




















The Nexsys™ system was developed using hundreds of hours of field-trial data and extensive lab simulations. The results showed a 50% reduction in adapter replacement and a 40% reduction in lip maintenance—reducing unplanned downtime.

34 Transforming Mining Through Software-Defined Intelligence
10 South Africa’s Coal Crossroads
Sushmita Vazirani, Wood Mackenzie, examines how South Africa is navigating the twilight of thermal exports.
14 Maximising Engine Life For Mining Operations
Sean Lynas, Power Systems Industrial Markets Director, Cummins, UK, reviews the importance of long-term partnership and smart optimisation for extending the operational life of engines.
19 Enabling Interoperability In Rotary Drilling
Anu Niittynen, Sandvick Mining, USA, details the role of the iLink Data Interface in modern mining systems.
24 Forging A New Era In Gold Smelting
Qu Shengli, President, Shandong Humon Smelting Co., Ltd., China, considers the century-long dilemma of gold smelting and outlines how a leading Chinese smelter has remained dedicated to technological innovation in the sector.
29 From Theory To Throughput: Transforming Mine-To-Mill Optimisation
Eden Paki, Orica Digital Solutions, Australia, discusses how digital platforms are bringing about measurable gains in recovery, productivity, and sustainability.





























Mike Rikkola, Vice President, Software Defined Vehicle and Autonomy Platforms, Komatsu, USA, explains the importance of collaborations with Silicon Valley for mining companies and the industry in general.
38 Connectivity: The Key To Modern Mining
Osama Oulabi, General Manager – Kingdom of Saudi Arabia & Middle East at Speedcast, addresses the increasing importance of AI and automation across MENA mining projects.
41 Mining’s New Playbook
Ben Lawrence, Gecko Robotics, USA, evaluates the optimisation of infrastructure health in mining, and considers the importance of speed, smarter CAPEX, and identifying the root cause when tackling issues.
45 Mining’s Hidden Advantage: The Untapped Power Of Data-Driven Services
Hernan Muniz, Weir, Australia, explores how the mining industry can effectively combine new technology and data insights with domain expertise to maximise the potential of mining solutions.
49 Blast The Blockages And Buildups
Brad Pronschinske, Martin Engineering, USA, highlights the importance of understanding material flow in silos and hoppers, and how blockages and buildups can be prevented.
53 Reaching New Depths With XRF
Ling Schneider, Product Manager, XRF, Thermo Fisher Scientific, outlines how XRF technology is driving precision and efficiency in mining.
56 Pumping Up Profits
Kelly Baker, Xylem Dewatering Solutions, USA, describes how designing the right slurry pump system is key for mining success.
61 Safety First: The Evolution Of Robotics In Mining
Alessandro Gerotto, Alberto Feletto, Daniel Devo, and Edoardo Marangoni, Gerotto, Italy, report on how the use of robotic machinery is enhancing safety for operators in the mining industry.
Through long-term partnerships, Cummins is helping miners maximise engine life using data-driven optimisation, predictive maintenance, and advanced rebuild programmes. The article on page 14 examines steps operators can take to improve reliability, reduce costs, and cut emissions when combined with long-term partnership. Offering a grounded look at how proven technologies are shaping the future of high-horsepower performance.

ulk material that gets stopped due to obstruction can cause some serious and costly problems: unscheduled downtime, potential injuries, lost production, and diminished profits.
Martin®Air Cannons are the best way to clear accummulation or buildup, simplify maintenance and ensure continuous flow. Our cannons feature innovative valve designs that deliver more power with less air volume — highly effective with challenging wet and sticky materials.
Don’t get jammed. Martin delivers material flow solutions so you can maintain throughput, improve safety and reduce operating costs.


MANAGING EDITOR
James Little james.little@globalminingreview.com
SENIOR EDITOR
Callum O’Reilly callum.oreilly@globalminingreview.com
EDITOR Will Owen will.owen@globalminingreview.com
EDITORIAL ASSISTANT
Jody Dodgson jody.dodgson@globalminingreview.com
SALES DIRECTOR
Rod Hardy rod.hardy@globalminingreview.com
SALES MANAGER
Ryan Freeman ryan.freeman@globalminingreview.com
PRODUCTION MANAGER
Kyla Waller kyla.waller@globalminingreview.com
ADMINISTRATION MANAGER
Laura White laura.white@globalminingreview.com
DIGITAL ADMINISTRATOR
Nicole Harman-Smith nicole.harman-smith@ globalminingreview.com
DIGITAL CONTENT ASSISTANT
Kristian Ilasko kristian.ilasko@globalminingreview.com
JUNIOR VIDEO ASSISTANT
Amélie Meury-Cashman amelie.meury-cashman@ globalminingreview.com
HEAD OF EVENTS
Louise Cameron louise.cameron@globalminingreview.com
DIGITAL EVENTS COORDINATOR
Merili Jurivete merili.jurivete@globalminingreview.com
EVENT COORDINATOR
Chloe Lelliott chloe.lelliott@globalminingreview.com

The mining industry has forever been subject to the consequences of international relations and politics – not to say the uncertainties caused by domestic policies in the era of resource nationalism. The recent decay of the post-war, rules-based order, together with the race for critical minerals, have taken that uncertainty to a different level.
These challenges have been amplified by the trade wars sparked by tariffs introduced under the Trump administration. The effect of those tariffs on the movement of critical minerals around the planet has yet to be definitively determined, but the need to secure supply chains has never been greater. Probably the greatest shift has been the perceived need to reduce reliance on Chinese exports. This has become especially critical in the case of resource-constrained Europe, but the issue also resonates in the US which, by common consent, is many years behind China in both sourcing mineral supplies and facilitating processing.
Just a few examples illustrate the problem – China controls more than 90% of global supply of processed graphite, manganese, and rare earths, and more than 70% of cobalt and lithium. In a level playing field within a free trade environment, this would not necessarily be an issue. However, China (and other countries) have not been afraid to use mineral dominance to reinforce political and economic imperatives. Most recently, China used its dominance in lithium mining and processing to trigger fluctuations in price. Its dominance in the supply of processed energy transition metals has the potential to cause chaos in supply chains – neither the US nor anywhere else will come close to challenging China’s dominance for many years to come.
Several Gulf nations, now with significant financial firepower and a desire to play a bigger role on the international stage, are having an impact across the industry. In the case of Saudi Arabia this has been in an attempt to boost investment in its domestic mining potential (mining is the third pillar of Saudi’s Vision 2030). In Saudi and other Gulf states, taking advantage of cheap local energy to develop metal processing infrastructure has seen significant investment. For many Gulf nations with sovereign wealth funds – in particular Saudi, Abu Dhabi, and Qatar – capital has been deployed to invest in the mining industry globally, particularly in Africa but also in South America (for example Manara’s investment in Vale’s base metal subsidiary).
A further example of geopolitical influence on the mining sector can be seen in the Sahel region of Africa, where terrorist activities have posed challenges for mining projects – particularly gold – in Burkina Faso, Mali, and elsewhere. Their emergence has no doubt been assisted by the breakdown in stable government and, in the case of Francophone countries, a fracturing of the relationship with France (since 2020 there have been six successful coups across the region). The Global Terrorism Index reported that in 2024 Burkina Faso was the country most affected by terrorism globally, repeating its position in 2023. Mining provides a lucrative source of revenue for these groups so, without effective military intervention, this is a problem which is not going to go away. Suggestions that Russia – including the Wagner group – might enable some stability appear to be wide of the mark.
These are just three examples of how geopolitics is impacting the mining industry. There are many more – and the current global political climate suggests those impacts are unlikely to fade

Caravan Resources Places Its Second Major Heapleaching Order with Telestack.
Discover how Caravan Resources transformed their copper ore handling at their heap-leaching operation with three TITAN 800-6 Bulk Reception Feeders and three TS 46 Radial Telescopic Stackers. This powerful Telestack configuration delivers unmatched flexibility, mobility, and throughput, streamlining material flow while reducing double handling and operational costs. Designed for high-volume copper ore applications, the system ensures precise stacking, consistent leach pad coverage, and rapid deployment across multiple sites.

Komatsu is strengthening its commitment to Canadian customers with a major investment to double the size of its parts distribution footprint and transform its Edmonton, Alberta, parts depot into a full-service distribution centre.
This expansion marks a significant step in Komatsu’s ongoing effort to enhance service levels, reduce lead times, and better support dealers and customers across Canada.
The new facility, spanning approximately 135 000 ft2, will double the capacity of Komatsu’s existing warehouse. This upgrade enables Komatsu to store and distribute fast-moving parts directly from Edmonton, significantly improving delivery times – including 24-hour delivery capabilities to its dealers in western Canada.
“Our customers rely on Komatsu for uptime and productivity, and this investment ensures we can meet those expectations faster and more efficiently than ever”, said Danny Murtagh, Vice President of Parts and Infrastructure. “By bringing parts closer to where our customers operate, we’re cutting lead times, boosting availability, and improving customer service.”
The expanded Edmonton facility will transition from a regional depot to a fully integrated parts distribution hub – serving as a cornerstone of Komatsu’s North American logistics network and streamlining supply routes from Komatsu’s global manufacturing hubs in Japan and Indonesia. Key features of the new operation include: expanded capacity for faster-moving and strategic inventory; advanced system integration with Komatsu’s global planning and warehouse management system (WMS) platforms; improved warehouse efficiency through updated layouts, automation, and new equipment; and enhanced workforce capacity, with plans to add additional staff and technological support.
The investment underscores Komatsu’s long-term confidence in its Canadian dealer partners and in the Canadian market. With the country’s mining, forestry, and construction sectors continuing to grow, the upgraded facility ensures Komatsu is well-positioned to support increased demand while maintaining its industry-leading service standards.
Epiroc, a leading productivity and sustainability partner for the mining and infrastructure industries, has partnered with Cal-Nevada Precision Blasting in the US for surface drilling equipment and aftermarket support.
Cal-Nevada Precision Blasting, a premier drilling and blasting contractor serving the states of Nevada and California, has deployed a fleet of Epiroc SmartROC D65 surface drill rigs, known for their automation and precision features. The company specialises in controlled blasting solutions for mining and infrastructure projects, with decades of experience in trenching, mass excavation, quarry operations, and speciality blasting
In addition to the equipment, Epiroc will provide a comprehensive package of spare parts, drilling tools, technical service, and training to support optimal performance.
“In the dynamic US infrastructure and construction market, we continue to see increasing demand for smart and efficient equipment that helps accelerate project timelines and
improve precision”, says Jonathan Torpy, President and General Manager of Epiroc USA. “We are proud to support Cal-Nevada Precision Blasting in delivering safe and efficient solutions for their customers.”
“At Cal-Nevada, accuracy and compliance are critical to every project we deliver”, says Don Emborsky, President of Cal-Nevada Precision Blasting. “Investing in advanced equipment from Epiroc ensures that we can maximise productivity while upholding the highest standards for safety and environmental responsibility.”
The SmartROC D65 drill rigs are built to face the toughest of conditions. The efficient machine consistently delivers high-quality blastholes with accuracy and precision and is loaded with smart features such as automated drilling and rod handling.
Delivery of the equipment has begun and will run approximately through the end of 2025.

The Mining Show
17 – 18 November 2025
Dubai, UAE www.terrapinn.com/exhibition/ mining-show
Resourcing Tomorrow 02 – 04 December 2025
London, UK www.resourcingtomorrow.com
Investing in African Mining Indaba 2026
09 – 12 February 2026
Cape Town, South Africa www.miningindaba.com
SME MINEXCHANGE 2026
22 – 25 February 2026 Salt Lake City, USA www.smeannualconference.org
PDAC 2026
01 – 04 March 2026 Toronto, Canada www.pdac.ca/convention-2026
CONEXPO-CON/AGG 2026
03 – 07 March 2026 Las Vegas, USA www.conexpoconagg.com/ conexpo-con-agg-constructiontrade-show
EXPONOR Chile 2026
08 – 11 June 2026
Antofagasta, Chile www.exponor.cl/en
General Kinematics, a vibratory equipment manufacturer and system integrator based in Crystal Lake, Illinois, has announced its acquisition of Llambec Technology, a South African-based manufacturer and distributor of vibratory equipment.
Llambec Technologies has engineered, designed, and manufactured vibratory equipment for the mining, aggregate, and bulk materials industries for more than 40 years. By integrating Llambec’s robust capabilities, General Kinematics continues its commitment to innovation, quality, and sustainable solutions for its valued customers.
Thomas Musschoot, General Kinematics’ CEO, commented, “We are thrilled to welcome Llambec Technology into the General Kinematics family. This acquisition strengthens our ability to serve key markets across Africa and beyond, while continuing to deliver the innovative solutions our customers expect from GK.”
Davide Gado, Managing Director of GK Europe, GmbH, stated, “The acquisition of Llambec Technology represents an important milestone in General Kinematics’ strategic growth across the EMEA region. It reinforces our commitment to investing in strong regional partnerships that bring us closer to our customers and enhance our ability to deliver integrated, high-value solutions. Llambec’s established presence and expertise in the African market will accelerate our expansion and strengthen GK’s global leadership in vibratory technology and sustainable material processing.”
Vedanta Resources Ltd has announced the launch of CopperTech Metals Inc, a US-domiciled company with a mission to ‘Power the Copper Century’ and to bolster America’s copper security needs while capitalising on surging copper demand driven by artificial intelligence (AI), data centre expansion, grid modernisation, defence technologies, and industrial onshoring requirements.
CopperTech will own and operate the Konkola Copper Mines in Zambia, one of the highest-grade copper producing assets in the world with proven cobalt reserves. CopperTech intends to build on the existing US$3 billion investment made by Vedanta in the Konkola Copper Mines – which included construction of a deep mine shaft, a smelter, and a concentrator, and engaging in general mine development – and intends to invest an additional US$1.5 billion in the operations.
CopperTech intends to leverage advanced mining and cutting-edge AI-driven resource identification and extraction technology, as an integral part of its plans to expand production capacity and enhance operational efficiency from the current planned integrated copper production levels of 140 000 t in FY26 to 300 000 t by 2031. With future investments, and supported by proven and probable reserves, CopperTech has plans to raise production levels to 500 000 tpy, which the company believes would position it among the leading copper producers in the world.

Discover the world of Gebr. Pfeiffer Mining
Discover the benefits of dry grinding for your mining operation! Delivering improved mineral liberation, Pfeiffer vertical mills increase your yields, cut your energy and resource costs, and generate less undesirable fines. They are also ideally suited to expanding your existing plant to meet new environmental regulations.
Take the efficiency test. Tell us about your ore – we’ll advise you and carry out dry grinding tests in our technical center before surprising you with the results of the recovery.
Rock your recovery rate – Getting it done!

