
International Research Journal of Engineering and Technology (IRJET) e-ISSN:2395-0056
Volume: 11 Issue: 05 | May 2024 www.irjet.net p-ISSN:2395-0072
International Research Journal of Engineering and Technology (IRJET) e-ISSN:2395-0056
Volume: 11 Issue: 05 | May 2024 www.irjet.net p-ISSN:2395-0072
Shubham Bhimrao Bangar
ABSTRACT:
ThisreviewarticlepresentsthecomprehensivestudyanddemonstrationofDirectCurrentElectrochemicalMachining(DC ECM), elucidating its principles, components, operation, electrode preparation, machining process, parameter optimization, applications, safety considerations, and key takeaways. DC ECM employs electrochemical processes to selectivelydissolveworkpiecematerialssubmergedinanelectrolyte,facilitatedbyanodicdissolutionandmaterialremoval through electrolysis. Key components of a DC ECM machine, including the power supply unit, electrolyte circulation system,work-holdingmechanism,andelectrodeassembly,aredetailed.
Thepaperprovidesastep-by-stepdemonstrationofDCECMoperation,encompassingloadingoftheworkpiece,electrolyte selection, machining parameter adjustment, electrode preparation, and live machining process observation. Factors influencingmachiningperformance,suchasvoltage,currentdensity,electrolyteconcentration,andfeedrate,areanalyzed for parameter optimization. Real-world applications in aerospace, automotive, and medical device manufacturing underscoreDCECM'sadvantagesinmachiningcomplexanddifficult-to-machinematerials.
Safety protocols for handling electrolytes, protective equipment usage, and electric shock hazard prevention are emphasized. The study concludes by highlighting the valuable insights gained into DC ECM's role in modern manufacturing,itsprecisionmachiningcapabilities,andtheimportanceofadherencetosafetyprotocols.
1.INTRODUCTION:
ECMisa machiningprepare inwhich electrochemical handleisutilizedto evacuate materials from the workpiece.Inthe prepare, workpiece is taken as anode and device is taken as cathode.The two anodes workpiece and instrument is inundated in an electrolyte (such as NaCl). When the voltage is connected over the two terminals, the fabric evacuation from the workpiece begins. The workpiece and instrument is set very near to each other without touching. In ECM the fabricexpulsiontakesputatnuclearlevelsoitproducesareflectwrapupsurface.
1.1 Principle of Electrochemical Machining:
Electrochemical machining is a handle of a particular disintegration of the anodically connected work piece fabric submergedinanelectrolytetogetherwithananodicallyassociatedtool.
International Research Journal of Engineering and Technology (IRJET) e-ISSN:2395-0056
Volume: 11 Issue: 05 | May 2024 www.irjet.net p-ISSN:2395-0072
Principally electrochemical machining is comparable to Electropolishing where the work piecesurface unpleasantness diminishesduetothechangeoftheparticlesintoparticlesandtheirexpulsionfromthesurfaceasaresultofaentryofan electriccurrent.
Electrochemical machining is by and large inverse to electroplating where the metallic ions traveling through the electrolyte arrangement store on the surface of the cathodically associatedwork piece. The electrochemical responses happeningintheelectrochemicalmachiningprepareareastakesafter:
