Sidhartha Patnaik and Luc Lachance, ION Commodities, UK and Canada, preview the next chapter in the lithium market.
16 Tools That Go The Distance
Perttu Aho and Kimmo Ala-Kanto, Robit, Finland, introduce a new series of hammers that represent a leap in rock drilling technology.
21 Understanding Pulley Lagging
Lewis Wright, Continental, USA, explores the full potential of pulley lagging in mining conveyor systems. 25 Deliberating Dust Control
Todd Swinderman, Martin Engineering, USA, examines mining dust and conveyor transfer point retrofit solutions.
29 Reimagining Mining Sustainability
David McLane and Dan Richards, Burns & McDonnell, USA, detail how decarbonisation and sustainability are transforming the mining industry.
33 Leveraging GIS In Modern Mining
Elijah Williams, Strayos, USA, explores the rise and benefits of GIS in mining operations.
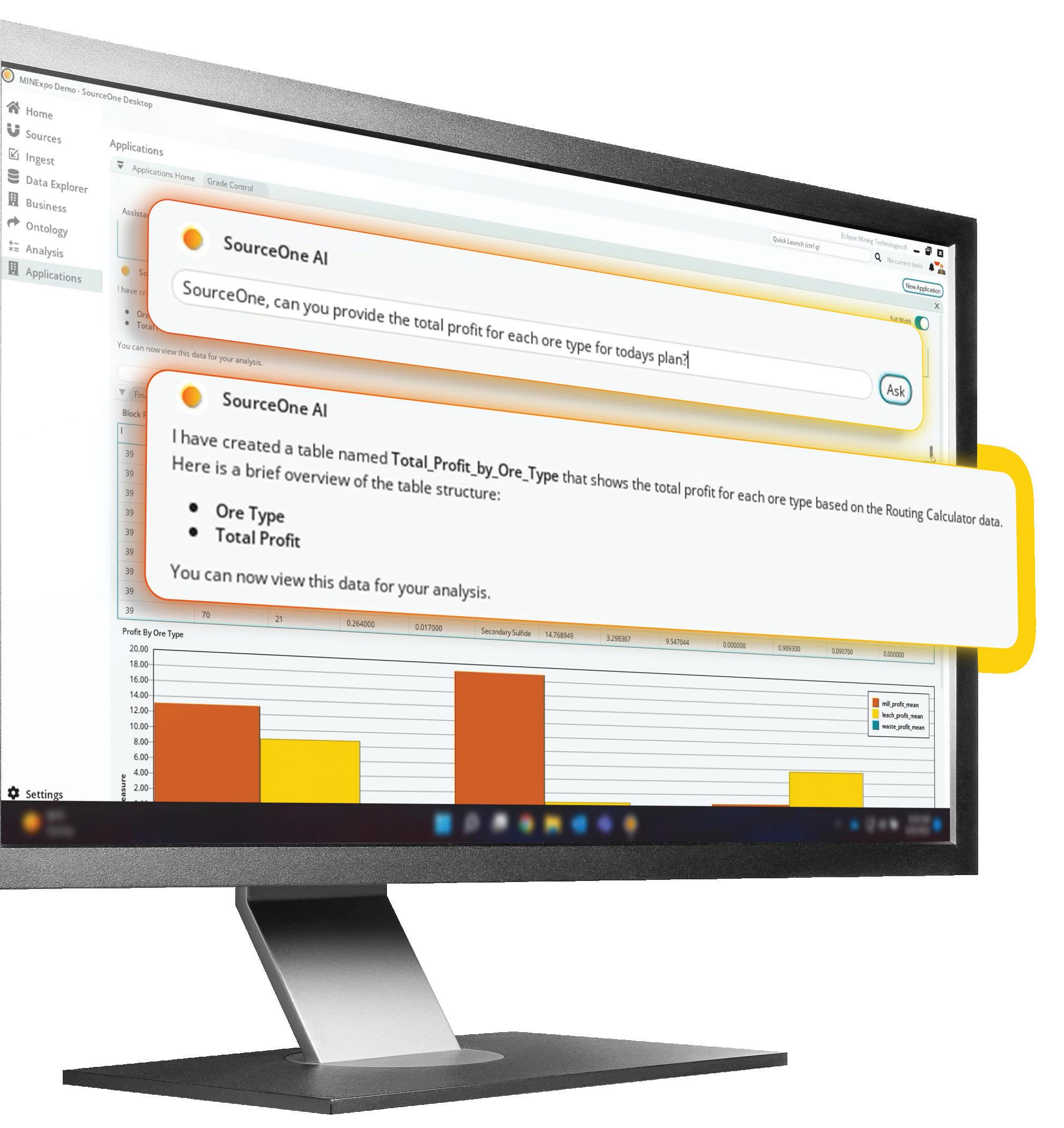
38 Moving From Smart Tools To Grounded Intelligence
Kush Chawda, Darsh Bhimani, and Sean Hunter, Eclipse Mining Technologies, USA, ponder the future of AI in mining.
42 The Water Management Revolution
Paul Gaby, Xylem, Australia – in a Q&A with Will Owen, Global Mining Review – explores how innovative water strategies shape environmental, social, and economic progress in the mining industry.
46 Taking A Direct Approach
Tim Worman, Stellar, USA, reveals how on-site equipment services can help maximise uptime.
51 The Evolution Of Mine Backfill
Erik Vlot and Tony Hendriks, Weir, the Netherlands, outline how early consideration of backfill in mine designs can improve recovery and efficiency.
54 Controlling Copper Production
Rebecca O’Donnell, Baker Hughes, USA, delves into the pivotal decisions in selecting the right control valves in froth flotation cells to minimise downtime and enhance production.
59 Safety At Scale
Mitch Tanzer and Henro van Wyk, Wabtec Digital Mine, Australia, highlight how new collision avoidance systems are setting a high bar for safety and efficiency.
61 Safety On The Jobsite: The Smart Way Forward
Tyler Calvert, Regal Rexnord, USA, considers how technology is driving mining safety and uptime.
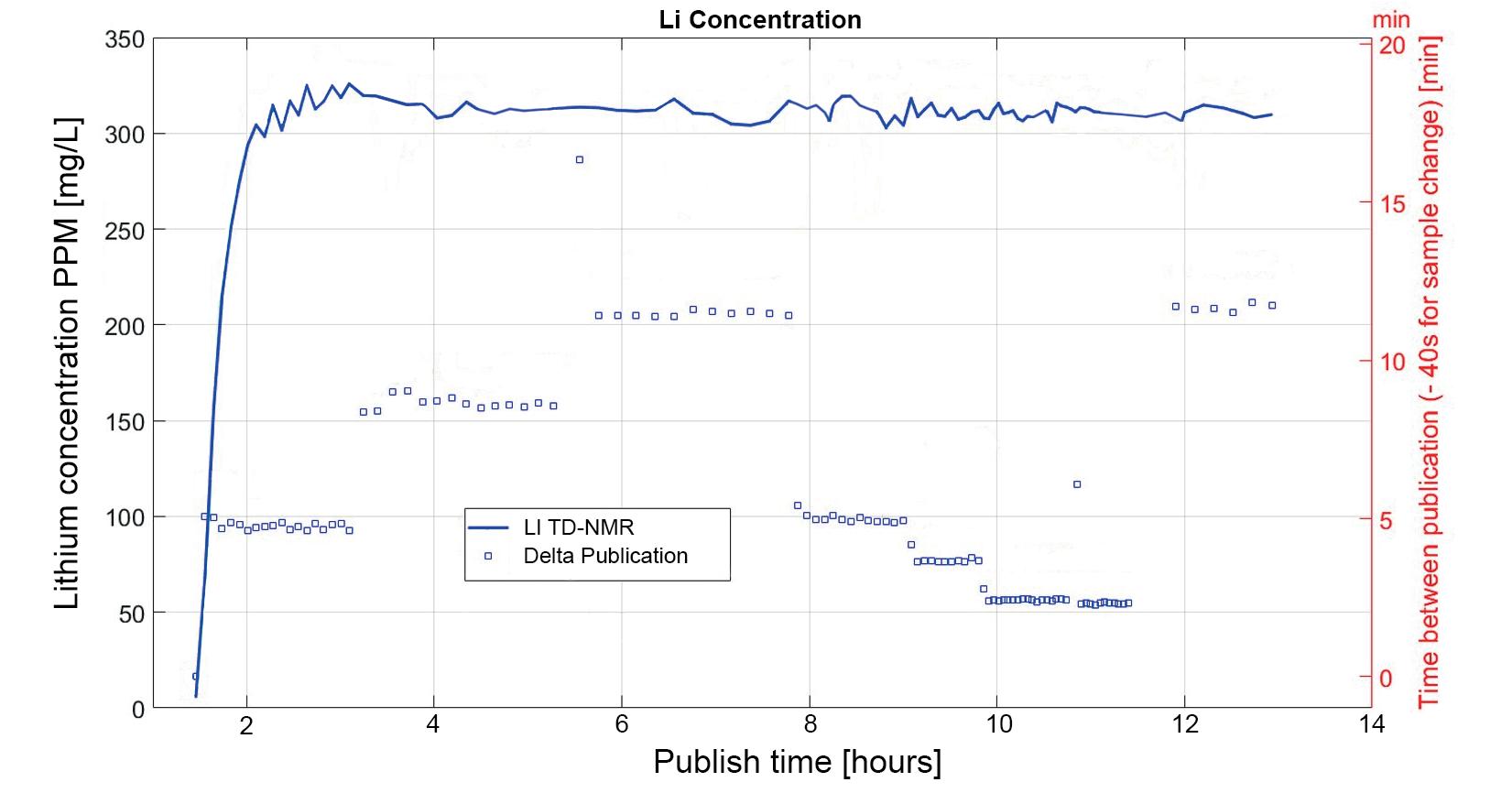
64 NMR: The Li-Ion Whisperer
Jacob Peterson, NanoNord, Denmark, studies the emerging role of nuclear magnetic resonance in real-time quality control for lithium brine extraction.
69 Feel The Vibe
Romeu Kleinubing, Emerson, USA, discusses mining’s smart shift to predictive maintenance.
The Robit® H Marathon Series Hammer is a durable, high-performance DTH tool designed to reduce wear, extend service life, and minimise downtime in mining. Featuring advanced coatings and materials, it improves durability by up to 67% and ensures compatibility with standard systems. Limited release begins in 2025.
LAURA KIWELU, PARTNER, NORTON ROSE FULBRIGHT WITH CONTRIBUTIONS
JOSHUA TEMKIN, COUNSEL
We are increasingly seeing the need for a stable, controllable, and clean supply of power being pushed up the agenda by mining companies. This is particularly acute in regions such as sub-Saharan Africa, where there are fragile grid systems and a steady flow of electricity cannot be taken for granted, but where the success of capital-intensive mining expansion projects for critical minerals depends on the electricity required to run these projects being available. We are seeing mining companies actively build up technical and commercial teams focused on power supply and developing a portfolio approach to power supply. This portfolio may be through a combination of developing on-site renewable and battery projects within their concession area, investing in grid reinforcement and expansion, entering into power purchase agreements directly with developers of renewables projects, and entering into power supply arrangements with traders – who are themselves being established to respond to the massive need of mining companies for clean stable power supply.
Whilst mining companies are stretching beyond traditional mining territory, in the past decade the renewables industry has evolved fundamentally and can now address the needs of mining companies. Therefore, enabling mining companies to focus on their core business whilst complementing this with clean power. However, careful transacting is required to ensure long term partnerships between clean energy and mining.
The traditional position in Africa has been that a mining company would acquire its grid power supply from the incumbent state utility, under poorly documented terms, with state utilities very protective of mining companies as core creditworthy customers. This balance is tipping, with mining companies representing approximately 40% of power demand in Africa and rising, thereby increasingly challenging state utilities who are generally not increasing renewable power generation sources and grid improvements in step with this increase. Mining companies should now be alert as to the regulations governing private power supply to industrial consumers as they enter new jurisdictions and ensuring that they have responding entitlements in their concession arrangements, such as ensuring any approvals or exemptions are provided upfront as a condition of their investment in the jurisdiction and cementing the terms of any grid investment projects. Certainly, in Africa, there is a patchwork of approaches between jurisdictions taking differing approaches towards open grid access and multi-player markets, but there is an evolutionary trend flowing towards liberalisation and it is exacerbated by climate induced load shedding and consequential high costs of grid power supply which are in turn making the option of direct supply from renewables projects increasingly affordable.
In terms of contracting for renewable power, both with project developers and traders, the tension is between the take or pay structure that these counterparties require in order to finance their projects and enable their return, and the need for the firm and stable power supply that the mining company customer requires. The market for this is actively establishing itself, and risks need to be carefully allocated depending on the exact nature of the parties involved, the specifics of the mine and whether there is any alternative offtake or supply. Mining companies may be running tenders, requiring developers to design and provide a solution to their power needs – such as enabling a 24/7 renewable baseload supply through a hybrid combination of renewables and batteries, or by enabling a threshold renewable power fraction of total power supply. The performance parameters around this, and the consequence of the renewable system failing to achieve these parameters, must be carefully negotiated. Mining companies are additionally developing an interest in the role of renewable energy certificates and ensuring that these accompany the renewable power to satisfy necessary certifications required by the onward supply chain.
From an M&A perspective, we are seeing mining companies either acquiring operational renewable projects (seeing these as enhancing the value of their mine site in addition to the security of supply need) or entering into strategic investments and partnerships, such as with equipment manufacturers or clean energy start-ups.
Once mining companies have accomplished the immediate threshold of stable renewable power supply, we anticipate that electrifying the mining fleets and transport links which move the ore and processed metal from mining sites to ports, and from there into the supply chain, will be the next step, and that the scale up of renewable power to meet that step will be immense.
artin’s SQC2S™ Secondary Cleaner with Orion Blades is engineered to efficiently eliminate even the most stubborn material left behind by primary belt cleaners. With precision-machined tungsten carbide blades and flexible mount, Orion Blades can handle splice impacts while maintaining consistent pressure for the most effective cleaning. The Orion’s innovative blade shield prevents buildup, so removed material drops off effortlessly, keeping your belt running cleaner, safer and more productively.
Booths
World NEWS
AUSTRALIA RCT’s agnostic automation powers Stawell gold mine’s mixed fleet
Stawell Gold Mine, 250 km northwest of Melbourne, is no stranger to RCT – Powered by Epiroc. The site has been leveraging the company’s technology to boost safety and productivity for more than 20 years. So, when the site recently purchased two CAT 2900XE (diesel-electric) underground mining loaders to add to its fleet, RCT was chosen to automate them using its multi-machine automation solution, AutoNav.
The decision to employ RCT technology was driven by its agnostic capabilities. Stawell needed to utilise its new CAT loaders alongside its existing Epiroc ST18S underground loaders that are currently equipped with RCT automation.
“Having them operate on the same software was essential for the site. They had existing RCT AutoNav Centres on the surface and underground cabins, and site wanted their operators to control all the machines from these cabins”, said Owen Perrott, RCT Brisbane Branch Manager.
The ability to do so ensures that the site does not have to continuously move work areas and operator stations around the site, which can result in a loss of productivity.
“The vast majority of mines operate a single OEM fleet. Very few places operate with different OEM brand machines, which makes this project unique”, he added.
It was also the first time the Brisbane branch has installed AutoNav on this particular model of hybrid CAT machine.
“We are constantly hearing from our clients that they have been told these hybrid machines can’t be automated, so it’s a real buzz for us being able to do it. And do it well”, Perrott said.
While the talented team at the Brisbane branch completed the installation of the new machines (one installation took place at CAT OEM William Adams and the other on site at Stawell), the software upgrade required specialised support from RCT’s Technician, Dan Peake, who ensured this new project ran smoothly.
The whole process involved in the roll out of this project was appreciated by the client, with Luke Norsworthy, Stawell Gold Mine’s Electrical Superintendent, stating: “We appreciate the efforts put in by all and understand this can be a quite tricky transition to plan and undertake with our mixed fleet.”
CHILE Liebherr delivers complete trolley solution at Collahuasi mine
Liebherr Mining and Compañía Minera Doña Inés de Collahuasi – jointly owned by Anglo American, Glencore, and Japan Collahuasi Resources B.V. – have successfully deployed a full trolley solution at Collahuasi copper mine site in the Tarapacá region of Chile. The site posed unique challenges when it came to designing the trolley line as it is situated at 4500 m above sea level, where it is subject to extreme environmental factors such as high winds and seismic activity.
Four Liebherr T 284 360-t mining trucks are now operating under the project’s 1 km trolley line.
The delivery of this complete trolley solution marks a significant achievement for Liebherr. The scope of the complete trolley solution included the engineering and manufacturing of the infrastructure, power system, and the trucks’ onboard hardware; implementation and commissioning on site; and training and support for Collahuasi’s employees.
“While the Collahuasi project is the first time we’ve delivered a full trolley solution, we’ve worked extensively with trolley technology”, says Oliver Weiss, Executive Vice President, R&D, Engineering and Production, Liebherr-Mining Equipment SAS. “We’ve supplied 38 360-t trolley trucks in Panama, 15 360-t trolley trucks in Zambia and seven 100-t trolley trucks in Austria. The combination of this experience with our in-house expertise and close collaboration with Collahuasi resulted in this excellent outcome.”
Collahuasi’s trolley line can support two T 284 ultra-class trucks operating simultaneously, thanks to the power system’s two 5.5 MW transformers. Components for the trolley line were sourced globally, with Liebherr Chile managing the process on the ground.
Now that Collahuasi has assumed operational control of the trolley line, Liebherr will continue to support mine staff with additional training and will also provide technical expertise when needed.
