MAGAZINE
| MAY/JUNE 2024

Euromel® Melamine - the leading and most advanced technology for the production of high-quality melamine used in wood-based products, laminates, moulding compounds and fire-extinguishing foams in the last 40 years.
Delivers high purity, high consistency melamine with total zero pollution (TZP) with extremely lower energy consumption using 30% lesser steam import and 20% lower fuel utilisation than the closest competitor.
Euromel® Melamine Process is now used in 28 plants worldwide, accounting for more than 8 million tonnes of melamine produced cumulatively, making it the most traded and widely used melamine worldwide.











32 Enhancing Sustainability In The Phosphate Industry
James Byrd, JESA Technologies, USA, discusses the management of fluorine in phosphoric acid plants.
10 Analysing The European Fertilizer Industry
Contributing Editor, Gordon Cope, discusses the innovative nature of the European fertilizer sector and why it seems set to thrive over the coming decade.

15 Producing Fertilizer Fit For The Long Haul
Barbara Cucchiella, Ahmed Shams, and Branislav Manic, Stamicarbon, the Netherlands, consider how new granulation technologies could result in a more premium end product that can better withstand challenging storage and shipping conditions.
19 Reaching New Levels
Christian Keon, Nanoprecise Sci Corp., Canada, discusses how operational efficiency and reliability in fertilizer production can be enhanced with the help of advanced technologies.
24 Buffered Heat Exchangers For Safe Cooling
Alexandre Rossi, Breno Avancini, Laura Borges and Victor Machida, Clark Solutions, Brazil, examine how mindful and considered heat exchanger design could be the key to preventing dangerous chemical reactions and increasing fertilizer plant safety.
29 Navigating The Future
Pratibha Pillalamarri, Aspentech, USA, discusses how fertilizer companies can enhance asset integrity and plant reliability.

37 Striving For Efficient Recycling Solutions
Johannes Buchheim, Glatt Ingenieurtechnik, Germany, explains how innovative technologies can help to overcome the challenges of phosphorus recycling and contribute to a more sustainable circular economy.
42 Phosphate Technology For A New Era
Evgeny Fedoseev and James Samuelson, Novaphos Inc., USA, outline a new economic and sustainable approach to effectively deliver high quality phosphate for the fertilizer market.
46 Improving Efficiency Sustainably
Phospholutions Inc, USA, discuss how the efficiency of phosphorus fertilizer can be enhanced in order to make its application more sustainable.


50 Reducing Response Time In Fertilizer Production
Lucas de Clercq, Alsys International BV, the Netherlands, considers the opportunity for faster and more accurate factory data acquisition and explores its potential impact on the fertilizer industry.
53 Moving Online
Alexander Baryshnikov and Mindaugas Dailide, Lyncis, Lithuania, outline safe and cost-effective techniques for online elemental analysis in fertilizer production.
58 All In Good Sense
René Braun, Grandperspective, Germany, explains how intelligent ground-based remote sensing systems can bring both safety and environmental protection to fertilizer manufacturing.
64 No Place Like Dome
Rebecca Long Pyper, Dome Technology, USA, outlines the benefits of domes for fertilizer storage, including structural longevity, handling options and customisation.
68 The King Of Chemical Elements
AK Tyagi, Nuberg Engineering Ltd., India, examines the role of sulfur in modern society and its significance for the fertilizer industry.




































































































































ASME PCC-2 Compliant Heat Exchanger Tube Plugging System
Trusted by fertilizer plants around the world as their go-to solution for heat exchanger tube leaks, Pop-A-Plug Tube Plugs from CurtissWright are engineered for optimal performance throughout the life cycle of equipment. Controlled hydraulic installation eliminates welding and time-consuming pre-/post-weld heat treatments that can cause damage to tubes, tube sheet ligaments, and joints.
• Simple hydraulic installation − no welding
• Helium leak tight seal to 1x10 -10 cc/sec
• 100% Lot tested to ensure unmatched quality
• Pressure ratings Up to 7000 PsiG (483 BarG)
• Wide range of sizes and ASME/ASTM certified materials available




MANAGING EDITOR
James Little james.little@palladianpublications.com
SENIOR EDITOR
Callum O’Reilly callum.oreilly@palladianpublications.com
DEPUTY EDITOR
Emily Thomas emily.thomas@palladianpublications.com
EDITORIAL ASSISTANT
Jack Roscoe jack.roscoe@palladianpublications.com
SALES DIRECTOR
Rod Hardy rod.hardy@palladianpublications.com
SALES MANAGER
Ryan Freeman ryan.freeman@palladianpublications.com
PRODUCTION
Iona MacLeod iona.macleod@palladianpublications.com
ADMINISTRATION MANAGER
Laura White laura.white@palladianpublications.com
EVENTS MANAGER
Louise Cameron louise.cameron@palladianpublications.com
DIGITAL EVENTS COORDINATOR
Merili Jurivete merili.jurivete@palladianpublications.com
DIGITAL CONTENT ASSISTANT
Kristian Ilasko kristian.ilasko@palladianpublications.com
DIGITAL ADMINISTRATION
Nicole Harman-Smith nicole.harman-smith@palladianpublications.com
Palladian Publications Ltd, 15 South Street, Farnham, Surrey GU9 7QU, UK Tel: +44 (0) 1252 718 999 Website: www.worldfertilizer.com
World Fertilizer Subscription rates: Annual subscription: £50 UK including postage £60 overseas (postage airmail) Two year discounted rate: £80 UK including postage £96 (postage airmail).
Subscription claims: Claims for non receipt of issues must be made within 3 months of publication of the issue or they will not be honoured without charge.
Applicable only to the USA & Canada: World Fertilizer (ISSN No: 2398-4384, USPS No: PENDING ) is published 8 times a year by Palladian Publications Ltd GBR and distributed in the USA by Asendia USA, 701 Ashland Ave, Folcroft PA. Application to Mail at Periodicals Postage Prices is pending at Philadelphia, PA and additional mailing offices. POSTMASTER: send address changes to World Fertilizer, 701 Ashland Ave, Folcroft, PA. 19032.

Writer, historian, broadcaster, and all-round national treasure, Sir David Attenborough, not only saw in his 98th birthday this month, but also celebrated a milestone 70 years on our screens, having captivated audiences through his boundless exploration of our planet and the creatures that inhabit it. The celebrations are a reminder of just how far-reaching Attenborough’s influence has been. With a host of plant and animal species having been named in his honour, including the ‘Attenborosaurus’ and the ‘Attenboroughi’ butterfly, and a Guiness World Record and a knighthood to add to his list of accolades, Sir David has well and truly earned his reputation as a spokesperson for conservation and a leader in the fight against climate change.
Back in 2019, at a screening of the BBC nature series, Seven Worlds, One Planet, Sir David offered his advice to a five-year old child who asked what he could do to save the planet. “Don’t waste electricity, don’t waste paper, don’t waste food. Live the way you want to live but just don’t waste. Look after the natural world, and the animals in it, and the plants in it too. This is their planet as well as ours. Don’t waste them,” Attenborough said.1
Five years on, Attenborough’s words carry more weight than ever. Currently, a staggering 2.12 billion tons of waste are generated globally every year. Food waste makes up a hefty 1.3 billion tons of this waste, which is equivalent to around three trillion meals.2 Alarmingly, in 2022, Tesco reported that forgotten food was costing families approximately £800 annually, labelling Britain a nation of ‘dinner binners’. Waste in every capacity is a social, humanitarian, environmental and financial problem, and its reduction is vital across all sectors; the fertilizer industry is no exception.3
The process of fertilizer production is notoriously energy-intensive and both heat and energy are by-products which often go to waste. It is refreshing, however, to see several key producers becoming more innovative in utilising waste, to enhance both plant efficiency and sustainability.
Alfa Laval’s system upgrade for Kemira’s sulfuric acid plant in Helsingborg, Sweden, is one shining example. The heat generated in the plant’s absorption and drying circuits using the old direct cooling system was simply emitted into the sea next to the plant. A full reconstruction of the cooling system was performed, using plate heat exchangers in a closed loop cooling circuit. Heat could then be recovered to use for the district heating network, resulting in economic and sustainability gains. The project produced annual savings of 240 GWh and covered 25% of the city’s heating needs and all domestic hot water in the summer months.4
As part of the EU’s ambition to become carbon-neutral by 2050, carbon capture, storage, utilisation and reuse offers another opportunity for innovation. Yara appears to be a step ahead of the curve, with its clean ammonia initiative designed to capture 800 000 tons of CO2. Carbon is then liquefied, loaded onto ships, and subsequently locked away below the seabed in Norway. Earlier in the year, Linde Engineering also signed a contract with Yara to build a CO2 liquefaction plant in the Netherlands adjacent to the company’s ammonia plant.
Navigating waste management and utilisation is a recurring theme in this issue of World Fertilizer; Stamicarbon discusses its granulation process which incorporates acidic scrubbing for ammonia capture and avoids disposal streams entering the atmosphere (p.15). Nanoprecise also considers how energy wastage stemming from minor faults in engines and motors could be mitigated (p.19), and both JESA and Novaphos examine the possibility of by-products and co-products of fertilizer production being utilised in other industries (p.32 and p.42). There is always potential for further action and innovation in this sphere, but the industry has certainly put its best foot forward on the journey to minimising environmental damage, maximising efficiency and promoting sustainable development.
*References are available on request.





In Astana, EuroChem has signed an agreement with China National Chemical Engineering Co. (CNCEC) for the design, construction and commissioning of a chemical complex in Janatas, Jambyl Region, Kazakhstan. CNCEC is a global provider of industrial engineering technologies with 70 years of experience in constructing petrochemical facilities.
The combined total investment to date and planned CAPEX will exceed over US$1 billion, and the project is included in the Integrated Kazakhstan Industrialization Roadmap.
During Phase I, a phosphate mining complex was built and commissioned. As part of Phase II, a contract has been signed and the company has started construction of a sulfuric acid facility to be commissioned in 2026. Following the realisation of Phase III, in 2027, the group will launch a chemical complex.
“The total annual output will exceed 1 million tpy of mineral fertilizers and associated industrial products. The products from the new complex will be in high demand in Kazakhstan and other Central Asian countries, as well as in China, Russia and European countries,” said EuroChem Group President, Oleg Shiryaev.
The new plant’s unique technology will enable it to avoid phosphogypsum waste, common in such operations, replacing it with eco-friendly synthetic gypsum and calcium chloride – by-products used in construction materials and as reagents for road construction, coal and hydrocarbon industries.
FertigHy is set to build its first factory in the Hauts-de-France region in Northern France. The €1.3 billion CAPEX investment build is expected to be in operation by 2030 and will produce low-carbon fertilizers. The production process will use renewable and low-carbon electricity to produce hydrogen, a substitute to imported natural gas. FertigHy will receive support from the French government to assist its kickstart operations in France. The announcement was made at the Choose France Summit, hosted by Emmanuel Macron, President of France.
The agriculture sector alone is responsible for more than 10% of the EU’s total greenhouse gas emissions, with European farmers using over 11 million tpy of nitrogen fertilizers. The European Commission has identified the energy-intensive sector as key for decarbonisation, supporting the transition to low-carbon, affordable alternatives which are produced locally.
Backed by its founding investors, EIT InnoEnergy, RIC Energy, MAIRE, Siemens Financial Services, InVivo, and HEINEKEN, FertigHy plans to build, own and operate several large scale fertilizer factories across Europe producing cost-competitive, low-carbon fertilizers for European farmers – starting in France.
José Antonio de las Heras, CEO of FertigHy, said: “A long-standing agricultural base and strong governmental support were principle triggers for FertigHy to choose Northern France to develop its first fertilizer manufacturing plant. Running on renewable and low-carbon electricity, this plant is a decisive step towards the production of European-made fertilizers and towards reducing imports of mineral nitrogen fertilizers. FertigHy will therefore contribute to the decarbonisation of French agriculture, where fertilizer production and use currently account for 30% of the sector’s total greenhouse gas emissions.”
Roland Lescure, Deputy Minister for Industry and Energy of France, commented: “We’re delighted to confirm the commitment of the French state for helping FertigHy to set up its first industrial facility in France. This project is undoubtedly a unique opportunity for France and its agriculture. This project represents one additional step towards the industry’s decarbonisation and strengthens Europe’s sovereignty in this sector. Choosing our country for the building of this first facility is further proof of France’s appeal.”
Laurent Saint-Martin, CEO of Business France, added: “We welcome the establishment in France of this first low-carbon fertilizer production plant, supported by our teams. This investment demonstrates our commitment to promoting an industry with a reduced carbon footprint and contributes to building a sustainable future for all.”
Construction of the factory will begin in 2027. Once complete in 2030, the plant will bring 250 direct jobs to the area and deliver 500 000 t of low-carbon nitrogen-based fertilizer annually, which equates to around 10% of France’s agricultural sector’s consumption. A second FertigHy factory is planned to be built in Spain and will become operational soon after the French one.

USA Agrimin signs binding offtake agreement with Gavilon Fertilizer

Minbos provides phosphate fertilizer project update
Yara International and Kongsberg Digital enter collaboration on digital twin technology
Reward Minerals is granted Carnarvon Potash Project licence thyssenkrupp Uhde and Johnson Matthey sign MOU to offer blue ammonia solution Visit our website for more news: www.worldfertilizer.com
Agrimin has announced that it has signed a binding offtake agreement with Gavilon Fertilizer, for the supply of 50 000 tpy of SOP produced from the Mackay Potash Project for sale and distribution in the US.
Gavilon is a leading wholesaler of NPK bulk blending grade fertilizers and has one of the largest distribution systems throughout major agricultural growing areas across the US, including on railroads, rivers and ports. Gavilon imports and manages a wide portfolio of essential plant nutrition products, soluble fertilizers and enhanced efficiency fertilizers in bulk.
Agrimin has now secured offtake agreements for a total of 315 000 tpy of SOP, representing 70% of the Mackay Potash Project’s planned production capacity of 450 000 tpy. In May 2021, Agrimin signed a 10-year binding offtake agreement with Sinochem Fertilizer Macao Ltd for the supply of 150 000 tpy and, in January 2022, Agrimin signed a seven-year binding offtake agreement with Nitron Group, LLC for the supply of 115 000 tpy.
Mark Savich, CEO of Agrimin said: “Gavilon is another Tier 1 offtaker for Agrimin and we look forward to partnering with them to successfully market and sell Agrimin’s low carbon, organic SOP throughout the US.”
Cinis Fertilizer has started up the production of mineral fertilizer potassium sulfate at its first production facility in Örnsköldsvik, Sweden.
With a fossil-free production method, they are the first in the world to produce an environmentally-friendly potassium sulfate with a low carbon footprint using industrial waste products as one of the inputs.
Just over a year ago, in mid-February 2023, ground was broken for Cinis Fertilizer’s first production facility for circular and environmentally-friendly potassium sulfate in Köpmanholmen, just outside Örnsköldsvik. Now, 15 months after the ground-breaking, Cinis Fertilizer has started up the production.
“This is a green industrial project that has been realised in record time. In the coming weeks, we will now gradually increase production and we expect to have full production for 2H24. This means that we will contribute to reducing the carbon footprint from agriculture already this year,” said Jakob Liedberg.
“I would like to extend a big thank you to all the employees and partners who worked hard to build and put into operation a brand-new production facility in a remarkably short time. The fact that we in all essentials managed to keep the very tough schedule is an outstanding achievement and without your efforts this would not have been possible,” continued Jakob Liedberg.
Cinis Fertilizer’s production facility in Örnsköldsvik is built for a production capacity of 100 000 tpy of potassium sulfate. All potassium sulfate from the production facility in Örnsköldsvik will be delivered to the Dutch fertilizer producer Van Iperen International. The first delivery to Van Iperen International is planned for 2Q24.
• ONE-STOP-SHOP

Our compact, modular green ammonia plant technology is a comprehensive, sustainable, and economical solution that can significantly boost local production. Use renewable energy sources to create ammonia right where it’s needed most. Ready to build your own future-proof and carbon-free ammonia plant? Start small to create a big impact at www.stamicarbon.com.
• CARBON-FREE PRODUCTION
• COMPETITIVE CAPEX
• COMPACT & TAILOR-MADE DESIGN
• PROVEN TECHNOLOGY
ACHEMA 2024
10 – 14 June 2024 Frankfurt, Germany achema.de/en
Turbomachinery and Pump Symposia 2024
20 – 22 August 2024 Texas, USA tps.tamu.edu
AIChE 2024 Annual Safety in Ammonia Plants and Related Facilities Symposium 09 – 12 September 2024 California, USA
aiche.org/conferences/annualsafety-ammonia-plants-andrelated-facilities-symposium/2024
INDIA Yara Clean Ammonia and Greenko ZeroC sign term sheet for supply of renewable ammonia from AM Green’s production facility
Yara Clean Ammonia and Greenko ZeroC have signed a term sheet for supply of renewable ammonia from Phase 1 of AM Green’s ammonia production facility in Kakinada, India.
This term sheet and the subsequent offtake agreement covers the long-term supply of up to 50% of renewable ammonia from Phase 1 of AM Green’s ammonia production facility in Kakinada. The plant will produce, and export renewable ammonia derived from round-the-clock carbon free energy by 2027.
Renewable ammonia and other sustainable fuels from AM Green’s platform will be compliant with EU RFNBO and Renewable Energy Directive requirements. For Yara Clean Ammonia, the renewable ammonia supply will contribute to produce low-emission fertilizer and for decarbonising other industries like shipping, power and energy intensive industries.
Mahesh Kolli, President of AM Green, said: “We are delighted to partner with Yara Clean Ammonia to propel the transformation of various industries and several OECD economies. Continuous focus on innovation combined with execution reinforces AM Green’s leadership position as a global clean energy transition solutions platform for low-cost green molecules such as hydrogen, ammonia, fuels and other chemicals.”
Hans Olav Raen, CEO of Yara Clean Ammonia, added: “The AM Green Kakinada project expands our portfolio of ammonia produced with renewable energy and consolidates Yara Clean Ammonia’s position as a reliable supplier of low-emission ammonia to established and emerging markets like fertilizer production, cracking of clean ammonia to hydrogen, shipping fuel, power generation and other industrial applications.”
ANNA 2024
29 September – 04 October 2024 Montréal, Canada annawebsite.squarespace.com
IMI is launching its first control valve for urea plants, which is set to be installed at one of the major fertilizer plants in the MEA region for the first time later this year.
The newly designed urea valve draws on IMI’s experience in designing, installing and maintaining valves in power plants and oil and gas refineries, as well as extensive engagement with the industry. The valve is a product of IMI’s Growth Hub innovation engine, which aims to accelerate the development of new products in collaboration with customers.
YKNOW2024
28 October – 30 October 2024 Texas, USA yokogawa.com
The fertilizer industry faces wide ranging challenges such as gland leakage, corrosion and erosion of valve internals, as well granulation at lower fluid temperatures. Additionally, the flashing liquid is a particular challenge for the design of urea valves because it impinges on the body or trim parts at higher velocities due to changes in fluid phases.
IMI’s solution features an angle over-the-plug configuration with its straight outlet for the flashing fluid, while a rapid increase of the flow diameter downstream where the fluid expands avoids flashing damage downstream of the valve.
As well as being designed to withstand highly corrosive urea with no dead zone in the body, the valve has been designed with ease of maintenance in mind, featuring a split body and integral bonnet.
Contributing Editor, Gordon Cope, discusses the innovative nature of the European fertilizer sector and why it seems set to thrive over the coming decade.
Over the last several years, Europe has been beset by multiple challenges, including the Ukraine war, sanctions against Belarus, pipeline sabotage and high gas prices. Each has had a profound effect on the fertilizer market, with far-reaching consequences.
Prior to 2021, the EU produced approximately 13 million tpy of nitrogen fertilizers, 2.9 million tpy of potash and 2.2 million tpy of phosphate products, while consuming 11.2 million tpy of nitrogen, 2.6 million tpy of

potash, and 2.6 million tpy of phosphates. While the numbers look fairly well balanced on paper, the equation concealed a vulnerability; around 8 million tpy of fertilizers were being imported from Belarus, Russia and the Ukraine.
Without a doubt, the major geopolitical events impacting potash in Europe have been the international sanctions imposed against Belarus in 2021, and the invasion of