TAKRAF Group strengthens its South American presence with a key DELKOR Flotation Cell contract and commissioning of a test centre
TAKRAF Group’s liquid/solid separation technologies, marketed through the DELKOR brand, are gaining momentum in the South American market, with the award of a significant order from a major Brazilian mining and iron ore company and the inauguration of a pilot plant and laboratory facility.
The order from the Brazilian company represents an important breakthrough for DELKOR’s BQR flotation technology in one of the world’s most competitive mining markets. It includes the supply of 24 DELKOR BQR200 and 12 DELKOR BQR300 Flotation Cells. The decision by the mining company to replace its existing technology, which had been provided by another company, with the DELKOR cells was based on successful testing of DELKOR’s proprietary MAXGen™ mechanism in one of the mine’s existing flotation cells.
Since their launch in 2020, the new generation DELKOR BQR Flotation Cells have been adopted globally for their high metallurgical efficiency, reliability, and adaptability. Equipped with the MAXGen mechanism, they improve metal recovery while reducing power consumption and cost of ownership and offer greater ease of maintenance.
Developed through extensive research, MAXGen generates a swarm of air bubbles with optimum size distribution. A careful trade-off between agitation levels and the bubble

distribution facilitates the flotation of fine and coarse particles equally, which is especially relevant for the flotation of low-density minerals, while efficiently keeping solids in suspension. This maximises bubble-particle interaction and improved flotation kinetics.
The cells are used in roughing, scavenging, cleaning, and re-cleaning applications to process a range of commodities from copper, zinc, and platinum group metals to phosphates, graphite, slag, and effluents. Key design advantages include a rotor-stator configuration that allows lower tip speed to reduce operational costs from lower wear and power consumption. Air is introduced through the rotor shaft for precise control over air flow and distribution, with adjustable airflow and froth-crowder settings. Custom launder designs ensure optimal lip loading and froth carry rates, while optional internal or external dart valves enhance safety. Other features include precise froth level control instruments and cell bypass, which improves circuit flexibility and, for larger cells, facilitates quick, easy, and safe cell maintenance.
The DELKOR BQR Flotation Cells range in sizes from 1.5 m³ (BQR15) to 300 m³ (BQR3000). In addition to new installations, they can be retrofitted into units from other OEMs. This offers mining companies a fast-track method to improve recovery rates and reduce operational costs.
In a significant move to strengthen DELKOR’s presence in the South American market, TAKRAF Group recently inaugurated, in partnership with the Gorceix Foundation, a flotation cell pilot plant and a comprehensive laboratory for conducting various liquid/solid separation tests. Based in Ouro Preto, Brazil, this is the first TAKRAF Group pilot facility of its kind globally.
A significant feature of the pilot plant is its industrial scale. This provides customers with the confidence that the results achieved during testing will be replicated in the field, as opposed to making decisions based on tests that may not be representative.
The new laboratory, the largest of its kind in Brazil, will enable a full suite of tests, including filtration, rheology, and static and dynamic sedimentation analysis. These tests are key to the optimal selection and sizing of liquid/solid separation equipment – such as DELKOR Thickener and DELKOR Filter Press.
TAKRAF Group is celebrating its 300-year anniversary this year, having evolved from an iron hammer mill, established in 1725. Having grown exponentially over time, contributing many industrial and technological milestones, TAKRAF Group is, today, a major global company serving the mining and related industries, with a presence in 14 countries on six continents.


Sushmita Vazirani, Wood Mackenzie, examines how South Africa is navigating the twilight of thermal exports.
As seaborne demand begins its descent from peak levels, South Africa – once a cornerstone of international coal trade – faces mounting challenges. These illuminate broader trends reshaping energy markets worldwide.
Peak coal’s aftermath
Seaborne thermal coal exports will fall from 1.080 billion t in 2024 to approximately 1.015 billion t in 2025. This decline stems primarily from a 60 – 65 million t reduction from China. The shift signals coal’s structural retreat from global energy systems. Yet this transition proves far from uniform.
Climate imperatives and technological

advances drive long-term decline. Near-term dynamics reveal surprising resilience in specific regions. India and Southeast Asia continue modest growth trajectories through 2040.
China maintains substantial domestic production to reduce import dependence. South Africa exemplifies these contradictions. The country produces approximately 235 million t annually – 98% classified as thermal coal. The Mpumalanga Central Basin accounts for 79% of total output in 2025.
The Witbank (eMalahleni) coalfield represents the largest producer. It accounts for 56% of South Africa’s total marketable production in 2025. The Highveld coalfield
follows at 22%. Witbank’s contribution gradually decreases as major global companies divest and key mines approach depletion.
Wood Mackenzie’s asset-level analysis shows South African marketable coal production declining from 238 million t in 2024 to 209 million t by 2030. This reflects mine closures in depleting reserves rather than demand destruction.
Three critical challenges reshape South Africa’s coal landscape. These include reserve depletion, infrastructure constraints, and financing difficulties.


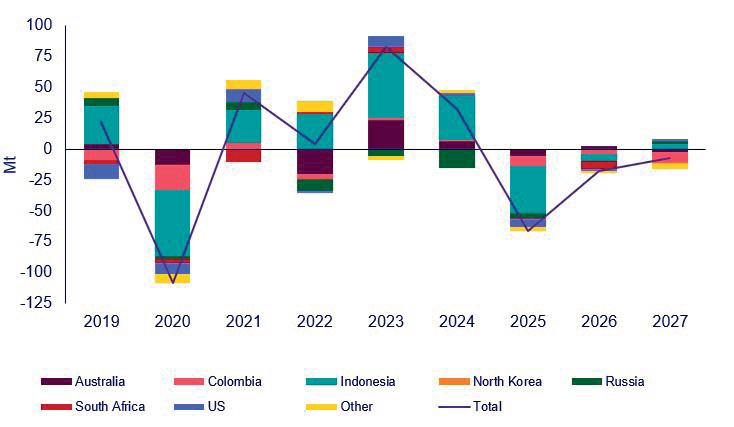
Reserve depletion emerges as the primary threat. Several major Australian coal mines face depletion by 2035. Key Indonesian basins confront similar timelines. The 2030s usher in faster resource depletion, sparking need for new capacity.
Beyond 2030, remaining coal lies deeper underground in thinner seams or remote locations. This dramatically increases extraction costs. A race emerges between declining demand and reserve depletion. Supply in the long term becomes a contest between these opposing forces.
Infrastructure bottlenecks compound these challenges. Over the past three years, Transnet Freight Rail’s performance has deteriorated significantly. It has fallen well below 60 million t annually. South Africa compensates through road transport to minor terminals – RB Dry Bulk, Matola, and Durban. This becomes unsustainable when seaborne prices fall below US$100/t.
Wood Mackenzie estimates total coal exports from minor terminals will fall from their peak of 19.1 million t in 2023 to 12.6 million t in 2025. Major South African producers remain locked into 10-year rail and port take-or-pay contracts until 2025. Contract renewals still underway appear unlikely at current volumes.
Financing constraints create the third major hurdle. ESG scrutiny has eliminated traditional project finance for coal developments. Equity funding shortages mean coal-related projects face increased scrutiny from institutional investors. Self-funding and non-disclosed partnerships now play important roles in project finance. Despite these challenges, South Africa maintains competitive advantages. Wood Mackenzie estimates average export total cash costs at US$65 – 68/t in 2025. This represents a 2% y/y increase compared with 2024. Local currency depreciation has preserved competitiveness over the past decade.
The evolving landscape reveals fundamental shifts in coal market dynamics. Quality premiums increasingly matter as buyers prioritise efficiency over cost considerations. High-CV suppliers gain market share whilst low-grade producers face margin compression.
Indonesia faces visible pressure. The country has long anchored global thermal supply particularly in low-CV grades. January-August shipments have been approximately 34 million t lower y/y. Higher domestic production in China and India squeezed import demand.
Meanwhile, high-CV suppliers receive relatively better support. Resilient demand from Japan, South Korea, and Taiwan drives this trend. By 2050, Pacific suppliers are expected to strengthen their positions despite overall market contraction. Indonesia is set to lead exports despite decline whilst Australia is expected to gain market share as high-CV demand grows.
Environmental considerations add complexity. Scope 1 and 2 emissions from global seaborne coal mines range widely. They span from around 9 kg/t CO2e to over 700 kg/t CO2e. This variation creates differentiation opportunities for lower-emission producers.

South Africa benefits from this trend. Exports return to traditional Asian markets led by India. However, competition with Indonesian suppliers for declining demand will intensify over the long term.
Wood Mackenzie forecasts total exports to fall below 60 million tpy in 2027 – gradually declining to approximately 25 – 30 million t by 2050.

Wood Mackenzie estimates seaborne thermal coal exports from South Africa at 65 – 67 million t in 2025. However, maintaining thermal coal exports above 60 million tpy becomes difficult as Witbank coalfield reserves deplete and many global companies divest. Take-or-pay contracts also expire in 2026.
Over the longer term, Wood Mackenzie expects average mining costs to gradually decline in real terms. They will fall from R802/t in 2028 to R729/t by 2039. Higher-cost operating mines close during this period. New mine developments focus on maintaining domestic power station supply and residual export demand. Only projects in Mpumalanga province remain economically viable. These sit 500 – 600 km from Richards Bay Coal Terminal. Limpopo province developments no longer feature in base case scenarios. They sit around 1100 km from export facilities.
This geographic concentration reflects broader industry rationalisation. Margins compress and financing
constraints tighten. Only the most efficient, well-located operations survive. The result: a smaller but potentially more profitable industry serving specific market niches.
For energy industry decision makers, South Africa’s coal transition offers valuable insights. The country demonstrates how to manage industrial decline whilst maintaining operational excellence. Its experience navigating currency volatility, infrastructure constraints, and financing challenges provides lessons applicable across commodity sectors facing similar transitions.
South Africa’s coal story continues, but its trajectory points downward. How the industry manages this descent will determine whether the transition proves orderly or chaotic – and the implications extend far beyond coal markets themselves.

It is clear why long-term equipment stability is so highly valued within the mining sector. Operators need machines that return value on investment, can operate reliably for a long time in harsh conditions, and experience as limited amount of unexpected downtime as possible.
The engine is critical to overall equipment performance, which is why Cummins takes the long view when it comes to its support model for miners, combining a century of engineering expertise with their extensive service network to deliver powerful performance throughout the entire

engine lifecycle. How this plays out in the field can be seen in several ways.
Extending the operational life of engines is one of the most effective ways to improve productivity and reduce costs. Put simply, a long-lasting engine benefits miners in one of two ways – either through fewer rebuilds within the total machine life, or by extending the length of total life.
Sean Lynas, Power
Director, Cummins, UK, reviews the importance of long-term partnership and smart optimisation for extending the operational life of engines.
Cummins achieves this by collecting real-world data and applying engineering insights to optimise engine performance and reduce wear.
The QSK60 engine used in large mining excavators is a prime example of this approach. Originally rated for 12 000 hours under typical load conditions, Cummins extended its life to overhaul to 18 000+ hours through a combination of rigorous durability testing, component optimisation, and refined maintenance practices. These improvements are based on collaborative customer projects that allow engineers to further optimise for the challenges of specific mining environments.
Having fewer rebuilds due to extended engine life also means having less downtime and lower total operational cost, providing greater value to mining operators. This approach demonstrates that combining engineering expertise with field insights can unlock substantial benefits over the engine’s operational lifetime.
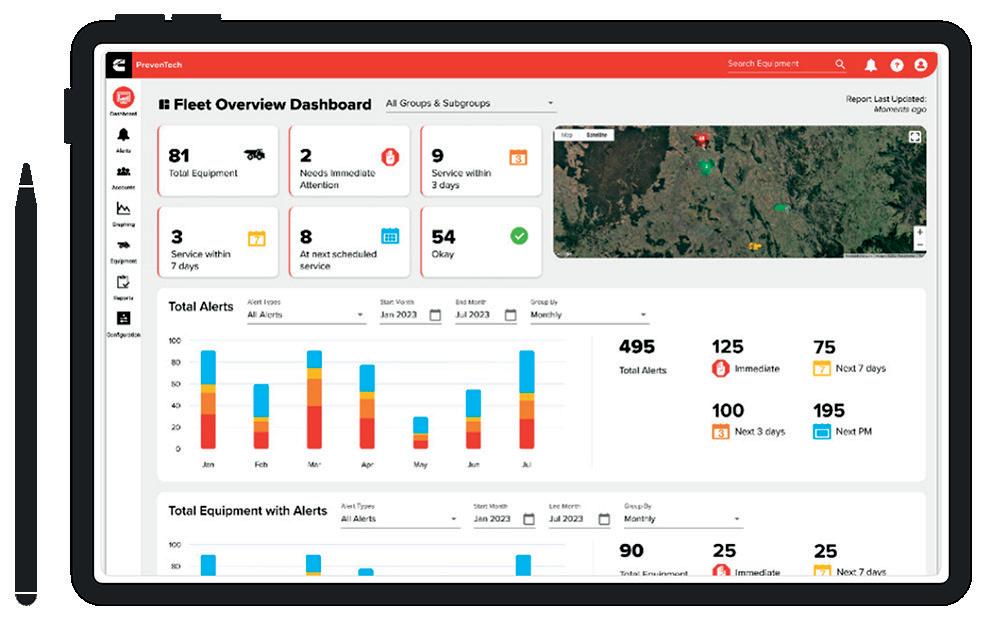
To keep fleets performing as expected, miners require real-time visibility into in-field equipment operating conditions. Modern connected systems enhance this visibility, delivering real-time insights.
Cummins’ PrevenTech is a smart, integrated engine reliability and performance solution that combines real-time data monitoring, advanced predictive analytics, and 24/7 expert support to ensure Cummins engines

operate at peak performance. Connected engines transmit alerts for urgent or potential issues, along with recommended maintenance actions based on real-world usage.
PrevenTech enables operators to:
� Optimise maintenance intervals for each site, using data insights to hone performance.
� Track component wear to identify what servicing is required for maintenance, maximising uptime.
� Monitor engine health remotely to predict maintenance requirements ahead of potential engine failures.
� Proactively plan downtime and repairs to minimise disruption.
Even with the best preventative measures, engines require routine maintenance. Repair and maintenance needs – especially when unexpected – can be difficult to manage, a challenge made easier through accessible support.
Cummins supports engine longevity and reliability not only through product design and advanced analytics, but also through its extensive global service network, spanning 190+ countries across six continents through 600+ distributor locations, 3700+ certified high-horsepower technicians, and 17 high-horsepower master rebuild centres.

Part of Cummins’ commitment to offering service programmes and options that fit every mine site’s needs includes its customisable PowerCare™ CpH contracts, which provide predictable maintenance costs, covering parts, labour, and scheduled or unscheduled maintenance over the engine lifecycle. Customers using CpH and Cummins’ global service network can achieve over 97% engine availability.
By forecasting maintenance costs related to repairs, mid-life, and rebuilds, miners can operate with reduced operational risk.
With or without CpH contracts, Cummins maintains a robust inventory of ‘swing’ – or replacement – engines to keep mine sites up and running while service is under way.
Part of the beauty of Cummins engines is that they are built to withstand 3+ rebuild cycles. When rebuilds are required, it is important to invest strategically to return the best long-term value possible.
Cummins’ global network of 17 high-horsepower Master Rebuild Centres (MRCs) extend the life of high-horsepower engines, including long-time favorites like the QSK38, QSK50, QSK60, and more. Through a six-stage process, engines are disassembled, cleaned, inspected, re-machined, re-built with genuine Cummins parts, and tested to meet or exceed factory standards, as rebuilt units include a rebuild warranty included on rebuilt units
Rebuilds provide a cost-effective option to enhance operational efficiency, reduce environmental impacts, and maximise the value of existing assets without the expense or downtime of replacing engines. While rebuilds take an average of 35 hours, they occur while the machine resumes operation with a Cummins-provided swing engine. Cummins’ HHP MRCs also support Cummins’ sustainability goals by using 85% less raw materials than new engine production, reusing water, and minimising scrap.
Approaching a rebuild also provides the opportunity to consider new ways to tailor equipment to mine profiles and generate greater efficiency.
Many operators are upgrading their QSK60 and QSK78 engines from older HPI fuel systems to Cummins’ Modular Common Rail Fuel System (MCRS). For convenience, this upgrade is performed during the engine rebuild process at Cummins’ high-horsepower MRCs.
The MCRS system provides a range of benefits:
� Fuel savings of 3 – 5% through precise high-pressure injection.
� Particulate emissions up to 63% lower compared to previous HPI systems.
� Extended engine life by up to 10% to overhaul.
� Smoother operation and faster cold starts.
� Lower total cost of ownership.
Precise fuel delivery reduces stress on engine components, improving efficiency and reliability. Operators also benefit from predictable performance improvements, with the extent of results varying depending on mine profile, equipment use, and operating conditions.

The Metso OKTOP® Conditioner is a critical component for effective slurry preparation before flotation. It ensures optimal mixing of slurry and reagents, creating the right conditions for maximum flotation cell performance and overall circuit efficiency.
Partner for positive change
Cummins site-specific calibration upgrades for engines in the QSK38 to QSK95 range optimise combustion and fuel delivery for specific duty cycles. By measuring factors like site profile, average loads, tyre pressures, operating temperatures, and driver behaviours, Cummins can build a holistic data set and make calibrations that reduce engine fuel consumption and CO₂ emissions by 2 – 5% without compromising reliability or productivity.
For operators, these upgrades can deliver measurable fuel savings while maintaining familiar engine performance, providing an immediate impact on operational costs and environmental goals. For those wanting to go further, hybrid options provide a future solution.
Hybrid retrofit programs combine internal combustion engines with battery-electric systems, providing flexible energy management across mining haul routes.