WORLD NEWS
Diary Dates
Tailings 2025
03 – 05 September 2025
Santiago, Chile www.gecamin.com/tailings
Mining Indonesia 10 – 13 & 17 – 20 September 2025 Jakarta, Indonesia www.mining-indonesia.com
AIMEX Exhibition
23 – 25 September 2025 Wayville, Australia www.aimex.com.au
The Digital Mine 25 September 2025 Online conference www.bit.ly/4hp4fjQ
International Mining and Resources Conference
21 – 23 October 2025 Sydney, Australia www.imarcglobal.com
China Coal & Mining Expo 28 – 31 October 2025 Beijing, China www.chinaminingcoal.com
The Mining Show 17 – 18 November 2025 Dubai, UAE www.terrapinn.com/exhibition/ mining-show
CONEXPO-CON/AGG 2026 03 – 07 March 2026
Las Vegas, USA www.conexpoconagg.com/ conexpo-con-agg-constructiontrade-show
To stay informed about upcoming industry events, visit Global Mining Review’s events page: www.globalminingreview.com/events
CANADA Teck to proceed with construction of Highland Valley Copper Mine Life Extension
Teck Resources Ltd has announced board approval for construction of the Highland Valley Copper Mine Life Extension Project (HVC MLE), an important critical minerals investment which will extend the life of Canada’s largest copper mine and support Teck’s copper production into the future.
“This extension of Canada’s largest copper mine, Highland Valley Copper, is foundational to our strategy to double copper production by the end of the decade”, said Jonathan Price, President and CEO. “Given the strong demand for copper as an energy transition metal, the Highland Valley Copper Mine Life Extension will generate a robust IRR and secure access to this critical mineral for the next two decades. The project will strengthen Canada’s critical minerals sector, generate new economic activity, and support the continuation of the jobs and community benefits that HVC generates for many more years to come.”
BRAZIL St George delivers first rare earths sample to Brazil’s magnet project
St George Mining Ltd has delivered a 30 kg processed rare earths sample from its 100%-owned Araxá Project in Brazil to the MagBras Project – a public-private initiative focused on establishing a rare earths magnet manufacturing supply chain within Brazil.
The rare earths sample, in oxalate form, was produced through previous pilot plant work at Araxá. This represents the first delivery of rare earths product by a mining developer to MagBras. St George Mining has also signed a collaboration agreement with MagBras to support research and development into permanent magnet production using high-grade rare earths from Araxá.
In parallel, drilling activity continues with five rigs now operating on site. More than 9000 m of diamond drilling are planned as part of a programme targeting both expansion and conversion of the current mineral resource estimate (MRE). Araxá currently hosts a JORC-compliant resource of 40.64 million t at 4.13% total rare earth oxide and 41.20 million t at 0.68% niobium.
The company is also exploring potential downstream partnerships in the US and other jurisdictions. The growing interest from the US in Brazil’s rare earths and nobium sector further underscores the strategic position of the Araxá Project in meeting global critical mineral supply needs.
St George Mining’s Executive Chairman, John Prineas, said: “We were honoured when SENAI and FIEMG selected St George as a partner for MagBras –Brazil’s first proposed REE permanent magnet facility. We are now delighted to be the first rare earths miner in Brazil to provide a rare earths product to MagBras for downstream studies into magnet production in Brazil.”
Experience the power of Cannon Mining equipment, engineered for those who demand the best from their tools. Our machines combine robust durability with streamlined technology, ensuring you have the reliability and performance necessary to conquer any underground mining challenge. Designed with user-friendly features, Cannon equipment simplifies operations and maintenance, saving you time and resources. With a commitment to quality and service, Cannon Mining stands by your side, empowering you to achieve exceptional results every time. Discover the difference of equipment that’s as tough as you are.
WORLD NEWS
SWEDEN Komatsu commissions first diesel trolley power agnostic truck
Komatsu, in collaboration with Boliden, has announced the commissioning and start of field trials for the first diesel trolley truck in its new Power Agnostic (PA) series. The Komatsu Power Agnostic 930E truck was deployed at Boliden’s Aitik mine in Gallivare, Sweden, marking a major step forward in the journey toward decarbonising surface mining operations.
Unveiled at MINExpo 2024 in Las Vegas, the Power Agnostic 930E haul truck garnered significant attention for its modular, future-forward design. The truck displayed on the show floor was earmarked for Boliden’s Aitik copper mine, marking the first truck to undergo mine site testing. Now operating at one of Europe’s largest and most productive opencast copper mines, this next-generation haul truck is set to undergo a 12-month field trial.
Built on Komatsu’s new modular platform, the PA 930E offers flexibility and future-proofing. The PA platform enables customers to begin with diesel power and later transition to alternative energy sources such as battery-electric or hydrogen fuel cell technology, depending on their operational needs, technology readiness, and pace of decarbonisation efforts. The integration of diesel trolley assist functionality further enhances performance by
reducing fuel consumption and emissions, while paving the way for a future electrified mine.
“Integrating the Power Agnostic 930E into our fleet reflects Boliden’s ambition to be at the forefront of sustainable mining”, said Jonas Ranggard, Sr. Project Manager, Boliden. “Partnering with Komatsu on this pilot helps us explore innovative solutions that align with our climate goals while continuing to deliver productivity and performance. We see great potential in this technology and look forward to where it can lead us next.”
As a founding member of Komatsu’s Greenhouse Gas Alliance, Boliden is reinforcing its commitment to a more sustainable future. The upcoming trial will enable Komatsu and Boliden to gather detailed operational insights and learnings to advance haulage decarbonisation efforts further.
“This is more than just a technical achievement, it’s a meaningful step forward in our joint commitment towards zero-emission mining”, said Jeroen De Roeck, Senior Mining Manager, Komatsu Europe. “By commissioning the first diesel trolley truck in our Power Agnostic series at Boliden’s Aitik Mine, we are turning vision into reality. Our partnership with Boliden is a shining example of how collaboration can drive sustainable innovation in mining.”
AUSTRALIA Hexagon sets benchmark for mine safety with world-first system integration
Hexagon has announced the launch of Hexagon Operator Alertness System (OAS) 7.5, a significant advancement in mining safety technology that sets a new global benchmark. OAS 7.5 integrates operator alertness monitoring with Hexagon’s market-leading collision avoidance system (CAS 10), delivering unparalleled insights into vehicle interactions and operator behaviour.
The release features numerous enhancements expanding upon the existing capabilities of OAS, and the integration with CAS 10 enables automatic capture and display of predicted collision event videos, giving safety personnel a real-time window into critical events and operator performance.
A successful field deployment of OAS 7.5 at Whitehaven Coal’s operations in Australia demonstrated the robustness and efficiency of the system. The trial spanned an entire fleet and ran for more than a cumulative 10 000 operating hours. The integration worked with exceptional processing efficiency – averaging just 5.8 seconds for event videos to be remotely
available for review – all with minimal network impact due to advancements in edge-based video data handling
Whitehaven Coal called the trial “a significant step forward in operational safety and data-driven learning”, adding in a statement: “Whitehaven has concluded a successful trial that integrated Hexagon’s OAS and CAS technologies, providing a step forward in vehicle interaction and collision awareness learnings. This successful trial was achieved through genuine collaboration, innovation, and a shared drive to make mining operations safer.”
Hexagon’s Mining division Executive Vice-President, Dave Goddard, heralded the marking of a proud milestone: “OAS 7.5 reaffirms Hexagon’s commitment to delivering industry-leading safety solutions that support customers in achieving their zero-harm goals. We continue to collaborate with partners and mining leaders globally to refine these technologies and set new standards for operational excellence.”
IMPROVING THE PROCESS in Mineral Processing
With more than 80 years of magnetic expertise behind them, Eriez Dry Vibrating Magnetic Filters (DVMF) dramatically reduces contamination in materials that require extremely high levels of purity. Eriez. Always the Right Choice. The exceptionally high intensity magnetic field generated provides peak separation efficiency, reducing ferrous and weakly magnetic contamination to ppm or ppb levels.
PROdUCT NEWS
Intrinsically safe ultrasonic
sensors
As mining operations increasingly prioritise automation and sustainability, the demand for durable, non-contact sensing solutions continues, with heavy duty equipment being put to the test as it is used in locations where hazards are constant. Migatron Corporation’s intrinsically safe ultrasonic sensors are engineered to provide high-resolution distance measurement and object detection without physical contact. Built for use in explosive atmospheres/hazardous locations, these ultrasonic sensors can maintain compliance across a range of material handling and storage applications. With an Ma equipment protection level (Ex ia I Ma), these sensors can remain energised and operational in mines with firedamp and/or coal dust, with intrinsically safe approvals from ANZEx, ATEX, IECEx, and MSHA (approval pending).
RPS-409A-IS2
The RPS-409A-IS2 is one of the first ultrasonic sensors ever to receive an ANZEx certificate for use in Australia and New Zealand. While also being certified in Europe (ATEX) and internationally (IECEx), this sensor meets the demands of level
detection and distance measurement in explosive environments, meeting global standards for intrinsic safety. The RPS-409A-IS2 is built to be durable and reliable for applications involved in the mining industry. This sensor has built-in temperature compensation to provide accurate readings throughout the entire operating temperature range. The RPS-409A-IS2 has a short circuit protected analogue voltage output and a Sync/Tx line, which can be used for connecting multiple sensors together (Sync) to prevent cross talk, or to control when the sensor transmits (Tx). The sensor is also designed for PLC and computer analogue input cards that are used today, where the numerical values that are programmed help determine the zero and span of the sensor. There is no need for calibration or training; simply applying power to the sensor will tell you precisely how far away your target is by means of the output voltage, making it user-friendly.
RPS-429A-IS
Similar to the RPS-409A-IS, the RPS-429A-IS is an intrinsically safe ultrasonic sensor that can also be used in explosive atmospheres and hazardous areas. Certified for locations classified as Zone 0, 1, 2, 20, 21, or 22 for ATEX/IECEx, this sensor provides the accurate readings that are needed for applications such as conveyor belt alignment or machinery placement, even in areas where methane and combustible dust are in the atmosphere. The RPS-429A-IS comes in two different output versions: Analog current 4-20 mA 2-wire current loop version or analogue voltage 1-5 V 4-wire analogue voltage version, but either way is engineered with an IP66/IP67 rated enclosure and built-in temperature compensation. Depending on the type of application, the RPS-429A-IS is available in a variety of sensing ranges such as 4 – 40 in. and 6 – 80 in.
RPS-409A-MSHA (approval pending)
The RPS-409A-MSHA is an intrinsically safe ultrasonic sensor that is approved for use in gassy mines by the Mine Safety and Health Administration (MSHA) when used with intrinsic safety barrier MTL7787+. This sensor is self-contained in a 30 mm barrel style enclosure, and is powered by 24 V dc with reverse polarity protection. Like the RPS-409A-IS2 sensor, the RPS-409A-MSHA has accurate readings throughout the whole operating temperature range with built-in temperature compensation. The sensor has a short circuit protected 1 – 10 V dc analogue output, with the analogue voltage being a fixed volts per inch based on the maximum range of the sensor. When hooked up to a cable with an IP67 rating or higher, the RPS-409A-MSHA can be relied on in intense environments within the mining industry, with the sensor being completely sealed.
Sidhartha Patnaik and Luc Lachance, ION Commodities, UK and Canada, preview the next chapter in the lithium market.
Battery-grade lithium carbonate, known as the ‘white gold’ of the clean energy transition, is one of the main ingredients in battery storage technology. It powers zero-emission vehicles, and stores wind and solar energy. In 2022, prices soared to record highs. However, they collapsed the following year in a dramatic reversal that caught the commodities industry off guard.
Though lithium remains vital for meeting clean energy demands, the market shock forced producers and traders to reassess their strategies. Participants across the industry, from miners to traders, are becoming increasingly cost-conscious and risk-aware. The trend signals a shift toward a more resilient and mature lithium market.
Boom and bust
Global demand for lithium surged in the early 2020s. In 2019, global demand was approximately 263 000 t of lithium carbonate. By 2023, this figure had more than doubled to 559 000 t.1 Growing battery demand for electric vehicles (EVs), supported by optimistic sales forecasts and regulatory incentives, drove the spike.
Amid fears of shortages and increasing pressure to electrify transport, automakers, and battery manufacturers rushed to secure long-term lithium supplies. Companies like Ford announced long-term deals with lithium producers. This scramble to secure contracts pushed lithium prices to an all-time high of around US$77 000/t in late 2022, more than 1000% higher than 2020 levels.2
While the demand for electric vehicles grew, it fell short of projections. Some countries experienced a significant slowdown, and many automakers pushed back their EV targets. Policy support in some countries also began to falter: in late 2021, the UK government slashed the subsidy for electric cars from £2500 to £1500.3 The UK government then ended the plug-in car grant entirely in June 2022. Similarly, the Chinese government cut subsidies for electric vehicles altogether at the end of 2022.4 A desire to reduce fiscal burdens, redirect funds toward charging infrastructure and other vehicle types, and the shift towards a more competitive market structure fuelled by EV uptake drove the cuts.
Encouraged by high prices, producers flooded the market with a wave of new lithium supply. The result was a massive mismatch between supply and demand.
From late 2022 to the end of 2024, lithium prices plummeted by nearly 90%, triggering disruption across the industry.5 Many producers were forced to shut down or suspend unprofitable operations, while others scaled back output or postponed expansion plans. Despite these cutbacks, a persistent oversupply has kept the market saturated. As a result, lithium prices are expected to remain subdued in the near term; a return to the record highs of 2022 appears increasingly unlikely.
Despite recent volatility, the long-term outlook for lithium remains strong. Governments around the world have resumed their commitment to the EV transition. While global EV sales have grown more slowly than initially projected, they are still rising year over year. As a result, lithium demand is widely expected to increase steadily over the next decade. In this context, the recent market turbulence is best seen as a short-term correction, a reset rather than a retreat, as the industry adjusts to a more sustainable growth trajectory.
Still, optimism about demand must be balanced with realism about pricing, and the prospect of long-term stability will not necessarily mean a return to high prices. While demand will likely increase, it will likely be met with new supply, which may come at slightly higher prices, but never reaching the peaks of 2022. While another boom is unlikely in the coming years, the next phase could be one of consolidation, where producers adopt new strategies to stay competitive.
Maximising efficiency in production
While the lithium price crash of 2022 – 2023 forced some producers to suspend operations, it also spurred a wave of cost-cutting and innovation among those that remained active. This shift is evident in Quebec’s hard-rock lithium sector, known for its capital and energy-intensive operations. Although key projects like the Whabouchi and North American Lithium mines had already faced shutdowns and restructuring before the crash, the downturn reinforced the need for operational efficiency and financial resilience. As the market stabilises, these sites are being revived under new ownership and strategies, positioning Quebec as a potential leader in the next phase of lithium development.
To weather the downturn, producers resorted to cutting costs to make production viable. This meant streamlining plant operations, reducing workforce sizes, renegotiating supplier contracts, and refurbishing processing plants to improve energy efficiency. Many are now upgrading concentrators and integrating modular, scalable processing units that allow them to adapt to market conditions more easily.
Producers are also pursuing economies of scale by consolidating operations. In Quebec, for example, Sayona is developing a multi-project lithium hub, combining ore from multiple sites to feed a central processing plant.6 This approach spreads costs across projects and optimises logistics.
Rio Tinto is shifting to low-cost production, committing up to US$900 million to a joint venture with Codelco to develop the Salar de Maricunga lithium project in Chile. This project will utilise direct lithium extraction (DLE) – a newer, more efficient, and environmentally friendly technology, acquired through the company’s US$6.7 billion purchase of Arcadium Lithium, that reduces water usage and accelerates production timelines.
Some producers are turning to strategic inventory management. Instead of selling lithium at low prices in a saturated market, they are stockpiling supplies against a future price recovery. While this strategy carries inherent risks, such as prolonged market weakness, it also reflects confidence in the long-term fundamentals of the lithium industry and an expectation that demand will eventually outpace supply.
In short, the lithium sector is undergoing operational transformation. The producers that have survived the recent market downturn cannot afford to be complacent; they will need to continue in their transformation efforts to remain resilient, operationally agile, and cost-efficient. Producers that can shift to more efficient extraction methods and manage supply strategically will be in the best possible position for success. These companies will be able to produce lithium profitably even when prices are lower, ensuring a reliable supply to fuel the energy transition.
Trading in a volatile market
As lithium producers adapt to the new market conditions, traders are doing the same. Historically, lithium was sold via long-term contracts with fixed prices, locked in for one to three years. This approach worked well in a stable market, but once prices became volatile, those contracts became risky bets, with one party inevitably losing out.
Only a minority of contracts still use fixed price contracts as the industry shifts toward dynamic, index-linked pricing structures. These contracts reference independent benchmarks, such as those from Fastmarkets, and are repriced regularly to reflect real-time market dynamics. Some contracts also now include tiered pricing mechanisms and discount tiers based on quality, origin, or ESG credentials. This is a more data and market-driven approach.
Buyers in Europe are prioritising low-carbon and traceable lithium. Suppliers with robust sustainability, reliability, and traceability profiles – such as Albemarle, SQM, and Pilbara Resources – can command premium prices. Today’s contract structures increasingly feature options to select between origins, brands, and carbon footprints. Caps and floors on pricing are also becoming more common, helping both buyers and sellers manage risk.
Another sign of the market’s maturation is the rise of lithium as a commodity that can be hedged. Futures contracts are now available on major exchanges like CME Group, settled against Fastmarkets price assessments. While the lithium futures market is still in its infancy, participation is growing rapidly: CME Group recently announced record volumes of lithium hydroxide futures trading, with over 1000 contracts traded on a single day for the first time.8
Alongside hedging strategies, traders are adopting other risk management approaches used in more established commodity markets. These include joint ventures or long-term supply agreements to secure access, escalator and de-escalator clauses linked to quality specifications, and complex trade finance instruments like letters of credit, prepayments, guarantees, and additional credit checks.
The role of information technology
As the market evolves, information technology will play a critical role in empowering producers and traders, providing a
competitive advantage to those who successfully adopt new technology most quickly.
Beyond essential operational changes, producers must pursue digitalisation with greater sophistication, integrating systems seamlessly from the mine pit to shipment logistics. For producing companies managing multiple assets, this digitalisation effort along with the integration of otherwise siloed systems is the path forward to enable advanced tools, predictions, and analysis. It will also unlock the capability to plan and execute increasingly complex trading strategies at a level of precision and coordination never seen before.