Ukraine by Russia in 2022. Both Belarus and Russia were major potash exporters, but the restrictions have crippled their domestic sectors; Russia’s output dropped 45%, to around 5 million tpy, and Belarus over 60%, to around 3 million tpy. The EU had to scramble to fill a hole amounting to approximately 1 million tpy.
The most obvious, near-term solution was to rely on imports from North America. Nutrien, K+S Saskatchewan and Mosaic all announced plans to expand production in Canada by several million tpy.
The EU, however, has limited expansion potential. Most EU production of potash ore originates in Germany (87%), and Spain (13%). Production has been slowly dropping over the last decade as economic deposits are depleted, and now stands at approximately 3.3 million tpy of potash ore. Mines in Germany face significant environmental opposition generated by massive waste deposits. The closest potential for new production is in Spain. In November 2023, Highfield Resources released an updated feasibility study outlining the favourable economics of its proposed Muga-Vipasca mine in northern Spain. Capital costs are estimated at €735 million; the mine has sufficient reserves to produce 1 million tpy of muriate of potash for 30 years. The Austrian-based company noted that the project is fully permitted and construction-ready, subject to financing.
In the UK, Anglo American continues to develop its 13 million tpy Woodsmith polyhalite project in the Yorkshire region. The underground mine involves digging 1.6 km-deep mine shafts and a 37 km tunnel to transport raw material to the port of Teesside. The rock will then be milled into sulfate of potash magnesia (SOPM) for export around the world. In late December 2023, Anglo American announced that it was preparing to sell a 49% minority stake in the US$9 billion project. Estimates suggest that a further US$4 billion will be required to finish the tunnel, with operations now expected to begin in 2027.
Except for a small amount of production in Finland, there is no commercial mining of phosphate in the EU. Traditionally, Europe has relied on two main sources; Russia accounted for almost 60%, and Morocco around 40%. While the EU has imposed sanctions and restrictions on a wide range of Russian exports, they do not include food or fertilizers. Complications arising from financial payment restrictions and transportation insurance premiums have greatly impeded their movement, however.
Morocco, which holds the world’s largest phosphate reserves, is stepping in to meet EU demand. State-owned OCP announced that it will boost shipments by 50%, and is building three 1 million tpy granular phosphate units at Jorf Lasfa.
The EU has also renewed interest in recycling through the European Sustainable Phosphorous Platform (ESPP), a broad-based coalition dedicated to recovering phosphorous compounds. The EU generates over 800 000 tpy of phosphorous in animal byproducts, food scraps and sewage; when sewage sludge is incinerated, for instance, the fly ash contains up to 11% phosphorous compounds. Fertilizer maker ICL is recycling phosphates from waste streams at its Amfert fertilizer plant near Amsterdam. The recycled mineral
displaces approximately 10% of the mined phosphate feedstock at the plant.
These efforts have been overshadowed by a recent development, however. In July 2023, Norge Mining announced that it had discovered an immense reserve of high quality phosphate rock in southern Norway. The 70 billion t deposit of igneous rock is sufficient to meet global demand for fertilizer, EV batteries and renewable power storage for decades to come. The company is contracted with ABB, an international engineering firm, to develop the front-end engineering and design (FEED) study. The goal is to design a completely electrified mine, with a tentative start-up date of 2028.
While North America has over 20 million tpy of new ammonia capacity either planned or under construction, the EU has relatively little new capacity being added. ANWIL is an exception, having recently finished expanding nitrogen capacity at its complex in Wloclawek, Poland. Three new modules, a 1200 tpy nitric acid unit, an ammonium nitrate solution unit, and a drum granulation unit, will increase total fertilizer capacity from 966 000 tpy to 1.46 million tpy. The company, which expects the expansion to come online in 2024, will increase Poland’s security of supply.
There are several reasons for the slowdown in Greenfield investment. The manufacture of ammonia using steam methane reforming requires lots of natural gas as both feedstock and energy. In 2022 when the Ukraine war drove spot prices at the Netherland’s TTF hub over €300 per megawatt hour (MWh), as much as 40% of ammonia output was shut-in. Natural gas prices have recently eased under €30 per MWh, but they still remain three times as expensive as the US Henry Hub spot prices for the foreseeable future. Other factors limit European competitiveness. Ammonia manufacturing emits 2.5 kg of CO2 for every 1 kg produced. The EU has enacted the renewable energy directive (RED III), which requires the fertilizer industry to replace 42% of grey hydrogen with renewable fuel of non-biological origin (RFNBO) by 2030.
The latter, along with hefty government subsidy programmes, is spurring an investment in green ammonia. Yara has been working with Orsted, a Netherlands-based offshore wind-farm developer, to convert a portion of its ammonia output at its existing plant in Holland to 75 000 tpy of green ammonia using wind-generated electricity and hydrolysis.
In late 2022, Cepsa announced a new green energy corridor between southern and northern Europe. The Spanish firm intends to initially produce 750 000 tpy of green hydrogen at its San Roque Energy Park near the port of Algeciras. The hydrogen will then be converted into ammonia and shipped to the Port of Rotterdam in Holland. In June 2023, Yara Clean Ammonia joined Cepsa in a strategic partnership to supply its global supply base and logistical footprint in order to establish a robust supply chain to transport and redistribute clean energy to fertilizer customers in northern and central Europe.
thyssenkrupp and partners are planning a new 365 000 tpy plant in Duisburg, Germany. The green ammonia will use wind
and solar power and electrolysis in its production process. First output is expected in 2025.
In order to meet RED III fertilizer goals alone, however, the current renewable hydrogen capacity in Europe would have to expand by at least two orders of magnitude. The fertilizer sector would also have to compete with utilities, steel, petrochemicals and refineries for low-carbon feedstocks.
European fertilizer companies aiming to keep costs down and meet low-carbon regulations are thinking outside of the box. Traditionally, ammonia production has been integrated, in which breaking down natural gas into hydrogen, combining it with atmospheric nitrogen to create ammonia, then forming it into farm-ready fertilizer is all done in one facility. Companies are now looking to decouple the process by shifting emission-intensive hydrogen and ammonia production to jurisdictions where natural gas is lower in cost and regulations are less strict.
In March 2023, Yara signed a binding offtake agreement to purchase 100 000 tpy of renewable ammonia from ACME Group of India. The ammonia will be produced from a facility in Oman, using 300 MW of electrolyser capacity powered by 500 MW of solar. The project, scheduled to start up in 2027, is part of ACME’s larger goal to establish up to 900 000 tpy of renewable ammonia capacity in Oman’s Duqm special economic zone. The cost of the facility, and Yara’s purchase price, have not been disclosed. While Yara intends to reduce the carbon footprint of its ammonia output, it is also developing markets for other sectors that need NH3 which meets the EU’s renewable fuel of non-biological origin (RFNBO) standards.
The US also beckons. In September 2023, Netherlands-based OCI Global reached an agreement with New Fortress Energy to buy all clean hydrogen output from the latter’s ZeroPark 1 project in Texas. The 200 MW plant is expected to produce approximately 17 000 tpy of hydrogen, which OCI will then convert to 80 000 tpy of green ammonia at its Beaumont complex. Plans are underway to double capacity to 160 000 tpy by 2026, in order to supply exports to Europe.
Yara is planning on building a blue ammonia plant with Enbridge, a major North American pipeline company, in Texas. The latter operates the Enbridge Ingleside Energy Center (EIEC), a large terminal located in Corpus Christi, Texas, on the Gulf of Mexico. Yara has been searching for a Greenfield site to produce large amounts of blue hydrogen for use in both fertilizer and marine transportation purposes. If confirmed through front-end engineering and design (FEED), production would start-up in 2027/2028. Once operational, the plant will have a capacity of up to 1.4 million tpy of blue ammonia.
German-based RWE, LOTTE Chemical of Korea, and Japan’s Mitsubishi plan to build a clean ammonia production and export facility in the port of Corpus Christi, Texas. The complex will feature a series of units with a final capacity approaching 10 million tpy by 2030. Output will be in the form of both blue and green ammonia, and will be exported to Asia and Europe for use as both fuel and a source of renewable hydrogen.
Aside from green ammonia, organic fertilizer remains a low-carbon alternative. The EU's animal population
includes 75 million cows and over 1.6 billion poultry. Chicken manure is about three times higher in NPK than cow manure (guano being the original commercial fertilizer), but the latter produces only 1 kg per day, vs 30 kg for the average bovine. When all added up, however, farms produce around 3.5 million tpd of dung.
Organic fertilizer has been formally adopted under the EU’s Green Deal, a €1 trillion growth strategy designed to transition the continent to a climate-neutral, sustainable economic model. Actions include establishing 25% of arable land under organic practices. Many farmers are eager to increase use of organic fertilizer for both sustainability reasons and a higher premium paid for organically-produced products. Studies conducted by the Weihenstephan-Triesdorf University of Applied Sciences over a 10-year period confirmed that organic fertilizer improved soils and reduced energy usage. The downside was 50% lower yield rates; the goal of reaching 25% organic farming in Europe would place significant pressure on conservation lands to maintain levels of output.
While analysts believe that building the new hydrogen economy in Europe will require trillions of dollars, geologists may have found a way to drastically reduce costs. Explorers are now uncovering immense quantities of unattached H2, also called white hydrogen; up to 46 million t of pure hydrogen have been discovered in the Lorraine region of France alone. Tapping into hydrogen deposits would simply require commonly-used natural gas drilling equipment, and would produce low-carbon hydrogen at a fraction of the cost of hydrolysis.
While demand for all fertilizer products is expected to expand as consumers in the developing world shift their palate towards more protein, the growth in non-agricultural uses of ammonia will dominate the sector. Marine transportation holds special promise. Transporting and burning hydrogen itself is rather costly and complex; a much easier method is to convert the gas into liquid ammonia, which can then be consumed in ICE engines with minor alterations. Rystad Energy predicts that by 2035, there could be over 170 marine export terminals focusing on converting hydrogen into clean ammonia for use in marine transport vessels. The consultancy estimates that this market could create over 50 million tpy of new demand by 2035, and up to 100 million tpy of demand by 2050.1
Over the near-term, Europe will rely on sources in North America to replace potash imports from Belarus and Russia. In the longer-term, ammonia producers will shift energy-intensive segments of their operations to lower cost jurisdictions in North America and the Middle East. The growth in new uses for ammonia in the utility and marine transportation sectors promises immense opportunities. While many challenges remain, the European fertilizer sector has proven itself to be innovative and responsive for over a century, and will continue to thrive over the coming decade.
References
1. www.rystadenergy.com/news/hydrogen-exports-shift-ammoniaproduction-2035

BarbaraCucchiella,AhmedShams,andBranislavManic, Stamicarbon,theNetherlands,considerhownew granulationtechnologiescouldresultinamorepremium endproductthatcanbetterwithstandchallengingstorage andshippingconditions.
Urea is one of the world's most vital commodities, frequently travelling long distances to meet global demand. Over a quarter of its production is intended for international markets, emphasising the importance of maintaining urea's physical qualities, such as higher crushing strength, low caking, and lower dust formation during transit. In this context, granulation technology plays a crucial role. This final step in urea synthesis is recognised as an effective method for producing high quality granules capable of withstanding shipping and storage challenges. Furthermore, granulation technology proves to be economically favourable for large-scale operations targeting exports. This article explores granulation technology and the advantages it offers to the global fertilizer sector.
Stamicarbon has extensive experience licensing urea granulation plants in various markets. In 1998, the first test facility was contracted in Belarus. Here, a small granulation unit with a capacity of 280 tpd was converted to the Stamicarbon LAUNCH FINISHTM granulation design. Subsequent scaling up occurred in Canada, where two existing granulation lines, each with a capacity of 625 tpd, were converted to the new design. The first grass-roots plant, with a capacity of 2000 tpd, was

started up in June 2006 in Egypt. Later, that plant was revamped to run at a higher capacity.
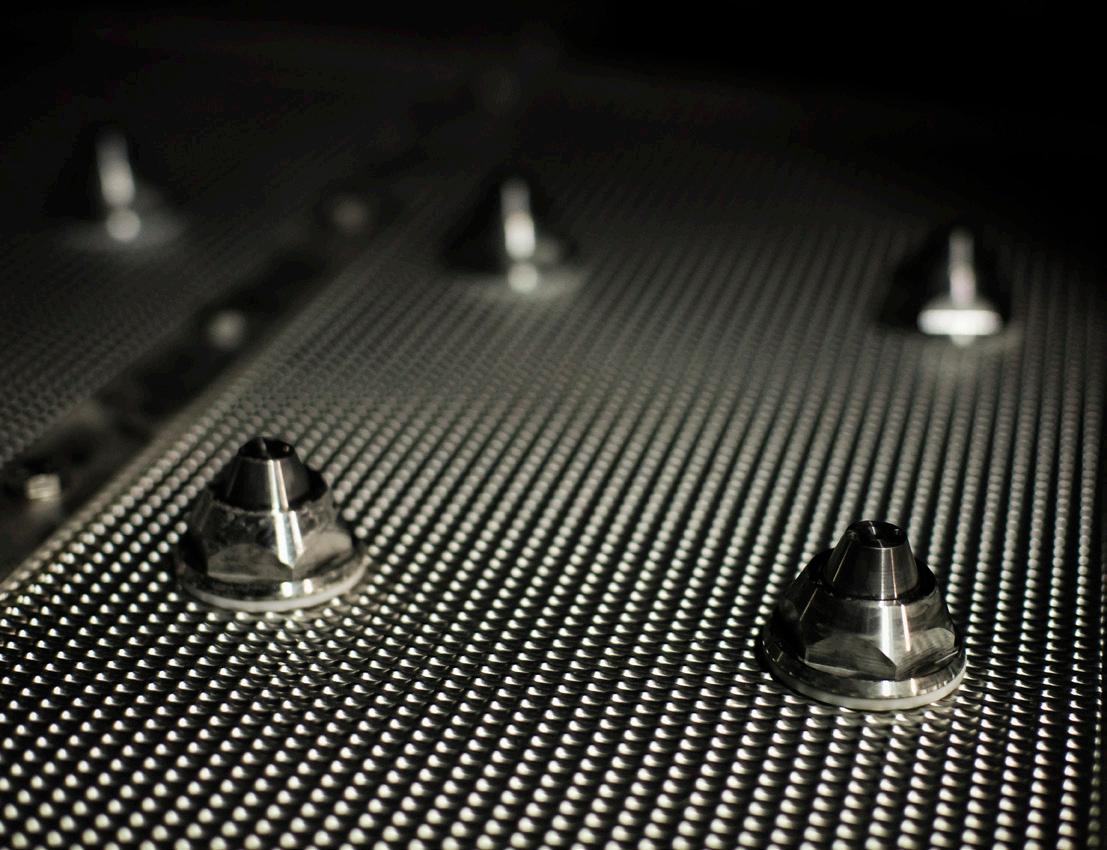
Through Stamicarbon's urea fluid bed granulation process, urea melt with a concentration of about 98.5 wt% is distributed by film spraying nozzles of proprietary design (Figure 1). Granule seeds are coated with thin layers of urea melt film until they reach the required product diameter. The granulation design is cost-effective in terms of operational costs due to reduced formaldehyde content in the final product and low dust formation. In practice, this design has been seen to operate for up to three months without the need for cleaning. Since the first implementation, nearly 20 plants of various capacities have been licensed, designed, and put into operation.
The largest running granulation plant based on the standard granulation design is the Pardis III plant (Figure 2), with a nameplate capacity of 3250 tpd, contracted in 2011 and started up in 2018. The plant can operate at 110% capacity with a turndown ratio of 60% of the nameplate capacity. It is connected to a fertilizer-grade urea plant. An on-stream time of more than two months can be achieved during extreme heat conditions in summer.
An optimised granulation design was introduced by Stamicarbon in 2008, in line with the company's commitment to innovation and sustainable development. The layout is simplified with fewer equipment items, enabling a significant reduction of CAPEX and OPEX costs while maintaining its original performance and high on-stream times. In this improved design, the urea melt is fed to the granulator the same way as in the standard design. The key difference is in the last compartment, where the granulated product is cooled down to a lower temperature. After passing the lump screen, the product is directly lifted with a bucket elevator to the classification equipment. Furthermore, the complete solid product flows, using gravity force, through the main screens. The coarse product is fed to the crusher after cooling to a temperature of 70°C. The crushed product and the fines recycle flow are combined and recycled into the first compartment of the granulator as so-called seeds. The on-specification end-product in the outlet of the main screens is cooled to a storage temperature in a solid flow cooler that makes use of cooling water instead of cooling air. The dust-loaded air from the granulator, coarse cooler, and all the de-dusting points are collected and fed to a single granulator scrubber.
The omission of two main fluidisation fans helps lead to cost savings in power consumption. The fluid-bed granulator cooler was omitted by increasing the length of the cooling zone in the original granulator, and the fluid-bed product cooler was replaced by a solids flow cooler. Furthermore, the respective granulator cooler scrubber with all necessary pumps and a fan were omitted as well.
Additionally, to reduce the amount of fluidisation cooling air, a water injection system was installed in the discharge of the fluidisation air fan. This water injection system produces very fine droplets that evaporate along the air path to the granulator, cooling the fluidisation air. This feature is efficient on exceptionally hot days or when
CorrSolutions Delivers Tailored Asset Integrity Solutions

A Gulf Coast refining company revolutionized their corrosion monitoring location (CML) program with CorrSolutions’ innovative BOAR analysis. Using a combination of advanced analytics and expert collaboration, we transformed their piping CML management program, setting a new standard for efficiency and proactive maintenance strategies.
We specialize in asset integrity solutions tailored to your facility’s inspection and maintenance goals. We deliver the industry’s highest-quality services while helping you improve profitability and reliability by managing risk and controlling inspection costs throughout an asset’s lifecycle.
Contact CorrSolutions today and unlock total asset support at your facility.
© 2024 CorrSolutions
CorrSolutions@E2G.com

the plant operates at production rates above its nameplate capacity. During such times, a higher amount of fluidisation air is expected, and using this system can help mitigate the challenge.
The reduction of equipment items resulted in a significant reduction of the granulation plant footprint and the overall capital cost of the plant. The total CAPEX cost reduction is not only achieved by eliminating equipment, but there are also savings in equipment shipping cost, cost of insurance, construction, and the effect of reduced land use. Less operational equipment will also likely result in a reduction in maintenance costs and further operational savings.
During the crystallisation process of the urea melt in a granulator, the ammonia present in the urea melt is released and, in most cases, emitted into the air. The granulation process, designed for efficient and environmentally friendly production, incorporates acidic scrubbing for effective ammonia capture. After the dust scrubbing stage, sulfuric or nitric acid is injected into a circulating aqueous solution brought into contact with the ammonia-laden air. The applied acid reacts with ammonia, effectively reducing its concentration in the exhaust air. An ammonium salt generated in this reaction can be sent outside battery limits or, if sulfuric acid is applied, incorporated into the end product. In this way, no disposal streams are sent to the atmosphere.
To develop this design, several obstacles needed to be addressed. The salt produced by the scrubbing system is about 55% water by weight and can not be directly mixed with the main urea melt, which only contains 1.5% water and is fed into the granulator through nozzles. Therefore, to manage the water content in the recycled liquid urea ammonium sulfate (UAS) sent back to the granulator, a specific evaporation process is required (Figure 3). This recycled UAS solution is then combined with the urea melt inside the granulator. The sulfur content in the end product is minimal,
roughly 0.05 – 0.1% S, allowing the granules to be marketed as standard urea.
To meet the growing demand for sulfur as a plant nutrient, a flexible modular process for producing granulated urea with higher concentrations of ammonium sulfate has been introduced. A common approach involves recycling and concentrating liquid urea ammonium sulfate (UAS), allowing the salt to exit the granulation plant in solid form after being combined with molten urea. In this design, solid ammonium sulfate is added to molten urea. Existing granulation plants can be retrofitted to use this design with some modifications, upgrades to construction materials, and the installation of additional equipment.
Over the decades, there has been a rapid increase in projects designed with an increased maximum capacity of installed plants. Practical experiences with urea granulation plants with capacities above 3000 tpd have been positive, meeting the overall and on-stream customer expectations.
Stamicarbon explored designing larger capacity plants, up to 5000 tpd, while maintaining the proper design philosophy and product quality. This investigation led to the conclusion that a single-line configuration is more advantageous than a double-line configuration (two lines of 2500 tpd each), offering approximately 30% in CAPEX savings on total investments.
Based on the company's experience with scaling up the conventional design, certain operational and manufactural challenges and supporting measures have been solved to scale up the optimised granulation design.
In 2019 Stamicarbon licensed its first single-line 4000 tpd urea granulation plant, which entered the construction phase after completing the design phase. The plant is equipped with an MMV scrubber to comply with environmental regulations. In 2022 and 2023, the company secured contracts for licensing two more plants with a capacity of 4000 tpd each for a customer in Africa.
New granulation technologies offer a premium end product that can withstand long storage and extreme shipping conditions. This advantage makes granulation technology especially appealing in regions with an abundant supply of natural gas at lower costs. Thus, producers can focus on exporting a commodity product that is easier to transport and grants a premium, compared to directly exporting natural gas. Additionally, the larger size of a high end granulation technology product makes it highly attractive to many fertilizer markets.

Christian Keon, Nanoprecise Sci Corp., Canada, discusses how operational efficiency and reliability in fertilizer production can be enhanced with the help of advanced technologies.
In the dynamic world of fertilizer production, navigating challenging conditions is an everyday struggle for plant staff. High temperature and pressure characterise the environment, posing formidable obstacles to traditional condition monitoring techniques. Ensuring optimal performance with differing equipment sets at varying speeds is difficult, and these situations demand precise monitoring that can adapt to an ever-changing landscape.
Another significant challenge the industry faces is the constant risk of sudden damage induced by exposure to corrosive elements and abrasive materials. These adversaries not only impair equipment efficiency but also jeopardise the safety of personnel working in such environments. Moreover, the critical nature of the equipment amplifies the consequences of even the briefest downtime, leading to costly production delays and cost setbacks. Not to mention, monitoring unmonitored machines, particularly those located in remote or difficult-to-reach areas, can also be challenging, making maintenance hazardous and inefficient.
To combat these challenges head-on, the fertilizer industry must embrace advanced monitoring technologies capable of withstanding the rigours of high temperatures, intense pressures and varying speeds. These technical solutions should offer real-time insights into equipment performance, enabling proactive maintenance measures to mitigate the risk of unexpected failures.
The importance of predictive, prescriptive maintenance and energy monitoring has never been more evident.
Recent advancements in condition-based maintenance solutions have made it easier for fertilizer plant managers to safeguard their investments and personnel while optimising operational efficiency.
Leveraging data analytics and machine learning algorithms, predictive maintenance allows plant operators to anticipate equipment failures before they occur, thus minimising downtime and maximising productivity. This proactive approach enhances equipment reliability, reduces maintenance costs, and prolongs asset lifespan. In today's fast-paced industrial landscape, a holistic maintenance approach has transitioned from a ‘nice to have’ to a ‘need to have’ for plant managers seeking to stay ahead of the curve in ensuring the productivity of their organisation.
Multi-modal, wireless sensors represent a significant advancement in predictive maintenance technology, by providing comprehensive insights into equipment performance in fertilizer production. Sensors such as these can measure six machine health parameters: triaxial vibration, acoustic emissions, temperature, true RPM, humidity, and magnetic flux. In a world where there is never too much data that can be captured and leveraged, these sensors deliver visibility into the condition of industrial assets.

In the fertilizer industry, the quick implementation of monitoring solutions is crucial for maintaining operational efficiency. Tools like Nanoprecise's MachineDoctor offer simple setup and connectivity, ensuring uninterrupted operations during deployment. These tools can also be adapted to diverse operational conditions and are certified for safety in any number of hazardous environments.
The amount of data coming from these industrial IoT devices is more than a vibrational analyst could ever comb through to find correlations; this is why AI solutions are needed to analyse machine health data. These solutions detect small changes in the baseline performance of the six modalities, providing early alerts to minimise downtime and enhance productivity and safety in fertilizer plants, while ensuring the reliable performance of critical machinery. These platforms help to ensure uninterrupted fertilizer production by empowering maintenance technicians to address issues promptly. In summary, embracing predictive and prescriptive maintenance strategies is key to driving efficiency and competitiveness in the fertilizer industry.
Another common challenge is energy wastage, often stemming from minor faults in motors and engines. These faults can result in significant increases in energy

Effective water and process treating is imperative to successful ammonia and fertilizer plant operations. Large amounts of high pressure steam and high purity water are required in the production process.
Halliburton has a long and successful track record in the following areas:
Raw water pretreatment
Cooling water
Boiler feedwater
Steam
Process condensate
CO2 removal
UAN corrosion inhibition
Value-add projects
consumption, with electric motors consuming up to 20% more energy when in a fault state to compensate for inefficiencies. Addressing these challenges goes beyond issue detection and requires robust energy monitoring solutions. With energy consumption visibility, industries are offered the tools to address inefficiencies proactively, maintaining equipment well before there is an escalated issue, to avoid downtime, reduce energy costs and reduce carbon emissions by around 5 – 10%.
A major producer of complex fertilizers in Asia faced recurring failures of critical machinery at its plants. The Fortune 500 company also faced the daunting task of monitoring critical machinery in remote and hard-to-reach locations. Their biggest challenge was ensuring the reliability of critical pumps, which historically failed every 6 – 12 months. With each day of downtime costing the plant US$145 000 in lost production and unplanned repairs adding significant expenses, they sought a solution to detect faults early and reliably predict remaining useful life.
To address these challenges, six-in-one wireless sensors were placed to monitor crucial components, including the non-drive side and drive side bearings of the pump, as well as the drive side bearing of the electric motor. Once deployed, the robust battery-powered wireless sensors continuously monitored the pump and motors, transmitting data securely to an AI and SaaS-based platform for analysis using advanced algorithms. These sensors provided end-users with notifications, fault identification and remaining useful life (RUL) predictions. The RUL prediction was just 37 days.
The solution alerted operators to a fault on a process condensate pump, specifically detecting a bearing outer race failure (BPFO) in its stage 3 fault alarm.
Upon closer observation and analysis, the damaged bearing was identified as the root cause of the fault. Recommendations were made to grease the bearing of the condensate pump and inspect or replace the bearing during the next scheduled shutdown. This proactive approach prevented costly shutdowns and optimised equipment performance and longevity, showcasing the power of precise prescriptive predictions. This critical alert saved the company over US$145 000 in potential downtime costs, with over 32 hours of downtime avoided.
In addition to the bearing failure, an early misalignment was detected and corrective action was also taken, further highlighting the importance and value organisations can drive from solutions like this.
Potash mining presents unique challenges, where equipment uptime is paramount for operational success. Traditional intermittent hand-held vibration monitoring proves to be labour-intensive and often fails to capture equipment faults promptly. Downtime from gearbox or motor failures in underground conveyor systems can lead to significant production losses and costly repairs.
For one customer, a solution was implemented on a critical conveyor, deploying sensors on the gearbox and
motor assemblies as part of their IoT and digitalisation initiatives. Wireless communication facilitated data transmission to a secure cloud-based platform. The solution was designed to detect anomalies, diagnose fault types, and predict remaining useful life.
Early detection of a fault on the multi-stage gearbox correctly identified a ball pass frequency inner (BPFI) signature, allowing for maintenance to be scheduled. The client's proactive approach, informed by the solutions predictions, significantly reduced downtime by half for each conveyor system and prevented close to US$0.7 million in production losses.
The following describes the essential criteria for choosing a predictive, prescriptive, and energy-monitoring solution tailored to the fertilizer industry.
Implementing industry best practices is essential for optimising operational efficiency and ensuring equipment reliability in the fertilizer sector. Complete and straightforward solutions that can be installed quickly, that also seamlessly integrate into fertilizer manufacturing environments without causing disruption, are necessary.
Another key point is connectivity – cellular networks and other forms of wireless connectivity are ideal for providing reliable and secure communication, without complex wiring.
Continuously monitoring critical parameters like acoustics, vibration, temperature, RPM, magnetic flux and humidity offers valuable insights into equipment health and performance. These parameters enable proactive maintenance strategies specific to production, which are necessary in the fertilizer industry.
Additionally, ATEX and IECEx Zone 0 certifications ensure suitability in hazardous environments commonly found in fertilizer plants, enhancing safety and compliance.
Looking for a solution that can detect subtle changes in machine performance, facilitate early fault detection, and minimise unplanned downtime is crucial for maintaining uninterrupted fertilizer production. Another important factor to consider is tracking energy efficiency alongside condition monitoring, which supports efforts to optimise operational performance and reduce environmental impact in the fertilizer industry.
The advanced technology that is available today for the fertilizer manufacturing industry makes it possible to enhance operational efficiency and reliability. From empowering teams with great monitoring scope in remote and hard to reach areas, to providing visibility into remaining useful life and energy consumption, IIoT and AI solutions are helping the industry reach new levels of productivity and sustainability.