Hybridisation presents significant opportunity for the mining industry’s effort to achieve an energy transition, leveraging the large installed asset base.
Hybrid systems allow operators to:
� Capture energy through regenerative braking.
� Use battery power during low-demand periods.
� Reduce fuel consumption and CO₂ emissions by 15 – 30%, depending on mine profile.
Reduced engine loads also lower maintenance frequency and could extend engine life. Cummins’ first-fit hybrid pilot programme launched in 2024, and the acquisition of First Mode assets in 2025, expanded hybrid retrofit capabilities at scale. Early deployments include Komatsu 930E-4 trucks in Chile, with additional pilots planned across North and Latin America.
Hybrid systems provide reliability and operational familiarity for operators while delivering fuel and emissions savings, demonstrating a practical pathway for incremental decarbonisation without the need for full electrification.
Cummins is also furthering the ‘clean fuels’ decarbonisation pathway, which will also be available through retrofits for existing fleets. Cummins, in partnership with Vale and Komatsu, is developing dual-fuel systems that allow haul trucks to operate on a combination of ethanol and diesel. Modified trucks can run on up to 70% ethanol, potentially reducing CO₂ emissions by up to 50%.
Engine testing continues through 2026, followed by field validation. Dual-fuel systems leverage existing infrastructure and fleets without major modifications, making them a cost-effective option for operators seeking significant emissions reductions.
As part of efforts to support the decarbonisation of mining today, Cummins engines already support the use of drop-in fuels such as hydrotreated vegetable oil (HVO) and biodiesel blends. These fuels can be used with existing engines and infrastructure, avoiding high capital expense associated with alternate solutions while advancing decarbonisation goals.
For example, hybrid engines running with 55% HVO can achieve up to a 50% CO₂ reduction from well-to-wheel.
Drop-in fuel integration allows operators to reduce their environmental impact without major modifications to fleet or facilities, enabling significant emissions saving without high costs and integration timings.
Internal combustion engines remain the foundation of powering mining, given fleet requirements, current infrastructure limitations, and remote operating locations. Miners can protect their investment in these high-horsepower power solutions through strategic partnership for long-term aftermarket support and technology upgrades through the life of these engines.
By combining proven engine technology with emerging solutions, Cummins maximises engine life and operational reliability, while also providing a practical pathway to emissions reduction.
Anu Niittynen, Sandvik Mining, USA, details the role of the iLink Data Interface in modern mining systems.
As the mining industry undergoes a profound transformation driven by automation, digitalisation, and sustainability imperatives, the ability to integrate equipment into a unified digital ecosystem has become a cornerstone of operational excellence. In surface mining, rotary drilling operations are among the most data-intensive and
operationally critical processes. They serve as the starting point for the entire value chain –from ore extraction to processing and logistics. Consequently, the interoperability of drill rigs with mine planning, monitoring, and reporting systems is essential for achieving real-time visibility, process optimisation, and data-driven decision-making.
To address this need, Sandvik has developed the iLink Data Interface, a standards-based, vendor-neutral communication layer that enables secure and efficient interaction between Sandvik iSeries surface drill rigs and third-party mining systems. Built on REST web services and HTTP protocols, iLink Data Interface provides a robust and scalable foundation for integrating drilling operations into broader mine automation strategies.
Historically, rotary drill rigs operated as standalone mechanical systems, with limited connectivity and minimal integration with mine-wide IT infrastructure. Operators manually uploaded drill plans, recorded performance data on paper or local storage, and relied on radio communication for coordination. This siloed approach limited the ability to optimise drilling performance, respond to changing geological conditions, or ensure alignment with dynamic mine plans.
Today, rotary drill rigs are increasingly equipped with advanced onboard control systems, GNSS-based positioning, real-time telemetry, and onboard/remote automation features (such as auto-drill and auto-levelling). These capabilities generate vast volumes of operational data, including penetration rates, torque, and measurement while drilling (MWD) parameters. At the same time, rigs require continuous input from centralised systems – such as updated drill plans, configuration files, and safety protocols.
The challenge lies in enabling seamless, secure, and standardised communication between these systems. This is where the iLink Data Interface plays a pivotal role.
The iLink data is architected using Representational State Transfer (REST) principles, which are widely adopted in industrial automation and enterprise IT due to their simplicity, statelessness, and compatibility with web technologies. RESTful APIs use standard HTTP methods to perform operations on resources, making them easy to implement and integrate across diverse platforms.
In the iLink implementation, external systems interact with the drill rig via HTTP requests, accessing structured data in JSON format. This eliminates the need for proprietary protocols or middleware, reducing integration complexity and enabling faster deployment. The interface is designed to be platform-agnostic, allowing integration with a wide range of systems, including:
� Mine planning software (e.g. Deswik, Hexagon, MinePlan).
� Fleet management systems (e.g. Wenco, Modular).
� Data analytics platforms (e.g. Power BI, Tableau).
� Cloud-based IoT platforms (e.g. Azure IoT, AWS Greengrass).
Depending on the deployment scenario, communication can occur over local networks, VPNs, or cloud gateways. In remote or offline environments, physical connections may be required, but the communication model remains consistent.
The iLink Web Interface exposes a comprehensive set of endpoints grouped into logical modules that reflect the functional architecture of the drill rig. These include:
� Access to rig identification, software versions, and hardware capabilities.
� Read/write access to system-level settings, such as time synchronisation and operational modes.
� Read/write access to operator interface data, enabling remote visualisation of user interactions.
� Real-time access to equipment signals, including hydraulic pressures, rotary speeds, feed force, and bit position.
� Alarm and event logs for fault diagnosis and operational analysis.
� Access to TIM3D drill plan files, including hole coordinates, depths, and collar positions.
� Integration with mine design models for spatial alignment and compliance verification.
� Bi-directional file transfer for: drills plans, configuration files, MWD reports, and quality assurance documents.
� Supports automated workflows for plan deployment and report retrieval.

This modular design allows mining companies to implement only the functionalities they require, while maintaining the flexibility to expand integration as operational needs evolve.
The iLink interface supports a wide range of use cases across the mining value chain, enabling both tactical improvements and strategic transformation.
Mine planning systems can push updated drill plans directly to the rig, eliminating manual data entry and reducing the risk of errors. This is particularly valuable in dynamic pit environments – where geological conditions or production targets change frequently.
Maintenance and operations teams can monitor rig performance in real time, accessing live telemetry and alarm data. This enables proactive maintenance, reduces unplanned downtime, and improves asset utilisation.
MWD data can be automatically retrieved and analysed for quality control, ore body modelling, and regulatory compliance. This supports faster decision-making and enhances transparency.
By sharing drill hole data with blasting systems (e.g. Dyno Nobel), mining operations can optimise fragmentation and reduce overbreak. Similarly, integration with load and haul systems ensures alignment between drilling, blasting, and material movement.
With programmatic access to machine data, iLink enables the development of advanced automation applications, including:
� Predictive maintenance using machine learning.
� Autonomous drill scheduling.
� Integration with autonomous haulage systems.
� AI-driven optimisation of drilling parameters.
Given the critical nature of operational data, iLink incorporates robust security features, including:
� Authentication and authorisation: Role-based access control ensures that only authorised systems and users can access sensitive data.
� Encryption: All data in transit is encrypted using industry-standard protocols (e.g. TLS).
� Audit logging: All interactions with the API are logged for traceability and compliance.
These features support compliance with industry standards, such as ISO 27001, and ensure that data integrity and confidentiality are maintained across the mining enterprise.
The iLink interface is designed to scale with the evolving needs of mining operations. As new sensors, automation features, or analytics tools are introduced, the API can be extended to support additional data types and workflows. This extensibility ensures that mining companies can future-proof their digital infrastructure and adapt to emerging technologies without costly system overhauls.
The adoption of interoperable interfaces like iLink reflects a broader shift in the mining industry towards open architectures, vendor-neutral ecosystems, and data-driven operations. By enabling seamless integration between equipment and enterprise systems, mining companies can:
� Break down data silos and improve cross-functional collaboration.
� Accelerate the deployment of automation and AI.
� Enhance operational agility and responsiveness.
� Improve safety, sustainability, and regulatory compliance.
In this context, iLink is not merely a technical solution – it is a strategic enabler of the digital mine.
The Sandvik iLink Data Interface represents a significant advancement in the integration of surface drilling operations into modern mining systems. By providing a standardised, secure, and extensible communication layer, iLink enables real-time data exchange, automation, and analytics across the mining value chain.
As the industry continues to evolve toward intelligent, autonomous, and sustainable operations, solutions like iLink will play a central role in shaping the future of mining – where every drill hole, data point, and decision is connected.

LOW COST OF PRODUCTION

SUSTAINABLE OPERATIONS


Can mining satisfy the world’s hunger for raw materials – and meet environmental targets too?
With Cummins’ help, it can. Our range of mining engines, made even cleaner and more e icient through technologies like alternative fuels and advanced monitoring, are helping mining explore a future that can be both sustainable and profi table. It’s power: balanced.




Qu Shengli, President, Shandong Humon Smelting Co., Ltd., China, considers the century-long dilemma of gold smelting and outlines how a leading Chinese smelter has remained dedicated to technological innovation in the sector.
Historically, gold smelting has undergone four major technological revolutions. From the primitive gravity concentration and amalgamation process to the invention of the direct cyanidation method, the industry was able to exploit low-grade ores, spurring a surge in global gold production. Cyanidation became the industry standard process, laying the foundation for modern hydrometallurgy. However, the extreme toxicity of cyanide also sowed an environmental crisis that has persisted for

more than a century. The third-generation, single-stage roasting–cyanidation leaching process addressed the challenge of extracting gold from sulfur and arsenic-bearing complex ores, making refractory ores economically viable. It expanded the resource base from single gold ores to polymetallic associated ores, driving a transition from pure gold recovery to multi-element recovery.
The fourth-generation, pre-treatment–cyanidation process is still widely adopted by most Chinese gold smelters and has the
advantage of low capital requirements and short metal realisation cycles. Yet, it generates enormous amounts of cyanide-laden wastewater and tailings, causing serious environmental harm. At present, more than 70% of gold in China is refined using the cyanidation process. In 2024, the country produced 534.1 t of refined gold, consuming an estimated 80 000 t of cyanide and generating over 195 million t of cyanide-bearing solid waste and 300 million m 3 of cyanide-containing wastewater. Moreover, due to inherent limitations of the process, the recovery rates of valuable metals – such as gold and silver – from complex materials remain low, while associated elements cannot be effectively recovered, leading to significant resource wastage.
It is foreseeable that the continued large-scale reliance on cyanidation for gold extraction will create compounded pressures from both historical and new issues, particularly in the generation and treatment of cyanide solid waste and in ensuring safe production. The traditional cyanidation process thus faces the
paradox of ‘easy extraction, difficult remediation, and low efficiency’.
Gold is a vital foundation of financial stability and a key strategic resource contested worldwide. Since its inception, Shandong Humon Smelting – a leading enterprise among China’s top 10 gold smelters – has positioned itself to serve national strategies as a specialised gold smelting enterprise.
How to shed the heavy burden of cyanide-based technologies and forge a truly cyanide-free and environmentally friendly ‘sword of extraction’ has long been a question for the gold industry. Humon’s technological breakthrough illustrates an adage: disruption often comes not from within the industry, but from the outside. Focusing on three core objectives –enhancing resource efficiency, reducing pollution and energy consumption, and adapting to complex multi-element ores – Humon abandoned traditional hydrometallurgical paths. Instead, it pioneered a fire-metallurgy route to cyanide-free smelting, becoming the first bold explorer in the industry.


Using its first round of funds raised after its 2008 IPO, Humon constructed a new facility and developed the world’s first oxygen bottom-blowing smelting with matte capture process. This created China’s first cyanide-free production system for processing complex gold concentrates. Remarkably, the system achieved successful commissioning at first attempt and full capacity in the same year. Its success not only removed cyanide – the industry’s toxic ‘tumour’ –from the process, but also raised gold recovery rates by 5 – 13% and silver recovery rates by 8 – 38%, ushering in a new era of pyrometallurgical gold refining.
Innovation has never ceased. In 2011, Humon pioneered a three-furnace continuous process combining bottom-blowing smelting, molten-state reduction, and oxygen-enriched volatilisation for lead-rich gold recovery. Commissioned in 2013, the new process again set industry records: recovery rates for gold, silver, and lead soared; comprehensive energy consumption dropped by 65%; sulfur dioxide emissions fell by 95%; and carbon dioxide emissions declined by 80%. This achievement won the prestigious State Science and Technology Progress Award (Second Prize) in 2016.


Realise the green development of gold mining and metallurgy
Unlock unlimited value from limited resources
Arsenic has long been regarded as an intractable challenge in gold and non-ferrous metallurgy. Traditional arsenic capture methods often fail due to gas flow fluctuations and high SO₂ concentrations. In 2010, Humon launched a five-year R&D effort that produced an integrated process combining oxygen bottom-blowing matte capture with rapid flue gas cooling and dry arsenic collection. Achieving over 90% arsenic removal efficiency, the innovation solved a global problem of high-arsenic ore smelting. Humon further advanced the concept of resource-based arsenic treatment, developing an industrial chain from arsenic trioxide to metallic arsenic to high-purity arsenic – thus transforming pollution control into industrial value creation. This ‘Humon Model’ of arsenic management won the First Prize of the China Nonferrous Metals Industry Association’s Science and Technology Progress Award, as well as support from the National Development and Reform Commission’s Solid Waste Resource Utilisation programme.
Over 37 years, Humon has made ‘continuous innovation’ its core competitiveness, revolutionising gold metallurgy and constructing a complete cyanide-free, pyrometallurgical, environmentally friendly technology system. The company has won two State Science and Technology Progress Awards (Second Prize), 11 provincial and ministerial First Prizes, and has been named a ‘National Green Factory’ and ‘Advanced Unit of Resource Utilisation in Shandong Province’. Today, Humon stands as a vanguard of modern gold metallurgy. Each iteration of gold extraction technology has resonated with the progress of human civilisation. It is foreseeable that, as global competition for mineral resources intensifies and under the dual backdrop of carbon neutrality goals and major-power rivalry, cyanide-free metallurgy – with its irreplaceable comprehensive advantages – will become the mainstream of global gold smelting.
As easily processed high-grade ores are depleted, the share of complex multi-element ores continues to rise. In China, about 70% of gold reserves – and globally, about 38% – are found in such complex concentrates. They have become the primary raw material for future gold production. Focusing solely on gold, silver, copper, and lead would cause immense resource waste and economic loss. Meanwhile, cyanide-free technologies are advancing rapidly, with breakthroughs in key processes and equipment creating the technical conditions to break barriers between different metallurgical fields. Against the backdrop of global industrial restructuring, the gold smelting sector faces unprecedented pressure to transform. In response, Humon has proposed its ‘Comprehensive Smelting’ strategy: full recovery of valuable elements, green low-carbon operations, and zero waste. In 2010, with the successful commissioning of the ‘Complex Gold Concentrate Comprehensive Recovery Technology
Transformation Project’, Humon overcame the challenge of comprehensively recovering valuable elements such as gold, silver, tellurium, copper, iron, and sulfur, thereby officially opening the door to multi-element recovery.
In 2013, alongside building the world’s first lead-carrier gold-silver recovery system, Humon further expanded into lead, zinc, and bismuth recovery.
In 2018, Humon successfully commissioned the ‘Harmless Treatment Project of Waste Residue from Gold Smelting’, turning cyanide tailings from gold and silver processing into valuable resources by recovering gold, silver, copper, and tellurium. This not only neutralised hazardous waste, but also advanced its resource-based utilisation, extending the comprehensive recovery chain and pushing toward the complete utilisation of mineral resources. That same year, to tackle the challenges of low recovery efficiency and high energy consumption, Humon launched the ‘Comprehensive Recovery and Utilisation Technology Transformation Project of Rare and Precious Metal Resources’. Working in collaboration with leading universities, the company overcame significant technical hurdles and succeeded in bringing multiple rare and precious metals – including bismuth, tellurium, selenium, platinum, and palladium – into full-scale production and industrial application. Anchored in its cyanide-free core process, Humon has since established a comprehensive recovery system for ‘all-element extraction’, creating a product portfolio built on gold as the core, with multi-metal synergy. Guided by the principle of ‘one mine, multiple recoveries; maximising resource utilisation’, Humon has transformed finite resources into virtually unlimited value. Today, its primary product matrix spans 17 elements, carving out a second growth curve for the gold smelting industry beyond the traditional model.
Innovation remains Humon’s lifeblood. In 2018, Humon extended its industrial chain into high-purity semiconductor and infrared optical materials. Driven by the ambition that ‘Humon’s height equals the world’s height, Humon’s purity equals the world’s purity’, the company has, after a decade of relentless innovation, developed seven major series with 29 high-purity and infrared optical products. Recognised as a leading new-materials enterprise in Shandong Province, Humon has become a renowned global supplier of advanced metal materials, an indispensable contributor to China’s ‘national strategic technologies’ and ‘intelligent manufacturing’.
As a visionary and responsible listed company, Humon will continue along the path of innovation, remaining aligned with global scientific frontiers, global resource utilisation, and human development. It will continue working to further advance gold smelting technologies, ensuring that more of its innovations benefit both the industry and society at large.

