dos apontamen tos. Também foram extraídos dados referentes a cada item dos moldes, como nomenclatura, material, di mensões, quantidades, custo e data de emissão da nota fiscal. Esses últimos dados foram extraídos do módulo de gestão de compras da matrizaria. Nessa fase os dados das planilhas foram tratados e ajusta dos, como por exemplo, remoção de
linhas ou colunas em branco, criação de novas colunas e ajuste de unidades de medidas como, por exemplo, a conversão de tempos de produção de segundos para horas. Outras adequações tiveram que ser realizadas como a passagem dos meses de forma numérica para texto, de maneira que ficas sem em ordem cronológica. Além dos dados do sistema ERP, também foram incluídos outros dados, como por exemplo, o custo referente a hora de cada centro de custo.
A seguir são apresentadas as visões propostas para criação dos dashbo ards : visão geral da empresa; visão geral: custos; visão geral: centro de custo; visão da produção: centro de custo; visão da produção: funcionário; visão dos itens. Por questão de espaço, nesse artigo são apresentadas apenas algumas dessas visões.
O objetivo do primeiro dashboard foi prover uma visão geral macro das horas trabalhas e dos custos relativos a essas horas (Figura 1) haja vista que esses são os principais indicadores de negócios das matrizarias. A esquer da, são mostrados os tipos de filtros que podem ser utilizados de forma mais específica, como ano, mês, OS, clientes e centro de custos. Abaixo dos filtros está apresentado o cartão com a data prevista de entrega de uma OS especifica e selecionada. No caso dessa visualização é mostrado o período de janeiro a maio de 2022. Adicionalmente, esse painel permite a matrizaria ter uma visão de seu fluxo de entrada, bem como o que já foi gasto em horas durante um período. Pode-se observar, por exemplo, que fevereiro e março foram os meses que geraram mais horas trabalhadas e consequentemente maiores custos. No mês de janeiro observa-se o reflexo do período de férias. Quanto ao mês de maio deve-se lembrar que os dados coletados foram até a data do dia 19 de maio. Como dito, essa visualização pode ser feita por centros de custos, o que permite decisões associadas com terceirização ou não de parte dos itens das OS´s.
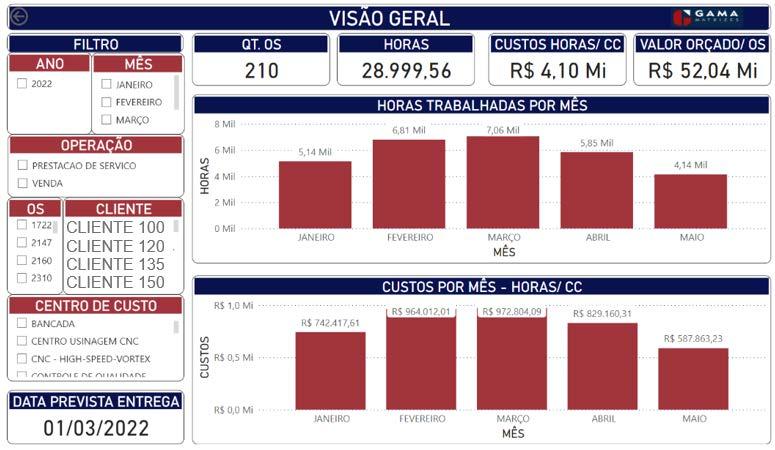 Figura 1: Dashboard visão geral
Figura 1: Dashboard visão geral
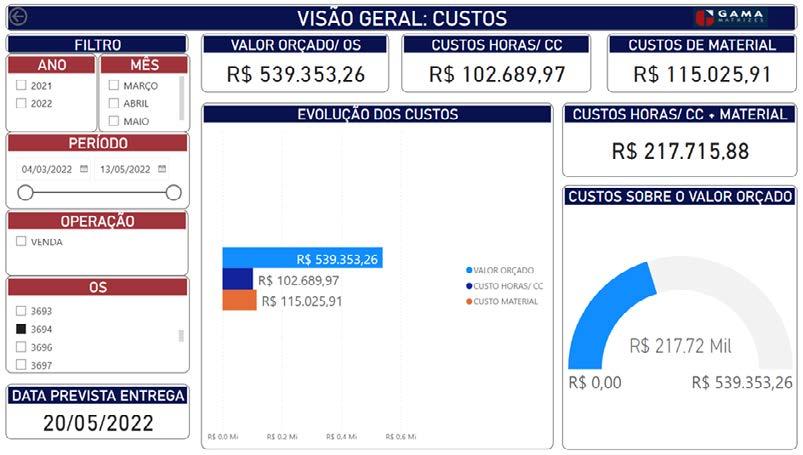
Um segundo dashboard objetiva visualizar a evolução dos custos, horas e material, com base no valor orçado do molde específico (Figura 2). Assim, é mostrado a evolução dos custos do molde em relação ao valor orçado do molde, os custos das horas consumidas e custos de material, de forma separada e acumulada.
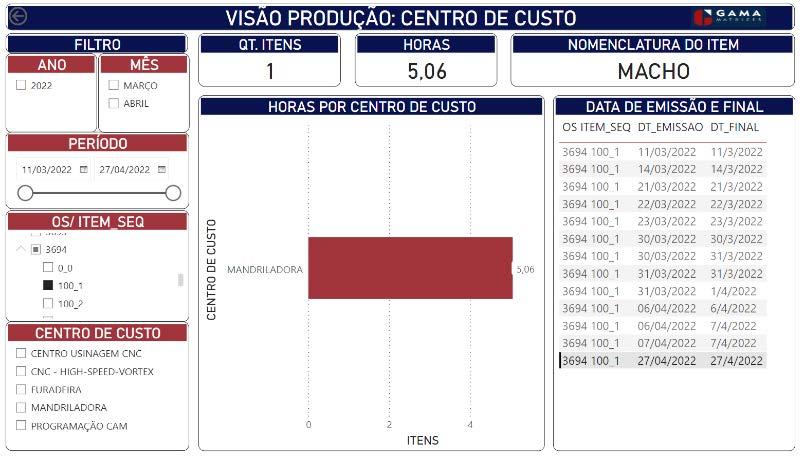
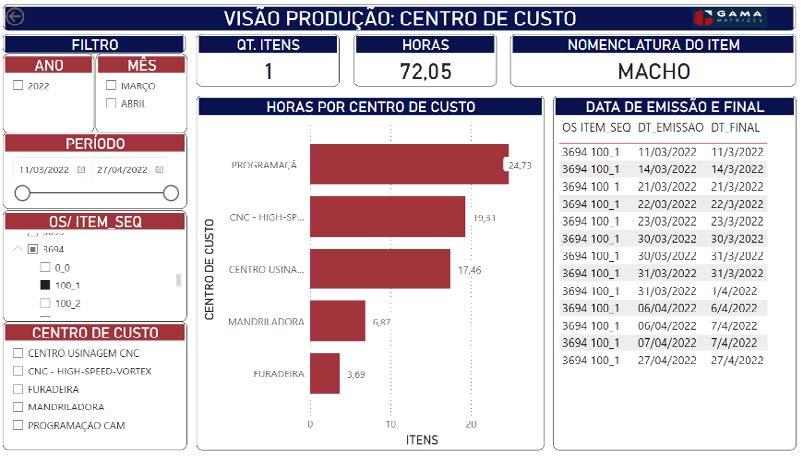
Através do dashboard de visão da produção (Figura 4) é possível visualizar por quais centros de custos os itens já passaram, ou onde estão no momento da consulta. No caso da Figura 4 está selecionado um item: 100.1 da OS 3694. Logo, no gráfico de barras, ficam visíveis os centros de custos por onde o item passou e na tabela de data de emissão e final, aparecem as datas em sequência cronológica. Também fica visível as horas totais utilizadas na produção desse item e a sua denominação (parte superior).
A Figura 3 mostra um dashboard com uma visão mais geral, com o ob jetivo de visualizar se a capacidade produtiva de cada centro de custo vem sendo atendida. Os gráficos em barra apresentam as horas trabalhadas por centro de custo e os custos gerados. Da mesma forma que os anterio res, nesse painel podem ser selecionados os itens por OS, sendo possível visualizar por qual centro de custo esse item passou e os custos gerados conforme as horas trabalhadas.

Quando selecionada a última data da tabela (27/04/2022), exemplo demonstrado na Figura 5, dinami camente aparece o centro de custo mandriladora, ou seja, último centro por onde o item passou. Isso facilita a rastreabilidade dos itens dos moldes, durante a produção, antes de chegar na fase de montagem.
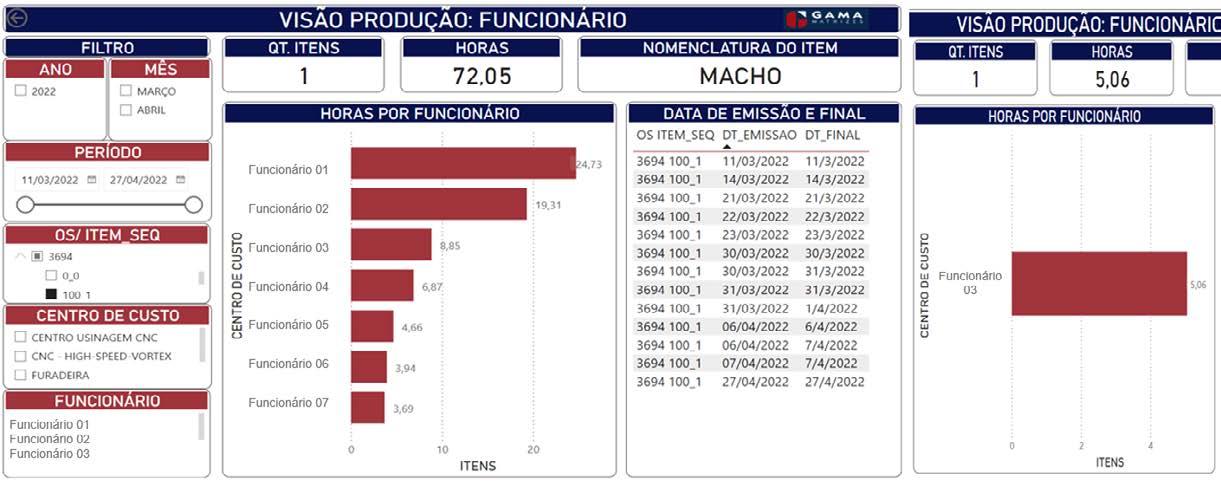
De forma semelhante, o dashboard Visão da produção voltada para os funcionários, permite realizar a ras treabilidade das peças (itens) de uma OS, mas relacionado aos funcionários por onde o item passou. Na Figura 6 o item 100-1 (macho) da OS 3694, está selecionado nos filtros a esquerda. No gráfico de barras, que mostra as horas trabalhadas por funcionário, aparecem todos os funcionários que trabalharam nesse item. No lado direito, aparece em formato de tabela, todas as datas pelas quais esse item passou por alguma máquina. Assim, selecio nando uma data específica, pode-se identificar qual o funcionário que foi o responsável pela operação (Figura 6 – Direito). Logo se torna possível identificar por onde o item passou visualizando o gráfico de horas por funcionário.
Figura 3: Dashboard visão geral dos centros de custos
1ERP - do inglês Enterprise Resource Planning, significa Planejamento de Necessidades da Empresa. No Brasil é denominado também de SIGE (Sistemas Integrados de Gestão Empresarial). São sistemas de informação que integram todos os dados e processos de uma organização em uma única plataforma. Em termos gerais, são uma plataforma de software desenvolvida para integrar os diversos departamentos de uma empresa, possibil itando a automação e armazenamento de todas as informações de negócios.
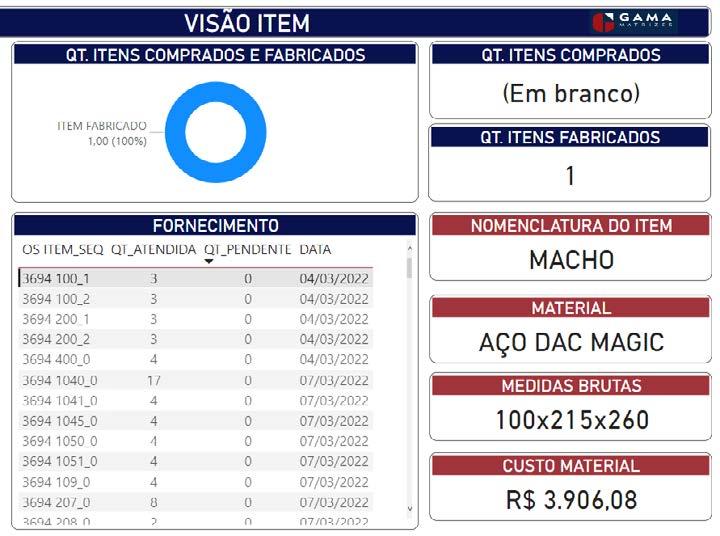
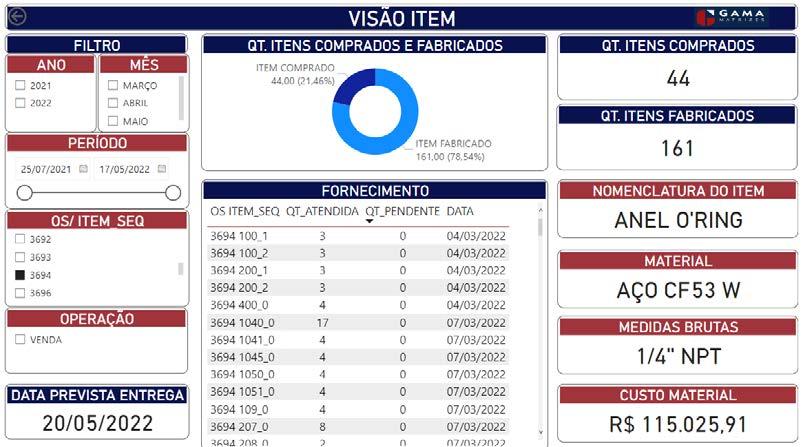
Finalmente, o dashboard de visão do item (Figura 7) tem a finalidade de indicar ao setor de PCP quais ma teriais estão disponíveis na empresa para uso e para serem manufaturados. Além dos filtros e do cartão com a data de previsão da entrega do molde, mais ao centro, na parte superior, é apresentado um gráfico comparativo entre a quantidade de itens comprados
Figura 2: Dashboard visão geral dos custose fabricados. É possível identificar as quantidades de itens atendidas bem como as quantidades pendentes, ou seja, se já foram comprados. Na parte inferior, à direita, constam cartões com as informações que indicam as características dos itens. Essa informação é importante para que o setor do PCP possa encaminhar o material aos devidos centros de custo. Nos cartões constam: nomenclatura do item, material, medidas brutas e custo do material.
Por exemplo, na figura 8 está selecionado o item 3694 100-1, que se trata de uma parte do macho, material DAC Magic, dimensões de 100 x 215 x 260 mm e com um custo de R$ 3.906,08.
Esse trabalho permitiu perceber que o uso de dashboards para apoio à ges tão da produção e tomadas de decisão em matrizarias é possível sem a neces sidade de alterações estruturais em seus sistemas de informática. Salienta-se,
contudo, que uma estrutura mínima de dados deve que estar disponível na empresa, pois esses são a base de qualquer dashboard
Destaca-se a forma como o tra balho conjunto universidade-empresa serviu como meio de formação e ama durecimento para a empresa no que tange ao entendimento de como os seus sistemas coletam e armazenam dados que são, de fato, de propriedade da empresa e estão disponíveis para uso em ferramentas complementares como os dashboards. Isso permite a mudança de um perfil de puro usuário de sistema para um perfil mais crítico com o que mais pode-se extrair dos sistemas e dos dados.
Outro ponto está relacionado com a forma como a iniciação ao uso de dashboards traz para a empresa um aspecto crítico em termos de ques tionar a forma como muitos procedi mentos são realizados. Por exemplo, apareceram no trabalho pontos de me lhorias com relação aos processos de apontamentos e quanto a ausência de informações que poderiam trazer um grande valor para a empresa na gestão e acompanhamento das OS e itens.
Para projetos futuros está se estudando a integração de dados adicionais aos dashboards como, por exemplo, dados das máquinas CNC, comparando as horas de funcio namento do equipamento com as horas apontadas pelos funcionários. Propõe-se também a aplicação de um status adicional para os componentes do molde em produção, a fim de con seguir indicar se o item está finalizado, dando suporte a montagem do molde.
Os autores externam agradecimento a toda equipe da Gama Indústria de Moldes pelo tempo disponibilizado para a troca de ideias e as informa
 Figura 4: Dashboard visão da produção voltada para os centros de custos
Figura 5: Dashboard visão da produção voltada para os centros de custos
Figura 4: Dashboard visão da produção voltada para os centros de custos
Figura 5: Dashboard visão da produção voltada para os centros de custos
Figura 6: Dashboard visão da produção voltada para os funcionários
ções cedidas para os testes reali zados. Também ao programa Rota 2030 – Projeto Melhoria da Competiti vidade das Ferramentarias através de Montagem e Tryout mais eficazes de moldes de injeção (Chamada Pública 01/2021) e Projeto Melhoria no Projeto de Ferramentas de Injeção de Alumínio (Chamada Pública 02/2020).
Karine Moreira dos SantosGraduação em Engenharia de Produção pela Universidade de Caxias do Sul. Atualmente atua na área de projetos em matriz aria. kmsantos@ucs.br Carlos Alberto Costa - Gradu ação em Engenharia Mecânica (1986) e mestrado em Engenharia Mecânica (1992) pela Universidade Fed eral de Santa Catarina. Doutorado em Manufacturing Engineering pela Loughborough University (2000). Professor do Departamento de Engenharia Mecânica da Universidade de Caxias do Sul, Professor do Programa de Mestrado Profissional em Engenharia Mecânica e do Programa de Pós-Graduação em Ad ministração (Mestrado e Doutorado) da Universidade de Caxias do Sul. Em sua trajetória acadêmica e de pesquisa tem atuado nos seguintes temas de pesqui sa: moldes de injeção, desenvolvimento de produtos, modelagem de informações, processo de desen volvimento de produtos, impressão 3D, Tecnologias Assistiva e Biomecânica. Lattes - 4764885168130450

Antônio Darci Gaviraghi - Graduação em Engenha ria Operacional. Sócio proprietário da Gama desde 1995. De 1988 a 1995 trabalhou nas empresas Cláu dio Eberle; Tecnomoldes e Cosipla, sempre na área de ferramentaria. gama@gamamatrizes.com.br
Figura 7: Dashboard visão dos itens de uma OS
Figura 8: Dashboard visão de um item específico

