


• At RYER, all our feedstocks are manufactured to the highest level of quality, with excellent batch-to-batch repeatability.
• RYER is the ONLY commercially available feedstock manufacturer to offer all five debind methods.
• RYER offers the largest material selections of any commercially available feedstock manufacturer.
• RYER offers technical support for feedstock selection, injection molding, debinding and sintering.
• A direct replacement for all current commercially available catalytic debind feedstocks
• Improved flow
• Stronger green and brown parts
• More materials available and better surface finish
• Custom scale-up factors available
• Faster cycle times
• 65°C / 150°F mold temperature
• Water Debind
• Custom scale-up factors available
• Large selection of available materials

• Solvent, Super Critical Fluid Extraction (SFE) or Thermal Debind methods
• Hundreds of materials available
• Custom scale-up factors available
Publisher & Editorial Offices
Inovar Communications Ltd
11 Park Plaza
Battlefield Enterprise Park
Shrewsbury SY1 3AF
United Kingdom
Tel: +44 (0)1743 469909 www.pim-international.com
Managing Director & Editor
Nick Williams, nick@inovar-communications.com
Group News Editor & Director
Paul Whittaker, paul@inovar-communications.com
Advertising Sales Director
Jon Craxford
Tel: +44 (0)207 1939 749 jon@inovar-communications.com
Assistant Editors
Amelia Gregory, amelia@inovar-communications.com Emma Lawn, emma@inovar-communications.com
Assistant News Editor
Charlie Hopson-VandenBos charlie@inovar-communications.com
Marketing Lead
Mulltisa Moung, mulltisa@inovar-communications.com
Production Manager
Hugo Ribeiro, hugo@inovar-communications.com
Operations & Partnerships Manager
Merryl Le Roux, merryl@inovar-communications.com
Office & Accounts Manager
Jo Sheffield, jo@inovar-communications.com
Technical Consultant
Dr Martin McMahon
Consulting Editors
Prof Randall M German
Former Professor of Mechanical Engineering, San Diego State University, USA
Dr Yoshiyuki Kato
Kato Professional Engineer Office, Yokohama, Japan
Professor Dr Frank Petzoldt Ingenieurbüro Dr. Petzoldt, Geestland, Germany
Dr David Whittaker
DWA Consulting, Wolverhampton, UK
Bernard Williams Consultant, Shrewsbury, UK
Subscriptions
PIM International is published on a quarterly basis as either a free digital publication or via a paid print subscription. The annual print subscription charge for four issues is £150 including shipping.
Accuracy of contents
Whilst every effort has been made to ensure the accuracy of the information in this publication, the publisher accepts no responsibility for errors or omissions or for any consequences arising there from. Inovar Communications Ltd cannot be held responsible for views or claims expressed by contributors or advertisers, which are not necessarily those of the publisher.
Advertisements
Although all advertising material is expected to conform to ethical standards, inclusion in this publication does not constitute a guarantee or endorsement of the quality or value of such product or of the claims made by its manufacturer.
Reproduction, storage and usage
Single photocopies of articles may be made for personal use in accordance with national copyright laws. All rights reserved. Except as outlined above, no part of this publication may be reproduced or transmitted in any form or by any means, electronic, photocopying or otherwise, without prior permission of the publisher and copyright owner.
Design and production
Inovar Communications Ltd.
ISSN: 1753-1497 (PRINT)
ISSN: 2055-6667 (ONLINE) © 2025 Inovar Communications Ltd.



A lot can change in a year, and this year has been no exception – especially in Binder Jetting. The technology has ridden a wave of hype for more than a decade, but, over the past twelve months, there was a real risk that its reputation would be tarnished by the highly publicised legal dramas surrounding Desktop Metal, its collapse into administration and subsequent scaled-back reorientation.
Nevertheless, it is impossible to ignore the fact that many of the world’s leading MIM producers recognised Binder Jetting’s potential early on and still believe in it. From GKN Powder Metallurgy and Indo-MIM to Parmatech and Zoltrix, Binder Jetting gives MIM firms a route to MIM-like prototypes, low-volume ‘pre-tool’ production runs, components that cannot be moulded, and improved mould inserts for the MIM process itself.
Now, other Binder Jetting machine makers are capitalising on the void that has been left by Desktop Metal and, to a lesser extent, Markforged (now part of Nano Dimension, and owner of Digital Metal’s BJT technology), which is currently maintaining a far lower profile.
One of the most prominent players is HP Additive Manufacturing, whose machines are appearing with increasing regularity at both industrial firms and research centres. Our report on Fraunhofer IFAM’s sinter-based AM workshop reveals much of that momentum. At the same time, the work of companies such as Rolls-Royce on the Binder Jetting of superalloys for aerospace components stands out as an encouraging signal for the technology’s future.
Nick Williams Managing Editor

Cover image
Colour-anodised MIM titanium components (Courtesy Element 22)

MATERIALS DEVELOPMENT SINTERING OPTIMISATION
DIVERSE AM TECHNIQUES
Want to learn more about Ceramic AM at Lucideon?
Take a look at our dedicated AM brochure that describes our offering: from materials development and the various AM techniques we can support, to sintering parameter optimisation
ANALYSIS AND EVALUATION
COMPUTATIONAL TECHNIQUES
Ceramic AM is an emerging technology area with applications across sectors including healthcare (orthopaedic and dental), aerospace, and energy. Novel materials and printing technologies are under development, and Lucideon can provide scale-up support and validation to help progress towards full commercialisation.
www.lucideon.com/brochure
query@lucideon.com
www.linkedin.com/company/lucideon



53 Element 22: Mastering titanium component production with Metal Injection Moulding and Additive Manufacturing
Element 22 GmbH has built its reputation on developing efficient ways to manufacture complex titanium components for demanding applications in medicine, aerospace, luxury goods and emerging hydrogen technologies. By leveraging Metal Injection Moulding, sinterbased Additive Manufacturing and carefully controlled finishing processes, the company demonstrates how titanium parts can be produced reliably and at scale.
The information in this document is proprietary and confidential to Rolls-Royce and is available to authorised recipients only – copying and onward distribution is prohibited other than for the purpose for which it was made available.
Dr Georg Schlieper recently visited the company for PIM International to explore its processes and ongoing developments. >>>




67
Advancing industrialisation:
Binder Jetting at the forefront of a maturing sinter-based AM landscape
Binder Jetting’s accelerating progress toward industrial production set the tone at Fraunhofer IFAM’s 6 th Workshop on Sinter-based Additive Manufacturing, held on October 8-9, 2025, in Bremen, Germany. Alongside Binder Jetting, the programme highlighted advances across the wider family of sinter-based AM processes, with industry and research speakers presenting new applications, cleaner and more stable workflows, and expanding material options.
This report, by Fraunhofer IFAM’s Lea Reineke and Michael Norda, reviews the event’s key findings. >>>

81 Tailored feedstocks for MIM, CIM and sinter-based AM: How Blesol Tech is responding to market requirements
Blesol Tech is emerging as a notable European supplier of metal and ceramic feedstocks for Metal Injection Moulding, Ceramic Injection Moulding, and sinterbased Additive Manufacturing. Based in Castilla-La Mancha, Spain, and led by Dr Gemma Herranz and Dr Cristina Berges, the company brings together academic expertise and industrial-scale production.
As this article outlines, its close collaboration with MIM and CIM producers offers clear insight into shifting market requirements, informing the development of tailored materials and adaptable feedstock solutions. >>>

The PIM International newsletter is sent to several thousand industry professionals worldwide. Register today to ensure you benefit from reading the latest industry news and advances in Metal Injection Moulding, Ceramic Injection Moulding and sinter-based AM technologies. TO OUR NEWSLETTER
www.pim-international.com/e-newsletter


Discover our latest and highly versatile tool steel powder Osprey® MAR 55. This new alloy bridges the gap between maraging steels and tool steels. With Osprey® MAR 55 you no longer have to choose between good weldability of carbon-free maraging steels and the strength and high wear resistance of carbon bearing steels. Also, Osprey® MAR 55 gives you good mechanical properties and wear resistance already in the as-built condition.
Learn more and explore how Osprey® MAR 55 creates opportunities for your business.
91 Cleaner semiconductor etching: Bosch Advanced Ceramics’ two-part AM injector produced with Lithoz technology
Semiconductor manufacturers increasingly rely on components that can withstand extreme plasma environments while delivering tighter process control and near-zero contamination.
To meet these demands, Bosch Advanced Ceramics and Lithoz have transformed a previously two-part injector design into a fully integrated single ceramic component using ceramic Additive Manufacturing.
By pairing high-purity alumina with precision AM technology, complex internal geometries could be unlocked, enhancing reliability and performance for advanced wafer production. >>>


Discover the leading suppliers of materials and equipment for MIM, CIM and sinterbased AM, as well as part manufacturing and
View a list of upcoming events for the MIM, CIM & sinter-based AM industries. >>>

> nick@inovar-communications.com
• Be visible: Ask about advertising opportunities
> jon@inovar-communications.com
• Stay connected: Follow us on LinkedIn
> www.linkedin.com/company/ piminternationalmagazine