Attheanodethepressiotasundercoverintothepressparticles(cations):
Fe=Fe2++2e-
The electrons misplaced by the press particles travel to the cathode through the DC control supply. At the cathode the electrons respond with water atoms shaping vaporous Hydrogen andhydroxyl particles (anions) concurring to the reaction:
H2O+2e-=H2+2OH-
Thecationsandtheanionsrespondinthefluidarrangementandmakeinsolubleferroushydroxide:
Fe2++2OH-=Fe(OH)2
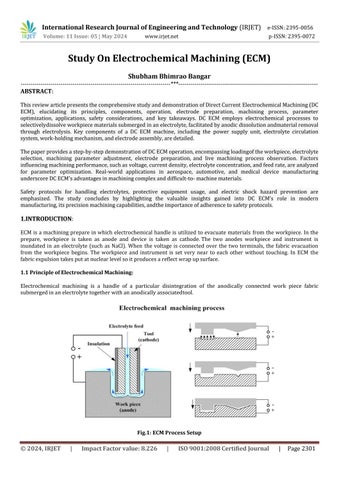
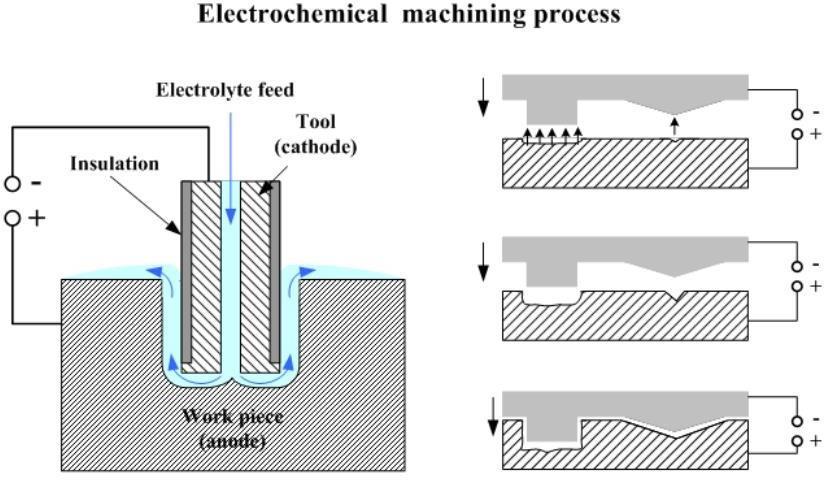
The insoluble hydroxide is taken absent by the streaming electrolyte and at that point it precipitates at the tank foot shaping the sludge. [1] The guideline plot of electrochemical handle is displayed in the figure below. The work piece is mountedinainstallationelectricallydisconnectedfromthetankandothermachineparts.Theworkpieceisassociatedto the positive terminal (anode) of the Power Supply. The device is associated to the negative terminal (cathode). The electrolyte is ceaselessly streaming through a gap in the device to the crevice between the workpiece and the apparatus surfaces. The device is moving towards the work piece at a consistent speed of around 0.05”/min (1.25 mm/min). The crevicebetweentheinstrumentandtheworkpieceiskeptsteady.Steadybehaviourofthehandleisaresultofacontrolof the control supply voltage. The last shape of the work piece shaped as a result of theelectrochemical machining prepare acclimatestheshapeofthetool.
To begin with, the workpiece is gathered in the installation and the instrument is brought near to the workpiece. The apparatusandworkpieceissubmergedinaappropriateelectrolyte.Afterthat,apotentialdistinctionisconnectedoverthe w/p(anode)anddevice(cathode).Theevacuationoffabricbegins.Thefabricisevacuatedinthesamemanneraswehave talked about over in the working principle. Instrument nourish framework propels the device towards the w/p and continuously keeps a required crevice in between them. The fabric from the w/p comes out as positive particles and combine with the particles display in the electrolyte and accelerates as slime. Hydrogen gas is freed at thecathodeamid themachininghandle.[2]
Sincetheseparationofthefabricfromthew/ptakesputatnuclearlevel,soitgivesgreatsurfacefinish.Theslimefromthe tankistakenoutandisolatedfromtheelectrolyte.Theelectrolyteafterfiltrationoncemoretransportedtothetankforthe ECMprocess.
1.3 Electrolytes utilized in electrochemical machining:
*Sodiumchloride(NaCl)attheconcentrationof20%-forferrousalloys(e.g.)Steelsandcastironsandcobaltalloys.
* Sodiumnitrate(NaNO3)-forferrousalloys.
* Hydrochloriccorrosive(HCl)-forNickelalloys.
* Ablendofsodiumchloride(NaCl)andsulfuriccorrosive(H2SO4)-fornickelalloys.
* Ablendof10%hydrofluoriccorrosive(HF),10%hydrochloriccorrosive(HCl),10% nitriccorrosive(HNO3)-forTitaniumalloys.
International Research Journal of Engineering and Technology (IRJET) e-ISSN:2395-0056
Volume: 11 Issue: 05 | May 2024 www.irjet.net p-ISSN:2395-0072
* Sodiumhydroxide(NaOH)-fortungstencarbide(WC).