Muitas vezes, quando estu damos Lean Manufacturing, imaginamos sua aplicação voltada para linhas de produ ção industrial focado em otimização de recursos e tempo de ciclo.
Mas o Lean é muito mais que isso e pode ser aplicado, além de linhas de produção ele pode ser aplicado em qualquer setor ou departamento, inclusive em lojas, hospitais, agências, escritórios entre tantos outros.
Ele é tão famoso porque a correta aplicação de suas ferramentas propor ciona ótimos resultados no ambiente de trabalho, na organização e na redução dos custos da empresa.
Mas a grande questão é como fazer isso fora da linha de produção. Quais são as ferramentas corretas e como aplicar em áreas de suporte ou não produtivas?
Hoje vamos falar especificamente da ferramentaria que é o setor metalúr gico responsável por desenvolver, pro duzir e manter as diversas ferramentas
utilizadas no maquinário produtivo.
A ferramentaria fabrica por exem plo, moldes plásticos, fresas, brocas e dispositivos de precisão que devem estar sempre em condições ideais de utilização para que não prejudiquem a qualidade do produto final.
1. Ter em mente que tudo pode ser melhorado.
2. Entender o processo com o Mapeamento de Fluxo de Valor na ferramentaria.
3. Identificar os 7 principais desper dícios na ferramentaria.
4. Encontrar soluções para a causa raiz de cada problema encontrado na ferramentaria.
O primeiro passo para aplicar o Lean Manufacturing na ferramentaria ou em qualquer outra área é ter em mente que tudo pode ser melhorado,
ou seja, eliminar completamente pensamentos como: “Sempre foi assim”, “não sabemos fazer de outra forma”, “estamos acostumados com esse processo” ou “a nossa bagunça é organizada”.
Esses pensamentos limitantes não permitem que tenhamos uma visão mais ampla, nos impedindo de enxergar os pontos a serem desen volvidos. Reúna a equipe de trabalho e instigue todos a pensarem “fora da caixa” e ficam menos resistentes às mudanças.
Com os objetivos alinhados, o se gundo passo é entender o processo. Com a ajuda da equipe, respondam a perguntas como:
• Quem são os clientes?
• Como o departamento recebe a demanda?
• Como é realizado o transporte?
• Quem são os responsáveis?
• Quais são os fornecedores de matéria-prima?
• Quais são os prazos?
As respostas dessas perguntas serão as informações para construir um mapeamento. Se você está pen sando que a melhor ferramenta para utilizar nesta fase é o Mapeamento de Fluxo de Valor (MFV) você está no caminho certo.
É isso mesmo! Relembrando, o MFV é uma simples observação do ce nário atual e ele permite enxergarmos o todo de uma maneira muito prática e ilustrativa. Construa o mapa e mãos à obra para o terceiro passo!
Com o Mapeamento de Fluxo de Valor estabelecido, é hora de identifi car os desperdícios.
Pense assim: Qual é a missão da ferramentaria? É entregar ao cliente (fábrica) ferramentas em perfeitas condições de uso no prazo correto e que garantam a qualidade do produto final, certo? Sendo assim, observan do o mapeamento, onde estão os desperdícios?
São eles: Superprodução, defeitos, estoques, processamento desneces sário, transporte, espera e movimen tação.
Podemos também considerar como um desperdício a falta de capacitação técnica dos integrantes da equipe.
Observe o mapeamento e indique onde estão os desperdícios principais e potenciais.
Por exemplo: Foi identificado o desperdício de espera, ou seja, o cliente final precisa aguardar a chegada das ferramentas que foram para afiação e isso gera parada da linha de produção. Identifique todos os desperdícios que envolvem o processo e sinalize no mapeamento.
O quarto passo é encontrar solu ções para eliminar os desperdícios
encontrados.
Para o desperdício de espera, por exemplo, a causa raiz pode ser: Falta de comunicação entre o cliente e fornecedor, falta de organização da área de trabalho de maneira que as ferramentas não são encontradas ge rando atrasos ou o transporte interno da empresa não garante a chegada das ferramentas em tempo hábil.
Liste soluções para cada proble ma. Por exemplo: Estabelecer uma comunicação viável através de cartões Kanban ou FIFO com determinação de prazos, realizar o 5S na área de trabalho para garantir o fácil e rápido acesso a todas as ferramentas de trabalho e realizar um acordo com a logística interna para mudança de rota, aplicando o trabalho padronizado.
Essas ações devem ser listadas e podem ser acompanhadas através de um PDCA, estipulando prazos e mantendo uma rotina de verificação a respeito do andamento das melho rias propostas.
Permita que os integrantes da equipe colaborem com as soluções, isso incentiva a implementação.
Tudo pode ser considerado, como revisão de layout para redução de tempo de deslocamento, rees truturação do departamento para melhor distribuição da mão-de-obra, treinamento e capacitação de colabo radores, implementação de Jidoka, Poka-Yoke, Heijunka, instruções de trabalho nos postos e aferição dos dispositivos de medição para garan tia da qualidade das ferramentas.
Um importante pilar a ser anali sado é o gerenciamento de custos de fabricação, isso deve ser controlado e padronizado para que os projetos não ofereçam prejuízo, então o orçamento de ferramental deve ser realizado com base em dados reais.
Não existe exatamente uma receita de médico pronta, que selecione as ferramentas ideais do Lean Manufac
turing para cada departamento, elas são muito abrangentes e versáteis, o que permite que sejam aplicadas para diferentes tipos de problemas, afinal cada setor ou empresa tem um potencial de melhoria único, mas um pouco de estudo vai ajudá-lo esco lher a solução adequada para cada problema, precisa ser analisada por um especialista, um consultor ou um “médico” que conheça como aplicar e onde funcionará cada solução.
Você também pode utilizar o Mapeamento de Fluxo de Valor para ilustrar o estado futuro, ou seja, qual é a meta depois que todas as ações forem aplicadas, dessa forma fica mais fácil mensurar todos os ganhos obtidos como tempo, pessoas ou recursos financeiros.
Lembre-se de atualizar o ma peamento conforme os dados são alterados. O acompanhamento diário é essencial para a realização eficaz de todas as ações.
Lembre-se que na produção ou na ferramentaria a melhoria é contínua, então quando as ações forem imple mentadas e estiverem funcionando com sucesso, cabe sim refazer a aná lise e encontrar novos potenciais de melhoria para resultados ainda mais satisfatórios.
Fit Tecnologia Empresa especializada no fornecimento de softwares com tecnologia CAD, CAM, CAE e DNC, de alta qualidade e soluções completas para os mais modernos processos de projetos, engenharia de processos e manufatura. Com uma linha de softwares importados high-end e de serviços de altíssima qualidade, a FIT está presente nos setores aeroespacial, automotivo, dental, energia, ferramentas, dispositivos, moldes e matrizes, indústria ótica, joias, fabricação de ferramentas, médico, óleo e gás, prototipagem e usinagem em geral. A FIT Tecnologia Ltda está sediada na cidade de Sorocaba em São Paulo, seu foco é o mercado brasileiro. Possui uma equipe técnica altamente qualificada, oferecendo serviços de assistência técnica, consultoria tecnológica, engenharia de aplicação e treinamentos. contato@fit-tecnologia.com.br ww.fit-tecnologia.com.br

Relato da reunião virtual realizada em 10 de agosto de 2022 (20:00h às 22:00h) para alinhamentos de visões globais referentes ao setor de ferramentaria, principalmente para o período pós pandemia, com a presença do Prof. Etsujiro Yokota, do Japão, Presidente de Honra da ABINFER – Associação Brasileira da Indústria de Ferramentais.
Foi definido o próximo encon tro virtual para o dia 28/09/2022 (quarta-feira), as 20:00h. O título
sugerido para a próxima reunião é a continuação do tema: A indústria de ferramental do Japão é a primei ra do mundo?
O presidente de honra Yokota iniciou a reunião informando que h á 12.000 ferramentarias de mercado no Japão, entretanto há menos de 100 ferramentarias que tem mais de 50 funcionários. A ocupação de cargos e funções é boa no mo mento. Os clientes que estavam BRASIL-JAPÃO DA INDÚSTRIA DE FERRAMENTAIS
comprando fora do Japão estão voltando a fazer encomendas no mercado local. Perceberam que comprar no Japão é mais rápido e mais barato. O valor hoje é um dos mais baratos do mundo, inclusive comparativamente à China. O frete é muito representativo no preço fi nal do ferramental tornando melhor a aquisição no Japão. A armaze nagem também é um fator consi derável e neste momento está com valores muito impactando diretamente no aumento do custo.
 Etsujiro Yokota Presidente de Honra
Christian Dihlmann Presidente
Júlio Harada Membro Associado
Luís Eduardo Albano VP Relações Internacionais
Roberto Eiji Kimura Membro Associado
Roberto Monteiro Spada Diretor SENAI/SP
Stephan Dihlmann
Engenheiro Agile 2
Takao Maeda Membro Associado
Paulo César Camargo Membro Associado
Alexandre A V Morais Membro Associado
Etsujiro Yokota Presidente de Honra
Christian Dihlmann Presidente
Júlio Harada Membro Associado
Luís Eduardo Albano VP Relações Internacionais
Roberto Eiji Kimura Membro Associado
Roberto Monteiro Spada Diretor SENAI/SP
Stephan Dihlmann
Engenheiro Agile 2
Takao Maeda Membro Associado
Paulo César Camargo Membro Associado
Alexandre A V Morais Membro Associado
Quando se pergunta: o ferra mental do Japão é o melhor do mundo em termos de volume de produção, número de ferramenta rias, quantidade de empregados? Não, o Japão não consegue ganhar da China ou da Índia nestes que sitos. Aqui, o Japão era o melhor do mundo há 50 anos. Então, se o indicador for número de ferramen tarias e fu ncionários per capita? Também não é o caso. E por prazo de entrega? Ainda assim não é a melhor do mundo, até porque é difícil comparar sem parâmetros claros de outros países.
Então o que é dizer que o molde do Japão é o melhor do mundo? Que a qualidade é alta, mas o preço também é “salgado”? Isso é um grande erro. “Quem diz isso não co nhece de ferramental, é um amador desatualizado”, afirma Yokota. Essa situação foi há 20 anos. Hoje os custos no exterior vem subindo ano a ano, com aumento do custo de mão de obra e da infraestrutura.
Por outro lado, no Japão o cus to da mão de obra não muda há 20 anos e há um esforço contínuo para redução de custos. Por exemplo, a variação cambial comparada com 1 ano atrás ficou mais de 20% menor. Mesmo que a diferença de valor fosse duas vezes maior há 10 anos, agora inverteu-se. Comparando com os últimos 10 anos, os salários dobraram e o câmbio aumentou 1,8 vezes, e combinados esses fatores resultaram no patamar de 1/3 do valor anterior.
Portanto, o custo do molde do Japão é o mais barato do mundo. É patético não se gabar desta situação.
O ferramental do Japão é conhe cido como o melhor do mundo, destaca Yokota. Isto é uma marca ( brand ) reconhecida por profissio nais da indústria de manufatura em todo o mundo. E essa marca deve ser mantida no futuro.

Yokota menciona que a indús
tria de ferramental do Brasil deve ser a número 1 das Américas e que é uma das melhores do mundo.
Ao ser questionado por Yokota, Christian comenta que há um movimento semelhante no Brasil e que a volta da produção nacional tem como base o câmbio favorável e as incertezas de fornecimento frente ao atual imbróglio logístico mundial. Sobre o tema de garantia de moldes, Christian relata que no Brasil normalmente é informado por número de ciclos. Também que a garantia é fornecida com base em erros de projeto, de construção (material e tratamento térmico), e que o mau uso do ferramental não dá direito a garantia de nenhum tipo.
Sobre os erros de projeto, Yokota entende que o cliente tem corresponsabilidade sobre o projeto aprovado, uma vez que ele exige sua aprovação e não permite construir o molde fora de especifi cações dele próprio.
Christian relata que no Brasil o cliente entende que, por ter pago o projeto, a propriedade é dele e exige a entrega de cópia eletrônica dos arquivos. Já na Europa e países mais desenvolvidos, a ferramenta ria não necessariamente entrega o projeto.
Paulo Camargo concorda que a responsabilidade sobre o bom funcionamento do ferramental é tratada em uma linha tênue e tem
"A marca “melhor do mundo” deve ser mantida no futuro"
muitas facetas a serem avaliadas para identificar o verdadeiro res ponsável sobre o problema.
Segundo Yokota, a ideia no Japão é reconstruir a imagem e posicio namento da ferramentaria frente aos clientes. Na logomarca da Associação Japonesa de Moldes e Matrizes (JADMA – Japanese Die and Mold Association ) há indicação do número 1.

O Ministério da Economia do Japão está percebendo a importân cia do setor de ferramentaria para a indústria.
Atualmente as ferramentarias acordam preço, mas nem sempre concordam com o prazo exigido pelo cliente.
A simples compra de novos equipamentos não necessariamen te está atendendo os prazos mais curtos. Adicionalmente há neces sidade de profissionais mais bem qualificados, sendo este um ponto crítico do momento.
Para Christian, essa valorização do profissional ferramenteiro e da indústria do ferramental também deve ser trabalhada no Brasil e quiçá, no mundo.
Ele percebeu em workshop no mês passado, onde foi palestran te, que a preocupação em ter a ferramentaria do Japão como a melhor do mundo não é apenas de empresários, mas principalmente dos funcionários. Identificou ainda que é necessário criar um ambiente similar ao da Toyota.
Voltamos ao ponto anterior: o que precisa ser feito para chamar pessoas para trabalhar na ferra mentaria?
São algumas ações fundamen tais, conforme citou Christian:
• Despertar o interesse para o setor;
• Profissionalizar a gestão das ferramentarias, com capacita ção dos seus proprietários e gestores;
• Capacitar profissionais em nível básico (aprendiz), intermediário (técnico) e superior (gestores);
• Elaborar política de Estado para a indústria com visão de longo prazo.
Para fazer frente a estes desa fios, a ABINFER vem trabalhando arduamente em quatro de seus cin co pilares de atuação estratégica:
• Mercado – programas de gera ção de negócios (Pro Ferramen taria, Renovar Frota) e presença em feiras e eventos nacionais para consolidação comercial do setor;
• Tecnologia – programa nacio nal de renovação de parque fa bril com o objetivo de reduzir de 21 para 15 anos a idade média das máquinas em 8 anos e de 15 para 10 anos em 15 anos;
• Capacitação – programas de reestruturação de cursos de formação de profissionais da ferramentaria, em parceria com o SENAI, atendendo as áreas de injeção de termoplásticos, estampagem de materiais metálicos e fundição de ligas ferrosas e não-ferrosas. Tam bém a requalificação dos atuais profissionais é uma ação funda mental para o bom desempenho das ferramentarias e está sendo planejada pela entidade junto aos parceiros institucionais;

• Sustentabilidade – em cur so o projeto de aplicação de campanha de valorização do setor, com vídeos e propaganda intensiva em meios de divulga ção em massa.
Em manifestação de Yokota ele demonstra preocupação com essas ações, que podem ser White Papers , como já ocorreu no passado no Japão. Para confortar o presi dente de honra, Christian relatou que as ações práticas já estão em execução no Brasil e que são independentes de interferências governamentais.
As motivações para essa colo cação serão abordadas na próxima reunião, em setembro de 2022.
ABINFER (47) 3227-5290 abinfer.org.br
"Ser a melhor ferramentaria do mundo é preocupação chave de funcionários japoneses"

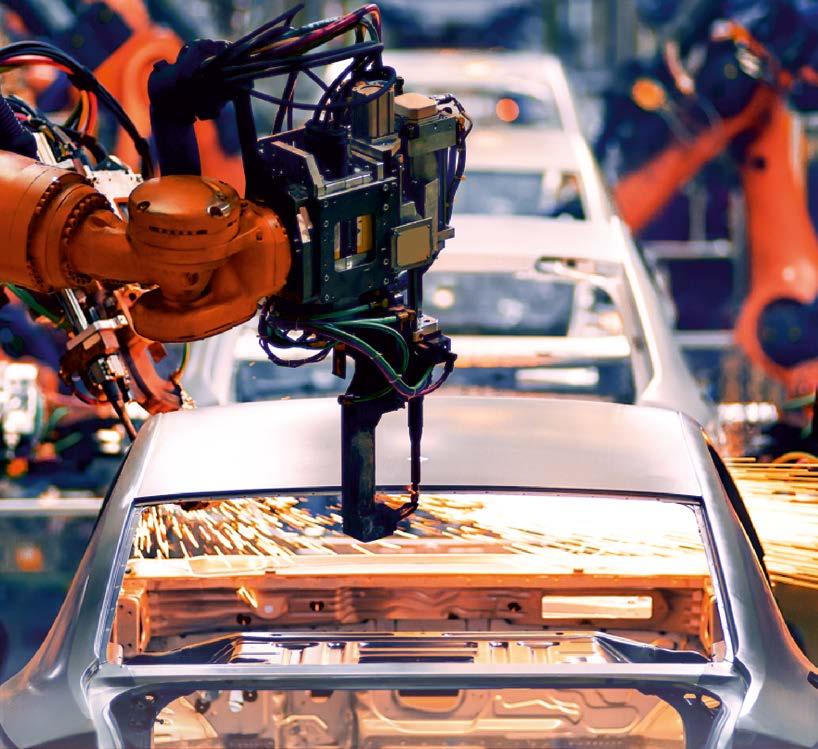
Aindústria automotiva sempre esteve na vanguarda do desenvolvimento tecnológico, desafiando o status quo como por exemplo no feito de Henry Ford, que revolucionou o sistema de produção. E nos dias atuais não poderia ser diferente: Buscando aprimorar os processos as equipes estão trabalhando em modelos avançados de produção como a indústria 4.0, onde busca-se criar um sistema orgâ nico integrando departamentos e meios de produção, criando um fluxo claro e efetivo de informações e tarefas, eliminando os desperdícios e reduzindo cada vez mais a pegada de carbono.
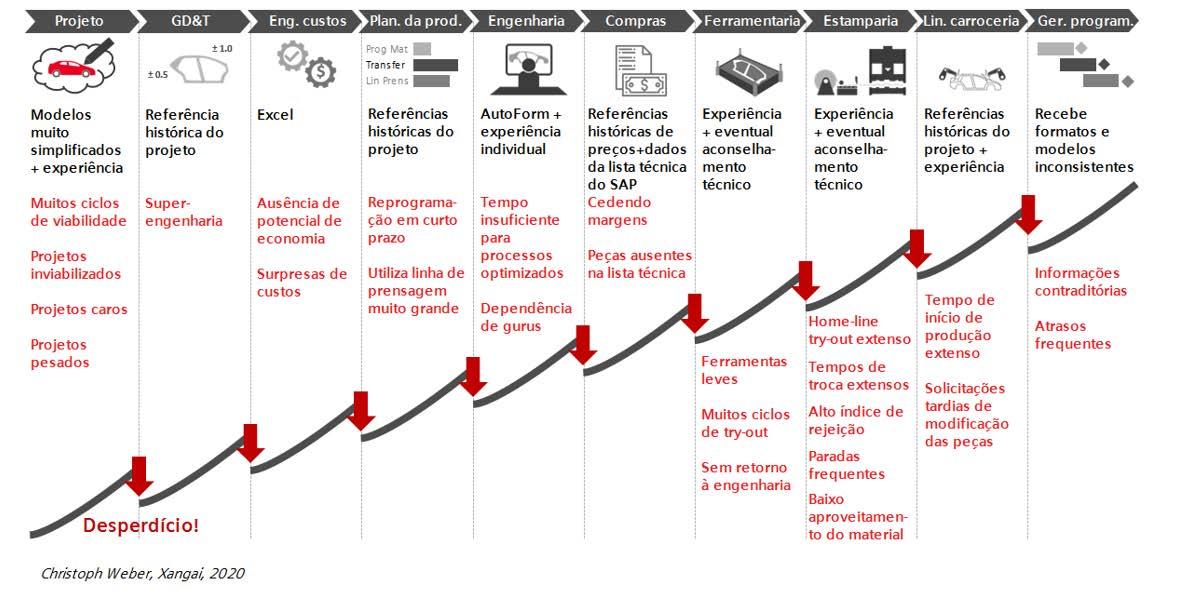
Nesse contexto, para as empresas se manterem com petitivas precisam estar conectadas ao ecossistema de forma a se adequarem às tendências mais modernas, tendo como objetivo extrair o máximo de suas fábricas com qua lidade e baixo custo. Mas para implementar as mudanças, além de superar os paradigmas é necessário tempo para estudo e ajustes dos métodos e processos. Por conta disso, visando otimizar a etapa de implementação são ofereci das ferramentas digitais, que são recursos valiosos que permitem a previsão de falhas, a tomada de decisões mais assertivas e a eliminação do método de tentativa e erro. Quebrar paradigmas é tarefa mais complexa da transfor

