Copyright Manufacturers’ Monthly is owned by Prime Creative Media and published by John Murphy.
All material in Manufacturers’ Monthly is copyright and no part may be reproduced or copied in any form or by any means (graphic, electronic or mechanical including information and retrieval systems) without written permission of the publisher. The Editor welcomes contributions but reserves the right to accept or reject any material. While every effort has been made to ensure the accuracy of information, Prime Creative Media will not accept responsibility for errors or omissions or for any consequences arising from reliance on information published.
The opinions expressed in Manufacturers’ Monthly are not necessarily the opinions of, or endorsed by the publisher unless otherwise stated.
All articles submitted for publication become the property of the publisher. The Editor reserves the right to adjust any article to conform with the magazine format.
Welcome to the November edition of Manufacturers’ Monthly.
This month’s Cover Story features Lorch’s iQS welding system is a future-ready, modular platform that combines intuitive digital controls, Wi-Fi connectivity, and serviceable design to deliver cleaner, faster, and highly consistent welds.
Additionally, this issue’s Manufacturer Focus features Inovor Technologies, a company advancing Australia’s satellite manufacturing with sovereign design, international partnerships, and a highprecision Adelaide facility.
Finally, in this issue’s Decision Maker Column, Tindo Solar CEO Richard Petterson outlines how the company’s $34.5 million Solar Sunshot boost will expand domestic panel
create jobs, and strengthen
supply chain.
Manufacturing momentum builds
As 2025 draws to a close, Australian manufacturing is showing strong growth, innovation, and investment across defence, advanced technologies, and sustainable industries.
In defence, DroneShield joined the S&P/ASX 200 Index, reflecting its rise as a global leader in counter-drone and electronic warfare technology. The company is investing $13 million over three years to establish an Adelaide R&D facility, creating 20 high-skilled engineering roles. The Royal Australian Navy awarded Anduril a $1.7 billion, fi ve-year Program of Record to deliver and support Ghost Shark XL autonomous undersea vehicles, generating more than 150 skilled jobs and engaging 40 local suppliers.
Additionally, Electro Optic Systems has secured a $108 million contract to supply enhanced R400 remote weapon systems for the LAND 400-3 Redback Infantry Fighting Vehicles, manufactured in Canberra with over 100 Australian suppliers. Meanwhile, the federal government committed $12 billion to the Henderson Defence Precinct in Western Australia, supporting continuous naval shipbuilding, AUKUS obligations, and the future construction and sustainment of submarines and surface vessels, creating more than 10,000 jobs. Beyond defence, the Queensland Government launched the Transforming Queensland
Manufacturing Strategy 2025–2030, backed by $79.1 million in grants, aiming to revitalise the $29 billion sector and 175,000 jobs through productivity, exports, workforce skills, and innovation. In medical manufacturing, a new report has found that Australia’s first large-scale mRNA facility, the Moderna Technology Centre in Melbourne, is projected to create nearly 1,000 ongoing jobs, contribute $220 million annually to GDP, and strengthen pandemic preparedness.
Perhaps one of the major developments in recent months has been the federal government’s anti-dumping reforms, consolidating trade remedy powers into the Anti-Dumping Commission, cutting compliance costs, and removing tariffs over a two year period. Featured in this edition, Minister for Industry and Innovation and Minister for Science, Senator Tim Ayres, said the changes, part of the $22.7 billion Future Made in Australia agenda, will protect local industry, support jobs, and encourage investment while streamlining processes for small and medium manufacturers. By targeting unfair global practices and fostering collaboration with industry and R&D, the reforms aim to rebuild manufacturing capability, drive innovation, and position Australia in higher-value parts of global supply chains.
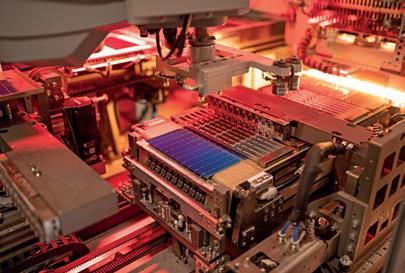
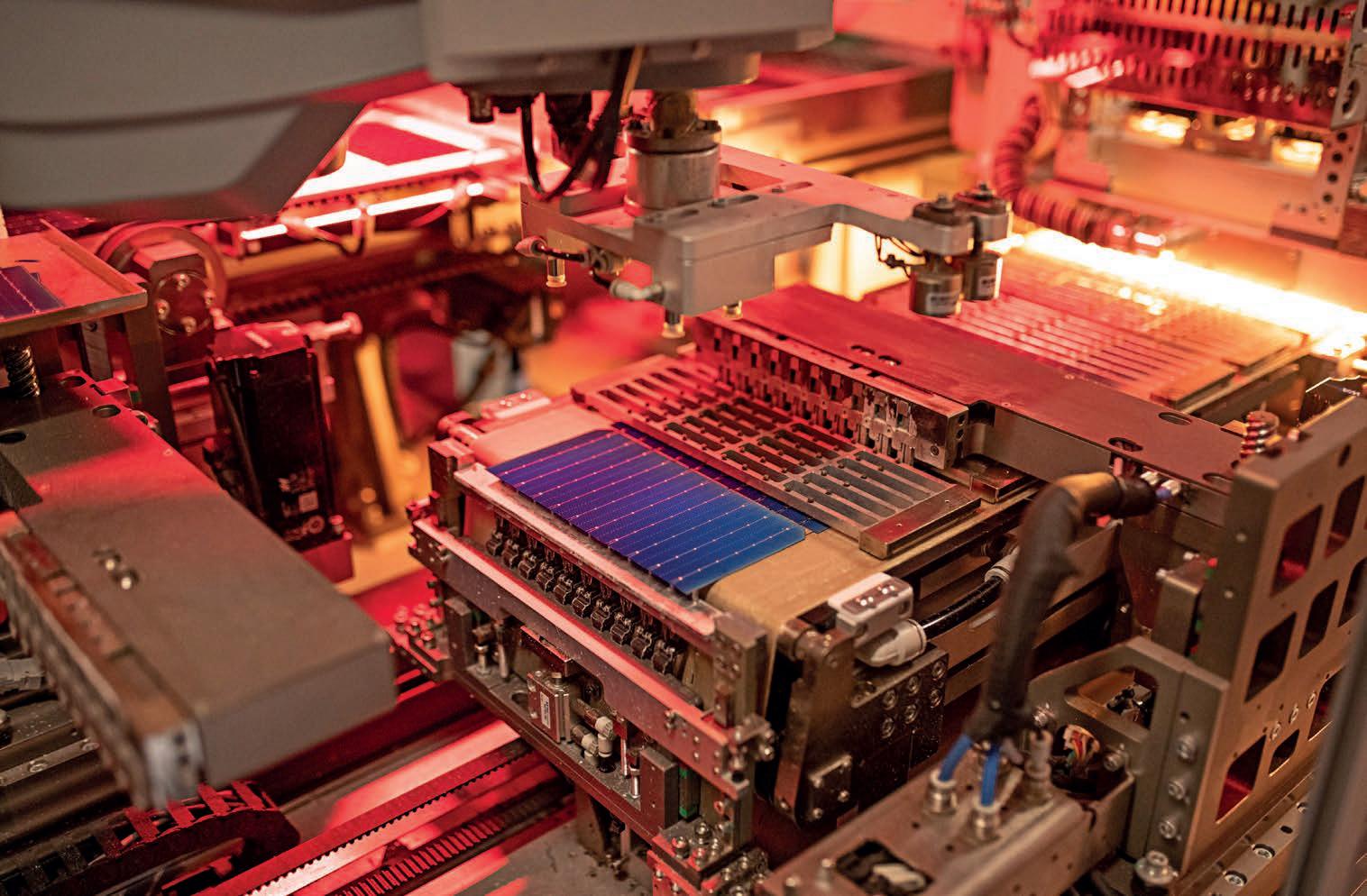
An embodiment of this push toward sovereign capability is evident at Tindo Solar, Australia’s
only solar panel manufacturer. Recently, the company secured a $34.5 million Solar Sunshot grant from the Federal Government to expand production at its Adelaide factory from 20MW to 180MW annually and create 50 new jobs. CEO Richard Petterson said the funding also supports a feasibility study for a Gigafactory producing 1,000MW per year, strengthening a sustainable Australian solar supply chain with local suppliers and innovation partnerships.
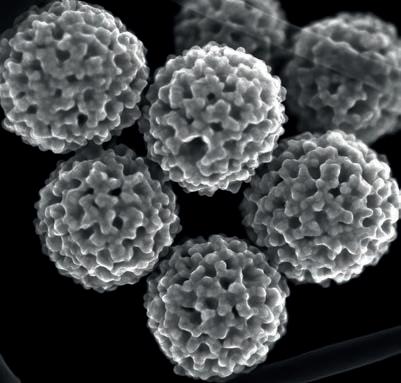
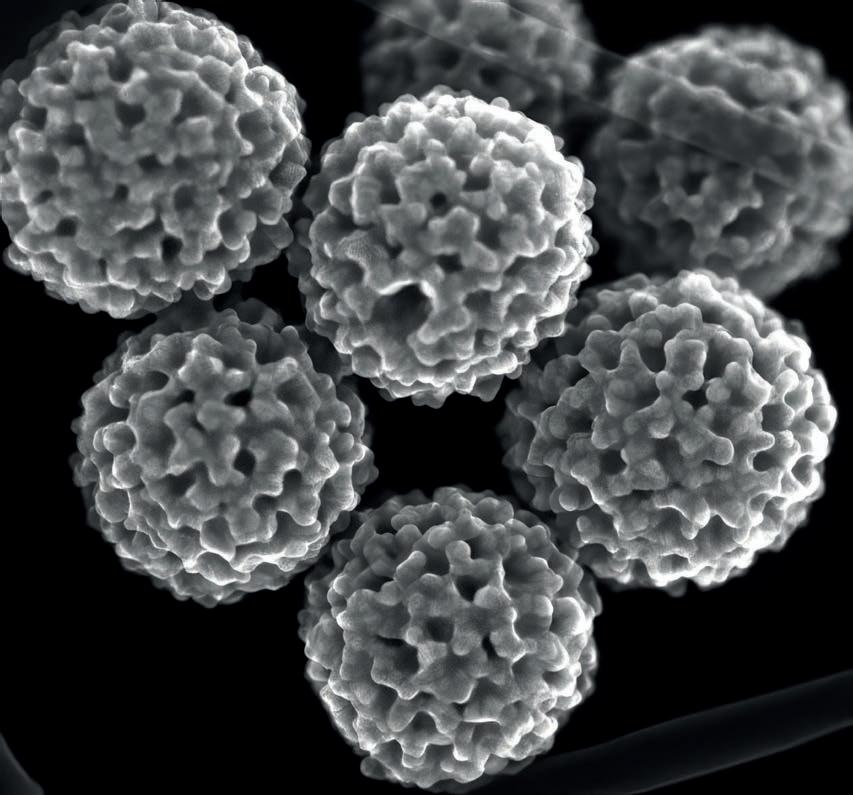
This edition also showcases stories shaping the future of Australian manufacturing. Inovor Technologies is boosting the nation’s satellite capabilities, developing dual-use technologies for science and defence, and running a scalable facility at Lot Fourteen in Adelaide. Meanwhile, University of Queensland PhD student Javeria Bashir has created sponge-like gold nanoparticles that enhance ovarian cancer diagnostics through Surface-Enhanced Raman Scattering, offering portable and affordable early detection.
Australian manufacturing is gaining momentum, blending defence innovation, advanced technologies, and sustainable solutions to drive economic growth and enhance global competitiveness. The challenge now is to maintain this trajectory, finishing 2025 strong and entering 2026 with continued ambition and investment.
DECISION MAKER COLUMN
RICHARD PETTERSON, CEO, TINDO
Australian made, Australian future
Tindo’s recent $34.5 million Solar Sunshot boost will lay the groundwork for a sustainable Australian solar supply chain.
Australian solar panel manufacturer
Tindo recently received a $34.5 million commitment from the government’s Solar Sunshot program to increase the output of solar panels from our Adelaide factory. While the announcement marked the end of a yearlong process between Tindo and the Australian Renewable Energy Agency (ARENA), we believe it’s the start of something new that Australian industry can really get behind.
At its basic level, the monetary injection will allow us to increase production from 20MW per year to 180MW. To do this we will expand production at our Mawson Lakes factory, install new equipment and processes, and employ 50 extra people. Expanding production means our cost of goods will reduce appreciably and our increased volumes will give us the ability to supply utility-scale projects and pursue export contracts.
Along with a capital grant to upsize the factory, most of the ARENA Solar Sunshot grant comes in the form of a Manufacturing Production Credit (MPC),
which partially closes the price gap between lowcost imports and domestically made solar panels. We sought this form of grant because the biggest hurdle to Australia having a sustainable renewables industry is the importation of low-cost solar panels, produced with foreign government assistance. With an MPC, we no longer have to exclusively sell in the ‘premium’ market; we can use the MPC to rationalise our pricing and extend to the ‘high middle’ segment, without sacrificing quality. Shifting our pricing slightly, means an expansion of around four times our current addressable market, and it allows us to grow and deliver Australian-made solar panels to more homes and businesses.
Perhaps the most exciting element of the Sunshot package is the funding we have secured to run a feasibility study on our Gigafactory concept. The Gigafactory will produce 1000MW of panels per year – 50-times our current output – and employ more than 230 people.
Solar Sunshot doesn’t just seek to expand domestic solar PV manufacturing; it envisions panel
manufacturing being at the heart of a sustainable Australian solar PV supply chain that produces the components that go into solar panels and a range of other equipment in the renewable rollout. Our expansion will push more Australian-made panels into the energy transition, but our increased volumes also create a ‘pull’ factor for associated industries, suppliers and researchers.
Because Solar Sunshot is public money, it’s fair to ask about the viability of the plan, and typically there are two questions: does Australia have the capacity to create a solar PV supply chain? And, can this supply chain be sustainable into the future, given the flood of low-cost imports?
On the first point, Tindo has already shown, since our first panels were produced in 2011, that there is a segment of the solar panel market that wants high quality, high performance and durability, and that we can make these panels in Australia.
Independent proof of this came from the CHOICE group, which conducted a solar panel review in late 2024, comparing 15 rooftop panels available
The $34.5 million support from ARENA will allow Tindo to increase production from 20MW per year to 180MW.
Images: Tindo
Tindo’s technology level allows it to interact with the latest innovation coming from around the world.
domestically. Our 410W monocrystalline PERC ‘Karra’ panel not only achieved an overall 92 per cent ‘CHOICE Expert Rating’ in front of the 80 per cent scored by the second-placed panel, but the Tindo panel delivered 417W while the other reviewed solar panels produced less than the manufacturer’s claimed output.
Supporting the quest for quality is our ongoing investment in a design and engineering function at our Mawson Lakes factory. This means our panels are always at the cutting edge of global PV technology, and they perform in the upper echelons of efficiency. We use a zero-defect manufacturing process, we offer a 25-year warranty, and our panels are cyclone-rated, making them preferred in Northern Australia and the Asia-Pacific. This is one of the reasons behind our recent $8.5 million export deal to Vietnam.
By maintaining strong reinvestment in R&D, we run at a technology level that allows us to interact with the latest innovation coming through from China, Japan, the US and Europe. Underpinning our research and engineering effort is the network of science and engineering research partners that we have fostered. Collaboration partners include UNSW, ANU, Monash, CSIRO, University of Melbourne, University of Queensland, University of South Australia, Flinders University, University of Adelaide and TAFE SA. These relationships cover research partnerships, project partnerships, the ‘practical’ elements of engineering students’ course work, and the workshop facilities for research projects such as teams working on cars in the Bridgestone World Solar Challenge.
Some of the projects we collaborate with are close to commercial realisation and will create future industries and jobs for Australia. They include AgriPV panels, carbon electrodes in perovskite solar cells, Building Integrated Photovoltaic (frameless panels), perovskites, infrared glass film, dual-layer modules, and advanced materials research, which will prolong
the life of components in a solar module.
The second question – is this a sustainable industry that Australia could and should encourage?
This question should start with the myth of ‘comparative advantage’, which is the idea that a country or a region makes the thing it can make at the best quality and lowest price, and then other regions produce at their optimum quality-price formula. Which means Australia is supposed to produce iron ore, gas and coal, and China can make solar panels. Like most popular theories, this one is misapplied: solar panels are not one market. There is a spectrum of quality and price, just as there’s a spectrum of motor vehicles – some people will happily pay more for a Toyota work ute because of its reliability. In Australia there is a strong premium and high-middle market where consumers will pay more for quality and performance, and these segments are not dominated by low-cost imported panels. Remember, we are profitable at around 1 per cent of the market –our expansion at Mawson Lakes will take us to around 5 per cent of Australian panel sales, meaning we are not competing in the mass market.
As for medium- and long-term sustainability, we believe that once we are producing at 150MW per annum and more, we’ll have enough volume to lower our cost of goods and achieve a stable highmiddle pricing without government assistance. The modelling we have done, and which has been vetted by ARENA and a third-party due diligence firm, is for a funding term of seven years, with the MPC reducing to $0.00 in Year 8.
Then there’s a question of what happens when imported panels reduce even further in price? The answer is that we are in the same global supply chains as the major players, and when the cost-base reduces, it reduces for us too. In fact, as we onboard more domestic suppliers to our production system, we might pay slightly more for the components, but we also remove a lot of logistics costs.
This final consideration is the real foundation of a sustainable domestic solar PV supply chain. We need to get Australian suppliers into our production system, and we have already signed agreements with Capral to supply aluminium frames, and we have MOUs with Markerry for bus wiring, 5B for ground-mounts, and Quinbrook for solar cells. We are in ongoing talks with potential partners who make battery storage and inverters. All of them are Australian companies who are enthused about the potential to make a product that Australia will be relying on for its energy, for decades to come. We also have some harder-to-see arguments for this project. We believe that removing emissions from our energy system with solar panels will only be achieved if the module offsets its own embedded carbon. It takes around seven years for the carbon used in a solar panel’s manufacture, transport and installation to be offset by the clean energy it produces. So, deploying Australian-made panels that last for 25 years is not only a good financial return on capital, but also a good environmental return. It’s also a creator of jobs up and down the supply chain.
Australia expects to have around 130GW of solar power operating in the National Energy Market in 2050 (utility and rooftop), almost half of the generation capacity. Energy is a strategic part of the national economy, and we need to build an industrial base that can supply, maintain and replace this future energy system with the most durable and high-performing panels; and those panels should be made to perform and endure in the unique Australian climate.
We’ve responded to a policy challenge put forward by the federal government, and the government has shown its faith in Tindo. We look forward to doing our part to develop an Australian solar PV supply chain, and while we’re at it, helping to boost the fortunes of Australian manufacturing.