Alexandre Rossi, Breno Avancini, Laura Borges and Victor Machida, Clark Solutions, Brazil, examine how mindful and considered heat exchanger design could be the key to preventing dangerous chemical reactions and increasing fertilizer plant safety.

Plant reliability is strongly connected to safety. One of the aspects that can increase plant integrity is related to the process itself, and a careful design could prevent an undesirable mix between two substances and a dangerous chemical reaction.
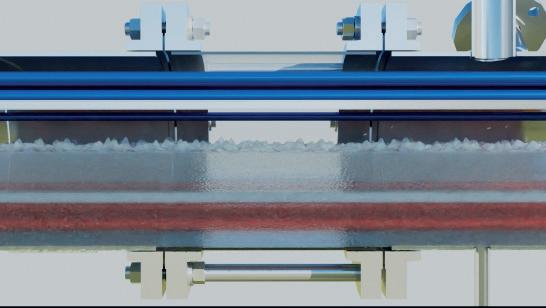
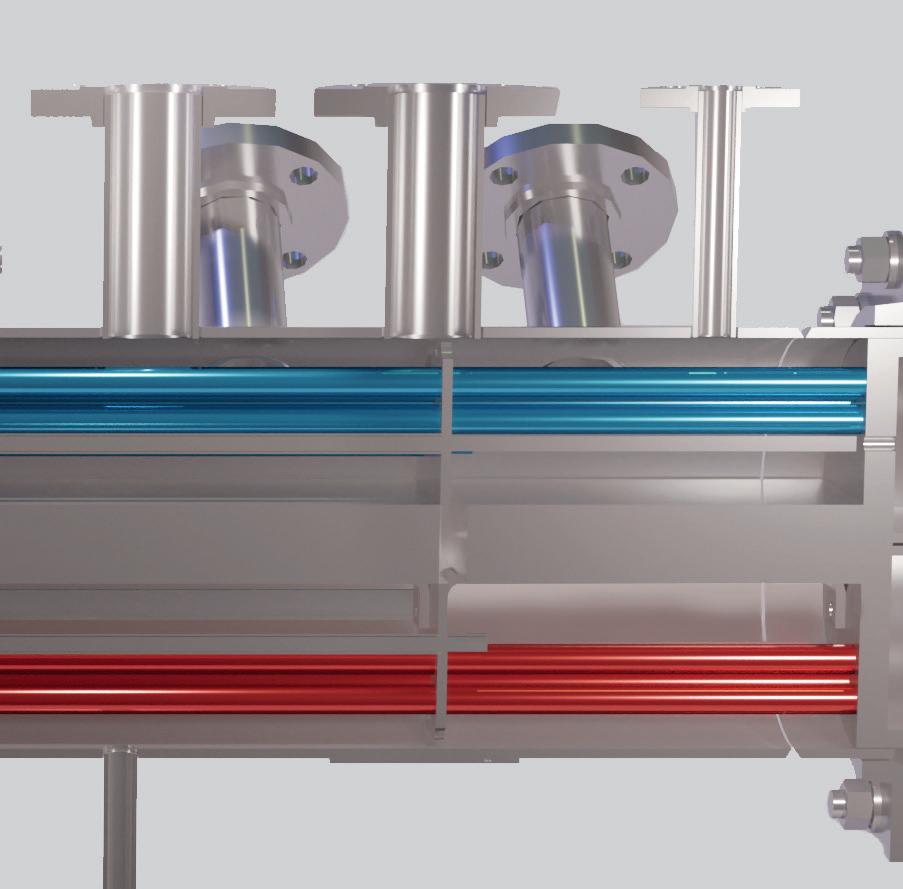
SAFEHX® is a patented heat exchanger technology developed by Clark Solutions which implements a method of separation between fluids that should not come into contact, while optimising heat transfer. Extensive tests have been executed in an industrial scale pilot plant facility to evaluate the performance of this heat exchanger technology. The discussion of the results will be the focus of this article.
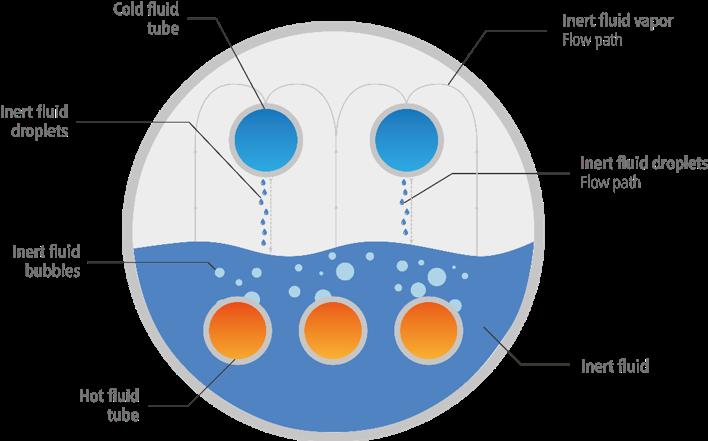
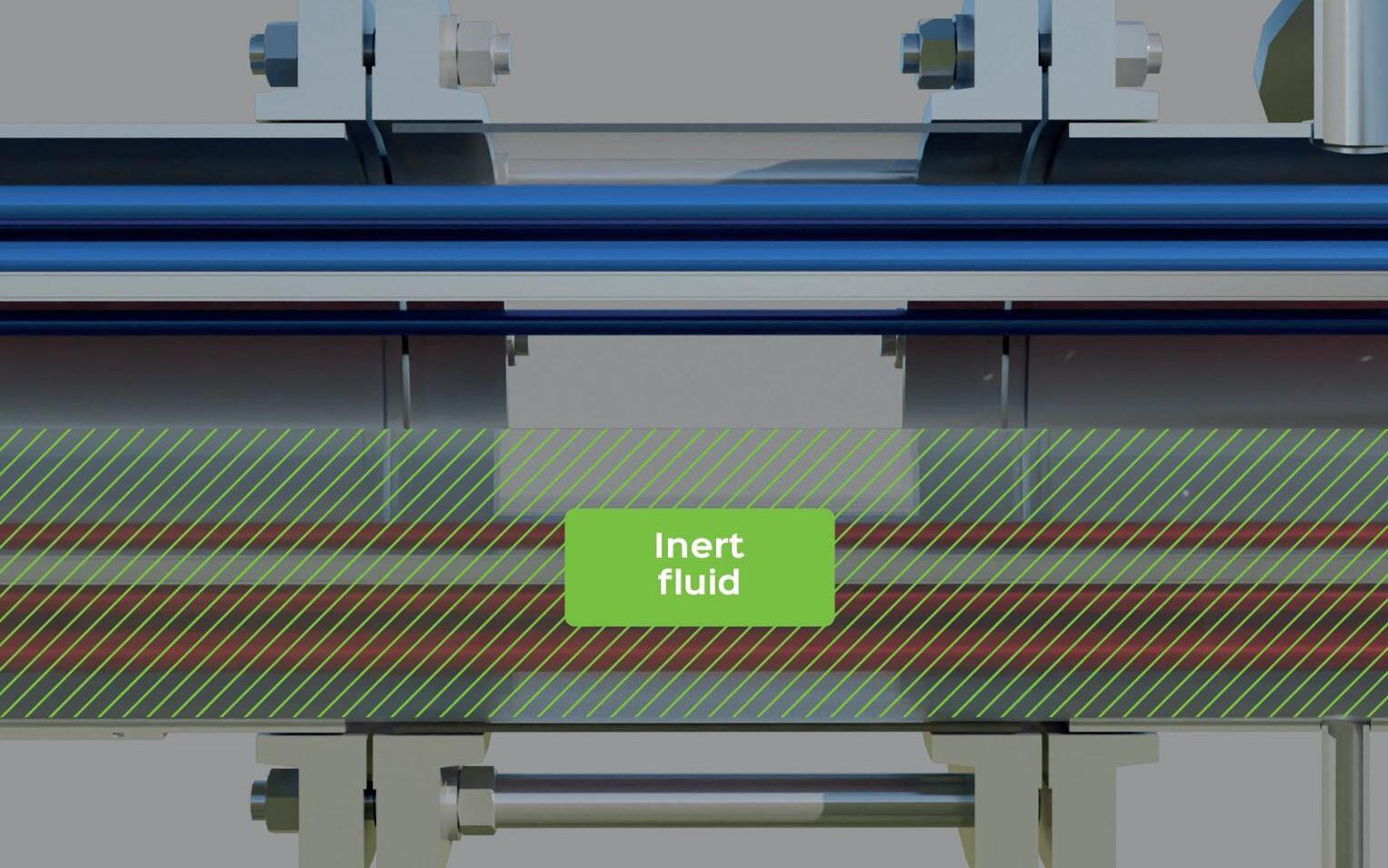
The new product is a single heat exchanger that has three compartments: hot fluid in lower tubes, cold fluid on upper tubes and an inert fluid in the shell side.1 The hot fluid heats and boils the inert fluid, which will vapourise, and its gases will reach the cold tubes. When in contact, the gases will condensate and rejoin to the pool of liquid, closing the loop. The inert fluid must be selected to have a boiling and condensation point between the inlet temperatures of the hot and cold fluids. There are two main benefits of this configuration compared to more traditional heat exchanger technologies:
n The phase change heat exchange mechanism to enhance the exchange rate.
n There are no risks of direct contact between the hot and cold fluid in case of a leak at any side (tube or shell).
This heat exchanger technology was originally conceived for heat recovery in sulfuric acid plant towers, where conventional configurations remove the heat generated in the absorption process with cooling water, sending it to the cooling towers for heat rejection to the atmosphere.
To improve plant thermal efficiency and make good use of the heat generated, the traditional practice is to direct the hot acid to a boiler feedwater heater or a steam generation system. The problem here is that water could come into contact with the acid through a tube leakage, causing acid dilution, excessive heat generation and increased equipment corrosion in an autocatalytic process that, besides often requiring an emergency shut down, leads to hydrogen formation, caused by the metal corrosion process. This can lead to hazardous incidents, putting people and assets at risk.
The new concept separates acid and water by an intermediate buffer fluid, that boils and condenses inside the exchanger shell, while the process fluids flow through the independent tube bundles. This eliminates the water-acid
contact risk, causing the fluids in the event of a leak, to leak into the buffer-fluid-containing shell. From here, they can be removed without the need for plant stoppages or any damage to equipment.
After validating the heat transfer concept and phenomena in a laboratory scale pilot unit, an industrial scale unit was built to allow for the mathematical modelling and technical improvement of the technology.
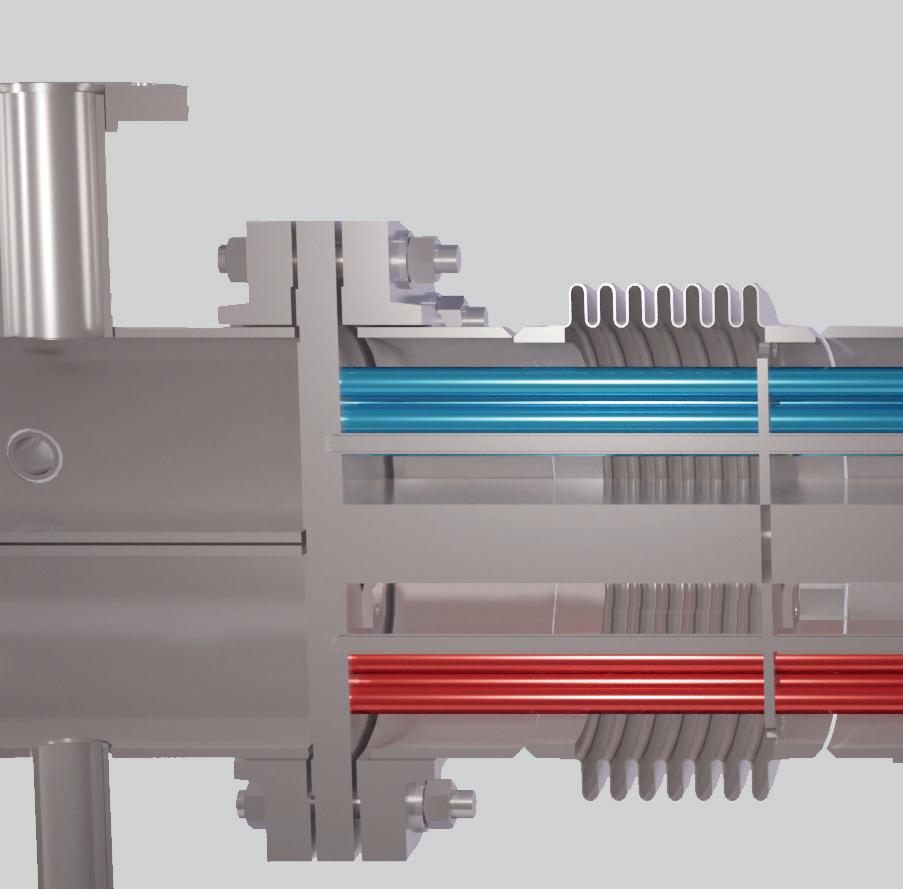
The SAFEHX prototype was designed in HTRI®, for thermal and hydraulic analyses, and Autodesk Inventor®, for mechanical analyses.1
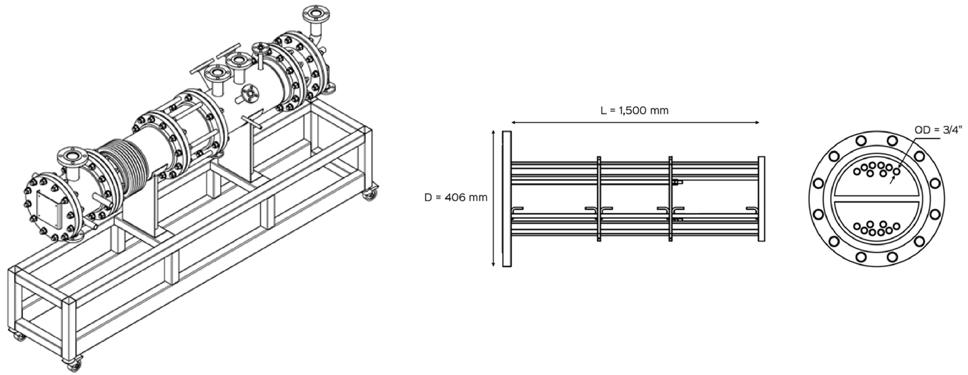
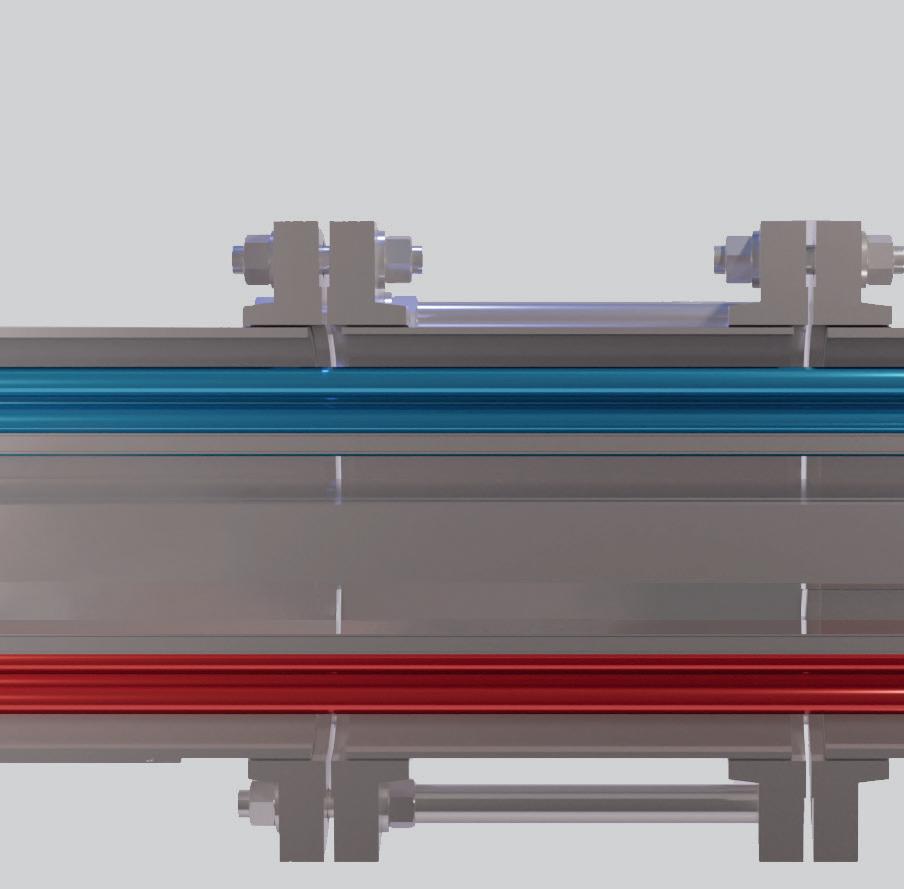
The thermal design was optimised to enhance the heat exchange capacity for the same cost of production of the heat exchanger and tweaks were made to refine the mechanical design to increase its mechanical performance (safety factor and weight). The final configuration can be seen in Figure 1.
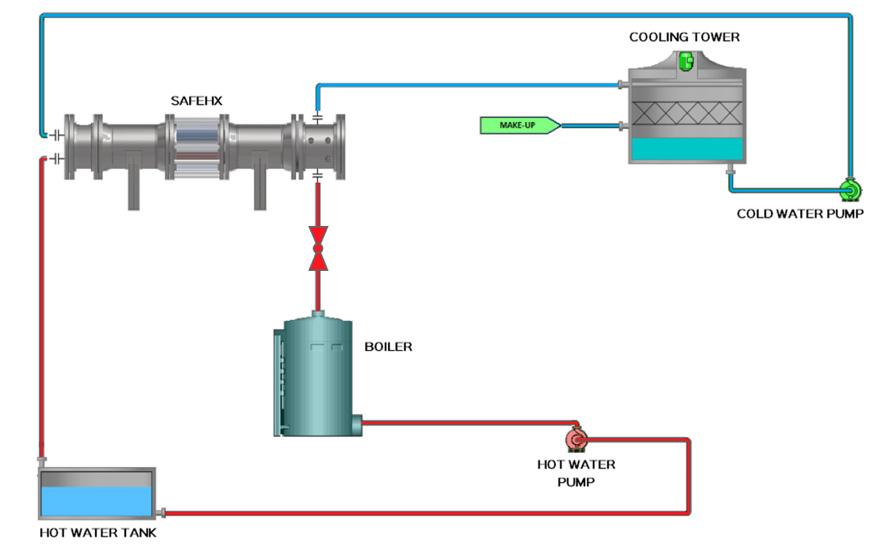
The prototype is connected to two utilities systems. One of them is responsible for supplying hot liquid water and the other for supplying cold liquid water, therefore, one is the heating system, and the other is the cooling system.
In the heating system, there is a segmented ball valve for pressure control, five-stage centrifugal 3 hp pump with a variable frequency driver (VFD) for flow control, and a boiler with a diesel burner to provide heat energy and temperature control.
In the cooling system, there is a cooling tower to remove heat, and a 1-stage centrifugal 5 hp pump with a VFD to adjust volumetric flow.
SAFEHX Prototype critical operational data for three of the runs (following a series of test runs) is summarised in Table 1. The experiment consisted of continuous countercurrent water flowing on the cold and hot tube bundles, until a steady state was achieved.
The heat exchange coefficient in the cold side was found to be within the expected ranges for a steam condenser and the heat exchange coefficient in the hot side was within the expected ranges for pool boiling heat-transfer coefficients of water2, however it is possible to increase these values to improve the performance by using heat transfer augmentation equipment such as finned tubes. The overall heat exchange coefficient was also within the range of typical values for shell-tube heat exchanger and water-water systems.3
In every test, the hot side exhibited a higher heat exchange coefficient compared to the cold side, which was expected since the boiling heat exchange mechanism is known to be more efficient than film-type condensation. The trajectory of heat is from the hot tubes to the intermediary fluid and then to the cold fluid. As the heat exchanged on both sides was similar,



Want to see it in action? Check the video.
the logarithmic mean temperature difference (LMTD) on the hot side was lower and the temperature gradient was greater on the cold side.
During the tests, both boiling and condensation phenomena were visually clear, confirming the effectiveness of heat transfer on both sides.
Some calculations were made in order to compare SAFEHX results with a conventional technology. Since volumetric flows and temperature are available from the tests, Q and LMTD are defined. The UA (overall heat exchange coefficient multiplied by heat exchange area) must also be the same. The geometry of the standard heat exchanger was modified until both UA were equal.
The following numbers are a normalised proportion between SAFEHX and a standard heat exchanger:
n Weight = 2.2 : 1.
n Number of tubes = 2 : 1.
n Pressure drop in cold side = 1: 0.36.
n Pressure drop in hot side = 1: 0.60.
SAFEHX is heavier due to the presence of an additional bundle of tubes. Both weights do not consider the respective fluids in the tubes and shell. Regarding the pressure drop, it is important to emphasise that the fluid flows through tubes on SAFEHX, while it traverses the shell and tubes in the conventional heat exchanger. Naturally, pressure drop will be lower on the shell side due to the

much higher cross section area. Considering this fact, the difference between pressure drop is minimal.
The SAFEHX heat exchanger promotes high heat transfer with a compact design using an intermediary fluid as a safety measure. The heat transfer principle utilises the process of boiling and condensation, two very high efficiency heat exchange mechanisms. This system reduces the costs of maintenance and instrumentation and helps increase process security, avoiding contact between the fluids and keeping the tube wall temperature under control.
Despite the fact it is heavier than conventional S&T heat exchangers, since the corrosive acid is contained within the lower tube bundle, only this part of the equipment needs to be manufactured in stainless steel or special materials while the shell and upper tube bundle can be manufactured in lower alloys or in plain carbon steel, reducing the overall investment cost.
Another interesting finding is that since the boiling and condensation of the intermediate fluid takes place at fixed temperatures, the inner and outer upper bundle tubewall temperatures are independent of the hot side fluid temperature and are stable along the process. Sudden changes or increases of the hot side fluid temperature will affect the overall heat transfer but not the said tubewall temperatures, allowing the technology to be useful in thermally sensitive fluids where a precise control of tubewall temperatures is required to avoid degradation, such as amine systems.
Moreover, within processes such as sulfuric acid cooling and similar processes where hot-cold fluid contact can generate a hazard, the technology arrangement provides an intrinsically safe environment; in the event of a leak, both tube bundles will not be enough to put the fluids in contact. This feature removes the need for double or triple instrumentation redundancy, or ‘quick emptying’ devices frequently used in standard systems operatings in similar conditions.
The test results indicated an efficient operation in a steady state with heat transfer coefficients as expected and performance compatible with a standard shell and tube heat exchanger, as well as with high potential for designing and performance improvements.
The test runs also validated the product under relevant operational conditions and demonstrated that the product in an industrial environment allows for the increased safety of the operation, while at the same time contributing to a longer and hassle free lifetime.
1. HOLMAN, J.P., Heat Transfer, 10 ed., pp. 507, 523.
2. CLARK, N., FERRARO, B., and STURM, V., “SAFEHR®: Mutually increasing safety and heat recovery in sulfuric acid plants,” Sulphur, November 2018.
3. CLARK, N., BAUTISTA, P., ROSSI, A., and AVANCINI, B., "Engineering Challenges of Innovation," Sulphur, November 2023.
n ÇENGEl, Y.A., Heat and Mass Transfer, 3 ed., New York, 2007, p. 673.
n CLARK, N., “SAFETY BUFFERED MULTI-FLUID HEAT EXCHANGER AND SAFETY BUFFERED MULTI-FLUID HEAT EXCHANGER PROCESS”. Brazil Patent 11,604,031, March 2023.
n CLARK, N.,“SAFETY BUFFERED MULTI-FLUID HEAT EXCHANGER AND SAFETY BUFFERED MULTI-FLUID HEAT EXCHANGER PROCESS”. United States of America Patent 11,604,031, March 2023.
Pratibha Pillalamarri, Aspentech, USA, discusses how fertilizer companies can enhance asset integrity and plant reliability.