mação. O modelo fordista criou um sistema onde os departa mentos e as pessoas executam suas funções objetivando apenas a entrega do seu próprio resultado. E esse modelo de operação cria um ambiente individualista e de pensamento em silos, uma vez que finalizar sua tarefa específica é o mais importante, gerando convicções como “a minha parte foi feita e não é mais minha responsabilidade”, o que traz alguns riscos para as opera ções quando consideradas de uma forma global.
 Figura 1: Otimização
Figura 2: Ciclo de desenvolvimento peças metálicas
Figura 1: Otimização
Figura 2: Ciclo de desenvolvimento peças metálicas
Imagine por exemplo a montagem final de um veículo: Quantas etapas são necessárias para concluir esse processo? São várias pessoas, depar tamentos e fornecedores envolvidos, e dentre as várias tarefas executadas muitas estão interligadas e dependem umas das outras. Como no processo de armação de carroceria, no qual as peças de chapa metálica dependem da estamparia, que por sua vez depende da ferramentaria. Se cada departamen to pensar isoladamente, a ferramentaria se esforçará para entregar a melhor ferramenta possível para a estamparia, que por sua vez entregará a melhor peça estampada para a armação de carrocerias, gastando esforços excessi vos e algumas vezes desnecessários e tendo, portanto, baixa efetividade.
Se cada setor buscar sempre concluir com êxito os seus objetivos, será esta a maneira mais efetiva? Os processos foram assertivos e com baixo custo, sendo realizado apenas o necessário para garantir a melhor qualidade do produto final considerando a cadeia como todo? A ferramenta que foi entregue para estamparia foi construída pensando no ciclo de vida de pro dução do veículo? Afinal a maior porcentagem dos custos durante a vida de um produto está na produção em série e não apenas nos eventos de aprova ção. E mesmo estando todas as peças estampadas entregues para a arma ção dentro da tolerância, será isso o suficiente para garantir a montagem de todos os componentes e subcomponentes sem retrabalhos e ajustes?

Figura 3: Industria 4.0




Essas são questões que deveriam ser respondidas antecipadamente, por meio de recursos digitais, antes mesmo da construção de qualquer dispositivo de produção. Daí a importância da preparação do Gêmeo Digital do Proces so, uma das vertentes da indústria 4.0, ser executada pelas engenharias, possibilitando prever os impactos e garantir uma maior assertividade nas entregas entre cada departamento visando o melhor produto final pelo menor custo.
Nesse novo contexto as discussões entre os diferentes setores já podem acontecer ainda na fase de engenharia, iniciando-se na definição do produto, que é conectada com a engenharia de manufatura e ambas trabalham juntas para tornar o produto mais factível e menos complexo, tendo como conse quência a redução dos custos de aquisição das ferramentas de estampo e dos dispositivos de grafagem e solda, além de minimizar eventuais custos de retrabalho caso em alguma etapa tardia do processo seja identificado algum problema de manufatura que exija modificações que possam impactar etapas que já foram concluídas.

Finalizada essa fase a engenharia de manufatura conecta-se com a enge nharia de desenvolvimento, e essa por sua vez recebe os dados da factibilidade do produto e inicia o estudo definição dos processos com foco na montagem e na produção em série do veículo, buscando otimizar as operações e garantir






a repetibilidade da produção. Isso pode ser obtido através da criação de mapas de produção que auxiliarão os times de estampagem e grafagem. É importante notar que a referên cia para a engenharia de desenvolvimento das ferramentas de estampagem serão os dados vindo da engenharia de desenvolvimento dos ferramentais de armação, uma vez que obter os conjuntos dentro do dimensional (e não apenas cada peça singela) é o mais importante para garantir a montagem adequada do veículo completo.
Sendo essa a última fase de engenharia antes da cons trução física dos meios de produção, se faz necessário e de grande valia o envolvimento das equipes do chão de fábrica, pois esses possuem vasto conhecimento e podem agregar informações muito úteis nas tomadas de decisão. E no chão de fábrica os especialistas, como foram envolvidos na fase de engenharia, conhecerão o que foi simulado e, portanto, irão orientar e construir exatamente conforme foi planeja do, minimizando as divergências entre o simulado e o real. E mesmo que ocorram desvios existirá um canal de comu nicação e abertura para o feedback direto entre a fábrica e a engenharia, fator relevante para aprimorar a metodologia identificando as eventuais falhas ocorridas.
Considerando que as diversas condições de possíveis falhas já foram identificadas e mitigadas durante fase de engenharia, na ferramentaria as peças para os eventos de aprovação deverão ser entregues com maior nível de quali dade e com menor tempo de try-out, garantindo a integridade das ferramentas conforme projeto. Já na estamparia, após o home try-out, devido às análises realizadas na fase de engenharia também serão garantidas a estabilidade e a repe tibilidade dos processos, uma vez que eles foram desenvol vidos com base nos resultados das simulações nas quais se previram diferentes situações que poderiam ocorrer durante a produção, como por exemplo a variação das propriedades do material com a mudança do lote de fabricação.
O conceito do Gêmeo Digital pode também ser aplicado para a armação de carrocerias. Assim como na estamparia os processos de conformação das peças singelas foram simulados em diferentes condições, e sendo assim as primeiras amostras atenderam altos níveis de qualidade com menores ajustes, as condições de montagem podem também
ser levadas em consideração. O objetivo final da estamparia é entregar peças que atendam o dimensional do conjunto, ou seja, na fase de engenharia é possível prever se os desvios dimensionais de cada peça afetam negativamente as dimen sões do conjunto, ou se alguma das peças precisaria ser deformada fora da condição nominal de projeto para garantir o dimensional do conjunto completo após a montagem. Isso permite economizar tempo e esforço desnecessários no desenvolvimento das ferramentas de estampagem e garantir que as peças entregues permitam a montagem de conjuntos dimensionalmente corretos com um mínimo de ajustes. Além disso, a simulação do processo de grafagem por exemplo per mitirá rodar o programa dos robôs de exatamente conforme o caminho e a inclinação dos roletes definidos no software, parâmetros estes que foram otimizados para atender aos cri térios de qualidade do conjunto, reduzindo significativamente tempo de programação e os ajustes dos dispositivos.
Transformar as barreiras em pontes é de extrema impor tância para as organizações fabris de forma geral. As intera ções entre os departamentos permitem garantir a redução e eliminação dos desperdícios, ampliando as possibilidades de novos negócios na medida que haverá um aumento da demanda de engenharia acompanhado por uma redução significativa dos esforços na fábrica, abrindo janelas na produção para novos produtos. Para a implementação desta transformação digital existem softwares que podem auxiliar a indústria, como o AutoForm no caso do segmento de peças e conjuntos estampados. No blog formingworld.com é possível encontrar artigos que mostram relatos de sua aplicação ao redor do mundo e as tendências atuais deste mercado.
Wesley Aparecido da Silva - Engenheiro de aplicação AutoForm, possui mais de 13 anos de experiência na área de ferramentaria, onde atuou em diversas atividades nas áreas de estamparia, ferramentaria, engenharia de processos e desenvolvimento.

Cursando engenharia de Matérias pela Universidade Federal do ABC. Atualmente é responsável pela transformação digital da indústria na aplicação de conformação de chapas e conjuntos grafados e soldados, treinamento e suporte do software. +55 11 4121 6772/ +55 11 97764-5602 wesley. aparecido@autoform.com.br
 Figura 4: Processo ideal
Figura 4: Processo ideal



Você sempre inicia um projeto, a leitura de um livro ou uma rotina, mas rapidamente abandona. E o pior de tudo, você se sente literalmente um procrastina dor, mas não sabe nem por onde começar. Você já conhece a metodologia SMART? Se não conhece, você precisa conhecer, pois os seus problemas podem estar relacionados à falta de objetivos e/ou metas. Agora, se você não tem dificuldades em finalizar seus projetos, mas quer otimizar os seus resultados e conhecer melhor a ferramenta, permaneça até o final deste artigo. Independen te do ponto que você esteja, a ferramenta SMART lhe trará ótimos resultados.
Trata-se de uma metodologia que se baseia na definição de objetivos e metas, para um projeto ou empresa. Essa metodologia SMART tem como base os 5 pilares fundamen tais intrínsecos às metas: S (específica), M (mensurável), A (atingível), R (relevante) e T (temporal). Esses pilares foram estabelecidos a partir do acrônimo formado pela letra inicial de cada uma das palavras em inglês SMART, que surgiu em 1981, quando o consultor George T. Doran publicou um artigo chamado “There’s a S.M.A.R.T. Way to Write Mana gement’s Goals and Objectives”. No referido artigo George, relata que os gestores da época estavam enfrentando
dificuldades para definir os seus objetivos e que por isso, propôs uma metodologia simples para facilitar a tarefa. É importante destacar, que não há um consenso sobre a sua descoberta, pois alguns autores atribuem a descoberta da metodologia à Peter Drucker considerado o pai da Adminis tração Moderna. Independente da sua origem, ela tem sido amplamente utilizada.

Você já deve estar se perguntando, se ela pode ser aplicada à indústria CNC? Ela é uma ferramenta bastante universal, sendo possível a sua aplicação na vida, pessoal, profissional e coorporativa, em geral. Desde que começou a ser aplicada, a adesão tem sido grande e novos estudos também, nas mais variadas áreas. É importante destacar que o autor Doran sugeriu um caráter até flexível às metas SMART, já que nem todo objetivo terá os cinco atributos, e que por isso deve ser adaptado a cada realidade. No entanto, resultados mostram que, quanto mais o conceito é incorporado na íntegra, mais eficaz ele se revela.
Quando o assunto é sobre metas e projetos, você chega até suar frio, pois você se lembra dos vários projetos que come çou e não terminou, das ideias que não tirou do papel. Você se sente um autêntico procrastinador, mas não sabe nem por onde começar. Então, permaneça por aqui. A virada de
chave pode estar no planejamento e no conceito dos objetivos e metas. Um ponto essencial é diferenciar o conceito de meta e objetivo.
O objetivo é uma descrição qualitativa e do que se deseja atingir. Além disso, eles são suportados por métricas que ajudarão a identificar e priorizar as suas melhores escolhas. O objetivo responde às questões como “para onde queremos ir”? Ou “o que queremos atingir”?
Exemplos:
• Aumentar as vendas
• Viajar nas férias
• Dominar o mercado de CNC no Brasil.
Por outro lado, as metas definem como os objetivos serão alcançados. Elas devem ser claras e compreensí veis por toda equipe. Além disso, elas devem ser descritas de forma simples e quantitativamente (precisa de dado numérico). Essa questão quantitativa é um parâmetro essencial, que diferen cia a meta do objetivo, pois como ela é quantitativa, ela pode ser mensurada. Voltando ao ponto da procrastinação, muitas pessoas têm apenas objetivos e não metas, por isso, muitas vezes não alcança o que se deseja. No entanto, não se preocupe, que trata remos a seguir a metodologia SMART com mais detalhes.
Para facilitar a sua compreensão daremos dois exemplos práticos, um do nosso cotidiano e outro da área de usinagem CNC. No caso das metas, elas serão melhor destacadas nos itens subsequentes.
Exemplos de metas:
Cotidiano: Viajar com a família para a cidade de Gramado/RS nas férias.
Usinagem CNC: Oferecer o me lhor ensino de CNC do Brasil.
O primeiro ponto a se destacar na metodologia SMART é a elabo ração da meta específica. É ela que evitará que você perca o seu foco, uma vez que para estabelecê-la, você precisará saber exatamente
onde quer chegar. Além disso, você tem a oportunidade de saber a todo momento, qual direção seguir.
O “S” permitirá que você tenha um alvo definido para trabalhar, eliminando a possibilidade próxima de perder o foco e ainda te permitirá saber a todo momento qual direção a seguir.
Exemplos:
Cotidiano: Comprar as passa gens de avião para Gramado/RS;
Usinagem CNC: Oferecer trei namentos teórico/práticos de CNC para turmas reduzidas no modo presencial.
O segundo passo, não menos importante, é a mensuração das metas. É a mensuração que te per mitirá avaliar o quanto você ou seu projeto progrediu. Como diz o sábio professor Peter Drucker “o que não se mede, não pode ser gerenciado”. É uma maneira de você gerenciar as metas e de avaliar o que já foi feito e o quanto ainda falta para ser realizado.
As metas que estabelecemos podem ser verificadas? Prosseguindo com os nossos exemplos, veja abaixo: Cotidiano: em relação à aquisi ção das passagens de avião para a viagem: foram compradas ou não? Afinal, não existe “meio compra” ou foram compradas, ou não foram compradas.
Se você preferir e quiser ser mais criterioso, você pode ainda criar um checklist para verificar como está o processo da aquisição das passagens, como: fazer orçamento, definir a com panhia aérea, e comprar as passagens.
Usinagem CNC: Os treinamentos foram realizados?
No caso dos treinamentos CNC você pode listar se: o material didá tico já foi impresso? Os certificados já foram confeccionados? A sala de apresentação já foi reservada?
O terceiro passo diz respeito ao estabelecimento uma meta que
realmente seja atingível e alcançá vel. Pode parecer óbvio e simples, mas elas precisam ser avaliadas, caso contrário o seu projeto poderá fracassar ou ser abandonado.
Cotidiano: Comprar passagens de Avião para Gramado/RS é pos sível? Sim. Seguindo essa mesma linha de raciocínio, inatingível seria você, por exemplo, querer comprar passagem para Marte ao invés de Gramado (pelo menos até o momen to) considerando a tecnologia atual.

Usinagem CNC: é possível realizar o treinamento CNC no modo presencial? Nesse momento, sim, já se fosse durante o período da pande mia, essa meta será inatingível.
Em quarto lugar, a meta deve ser relevante “R”. Relevância diz res peito à importância que cada meta tem para a execução do projeto.
Exemplos:
Cotidiano: A compra das passa gens é um pré-requisito essencial
para realização do projeto final que é a viagem.
Usinagem CNC: A realização de um treinamento teórico/prático em Torno CNC é um pré-requisito funda mental para que o profissional possa entrar mais competitivo para o mer cado ou para os que já são da área, atualizar os seus conhecimentos.

