
Experimental study on fired clay brick production using waste foundry sand and fly ash
Adhin Asok1 , Nalanth N21MTech Student, Department of civil engineering, Rajadhani Institute of Engineering and Technology, Kerala, India

2Professor, Department of civil engineering, Rajadhani Institute of Engineering and Technology, Kerala, India
Abstract - Fired clay bricks are one of the oldest and major walling materials used in India. India is the second largest producer of bricks in the world after China, with about 240260 billion bricks produced annually. Our country is now rapidly urbanizing is expected to have an annual growth rate of about 6.2% in the construction industry. So, there will be higher demands for infrastructure, thus leading to a higher demand for primary building materials like clay bricks. But one of the major disadvantages of clay bricks is the use of large amount of agricultural clay in the manufacturing it, which is a great challenge for farmers. Depletion of this fertile top soil leads to land degradation. So, the main aim of this study is to develop & evaluate the behaviour of fired clay bricks incorporating industrial waste materials such as waste foundry sand & fly ash, thus reducing soil usage. In this work, 10% to 50% by weight replacement of clay in traditional clay bricks to industrial wastes is investigated. Based on the test results, bricks with 30% addition of foundry sand and 10% fly ash are effective and has high strength. Compressive strength of unreinforced masonry of such bricks were also studied by casting prism and wall panels as per IS 1905-1987 and BS EN 1052-1: 1999.
Key Words: Fired clay bricks, waste foundry sand, Fly ash, masonry prism, wall panels, compressive strength, sustainability
1.INTRODUCTION
India'seconomy,whichiscurrentlythefifthlargestinthe world,isanticipatedtoovertakethetopthreeinthenextten to fifteen years. Further due to increase in population growth, we have seen tremendous urban progress. The overallurbanpopulationhadincreasedfrom217.17million in1991toabout377.1millionin2011&thenumberofcities &townshadincreasedfrom3,768to7,951.Itisestimated thatby2030,morethan400millionpeoplewillbelivingin cities in India [1]. These will result in major demand for infrastructureandhousing,whichwillinturnincreasethe demandforconstructionmaterials.Also,thegovernmenthas launched programs such as ‘Smart India Mission,’ which aimstodevelop100existingcitiestosmartcities,whichhas againboostedtheconstructiondemands.Butthishasmajor disadvantages like consumption of natural resources for material production, such as quarrying raw materials for cement,agriculturalclayforbrickproductionetc.
Thisseriousproblemofnaturalresourcedepletioncanbe overcomebyrecyclingindustrialwastesintheproductionof constructionmaterials.So,thisstudyfocussesonutilization of industrial waste materials such as waste foundry sand (WFS) from metal casting industry and fly ash (FA) from thermalpowerplantinsustainablebrickproduction.Various studies have been conducted on the incorporation of industrial wastes in brick production. Safeer Abbas et al. (2017)[2]reportedfindingsofbricksmanufacturedusing FA and conventional earthen materials, concluding that about5%ofFAaddedbrickscanbeusedassevereweather resistantbrick.Whereas,brickswith20%FAadditioncan be used as moderate weather resistant bricks and about 10% FA can be utilized effectively. Nabil Hossiney et al. (2018)[3]studiedontheutilizationofWFSinclaybricksby mixes 0%, 30%, 40% & 50% WFS. Found a minimum compression resistance of 3.3 MPa and maximum water absorptionof21.6%for50%WFSincorporatedbricks.Also, concludedinsignificantdifferenceinapparentporosity,and specificgravitycomparedtocommercialbricks.
Inthiswork,thecombinationofindustrialwastes(WFSand FA)onthepropertiesoffiredclaybrickwasstudied.5mixes wereselectedwithWFSvaryingfrom0to40%byweightof clay, while keeping a constant proportion of 10% FA. An optimizationstudywasthenconductedbyvarioustestsas perIS1077:1992[4]toselectthebestbrickspecimen.The compressive strength of unreinforced masonry of such brickswerealsostudiedbycastingprismandwallpanelsas perIS1905-1987[5]andBSEN1052-1:1999[6].
2. Experiment and methods
2.1 Materials used
ThematerialsusedforthestudyincludesWaste Foundrysand(WFS),ClayandFlyash(FA).
2.1.1 Foundry Sand
Waste foundry sand (WFS) is a discarded material producedfromferrous(iron&steel)&non-ferrous(copper, aluminium&brass)metalcastingindustries,whichisused to create moulds & cores. About 95% of the WFS is generatedbysuppliersofautomotiveindustry&it’sparts. The waste foundry sand was accumulated from the metal
castingunitofAutokastLtd,Kerala.Obtainedfoundrysand was tested for specific gravity using pycnometer and fineness modulus by sieve analysis. Specific gravity was foundtobe2.28andfinenessmodulus1.9.
2.1.2 Clay
Clay is the most integral material in brick making and was sourced from local brick kiln nearby. Clay when wet withwaterpossessahighdegreeoftenacityandplasticity.It canbemouldedintodifferentshapes,thendriedandburned toproducevariousproductssuchastiles,terracotta,bricks etc.Theparticlesizedistribution,plasticpropertiesofclay mixture were found out along with specific gravity. The specificgravityofclaywasfoundtobe2.31.Liquidlimit(LL) and plastic limit (PL) values obtained were 45 and 29.54 respectively.
Plasticityindex=LL–PL =45–29.54 =15.46
Theplasticityindexobtainedwaswithinthelimit(15-25) asperIS2117:1991[7].