MANUFACTURER FOCUS
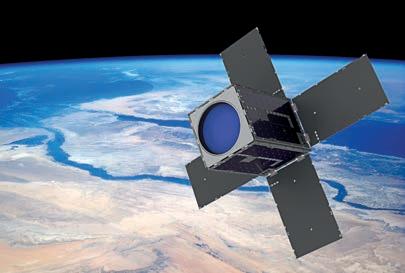
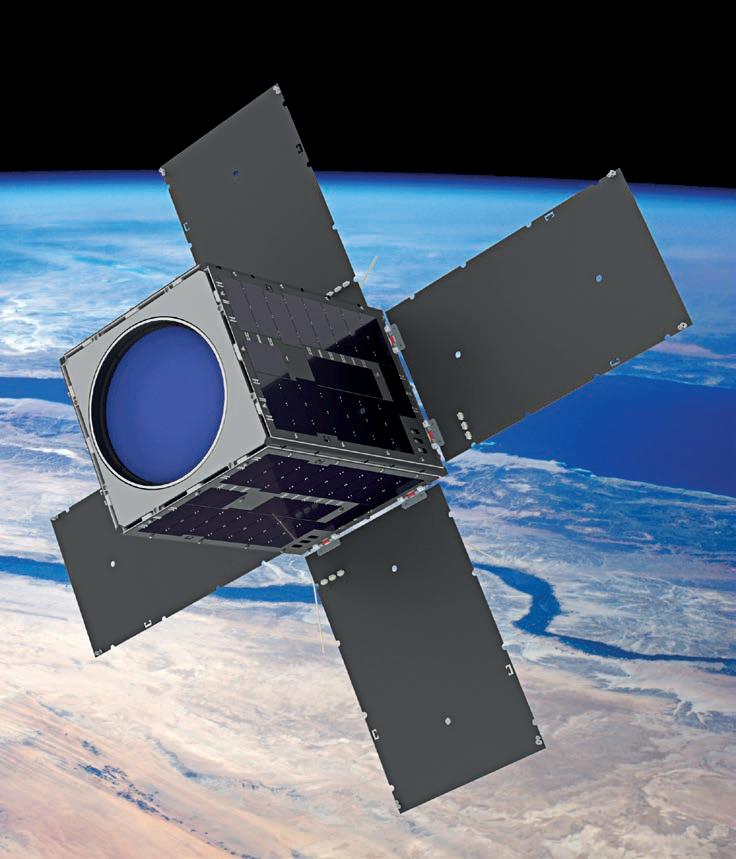
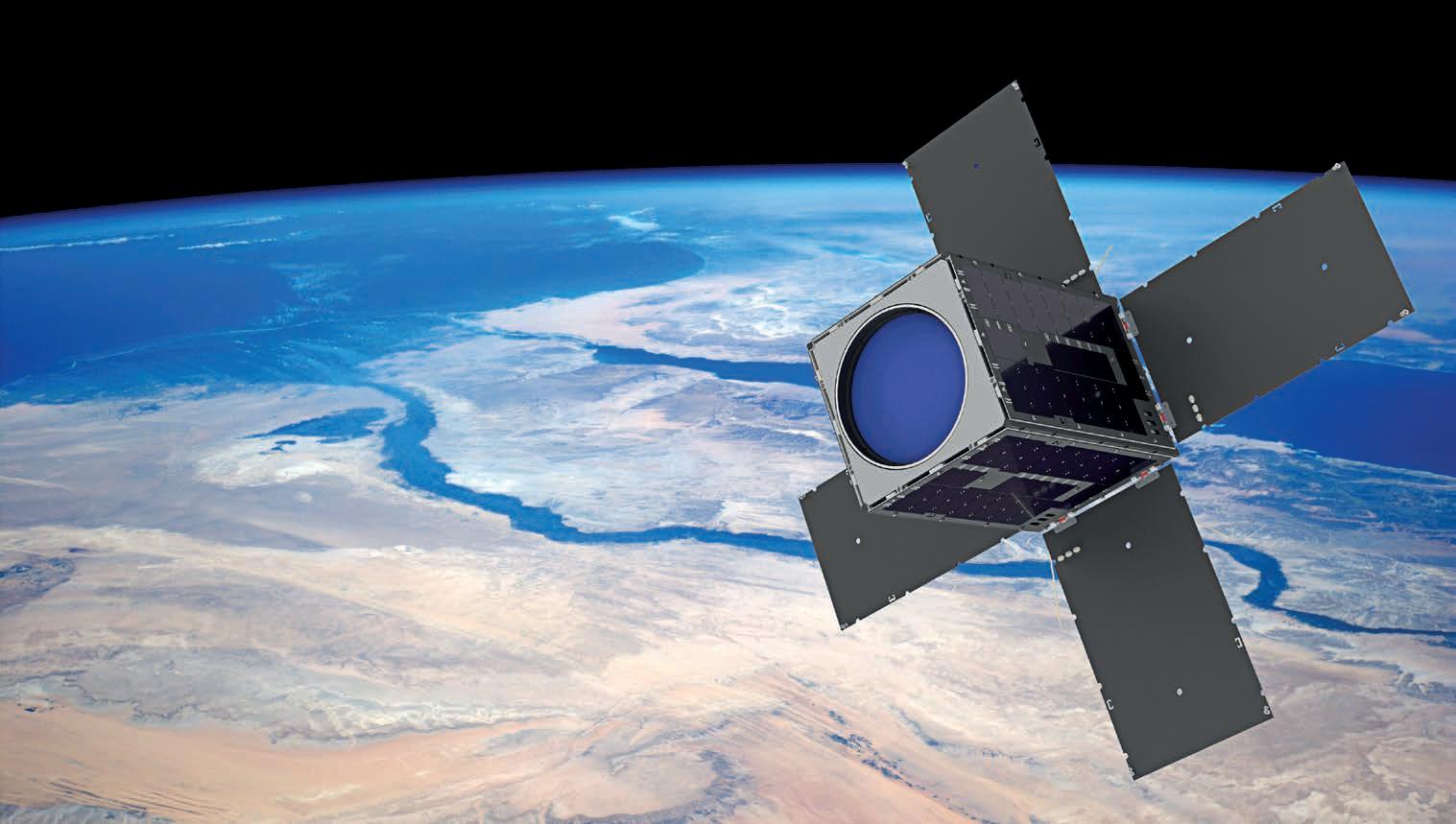
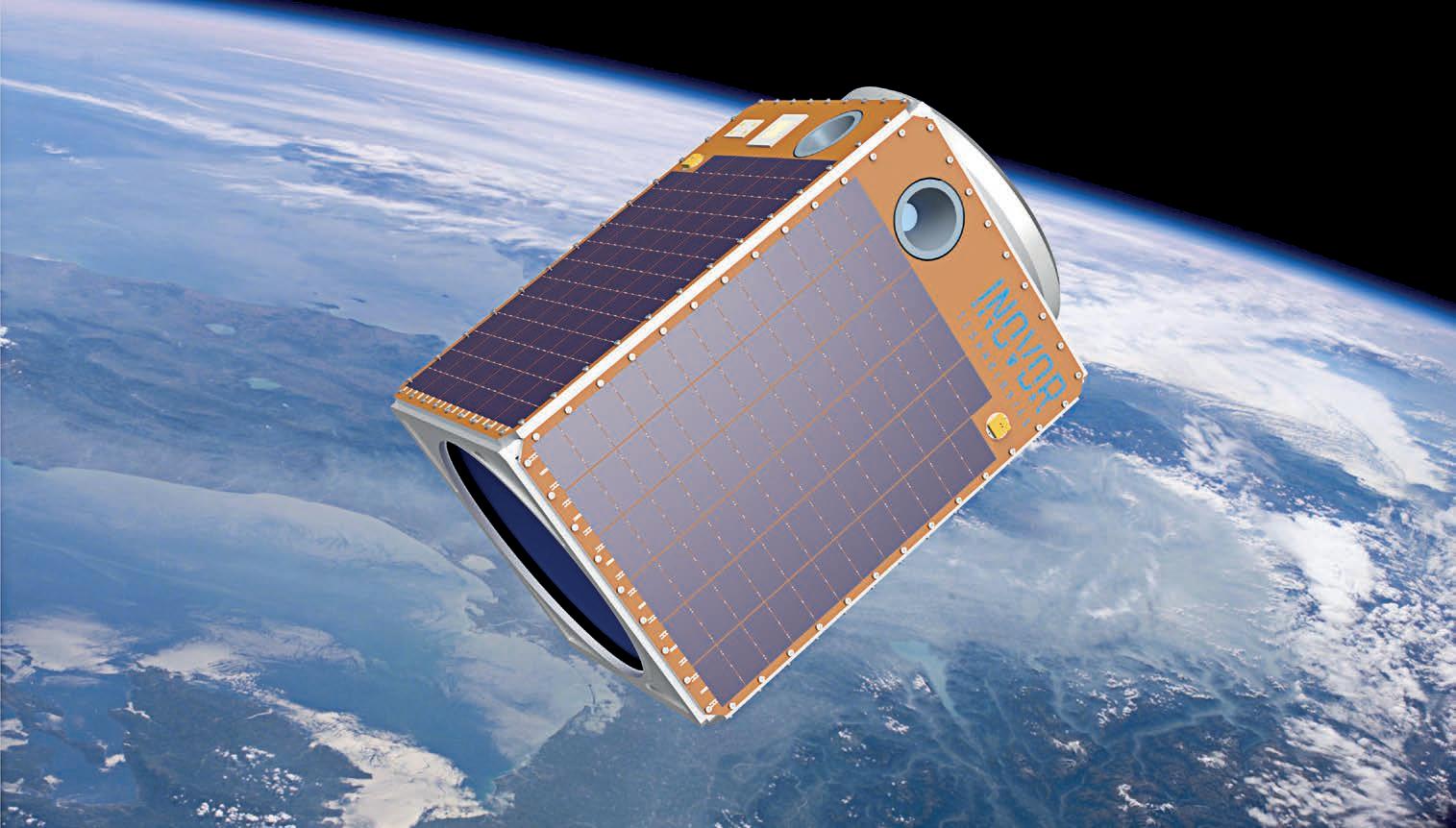
Hyperion is a space-based space domain awareness satellite constellation designed to detect and classify objects that are not behaving as expected in orbit.
Born to innovate in satellite manufacturing
Inovor Technologies is blending sovereign design with global partnerships to redefine Australia’s satellite manufacturing capability.
From the outset, the story of Inovor Technologies has been inseparable from the ambitions of its founder, Dr Matthew Tetlow. His journey into the space sector began at the University of Adelaide, where he studied mechanical engineering. At the time, the university had just introduced one of the first space courses in South Australia, and that opportunity lit the spark for what would later become a career dedicated to advancing Australia’s presence in orbit. But the path was not straightforward, as the country’s space industry was still in its infancy.
Tetlow recalls his early frustrations in trying to build research projects and push into the sector. At that stage, there was little infrastructure or commercial appetite in Australia to support such ambitions, forcing him to think differently. Instead of waiting for the industry to develop, he decided to create his own pathway by founding a company dedicated to delivering satellite technology.
“I was one of the first to do a space course in South Australia, studying mechanical engineering at Adelaide University. That sparked my interest in the space industry,” he said. “I tried several times to get R&D projects off the ground, but I decided that if I wanted to work in space, I would have to start my own company.”
That leap of faith has since grown into an enterprise headquartered at Lot Fourteen, Adelaide’s high-tech innovation precinct. Today, Inovor employs around 60 people and operates from a 1,000-squaremetre facility designed for scalable advanced manufacturing. For Tetlow, this expansion represents the building of Australia’s sovereign capability in one of the world’s most strategically important sectors.
Even the name of the business reflects this spirit of innovation. Tetlow wanted something that embodied freshness and technological advancement while also being meaningful on a personal level.
“It’s a bit of a play on words around innovation. The Latin word for ‘fresh and new’ is Novus, and I wanted something that captured innovation and new technologies,” Tetlow explains.
Early successes
From these beginnings, Inovor has grown into a company with two clear divisions: Defence, which develops advanced electronic warfare technology, and its satellite business, which has quickly built a reputation for reliable missions in orbit. The defence arm’s expertise in air and maritime systems is now being applied to space, creating new dual-use technologies with strong strategic value.
The first missions saw payloads designed for fields ranging from agriculture and life sciences to astrophysics and imaging. These initial flights were proof not only of the company’s engineering capability but also of its ability to integrate international payloads and work across scientific and defence communities.
“We’ve had three satellites in orbit, three from three successes, which is unprecedented in Australia. The first two are scientific and community-focused, with payloads for astrophysics research, agriculture, life sciences, and imaging,” Tetlow explains.
One of those early missions, the Space Industry Responsive Intelligent Thermal (SpIRIT) nanosatellite, demonstrated the collaborative power
of international partnerships. Built with the University of Melbourne, the Italian Space Agency and partners such as Neumann Space, Nova Systems and Sitael Australia, it launched aboard a SpaceX Falcon 9 in November 2024. The 30cm satellite carries the HERMES x-ray detector to detect gamma rays, University of Melbourne instruments for thermal management, and an ion propulsion system supplied locally. It was also the first Australian satellite funded by the Australian Space Agency to host an international payload.
“SpIRIT was very much aimed at the space agency side,” Tetlow notes. “The scientific satellites are designed to detect gamma ray bursts from distant galaxies. It was about contributing to the global science community while demonstrating the strength of our bus technology.”
Another milestone mission was Kanyini, Australia’s first state-funded satellite, by the South Australian Government which launched in August 2024. Built at Lot Fourteen by Inovor, it carried a hyperspectral imager and an Internet-of-Things payload developed by local SME Myriota. By early 2025, it had captured more than 50 images for government partners before experiencing a radiation anomaly that limited some payload operations. Despite this, the project marked an important achievement for the state, embedding South Australia into the global space heritage map and engaging the community in the Pitjantjatjara principle of “Kanyini” – responsibility and unconditional care.
“Kanyini was a milestone not just for us but for the state as a whole,” Tetlow said. “It demonstrated our ability to design, manufacture and operate a
Images: Inovor Technologies
MANUFACTURER FOCUS
satellite entirely in South Australia and reflected the importance of involving the community in these projects.”
The Buccaneer Main Mission, launched in March 2025, underlined Inovor’s growing defence credentials. Built in collaboration with the Defence Science and Technology Group, the CubeSat was designed to measure high-frequency signals in low Earth orbit to improve understanding of ionospheric radio propagation. It carried payloads for radar and optical communications while drawing on the lessons of the earlier 2017 Buccaneer Risk Mitigation Mission.
“The Buccaneer carries an HF radar payload, an optical communications payload, and some other smaller defence-built systems that we integrated into the spacecraft,” said Tetlow. “We handled the integration, launch preparation, and launch support operations. The HF radar has an interesting and novel application.”
An upcoming mission, Hyperion, is targeted at
demonstrating how Inovor’s satellites are evolving from experimental science into operational defence capability. Hyperion is a space-based space domain awareness satellite constellation designed to detect and classify objects that are not behaving as expected in orbit. This isn’t traditional space traffic management; rather, it is a capability aligned with allied governments and defence organisations looking to protect high-value assets such as GPS, communications and weather satellites.
“Hyperion is our space-based space domain awareness satellite constellation sitting in low Earth orbit,” Tetlow explained. “It’s very much aimed at allied governments and defence organisations to help protect high-value assets. These are critical pieces of infrastructure that all governments rely on.”
Other upcoming missions are already charting the next phase of Inovor’s growth. A small satellite developed with Japanese prime IHI Corporation, supported by a $2 million South Australian government grant, will focus on maritime
surveillance by detecting “dark ships” – vessels that do not transmit transponders but continue to communicate via other channels. This dual-use technology is designed to enhance both security and environmental monitoring, while creating 70 local jobs.
Further collaborations include a super-resolution earth imaging satellite with the University of Adelaide, funded under the Defence Trailblazer program. This mission will demonstrate AI-assisted image processing, extracting detailed information from low-resolution sensors. By 2028, Inovor will also play a role in building a sovereign low Earth orbit satellite as part of an Optus-led consortium. That mission, supported by DSTG, SmartSat CRC, HEO and several universities, will feature payloads from the iLAuNCH Trailblazer program and operate from Optus’s Belrose facility, cementing sovereign Australian capability.
Technologies that set Inovor apart
A key differentiator for Inovor satellites is their high-precision pointing capabilities, crucial for both space domain awareness and advanced imaging. This capability allows them to detect faint objects hundreds of thousands of kilometres away or pointing a laser at a satellite 600 kilometres distant demanding extraordinary accuracy. Achieving this involves careful hardware design combined with advanced software processing that integrates data from multiple sources, such as star trackers.
Equally important is AI and autonomous operations. With satellites collecting increasingly large volumes of data, traditional downlinking of
A key differentiator for Inovor satellites is their high-precision pointing capability that can detect faint objects hundreds of thousands of kilometres away.
Inovor Technologies manufacturing capability is based at a 1,000-square-metre facility in Lot Fourteen, Adelaide’s high-tech innovation precinct.
raw information is impractical. Inovor’s onboard AI systems process and filter the data, transmitting only the critical information to ground stations. Using machine learning algorithms developed with the Australian Institute for Machine Learning, the company can condense 120 megabytes of raw imagery down to just a few kilobytes, enabling efficient operations of large constellations.
“We’ve developed autonomous mission operations software called Perigee. It integrates all these functions, so for constellations like Hyperion, which might have six to ten spacecraft, you only need one
operator to manage the whole system efficiently,” Tetlow said.
Electric propulsion integration is another strength. By using solid-fuel electric propulsion units from Neumann Space, Inovor can extend satellite operational life, manoeuvre efficiently, and reduce the reliance on traditional chemical propulsion. While the company does not manufacture these, its integration expertise ensures they function seamlessly with many different payloads.
The modular design of Inovor’s systems further supports scalability and flexibility. Batteries, for instance, are built as stackable units, allowing the same hardware to power small satellites or much larger spacecraft. This approach of vertical integration simplifies production, stock management, and maintenance, while enabling easy expansion for larger missions.
Manufacturing and operations
Inovor’s facility in Lot Fourteen combines hightech production capability with flexibility for future expansion. A 100-square-metre cleanroom with ten workstations allows simultaneous production of up to ten spacecraft, while the facility’s design supports growth to 20 satellites a year by replicating the setup on an additional floor. The facility’s scale ensures readiness for current and future projects, balancing precision manufacturing with the potential for higher volume production if contracts expand.
“We invested very early, so our facility is currently
much larger than we strictly need,” Tetlow said. “Our fastest build so far took seven months, so in principle we could build up to 20 spacecraft a year in our current facility. If demand increased to 40 a year, it would be straightforward to expand by replicating the setup.”
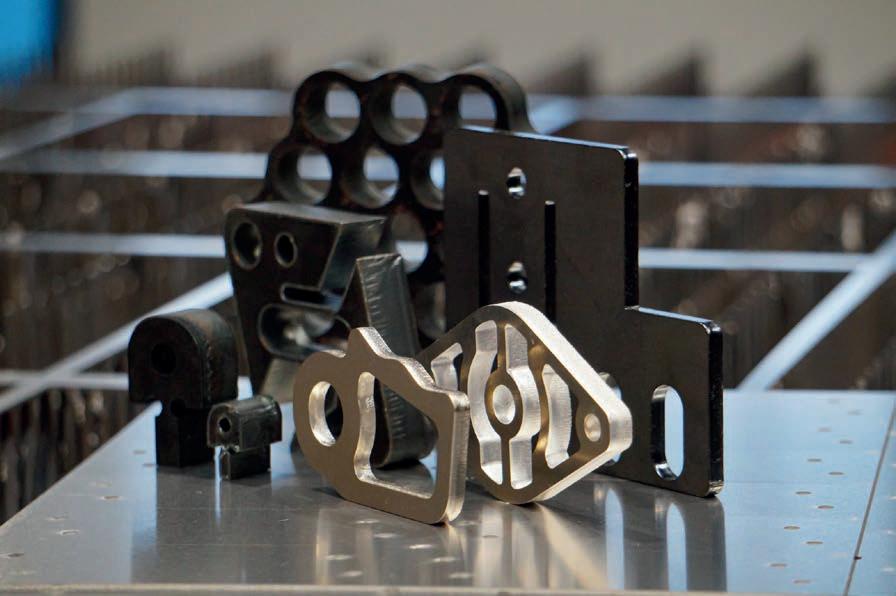
Advanced manufacturing processes underpin every satellite Inovor produces. Precision pick-andplace machines, vapour phase ovens, and highaccuracy welders are central to building electronics and structural components to tight tolerances. For tasks like welding ultrathin solar foils, conventional soldering or arc welding is inadequate, making specialised equipment essential.