O quinto passo diz respeito à capacidade de gerenciamento do tempo. Para cada meta estabeleci da, você sempre deve ter de forma clara o tempo que levará para a sua elaboração e desenvolvimento. Isso significa que sua elaboração deverá sempre cumprir um prazo, objetivan do inclusive garantir que a meta seja mensurável, como já foi destacado.
A gestão eficaz do tempo é crucial para o sucesso no seu planejamento e execução das metas, tanto no âm bito pessoal quanto profissional.
Exemplos: Cotidiano: A viagem será reali
zada em qual data? Quanto tempo durará?
Usinagem CNC: O curso será mi nistrado em uma semana? Um mês?
A implementação da metodologia SMART pode ser uma excelente ferramenta para a Gestão de seus Projetos, uma vez que não é a quantidade de metas que fará com que o seu projeto seja executado e que o objetivo, seja atingido, mas a execução planejada e constante de cada uma das etapas. Se ficou com alguma dúvida, fique a vontade para nos contactar.
By Moises Henriques Braga
Pereira - Especialista em CNC, Professor e CEO da Empresa desde 2012.
(31) 99477-8520
Instagram: @papocnc moises@papocnc.com.br

ão há nada imutável no processo de geração de negócios. A competitividade é constante e crescente. O naturalista, geólogo e biólogo britânico Charles Darwin eternizou uma menção que esclarece que “Não é o mais forte que sobrevive, nem o mais inteligente. Quem sobrevive é o mais disposto à mudança”. Não obstante a longevidade da citação, ela é muito atual e reflete exatamente o mundo dos negócios. Ou seja, ela explícita que não há mais espaço para a mes mice, para a estagnação, para o tradicionalismo. Ela atesta que a inovação é fundamental e mandatória. VENCER A
Outra fórmula que é irreparável diz que o resultado financeiro é a diferença entre o preço de venda e o custo da operação. E os preços ten dem a ser cada vez mais “enxutos”, restando concentrar esforços na redução de custos.
Conecto atualmente dois im portantes conceitos que podem ser adotados na condução de nossas ferramentarias no Brasil: a Estratégia Adaptativa e a Estratégia do Oceano Azul. Recomendo fortemente um estudo mais aprofundado destes temas para que as empresas do setor de ferramentaria possam avançar no mercado com produtividade, competi tividade e lucratividade.
Com “Estratégia Adaptativa”, Sandro Magaldi e José Salibi Neto comple tam a Tríade de Gestão Exponencial, composta ainda pelas obras “Gestão do Amanhã” e “O Novo Código da Cultura”.
A Estratégia Adaptativa é um modelo estratégico que foca em migrar do conservadorismo para o revolucionismo, buscando alavancar a vantagem competitiva por meio de inovação, tornando-as aliadas e geradoras de valor. Não há mais como definir métricas rígidas para alcan çar o sucesso. Elas são dinâmicas e rápidas. O que pode ser bom para o negócio hoje, amanhã poderá ser a chave da bancarrota. Mencionam que, para não correr os riscos da estag nação, existem quatro elementos a serem trabalhados, quais sejam:
O foco principal é o cliente e a tarefa aqui é ajudar e direcionar o mesmo para fazer a melhor escolha, ofertando opções de compra. A simples oferta do produto em carteira é muito pobre de conteúdo e de convencimento. É necessário observar atentamente e pesquisar intensamente a demanda e o comportamento do cliente e enten der qual produto, serviço ou atividade vai contribuir na evolução dele.
Assim surge o conceito de faci
litador da vida do seu consumidor, que deve entregar uma solução que melhore a vida do cliente.
A cultura organizacional é a iden tidade da empresa e ponto crucial para o sucesso, orientando as preferências, escolhas e formas de atuação. Assim sendo, para viabilizar a estratégia adaptativa, é necessário que esteja incutida na cultura da companhia a premissa de inovação, sob risco de desconstruir toda a estratégia vencedora.
Você já percebeu que, a cada dia, nosso tempo fica “mais curto”? Prova velmente sim. Isso é resultado de um mundo acelerado em necessidades, em demandas, em obsessão pela posse, em realização financeira, em ser o primeiro. Como desdobramento, as inovações também avançam em velocidade logarítmica. Se não formos ágeis, seremos atropelados sem dó.
E estas inovações são de cunho tecnológico, cultural, comportamental, temporal, humano, dentre diversas outras causas. Por exemplo, somente durante a pandemia, cerca de 600 mil empresas brasileira que não se adaptaram às mudanças de operação foram encerradas.
A inovação é baseada em fatos e da dos. Diariamente tratamos com milha res de informações. Segundo dados compilados por Lori Lewis e Officially Chadd, na Visual Capitalist, em 2019, um único minuto de internet represen ta 1 milhão de logins no Facebook, 4,5 milhões de vídeos assistidos no YouTube, 1,4 milhão de perfis jogados para a direita ou para a esquerda no Tinder e um total de 41,6 milhões de mensagens enviadas no WhatsApp e no Facebook Messenger. Esse mesmo minuto na internet também contém 3,8 milhões de consultas ao Google.
Para que uma estratégia adaptati va funcione, ela deve ser fundamenta da totalmente em dados. As tomadas
de decisão precisam ser baseadas em dados confiáveis. Caso contrário, serão duvidosas, arriscadas e podem levar a danos irreparáveis para uma companhia.
ESTRATÉGIA DO OCEANO AZUL
Os cinco marcos indicados no livro “A Estratégia do Oceano Azul”, de W. Chan Kim e Renée Mauborgne, são brevemente descritos a seguir:
Afastamento de mares turbulentos
A expressão “oceano azul”, do livro mencionado, remete a mercados ainda inexplorados. Eles sim são uma ótima oportunidade de a empresa ter suces so frente a elevada competitividade do mercado atual, cujo nível de disputa é tal que o insucesso é previsível. É possível dizer que tudo já foi inventado e que não há mercados nos quais o homem ainda não tenha se aventura do? Não, certamente que não.
E a palavra chave aqui é inovação, seja em produtos ou serviços, seja em soluções ou comportamentos. Isso reflete na procura por oportunidades com alto potencial de crescimento e rentabilidade. Ou seja, a dica é evitar espaços onde a concorrência é alta, é captar com senso de coerência e atitude de arrojo aquele espaço único a ser explorado.
Não se trata de eliminar a concor rência, mas sim de contorná-la.
O desconhecido torna a concorrência irrelevante
Quando a concorrência é “contornada”, um enorme horizonte se abre e os espaços não tem limites. Onde não há competição, o esforço é menor e o resultado comercial tende a

ser melhor. Não será necessário “observar” o concorrente e copiar o comportamento dele.
Entretanto, isso não deve signifi car uma infindável zona de conforto. A concorrência vai, de forma inversa, observar o sucesso de sua empre sa. Portanto, fique atento e esteja sempre à frente. Enquanto os outros copiam você, tudo está bem. O pro blema será quando ninguém quiser mais copiar você.
Opções estratégicas a tomar Obviamente que o processo não é tão simples quanto se possa “escrever”. Há que se fazer um planejamento estratégico cuidadoso do “novo hori zonte”, considerando a avaliação FOFA – Forças, Oportunidades, Fraquezas e Ameaças do cenário pretendido. Um caminho trabalhoso, mas promissor. Há muitas possibilidades, mas todas devem ser bem estudadas e analisa das. O conteúdo do livro indica que há uma importante dinâmica de análise da viabilidade a ser seguida, qual seja:
• Reduzir - quais atributos que podem ser reduzidos abaixo do padrão setorial;
• Criar - quais atributos nunca ofertados pelo setor devem ser criados;
• Eliminar - quais atributos consi derados indispensáveis pelo setor devem ser eliminados;
• Elevar - quais atributos devem ser elevados bem acima do nível do padrão do setor.
Considerando estas medidas aliadas a outras mais específicas
setorialmente, é possível construir um novo “plano de voo” com grande probabilidade de sucesso.
Planejamento estratégico e avalia ção criteriosa são necessárias.
Da mesma forma que construir uma casa, para a implantação da es tratégia é preciso atuar com cautela e parcimônia. Independentemente do vo lume de recursos aplicados, qualquer perda pode ser fator crítico e deve ser minimizada. Ou seja, os riscos devem ser previstos e mensurados.
Definir público e produto ou servi ço é mandatório.
Alinhamento integrado na busca da diferenciação e baixo custo A caracterização de uma empresa de sucesso é que não há individualismo. Ela precisa ser um “corpo único”, inte grado, conectado e alinhado. Ela não é apenas a direção, nem unicamente a produção, nem somente o comercial. Assim sendo, para que a estratégia possa atingir resultados positivos, toda ação precisa ser sistêmica na busca do “novo espaço”.
Considerando a experiência nacional e global que adquiri ao longo de vários anos de peregrinação no universo da ferramentaria, teço alguns comentá rios e reflexões para que sejam avalia dos no contexto de boas práticas para minimização de custos e maximização de resultados financeiros.
Uma empresa é operada concomi tantemente por três pilares fundamen tais: comercial, financeiro e produção. Vamos passar por cada uma delas com seus departamentos ou células produtivas.
Mas antes é importante determi nar o custo de cada operação para que se possa monitorar e controlar os resultados financeiros da empre sa e, consequentemente, sua saúde financeira e previsão de operações futuras. Uma empresa sem resultado financeiro positivo tende a encerrar as operações
Como já mencionado, o resultado po sitivo de uma empresa é diretamente proporcional à redução de seus custos. Por isso é crescente o uso de técnicas de gerenciamento de custo nas organizações modernas. As fer ramentarias precisam, urgentemente, buscar adequar seus processos de controle a fim de perpetuarem seus negócios.
Existe um esforço contínuo para ganhar vantagem competitiva em todos os setores de mercado, o que altera radicalmente a natureza de mui tos negócios, com forte redução nos custos diretos de produtos e serviços, aplicação em larga escala de automa ção e novas tecnologias e encolhimen to do ciclo de vida dos produtos.
No setor de ferramentais a realida de não é diferente. Um dos focos na busca de competitividade está direta mente ligado à redução dos custos de produção e, por consequência, de ven da. Todavia, contrapondo esta redução de custos, as funções de apoio para o atendimento adequado ao cliente cres ceram de forma considerável. Assim sendo, a necessidade de investimen tos na engenharia, no planejamento, no desenvolvimento do produto, no marketing , nas compras, na movi mentação de materiais e logística, no controle de estoque, no treinamento e no gerenciamento dos serviços elevou o custo marginal para a produção de um determinado produto.
Considerando toda essa mudança no cenário produtivo, o sistema de gerenciamento de custo das empresas deveria estar constantemente sendo adequado para fornecer ao adminis trador as informações vitais para a tomada de decisões.
Infelizmente isto não se verifica na maioria das empresas, que continuam empregando os antigos métodos de apuração de resultados. Estes méto dos consideram apenas o resultado contábil da empresa, não identificando a eficácia por atividade individualiza da. Ou seja, em função destas defici ências, as empresas não estão cientes de que uma parcela de seus produtos, processos, serviços ou clientes em nada contribuem para os lucros, po dendo inclusive prejudicá-los.
A aplicação de um sistema de gerenciamento de custo adequado e eficiente pode melhorar, de forma drástica, a rentabilidade da empresa.
A implantação de um sistema de gerenciamento de custo pode ser feita de diversas maneiras, desde controles simplificados até extremamente com plexos, dependendo da disponibilidade de tempo e de recursos, bem como da estratégia da empresa.
O gerenciamento de Custo Basea do em Atividades – ABC é um modelo de gestão de custo que pode ser apli cado às empresas de manufatura. De rivado do inglês Activity Based Costing, ou custeio baseado em atividades, é um método que está baseado nas atividades que a empresa efetua no processo de fabricação de seus produ tos. É uma metodologia desenvolvida pelos professores americanos Robert Kaplan e Robin Cooper em meados da década de 1980, na Universidade de Harvard. Fornece um método para o tratamento dos custos indiretos, através da análise das atividades, dos seus geradores de custos, e dos utilizadores. Consiste na identificação, análise e alocação de custos aos pro cessos de uma determinada empresa, visando melhor gerenciar a lucrativi dade. O uso deste método permite uma melhor mensuração dos custos. Os recursos são atribuídos a cada atividade; em seguida, as atividades são atribuídas a objetos de custo com base no seu uso. O custo baseado em atividades reconhece os relacio namentos de causa dos responsáveis pelos custos das atividades. Também ameniza as distorções provocadas
pelo uso do rateio usado na tradicional lógica de absorção dos custos. Ele identifica os fatores que dirigem os custos, ajudando os administradores a exercer controle eficaz para atingir seus objetivos. O ABC considera que os pontos a serem avaliados e otimizados são o processo organiza cional, a lucratividade do cliente e o custeio do produto.
Portanto, determine e monitore os custos individuais por centro de produção para que as varia ções ocorridas no processo sejam absolutamente controladas e que os desvios possam ser corrigidos.
Um exemplo é o dispêndio com ferramentas de corte. Por diversas vezes o custo de insertos de corte, bastões de usinagem, fresas, brocas e todos os demais meios de corte são, ao longo da vida útil da máquina ope ratriz, maiores que o valor da própria máquina. E também, por muitas vezes, não “damos o devido valor” ao custo incorrido de ferramenta na produção de nossos moldes e matrizes. Na figu ra 1 apresentamos um singelo cálculo de dispêndio com ferramenta de corte e máquina operatriz. Considerando uma máquina fresadora CNC de preço equivalente a R$ 800 mil, deprecia ção em 8 anos, operando 28 dias por mês durante 16 horas/diárias em um total de 448 horas/mês, é possível identificar que seu valor de aquisição é menor do que o consumo de fer ramenta de corte para o caso de um cabeçote de fresamento com 5 facas e insertos quadrados na mesma janela temporal de 96 meses.
As relações entre seres humanos sempre determinaram o futuro do planeta, tanto para o lado benéfico quanto marginal. Guerras foram deflagradas por falta de entendimen to entre homens. Alianças indus triais formaram sólidas e lucrativas megacorporações. Projetos foram à bancarrota por planejamentos mal elaborados. Soluções humanitárias e globais trouxeram benefícios imen suráveis ao longo da história.
A elaboração do orçamento é ponto crucial para vários desdobramentos. Inicia com a avaliação do cliente sobre a assertividade ou confiabilidade do cálculo. Considerando um valor base justo para a construção do ferra mental, implica que um orçamento muito alto vai eliminar a empresa da possibilidade de fornecimento e, em contrapartida, uma oferta encolhida pode causar um impacto financeiro irreversível para o fabricante.
Assim sendo, é importantíssimo o domínio da operação de orçamen tação pelo profissional calculista, sendo altamente desejável que ele tenha conhecimento de todas as etapas da fabricação.
Supondo então que o profissional é “perfeito”, há ainda um risco elevado de fechamento da cotação se os valo res de custos e despesas diretas e in diretas não forem bem definidos. Isso quer dizer que, mesmo o orçamentista tendo acertado “na mosca” o número
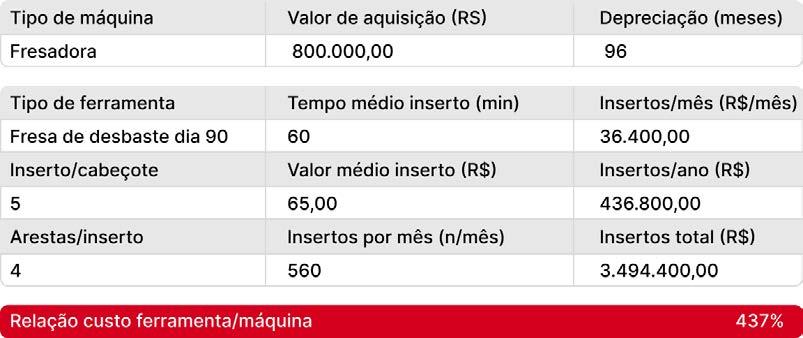 Figura 1: Comparativo de custo ferramenta de corte x máquina operatriz em 8 anos
Figura 1: Comparativo de custo ferramenta de corte x máquina operatriz em 8 anos
de horas necessárias, elas podem trazer prejuízo financeiro se estiverem subdimensionadas ou perda de pedido se superavaliadas.
Mais um ponto importante é a seleção do tipo de ferramental que a empresa vai desenvolver. Funda mental ter cuidado com a aceitação para orçar qualquer tipo de serviço. Acompanhe esse raciocínio. Normal mente o responsável pela construção do orçamento é uma pessoa expe riente, com nível salarial acima da média da companhia. Quase sempre o proprietário ou um profissional de alta confiança do mesmo. No Brasil, a taxa média de conversão de um orçamento em pedido de compras é de apenas 3%, isso mesmo, três por cento. E o tempo médio para cálculo de preço de um ferramental é de 1 hora. Em um cálculo simplista, podemos dizer que um orçamentista, em sua jornada mensal de 176 horas, poderia trabalhar apenas 6 horas no mês e descansar
outras 170 horas. Esse cálculo está apresentado na figura 2.
Entendo se você estiver pensando: “mas não faço tantos orçamentos por mês”. Perfeito. Mesmo assim, se você fizer apenas 44 orçamentos no mês, ainda serão 42 horas desperdiçadas, jogas literalmente “no lixo”.
Recomendamos fortemente que os orçamentos sejam selecionados, com foco em uma linha de produtos (ferramentais) a fim de que a taxa de conversão seja maior e o desempenho da empresa mais assertivo.
Também que crie padrões de operação e registro de todas as etapas para que seja possível recuperar his tóricos no futuro, facilitando o resgate de dados importantes para maior precisão do orçamento. Diversos sistemas informatizados estão dis poníveis no mercado e vão agilizar o tempo de confecção da proposta além de garantir confiabilidade nos dados recuperados.
Algumas empresas consideram a elaboração da proposta comercial como parte da área de vendas, sepa radamente da área de orçamentos.
Indiferentemente de onde ela esteja física (ou conceitualmente) aloca da, uma recomendação que faço é pelo detalhamento minucioso da oferta. Quando se tem boas práticas, elas podem e devem ser copiadas. Perceba o processo de vendas de um veículo ou mesmo de uma máqui na operatriz. Analise a riqueza de detalhes de uma proposta de venda. Com frequência um veículo ou uma máquina operatriz tem valor bem menor que um ferramental.
Recomendo fortemente que os orçamentos sejam selecionados, com foco em uma linha de produtos (ferramentais). Opte por um mercado menos concorrido, mais padronizado.
Descreva bem a proposta co mercial, ofertando opções para seu
Figura 2: Mapa de conversão de horas de orçamento em pedido de compras
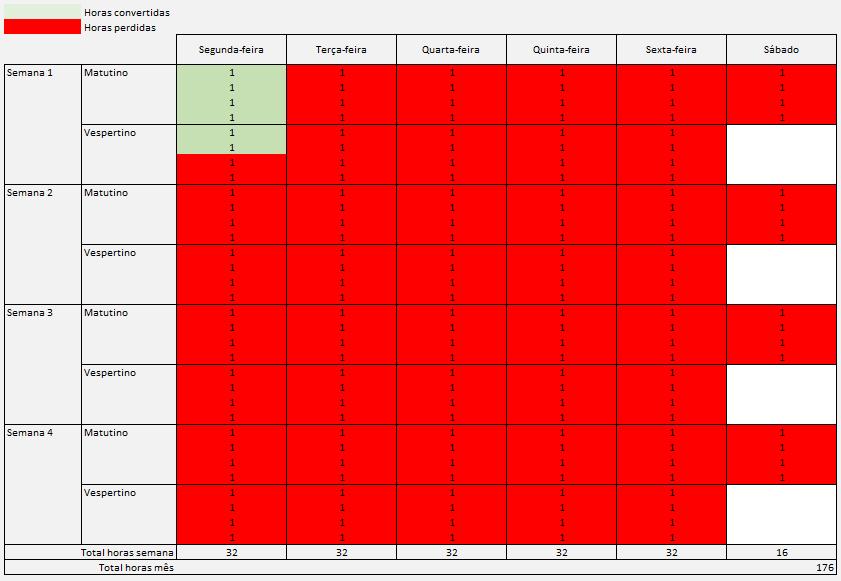
cliente, tal como o fazem na indústria automotiva e de máquinas operatrizes.
A figura 3 apresenta um modelo de como pode ser um dos itens de forne cimento de proposta de ferramental no quesito materiais.
Desta forma o cliente pode ter “ideias” de opções e melhorias do processo construtivo do ferramental e já dispõe dos valores que precisará considerar na compra.
Adicionalmente é altamente positivo estruturar o mapa do fluxo financeiro necessário para que a empresa possa fazer frente aos seus compromissos quanto ao desencaixe de recursos du rante a construção do ferramental. A fi gura 4 traz sugestão de mapa que pode ser aplicado para mapear e justificar as condições de pagamento favoráveis ao fabricante e explícitas ao cliente.
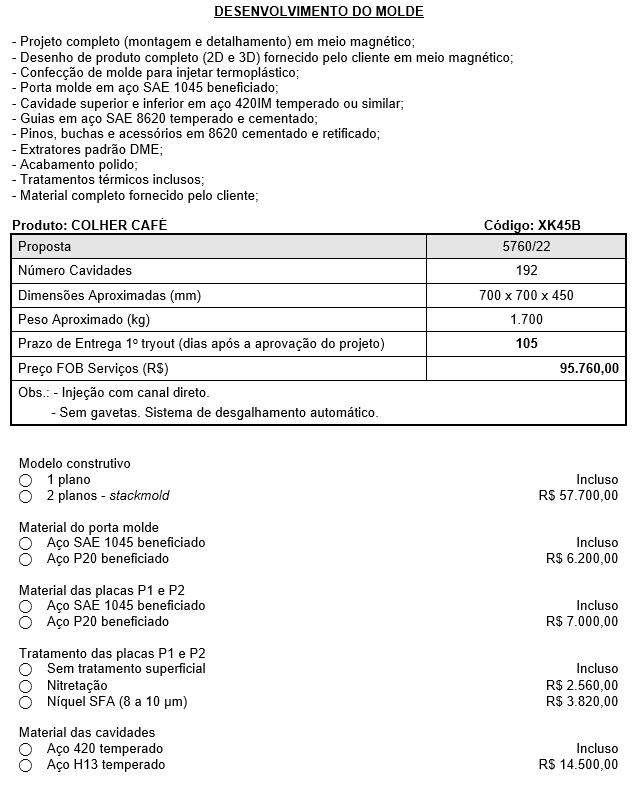
Esse é um capítulo à parte e requer estudo aprofundado. Um mundo de abordagens, diferentes e iguais, fáceis e trabalhosas, simples e complexas. O marketing representa grande impor tância para qualquer empresa, seja ela pequena, média ou grande. Seja ela de produtos, serviços ou comércio. A partir dele um produto ou serviço será conhe cido pelo mercado e garantirá um lugar de destaque frente aos concorrentes.
É impossível dissociar o marketing da operação das empresas. Portanto, preparar um plano de participação ativa no mercado, por intermédio de presença em eventos, feiras, congres sos, missões empresariais e meios de divulgação, sejam eles físicos ou digitais, é um dos grandes segredos do sucesso das empresas de ponta.
A função primordial do marketing é levar a melhor imagem da empresa ao cliente, fomentando a curiosidade e des pertando a necessidade de consumo.
É muito conhecida a expressão “quem não mede, não gerencia. Quem não gerencia, não melhora”. Não há outra saída, é necessário medir o desempe nho de todas as células produtivas da empresa. Portanto, é preciso investir em um bom modelo de gestão da
produção, planejando a operação, executando as tarefas, medindo os resultados e corrigindo eventuais desvios.
A exposição dos indicadores de produção é benéfica para toda a equipe pois se transforma em uma forma de desafios a serem superados. Determine os prin cipais pontos de controle, crie os apontadores e publique os números. A figura 5 apresenta um exemplo de identificação de indicadores.
Produção - Tecnologia Área dorsal da empresa, o chão de fábrica das ferramentarias propriamente dito também é um mar de oportunidades a serem exploradas. E nestas “brechas” deixadas pelos concorrentes podem ser obtidos mais alguns fatores de competi tividade acentuada.
Indicador deste setor brasileiro mostra que a produtividade média de arranque de cavaco não supera os 24%, representando menos de 15 minutos de remoção efe tiva em 60 minutos disponíveis. Comparativamente aos países referência, estamos muito abaixo, uma vez que naqueles o mesmo indicador atinge cerca de 60%.
Portanto, aqui se abrem muitas possibilidades de melhoria do processo e, consequentemente, de redução de custos e de tempos de produção. Fatores como melhoria da estratégia de usinagem, utilização de ferramentas de corte de alta performance, aplicação de sistemas de preparação (setup) de elevada eficiência,
Figura 3: Modelo de opções em uma proposta comercial de moldesFase Negocial - Visita técnico-co mercial, orçamento, pedido, contrato, cronograma prévio
Fase Construtiva - Etapa 1 - ProjetoPré-projeto, avaliação estrutural e de fluxo, projeto
0 1,00 1,0 1,0 1.000,00 1.000,00
15 7,00 2,00 9,0 10,0 9.000,00 10.000,00
Etapa 2 - PCP - Planejamento da produção, cronograma detalhado 30 1,00 1,00 2,00 12,0 2.000,00 12.000,00
Etapa 3 - Materiais - Aquisição de matéria-prima e componentes, enco menda de sistemas auxiliares
Etapa 4 - Fabricação desbaste - Usinagem em torno, fresadora, retificadora, eletroerosão, retificadora, tratamento térmico/superficial
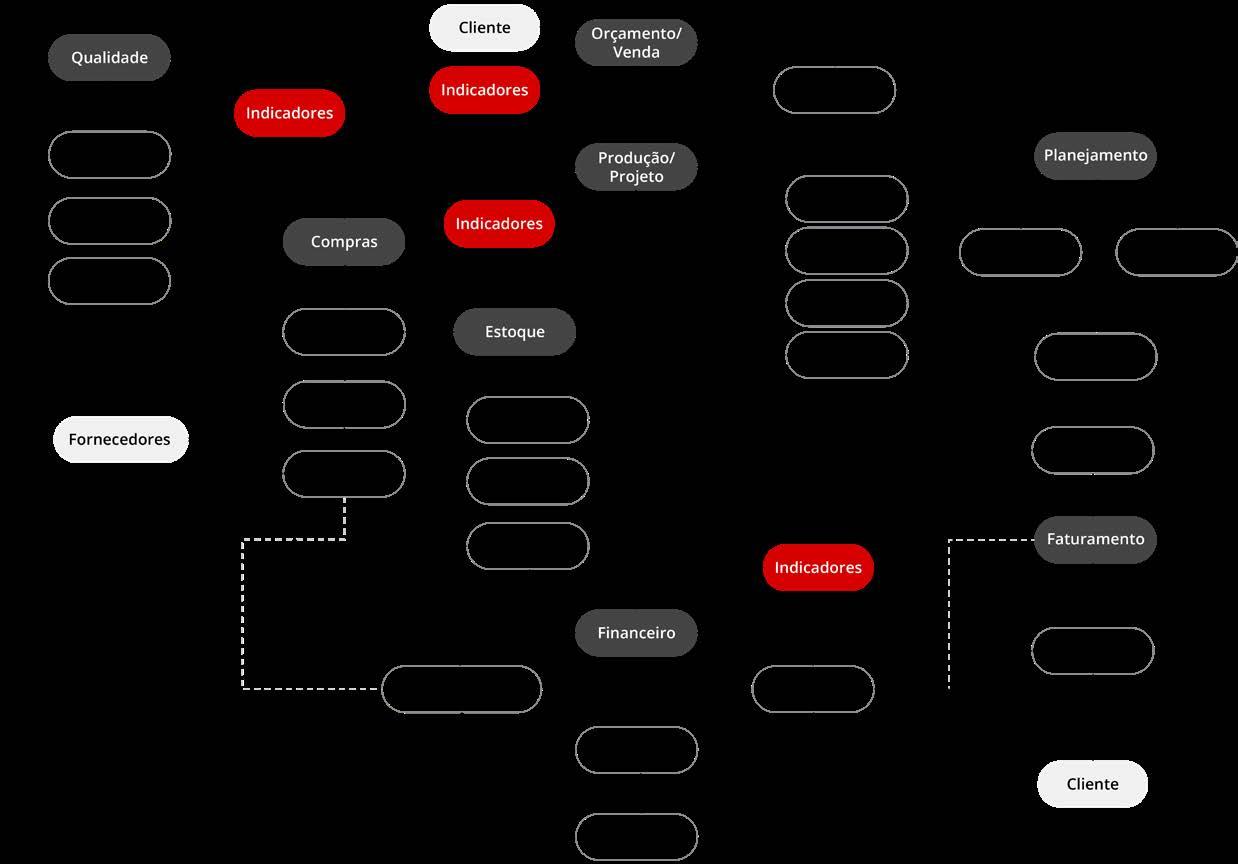
40 0,50 15,00 1,00 16,50 28,50 16.500,00 28.500,00
60 10,17 8,00 0,50 18,67 47,17 18.670,00 47.170,00
Etapa 5 - Fabricação acabamento - Usinagem em torno, fresadora, retificadora, eletroerosão, retificadora, tratamento térmico/superficial 13,20 70,87 23.700,00 70.870,00
Etapa 6 - Montagem - Polimento, ajustagem, medição, texturização, montagem 5,50 1,50 80,37 9.500,00 80.370,00
Etapa 7 - Teste (tryout) - Tryout, dimensional, frete, seguro, de aprovação 0,50 2.500,00 82.870,00
Etapa 8 - Entrega - Faturamento, embalagem, garantia,
Figura
Figura
além de recursos de máquinas pouco explorados, capacitam a empresa que está atenta a ganhar consideráveis valo res para repasse e fidelização do cliente. Aqui novamente a concorrência “fica na poeira” e o visionário que introduz estas tecnologias passa a navegar em um oceano azul.
O uso de soluções em manufatura aditiva, como demonstrado na figura 6 em um molde para injeção de polímero, contribui significativamente para redu ção de ciclos de produção, transferindo ao cliente o benefício e, novamente, gerando confiança e credibilidade na competência do fabricante em apresen tar e entregar um facilitador da vida do consumidor.
A automação de processos é outra solução irreversível na indústria atual e remete a ganhos meteóricos na produção. A ferramentaria não poderia ficar distante desta tendência e vem implantando, de forma intensa, o sensoriamento de moldes e matrizes, permitindo o gerenciamento do pro cesso produtivo e a administração de manutenção dos ferramentais. Estes recursos vêm sendo traduzidos em aumento da vida útil dos ferramentais, além da considerável melhoria na produtividade e qualidade dos produ tos gerados. A figura 7 apresenta um exemplo de painel de controle de um molde com diversas informações em tempo real.
Entendemos que, em uma relação comercial, é função das partes a cola boração em busca da melhor solução
técnica e financeira para as partes. As estratégias em busca de atendimento bilateral das demandas são necessárias, saudáveis e tornam-se duráveis. Dessa forma a ferramentaria tem sua função desempenhada e o consumidor tem suas necessidades atendidas.
Buscar constantemente um dife rencial no mercado, atendendo nichos ou necessidade específica até então negligenciados pela concorrência, traz esperança para o cliente e oportunidade para o vendedor.
A exploração constante e frequen te de novas tecnologias mantém a operação sempre no “estado da arte” permitindo uma diferenciação com relação à concorrência.
Portanto, para superar o concorren te e vencer no mercado, é fundamental observar os pontos de atenção extrema, a saber:
• Financeiro, verificando o ROI - Retorno do investimento e a lucratividade do negócio;
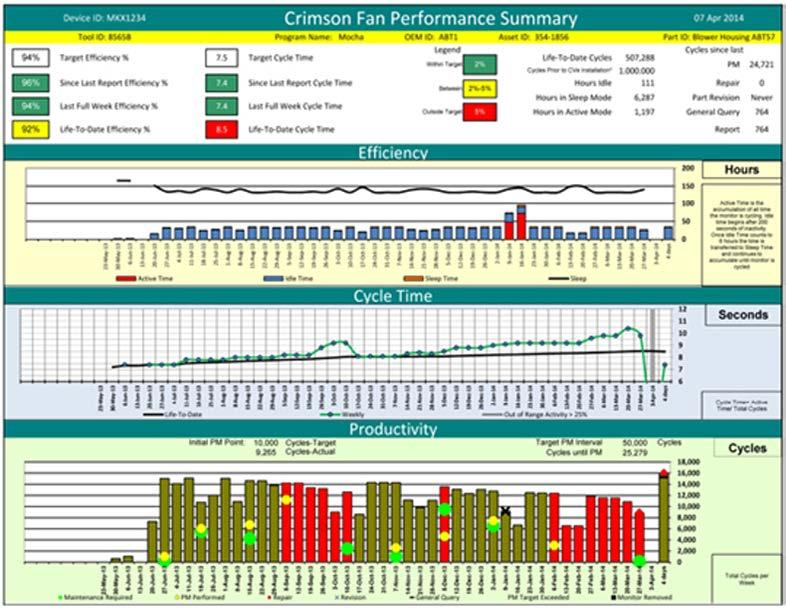
• Tecnológico, buscando a real produtividade dos meios pro dutivos e apostando forte nas novas tecnologias disponíveis ou emergentes;
• Comercial, fidelizando o cliente e alinhavando parceiros em terceirização, cooperação e relações internacionais.
Christian Dihlmann - Enge nheiro Mecânico e Mestre em Engenharia Mecânica pela Universidade Federal de Santa Catarina - UFSC, Especialista em Administração de Empresas pela Fundação Educacional da Região de Joinville - FURJ/UNIVILLE. Diretor Presidente da SNBD Consultoria Ltda.; Editor-chefe da Revista Ferramental. Sócio fundador da Agile2 Consulting. Exerce ainda as funções de: Presidente da Associação Brasileira da Indústria de Ferramentais - ABINFER; Vice-Presidente da ISTMA - International Special Tooling & Machining Association; Vice-Pre sidente da VDI Brasil - Associação de Engenheiros Brasil-Alemanha SC - VDI. Lattes http://lattes.cnpq. br/0446222929419765. christian@agile2.com.br Alexandre Machado - Técnico em Mecânica pelo CIS - Dário G. Salles. Larga experiência em processo de manufatura para construção de moldes de injeção de plástico e alumínio sob pressão, processo de usinagem de eletrodos de cobre e grafite, processo de usinagem de cavidades e componentes, e implan tação e gerência de laboratório para montagens de ferramentas. Sócio fundador da Agile2 Consulting.