Eden Paki, Orica Digital Solutions, Australia, discusses how digital platforms are bringing about measurable gains in recovery, productivity, and sustainability.
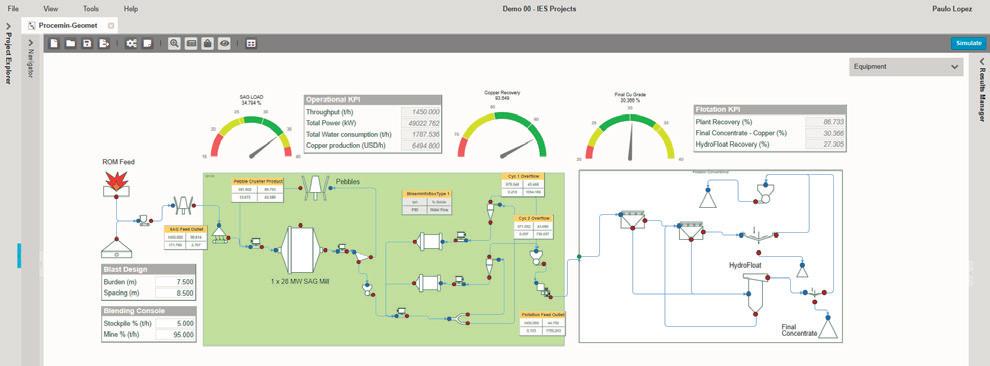
Orica Digital Solutions’ ongoing digital expansion has sought to better connect the mining value-chain. This dedicated digital arm has delivered many well-known solutions and tools – such as the Integrated Extraction Simulator (IES) –that are becoming undoubtedly essential to mining operations.
Across the global mining sector, operations face a common set of pressures. Orebody variability, volatile
commodity markets, increasingly stringent ESG requirements, and the need to get more from existing assets all challenge traditional approaches to optimisation.
For many sites, the investment in optimisation studies is significant – but too often, the insights remain trapped in reports, disconnected from daily decision-making. Without a way to translate theoretical recommendations into operational reality, improvements stall. Critical decisions on drilling, blasting, blending, and processing are made in isolation, leading to trade-offs between throughput and recovery with no clear resolution.
The industry needs tools that connect data, processes, and people across the value chain – and allow ‘what if’ scenarios to be tested before they are implemented. This is where the IES has proven itself as more than just a modelling platform – it is a decision-support system for an increasingly complex operating environment.
The origins of the IES lie in an industry-sponsored research programme led by Australian based Cooperative Research Centre for Optimising Resource Extraction (CRC ORE), which brought together mining companies, research bodies, and technology providers to develop a platform capable of simulating the entire mining value chain in a single, integrated environment. In 2021, Orica was selected as the commercialisation partner for the IES to bring it to market globally. Since then, Orica Digital Solutions has transformed it into an award-winning, browser-based application that combines advanced

simulation with machine learning to deliver practical, site-ready insights.
The IES has evolved as one powerful, fundamental platform with two integrated applications, IES Projects and ModelNet, working together to provide a seamless environment for processing insights and operational decision-making. IES Projects enables users to model, simulate, and optimise complex mineral processing flowsheets. ModelNet allows for the creation of machine learning models that can be embedded into equipment in the flowsheet and therefore into simulations.
Together, these tools form a connected ecosystem, with the IES acting as the central simulation engine that integrates data and insights from across the operation. At its core, the IES combines physics-based equipment models with data-driven intelligence to simulate entire mining-to-processing chains or specific plant sections. It supports large datasets, multi-component modelling, and rapid configuration of alternative flowsheets, enabling mass simulation runs in hours rather than weeks. User-defined constraints keep simulations grounded in operational reality, while a diverse model library allows users to incorporate both industry-standard and custom-developed models. These initiatives are tested using block model data developed through geostatistical modelling, representing the life of mine (LOM), and utilising an integrated IES flowsheet.
The IES has been deployed across a wide range of scenarios, from early-stage project evaluation to operational fine-tuning. In each case, it has provided the integrated view needed to connect cause and effect across the mining value chain – and deliver measurable results.
Powered by ModelNet, the IES also integrates machine learning, allowing users to build MetaModels that run scenario analyses 3000 times faster than traditional methods, with prediction errors as low as 0.45%.
A major copper operation needed to determine the most valuable combination of mine plan and plant configuration. Using the IES, the team simulated ore variability, processing constraints, and product quality targets in a single integrated model. This identified the block sequence and plant setup that would deliver the highest long-term value, avoiding suboptimal plans that looked viable when mining and processing were considered in isolation.
An unplanned shutdown at a gold operation created pressure to recover lost production without overstressing the plant. The IES tested multiple recovery strategies, including accelerated milling schedules, altered blend ratios, and grind size adjustments.

EVALUATING MINERAL RECOVERY WITH SEAMLESS VALUE CHAIN SIMULATION





The selected approach regained the full shortfall within three weeks while keeping throughput and metallurgical performance at target levels.
During construction of a nickel concentrator, late-stage equipment changes altered key design parameters. The IES re-ran the flowsheet with the new specifications, quantifying the impact on throughput and recovery. It then pinpointed process control adjustments to offset performance risks, helping the project avoid costly post-commissioning modifications.
A Western Australian gold mine was approaching a transition to harder ore in its pit sequence. The IES simulated the impacts from drill and blast through to grinding energy demand, allowing the operation to implement changes to liner design and mill speed ahead of time. This proactive approach prevented the expected throughput losses once the new ore came online.
A leading South American copper producer used the IES to evaluate the integration of HydroFloat™ coarse particle flotation. Embedded machine-learning models predicted potential recovery gains of 2 – 7% while enabling coarser grinding, reducing energy use and processing costs.
In another project, a mining technology company used the IES and ModelNet to simulate its rotary air concentration system. The modelling predicted recovery of an additional 5000 oz of gold from material previously classified as waste, while lowering downstream processing volumes.
This project demonstrates how the IES can deliver value at multiple scales – from optimising existing plants to accelerating the adoption of breakthrough processing technologies.
There is a noticeable increase in software adoption, globally. IES differentiators have played an important

role in leveraging value for different types of users within the mining and minerals processing industry, along with original equipment manufacturers (OEM) and consulting companies. The value that the IES provides its users varies – from reducing uncertainty in major investment projects through to supporting the identification of opportunity for operational and equipment design.
The need to assess new technologies and quantify their performance, investigate process efficiencies, and understand financial impacts has become a prominent driver in the discovery of the IES.
The IES is designed to integrate with mine planning tools, fleet management systems, and plant control platforms, creating a digital twin that mirrors the operation’s current state. This allows sites to test potential changes in near real-time and understand the full value chain implications before implementation. Corporate users can apply the IES across multiple sites for standardised analysis and sharing of best practices, while OEM partners can test equipment performance in varied operating contexts without the cost or risk of physical trials.
The platform also supports ESG objectives, with the ability to model water and energy use per tonne, forecast carbon footprint impacts, and test alternative flowsheets or operational strategies to reduce environmental risk. Recent projects have demonstrated how the IES can help quantify and optimise sustainability metrics alongside production outcomes.
Looking forward, Orica Digital Solutions is advancing the IES with expanded neural networking and machine learning capabilities, enabling models to capture and simulate processes such as flotation where data is often available. A major focus is the development of tailored front ends that allow specific tasks to directly access and apply elements of the IES workflow, bringing the platform into operational use rather than being confined to strategic planning. This evolution, described as a shift from proactive optimisation to proactive correction, aims to close the gap between strategic intent and operational execution, while also supporting multi-site optimisation and ESG-linked modelling for energy, water, and emissions.
The mining industry’s challenges are complex and interconnected – and so are its opportunities. Digital platforms like the IES are turning mine-to-mill optimisation into a continuous, data-driven practice rather than a one-off exercise. By combining physics-based modelling, machine learning, and scalable cloud computing, the IES enables faster, more confident decisions that translate into measurable gains in recovery, productivity, and sustainability. As operations push to extract more value with fewer resources, such tools will play a central role in shaping the next generation of responsible, high-performance mining.

Global coverage on technology and market trends in the mining and minerals processing industries
Subscribe online at: www.globalminingreview.com/subscribe
Global coverage on technology and market trends in the mining and minerals processing industries
Global coverage on technology and market trends in the mining and minerals processing industries
15 South Street, Farnham, Surrey, GU9 7QU, UK
T: +44 (0)1252 718999 F: +44 (0)1252 821115
Subscribe online at: www.globalminingreview.com/subscribe
Subscribe online at: www.globalminingreview.com/subscribe
E: info@palladian-publications.com
15 South Street, Farnham, Surrey, GU9 7QU, UK
T: +44 (0)1252 718999 F: +44 (0)1252 821115
15 South Street, Farnham, Surrey, GU9 7QU, UK
E: info@palladian-publications.com
T: +44 (0)1252 718999 F: +44 (0)1252 821115
E: info@palladian-publications.com




























Mike Rikkola, Vice President, Software Defined Vehicle and Autonomy Platforms, Komatsu, USA, explains the importance of collaborations with Silicon Valley for mining companies and the industry in general.
In September 2025, Komatsu announced a groundbreaking collaboration with Silicon Valley’s Applied Intuition, a company renowned for its expertise in vehicle intelligence and autonomy.
This collaboration represents the most significant technology investment in Komatsu’s more than 100-year history, signalling a bold commitment to revolutionising mining operations through a unified software-defined vehicle (SDV) and autonomy platform. The relationship aims to deliver transformative capabilities, enabling mining companies to operate more safely, efficiently, and sustainably in an era characterised by rising operational costs, labour shortages, and mounting decarbonisation pressures.
The mining sector is undergoing a profound digital transformation. Technologies such as the Internet of Things (IoT), cloud computing, and advanced analytics are being integrated into every aspect of mining operations. These technologies embrace real-time monitoring of equipment,

predictive maintenance, and data-driven decision-making – all of which contribute to improved safety, efficiency, and sustainability.
Governments and regulatory bodies worldwide are imposing stricter environmental standards on mining operations. Companies are required to reduce emissions, minimise waste, and rehabilitate mining sites. The adoption of autonomous and software-defined vehicles helps companies meet these requirements by reducing fuel consumption, optimising routes, and enabling more precise control over operations.
As mining operations become more automated, the skills required of the workforce are evolving. There is a growing demand for workers with expertise in data analytics, robotics, and AI. Companies are investing in training and development programs to equip their employees with the skills needed to operate and maintain advanced technologies and improve the bottom-line.
The mining industry stands at a pivotal crossroads. By 2027, the global mining market is projected to reach US$2.78 trillion, yet the majority of mining trucks and equipment remain manually operated. Haulage and machinery-related incidents are leading causes of mining fatalities, and the sector is responsible for 4 – 7% of global greenhouse gas emissions, primarily due to diesel-powered vehicles. The convergence of rising costs, labour shortages, decarbonisation mandates, and surging demand for critical minerals has created a ‘perfect storm’ that demands urgent innovation.
Mining companies are under increasing pressure from regulators, investors, and local communities to modernise operations and reduce their environmental footprint. The shift toward digital transformation and automation is no longer optional – it is essential for survival and competitiveness. Companies that fail to adapt risk falling behind as the industry embraces new technologies that promise greater safety, efficiency, and sustainability.
Unlike conventional mining equipment, which relies on periodic hardware upgrades, the SDV platform enables continuous improvement through software updates – much like a smartphone. Factors include:
� Continuous improvement: Machines receive new features and performance enhancements over the air, minimising downtime and helping maximise productivity.
� Remote troubleshooting: Diagnostics and troubleshooting can be performed remotely, reducing the need for on-site interventions – a rising trend in the industry.
� Robust security: Built-in digital security helps to safeguard equipment and sensitive operational data from cyber threats.
The SDV architecture is the foundation of the new platform. It promotes rapid deployment and seamless integration across sites, regardless of location or scale.

Figure 1. Software-defined vehicles (SDVs) will leverage AI and automation, among others, to make real-time decisions about loading, hauling, and drilling. Operators will retain full control, when needed. This kind of flexibility ensures that mining companies can tailor the level of autonomy to meet their specific needs by balancing automation with human oversight.
Operators use familiar tools, and support is streamlined, making training and scaling easier.
The Komatsu–Applied Intuition collaboration is more than just a technology upgrade; it is a strategic leap forward toward a safer, smarter, and more sustainable mining industry. By uniting Komatsu’s legacy of innovation with Applied Intuition’s artificial intelligence (AI) expertise, the companies are setting a new standard for mining operations worldwide.
� Deliver real-time adaptability: Equipping Komatsu’s mining equipment with advanced technologies that adapt to changing site conditions, weather, and terrain, supports optimal performance in diverse environments.
� Boost productivity and precision: Supporting customers by helping maximise output and minimising downtime, using AI-driven analytics, designed to improve optimisation of haul routes and maintenance schedules, among others.
� Enable continuous feature delivery: Leveraging embedded AI and machine learning for ongoing, site-specific optimisation, allows new features and regulatory updates to be delivered overnight.
� Safer and more sustainable operations: Reducing risk exposure for personnel and helping to optimise operations for lower emissions, with autonomous systems that reduce workers in hazardous areas, as well as advanced collision avoidance enhancing site safety.
Flexible autonomy: From operator assist to highly automated
Mining operations are diverse, and not every site or task can be highly automated. The Komatsu–Applied Intuition platform supports a full range of autonomous functions, including:
� Operator assistance: Advanced driver-assist features enhance safety and efficiency, providing real-time feedback and support to operators.
� Manual control: Operators can retain full control when needed, ensuring flexibility and adaptability in complex environments.
� Autonomy: Machines can operate independently, adapting to site-specific requirements in real time, learning from every job and every environment.
This kind of flexibility ensures that mining companies can tailor the level of autonomy to meet their specific needs, balancing automation with human oversight.
learning and artificial
AI-driven analytics optimise everything from haul routes to maintenance schedules, empowering operators and
managers to make data-driven decisions to boost productivity and reduce costs. The platform provides enhanced AI and machine learning to learn from every task, process and operation:
� Predictive maintenance: The system anticipates maintenance needs, helping minimise costly breakdowns and reducing unplanned downtime.
� Route optimisation: AI can suggest more efficient haul routes, saving fuel and time, and minimising environmental impact.
� Continuous improvement: Machines receive new features and performance enhancements over the air, minimising downtime and helping maximise productivity.
Whether a company operates a single mine or a global network, the platform is designed for rapid deployment and seamless integration. Operators use familiar tools, and support is streamlined across sites, making training and scaling easier. A unified platform ensures that all sites –regardless of location or scale – benefit from the same advanced capabilities, simplifying training and support.
The Komatsu–Applied Intuition collaboration positions intelligent, AI-driven vehicles squarely at the centre of the sector’s next chapter, accelerating the shift toward greater safety, efficiency, and sustainability. Autonomous systems increase the ability to keep personnel out of harm’s way and help to prevent accidents. Advanced collision avoidance and real-time monitoring help to enhance site safety.
While the collaboration is still in its early stages, initial feedback from industry stakeholders has been overwhelmingly positive. Early successes highlight strong momentum, with proof points and strategic milestones being achieved.
Mining companies are enthusiastic about the potential of the Komatsu–Applied Intuition platform. Customers appreciate the ability to customise the level of autonomy to their specific needs, balancing automation with human oversight. The platform’s scalability and interoperability make it an attractive option for companies operating multiple sites.
Customers are beginning to report significant improvements in operational efficiency and safety. Reception has been positive with companies noting reductions in haulage-related incidents within a short time of deploying currently available autonomous platforms. Customers are noting the ease of integrating the new technology with existing equipment, reducing training time, and accelerating adoption.
Operators report that the advanced driver-assist features have made their jobs safer and more efficient.
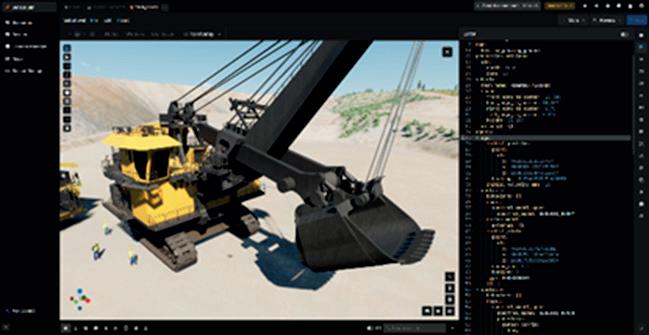
Figure 2. In this simulation, an SDV electric rope shovel is using AI and automation to take into account physical terrain, topographical information, incoming data sets, equipment monitoring, environmental factors, operator feedback, and more, in order to make optimal decisions about safety, productivity, and sustainability.
Managers value the data-driven insights provided by AI analytics, which help them make informed decisions and optimise operations.
The mining technology landscape is rapidly evolving, with several companies vying for leadership in autonomy and AI-driven solutions. Komatsu’s work with Applied Intuition sets it apart from competitors by offering a unified SDV platform that combines deep expertise in mining applications with cutting-edge vehicle intelligence. Komatsu’s approach is differentiated by its focus on continuous improvement through software updates, flexible autonomy, and robust security features.
The collaboration positions Komatsu as a leader in the transition to autonomous, intelligent mining operations. By leveraging Applied Intuition’s AI expertise, Komatsu is able to deliver innovative solutions that address the industry’s most pressing challenges. As the platform rolls out, mining companies can expect continuous improvement, enhanced safety, and the ability to adapt rapidly to changing market and regulatory demands. The roadmap includes not only autonomous haulage systems (AHS), but also a broader transformation of mining equipment through the SDV platform.
The collaboration is being positioned as a significant ‘step-change’ for Komatsu’s technological capabilities and the industry. The partnership’s strategic objectives are clear: deliver real-time adaptability, boost productivity and precision, enable continuous feature delivery, and help ensure safer and more sustainable operations.
The future of mining is autonomous, intelligent, and software-defined – and it is arriving faster than ever before. The Komatsu–Applied Intuition relationship is poised to drive significant change in the industry, enabling mining companies to operate safer, smarter, and more sustainably.