1.4 Electrochemical machining equipment:
Anmechanicalelectrochemicalmachiningunitcomprisesofthetakingaftersystems:
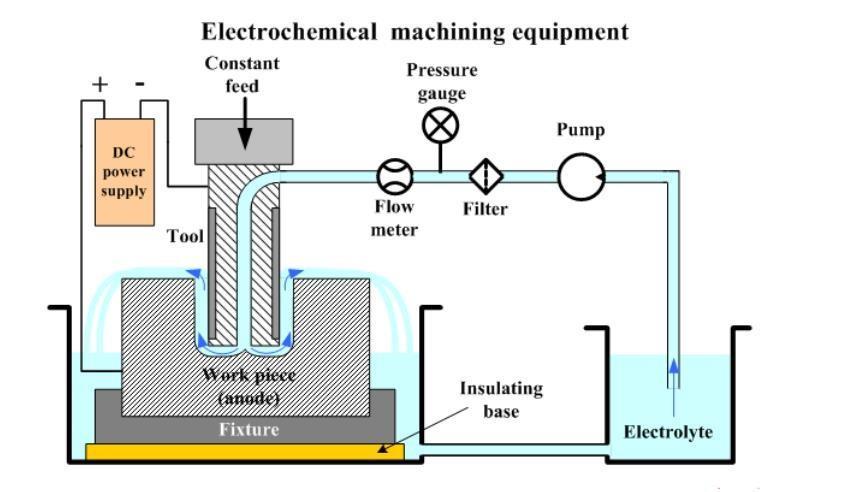
DC Control supply. The machining rate in electrochemical machining is proportional to theelectric current thickness. In arrange to accomplish tall values of the machining rate electrochemical machining is commonly performed at a high coordinatecurrentsurpassing1000A.Thevoltageoftheprepareis5-25V.[3]
Electrolyte circulation framework. The items of the electrochemical response should beevacuated from the crevice betweenthework pieceandthedevice. Accumulation oftheresponseitemscausesdiminish oftheprocess effectiveness and diminishment of the rate of machining. Hence the electrolyte flow speed ought to be tall. Commonly it is in the run 1,000-10,000ft/min(300-3,000m/min).Theelectrolyteisceaselesslysiftedinarrangetotrapthe precipitatedresponse items(sludge).[4]
Mechanical framework.Oneofthemostcriticalparametersofelectrochemicalmachiningiskeepingupasteadyvoltage level.Thisisachievedbythecontrol framework giving a development oftheapparatus ata constantspeed risetotothe directrate of machining.The handle in a unfalteringstateis performed ata steady (ordinarilyhole 0.004-0.016”/0.1-0.4 mm). A firm fixation of the work piece given by the installation, the table and the outline is also critical for steady operation of the framework at a consistent gap. Conventional machininghardware counting CNC machines may be modifiedforelectrochemicalmachiningprocess.
Control framework Electrical parameters of the handle, apparatus bolster speed and parameters of electrolyte circulationframeworkarecontrolledbythecontrolsystem,whichgivesteadyandproficientoperationoftheunit.
1.5 Applications of electrochemical machining:
* Machiningofdifficultmaterials.Thehandleparametersandthedevicelifetimedonotdependonthehardnessofthe work piece in this manner electrochemical machining is frequently utilized for machining difficult materials. Turbine edgesandriflebarrelsarecreatedbyelectrochemicalmachining.
* Creatinggapsandcavitieswhichcannotbegottenbyconventionalmachiningmethods.
International Research Journal of Engineering and Technology (IRJET) e-ISSN:2395-0056
Volume: 11 Issue: 05 | May 2024 www.irjet.net p-ISSN:2395-0072
* Kickthebucketsinking.Electrochemicalmachiningisfrequentlyutilizedasanelectivetothecavitysortelectricrelease machining(EDM).
* Creation of lean walled parts. Electrochemical machining does not produce surface push in the work piece hence indeedexceptionallydelicateandeasilydeformedmaterialsmaybemachinedinleanwalledshapes.
* Poundingofaworkpiecebyaturningwheel,whichperformsgrindingoperationthroughanelectrolyte.Thewheelis conductiveandcathodicallyconnected.Non-conductivedifficultparticlesaresetonthewheelsurface.Theparticlesgivea steadyholethroughwhichanelectrolyteiscontinuouslyfed.Difficultandfragilematerialsaregroundbythemethod.
1.6
* PreciseMachining
* Nocoordinatecontactbetweenapparatusandjob.
* Insignificantwearandtearofthetool.
* Environmentfriendlynowarmormechanicalpushisinitiatedonthetool.
* Thereisnocontactbetweenworkpieceandtheapparatussoit’sisconceivabletomachinenon-rigidandopenw/p.
* Occupationswithcomplexgeometricshapescanbemachinedwitheaseaccuratelyandrepeatedly.
* ECMisatimesaverwhencomparedtoordinarymachining.
* Amidboringafewgapscanbedoneatonce.