Testing capability is extensive. Inovor uses thermal vacuum chambers, RF test equipment, Faraday cages, and magnetic demagnetisation systems to ensure spacecraft function perfectly in orbit. Magnetic dipole removal, for example, prevents satellites from carrying residual magnetisation that could affect in-orbit performance.
“To achieve repeatability and mission assurance, you need robust processes for design, integration, testing, and development. These processes help catch as many potential problems as possible before launch,” Tetlow said.
Partnerships and ecosystem
No modern space company can operate in isolation, and Inovor has built a strong network of manufacturing and research partners. Local
Dr Matthew Tetlow’s journey into the space sector began as he studied mechanical engineering at the University of Adelaide.
The company’s name is a play on innovation and the Latin word for ‘fresh and new’, Novus
MANUFACTURER FOCUS
suppliers such as Red Arc, Machined, Black Art Technologies, GPC, and Lintex support component fabrication and assembly, while research organisations like NSTF in Canberra and the Australian National Fabrication Facility (ANFF) provide advanced testing and additive manufacturing support. This ecosystem ensures resilience, high-quality local production, and sovereign capability.
Tetlow insisted that Inovor’s partners are important because developing in Australia means building a resilient local supply chain, not just relying on the company’s 60-person team.
“While we focus on exporting, our primary customer base is in Australia. If there were ever a situation where global access to high-tech components was disrupted, we want to be able to supply locally, and that supply chain capability is a key part of our strategy,” he said.
International collaboration also plays a role. Projects with the Italian Space Agency, Japanese government, and other global partners highlight Inovor’s ability to integrate cutting-edge technology while keeping Australia’s domestic industry strong.
Looking forward
Having successfully delivered small spacecraft, Inovor is now scaling to larger platforms. Larger satellites allow more power, bigger apertures, and greater capability, while also offering the opportunity to build in redundancies to cope with failures or extreme events, such as high-energy radiation bursts. Tetlow identified this step as essential for moving into higher orbits and geostationary missions over the next fi ve years.
“Interestingly, making small satellites is actually more difficult because of packaging constraints, whereas larger spacecraft are somewhat easier to build but allow much higher capability. Moving to slightly bigger satellites – around the size of a small bar fridge – is a key step for us,” he said.
Inovor Technologies exemplifies how vision, technical excellence, and strategic partnerships can create world-class capability from the ground up. From a fledgling idea sparked by a university course to the delivery of three successful satellites and ambitious projects with global partners, the company has built a foundation for Australia to become a leading player in the satellite manufacturing sector. With a growing workforce, expanding facilities, and a pipeline of dual-use missions that span science, defence, and commercial applications, the company is positioned to remain at the forefront of Australia’s space industry.
As Tetlow emphasised, the journey is far from over, and the company’s next chapter promises even greater ambition and technical achievement.
POWER MEETS PRECISION
Two new machines. One clear mission: help your business cut faster, bend smarter, and stay ahead in a competitive market.
Starting September 2025, AMADA brings nextgeneration productivity to Australia and New Zealand with the launch of the ORSUS-3015AJe fiber laser cutting machine and the SRB-1003 press brake. Engineered with global customers in mind, they deliver high-end performance at an entry-level cost, without compromise.
Cutting Edge Speed: ORSUS-3015AJe Fiber Laser
Processing range of: 3,070 mm x 1,550 mm
Power choices: 3kW, 6kW, or 8kW
Low-center-of-gravity carriage for lightningfast acceleration and unmatched cut quality
Intuitive AMNC 4ie control — simple, smart, and efficient, even for first-time operators
Result: Faster turnaround, consistent quality, and greater throughput with less operator training required.
Why AMADA?
Performance you can trust – premium results at a cost-effective level
Bending Without Limits: SRB-1003 Press Brake
1,000 kN press capacity with 3,110 mm bending length
Precision guaranteed by independent hydraulic cylinders and natural crowning
Built-in safety and setup time reducers for confident, efficient operation
Result: High-accuracy bending every time, reduced downtime, and a safer, more productive shop floor.
Global support network – fast service, parts, and peace of mind wherever you are Future-focused solutions – automation, digital integration, and eco-friendly manufacturing at the core
The ORSUS-3015AJe and SRB-1003 are more than just machines — they’re your partners in growth.
Discover how AMADA can take your productivity to the next level at www.amada.com.au
AMADA – Shaping the Future of Manufacturing, Together.
INDUSTRIAL REFORMS
Anti-dumping overhaul strengthens local industry
Senator Tim Ayres joined Manufacturers’ Monthly’s Jack Lloyd to discuss new anti-dumping reforms aimed at renewing confidence in local industry.
The Federal Government’s reforms to Australia’s anti-dumping framework are targeted at strengthening the competitiveness of local manufacturers in the face of unfair global practices through streamlining regulatory processes. This comes as the government has pressed ahead with its tariff reform agenda, announcing the abolition of another 500 nuisance tariffs on everyday imported products. Combined with the 457 tariffs removed last year, this brings the total to around 1,000 in just two years. The move is projected to save Australian businesses around $157 million annually in compliance costs, while delivering cheaper products to consumers.
Also central to this reform is the consolidation of all trade remedy powers into the Anti-Dumping Commission, backed by a $5 million investment promised during the 2025 election campaign.
“This is the biggest opportunity to rebuild Australian manufacturing capability in several generations – from heavy industry and mineral
processing through to artificial intelligence and quantum capabilities,” said Senator Tim Ayres, Minister for Industry and Innovation and Minister for Science.
Tariff cuts and trade reforms
The reforms come against a backdrop of global trade uncertainty, marked by supply chain volatility, industrial overcapacity in key markets, and non-market subsidies driving down international prices. For Australian manufacturers, the changes are positioned as both protective and enabling – defending against unfair dumping while allowing businesses to focus on growth, productivity, and innovation. Ayres said the reforms to the Anti-Dumping Commission were a critical step in ensuring the system was ready to perform in today’s trade environment.
“The anti-dumping announcement is a significant reform – consolidating all of our trade remedies into one capable part of government
is an important step for making sure the regime is fit for purpose,” Ayres said. “It sits against the backdrop of reforms we announced in the election campaign, providing more resources to the Anti-Dumping Commission.”
Ayres emphasised that anti-dumping reform must be targeted at unfair non-market practices on the part of trading partners, as Australia is an open market economy and thus relies upon a fair, free, rules-based global trading environment. Beyond the structural reform, he said the need to cut red tape and compliance barriers for manufacturers is vital to ensuring businesses can access remedies in a timely and realistic way. This means businesses have a lesser chance of failing while their applications are being considered, and that the evidentiary thresholds are fair and real-world relevant.
“I want the pathway through to making antidumping applications and safeguards remedies to be straightforward and simple for businesses at every level,” he said. “We’re taking this opportunity to look across the whole system and deliver reforms that are consistent with Australia’s national interest.”
The reforms have particular importance for small- and medium-sized manufacturers, many of whom face the brunt of cheap dumped imports and lengthy compliance processes.
Ayres noted that the Federal Government wants to build investment in jobs for the outer regions and suburbs because these businesses form the industrial backbone of Australia. In line with this, he said this work must be delivered in a way that’s durable, effective, and impactful.
Industry input has been central to shaping the anti-dumping agenda and will remain so moving forward. Ayres’ life-long experience working in and around the manufacturing sector has been key in gaining feedback from both workers on the shop floor through to CEOs, who have highlighted the growing urgency for a modernised system.
“It’s been clear that as the global trading environment has changed, these problems have become more acute,” he said. “I’m very pleased to have been part of delivering this reform, and we’ll work with industry really closely to make sure that we land this in a way that has the biggest impact for Australian manufacturing.”
Images: Senator Tim Ayres
Senator Tim Ayres, Minister for Industry and Innovation and Minister for Science.
A Future Made in Australia
The anti-dumping reform dovetails with the Government’s broader Future Made in Australia agenda, a record $22.7 billion package designed to reindustrialise the economy, strengthen sovereign capability and drive productivity. Speaking at the National Manufacturing Summit in July, Senator Ayres stressed that manufacturing was at the core of Australian innovation and productivity growth, pointing to the effect globally competitive firms have in lifting national productivity. The Government’s broader industrial strategy includes commitments to green metals production, renewable energy manufacturing, and support for critical supply chains. This includes large scale investment for green iron production and $500 million for clean energy projects as a part of the Future Made in Australia Innovation Fund.
Senator Ayres told the summit that this was about positioning Australia in higher-value parts of global supply chains and protecting the nation’s resilience in an increasingly uncertain world.
“It is no coincidence that Australia’s productivity performance has weakened in parallel with the decline of our manufacturing sector in recent
decades,” he said. “That is why the Federal Government is investing heavily in our capacity to make more things here.”
Ayres said that the agenda is not just a slogan, but a national strategy and plan of action to rebuild Australia’s capability, drive innovation, and ensure that Australian workers and businesses share in the benefits of the global renewable energy transition.
Opportunities and challenges ahead
Looking ahead, Ayres said as a nation, Australia must learn together to have confidence in its own capability. He believes there has been too much debate about manufacturing that talks down the nation’s competitiveness, despite its advantages, proud industrial regions and outer suburbs where extraordinary things are manufactured. While he acknowledged the journey would not be without setbacks, he stressed that progress required persistence.
“You don’t get progress without a few knocks,” he said. “This is a giant task – and we’re all in it together. It’s not something the government is going to do to the manufacturing sector.
It’s something we’re going to do together, in partnership with industry and the R&D community.”
In terms of the overall success of the reforms, Ayres said the practical benefits of the reform and wider industry package would be measured in investment, jobs, and business confidence. On the ground, Ayres said he had already seen promising signs, citing Prince Engineering in Portland as an example of firms pushing forward in areas like wind tower fabrication despite challenges. He emphasised that visiting manufacturing facilities themselves has reaffirmed his own and others’ confidence in Australia’s capacity.
“The Prime Minister announced in the election that we want to make wind towers here in Australia. It’s my job to deliver on that promise, and when you see the capability and ambition at firms like Prince Engineering, it shows what’s possible,” he said.
For manufacturers, the anti-dumping reforms provide relief from unfair practices, while the broader Future Made in Australia strategy sets the stage for long-term industrial renewal. As Ayres put it, the challenge – and opportunity – lies in ensuring Australia projects confidence in its own capability.
Ayres paid a visit to Prince Engineering in Portland; a company he considers an example of firms pushing forward in areas like wind tower fabrication.
Future-proof welding: Lorch iQS
Lorch’s iQS welding system redefines industrial welding with intelligent design, digital control, and a 20-year platform built for a connected manufacturing future.
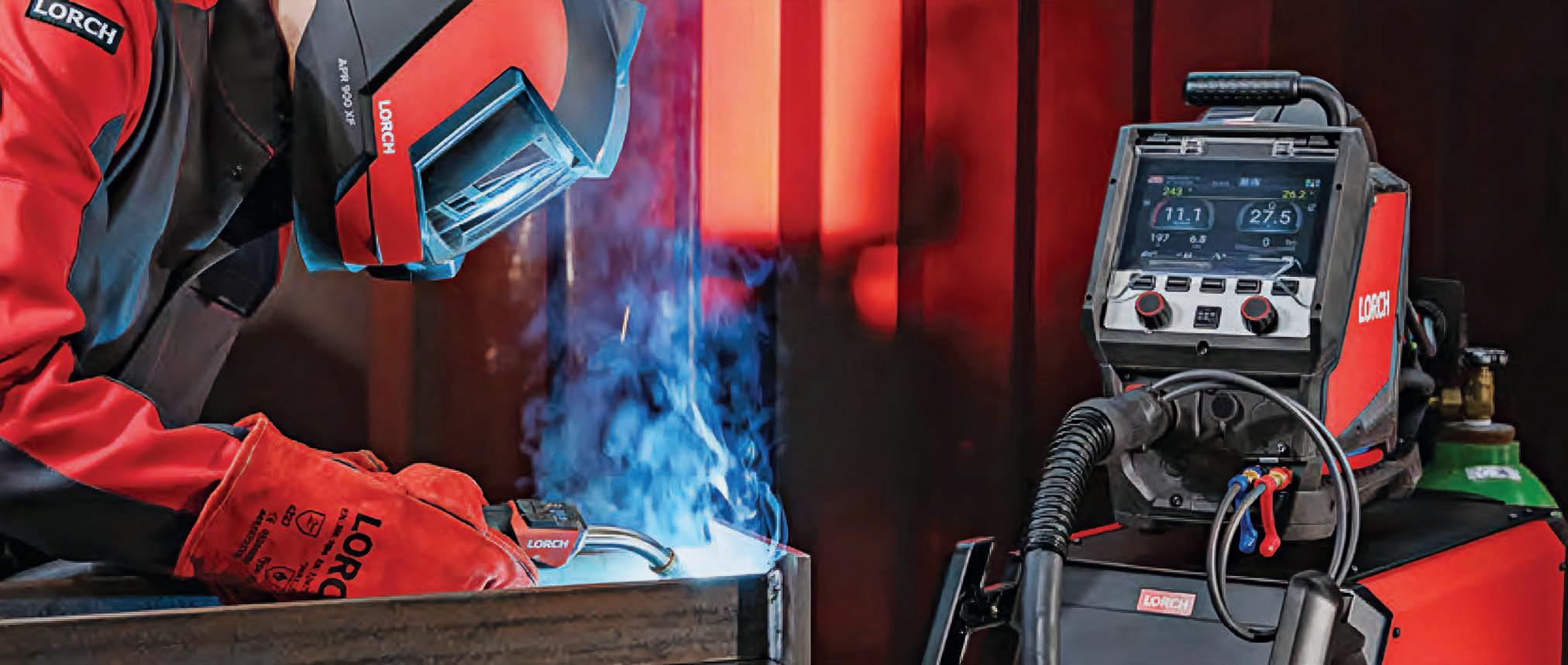
The pace of industrial innovation has never been faster. As software and hardware converge, manufacturers are demanding equipment that not only delivers peak performance but remains relevant for decades to come. German welding specialist Lorch is answering that call with its newly launched iQS platform – a smart, connected, and future-ready system. Managing director of Lorch South Pacific, David Wilton, describes the system as a new benchmark in industrial welding.
At the heart of iQS lies a design philosophy that breaks from convention. Rather than producing one machine at a time, Lorch has invested years developing a modular architecture platform that can be flexible enough to configure products across a broad range. This included processes requiring between 300 to 600 amps and suitability for both manual and automated welding.
Wilton said the result of this approach is a foundation built to serve as the basis for at least two decades of innovation – a rare statement of longterm intent in a fast-moving industry.
“This is a future proof platform,” he said. “Once upon a time it was about building good transformer rectifiers. Those days are gone. Today, welding is all about software and advanced welding process controls.”
Utilising Industry 4.0: Digital control and connectivity
The shift toward software-driven systems embodies a new user interface designed to be as intuitive as a smartphone, the iQS delivers what Lorch calls its “Smart Cockpit” – a seven-inch, full-colour touchscreen that functions like an iPad. This humanmachine interface (HMI) represents a step forward in usability, providing welders with visual cues, quick navigation, and instant access to parameters, even while wearing gloves.
“It has a full colour touchscreen that is very userfriendly,” said Wilton. “In the past, you had to work through menu trees – today, it’s visual and intuitive.”
This emphasis on ease of use isn’t just a matter of convenience – it’s part of a broader strategy to improve productivity and consistency across all skill levels. Wilton described the control system as intuitive operation in perfection, offering simplified setup, a configurable QuickAccess menu, and visual confirmation that parameters have been met. It’s the kind of refinement that reduces setup time, limits error, and keeps welders focused on the task. Another defining feature of the iQS is its connectivity. Every unit comes Wi-Fi enabled straight out of the box, designed to connect instantly to Lorch’s global network for updates,
diagnostics, and data analytics. This capability mirrors what consumers expect from modern devices but is largely unprecedented in the welding sector.
“It links to Germany, and when there’s a new software update, every connected iQS machine worldwide will receive it automatically – just like an iPhone or a Tesla,” Wilton said. “This is cutting edge. It’s normal for Tesla, but not in welding. It’s the new standard.”
The connectivity also brings service advantages. With permission, Lorch engineers in Germany can remotely access machines in the field to diagnose errors or guide service technicians before they arrive on site. This proactive approach minimises downtime – a major benefit for manufacturers under pressure to maintain productivity.
“If there’s an error code, we can be one step ahead,” Wilton says. “We’ll know whether it’s a software issue or a component fault before we even send someone out.”
The iQS architecture also supports over-theair updates and digital integration via Lorch Connect, the company’s cloud-based portal that records welding data and visualises performance in real time. Through the portal, users can monitor, document and analyse their welding
processes, track productivity and costs, and optimise workflow across connected systems. Lorch emphasises that all data is handled under European security standards, giving manufacturers peace of mind while benefiting from Industry 4.0-level transparency.
Designed to perform a cleaner weld
Performance-wise, the system stands apart from its predecessors. The new inverter design – robust, digitally controlled, and stable under variable power conditions – delivers what Lorch describes as “absolute high-end welding performance across all welding processes”.
The iQS’s inverter design sees it operate at 100 kilohertz – that’s 100,000 cycles per second, compared to the 50 hertz of old conventional technologies. This speed enables ultra-precise digital control, creating new opportunities for process refinement and responsiveness. In practical terms, that means smoother arcs, finer adjustments, and the ability to execute superior advanced waveforms that were once impossible.
Additionally, the platform’s Smart Process Control Engine (SPC Engine) allows engineers to develop and deploy new welding processes faster than ever. The SPC engine, much like an AIgenerated algorithm, allows the IQS to map any waveform and reproduce that same performance.
“We can take a welding waveform that exists and replicate it exactly,” said Wilton. “That means we can match or outperform any system while continuing to develop new, optimised processes as materials, wires, and gases evolve.”