The global market for fertilizer is showing steady growth, having been valued at US$202 billion in 2023. According to Global Market Insights, it is also expected to record a compound annual growth rate (CAGR) of over 2.7% between 2024 and 2032.1
This growth is driven by several factors. Increasing demand for food production requires higher crop yields, which can be achieved with the help of fertilizers. With limited new land available for cultivation, farmers need to improve the productivity of existing farmland, often relying on fertilizers. Finally, specific minerals like nitrogen, phosphorus, and potassium are crucial for plant growth, and their demand is expected to remain high.
Scoping the challenge
There are significant opportunities for fertilizer producers and manufacturers operating across the world today.

Unfortunately, these opportunities are counteracted by a wide range of challenges that fertilizer companies of all kinds have to face.
The cost and availability of raw materials, such as natural gas (a primary input for nitrogen fertilizer production), potash, and phosphate rock, can be highly volatile. This volatility affects production costs and planning. The production of fertilizers, especially ammonia and nitrate-based products, involves hazardous materials that pose risks of explosion, leaks, and environmental contamination. Ensuring plant safety and managing these risks is a constant challenge.
Keeping up with technological advancements in production processes and automation is essential for improving efficiency, reducing costs, and enhancing safety. However, investing in new technologies requires significant capital and can disrupt existing operations.
Arguably most important of all, effective maintenance of plant equipment is critical to preventing unscheduled downtime, which can be costly. Balancing regular maintenance with ongoing production demands requires careful planning and management.
The risk factors fertilizer companies face in this regard are many and varied. As a rule, these challenges stem from the complex and demanding nature of fertilizer production, which involves handling hazardous chemicals, operating under harsh conditions, and adhering to stringent environmental and safety regulations.
Some of these challenges relate to the potential for corrosion and material degradation in harsh chemical environments. Fertilizer production involves the use of aggressive chemicals, such as ammonia, nitric acid, and sulfuric acid, which can cause rapid corrosion and degradation of plant equipment and infrastructure. This not only threatens the integrity of assets but also poses safety risks.
Coupled with this, processes taking place within fertilizer plants and facilities generally often operate at high temperatures and pressures, exacerbating wear and tear on equipment and increasing the risk of failures.
There are also a wide range of challenges that fertilizer manufacturers and providers face in relation to ageing infrastructure. One of the most prevalent in real-world operational terms is that of deferred maintenance: in an effort to reduce costs or due to budget constraints, firms may decide to put off maintenance. While this allows them to save costs, it is also likely to lead to a deterioration in asset condition over time.
Upgrading or replacing ageing infrastructure requires significant investment. Companies often struggle with the decision to invest in new technology vs extending the life of existing assets.
To mitigate the risk of unplanned downtime or inefficient operational flow that these challenges heighten, it is key that fertilizer providers and manufacturers can find ways to ensure the highest levels of asset integrity and plant reliability. The operational and financial success of capital-intensive organisations is, after all, often largely dependent on their ability to avoid (or minimise) asset failures and any resulting disruptions to process. Traditional maintenance programmes are, in comparison, limited and typically reactive, as well as being equally cost intensive.
This is where asset performance management (APM) tools come in. APM solutions are designed to leverage big data analytics and machine learning to predict equipment failures and prescribe detailed actions to mitigate or solve complex operational issues. In the context of a fertilizer plant, where operational efficiency, reliability, and productivity are paramount, they can significantly enhance maintenance strategies through data-driven insights.
One way that APM can help drive uptime and operational efficiencies for fertilizer companies across their assets and plants is through maintenance strategies that diagnose potential breakdowns before they happen and identify sub-optimal operations.
The best of such solutions can analyse historical and real-time data from equipment sensors and maintenance records to identify patterns or anomalies that precede failures. They can also complement existing condition monitoring strategies and incorporate custom codes written by subject matter experts for consistent equipment health monitoring and alert management. By providing early warnings, often weeks or months before a failure would occur, the solutions enable maintenance teams to be proactive, preventing unplanned downtime and reducing the risk of catastrophic failures. They embed FMEA codes and provide prescriptive guidance, allowing for planned intervention. Utilising advanced machine learning algorithms, APM tools can predict potential equipment failures with high accuracy. This precise prediction capability allows for targeted maintenance activities, ensuring resources are allocated efficiently and effectively.
Beyond purely reducing downtime, APM can also play its part in driving up operational efficiency levels. By predicting when equipment is likely to fail, it enables fertilizer plants to schedule maintenance activities during optimal times. This approach minimises disruptions to production, ensuring that maintenance is performed only when necessary and before failures can impact productivity.
Data-driven maintenance can also significantly reduce costs associated with over-maintenance, emergency repairs, and spare parts inventory. APM can help in identifying the exact maintenance needs, allowing for better inventory management and reducing unnecessary maintenance activities.
Continuous monitoring and predictive analytics improve the reliability of assets by ensuring they are operating within their optimal conditions and receiving timely maintenance. This reduces the likelihood of equipment failures that could lead to production stoppages or safety incidents.
Preventive maintenance strategies, informed by predictive insights from APM solutions, can extend the operational life of equipment by addressing wear and tear before it leads to significant damage. This not only enhances asset reliability but also optimises capital expenditure over time.
By preventing equipment failures, APM contributes to a safer working environment. Many accidents in industrial settings are caused by equipment malfunctions; predictive maintenance can therefore play a crucial role in preventing such incidents. Equipment operating efficiently is less likely to experience failures that could lead to environmental incidents, such as leaks of hazardous materials. Predictive maintenance helps ensure compliance with environmental regulations by maintaining equipment in peak condition.
While APM is clearly a key tool in addressing the challenges fertilizer firms face in ensuring asset integrity and plant reliability, it has to be implemented as part of a more multifaceted approach. On one level, process optimisation software can be deployed to help fertilizer companies enhance efficiency, reduce energy consumption, and optimise production processes. These tools allow for the simulation and optimisation of chemical processes, helping companies to identify opportunities for
efficiency improvements and cost reductions, leading to more sustainable and reliable operations.
Coupled with that, advanced process control (APC) solutions can significantly improve plant performance by maintaining process variables within optimal limits, enabling fertilizer companies to reduce process variability, improve yield, and decrease energy consumption.
In addition, digital twins of physical assets or processes allow for real-time monitoring, simulation, and analysis of plant operations. They can thereby help fertilizer companies predict potential issues before they occur, optimise maintenance schedules, and improve overall plant reliability and performance.
Alongside this, firms need comprehensive training and skill development programmes to ensure that employees are well-equipped to leverage advanced software solutions effectively. They will need to engage stakeholders across the organisation to ensure alignment and buy-in for technology adoption and foster a culture of continuous improvement that encourages innovation and the proactive use of technology to address challenges.
Performance management and evaluation is also important here. That means putting in place clear key performance indicators (KPIs) and metrics to measure the impact of technology on asset integrity and plant reliability and conduct regular reviews of technology performance and its contribution to business objectives, adjusting strategies as needed. Equally, it requires implementing a feedback loop from operations to management to continuously refine technology use and processes.
Finally, it is important to establish strong partnerships with technology providers for ongoing support, updates, and training, and work collaboratively with providers to explore innovative

solutions and customisations that address specific operational challenges.
By implementing these kinds of processes around the technology solutions they implement, fertilizer companies can ensure they are effectively leveraging technology to enhance asset integrity and plant reliability. This holistic approach not only addresses operational challenges but also aligns with broader business objectives, contributing to sustainable, efficient, and competitive operations.
Fertilizer companies face significant challenges in maintaining asset integrity and plant reliability amidst volatile raw material costs, hazardous production environments, and the need for technological advancement. However, by leveraging asset performance management (APM) tools and adopting a multifaceted approach that includes process optimisation, advanced process control, digital twins, and continuous training, these companies can effectively navigate these challenges.
Such strategies not only enhance operational efficiency and safety but also ensure compliance with environmental regulations, ultimately contributing to sustainable and competitive operations. Embracing these solutions allows fertilizer firms to optimise asset use and achieve their operational objectives, securing a strong position in the global market.
1. Global Market Insights, Fertilizer Market - By Form (Dry, Liquid) By Product (Organic, Inorganic), By Application (Agriculture, Horticulture, Gardening), Forecast 2024 – 2032 (https://www.gminsights.com/industry-analysis/ fertilizer-market ).


For processes with high temperatures and high pressures to ensure maximum reliability and efficiency.
Discover our share by scanning the QR-Code or meet us at the ACHEMA 2024 in Hall 4.0 at booth F23 !







James Byrd, JESA Technologies, USA, discusses the management of fluorine in phosphoric acid plants.
As time moves forward, environmental concerns are gaining more attention, forcing industrial producers to make considerations for both greenfield and brownfield projects. The term ESG (environmental, social and corporate governance) has become a more well-known term since the UN report titled 'Who Cares Wins' was released.1 The report was funded from a compendium of financial institutions with the intent to secure a more sustainable future. Funding for future projects will likely have requirements for ESG components. This article addresses one such point for phosphoric acid producers and culminates with the introduction of a new technology to enhance sustainability in the phosphate industry.
Present in virtually all phosphate ore around the world, fluorine is a chemical of primary importance regarding ESG in the operation of phosphoric acid plants (PAP). Fluorine as a pollutant has been a challenge since the industry’s inception. The question becomes 'how are we managing fluorine today and what can we do better?' The answer comes in four parts:
n Where is fluorine in the process?
n How much goes where?
n What is the most effective way to manage fluorine?
n What do we do with FSA?
First, it must be understood where in the process the flourine goes. The acidulation of phosphate ore in the reactor liberates the fluorine. Depending on the phosphoric acid process, it is split between being emitted in the reactor fumes and in the phosphoric acid. When the acid is concentrated, it splits again in the vapour and liquid phase. In 2022, it was estimated that 220 million t of phosphate ore was processed in the phosphate industry. At an average 3% concentration of fluorine, that is 6.6 million t of fluorine that needed to be managed.
As may be inferred, there are not too many places for fluorine to go in the process. In a generalised sense, using dihydrate process as this example, Figure 1 contains a generic block flow diagram of a phosphoric acid plant. This is only indicative as plants are configured quite differently around the world. It is apparent that there are two atmospheric emissions, some goes with the acid, some goes with the gypsum, and some goes with fluorosilicic acid (FSA).
The reason that there are two atmospheric streams illustrates a difference between the commonly focused stream off the reactor and fugitive emissions. For the most part, the industry does a good job of scrubbing the reactor fumes well within the regulated measure of 5 mg/Nm3. The secondary stream is relegated to fugitive emissions. This quantity can be quite different between plants as it is a function of the basic design. Cooling systems remove fluorine from fumes in the barometric condensers. Then, that cooling water can emit fluorine. If the
gypsum is stacked, the stack can emit fluorine with rates depending on the age of the stack. How equipment is designed and arranged can also affect fugitive emissions. Fluorine is bound in scale formed in the plant, to a much lesser degree, and can also be mitigated with plant design and/or the use of additives.
Secondly, the magnitude of where the fluorine is going must be understood to best apply efforts for overall management. Based on previous work by Erikson, generic splits in a dihydrate plant look something like the following:
n 1000 tpd P2O5 phosphoric acid plant.
n 30% P2O5 in the rock.
n 3% F in the rock.
n Equals 100 tpd F into the process.
§ Phosphoric acid – 10 – 20 tpd (as fluorine).
§ Emissions – primary (regulated) - <.01 tpd (as fluorine), fugitive – debatable.
§ Scale – debatable.
§ Gypsum – 10 – 20 tpd (as fluorine).
§ FSA – 35 – 55 tpd (as fluorine).
It is obvious that most fluorine goes with the FSA. Fluorine leaving with the acid is largely dependent on impurities in the acid which creates a unique saturation point for acid from each ore body. Regulated emissions are negligible. Fluorine leaving with the gypsum is a function of specific reaction volume, crystal kinetics, and washing ability. This area can be optimised with plant design. Not so obvious is the fact that the amounts listed above do not equal 100 tpd of fluorine. This shows the magnitude of fugitive emissions at approximately 25% of the feed. There are things that can be done in a greenfield design to mitigate fugitive emissions, such as optimising water recycle and chemistry, minimising water exposure to the atmosphere and using ducts to recover fluorine from closed tanks. By minimising fluorine leaving with the gypsum, mitigating scale and fugitive emissions, FSA production would be expected to increase commensurately. Then, maximising FSA
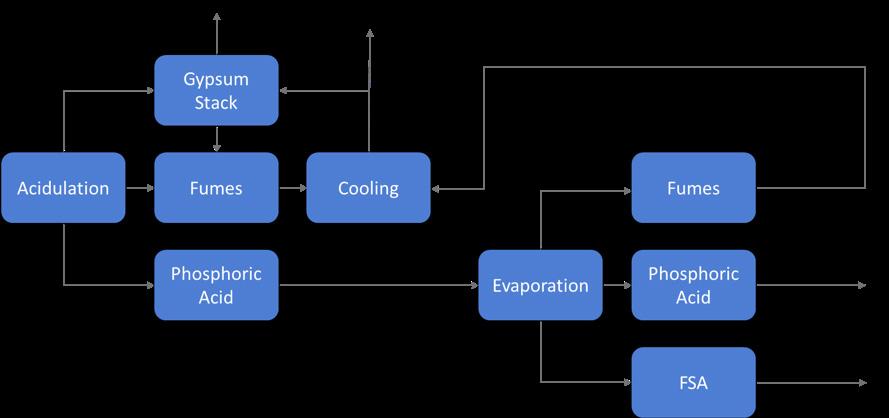
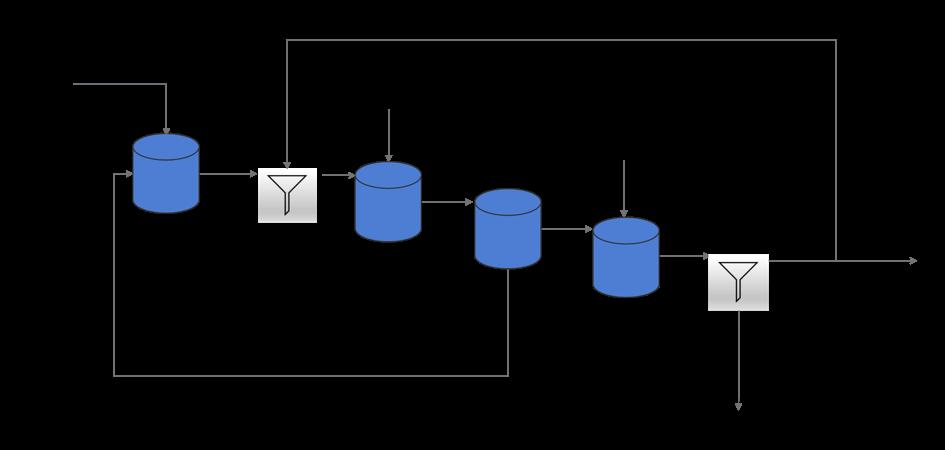
production is the most effective way to responsibly manage fluorine.
Once solubilised, the third point is simply what should be done with the FSA. It is a commercial product albeit with a limited market. It is used as a source for water fluoridation, for salt production and for other miscellaneous industrial uses, but the market is already saturated, and the value is minimal.
Many producers neutralise FSA by using quicklime. This does create an insoluble fluorine compound, but the process is expensive to operate. Valourisation technologies exist, and the most promising is anhydrous hydrofluoric acid (AHF). AHF is used in a variety of industries but is problematic to transport, so a vertically integrated complex is desirable. All of this comes with a CAPEX many times the CAPEX of the PAP and prices most producers out of the market. The aluminium fluoride (AlF3) market is a historical destination, but the latest technology in that market does not use low density AlF3 produced from phosphate-based FSA.
Another historical use was developed utilising the PECO process. This involved reacting FSA with phosphate rock slurry. The purpose of this process was to produce a commercial grade fluorspar. While there was one producer that ran the process on an industrial scale for most of a year, it was never successful in producing fluorspar that could compete on the commercial market due to impurities from the phosphate ore.
JESA Technologies has taken this process and extended the concept to include production of another commercial product, dicalcium phosphate (DCP).
This technology is called the SWIFT process. The primary purpose is to sequester the fluorine into an insoluble solid. The secondary purpose is to create a revenue stream to offset costs associated with fluorine management. In this way, the process is environmentally responsible and economically attractive. This is down the path to address future ESG concerns.
The concept of the SWIFT process is relatively straightforward, as presented in Figure 2. The front end of the plant uses the PECO process – the reaction of the phosphate-based calcium source and FSA producing a pure phosphoric acid (PA) and fluorspar. The phosphoric acid is not at the same grade as would be produced in a purified phosphoric acid plant as it does contain some impurities, and it is very weak in comparison. The fluorspar also contains impurities. The next step is filtering the product and discarding the fluorspar while taking the filtrate to a precipitator where the pH is adjusted. This is sent to a clarifier where the solids are recycled back to the reactor and the overflow is pH adjusted again. The product is filtered with the solids being DCP and the filtrate being clean fresh water. Part of the water is recycled in the process and any excess can be used in the PAP either as cooling tower or fume scrubber makeup water. The DCP can be granulated for commercial sale.
The DCP is a commercial product that many producers are already making, so the market already exists. In this way, a revenue stream can be generated for the producer, offsetting costs to neutralise FSA. Numbers to these points for a plant of 1500 tpd P2O5 production can vary according to impurities in the ore, but the magnitude is on the order of:
n 40 000 tpy DCP production.
n At US$350/TDCP annual revenue of US$14 000 000.
n Annual avoidance costs for neutralisation of US$10 000 000 (depends on the site-specific costs).
n CAPEX is similar to a traditional neutralisation plant.

• No fossil fuels required
• 98% lower emissions
• 60% less plot space
• 55% fewer contruction materials
• 50% decrease in CAPEX

n Preliminary economics indicate a positive NPV .
In addition to being environmentally responsible with positive economics, there are other points worth discussing. Weak FSA is preferred as the acidulation source and purity is not a primary concern. This means FSA recovery equipment in the PAP can be a more simplistic design than trying to recover 'product quality' FSA. P2O5 entrainment is not a concern as this P2O5 would be recovered in the process and make more DCP. In fact, FSA scrubbers may not be necessary for this concept to work. Low FSA concentration can be attained in ways other than traditional processes. Quicklime consumption in the SWIFT process is a small fraction of what the consumption would be in a pure neutralisation plant. The DCP produced is relatively pure and can be in either the anhydrous or dihydrate form. In fact, monocalcium phosphate (MCP) could also be targeted as a product.
Weak FSA is preferred due to better performance with separations and yields within the SWIFT process. With weaker FSA, the recycle sprays in the scrubber will be more efficient, which leads to higher overall recovery of fluorine. Furthermore, in a greenfield installation, these points lead to CAPEX savings in the PAP, further enhancing project economics.
Unlike the PECO process, the SWIFT process can use differing phosphate calcium sources such as run of mine ore, beneficiation tailings or beneficiation rejects. This flexibility has the potential to bring further value to project economics, depending on logistics and chemistry, as the incremental cost of P2O5 is less for these sources than beneficiated rock.
Like every process within a PAP, things are not always so straightforward. Depending on the chemistry of the phosphate calcium source and the purpose for making DCP, other unit operations may be necessary. Testing is necessary to determine equipment sizing and expected results. Most importantly, the process parameters in the plant are critical to understand. From silica polymerisation to yields to kinetics, the process must stay within bounds to work properly.
It may be that the DCP market is not the best destination for the product. It can also be consumed in the PAP or as a feed for a purified phosphoric acid (PPA) plant. Consuming DCP in the phosphoric acid plant provides process benefits such as reduced sulfuric acid consumption, increased throughput, reduced gypsum production and dilution of the effective MER in the PAP reactor. For plants that struggle with MER, this practice would make the granulation plant more successful. By using it as the feed to a PPA plant, many of the impurities are already removed so that the plant may need less unit operations, thereby reducing CAPEX and OPEX while producing pure gypsum.
The flexibility in application also has the potential to take advantage of synergies within the facility complex. This can be in the form of water, chemistry, process optimisations, capital and operating expenditures or energy. Its flexibility is not limited to the phosphate industry, and there is no reason this concept cannot work in other industries where fluorine sequestration is necessary.
Regardless of the purpose for making DCP by the SWIFT process, the result is an environmentally responsible way to manage fluorine in a phosphoric acid plant, done in a way that offsets costs for its management while highlighting ESG values.
References
1. www.unepfi.org/fileadmin/events/2004/stocks/who_cares_wins_global_ compact_2004.pdf

