


www.kyocera-sgstool.co.uk


www.kyocera-sgstool.co.uk
The Z-Carb HPR 7 Flute roughing end mills are the number one choice for achieving high material removal rates (MRR) on lower powered machines and unstable applications.
TOOL DIAMETERS
available in 6, 8, 10, 12 & 16mm

CUT LENGTHS
3xD and 4xD
CORNER RADIUS available as standard

AVAILABLE IN TWO OPTIMISED COATINGS (TX and TH) for superior performance

Coating
NEW STYLE CHIP BREAKER NOTCHES to reduce load and provide a more stable chip evacuation TX Coating
IDEAL FOR:
• High speed roughing (profiling, trochoidal, dynamic) machining of titanium, Inconel, stainless steels and steels
• Lower powered machines
• Components with lower clamping / workholding



Recommended for:
• High Temp Alloys
• Inconel
• Stainless Steels TX

Profiling Titanium
Tool size 16mm 3xD
Speed (rpm) 1790
Feed (mm/min) 1980
Surface speed 90
Fz 0.158
Ae 1.6 mm
Ap 30 mm

Recommended for:
• Titanium
• Carbon Steels
• Hardened Steels TH
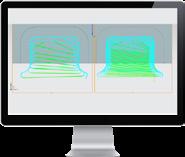
Standard endmill 2 Level 30% Ae Z-CARB 7 1 level 8% Ae
MRR 31.6 cm3 75.3 cm3
TIME 2:30 1:14
Single level milling strategy delivers over 50% cycle time reduction!


6,0 18,0 3xD 57,0 0.5
8,0 24,0 3xD 63,0 0.5
10,0 30,0 3xD 72,0 0.5
12,0 36,0 3xD 84,0 0.5
12,0 36,0 3xD 84,0 1,0
12,0 36,0 3xD 84,0 2,0
12,0 36,0 3xD 84,0 3,0
12,0 36,0 3xD 84,0 4,0
12,0 48,0 4xD 100,0 0.5
12,0 48,0 4xD 100,0 1,0
12,0 48,0 4xD 100,0 2,0
12,0 48,0 4xD 100,0 3,0
12,0 48,0 4xD 100,0 4,0
16,0 48,0 3xD 100,0 1,0
16,0 48,0 3xD 100,0 2,0
16,0 48,0 3xD 100,0 3,0
16,0 48,0 3xD 100,0 4,0
16,0 64,0 4xD 115,0 1,0
16,0 64,0 4xD 115,0 2,0
16,0 64,0 4xD 115,0 3,0
16,0 64,0 4xD 115,0 4,0
FS00101
FS00102
FS00103
FS00104
FS00105
FS00106
FS00107
FS00108
FS00109
FS00110
FS00111
FS00112
FS00113
FS00114
FS00115
FS00116
FS00117
FS00118
FS00119
FS00120
FS00121
FS00122
FS00123
FS00124
FS00125
FS00126
FS00127
FS00128
FS00129
FS00130
FS00131
FS00132
FS00133
FS00134
FS00135
FS00136
FS00137
FS00138
FS00139
FS00140
FS00141
FS00142
DIAMETER
= -0.010/ -0.050
= h 6 RE = +/-0.030
>10–25 DIAMETER
= -0.010/ -0.050 DCON = h 6 RE = +/-0.030
STEELS STAINLESS STEELS CAST IRON
Alloy Steel
4140, 4150, 4320, 5120, 5150, 8630, 86L20, 50100
Stainless Steel (PH) 13-8 PH,15- 5PH, 17-4 PH, Custom 450 < 325
Titanium Base Alloy Pure Titanium, Ti6Al4V, Ti6Al2Sn4Zr2Mo, Ti4Al4Mo2Sn0.5Si
High Temperature Alloy Hastelloy, Incoloy, Inconel, Rene, Waspalloy
Cutting data is based on a controlled radial engagement not to exceed the stated level. If the tool path used exceeds this then the data needs to be reduced accordingly. Recommend reduction in feedrate for 4xD tools of 25%. Maximum recommended engagement on the 4xD tools is 5%.