Trading desks in this digital ecosystem are also beginning to embed new capabilities into their workflows, including portfolio optimisation across lithium-related assets. This optimisation is often powered by AI algorithms that can tailor portfolios to specific risk profiles and adjust them automatically based on market changes or market movements. In addition, traders are increasingly turning to predictive analytics, where data from sources such as satellites, vessels, and prices are used to forecast potential choke points and market movements. Traders are also adopting other digital tools, such as scenario analysis (‘what if?’ planning), real-time exposure tracking, profit and loss (P&L) monitoring, and deal margin management.
The future of the market
The lithium journey from boom to bust over the past few years is not a sign of the market’s permanent collapse.
Just like the cyclical market of rare earth elements, the sharp decline from 2022 has been painful, but also heralded a turning point in the lithium market’s evolution into a more stable and mature phase.
Both lithium producers and traders have learned hard lessons from the past few years and are becoming more prepared and strategic as a result. Lithium remains central to the energy transition, powering EVs and storing renewable energy. Despite the short-term downturn, long-term demand is expected to remain strong.
However, the market landscape is becoming increasingly complex, with geopolitical developments adding another layer of uncertainty. In April 2025, the Trump administration imposed steep tariffs on Chinese lithium-ion batteries, set to reach 82% by January 2026. This will force American buyers to diversify supply chains and rely increasingly on American-produced lithium. As a result, lithium producers and traders must be well-positioned to navigate ever-increasing supply chain challenges and risks.
The market is adapting to the new dynamics. Operational transformation, along with the relentless drive toward greater digitalisation and system integration, is essential for this adaptation – strengthening resilience, enhancing agility, and driving cost-efficiency across the entire supply chain.
References
Available on request.
Worldwide Coverage
Perttu Aho and Kimmo Ala-Kanto, Robit, Finland, introduce a new series of hammers that represent a leap in rock drilling technology.
The mining industry faces continual challenges in achieving operational efficiency, reducing downtime, and minimising equipment failure during drilling operations. One of the critical components in down-the-hole (DTH) drilling is the hammer, which undergoes severe mechanical stress and wear due to abrasive geological formations and high-impact forces.
To address these issues, Robit Plc developed the H Series Marathon hammer – an advanced, high-performance line of rock drilling tools engineered for extended durability and operational lifespan.
The name ‘Marathon’ is emblematic of the tool’s core design philosophy: endurance and resilience under extreme operating conditions. This product line aims to extend maintenance intervals and reduce consumable turnover, particularly in mining operations where tool wear significantly impacts drilling economics. The introduction of the H Series Marathon represents a response to a prevalent demand in mining for drilling tools that sustain performance over prolonged intervals without compromising penetration rates or structural integrity.
Technical innovation
Drivers behind development
The conceptualisation of the H Series Marathon was primarily driven by the objective to mitigate excessive wear in specific high-stress hammer components – most notably, the drive chuck and wear sleeve. These components traditionally act as the primary points of end-of-life failure in DTH hammer assemblies, especially under continuous drilling in highly abrasive environments. Mining operations, which often entail prolonged, fast paced drilling in hard rock formations, amplify the wear rate of these parts, leading to increased equipment replacement frequency and associated costs.
The technical strategy centred on extending the operational threshold of the hammer by incorporating advanced metallurgical solutions and precision surface engineering. In particular, the introduction of plasma-transferred arc (PTA) coating technology on the drive chuck and a special heat treatment and material on the wear sleeve emerged as a critical innovation. These methods significantly increase surface hardness and resistance to erosion, thereby slowing the hammer’s degradation process during repetitive percussive and rotational motions.
Enhanced component design
The H Series Marathon hammers incorporate a reengineered drive chuck and wear sleeve with optimised geometric and material profiles to promote even wear distribution and improved stress tolerance. By reducing wear concentrations on isolated points, the new design mitigates premature failure and extends the functional period of these components. Structural enhancements also allow the
hammer to maintain performance integrity closer to the nominal design discard limit, which is typically based on external diameter wear thresholds.
Test data supports that the total wear life improvement of H Series Marathon hammers ranges from 15 – 67%, depending on geological conditions and tool configuration. These improvements are particularly relevant for mining contractors aiming to reduce downtime caused by tool replacement, spare parts consumption and to enhance total meterage per hammer.
Field performance
Validation in operational environments
Field testing is an essential phase in validating engineering hypotheses and confirming performance claims under real-world conditions. The H Series Marathon underwent extensive trials in a variety of mining and drilling contexts to evaluate its operational longevity and performance consistency.
One of the most significant field evaluations took place in Phalaborwa, South Africa, where Marathon hammers were deployed in active mining operations conducted by Brauteseth Blasting. The harsh abrasive conditions and high utilisation rates in this environment provided a suitable test bed for measuring wear patterns and overall tool efficiency.
Test results and wear progression analysis
In the South African trials, H6 QL60 HD FV MX API 3 1/2IN hammers, both standard and Marathon variants, were evaluated. The testing confirmed that a single chuck could be used for the entire service life of the Marathon hammer, contrasting with the two chucks typically required for standard models. Drilling distances ranged from 8.6 – 10.5 km per hammer unit, a significant achievement in high-demand drilling scenarios.
The testing protocol included detailed wear progression analysis using dimensional measurements and visual inspections. The results revealed that the Marathon hammer’s wear was more evenly distributed across its structural components, thereby mitigating localised stress failures. This uniformity contributes to extending the hammer’s overall service life and reduces the frequency of component failure due to asymmetrical wear.
Additionally, the tests showed that specific top sub and bit configurations – particularly those with dig out buttons and DIBH threads – further optimised the hammer’s wear behaviour. These findings underscore the importance of considering total system compatibility when deploying drilling tools in mining applications.
Performance in European granite formations
Additional testing was conducted in Finland, focusing on well drilling applications using the H4 Marathon hammer in hard granite formations. The geological characteristics of these formations provide a high-compression and low-porosity environment, challenging the mechanical limits of most DTH tools.
In these tests, hole depths exceeded 300 m, and Marathon hammers demonstrated a 33 – 35% increase in
Figure 1. Robit H6 Marathon about to break ground in South Africa.
wear life compared to standard H4 models. This result is particularly notable when contrasted with the 15 – 20% improvement observed in the South African trials, highlighting the influence of geological variability on tool performance.
Notably, the Finnish tests revealed that:
Wear progression was significantly more uniform in Marathon hammers compared to traditional models.
The ‘pencil’ wear pattern frequently observed in international trials was markedly reduced in Finnish granite, suggesting that rock composition and drilling technique materially influence wear characteristics.
The PTA-coated chuck was especially effective in reducing casing interface erosion, a frequent failure point in conventional hammers.
The controlled European tests provided additional insights into wear dynamics, demonstrating that Marathon hammers not only last longer but also maintain more consistent performance metrics over their operational lifespan.
Impact on mining operations
Efficiency and cost-reduction implications
The primary benefit of the H Series Marathon to mining operations lies in the reduction of consumable turnover and unscheduled maintenance. Extended hammer life translates directly into fewer tool changeovers, minimising operational downtime and enhancing overall drilling productivity. In remote or high-output mines, the logistical advantage of fewer replacement cycles can significantly lower total drilling costs.
Moreover, the reduction in wear-related failures enables more predictable maintenance scheduling, allowing mining operations to shift from reactive to preventative maintenance models. This transition improves equipment availability and supports more efficient resource allocation across multiple drilling sites.
Compatibility and adaptability
Another critical feature of the H Series Marathon is its compatibility with widely used thread types and drilling standards. This allows mining operators to integrate the
Marathon hammers into existing systems without the need for specialised adapters or reconfiguration. As such, the tool supports operational continuity and reduces the time and labour involved in tool changeovers.
The hammer’s adaptability to both vertical and inclined drilling operations further enhances its utility in diverse mining environments, including open-pit and underground operations. Whether used for blast hole drilling, pre-split drilling, or production holes, the H Series Marathon exhibits performance characteristics conducive to high-efficiency rock penetration.
Commercial offering and availability
The H Series Marathon hammers will be made available in limited quantities in 2025, with release prioritisation based on the following configurations:
H6 Marathon QL60 HD.
H4 Marathon TD40 HD.
H8 Marathon QL80 HD.
H5 Marathon QL50 HD.
This phased release strategy reflects the company’s commitment to quality assurance and production scalability. Initial distribution will focus on high-demand markets and key mining partnerships to ensure effective deployment and performance monitoring.
Conclusion
The H Series Marathon hammer represents a significant advancement in DTH rock drilling technology, particularly within the mining industry. Through the integration of advanced materials, surface treatments, and precision engineering, Robit Plc has developed a tool capable of extending operational life while maintaining consistent drilling performance.
Field trials conducted in diverse geological environments have validated the hammer’s technical claims, demonstrating wear life improvements ranging from 15 to over 60%, depending on application and configuration. The uniformity of wear progression, compatibility with standard systems, and improved resistance to casing interface erosion make the H Series Marathon a valuable addition to the toolkit of modern mining operations. As mining operations continue to emphasise efficiency and reliability, tools like the H Series Marathon are likely to become integral to drilling strategies that prioritise long-term durability and minimised operational disruption. With its limited rollout scheduled for 2025, the H Series Marathon stands as a technically robust solution for the evolving demands of the global mining industry. Hammer Lifetime Increase
Very hard rock conditions
Average ROP 40-50 m/h (130165 ft/min)
Average fuel consumption 2.1-2.2 l/m
Average air flow 420-510 l/s (890-1,080 cfm) @ 28-33 bar (410-480 psi)
FV/TL MX models
Figure 2. Hammer lifetime increase.
Lewis Wright, Continental, USA, explores the full potential of pulley lagging in mining conveyor systems.
Pulley lagging is a vital component for any conveyor system, though many aspects of it are often not well understood. Misconceptions about lagging and how it works can lead to conveyor problems, resulting in downtime and added costs. Mining operators with a better understanding of the ins and outs of pulley lagging can achieve greater performance and longevity from the product, resulting in less downtime for their operation.
The purpose of pulley lagging
Lagging plays a key role in the performance of a conveyor belt and belt splices, as well as the overall health of the conveyor system, serving several important purposes. Firstly, it improves the friction between the belt and the pulley, preventing slippage so that the driven pulley is able to drive the belt. Secondly, it reduces wear on the belt and pulley, extending the life of both. And thirdly,
it prevents build up on the belt. Consequently, while lagging is relatively low cost compared to other components on a conveyor system, it plays a major role in optimising system performance and preventing unplanned downtime.
The interaction between the lagging and the conveyor belt is vital. Understanding this relationship is critical to making sure that these components work harmoniously, rather than working against each other, which will cause damage and, ultimately, failure of either the lagging or the belt. Selecting the wrong lagging, or failing to replace worn lagging, can potentially destroy a conveyor belt and/or splices.
Lagging type selection
Lagging selection can sometimes feel like a complicated process, but new technologies are helping make it easier to choose the right solution. Historically, it has required a significant amount of experience and expertise to successfully specify the right lagging for each application. Rubber and rubber backed ceramic lagging are the most common types of lagging, but there are other options which should also be considered. Options like polyurethane, crowned lagging, and direct bond ceramic lagging can be the best option in specific situations, so these options should be explored. Also, the belt specification should always be considered when selecting the correct lagging for a specific application.
If ceramic lagging is the best option, then factors such as the percent of ceramic tile coverage and lagging thickness are variables which can have a big impact on the lagging performance and how it interacts with the conveyor belt. A general rule is that textile belts will benefit from less ceramic coverage and thicker lagging, which is more flexible, whereas steel cord belts can benefit more from higher ceramic coverage.
In recent years, some manufacturers have developed engineering tools that can more objectively assist in the selection of the right lagging for each application, pairing lagging with belt and conveyor system specifications to maximise the life and performance of both the conveyor belt and the pulley lagging. For example, Continental, through its partnership with Elastotec, utilises Lagging Select software to ensure its customers get the right lagging for the job. Because of its complexities, it is important to work with a knowledgeable lagging expert to determine the best lagging solution.
Installation: Understanding hot vulcanisation and cold bonded options
Along with proper selection of lagging that is well-engineered and of high-quality, the application process of the lagging onto the pulley is also critical. Application methods such as hot vulcanising and cold bonding both have their place – as well direct bond and slide lagging, in more limited situations.
The hot vulcanising installation method provides a better adhesion between the lagging and the pulley as compared to cold bonding, and can be very important for
Figure 1. Ceramic lagging with missing tiles is an unnecessary condition that is observed in the field far too often and causes damage to the conveyor belt.
Figure 2. Large engineered pulleys (especially drive or high tension bend pulleys) see extremely high shear forces and stress, therefore these pulleys should have the lagging applied via the hot vulcanised method.
Figure 3. Uneven lagging wear across the face of the pulley can be caused by a number of factors such as pulley misalignment, poor belt tracking, belt wear, or offset material loading onto the conveyor.
Integrated
Infrastructure
driven pulleys in high-tension applications. In situations where the pulley to be lagged is in lower tension applications or on a non-driven pulley, cold bond application can be justified, as it is quicker, less expensive, and can often be installed without removing the pulley from the conveyor system. Also, regardless of the application method, pulley and lagging prep are always critical to the success of an installation. Consequently, it is very important to strictly follow all
installation procedures as spelled out by the lagging manufacturer.
For lagging products that are to be applied using the hot vulcanising method, it is vital that the lagging is engineered to withstand the additional heat to which it is subjected by this process. Lagging that is not specifically designed for the hot vulcanising application method may experience deterioration in rubber properties or ceramic tile adhesion, which will adversely affect the life span of the lagging, conveyor belt condition, and uptime of the conveyor system.
Regardless of the application method, it is highly recommended that all personnel involved in the installation of lagging onto a pulley are properly trained by the lagging manufacturer to successfully perform this duty.
Inspecting and maintaining pulley lagging
Once a conveyor system is operational, maintenance and inspection are always critical components of a successful operation. This is no less true for when it comes to pulley lagging. With the dynamic interaction that constantly occurs between the belt and the lagging, wear and potential damage can happen and escalate in a hurry. For instance, on high tension applications using steel cord belting, once significant damage occurs to the lagging, one can expect a dramatic acceleration in damaged or broken cables and the deterioration of splices.
To combat these issues that damage the belt, it is strongly recommended to include lagging condition as a key element for routine inspection. If there is a problem, it is imperative to quickly respond so that issues related to wear and damage do not create bigger problems.
Far too often, operators have come to accept wear to lagging that requires frequent replacement, when in fact, properly selected lagging should hold up for an extended period of time. Situations where lagging must be replaced on a frequent basis should be evaluated, with lagging specifications being reviewed, and operators considering if they are using the right lagging type for the application. By enlisting experts and newer engineering tools, a more suitable lagging can be specified that will optimise lagging life and overall conveyor system performance.
Because of the wear profile that can develop over time on lagging, it is strongly advised that any time a belt is replaced on a conveyor system, the lagging also be replaced. The wear pattern that likely exists in the lagging can quickly have adverse effects on the newly installed belt. This belt damage is completely avoidable with the replacement of the lagging, which is a fraction of the cost of the belt. Too often, operators find out too late that it is money well spent.
Pulley lagging is a crucial component of all conveyor systems. Understanding what it is, how it works, the different options for lagging, and when to replace it will contribute significantly to a smooth-running system, which means more up-time and increased productivity for mining operations.
Figure 4. Material carryback and ineffective belt cleaning systems can lead to increased wear and damage to both the lagging and the conveyor belt.
Figure 5. Options like strip polyurethane lagging should be considered to overcome specific problems, such as material build up/carryback or excessive lagging wear.
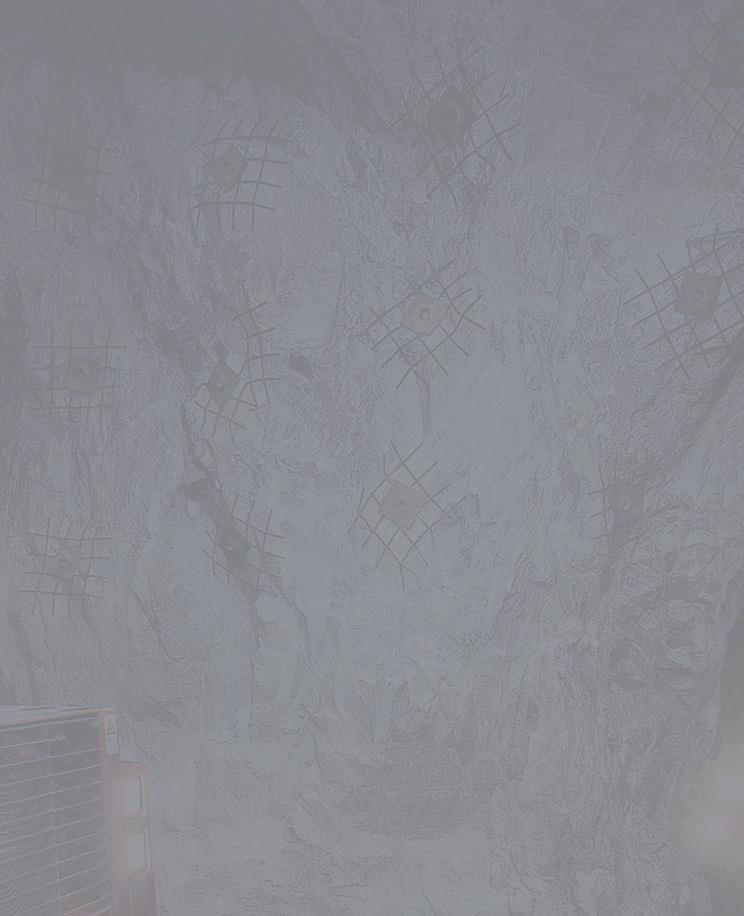
Todd Swinderman, Martin Engineering, USA, examines mining dust and conveyor transfer point retrofit solutions.
Ask any mining family, and they would agree that prioritising the safety and longevity of workers is essential. Controlling dust also makes sense operationally, as it can foul rolling components, machinery, and equipment air intakes, necessitating extra parts and labour for cleaning and maintenance. All these factors unnecessarily elevate operational costs, especially when there are methods and technologies designed to control and suppress dust emissions before they become airborne and create these risks.