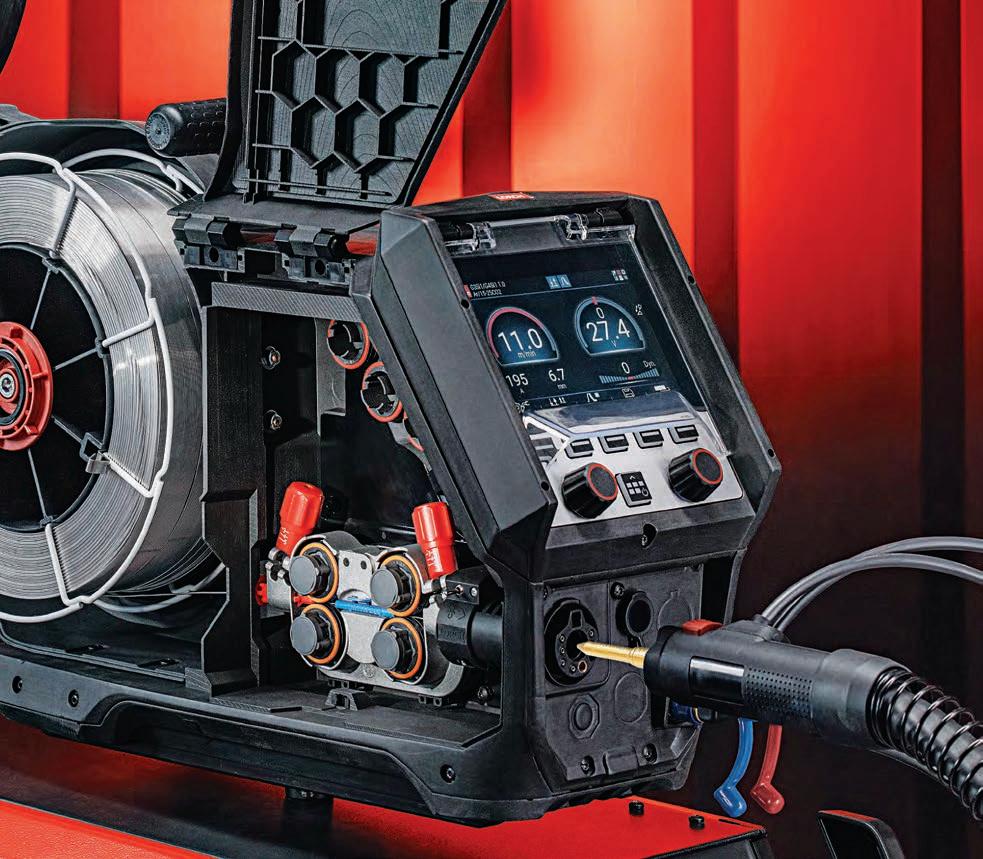
technicians can now access all of the IQS’ components externally.
Another technical standout of the iQS is its Rapid Current Shutdown (RCS) process – a hybrid of hardware and software designed to virtually eliminate welding spatter. This new process creates an ultra-smooth, stable process that controls every droplet transfer and avoiding the cleanup that comes with splatter.
In practical trials, Lorch has seen strong results in thin-material applications and precision sectors such as automotive exhaust manufacturing. RCS produces a clean process with less spatter and even higher weld seam quality. According to Wilton, it’s suitable for open-gap root passes,
thin-sheet work and anywhere appearance and
“It’s the best when it comes to open-gap root pass welding on pipe or plate,” he said. “It gives a beautiful finish with no spatter and no cleanup –exactly what manufacturers want.”
This versatility is just the beginning, with the iQS coming equipped with 14 distinct welding processes out of the box, including advanced waveform controls tailored to specific applications. This versatility allows users to move seamlessly between MIG-MAG, SpeedPulse XT, SpeedWave XT, RCS, SpeedTwin, and other proprietary Lorch processes without needing
“Gone are the days of one-size-fits-all,” Wilton said. “This system can do everything – and do it at
Feedback from the field has been resoundingly positive. At the Essen Welding and Cutting Fair in Germany – the world’s largest welding exhibition – Lorch’s live demonstrations of the iQS drew international attention.
“We were showcasing high-level welding alongside all the big names,” Wilton said. “The feedback was clear: the welding being performed was off the chart and clearly best in class.”
Designed for serviceability and uptime in harsh environments
Another feature is the platform’s approach to reliability and serviceability. Drawing on more than two decades of data from the previous generation’s “S” platform, Lorch engineered
Images: Lorch
German welding specialist Lorch has launched its iQS platform – a smart, connected, and futureready system.
COVER STORY
the iQS to be easier to maintain in harsh industrial environments. Every historical field failure, warranty claim and maintenance trend has informed the new design, which features separated clean and dirty zones, encapsulated electronics, and a modular layout for fast component replacement.
“Machines today often fail because of conductive dust – metal particles sitting on a circuit board will eventually cause a short,” Wilton said. “With iQS, all the critical electronics are sealed, so you can put it in coal dust or iron ore and it makes no difference.”
Being built for serviceability, service technicians can now access all components externally, replacing modules in minutes without dismantling the entire machine. Wilton said this means they aren’t pulling the whole unit apart, which decreases production downtime.
Even the cooling system has been redesigned for longevity and ease of use. The new Water Circulation Cooling Unit (WUK) allows for quick filling, draining and replacement without removing the module, while QuickConnect water hoses and leak-safe fittings eliminate the need for jubilee clips. Combined with the quick-exchange power module, these design refinements ensure downtime is kept to a minimum – something that is important to a company’s bottom line. Wilton
noted that in the future, due to the system’s Wi-Fi connectivity, service technicians will be able to remote dial in themselves, diagnose issues ahead
The IQS’s new inverter design delivers what Lorch describes as “absolute high-end welding performance”.
of time, and arrive with the right part in hand.
“That’s the future we’re heading toward,” he said.
A platform for the future
From its modular hardware to its cloud connectivity and AI-assisted waveform control, the iQS represents not just an incremental upgrade but a leap in technology. It embodies Lorch’s commitment to making welding smarter, cleaner, faster and more efficient – aligning with a manufacturing landscape increasingly defined by digital intelligence and sustainability.
“This platform has been designed by one of the best manufacturers in the world,” said Wilton.
“It’s state-of-the-art in every way, and it’s ready for the next 20 years.”
For manufacturers considering an equipment upgrade, Wilton’s message is straightforward: the future of welding lies in connected platforms that evolve rather than expire.
“Once you have the iQS, you’re not upgrading machines anymore,” he said. “You’re upgrading software.”
That concept of futureproofing may prove to be Lorch’s most powerful innovation. In an era when technology cycles are shrinking, the iQS offers manufacturers something rare – not just a new machine, but a long-term partner in performance. With the global release of the new Lorch Welding Process on the horizon, the company’s commitment to continuous advancement shows no signs of slowing.
The iQS features a “Smart Cockpit” – a seven-inch, full-colour touchscreen that functions like an iPad.
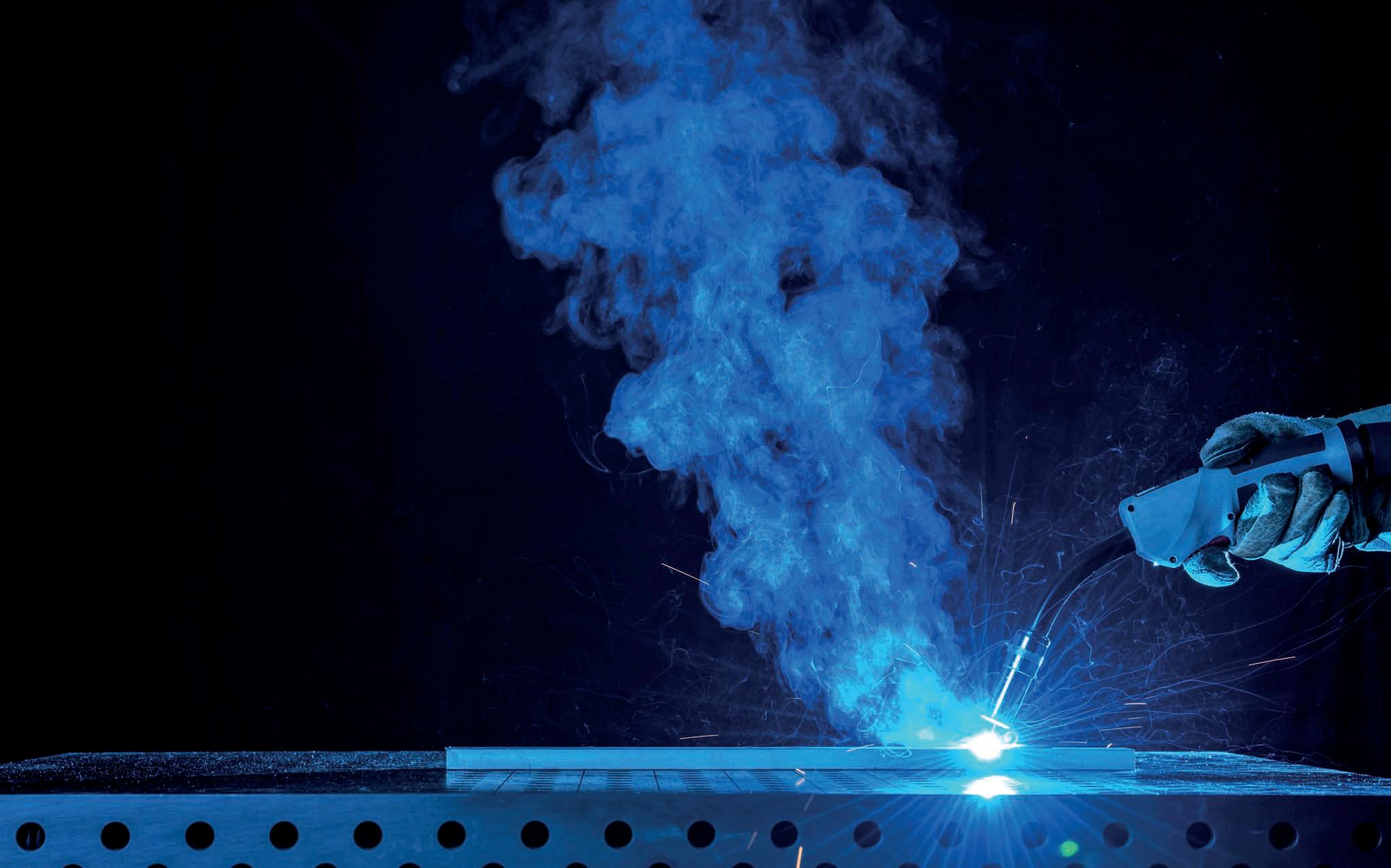
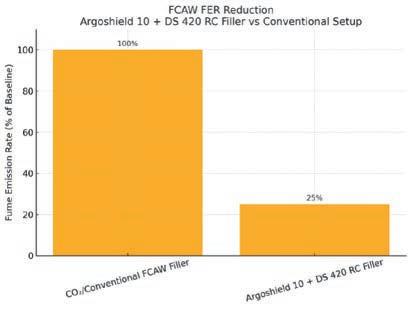
PREVENTIONLINE™ShieldingGases
Manage welding fume emissions at their source; in the welding arc.
BOC’s Prevention Line gases are specifically engineered to help reduce emission rates across your processes — supporting cleaner operations and a safer working environment. By well informed shielding gas selection for cleaner, more stable arcs, our Prevention Line products not only improves air quality in the workplace, but also enhances weld quality, productivity, and worker safety.
Fume Emission Rates for GMAW/MAG welding carbon steel 10 m/min, using 1.2 mm GMAW/MAG wire. Data source: Linde Technology Arc Welding Laboratory Fume emission measurement according to EN ISO 15011-1.
A100%CO₂
BArgoshield52
CArgoshieldUniversal
CArgoshieldHeavy
DArgoshield10
DArgoshield54
Fume Emission Rates for FCAW welding carbon steel 12m/min, using 1.2 mm FCAW wire. Data source: Linde Technology Arc Welding Laboratory Fume emission measurement according to EN ISO 15011-1
A100%CO₂
BFCAW-S(Self-shielded)
CArgoshield52
DArgoshieldHeavy
EArgoshield10
RSM MANUFACTURING PLAYBOOK: WHERE EXPERTISE MEETS
What manufacturers need to know about Payday Super
Partner at RSM Australia, Rick Kimberley, explores why Australian manufacturers should prepare now for the Payday Super changes.
From 1 July 2026, all employers must pay Superannuation Guarantee (SG) contributions at the same time as employee wages. This reform, known as ‘Payday Super,’ marks a departure from the current quarterly system.
The change is significant for the manufacturing sector. Australian manufacturers have complex rostering patterns, diverse forms of employment and face strict compliance obligations. All of these factors complicate payroll. The Manufacturing and Associated Industries and Occupations Award 2020 (the Manufacturing Award) prescribes detailed terms and conditions of employment. Manufacturing workplaces are also frequently covered by Enterprise Agreements (EAs), which overlay award entitlements.
Payday Super adds yet another complication for manufacturing employers to navigate.
What is Payday Super?
Payday Super aims to safeguard retirement savings by making sure contributions are made more quickly, allowing individuals to benefit fully from compound growth. It also helps prevent noncompliant employers from delaying or skipping these payments, using data matching and targeted penalties for any shortfalls identified by the ATO. Under the current framework, employers are
required to pay SG contributions quarterly, with payment due 28 days after the end of each quarter. Under this system, employers have nearly four months to pay SG. From 1 July 2026 this system will be replaced, and Payday Super will require that contributions must be received by the respective fund within seven business days of pay day.
Employers will therefore need to ensure that superannuation contributions are transferred at the same time as wages, or within a reasonable period to allow the clearing house to process the transaction.
What are the consequences for not meeting Payday Super obligations?
The penalties for non-compliance will also be more onerous than at present. Employers who fail to make timely contributions will become liable for a new version of the Superannuation Guarantee Charge (SGC). This charge will accrue on a daily compounding basis and will include a substantial administrative component. The Australian Taxation Office (ATO) will also impose additional penalty loadings where an employer breaches fund choice obligation. In practical terms, this means that the financial consequences of even short delays will be more severe than under the existing quarterly system.
End of SBSCH
The reforms also bring an end to the use of the Small Business Superannuation Clearing House (SBSCH). From 1 July 2026 this facility will no longer be available, and employers must instead use payrollintegrated solutions or alternative clearing houses to distribute contributions. Employers normally have until 28 July to pay SG for payments up to 30 June under the current framework. However, with SBSCH closing on 30 June, employers must ensure these payments are managed accordingly.
How does the Manufacturing Award impact employer super contributions?
The Manufacturing Award interacts with superannuation obligations in several critical aspects, all of which must be carefully navigated under the new regime.
First is Ordinary Times Earnings (OTE). Superannuation contributions are calculated on an employee’s OTE. For a full-time manufacturing employee, ‘ordinary hours’ are typically 38 hours per week, or an average thereof, as defined by the award’s ordinary hours clause. The importance of this definition was highlighted in the Bluescope Steel (AIS) Pty Ltd v Australian Workers’ Union case, where the court confirmed that “ordinary hours” means the hours set out in the relevant award or agreement. We note that working on a public holiday may often fall within this 38 hours, as will leave taken. Accordingly, it is likely SG will be payable.
Next is All-purpose allowances. The Manufacturing Award contains various allowances, and some of these are designated as ‘all-purpose’ allowances. An all-purpose allowance is folded into an employee’s ordinary pay rate for all intents and purposes
Partner at RSM Australia, Rick Kimberley.
Payday Super adds a complication for manufacturing employers to navigate.
– including the calculation of penalties, leave entitlements, and super. For example, an award’s leading hand allowance, certain tool allowances, and various others are paid “for all purposes,” meaning they are included in the rate of pay when calculating overtime, leave, or superannuation.
In practical terms, if a manufacturing employee is entitled to an all-purpose allowance, that allowance amount should be added to their ordinary earnings and should attract superannuation contributions. Manufacturers need to review which allowances in their pay structure are all-purpose and ensure these are counted toward OTE in payroll systems. Failure to pay super on these would constitute an underpayment.
There is also shift work and overtime, as the manufacturing sector is heavily reliant on continuous operations, extended shifts, and regular overtime, which complicates the determination of what constitutes ordinary time earnings. Confirmed in the Bluescope case, ordinary hours are those specified in the relevant industrial instrument, so additional hours may only be excluded if clearly and expressly identified as overtime.
In practice, this means that manufacturers must distinguish all award-defined ordinary hours to ensure the correct obligations are being met. Finally, annualised wages see some manufacturing businesses remunerate staff via annualised salaries that absorb overtime and penalties. The Manufacturing Award allows annualised wage arrangements for certain classifications, provided the arrangement meets strict requirements. If your company uses annual salaries to cover what would otherwise be overtime or shift penalties, it’s essential to clearly document the breakdown.
For example, in Bluescope, they had explicitly calculated an annual salary as comprising a base and a fixed overtime component. Because of this
clarity, the Full Federal Court agreed that the overtime portion was truly overtime for being outside of ordinary hours, and not subject to compulsory superannuation.
What manufacturers should do now
With the start date of Payday Super approaching, manufacturing businesses should take proactive steps to ensure a smooth transition. Here is a checklist of practical actions in light of the above discussion.
In response to Payday Super, RSM have developed a proprietary 7-stage streamlined process, to assist businesses with their transition to Payday Super.
The solution has been designed with your needs in mind and addresses the following areas:
Stage 1: Current environment assessment
• Evaluating existing practices to identify gaps and areas for improvement.
• Strengthened Governance & Process
Transparency: Gain a clear understanding of existing controls, onboarding practices, and SG procedures to identify gaps and improve compliance frameworks.
Stage 2: Wage code review
• Ensuring accurate and compliant wage coding to avoid discrepancies.
• Payroll System Accuracy & Compliance
Alignment: Ensure wage codes are correctly flagged for SG and STP2, reducing the risk of misreporting and enabling consistent payroll processing.
Stage 3: Transactional testing
• Conducting thorough tests to verify the accuracy of superannuation transactions.
• Data Integrity & Risk Detection: Identify transactional errors and inconsistencies that may lead to SG underpayments, enhancing confidence in payroll data quality.
Stage 4: Implementation
• Putting necessary changes into action to align with compliance.
• Documented Controls & Sustainable Compliance: Translate recommendations into actionable procedures with embedded controls and testing protocols to support long-term compliance.
Stage 5: Continuous Monitoring
• Regularly overseeing compliance to maintain standards and adapt to changes.
• Ongoing Assurance & Early Issue
Detection: Establish a proactive review cycle to monitor new wage codes and sample transactions, ensuring sustained compliance and early identification of issues.
Stage 6: Payday super readiness
• Preparing for implementation of Payday Super regulations.
• Future-Proofing & Regulatory Preparedness: Prepare systems, governance documents, and clearing house arrangements for the transition to Payday Super, reducing disruption and ensuring readiness.
Stage 7: Reconciliations
• Ensuring all superannuation contributions are accurately accounted for and balanced.
• Real-Time Compliance & Employee
Trust: Support accurate SG remittance tracking and reconciliation to align with ATO’s real-time data matching, enhancing transparency and employee confidence.
For the manufacturing sector, the Payday Super reform brings greater risk with the complex provisions of the Manufacturing Award, the widespread use of EBAs, and the operational difficulties of shiftwork. Manufacturers should therefore act now to audit payroll practices, review employment contracts, upgrade systems, and strengthen compliance frameworks. By doing so, they can not only avoid the substantial penalties associated with underpayment but also best position themselves to respond to the significant changes. Rick Kimberley is a Partner at RSM Australia and leads the Australian Employer Services Practice. Should you wish to have a conversation with Rick regarding ways him and his team are helping clients prepare for Payday Super he can be contacted at Rick.Kimberley@RSM.com.au
RSM have developed a proprietary 7-stage streamlined process, to assist businesses with their transition to Payday Super.