Stephan Dihlmann - Engenheiro Mecânico pela Universidade do Estado de Santa Catarina - UDESC. Realizou estágio na Euro-Fer de trabalho em ferro forjado em Castelgomberto - Itália e no Instituto Fraunhofer - Pesquisa e desenvolvimento na área de microprodução, na cidade de Berlin - Alemanha. Atualmente trabalha como engenheiro de manufa tura na Agile² Consulting. Sócio fundador da Agile2 Consulting. stephan@agile2.com.br
Alexandre Machado Júnior - Engenheiro Mecânico pela Faculdade de Engenharia Mecânica - UNIVILLE. Técnico em Mecânica pelo SENAI Norte. Amplo conhecimento em ferramentas e processos de usinagem. Atualmente trabalha como engenheiro de manufatura na Agile² Consulting. Sócio fundador da Agile2 Consulting. junior@agile2.com.br
Figura 6: Componente produzido por manufatura aditiva metálica Figura 7: Painel de monitoramento de molde
Em nosso artigo anterior, des crevemos sobre a importância das perguntas para nossa vida e no papel de líderes. Nesse artigo, as perguntas são nova mente um ponto chave. Certa vez W. Edwards Deming, pai do movimento da qualidade que transformou o processo de manufatura disse: “Se não souber fazer a perguntar certa, não descobrirá nada”. Clayton M. Christensen, professor da Harvard Business School criou um conceito disruptivo, que conduz as empresas para o caminho da inovação e para uma visão além das ideias comuns, partindo do princípio que não adianta perguntar o que os consumidores querem, já que eles responderão de acordo com o que o mercado já
oferece. Por isso, depois de décadas observando grandes empresas fra cassarem repetidamente, ele chega à conclusão de que existe uma pergun ta mais adequada a fazer: Para que trabalho você contrata esse produto ou serviço? Essa é a pergunta que fundamenta a sua teoria Job to be done , ou a Teoria do trabalho a ser feito.
Os executivos são bombardea dos com dados sobre seus produ tos. Sabem qual é participação de mercado, como os produtos estão vendendo em diferentes mercados, a margem de lucro, e assim por diante. Todos esses dados, porém, giram em torno dos clientes e dos produtos em si – e não de como o produto está oferecendo uma solução para os
trabalhos pretendidos pelos clientes. Nem as medidas de satisfação dos clientes, que revelam se um cliente está contente ou não com um pro duto, oferecem dicas sobre como é possível melhorar. Mas é assim que a maior parte das empresas controla e mensura o sucesso.
Os dados quantitativos são fundamentais para a identificação de um Job to be done , mas não suficien tes. São necessárias técnicas para falar com os consumidores e realizar essa consulta, pois não basta ligar ou responder um formulário, é preci so entender como perguntar e extrair informações que, muitas vezes, nem eles mesmos sabem expressar. Aqui reforçamos a importância das per guntas certas, não identificadas nas