Johannes Buchheim, Glatt Ingenieurtechnik, Germany, explains how innovative technologies can help to overcome the challenges of phosphorus recycling and contribute to a more sustainable circular economy.
With sustainability now a global priority, the development of circular economies is top of mind throughout society, business and politics.
The efficient use of resources, especially the recycling of waste products from material cycles, is becoming increasingly important. A good example is sewage sludge ash.
Owing to its high phosphorus content, it offers promise for recycling. Depending on the region (rural, metropolitan, etc.), source (municipal or industrial) and origin (animal waste, biomass, etc.), sewage sludge ash sometimes contains up to 10 wt% of phosphorus mass, which is approximately 25 wt% phosphorus pentoxide (P2O5).
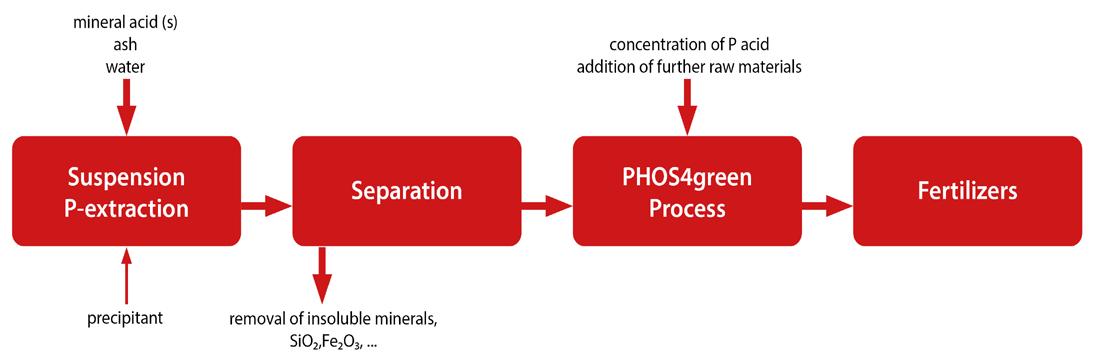
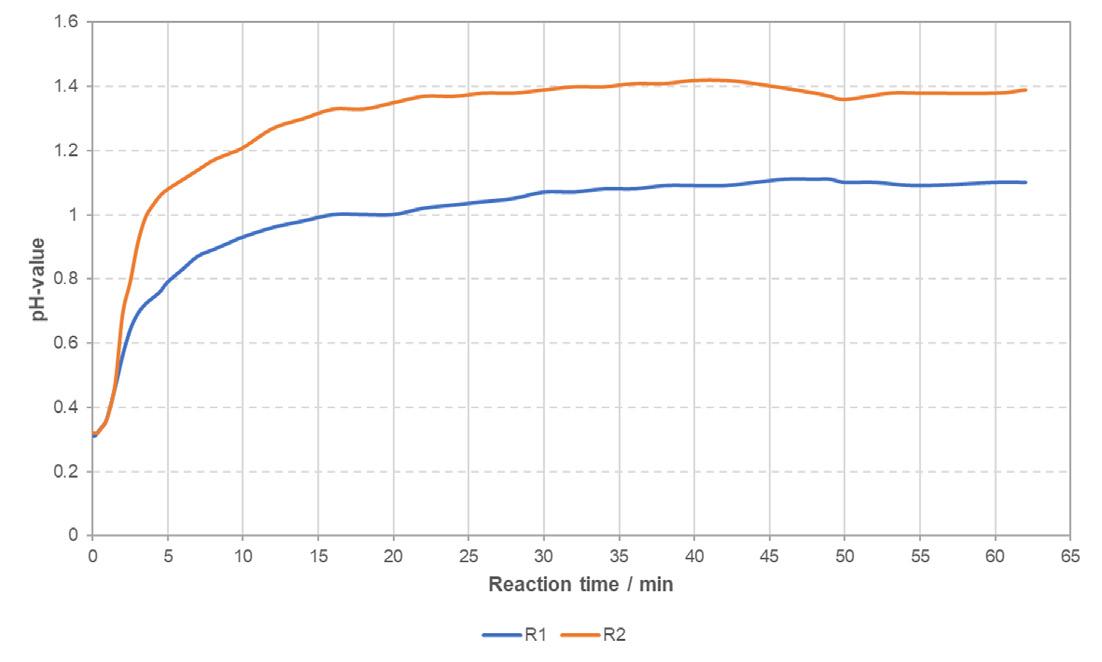
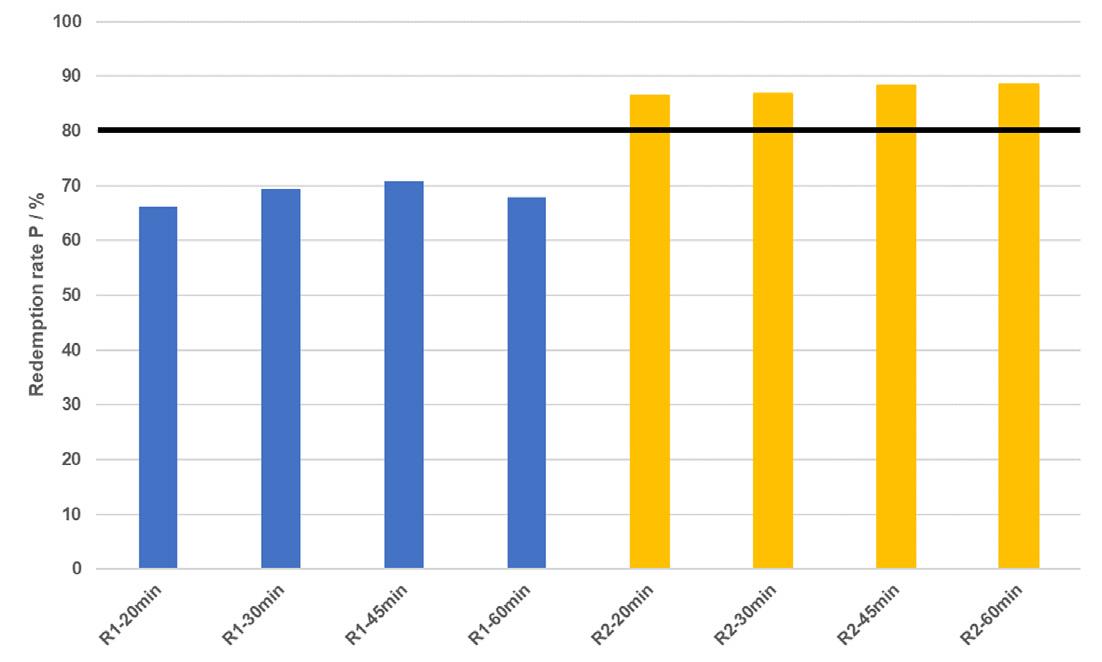
Figure 2. Illustration of the pH value during the 60 minute reaction period under consideration (top) and the rate of phosphorus release from the ash at certain points in time (bottom).
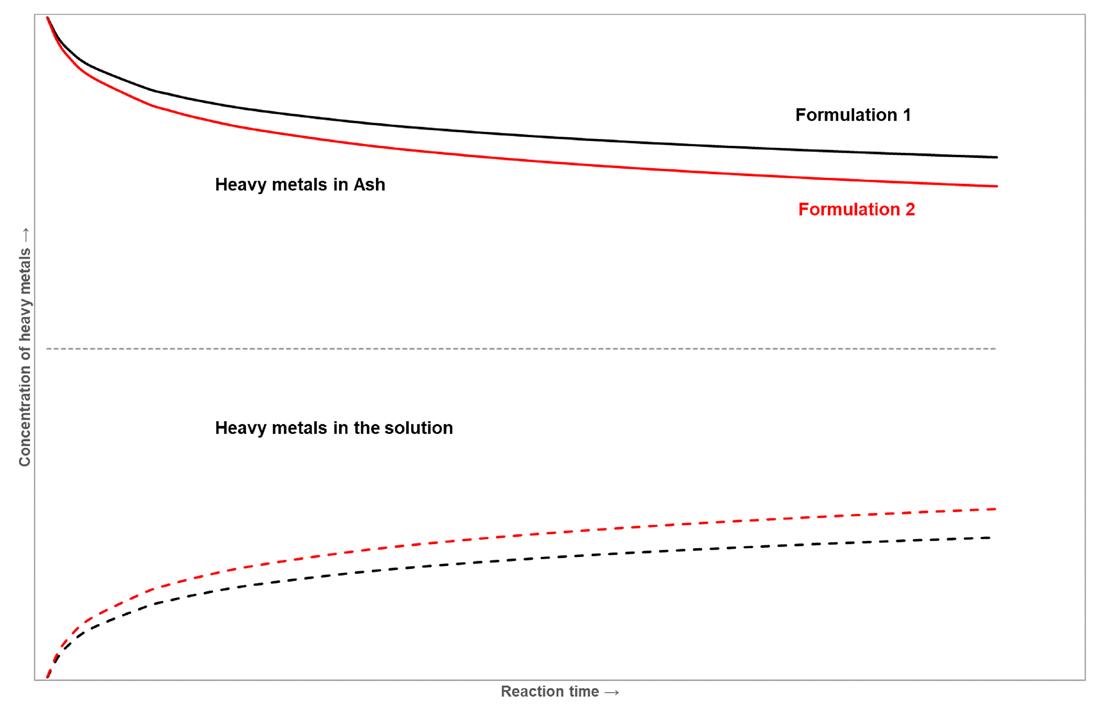
Figure 3. Graphical representation of heavy metal extraction with time for different formulations.
The European Parliament's declaration on the inclusion of phosphorus in the list of critical raw materials in 2017 resulted in regulation that defined recycling strategies for this raw material.
Phosphorus plays an essential role in life on Earth and is a key element in the energy metabolism and cell structure of most animals and plants; it is required for growth, development and reproduction. Although humans absorb the chemical element through food, mineral fertilizers are used for crops. For this purpose, phosphorus is extracted from ore deposits in the form of various rock formations and is processed into phosphoric acid. It is the basis for various types of fertilizers. As the ore deposits are natural, the resulting fertilizers are not subject to any compliance regulations in terms of limit values for pollutants. This applies to high heavy metal concentration such as arsenic, cadmium and uranium (often meaning that the uranium content in drinking water is higher than it should be).
Owing to its non-biogenic origin, sewage sludge ash must have certain qualities to be processed into fertilizer granulates. This depends on the origin of the sewage sludge and the organic and inorganic contaminants. Limit values for these are defined in German law (German Fertilizer Regulation: DüMV) in Annex 2 DüMV and at the European level in Regulation EU-2019/1009.
Bearing this in mind, Glatt developed its PHOS4green technology. Through this process, fertilizer granules with a precisely defined composition and specific particle properties (hardness, density and mineral availability) can be produced from sewage sludge ash. The particle size distribution can be freely adjusted within the range of 2 – 3 mm.
The basis for this continuous process is the processing of suspensions in fluidised bed and spouted bed apparatus. In addition, when processing ash with the PHOS4green process, macronutrients such as nitrogen, sulfur and phosphorus can be added to the spray suspension for the granulation process. In this way, customised multicomponent fertilizers can be produced from any ash.
Micronutrients, apart from boron and chloride, are heavy metals that can cause plant damage in high concentrations or enter the food chain and thus impair life processes and health. As part of the joint research project, RePhoRM, (Regional Phosphorus Recycling in the Rhine-Main Region), Glatt has developed various processes to reduce the concentration of heavy metals in the process, depending on requirements and legal specifications.
The collaborative RePhoRM project, founded by the German Federal Ministry of Education and Research (Grant No. 02WPR1545A-G), which is now being initiated after a successful trial phase, was set up to develop and implement a technological joint solution for phosphorus recycling in the eponymous area. It is based
Engineered valve solutions coupled with through-life service for your seamless fertilizer plant operations.
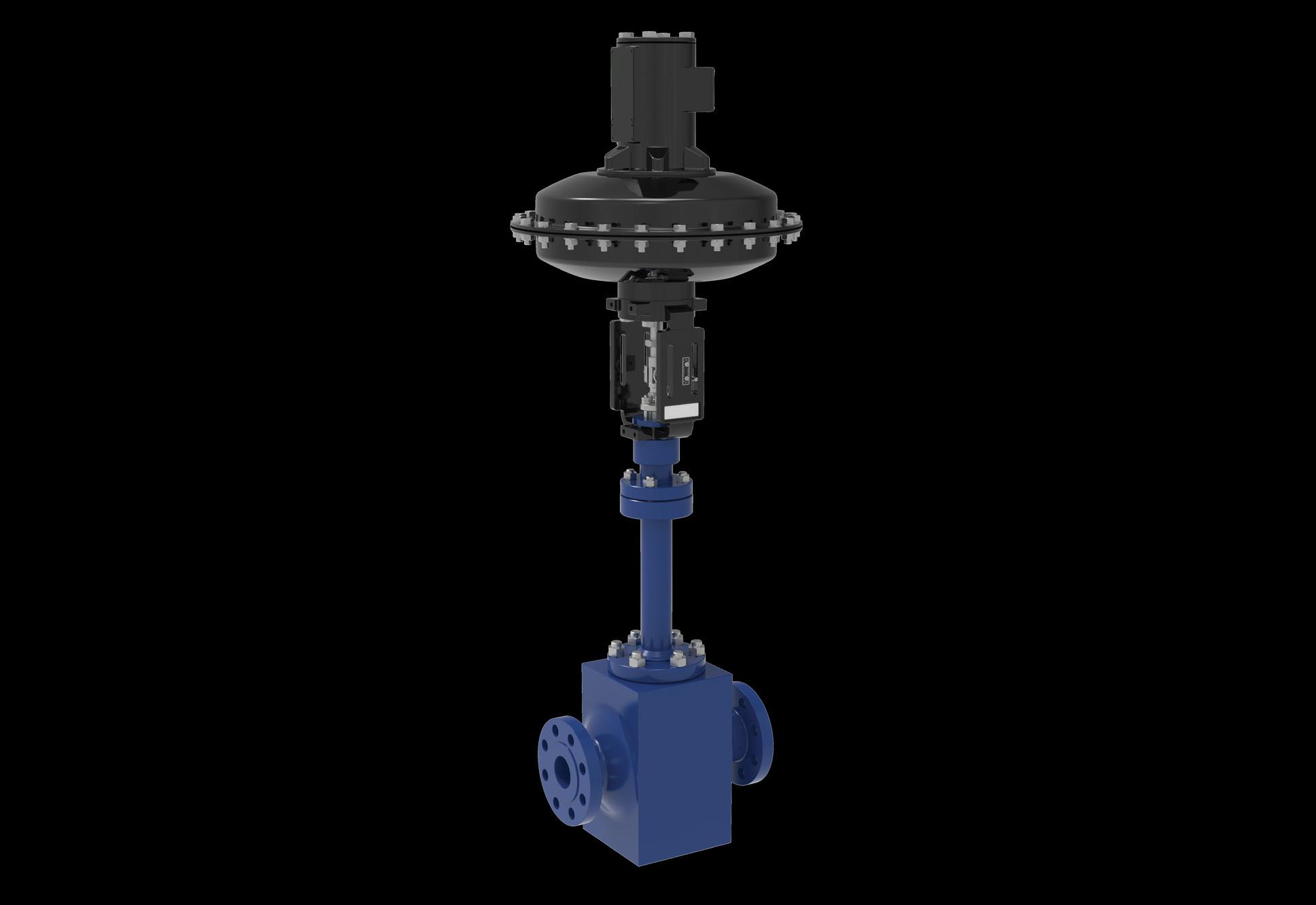



on the local sludge incineration capacity and its potential expansion in the Frankfurt Rhine Main metropolitan region.
As such, the technology to produce fertilizer granules by removing heavy metals from (input) sewage sludge ash and implement the process on a large scale was further developed.
Depending on the required output and the quality of the input ash, the project identified three different ways to run the process.
Fo r ashes with levels of high heavy metal contamination (cadmium, lead and arsenic), washing with selected mineral acids was recommended to extract the phosphorus. Depending on the reaction time, poorly soluble heavy metal compounds remain as solids in the suspension. Shorter reaction times can minimise the dissolution of other heavy metals. Codissolved elements such as copper can be precipitated and removed by adding further additives. The separation of the liquid from the solid leads to a phosphoric acid that is depleted of heavy metals, which is suitable to produce various fertilizer granulates like NPS, NPK, superphosphate
analogue, P38 or P46 (Figure 1). The previously separated, heavy metal-enriched solids are produced as waste.
An ash was used to assess the applicability of the process. This was treated with two formulations (R1 and R2). The requirement was to extract at least 80% of the phosphorus with the lowest possible redissolution of the heavy metals. The course of the reaction was monitored for 60 minutes. Despite the longer period and the higher solids content of the suspension, formulation R2 delivered a constant redissolution rate of the phosphorus bound in the ash (Figure 2). The redissolution of heavy metals is lower for formulation R1 compared with R2 (apart from arsenic). Additional heavy metal removal by precipitating the heavy metals (ideally as sulfides) directly from the suspension would further reduce the concentration. This means that high removal rates can also be achieved for arsenic and copper.
For fertilizer manufacturers, it is advisable to produce as little waste as possible and use all the ash. Compared with phosphorus extraction, the focus here is on the selective removal of heavy metals. This can be achieved by using selected mineral acids and mixtures under oxidative conditions, longer reaction times and higher pH values. Figure 3 shows how heavy metals dissolve out of the mineral and concentrate in the solution with time. As a result, heavy metals are selectively kept in solution while phosphorus remains predominantly in the solid (redissolution rates <40%).
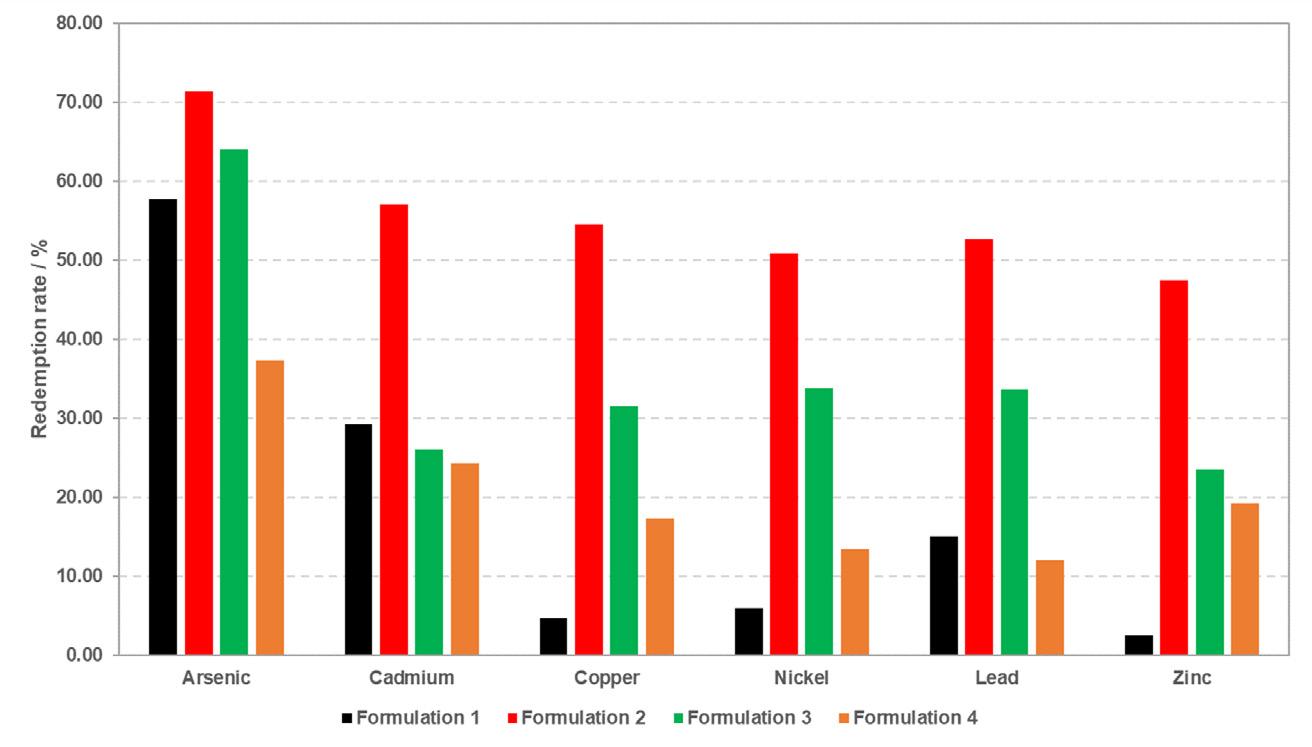
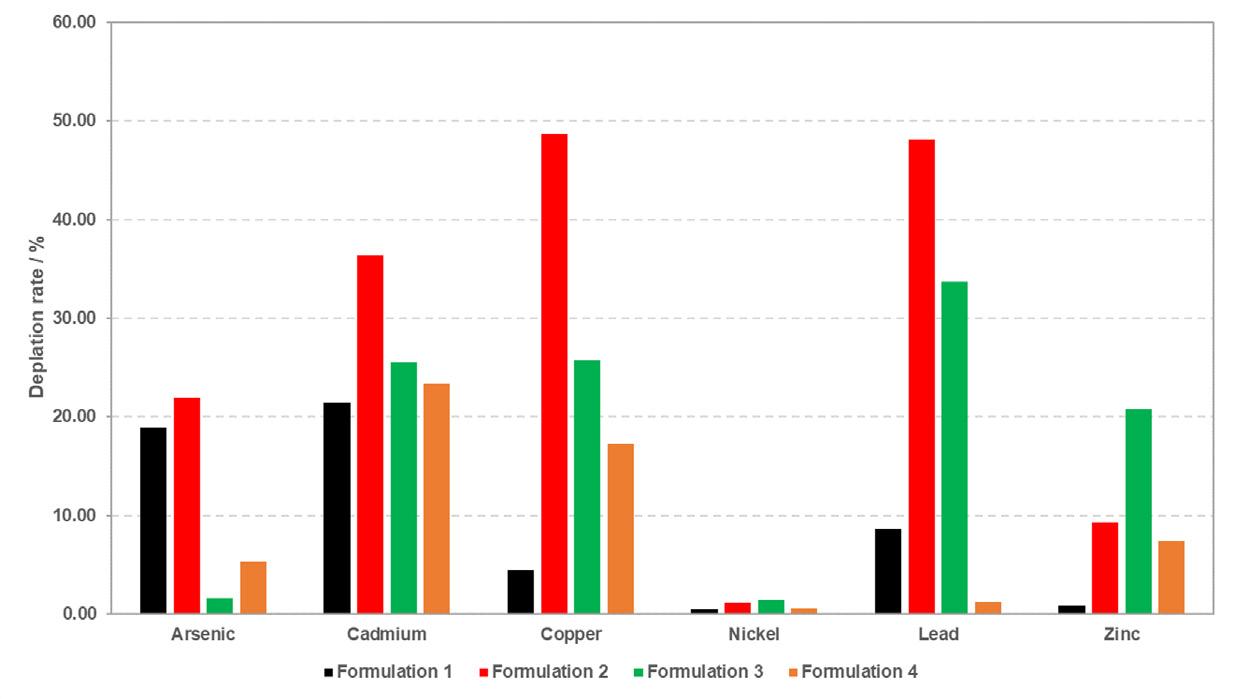
The suspension is filtered and the heavy metals remaining in the solution are precipitated. The degradation rate of the heavy metals is defined by the redissolution rate from the ash and the precipitation rate from the extract. After separation, the depleted fractions are recombined and fertilizer granules with the desired composition are obtained by using further additives. The depletion rates are lower compared with the first option, which is why this process is suitable for ash with low heavy metal concentrations. The precipitated heavy metals must be disposed of as waste.
An ash was used to assess the applicability of the process. This was treated with four different formulations (F1 – F4) for up to 60 minutes. The redissolution rate is highly dependent on the mineral acid or mineral acid mixture used. It was found that a reaction time of 40 minutes
resulted in sufficiently high extraction rates of the heavy metals (Figure 4). The heavy metals were precipitated as sulfides after separation from the liquid phase (Figure 5). The degradation rates depend on the formulation used. This is because of the redissolution rate of the heavy metals from the ash, but also the precipitation rate from the liquid phase (particularly arsenic). However, if the pH value of the liquid phase is increased too much, phosphorus precipitates as a poorly soluble compound of iron, aluminium and calcium, which should be avoided. In general, an increase in the precipitant content also results in higher heavy metal degradation rates. The process can therefore be flexibly adapted to the respective conditions.
The second process can be extended by first extracting the phosphorus from the ash and precipitating the codissolved heavy metals. The resulting heavy metal-depleted phosphoric acid is separated from the solid. A second process step extracts the heavy metals from the solid matrix by oxidation. After the separation step, the heavy metals are precipitated from the solution again. As a large proportion of the phosphorus has already been extracted in the first step, only a small proportion of phosphate precipitates when the pH value is raised. Most of the heavy metals can be completely removed at pH values above 5. This is a major advantage when it comes to removing high levels of nickel and zinc. By combining the solid and liquid phases and including further additives, fertilizers of the desired composition can be produced. The precipitated heavy metals are waste but can be purified and recovered.
The introduction of phosphorus recycling strategies from sewage sludge ash is becoming increasingly important, particularly considering EU regulations and the German Fertilizer Ordinance. The challenge is to remove heavy metals and comply with limit values.
As an initial priority, the focus is on establishing local supply chains and strengthening the circular economy. Spray granulation is used to produce fertilizer granules from sewage sludge ash. PHOS4green technology allows for the composition and particle properties of those granules to be individually adjusted.
If the process is expanded to include selective heavy metal removal (using mineral acids), less waste is produced because all the ash is utilised. This process variant is suitable for ash with low heavy metal concentrations.
If double extraction is added to the basic process, both phosphorus and heavy metals can be extracted in two steps. In the second step, heavy metals such as nickel and zinc can be removed effectively.
Companies should strive for efficient recycling solutions to offer fertilizer manufacturers high quality products while minimising their environmental impact. Innovative technologies can help to overcome the challenges of phosphorus recycling from sewage sludge ash and contribute to a sustainable circular economy.

Evgeny Fedoseev and James Samuelson, Novaphos Inc., USA, outline a new economic and sustainable approach to effectively deliver high quality phosphate for the fertilizer market.
Phosphorous, and thus phosphate, is crucial to all living organisms, and the use of phosphate fertilizer has been instrumental in bringing food security to the world. However, the current technology used to make almost all phosphate fertilizers, the wet-acid process or WAP, is decades old and burdened with significant problems; it requires large deposits of high quality phosphate rock, which is increasingly scarce, and creates large volumes of noxious waste. As the world's population continues to grow and the amount of arable land declines, sustainable phosphate production will remain essential to maintain food supplies. The industry does not have the luxury to wait to change how essential phosphate products are made; our future depends on a better phosphate industry.