To submit news for inclusion in PIM International contact Paul Whittaker: paul@inovar-communications.com
Bosch Advanced Ceramics, based in Immenstadt, Germany, has announced that it has entered into an acquisition agreement with Sintokogio Group, Nagoya City, Japan. From January 2026, the company will rebrand and operate under the name Sinto Advanced Ceramics Europe GmbH, part of the Sintokogio Group.
Since 2016, Bosch Advanced Ceramics has been funded by Bosch Business Innovations GmbH, the corporate venture builder of Bosch. Since its establishment, Bosch Advanced Ceramics has become an established global contract manufacturer of additively manufactured technical ceramics from its production base in Immenstadt, Germany.
Synergies strengthen market position
For customers and partners, all manufacturing processes and materials, services are expected to remain unchanged. The core focus will continue to be the contract Additive Manufacturing of technical ceramics.
By joining the Sintokogio Group, the newly named Sinto Advanced Ceramics is expected to gain access to additional resources, investments in technology and capacity, and a global network. This support is designed to create a strong foundation for the continued development and expansion of existing business activities.
Under the new company structure, Nikolai Sauer, the current CTO of Bosch Advanced Ceramics, will become the Managing Director of Sinto Advanced Ceramics Europe GmbH. Sophie Berninger, the current CEO of Bosch Advanced Ceramics, will take on a new position within the Bosch Group.
“I look back with pride on the development of Bosch Advanced Ceramics under Bosch Business Innovations GmbH and would like to thank all partners and customers for their longstanding support,” stated Berninger.
Sauer added, “Becoming part of the Sintokogio Group opens up new perspectives and strengthens our position in a dynamically growing market. Together, we will continue to drive the advancement of Additive Manufacturing of technical ceramics
and deliver the highest levels of quality and reliability to our customers.”
At the end of the third quarter of 2025, Bosch Advanced Ceramics reported 115% year-over-year revenue growth, a clear indicator of rising demand for additively manufactured technical ceramics and the company’s strong market position.
“We are very pleased to welcome Bosch Advanced Ceramics to the Sintokogio Group,” said Atsushi Nagai, president of Sintokogio. “Their expertise and market position are an ideal fit for our portfolio and open new opportunities in innovative industries. This integration marks an important step in expanding our global expertise in high-performance ceramics and 3D printing.”
www.bosch-advanced-ceramics.com www.sinto.co.jp

Sintokogio Group is set to acquire Bosch Advanced Ceramics, renaming the company Sinto Advanced Ceramics (Courtesy Bosch Advanced Ceramics)
INDO-MIM Ltd, headquartered in Bengaluru, India, is reported to have filed for an initial public offering (IPO) of shares to raise up to Rs 1,000 crore (approx $113 million) via fresh issue.
As part of the offer for sale, Green Meadows Investments Ltd, Anuradha Koduri, John Anthony Dexheimer and the Indian Institute of Technology Madras will offload shares.
One of the world’s largest Metal Injection Moulding operations, INDO-MIM was founded in 1996.
Today, the company operates globally, with facilities in India, the United States, the United Kingdom and Mexico. Its main facility in Bangalore houses what is said to be the world’s largest installed capacity for MIM and employs over 2,500 skilled workers.
INDO-MIM’s annual report states that total Income for the year ended March 2025 was INR 28,338.46 million (approx $319 million), up from INR 24,383.81 million (approx $275 million) in FY 2024.
www.indo-mim.com
Nichols Portland Inc (NPI), Portland, Maine, USA, has reported that it is investing $4.7 million to expand its operations in St Marys, Pennsylvania. This underscores the region’s role in the company’s advanced manufacturing strategy.
The company has moved from its MIM – Ridgway location into a larger technology hub and business showcase in the St Marys Industrial Airport Park on a ten-year lease. The facility also functions as NPI’s corporate headquarters, supporting six manufacturing locations and a
global customer base. The expansion is expected to add forty-two new jobs.
NPI received a funding proposal from the Pennsylvania Department of Community and Economic Development (DCED), including a $300,000 Pennsylvania First grant and a $76,000 WEDnetPA grant to train its workers. The City of St Marys also received a $614,000 grant through the Pennsylvania Strategic Investments to Enhance Sites Program (PA SITES) to support this project. These funds


INDO-MIM is reported to have filed for an initial public offering of shares to raise up to approximately $113 million (Courtesy INDO-MIM)
are intended to increase gas pressure and expand electric supply.
“We are excited to expand in Elk County, leveraging the expertise and solid workforce that has been the foundation of growth across the entire powder metal industry,” said Thomas Houck, President and CEO of Nichols Portland, Inc.
“With a focus on innovation and technology, we look forward to building NPI’s future in Pennsylvania and beyond to support our global customer base. I would like to recognise our tremendous local partners and contractors who have completed the necessary infrastructure improvements to bring our vision and strategy to a reality.”
“We thank Governor [Shapiro] and his administration for their support in NPI and our community. This is proof that targeted partnerships between the public and private sectors can create real, sustainable opportunities, especially in manufacturing-driven regions like Elk County,” the company stated on LinkedIn.
Nichols Portland offers advanced manufacturing solutions, including PM and MIM. The company is a specialist supplier of pump and precision valve solutions.
www.nicholsportland.com
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.
Eco-wise Powder For F uture-wise Mak ers.

Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Mitsubishi Steel's fine powder for achieving superior MIM products.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
Proposal for Special Alloy Powders tailored to customer specifications.
contact_sales_w.powder@mitsubishisteel.co.jp
contact_sales_w.powder@mitsubishisteel.co.jp
contact_sales_w.powder@mitsubishisteel.co.jp Tel:+81 3-3536-3122
Proposal for Special Alloy Powders tailored to customer specifications. contact_sales_w.powder@mitsubishisteel.co.jp Tel:+81 3-3536-3122
contact_sales_w.powder@mitsubishisteel.co.jp Tel:+81 3-3536-3122
contact_sales_w.powder@mitsubishisteel.co.jp Tel:+81 3-3536-3122
contact_sales_w.powder@mitsubishisteel.co.jp Tel:+81 3-3536-3122
Tel:+81 3-3536-3122
contact_sales_w.powder@mitsubishisteel.co.jp Tel:+81 3-3536-3122
contact_sales_w.powder@mitsubishisteel.co.jp Tel:+81 3-3536-3122
contact_sales_w.powder@mitsubishisteel.co.jp Tel:+81 3-3536-3122
contact_sales_w.powder@mitsubishisteel.co.jp Tel:+81 3-3536-3122
Tel:+81 3-3536-3122
3-3536-3122
contact_sales_w.powder@mitsubishisteel.co.jp Tel:+81 3-3536-3122
contact_sales_w.powder@mitsubishisteel.co.jp Tel:+81 3-3536-3122
contact_sales_w.powder@mitsubishisteel.co.jp Tel:+81 3-3536-3122
3-3536-3122

The UK Manufacturing Technology Centre’s (MTC) National Centre for Additive Manufacturing (NCAM), located in Coventry, UK, has acquired a new HP Metal Jet S100 Binder Jetting (BJT) Additive Manufacturing machine. In a separate announcement, it was also reported that HP Inc has become a Tier 2 member of the MTC, with the partnership focusing on advancing Additive Manufacturing technologies in the UK.
Reported to be the first HP Metal Jet installed in the UK, the machine is expected to allow MTC to develop capabilities for Additive Manufacturing hard-to-process and crack-prone materials.
“We’re delighted to announce HP as new members to MTC. This partnership aims to unlock further collaboration and innovation in the Additive Manufacturing space, positively impacting MTC’s members and wider industry,” stated Ajdin Foric, Business Development Manager – MTC.
Dr Hoda Amel, Technology Manager, Additive Manufacturing –MTC, added, “Our partnership with HP supports NCAM’s mission to accelerate the uptake of Additive Manufacturing in the UK by helping industry de-risk emerging technologies like metal Binder Jetting. Together, we’re taking a step towards scalable, cost-effective AM solutions that are ready for realworld production.”
The MTC houses a wide range of Additive Manufacturing machines and equipment, used to process metal, polymer and ceramic materials.
“MTC has a strong history of driving new and innovative manufacturing technologies, and together we want to create an open-door policy for metal Binder Jetting collaboration,” said Micheal Goodwin, Commercial Account Manager, UK/I & Nordics, Metal 3D Printing Solutions – HP Inc. “The value of metal Binder Jetting
INDO-MIM, headquartered in Bengaluru, India, has qualified OptiPowder Ni718 from Continuum Powders, based in Houston, Texas, USA, using its HP Metal Jet S100 Binder Jetting (BJT) Additive Manufacturing machines.
In extensive evaluations, INDO-MIM reported achieving sintered parts with density levels exceeding 98% of theoretical, with consistent hardness values (74–79 HR15N) and tightly controlled carbon content (0.013–0.014%) across multiple sinter runs.
“Qualifying Ni718 on the HP Metal Jet S100 is a major step forward for binder jet adoption in high-performance industries,” said Jag Holla, Sr VP Marketing, INDO-MIM Additive Technologies. “This milestone demonstrates INDO-MIM’s commitment to
advancing Binder Jetting into production and enabling our customers to benefit from scalable, cost-effective solutions for superalloy components.”
According to INDO-MIM, metallographic analysis confirmed OptiPowder Ni718 exhibited the powder quality required for denser parts in BJT Additive Manufacturing, enabling the expected gamma phase microstructure critical to Ni718’s high-temperature strength and oxidation resistance.
Because of its ability to withstand extreme environments, Ni718 is one of the most widely used superalloys in aerospace, defence, and energy applications. According to Continuum, the successful qualification of OptiPowder Ni718 on a Binder Jetting Additive Manufacturing machine