Osama Oulabi, General Manager – Kingdom of Saudi Arabia & Middle East at Speedcast, addresses the increasing importance of AI and automation across MENA mining projects.
Mining operations continue to grow in both criticality and complexity across the world, but nowhere quite like the Middle East and North Africa (MENA). Having historically been focused primarily on oil and gas, the region’s mining sector is now undergoing a profound transformation, thanks to its generous deposits of copper, zinc, phosphate, and lithium – vital minerals for growing renewable energy technologies.
This transition has been underpinned by initiatives such as Saudi Arabia’s ‘2030 Vision’, which is intensifying the region’s focus on mining, positioning the sector as a strategic pillar of economic diversification as it looks to harvest its estimated US$2.5 trillion in untapped mineral reserves.
Sustainability is not the only focus for governments across MENA, however. In particular, the desire of Middle Eastern countries to be at the forefront of artificial intelligence (AI) developments has contributed to the introduction of new technologies. As a result, the mining strategies utilised in the region have undergone a massive shift in the last five years, with operators empowered to embrace greater automation. However, these mining sites are located in some of the most desolate regions on Earth. Critical infrastructure is scarce in the vast deserts and

remote mountain ranges that boast these huge mineral deposits. Operational success now hinges on a less visible but critical enabler: connectivity.
The Middle East’s rugged terrain is ideal for mining. The vast Arabian Desert, especially the western Arabian Shield, holds a wealth of mineral deposits and rare earth elements. Countries like Oman are also abundant in large-scale copper deposits, while in Africa, Morocco boasts huge stores of phosphates, fluorine, and barite. However, the lack of critical infrastructure in and around these deposits presents an obstacle.
Reaching these sites with water, ventilation systems, and communication networks is very challenging due to geographic, climatic, and logistical factors. The desert interiors of countries situated within the region are underdeveloped, lacking main roads and legacy rail routes. In addition, extreme heat and sandstorms make new infrastructure incredibly difficult to build, especially since construction materials and heavy equipment must be transported long distances over unpaved and rugged roads. This is further compounded by seasonal flooding in river valleys – known as wadis – disrupting ground access, even for well-prepared operations.
Saudi Arabia’s most remote mining location took well over six years of intricate planning before it was up and running. In a well-orchestrated effort to capitalise on the region’s 180 million t of Bauxite, the Al Ba’itha mine was completed in 2014 after a US$169 million contract covered the development, constructing a 13.5 m-wide haul road and a 1400 km rail line. This site works effectively because it is supported by self-contained operational facilities, such as on-site power and water systems, which are critical for prioritising worker safety. Even then, its remoteness led to health and safety issues, with Buradyah – the closest city with a major hospital – approximately 196 km away, which is a distance too far and long to trek, should a life-threatening incident occur.
Thankfully, recent technological advancements mean human exposure to dangerous conditions is now being kept to a minimum. Instead, the onus is on machinery to carry out the main bulk of mining work, such as drilling and blasting, ore processing, and material extraction. This shift is underpinned by automation – forming the backbone of the machinery’s daily operations.
Take trucks and loaders, for example. Autonomous haulage systems (AHS) are now enabling mining trucks and loaders to operate without human drivers. Through a combination of GPS, LiDAR, AI, radar, and onboard sensors, vehicles can navigate mine sites using pre-mapped routes, eliminating operators from dangerous environments like pit walls and high-dust zones. AHS usage often follows drone usage to help survey and map these large routes, reducing the need for on-ground inspection.
Worker safety is prioritised as a result, while efficiency and workloads are increased through minimal vehicle downtime, allowing remote workers to process data 24 hours a day, seven days a week.
These real-time analytics are providing immediate insights on operations to allow for proactive decision-making. All site activities are evaluated for performance and anomalies, optimising resource utilisation and improving overall efficiency. For instance, in AHS, real-time analytics provide predictive maintenance to help monitor truck tyre pressure, engine temperature, and load distribution – preventing mechanical failures and maintenance costs by up to 30%.
The data can also be used in ensuring environmental, social, and governance (ESG) compliance. Driven by international frameworks like the Global Reporting Initiative, which introduced a sector standard for mining last year, analytics and sensors are paired to monitor key metrics such as emissions, dust, and water usage. AI-integrated air quality monitoring stations track particular matter and airborne contaminants using predictive maintenance, and onboard sensors monitor both groundwater levels and emissions, ensuring compliance and audit readiness.
It is fair to say that the use of AI and automation within mining operations is increasing efficiency, ensuring workplace safety, and adhering to ESG regulations. Yet, in the past, the absence of reliable connectivity would have made the aforementioned tools too difficult to scale. Now, mining operations in the Middle East are supported by a new generation of advanced connectivity solutions, all designed specifically for remote, data-intensive environments in mind.
At the core of these technologies sits satellite connectivity. It is crucial for enabling various key applications including autonomous vehicles and data transfers used for real-time analytics. As such, operators have grown increasingly reliant on technologies such as multi-orbit satellite constellations –systems that utilise satellites in multiple orbital altitudes.
This includes geostationary (GEO) satellites, which offer broader coverage to better suit applications that require consistent, wide-area connectivity for general internet access and reliable data transfer. Alternatively, low Earth orbit (LEO) satellites can be deployed to better suit real-time applications like data analytics. Operators are also utilising medium Earth
orbit (MEO) satellites, which merge both types to offer a strong balance of coverage and latency.
Very small aperture terminals (VSAT) also provide the means for rapid voice, data, and internet connectivity. Numerous, ‘always-on’ VSAT systems can be deployed across construction and operational life to deliver constant and consistent connectivity to these remote locations. LTE/5G networks can even be deployed, depending on the circumstances. These are often hybrid systems that can switch between satellite and terrestrial to maintain uptime where available. Regardless of the connectivity method, these solutions all facilitate the optimal use of IoT devices in order to bring enhanced safety, improved efficiency, and cost savings to mining operations.
Additional resiliency can be achieved through L-band LEO connectivity. Sites across MENA often encounter challenging weather conditions and physical obstructions, especially on oil rigs and supply vessels. The L-band constellation is used within the region to provide reliable broadband and midband voice and data capabilities essential for IoT solutions and sensor and safety services. This means operators benefit from uninterrupted communication, even in demanding environments.
However, we are now seeing companies such as Speedcast take these offerings one step further. Additional network optimisation tools are bolstering another layer of real-time connectivity, with solutions such as software-defined wide area network (SD-WAN) being plugged into satellite and LTE/5G base stations to enable greater precision when routing data.
SD-WAN works by building upon software-defined networking (SDN) to connect various services to different locations, whether that be control rooms or direct to autonomous vehicles. Traffic to and from these systems can be managed and routed based on predefined policies, network conditions, and application requirements.
With connectivity and IoT comes the inherent risk of cyberattacks. While the Middle East has not yet been targeted, other plants, such as Evolution Mining in Australia, have fallen victim to cyberattacks aimed at IT systems, causing extensive downtime at each site. Networks must now be fault tolerant as well, which is why SD-WAN, as well as other edge computing systems, now cover security risks through built-in intrusion detection systems and firewalls. Doing so adequately protects the network from cyber threats. Even if a primary connection fails for whatever reason, diverse paths and failover mechanisms will also ensure uninterrupted services are maintained.
The advanced connectivity solutions used to support mining sites across MENA continue to underpin the use of automation and AI in operations. The same advanced systems and solutions are also being integrated in mining sites from Siberia to South America, ensuring that the raw natural resources can be extracted in a safe and efficient manner, no matter the terrain.
As AI technologies continue to innovate and advance, so too will these connectivity solutions. Operations will continue to scale, and pairing advanced connectivity with secure optimisation tools such as SD-WAN will help lay the groundwork for the integration of new technologies like augmented reality (AR), ushering in a new era of innovative, worker-prioritised mining. For mining sites, the future is now.
Ben Lawrence, Gecko Robotics, USA, evaluates the optimisation of infrastructure health in mining, and considers the importance of speed, smarter CAPEX, and identifying the root cause when tackling issues.
Mining has always been seen as an industry of extremes: enormous machines, remote sites, and non-stop pressure to move material faster and cheaper. But as those in the industry know too well, there is a quieter reality shaping outcomes just as much as ore grades or commodity prices – the health of the infrastructure itself.
For years, the industry has accepted inspection and maintenance as a necessary headache – slow, costly, dangerous, and often based on incomplete information. The default approach has been to patch things up, replace assets early, and carry the costs as part of doing business. But that equation is breaking down. Aging infrastructure, tighter margins, and higher safety and ESG expectations mean the old playbook is no longer good enough.
A new way of thinking is emerging, powered by robotics, AI, and advanced data science. It is not just a shiny technology story. It is about unlocking three clear sources of value that are already changing the way mines operate: faster and safer inspections, smarter use of capital, and the ability to finally get to the root cause of infrastructure failures.
And there is a crucial ingredient running through all of it: value tracking. Mining companies do not have room for science experiments or nice-to-have pilots. They need measurable impact from day one, with the ability to hold their technology partners accountable for results.
If you ask any veteran miner what is wrong with traditional inspections, you will likely hear some version of the following: they take forever, they put people in harm’s way, and the results are still incomplete.
This is the case because for as long as mines have existed, infrastructure inspections have been carried out the same way: people with clipboards and handheld sensors, often dangling from scaffolding or ropes, trying to take consistent readings in difficult conditions. Think of ‘Joe on a rope,’ inching along a tank wall, taking single ultrasonic thickness readings every few feet.
This approach has three major flaws:
� It is slow. Large assets can take weeks or even months to inspect manually, often requiring downtime or scaffolding builds that themselves add cost and delay.
� It is dangerous. Inspectors work at height, in confined spaces, and around operating equipment. Every inspection carries risk.
� It is incomplete. A few hundred readings on a tank wall or pipeline section cannot capture the full picture of structural health.
Robotics change that equation completely. Robotic platforms equipped with advanced sensors –


i.e. ultrasonic phased arrays, LiDAR, electromagnetic acoustic transducers, and thermal imaging – can scan every square inch of an asset, often while it remains in service. Instead of hundreds of readings, operators get millions. Instead of weeks, they get results in days or hours. And instead of exposing people to risk, robots do the dangerous work while inspectors oversee from a safe distance.
The impact is immediate: fewer scaffolds built, faster turnaround, safer teams, and dramatically better data. These are not soft benefits. They translate directly into hard cost savings and stronger decision-making. In an industry where downtime is measured in millions of dollars per day, that speed and safety dividend alone make robotics a compelling investment.
If speed and safety are the quick wins, smarter CAPEX is where things get transformational. Mining companies today are routinely wasting between 20 – 30% of their capital expenditure on projects that do not deliver the intended return. Why? Because they lack accurate, high-resolution data on infrastructure health.
The traditional approach forces planners into guesswork. Without confidence in the true condition of equipment, they default to conservative assumptions. That means replacing assets earlier than necessary ‘just in case’, over-engineering solutions, or spreading dollars too thin across projects that do not address real risk. The result is misallocated capital; billions of dollars globally every year.
With robotic inspection and AI analysis, the picture changes completely. Planners can see, down to the square inch, where degradation is occurring, how fast it is spreading, and how long assets can safely remain in service. Instead of blanket replacements, they can prioritise only the sections that need rehabilitation. Instead of defaulting to worst-case scenarios, they can forecast remaining useful life with confidence.
Consider a flotation tank: manually inspected, it might be flagged for full replacement at a cost of tens of millions. Robotic data, however, may reveal that only 20% of the structure is nearing end-of-life, while the rest has years of safe service left. Suddenly, instead of a US$20 million project, the mine faces a US$5 million targeted rehabilitation, with the same risk reduction and a fraction of the spend.
Multiply that across conveyors, pipelines, crushers, and boilers, and the savings are staggering. More importantly, those dollars are not just saved but they can be redirected toward growth, ESG initiatives, or other critical projects.
Smarter CAPEX is not just about spending less. It is about spending right. And in an industry where capital efficiency is increasingly scrutinised, that is a competitive advantage that shows up on the balance sheet.
Perhaps the most exciting frontier is root cause analysis. For the first time, mining companies are no longer treating infrastructure data in isolation. Instead, they are layering it with rotating equipment data and process data to


understand why damage is occurring in the first place. This is a shift from symptom-chasing to problem-solving.
Take a pipeline suffering accelerated corrosion. Traditional inspections might be lucky enough to identify thinning walls and trigger a repair or replacement. But with root cause analysis, operators can cross-reference the damage with process data, say a chemical imbalance in the slurry or vibration patterns in upstream pumps. The insight is not just where corrosion is happening, but why.
That opens the door to new, data-backed standard operating procedures. Instead of relying on tribal knowledge (“we’ve always run it this way”), mines establish evidence-based practices that prevent damage before it occurs. Speed limits can be set, chemical balances adjusted, operating cycles optimised, all guided by data, not guesswork.
This has three powerful effects:
� It extends asset life. By addressing the root cause, operators slow or even stop the mechanisms driving degradation.
� It elevates performance. Mines move from reactive fixes to proactive optimisation, running assets closer to their true potential.
� It builds institutional knowledge. Instead of relying on individuals with decades of tacit experience, mines codify best practices into digital SOPs that scale across the organisation.
For an industry grappling with a talent shortage, this last point is crucial. Root cause analysis creates a knowledge base that outlives retirements and turnover, ensuring that operational wisdom is not lost but continually built upon.