Novaphos has developed a technology that aims to change the future of phosphate production. The process is based upon carbo-thermal reduction of phosphate rock ore, concentrate and even mine tailings, integrated with oxidation, and followed by scrubbing in water to produce a phosphoric acid that can be used to make any number of phosphate products, including liquid and water-soluble fertilizers, animal feed ingredients, and even purified phosphoric acid (PPA).
This process produces a useful co-product, J-Rox®, instead of phosphogypsum waste. J-Rox is a calcium silicate compound that can be used in concrete as a replacement for cement or as a light-weight aggregate. The radon gas emanation from J-Rox is about 50 times lower than most phosphogypsum and very close to, if not less than, background levels. This is accomplished by the

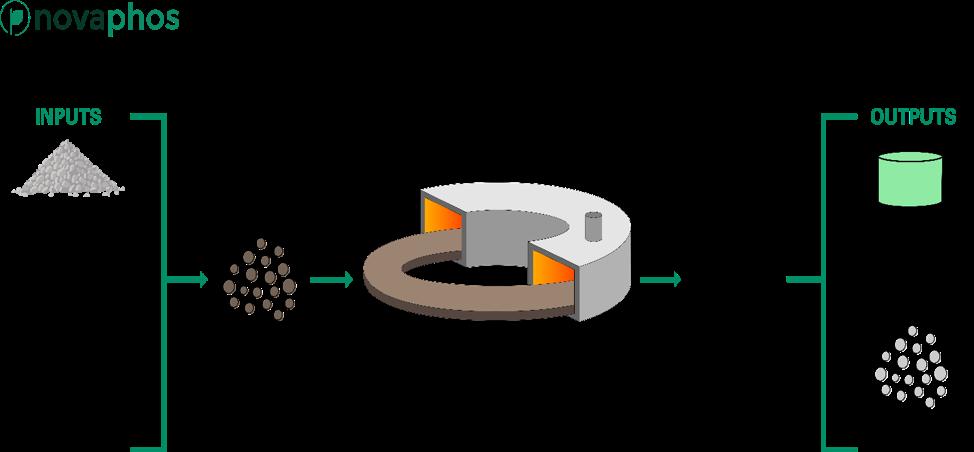
crystaline structures formed under the high temperatures required to facilitate the process reactions. J-Rox also contains a significant amount of plant available silicon and is suitable as a soil amendment for crops requiring silicon. The process is illustrated in Figure 1.
The current standard for phosphate production is the wet-acid process (WAP), where sulfuric acid is reacted with phosphate rock to produce phosphoric acid and phosphogypsum waste. Economy-of-scale considerations have driven these plants to production rates of over 500 000 tpy of P2O5, with each plant requiring up to 2 million tpy of high quality phosphate rock concentrate. In order to support a 30-year useful life, a new WAP plant could require a quality phosphate rock reserve of 100 million t or more depending on ore characteristics and beneficiation requirements. The number of such phosphate deposits are in rapid decline and are simply non-existent in most of the world. High impurity levels that result from near complete dissolution of the phosphate rock are also a problem for WAP phosphate producers.
The Novaphos process can be commercialised at production levels from 20 000 tpy of P2O5, allowing for the utilisation of much smaller phosphate deposits which are numerous throughout the world. In addition, the process does not require high quality ore, and in many cases the run of mine ore at a lower cut-off value is quite suitable. Many phosphate mine tailings can also be used, especially if they are high in silica, as sand is also a reactant in this process.
The wet-acid process also requires sulfuric acid, which is produced by burning sulfur, most of which is recovered from hydrocarbons. As humanity strives to become carbon free, the world’s recovered sulfur supply will decline, requiring the mining of natural sulfur at a much higher cost. Even more unfortunate, all the sulfur purchased and consumed in a WAP phosphoric acid plant is used and then discarded in the waste phosphogypsum. The production of sulfuric acid adds significantly to the capital cost of a WAP facility and brings safety and environmental risks, as well as the logistics of handling sulfur.
The Novaphos process does not require sulfur, however, it does need a small amount of carbon in the form of pet coke or coal. The process requires the input of energy to initiate the reaction, and the source is quite flexible – this can be natural gas, electricity, or green energy sources. The process can also be configured to capture any carbon emissions as industrial grade CO2, bringing it very close to the ‘zero-waste’ ideal.
This process uses similar chemistry to the classic thermal process to produce elemental phosphorus, but it is simpler and lower in cost, due to a simplified raw material preparation process, flexibility in energy sources, energy integration and a continuous operation. The process occurs in the solid phase because it does not require melting of the feed; this allows for a continuous process utilising a single piece of equipment, the rotary hearth furnace, to accomplish direct reduction followed by oxidation. The rotary hearth furnace is being used successfully in a number of industries and is considered reliable and robust. The process has a low carbon footprint and little environmental risk.
This process directly produces a phosphoric acid with very low impurities, enabling the production of high quality phosphate products including water soluble phosphates and superphosphoric acid (SPA) for use in liquid fertilizers.
The production of animal feed ingredients and purified phosphoric acid can be accomplished with minor downstream processing steps. The basic phosphoric acid derived from the wet process typically has ten times more impurities than the Novaphos acid; as such, it can be very hard, if not impossible to make high-value phosphates economically. These WAP operations struggle sometimes to make the expected grade of basic granular di-ammonium phosphate (DAP) or even mono-ammonium phosphate (MAP).
The difficulty of purifying WAP phosphoric acid has created a bias in the phosphate industry towards solid products, like DAP and MAP, which tolerate higher levels of impurities. Unfortunately, solid fertilizers are fundamentally less suited to ‘precision agriculture,’ where farmers try to place nutrients close to plant roots at times when the plants require those nutrients (e.g. the 4 Rs: right source, right rate, right time, and right place). Liquid and high-solubility fertilizers help meet these sustainability goals, but adoption has been limited due to cost and availability. As much as 80% of the phosphate in solid fertilizer never makes it to the plant and negatively impacts storm water runoff from agricultural production.
Fundamental technical limitations in WAP production of phosphoric acid contribute to these limitations; phosphate rock typically contains a large amount and variety of impurities. The acidulation process causes most of these impurities to become dissolved in the resulting phosphoric acid, which also contains an excess of sulfate to ensure an adequate reaction of phosphate rock. In the wet acid dihydrate process, there might be impurity levels in the range of 6 – 9% (60 000 – 90 000 ppm) in the filter grade phosphoric acid, which is typically at only about 28% P2O5 concentration.
In contrast, technical grade phosphoric acid requires impurities in the range of 500 – 2000 ppm at about 56% – 61% P2O5 concentration. This represents a substantial reduction of impurities, and most purification of WAP phosphoric acid is accomplished with solvent-extraction technologies combined with pre-and post-processing steps to obtain the required specification. Producers have also sought to use membrane technologies with limited success. Regardless of the approach,
purification processes can be inefficient, rejecting large amounts of phosphate along with impurities.
Purification technology inefficiencies combined with environmental regulations mean that these impurities must be absorbed in other products. Most purification reject streams contain meaningful amounts of phosphate, and the most logical destination for these reject streams is a phosphate fertilizer. The product that is most able to absorb these impurities while still making grade is granular MAP; however, phosphoric acid going into MAP can only absorb so much of these impurities before it becomes impossible to make commercial-quality MAP.
This balancing act between impurity removal and use in commercial products limits production of higher-value products like water-soluble products and even SPA, particularly where the underlying phosphate rock resource is high in impurities, like most sedimentary phosphate rock. This explains why a large number of phosphate producers are unable to make more – or indeed any – higher value phosphate products.
The Novaphos process sequesters a large proportion of the impurities from phosphate rock in the co-product J-Rox, where they are trapped in non-reactive chemical compounds and nano-scale microscopic crystal structures formed by calcium silicates. This means that a large proportion of the impurities never get into the phosphoric acid and therefore do not need to be removed in downstream purification. It also explains why the process can use low quality phosphate rock.
The quality of phosphoric acid means that a production facility can avoid production of solid fertilizers, thereby also avoiding ammonia purchases and storage, granulation operations,
and solid storage and shipping. A plant could focus on producing only higher-value phosphoric acid products like SPA and technical grade PPA, even battery grade PPA for the production of lithium iron phosphate (LFP) cathode material utilised in the lithium-ion battery industry.
To summarise, the process can expand effective phosphate resources in multiple ways:
n Capturing P2O5 currently lost in mine tailings.
n Using low quality ore that is not currently mined.
n Enabling smaller deposits that are not currently economic.
Taken together, these benefits can make an enormous impact on the amount of phosphate rock that is available, particularly in regions without large, high quality deposits remaining to be exploited. The process provides higher quality phosphate fertilizer products that allows for better utilisation and more efficient use by the crop. It also produces a co-product that can be used in many construction applications. Finally, it does not generate any large-scale solid or liquid wastes.
Stepping back, we see a traditional phosphate industry that is limited by the kind of phosphate rock it can use and the kind of products it can make. It is also burdened with the need to purchase sulfur and dispose of that same sulfur in the form of phosphogypsum waste. These limitations are highly problematic in an industry on which the world depends for food security. It is time for a new approach that is more economic and sustainable.


Phospholutions Inc, USA, discuss how the efficiency of phosphorus fertilizer can be enhanced in order to make its application more sustainable.
Sustainable fertilizer companies are developing new technologies designed to enhance the efficiency of phosphorus fertilizers.
Phospholutions has developed an additive, called RhizoSorb, which can be integrated into fertilizer granules during the standard upstream production processes for conventional phosphates. Demonstrated to increase phosphate efficiency through extensive trials (500 small plots and on-farm field trials), the technology helps to enable farmers to achieve the same yield while reducing P 2 O 5 application rates.
The additive impacts nutrient availability and release by pre-loading phosphorus onto the surface of a proprietary blend of metal oxides that enter production in a powdered form, later releasing it into the soil solution. The release mechanism is dependent on concentration gradients established between the soil solution and the surface of the technology to release phosphorus, only as plants require it. This approach minimises phosphorus tie-up in the soil, helping to ensure availability throughout the growing season.

Conventional chemical fertilizers can suffer from poor solubility, leading to inefficient nutrient release. Research indicates that as little as 10% of applied phosphates become available to crops in the year of application. Once phosphate becomes soluble in soil, it binds strongly to soil particles and other elements, making it inaccessible to plants for extended periods. This inefficiency necessitates overapplication by farmers, contributing to environmental issues such as runoff and nutrient leaching.
New technologies are offering cost-effective alternatives to traditional phosphate fertilizers for row crop production. As demonstrated in field trials, the additive developed can help farmers achieve equivalent or higher yields while saving an average of 15% per acre. The average corn grower in the US generates a US$24 return on investment per acre. By incorporating new technologies during phosphoric acid granulation, production costs per ton are reduced, while mine life is extended, creating more value per unit of phosphorus. This can enable phosphate producers to enhance efficiency, thereby increasing margins per ton of P 2 O 5
During the manufacturing process, the RhizoSorb additive is integrated into the phosphoric acid ammoniation-granulation process, where it undergoes a chemical reaction with phosphate to produce granules that result in enhanced efficiency. Recent studies have unveiled an increase in production rates with the incorporation of this technology, resulting in 10 – 20% more output within the same timeframe compared to producing monoammonium phosphate (MAP). This is credited to the additive's role as an additional binder for phosphoric acid during granulation, which facilitates greater material accumulation with each passage through the granulator. This binding action not only optimises manufacturing thermodynamics by releasing heat, but also serves to sustainably enhance efficiency.
Powder acts as a catalyst for the formation of new granules, further expediting the manufacturing process. These benefits translate into reduced recycle-to-product ratios during manufacturing, streamlining the production cycle and ultimately requiring fewer cycles to reach the final product. Additionally, the lower NH 3 :PO 4 ratios needed in pre-neutraliser and pipe reactor systems lead to decreased slurry viscosities, enhancing material flow and reducing the risk of instrumentation blockages or shutdowns. The inherent moisture content results in a reduction of water input during granulation compared to MAP.

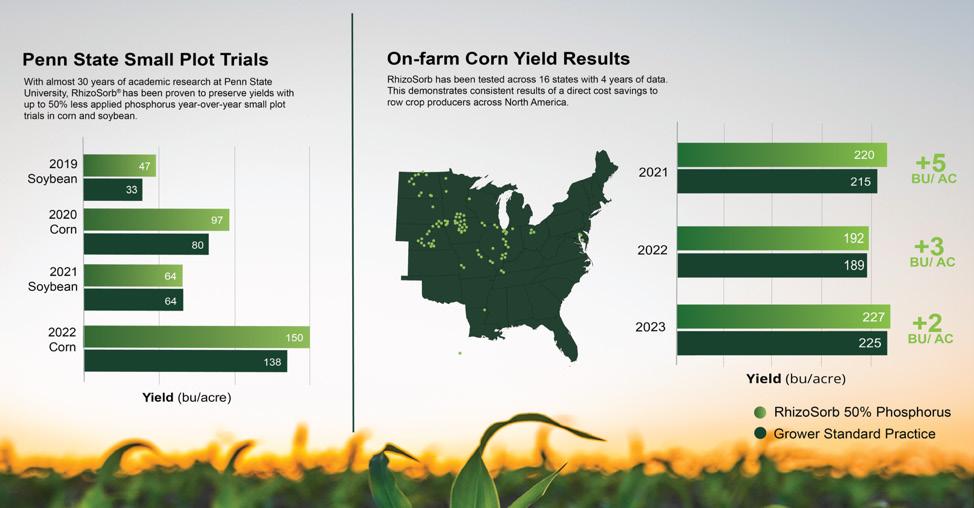
In terms of cost efficiency, producing 1 t requires 30% less ammonia and 22% less phosphoric acid compared to producing 1 t of MAP, with further reductions of 58% in ammonia and 12% in phosphoric acid compared to diammonium phosphate (DAP). These decreased input costs, coupled with the heightened manufacturing efficiency, help translate into savings for producers. The final granules exhibit soil-friendly pH levels and demonstrate reduced attrition and breakdown characteristics. The product's lower salt index also promotes healthier crop growth without the risk of fertilizer burn. This design ensures compatibility with standard distribution channels by replicating the density and flow properties of MAP and DAP.
Additionally, technologies such as RhizoSorb can help reduce carbon emissions per acre by over 45% compared to MAP and decrease runoff potential by up to 78%.
The development of new technologies such as RhizoSorb means companies can envision a future where fertilizer production and application are more sustainable.














SHORT COURSES: AUGUST 19, 2024
SYMPOSIA: AUGUST 20-22, 2024
GEORGE R. BROWN CONVENTION CENTER • HOUSTON, TX
The Turbomachinery & Pump Symposia is recognized worldwide as the industry’s must-attend event. Connect with more than 4,900 delegates, meet with leading suppliers, observe product demos, and get answers to your technical questions. We look forward to seeing you in Houston!
4,945 ATTENDEES
323 EXHIBITING COMPANIES
53 COUNTRIES
TPS.TAMU.EDU #TPS2024
HOSTED BY


Lucas de Clercq,
the Netherlands, considers the opportunity for faster and more accurate factory data acquisition and explores its potential impact on the fertilizer industry.
The demand for efficiency in the fertilizer industry is steadily growing. Manufacturers are challenged to optimise their processes and reduce production costs while maintaining/improving the quality of their products. In this increasingly competitive market, obtaining digital and accurate factory data becomes a crucial aspect to remain competitive. It is one of the key elements in fertilizer production.
This article delves into the role of advanced laboratory robots in obtaining production quality faster and more accurately, and how this technology enables fertilizer manufacturers to anticipate real-time data for improved decision-making, thus achieving savings on a large scale.
This article also discusses the challenges of traditional quality control and examines practical examples of how new technologies are transforming the fertilizer industry.
In traditional fertilizer factories, quality analyses often rely on manual processes, resulting in long feedback times (often the next shift), and manual errors due to repetitive work. Human analyses are susceptible to human errors and inconsistencies, which can affect the accuracy of the analysis. Moreover, manual analyses are time-consuming, delaying feedback times and increasing response time. These delays can lead to costly downtime and limit the ability to quickly respond to changing conditions.
While a handful of fertilizer factories explore automated systems for sampling and NIR analyses, they still encounter limitations afterwards. Many of these techniques involve speculated data rather than measured data as analysed in the lab.
To employ these techniques, it is necessary to examine the actual content of the sample. The only accurate way to do this is by engaging the laboratory and measuring the values via the wet chemical method.
The laboratory is currently experiencing a significant workload, however it would be advantageous if the priority was refining products and exploring new methodologies, rather than solely on repeated quality assurance measurements.
Delayed data significantly impacts production efficiency and quality in fertilizer factories. Due to the time currently required for analyses or the limitations of existing automation technologies, manufacturers cannot react quickly enough to process variations

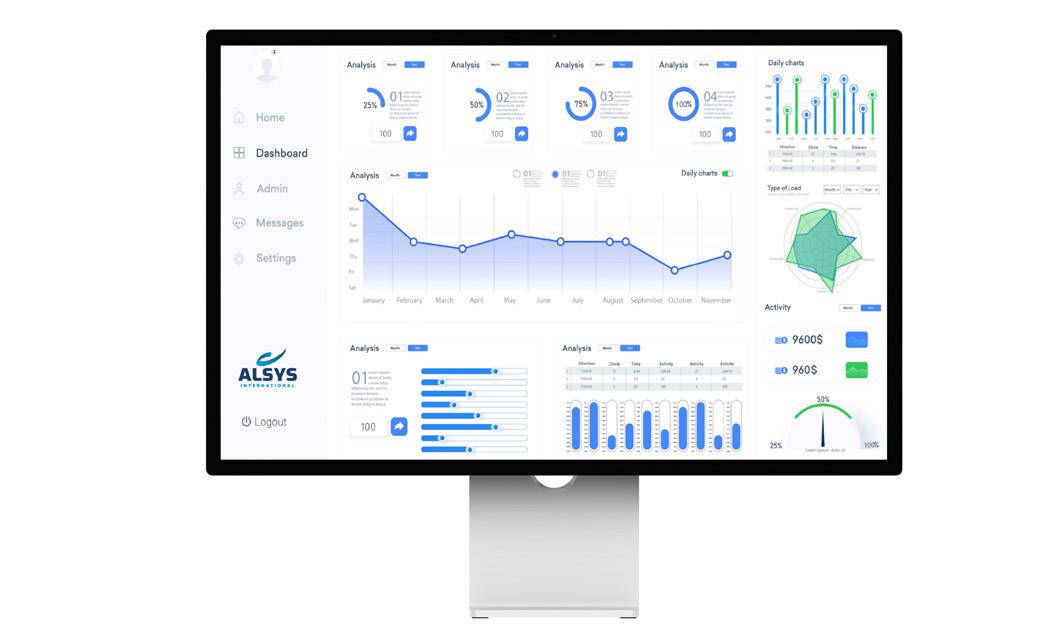

or quality issues. This can lead to a waste of raw materials, reduced product quality, and even production downtime. The ability to obtain and analyse automated data in real-time and 24/7 according to chemical measurements is therefore essential for optimising production processes and ensuring consistent product quality.
Alsys International has developed laboratory robots over 25 years specifically designed for the fertilizer industry. These robots serve as the link between production and the laboratory. Samples from production can be input by factory operators 24 hours a day, seven days a week. The robot works quite simply. It automates the chemical sample preparation necessary for analyses. The robot contains analysis equipment and is linked with LIMS/SAP/ERP so that all analyses are digitally available immediately and alerts when production or products deviate. Through developed methods, the robot can inform/alert managers about the quality of production or end products within eight minutes after inputting the production sample.
The deployment of automated analyses offers great benefits for fertilizer manufacturers. Firstly, these robots can perform analyses and provide feedback in a fraction of the time of more traditional methods, therefore providing production leaders with crucial information for efficient production.
The results provided are more accurate than ever as the robot performs steps more precisely than a human ever could. Additionally, these robots can operate 24/7, allowing manufacturers to continuously monitor and analyse their processes, even outside of regular working hours.
Several fertilizer factories have successfully implemented these technologies to expedite their data acquisition processes. Case studies show that these factories have seen significant improvements in their production efficiency, quality control, and operational costs. By deploying advanced laboratory robots, they could respond more quickly to process variations, implement optimisations, and improve the overall reliability of their production processes. It has been demonstrated that a minimum saving of 1 – 2% can be achieved annually on energy costs and raw materials.
For a factory that produces 400 000 t of NPK/MAP/DAP fertilizer annually, its annual expenses are estimated at €85 000 000. A 2% saving is €1 700 000. These results are achieved solely through more efficient production.
These success stories illustrate the impact that advanced technologies can have on the fertilizer industry and highlight the potential for further innovation and growth.
Investments in advanced laboratory robots are a crucial pillar for the future of fertilizer manufacturers. Case studies show that factories that have implemented advanced laboratory robots have seen significant improvements in their production efficiency, quality control, and operational costs.
Such robots are enabling factories to achieve digitalisation, sustainability and efficiency goals – the possibilities of factory data acquisition can no longer be ignored. It is time to embrace the possibilities of advanced laboratory robots and invest in the future of fertilizer factories.