While it is clear that one way to reduce mining dust emissions is to decrease the amount of dust generated during processing, this is not always practical or easy to achieve. Numerous sources of dust must be managed, depending on
the extraction, haulage, and storage methods used. Most of the dust present in bulk materials originates from the reduction in particle size due to crushing or grinding, as well as from transfers between steps in the production process, such as conveyor transfer points or during discharging onto a stockpile.
Surface vs. underground mining operations
In surface operations, controlling dust is challenging because it occurs in open air, and the fracturing of the in-situ material generates dust. Typically, bulk material is loaded into haul trucks at the extraction point and transported to either a conveyor transfer point or a crusher. As the material is dumped and crushed, the most effective method of dust control is the
Figure 1. Uncontrolled drops into stockpiles can spread dust for long distances.
application of water; however, if adding water to the material poses issues, foam is utilised. Water is not as effective as foam, but is often preferred due to the cost of foaming chemicals. While there are some residual effects of water, they are generally short-lived.
In underground extraction, water is often used at the face and conveyor transfer points to control dust. When water cannot be used, methods such as mining salts, ventilation, and modular dust collection are viable options.
Causes of dust on conveyors
Conveyors are a significant source of dust emissions, yet they can also help reduce fugitive dust. For instance, during pit crushing and overland conveying at a surface mine, total site dust generation is lower compared to truck haulage. Some raw materials are easily wind-swept, and, in some cases, an enclosed conveyor belt system may be necessary.
When the haulage involves a conveyor belt, dust generation depends on the loading and discharge processes, as well as the management of these processes. Closed conveyors are highly effective at preventing contamination and shielding the cargo from environmental elements, but they must still be opened and closed for loading and discharge. Passive dust reduction strategies include:
Shorter or directed drops
Transfer chutes over loading zones that minimise the impact of cargo on the belt below reduce the turbulence within the loading zone, thereby decreasing the amount of dust released.
Managing the flow
While rock boxes can be effective, they are also susceptible to clogging. Therefore, experienced engineers recommend a sloping system that slows material to minimise impact and induced air, along with loads in the center of the belt to reduce shifting and enhance belt training.
Preventing belt sag between idlers
The belt can dip slightly between idlers, creating gaps between the belt and skirting that allow dust and fines to escape in the loading zone. Using an impact cradle with shock-absorbent polyurethane bars reduces impact strain on the belt and ensures an even belt plane without gaps between the skirting and belt. Cradles can extend along the entire length of the stilling zone.
Fully enclosed transfers
By completely enclosing the loading and settling zone, dust is contained. Items like dust curtains and dust bags can then be added to control airflow and capture dust.
Balancing the decision to slow belts down
With lower belt speeds, the width of the belt must increase to convey the same tonnes per hour, creating a dilemma between capital and operating costs. Many sources suggest belt speeds of 2 m/sec. or less for reducing dust generation.
It is worthwhile to closely compare the capital savings from a higher-speed belt with the long-term costs of maintenance, cleanup, and safety. There are clear relationships among increased cleanliness, fewer safety incidents, and more reliable production, so the trade-offs should be examined carefully. ‘Foundations™ for Conveyor Safety’ – a comprehensive textbook for safe conveyor operation written by Martin Engineering – provides a detailed methodology and
Figure 3. Impact cradles can reduce damage and prolong belt life over standard impact idlers.
Figure 4. A well-designed transfer chute should significantly reduce dust emissions.
Figure 2. Conveyors are getting longer, meaning more exposure to vibration and wind.
data sources for including direct and indirect costs in the financial analysis in section six.
Paying attention to belt tension
At critical speed, the bulk material loses contact with the belt at the idler and is launched into the air, landing back on the belt at a slightly lower speed than the belt itself. This splashing action opens the profile, creating induced air flows that can release dust, resulting in turbulence, impact, and degradation as the material lands and returns to belt speed. Maintaining a belt sag of 1% between idlers is a common specification. Typically, the concerns in conveyor design regarding these belt sag phenomena involve the increased belt tensions necessary to counteract the frictional losses.
Design choices often overlooked in a dust reduction strategy can minimise dust creation from the undulations of the bulk material on the belt during transport. Managing belt tension to reduce sag between idlers mitigates the effects of material trampling and splash. Material trampling refers to the particle-to-particle movement that occurs when the bulk material profile changes as it passes over the idlers. Both trampling and splashing can generate dust due to the
numerous times cargo crosses over idlers each hour. The higher the belt tension, the lower the trampling loss.
Raw and processed material storage
Controlling dust at the storage location presents another challenge. Large stockpiles are impractical to enclose in buildings and are often stacked and reclaimed by machinery that generates additional fines. Open stockpiles are subject to weather conditions, causing some bulk materials to degrade when exposed to the atmosphere, while other materials revert to a solid state upon exposure to humidity or rain. Those materials that can be wetted often utilise water sprays to reduce windblown dust. Other strategies include wind fences and compacting the pile.
Discharge onto the pile is a source of dust release as the material flows from the delivery equipment, often a conveyor, onto the pile. Cascading or telescoping chutes can be used to reduce the release of dust in these cases. If the material is easily broken, the drop height from discharge to the pile or between cascade shelves can create additional dust from impact degradation. One unexpected source of dust emissions can be the site layout. For example, if a slope conveyor going from the stockpile into a storage bin or building is oriented in line with the prevailing winds in a high wind locale, the wind flowing up the conveyor will overwhelm dust control strategies by creating positive pressure throughout the conveyor enclosures.
Control the air, control the dust
If the material stream can be constrained so that it does not open up when discharged, the amount of air induced into the transfer point is minimised. As the material particles disperse, they create a low-pressure zone in the spaces, which encourages airflow into the transfer point.
The amount of dust that can become airborne is directly proportional to the volume and speed of the airflow through the transfer point. If the openings in the chute are restricted to the practical minimum, the inward airflow is limited. A useful dust control strategy is to capture the material shortly after discharge and keep the stream coalesced as tightly as possible to minimise induced air.
There are several Discrete Element Modelling (DEM) software programs specifically designed for optimising material flow through chutes, and there are specialty chute manufacturers that focus on these techniques. These chutes perform best with materials that have consistent size along with adhesive and cohesive properties, such as coal. Wear on the chute surfaces may accelerate, however, this can be mitigated by a maintenance-friendly design that allows for quick and easy replacement of wear surfaces.
Conclusion
Much emphasis is placed on planning the mine to maximise profitability, but little attention is paid during the initial feasibility studies to how the layout can affect dust creation and emissions. Conveyor transfer points have a history of being drafted rather than designed. Design tools are now readily available to address these critical details. How the conveyor is operated and maintained also significantly affects dust generation and release.
Figure 6. Mines are never going to be a 100% dust-free operation, but good transfer point design can make it safe.
Figure 5. In processing plants where power is available, air cleaners pair well with slower conveyor belts.
The first is coming from the executive boardrooms of many major mining corporations. These corporations have announced goals to implement environmental stewardship and greenhouse gas (GHG) reduction strategies, prompted at least in part by signals from many major investment houses that they intend to prioritise investments in companies that implement these practices.
A number of mining corporations are targeting certain benchmark dates by which GHG must be reduced. These public commitments are translating into pressure on mining operators to begin reducing Scope 1 emissions created directly by mining operations and Scope 2 emissions created indirectly through sources of power supply.
The second driver is the ability of renewable energy sources to improve reliability and resilience of power supplies. Nearly every forecast shows significant load growth on grids nationwide. As grids become taxed, power shortages and power quality issues could result. Adding on-site generation to stabilise the power feed to mining sites enables operators to potentially avoid many of these issues.
A third major driver is the increasing evidence that shifting to clean sources of renewable energy will also help reduce operating costs. By reducing large loads on utility grids — loads that may result in bills that often exceed US$1 million dollars per month — significant energy cost savings and decades of cost certainty are expected. Wind, solar, or even geothermal serving as behind-the-meter power sources can offset utility costs, while also hedging against future utility rate increases.
Smaller-scale, incremental steps
Whether the goal is achieving greater sustainability or reducing carbon footprints, there are a number of smaller-scale options for operators to consider.
The first and perhaps lowest-cost option is to invest in training so that operators on the front lines understand both what they are supposed to do and how they can operate equipment to run more efficiently and effectively for the desired outcome.
For instance, an operator who is told that the solids contained in discharge tailings are getting too low may simply conclude that the addition of a reagent into the mixture is the proper solution to achieve a higher percentage of solids. However, this solution fails to consider that the ultimate goal is to actually reduce water usage, not to increase the volume of materials sent to the tailings storage facility (TSF). By training and educating the team on key performance indicators, such as reducing water usage and conserving space in the TSF, other solutions could be identified. Training is a relatively low-cost option that helps operators look at root causes that may lead to sustainable solutions.
Focusing on operational excellence or administrative efficiency helps operators achieve continuous improvements by understanding how to use data to better organise activities and engage in long-term planning. Understanding the history that has led to the current operational state is a great foundation for getting better at
basic tasks like minor plant maintenance, documenting procedures and soliciting ideas for improvements from the team on-site. Getting organised and assembling data in legible and consistent formats can yield large improvements in operational costs while reducing GHG emissions.
Mid-scale improvements
Moving up the scale toward more moderate capital investments, a range of projects could be considered, such as retrofitting pumps with variable frequency drives, reducing water usage and waste, or converting solution heaters from propane/natural gas to electrical power. These projects could help operators reach both sustainability and carbon reduction goals. For example, water projects that lead to overall reductions in processing reagents lower volumes that must be treated before discharge while also resulting in energy cost savings.
Conversions of solution heaters from fuel oil to electricity are other examples of moderate capital investments that could yield proportionate benefits in greenhouse gas reductions. On a recent conversion project for one client, Burns & McDonnell’s engineering analysis showed that replacing a thermal oil unit with an electrified system would reduce greenhouse gases by half while also reducing acid rinse cycles, thus reducing maintenance issues.
Projects like these can be justified with key performance indicators for dollar cost savings, greenhouse gas emissions reductions and lower water use.
Large-scale projects
Mining has traditionally relied on diesel-powered machinery to extract and haul ore, but now electrification of massive haul trucks, mine shovels, and other equipment can mean big steps forward.
Companies like Caterpillar, Komatsu, and Epiroc are leading the charge. Caterpillar’s Cat Dynamic Energy Transfer solution enables battery and diesel-electric haul trucks to ascend pit grades faster. These trucks are almost Scope 1-emissions-free, improving cycle times and slashing GHG emissions. Komatsu’s WX04B battery-electric Load-Haul-Dump (LHD) machine and Epiroc’s Pit Viper 271 electric-driven blasthole drill rig further illustrate the shift toward electric machinery.
However, investment in electrification of heavy equipment comes with much higher load demand – along with more load fluctuations – that must be factored into the investment. Grid instability will be the chief concern of utilities and grid operators, so electrification must account for that reality through mitigation strategies such as investments in battery energy storage systems (BESS). These systems work like giant banks of capacitors that keep load fluctuations within manageable ranges, levelling power demand so that grid operators are not scrambling to maintain grid reliability.
The demand for reliable, scalable power infrastructure is also leading to consideration of microgrids as another solution. Commonly used in military bases and hospital campuses, microgrids offer energy resilience and flexibility
Designing and Building Your Mining Operations
Bringing reliability, compliance and cost predictability to mining with confidence.
to integrate diverse power sources like solar, wind, hydrogen, battery storage, and fossil fuel. Microgrids carry high upfront costs and financial returns must be weighed over the long term. Still, improvements to power reliability and lower carbon emissions make microgrids an increasingly viable behind-the-meter solution, particularly for remote mining operations.
Mine sites typically have the three ingredients needed for successful renewable energy projects: land, load, and tax appetite. When evaluating solar generation, the fact that peak power will only be available for six to seven hours each day must be weighed carefully. A solar facility with capacity to meet 100% of power load during peak hours will see capacity quickly tailing off during off-peak hours. Adding battery energy storage or even other types of on-site generation such as reciprocating engines could add capacity to bolster system resilience, but it still remains highly likely that some reliance on grid power will be necessary. The cost of each element of the project must be evaluated carefully to meet financial targets for returns on investment for the project.
These base cases are typical of what Burns & McDonnell is asked to evaluate for many mining operations. The finance teams at major mining corporations are certainly familiar with the assumptions for weighted average cost of capital vs cost of capital for self-funded projects. Burns & McDonnell’s analysis is often part of a combined effort to review and confirm that the financial plan incorporates reasonable engineering assumptions.
When analysing debt financing scenarios, the entire scope of project development should be weighed in order to arrive at accurate financial forecasts. Internal rates of return begin to look highly attractive when loans are fixed at 15 – 20 year terms at 9% interest. However, project costs are another variable that must be weighed carefully. That is why engineer-procure-construct (EPC) project delivery models are another variable that should be considered.
Mining reimagined
The US economy is transitioning toward a greater reliance on minerals and metals necessary for clean energy technologies and electrification of many sectors, including mining. As these trends materialise, the mining industry stands at a crossroads, facing increasing pressure to decarbonise and operate more sustainably. Electrification, autonomy, and water-efficient technologies offer powerful tools to meet these demands while also improving safety and operational efficiency.
From electric trucks and remote operation centres to zero liquid discharge systems and intelligent microgrids, the tools for transformation are here. The task ahead is to integrate them thoughtfully and collaboratively, building a resilient, responsible, and innovative mining industry ready to meet the challenges of the 21st century.
As these trends accelerate, one thing is clear: The future of mining will not be defined solely by the minerals it extracts, but by the sustainable, smart, and safe ways in which it does so.
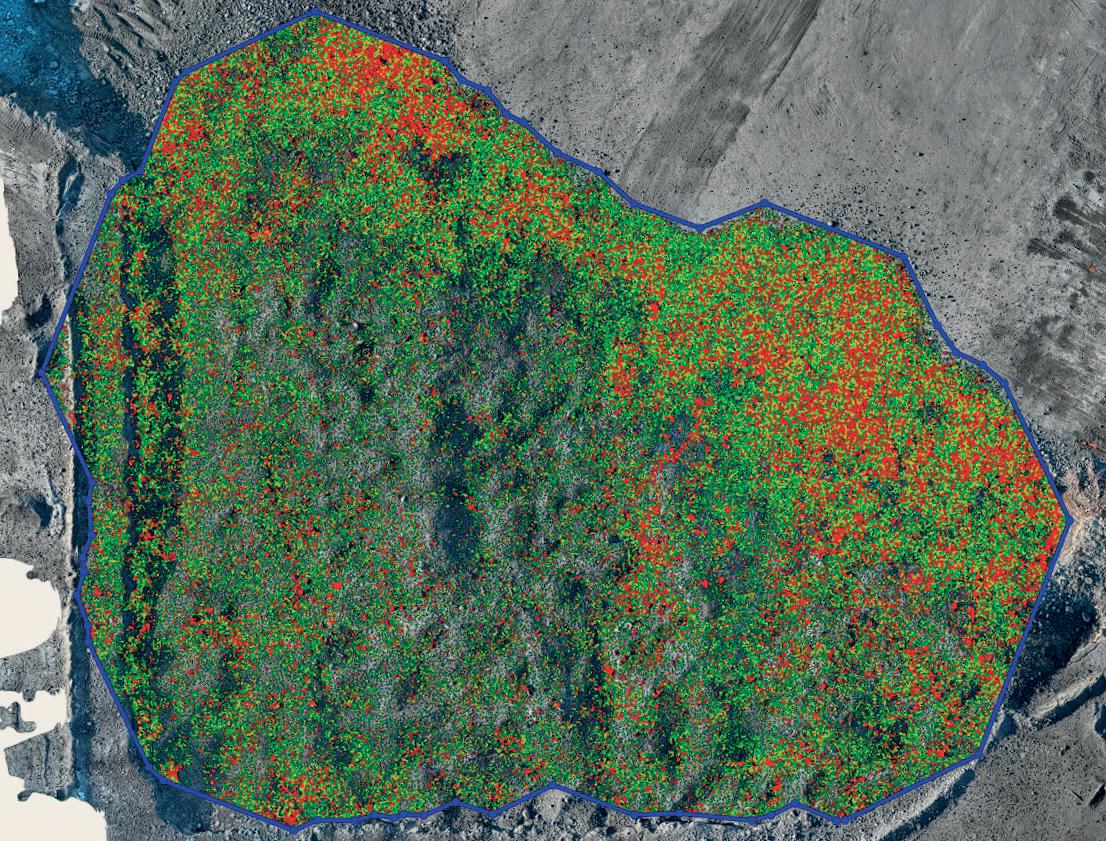
Elijah Williams, Strayos, USA, explores the rise and benefits of GIS in mining operations.
In the evolving landscape of mining technology, where data has become one of the most valuable resources, Geographic Information Systems (GIS) are emerging as a cornerstone technology. As the demand for critical minerals and metals surges, the need for efficient, data-driven decision-making is more pressing than ever. GIS technology offers mining professionals a unified platform to visualise, analyse, and manage spatial and non-spatial data – revolutionising processes across the entire lifecycle of mining operations.
This article explores the transformative role of GIS in mining, with a focus on drilling and blasting. From pit planning to environmental compliance and production optimisation, GIS delivers a powerful toolkit that supports smarter, safer, and more cost-effective decisions.
The rise of GIS in mining operations
At its core, GIS combines spatial (location-based) data with descriptive attributes, creating a multidimensional understanding of operations. In mining, this includes everything from geological maps and drilling patterns to equipment locations and environmental conditions.
Figure 1. GNSS guided drills ensure blast patterns are drilled to the accuracy which they were designed to.
In the past, these data points were often recorded using manual logs across numerous platforms or siloed digital systems. The lack of integration limited their usefulness for day-to-day operations or long-term planning. GIS bridges this gap by providing a centralised system where diverse datasets – historical and real-time – can be layered, analysed, and used to guide decision-making.
With advancements in artificial intelligence (AI) and drone-based photogrammetry, GIS platforms like Strayos now offer predictive insights, automated workflows, and real-time monitoring capabilities.