Of course, the most important thing is that this translates into real results. Mining leaders do not have time or budget for science experiments. They need to know that every inspection, every model, and every dollar spent delivers measurable value.
That is where value tracking comes in. By establishing clear baselines and KPIs upfront – whether it is reduced downtime, CAPEX avoidance, safety improvements, or throughput gains – mines can hold technology partners accountable.
This accountability is essential. It ensures robotics and AI deployments are not just exciting pilots that fizzle out, but rather they become embedded, trusted parts of the operation. When value is tracked transparently, successes build momentum, skeptics become champions, and the technology scales from one site to an entire portfolio.
There is another misconception worth addressing: that robotics and AI will displace human workers. The reality on the ground is very different. These technologies are not about replacing people, they are about augmenting them.
Robots handle the tedious, dangerous, or physically impossible tasks: climbing tank walls, crawling inside confined pipelines, scanning thousands of square meters without fatigue. Humans interpret, decide, and act on the insights.
This shift frees skilled workers to focus on higher-value problem solving rather than repetitive, risky labour. One of Gecko’s clients recently said: “It turns my skilled tradesmen from problem finders to problem solvers, and that is a 10x more valuable exercise. It also makes the industry more attractive to new talent. Just as defense and aerospace have drawn young engineers and data scientists with cutting-edge technology, mining now has the opportunity to do the same. By embracing robotics and AI, the industry positions itself not as a legacy sector, but as a frontier for innovation.”
The story of mining has always been about extracting value from the earth. But now, a new chapter is being written. One where value is also extracted from infrastructure data.
By embracing speed, smarter CAPEX, and root cause analysis, the industry is moving beyond outdated inspection methods and guesswork-based planning. It is creating a world where assets are safer, capital is better spent, and operations run closer to their true potential.
And, by embedding value tracking throughout, mining leaders can be confident that these innovations deliver, not someday, but from day one.
Those who move first will save millions, extend asset life, and operate more safely. Those who hesitate will spend more, risk more, and fall further behind.
The playbook is clear. The tools are here. The question for mining leaders is simple: are you ready to turn infrastructure into your next source of competitive advantage?

Hernan Muniz, Weir, Australia, explores how the mining industry can effectively combine new technology and data insights with domain expertise to maximise the potential of mining solutions.
In recent years, the mining industry has increasingly embraced digital technologies. Yet, while these tools are essential, they do not create value on their own. The real advantage lies in data-driven services, the ability to turn raw data into actionable insights that drive performance, reduce downtime, and unlock new efficiencies.
Weir has undergone a digital transformation focused on enhancing customer operations through delivering NEXT intelligent solutions and services. As the world’s leading slurry pump supplier, Weir’s digital journey began with NEXT condition and performance monitoring for its WARMAN® slurry pumps.
These solutions use sensors to track vibration, temperature, and speed, detecting early anomalies before they escalate. It also includes insights on where the pump is operating on the pump curve as well as AI algorithms – not only to detect those early anomalies – but to also predict the wear of different components.
But the real power comes from combining this data with deep domain expertise. Weir’s teams, involved in every stage of the pump lifecycle, from design to maintenance, use proprietary datasets to deliver insights that help operators optimise performance. For example, Weir can detect impeller wear and recommend process adjustments to ensure all components reach the next scheduled maintenance window. These insights can also be automated, enabling proactive, data-informed decision-making.
Weir’s digital capabilities now span a broader portfolio, including CAVEX® hydrocyclones. A prime example is its NEXT


roping index solution, which tackles a persistent challenge in mineral processing: balancing cyclone efficiency with operational stability.
Historically, operators have run cyclones conservatively to avoid roping – a condition that disrupts separation and harms downstream processes. This cautious approach often sacrifices throughput and separation efficiency.
Weir’s solution changes that. By integrating real-time sensors and advanced analytics, the NEXT intelligent solution for cyclones continuously monitors cyclone conditions, enabling operators to confidently run in a semi-roping state, close to peak capacity without crossing into detrimental territory. This unlocks:
� Increased throughput and grinding efficiency.
� Reduced energy waste from overgrinding.
� Improved particle size distribution (PSD) for better flotation recovery.
And the technology does not stop there. Weir’s digital capabilities extend across a wide range of equipment and process areas. For example:
� Spools and hoses are monitored for wear percentage, helping prevent unexpected failures.
� Screens are equipped with vibration and temperature sensors to assess asset condition and reduce unplanned downtime.
� High pressure grinding rolls (HPGRs) can be remotely monitored, with Weir’s solutions integrating directly with local machine PLCs for real-time visibility.
� Beyond individual assets, Weir’s NEXT process optimisation solution provides holistic oversight of entire process areas, such as the mill circuit, integrating data from multiple assets to not only assess equipment health, but also optimise operational performance.
These innovations reflect Weir’s commitment to building connected, intelligent systems that go beyond monitoring; they actively support decision-making and continuous improvement across the entire mineral processing value chain.
Mining operations vary widely in their digital maturity. Some have in-house teams and established systems; others are just beginning to explore digital opportunities. That is why a one-size-fits-all approach does not work.
Weir’s NEXT intelligent solutions offer two tiers of service:
� Self-serve: Customers access data and analytics via a digital platform, enabling independent analysis and decision-making.
� Supported service: Adds expert oversight, remote monitoring, and proactive recommendations to help customers maximise performance and minimise downtime.
With over 100 connected sites and more than 500 assets monitored, Weir has already identified over 600 anomalies, preventing unplanned downtime and improving operational efficiency.
To support this, Weir has expanded its teams to include data scientists, analysts, and specialists in vibration analysis, reliability, and process, combining equipment expertise with digital intelligence.
As part of the ongoing commitment to enhance its digital offering, Weir has also partnered with Viking Analytics, a Swedish company specialising in AI-powered vibration analysis and condition monitoring.
Viking’s advanced machine learning technology, capable of detecting early signs of equipment failure without the need for labelled data or manual thresholds, will be exclusively integrated into the NEXT intelligent solutions.
This collaboration strengthens Weir’s predictive maintenance capabilities, helping customers maximise uptime and streamline maintenance through smarter, data-driven diagnostics.
The mining industry is undergoing a cultural shift in how it approaches collaboration. As the benefits of digitalisation become clearer, companies are investing in IS&T systems, protocols, and infrastructure to enable secure data integration.
This shift is supported by shared platform partners like AVEVA and XMPro, which streamline integration and accelerate innovation. The result is a more connected ecosystem where miners and solution providers can collaborate more effectively.
Historically, mining operations have operated in silos, with limited visibility between mine and plant. For example, metallurgists often lack real-time insights into the material entering the processing plant, limiting their ability to optimise performance.
Weir is addressing this by investing in upstream digital technologies, including the acquisitions of Micromine and Motion Metrics. These solutions provide greater visibility into ore characteristics and mine conditions, enabling better planning and more responsive processing strategies.
The future of mining lies in intelligent, performance-focused ecosystems. These ecosystems will integrate digital platforms, automation, and advanced analytics to deliver continuous improvement and measurable outcomes.
By combining real-time monitoring, predictive capabilities, and domain expertise, mining companies and OEMs can co-create value in ways that were previously unattainable. The result is a more agile, efficient, and sustainable mining industry, powered by data and driven by services.
Mining’s digital transformation is not just about technology, it is about how solution providers use that technology to deliver value. Weir believes that the future belongs to those who can turn data into decisions, and decisions into results. Through its NEXT intelligent solutions and expert services, Weir is helping miners unlock the full potential of their operations.



PROSPECTORS & DEVELOPERS ASSOCIATION OF CANADA

Don’t miss the world’s premier mineral exploration and mining convention




27,000+ attendees
400+ hours of programming
1,300+ exhibitors
Delegates from 125+ countries
Meet investors & senior executives

Unrivaled networking

pdac.ca/convention | Toronto, Canada


Figure 1. Air cannons use a plant’s compressed air system to deliver powerful and timed blasts that efficiently dislodge early buildups.
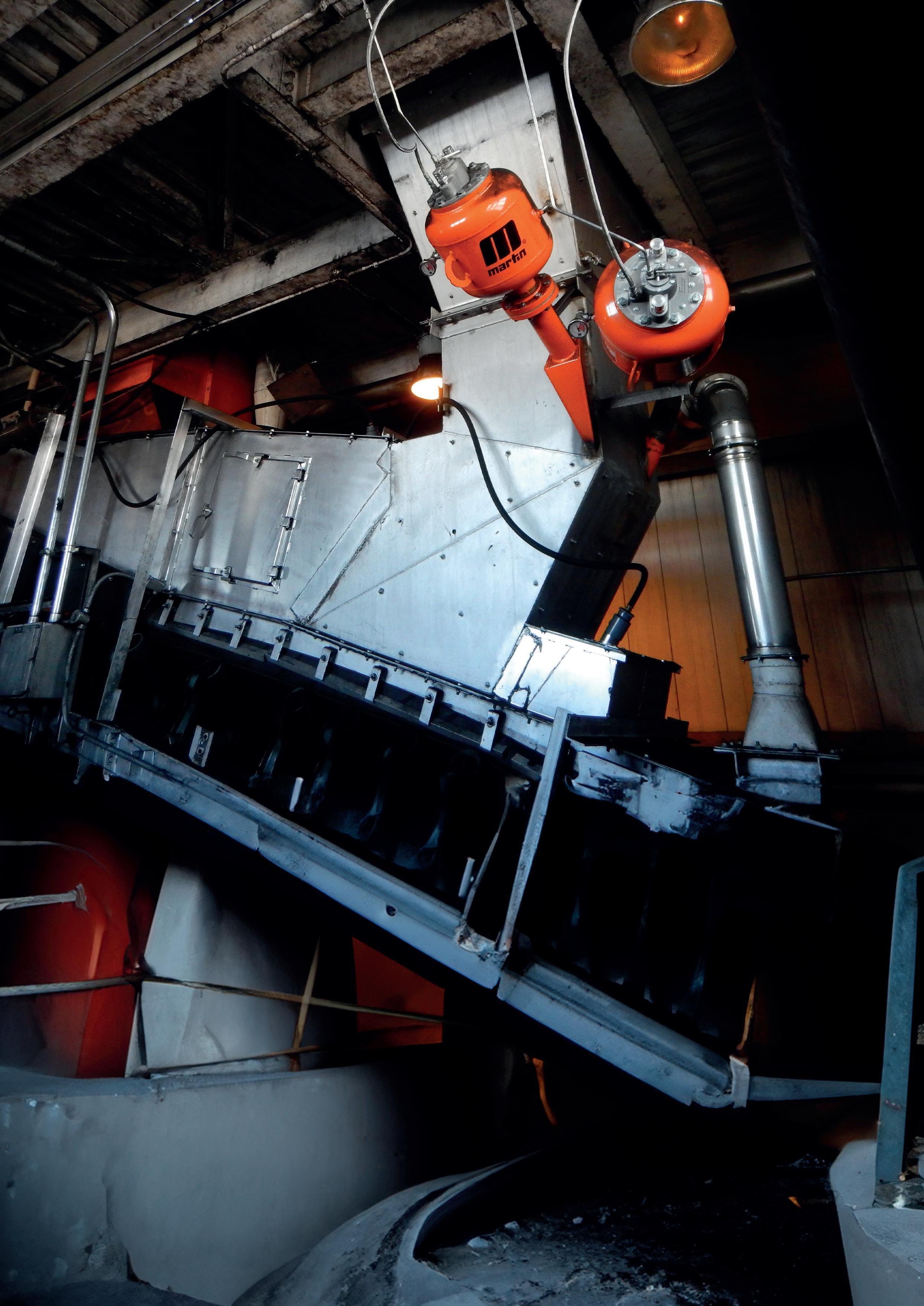
Brad Pronschinske, Martin Engineering, USA, highlights the importance of understanding material flow in silos and hoppers, and how blockages and buildups can be prevented.
Whatever is being mined, and however it is being processed it, there are locations throughout plants where materials need to be held up or stored before being channelled into the next stage of production. However well designed they may be, vessels
such as silos, hoppers, bins, and chutes can be affected by the problems of materials clinging to the inside walls.
Once material starts to stick, the buildup is generally fast and dense, slowing the flow, causing spillages and secondary blockages, and ultimately resulting in
unscheduled downtime. Compounding these issues, the temptation to find a quick way to shift a blockage, often without the proper risk assessment, safe access, or the correct tools or training, can lead to workers putting themselves at risk.
This is where flow aids come in, innovative devices specifically engineered and installed to promote material flow, clear buildups, and prevent clogging – avoiding costly downtime and reducing the associated safety risks. A variety of flow aid technologies are available, but to know what will work best for a specific application, the first step is understanding how, where, when, and why clogs are happening in a particular vessel. The next step is redesigning the system not only to clear blockages but also to eliminate the need for any worker involvement in doing so, using the right flow aids.
Understanding the function and maximum load of each vessel in the process is vital, as is an appreciation of the physical properties of the materials passing through, including moisture content and temperature, plus the effect of atmospheric conditions. Wide variations in the size and shape of particles also affect the flow characteristics. Failure to consider these basic factors can lead to the installation of suboptimal designs that increase the likelihood of buildups and blockages.
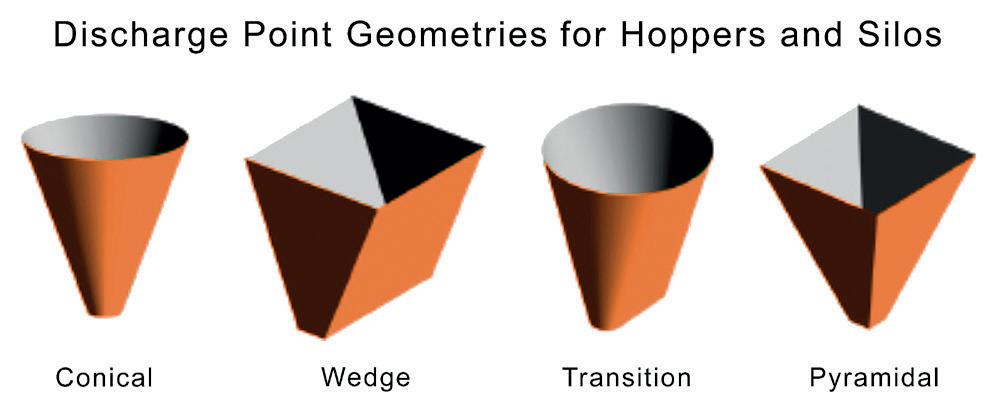
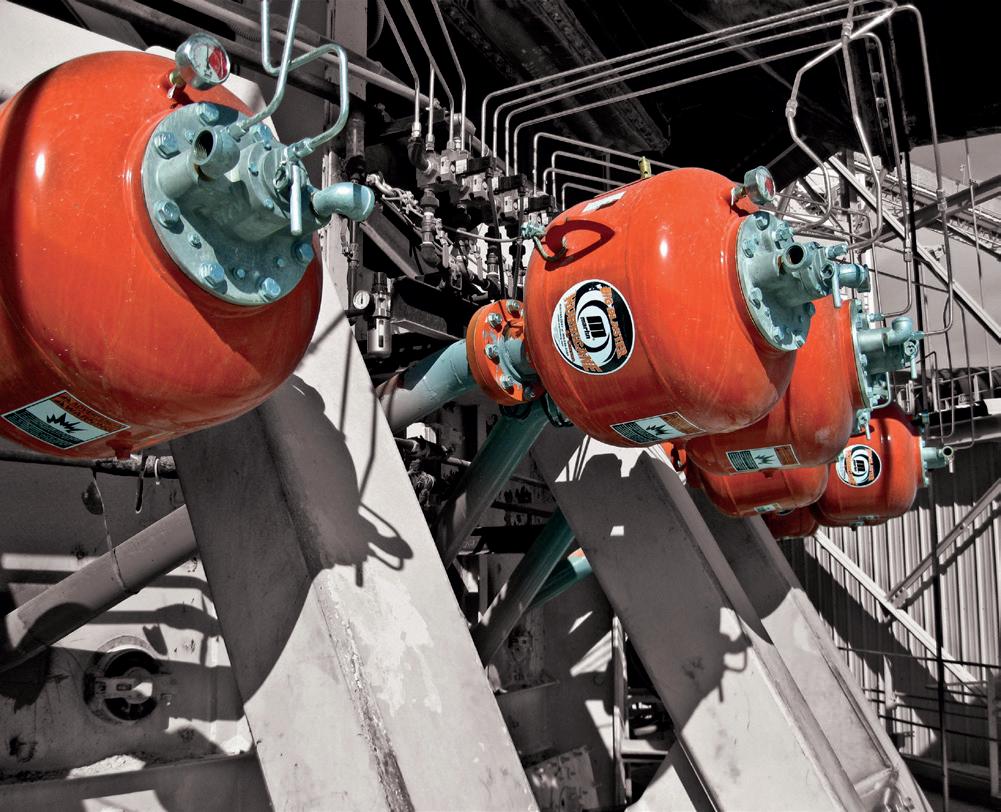
Further, if a hopper is not designed to carry the required material load at full capacity, a sudden surge of material or a clog can rapidly lead to harm. And even if a hopper or silo is engineered properly, repeated impact and abrasion from loading over years can cause the vessel walls to distort or wear thin, decreasing their ability to perform as designed, compromising structural integrity, and increasing the risk of a serious event.
There are numerous reference guides that explain vessel loading in order to determine the right design, covering load factors such as:
� Dead load – The total weight of the structure, including attached components and equipment supported by the structure.
� Live load – Forces exerted from the stored material, including high and low pressures caused by flow, plus anything independent of the structure such as snow, positive and negative air pressure, wind or seismic load, and any forces from materials stored against the external wall.
� Thermal load – Caused by temperature differences between the inside and outside faces of the wall.
� Settling load – Forces from uneven settling and movement of the structure.
Clearly, the combined factors that play a part in buildups, blockages, and overloading can be complex – the weight, size, and type of material; the load velocity, direction, and distribution; the design of the vessel; its age and condition; atmospheric conditions; and the monitoring and maintenance regime. Once a major buildup has occurred, the moment the clogged material is released, the force of the surge has been known to overwhelm and damage the structure, the discharge gate, or the skip or conveyor onto which it is flowing. So before releasing a blockage, understanding the weight of the material in the clog itself is important too.
Discharge points come in varying shapes, depending on the vessel and the material flow characteristics (Figure 2). Plant manufacturers carefully choose discharge point shapes based on a series of load and flow factors. Spouts that are narrow, such as those found on conical or pyramidal shapes, direct flow in a vertical column either into a chute or specific loading area. Slotted spouts, like those found on the wedge or transition shapes, typically distribute material in a narrowly defined line for loading onto conveyors or into containers such as trains or trucks.
In all cases, the shape of a vessel should match that of the discharge point or it will be prone to clogging. The slope angles in discharge point geometries can also contribute to clogging, depending on material characteristics, the specifications of the application, or the placement of the vessel.
Discharge points often feature gates (to halt material flow for incremental filling of skips, rail cars, or trucks) and grates (to break up smaller agglomerations or to slow the flow of material when loading onto a conveyor). Either way,
sooner or later operators find that these devices can exacerbate clogging by stopping or slowing material at the structural choke point of the vessel.
Once a clog has been detected, many operators witness unsafe practices that, at the time, may seem like a simple and harmless solution, but frequently cause injuries and are even known to cause fatalities.
The most common starting point is beating the vessel walls with mallets or other heavy objects to loosen stuck material. Besides the safety risks of manual handling, over time, the more the walls are pounded, the worse the situation becomes, as the bumps and ridges left in the wall from the hammer strikes will form ledges that provide a place for additional material accumulations to start.
Another hazardous yet popular practice is poking or lancing from underneath the clog at the discharge point. This can result in a sudden surge of falling material, burying or crushing the worker(s) below. Physical lancing from above is also common, often with makeshift platforms that allow easy access but provide little protection should a worker slip and fall into the vessel.
Manually air lancing the blockage from the mouth of the vessel at the top can be an effective option, but only when guardrails are fitted, or a safe access platform is used. Of course, the reach of the lance and the pressurised air stream must match the size of the vessel and the clog. And again, unless a harness is worn, workers could still fall in trying to
get the lance down to the clog, even if guardrails are present.
Perhaps the most prevalent cause of worker injuries is entry into the vessel. Along with potentially sinking into the material, especially in the centre, the silo or hopper contents could be ‘bridging’ and suddenly release. If a worker enters the vessel and stands on the fragile bridge or on a buildup to the side, a sudden discharge could pull the worker into the cavity, causing a serious fall or engulfment.
These unsafe situations and behaviours can be avoided by introducing flow aids to the vessel to mitigate clogs, promote material flow, and reduce downtime.
As the term implies, flow aids are components or systems installed to promote the flow of materials through a silo, bin, hopper, or chute whilst controlling buildups, overflows, and spillage. Flow aids come in a variety of forms, including rotary and linear vibrators, high and low-pressure air cannons and aeration devices, as well as low-friction linings and optimal chute designs, to encourage the most efficient flow of bulk materials.
Such solutions can be combined in any number of configurations to complement one another in an integrated system to eliminate clogging and improve overall productivity. Flow aid devices are effective in virtually any bulk material or environment, including heavy duty applications, hazardous materials, and extreme temperatures.
When employing flow aids, it is critical that the hopper or silo structure is sound and the flow aid device(s) are properly sized and mounted, because their operation can exert additional stresses on the structure. A well designed and maintained vessel will not be damaged by the addition of correctly sized and mounted flow aids.
It is also important that any flow aid device is used only when discharge gates are open and material can flow as intended. Best practice is to use flow aids as a preventive solution to be controlled by timers or sensors to avoid material buildup, rather than waiting until material accumulates and begins to restrict the flow. Using flow aid devices in a preventive manner not only reduces the chance of clogging, but also enhances safety and can even save energy.
A better alternative to pounding the outside walls of a hopper or chute is the use of engineered vibration, which supplies energy precisely where needed to reduce friction and break up potential accumulation. This enables material to keep moving to the discharge opening without damaging the chute or vessel. The technology is often found on conveyor loading and discharge chutes, but can be