Dr Hoda Amel, Technology Manager Additive Manufacturing – MTC, with the new HP Metal Jet S100 Binder Jetting machine (Courtesy MTC)
as a scalable, cost-effective, and production-ready technology is clear, and establishing a collaborative centre in the UK will give industry and academia the opportunity to explore, develop, and scale this innovation into real production. Creating this shared space ensures that the benefits of the technology are accessible to all, accelerating adoption and strengthening the UK’s position in advanced manufacturing.”
www.the-mtc.org www.hp.com
may enable scaled production of high-performance components while leveraging BJT’s speed and cost advantages.
“This qualification is an important milestone not just for INDO-MIM, but for the wider adoption of Binder Jetting,” stated Dr Mukund Nagaraj, Senior Manager – Additive Manufacturing Operations, INDO-MIM.
“By combining our production expertise with Continuum’s US-based environmentally friendly powders, we’re demonstrating that binder jet can deliver complex, high-value components with the consistency and performance our customers demand.”
“Achieving this milestone with INDO-MIM on an HP Metal Jet S100 system represents a breakthrough for binder jet adoption in aerospace, defence, and energy,” added Rob Higby, CEO of Continuum Powders. www.continuumpowders.com www.indo-mim.com














Sintek Powder Metallurgy Inc, Çayırova, Türkiye, has expanded its production capacity by adding Metal Injection Moulding to its Powder Metallurgy technology portfolio through the addition of an Allrounder 270C from Arburg, based in Lossburg, Germany.
Building on over sixty years of experience in the Powder Metallurgy industry, producing small, complex and tight-tolerance parts, the company added Metal Injection Moulding to meet growing demand for critical components. The company anticipates that MIM, in particular, will make a major contribution to local manufacturing capacity in defence, medical, and electronic industries.
The company’s new MIM line reportedly offers an annual production capacity of up to two million

Sintek Powder Metallurgy has added MIM to its portfolio with the addition of an Arburg Allrounder 270C (Courtesy Sintek Powder Metallurgy)
parts, depending on part size and geometry. The line is also designed for environmentally friendly production, offering a low carbon footprint and lowered environmental impact. Operating from its new 2,000 m 2 facility, Sintek Powder Metallurgy serves both domestic and international markets.
www.sintek.com.tr
Gevorkyan a.s., headquartered in Vlkanová, Slovakia, has established Gevorkyan Force Defense (G-FD), a subsidiary focusing exclusively on the arms industry. The subsidiary is under full management of the parent company. Gevorkyan manufactures parts by conventional Powder Metallurgy routes, Metal Injection Moulding, and metal Additive Manufacturing.
Gevorkyan has begun implementing the AS9100 standard for aerospace and defence, as well as ISO 27001 and TISAX cybersecurity standards. G-FD will also implement Allied Quality Assurance Publications (AQAP) 2110 certification. AQAP is a NATO-developed framework for quality assurance systems. AQAP 2110 is a prerequisite for supplying arms to NATO members.
Small-calibre ammunition project in
Building on its experience in the arms industry, Gevorkyan has signed an NDA and is beginning a project with a Western European manufacturer that has been in operation for over a century. Gevorkyan will contribute to the development and production of special components for high-quality ammunition.
www.gevorkyan.sk

Inland Atomize Metal Powder LLP (IAMP), based in Vadodara, Gujarat, India, has begun production of metal powders at its new manufacturing facility. Once fully operational, IAMP expects to produce up to 700 metric tonnes of metal powder annually.
The company will use Vacuum Induction Gas Atomisation (VIGA) and a hydrometallurgy process to produce a wide range of metal powders. Its powder is reported to be suitable for Additive Manufacturing, Powder Metallurgy, Metal Injection Moulding, Hot Isostatic Pressing (HIP) and other advanced powderbased technologies. Its VIGA process enables precise control over particle morphology, size distribution,
and chemical composition. It is used to produce IAMP’s stainless steel, nickel, tool steel, tin, pre-alloyed and copper alloy powders. Hydrometallurgy is also used to process nickel, cobalt and tungsten.
IAMP’s equipment includes the VIGA 200, a hydrogen reduction furnace, nitrogen system, vibrating screen (sieving machine), blending machine, attritor, and pulveriser machine. Quality control is undertaken via atomic absorption spectrophotometer, particle size distribution by laser diffraction, and Fisher sub-size sieve analysis.
“At Inland Atomize Metal Powder LLP, our mission is to combine metallurgical expertise with cutting-edge atomisation to

Inland Atomize Metal Powder has begun powder production at its new facility (Courtesy Inland Atomize Metal Powder)
deliver powders that exceed expectations – ensuring quality assurance, sustainable practices, and unwavering customer trust,“ the company stated. www.inlandatomizemetalpowder.com







These two binder systems have excellent characteristics during the production process and combine attractive prices with worldwide availability
High performance as well for the 3D-Printing process based on the water soluble binder system





XJet, Rehovot, Israel, has announced the Carmel Pro, a metal and ceramic Additive Manufacturing machine based on the company’s NanoParticle Jetting (NPJ) technology. The compact machine represents a 60-70% reduction in initial investment compared to XJet’s existing Carmel machines, making it accessible to small-to-medium enterprises, research centres and premium jewellery manufacturers.
“The Carmel Pro represents a significant milestone in democratising access to industrial, powderless and safe metal and ceramic Additive Manufacturing,” stated Guy Zimmerman, CEO of XJet. “By delivering the same precision and material capabilities of our larger systems in a compact, costefficient format, we’re enabling a new generation of manufacturers, designers, and researchers to leverage the unique advantages of NanoParticle Jetting technology.”
The Carmel Pro features multimaterial Additive Manufacturing capability with four material chan -
nels and is fully compatible with XJet’s complete portfolio of metal and ceramic inks, including the company’s precious metals capabilities. XJet intends to further expand the machine’s capabilities into highvalue materials and specialised applications.
The machine introduces smart automation features designed for ease of use and minimal operator intervention. Single-button job starts with automated pre-checks, guided setup wizards, and self-monitoring systems make the platform wellsuited for non-expert users and shift operators. It also requires less than a twenty-minute turnaround between jobs, with rapid cleaning and setup processes intended to minimise downtime.
The launch of Carmel Pro is expected to expand the company’s market beyond large-scale industrial manufacturing players to serve small-to-medium-sized enterprises, startups, and research institutes and universities that focus on product and technology development. XJet’s existing product portfolio, featuring
Ecrimesa Group, headquartered in Santander, Spain, reports that Mimecrisa has launched a new Research and Development and Innovation (R&D&I) project in collaboration with the University of Castilla-La Mancha (UCLM), Ciudad Real, Spain, with the support of the Centre for the Development of Industrial Technology (CDTI), Madrid, Spain.
The project, titled “High-nickel enhanced blends for applications with high mechanical requirements at elevated temperatures” (CDTI IDI-20250150), focuses on the
design and validation of new catalytic feedstocks suitable for both Metal Injection Moulding (MIM) and material extrusion-based Additive Manufacturing (AM). These developments target critical sectors such as aerospace, energy, chemical, and high-temperature industrial applications.
The project is organised around five key technical objectives:
• Converting injection scrap into usable AM filaments
• Inconel 718 feedstock for components exposed to high temperatures
the Carmel 5000X, 1400C and 1400M, was developed to deliver serial production at an industrial level.
“We’ve seen incredible innovation happening in smaller organisations – startups developing breakthrough medical devices, university labs pushing the boundaries of materials science, and independent jewellery designers creating extraordinary pieces,” Zimmerman continued.
“These innovators have been locked out of advanced metal and ceramic 3D printing because of cost and complexity barriers. The Carmel Pro changes that equation entirely. We’re not just selling a machine; we’re enabling the next generation of manufacturing innovators to bring their ideas to life.”
The Carmel Pro is expected to be commercially available in Q2 2026.
www.xjet3d.com
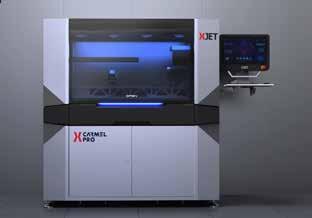
XJet’s Carmel Pro is scheduled to be commercially available in Q2 2026 (Courtesy XJet)
Hastelloy C22 formulation, offering exceptional corrosion resistance
• 420 MA stainless steel feedstock, designed for enhanced mechanical properties and industrial reintroduction
• AM filaments for prototyping and short-run manufacturing. By the end of the project, Mimecrisa expects to have: three validated feedstocks ready for production; a new high-performance filament line for FFF manufacturing; a functional in-house recycling system for injection scrap; and opportunities for patent protection and participation in EU innovation programmes. www.ecrimesagroup.com
• high purity ceramics (Al2O3, ZrO2)
• fine pores
• anti-adhesion properties in high-temperature sintering applications up to 1500°C
• tailor-made surface properties
• optionally with (micro-) structured surface
• high thermal shock resistance