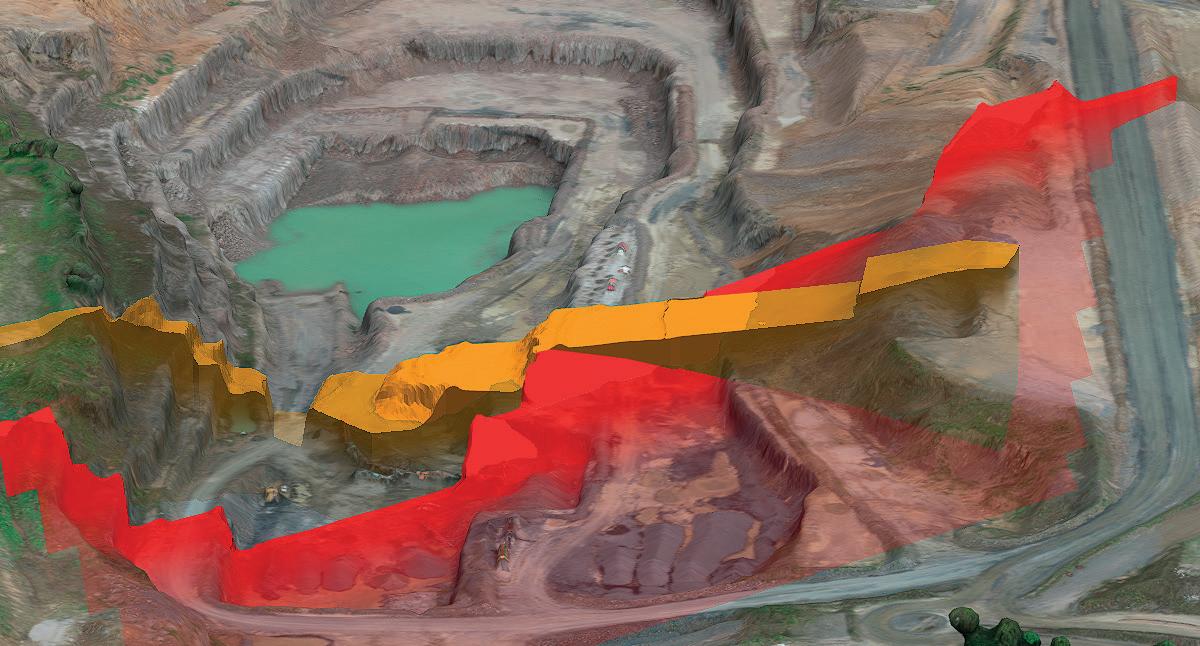
Pit planning and development with GIS
In mining, especially for smaller or mid-sized operations, pit planning can often lack the formal structure seen in larger mines. Yet, without a well-designed mine plan, operations risk inefficiencies, safety violations, and higher costs. GIS can support all stages of the mine life cycle – from exploration and permitting to extraction and reclamation.
During the initial exploration phase, GIS integrates data from core samples, aerial surveys, climate data, water sources, topography, and community impact assessments. This provides a holistic view of site feasibility.
In pit design, GIS helps define ore zones, optimise access, and enforce boundary and safety constraints. As excavation progresses, the technology ensures that pit development adheres to geotechnical parameters and environmental standards.
Having accurate geospatial datasets such as updated topography and geological layers helps planners align the pit development with production and regulatory requirements – ultimately extending the mine’s life and profitability.
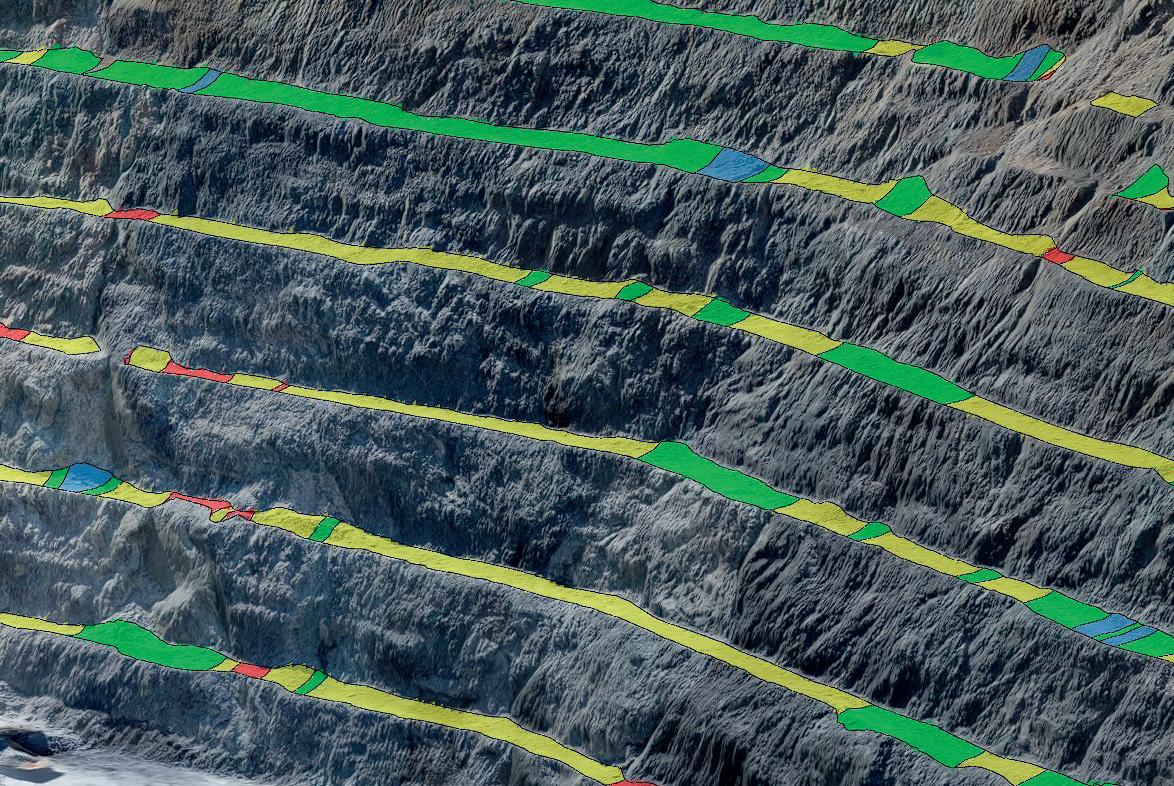
GIS in drill and blast operations
The drill and blast (D&B) operation is critical to many opencast mines. D&B operations are also rich in data – from geological formations and rock properties to equipment telemetry and blast performance analytics. GIS makes it possible to bring all these elements together into one interactive platform, offering a new level of precision and control.
Key applications:
Geological mapping: By using drone photogrammetry and AI-powered seam detection, GIS platforms can map
discontinuities and fault lines in 3D space. This helps engineers select optimal blast orientations to reduce backbreak and improve fragmentation.
Measure while drilling (MWD): Subsurface data collected during drilling offers valuable insights into rock hardness and consistency. GIS maps this data spatially, enabling better blast design and explosive placement.
Blast design optimisation: Engineers can overlay drill patterns, spacing, and burden information with geological models to refine their designs. This leads to improved fragmentation, lower vibration, and better plant throughput.
Post-blast analysis: Using high-resolution imagery and AI tools, GIS allows for fragmentation analysis, muckpile profiling, and backbreak assessment. This feedback loop is crucial for continuous improvement.
Environmental monitoring: GIS plays a pivotal role in managing regulatory compliance by tracking vibration, airblast, dust, and proximity to sensitive areas. This helps mitigate community impact and avoid fines.
Equipment and production monitoring
Beyond D&B, GIS assists in monitoring haul road conditions, equipment movement, and material flow across the site. Tracking this data spatially provides better visibility into equipment utilisation and helps identify bottlenecks.
For example, correlating blast performance with plant output (tons per hour) reveals which areas of the pit are yielding the best results. This intelligence can be fed back into blast design, drilling strategy, and production scheduling. GIS also helps manage material inventories through cut-and-fill analysis, tracking material volumes moved during each blast or stripping operation. This supports more accurate forecasting and budgeting.
Environmental and safety compliance
Compliance with environmental and safety regulations is non-negotiable in mining. GIS provides a historical record of all operations – blast logs, vibration reports, dust emissions, and noise levels. It can also map:
Nearby structures and utilities: To avoid damage during blasting.
Figure 2. Properly captured post blast muckpile profiles showcase blast movement metrics for future blast optimisation.
But consistently accurate process pH measurements demand more maintenance that anyone likes.
The answer… The New EasyClean 500
Fully automated cleaning and calibration of process pH measurements. The must-have for all high-maintenance and health hazardous pH operations in mineral processing.
Water and drainage systems: For permitting and runoff management.
Weather patterns and wind direction: Crucial for shot timing and dust control.
GIS supports proactive compliance strategies and helps maintain good community relations by providing visual documentation of adherence to standards.
Short, mid, and long-term planning
Effective mine planning occurs on multiple timescales. GIS supports each of these with different tools and datasets:
Short-term planning
Used for scheduling blasting, calculating volumes, and planning stripping operations. GIS helps track high-value ore zones, manage stockpiles, and plan equipment usage efficiently.
Mid-term planning
This stage focuses on pit development, opening new phases, or transitioning to lower levels. GIS platforms integrate block models, current topography, and drilling data to help design new ramps, define highwalls, and plan equipment movement.
Long-term planning
This involves defining the overall roadmap of the operation, including final pit boundaries, reclamation plans, and long-term production goals. GIS ensures that early-stage plans are continuously refined with field data, providing a dynamic planning framework.
Advanced GIS platforms support the integration of third-party mine design tools, such as Deswik or Vulcan, which enhance accuracy in volume calculations and phase planning.
The feedback loop: Data-driven continuous improvement
One of the key strengths of GIS in mining is its ability to facilitate a continuous improvement cycle. Every activity – whether a blast, a haul, or a survey – adds more data to the system. This data can then be analysed to improve future operations.
For example, poor blast fragmentation in a certain zone can be tied back to rock quality data, timing schemes, or drill deviation. GIS allows this information to be analysed spatially and historically, creating better predictive models.
Tools like Strayos, enhanced with AI and machine learning, enable automated feedback loops where the system itself begins to recommend improvements –making mining smarter and more responsive over time.
Conclusion: GIS as the digital backbone of modern mining
GIS are no longer optional in modern mining – they are essential. From exploration to extraction, and from environmental monitoring to strategic planning, GIS offers a comprehensive, integrative approach to managing the complex data landscape of mining operations.
By connecting teams – from geologists and engineers to operators and executives – GIS ensures that everyone has access to the same up-to-date, location-based data. This improves collaboration, increases safety, and drives operational efficiency.
In a world where margins are tight and resources are finite, GIS provides the insight and intelligence necessary to mine smarter.
Figure 4. Highwalls can be captured and mapped to ensure compliance is being met for catch bench capacity, bench face angle (BFA), and inter-ramp angle (IRA).
Figure 5. GIS can host many layers of data to include sub-surface geological models, drill core data, and serval forms of surface data.
Figure 3. Post blast AI fragmentation analysis feeds can blast prediction models for further blast optimisation.
Kush Chawda, Darsh Bhimani, and Sean Hunter, Eclipse Mining Technologies, USA, ponder the future of AI in mining.
The mining industry is no stranger to disruption; however, today’s challenges are different. With rising operational complexity, fluctuating commodity prices, and an explosion of data from across the value chain, traditional tools can no longer keep up. Mines must evolve, not incrementally, but fundamentally. Artificial intelligence (AI) is no longer optional; it is mission-critical. Its role in the industry is shifting fast: from automating routine tasks to becoming a strategic force that can reason, simulate, and make decisions.
This next leap, powered by technological evolutions in AI, will transform mining from reactive operations to predictive, context-aware systems. These systems can bridge strategy and execution, aligning business goals with operations as they unfold. The next frontiers, like Agentic AI, can evolve systems to do more than just respond to queries. They can reason, plan, simulate, and adapt with purpose. These intelligent agents can align with business processes, evaluate alternatives, and propose operational decisions in real time. This transformation is not hypothetical, it is already underway. However, for many mining enterprises, it remains aspirational. The journey towards grounded intelligence starts with understanding how AI has evolved and where it is heading.
From reports to reasoning
AI has been used in mining with limited scope to automate reporting, monitor equipment, and enhance safety. These early systems, though revolutionary for their time, focused on surface-level automation of reporting what happened, not why it happened or what to do next. As mines become more complex and data systems multiply, the limitations of static tools are becoming clear. Reporting delays, isolated dashboards, and reactive insights no longer suffice in an environment that demands a proactive strategy and near real-time adaptation.
Current mining operations are immersed in an overwhelming flow of data from telemetry and dispatch systems to inspection PDFs, reports, sensor feeds, and such. According to a 2022 study published in the Journal of Mining Science and Technology, more than 60% of mine operators reported data silos and fragmented IT infrastructure as their top data challenge, highlighting the urgency of integration efforts. These fragmented sources demand a more intelligent and integrative approach. The shift will be from dashboards to cognitive knowledge systems. Agentic AI, coupled with these knowledge systems, can power this shift, offering scalable intelligence that works across departments and platforms.
Why structured and unstructured data must come together
At the heart of cognitive AI is the need to combine structured and unstructured data. Structured data remains the foundational layer for operational decisions in mining. Despite its centrality, it continues to pose the biggest challenge for mines. This data – like haul cycles, downtime logs, shift reports, etc. – typically lives across disparate systems such as FMS, ERP, and SCADA. Not only is it fragmented, but it often lacks standard naming conventions, suffers from schema drift, and is disconnected from business goals. The result is a volume of raw metrics with little contextual alignment, making even simple cross-departmental reporting an exercise in manual reconciliation.
Critical insight also lies buried in unstructured data like daily shift notes, PDF reports, emails, and spreadsheets. Historically, these sources existed in silos, with no meaningful bridge between them. Advanced knowledge systems can bring a change and unify these disparate formats through a shared knowledge graph, a semantic structure that links entities and events across both structured and unstructured layers.
This convergence enables real operational questions to be answered in context. For example, if production drops in a given week, a knowledge system can trace that anomaly back to a recorded maintenance delay, weather disruption, or labour shortage, all referenced across different data types. AI agents can parse complete documents, interpret context over time, and link insights back to business outcomes. The result is a 360° understanding of the mine in real time. Having this context is deeply relevant for decision-making.
This blending of data from different sources is not just technical sophistication, but it is an operational necessity. Without context, data becomes noise. However, when structured and unstructured data are aligned, every operational detail can tell a coherent story. Recent research from McKinsey & Company notes that companies leveraging both structured and unstructured data saw a 40% improvement in decision-making efficiency compared to those using structured data alone.
Layers of intelligence: The architecture behind cognitive mining
To make sense of this information-rich environment, AI systems can rely on a layered intelligence model where each layer complements the others to deliver insight that is timely, accurate, and actionable. Three common
types of AI architecture are prevalent and used by leaders in this space. These are:
Retrieval-augmented generation (RAG)
RAG combines large language models with enterprise search capabilities. Rather than generating responses from generic training data, RAG tools retrieve information directly from trusted internal sources and documentation. Used by companies like Databricks and Microsoft, this approach
provides traceable responses that are grounded in the organisation’s documentation.
Read and research agents
Google’s Gemini and Anthropic’s Claude are great examples of platforms that use multimodal agents that read across long documents to form answers and move towards deeper comprehension. These agents expand beyond simple retrieval and synthesise insights from multiple sources and timeframes. In a mining context, this could mean connecting months of data from different sources to determine why a particular shovel underperformed. These agents can form hypotheses and provide traceable reasoning across both structured and unstructured formats, offering not just answers, but operational narratives. It also lays the foundation for predictive models that deliver accurate forecasts.
Agentic AI
At the top of the intelligence stack are agents that plan, simulate, and act autonomously. These systems can simulate different dispatch schedules, recommend preventative maintenance changes, or even run ‘what-if’ operational forecasts for different ore quality scenarios. Agentic AI does not wait for a question; it anticipates business needs, adapting its recommendations based on evolving inputs. According to a 2023 paper in NatureMachineIntelligence, agentic models have demonstrated up to 55% higher task completion rates in industrial simulations compared to reactive AI agents, highlighting their transformative potential for mining operations.
While many of these AI technologies have been applied in narrow domains, their combined potential lies in operating within a mine’s ontology. Think of a mine’s ontology as a blueprint of the entire operation that shows how people, equipment, events, and data are all connected, so AI can understand not just the parts, but also how they work together. Acting as the semantic backbone, knowledge graphs link structured and unstructured data into a unified, machine-interpretable format. They provide contextual grounding that allows AI agents to reason over time, validate assumptions, trace causality, and align outputs with operational goals. By embedding AI within a unified infrastructure that incorporates all the aforementioned layers within a knowledge graph-driven architecture, mining enterprises ensure that every AI-driven recommendation is not only intelligent but also explainable, transparent, and aligned with how decisions are actually made in the field. This semantic grounding transforms AI from a tool into a trusted operational partner.
Governance and security: The non-negotiables
While capability is exciting, trust and governance are essential. Mining companies operate in highly regulated, competitive environments where confidentiality, auditability, and access control are non-negotiable. Advanced knowledge systems can embed governance directly into the data architecture. Access permissions are managed at a granular level by role, department, or data type. Every interaction is tracked and auditable, ensuring regulatory compliance and internal accountability. Most critically, AI agents can operate within the organisation’s secure environment. No sensitive data is sent to
Figure 2. Data – like haul cycles, downtime logs, shift reports, etc. – typically lives across disparate systems in department silos.
Figure 1. Knowledge systems with Agentic AI offer scalable intelligence that works across departments and platforms.
Figure 3. AI systems can rely on a layered intelligence model to deliver insight that is timely, verifiable, and actionable.
third-party servers. No external model training will occur. All reasoning can happen within the enterprise on the fly, ensuring both performance and data sovereignty. This local processing model allows mining operations to benefit from intelligent systems without compromising security or compliance.