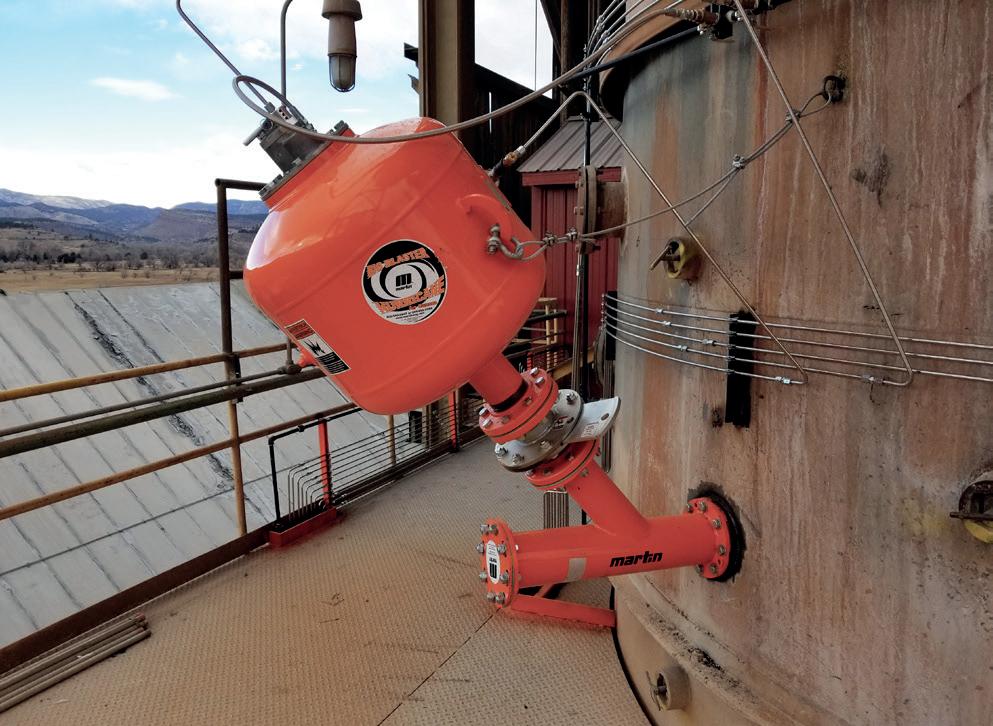
effectively applied to other process and storage vessels, including silos, bins, hoppers, screens, rail cars, feeders, cyclones, and heat exchangers.
Where vibrators alone may not achieve optimal flow, a highly effective solution for eliminating material accumulation in chutes and vessels is the use of low-pressure air cannons, pioneered and patented by Martin Engineering in the 1970s. Air cannons, or blasters, use a plant’s compressed air system to deliver powerful and carefully timed blasts to dislodge buildups before they become problematic. Air cannons can be mounted on metal, concrete, or even wooden surfaces as long as they are structurally sound. The basic components include an air tank, a fast-acting valve with a trigger mechanism, and a nozzle to distribute the air in the desired pattern to clear the accumulation most effectively.
The sudden blast of air released by the valve on an air cannon is directed through a specially designed nozzle, which is strategically positioned in the chute, tower, duct, cyclone, or other location. Often installed in an array of several air cannons and precisely sequenced for maximum effect, the devices can be timed to best suit individual process conditions or material characteristics. These air blasts help to break down material accumulations ensuring normal flow is maintained. In order to customise the air cannon installation to the service environment, specific air blast characteristics can be achieved by manipulating the operating pressure, tank volume, valve design, and nozzle shape.
In the past, when material accumulation problems became a recurring issue in hard-to-access enclosed vessels, operators would have to either limp along until the next scheduled shutdown or, more likely, endure expensive unplanned downtime to lance the clogged buildups. Such is the importance of keeping materials flowing that many vessels now feature mountings so that devices – such as air cannons and vibrators – can be fitted safely with relative ease. The question is not about whether to fit flow aids, it is more about what type, how many, and where.
Given the demands and complexities of processing mined materials, buildups and blockages in silos, hoppers, and other vessels should be banished with engineered flow aids. The key to success lies in selecting the appropriate flow aid technology based on material properties, vessel design, and operating conditions. Moreover, proactive and preventive use of these solutions, rather than reactive measures, is proven to help maintain optimal performance and can even extend the lifespan of storage and transfer equipment.
As mining plants increasingly prioritise production efficiency and worker safety, investing in well-designed flow aid systems has become a necessity. By embracing such innovations, producers can achieve smoother operations, maximise throughput, and create a safer working environment, ensuring that materials move through the process without unnecessary interruptions.
TLing Schneider, Product Manager, XRF, Thermo Fisher Scientific, outlines how XRF technology is driving precision and efficiency in mining.
he global demand for minerals is rapidly growing, driven by the need for raw materials that support global advancements in renewable energy, digitalisation, and infrastructure. The mining industry plays a critical role in supplying these essential materials, such as lithium, cobalt, and copper, but meeting demand is not just about delivering more. Mining companies need to maximise resources and optimise operations, while also prioritising safer,

cleaner working environments. They need advanced analytical technologies that can ensure that operations are running efficiently, safely, and profitably.
X-ray fluorescence (XRF) technology delivers quick, precise analysis data so that teams can make informed decisions at every stage – from collecting the first ore samples to manufacturing the final product. Because of the explorative nature of mining work, miners are often challenged by determining ore
grades or elemental composition in physically demanding environments. When working at a site that is remote, rugged, and unpredictable, success depends on having the right data when it is needed. Many modern miners depend on XRF technology to help them work smarter, safer, and more efficiently.
From mineral exploration to processing to analysis, XRF has become a crucial tool for mining operators and mineral processors. While its ability to give fast, precise elemental data sets it apart, companies can reap the long-term benefits of maximised resource recovery, enhanced operational efficiency, and reduced environmental impact when they adopt this innovative technology.
Accelerated time to data is one of XRF’s biggest strengths. It allows miners to identify high-value zones, separate ore from waste, and adjust processes to maximise the return from each load. When teams have access to real time data throughout the workflow, they can make informed decisions for grade control that help cut waste and boost yield.
During exploration, XRF helps miners map out elemental patterns and enable quick sampling to identify the best target for drilling. In both opencast and


underground mines, handheld XRF analysers let crews conduct rapid, non-destructive elemental analysis onsite. This significantly speeds up the process of prospecting and exploration, as it limits the need to send samples to offsite labs and wait for results. These portable devices enable quick and informed decision-making and contribute to optimising mining operations.
Some samples may need to be sent to a mine-site lab for detailed analysis. These labs require high precision elemental analysis for a variety of applications –especially when there is a need to acquire data on many elements at once. The ARL X900 XRF spectrometer with integrated X-ray Diffraction (XRD) capabilities can give analysts both elemental and mineral phase data to support process control and quality checks. This technology can help mining labs solve a wide range of analytical challenges with reliable data.
According to a recent Ernst & Young report, environmental stewardship has become a key priority for the mining industry, and XRF also plays a big role in environmental monitoring. 1 It supports tailings management, dust monitoring, and emissions monitoring, which help mines stay within safe limits and comply with regulations.
Mining companies, mineral processing plants, and geological survey organisations can consistently extract high quality compositional data from their samples –every time. Environmental monitoring agencies and regulatory bodies can also benefit from using XRF technology, as it provides accurate and continuous data on emissions and pollutants for reliable reporting. The technology’s flexibility means that it can be used to support everything from resource estimates to closure and rehabilitation.
Mining is a demanding practice and industry. Many mines operate in harsh environments – either in remote locations, at high altitudes, or in places with severe weather patterns. XRF is built to meet these real-world demands. For example, benchtop energy dispersive XRF (EDXRF) spectrometers are often used for mining nickel ores. These instruments are small, transportable, and only require electricity so there is no need for a gas line, vacuum pump, or strong electricity supply. This makes them ideal for fieldwork where resources are limited.
Sample preparation is another common challenge for miners, and poor sample preparation can distort data and result in an inaccurate assessment of ore quality or elemental analysis. Many legacy techniques, such as atomic absorption (AA) or Inductively Coupled Plasma (ICP) require samples in liquid form. Some materials can be difficult to digest for AA and ICP analysis, but XRF makes solid and liquid analysis easier. With XRF, solid sample preparation is straightforward, using either pressed pellets for minor or trace elements or fused beads for major elements. For liquids or pasty semi-liquid samples, such as lithium from salt lakes,
XRF can analyse them directly, guiding plant operations and process control. The technology requires far less sample preparation than other techniques and can help save time and reduce errors throughout the process.
When demand heats up, mines need to process more samples, faster. Many XRF solutions have ready-to-use calibrations for common materials, such as steel, cement, or iron ores, so teams can get immediate results from day one. For demanding industrial environments, XRF analysers with a dual sample loader enable high throughput without losing time from sample pumping, and simultaneous wavelength dispersive XRF (WDXRF) uses fixed channels for each element, delivering fast analysis and high throughput. With the ability to quickly acquire precise elemental analysis at any site, mining companies can make better decisions at every turn.
The latest XRF instruments are enabling the mining industry to operate smarter and more sustainably. Next-generation spectrometers with advanced detectors offer increased resolution, with detection limits less than one part per million (ppm) for heavy elements and 10 – 100 ppm for light elements, and even faster time to results.
Automated features, such as for sample preparation, reduces manual work for miners and results in
fewer errors. Modern XRF analysers can also now easily connect with lab software and plant controls, making it even easier to track results and share data across teams.
Investing in XRF empowers mining teams to make fast, informed decisions so that they can recover more valuable materials, cut waste, and lower their impact on the environment. However, to ensure that their XRF equipment always performs at its best, mining companies should collaborate with technology providers for installation, training, calibration, or maintenance services. With expert support at their fingertips, mining companies can use XRF to meet today’s challenges and prepare for tomorrow’s opportunities.
The technology is keeping pace with the industry’s needs – empowering mining teams with better sensitivity, faster results, and easy digital integration. From user friendly, point-and-shoot handheld analysers to automated solutions for fully unattended use, XRF technology holds the key for modernising and sustaining mining operations. As the world’s need for minerals grows, the mines that succeed will be those that work smarter, powered by innovative technologies like XRF.
1. MITCHELL, P., BEIFUS, A., YAMEOGO, T., and DOWNHAM, L., ‘Top 10 risks and opportunities for mining and metals companies in 2025’, EY, www.ey.com/en_gl/insights/energy-resources/







Kelly Baker, Xylem Dewatering Solutions, USA, describes how designing the right slurry pump system is key for mining success.
Figure 1. Tailings management ponds at mining sites depend on reliable, efficient slurry pump systems. The systems transport abrasive and high-density slurries, which are a mixture of liquids and solid particles – such as ore, tailings, and other mining residues –from the ponds to designated storage facilities or to the next process.
Regulatory approvals are complete, financing is secured, the infrastructure has been built, and crews are ready to go. Suppliers realise that mining companies are under tremendous pressure to get new mining sites up and running as soon as possible. Detailed planning processes for building custom equipment can frustrate miners when they just want to install slurry pumps and get to work.
In tailings management systems, slurry pumps are critical for transporting abrasive and high-density slurries, which are a mixture of liquids and solid particles, such as ore, tailings, and other mining residues. The pumps move mining operations waste to designated storage facilities or to the next process. Efficient slurry systems minimise operating costs and maximise profitability.
The devil is in the details
Unfortunately, skipping critical steps in slurry system planning can cause major operational headaches. Clogging, reduced flow rates, and damaged equipment are all

avoidable risks that can derail a site’s productivity if time is not spent gathering accurate site data at the beginning of the planning process.
To design an optimal system, an experienced supply partner will want to know:
� Flow rate requirements: Typically measured in gallons per minute (GPM) or cubic metres per hour (m³/h), the flow rate must align with the slurry’s volume and transportation speed. Incorrect flow rate specifications can cause inefficiencies or overloading, resulting in bottlenecks, increased operational costs, and downtime. The flow velocity must stay above a certain minimum value. If the flow velocity is too high, friction losses will increase. This may also increase pipe system wear. Flow velocities that are too low trigger pipe sedimentation.
� Environmental conditions (temperature, humidity, altitude): Each pump is designed to operate under specific environmental conditions to ensure reliable performance and durability. For example, pumps must be hardened with heat-impervious components
in high-temperature environments. Additionally, high-humidity conditions require corrosion-resistant components to avoid rust and degradation.
� pH level: pH measures hydrogen-iron concentration. The slurry pH level is determined to ensure that the pump is

Figure 2. Xylem’s mining applications engineering team designs, fabricates, and installs hundreds of turnkey slurry pump systems each year for mines around the world. The systems can include the slurry tank, piping, and pumps. For tailings applications, Xylem can also design and fabricate filter presses or any additional water treatment systems that are needed.