Tel.:
www.kerafol.com cts@kerafol.com
Professor José Manuel Torralba, Senior Researcher and former Director of the IMDEA Materials Institute and Professor at the Carlos III University of Madrid (UC3M), has been formally inducted as a full member of the Royal Academy of Engineering (RAI).
During the swearing-in ceremony, held at the RAI headquarters in Madrid on September 30, Professor Torralba was accompanied by a large representation from the IMDEA Materials Institute and UC3M, as well as family, friends, and former doctoral students.
“My personal experience at the inauguration ceremony was very gratifying,” said Professor Torralba after the ceremony. “I was fortunate and honoured to have a significant part of my family, colleagues from both IMDEA Materials and the University, collaborators, friends, and especially former PhD students and doctors who have worked with me over the years.”
“The academy also fully participated in organising the event, which made it unforgettable for me. I don’t think you could have a better start for an institution. I’m entering the academy with great enthusiasm and a huge desire to work,” he added.
In a statement, IMDEA Materials stated, “We […] are very proud to have been present on such a special day, with the assistance of our director, Jon Molina; our deputy director, Damien Tourret; our manager, Covadonga Rosado; as well as several group leaders, current and former researchers, and members of our administration. We would like to congratulate Professor Torralba again for this well-deserved recognition.”
www.materials.imdea.org www.raing.es

Professor José Manuel Torralba has been sworn in as a full member of Spain’s Royal Academy of Engineering (Courtesy IMDEA Materials Institute)
Sentes-BIR, headquartered in Kemalpaşa, Türkiye, has announced that its quality control laboratory has achieved ISO 17025 accreditation for the characterisation and testing of metal powders. The standard is important for calibration and testing laboratories globally, demonstrating technical competence and the ability to produce precise and accurate data.
For Sentes-BIR, this accreditation underscores its commitment to the
highest quality standards, a critical factor for partners in the aerospace sector where material integrity is paramount. The company already holds AS9100 certification for its powder production.
This new certification is expected to enhance confidence in SentesBIR’s extensive range of metal powders, which includes nickel, cobalt, iron, copper, and aluminiumbased alloys.
www.sentes-bir.com
Porite Taiwan, based in Zhunan, Taiwan, has reported that it has successfully produced a number of sample pure copper parts via Metal Injection Moulding. The parts featured a density of 8.77 g/ cm³ and are said to have achieved both excellent structural integrity and superior thermal conductivity.
These attributes make them well-suited to thermal management applications such as electronic heat dissipation, power device cooling and precision thermal modules.
Porite Taiwan was also keen to highlight that the MIM parts are more cost-effective than conventional machining of copper.
Porite Taiwan has over thirty years of experience using Metal Injection Moulding technology, working in a range of sectors including automotive, aerospace, toolings and power tools, 3C, medical and general mechanical parts. The company also has extensive press and sinter
• Combination of different heat treatments in one furnace (Debinding+Sintering)
• High-purity atmosphere over a long operating time
• Same furnace for several materials
• Various size in combination with a very compact design (foot print 1 m x 1.6 m)
• Low installation and unit costs
Powder Metallurgy capabilities, as well as numerous post-processing operations.
Porite added that it is continuing to conduct performance testing and exploring new applications for its copper MIM. tw.porite.com



















Lithoz, based in Vienna, Austria, has announced the installation of three CeraFab S65 Additive Manufacturing machines at Safran Aircraft Engines Gennevilliers, France. This investment is expected to enable the French engine manufacturer build up the serial production of complex casting cores, meeting the high cooling demands of next-generation aircraft engine turbine blades. Increasing high-pressure turbine inlet temperatures is key for future engine generations, so turbine components must be able to withstand these temperatures. This can
be achieved by implementing more complex cooling channels during the casting process used to manufacture the turbine blades. Lithoz stated that its LCM technology has reached a level of complexity for casting cores that wasn’t achievable via traditional ceramic manufacturing processes.

Safran stated that the CeraFab S65 was chosen for its performance and short production time. The ergonomics and software functions are adapted to production and meet aeronautical traceability requirements. The company also noted the technical skills and quick response capabili - ties of Lithoz teams, which were said to have been major assets during the initial target planning and in reaching the success of this project.

Jet Ventures, based in Brno, Czech Republic, is leading a €1.8 million funding round in Headmade Materials GmbH, headquartered in Wuerzburg, Germany, following its €1 million investment. The remaining €0.8 million was contributed by Matterwave, AM Ventures, and the European Innovation Council (EIC).
Headmade’s Cold Metal Fusion (CMF) technology is a sinter-based Additive Manufacturing process that enables the cost-efficient production of metal parts in large batches. The company plans to use
the investment to expand the range of materials for CMF technology and develop new applications in cooperation with customers in Europe and the USA.
“Headmade Materials is an attractive firm for its combination of technological innovation and a business model that enables faster scaling and recurring revenue,” stated Roger Dorsch, Director of Jet Ventures, Jet Investment’s venture capital team. ”CMF technology has the potential to fundamentally transform the production of metal components by making serial 3D
“The installation of these three CeraFab S65 printers is a true milestone for both Lithoz and the aerospace industry,” added Johannes Homa, Lithoz CEO. “As Safran Aircraft Engines moves forward to further develop their serial Additive Manufacturing process for ceramic casting cores, Lithoz remains strongly committed to providing our constant support in this important project.”
www.lithoz.com
www.safran-group.com
printing available to a wider range of industrial companies. We believe that Headmade Materials has the potential to become a major player in the global market and, at the same time, suitably complements the portfolio of our Jet Venture 1 fund.”
“Our latest investment round is a signal of confidence in our technology, strategy and team,” stated Christian Staudigel, CEO and co-founder of Headmade Materials. “The funds raised represent a milestone for us on the path to further growth and expansion of applications that will accelerate the adoption of Cold Metal Fusion technology in the market.”
www.jetinvestment.eu
www.headmade-materials.de
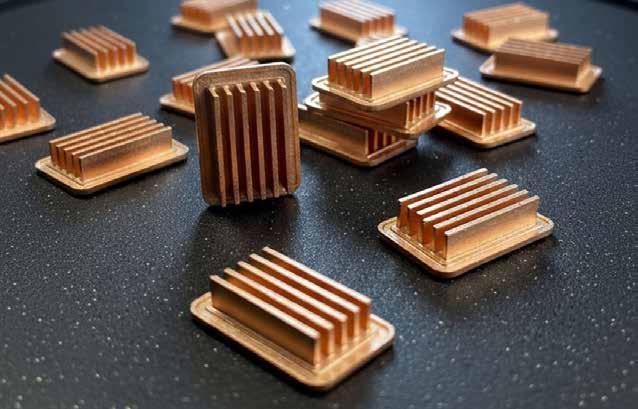
Schunk Sintermetalltechnik GmbH
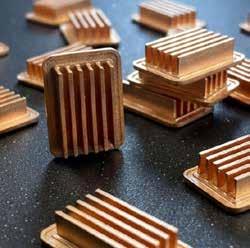
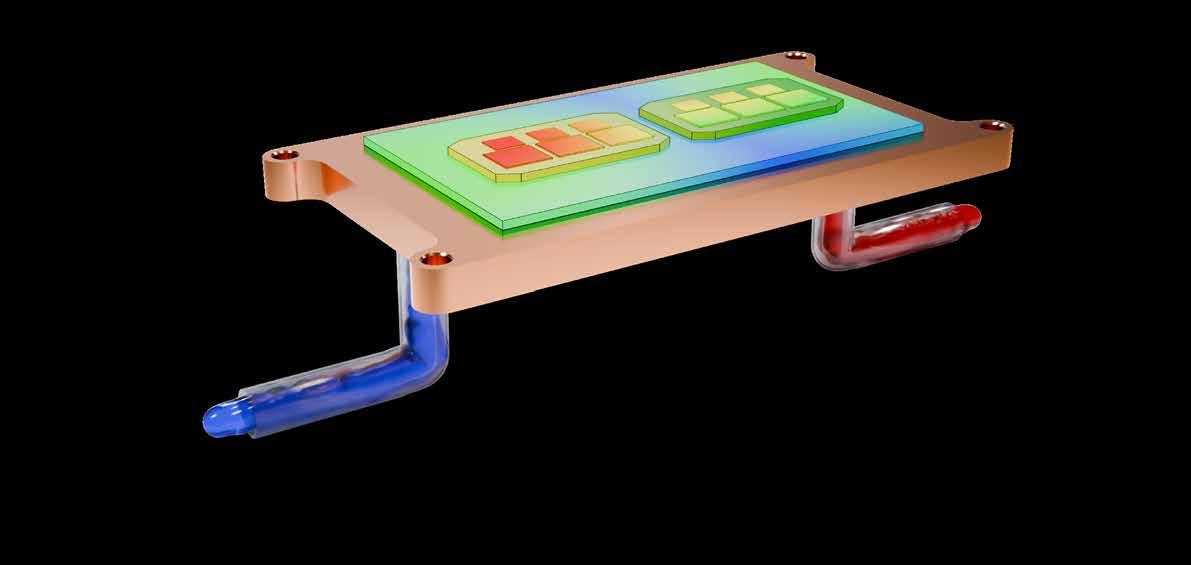
Discover the future of power electronics with our cutting-edge heat sinks, crafted using advanced Metal Injection Moulding (MIM) technology. These innovative heat sinks offer unparalleled thermal management, ensuring optimal performance and longevity for your electronic devices.
MIM allows for complex geometries and superior material properties, resulting in highly efficient heat dissipation. Perfect for high-power applications, our MIM heat sinks are lightweight, durable, and cost-effective. Upgrade your power electronics with our state-of-the-art MIM heat sinks and experience the difference in performance and reliability. Embrace the next generation of thermal solutions today!
� Roßtrappenstraße 62 06502 Thale, Germany
� +49 3947 7 1560 At thorsten.klein@schunk-group.com � schunk-mobility.com
Arburg, headquartered in Lossburg, Germany, premiered its updated Allrounder Trend line of injection moulding machines at K 2025. The new machines are intended to be quick to set up, easy to operate and maintain, energy-efficient, and offer reliable parts production.
“We have completely redeveloped the Allrounder Trend – from the all-electric drive train, energy-efficient clamping and highperformance injection unit to the dynamic electric ejector and the new Gestica lite control variant. This ensures repeatable and reliable part production,” stated Guido Frohnhaus, Managing Director Technology & Engineering. “The machine technology is very easy to master, even without specialist personnel, and enables quick and easy entry into injection moulding of standard components.”
The Allrounder Trend line is aimed at a range of industries, including technical injection moulding and electronics. With performance optimised for standard applications, Trend machines are
intended to offer low investment and operating costs, in terms of both returns on investment (ROI) and total cost of ownership (TCO).
At market launch, there are four sizes in the clamping force ranging from 500-2,000 kN and with electric injection units in sizes 100-800. The injection speed is between 200-500 millimetres per second.
Tobias Baur, Managing Director Sales and After Sales, added, “Our new Trend performance level offers high cost-efficiency coupled with proven Arburg quality and globally standardised service. We wish to reach existing customers worldwide as well as completely new target groups who do not yet have an Allrounder in their injection moulding production facilities.”
The naming style has also been updated: in the new system, the clamping force follows the product name Allrounder. The Allrounder 1000 e Trend, for example, has a clamping force of 1,000 kN; the ‘e’ stands for electric and ‘Trend’ for the performance level in the standard machine segment.