2.2 Manufacturing of Brick

Brickmanufacturingwasdoneinalocalbrickkiln.Raw materials were mixed manually in different proportions usinghand.5mixproportionswereselectedasin“table2” i.e., 0%, 10%, 20%, 30% and 40%WFS incorporation by weight, while keeping 10% FA constant [2] and water additionofabout10to14%togetahomogenousmix.
Table -2: Trial-MixProportioning
Atotalof150brickswereproducedfordifferentbrick compositions by machine moulding technique. The brick dimensionsadoptedwere230x110x75mm.Themoulded bricks were kept for drying for a period of 15 days. The brickswerethen transportedandmanuallyloadedinkiln chambers.Bricksareburnedforaperiodof24hoursundera firingtemperatureofabout1100℃andkeptforcoolingfora periodof2-3days.
2.1.3 Fly Ash
Flyash(FA)orpulverizedfuelashorcoalashisafinewaste material from thermal power plants obtained after coal combustion. FA was sourced from Nouka FTC Logistics, Ernakulam.ThespecificgravityofflyashwastestedusingLe Chatlier’sapparatusandwasfoundtobe2.0.

2.3 Testing of bricks
The finished bricks were tested for various mechanical anddurabilitypropertiesasspecifiedbyIS1077:1992and IS3495part1-4[8].

2.3.1 Compressive Strength
The bricks were tested for compressive strength in accordancewithIS3495-1.Thebricks,afterimmersingin waterfor24hourswerethenfilledwithmortar(1:3)onthe testingsurfaceand werekeptunderdampjute bagfor 24 hrs.laterimmersedinwaterfor3daysbeforetesting.The dried specimens were then placed in the compression testing machine of capacity 2000 KN between two 3mm thick3plyplywoodsheets.Resultsaretabulatedintable3.
2.3.2 Water Absorption
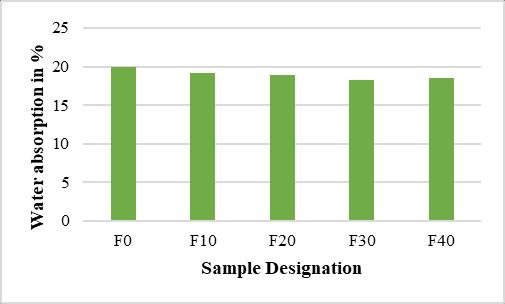
Conducted as per IS 3495-2 to identify the amount of water absorbed by the brick specimen after it has been immersedinwaterfor24hrs.Itwasfoundthatallthebricks werehavingwaterabsorptionvaluewithinthelimit(20%) as per IS 1077: 1992. Results are tabulated in table 4. An averageof5bricksweretestedforeachmix.
2.3.3 Efflorescence
DeterminedasperIS3495-3,efflorescenceisthedeposit ofwater-solublesaltsformedonthesurfaceofbricks.Inthis test, the bricks are kept upright in a flat dish with water filledtoaheightof25mm.Waterisfilledtwiceandallowed to evaporate and then inspected for salt deposits. Slight efflorescence i.e., <10% of the exposed area with salt depositionwasobservedin F30andF40specimenswhile efflorescencewasnilinothers.
2.3.4 Hardness
The bricks were scratched with a nail and is observed for anyimpressions.NoimpressionswereobservedonF20and F30bricks,whileothershadimpression.
2.3.5 Bulk density
Thebulkdensityofthebrickswasalsofoundout“table 5”asperASTMC20[9].Itistheratioofdryweightofthe bricktoitsvolume.
2.3.6 Soundness
Inthistest,twobricksarestruckoneanother.Bricksare consideredtobesoundiftheymakeaclearmetallicringing soundwithoutbreaking.Allthebrickspecimenspassedthe soundnesstest.
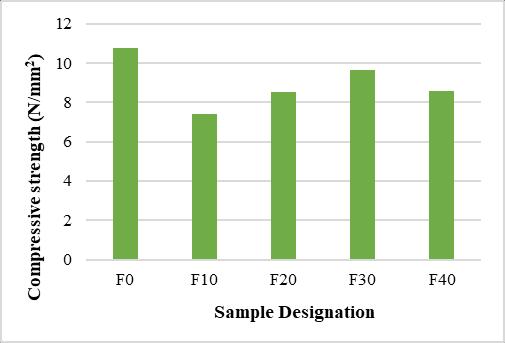
Fromtheresultsobtainedfromtheabovetestsconducted, WFSandFAincorporatedbrickscanbeclassifiedasclassII bricksasperIS1077:1992.Theycanbeusedinpermanent buildingstructureswithacoatofplaster.Also,canbeused for single-storied load-bearing structures. Among the differentmixproportionsconsidered,F30specimenwithFA 10% and WFS 30% by weight can be adopted as the best specimenwithleastwaterabsorptionvalueof18.27%and compressivestrengthof9.63N/mm2
morethanfive. So,asperthedimensionsof the brick and code provision, 3 specimens of average dimensions 230 x 230 x 495mm “Fig.5” and average h/t ratio 2.15 were preparedandtestedforcompressivestrengthafter28days curing. In this study, the prisms were casted with 10mm thick cement mortar of mix proportion 1: 6, which was selectedaspertheprovisionsofIS2250:1981[11].
2.3 Masonry Specimens
To understand the masonry behavior of the optimized brickspecimen,masonryprismsarepreparedandtestedfor compressive strength as per IS 1905-1987 [5] and wall panels as per BS EN 1052-1: 1999 [6]. The compressive strength values of masonry assemblages are required for designingaswellasrepairofmasonrystructures[10].