ROBOTICS MANUFACTURING
New partnership to drive next-generation autonomous factories
Applied Robotics’ new partnership with OTTO Motors by Rockwell Automation brings true plug-and-play autonomy to Australian factories.
For years, autonomous mobile robots (AMRs) have promised to make factories faster, safer and more flexible. However, integrating them with existing systems, configuring routes and adapting to daily changes has required specialised engineering support to maintain business-as-usual outcomes.
Applied Robotics’ new partnership with OTTO Motors by Rockwell Automation is focused on making these systems work for regular operators. Production staff can now control AMRs directly from a tablet –dragging and dropping destinations, adjusting for blocked aisles and responding to production changes in real-time.
This capability is crucial for Australian manufacturers who must switch between product variations and smaller production runs compared to global operations, adapting to daily changes without waiting for engineers to reprogram equipment.
The difference is integration
While OTTO’s vehicles have proven themselves over 13 years in the US, the breakthrough for Australian manufacturers is the seamless integration. With SCADA, PLC and MES systems, plus training developed to onboard everyone from operators to engineers, these AMRs now work together with existing infrastructure.
As system integrators, Applied Robotics brings together all the pieces in one package, including
24/7 support and managed leasing options. This ecosystem means manufacturers don’t need to piece together solutions from multiple vendors or worry about compatibility issues.
“Applied Robotics’ focus was to partner with a technology provider that could ensure any operator can pick up and use the fleet management software intuitively,” said Isaac Roach, chief operating officer of Applied Robotics. “The same staff who drive forklifts or push trolleys can now control autonomous vehicles themselves without a technical engineer.
“The end goal is to enable hands-free manufacturing, truck-to-truck, where operators oversee production rather than physically moving materials.”
Exploring applications from food and beverage to
assembly lines
In a bakery, operators traditionally push heavy trolleys of flour and ingredients from storage to mixing stations multiple times per shift.
Now, an OTTO AMR handles these movements automatically, navigating around workers and equipment while staff focus on quality and production. Operators tap a tablet when they need more supplies.
For discrete manufacturing, AMRs can replace forklifts. Roach recalled working with a building products manufacturer, where units move from station to station as they’re assembled. Instead of workers manually lifting products or waiting for forklifts, the AMR created a smooth, continuous flow. Additionally, this integration has seen Applied Robotics work with a plastics manufacturer, where 13 people per shift manually bring pallets to a centralised palletisation location.
“OTTO AMRs – handling everything from 150kg component trolleys to 1,900kg pallets – will take care of these movements, freeing workers for highervalue tasks while eliminating the physical strain,” said Roach.
OTTO’s autonomous mobile robots are poised to make factories faster, safer and more flexible.
OTTO’s AMR vehicles have proven themselves over 13 years in the US.
Images: Applied Robotics/Otto
The robots can also be programmed to follow behind workers during pick operations, keeping materials at hand while eliminating the need to drag or push heavy carts.
Another feature of integrating AMRSs are autonomous forklifts, which help drive safer operations from day one. Forklift incidents remain one of manufacturing’s highest injury risks, causing multiple fatalities in Australian facilities every year, along with manual handling and repetitive strain injuries. AMRs help mitigate these risks while operating safely alongside workers, using advanced sensors to navigate around people and obstacles.
See it before you build it Before committing to any investment, manufacturers can explore these applications at their own facilities through on-site demonstrations and workflow analysis to identify the most valuable
facility to ensure smooth operation alongside students and other equipment and design the optimum flow.
Built on proven foundations
This partnership extends a 30-year collaboration between Applied Robotics and Rockwell Automation. As a Gold OEM Partner, the company has collaborated on numerous projects, including the $3 million advanced manufacturing laboratory for TAFE Queensland, where OTTO AMRs are already in operation.
“To successfully achieve this partnership, Applied Robotics has met rigorous criteria, including comprehensive training, hands-on experience and successful OTTO Motors deployments,” said Kevin Cole, market access manager, South Pacific at Rockwell Automation.
Since most Australian manufacturers already run even take direct control of vehicles.
AIR CONDITIONING FAN AND FILTERS
Applied Robotics brings together all the pieces in one package, including 24/7 support and managed leasing options.
ADHESIVE LOCKING
Locking in reliability for industry
Loctite’s reformulated threadlockers combine sustainability with uncompromised performance, helping industries keep fasteners secure and reduce downtime.
Loctite – a part of the global company
Henkel – is synonymous with reliability in fastening solutions. Its latest reformulation of threadlockers marks a further step in balancing sustainability with performance. The update removes two commonly used polymerisation initiators – CHP and APH – while also introducing packaging made with 50 per cent post-consumer resin. This shift reduces reliance on virgin plastics and supports circularity objectives. By eliminating certain industrial chemicals and moving to more sustainable packaging, the company is ensuring its adhesives remain future-proof without disrupting workflow.
Crucially, the changes have no impact on how the products perform in practice. From viscosity and strength to heat resistance and breakaway torque, all the qualities manufacturers depend on remain intact.
“It’s business as usual,” said Richard Hoe, ACM manager for VIC/TAS/SA at Henkel. “The removal of these chemicals makes the product easier and safer to handle and transport, but there’s no change in product performance. It’s sustainable without compromise.”
As some remain unaware of Loctite’s threadlocking technology, Hoe explained that it is a singlecomponent anaerobic adhesive that cures into a thermoset plastic when deprived of oxygen and in contact with metal. This gives the threadlockers the strong cross-linked molecular strength, heat
resistance, and chemical durability suited to harsh conditions in industries such as mining, transport, and defence.
By filling the air gap between threads, Loctite Threadlockers prevent loosening caused by vibration while also sealing against contamination and corrosion. This makes disassembly predictable and reliable, even months or years later. Aside from just locking nuts and bolts, Hoe said that threadlockers importantly stop corrosion so when disassembling the part later, it means the nut or bolt threads are not seized or rusted and comes apart cleanly.
“Think of Australian mining equipment – nuts and bolts are constantly exposed to vibration and harsh conditions, and Loctite ensures they last just as long as the metal itself,” said Hoe.
Helping companies reduce downtime and cost
Unplanned downtime remains one of the greatest threats to manufacturers. A loose fastener can trigger breakdowns, leaks, or even production stoppages. By preventing fastener failure in the first place, Loctite threadlockers help companies stay in a proactive maintenance mode rather than a reactive one.
While Henkel supports repair-after-failure scenarios, Hoe emphasises that prevention is always cheaper. This is especially true if threadlockers are applied correctly from the start.
“A little fastener can become a big problem, especially in dynamic applications,” Hoe said. “When clamp load is lost, equipment breaks down, sensors are triggered, and operations stop. Time is money, and downtime is costly. Our goal is to keep customers proactive, not reactive.”
The versatility of Loctite threadlockers means they are used across a range of industries. In the defence sector, Hoe said performance and sustainability credentials are equally important. Recently, Henkel’s Loctite 243 was implemented on a locally built defence platform, meeting both technical torque requirements and ESG targets.
Loctite’s latest threadlocker reformulation marks a further step in balancing sustainability with performance.
Richard Hoe, ACM Manager for VIC/TAS/SA at Henkel.
Loctite Threadlockers prevent loosening caused by vibration while also sealing against contamination and corrosion
Images: Henkel
“In this case, the product needed to perform even on dirty or ill-prepared threads,” Hoe explains. “Our Loctite 243 has a high oil tolerance, so it still achieved the required strength values under less-than-ideal conditions. This is critical for infield servicing.”
Loctite is also a mainstay in motorsport and vehicle maintenance. From V8 Supercar teams like Blanchard Racing Team to work with Herrod Performance on V8 engine builds to custom restoration shops, threadlockers ensure reliability under high vibration and extreme temperatures. As Hoe put it, if it’s metal, threaded, and under harsh conditions, Loctite should be considered.
Addressing common fastening challenges
The demands of modern industry mean threaded fasteners are everywhere – from heavy machinery to vehicle maintenance. According to Hoe, the challenges most businesses face often come down to human error rather than limitations of the product itself. Choosing the wrong type of solution or applying it incorrectly is a frequent cause of failure. He recalled a case where a company didn’t follow the recommended application technique and in doing so, inadvertently caused product wipe off. This action led to a variation of final breakloose strength and a compromise on corrosion
protection – outcomes completely avoidable when fitters are correctly educated or coached.
“A lot can go wrong between engineering specification and the fitter actually doing the job,” he said.
To address this gap, Henkel runs Maintenance Reliability Workshops across Australia, training end users on both selection and correct use of products. Within the workshops, the company outlines the right product and the right way to apply a threadlocker to prevent mistakes that can happen. He attributed this venture as proof that the company’s focus on education equals that of innovation.
Growth opportunities across sectors
Looking ahead, Henkel sees opportunities for Loctite in mining, defence, and infrastructure, alongside its existing stronghold in transport and food and beverage manufacturing. The sheer scale of projects underway in Australia means threaded fasteners – and the reliability of keeping them in place – will remain crucial.
“We’re focused heavily on mining operations and associated equipment, and we see emerging opportunities in defence,” he said. “We’ve also been supporting large-scale infrastructure like Melbourne’s Tunnel Boring projects, where even the massive boring machines cutting heads are held together by nuts and bolts locked in place
Loctite is a part of Henkel, a global company that manufactures adhesives, sealants, surface treatments and cleaning products.
with Loctite.”
Automation and robotics are another growing area of focus, because robots and moving machinery are held together with nuts and bolts – and those fasteners are constantly under dynamic loads.
After more than six decades of innovation, Hoe said Loctite has never compromised on performance. For technicians considering threadlockers, his advice is simple: trust in the brand’s track record and take advantage of Henkel’s training and support.
“We repay that trust not just with reliable products but with application support, training, and lab testing. We’re not just out to sell – we want to be a valuable asset to businesses,” he said.
Proudly Distributed by
Climate control solutions that keep industry cool
As temperatures soar, Rittal is helping manufacturers maintain reliability, efficiency and safety through intelligent cooling technologies.
As temperatures continue to rise across Australia going into summer, the importance of reliable, energy-efficient climate control in industrial environments has never been greater. For APS Industrial – a national distributor of Rittal products since the company’s inception in 2018 –their solution to this is clear: help manufacturers safeguard their equipment against heat-related failures through cooling technologies.
According to electrical products business manager at APS Industrial, Ernest Van Niekerk, effective thermal management is critical in safeguarding the reliability, efficiency and longevity of industrial and electrical equipment. He said during Australia’s warmer months, many manufacturers face the same recurring issue – overheating of control components and enclosures. While some rely on passive cooling, this approach often falls short in high-temperature environments.
“Excessive heat can lead to component failure, unplanned downtime and increased maintenance costs,” he said. “Passive cooling may work in cooler months. However, with rising ambient temperatures, systems underperform due to incorrect sizing or a lack of active cooling solutions.”
Active cooling, on the other hand, uses an air conditioner to actively reduce air temperature and circulate it through the enclosure – ensuring components operate within safe limits.
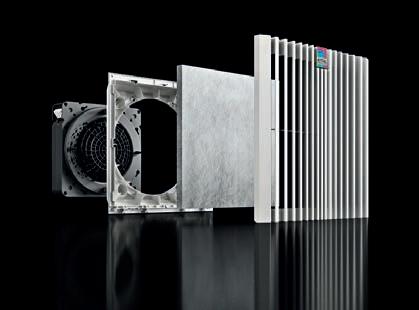
Intelligent efficiency with Blue e+
Rittal’s Blue e+ fan and filter units exemplify this active approach by using advanced EC (Electronically Commutated) motors that combine seamlessly with the integrated electronics and precise speed control of brushless DC motors. This technology results in energy savings of up to 60 per cent during operation and allows for the user to adjust fan speed based on cooling demand – unlike traditional AC motors that only run at a fixed speed.
Another feature of Rittal’s design is its pleated filter technology, which improves both airflow and filtration. According to Van Niekerk, the integrated pleated filter extends service life by two to three times thanks to reduced pressure build-up and a surface area six times larger than conventional filters.
“It removes finer dust particles between 0.3 to one micrometre far more effectively, achieving 50 per cent better separation performance,” he said.
Additionally, the Rittal EC fans incorporate IoT-enabled intelligence that allows real-time monitoring and predictive maintenance. The EC fans report faults via alarms to prevent fan failures, provide 40 per cent higher air throughput when required, and extend filter service life by 20 per cent through automatic filter cleaning. This self-cleaning function reverses fan direction to push out dust and debris, maintaining consistent performance without manual intervention.
Ease of installation is another facet, with the fans ability to snap easily into an enclosure, and the bayonet-style fitting that allows the airflow direction to be reversed with no tools required. The units are designed for compatibility with previous generations, meaning existing systems can be upgraded without costly modifications.
“The mounting cutouts are identical to the previous generation, making changeover simple, even for enclosures that don’t support tool-free openings,” said Van Niekerk.
These units also come with enhanced protection ratings of IP55 and IP56 that ensure resilience against harsh industrial conditions, up from the standard IP54 rating. For applications requiring additional security, a clip can be added to ensure compliance with IEC 61439-1 safety standards.
Precision air conditioning for demanding environments
While fan and filter units are ideal for moderate environments, certain industries require the added performance of Rittal air conditioning units. Van Niekerk said APS recommends air conditioning units over fan and filter setups when internal enclosure temperatures exceed the fans’ cooling capacity. Closed-loop systems are also preferred in dusty or oily environments where external contaminants must be kept out.
“This is true in high ambient temperature environments, or with heat-generating equipment like variable speed drives,” he said.
Rittal’s air conditioning range is engineered for versatility, operating reliably between –30°C and +60°C, ensuring uninterrupted protection across Australia’s diverse climates. This operating range ensures continuous climate control in harsh environments, from freezing conditions in southern regions to intense heat in the north. This results in protecting sensitive equipment and maintaining operational uptime year-round.
The technology benefits a range of industries, including process, energy, renewables, , marine, aviation, and food and beverage.
“Rittal’s precision air conditioning supports mission-critical environments across all sectors –
APS Industrial and Rittal ensure Australian industries can remain cool, efficient and operational.
Images:
from smart cities and data centres to medical and rail applications,” Van Niekerk said.
Rittal’s ongoing innovation in cooling is also a part of a broader shift to sustainability and adaptability. Van Niekerk said this is evident as the company is developing systems that use lower global warming potential refrigerants, boosting cooling capacity and offering modular designs for flexible, scalable and energy-efficient climate control.
Smart selection with RiTherm software
Selecting the right climate control system can be complex – and Rittal has created tools to simplify the process. Van Niekerk said when sensitive and
increasingly high-performance components are installed in enclosures, selecting the right climate control solution is vital to ensure a long service life. This requires a holistic approach to find the appropriate energy-efficient solution for a system.
To support engineers and system designers, Rittal offers RiTherm software, a free online tool that calculates the precise cooling requirements for any enclosure setup. Through the software, you can either select an existing Rittal enclosure by part number or input the dimensions of any enclosure and allow the software to calculate heat loss based on components – such as Siemens variable speed drives or circuit breakers. It will then recommend the appropriate cooling solution. Users can also input measured temperature data directly for real-world accuracy.
“It will then generate a report with all the part numbers, thermal curves and recommended products – helping justify the right installation approach,” said Van Niekerk.
A partnership built on innovation
With more than seven years representing Rittal’s technology in Australia, APS Industrial has played a pivotal role in delivering the company’s climate control solutions nationwide. Since its inception in 2018, APS has served as the national distribution partner of Rittal products and remains the only
distributor with a truly national footprint.
As manufacturers face ever-hotter conditions and increasingly compact system designs, local access to the leading range of Rittal climate control solutions is just one way the partnership between APS Industrial and Rittal ensures Australian industries can remain cool, efficient and operational.
“Correct climate control can significantly lengthen the service life of components located in the enclosure,” Van Niekerk said. “A 10 per cent rise in operating temperature can halve the service life and double the failure rate of equipment. That’s why it’s so critical to get it right – and why Rittal’s intelligent, efficient cooling systems are leading the way.”
Rittal’s Blue e+ Fan and filter units allow for energy savings of up to 60 per cent during operation.
The fan and filter units allow the user to adjust fan speed based on actual cooling demand.
Welding fume reduction demands a shift toward substitution
In response to recent insights, BOC explores how smarter gas blends, filler materials and power sources are redefining welding fume control.
In the ever-evolving landscape of occupational health and safety, welding fume exposure has drawn attention. Recent insights from BOC’s Hierarchy of Control for Welding Fume Reduction and Todescato et al.’s 2025 comparative study of lowMn seamless flux and metal cored wires provide a compelling case for rethinking fume mitigation – not just through PPE and ventilation, but by targeting the source itself.
At the top of the well-known Hierarchy of Controls, elimination remains the ideal, but impractical in most welding contexts. This positions substitution as a potent realistic strategy. In practice, this means deploying optimised shielding gases and filler materials that lower fume emission rates (FER).
One example is BOC’s Argoshield 10, a gas blend with reduced CO₂ content, which helps spread arc heat more evenly across the filler tip, thus reducing localised overheating and consequent metal vapour generation. This shielding gas has also been demonstrated to reduce FER for gas metal arc welding (GMAW), flux cored arc welding (FCAW) and metal cored arc welding (MCAW).
Take Figure 1, extracted from BOC’s guide, showing the FER reduction when combining Argoshield 10 with Diamond Spark Guard 420 RC FCAW wire from voestalpine Bohler Welding Group. The pairing achieves up to 75 per cent FER reduction (measured under controlled laboratory conditions) compared to conventional CO₂ – a measurable step-change in safety.
Complementing this, Todescato et al. (2025) confirms that low-Mn seamless cored wires, such as the GUARD range from the voestalpine Bohler Welding Group, reduce manganese exposure – an area of rising concern due to links with neurological disorders. The study reports a 27–45 per cent reduction in Mn emissions using newly developed wires in controlled arc environments.
When Argoshield 10 is combined with modern power sources that enable controlled metal transfer processes – like EWM’s forceArc puls or coldArc puls – the benefits of shielding gas substitution multiply for GMAW. The integration of advanced transfer modes reduces heat input, limits spatter and further suppresses fume generation at the source for solid wire.
While PPE such as the Speedglas, Weldclass or CIGWELD’s Cyclone PAPR systems remain vital for protecting the welder, relying on them as a primary control is reactionary. A proactive strategy requires upstream intervention – through smarter consumables and equipment selection that lower the fumes in the first place. Lowering fume emissions at source in turn lowers the level of exposure for anyone finding themselves in the welding environment.
Also, the lowering of fume emitted at the source has a knock-on benefit of improving the effectiveness and efficiency of technical/ engineering solutions in the form of fume extraction equipment such as fume hoods and ongun fume extraction solutions.
In the current regulatory and social climate, organisations serious about welder and welder co-worker safety should move beyond the status quo. The tools and evidence are already in hand. Welding fume control, at its most effective, starts not with extraction but with intelligent substitution.
Disclaimer: This document has been provided for informational and reference purposes only. Absolutely no guarantee of the suitability of the described processes or procedures for the reader or employer is offered. It is the user’s responsibility to check the required standards for compliance or regulations on local as well as on a national basis.
Argoshield 10 is a gas blend with reduced CO₂ content, helping spread arc heat more evenly across the filler tip. Image: BOC.
Figure 1: voestalpine Boehler Welding Group product data sheet & BOC, Hierarchy of Control for Welding Fume Reduction (2025)
Ushering in a new era of precision
Helmut Fischer’s next-generation XDAL and XDV devices deliver speed, accuracy, and intelligence for advanced material analysis.