abordagens tradicionais.
A partir daí, a perspectiva de Jobs to be done aponta para três dimensões estratégicas que influenciam diretamente no sucesso de produtos ou serviços, são elas: funcional, emocional e social.
• Dimensão funcional: todo produto ou serviço tem uma dimen são funcional, que é a tarefa mais elementar, o que ele pode oferecer de mais básico a um cliente. Por exemplo, se alguém compra uma bicicleta, o mínimo que ela se propõe a cumprir é que seja um meio de transporte;
• Dimensão social: são tarefas que fazem com que o cliente se sinta melhor consigo mesmo. Usando o exemplo acima, qual seria a dimen são social da bicicleta? Por exemplo, a bicicleta permite que eu possa fazer trilha com meus amigos no domingo de manhã, que é um dia que eu me sinto muito sozinho. Um pro duto não se destaca apenas por suas questões funcionais, mas também a partir do status que representa na sociedade, e por isso alguns consu midores têm orgulho de consumir determinadas marcas, pela posição social que elas ocupam. Há também a questão do que o produto oferece em termos de sociabilidade, como as trilhas, no exemplo que citamos.
• Dimensão emocional: uma pessoa pode comprar uma bicicleta apenas como meio de transpor te, mas também pode contratar o produto para resolver uma questão emocional: sentir-se motivado para o uso dela. Por exemplo, além de se reunir aos amigos e resolver a di mensão social, o pedalar permite que eu me sinta mais saudável e em paz comigo mesmo e com a natureza, e não emite monóxido de carbono no planeta. A dimensão emocional se relaciona ao cliente viver emoções, fazendo com que ele crie (ou não) uma relação mais estreita com o produto e faz com que ele queira compartilhar sua experiência com os outros.
A imensa maioria dos produtos e serviços que estão no mercado
entrega apenas os jobs funcionais. Neste caso, a competição é por quem vende mais barato. Algumas poucas também conseguem entre gar com consistência alguns jobs emocionais, e quando se chega a este nível, a competição é por valor percebido. E são raros os casos de empresas, produtos ou serviços que foram pensadas para entregar os jobs sociais. A competição aqui é por status e quem atinge este nível com autenticidade, em geral, não vende, é comprada.
Utilizando o nosso exemplo da bicicleta, o resumo seria:
1. Eu compro uma bicicleta > Produ to contratado
2. Porque eu preciso de um meio de transporte > Job funcional
3. Porque eu quero poder fazer trilha com meus amigos aos do mingos, já que é um dia que fico muito sozinho > Job social
4. Porque eu me sinto mais saudá vel e em paz comigo mesmo e com a natureza, por não emitir monóxido de carbono no planeta > Job emocional
Existe uma constatação simples, mas convincente, no cerne da teoria: os clientes não compram produtos ou serviços; eles os introduzem em sua vida para avançar. O que Christensen chama de progresso é o “trabalho” que eles estão tentando realizar. Essa definição de traba lho não é simplesmente uma nova forma de categorizar os clientes e seus problemas. É fundamental compreender por que eles fazem as escolhas que eles fazem. A escolha da palavra “progresso” é premedi tada. Ela representa movimento em direção a uma meta ou aspiração. Um trabalho sempre é um processo para progredir. Trabalho diz respei to ao progresso que um indivíduo procura em determinada circunstân cia. As inovações bem-sucedidas possibilitam o progresso desejado por um cliente, resolvem dificuldades e satisfazem aspirações ainda não atendidas. Elas realizam trabalhos para os quais anteriormente só havia
soluções inadequadas ou para os quais não havia solução.
Na visão de Christensen, é im portante observar que não “criamos” trabalhos; nós os descobrimos. Os trabalhos em si são duradouros e contínuos, mas a maneira como os solucionamos pode mudar de modo radical com o passar do tempo. Pense, por exemplo, no trabalho de trocar informações a longas distâncias. Esse trabalho básico não mudou, mas nossas soluções para ele mudaram: do correio, telégrafo e correio aéreo ao e-mail e assim por diante. Nosso conhecimento sobre o trabalho a ser feito sempre pode ser melhor. A adoção de novas tecnolo gias pode melhorar nossa aborda gem para solucionar os trabalhos a serem feitos. No entanto, o impor tante é que nos preocupemos em conhecer o trabalho básico, em vez de nos apaixonarmos pela solução que temos para ele.
Vamos a alguns exemplos. Se o meu job é “Preciso ter minhas roupas limpas e cheirosas”, o que podemos propor a esse consumidor? Comprar uma máquina de lavar roupas, pro curar um serviço de lavanderia, con tratar uma diarista, as soluções são distintas, mas o trabalho a ser feito é o mesmo, “ter as roupas limpas e cheirosas”. Agora eu preciso “Pendu rar um quadro na parede”, o que você me propõe? A resposta mais comum: utilizar uma furadeira e fazer um furo na parede. Seria essa também a sua proposta para o job ? Se você não buscar entender o que seu público quer de fato contratar, vou lhe dizer que o furo na parede não resolve a minha necessidade. Por que? Porque a sala que eu alugo no condomínio empresarial tem paredes de drywall e não permitem nenhum tipo de furo. Entendendo o real job do seu cliente, você poderia então propor o uso de fita dupla face.
E voltando à furadeira, porque você compra uma broca de ¼ de polegada? Usando a teoria do Job to be done , você não está comprando a broca de ¼ de polegada, mas sim contratando o trabalho que a broca
pode realizar, ou seja, você está con tratando um furo de ¼ de polegada.
Um caso emblemático para exemplificar a aplicação da teoria foi o projeto que o professor Christen sen liderou como consultor para uma grande rede de fast food . O objetivo era trivial: Como aumentar as vendas de milkshake ? O que eles fariam para isso? Aplicariam uma pesquisa de feedback ? Perguntariam aos clientes por que eles não estavam compran do ou o que eles gostariam que fosse melhorado? Provavelmente a empresa não chegaria aos resulta dos que desejava.
Procurado para orientar o McDonald’s, Clayton Christensen sugeriu aplicar as lentes do Job to be done . Um integrante da sua equipe passou 18 horas apenas observando os clientes. A que horas as pessoas compravam milkshakes ? O que elas vestiam? Elas estavam sozinhas? Elas consumiram o produto na loja ou levavam para viagem? A partir dessas observações, percebeu-se que metade das vendas de milkshake eram feitas antes das 8 horas da manhã por pessoas que vinham sozi nhas, faziam o pedido “para viagem” e saiam rapidamente da lanchonete.
Questionados sobre por que faziam isso, os clientes respon deram que queriam um produto que os acompanhasse enquanto dirigiam para o trabalho e matasse a sua fome até a metade da manhã. Portanto, eles não queriam exata mente comprar um milkshake ― eles queriam algo que resolvesse aquela situação.
O McDonald’s passou então a produzir um milkshake de café da manhã mais espesso, com pedaços de fruta, que durasse mais tempo e alimentasse bem. Dessa forma, a empresa não ofereceu apenas um produto melhor. Ela conseguiu trans formar a jornada até o trabalho mais agradável e eficiente para o consumi dor. E as vendas, consequentemente, aumentaram com força.
Para assistir ao case do McDonal d´s, utilize o QRCODE disponibilizado ao final do artigo.
Esses clientes não estavam apenas comprando um produto; eles estavam contratando o milkshake para um trabalho específico na vida deles. O que nos motiva a comprar produtos e serviços são as coisas que ocorrem conosco o dia todo, todo dia. Todos nos deparamos com trabalhos ou tarefas em nossa vida cotidiana que precisamos realizar. E ao realizá-los, contratamos produtos ou serviços para concluí-los.
A teoria dos trabalhos não apenas fornece orientações eficazes para a inovação, mas também analisa a concorrência de maneira a permitir uma diferenciação real e uma vantagem competitiva de longo prazo, oferece uma linguagem comum para as organizações com preenderam o comportamento dos clientes e até possibilita que os líde res expressem com maior precisão o propósito de suas empresas.
Gerentes e analistas de mercado gostam de manter simples a forma como enquadram a concorrência – colocam empresas, setores e produtos nas mesmas cestas. Coca versus Pepsi. Sony PlayStation versus Xbox. Manteiga versus mar garina. Esse ponto de vista conven cional do cenário competitivo coloca rígidas restrições em torno de qual inovação é relevante e possível, visto que enfatiza a análise comparativa ( benchmarking ) e a imitação. Através dessas lentes, as oportunidades para abocanhar participação de mercado podem ser finitas.
Entretanto, do ponto de vista da teoria dos trabalhos, a concorrência raramente e stá restrita a produtos que o mercado escolhe agrupar em uma mesma categoria. Reed Has tings, diretor executivo da Netflix, deixou isso claro quando o lendário capitalista de risco John Doerr lhe perguntou se a Netflix estava com petindo com a Amazon. “Na verda de co mpetimos com tudo o que você faz para relaxar”, disse ele a Doerr. “Competimos com videogames. Competimos com o consumo de uma garrafa de vinho. Competimos com outras redes de vídeo. Competimos
com os jogos de tabuleiro.”
O cenário competitivo muda para algo novo, talvez desconfortavel mente novo, mas com um potencial renovado quando vemos a concor rência através das lentes do Job to be done .
As organizações que não tem clareza sobre os trabalhos reais para os quais seus clientes as contratam caem na armadilha de fornecer so luções indiferenciadas que acabam não satisfazendo ninguém.
Conhecer a fundo os trabalhos abre novas possibilidades de cres cimento e inovação, porque dessa forma focamos diferentes segmen tos “baseados em trabalho” – entre os quais se incluem os grupos de “não consumidores” para os quais não existe no momento uma solução aceitável. Eles preferem não con tratar a contratar algo que realize insatisfatoriamente o trabalho. O não consumo pode ser uma grande opor tunidade. Quando você enxerga seus clientes através das lentes do traba lho a ser feito, a concorrência real à sua frente, que normalmente engloba bem mais do que seus concorrentes tradicionais, se torna nítida. Ainda que a maioria das empresas utilize a maior parte de suas atividades de pesquisa de mercado para tentar compreender melhor seus clientes atuais, com frequência é possível reunir constatações importantes so bre trabalhos observando as pessoas que não estão comprando nossos produtos, ou os produtos de qualquer outra empresa, um grupo de não consumidores.
E a teoria dos trabalhos muda não apenas aquilo para o qual otimizamos nossos processos, mas também a forma como medimos o sucesso disso. Ela muda os critérios, que passam de medidas internas de desempenho para medidas de benefícios externamente relevantes para o cliente.
Perguntas para reflexão:
• Quais são os trabalhos mais im portantes – ou o trabalho mais importante – para os quais ou o qual sua organização foi criada
para solucionar?
• Para quais trabalhos seus clientes estão contra tando seus produtos e serviços?
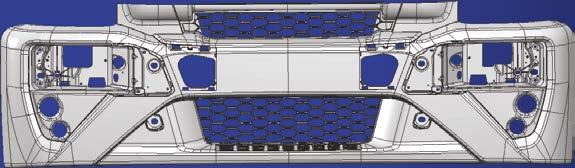
• O que seu conhecimento a respeito dos trabalhos que seus clientes necessitam revela acerca da concorrência real que você está enfrentando?
• Quem não está consumindo seus produtos atu almente? Em que aspecto os trabalhos dessas pessoas diferem dos trabalhos de seus clientes atuais? O que está impedindo que esses não con sumidores usem seus produtos para solucionar o
trabalho deles?
• O produto ou serviço pelo qual você trabalha enxer ga os três tipos de jobs ?
Para assistir ao case McDonalds, utilize esse QRCODE.


Tenha um excelente dia e hoje e sempre; Pois o mercado é do tamanho da sua competência, influência e reputação.
Michelle Borchardt Silveira - Administradora de empresas com MBA em marketing pela Fundação Getúlio Vargas. Atua na área de Customer Success, no relacionamento e comunicação direta com clientes, equipes internas e parceiros estratégicos. Em seu dia-a-dia busca contribuir para a retenção de clientes e entrega de valor percebido. Também possui experiência em liderança de equipes de Serviços e gerenciamento de projetos.

Autora dos livros ATITUDE – A VIRTUDE DOS VENCEDORES – Best-seller com mais de 500.000 leitores, além de Coautora no livro Ser+ com Pal estrantes Campeões e dos doze títulos da Coleção Atitude.
Paulo César Silveira - Conferencista com mais de 2500 palestras em seus 21 anos de carreira, nas áreas corportamental, liderança, vendas consul tivas, negociação, vendas técnicas e comunicação com base em influência. Foi contratado por mais de 200 empresas das 500 melhores empresas eleitas pela Revista Exame. Professor convidado da FGV/SP, FIA FEA/USP, UDESC e UFRGS. Consultor, empreendedor e articulista com mais de 900 ar tigos editados. Autor de 26 livros, destacando-se os best-sellers: A LÓGICA DA VENDA, ATITUDE – A Virtude dos Vencedores e o VENDA SUSTENTÁVEL

– A Lógica da NEGOCIAÇÃO lidos por mais de 4,8 milhões de leitores. Está revolucionando o mercado com novas formas de pensar e treinar equipes comerciais, com formatos disruptivos e inovadores, trazendo resultados nunca antes alcançados! Sua experiência e conhecimento são amplamente compartilhados em livros e artigos. Esses não só fizeram sucesso entre os mercados corporativos, como também despontaram em vendas para o público geral, tornando alguns dos seus títulos como os mais aplicáveis e vendidos do segmento. Sendo ainda Mentor e líder do Projeto Liderança Made in Brazil.



Odesenvolvimento de produto conta com diferentes fases, e é importante os gestores conhecerem cada uma de las. Deste modo é possível criar itens que aproveitem ao máxi mo os recursos disponíveis.

Além disso, é essencial cumprir as etapas do desenvolvimento de forma correta e na ordem prevista para o produto alcançar o resultado desejado. Em outras palavras, é preciso fazer uma gestão de proces sos para tudo se encaixar e fluir da maneira correta.
Se você tem interesse pelo tema e deseja aprender como é feito o desenvolvimento de produtos e quais são as suas fases, continue a leitura deste artigo.
Para que seja possível, de fato, compreender sobre o tema vamos apresentar, nos próximos tópicos, as 7 principais fases do processo de desenvolvimento do produto.
O primeiro passo para o desenvolvimento de produto deve ser, sem dúvida, a identificação da ideia. Essa fase também conhecida como brainstorming. Afinal, a gera ção de ideias é o ponto de partida para que algo novo surja.
Nesse momento, é preciso liberar a criatividade e registrar todas as ideias que ocorrerem. Considere sempre como base alguns direciona mentos primordiais, como os objeti vos do negócio, o seu público-alvo e as tendências de mercado.
As ideias inovadoras de produtos
podem surgir, por exemplo, em razão de tendências de vendas, necessi dades dos consumidores, ações da concorrência ou, até mesmo, por sugestões de clientes, sendo neces sário ficar atento para captá-las.
Depois de registrar todas as ideias que surgem, chega o momento de se lecionar aquelas que parecem ser mais promissoras e economicamente viáveis, considerando o porte da empresa.
Para realizar um filtro mais preciso, é necessário considerar dife rentes critérios. Sobretudo, citamos o orçamento da companhia, custos de produção do produto, viabilidade técnica e perspectivas do público -alvo. Dessa maneira, ao analisar tais aspectos, apenas as ideias de alto potencial devem seguir para a próxima fase do processo.
Durante essa etapa, devem-se realizar testes preliminares a fim de observar se o produto escolhido ser ve como solução para um problema específico e se público-alvo compre enderá bem o seu conceito.
Nesse momento, a companhia pode realizar pesquisas internas e externas, por exemplo, por meio de entrevistas, envio de questionários por e-mail ou, até mesmo, dinâmicas para compreender se o valor do pro duto é, de fato, compreendido.
Durante as referidas pesquisas, o ideal é questionar se os consumi dores comprariam o produto, se ele é capaz de satisfazer as necessidades do público-alvo e se eles conseguem identificar a sua utilidade.
Mais uma boa alternativa durante essa fase é a criação de um protóti po 3D que conte com as principais funcionalidades do produto para ele ser testado com um grupo de contro le. Esse tipo de ferramenta permite a criação e edição de objetos tridimen sionais, o que torna possível fazer as adequações necessárias para que o item se encaixe nos padrões industriais.
Depois que o conceito do produto é aprovado, pode-se reali zar uma análise de mercado mais realista, detalhada e completa. É o momento, inclusive, de realizar o estudo da viabilidade econômica para determinar os custos de pro dução e projeções de retorno sobre o investimento, bem como a análise de público-alvo, da concorrência e do segmento em geral.
Na fase de desenvolvimen to, o plano do produto deve ser realmente colocado em prática para materializar a ideia desenvolvida. Nesse momento, a produção deve estar integralmente alinhada com o marketing para criar o produto ideal, sempre considerando os testes e prototipagem realizados.
De maneira geral, o processo de desenvolvimento costuma envolver aspectos básicos, como fabricação, criação da marca, embalagem e design do produto, além de outros fatores burocráticos, como licenças, patentes e certificações.
Na fase de validação de mercado, é preciso fazer os últimos testes antes de lançar o produto no mercado oficialmente. É relevante contar com grupos de consumidores alinhados à persona do produto para confirmar se o resultado atende às expectativas do público analisado.
Nesse momento, ainda há tempo para ajustes finais antes de produzir o produto em escala e distribuí-lo no mercado. No caso de startups, a coleta de feedback dos usuários do produto e o ciclo de experimentação costumam ser feitos várias vezes para a solução se aprimorar cada vez mais.
A fase final é o lançamento do produto no momento planejado e de acordo com o estudo das oportuni dades de mercado. Aqui, é funda mental apresentar uma campanha de lançamento estruturada, nas mídias corretas, que transmita a mensa gem desejada e que chegue até o público-alvo. Também é importante se atentar à distribuição para que o produto esteja disponível em locais estratégicos e chegue até os consu midores.
Agora que você já conhece todas as fases de desenvolvimento de pro duto e sabe o que é preciso buscar como resultado, deve ter percebido que todas as etapas são fundamen tais, não é mesmo? Ao segui-las você aumenta as suas chances de acertar nas previsões e inovar com sucesso.
Se você deseja conhecer os produtos e serviços da PLMX que poderão auxiliar você em todo o processo de desenvolvimento de produto, entre em contato conosco!
Ao desenvolver um produto, a companhia deve sempre procu rar suprir determinar demandas, como as seguintes:
Qualidade: é preciso sempre procurar aprimorar a qualidade do produto por meio de novos aprendizados para ele se demons trar interessante aos usuários e competitivo com relação às demais alternativas disponíveis no mercado;
Redução de custos: uma forma de aumentar a margem de lucro do produto e, consequentemente, de aprimorar a competitividade é diminuindo os seus custos de fabricação;
Agregar características: incluir características relevantes em um produto é capaz de suprir de ma neira ampla as necessidades dos consumidores, o que aumenta a possibilidade de aceitação do item perante o público-alvo; Inovação: um produto inovador é capaz de criar uma dimensão de uso, inclusive um novo concei to que atenda a demandas que nenhum outro produto é capaz ou que possa suprir necessidades sequer detectadas pelos consu midores.
PLMX - A PLMX Soluções é fornecedora líder de tecnologias e serviços de PLM (Product Lifecycle Management), incluindo soluções para a indústria da Siemens Digital Industries Software. Especializados em CAD, CAM e PLM ajudamos as empresas a esta belecerem uma vantagem competitiva ao otimizar seus processos, desde o planejamento e desenvolvi mento até a fabricação, produção e suporte.

Avida para os empreendedores não é nada fácil, mas imagina, você estar com vários trabalhos e, de repente, chegarem vários caminhões para retirar tudo de dentro da sua empresa e o pior, sem você saber de nada?
Foi isto que aconteceu em 2011 com a Moldestamp Solution, quando estava há sete anos atuando no setor industrial com a construção, modifi cação e manutenção de estampos e fabricação de protótipos.