The direction ahead
The ultimate goal is for mining operations to not merely react to issues, but to anticipate them. It will shift from dashboards that describe events, to intelligent systems that predict, contextualise, and act. That future will be powered by layered AI infrastructure: RAG for fast retrieval, read agents for contextual synthesis, and Agentic AI for forward-thinking strategy. However, none of these tools can operate in isolation. They must be grounded in the mine’s reality: its data, its goals, and its language.
Knowledge systems that integrate structured and unstructured inputs through a well-designed ontology can become the operational brain of the enterprise. To realise this vision, mining leaders must start laying the foundations today by breaking data silos, designing robust ontologies, and investing in AI that is built not just to automate, but to understand. These systems will enable mining leaders to make faster decisions with more confidence, and help to reduce downtime.
Ultimately, the value of AI in mining will not come from intelligence alone. It will come from alignment with business context, operational processes, and governance requirements. In mining, a smart AI means nothing without accuracy, and accuracy requires grounding.
SourceOne® is an adaptable knowledge system. It enriches data with context, history, and digital workflow automation, empowering the foundation for AI; giving you the accurate answers you’ve been looking for.
Figure 5. The future will be powered by layered AI infrastructure grounded in the mine’s own data, its goals, and its language.
Figure 4. Advanced knowledge systems embed governance into the data architecture for confidentiality, auditability, and access control.
Paul Gaby (PG), Xylem, Australia – in a Q&A with Will Owen (WO), Global Mining Review – explores how innovative water strategies shape environmental, social, and economic progress in the mining industry.
Sustainability plays a vital role in shaping the future of the mining industry. This Q&A explores the critical importance of water management, alongside the environmental, social, and economic dimensions of sustainable mining practices.
Water management in mining
WO
Why is water management critical in mining operations?
PG
Water is essential in many applications across nearly every stage of mining – from mineral processing to dust suppression and drinking water – and can also be a nuisance with the need to manage mine site water ingress from sources such as precipitation and ground water. Poor water management can lead to contamination of local water sources, depletion of freshwater resources, operational disruptions due to lack of available or abundance of water, inability to manage inflow, regulatory issues, or community pushback. Effective water stewardship and management ensures
uninterrupted operation, environmental protection, health and well-being of mine workers, regulatory compliance, and long-term viability of mining projects.
WO
What are some innovative water management solutions in the mining sector?
PG
Innovations include:
Closed-loop water systems that recycle water on-site, reducing water usage, and wastewater.
Desalination plants in arid regions to provide alternative water sources.
Dry processing and tailings management technologies reducing water consumption and contamination.
Real-time water quality monitoring using IoT sensors and AI to detect and manage quality.
Advanced treatment technologies, purifying wastewater for environmental discharge.
Constructed wetlands for natural filtration of mine water before discharge.
Environmental sustainability
WO
How do mining companies minimise their environmental impact?
PG
Some of the initiatives mining companies use to reduce their environmental footprint include:
Conducting environmental impact assessments and following strict environmental management plans.
Using energy-efficient technologies and shifting to renewable power sources.
Implementing progressive rehabilitation, restoring land concurrently with operations. Previously a rehabilitation plan was not required until site closure. Now it is a requirement for site approval.
Reducing greenhouse gas emissions through electrification of equipment and fleet.
Managing waste responsibly through tailings reprocessing and safe storage.
Water reuse: implementing systems designed to recycle water instead of discharging effluent into a waste stream or back to nature. Methods include minimum liquid discharge (MLD), zero liquid discharge (ZLD), or recirculation and reuse.
WO
Can you provide an example of post-mining restoration efforts?
PG
Many mine sites undertake reforestation projects. For instance, irrigation systems installed in previously mined areas promote vegetation growth, helping restore biodiversity and revive ecosystems. There are some great studies and projects underway that are utilising closed mines for aquaculture due to the large volumes of water within the open pits and community areas with recreation and entertainment facilities.
Social sustainability
WO
How do mining companies work with local communities and Indigenous groups?
PG
Companies engage through:
Consultation and consent processes.
Community development agreements that include job creation, education, and health programmes.
Cultural heritage protection, respecting sacred sites and traditional knowledge.
Establishing local advisory boards to ensure ongoing dialogue and trust-building.
One example includes the Ka-kin Group, a wholly-owned economic development arm of the Tobacco Plains Indian Band in British Columbia, Canada. The Ka-kin Group works in tandem with the province on industrial projects including mining. Ka-kin has vetted a select list of vendors
who support the overall development needs of the region while respecting the culture and values of the tribe’s citizens. One of the tribe’s select vendors is Xylem because it moves, measures, and treats water with sustainability among the company’s corporate pillars. Many of its systems are designed with the intention of water reuse, reducing the demand of fresh water or generating clean energy.
WO
How are community concerns about mining addressed?
PG
Concerns are addressed by:
Conducting transparent environmental and social impact assessments.
Providing regular updates on project activities and environmental performance.
Ensuring equitable benefit-sharing so communities gain from mining activities and infrastructure.
Stakeholder inclusion ensures that both local and Indigenous voices are part of key decision-making and feedback processes.
Economic sustainability
WO
How does resource efficiency contribute to economic sustainability?
PG
Resource efficiency outcomes – such as using less water, energy, and materials – result in reduced environmental impact, operating costs, and making operations more resilient to commodity price fluctuations increasing the life of a mine.
WO
What challenges arise when balancing economic and environmental sustainability?
PG
Key challenges include high upfront costs of sustainable technologies, regulatory uncertainty,and ensuring equity and inclusivity, with regards to land and water use – particularly in water-scarce regions. The mining market is generally welcoming of and sees a need to implement technologies or initiatives that promote environmental sustainability. Challenges can arise in demonstrating performance capabilities and securing initial investment. In these situations, Xylem works closely with the site and stakeholders to resolve concerns and mitigate risks
Conclusion
Water management in mining is a critical pillar of sustainability, influencing environmental, social, and economic outcomes. By implementing innovative practices, engaging with communities, and leveraging efficient resource strategies, the mining industry is leading the way in responsible and sustainable operations.
TAKING CONSTRUCTION
THE NEXT LEVEL.
Tim Worman, Stellar, USA, reveals how on-site equipment services can help maximise uptime.
Figure 1. The Stellar TMAXTM 2 Mechanic Truck equipped with the 12621 Hydraulic Service Crane can handle the tough demands of servicing equipment at the mine.
The word downtime is not in a mine’s vocabulary – all day and all night there is work to be done. Working in an industry that is 24/7 also requires equipment that is running at all times. From drills and crushers to shovels and trucks, machinery is in constant operation and expected to be running in top shape.
To keep equipment on the job and operating efficiently, more mining operations are including service equipment as part of their on-site fleets. Fuel and lube trucks have become common practice on most mid to large sized mines, but mechanic trucks, tyre service trucks, and fuel and lube trailers have all contributed to increased productivity on site – all helping to get down equipment back up and running faster.
In an industry where time is money, on-site service and fuelling vehicles save both. For example, even with on-site fuelling depots, a piece of equipment needs to be pulled from duty, driven to the depot, fuelled, then driven back. Time is lost at every stage, fuel is burned during the driving time, and operators are being paid while no work is being done. Taking the fuel directly to the equipment dramatically cuts the lost time and keeps machinery on the job.
Types of service equipment
Fuel and lube trucks
At the core of a mine’s service fleet is usually a fuel truck or a combination fuel/lube truck. The ability to refuel anywhere on site in minutes makes a dramatic difference in productivity,
plus no fuel is wasted driving to and from a fixed fuelling location. Large mining operations will employ several fuel and lube trucks throughout the site to maximise mining equipment uptime. Fuel and lube trailers can also be utilised to have additional fuelling stations available for multiple pieces of equipment. A trailer can be filled by fuel trucks and then parked near the machinery it is responsible for refuelling in order to maximise efficiency and mobility of the operation.
Mechanic trucks
The machines at the heart of the mining industry – large haul trucks, hydraulic shovels, drills, graders, dozers, crushers, and feeders – take a beating day after day. The numerous moving parts and constant wear and tear of mining work make ongoing maintenance and repairs essential. A mechanic truck serves as a repair shop on wheels, allowing a technician to bring tools and parts directly to the machine so that time is not lost pulling heavy equipment from the site.
Tyre service trucks
Tyres on some mining equipment can be as tall as 13 ft and weigh more than 5 t, so it takes a heavy-duty solution to transport and install them. Large off-the-road (OTR) tyre service trucks are designed with the strength and space needed to haul large, heavy tyres, plus they have the suspension flexibility required to move over the uneven terrain found at many mining locations. When equipped with a tyre manipulator, the heavy tyres can be lifted and installed without the need for a forklift or front-end loader.
Building a mining service fleet
Although introducing service equipment alone can offer substantial efficiency benefits, simply having these trucks in a fleet is not necessarily enough anymore. Just like the equipment that is being serviced, these tools should be better, faster, and stronger than what was once available. That is why it is important to consider specific features that can help take mining operation to the next level.
Fuel and lube considerations
Many pieces of mining equipment hold hundreds of gallons of diesel, so fuelling at a traditional rate can take significant time. In an ideal mining timeline, basic service or refuelling is handled during the equipment operator’s short breaks and lunch. This approach provides maximum efficiency by making the most of every minute. A high-quality fuel truck can not only transport thousands of gallons, but it can also pump it at rates at or exceeding 100 gal./min for extremely fast refuelling that gets the machinery back on the job quickly.
Large operations may have separate fuel and lube trucks, whereas others will utilise a fuel/lube combo truck. Smaller operations may prefer fuel and lube trailers, which are better equipped for small spaces and can be delivered anywhere on the worksite for availability as needed. Fuel trailers can typically hold several hundred gallons of fuel, making them useful for equipment with smaller tanks.
Whether it is a truck or trailer that makes the most sense for an operation, operators should be sure at least some of the fuel/lube trucks or trailers are outfitted with a diesel exhaust fluid (DEF) system, a crucial requirement for modern diesel engines to reduce emissions. Additional tank considerations may include new oil, salvage oil, or antifreeze to name a few options that are available for customisation.
Mechanic truck considerations
With fuel and lube needs taken care of, keeping equipment in tip-top shape through internal and external repairs and preventative maintenance practices is critical for success: enter a well-equipped mechanic truck.
Mechanic trucks are available in a variety of sizes and configurations to meet the needs of every mine type, from a sand and gravel pit to a giant opencast copper mine. Most mines utilise several service trucks within their fleet, ranging from a mid-size unit to a large service truck to handle even the biggest jobs. With a variety of mechanic trucks on hand, part of the fleet can be scheduled for regular maintenance with other mechanic trucks available to rush to any location for emergency repairs.
When considering what jobs a service truck can do, top manufacturers can customise the service body to meet specific mining needs. That configuration can include storage compartments, toolbox systems, air compressors, a lube skid, onboard welding station, and more.
One of the most important features of a mechanic truck is a hydraulic service crane. Known for their unparalleled lifting capacities and duty cycles, hydraulic cranes are a must for servicing heavy-duty mining machinery where significant lifting power is needed. In addition to service needs, the crane can be used to lift and position equipment as well as to supplement the loading and unloading of materials. Look for a service crane that is equipped with proportional control and advanced remote functionalities, which allow operators to work with precision control at their fingertips.
Tyre service truck considerations
The addition of a large OTR tyre service truck with a heavy-duty tyre manipulator can help to mitigate the risk involved with handling massive mining tyres. This type of
Figure 2. The Stellar® Single-Axle Lube trucks offer compact efficiency while carrying the necessary gallons of essential fluids for efficient use at the mine.
Figure 3. Built with high-quality components, the Stellar FuelMate® 880MT Multi-Tank Fuel Trailer has the rugged reliability to deliver fuel to the most remote locations.
Figure 4. The Stellar TM16160/28000 Large OTR Tire Service Truck offers robust, versatile performance with a clamping width of 40 – 158 in. and a lifting capacity of 28 000 lb at 10 ft extension.
service truck can be equipped with features such as LED floodlights for increased visibility and wide-stance stabilisers for steadier operation on rough terrain.
For efficient use, consider a remote-control operation for the tyre manipulator on the tyre service truck. This can allow for multiple control functions to run at once, as well as ensure precise operation and better visibility.
Design considerations are essential when it comes to choosing a large OTR tyre service truck. For example, a tyre manipulator that is equipped with continuous rotation pads and offers adjustable clamping distances means precise rotation and positioning of the tyre while also allowing for versatility with the size of tyre that can be handled.
Additionally, a tyre service truck can also offer storage for tools and repair equipment. The usability of a tyre service truck can be maximised by ensuring the body is upfitted to meet a mine’s specific needs.
Built to last
All mining service equipment in a fleet should be designed and built to work in rugged conditions. In recent years, some manufacturers have engineered aluminium service bodies to improve corrosion resistance, which helps increase service life. Where possible, look for the use of aluminium bodies to mitigate corrosion, quality of build for longevity, and quality paint coverage for the protection of steel structures. For fuel trucks and fuel trailers, make sure the tanks are bolted to keep stress away from the tank welds. Operators want service fleets to last so that they can make sure the mining fleet lasts too.
Mining a better bottom line
It is clear that in mining operations of any size, uptime is everything. An on-site service fleet can swiftly take care of maintenance, repairs, and fuelling to maintain operational continuity. In addition to reducing downtime, the maintenance routines and quick service for mechanical issues help extend the life of machinery, reducing capital costs (CAPEX).
In short, a well-managed service fleet adds up to increased
Figure 5. With A-frame stabilisers and a fully proportional radio remote, the Stellar TM12154/23000 large OTR tyre service truck ensures reliable support and steady operation.
Sheraton Hotel Santiago, Chile
+180 Papers Received by Authors from 21 Countries
+55
Mining Operations Papers Received
Technical Courses Given by the Co-Organizers Institutions
ÁLVARO GUTIÉRREZ Tailings and Waste Corporate Manager, Capstone Copper, Chile
PAULO RIQUELME Project Manager, Engineering and Geotechnics, Vale, Brazil
Figure 1. GEHO DH duplex single-acting cone valve pump operating in a mine backfill application, delivering reliable performance in demanding underground conditions.
Erik Vlot and Tony Hendriks, Weir, the Netherlands, outline how early consideration of backfill in mine designs can improve recovery and efficiency.
Mine backfilling is by no means a new technology, but there is an increased interest in it because it provides a solution to some of the most pressing challenges the mining industry is currently facing; notably, increasing volumes of tailings, while, at the same time, above ground storage constraints. Moreover, large tailings storage facilities (TSFs) present significant environmental,
social, and governance (ESG) and geotechnical challenges that mine backfilling can help alleviate or resolve.
There are, of course, also commercial drivers, and backfilling can play a significant role in increasing recovery. Stopes can be stabilised and, as a result, miners can extract more ore, including previously inaccessible mineral resources.
At the end of the day, the value of the ore processed, refined, and sold offsets the cost of the backfill, so when there are strong commodity prices – like gold currently, which is at record highs – the economics of these projects are strengthened.
Another thing that Weir has observed is that there seems to be a growing demand for higher capacity pumps, which is in line with the trend towards higher production rates and lower ore grades, which, by extension, means there are increased tailings volumes.
Tailings have historically been seen as a loss-generating waste product that miners spent as little money on as possible, but that simply is not an option anymore. Tailings management is heavily regulated, and an operation’s tailings burden can, in some instances, determine whether it can continue production. There is also a greater awareness of and desire to mitigate the ESG risks posed by poor tailings management. Combined, all of
this represents a significant shift in the industry – one that fundamentally changes the way miners operate.
As a result, tailings management continues to evolve. For instance, one thing that is becoming more common is that miners are combining both backfilling and surface storage as a means to help manage their tailings burden.
The fact that many above ground TSFs are reaching their capacity means that some operators are now looking to backfill mines that have never previously been thought of as good candidates for backfilling because it would neither increase recovery enough to justify the expenditure, nor was it required for geotechnical reasons. Instead, they are backfilling simply to reduce the above ground tailings burden. In some instances, they are even looking to backfill abandoned mines.
Technical and operational challenges
One of the most challenging aspects when it comes to mine backfilling is getting the backfill recipe right. There are a lot of variables in the process and the material changes, which means the mixture has to change too.
Getting the right balance between water and the binder material (i.e. cement), which is obviously a cost factor, often requires quite a lot of work.
From a pumping perspective, this concentration determines the yield strength of the slurry, which, in turn, determines how challenging it is to pump.
There is a technical limitation to the level of concentration because, while a high yield strength is desirable from a geotechnical point of view, if it cannot be pumped, then it cannot be used to backfill stopes.
There are typically two pump options for backfill applications: hydraulic-driven piston pumps and piston diaphragm pumps. Weir’s product portfolio includes both the GEHO® DH hydraulic piston pump and the GEHO T/ZPM piston diaphragm pump.
The presence of large particles is the primary factor that should define the pumping technology that needs to be used. However, Weir is the only original equipment manufacturer (OEM) that has both the hydraulic piston pump and the piston diaphragm pump in its portfolio, which means that it can select the ideal pump for the application. This gives the company greater flexibility and allows it to tailor solutions to the customer’s specific requirements, rather than offering solutions based on its product portfolio.
Given the difference in the material being pumped, the operating conditions and, by extension, the difference in the capabilities required of each pump, selecting the wrong technology for mine backfill applications reduces efficiency, increases wear and operating expenses (OPEX) and can lead to catastrophic failure.
Hydraulic piston pumps
Historically, hydraulic piston pumps have been used in concrete pumping applications, but they have been adopted by the mining industry to pump mine backfill material, which typically includes a cement binder.
Figure 2. GEHO® ZPM800 piston diaphragm pump operating in an underground mine backfill application at Stillwater Mining Company, Montana, USA.
Figure 3. GEHO hydraulic-driven piston pump in mine backfill operation at a customer site in Australia.
But construction and mining are different industries, each with their own challenges and regulatory regimes and, as a result, technologies or solutions do not always transition between the two sectors as smoothly as one might hope or expect.
As a result, Weir is collaborating with Schwing Stetter GmbH in Germany to share knowledge and, ultimately, provide the market with better solutions.
Schwing Stetter is a specialist OEM with a long history of designing and manufacturing hydraulic piston pumps for concrete pumping application, while Weir has mining expertise and experience in backfilling, as well as a range of pumps that have a proven track record of performing exceptionally well in what is one of the most arduous applications.