When it comes to coating thickness measurement and material analysis, accuracy and efficiency are paramount.
Represented in Australia and New Zealand by Lastek, the Helmut Fischer Group is an innovator in X-ray fluorescence (XRF) technology. Now, with the launch of its next-generation FISCHERSCOPE XDAL and FISCHERSCOPE XDV instruments –paired with the AI-supported software FISIQ X – the company is redefining what manufacturers can expect from precision measurement.
For more than 70 years, Helmut Fischer has been synonymous with reliability and performance. From automotive and aerospace to semiconductor and medical technology sectors, Fischer instruments are trusted wherever precision matters. The company’s latest release marks a new benchmark for XRF technology – a combination of speed, intelligence and ease of use that will transform quality control workflows worldwide.
Speed, accuracy and
AI-driven
intelligence
The new features of Fischer’s latest XRF systems lie in their speed and precision. Compared with their predecessors, the XDAL and XDV devices deliver six times faster positioning of the Z-axis,
14 times faster autofocus with a focusing time of less than two seconds, and 10 times higher resolution.
That acceleration doesn’t just mean quicker measurements; it changes how quality control teams operate. In high-volume or time-sensitive environments, reduced measurement time directly translates into improved productivity, minimised downtime, and a faster route from inspection to production.
Due to a new overview camera and multizone LED lighting, the systems provide optimal illumination for every surface – whether matt, glossy, or reflective. The result is sharper imagery, more consistent readings, and fewer operator adjustments, allowing for high-precision results even on challenging materials.
The performance leap is further supported by hardware optimisation. An enhanced configuration of the X-ray tube, sample and detector ensures maximum intensity output and repeatable measurement results – critical for industries where even the smallest variance can impact compliance or product integrity.
Fischer’s focus on design is equally apparent.
The XDAL and XDV feature a modernised aesthetic and a suite of practical upgrades, including device status lighting, an automated measurement hood
for added safety, and a selection of standardised calibration workflows. Each feature is tailored to streamline user interaction, as well as minimising manual handling while maintaining the highest accuracy standards.
Reliable all-rounders for every application
Fischer’s new systems cater to a range of applications. The XDAL is suited to electroplating, coating, and printed circuit board (PCB)
For more than 70 years, Helmut Fischer has been synonomous for reliability and performance.
Image: Lastek
The new features of Fischer’s latest XRF systems lie in their speed and precision. Pictured: XDAL.
industries, where multi-layer coatings and microstructural detail demand precise control. The XDV, meanwhile, is designed for industries such as semiconductor, energy, automotive, banking, customs, hallmarking, jewellery, and watchmaking – sectors that rely on accuracy at the micron level.
This versatility underscores Fischer’s longstanding reputation as a manufacturer of “reliable all-rounders” – instruments that perform with equal assurance across different environments and materials. For production engineers, quality managers, and researchers alike, the new systems combine the assurance of laboratorygrade analysis with the usability required for dayto-day operation.
The devices’ compact benchtop design means they integrate easily into existing production lines or laboratory setups. With enhanced automation and smart data handling, Fischer’s technology bridges the gap between industrial rigour and practical efficiency.
FISIQ X – the software behind the breakthrough
At the heart of this innovation is FISIQ X, XRF software that has an AI-supported spectrum mode. Built on improved algorithms, FISIQ X represents a fundamental shift in how
measurement data is processed and interpreted. For coating thickness measurement, the software calculates results up to six times faster than previous iterations. For material analysis, it delivers outcomes up to 13 times faster. Combined with Fischer’s high-end hardware, this shortens testing cycles while ensuring the precision synonymous with the brand.
The intuitive new interface provides a user experience designed for both seasoned technicians and newcomers. By embedding AI guidance and automation, FISIQ X reduces the learning curve associated with complex analytical instruments. It helps users set parameters, interpret data, and avoid common errors, ensuring consistently accurate results regardless of operator experience.
With AI taking an increasingly central role in industrial analysis, the company’s investment in smarter software reflects its commitment to staying ahead of evolving customer needs.
Measuring made easy – a legacy of precision
Founded in 1953, the Helmut Fischer Group has spent more than seven decades refining the art and science of measurement. Its mission – encapsulated in the motto “Measuring Made Easy” – has driven continuous innovation across
coating thickness, material testing, hardness measurement and elemental analysis. With 21 subsidiaries and more than 50 representatives worldwide, Fischer maintains close partnerships with its customers, ensuring tailored solutions and local support in most industrial markets. In Australia and New Zealand, that connection is represented through Lastek, a partner that provides local expertise, advice, and service for Fischer’s product range.
The XDV features a modern aesthetic and suite of practical upgrades.
Driving Industry 4.0 integration with data-led solutions
As manufacturing moves deeper into Industry 4.0, Central Innovation is reshaping how Australian and New Zealand businesses manage data.
For more than 35 years, Central Innovation (CI) has been a cornerstone of Australia and New Zealand’s design, engineering, and manufacturing sectors. Once known primarily as a value-added reseller, the company has evolved into a full-service data and software provider, focused on bridging the gap between engineering design and business operations.
Through its new Data Solutions Business Unit, CI is helping manufacturers unlock the potential of their most valuable asset – data. The unit forms part of the company’s strategic restructuring to respond to the challenges facing small- to medium-sized businesses, which make up 72 per cent of the ANZ manufacturing and engineering market.
“Central Innovation has restructured its business to capitalise on what we’re learning in our engagements with industry,” said Damien Davis, general manager at Central Innovation. “Small to medium businesses face challenges that are environmental, legislative, economic and skills-based, and we’ve designed our solutions to help them overcome these barriers.”
Connecting design to delivery
According to Davis, of 111,700 engineering and manufacturing businesses across Australia and New Zealand, only 21 per cent are currently using integrated MRP or ERP solutions. For the rest, disjointed systems create inefficiencies, duplication, and errors that slow production and
distort margins. CI’s new approach focuses on uniting these isolated systems and enabling realtime data to flow seamlessly across departments – from design to production, procurement, and finance.
At the centre of this effort is MaXXlink – CI’s intelligent CAD/ERP/PLM/MRP integration and bill of materials (BOM) automation tool. Acting as a bridge between design environments like SolidWorks and enterprise systems such as MYOB or Epicor, MaXXlink eliminates the need for manual data handling and ensures every stage of production is built on accurate, synchronised information.
“MaXXlink bridges the gap between CAD and ERP, integrating systems like SolidWorks Product
Through its new Data Solutions Business Unit, Central Innovation is helping manufacturers unlock the potential of their data.
Image: Panchenko Vladimir/shutterstock.com
The company’s newest offering, MaXXlink, exemplifies how CI is bringing Industry 4.0 capabilities to life.
Data Management with enterprise tools,” said Davis. “It removes manual processes and disjointed systems, ensuring accurate margins and mitigating risk by maintaining version control, part accuracy, and procurement confidence.”
CI’s transformation has been driven by a recognition that most small to medium enterprises (SMEs) in manufacturing still rely on fragmented, manual systems. This fragmentation not only affects operational efficiency but also hinders strategic decision-making and growth.
The company’s Data Solutions team applies its decades of engineering, design, and consulting experience to help businesses transition to unified digital systems. This includes bespoke systems integration, solution architecture, and data consulting designed to deliver complete visibility across operations.
“We’re saying to the market: with 35 years of experience in engineering, design, simulation and manufacturing, we can help you bring control and sovereignty over your most critical asset – your data,” said Davis. “By unlocking the value of that data across your systems, you can turn information into competitive advantage and tangible value for your customers.”
Helping SMEs harness Industry 4.0
The company’s newest offering, MaXXlink, exemplifies how CI is bringing Industry 4.0 capabilities to life. The software integrates disparate or siloed systems such as SolidWorks, Inventor, Epicor, and MYOB Advanced, transforming them into production-ready manufacturing BOMs. It automates the flow of validated data between departments, reducing human error and accelerating time to production.
The solution’s visual interface allows engineers to restructure assemblies, automate data transformations, and send approved BOMs to
procurement without rebuilding from scratch. With direct connectivity to purchasing workflows, businesses can make sourcing decisions based on accurate part lists, approved substitutes, and realtime availability.
“MaXXlink also acts as a risk mitigation tool, ensuring high confidence in BOM accuracy and costing for procurement,” Davis said. “It consolidates datasets within the CAD and ERP for seamless integration and full traceability from design to the factory floor.”
MaXXlink’s existence acknowledges that Industry 4.0 adoption has been uneven across Australia and New Zealand, with many smaller manufacturers citing cost, complexity, and a lack of skills as barriers. CI’s mission is to remove these obstacles by offering tailored digital transformation pathways that deliver measurable value.
Davis said that many technology providers focus on enterprise-scale clients, leaving smaller players struggling to access the same efficiencies. CI aims to close this gap by partnering directly with SMEs to deliver practical, scalable solutions that improve efficiency and competitiveness.
“Industry 4.0 initiatives are about unlocking efficiency, managing risk, and capitalising on technologies like AI and machine learning,” he said. “We’re focused on the small to medium sector –partnering with them to help define what the next three to fi ve years look like for their business, and how Central Innovation can be a trusted enabler on that journey.”
Over three decades, CI has built relationships with more than 10,500 customers across Australasia. This network gives the company unique insight into industry challenges and opportunities, as well as access to a broad ecosystem of partners and collaborators. Davis said this network plays a key role in CI’s long-term vision to support businesses with multi-partner solutions tailored to their needs.
The future of data-led manufacturing
CI’s evolution from software reseller to full-service solutions provider is illustrated by success stories such as Clutterbot – a start-up developing AIpowered household tidying robots. CI provided SolidWorks as the company’s main design platform and later supported it through MaXXlink integration, helping streamline production and inventory management.
“CI gave us a lot of support as we worked through the design process and technical challenges that naturally come with complex systems,” said Clutterbot production lead, Kimberley Attwell. “MaXXlink is one of the most useful tools I’ve seen for production – it was easy to implement, and their support was great.”
By integrating CAD and ERP systems via MaXXlink, Clutterbot was able to automate its BOM management and reduce the risk of missed design changes, saving valuable time and improving accuracy. The case highlights CI’s ability to deliver beyond software – offering consulting, integration, and ongoing support that transform the way manufacturers operate.
As the manufacturing sector continues to evolve under the pressures of digitisation, sustainability, and competition, Central Innovation is positioning itself at the intersection of technology and transformation. By aligning its expertise in design software with advanced data management and integration, the company is helping manufacturers compete on a global stage.
“Our goal is to partner with businesses on their digital transformation journey,” said Davis. “By combining our intellectual property, consulting expertise, and 35 years of industry experience, we’re empowering manufacturers to become smarter, leaner, and more resilient in an Industry 4.0 world.”
Image: Central Innovation
EVENTS IODS 2026
Western Australia’s moment: IODS 2026 unlocks strategic opportunity for Industry
In May 2026, Perth will host a defence and industry event that reflects the growing role of Western Australia as a launchpad for regional engagement, capability development, and workforce growth.
In May 2026, Perth will host a defence and industry event of national significance, one that reflects not only Australia’s evolving strategic posture, but the growing role of Western Australia as a launchpad for regional engagement, capability development, and workforce growth.
The Indian Ocean Defence & Security (IODS) 2026 Conference and Exhibition will take place from 26–28 May at the Perth Convention and Exhibition Centre, bringing together senior defence leaders, policymakers, and industry representatives to explore how Western Australia is enabling access to Australia’s most critical defence opportunities.
Presented by the Western Australian Government and Defence West with organiser AMDA Foundation, IODS 2026 offers more than insight, it offers direct engagement with the programs shaping national defence investment and regional security.
The event will feature three days of industry exhibition, with expanded floor space compared to the 2024 edition, allowing more organisations to showcase to domestic and international audiences. Exhibitors will have the opportunity to connect with decision-makers, procurement leads, and strategic partners across Defence, government, and allied industries.
At the heart of the program is the two-day IODS Conference, a forum curated by the Perth USAsia Centre and featuring keynote presentations
and expert panels. This cornerstone event will bring together influential voices from defence, government, industry, and academia, building on the legacy of previous editions that have hosted senior ministers, AUKUS leaders, and globally recognised policy experts.
Complementing the event is the IODS Careers Program, designed to support the growth of Future Force WA. This initiative connects students, veterans, and educators with real career pathways in defence and defence industry, offering hands-on experiences, professional development, and direct engagement with employers and training providers.
Together, these elements make IODS 2026 a comprehensive platform for industry engagement, one that reflects the scale, ambition, and strategic importance of Western Australia’s role in Australia’s defence future.
A strategic shift: WA at the centre of national defence
Australia’s National Defence Strategy places renewed emphasis on the Indo-Pacific and the Indian Ocean Rim, recognising the region’s growing complexity and strategic importance. At the heart of this shift is Western Australia whose geography, industrial base, and maritime infrastructure make it uniquely suited to support Australia’s defence ambitions.
The Indian Ocean Defence & Security (IODS) 2026 Conference and Exhibition will take place from 26–28 May at the Perth
WA is home to HMAS Stirling, the nation’s largest naval base now undergoing upgrades to support nuclear-powered submarine capability under AUKUS Pillar I. Nearby, the Henderson Precinct continues to evolve as a national hub for continuous naval shipbuilding and sustainment, including future surface combatants and support vessels.
The state also plays a critical role in Collins Class Submarine sustainment, maritime logistics, and operational readiness across the Indian Ocean region. These capabilities are not just strategic assets, they are active enablers of Australia’s defence posture.
IODS 2026: A platform for engagement and growth
Building on its legacy as a leading defence forum, IODS 2026 will reflect WA’s growing role in national defence delivery. The event will serve as a national focal point for engagement offering attendees a front-row seat to the programs shaping Australia’s future capability.
Key themes include:
• Regional Security – Australia’s strategic role in the Indo-Pacific and Indian Ocean Rim, with a focus on maritime readiness and multilateral cooperation.
• AUKUS – Submarine industrial base development in WA, Submarine Rotational Force (SRF)-West
Convention and Exhibition Centre.
Images:
integration, and collaboration on advanced technologies under Pillar II.
• Industrial Capability – Sovereign capability growth through shipbuilding, sustainment, guided weapons, and workforce development.
• Critical Minerals – WA’s role in extraction and supply of strategically important resources that underpin advanced manufacturing and emerging defence technologies.
and operate them. As WA leads the delivery of strategic programs, it is also shaping the workforce that will support them for decades to come.
At IODS 2026, workforce development will be a central focus, with a dedicated Careers Program designed to connect industry with the talent pipelines, training pathways, and research networks that underpin sovereign capability.
Whether you’re already working in defence or looking to enter the sector, IODS 2026 offers a direct pathway into the programs shaping Australia’s defence future.
MANUFACTURING SOFTWARE
Transforming quality on the shop floor
Minitab’s acquisition of Prolink is helping manufacturers replace manual processes with real-time quality insights.
For decades, Minitab has been known for bringing statistical innovation to manufacturing.
The company has long championed datadriven decision-making and has built a reputation for helping businesses move from intuition to evidence. That ethos is what drew Minitab to Prolink, a company with more than 40 years of heritage in automated data collection and shop-floor quality tools.
As Minitab explored Prolink’s technology and culture, the partnership quickly became more than a business arrangement. Together, the two organisations now deliver an integrated quality solution designed to help manufacturers digitise, automate, and modernise their processes.
“The first thing that caught our attention about Prolink was simple: they offer best-in-class automated data collection for inspection and measurement machines,” said Joshua Zable, chief financial and strategic planning officer at Minitab. “From the moment we started looking under the hood, we saw how Prolink could help our customers solve key challenges and elevate their quality initiatives.”
Prolink was founded more than 40 years ago by engineer Bruce Brigham and a small group of colleagues, later built into a trusted brand by his son, Jason Brigham, now president. During that same period, Minitab was growing its statistical software footprint. When the two companies began discussions in 2024, the mutual respect was already well established.
One of the outcomes of the collaboration has been the integration of Prolink’s SPC Office Pro with Minitab’s analytics suite. The result allows manufacturers to eliminate manual entry, connect measurement devices directly, and generate instant insights. This approach reduces the time between collecting measurements and acting on them.
“For years, Prolink’s ‘Part to Chart’ solution helped customers eliminate the tedious task of transferring data from equipment to spreadsheets to Minitab,” explained Zable. “What used to take hours now takes seconds – automating capability analyses, generating reports, and populating templates instantly.”
Prolink’s innovation extends beyond automation. Its QC Mobile platform enables engineers to share dashboards, alerts, and reports across the organisation in real time. Anyone, from plant operators to senior executives, can access live quality data directly on their devices – even by scanning a QR code at a machine. This transparency
bridges the gap between the shop floor and the boardroom, empowering faster, and more informed decision-making.
The partnership has been described as a cultural fit as much as a technical one. Both companies share a commitment to innovation and customer success, a synergy that has already led to collaboration with other Minitab acquisitions such as Simul8.
“Software companies are all about people,” said Jeff Slovin, CEO of Minitab. “That’s why we were so excited to welcome the Prolink team into the Minitab family. They bring not only incredible technology, but also decades of experience and a customer-first mindset that matches our own.”
Moving beyond paper and pencil
Despite the advances of Industry 4.0, many factories still rely on paper-based record-keeping. Studies suggest up to 79 per cent of factory workers continue to log quality checks manually. This not only introduces errors but also slows down production and makes compliance difficult. Minitab and Prolink argue that digital transformation often begins by addressing this outdated approach.
Manual records risk illegible handwriting, missing entries, and misplaced data. They delay insights and put businesses at risk of compliance failures. More importantly, they frustrate workers who would rather focus on higher-value tasks than filling out logs.
“Imagine doing your current job with pencil and paper,” Zable said. “Factory workers already
have high turnover rates. Why not differentiate your operation and increase their happiness quotient by eliminating manual tasks?”
Replacing paper with automated systems delivers clear benefits. Prolink’s tools allow for real-time data capture directly from Coordinate Measuring Machines (CMMs), Measurement gauges, and Programmable Logic Controllers (PLCs). This eliminates transcription errors and ensures complete, auditable records. Companies gain dashboards and alerts that deliver actionable insights instantly, making quality management proactive rather than reactive.
“By replacing pencil and paper with Prolink’s automated solutions, companies benefit from realtime monitoring, increased efficiency, and seamless compliance,” said Zable.
The high cost of slow data
Most organisations measure effectiveness and efficiency in terms of physical output, but when it comes to decision making, money talks. To provide a common business language, it is important that the effectiveness of processes be measured in financial terms.
The cost of quality is the costs incurred from failing to provide the required product in the most efficient and effective manner. And can be broken down into the cost of good quality (prevention and appraisal) and the cost of poor quality (internal and external). Investing in appraisals like production monitoring leads to a reduction in failure costs over time.
Minitab has acquired Prolink, a company with more than 40 years of heritage in automated data collection. Images: Minitab
Even when manufacturers do collect digital data, many still suffer from delays. Quality teams often wait hours or even days for reports, leaving them unable to spot problems until they’ve already produced defective parts. Slow data undermines competitiveness by creating rework, scrap, and lost time.
The reliance on spreadsheets, paper logs, and disconnected systems means insights often arrive too late. In some cases, a batch may already have shipped before deviations are noticed. According to Minitab, this is one of the most common and costly traps in modern manufacturing.