The easily accessible large mould installation space and interfaces for electronics, pneumatics and cooling water close to the mould enable convenient setup and start-up. Peripheral devices can be connected using ‘Plug & Work’, and the cylinder module can also be replaced quickly when needed.
Arburg has also placed emphasis on ease of maintenance and low maintenance requirements. For better accessibility and simpler setup, the safety gate has been significantly enlarged, and the sliding guard on the injection unit can be opened wide in two stages. The maintenance points on the injection and clamping unit, e.g., for grease lubrication, are easy to access without the need for special tools.
The new electric Trend machines will be available worldwide from spring 2026.
Arburg France celebrates 40 th anniversary
It was also announced that Arburg SAS, based in Tremblay-en-France, celebrated its fortieth anniversary in early November. The team marked the occasion at the Arburg Technology Centre, where around 100 participants were joined by Juliane Hehl, Managing Partner, and Tobias Baur, as well as Steffen Eppler, Vice President Sales Europe.
“Our aim of establishing a global presence with our own organisations was and still remains to provide our customers with first-class and comprehensive on-site support. We are deeply impressed by what our French team has achieved over the past four decades,” Hehl said on the occasion. “Even back then, it was very important to my father Eugen Hehl to convey the image of our company worldwide through uniform appearance of the ARBURG buildings at home and abroad – and of course our technology and expertise.”
Arburg SAS was company’s first foreign subsidiary. Hehl went on to thank customers for their trust in Arburg over the years, and the French Arburg team for their successful work.
www.arburg.com
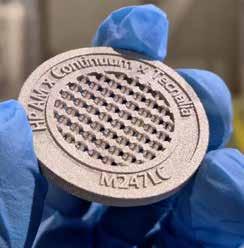
Continuum Powders, based in Houston, Texas, USA, and HP
Additive Manufacturing Solutions have entered into an agreement to accelerate the development of high-performance alloys using HP’s Metal Jet S100 Binder Jetting (BJT)
Additive Manufacturing machine.
“This collaboration underscores the future of Additive Manufacturing, where best-inclass printing platforms meet sustainable, high-quality powders,” stated Don Magnuson, Senior Vice President of Continuum Powders.
“Working alongside HP, we are not just qualifying materials –we are enabling Binder Jetting of superalloys once considered out of reach. This means higherperformance parts, reduced supply
chain risk, and faster pathways to production.”
The first alloy in development is OptiPowder M247LC. This is a lowcarbon, nickel-based superalloy engineered for high-temperature strength and corrosion resistance in aerospace and energy applications. The companies’ multi-phase development programme includes:
• Powder characterisation
Using Continuum’s Melt-toPowder process to achieve control over chemistry, particle size distribution (PSD) and morphology to meet BJT requirements.
• Build parameter development HP AM’s Barcelona, Spain, R&D team will work to optimise

Gevorkyan a.s., headquartered in Vlkanová, Slovakia, has announced selected financial and operating results for the six months ending June 30, 2025, as well as providing updated full-year 2025 and five-year outlooks.
The company reported first-half 2025 revenues were up 11% year-onyear at €42.2 million, with EBITDA at
€13.8 million, a 15% year-on-year growth. The EBITDA margin was 32.7%, a 1.2% increase over the same period in 2024.
The company also reported operating EBIT of €4.6 million in H1 2025, an increase of 12% compared to the same period last year, and profit after tax (PAT) at nearly €3.0 million, representing a 17.9%
process settings to achieve part densities exceeding 98% of theoretical, with repeatable green strength and sintering response.
• Mechanical & metallurgical properties
The programme will evaluate hardness, microstructure ( γ / γ′ phase distribution), and mechanical properties to confirm aerospace-grade performance.
“Binder Jetting is delivering industrial-scale production today and extending such production to high performing alloys requires a rigorous materials development programme,” added Brett Harris, Global HP Metal Jet Product Manager, HP Additive Manufacturing Solutions. “With Continuum, we are demonstrating the robustness of the Metal Jet S100 system across demanding alloys like OptiPowder M247LC, ensuring our customers can move from pilot runs to full-scale production with confidence.”
The Continuum–HP collaboration is designed as a scalable framework: once M247LC is qualified, additional high-value alloys – including other nickel superalloys and future titanium grades – can be advanced through the same methodology. The development of this framework is intended to better-position Binder Jetting Additive Manufacturing as a production-ready solution for aerospace, defence, and energy applications.
www.continuumpowders.com www.hp.com
increase compared to the same period in 2024.
Building on its 2025 H1 results, confirmed orders, and expected tailwinds, Gevorkyan projects revenue growth of 11–18% and EBITDA up 15–23% at EBITDA margins around 36%. In the five-year term, the company expects revenue CAGR of 10–16% and EBITDA CAGR of 10–18%, underpinned by its backlog and new contracts in aerospace and defence and other strategic sectors.
www.gevorkyan.sk

Reliable Vacuum Furnaces for better end-to-end production. From prototyping to high-volume production, Ipsen offers vacuum furnaces in a variety of sizes that accommodate common heat-treatment processes used for AM, such as debinding, sintering, stress relieving and annealing.
Amazemet, based in Warsaw, Poland, has announced the integration of an advanced artificial intelligence model to fully automate its rePOWDER ultrasonic atomisation machine. The move is intended to address the need for constant, manual supervision of metallurgical processes, often required in industrial and academic R&D. In particular, the company noted the suitability of this upgraded machine for use in high-throughput materials testing facilities.
“In most institutions, it is far easier to buy new equipment than to hire new technical staff,” stated Dr Łukasz Żrodowski, CEO of Amazemet, Adjunct Professor at Carnegie Mellon University. “Amazemet focused its efforts on limiting the time users must commit to atomising novel alloys. Our new AI process control delivers much
more autonomy, allowing researchers to focus on discovery or supervise more devices and processes at the same time.”
The AI model utilises machine vision, processing a live video feed from a welding camera to analyse melt pool characteristics in real-time. It autonomously determines and adjusts torch position, power, and material feeding every 120 milliseconds. According to Amazemet, this continuous optimisation ensures high wettability of the atomised material on the sonotrode, a key element for an efficient process, resulting in the highest possible yield in the desired Particle Size Distribution (PSD).
The AI also controls the ultrasonics, overspray removal, atomisation atmosphere and gas flow.