As part of this collaboration, Weir and Schwing are working together to share product and application knowledge, which is then used to enhance the technology and, ultimately, deliver an unrivalled hydraulic piston pump to its backfill customers.
The first projects are now being executed under this collaborative agreement and the pumps are performing well.
The mining industry, particularly when it comes to tailings, is becoming more collaborative; there seems to be an understanding that the challenges it is facing are significant and the best, most effective way to overcome these is by working together. This is something that Weir
Weir is also collaborating with partners to integrate upstream systems, which means that its customers can deal with the mixing and pumping systems together, rather than separately, which is what has typically happened in the past.
Holistic approach
Indeed, Weir’s customers are increasingly leveraging the OEM’s expertise to provide them with more holistic, integrated solutions, rather than simply supplying the pump.
The can take care of everything below the hopper – i.e. the piping, the WARMAN® centrifugal charge pump if required, the pumping system, the Delta IndustrialTM valves, etc. – which ensures the pump is being properly fed and, ultimately, delivers a more efficient solution.
This is, in many ways, just an extension of the changing attitudes and approaches to tailings management. It is a challenge that cannot be ignored; instead, miners increasingly understand that planning for future challenges and constraints ultimately reduces costs over the life of mine – and backfill typifies this.
As the last part of the mining cycle, it has historically been often overlooked or received less attention than other parts of mine design. However, miners are starting to realise that, if backfill is incorporated into the early stages of the mine design, it can be an opportunity to not only improve recovery, but also alleviate some of the pressures
NEW RIEGL VZ-4000i25
The Ultimate Long Range Laser Scanner for
Mining and Monitoring
• superior long range performance up to 4600 m
• extremely fast data acquisition and straight-forward on-board processing
• internal camera
• internal IMU for pose estimation
• one-touch button operation, customized workflows and pre-settings
• pre-installed RIEGL apps, prepared for user specific apps
• eye safe (Laser Class 1) and IP64 certified
Video: Explore the VZ-4000i 25 , RIEGL´s latest generation of Long Range Laser Scanners! www.riegl.com
RIEGL Monitoring Apps for highest efficiency in the field
Iprocess not only helps meet market demand, but also boosts margins and saves valuable production time. Froth flotation is a key process in commercial-scale copper sulfide separation and purification. Effective control of separating copper at this stage in the process is essential for producing high-purity copper.
What is copper?
Copper is a chemical element, with a symbol of Cu, listed as atomic number 29 with a molar mass of 63.546 on the periodic table of elements. It occurs in nature as one of few metals that can be directly used, also known as a native metal. Copper can be extracted as an oxide or a sulfide; this article focuses on sulfide ore. Used for thousands of years, copper was one of the first metals to be purified using sulfide ores. Its malleability and high thermal conductivity makes it advantageous to conduct heat, electricity, and manufacture items such as antimicrobials, jewellery, wire, and batteries.
Where does copper come from?
Copper is mostly found in the form of chalcopyrite (CuFeS 2), which is a sulfide mineral. Prevalent in rocks such as granite, limestone, and shale, copper can be geographically found in sedimentary rocks from hot waters and volcanic activity with concentration in areas along fault lines. It is estimated that 27% of copper comes from Chile, 10% from Peru, with the remaining countries – USA, Australia, China, and the Democratic Republic of the Congo – contributing smaller percentages. 1
How is copper mined?
Underground mining is a method used to extract ore located deep below the surface, particularly when opencast mining is neither safe nor economically viable. This process involves the creation of a network of underground tunnels through drilling and blasting operations until copper deposits are discovered. Despite its complexity and higher costs compared to opencast mining, underground mining remains an essential technique for accessing deeply buried mineral resources.
Opencast mining is the preferred method when copper deposits are located near the surface and can be efficiently extracted through blasting and the use of large-scale equipment. This technique involves creating a series of steps or benches, progressively deepening the pit. Prior to developing each bench, the ore undergoes
analysis to confirm the presence of a profitable amount of copper, ensuring the continuation of the mining process (see Figure 1).
What happens to the ore after it is taken from the mine site?
The ore, comprised of substantial boulder-sized pieces, is transported from the mine site to a nearby facility where its size is reduced. This process ensures the material becomes more manageable and suitable for subsequent transportation and handling stages. The first operation is to run the ore through a jaw crusher or other mechanical method to reduce the large pieces into smaller pieces, reducing them to about 10 mm. The technology to do this could differ depending on the site and operations. The second operation consists of taking the ore to a ball mill which uses steel balls to finely grind up the ore into a powder consistency (about 100 microns). The composition of the ore at this point in the process contains large amounts of gangue (commercially worthless material), 0.5 – 2% copper, and other by-products. Further separation is necessary to extract usable amounts of copper.
Next step: Flotation cells for separation
After the copper sulfide ore is reduced to the optimal size, allowing maximum surface area, it is mixed with liquid to form a slurry, and is then piped and added to a tank or series of tanks for the froth flotation processing. Froth flotation is a method that is used to extract copper sulfide minerals and is a key process to maximise the recovery of copper. This process can occur close to the mine site, or the ore can be transported to an offsite processing facility.
There can be multiple tanks depending on the size of a given operation, but they all work efficiently together to maximise the output of copper. In this process, water and reagents, also known as collectors, are added to the slurry. Air is piped into the bottom of the tank, generating bubbles. The copper particles combine with the reagents, becoming hydrophobic and repelling water. As the air bubbles rise to the surface, the copper particles attach to the bubbles, allowing them to also rise to the top, while the remaining particles (gangue) settle at the bottom of the tank.
It should be noted that evaluating the changing composition of the ore from the mine site is very important in this process to ensure that the correct ratios of chemical reagents, water, and conditions of the tank are optimal to maximise the output of copper. When this is understood through analysing core samples, a specific process plan is implemented for optimal chemistry and run times of the froth flotation cells.
Once the froth (copper mixture) is skimmed off the top, the next stage in froth flotation is known as the thickening stage. The mixture is put into tanks where the mixture separates, solids accumulate at the bottom, and then are sent through a filtration process to remove excess liquid. After filtration, the copper concentration is about 30%.
Figure 2. Generic representation of the initital stage of the froth flotation process.
Figure 3. Hydrophobic copper molecules attach to air bubbles creating a concentrated froth at the top of the tank.
Why the right control valve in froth flotation matters
As previously noted, the copper content in the slurry stage entering the froth flotation cells ranges from approximately 0.5 – 2%. Given the substantial volume of slurry, maintaining continuous operation of the froth flotation cells with minimised downtime and optimal control is essential for maximising copper output. Control valves help the process stay at set point, allowing for appropriate reagent and water concentration that play an integral part in copper recovery.
Control valves installed for feeding media into froth flotation cells operate under severe conditions that can significantly reduce their lifespan. Consequently, it is essential to implement a solution capable of effectively controlling and mitigating process damage to prolong the operational life of these valves. A common solution that works well is the Masoneilan™ 35002 Series Camflex™ Rotary Control Valve. With decades-long proven field performance, the Camflex is the first eccentric plug valve that has shown its resilience to corrosive media,
entrained erosive particles, and has provided long run-times in between maintenance cycles. It maintains precise control and tight shut off by virtue of its design. It is important to understand why the eccentric plug valve works well and which features need to be utilised for the best results. The following key features illustrate the exceptional durability and performance of the valve.
Visit hexagon.com/mining
Mine safety is about more than technology. Change management and data insights are crucial, too. Hexagon integrates collision avoidance, operator alertness and vehicle intervention systems with OEM-agnostic solutions that adapt to mixed fleets and diverse sites. Partner with Hexagon to improve safety without sacrificing productivity.
Figure 4. Camflex™ guide bushings are protected and slurry package seal rings prevent build-up.
The fluid can flow bidirectionally depending upon the challenge from erosion, scaling, or corrosion.
Many castable materials can be selected to prevent potential corrosive damage to the valve.
The design has a straight through flow path, so the fluid does not impinge on the body wall and flows directly through the valve without a tortuous path, decreasing erosive effects from entrained particles.
The valve has a simple design with a plug, seat, and seat retainer, with a simple change of the seat ring (up to 6 in.) the CV can be changed to obtain better control.
Slurry bushings are placed outside the flow path, effectively isolating the process media to prevent
buildup or migration that could lead to valve sticking during throttling.
The plug is double offset from the valve body, meaning when the plug opens it immediately moves away from the seat to prevent any wire draw or high velocity wear from close tolerances with the seat.
The double offset plug also ensures the plug only contacts the seat when closing and flexing slightly, but firmly into the seat for consistent tight shut-off.
The valve has a splined connection and is directly connected to the actuator and positioned (without sloppy linkages) for tight control and immediate feedback of position.
Conclusion
Selecting the right control valve with the right features at this stage of copper production is crucial for maintaining operational efficiency and cost-effectiveness. Enhanced uninterrupted run time reduces the processing duration for large volumes of slurry from the mine. Improved control ensures that the separation phase within the froth flotation cells yields a higher copper output. While this is not the final stage of copper purification, it is critical in ensuring optimal production levels.
References
1. VENDITTI, B., 'Which countries produce the most copper?', World Economic Forum, (13 March 2025), https://www.weforum. org/stories/2022/12/which-countries-produce-the-most-copper/
Global Mining Review Online
Figure 5. Double offset means no contact with seat while throttling. Seat only contacts in open and closed positions.
Figure 1. Voice-based warnings reduce alarm fatigue when advanced sensors and algorithms detect other vehicles and hazards on the mining site.
Mitch Tanzer and Henro van Wyk, Wabtec Digital Mine, Australia, highlight how new collision avoidance systems are setting a high bar for safety and efficiency.
Modern mine sites are complex, high-risk environments where multiple large-scale vehicles interact –especially in confined areas like loading zones and dump sites. While the size of this equipment is appropriate for the scale of the job, it does contribute to making an active mining site among the world’s most dangerous work environments. Furthermore, reduced visibility from dust, rain, and fog coupled with human factors – such as fatigue or miscommunication – can significantly elevate collision risk.
Fortunately, ongoing innovation, increased oversight, and more deliberate planning are reducing the industrial risk at mining sites. Yet there remains room for improvement, and it remains an area of focus for the industry.
Understanding risks at mining sites are still too high, Wabtec’s Digital Mine team has doubled down on safety innovation across its mining solutions portfolio. The team knows every day on an active mining site comes with risk – that is a constant. Wabtec keeps its focus on minimising those risks, continuously improving the capabilities and usability of its solutions while integrating them tightly with the broader mission of the industry’s governing bodies, such as EMERST, and the safety and productivity goals of its customers.
Enter Generation 3 Collision Avoidance System
The company recently unveiled its next-generation collision avoidance system (CAS) purpose-built to aid customers, and the mining industry on their ‘zero harm’ journey. Wabtec’s Generation 3 Collision Avoidance System (Gen 3 CAS) offers a proven solution for the mining industry. Developed with operators in mind and engineered to meet the safety and productivity goals of today’s most forward-thinking mining operations, the Gen 3 CAS is deployed at some of the world’s largest, most productive mine sites.
Safety is a journey, and Wabtec’s goal – and that of the entire mining industry – is ultimately reaching ‘zero harm’. The Gen 3 CAS represents the next big stage in this journey, and has the potential to continue to keep people safe, while also making them more productive and their companies more profitable.
Wabtec’s Gen 3 CAS is the latest solution on the market. It is designed to be agnostic across equipment suppliers and compatible with all machine types, providing flexibility for installations across a mining company’s diverse operations. The Gen 3 CAS focus shifts from traditional proximity detection to ensure performance and productivity are optimised.
The technology incorporates a brand new, cleaner, simpler user interface with context-based voice alerts that have been built using the latest human factor design. It replaces ‘beeps-and-buzzer’ analogue technology with sophisticated discreet, directional, and audible warnings. This interface enables operators to work without distraction and respond instantaneously to audible alerts.
The Gen 3 CAS builds on the success of the previous Wabtec systems, which have been used by mining companies worldwide for more than two decades. The team worked to deliver a true collision avoidance system that is not only more advanced, but also more user-friendly and intuitive. The result is multiple sites equipped with the Generation 3 CAS, redefining the meaning of collision avoidance in mining.
Analytics from Gen 3 CAS also help identify unsafe operator behaviour and anticipate high-risk situations. This empowers mine sites to make data-driven decisions that directly improve both safety, efficiency, and productivity.
The cost of safety and inaction
Implementing a Gen 3 CAS requires a significant upfront investment, but the long-term benefits far outweigh the costs. CAS can mitigate expenses related to safety violations, injuries, work stoppages, administrative time, training costs for replacement workers, lost productivity, insurance premiums, and equipment damage. A strong safety record enhances a company’s reputation and contributes to a more productive work environment.
A holistic approach is required to implement CAS
Technology alone is not the answer. It can certainly help put customers and their people in more control of their safety situation, but it must fit into a broader ‘safety first’ framework at a company.
Any effective collision avoidance initiative is more than just deploying a system. It requires a comprehensive approach focused on three critical pillars:
Advanced technology
Voice alerts, instant heading on take-off, and curved beam detection reduce nuisance alarms and improves accuracy.
Real-time health diagnostics and fault reporting support proactive maintenance.
Operational best practices
Success depends on robust change management, clear maintenance plans, and ongoing training programmes that foster a safety-first culture.
Human-centred design
The interface is intuitive, using simple graphics and context-aware voice alerts that allow operators to respond confidently and quickly.
Smart selection and implementation
Key considerations to ensure effective CAS deployment that mining operators should, at minimum, consider:
Baseline control maturity: Assess EMESRT Levels 1 – 6 prior to deployment.
System integration: Ensure CAS supports Levels 7 – 9 (awareness, advisory, intervention) and works alongside existing mine site controls.
Structured implementation: Invest in thorough project planning, stakeholder engagement, and tailored training for both operators and maintenance teams.
Scalability and maintenance: Choose a system that evolves with your operational needs.
The bottom line
For mining operators looking at CAS and other systems to improve safety and productivity, it is important to note that while technology is a critical component of collision avoidance, it is not a ‘silver bullet.’ Successful implementation requires a holistic approach that integrates technology with people, processes, and existing controls. Continuous monitoring, maintenance, and optimisation are also essential to ensure long-term effectiveness and operator trust in these systems.
Figure 2. Wabtec’s Gen 3 CAS is designed to equipment supplier agnostic and compatible with all machine types.
Figure 3. Gen 3 CAS improves efficiency and production, while supporting zero-harm objectives.
Figure 4. Smarter technology embedded in everyday operations reduces accidents, injuries, and damage to equipment and facilities.
Tyler Calvert, Regal Rexnord, USA, considers how technology is driving mining safety and uptime.
The mining industry remains a field that is notoriously unforgiving. From harsh environments to rigorous demands on the crew and machinery, this environment is full of inherent risks.
Mitigating these risks should be at the forefront of every operator’s mind, and there are plenty of options to find the best solutions for an operation. Technical innovations like soft braking systems and modern advancements in monitoring software have made safety around critical processing and transportation equipment easier than ever to implement. These systems work together not only to enhance safety on the jobsite, but also to boost productivity and decrease unplanned downtime.
Soft braking evolution in the industry
Over the years, the constant strive for improvement in operational safety has led to some interesting technological
advancements. One notable example is the introduction of controlled braking into the conveying technology on these mining sites. These systems helped modulate and control the torque spikes to enhance safety and extend the lifetime of the systems impacted by these heavy loads.
This implementation started to expand across the industry, and notable companies like Svendborg Brakes further developed this idea, moving towards more ways to monitor and customise these safety options.
Advancements in PID-type control with the hopes of giving operators even more control over low-torque, low-volume, and places where optimising oil flow were important leading to a steep decline in catastrophic brake failures.
Smart monitoring systems
With advanced mechanical upgrades in the field comes technology to complement it. The inclusion of smart systems on a mining operation, while being a great benefit to safety, also provides an opportunity to incorporate several monitoring systems to further increase efficiency and uptime while on the site.
One of these systems relates back to Svendborg’s SOBO iQ, which allows operators the ability to see real-time feedback from their machinery. There are similarities with other monitoring systems, but among all the differences, the opportunity to diagnose and prevent unplanned downtime remains at the height of this technology’s focus.
Specific use cases could include monitoring a braking systems’ function and pressure during operation. By analysing the pressure curves and readouts, the opportunity to catch any irregularities is heavily increased. By noticing spikes or pressure differences across consistent monitoring, an operation can plan downtime to repair or inspect these systems, which may have escalated to failure and longer downtime (or worse) if they went unnoticed.
This is just one of the many ways to utilise this kind of technology. Monitoring systems and the teams behind them can create customised services that can measure many kinds of technical data specific to an operation.
By having the freedom and opportunity to tailor what is monitored based on a multitude of factors, an operation can ensure that not only is the machinery itself in good hands, but proactive measures are also being taken to ensure the longevity and productivity of these operations.
Security at the forefront of innovation
Mining operations constantly measure and store personalised sensitive data. By incorporating outside monitoring, the concern of having an operation's sensitive information stolen is not unreasonable.
However, many monitoring systems, like SOBO iQ, for example, are NIS2 compliant and work with your operation to ensure the safe and secure transfer of real-time data. Working together with teams of specialists off-site helps a team focus on the crucial operation of machinery, while off-loading stressful data analysis to teams with years of experience identifying and diagnosing irregularities in the data.
The mechanical benefits of the systems are clear, and having a control system that gets real-time customised
Figure 2. Smart braking systems can include brakes, hydraulic power units, and controls.
Figure 3. Universal control case.
Figure 1. Technical innovations like soft braking systems and modern advancements in monitoring software have made safety around critical processing and transportation equipment easier than ever to implement in mining applications.
Figure 4. These charts show feedback from monitoring of processes. The black line indicates expected behaviour; the red line indicates a hypothetical failure. A trusted partner can read reports to interpret actual behaviour and diagnose system problems.
feedback only adds to its benefit. By working with trusted experts, mining operators can gain valuable insights from their monitoring systems, enhancing uptime and operational efficiency. The system’s ability to provide detailed data and predictive maintenance ensures that operators can confidently manage their equipment and maintain safety standards.