Na época, o galpão era alugado por uma ferramentaria da qual os sócios compraram os maquinários para aumentar a produção, porém eles não sabiam que o galpão estava na justiça para que o antigo locatário deixasse o espaço.
Certo dia, chegaram vários ca minhões para retirar tudo das depen dências e liberar o espaço. Os sócios da Moldestamp conversaram com o proprietário para fazer um novo contrato,
mas ele não aceitou.
Decidiram entrar com uma apelação para terem mais tempo até encontrarem outro lugar para trabalhar e fazer toda a mudança. Neste período, estava em andamento a conquista de um terreno para iniciar a construção da sede própria, mas não estava nos planos construir o galpão naquele ano.
A empresa conseguiu um tempo na justiça, três meses apenas. Iniciaram a construção da nova sede. Eles não tinham recursos para pagar uma cons trutora e, então, resolveram colocar a mão na massa para construir o galpão, sócios e funcionários.
Alexandre Justino (sócio) ficou responsável em fazer toda estrutura do galpão junto com o pessoal da manu tenção e soldadores da empresa, além deles, alguns operadores de máquinas se prontificaram em ajudar. Eguinaldo Bezerra (sócio) colaborou com a cons trução da alvenaria e outras atividades como ajudante de pedreiro.
Outra dificuldade surgiu: como estavam trabalhando na construção, não podiam pegar novos trabalhos e a empresa precisava ter faturamento men sal para poder pagar o salário de quem estava ajudando.
Assim, decidiram terceirizar a mão de obra de ferramentaria para a em presa Sodecia, de Sete Lagoas – MG e utilizam os recursos deste trabalho para pagar os salários para a construção do galpão. Um galpão de 1.500m² foi construído em apenas três meses para iniciar novamente as atividades.
A empresa foi fundada há 18 anos, em maio de 2004, por três sócios, Alexandre Justino, Eguinaldo Bezerra e Washigton Sabino, que já trabalhavam na área de ferramentaria.
Na fundação, o nome era apenas Moldestamp, o que mudou em 2015, para Moldestamp Solution. No início, a sede era em um galpão alugado, no
bairro Vila Paris, em Contagem – MG. Depois, foram para a 2ª sede, no Jardim Piemonte, em Betim – MG, local locado, onde ocorreu o episódio do despejo.

Diante disto, precisaram construir a sede própria em prazo recorde. Em janeiro de 2020, o primeiro galpão construído foi destruído por uma grande ventania. Eles tiveram novamente um desafio, pois estavam com um grande projeto em andamento, novamente construíram o galpão em apenas três meses. A atual sede tem uma área construída de 4.220 m², em um espaço de 6300 m².
No início das atividades da empresa eram apenas oito funcionários, hoje con ta com 180 colaboradores, um salto gi gante em apenas 18 anos de atuação. E sobre os maquinários, em 2004, apenas uma máquina CNC Romi 1250, furadeira de bancada e alguns equipamentos de trabalho manual para o ferramenteiro. Nesta época os operadores e ferramen teiros eram os próprios sócios, com alguns ajudantes.

A Moldestamp Solution atua hoje com dois sócios, Alexandre Justino e Eguinaldo Bezerra, ambos se orgulham de ser uma empresa familiar, que conta também com a colaboração de muitos amigos.
Eles lembram o primeiro ferramen tal construído foram alguns protótipos para a empresa Polimetri, de São Paulo. “Encaramos como um grande desafio devido à falta de equipamento e recurso financeiro, mais ocorreu tudo bem com ajuda de parceiros de empresas vizinha”,

relembra o sócio Eguinaldo Bezerra, diretor comercial.
Atualmente, seus clientes estão sediados nos estados de Minas Gerais, São Paulo e Pernambuco. Entre os principais clientes: Tiberina, Polistam po, Stellantis, Proma, Itaesbra, Edscha, Maxion e Aethra.
O volume de produção da Moldes tamp está muito alto, com trabalhos ultrapassando as horas disponíveis. “Podemos trabalhar anualmente com a construção de estampo, em média, 20 produtos de médio e grande porte, sendo 10 itens no primeiro semestre e 10 no segundo”, explica o sócio e diretor industrial Alexandre Justino.
A empresa conta com uma estrutura formada com engenharias de projeto e simulação, CAD/CAM e de produção. Está equipada com softwares de ponta para atuar no desenvolvimento de projetos de estampos, protótipos e modificações de ferramentais, além da simulação de estampagem e engenha ria reversa.
Entre os principais projetos desen volvidos, destacam o Picape Strada, re alizado em 2018 e 2019, onde participa ram deste do início do desenvolvimento, com o trabalho de factibilidade em aprovar todos os produtos e, felizmente, conseguiram construir a maioria dos ferramentais com sucesso. Logo veio o 3630, participam de todo o processo e ajudaram o cliente na aprovação da matemática junto com a engenharia do cliente final.
Já no projeto 3760 não obtiveram êxito devido ao trabalho ter paralisado na Pandemia. Quando o projeto retornou para a construção dos estampos houve o aumento da matéria-prima e, como não foi possível reajustar os valores do projeto, infelizmente, tiveram que arcar com todos os custos do ferramental.
Para os próximos anos estava no plano a expansão da ferramentaria, com a construção de uma nova sede. Os trabalhos foram iniciados, mas devido aos grandes desafios para construção de estampo, por motivo do grande aumento nos valores da matéria-prima este projeto precisou ser adiado.
“Com a Pandemia houve um aumen to em alguns materiais, por exemplo, aços que usamos muito e custavam R$4,16 passaram para R$16,00”, lamen ta Elberte Bezerra de Souza, coorde nador de engenharia e comercial, que trabalha desde a sua fundação e é irmão de Eguinaldo.
Ele destaca que a área da ferra mentaria está ruim, com um lucro muito baixo. Depois, o tempo muito curto para construção do estampo, além disso, a cobrança é muito forte no setor de apro vação. “Nosso objetivo é sempre fazer um trabalho com a melhor qualidade e este tempo para todo o processo não ajuda”, reforça.


Mas, apesar de todos os desafios, os sócios e Elberte se orgulham em di zer que a Moldestamp Solution sempre foi muito séria e comprometida com todos os trabalhos realizados. “Posso afirmar, que deste o início, somos uma empresa onde todos que passaram por ela ou os que nela ainda trabalham sabem o quando o ambiente é agradável e alegre e sempre pensa no bem-estar dos funcionários e clientes”.

Mesmo tendo a Reforma Trabalhista colocado um freio na quantidade de ações trabalhistas em trâmite no país, a pande mia do Covid-19 acabou causando um novo aumento na demanda judiciária, certamente como consequência das adaptações na modalidade de trabalho dos trabalhadores, sendo a maior delas o home office
Assim, após a Justiça brasileira ter registrado uma queda de mais de 40% no volume de processos em re lação ao ano de 2017, em 2022 já se verifica um crescimento expressivo, ultrapassando a marca de 2 milhões de novos processos no judiciário em comparação com o ano de 2020.
Segundo informações do Tribu nal Superior do Trabalho (TST), os temas mais recorrentes na Justiça do Trabalho, até abril de 2022, foram: Multa de 40% do Fundo de Garan tia, Multa por atraso no pagamento da rescisão, Horas Extras e Aviso Prévio.
Para que a sua empresa não passe a fazer parte desta estatísti ca, abaixo estão listados os quatro erros mais comuns que as empresas cometem nas relações de trabalho:

Apesar de o art. 74, parágrafo segundo da Consolidação das Leis do Traba lho (CLT) somente exigir a anotação do horário de trabalho em empresas com mais de 20 trabalhadores, a falta de anotação do chamado ‘ponto’, pode trazer diversos problemas para a empresa. Isso porque o controle do horário de trabalho serve como verdadeira prova da jornada real do empregado, em especial para fins de comprovação de intervalo intrajornada, adicional noturno, horas extras, entre outros aspectos.
Não havendo o controle regular da jornada, a empresa estará mais exposta ao risco de um passivo trabalhista, em que um empregado, de má-fé ou que tenha encerrado a relação com a empresa de uma forma não tão boa, entre na justiça pleiteando horas extras e demais valores que não tem direito. Conhe ce aquele ditado “quem paga mal, paga duas vezes”? Quando se trata de direito do trabalho, é isso que vai acontecer. Se o empregador não prova que pagou, irá pagar nova mente.

Portanto, mesmo não havendo obrigatoriedade legal em alguns casos, é fundamental que a empresa implemente o controle de jornada não importando qual o seu tamanho, e encare o trabalho como algo posi tivo para a organização, não apenas no aspecto legal, mas sim como ferramenta de gestão, trazendo ao empreendimento maior segurança, até em períodos de grande incer teza como é este da pandemia do coronavírus, em que muitos tra balhadores se encontram fora do alcance e fiscalização da empresa, em home office . Ainda, é importante que a jornada de trabalho de cada trabalhador esteja estabelecida no contrato de trabalho particular, assim como que a jornada por cargo esteja prevista em um regulamento interno da empresa, o que trata ainda mais segurança jurídica para a organiza ção.
Na esfera das relações trabalhistas, as convenções coletivas são tão relevantes quanto a própria CLT e, infelizmente, é bastante comum que elas sejam esquecidas pelas empre
sas. Com consequência, vemos as ações trabalhistas por falta de res cisão adequada e não observância a outros direitos previstos nas normas coletivas.

Dessa forma, a fim de evitar esse passivo trabalhista, toda empresa pode e deve acompanhar as normas elaboradas pelos sindicatos repre sentativos das categorias profissio nais relativas ao setor de atuação da empresa, a fim de garantir que os di reitos da categoria serão respeitados nas relações individuais de trabalho. Se você quer segurança administra tiva e judicial, acompanhe as normas coletivas da categoria e, inclusive, crie a norma de regulamento interno com base nas normas coletivas de trabalho.

De nada adiantará o empregador conhecer a CLT e saber que o empre gado tem direito a férias de 30 dias a cada 12 meses trabalhados e não colocar isso em prática. Da mesma forma, a falta de acompanhamento das horas extras realizadas durante o mês pode resultar na perda do controle das horas dos funcionários, podendo gerar violações a acordos
de banco de horas e direito a inde nizações. Outra situação bastante comum é a ausência de uma política interna da empresa, que estabelece todas as normativas e limites de jornada. A promoção de uma cultura no ambiente de trabalho por meio das políticas internas pode contribuir para que o próprio funcionário se eduque e utilize o bom senso na re alização de horas extras. No tocante ao home office , muitas empresas ainda estão tentando definir a melhor maneira de controlar a jornada no trabalho remoto. Todavia, é imperio so que esse controle aconteça de uma forma ou de outra, para evitar passivos e ainda auxiliar na motiva ção dos empregados.

O exame admissional é obrigatório e sua obrigatoriedade está previs ta expressamente no art. 168 da Consolidação das Leis do Trabalho (CLT). O objetivo da realização do exame é criar um comparativo com o exame demissional, ou seja, verificar em quais condições o trabalhador ingressou no trabalho e em quais condições o está deixando. Ele é importante tanto para a proteção do

empreendimento quanto para o em pregado, pois ao mesmo tempo em que atesta as condições de saúde do trabalhador a fim de verificar se este agravou sua saúde no trabalho, ele informa ao empregador se o funcionário está apto a desempenhar as suas novas funções.

Na ausência de um exame ad missional, toda e qualquer condição de saúde do empregado poderá ser levada ao judiciário sob a ótima de doença ocupacional, não tendo a em presa como provar que a doença já era, por exemplo, preexistente, o que poderá gerar um passivo trabalhista.
O primeiro passo do emprega dor é identificar os erros e pontos fracos do seu negócio, elaborar um planejamento estratégico adequado e estabelecer as políticas internas da empresa. Realizada esta avalia ção, deve-se passar a corrigir os erros encontrados, a fim de se evitar consequências futuras graves, sendo a principal delas, as ações traba lhistas. Para uma melhor gestão do ambiente de trabalho, a sugestão é que se procure um advogado espe cializado em direito empresarial, que poderá auxiliar a empresa em todos os aspectos do empreendimento.




Um dos principais fornecedores de produtos para fabricação de moldes para injeção de termoplásticos.
TelefoneE-mail
(11) 4057-3877comunicacao@tecnoserv-moldes.com.br TECNOSERV


Empresa multinacional israelense que atua no segmento de ferramentas de corte. (19) 3826-7100iscar@iscarbrasil.com.br ISCAR DO BRASIL
TelefoneE-mail
Consultoria em processos de usinagem focada em prover aumento de produtividade para empresas do ramo de usinagem. (47) 9999-73734dobetter@a2cconsulting.com.br AGILE² CONSULTING

TelefoneE-mail
TelefoneE-mail
Há 50 anos no mercado de ferramentas para estamparia, injeção plástica e ferramentas para puncionadeiras. (11) 2085-4350com@tres-s.com.br TRÊS-S
Um dos maiores fabricantes de sistemas de câmaras quente na Ásia e segundo maior fabricante mundial. (11) 4496-2170vendas@yg1.com.br YG-1
TelefoneE-mail
A SKA é uma das 10 maiores revendas do mundo em softwares para engenharia, atendendo todo o país.
TelefoneE-mail
(51) 3591-2900ska@ska.com.br SKA


CONTE AÇOS
Distribuidora de aços com maior variedade de produtos para a indústria metalmecânica em Santa Catarina. (47) 3033-2800comercial@conteacos.com.br

TelefoneE-mail
Líder mundial na tecnologia de fixação e sistemas de garras. (11) 4468-6888info@br.schunk.com SCHUNK

TelefoneE-mail
TelefoneE-mail
Com mais de 106 anos de experiência, a Palbit é um fornecedor completo de soluções de ferramentas em metal duro e materiais ultra-duros. (11) 2534-3648comercial@palbit.com.br PALBIT

Projeto e design de produtos inovadores de melhoria de qualidade, processos e redução de custos de forma detalhada. (47) 3436-3030nexa@nexaprojetos.com NEXA PROJETOS

TelefoneE-mail
A Matripeças surgiu na década de 90, como pioneira em sua região na distribuição de componentes para moldes e matrizes. (54) 2108-5757vendas@matripecas.com.br MATRIPEÇAS
TelefoneE-mail
SUPER FINISHING DO BRASIL
A Super Finishing oferece soluções completas no tratamento e revestimento de superfícies para o mercado nacional e internacional.
TelefoneE-mail
(11) 4176-6969superfinishing@superfinishing.com.br


Utilize o QR Code ao lado para acessar o Guia de Indústrias
revistaferramental.com.br/ guia-de-industrias

Fique por dentro das novidades tecnológicas do mundo da ferramentaria.
GROB A LINHA G DE CENTROS DE USINAGEM UNIVERSAIS DA GROBnos eixos X/Y/Z’ (mm); velocidades (máx.): 50/50/50 nos eixos X/Y/Z’ (m/ min); diâmetro de interferência: 1.400 (mm); dimensão dos paletes: 800 x 800 (mm).
(11) 4367-9100 sales@grob.com.br grobgroup.com
A Grob produz uma linha de centros de usinagem universais de 4 eixos, composta pelos modelos G440, G640 e G840. Segundo a empresa, a série se caracteriza por oferecer alta produtividade, componentes seguros e capacidade única de carga. “Graças às amplas opções de configuração, podem ser adaptadas de maneira ideal às necessidades de produção dos clientes”, informa.

Entre as vantagens da linha, se gundo a fabricante, estão: maior dispo nibilidade; maior flexibilidade no peso da carga do trocador de paletes; fácil manutenção; maior estabilidade para maior volume de usinagem; acesso otimizado.
G440 – O centro de usinagem universal G440 oferece curso de usi nagem: 800/800/800 nos eixos X/Y/Z’ (mm); velocidades (máx.): 70/60/60 nos eixos X/Y/Z’ (m/min); diâmetro de interferência: 800 (mm); dimensão dos paletes: 500 x 500 (mm).
G640 – Já o modelo G640 conta com curso de usinagem: 1.050/800/1.050 nos eixos X/Y/Z’ (mm); velocidades (máx.): 70/60/60 nos eixos X/Y/Z’ (m/min); diâmetro de interferência: 1.050 (mm); dimensão dos paletes: 630 x 630 (mm).
G840 – O modelo G840 oferece curso de usinagem: 1.400/1.200/1.400
A Walter Tools colocou recentemente no mercado brasileiro o macho TC130 Supreme. Segundo a empresa, “trata -se de uma ferramenta Premium para usinagem de furos cegos que combina várias características interessantes, como canais retos que garantem cava cos curtos e, assim, alta segurança de processo”

Além disso, a geometria especial da ferramenta garante que a qualidade superficial das roscas – e, portanto, a usabilidade das ferramentas – seja mantida por um longo tempo. Para isto, o último passo da rosca na área de corte das ferramentas é projetado de tal forma que a rosca seja “aca bada” no final. “O resultado é uma rosca com superfície excelente. A alta qualidade da rosca anda de mãos dadas com o aumento da vida útil”, diz a empresa, acrescentando que as ferramentas “podem continuar a ser usadas quando outras ferramentas precisam ser substituídas devido à diminuição da qualidade da rosca”.
O TC130 Supreme possibilita pro
fundidades de rosca até 3,5 × DN com uma ampla gama de produtos tam bém para roscas de tamanho grande: M4–M42 (métrica), M10×1–M33×2 (métrica fina) e UNC ¼–UNC 1.
Oferece ainda os revestimentos de TiN (WY80AA) e HiPIMS (WY80EH) que melhoram a resistência ao desgaste e a qualidade da rosca. A tolerância dos machos HSS-E com refrigeração interna axial é 6HX.
Os campos de aplicação preferen ciais são os contornos de interferên cia, roscas profundas, lotes grandes e a produção em série.
(15) 3224-5700 walter-tools.com
PEERDUSTRY FERRAMENTA DIGITAL INÉDITA NO BRASIL COTA PEÇAS USINADAS INSTANTANEAMENTE
“Cota Rápido” realiza orçamentos de forma imediata, em apenas um clique, oferecendo rapidez e eficiência para as empresas comprarem peças usinadas spot
Para facilitar o dia a dia das em presas que diariamente dependem do envio de orçamento pelos fornecedo res, a Peerdustry Usinagem Conectada reuniu os seus times de Engenharia e Tecnologia e desenvolveu a ferramen ta digital Cota Rápido, uma plataforma de cotação instantânea de peças usi nadas. Com apenas um clique, e em alguns segundos, é possível obter uma cotação que pelo método tradicional demoraria dias para ser enviada.
A nova solução da Peer possibilita, além da cotação, a compra de peças usinadas em apenas três passos. Após o envio do desenho técnico da peça em formato 3D, basta cotar e comprar a peça. De acordo com um mapeamento feito pela empresa, o método tradicional de compra de
WALTER TOOLS WALTER LANÇA O MACHO TC130 SUPREME PARA FUROS CEGOSpeças usinadas é composto por 12 passos, o que mostra a eficiência da Cota Rápido.
“A Peerdustry cuida de todo o processo, garantindo que as empre sas compradoras economizem muito tempo, desde o desenvolvimento de fornecedores, passando pelos proces sos de compras e acompanhamento de produção, além da parte de quali dade e logística. Como a Peer faz tudo isso para seus clientes, sobra tempo para eles investirem no core business”, detalha Bruno Diesel Gellert, CEO da Peerdustry.