“Slow, outdated data does not just create frustration. It creates waste, risk, and costly mistakes,” said Bass Masri, Solutions architect at Minitab Pty Ltd. “When your data moves slowly, your entire operation slows down.”
Real-time Statistical Process Control (SPC) offers the antidote. By connecting measurement devices directly and monitoring processes live, manufacturers can catch deviations as they happen. Automated alerts ensure operators and supervisors know immediately if a process drifts out of spec.
“That is the difference between reacting to problems and preventing them entirely,” Masri explained. “When SPC is automated and real-time, you stop playing catch-up and start staying ahead.”
The bigger picture of quality Minitab’s view of quality extends beyond internal processes. The company stresses the importance of supplier quality programs, noting that poor inputs inevitably lead to poor outputs. In regulated industries like aerospace or medical devices, the production part approval process (PPAP) and supplier checks are mandatory, but many manufacturers remain inconsistent.
Minitab’s advice is to start simple. Acceptance sampling, combined with automated measurement and analysis, can quickly build confidence. Prolink provides the tools to capture and analyse data from incoming parts, while Minitab supports statistical sampling plans and capability studies.
“Mark Twain said it best: ‘The secret of getting ahead is getting started,’” said Zable. “Start small with sampling, then layer on analysis and capability studies. You’ll improve quality before production even begins.”
In industry jargon, “QA/QC” is often treated as a single discipline. Minitab stresses the distinction: Quality Assurance is about designing processes to prevent defects, while Quality Control is about catching them once they occur. Both are necessary, and both can be strengthened by data.
QA activities include training, auditing, and predictive analytics. QC involves inspections, testing, and analysis. Yet many organisations still focus heavily on QC while underinvesting in QA. The result is unnecessary risk and missed opportunities for prevention.
“Preventing defects is almost always more costeffective than catching them after production,” said Zable. “Too many companies with strong QC programmes aren’t paying enough attention to QA.”
Tackling the waste problem
Waste is one of the manufacturing industry’s most enduring challenges, manifesting across materials, time, energy, and labour due to a lack in tools to act decisively. From overproduction and excess inventory to idle equipment and underutilised talent, the causes are diverse. But perhaps the biggest issue is a lack of connected data. Without real-time visibility, teams operate reactively, making it almost impossible to prevent problems before they escalate.
“When complexity meets outdated tools, progress stalls,” said Masri. “Even the most skilled teams struggle to make headway when they’re working without real-time insights or automated support.”
Minitab positions itself as an enabler of waste reduction, offering manufacturers the means to monitor quality in real time, optimise processes, and predict failures. By centralising dashboards and applying machine learning models, companies can align teams from shop floor to C-suite, reducing rework and accelerating innovation.
“Although manufacturing waste is a trillion-dollar problem, it’s also a trillion-dollar opportunity,” said Masri. “By turning complexity into insight and insight into impact, Minitab empowers teams to improve quality and build a shop floor defined by continuous improvement.”
Building the factory of the future
Minitab and Prolink describe their vision not as a leap but as a progression. Manufacturers can start small with automated data collection and grow into predictive insights and plant-wide optimisation. The tools are designed to scale, and to be accessible not just to data scientists but to frontline teams.
This vision aligns with broader trends in manufacturing. Companies face pressure to reduce costs, cut waste, and improve sustainability. Achieving those goals requires both cultural and technological change. The acquisition of Prolink by Minitab aims to deliver both – technology that works seamlessly, and a mindset that values continuous improvement.
As Slovin put it, it comes down to people as much as software. With Prolink now part of the Minitab family, the company is betting on cultural alignment as the catalyst for lasting impact in manufacturing.
Prolink’s
Prolink’s tools allow for real-time data capture.
ENGINEERING FOCUS
Gold nanotech paves new path for ovarian cancer detection
A sponge-like gold nanoparticle platform could deliver faster, more accurate, and less invasive ovarian cancer diagnostics.
For University of Queensland (UQ) PhD researcher Javeria Bashir, materials science has always been more than a theoretical curiosity – it’s a means to solve real-world medical challenges. Her current research applies advanced nanomaterials to one of the toughest problems in women’s health: detecting ovarian cancer early. Motivated by personal experiences witnessing loved ones through the trauma of invasive biopsies and late-stage cancer diagnoses, Bashir’s work seeks to create diagnostic tools that are gentle, precise, and accessible.
Ovarian cancer, often called the “silent killer”, rarely produces clear symptoms in its early stages. Currently, there is no reliable screening test capable of consistently identifying it before it progresses. Biopsies remain invasive and stressful, and the lack of accurate, non-invasive alternatives delays crucial treatment. Bashir’s innovation aims to fill that gap by detecting cancer markers from small, easily collected bodily fluids such as urine, saliva, or blood – allowing women to be triaged earlier and more accurately.
Javeria and her team’s vision is to reimagine the diagnostic pathway. If successful, this innovation could reduce the need for invasive biopsies, speed up referrals for women at genuine risk, and give clinicians clearer, data-driven guidance – ultimately improving survival outcomes.
To eventually translate this innovation toward clinical use, Ms Bashir said extensive experimental optimization and clinical validation are still required before moving into large-scale manufacturing or commercialization. She hopes that, as the research matures, collaborations with industry and clinical partners could help scale production and integrate the system into diagnostic devices in the future.
“Our current focus is on strengthening the experimental foundation and validating the technology with larger patient cohorts,” she said. “In the long term, collaborations with industry will be essential for taking this kind of nanoparticlebased platform from academic research to practical diagnostic applications.”
The science behind the gold
At the heart of Bashir’s work lies Surface-Enhanced Raman Scattering (SERS) – a light-based technique capable of detecting weak chemical signatures from biological samples. The innovation comes
from her specially engineered mesoporous, or sponge-like, gold nanoparticles that amplify these signals to unprecedented levels. When a laser interacts with biomarkers near the nanoparticles, the light is scattered in unique “fingerprints” that reveal the presence of disease.
The porous architecture of these nanoparticles gives them a much larger surface area than commercially available nonporous gold particles. This design creates countless tiny pores that act as hotspots, intensifying the light and generating stronger signals. The result is a sensor platform capable of detecting even the faintest cancer biomarkers.
“Think of them like little antennas,” Bashir explained. “They capture and amplify light at the nanoscale, strengthening weak signals from cancer markers. This improves sensitivity – the ability to
detect cancer – and specificity, helps to distinguish between cancerous and non-cancerous signals.”
Working in collaboration with experts from UQ’s School of Mechanical and Mining Engineering, the Australian Institute for Bioengineering and Nanotechnology (AIBN), UQ Centre for Clinical Research (UQCCR) and the Centre for Extracellular Vesicle Nanomedicine, Bashir was able to fine-tune the nanostructure to maximise diagnostic performance.
Compact, accessible, and scalable
One of the most promising aspects of the technology is its accessibility. Rather than relying on bulky laboratory systems, the diagnostic process uses a simple sample tube and a handheld Raman spectrophotometer. The spectrophotometer is a portable device that reads the light signals
Javeria’s work surrounds spongelike, gold nanoparticles that amplify signals to detect ovarian cancer.
Images: UQ
generated by the gold nanoparticles. The simplicity of the setup makes it suitable for point-of-care testing, even in resource-limited or remote settings.
This approach means healthcare professionals could potentially screen for ovarian cancer in local clinics without needing specialised equipment or highly trained technicians. Bashir’s platform has already demonstrated 82 per cent sensitivity in confirming ovarian cancer and 98 per cent specificity in ruling it out. These results exceed many existing screening tools.
“Instead of needing large, expensive lab equipment, the test is quick, user-friendly, and doesn’t require highly trained staff – which means it could be used in local clinics, not just specialist hospitals,” she said.
Such accessibility could be life-changing for women in under-resourced areas who often face delays in diagnosis simply due to a lack of testing infrastructure.
From proof-of-concept to clinical translation
Bashir’s proof-of-concept studies have demonstrated that SERS-based detection can identify ovarian cancer biomarkers with high sensitivity and specificity using extracellular vesicles isolated from patient plasma samples. Although not yet compared head-to-head with current clinical blood tests, the early findings suggest a leap forward in non-invasive cancer detection.
The next steps are rigorous. To bring the technology into hospitals and clinics, Bashir and her collaborators will need to scale up testing with larger patient cohorts, conduct clinical trials, and meet regulatory standards. This is where collaboration becomes crucial.
Her research brings together the Mater Research Institute and the Oregon Health & Science University (OHSU) – two key partners that have provided ethically approved patient samples and clinical expertise. These collaborations ensure that the diagnostic design aligns with real clinical needs and patient realities.
“Collaboration has been central to this research,” Bashir said. “The OHSU team provided wellcharacterised plasma samples from women with confirmed ovarian cancer, benign conditions, and healthy controls, while Mater researchers offered clinical insights to help align our diagnostic approach with real patient needs. Together, we’re bridging the gap between materials science and medicine.”
Beyond its technical sophistication, Bashir’s project carries profound implications for healthcare equity. Ovarian cancer outcomes vary across regions, with rural and low-resource communities often suffering higher mortality rates due to late diagnosis. The portability, simplicity,
and affordability of her device could change that dynamic.
“Women in remote or under-resourced areas often face delays in diagnosis simply because advanced testing facilities aren’t available,” Bashir noted.
“Our technology is designed to be fast, portable, affordable, and could be used outside major hospitals – even in community health settings –helping reduce health inequity and potentially saving more lives through earlier detection.”
By removing the need for invasive biopsies or complex imaging, the technology offers a gentler and faster route to diagnosis. It’s a step towards a healthcare model where precision tools are not limited to large institutions but can be accessed wherever they’re needed most.
While the current focus is on ovarian cancer, the platform’s potential extends much further. The same nanoparticle-based approach could be adapted to detect biomarkers for other cancers or even infectious diseases – simply by changing the targeted biomarkers. This flexibility could open new frontiers in personalised and preventive medicine.
“The platform is versatile,” she said. “By changing
the biomarker we target, the same technology can be used for other cancers or even infectious diseases. That’s the exciting part of nanotechnology – it’s not limited to one condition.”
Reimagining personalised medicine
Looking ahead, Bashir envisions a healthcare landscape transformed by nanotechnology and biomedical engineering. Instead of a one-sizefits-all model, she imagines diagnostic devices capable of giving every patient accurate, real-time information about their health. This will, in turn, empower clinicians to tailor treatments accordingly. Her work, published in the journal Small, represents a crucial step toward that vision. By combining material science and biomedical engineering, Bashir’s sponge-like gold nanoparticles are a symbol of how technology can make healthcare more humane, equitable, and effective.
“My vision is for healthcare where a simple, portable device can give every patient accurate information about their condition – empowering doctors to tailor treatment and improving outcomes worldwide,” she said.
The innovation aims to detect cancer markers from small, easily collected samples such as urine, saliva, or blood.
University of Queensland (UQ) PhD researcher Javeria Bashir.
SIAA COMMENT
LISA VITARIS, DIRECTOR, IAC 2025 SYDNEY, SPACE INDUSTRY
Australian manufacturing takes off at the world’s leading space conference
Australian manufacturing took centre stage at the International Astronautical Congress 2025 in Sydney, showcasing the nation’s growing capability.
Australian manufacturing stood in the spotlight at the International Astronautical Congress (IAC) 2025, held in Sydney from 29 September to 3 October. As the world’s premier annual space event, IAC drew more than 7,400 attendees from more than 90 countries, alongside over 19,500 members of the public –and positioned Australian industry, particularly manufacturers, as key enablers of a fast-emerging global space economy. The event was organised by the International Astronautical Federation, hosted by Space Industry Association of Australia, and co-hosted by Australian Space Agency and NSW Government.
With a theme focused on “Sustainable Space: Resilient Earth”, this year’s Congress marked a pivotal moment not just for aerospace, but for Australian manufacturing’s role in orbit and beyond.
From launch pads to supply chains:
Australia’s
expanding space capability
Since IAC last landed on Australian soil in 2017 – when the Australian Space Agency was officially announced – the national space
sector has expanded. Today, with more than 800 space-capable organisations across the country, Australia has become a highly soughtafter partner in the global space ecosystem, particularly within the Indo-Pacific region. Australia’s geographic advantage continues to
be a strategic asset. The successful test flight of an Australian orbital rocket by Gilmour Space in July – with the next flight planned for 2026 – signals growing domestic launch capabilities. Meanwhile, Southern Launch’s Koonibba Test Range in South Australia is making history as the world’s first commercial site for space capsule returns, with two successful landings of Varda Space Industries’ in-orbit manufacturing capsules already completed. At IAC 2025, Southern Launch and Varda signed a contract for 20 more spacecraft returns, which is a big step forward for the Australian space ecosystem. These developments unlock opportunities in space-based manufacturing and re-entry logistics, placing Australian companies at the heart of a new industrial frontier.
Innovation at the intersection of space and manufacturing
Key Australian companies are already building the infrastructure of this next chapter. Gilmour Space Technologies, headquartered in Queensland, is developing Australian-made launch vehicles and satellite platforms, supported by a supply chain
The successful test flight of an Australian orbital rocket by Gilmour Space in July –with the next flight planned for 2026.
L-R Eric Lasker Chief Revenue Officer at Varda Space Industries, Lloyd Damp CEO of Southern Launch, and Enrico Palermo Head of the Australian Space Agency at the contract announcement at IAC.
Image: Gilmour Space
Images: SIAA
of more than 500 local manufacturers – from materials suppliers to precision engineering firms.
In New South Wales, Space Machines Company is preparing to scale satellite production at the Advanced Manufacturing Readiness Facility (AMRF), aiming to produce hundreds of satellites by 2030. In South Australia, Inovor Technologies, alongside government and industry partners, will deliver a sovereign Low Earth Orbit satellite from the Lot Fourteen innovation precinct by 2028.
Meanwhile, Waratah Seed, a New South Walesbuilt CubeSat mission, took home the SmallSat Mission of the Year award – widely regarded as the “Space Oscars” – further validating Australia’s growing credentials in space innovation.
These achievements directly align with the federal government’s Future Made in Australia initiative, which seeks to revitalise domestic industry through advanced manufacturing and sovereign capability.
New horizons for local manufacturers
Perhaps most significant for the broader manufacturing sector is the emerging demand for non-traditional space suppliers. At IAC 2025, many Australian manufacturers – from advanced materials and composites to robotics and electronics – discovered their products and processes are increasingly relevant to the demands of space missions.
One example is NH Micro, which began life as a watchmaking business – Nicholas Hacko Watchmaker – before evolving into a vertically integrated precision manufacturing facility over the past decade. Once it established that capability, it found it was directly transferable to ultra-high precision sectors – most interestingly,
space. The same skills required to build finely tuned mechanical watches – machining extremely small, precise, and complex components – are now being applied to space-grade parts.
NH Micro exhibited as part of the NSW Government stand at IAC 2025, gaining exposure to the global space community. The event provided the company with opportunities to reconnect with existing customers while generating leads with new ones – a clear sign of the growing demand for ultra-precision expertise in space hardware.
As demand for space-grade components, modular systems, and resilient supply chains continues to grow, Australian manufacturers are
well-positioned to diversify into this high-value, strategically important sector.
The Australian pavilion at IAC 2025 featured 150 exhibitors, with representation from seven out of eight states and territories. Australian researchers contributed 10 per cent of the event’s 4,100 technical papers, underlining the depth of local expertise and innovation.
The event delivered an estimated $47 million to the New South Wales visitor economy. Perhaps more importantly, it served as a launchpad for new partnerships, investment opportunities, and supply chain expansion across the manufacturing sector – marking a turning point for Australia’s industrial engagement with space.
Manufacturing’s role in Australia’s space future
IAC 2025 made one thing clear: space is no longer the exclusive domain of aerospace giants and government agencies. It’s a growth frontier for Australian manufacturers – from SMEs to major industrial players – ready to adapt and scale for a future beyond Earth.
As the space economy moves from exploration to commercialisation and industrialisation, Australia has the talent, infrastructure, and sovereign intent to lead. The foundations laid in launch capability, satellite design, and capsule recovery are only the beginning.
For manufacturers looking to future-proof their operations and tap into a sector expected to be worth over US$1 trillion by 2040, now is the time to engage.
Australia has arrived – not just as a space-faring nation, but as a space-manufacturing one.
NH Micro began life as a watchmaking business before evolving into a vertically integrated precision manufacturing facility.
Space Machines Company is preparing to scale satellite production at the Advanced Manufacturing Readiness Facility (AMRF) in NSW.
EVENTS: MEGATRANS 2026
MegaTrans sets direction for supply chains ahead
MegaTrans returns in 2026 to bring the freight and logistics sector together to explore growth, sustainability, digitisation, and collaboration.
Australia’s freight industry is standing on the threshold of a defining decade. Consumer demand is accelerating, infrastructure networks are under strain, and expectations around speed, transparency, and sustainability continue to rise. According to Infrastructure Australia, freight volumes are projected to climb by more than 26 per cent by 2050 – a statistic that highlights the urgency for coordinated planning, resilient infrastructure, and forwardlooking investment.
It is in this context that MegaTrans 2026 returns to Melbourne on 16–17 September, reinforcing its role as the country’s flagship freight and logistics showcase. Set at the Melbourne Convention and Exhibition Centre, the two-day event will not only highlight technologies and services but also provide a forum where operators, policymakers, suppliers, and innovators can confront the challenges shaping the future of supply chains.
At its core, MegaTrans is designed to close the gap between different players in the sector. While the trade exhibition will be extensive, the event is more than a marketplace – it is a collaborative platform
where diverse stakeholders can share perspectives, align priorities, and consider how to collectively strengthen Australia’s freight network.
Previous editions have underlined the show’s broad appeal, attracting major freight operators, start-ups, research organisations, and government agencies. This diversity ensures the event reflects the realities of interconnected supply chains, rather than isolating the discussion to one part of the industry.
Sustainability and digitisation at the forefront
Sustainability, once considered an optional extra, has now become a commercial and regulatory imperative. Businesses are under pressure from customers and regulators alike to reduce emissions, improve energy efficiency, and adopt circular economy models.
Exhibitors across the floor will present solutions targeting these priorities – from fuel-efficient transport and low-carbon energy options to waste reduction practices and platforms that strengthen environmental reporting.
Digitalisation will also be a major talking point. As
freight systems become more layered and dynamic, digital tools are critical for visibility, compliance, and service. Attendees can expect demonstrations of transport management systems, warehouse orchestration tools, and integrated real-time platforms that reduce manual intervention and unlock greater efficiency.
Artificial intelligence will feature prominently, with examples of AI-powered assistants, predictive analytics, and automated decision-making tools that are shifting from trial applications to everyday use. These technologies are being touted as game-changers for scalability, reliability, and cost reduction.
Conference insights and thought leadership
The event is not confined to product displays. A robust conference program will run alongside the exhibition, bringing together industry leaders, policymakers, and academics. The agenda will cover infrastructure investment, digital transformation, freight resilience, workforce skills, and automation in last-mile delivery.
Images: Prime Creative Media
MegaTrans 2026 comes at a time where Australia’s freight and logistics system is entering an era defined by complexity and expectation.