As per appendix B of IS 1905-1987, the assembled masonryspecimenshouldatleastbe40cmhighandshould haveaheighttothickness(h/t)ratioofatleasttwobutnot
2.4.1 Test procedure
Theprismsweretestedafter28dayscuringbyplacing between plywood sheets of 4mm thickness in universal testing machine (UTM) of 1000 kN capacity. Compressive strength values obtained by the test is multiplied by a correctionfactorspecifiedintable12ofIS1905-1987toget theactualcompressivestrengthvalues.
Masonry wall panels were also constructed and the compressivestrengthstudiedwithaveragedimension850x 230 x 345mm and 10mm thickness mortar joints. The specimensweretestedinUTMaftercuringfor28days as specified in BS EN 1052-1: 1999 [6]. To transfer the compressiveloadfromthemachineasuniformlydistributed loadanIsectionbeamwasplacedontop.
Thedimensionsofthepanelsareselectedsuchthatitfalls within the criteria laid down in table 3 of BS EN 1052-1: 1999.
Thecompressivestrengthofthemasonryiscalculatedby therelation: N/mm2
Where, fi is the compressive strength of the individual masonryspecimen.
Fi max isthemaximumloadreachedandAiistheloadedcrosssectionofthespecimen.
3.2 Compressive strength of wall panels
Thecompressivestrengthofwallpanelswasfoundoutas pertheprocedurelaiddowninBSEN1052-1:1999andwas comparedwiththecompressivestrengthvaluesspecifiedin table 2 of BS 5628-1:1992 [12] for specific mortar proportionsandcompressivestrengthofbrickunit.Results aretabulatedintable7.
3. RESULTS AND DISCUSSION
3 1 Compressive strength of masonry prism
Theobtainedvaluesofcompressivestrengthofprisms weremultipliedwithacorrectionfactorof0.749obtained from table 12 of IS 1905-187 to obtain the normalized compressive strength (f’m) of the masonry. The average value of compressive strength obtained was 2.356 MPa, “table 6”, which was compared with the results of other researchers according to the mortar selected and the strengthofbrickunits[13][14]
Basic compressive stresses of the masonry were also foundoutandwascomparedwiththevaluesspecifiedinIS 1905-1987forthetypeofmortarandcompressivestrength of brick units. Average value of basic compressive stress obtainedasperprismtestwas0.589Mpaandaspertable8 ofIS1905-1987[10]was0.77MPaforbricksofcompressive strength9.63Mpaand1:6mortarproportion.