O principal objetivo da Peerdus try é descomplicar, de uma maneira rápida, funcional, eficiente e segura,
a rotina de empresas que gastam incontáveis horas com o processo de compra de peças usinadas.
“A Cota Rápido vai transformar a forma tradicional de cotação utiliza da no mercado de usinagem. Nossa plataforma emprega alta tecnologia e consegue fornecer cotações por uni dade e para pequenos lotes. Sabemos que comprar lotes otimizados gera uma grande economia para as empre sas que compram peças usinadas. É uma forma segura e rápida de cotar e comprar peças”, diz Thiago Petrone, diretor de Tecnologia na Peer.
Principais vantagens de uma Pla taforma de Cotação Instantânea:






















• Redução do tempo de resposta












• Simulação de cenários, variando materiais e quantidades


• Inovação digital no mercado de usinagem

• Auxílio aos parceiros comerciais em suas próprias cotações
• Compra fácil e gerenciada pela Peer, poupando tempo e recurso dos clientes
Neste primeiro momento, a versão beta da Cota Rápido está disponível para empresas pré-cadastradas. A Peerdustry está buscando empresas inovadoras e tecnológicas para tes tarem a ferramenta nesta fase inicial. A intenção é ter um período de testes


para realizar ajustes na plataforma, em alinhamento com o feedback dos usuários.
contato@peerdustry.com (11) 96084-0395 peerdustry.com
Os fabricantes precisam medir e quantificar as causas do tempo improdutivo para que possam otimi zar sua eficiência. O Monitoramento de Máquinas da Seco (Seco Machine Monitoring) fornece a eles o conhe cimento orientado por dados de que precisam não somente para gerenciar a eficiência da produção, mas também para aumentar o volume de produção e a qualidade do produto.

de produção, ferramentarias, moldes e matrizes, manutenção, entre outros.
“Estivemos na fábrica na Suíça, conhecemos as instalações e vimos o potencial da DC Swiss”, diz o diretor. “Trata-se de uma empresa com tecno logia avançada, com capacidade fabril e condições técnicas para produzir ferramentas de rosqueamento com diâmetros de 0,3 a 160 mm”.
De acordo com a empresa, feitas em tempo real e remotamente, as solu ções de Monitoramento de Máquinas da Seco testam dados de produção continuamente para desenvolver uma visão completa do que acontece no chão de fábrica e em outros locais. “Essas informações criam um perfil detalhado da atividade diária e acio nam alertas para a resposta no local ou notificação remota de métricas críticas de produção”, informa a fabricante.
(15) 2101-8600
seco.marketing.br@secotools.com secotools.com
A Simco aumentou o seu portfólio de tornos Euron, que agora conta com o modelo Turbo Turn TT5050. O lança mento conta projeto de engenharia de senvolvido pela Simco e deve atender as demandas do mercado industrial
O Turbo Turn TT5050 possui bar ramento inclinado em 30° que desliza sobre guias lineares, reduzindo o coe ficiente de atrito e, consequentemente, atingindo velocidades de avanço rápido de 24 m/min. A potência do motor principal é de 7,5 kW (10,2 CV) e velocidade de 4.000 rpm.
“Essa é uma máquina voltada para alta produção com excelente custo-be nefício, permitindo, assim, alta produ tividade com preço acessível e, acima de tudo, qualidade e precisão que são fatores determinantes para fazer parte de nosso portfólio”, explica Renato Augusto Magna, gerente nacional de máquinas operatrizes da Simco.
(19) 3727-2800 contato@simcomaq.com.br simcomaq.com.br
Fabricante de ferramentas para ros queamento, há 82 anos no mercado mundial, a suíça DC Swiss acaba de chegar ao mercado brasileiro.
Para iniciar suas atividades no mercado nacional, a empresa fechou parceria com a ADM Tool Machine, de Jaraguá do Sul (SC). A empresa catarinense ficará responsável pela distribuição, vendas e representação, além dos serviços de reafiação no mercado brasileiro.
Mário Donizete, diretor de Vendas da ADM Tool, conta que as negocia ções para trazer a DC Swiss para o Brasil tiveram início em 2019, mas a pandemia atrasou o projeto, que foi retomado recentemente.
Com um portfólio de 8 mil produ tos standard, a DC Swiss atende os mais diversos segmentos da indústria. Entre eles: aeroespacial, automotivo, médico, odontológico, autopeças (linha leve e pesada), energia eólica, indústria relojoeira e fabricantes de peças especiais. A linha é produzida tanto em roscas padrão ISO normais (M, MF, UNC, UNF, G, NPT e NPTF), com nas de aplicação técnica (MJ, UNJC e UNJF), ou conforme desenho, inclusive com machos laminadores, machos de corte ou fresas de interpo lação de roscas.
De acordo com Mário Donizete, os produtos vêm sendo testados em vários clientes no Brasil e os resulta dos têm sido bastante satisfatórios. “Nossa expectativa é que os produtos da DC Swiss sejam recebidos pelo mercado brasileiro por suas caracte rísticas técnicas e também no que se refere ao custo x benefício. E assim possamos rapidamente conquistar uma fatia importante do market share desse segmento no Brasil”, diz o diretor.
Em sua opinião, a linha da DC Swiss deve conquistar muitos clientes no Brasil, em especial aqueles que usi nam aço inox, materiais duros acima de 55 HRC e os que trabalham com altos volumes de produção.

(47) 3370-2700 vendas@admtoolmachine.com admtoolmachine.com







13 a 16 - Joinville - SC, Brasil
Intermach - Feira e congresso Internacional de Tecnologia, Máquinas, Equipamentos, Automação e Serviços para a Indústria Metalmecânica. (47) 3451-3000 intermach.com.br
12 a 15 - Rho, Itália 33.BI-MU - Feira italiana dedicada à indústria metalomecânica bimu.it/en
18 a 21 - Caxias do Sul - RS, Brasil Mercopar 2022 - Feira de Inovação Industrial (51) 99975-0396 mercopar.com.br
19 a 26 - Düsseldorf - Alemanha K 2022 - Feira líder da indústria de plásticos e borracha +49 211 4560-7611 k-tradefair.pt
25 a 27 - São Paulo - SP, Brasil
TUBOTECH - Feira Internacional de Tubos, Válvulas, Bombas, Conexões e Componentes (11) 5585-4355 (11) 3159-1010 tubotech.com.br/16
25 a 28 - Hanover - Alemanha
EuroBLECH 2022 - 26th International Sheet Metal Working Technology Exhibition +44 (0)1727 814 451 euroblech.com
MARÇO 2023
10 a 12 - Brasília - DF, Brasil 12º Congresso Brasileiro de Enge
nharia de Fabricação - COBEF (21) 2221-0438 eventos.abcm.org.br/cobef2023
27 a 31 - São Paulo - SP, Brasil Plástico Brasil 2023 plasticobrasil.com.br
25 a 27 - Joinville - SC, Brasil
Metalurgia - Feira e Congresso de Tecnologia para Fundição, Forjarias, Alumínio e Serviços (47) 3451-3000 metalurgia.com.br
Ferramental - Joinville - SC 22 - Gestão de Custos na Ferramentaria Moderna (47) 9120-4426 (47) 3202-7280 www.revistaferramental.com.br/ gestao-de-custos-na-ferramentariamoderna-joinville
TK Treinamento Industrial 19 - Programação de fresamento CNC básico 26 - CAD CAM Cimatron (47) 3027-2121 tktreinamento.com.br
TK Treinamento Industrial 01 - Programação de torno CNC básico 01 - Metrologia básica 08 - Leitura e interpretação de desenho mecânico
17 - CAM Machining Strategist 22 - CAM Worknc (47) 3027-2121 tktreinamento.com.br
NOVEMBRO 2022
Ferramental - Belo Horizonte - MG 10 - Gestão de Custos na Ferramentaria Moderna (47) 9120-4426 (47) 3202-7280 www.revistaferramental.com.br/ gestao-de-custos-na-ferramentariamoderna-belo-horizonte
TK Treinamento Industrial 05 - Tecnologia de ferramentas para torno e fresadora cnc (47) 3027-2121 tktreinamento.com.br
FIT Tecnologia Cursos para a área metal-mecânica (15) 3500-9392 fit-tecnologia.com.br
Udemy – Cursos de diversos temas com preços acessíveis Custo: pago udemy.com
Faber-Castell – Cursos sobre desenho e caligráfica Custo: gratuito cursos.faber-castell.com.br/courses Sebrae – Cursos sobre empreendedorismo e negócios Custo: gratuito sebrae.com.br/sites/PortalSebrae/ cursosonline
FBV Cursos Cursos sobre empreendedorismo e negócios Custo: gratuito fbvcursos.com
Segredos da simulação Custo: pago repuxando.com.br/curso-segredosda-simulacao
Programação CNC para Torneamento
Custo: pago render.com.br
A Interação Homem-máquina Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Big Data e Inteligência Artificial como Sabedoria Tecnológica da Indústria
Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Conceitos e Fundamentos da Inovação
Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Cultura para a Inovação na Transfor mação Digital Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Estratégia para a Indústria 4.0 Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Gestão Financeira por Fluxo de Caixa
Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Colégio Técnico - Campinas, SP
Curso: Injeção de termoplásticos e projeto de moldes para injeção de termoplásticos (19) 3775-8600 cotuca.unicamp.br/plasticos
CTA - São José dos Campos, SP Auditores da qualidade, gestão da qualidade, normalização, ultra-som, raio-X (12) 3947-5255 ifi.cta.br
Escola LF - São Paulo, SP
• Operação de máquinas de sopro e injetoras, análise de materiais e processamento, projeto de moldes
• Injeção de plásticos
• Decoração e gravação
• Máquina sopradora
• Manutenção de injetoras
• Máquinas injetoras
• Setup em máquinas injetoras
• Segurança em máquinas injetoras
• Projeto de moldes 2D e 3D
• Metrologia e desenho
• Câmara quente
• Extrusão de filme
• Processamento de PET
• Preparador técnico em máquinas de sopro
• Processos de extrusão (11) 3277-0553 escolalf.com.br
Escola Técnica Tupy - Curitiba, PR Técnico em plásticos (41) 3296-0132 sociesc.com.br
Faculdade Tecnológica Tupy - Curi tiba, PR Tecnólogo em polímeros e Pós -graduação em desenvolvimento e processos de produtos plásticos (41) 3296-0132 sociesc.com.br
FC Educa - Joinville, SC
• Lean Manufacturing
• Administração de Compras e For necedores
• Como Planejar Ações na Área Comercial
• Consultoria em Vendas
• Desenvolvimento de Lideranças
• Estratégias de Negociação e Vendas (47) 3422-2200. fceduca.com.br
INPAME - São Paulo, SP Operador de prensas e similares (in company) (11) 3719-1059 inpame.org.br
IMA - Rio de Janeiro, RJ Especialização em processamento de plásticos e borrachas (21) 2562-7230 ima.ufrj.br
Intelligentia - Porto Alegre, RS Racionalização de processos de ma nufatura, desenvolvimento gerencial (51) 3019-5565 intelligentia.com.br
PLMX Soluções - São Caetano do Sul, SP, Brasil
Treinamentos: Solid Edge (11) 3565-3808 plmx.com.br
Sandvik - São Paulo, SP
Técnicas básicas de usinagem, tecnologia para usinagem de super ligas, otimização em torneamento e fresamento (11) 5696-5589 sandvik.com.br
SENAI - Joinville, SC
Tecnologia em usinagem, mecatrôni ca, ferramentaria (47) 3441-7700 sc.senai.br
SENAI Mário Amato - São Bernardo do Campo, SP
• Materiais, moldes, processamento de plásticos
• Projetista de moldes para injeção de termoplásticos (11) 4344-5028 meioambiente.sp.senai.br
SENAI - Jundiaí, SP
Tecnologia de moldes, operador de extrusora, técnico em plásticos (11) 4586-0751 sp.senai.br/jundiai
SENAI Roberto Mange - Campinas, SP
Técnico em construção de ferramen tas (19) 3272-5733 sp.senai.br
Utilize o QR CODE para ver todos os eventos em nosso website.

!
As informações publicadas nesta seção são repassadas à Editora Gravo pelas entidades e empresas organizadoras. A Editora Gravo não se responsabiliza por alterações de data e local dos eventos.
O Microsoft Lens é um aplicativo muito versátil para digitalizar documentos. Além de utilizar a câmera para escanear documentos em PDF, o app também permite extrair textos, tabelas e imagens de um arqui vo impresso.
Por ser um aplicativo da Microsoft, o Lens possui integração com outras ferramentas da empresa. Suas digitalizações podem ser convertidas em documentos do Word, PowerPoint ou OneNote, além da possibili dade de salvá-las na nuvem com o OneNote.
Utilize o QR CODE ao lado para fazer o download para Android



2 CIMCO Edite programas CNC e utilize recursos espe cíficos de código, como manipulação de caracteres, numeração de linhas, localizador de blocos XYZ, etc.
Também inclui funções matemáticas como rotação, compensação de ferramenta, espelho, etc.
O CIMCO Edit apresenta um rápido e totalmente configurável comparar de arquivos lado a lado, per mitindo ao usuário identificar rapidamente alterações no programa CNC. A CIMCO disponibiliza o CIMCO Edit (Shareware: o software é disponibilizado gratuita mente por 30 dias com todas as funções abertas).
cimco.com
Utilize o QR CODE ao lado para fazer o download para iOS
Utilize o QR CODE ao lado para acessar o site
O livro busca se diferenciar das demais de forma por tentar conectar à usina gem, de forma didática, os conhecimentos adquiridos em outras disciplinas da Engenharia como, por exemplo, a mecânica dos meios sólidos, a metrologia e o planejamento de exper imentos, e ser apresentada em uma abordagem fenom enológica baseada nos conceitos de mecânica do corte. O livro foi publicado em 2020.
Conta a trajetória de sucesso do mais impor tante e lucrativo estúdio de animação da atualidade, a Pixar, que ele ajudou a fun dar, ao lado de Steve Jobs e John Lasseter, em 1986. Dos encontros da equipe às sessões de brainstorm, Catmull mostra como se constrói uma cultura da criatividade, num livro definitivo para quem busca inspiração para os próprios negócios.
O livro foi publicado em 2014 e possui 336 páginas.
8 ESTRATÉGIAS DE MARKETING PARA CRESCER DICAS PRÁTICAS PARA DESENVOLVER SEU NEGÓCIO Neste livro, Philip e Milton Kotler explicam, na lingua gem clara e acessível de sempre, nove megatendên cias que oferecerão novas oportunidades nos próxi mos anos. Elas incluem, en tre outras, a redistribuição mundial de riqueza, a urbanização, a economia verde global acelerada e va lores sociais rapidamente mutáveis.
O livro foi publicado em 2022 e possui 256 páginas.





Focada na área de usina gem, a publicação explica como a modelagem 3D ajuda empresas com economia de tempo, redução de custos e mais produtividade.
Recentemente, a Peer dustry Usinagem Conectada lançou o e-book Desenho técnico: por que usar modelagem 3D?, com foco na manufatura de peças usinadas.
O e-book foi publicado em 2022.

Areforma administrativa que deveria estar tramitando no Congresso Nacional seria uma oportunidade para modernizar o Estado, desengessando-o, criando ferramentas que permitiriam valorizar os bons servidores, estimulando e reconhecendo o bom desempenho, a exemplo do que vêm fazendo diversos países. Como bem alertou há um tem po o deputado federal Tiago Mitraud, líder da Frente Parlamentar da Refor ma Administrativa: “A baixa produtivi dade do setor público afeta diretamen te a produtividade e a competitividade do país. Aprovando a reforma, vamos ver melhorias significativas no setor público e na produtividade do país como um todo”.
Segundo o ex-presidente do Banco Central Armínio Fraga, o funcionalismo e a Previdência Social, mesmo após a reforma de 2019, são as duas contas que apresentam as maiores oportu nidades para reduzir o gasto público, uma vez que representam cerca de 80% da despesa do Estado contra uma média de 50% a 60% em outros países.

Para remunerar 11,5 milhões de servidores públicos federais, estaduais e municipais, o Brasil gastou R$ 944 bilhões, em 2018, equivalentes a 13,4% do PIB, um dos percentuais mais altos do mundo. Os Estados Unidos, por exemplo, gastaram 9,2% do PIB para remunerar 22 milhões de servidores.
A Alemanha gasta 7,5%, a Colômbia 7,3%, e a Coreia do Sul 6,1%. Em con trapartida, no final de 2019, a OCDE divulgou relatório de avaliação da administração pública em 44 países, com a percepção da população sobre os serviços públicos. O Brasil aparecia mal na foto. Na educação, apenas 51% de cidadãos satisfeitos contra 66% na média da OCDE e 70% na China, por exemplo. Na saúde aparecemos com 33%, a China com 69% e a média da
OCDE é 70%. Os dados mostram que o país há muito tempo gasta muito e gasta mal, o que reforça a necessida de de mudanças.
Além do alto custo da máquina pú blica, existem claras distorções a reco mendar mudanças. Como a existência de um quadro de 15,5 mil funcionários, que custam R$ 1,6 bilhão ao ano, apenas para administrar a folha de sa lários da União. Ou aberrações decor rentes do engessamento da grade de carreiras públicas, que obriga a manter servidores desocupados em funções obsoletas como discotecário, opera dor de videocassete, operador de telex, especialista de linotipo, datilógrafo, entre outras. Ou ainda um sistema de avaliação que concede a mais de 95%
dos servidores a bonificação máxima por desempenho, performance a fazer inveja às melhores empresas. Além do que, 60% das gratificações continuam a ser pagas após a aposentadoria!
O Brasil não pode mais poster gar uma reforma administrativa que permita ao país criar uma máquina pública forte, enxuta e ágil, capaz de apoiar e estimular o crescimento. É possível reduzir o número de carrei ras na administração federal de 300 para cerca de 20. E é preciso diminuir os salários de início de carreira e estender o prazo para alcançar o teto, tomando por base o que paga o setor privado. Pesquisa feita pelo Banco Mundial, em 2019, mostrou que o sa lário no setor público era 96% superior ao cargo equivalente no setor privado.
Mesmo que a reforma só venha a valer para os novos funcionários públi cos, o que inegavelmente reduz muito o seu alcance, é necessário ter pressa, uma vez que mais de 40% do atual quadro se aposentará até 2030, o que exigirá novos concursos. Mas como bem destacou Allan Falls, um dos prin cipais coordenadores das reformas que resgataram a competitividade da Austrália no final do século passado e início deste, é preciso manter aceso o senso de crise para que as mudanças aconteçam. Além do sempre impor tante senso de urgência.
Com a palavra o Congresso Nacional.
crs@brasileficiente.org.br
 POR CARLOS RODOLFO SCHNEIDER
Carlos Rodolfo Schneider
Empresário e membro do Movimento Brasil Eficiente - MBE
POR CARLOS RODOLFO SCHNEIDER
Carlos Rodolfo Schneider
Empresário e membro do Movimento Brasil Eficiente - MBE