Alexander Baryshnikov and Mindaugas Dailide, Lyncis, Lithuania, outline safe and cost-effective techniques for online elemental analysis in fertilizer production.
The chemical composition of fertilizer ores differ from mine to mine and even from different parts of the same mine.
Concentration variations of valuable elements and impurities like Mg, Si, Fe, Na, Ca, and heavy metals increase processing expenses and degrade the quality of the final product. Using laboratory analysis for continuous process control is not possible as it takes several hours or days from sample collection until the results are received. When the results arrive it is already too late to adjust process parameters. If extra quality goes undetected, the company
loses the additional profit it could get for selling higher-grade ore or products. If low grade material goes undetected, the company not only faces penalties from the customers but also wastes energy and reagents on processing off-grade material. Only online analysers operating in continuous mode and providing chemical composition results in real time can allow timely process adjustments (Figure 1). Only online analysers provide a full picture of concentration variation change over time and allow timely process adjustment.
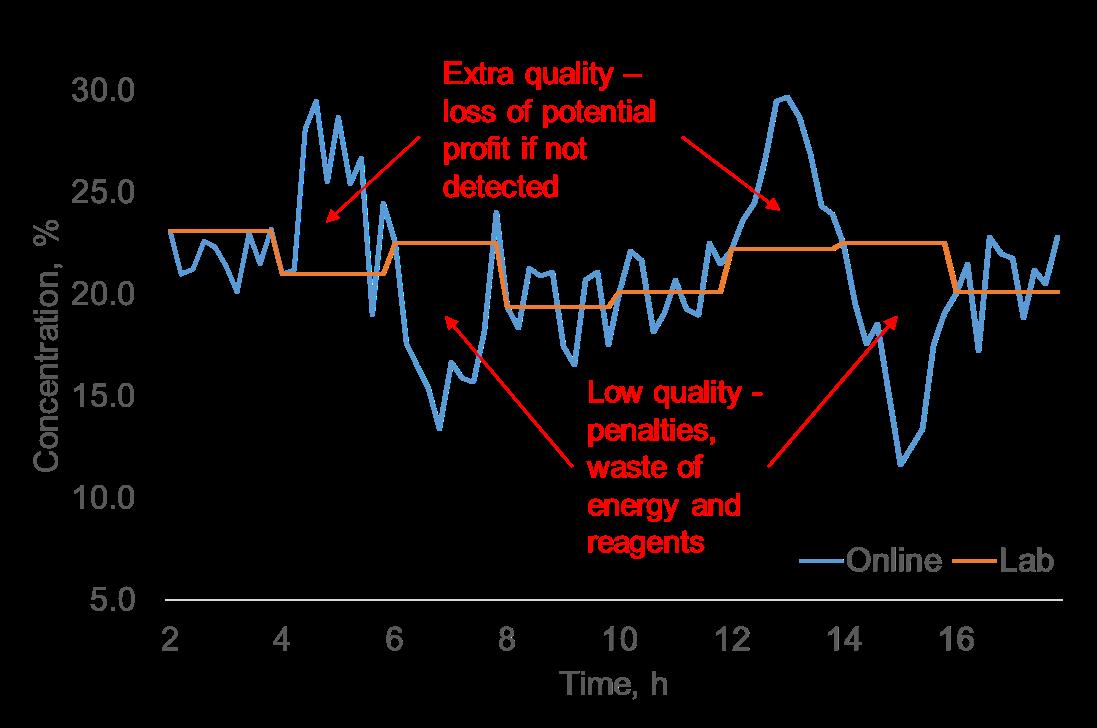
1. Only online analysers provide a full picture of concentration variation change over time and allow timely process adjustment.
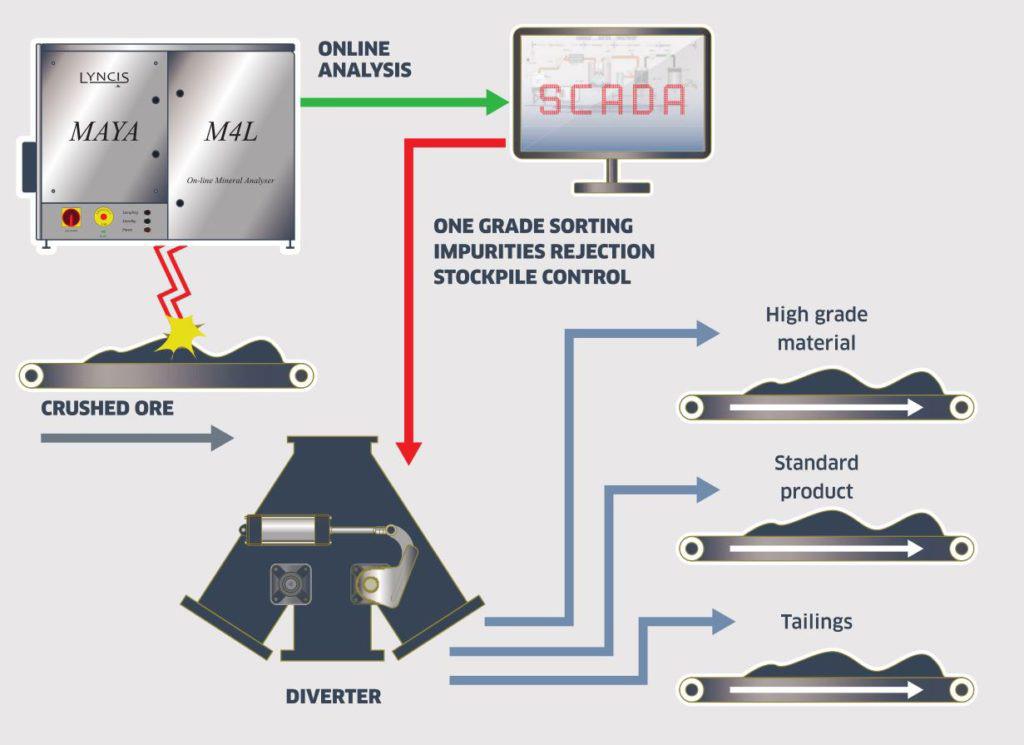
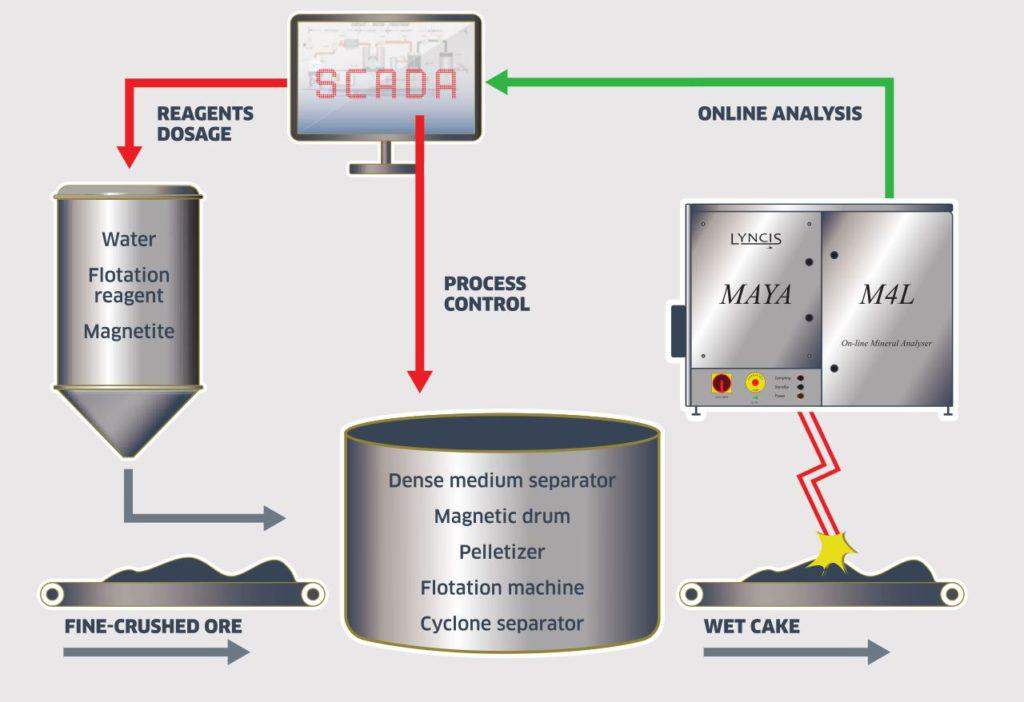
Historically, prompt gamma neutron activation analysis (PGNAA), pulsed fast thermal neutron activation (PFTNA), and X-Ray fluorescence (XRF) analysers were used for online analysis. However, these techniques suffer from harmful radiation, high maintenance expenses, and some limitations in analytical capability.
Laser-induced breakdown spectroscopy (LIBS) is emerging as a safe and radiation-free technique. In addition, the analytical performance is excellent and maintenance expenses are very low.
Modern LIBS analysers use a pulsed laser which is focused on the material directly on the conveyor or onto a slurry stream. Laser evaporates a small portion of the material and creates plasma. Plasma is a mix of neutral and charged atomic and molecular particles that lose excess of acquired energy in the form of light. Plasma emission light is collected and analysed with spectrometers and software to yield LIBS spectra. Each element has characteristic fingerprint lines, the intensity of which is proportional to the concentration of elements in the sample. Laser pulse frequency is adjustable in the range of 3 – 100 pulses per second allowing one to collect and average hundreds of spectra in a matter of seconds or minutes. Chemical composition is sent to plant control systems for automated process adjustment. Modern industrial LIBS analysers are built to withstand harsh industrial environments with the presence of dust, corrosive materials, vibrations, cold and heat, and can operate continuously 24/7 for decades. Very low-cost maintenance requires mostly periodical changing of air-cleaning filter inserts and cleaning of the optical window. LIBS is suitable for analysis of any element in any material including solids, slurries and liquid solutions with a high level of confidence and without sample preparation.
Since the first installation of a LIBS online analyser for phosphate ore analysis in Florida in 2008, Lyncis has gathered a lot of experience in the analysis of phosphate, potash, NPK, and polyhalite fertilizers. All online analyser applications can be grouped into sorting and automated process control (Figures 2 and 3). The analyser has been used for online analysis of raw materials, intermediates, and final fertilizer products.
A LIBS online analyser was installed on a conveyor belt for real-time analysis of apatite ore which contained quartzite and clay impurities (Figure 4). After an initial study of P2O5, MgO, Fe, Al, bone phosphate lime (BPL), insoluble phase and metal impurity ratio (MER) in real-time, 2% of MgO was selected as a decision point for an off-grade ore. Online analyser data was used to reject ore exceeding 2% of MgO which resulted in payback of the instrument in around two months due to avoided penalties for off-grade product shipments and higher prices of high-grade products.
A special high-sensitivity two-laser double-pulse system was used for the analysis of low-concentration phosphate ores.
September 9-12, 2024
Manchester Grand Hyatt San Diego, CA



A century of ammonia synthesis technology with an emphasis on continual progress in ammonia plant safety.
6 REASONS TO JOIN US IN 2024
4 Collaborate with over 400 industry attendees from more than 40 countries
4 Learn from others how to promote safety, operability, and reliability at your company
4 Attend high quality technical presentations covering a range of safety and reliability topics
4 Hear a roundtable discussion about industry incidents and near misses
4 Receive an overview of what products are available to improve safety performance
4 Meet vendors, service providers, and exhibitors, offering access to the latest technical innovations
Book your group rate for AIChE Ammonia 2024
Register and learn more about Ammonia aiche.org/ammonia
Interested in Sponsoring at this event? Contact iliak@aiche.org
Symposium attendees will learn the latest safety developments, safety incident studies, technological advancements, and maintenance improvements. You are invited to be part of the program.
For general information about the Ammonia Symposium, please contact Ilia F. Killeen at 646-495-1316 or iliak@aiche.org.

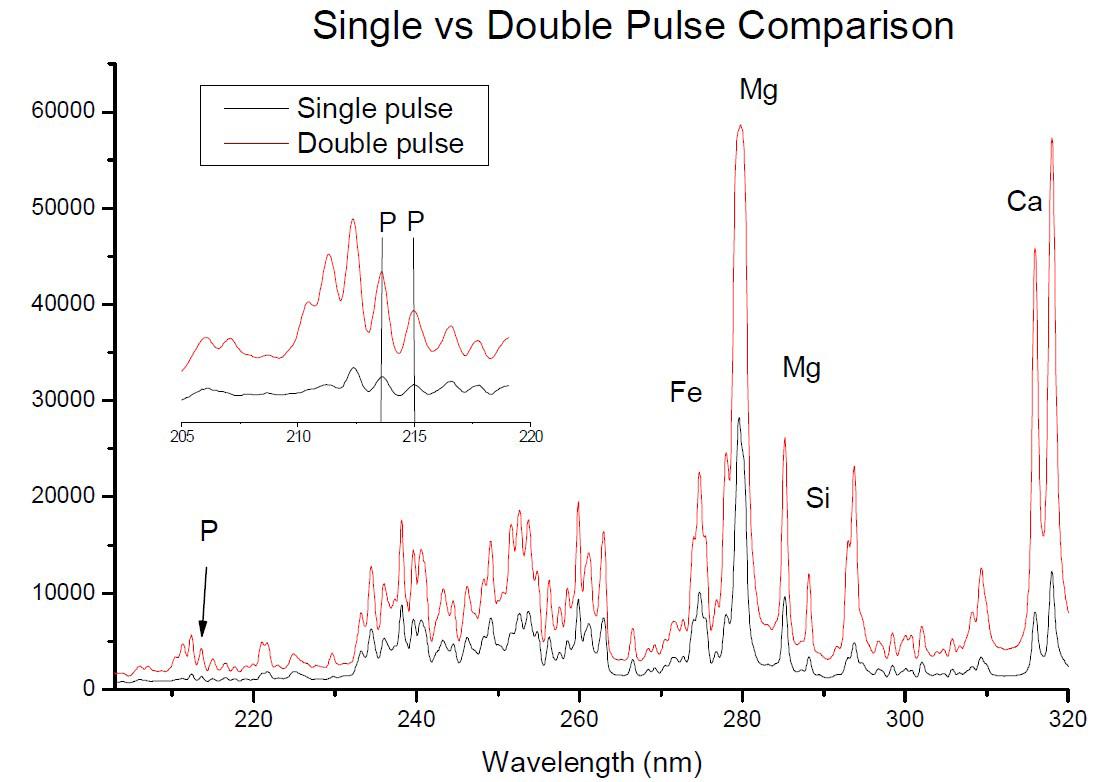
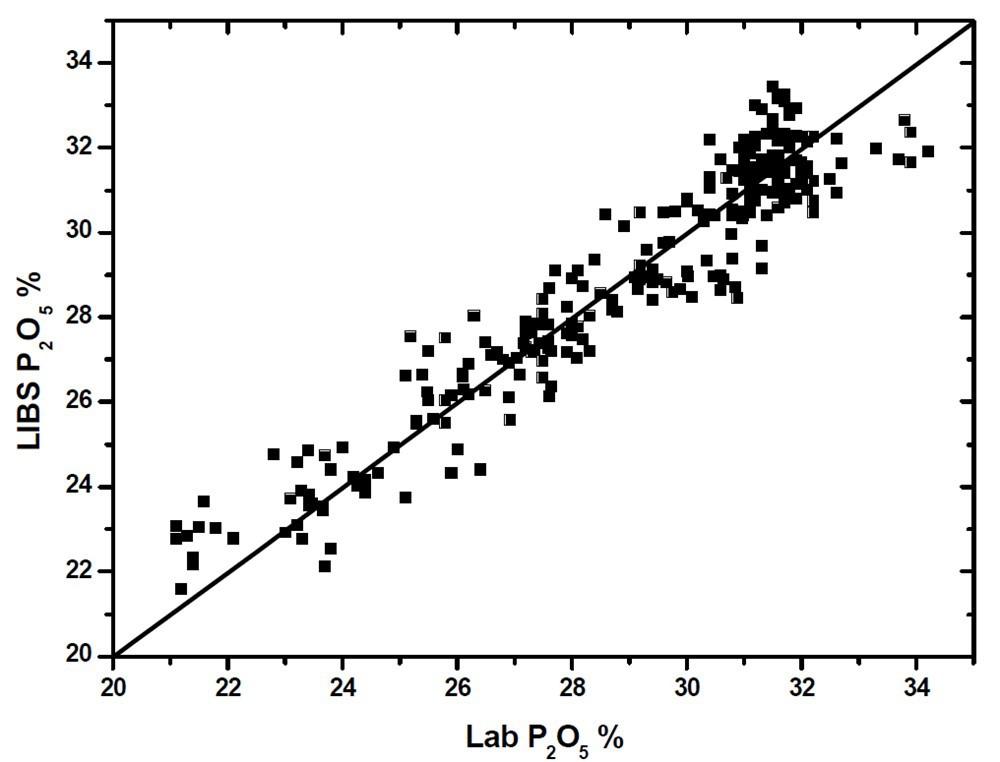
Apatite ore contaminated with magnetite, baddeleyite, and other minerals contained only 3 – 7% of P2O5. A special LIBS double-pulse technique using two synchronised lasers allowed for an increase in the intensity of element emission signals up to eight times (Figure 5). The double-pulse system can be useful for analysis of other elements requiring high sensitivity as well.
For flotation reagents dosage in phosphate slurry beneficiation, a double-pulse system was used to increase the sensitivity. Analysis of 256 samples collected over half a year showed good accuracy and correlation with laboratory analysis: R2 = 0.91, average absolute error +/-0.75 % (Figure 6).
In potash fertilizers, NaCl comes as the main impurity. It can be washed away with water, but water dosage should be controlled carefully as valuable material KCl is also soluble in water. To address this critical task, a LIBS online analyser was installed on a conveyor belt of concentrate cake and connected to an automated water dosage unit. This allowed the concentration of NaCl to be maintained at a precisely desired level specific to each product grade (95%, 98%, 99% of KCl) automatically and continuously providing economic benefits by stopping the loss of valuable KCl and eliminating quality claims.
Polyhalite is a unique multi-nutrient mineral providing K2O, MgO, CaO and SO3 nutrients to ensure an increased crop growth. LIBS technology proved to be very useful for stockpile homogenisation, mining grade control and impurity rejection. All elements of interest and impurities yield intensive sets of peaks in LIBS spectra, allowing for reliable and accurate measurement. Control of the concentration of nutrients and impurities at the early stages of fertilizer production prevents wastage of reagents, water and energy for processing of the low-grade ore.
Quality control of fertilizers' final product is required at various stages starting from the warehouse of the production plant for grade sorting to the final quality check before loading to transportation vessels. Lyncis is currently in the supply process of an online analyser to be installed on a conveyor in Vancouver seaport for the final quality check of potash fertilizers before loading to ships. Lyncis online analysers are designed to resist corrosive, dusty, humid environments and are suitable for installation in seaports. As demonstrated in other cases, the analyser is expected to eliminate quality claims.
LIBS online analyser technology has matured and has proven itself for wide spectra of fertilizer analysis. It has been used at all production stages from ores, to intermediate materials and final products. Safety, low maintenance expenses, and excellent analytical capabilities make it advantageous against traditional techniques.






The decision by legislators to introduce robust regulation for all methane handling infrastructure is having a major impact on the fertilizer production sector. In addition to instilling industry-leading process safety programmes, industrial plants in Europe and the USA must enforce stringent environmental protection frameworks within their facilities. In many plants, safety and environmental protection measures are intrinsically linked.
Here is a hypothetical scenario: thousands of people make their way into the dozen or so plants that produce,
distribute and sell nitrogen, phosphorous and potassium based fertilizers for work.
As one of six different fertilizer manufacturing plants located on a site, one facility employs over 400 staff, who between them are responsible for producing ammonia-based fertilizer stock.
But as the workers begin their working day, unbeknownst to them, an escape of ammonia, which is toxic, begins to seep out of a loose valve on one of the six fertilizer manufacturing plants located on the industrial site. The loose valve is not located very close to



a fixed-point sensor, and there is a stiff breeze, which sends the cloud of ammonia towards housing estates and warehouses that lie to the east of the site.
However, ammonia is not the only undetected gas in the air. An invisible plume of methane, which is used to produce nitrogen-based fertilizers, billows uncontrollably. It has escaped the attention of the legacy sensors in the plant for many months now, as they do not have the capability to detect the cloud – let alone to monitor or quantify it.
With the human nose capable of detecting ammonia, it is not long before the news has made it on to social media channels and the plants are receiving calls from people living in the surrounding area. But the methane leak remains undetected and continues to increase in size and volume.
Employees from the other fertilizer manufacturing plants decide to convene an emergency meeting. But there is a problem. It quickly becomes clear that, even though each facility has a comprehensive network of fixed-point sensors covering their plants, nobody is able to pinpoint the source of the leak.
Without this key information, an evacuation plan cannot be formed, as without understanding the real-time trajectory of the ammonia cloud, it is not possible to verify that the place identified to send staff is safe. Secondly, the manager realises that they have no idea how the gas is behaving. Is the leak conforming to steady-state conditions? If it is not, then it could signal a far worse situation than first envisaged, such as a burst pipeline. The manager does not know how much of it has already been released, how long it has been there, or where exactly it has travelled.
After taking advice from the safety, health and environment (SHE) teams, the environmental monitoring division and the local fire commander, the manager agrees to a total shutdown of operations, while specialist emergency teams are drafted in to find and stop the ammonia leak. The cost of shutting down for even a day runs into tens of millions of dollars for each plant. However, with an uncontained ammonia release posing a risk to human health, the plant managers decide that it is the only option.
Meanwhile, the methane leak has become so vast it can be seen from space. However, because the plant employees cannot see it, they do not take action. With the current waste emissions charge set at US$900/t, a huge fine could leave millions of dollars in the red. With the leak so colossal and margins already extremely tight, plus the reputational cost to the plant, such a heavy sanction could lead to permanent closure.
While the picture painted is fictional and has been taken to the extreme, it has been constructed following conversations with industry insiders and is based on their real-life experiences.
It not only highlights flaws in legacy fixed point sensor systems, but emphasises a need for emission
detection technology that is connected in real-time to advanced process control systems to identify, monitor and quantify leaks.
However, perhaps the most important point is to recognise the symbiotic relationship between next-generation sensor technology, process analysis systems, and data, which is the fuel that drives and accelerates visibility.
Take methane, for example. A recent study by Cornell University and the Environmental Defense Fund found that fertilizer plants in the US emitted 100 times more methane than was actually reported. 1
Part of the issue is that methane’s spectral signature occupies a much higher frequency range than gases such as ammonia and ethylene. To ensure an accurate reading, optical gas imaging cameras, which are often used in leak detection and repair (LDAR) inspections to detect methane, require experienced users to neglect effects of water vapour which is omnipresent in a typical plant and which can cause false impressions of a leak. With OGI cameras not used for day-to day monitoring, many plants still use conventional detectors and analysers. The problem is that they are often not capable of accounting for atmospheric humidity and temperature, and cannot accurately identify and quantify methane.
Specific equipment and/or trained experts may be needed to detect methane, ammonia or ethylene and even more compounds of concern for that matter.
This is why many energy and fertilizer companies are turning to emission monitoring companies for help. Grandperspective GmbH specialises in hyperspectral imaging based on fourier-transform infrared (FTIR) remote sensing technology.
The company produces remote scanfeld sensors, able to continuously and autonomously identify, monitor and quantify gases – including methane, ammonia and ethylene – at detection rates of 0.05 kg/hr or less – across a radius of 1 km 2
In February, a series of tests demonstrated that the remote sensor technology was able to detect methane emissions at leak rates of 100 g/hr over a distance of at least 250 m in real-life conditions. The tests, which were validated by the Engler-Bunte Institute of the German Technical and Scientific Association for Gas and Water (DVGW) at the Karlsruhe Institute of Technology (KIT), were approved by a global energy corporation as part of their own efforts to drive down methane emissions.
The monitoring system could also soon be meeting the European Union’s Leak Detection and Repair (LDAR type 1) 17 g/hr threshold.
Furthermore, companies have been increasingly utilising AI and advanced data analytics to map clouds in real-time. With sensors able to take multiple scans measuring the number of gas molecules present, data scientists then use 5D imaging to capture the image of a gas cloud. This enables operators to fully reveal its length, its height, its width and its depth, and most importantly, the direction in which it is heading.
The low detection thresholds that FTIR remote sensing technology brings to the table, have not only provided the sector with an effective set of tools that can help it to






reduce emissions, but also the bedrock on which to put in place data driven systems which help plants to optimise their processes, systems and also reduce waste.
In continuously learning about the normal emission cycles of the plant, Grandperspective’s smart scanfeld sensors, for instance, are able to differentiate between technical emissions and potentially dangerous gas leaks.
When AI, machine learning and analytics are brought into the equation, they bring with them an opportunity to explore and realise a myriad of new possibilities.
AnQore B.V., a petrochemical plant in Geleen in the Southern Netherlands, for example, produces fifteen different chemicals including, but not limited to, acrylonitrile and hydrogen cyanide.
As well as the enhanced real-time visibility, greater earlier detection capability and cost savings that the sensors bring, the plant believes that the FTIR remote sensing technology, can bring efficiency gains too.
This is perhaps best evidenced in a recent turnaround, which AnQore B.V. performs for a month every four years in order to conduct necessary inspection and maintenance work.
Previously when it came to turnarounds, AnQore’s B.V.’s most experienced operators, who run the plant, were deployed by the facility to check the equipment. They were supported by a team of contractors, who carried out some of the maintenance.
In the recent turnaround, however, due to the enhanced monitoring provided, the sensors enabled the ability to monitor the working area for diffuse emissions of chemicals – some unexpected, some small, some large –without the presence of operators in the plant. This high level of real-time visibility was not only achieved at the plant, but also the neighbouring plants too. It meant that the operators could save a lot of time on monitoring and could therefore focus much more on identifying the most complex jobs. They were then able to guide and assist the contractors to perform these tasks.
Elsewhere a major integrated petrochemical company, with significant fertilizer production capability, is using remote sensing technology and analysis
tools to greatly enhance its sniff testing capability, which can be a sisyphean task. When one full cycle takes around three months to complete, and it is mandatory to carry out four cycles each year, perhaps it is no surprise that the industry is looking to harness next generation technology to provide a more cost-effective, efficient and safe service.
By harnessing around-the-clock monitoring capability, the petrochemical company's technical inspection teams no longer have to manually check hundreds of thousands of points every year. Instead, they are able to oversee those points autonomously and gather continuous measurements, which is improving safety while enhancing efficiency.
But, in the future, the data drawn from ground-based remote sensing systems could also feed digital twins.
These next-generation models help plants to create a virtual representation of themselves and enable predictive analysis and optimisation. This, in turn, allows facilities to imitate real life scenarios and improve decision making, so much so that there is a real-time interaction between the virtual twin and the actual physical environment.
Professor Huan Nguyen, who is the Director of the London Digital Twin Research Centre at Middlesex University, says that the future is high-fidelity digital twins, which use AI and IoT to enable plants to imitate, visualise and predict the entire life-cycle of a plant to a highly accurate and complex level, often involving multiple real-time datasets from a variety of different sources simultaneously.2
Such digital twins, however, require a constant and rich stream of data to flourish. There are many ways that plants can gather data. Industrial facilities can install their own specialist sensors, but this can be expensive and time consuming. In the future, therefore, more and more plants may decide to lean on next-generation sensor technology to supply them with some raw data, such as Grandperspective’s sensors, which use hyperspectral imaging based on FTIR remote sensing technology. So, to what extent could these smart sensors, which are capable of collecting over a million spectra per day, per sensor on over 400 different compounds, be the wellspring on which high fidelity digital twins are built?
While Professor Nguyen does not wish to advocate or endorse any specific company, product or technology, he said it depends on the use case. But if one of a plant’s main objectives was to build a digital twin to drive decarbonisation, then in theory, it could utilise this real-time emission data to carry out advanced real-time predictive analysis. If the fertilizer manufacturing company operated several different plants, a high fidelity digital twin could potentially help it to transform operational efficiency and reduce waste across its network of plants.
With rapid advances in sensor technology, AI, machine learning and the internet of things, it may not be long before the vision of high-fidelity digital twins becomes a reality. If and when it does happen, the data-driven insights they provide could prove to be transformative.
References
1. www.edf.org/blog/2019/06/21/100-times-more-pollution-reportedhow-new-technology-exposed-whole-industry
2. Information obtained via an interview between freelance writer, James Gordon, and Professor Huan Nguyen.