(Courtesy Amazemet)
Matsuura Machinery Ltd, based in Coalville, UK, has been named as the exclusive United Kingdom reseller of HP’s Metal Jetting Additive Manufacturing machines. The high-volume, sinter-based Metal Jet machines are intended for sectors such as automotive, industrial, medical and consumer products.
“Our appointment as the exclusive UK stockist for the HP Metal Jet represents a natural evolution of our partnership with HP,” stated David Chapman, Managing Director, Matsuura Machinery. “We have been supporting UK manufacturers with HP’s polymer 3D printing technology for years, and our customers can now benefit from the same
The integration of AI required a comprehensive machine overhaul, centred around a new Advanced Control Cabinet featuring an industrial-grade GPU and highspeed, industrial PLC. Its integration with industrial networks via API enables remote process control and monitoring.
The rePOWDER machine features a new, specially designed and optimised plasma source and connected feedstock feeders to track the quantity of processed material. The machine also features integrated gas recirculation with a passivation system for increased safety.
The AI-integrated rePOWDER was benchmarked using Ti-6Al-4V (Titanium Grade 5) wire, reportedly achieving production rates of up to 0.5 kg/h and a minimum of four hours of unattended processing. Amazemet aims to extend this autonomous operation to eight hours in the next year.
While Ti-6Al-4V is the benchmark, the company stated that it is already developing autonomous processes for other high-value materials, including NiTi for shape-memory applications and the C-103 (Nb) alloy for hightemperature applications.
Amazemet is also developing new feeder systems for bar/ rod, machining chips, and powder feedstocks, further expanding the machine’s autonomy and material flexibility.
www.amazemet.com
world-class service, training, and applications expertise for metal Additive Manufacturing. Our decades of experience with our own AM/CNC hybrid LUMEX platform gives us a deep understanding of metal 3D printing.”
Matsuura’s AM Centre in Leicestershire will serve as the hub for Metal Jet demonstrations, applications development, training, and long-term customer support.
www.matsuura.co.uk
www.hp.com

Regardless of the complexity of your custom application and formulation, it remains standard for us with our quality systems, technical support, and two proprietary binding systems.


We ensure 100% batch-to-batch consistency, a wide range of alloys, and 36 years of supplying MIM feedstocks for mission-critical parts.
Advanced Metalworking Practices (AMP) manufactures and supplies a wide range of both standard and custom-configured MIM feedstocks for your application. Contact Chris Chapman at cchapman@ampmim.com or 724-396-3663.
Scan the QR code or click here to view our current list of alloys www.ampmim.com/resources




Lithoz, headquartered in Vienna, Austria, showcased real-world examples of additively manufactured ceramic parts produced by its proprietary Lithography-based Ceramic Manufacturing (LCM) technology at this year’s Formnext. Ceramic cores, used for building single crystal turbine blades for next-generation aircraft engines,
were reported to be a highlight of the booth. These demonstrators were representative of those produced by Safran Aircraft Engines, which recently installed three CeraFab System S65 Additive Manufacturing machines at its facility near Paris. The blades feature delicately branched cooling channels, enabling improved temperature management.

Over 6,500 production and laboratory furnaces manufactured since 1954




• Metal or graphite hot zones
• Processes all binders and feedstocks
• Sizes from 8.5 to 340 liters (0.3–12 cu ft.)
• Pressures from 10-6 torr to 750 torr
• Vacuum, Ar, N2 and H2
• Max possible temperature 3,500°C (6,332°F)
• Worldwide field service, rebuilds and parts for all makes
Also on show was a complex alumina atomic layer deposition ring, designed by Plasway and serially produced by Alumina Systems. Using LCM Additive Manufacturing, the 380 mm diameter, lightweight ring features very thin walls and optimised flow channels. As a critical wear part in the semiconductor industry, the ring reportedly offers verifiably extended uptime of one to nine months, while trebling production output.
Lithoz also premiered a monoblock turntable cartridge with moving coil technology. The Thales VORO cartridge for analogue turntables from HiFiction AG is encapsulated in an additively manufactured zirconia housing built as a single piece without support structures. Its shape is inspired by naturally occurring Voronoi skeleton structures. Developed and scaled to production by Steinbach AG, the functional part‘s capsule is characterised not only by its geometry but, thanks to the use of high-strength zirconia, also by its resonance behaviour at the lowest possible weight. The integration of engineering design and advanced manufacturing saw the technology secure the Thales VORO the iF Design Award 2025.
Lithoz also showcased another highly intricate customer component serially produced for the semiconductor industry. The gas injector for etching processes on


Ceramic cores used for building single crystal turbine blades for next-gen aircraft engines (Courtesy Lithoz)
show was manufactured by Bosch Advanced Ceramics.
Also included in the company’s semiconductor display were ultra-precise aluminium nitride (AIN) cooling plates with intricate, three-dimensional internal lattice and gyroid structures that enable efficient heat transfer, compact form factors and targeted thermal regulation.

Lithoz showcased the highly complex 380 mm alumina atomic layer deposition ring (Courtesy Lithoz)
The medical and dental section of the Lithoz booth premiered patient-specific ceramic earmoulds for hearing aids, designed and marketed by Swiss company OC GmbH and mass-customised by CADdent.
“With this focus on real series applications from various industries, we are not only sending a clear signal about the growing rele -

vance and adoption pace of ceramic Additive Manufacturing for OEMs in these turbulent times,” stated Johannes Homa, Lithoz CEO. “This concerted focus on premiering realworld components successfully scaled to industrial level on Lithoz CeraFab printers is our manifesto for serial production in ceramic 3D printing.” www.lithoz.com
FEATURES
• Metal or Graphite Hot Zones
• Metal and Graphite Retorts
• Debinding & Sintering
APPLICATIONS
• Additive Manufacturing
• Metal Injection Moulding
• Ceramic Injection Moulding
• Powder Metallurgy
• Trapping Systems to Suit The Best Thermal Processing Solution for the Powder Industry Our experienced team is ready to solve your toughest thermal processing challenges and will design, manufacture, install and maintain the
Furnace you’ll ever own.
NSL Analytical Services, Inc, based in Cleveland, Ohio, has shared a case study by Dr Ross Cunningham, Director of Science and Technology at NSL Analytical Services, Inc, exploring how Inductively Coupled Plasma (ICP) analysis and LECO (which includes Combustion Analysis and Inert Gas Fusion) testing deliver complete material analysis. ICP and LECO testing are two industry-leading methods for testing elemental composition of a wide variety of materials, ranging from enhanced metal alloys and ceramics on aircraft to pharmaceuticals and cosmetics.
Each method brings a unique capability to accurately generate compositional information on most material systems. ICP is capable of detecting bulk and trace elements across the majority of the periodic table, while LECO is used to detect light elements, like oxygen and nitrogen, that ICP is unable to measure. When used together, they provide nearly the whole spectrum of elements from bulk to trace levels, ensuring a high confidence of material quality and regulatory compliance.
These techniques are believed to be essential tools for engineers and manufacturers, offering fast, accurate and repeatable results, and require only a small amount of test material. As a result, they enable enhanced quality control and assurance at every stage of the production cycle, from raw materials to end products.
What are the methods and principles behind ICP testing?
Depending on the required detection range (the percentage of an element of interest, from bulk to ultra-trace), ICP testing utilises one or both of two techniques to precisely detect and measure elements in a wide range of materials. If the sample is initially solid, it is first dissolved in an acid to form a liquid solution. Each technique involves vaporising, atomising and ionising the liquid sample by injecting it into an argon plasma formed by a radio frequency generator, known as an Inductively Coupled Plasma, or ‘ICP’.
Optical Emission Spectroscopy (ICP-OES), otherwise known as Atomic Emission Spectroscopy (ICPAES), operates on the principle that excited atoms emit light at specific

characteristic wavelengths. In this technique, the liquid sample is injected as an aerosol into the plasma, where the intense heat vaporises the sample and ionises the atoms therein. When the ions return to their ground state, they release the energy as photons of light, whose intensity is measured with photomultiplier tubes (PMTs) or charge-coupled devices (CCDs). The wavelength of an emitted photon is characteristic of the specific element, while the intensity is proportional to its concentration. This allows for accurate, quantitative analysis of a wide spectrum of elements simultaneously.
Mass Spectrometry (ICP-MS) combines the high-temperature ionisation capabilities of ICP with mass spectrometer detection. It is similar to ICP-OES in that the sample is introduced into an argon plasma to be atomised and ionised but is unique in that this method directly measures the ions the plasma produces.
The charged ions are then extracted through an interface (typically a pair of water-cooled cones) and directed through ion optics (electrostatic lenses) that guide the ions into a mass analyser where the ions are separated and measured based on their massto-charge ratio, or m/z value. The signal generated is directly proportional to the relative concentration of the element in the sample, which is converted to a concentration by comparing it to a calibration standard of a known value.
While powerful in its breadth of elements and range of detection limits, ICP is not capable of detecting all elements. This is where LECO testing comes in, which is the common brand name of equipment for methods that utilise Combustion Analysis or Inert Gas Fusion to identify specific light elements in a sample that are generally not measurable with ICP, namely for C, S, O, N and H.
Combustion analysis heats a small sample to a high temperature in an oxygen-rich environment, converting carbon and sulphur into their gaseous oxides, like CO 2, which are measured using an infrared absorption detector.