Sustainability will be woven throughout these discussions, with panels exploring the development of green freight corridors, net zero transition pathways, and strategies for balancing economic expansion with environmental stewardship. The mix of visionary dialogue and practical case studies is designed to help attendees translate ideas into workable solutions. Another notable feature of the event is the Careers Hub, which serves as a dedicated channel to connect students, graduates, and job seekers with employers across freight and logistics. With the sector facing ongoing talent shortages, the hub aims to support long-term workforce growth by offering newcomers a clear entry point and visibility of career pathways. This reflects the sector’s acknowledgement that technology alone cannot future-proof freight – people remain central to its success.
Opportunities for exhibitors and attendees
Exhibition bookings for MegaTrans 2026 are now open, with early participants benefiting from priority stand locations. For suppliers, service
providers, and technology developers, the show represents a direct pipeline to decision makers across road, rail, port, warehouse, and e-commerce operations. Past events have demonstrated its strength in facilitating commercial connections that span the full supply chain.
For visitors, the value is equally important. Delegates gain access not only to cutting-edge solutions but also to the strategic discussions shaping freight’s next chapter. With demand set to rise and networks under mounting pressure, understanding how to synchronise operations with innovation has never been more important.
The right timing for sector-wide dialogue
The timing of MegaTrans 2026 is particularly relevant. In the wake of years of global disruption, Australia’s supply chains are stabilising but still adapting. The next wave of investment and technology adoption will determine the system’s ability to scale with confidence. MegaTrans provides a timely venue to consider these issues collectively, ensuring
MegaTrans attracts major freight operators, start-ups, research organisations, government agencies and more.
the sector’s planning is both coordinated and future-focused.
Ultimately, the event is about more than showcasing technology or hosting panel sessions. It is about creating an ecosystem where policy, innovation, and practice converge – where the sector can collectively examine its challenges, identify opportunities, and chart the path forward.
Australia’s freight and logistics system is entering an era defined not just by scale, but by complexity and expectation. The questions now extend beyond how to move goods efficiently; they encompass environmental impact, digital integration, workforce resilience, and the agility to respond to shifting global trends.
MegaTrans 2026 offers the sector a platform to engage with these multifaceted challenges in a unified way. By providing visibility for solutions, a stage for strategic discussion, and a space for collaboration, the event will help shape the industry’s trajectory for years to come.
For operators, suppliers, technology providers, and government alike, the opportunity is clear: MegaTrans is where the future of freight in Australia is mapped, debated, and advanced.
The 2026 event will be anchored by the theme The Sustainable Supply Chain of the Future.
Alongside the exhibition, a robust conference program will bring together industry leaders, policymakers, and academics.
SEMMA leads manufacturing policy conversation
SEMMA calls for strategic investment to sustain the growth and economic output of South-East Melbourne.
The South - East Melbourne Manufacturers Alliance (SEMMA) is championing the region’s manufacturing prowess following the launch of the Deloitte Economics – GSEM: Australia’s Manufacturing Powerhouse Report. The report confirms the South-East of Melbourne as the nation’s largest manufacturing hub by workforce, output, and economic contribution.
The Deloitte report shows the Greater SouthEast of Melbourne (GSEM) manufacturing region outperforms its size on a per capita basis by nearly 60 per cent compared to Western Sydney, producing $89 billion in output from 3,801 manufacturing businesses employing 75,046 people. This equates to 27 per cent of Victoria’s manufacturing workforce and 35 per cent of the state’s total manufacturing output.
SEMMA CEO Honi Walker said the report is proof of manufacturing’s importance to the Victorian and National economy, and reinforcement that Victoria and the South-East of Melbourne is the manufacturing powerhouse of Australia.
“The highest number of manufacturers are located here, employing the most people, with higher economic output than our nearest rival,” she said. “The Greater South-East of Melbourne has been at the centre of manufacturing in this state for a very long time – and SEMMA will continue to advocate to ensure this region remains front and centre for all things manufacturing.
“We wear this badge with pride – SEMMA proudly
Image: SEMMA
SEMMA has advocated for manufacturers in the GSEM region for 22 years.
Image: stockphoto mania/stock.adobe.com
SEMMA co-hosted Senator the Hon. Tim Ayres at an Industry Roundtable in late September.
report shows the
represents Australia’s manufacturing powerhouse.”
SEMMA, which has advocated for manufacturers in the region for 22 years, co-hosted Senator the Hon. Tim Ayres at an Industry Roundtable in late September. During the event, SEMMA presented its Australian Manufacturing BLUEPRINT, demonstrating the sector’s readiness to set ambitious yet achievable GDP targets. SEMMA President Peter Angelico handed the BLUEPRINT to Minister Ayres during the launch event, emphasising the sector’s ambition.
“We’re not afraid to set targets – like 10 per cent GDP for manufacturing in fi ve years – and if our BLUEPRINT is implemented, it can be achieved,” he said.
To maintain and grow this status, SEMMA stresses the need for targeted infrastructure investment.
Walker identified the extension of Thompson’s Road as a vital project of growth for the Cardinia region. She said it will unlock the South-East employment corridor as well as freight and residential land, enabling connections to Gippsland, South Gippsland, and the Mornington Peninsula via EastLink, attracting businesses, investment, and jobs.
Other critical projects identified by SEMMA include the proposed Dandenong South Intermodal Freight Terminal, the Port of Hastings, and the proposed South-East Airport.
“These projects are the logical next phase
of infrastructure required to optimise current capabilities and continue the growth possible in this region,” Walker added. “We would like to see a commitment from State and Federal Governments for these projects to begin, as they align with Made in Victoria 2030, Victoria’s Industry Plan, and the Future Made in Australia initiative – offering ROI by enabling greater economic productivity into the future.”
While the Deloitte report positions SouthEast Melbourne as Australia’s manufacturing powerhouse, SEMMA emphasises that continued growth, investment, and government support are critical to retaining this crown.
A new
Greater South-East of Melbourne generates $89 billion in output from 3,801 manufacturing businesses employing 75,046 people.
Regional Skills: Where tomorrow’s workforce begins
WorldSkills Australia’s 2026 Regional Competitions will bring together thousands of young apprentices, trainees and students to showcase skills excellence and build the nation’s future workforce.
Across Australia, the demand for skilled talent has never been greater. Every industry from advanced manufacturing and construction to health, hospitality, and emerging technologies, is grappling with how to attract, train, and retain the people who will drive Australia’s future prosperity.
WorldSkills Australia sees the solution in action every day. Its mission is simple: to inspire, develop and celebrate skills excellence. One of the ways to achieve this is through regional competitions, which will return in 2026.
Every two years, more than 700 Regional Competitions are held in 34 regions across Australia. They test the skills and knowledge of 6000+ apprentices, trainees and students in more than 60 skill categories, who then have the chance to win gold, silver and bronze medals and the opportunity to potentially compete at the 2027 National Championships to be held in Adelaide, South Australia. WorldSkills Regional competitions will run across Australia from February to October 2026.
These competitions are the entry point for thousands of apprentices, trainees and students across the country. They provide an opportunity for young people to test their abilities against their peers, benchmark their progress, and discover the thrill of putting their skills on display. For many, it is the first step in a journey that leads to national recognition and, for a select few, the honour of representing Australia on the world stage.
But behind every competitor stands an industry partner, a business, an employer, a training provider, a mentor who has provided the guidance, tools and opportunities to make participation
possible. Regional competitions are not just about competitors; they are about industry coming together to support the next generation of talent.
For industry, the benefits are clear. Engaging with WorldSkills at the regional level means visibility among the cohort you will one day employ. It means contributing to a pipeline of skilled professionals who are job-ready and equipped with the resilience, problem-solving, and leadership qualities that competition fosters. And it demonstrates to your own workforce that you are committed to lifting standards and investing in the future of your sector.
As WorldSkills prepare for 2026, it is calling on
employers, training providers, and industry leaders to get involved. Whether through sponsorship, providing equipment, hosting events, or encouraging young people to compete, industry involvement is critical. Together, these parties have the potential to ensure that the skills developed in classrooms and workshops are celebrated and valued in workplaces and communities across the nation.
Skills are the foundation of Australia’s prosperity. By supporting regional competitions, industry has the chance to shape the workforce of tomorrow and to celebrate the extraordinary talent already in our midst.
Every two years, more than 700 Regional Competitions are held across Australia.
Images: WorldSkills Australia
BULK HANDLING EVENT
16-17 September 2026
EXHIBIT IN 2026. BE SEEN. BE HEARD. BE CHOSEN.
WELD COMMENT
GEOFF CRITTENDEN, CEO, WELD AUSTRALIA
Compliance isn’t red tape; it’s Australia’s competitive advantage
Weld Australia’s Geoff Crittenden speaks to how enforcing Australian Standards is the key to safer, more productive, and globally competitive industry.
If you build it right, you only build it once.
That simple truth sits at the heart of Australia’s productivity, safety, and sovereign capability. Yet too often we treat compliance with Australian Standards as an afterthought. A cost to be shaved, a box to be ticked, a PDF to be filed.
The consequences are real: unsafe structures, shortened asset life, avoidable re-work, and a domestic fabrication sector undercut by nonconforming imports. Compliance isn’t a bureaucratic burden. It is the bedrock of public safety and the foundation of a competitive, resilient industrial base.
The cost of non-compliance
We don’t have a shortage of rules; we have a shortage of enforcement. Across buildings and infrastructure, the National Construction Code and a raft of state technical specifications set clear performance expectations. But in practice, compliance is too often managed by paperwork rather than by welding engineers, inspectors and verifiers on the shop floor and the lay-down yard. The result? Projects that meet the letter of a contract but not the spirit, or the Standard.
Everyone in Australia’s welding and fabrication industry has seen versions of the same story: trusses delivered with non-conforming welds, imported steelwork painted over before rectification, bridges or roofs requiring premature remediation, and consumer products that should never have reached an Australian site or home. These aren’t anomalies. They are symptoms of a system that relies on selfdeclaration and after-the-fact litigation instead of up-front conformance and independent inspection. That approach is a false economy. Cutting corners during fabrication doesn’t make assets cheaper. It makes them more expensive over their lifecycle. A
footbridge designed for 50 to 100 years but delivered with non-conforming welds will not achieve its design life without expensive, unplanned maintenance. Those costs ultimately land with government owners and taxpayers. Meanwhile, the reputational damage lands with all of us: fabricators, engineers, and project owners alike.
A fair go requires a level playing field Australian fabricators operate to demanding Standards, and we should be proud of that. But when imported fabricated steel can enter the market at half the local price, with no robust, independent system to verify it complies with Australian Standards, we don’t have a market. We have a race to the bottom. Recent trade disruptions have only amplified the flood of low-cost, low-assurance imports seeking new destinations. Australia is an attractive target if compliance is assumed, not proven.
Let’s be clear: this isn’t about protectionism. It’s about public safety, whole-of-life value, and fair competition. Overseas suppliers should compete for Australian work, provided that they meet the same Standards, undergo the same certification and audit processes, and accept the same inspection regime before steelwork is erected or installed. That is how you deliver a fair go for Australian industry and genuine value for money for public and private owners.
We know what works
There are pockets of excellence to learn from. Government-managed projects delivered by road and rail authorities typically mandate rigorous technical specifications (for example, compliance with AS/NZS ISO 3834, AS/NZS 5131 and AS 4100), third-party certification and welding inspection.
Quality is high because the specification and the assurance are non-negotiable.
South Australia has gone a step further with its Master Specification ST-SS-S1: Fabrication of Structural Steelwork, which neatly integrates Australian Standards and quality systems, and sets additional requirements for overseas fabrication, including qualified supervisors, welder requalification, and inspection in Australia before assembly or erection.
If every state adopted an aligned, harmonised specification, and if the National Construction Code referenced those requirements, we would finally have a consistent compliance framework across the country.
Same rules. Same checks. For everyone.
Canada’s model points to a national solution
Other advanced economies around the world have already recognised that Standards without enforcement are just suggestions. Canada designates the Canadian Welding Bureau to certify both local and overseas companies to Canadian Standards and to underpin inspection regimes. The result is not a barrier to trade. It is a barrier to non-conformance. Australia should do likewise. Weld Australia proposes a National Fabrication Authority (NFA).
The NFA would be an independent, not-for-profit certification and inspection body tasked with verifying compliance to Australian Standards for all fabricated steel, whether it’s produced in Dubbo or Da Nang.
The NFA would certify companies to the relevant Standards, audit welding systems and personnel, and mandate inspection of imported fabricated steel before any piece is bolted up or welded in-situ.
Working alongside state regulators, it would provide authenticated conformance reports, enabling enforcement action where required. Seed funding would be modest, with the NFA becoming self-sustaining within three years. Any surplus would be reinvested for the benefit of industry.
This is not new bureaucracy. It is targeted capability: the “policeman” our system currently lacks.
Compliance drives productivity
There’s a tendency to frame Standards as friction. Good Standards and credible conformity assessment are productivity tools. They reduce re-work, compress risk contingencies, and increase first-time-right delivery. They allow owners to buy on value, not just price. They give Australian fabricators confidence to invest in people, procedures and plant because they know they won’t be undercut by non-conforming product. They strengthen our capacity to export high-value fabricated steel, because the same systems that assure domestic quality are the ones foreign buyers rely on.
Compliance isn’t the enemy of innovation either. Manufacturing is the most innovationintensive sector in the economy. You cannot be an innovation leader with a hollowed-out industrial base. Enforcing Standards is a necessary precondition for the advanced, digitally enabled fabrication we all want to scale.
What needs to happen now
We don’t need to rewrite every law in the land. We need to join up good policy that already exists and give it teeth.
Harmonise procurement: Incorporate the key elements of South Australia’s ST-SS-S1 across the National Construction Code and all state specifications for fabricated structural steel. Make compliance verifiable, not declaratory.
Establish the National Fabrication Authority: Empower an independent body to certify companies in Australia and overseas to Australian Standards and to inspect fabricated steel prior to erection.
Specify quality systems: Mandate AS/NZS ISO 3834, AS/NZS 5131 and AS 4100 for all structural steelwork, with qualified welding supervision and periodic welder re-qualification for overseas work.
Inspect imports at the gate: Require inspection of imported fabricated steel in Australia before assembly. If it doesn’t comply, it doesn’t proceed. Align incentives: Ensure procurement policies value compliance and whole-of-life performance. Disallow practices that treat “lowest upfront cost” as a proxy for value, especially where conformance evidence is weak.
None of this infringes Australia’s World Trade Organisation (WTO) commitments. On the contrary, the WTO’s Technical Barriers to Trade framework anticipates legitimate national requirements for technical regulations, standards and conformity assessment to protect public safety and support national interest. Our current approach (faithful to the letter of free-trade ideals while neglecting enforcement) has made our market a soft target for non-conforming imports. We can, and must, do better.
A national interest test for steel
Steel fabrication underpins everything from bridges and stadiums to defence and energy
projects. In a geopolitically uncertain world, the capacity to fabricate to Standard at home is a strategic capability, not a nice-to-have. When nonconforming work slips through, we don’t just risk accidents; we erode trust, waste public money, and crowd out the very firms we will depend on when supply chains tighten.
Compliance to Australian Standards is the fairest, fastest path to rebuild capability. It protects the public, levels the playing field, and restores confidence that what we design is what we get.
Minister Ayres: your leadership can make this happen
This is a moment for practical nation-building. With leadership from the Hon Tim Ayres, Minister for Industry and Innovation and Minister for Science, and collaboration with state governments, regulators and industry bodies, we can put in place a harmonised, enforceable compliance regime that works for everyone: owners, builders, governments, fabricators and the public.
Industry is ready to do its part. But without state and federal government backing, the best specification sits idle, and the best intent goes unenforced. We need a policeman. We need a mandate. And we need it now.
If we want safe bridges, durable assets and world-class defence projects – built in Australia, by Australian companies, to Australian Standards – then state and federal governments must support the system that guarantees it. Back the model, fund the authority, and let’s give Australians the quality, value and security they deserve.
Crittenden said a unified, enforceable compliance system would benefit owners, builders, governments, industry, and the public.
EVENTS: BULK 2026
Solving the biggest challenges at BULK2026
BULK2026 will be the meeting point for senior engineers, operators, procurement managers, contractors, researchers, and global specialists.
Australia’s bulk handling industry is set to converge at BULK2026 to tackle operational, environmental, and technological challenges.
From agriculture and mining to ports and construction, Australia’s bulk handling industry is vast, diverse, and vital. At first glance, these industries may look worlds apart, but they share a common thread: the need for reliable bulk systems – conveyors, hoppers, silos, drives, and dust control solutions – that keep materials moving and the economy powering forward.
Yet, bulk handling experts face and solve challenges as big as its scale. Port congestion and aging infrastructure are straining operations, with key export terminals struggling to keep up with demand and maintenance backlogs increasing. Rising operating costs and tighter environmental regulations are adding further pressure, prompting operators to seek more efficient, sustainable solutions. Many are turning to automation and AI to keep ahead.
That’s why on 16-17 September 2026; the Bulk Handling Technical Conference & Expo (BULK2026) will gather the entire industry under one roof at the Melbourne Convention and Exhibition Centre. As Australia’s only dedicated bulk handling event, it’s the ultimate place to see new technologies, find solutions to real-world challenges, and connect with the people driving the industry forward.
BULK2026 will be the meeting point for senior engineers, operators, procurement managers, contractors, researchers, and global specialists. The show floor will feature the latest equipment, from
conveyors and motors to weighing systems, dust control, and container tipplers, while the technical conference, curated by the Australian Society for Bulk Solids Handling (ASBSH), will explore industry challenges like workforce shortages, sustainability, and digital transformation.
Visitors can also look forward to networking events that bring together industry leaders, innovators, and decision-makers from across the bulk handling and logistics sectors. These events provide the perfect opportunity to build valuable connections, share insights, and spark new collaborations.
“BULK2026 is designed to give suppliers direct access to the industry’s most influential decision-
makers,” said Siobhan Rocks, general manager of events at Prime Creative Media. “It’s about forging connections that lead to real business opportunities.
“This, coupled with our technical conference, will leave attendees with real-world knowledge they can apply to boost safety, efficiency, and performance in their operations.”
Don’t miss your chance to be at the heart of Australia’s bulk handling industry by securing your exhibition space at BULK2026 today and connect with the innovators, decision-makers, and partners shaping the future of bulk handling.
For more information, please visit https://bulkhandlingexpo.com.au/getinvolved/
BULK2026 is the ultimate place to see new technologies, find solutions to challenges, and connect with the people driving the industry forward.
Images: Prime Creative Media
MA LINK
MaXXlink is an intelligent solution that unites CAD and ERP systems, closing the critical integration gap that slows manufacturing output and creates risk.
Unlike generic connectors, MaXXlink is purpose-built for manufacturing and engineered to integrate disparate or siloed environments—such as SolidWorks, Inventor, Epicor, and MYOB Advanced—without disrupting established workflows. It transforms engineering BOMs into fully validated manufacturing BOMs with precision, speed, and complete traceability.
Purpose-built for Australian manufacturing environments:
Visual BOM Interface — Restructure assemblies with drag-and-drop speed
CAD to E-BOM Conversion — Native compatibility with SolidWorks and Inventor
E-BOM to M-BOM Mapping — Get from design to production-ready structures in minutes
Pull non-modelled parts from your ERP — Drag and drop these parts with full traceability
Local ERP Integration — Works with Epicor, MYOB Advanced, and custom systems
Full Change Control — Built-in version tracking, approval workflows, and audit trails