Strive to improve
As the world pushes forward, so can mining operations. By staying on top of recent technical and mechanical
improvements, an operation will always be at the forefront of safety innovation. The more that operations can adapt to moving forward, the greater the odds of favourable personnel and business risk-mitigation outcomes.
When it comes to systems that can prevent catastrophes and unplanned downtime, no shortcuts should be taken. By ensuring an operation has the most updated safety features alongside monitoring software that can analyse data and catch even the smallest irregularities, it can lead the way in providing the best working conditions for those at an operation.
Jacob Peterson, NanoNord, Denmark, studies the emerging role of nuclear magnetic resonance in real-time quality control for lithium brine extraction.
The global surge in lithium demand, driven primarily by the exponential growth of electric vehicles and renewable energy storage, has intensified the focus on efficient and sustainable lithium extraction methods.
Direct lithium extraction (DLE) processes, increasingly employed in mining operations, rely heavily on real-time analytical techniques to optimise yield and purity.
Nuclear magnetic resonance (NMR) relaxometry is emerging as a critical solution, offering precise, reagent-free analysis ideally suited to modern lithium extraction operations.
Current challenges in lithium brine extraction
Lithium extraction from brine poses numerous challenges, primarily due to the complexity and variability of brine chemistry. High salinity, interfering ions like magnesium and calcium, and the need for rapid decision-making amplify the difficulty of achieving consistent lithium purity and yield. In traditional evaporation pond methods, the lithium yield is often limited by slow precipitation rates and the co-extraction of unwanted salts, which requires precise monitoring
and control. DLE, while more efficient, demands tight process control and robust data on ion concentrations throughout each process stage.
Traditional analytical methods, such as titration and ion-selective electrodes, are increasingly inadequate in this context. These techniques offer limited ion specificity, high reagent use, and delayed results that hinder real-time process control. Moreover, sample preparation, manual calibration, and susceptibility to matrix interference can further compromise their utility in harsh or variable mining environments.
Overview of existing analytical techniques
Traditional analytical methods for lithium brine extraction include spectroscopy, inductively coupled plasma mass spectrometry (ICP-MS), titration, and ion-selective electrodes. While spectroscopy and ICP-MS provide accurate results, they typically require significant sample preparation, expert operation, and costly equipment, limiting their real-time and on site applicability. Titration and ion-selective electrodes, although simpler, are subject to interference from
complex matrices, leading to frequent recalibration and compromised reliability, especially in the demanding environments typical of mining operations.
In many cases, these techniques are limited to laboratory settings, requiring batch sampling and transport of samples away from the extraction site. This introduces delays of hours or even days between sampling and actionable data. Such delays can lead to suboptimal dosing, yield loss, or regulatory compliance issues. In contrast, there is a growing demand for measurement techniques that can be performed in-line or at-line, within minutes, and without the need for extensive preprocessing.
NMR relaxometry:
Fundamental principles
NMR relaxometry (TD-NMR) measures the relaxation times (T₁ and T₂) of hydrogen nuclei within a magnetic field, typically focusing on water protons in the sample. The presence of specific ions influences these relaxation times distinctively, enabling quantitative analysis of lithium and associated ions such as sodium, magnesium, and calcium.
Many of these ions are paramagnetic and shorten the relaxation times of surrounding water molecules in characteristic ways. This allows indirect detection based on well-calibrated standards.
Unlike spectroscopy, TD-NMR provides rapid, non-destructive measurements. This makes it ideally suited for in-line or at-line analysis. The measurement process is physical rather than chemical, meaning the same device can be used across a variety of matrices (from high-salinity brines to hydrocarbon-contaminated samples) without needing consumables or special conditioning procedures.
Operational advantages of NMR relaxometry in mining
Real-time analysis: Instantaneous results allow immediate process adjustments. In DLE operations, this enables better control of elution, adsorption, and polishing steps, preventing over-extraction or under-utilisation.
Ion-specific accuracy: Precise differentiation of lithium from other interfering ions ensures high-quality output,
1. Lithium concentration measured by TD-NMR during a continuous in-line trial using a known lithium brine (310 mg/l). The blue line represents the measured concentration over time, while blue dots indicate the timestamp of each measurement (the right y-axis is the time between publication, subtracted by 40 sec. used for sample change). After an initial stabilisation period, the sensor consistently tracked the expected concentration with a standard deviation of around 7 mg/l (3.5% RSD), demonstrating strong repeatability in a real-time, reagent-free setup.
Table 1. Comparative performance of analytical methods in lithium extraction workflows.
Figure
even in complex brine matrices that would confuse traditional sensors.
Environmental sustainability: Elimination of hazardous reagents and waste simplifies compliance and reduces environmental impact.
Robustness: Effective even in harsh environmental conditions, including extreme temperatures and complex chemical matrices, NMR devices can be built to withstand rugged industrial environments, with IP-rated enclosures and remote data integration.
These advantages facilitate a streamlined extraction process, reducing operational costs, enhancing efficiency, and significantly improving the sustainability profile of mining operations. By enabling continuous monitoring, TD-NMR also supports more control and data-driven optimisation, key enablers of modern, low-impact mining.
Industry application: DLE
In the context of DLE, TD-NMR’s real-time analytical capabilities allow for continuous monitoring and precise control of lithium concentrations within extraction operations. Operators can immediately identify deviations in lithium concentration, quickly adjusting extraction parameters to maximise yield and purity. This capability substantially improves operational efficiency and reduces waste and downtime, directly addressing some of the most pressing challenges facing modern lithium mining operations.
DLE technologies, such as solvent extraction, ion-exchange, and adsorption-based methods, depend on fine-tuned chemical balances. Without accurate and timely measurements of lithium, sodium, and magnesium levels, these processes can suffer from reduced recovery rates or contamination. TD-NMR allows producers to track these ions continuously during processing, enabling advanced process control strategies, and delivering a higher return on feedstock.
In one illustrative scenario, a producer operating in a high-magnesium brine environment used TD-NMR to continuously monitor Mg:Li ratios in real time. This allowed them to dynamically adjust their selective extraction chemistry and maintain lithium purity above 99.5%, while reducing reagent consumption by 20%.
Implementation considerations
Adopting TD-NMR technology in lithium mining requires considering factors such as integration with existing operational control systems (SCADA, PLC), ease of training for operators, and the maintenance requirements of the equipment. TD-NMR systems are typically low-maintenance, with no moving parts or consumables, reducing downtime and operating costs. Additionally, initial capital investment is offset by long-term savings on reagents, waste disposal, and enhanced process efficiency, translating into rapid return on investment.
Most TD-NMR systems can be installed with minimal retrofitting and are compatible with standard industrial
enclosures. Training requirements are modest; technicians can be upskilled in just a few hours to perform basic operations, system checks, and data interpretation.
Performance comparison of analytical methods in lithium brine extraction
The following table provides a comparative overview of the leading analytical techniques commonly used in lithium brine operations. It highlights why TD-NMR is particularly well-suited to modern process environments demanding speed, accuracy, and robustness.
Case study: In-line NMR enables smarter lithium brine control in South America
These benefits have already been demonstrated in field conditions. At a South American lithium operation extracting lithium from salar brines, operators implemented TD-NMR to improve process monitoring. Previously reliant on batch titration and off-site lab results, the site experienced 12 – 24-hr data delays, contributing to inconsistent lithium yields and elevated sodium contamination.
Following TD-NMR deployment, technicians gained instant access to online data on lithium, sodium, and magnesium concentration directly from inline sample loops. This enabled them to adjust adsorbent regeneration timing more precisely and reduce eluent overuse. The result
was a 15% improvement in lithium recovery and a significant drop in reagent consumption within the first three months of operation.
A known lithium brine with a concentration of 310 ppm (mg/l) was used in an in-line, online test setup during the implementation’s trial period. As shown in Figure 1, the TD-NMR sensor consistently tracked the lithium concentration with a standard deviation of approximately 7 mg/l, corresponding to a relative standard deviation (RSD) of 3.5%. These results demonstrate that TD-NMR is a viable, real-time, in-line process control tool in lithium brine environments.
Future outlook
As lithium mining continues to evolve, the role of advanced analytical technologies such as TD-NMR is expected to expand. Broader adoption will likely lead to further innovation in automation, precision, and environmental sustainability across the mining industry. TD-NMR is particularly well suited for integration into digital mining platforms and Industry 4.0 initiatives, where data-driven decision-making is prioritised.
In the near future, real-time NMR could also contribute to broader resource recovery initiatives, such as simultaneous tracking of secondary elements like boron or potassium in brine mixtures. As instrumentation improves and calibration libraries expand, the versatility of TD-NMR will continue to grow, opening new possibilities for intelligent, adaptive process control.
Dry Bulk Magazine Online
how they manage equipment, improve safety, and protect the bottom line.
The global mining industry has always operated under challenging conditions, with reliability and safety taking centre stage. Mining equipment must withstand extreme environments, handle heavy loads, and function continuously to meet production demands. However, margins in
operations could afford to take a ‘wait and see’ approach. When equipment broke, the team would stop operations and fix whatever was wrong.
However, over the last decade or two, those high margins have steadily declined as global competition became much stiffer. Nearly every company began to feel pricing pressure from competition, and suddenly,
every minute of downtime was tremendously costly. To meet these new challenges, many mining operations needed to find a new way to operate to ensure they could stay profitable. In most cases, that meant finding ways to keep running without spending too much money.
In addition, removing ore has become increasingly difficult. Operations have been forced to expand to sites that are more remote, and mining equipment is working deeper than ever. Every element of mining has become more complex and more costly. If a site is remote, technicians may need to travel hundreds of miles to check on equipment. Logistics also become more complex, as it is nearly impossible – or at least, extremely costly – to quickly ship parts to the most remote locations.
Figure 1. Advanced machinery health software, like Emerson’s AMS Machine Works, seamlessly integrated with wireless, online, and portable condition monitoring equipment, empowers reliability teams with intuitive diagnostics and deep analysis tools – streamlining decision-making and keeping operations running safely and efficiently.
Figure 2.Built-for-purpose, rugged wireless vibration sensors, such as Emerson’s AMS Wireless Vibration Monitor, help mining teams monitor the health of critical equipment, including large-scale conveying systems, enabling predictive maintenance even in the harshest and most remote environments.
A real-world example
For one South American mine, ore extraction takes place over 40 miles away from where it is processed. Transportation is performed by an extremely long conveyor that continuously moves tonnes of ore across those 40 miles.
The conveyor operates across a hot, dry, dirty environment. Everything about its operation is ripe for potential failure. If the conveyor fails, operations on both ends must stop, as there is no way to transport that much ore via truck in a timely manner.
A change in approach
As mining organisations investigate ways to reduce costs, one of the most obvious places to close the gap is in maintenance because for most mines, upwards of 50% of operational costs are directly related to maintenance. Moreover, of the remaining 50%, another 30% can easily come from energy consumption, which is related to maintenance because rotating and mobile equipment in good condition uses less energy, especially when shutdowns and startups related to unplanned downtime are reduced. The savings can be significant; a SAG mill can consume an average 30 – 50% of the total energy used in a mineral processing plant, ball mills can consume 10 – 25%, and crushers and pumps can consume 5 – 15% of energy on average. As a result, equipment reliability has gained immediate attention as a place where efficiency is paramount.
Ultimately, mine operators now understand that they need ways to anticipate equipment failures, both to intervene early and reduce overall cost of repair, and to eliminate unplanned outages that can cost hundreds of thousands or millions of dollars per day. To achieve these objectives, vibration sensors and monitoring systems have become indispensable. These technologies enable predictive maintenance, which can be used to reduce downtime, ensure safety, and increase operating efficiency of equipment – revolutionising how mines manage their equipment and assets.
The role of vibration sensors
Vibration sensors play a critical role in detecting anomalies in both rotating and mobile equipment, both of which are central to mining operations. By implementing vibration monitoring on mining equipment, both operations and reliability teams can gain greater insights into how equipment is performing, and gain access to early detection strategies that let them intervene – by adjusting operating practices, performing repairs, or both – well before poor performance turns into equipment failure.
Vibration sensors provide critical predictive maintenance for rotating equipment. Mining machinery –such as crushers, mills, conveyors, pumps, and motors – faces wear and tear during operations. Vibration sensors detect early signs of malfunction, allowing planned repairs to avoid costly breakdowns.
In addition, monitoring vibration also provides health monitoring for mobile equipment. Haul trucks, excavators, shovels, and loaders are vital to mining operations.
Vibration monitoring ensures these vehicles remain operational, optimising performance, extending their lifespan, eliminating unplanned failures, and decreasing energy use (see Figure 1).
One of the most critical elements of vibration monitoring is impact detection. While all vibration provides insight into asset health, impacting is a much better indicator of overall asset health than most. Impacting cuts through the complexity of vibration analysis to provide a simple, reliable indication of equipment health via a single trend. Using that trend, technicians can quickly identify the most common failures in rotating machinery, while helping ensure operations stay within safe thresholds to prevent structural or mechanical failures.
Vibration detection also helps reduce the safety risk inherent in reliability activities. Nearly 70% of the accidents in mining environments happen during human/machine interactions. Vibration sensors help mitigate these risks by identifying hazardous conditions early and reducing technician time in the mine area.
Wireless vibration monitoring changes the game
Wireless vibration monitoring has revolutionised mining by eliminating the need for cabling. This innovation offers numerous benefits.
First and foremost, wireless vibration sensors provide remote monitoring at a reasonable cost. Operators can track equipment performance from a centralised control room or via mobile devices. This capability not only streamlines oversight, it also dramatically reduces safety risk by allowing the collection of data without needing human interaction with moving equipment.
Moreover, wireless vibration sensors offer cost-effective maintenance. Early detection of faults reduces the need for emergency repairs, cuts down on spare parts inventory, and minimises unplanned downtime.
Wireless sensors also offer nearly endless scalability. The best wireless vibration monitors are easy to deploy and can be installed in minutes by a site’s own technicians. Fast installation makes it possible to quickly deploy remote monitoring across entire fleets of rotating machinery, putting comprehensive monitoring in the hands of technicians, wherever they may be (see Figure 2).
The best wireless vibration monitors also offer additional tools that translate raw data into actionable information. In fit-for-purpose modern sensors, AI-powered algorithms analyse vibration data, providing insights to help predict failures and optimise asset utilisation.
Predictive maintenance with vibration sensors
Predictive maintenance using vibration sensors offers a data-driven approach to enhance operational efficiency. Using the data from
vibration sensors, reliability teams can more easily minimise downtime, identifying potential issues early to prevent unexpected equipment breakdowns.
A constant stream of data from online sensors also makes it easy to optimise maintenance schedules. Vibration data comes in at a regular cadence, so there is no worry that data collection will be missed because critical personnel are offsite or busy with more pressing tasks. In addition, vibration data, and the associated analysis offered by sensing equipment, helps teams prioritise maintenance tasks, ensuring resources are allocated efficiently.
Because equipment that runs to failure typically experiences excessive damage and additional wear –especially in the case of a catastrophic failure – monitoring vibration can be an essential strategy to extending equipment lifespan. As potential failures are caught early, they can be remedied before they cause additional wear and tear, lengthening the life of critical machinery.
Most importantly, addressing issues early reduces the risk of accidents caused by equipment failure. As the number of unplanned failure incidents go down, safety levels typically increase.
In the South American mine example offered above, many of these benefits became the new reality for operations. As the reliability team implemented wireless vibration monitoring across the over 40-mile conveyor, they instantly saw results. First and foremost, the team
saved time. Technicians no longer needed to drive the length of the conveyor, stopping every couple of miles to perform manual checks. Moreover, because the team did not have to manually interact with the moving conveyor to take readings, technicians were safer.
In addition, easy-to-understand conveyor health information came into the maintenance office at a regular cadence, not only ensuring the team had continuous visibility into the health of the conveyor, but also eliminating the time necessary for analysing raw data. Technicians could spend their time on higher-value tasks than collecting data, and analysts could spend their time and energy on other, more complex problems.
Challenges and future outlook
While vibration monitoring offers immense benefits for mining operations, several challenges remain. Harsh conditions require sensors that are robust enough to withstand the high temperatures, dust, and impacts typical of mining environments.
Data integration is another key area that requires focus when implementing vibration monitoring solutions. The more sensors a site has, the more data it must manage. Seamlessly combining data from stationary and mobile assets is complex but critical for unified monitoring systems.
Cybersecurity is also an increasing area of concern. Wireless monitoring systems must be secured to prevent data breaches and ensure reliable, safe operation.
Many of these issues can be solved by working closely with a trusted automation partner with deep expertise in the mining industry. An experienced automation solutions provider can help perform the initial assessments necessary to build a more successful vibration monitoring roadmap to navigate challenges. Additionally, advances in IoT, machine learning, and cloud computing are poised to address these challenges. Recent developments – such as AI-driven diagnostics, enhanced sensor durability, and automated failure prediction – will further transform mining operations, improving efficiency and sustainability.
Drive competitive advantage
Vibration sensors and monitoring systems are transforming the global mining industry. By improving the reliability of rotating and mobile equipment, organisations enhance operational efficiency, reduce costs, and bolster safety. With the continuous advancement of wireless vibration technologies, the industry is moving toward a future of predictive, connected, and efficient maintenance practices. As technological advancements continue to emerge, mining companies that invest in cutting-edge vibration monitoring solutions will secure a competitive edge, driving sustainability and profitability, while simultaneously ensuring mines remain productive, safe, and available in the face of growing demand.
Advert Index
Subscribe online at: www.worldcoal.com/subscribe
The new ENDURON® Elite banana screens for hard rock mining. Increased throughput, superior efficiency.
Available in a range of sizes with the largest weighing in at close to 50 tonnes and a deck measuring 4.3m x 8.5m. Powered by Weir’s new patent-pending ETX exciters, providing an energy-efficient operation with just two exciters.
ENDURON® Elite banana screens deliver significant advantages in efficiency, lowering energy consumption, as well as simplified maintenance requirements, ensuring minimal downtime. www.global.weir/ENDURON-Elite