Inert gas fusion heats the sample in an inert atmosphere, such as helium or argon, to release nitrogen, oxygen, and hydrogen. These elements are then processed through a series of catalysts, detectors, and scrubbers to independently analyse the constituent elements.
Why are ICP and LECO testing valuable to manufacturers?
These testing methods ensure that the raw materials and finished products meet precise specs for elemental composition. This is a key consideration for performancecritical industries like aerospace and defence, automotive, and medical devices, because users are now demanding more from materials, and even the smallest out-of-spec variations in trace elements like carbon or sulphur content can impact the material’s properties and fitnessfor-use, ultimately undermining the safety or performance of the product.

ICP testing is a method for testing the elemental composition of a material utilising ICP Mass Spectrometry and/or ICP Optical Emission Spectrometry to precisely detect and measure elements in a wide range of materials, including advanced metal alloys and ceramics (Courtesy NSL Analytical Services)
Accurate and repeatable elemental analysis allows manufacturers to meet strict compliance and specification targets through each stage of the product lifecycle, whether it’s R&D, quality assurance or failure analysis. While invaluable in making sure elements are present in the
appropriate concentrations in alloys and materials, they are equally useful in ensuring contaminants like oxygen or sulphur in alloys or dangerous elements, like lead or mercury, are absent or below acceptable limits for medical or consumer-facing products. www.nslanalytical.com


NEW MACHINE GENERATION
Catalytic Debinding Furnace


Continuum Powders, based in Houston, Texas, USA, has announced the commercial availability of its OptiPowder CoCr F75 alloy powder. Known for its strength, corrosion resistance, biocompatibility, and thermal stability, CoCr F75 is a critical material for demanding applications across aerospace, industrial, and medical sectors.
OptiPowder CoCr F75 is produced through the company’s proprietary Melt-to-Powder (M2P) gas atomisation process, which delivers highly spherical particles, low oxygen levels, and flowability for consistent part quality. Continuum’s CoCr powder can be tailored with regard to particle size distributions and powder characteristics to align with the requirements of each modality and OEM platform, enabling it to meet customer specifications across platforms and technologies such as Laser and Electron Beam Powder Bed Fusion (PBF-LB or PBF-EB, respectively), Binder Jetting (BJT), and Directed Energy Deposition (DED) Additive Manufacturing processes and Metal Injection Moulding.
Target applications for F75 include engine turbine components such as nozzles and valves, industrial wear parts, and medical implants such as dental prosthetics and joint replacements.
“CoCr F75 has long been a go-to alloy for critical applications in aerospace and medical industries, but its adoption in Additive Manufacturing has been limited by quality and supply challenges,” said Rizk Ghafari, Chief Operations Officer at Continuum Powders. “By offering a reliable, high-performance F75 powder produced through our sustainable M2P process, we’re helping manufacturers expand design freedom, improve part performance, and build more resilient supply chains.”
Sunil Badwe, VP, Research & Development at Continuum, “The quality of powder defines the performance of the part. At Continuum, we engineer powders with purpose, tailoring their behaviour to specific applications. Our CoCr F75 powder sets the standard for aerospace and medical use, delivering consistency and reliability where it matters most.”
Continuum Powders’ OptiPowder CoCr F75 is part of the company’s broader portfolio of advanced alloy powders designed to deliver technical excellence with a circular advantage. By transforming reclaimed metal feedstock into high-quality powder, Continuum aims to reduce reliance on virgin raw materials while maintaining high performance standards and cost flexibility.
www.continuumpowders.com
The EROWA PM Tooling System is the standard interface of the press tools between the toolshop and the powder press machine. Its unrivalled resetting time also enables you to produce small series profitably.
www.erowa.com






Partner with the leader in industrial DLP Sub-Systems
The UV imaging copilot for your next breakthrough
Co-engineering from day one
Support from prototype to industrial-scale systems
Custom, tailor-made optics with own production
From small-batch to mass production - high repeatability
Casio has announced a new goldcoloured version of its metal injection moulded ring watch. Following the success of last year’s model, designed to commemorate the company’s 50 th anniversary, the new CRW-001G-9 has the same physical dimensions as the previous model.
The fully functional miniature watch is around 10x smaller than a normal watch. Metal Injection Moulding is used to produce the stainless steel case, case back and ring in a single piece. The watch is then finished with gold-coloured ion-plating.
The ring watch has an inner diameter of 20 mm and a circumference of 62.8 mm, with the company providing spacers to make it fit different-sized fingers. The six-digit LCD displays the time down to the second, and features a calendar, dual time and a 1/100-second stopwatch, all controllable through three buttons.
Metal Injection Moulding is an established, cost-efficient manufacturing process for the production of watch designs. These can range from

Casio has announced a new goldcoloured version of its popular MIM ring watch (Courtesy Casio)
everyday stainless steel watches to luxury, diamond-clad timepieces. Ceramic Injection Moulding (CIM) is also used, with many high-value designer watchmakers adopting the technology.
In addition to the previous ring model, Casio has used MIM before in the production of its watch cases. A recent highlight was its use in the G-Shock Mudmaster watch. Here, a complex button guard MIM component was produced in stainless steel. www.casio.com
creating images – together
visitech.com

The CRW-001G-9 features a stainless steel MIM case, case back and ring produced in a single piece (Courtesy Casio)










Fomas Group, headquartered in Osnago, Italy, has announced the appointment of Giancarlo Scianatico as Managing Director of Mimete, the group’s metal powder business.
With over fifteen years of experience in the industrial sector, Scianatico brings a foundation in mechanical engineering as well as sales and human resources management. His international career spans France, Germany, and Italy, where he has worked with leading industrial companies, gaining deep insights into global operations and multicultural business environments.
“I am proud to join Fomas Group, a prestigious multinational company and global leader in the science and technology of metals,”
stated Scianatico. “I am honoured to contribute to the success of Mimete in advancing the metal powder business, where we already hold a leading position in key industries such as power generation and aerospace.”
“Giancarlo’s arrival strengthens our commitment to the metal powders business, a key pillar in Fomas Group’s technological evolution,” added Jacopo Guzzoni, president & CEO of the Fomas Group. “His expertise will help us expand our presence in this highly specialised market and deliver advanced solutions that meet the growing demands of global industries.”
The Fomas Group has been working in the metals industry

Giancarlo Scianatico, Mimete Managing Director (Courtesy Fomas Group)
since 1956, from forging to metal powders and rolled rings. The group offers iron, nickel, and cobaltbased powders under the Mimete brand, designed for applications in Additive Manufacturing, thermal spray coating, and across industries such as power generation, oil & gas, industrial, biomedical, and aerospace. www.mimete.com www.fomasgroup.com







Incus GmbH, based in Vienna, Austria, launched the Hammer Pro25 sinter-based metal Additive Manufacturing machine at this year’s Formnext 2025 exhibition. Using a Vat Photopolymerisation (VPP) process, the Hammer Pro25 is designed to combine industrial-scale metal AM with high precision, automation, and throughput.
Incus states that the machine can produce MIM-like quality, while allowing every part to be fully customised.
The Hammer Pro25 offers continuous, automated production metal parts with material throughput of up to a reported 980 cm 3/h, with automated material refill and removal of finished parts. Engineered for 24/7 production, the machine supports lights-out manufacturing and is capable of producing large, heavy-duty parts as well as small, intricate geometries.
The Hammer Pro25 offers high resolution, with a lateral resolution of 25 μm, powered by dual scrolling projectors, enabling simultaneous manufacturing on two platforms. The machine has a build volume of 200 × 205 × 140 mm and flexible layer thicknesses between 10 - 100 μm.
Additionally, the Hammer Pro25 reportedly offers high surface quality after sintering (Ra approx. 2 μm), often eliminating the need for postprocessing. The machine design is intended to enable the highest productivity, and, together with the Evo series, provide a solution for the workflow from R&D and small-series production to mass manufacturing.
“With the Hammer Pro25, we are empowering manufacturers to scale up Additive Manufacturing with unprecedented reliability and


Incus unveiled the Hammer Pro25 at Formnext 2025 (Courtesy Incus GmbH)
efficiency,” stated Gerald Mitteramskogler, CEO at Incus. “The system’s combination of precision and automation provides true industrial capability, while its surface finish drastically reduces the need for costly post-processing.” www.incus3d.com



Our high-performance VIGA systems deliver high-quality metal powders, engineered for novel and complex alloy compositions











Plastometrex, a developer of mechanical testing solutions based in Cambridge, UK, announced that its ASTM E3499-25 for Profilometry-based Indentation Plastometry (PIP) standard has been approved. The approval follows a thorough, multi-year process, including collaborative validation work with NPL, Airbus, Nikon, and Renishaw, as well as reviews and balloting through ASTM’s committee system, a process that reflects the consensus of experts across the global materials community.
The standard is intended to give engineers and researchers a globally recognised route to faster, easier, and more cost-effective mechanical testing, whilst providing users with audit-ready data, consistent results across laboratories and supply chains and a clear route to adoption in regulated sectors such as aerospace and energy.

Complex/miniature medical device components
High temperature stainless steel/superalloy automotive parts
Advanced ceramics with high density, high wear and tear resistance, and high precision.
Micro MIM/CIM
Materials customization and RnD.