Figure 3. Developing an efficient, durable slurry pump system requires slurry analysis to describe the solids concentration either by weight or volume. The analysis also determines if the slurry contains fine particulate, such as sand, or larger, coarser particles, such as quartz or limestone.

made from corrosion-resistant materials. For example, if the slurry is highly acidic, the pump is protected with a special epoxy paint, as a typical cast-iron pump will not withstand prolonged exposure to acidic contaminants.
� Particle size and shape: Particle size is a measure of the percentage of particles in the slurry. The value is determined by sifting the solids through screens with varying mesh, then weighing each fraction. The particles’ shape is also categorised as angular or rounded, as this impacts wear.
� Solids concentration: The concentration of the slurry solids must be measured either by weight or volume.
� Gravity/density of solids: Analysis determines if it is a fine particulate, such as sand, or larger, coarse particles, such as quartz or limestone. Everything larger than 5 mm is considered coarse. Abrasive materials require pumps with specific wear-resistant materials.
� Total dynamic head: Head is the amount of resistance the pump must overcome to move the slurry. Head is based on the distance the slurry needs to travel horizontally and vertically (elevation changes). This information determines the pump’s ability to lift the slurry, if needed, or push it through pipes over long distances. It is calculated based on the vertical distance the pump needs to lift the slurry, plus the pressure losses due to piping friction.
� Chemical content: The slurry’s chemical composition dictates the pump materials needed to prevent corrosion. For example, for high chloride content, zinc anodes protect the pump in addition to epoxy paint.
� Slurry pump footprint: The total amount of space available for the pump determines its configuration (horizontal, vertical, or submersible). Along with configurations, the footprint guides the motor and the drive placement –above, behind, or beside the pump. It also helps select the best option to seal the shaft that connects the motor to the pump to protect it from the slurry’s contaminants and abrasive material. The water that seals the backside of the pump needs to be clean water – not slurry water, which causes deterioration. When determining the pump’s footprint, Xylem assesses how to get clean water from a tank or another source to the back of the pump. The shaft seal area commonly leads to failures if precautions are not taken to ensure that it remains free from contaminants.
Xylem’s mining applications engineering team analyses this information to design the best possible solution for each site. The team designs all system elements – the slurry tank, piping, and the pumps. They design, fabricate, and install hundreds of turnkey systems each year for mines around the world. For tailings applications, Xylem also designs and fabricates filter presses or any additional water treatment systems that are needed.
One major benefit of having a slurry system designed professionally is reduced energy consumption. An efficient pumping system uses less horsepower. An increase in power consumption increases operating costs, as well as the mine’s carbon footprint. Additionally, a filter press with a treatment
system can be designed for water reuse, which is critical in water-starved regions.
Properly designed systems also minimise degradation from wear, as they minimise slurry pipe curvatures. When solids are transported in a liquid, if the flow changes direction due to a pipe curvature, the solids hit the back of the fitting and cause a pipe wear point that will weaken over time. A good slurry system design minimises changes in fluid direction to avoid causing premature fitting and valve wear.
Mining companies with teams of engineers and lab technicians often have the required system planning details readily available. For organisations that do not have the in-house resources to conduct detailed site condition evaluations, they must plan ahead – sending slurry samples to independent, third-party labs for testing. Sometimes, due to time constraints, the preferred slurry analysis methods are simply not possible.
Xylem prefers to have its experts visit mining sites before designing a slurry system. Site visits allow the verification of important details, such as the precise dimensions of the pump footprint, and identification of potential issues that a customer may not notice. Site visits frequently reveal discrepancies between the pumping distances reported by the customer and the actual distance. If a customer says that the pumping distance is 20 ft, but the actual measured distance is 35 ft, that 15 ft discrepancy could mean the pump would be undersized by up to 5 hp. An undersized pump can quickly lead to performance issues that hamper productivity.
Ideally, it is preferable to receive CAD drawings, elevation images, or drone site survey footage from customers. When those details are provided, a site visit is not always necessary.
However, when a customer does not have the in-house resources to conduct site assessments and third-party lab data is not available, site visits are invaluable for gathering the details needed for efficient system design. For instance, Xylem applications engineers take slurry samples with a 5 gal. bucket. Xylem’s in-house lab then analyses the sample solids to determine the nature of the slurry, which informs the size of the filter press used in the tailings application, the flow rate of the slurry, and the type of cloth used in the filter press.
Additionally, Xylem’s applications engineering teams conduct on-site pump surveys to quickly meet future maintenance or upgrades needs. When there is a record of the horsepower, locations, model, and serial numbers of all a customer’s pumps, Xylem can provide immediate guidance when the customer needs future assistance. If on-site parameters change, the mine should immediately contact the company that designed its slurry system because it may need an adjustment to accommodate the new specifications. For example,
increasing or decreasing production will have a significant impact on the slurry system’s performance. Also, changing slurry material mix due to mining in a different location or pursuing a different ore can have a significant impact on slurry system performance. To maintain maximum efficiency and avoid clogging, the supplier that designed the slurry or tailings system should be contacted to request a system audit. In some cases, the pump may need to be upsized to handle an increase in capacity or slurry solids density.
Additionally, if a slurry is running on a variable frequency drive, then settings are changed to slow the process down or speed it up, that shift can impact the system and require modifications. If a slurry is running too slowly, the velocity will not be high enough to keep the material in suspension. The solids will settle and start building up in the pipe, eventually resulting in blockage. Alternatively, running the process much faster than the original plan will result in excessive wear on the pump, piping, and fittings.
Designing an optimal slurry pump and extended tailings system ensures operational efficiency and cost-effectiveness. An optimised system reduces energy costs, wear and tear on the equipment, maintains uptime, and can create water reuse. Enhancing productivity and extending the equipment lifespan will reduce maintenance costs and maximise profitability.


Alessandro Gerotto, Alberto Feletto, Daniel Devo, and Edoardo Marangoni, Gerotto, Italy, report on how the use of robotic machinery is enhancing safety for operators in the mining industry.

Mining – it is one of the world’s oldest industries, and also one of the first to place a strong focus on the topic of operator safety. Over the years, technologies used to enhance safety systems within mining plants have paved the way for solutions which have since
become standard procedure, as well as being applicable to and used by other sectors.
Mining processes entail very high risks for both the operational continuity of plants and the operators themselves. This is reflected in accident figures associated with mining processes,
and at a European level, a range of serious accidents have impacted the mining industry:
� Soma (Turkey, 2014) – An explosion and fire in an underground mine caused by methane caused 301 fatalities.
� Handlová (Slovakia, 2009) – A methane gas explosion in a deep mine (approximately 330 m) led to 20 fatalities.
� Wujek-Śląsk (Poland, 2009) – A deep methane explosion resulted in 20 fatalities.
� Gleision (UK, 2011) – A mine tunnel accident, in which flooding caused four fatalities.


In the US, between 2011 – 2019, the Bureau of Labor Statistics (BLS) recorded 1030 deaths in confined spaces (tanks, silos, tunnels, etc.). In Canada, over 100 deaths per year are estimated due to confined spaces. For the mining sector, from 2004 – 2010, the US reported an annual average of 59 deaths in confined spaces, which was then reduced to 37 between 2011 – 2015, thanks to reinforced measures after the 2010 accident at Massey Energy, which resulted in 29 deaths.
According to Mine Safety and Health Administration (MSHA) data in 2024, there were 31 total deaths in the US in the mining sector, 20 of which were in metal and non-metal mines. When analysing data on mining disasters (defining a disaster as an accident that has experienced more than five deaths), data from the National Institute for Occupational Safety and Health’s Observatory confirms that most are due to explosions. Looking at accidents without a fatal outcome, the statistics show a steadily increasing number of accidents since 2020, rising from 3193 to 3664 in 2023.
When analysed for its productivity aspects, the mining sector is an area where plants require constant cleaning to prevent materials from being deposited in places that could compromise the proper functioning of production lines.
The normal operation of plants results in the accumulation of debris and processing residues. The most common are:
� Dust and fines (dust, carryback): Fine particles that adhere to the belt return and accumulate on rollers and structure, often caused by wet or silica-rich materials.
� Spills/fugitive material: Chunks of rock, ore, long piles that can fall or bounce off the belt, especially in loading/reloading areas.
� Coarse material/lumps: Stones or larger debris which have fallen due to belt breaks or overweight, potentially dangerous for brushes and cleaners.
Depending on the type of plant, the frequency of the various cleaning operations also changes:
� Daily cleaning: Removal of visible debris and checking for blocked rollers and poor carryback.
� Weekly/monthly inspection: Checking cleaners (tensioning and wear), cleaning around the structure, greasing bearings, etc.
� Thorough structural cleaning: Periodic mechanised activities (e.g. booms and mini-loaders) for material accumulated under the belt, especially in underground or hard-to-reach areas.
It is important to emphasise that the correct maintenance of installations can prevent damage, malfunctions, and even accidents involving personnel. The most common damages are: accelerated belt and roller wear, mistracking, motor overheating, and fire hazards caused by material under the belt, which can ignite due to friction or sparks.
In addition to plant maintenance operations, there are several tanks within a mining plant. Table 1 briefly summarises the various types.
Settling basin/pond
Decant tower/barge
Sedimentation of suspended solids
Cleaning/maintenance
Biweekly/monthly sediment removal
Extracting clear water from tailings Continuous operational monitoring
Clarifier/sedimentation tank
Reaction/mix tank
DAF tank
Evaporation pond
Reagent tanks and washbox
The type of substances in these tanks impose special requirements on the machinery that will operate them. One of the key elements is the presence of acidic ph environments. Amongst the most common are acid leaching tanks used to extract metals from poor minerals, acid mine drainage (AMD) tanks, residual tanks in metallurgical processes, and tanks for regeneration of ion exchange resins or solvents. Plant cleanliness, safety, and operational continuity are therefore the drivers that have enabled the flourishing of robotic technologies that could replace operators in particularly heavy or dangerous operations.
The increasing focus on ensuring high safety standards has resulted in a series of international standards on
Sludge removal and water clarification
Chemical reactions (flocculation, pH control, precipitation)
Removal of solids attached to air bubbles
Concentration/saline residue via exploration
Storage and final wash treatment
Periodic sludge removal
Check dosing and internal cleaning
Foam buildup cleaning
Salinity and liner integrity control
Leak control and structural integrity
procedures and machinery to be used to minimise the exposure of operators to hazards.
No-man entry robots, also known as remotely operated vehicles (ROVs), are robotic and remotely controllable machines designed for the removal of material in confined and hazardous spaces, including ATEX environments. These robots, used with external suction units (vacuum trucks or suction excavators) or equipped with on-board or external pumps (volumetric, lobe, dredging, etc.), enable the suction, pumping, or transportation of accumulated materials and debris from tanks, ducts, and other confined
Anson Li and Kalec Tang of Kroll (HK) Limited have been appointed as joint and several receivers (“Receivers”) over 62.22% equity interest in a company (“Equity Interest”) incorporated in Hong Kong (“Company”).
Expressions of interest are being sought for the Equity Interest.
The Company and its subsidiaries (“Group”) are principally engaged in the coal mining businesses in Khürmen of the Ömnögovi Province in southern Mongolia.
A Confidential Information Memorandum will be provided for interested parties upon the execution of a confidentiality agreement.
Interested parties should contact the Receivers on or before 12 December 2025:
spaces. Applications include remediation of industrial environments, such as sludge removal, remediation of land contaminated by oil spills or leached liquids, and removal of dust and ash from industrial processes. Depending on the nature, consistency, and density of the material, the robots can be fitted with specialised accessories to optimise cleaning operations. Frontal augers with rotating blades can be attached to break up compacted or calcified materials. High-pressure jets (exceeding 200 bar) can be mounted on the robot’s front to fluidise materials, facilitating suction or pumping. The system comprises three distinct units:
� The robot: Operating within the confined and/or ATEX space (tank, basin, duct), the robot is equipped with cameras, LED lights, and sensors for remote visual monitoring of operations.
� The control unit: Positioned away from the hazardous areas, this unit allows a qualified operator to monitor and control the robot’s movements. Equipped with screens and hydraulic controls, it provides real-time video and telemetry feedback. Depending on the site’s ATEX classification, the control unit can be mounted on mobile trolleys (skid frames) or housed within certified ATEX Zone 1 containers.
� The power unit: Provides power to the entire system.
The different types of robots on the market can be grouped into four families:
� Atex Robots for the suction of material in environments at risk of explosion.
� Vacuum robots that suck up material but do not have ATEX constraints.
� Underwater robots for cleaning collection basins containing plant-cooling water.
� Robot diggers designed for the suction of solid material such as rubble or debris.
The use of robots working in high-risk areas, such as confined spaces or ATEX zones, is a fundamental first step in improving productivity and safety in the maintenance and cleaning operations of mining facilities. Raising the level of safety, and thus lowering or eliminating accidents, is a complex issue. While no-man entry robots are essential for explosion-hazardous areas (ATEX), it is equally important to emphasise that many jobs involve the presence of personnel who, in addition to machinery and robots, enable cleaning operations to be implemented. It is therefore essential that robots, personnel, and the industrial working environment are connected and digitise. The possibility of having 4.0 sensors mounted on board, having sensors worn by operators – to monitor, for example, any changes in vital functions or to receive voice commands (Smart PPE) – and also equipping the industrial environment with sensors on critical infrastructures (Smart Alert) enables to set up a worksite that is a digital ecosystem. Complete automation is achievable if robots can work in an increasingly robot-friendly environment where operators, should their presence be required, can be integrated and perform their tasks.


You’ve trusted us for over 150 years to deliver highly engineered solutions. Now we want to help you unlock even more potential.
Weir’s NEXT intelligent solutions provide a deep understanding of your mining operations through digitally empowered equipment and systems. Utilise real-time data to make informed decisions, boost operational efficiency with predictive monitoring, and embrace cutting-edge automation. Take your performance to the next level. www.global.weir/NEXT