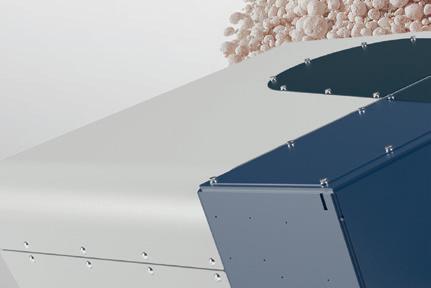



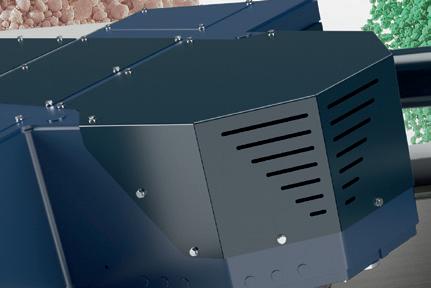
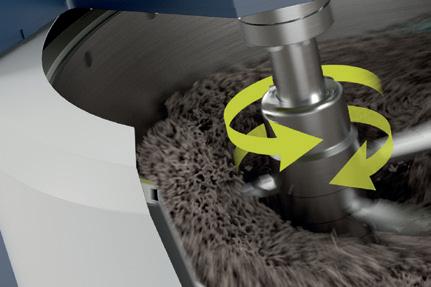


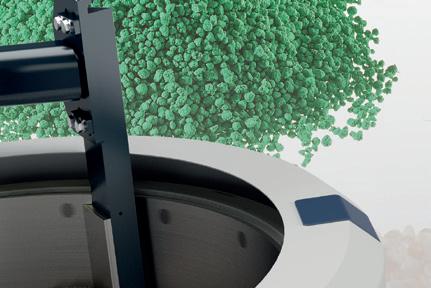

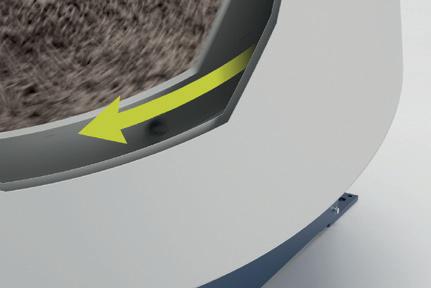


Mineral fertilizer, Organic bio-fertilizer, Soil improver
• Mixing, granulating, coating and reacting in a single machine or optional in combination with a disk pelletizer
• Use of secondary raw materials in the form of filter cakes, sludges and nutrient salt solutions
• Environmentally friendly granulating process, no escaping fine dust or aerosol
• Custom-tailored plant solutions




Rebecca Long Pyper, Dome Technology, USA, outlines the benefits of domes for fertilizer storage, including structural longevity, handling options and customisation.
Companies today are realising the benefits of dome storage for fertilizer, starting with the fact that domes boast an impressive lifespan.
A concrete structure is ideal for fertilizer storage because corrosion is highly unlikely. Some fertilizer domes built have been around for 30 years and are still structurally sound. However, concrete may develop hairline cracks that can be penetrated by fine fertilizer dust. This concern can be mitigated by spraying a polyurea coating on the interior surface of the dome. A corrosive-resistant powder can also be mixed into the concrete when pouring the floor.

Water wreaks havoc with fertilizer, and since most fertilizers are hygroscopic, they attract moisture that dissolves the product and corrodes it, producing weak acids that break down steel. To account for this, corrosive-resistant rebar and/or additional concrete over rebar are used.
To protect product from humidity, a dehumidifier is also highly recommended. Housed on top of the dome, humidity in the headspace can be controlled, and the ideal interior climate can be maintained. Humidity monitors can also be installed, allowing site managers to survey and adjust interior conditions.
Protection from rust and moisture on the storage side is one thing, but there are also ways to extend a facility’s life span by protecting other components from corrosion too. While many fertilizer companies utilise front-end loaders, those who select integrated reclaim systems can protect metal components from rust in multiple ways. Stainless steel is always an option, especially ideal for food-or pharm-grade fertilizer products, but can be cost prohibitive. Another route is to paint the metal so corrosion is not an
issue; the main thing is to keep up on maintenance so chips and scratches in the surface do not allow an access point for moisture.
Decisions about moving product require their own attention. When done right, an efficient handling system promises a boosted bottom line and fewer system hiccups. By striking the right combination of features, fertilizer companies can achieve a completely custom, efficient handling system that functions seamlessly and yields a greater return on investment.
Once a storage facility has been selected, the next step is to analyse handling options, hourly and annual tonnage requirements, throughput needs, and more. The standard handling mechanism outside of the storage facility is straightforward – usually conveyance via belt and reclaim via front-end loader – so major materials handling decisions must be made for systems within the structure. Five considerations to be made when planning a project are:
n Selecting the right storage facility configuration: many companies store bulk amounts within separate domes, then mix them in smaller batching facilities outside of the storage areas. Domes also offer the most economical value for large dry-bulk storage, so other types of small structures are commonly used for storing smaller quantities or when mixing fertilizer within the structure.
n Understanding the product: with a basic understanding of the stored product, engineers can begin delivering on other requests – upstream and downstream processes, hourly and annual tonnage requirements, site-specific safety requirements, accommodating preferred vendors for mechanical components and more. Whether or not the stored product has been prilled will affect the handling-system design. Prilled product is more susceptible to degradation, so gentle handling is a must – but gentle can also cost more. Unformed or unprilled product does not require gentle handling, so a low-tech, less expensive option is one way to cut costs. Both prilled and unprilled fertilizers are corrosive, so stainless or non-corrosive finishes are the standard.
n Controlling humidity: Allotting a portion of the budget to corrosive-resistant rebar and/or additional concrete over rebar is advised. To protect product from humidity, a dehumidifier is highly recommended. Housed on top of the dome, humidity in the headspace can be controlled, and the ideal interior climate can be maintained. Humidity monitors can also be installed, allowing site managers to survey and adjust interior conditions.
n Dealing with fines: smaller particles ought to be evenly dispersed in the storage; if not, fines will concentrate in the middle of the pile and glue together more firmly than solid, larger particles – and that can cause serious reclaim problems. Selecting the right distribution spout can ensure that solid, larger particles are more evenly mixed with fines. A common solution is an umbrella spout that dumps fertilizer onto an umbrella-like structure and fans out the product. Not only is this option effective, but it is relatively inexpensive.
n Identifying maximum stacking depth: when stacked too tall, some fertilizers will crystal-bridge together, making
reclaim difficult. A point-level monitor tracks the stack so site managers know how much they are storing and can adjust throughput as needed.
Fabrication is a necessity for massive projects like upgrading a fertilizer storage facility. Dome Technology specialises in bulk storage and in recent years the team has turned up the dial on fabrication. Today, the company builds structural-steel features such as ladders, catwalks etc., to support fertilizer-storage facilities.
In early 2023 one longtime fertilizer-mining company in Idaho chose to transition from truck unload – the model they had used for decades – to rail unload. Instead of trucking and dumping with smaller conveyors to the stacker, a rail pit was installed; the capacity was increased by fabricating a new upgraded trans conveyor and the stacker system.
Dome Technology Sales Manager, Heath Harrison, said that the additional capacity of the new rail unloading was beyond what the existing conveyors for the facility could accommodate. He also stated that replacement conveyors were built that could increase the rate to handle the rail receiving, as opposed to the original truck transfer the mine had depended on.
Product stacking in this new configuration was also a major consideration. The mining company utilised an outside pile, allowing their plant to stockpile product when operations paused for the winter. The previous configuration featured a hammerhead stacker that moved back and forth. The scope of work also included upgrading the stacker equipment, including everything from the rail pit to the stacker. These improvements allow the company to control how product is stored, building up the pile where necessary and boosting operational flexibility. The new version tilts and spans the entire front side of the storage.
Additionally, a sampler was installed for pulling and testing material, and a front-end loader hopper feed allows entry for cleanup. Trucks and front-end loaders have full access to the facility for reclaim.
The company now has an area that complements anticipated business growth and provides a year-round buffer.
Large storage projects can seem daunting – they require significant time and a considerable financial investment. That is why many fertilizer companies choose to partner with a turnkey construction company to manage the full project scope. By working with a one-stop shop, customers receive an innovative facility because each element is planned with the others in mind. The typical first steps in building a turnkey facility are:
n A company provides the basics: capacity, geographical and geological position, an existing or new facility, potential for growth, product consideration and desired or required operations.
n This information will drive the dome dimensions, which is where the most economical dimensions are found.
Once plans are approved, it is full steam ahead.
Geotechnical analysis is used to determine foundation type; deep foundations are not the only option. Construction companies are knowledgeable in stored-product considerations, optimal design for product integrity and subcontractor management. In addition to the storage structure itself, conveying systems are provided as well as the structural steel.
Take a look at our ABC Certificate. It shows our circulation has been independently verified to industry agreed standards. So our advertisers know they’re getting what they paid for ABC. See it. Believe it. Trust it.




AK Tyagi, Nuberg Engineering Ltd., India, examines the role of sulfur in modern society and its significance for the fertilizer industry.
In the realm of chemistry and agriculture, few elements hold as much significance as sulfur. This unassuming yellow element plays a pivotal role in various industries and applications, ranging from fertilizers to chemical production. From its role in sufuric acid production to its significance in various fertilizers, sulfur's versatile applications have garnered the attention of scientists, engineers, and agriculturists. This article delves into the diverse applications and importance of sulfur in modern society.
One of the most notable applications of sulfur is in the production of sulfuric acid (H2SO4), often dubbed the ‘king of chemicals.’ Sulfuric acid is a fundamental industrial chemical used in the production of a multitude of products, from
detergents and paints to batteries and fertilizers. Its widespread use is a testament to the significance of sulfur in driving industrial processes and global economies.
The essence of sulfur's influence lies in its dual role as an elemental foundation for industrial progress and an essential nutrient for agricultural growth. In the agricultural sector, sulfur
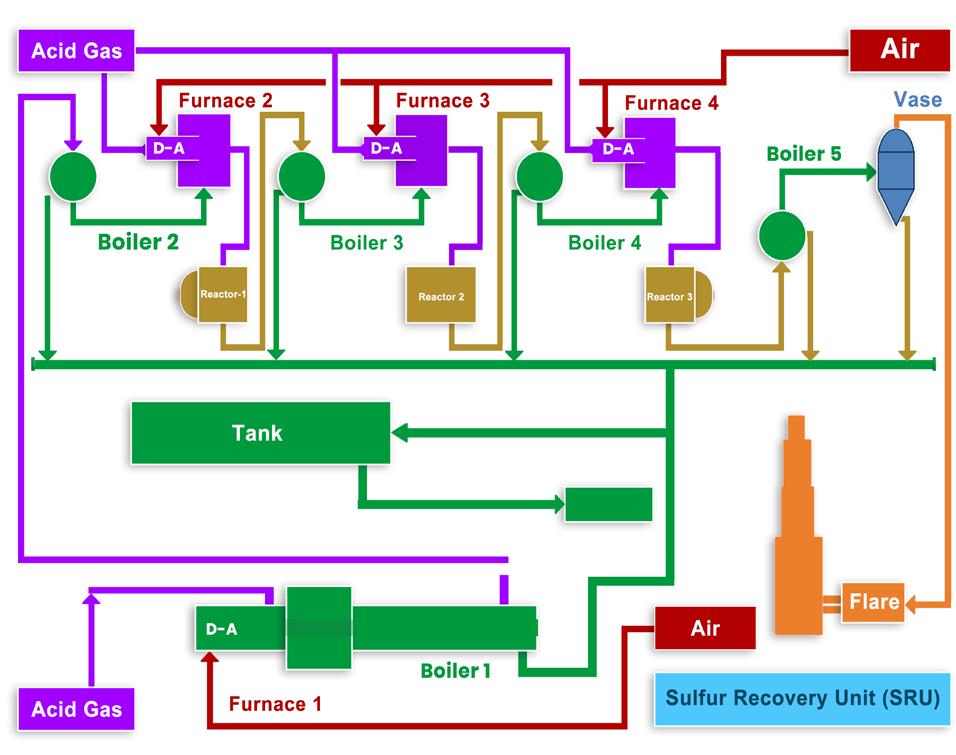
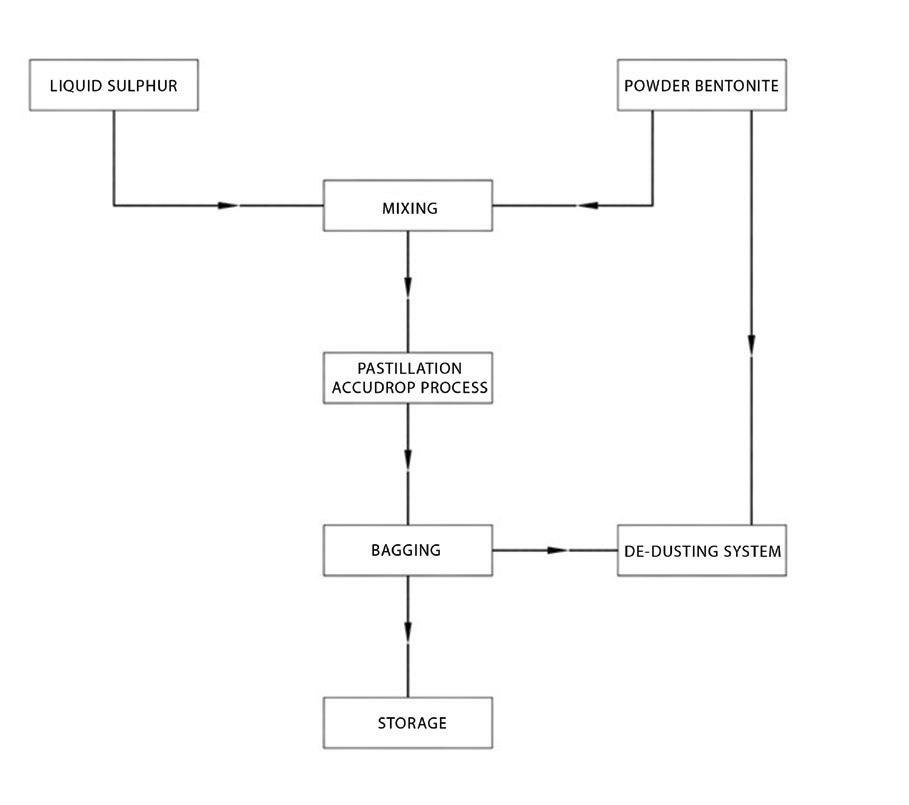

finds its place in various forms to enhance soil fertility and crop yield. Diammonium phosphate, single super phosphate, triple super phosphate, and water-soluble fertilizers all include sulfur as a crucial ingredient. These formulations play a crucial role in providing essential nutrients to plants, aiding in their growth and development.
A sulfur recovery unit (SRU) is a critical component in many industrial processes, particularly in the oil and gas sector. Its primary function is to capture and convert sulfur compounds, which are generated during the processing of sulfur-rich fossil fuels, into elemental sulfur or sulfuric acid. This process (Figure 1) is essential not only to meet environmental regulations but also to recover valuable sulfur resources. The SRU operates through a series of chemical reactions that involve the removal of hydrogen sulfide (H2S) and other sulfur-bearing compounds from various gas streams, such as those from crude oil refining or natural gas processing. These sulfur compounds are converted into more stable forms, contributing to cleaner air and minimising the emission of harmful pollutants. The role of the sulfur recovery unit is crucial in ensuring sustainable and responsible industrial practices while simultaneously addressing environmental concerns.
Venturing from factories to farms, sulfur seamlessly transitions from industrial applications to nurturing the Earth. The realm of agriculture witnesses sulfur's contributions in various forms, each catering to the specific needs of crops. As a vital supplier of nutrients to plants, sulfur enriches the rich landscapes of fields and contributes to the intricate balance required for healthy growth.
Diammonium phosphate (DAP) emerges as a cornerstone in modern agriculture, offering a balanced infusion of essential nutrients to cultivate robust and thriving crops. This fertilizing powerhouse, composed of nitrogen and phosphorus, stands as a testament to scientific innovation meeting agricultural necessity. With its significance spanning from manufacturing to the fields, DAP not only bolsters plant growth but also stimulates root development and flowering, contributing to increased yields and enhanced crop quality. As a versatile nutrient source, DAP ensures that the foundational elements required for healthy plant life are readily available, fostering sustainable agricultural practices and nurturing the promise of abundant harvests.
Sulfur bentonite embodies the principles of sustainability in farming practices. This fertilizer merges the gradual release of sulfur with the benefits of bentonite clay, offering a dual advantage to both crops and the environment.
As the bentonite particles absorb moisture and swell, sulfur molecules are released at a controlled pace, ensuring a steady nutrient supply to plants over time. This measured approach not only minimises the risk of sulfur leaching but also optimises nutrient utilisation by crops. Sulfur bentonite's ability to improve soil structure and enhance water retention further underscores its role in promoting sustainable agriculture. By aligning nutrient release with plant demand, this solution exemplifies a harmonious coexistence between modern farming needs and the preservation of natural resources (Figure 2).
Single super phosphate (SSP) and triple super phosphate (TSP) establish their dominance within the sphere of phosphate fertilizers, revitalising soil fertility and fostering robust plant growth. These fertilizers harness the potency of phosphorus to reinforce root systems, amplify flowering, and enhance overall crop vitality. While SSP furnishes an instantaneous surge of phosphorus to plants, enriching their initial growth phases, TSP provides a concentrated source of phosphorus that unlocks sustained nutrient availability. Both fertilizers contribute to the nutritional content of soil, facilitating the enduring well-being of plants and the nurturing of flourishing landscapes. Amidst the embrace of precision and efficiency in modern agriculture, the roles of SSP and TSP remain pivotal, sustaining abundant harvests and resilient ecosystems.
In the evolving landscape of agriculture, water soluble fertilizers emerge as a cutting-edge solution for precise and efficient nutrient delivery. These innovative fertilizers dissolve readily in water, offering a convenient method to administer essential nutrients directly to plants. With their rapid absorption and utilisation by crops, water soluble fertilizers contribute to enhanced growth, increased yields, and improved overall plant health. These fertilizers can be used in different ways to help plants grow better. They can be sprayed on the leaves, used in hydroponic systems, or added to water for drip irrigation. These methods work for different ways of growing crops. By using water to carry the nutrients, these fertilizers make sure that plants get the nutrients they need in a way that is easy and works well. This modern way of using fertilizers helps crops grow better and reduces waste and harm to the environment.
The real-world impact of sulfur manifests through case studies that depict its role in shaping industries and economies.
Nuberg EPC and Fertilizer and Chemical Travancore Limited (FACT) partnered to establish the NPK – DAP fertilizer plant in Kochi, Kerala. With a capacity of 1650 tpd, this NPK plant (Figure 3) is an example of a leveraging pipe reactor, pre neutraliser, and mixed process technology. This encompassed the provision of licenses, basic design, detailed engineering procurement, and fabrication, construction, mechanical, electrical, and instrumentation works, all while securing essential statutory approvals. This approach ensured the execution of the project, culminating in the delivery and commissioning of the 1650 tpd NPK plant by June 2024. The products manufactured at this facility will find application in agriculture, contributing to the advancement and sustainability of agricultural practices.
This project entails the construction of a sulfur recovery plant, including a sulfur recovery unit (1 x 400 tpd), control room, and substation, as an integral part of the Gujarat refinery's LuPech project. With the sulfur recovery plant (Figure 4) strategically located in Vadodara, Gujarat, within the petrochemical and lube integration project, Nuberg EPC will harness technology to elevate Indian Oil's environmental sustainability and sulfur production capabilities. This plant's adeptness in efficiently recovering sulfur from sour gas, a by-product of the refinery, will significantly contribute to a more eco-friendly and streamlined refining process.
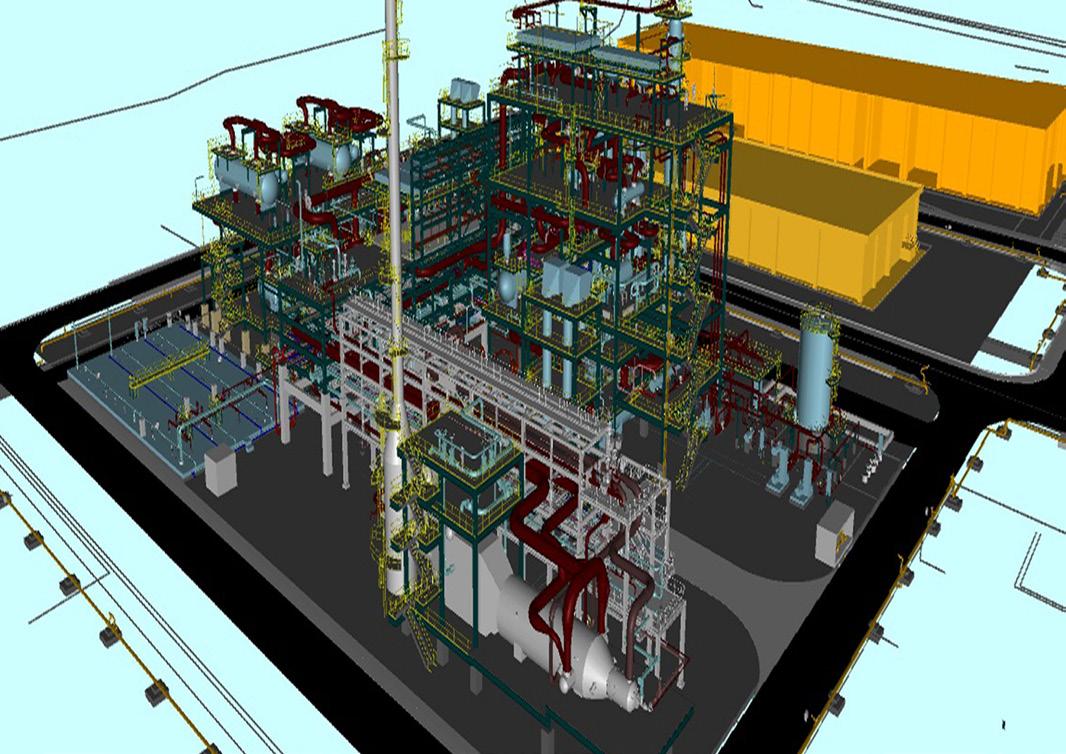
Sulfur's silent but powerful presence in both industry and agriculture underscores its status as an elemental catalyst for progress. From the bustling factories to the fertile fields, sulfur's contributions, facilitated by cutting-edge equipment, shape our world, embodying the synergy of science, nature, and innovation. As we continue to navigate the evolving landscapes of industry and agriculture, sulfur remains an integral component, fostering growth and driving advancement.

All kinds of Rotary Tubes and Fluid Beds for treatment of granulated and soluble fertilizers.