Average value of compressive strength obtained by experimentaltestingis2.01N/mm2,whichwaslowerthan valueprovidedintable2ofBS5628-1:1992.Aspertable2 the characteristic compressive strength of masonry with mortartypeiv(1:6)andbrickunitofcompressivestrength 9.63Mpawas3.4N/mm2
3 3 Mode of failure
It was observed that vertical splitting cracks were predominant in the failure of masonry prism specimens. Verticalcracksoriginatedmainlyatmiddleofthespecimen onallsides,whichismainlyduetooutwardburstingforce arising,asreportedbyseveralresearchers[13].
Vertical cracks propagated through the bricks and mortar,whilehorizontalcracksthroughthemortarbedjoint wereveryfewornil,indicatinggoodbondstrength.Whilein case of wall panels along with vertical splitting crack, inclined cracks were also predominant. Inclined cracks mainlyoriginatednearthesupports.
4. CONCLUSIONS
In this study, experimental investigations were done to understand the effectiveness of using waste foundry sand andflyashbyreplacingcertainamountofclayinfiredclay brick production. It was possible to produce WFS and FA incorporated bricksby local conditionand withminimum processes without any effect on the physical appearance. Amongthe5mixesselected,itwasfoundthatF30specimen with 30% WFS and 10% FA can be effective with a compressive strength value of 9.63 N/mm2. Reduction in compressivestrengthandincreaseinwaterabsorptionwas foundforspecimensafterF30.F30brickscanbeclassifiedas classIIbricksasperIS1077:1992andcanbeusedforload bearingsingle-storiedstructure.
Experimental investigation of compressive strength of masonry specimens using F30 specimens were done and found that the average compressive strength of masonry prismas2.356N/mm2.Basiccompressivestressobtainedis 0.589Mpa,whichwaslessercomparedtovaluespecifiedby IS 1905-1987 (0.77Mpa). Compressive strength of wall panelswasobtainedas2.01Mpawhichislessthanspecified in BS 5628-1:1992 (3.4Mpa). The former value should be considered while designing masonry using these bricks. Muchstudiesshouldbedoneinthefutureinorderforthe commercialapplicationofproposedbricks.

ACKNOWLEDGEMENT
The authors would like to thank Rajadhani Institute of EngineeringandTechnologyfortechnicalsupportduringthe researchwork.AuthorsalsowishtothankAutokastlimited, Cherthala and local brick manufacturers for providing requiredfacilitiesandmaterialsthroughoutthestudy.
REFERENCES
[1] Subrahmanyam.A.(2016).AdoptionofSoilconservative measures in manufacturing clay bricks. International journalofScienceandResearch(IJSR),Volume7Issue4, 1453-1460.



[2] Safeer Abbas, Muhammad A. Saleem, Syed M.S. Kazmi and Muhammad J. Munir. (2017) Production of SustainableClayBricksusingWasteFlyAsh:Mechanical and Durability Properties, Journal of Building Engineering.
[3] Nabil Hossiney, Pranab Das, Mothi Krishna Mohan, Jaison George. (2018). In-plant production of bricks containingwastefoundrysand AstudywithBelgaum foundry industry, Case Studies in Construction Materials,Elsevier.
[4] IS 1077, Common Burnt Clay Building Brick Specification, Bureau of Indian Standards New Delhi; 1992.
[5] IS 1905 (1987): Code of Practice for Structural use of UnreinforcedMasonry[CED13:BuildingConstruction Practices including Painting, Varnishing and Allied Finishing].
[6] BS EN 1052-1: 1999. British standard for methods of testformasonryPart1:Determinationofcompressive strength.
[7] IS 2117 (1991): Guide for manufacture of hand-made common burnt-claybuilding bricks[CED30:Clayand StabilizedSoilProductsforConstruction].
[8] IS 3495-1 to 4 (1992): Methods of tests of burnt clay building bricks: Part 1 Determination of compressive strengthPart2DeterminationofwaterabsorptionPart 3Determinationofefflorescence,Part4:Determination ofwarpage[CED30:ClayandStabilizedSoilProducts forConstruction].
[9] ASTM C20-00 (Reapproved 2002), Standard Test Methods for Apparent Porosity, Water Absorption, Apparent Specific Gravity, Bulk Density of Burned Refractory Brick and Shapes by Boiling Water ASTM International,USA,2010.
[10] Deepa A. Joshi, R. K. Jain. (2013). Evaluation of CompressiveStrengthandBasicCompressiveStressof Clay Brick Unreinforced Masonry by Prism Test. International journal of Science and Research (IJSR), Volume4Issue5,913-916
[11] IS 2250 (1981): Code of Practice for Preparation and UseofMasonryMortars[CED13:BuildingConstruction Practices including Painting, Varnishing and Allied Finishing].
[12] BS5628-1:1992BritishStandardofPracticeforUseof MasonryPart1StructuralUseofUnreinforcedMasonry.
[13] Thaickavil Nassif Nazeer, Thomas Job. (2017), Behaviour,andstrengthassessmentofmasonryprisms. CaseStudiesinConstructionMaterials.
[14] P. Murthi, Md. Akib, Md. Imran, Shareeq Ahmed, V. Prasanna, Studies on the strength variation of brick masonry using novel blended masonry mortar mixes and mortar thickness, 2020 Materials Today: Proceedings,Elsevier https://doi.org/10.1016/j.matpr.2020.06.395