* Deburringcanbedoneindifficulttogettoareas.
* DelicateandfragilematerialswhichareinclinedtoharmcanbemachinedeasilyinECMwithoutbreakingorbreaking.
* Surfacewrapupupto25μincanbeachieved.
* Someofthetimethisprepareisexorbitantsincethesuppliesareexpensive.
* Persistentsupplyofelectrolyticarrangementismandatory.
* Consistentvoltageorpotentialdistinctionoughttobemaintained.
* Unbendingfixturingisrequiredtowithstoodthetallstreamrateofelectrolytes.
* Planning the instrument is difficult since it must be protects to keep up the perfect conducting ways towards the workpiece.
* Erosionfreefabricisrequiredforthestructureandtheelectrolytehandlingunit.
* Ifhydrogenisfreedattheinstrumentsurfaceatthatpointitisconceivabletoendurefromhydrogen-embittermentof thesurface.
* Thereisplausibilityofharmssinceofsparks.
* RoutinemachiningstrategiesdelivermoremovedforwardfatiguepropertiesthanECM.
Introduction to DC ECM: Give an outline of the electrochemical machining process, clarifying the standards of anodic disintegrationandfabricevacuationthroughelectrolysis.
Components of DC ECM Machine: Clarify the key components of a DC ECM machine, counting the control supply unit, electrolytecirculationframework,workholdingmechanism,andcathodeassembly.
Operation of DC ECM Machine: Illustrate the setup and operation of the DC ECM machine,counting the stacking of the workpiece,determinationofelectrolyte,andadjustmentofmachiningparameters.
International Research Journal of Engineering and Technology (IRJET) e-ISSN:2395-0056
Volume: 11 Issue: 05 | May 2024 www.irjet.net p-ISSN:2395-0072
Electrode Arrangement:Grandstandthearrangementofcathodes,countingshaping, profiling,andsurfacewrappingup toaccomplishthewantedmachiningcharacteristics.
Machining Handle:Conductaliveexhibitoftheelectrochemicalmachiningprocess,permittingmemberstowatchfabric evacuationandsurfacewrappingupinreal-time.
Parameter Optimization:Examinethecomponentsimpactingmachiningperformance,suchasvoltage,currentthickness, electrolyteconcentration,andnourish rate,anddemonstrate parameteroptimizationfor movedforward proficiency and quality.
Applications and Case Thinks about:Showcasesofreal-worldapplicationsofDCECMinbusinessessuchasaviation,car, and therapeutic device manufacturing, highlighting its pointsof interest in machining complex and difficult-to-machine materials.
Safety Contemplations:Emphasizesecurityconventionsamidthedemonstration,includingthetakingcareofelectrolytes, appropriateutilizeofdefensivegear,andprecautionsagainstelectricstunhazards.
2. Conclusion:
The consider and exhibit of DC ECM machines given members with valuable experiences into the electrochemical machining prepare and its applications. By combining hypothetical information with commonsense shows, members picked up a comprehensive understanding of DC ECM's part in present day fabricating and its potential formachining complexcomponentswithtallexactness.
[1] Pradeep Kumar P, “Investigation of Material Removal Rate in Electrochemical Process”International Journal of AppliedEngineeringandTechnologyISSN:2277-212X(Online)2014Vol.4(1)January-March,pp.68-71/Pradeep.
[2] Deepanshu Shrivastava, “Experimental Investigation of Machining Parameter in Electrochemical Machining” InternationalResearchJournalofEngineeringandTechnology(IRJET)Volume:02Issue:03June-2015.
[3] Ashish Kumar, P.S Rao, “Recent development in Electrochemical machining” International Journal of Technical InnovationinModernEngineeringandScience(IJTIMES)Volume:05Issue:04April-2019.
[4] Kayinat Nazir, Neeraj Kumar, “Performance Study of Electrochemical machining on MetalMatrix Components” UGC CareGroupIJournalVolume:10Issue:09September-2020.
[5] Ahamed, A.R., Asokan, P. and Aravidan, S., 2009, EDM of hybrid Al-SiCP-B4Cp and Al-SiCp- Glass metal matrix composites.InternationalJournalofAdvancedManufacturingTechnology,Vol.44,Nos.5-6,pp.520-528.
[6] Pankaj Agrawal, Hemant Jain, Richa Thakur Value Engineering of Micro-Manufacturing Using ECM and it’s Applications,MITInternationalJournalofMechanicalEngineeringVol.2,No.2,Aug.2012,pp.109-113