ASTM E3499-25 – Standard Test Method for Indentation Plastometry of Metallic Materials is also expected to reduce barriers to internal approval, make audit readiness straightforward, and ensure results are comparable across organisations. Because ASTM standards are internationally recognised, this development may also provide a foundation for global comparability and regulatory alignment, bolstering the use of PIP overall.
The path to standardisation
The standardisation effort was initiated and led by Plastometrex CTO Dr Jimmy Campbell, who originally coined the term ‘Indentation Plastometry’ in a 2019 peer-reviewed paper, and has since guided its technical development.
“From the outset, our goal with Indentation Plastometry was to create a method that gave engineers the same fundamental mechanical properties as conventional tensile testing, but with far greater efficiency and versatility,” stated Dr Campbell. “Securing an ASTM standard is a major step in that journey. It validates the rigour of the science, recognises the work of the experts involved, and gives industry the confidence to enjoy the benefits that PIP offers.”
“For me,” he continued, “it’s rewarding to see a concept we’ve been developing since the early 2000s now established as an international test method standard that will help accelerate innovation and raise the bar for mechanical testing worldwide.”
Profilometry-based Indentation Plastometry is a physics-based approach that extracts stress-strain curves from indentation data using an inverse finite element method. This technology is used in all of Plastometrex products: PLX-Benchtop, PLX-HotStage and PLX-Portable, each of which will be covered by the new standard.
PIP testing is valued for delivering stress-strain curves quickly, using minimal material, and without the complexity of conventional tensile testing. It is also suitable in scenarios where tensile testing is not feasible, such as with small or thin specimens, or in-service assets, broadening the scope of mechanical testing beyond what has been possible before.
www.plastometrex.com | www.astm.org








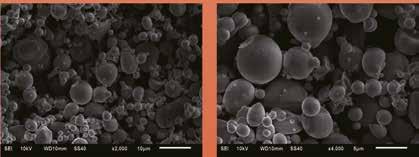
At Formnext 2025, Nanoe, headquartered in Ballainvilliers, France, debuted an ultra-high-temperature ceramic (UHTC) composite, consisting of zirconium diboride (ZrB 2) and silicon carbide (SiC). The material is available in powder form for pressing and Ceramic Injection
Moulding, as well as in filament form for Additive Manufacturing. Nanoe also showcased its collaboration with French nuclear group Orano on anti-corrosion materials. This partnership has resulted in the development of 304L and Monel 400 Zetamix filaments.
Ultra-high-temperature ceramic composite “UHTC ceramics have been the subject of extensive research in recent years, particularly with a view to developing materials capable of withstanding hypersonic conditions,” stated Guillaume de Calan, CEO of Nanoe. “However, the market has so far lacked ready-touse commercial products, without which industrial applications cannot emerge. That’s why we’re launching both a powder for traditional processes like pressing, and a filament for 3D printing.”



Our vacuum furnaces solutions for INDUSTRY and R&D LAB: - High Temperature Vacuum Sintering - Debinding & Sintering - Debinding/Pre-Sintering - High Pressure Sinter-HIP
Vacuum thermal technologies: MIM, CIM, Hard Metal
Nanoe’s new UHTC composite consists mainly of ZrB 2 (80%) and SiC (20%), with additional doping elements including B 4C. This enables pressureless sintering at 2,000°C under partial argon pressure.
Guillaume Bouchet Doumenq, CTO of Nanoe, added, “One commonly accepted limitation of UHTCs is the need for pressureassisted sintering. While pressure sintering often results in better densities, it significantly restricts the geometry of the parts. Our work on material formulation and preparation has enabled us to achieve a dense material through conventional sintering, with parts that are either cold-pressed or 3D printed.”
The first customers for this material are said to include laboratories working in aerospace and defence, such as NASA and ONERA, as well as a ‘New Space’ startup and a major European defence contractor.

Nanoe debuted ultra-high-temperature ceramic composite, Monel and 304L filaments for Additive Manufacturing at Formnext (Courtesy Nanoe)
Anti-corrosion materials
Monel is a nickel-copper alloy already widely used by Orano in the nuclear fuel electrolysis process. Taking place under extreme conditions of temperature and corrosion, this process requires specially adapted materials. The ability to additively manufacture these materials will enable the production of spare parts, R&D assemblies and other small components necessary to the electrolytic process. Nanoe and Orano therefore worked together to develop a custom Monel filament.
Jeremy Paul-Joseph, Head of 3D Printing Activities at Orano Tricastin, stated, “The ability to 3D print components directly in Monel opens up very interesting opportunities for Orano, both for prototyping, test bench manufacturing, and eventually for maintenance. The Nanoe–Orano partnership is a true catalyst for feasibility studies involving specific alloys, with controlled costs and lead times compared to other Additive
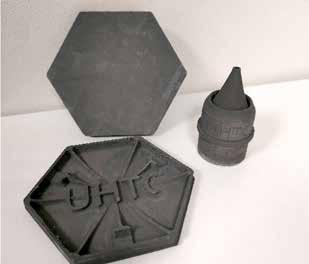
Sample components made from Nanoe’s ultra-high-temperature ceramic material (Courtesy Nanoe)
Manufacturing technologies.”
For less critical applications, the companies also developed a 304L filament. Initially, this will be used to manufacture small tanks for R&D assemblies to simulate the industrial process in a laboratory environment.
Our experienced team is ready to solve your toughest thermal processing challenges and will design, manufacture, install and maintain the Best Sintering Furnace you’ll ever own.
“One of the main advantages of our Zetamix 3D printing technology is its ability to print a wide range of materials,” de Calan explained. “We are very pleased to have been able

Additively manufactured reactor vessel with a welded gas exhaust tube (Courtesy Nanoe)
APPLICATIONS
• Additive Manufacturing
• Metal Injection Moulding
• Ceramic Injection Moulding
• Powder Metallurgy
to apply our skills and know-how to serve the French nuclear industry, which specifically requires dedicated material, whether metals or ceramics such as SiC. This is a great example of the kind of collaboration we can establish with industrial partners, thanks to our ‘Zetamix on demand’ offer.”
www.nanoe.com
www.zetamix.com
www.orano.group

Our experienced team is ready to solve your toughest thermal processing challenges and will design, manufacture, install and maintain the Best Sintering
•
APPLICATIONS
• Additive Manufacturing
• Metal Injection Moulding
• Ceramic Injection Moulding
• Powder Metallurgy
This year marked the tenth anniversary of Formnext, with the show welcoming some 38,282 visitors. According to the organiser, Mesago Messe Frankfurt, this represented a record for the leading international Additive Manufacturing event.
“The last ten years have been characterised by tremendous technological progress. Additive Manufacturing is no longer a promise for the future, but a reality in numerous industries,” stated Sascha F Wenzler, Vice President Formnext at event organiser Mesago Messe Frankfurt. “With progress, however, come new challenges. And this is exactly where Formnext comes in: It showcases solutions for the ongoing industrialisation of AM, greater supply-chain flexibility, and the technology’s increased accessibility for SMEs.”
Of the visitors to Formnext 2025, almost 18,000 (47%) came from outside of Germany. The exhibition included 804 exhibitors, with 61% of them from outside Germany, and showcased innovations from the entire process chain. A more extensive supporting programme at this year’s event also highlighted the scope of applications and business opportunities that Additive Manufacturing presents in a wide range of industrial sectors.
Petra Haarburger, Mesago Messe Frankfurt President, added, “Formnext shows how important it is to not only make progress visible, but to work together to drive the transformation of industrial manufacturing forward. Just like our slogan says: ‘driving technologies by connecting bright minds.’”

In addition to its traditional format – which offers free talks on three stages, numerous showcases, the Formnext Awards, a partner country, specialised seminars and events –this year visitors were offered guided tours of the trade fair, AM live shows and more.
“Formnext has shown that it’s far more than just a trade fair; it’s a source of inspiration and home to a steadily growing global fAMily [sic],” stated Christoph Stüker, Vice President Formnext at Mesago Messe Frankfurt.
With a high percentage of international attendees, Formnext clearly reaffirmed its position as the leading global platform for Additive Manufacturing and advanced industrial production. Exhibitors were said to have noted the strong visitor turnout, the quality of professional discussions, and the event’s role as a hub for innovation and new business opportunities.
“3D Systems is appreciative of the continuous support we receive from Formnext – their efforts enable us to continuously make an impact in the Additive Manufacturing industry and connect with the decision-makers and attendees year after year,” stated Cassie Harris, Global Tradeshow Manager, 3D Systems, US.
The presentations from Formnext’s Industry and Application Stages will soon be available via Formnext’s digital channels: Formnext.TV and YouTube.
The next Formnext will take place from November 17-20, 2026, in Frankfurt am Main, Germany. www.formnext.com






Tekna Holding AS, Sherbrooke, Québec, Canada, has received accreditation from NADCAP (National Aerospace and Defense Contractors Accreditation Program) for its metal powder manufacturing. Reported to be the first metal powder producer to achieve NADCAP Audit Criteria AC7143, the certificate was officially granted on October 15, following the formal audit completed in August.
About AC7143
The NADCAP Audit Criteria AC7143 define requirements specifically tailored for metallic powder material manufacturing. These include:
• Raw material traceability and certification
• Powder production process controls (e.g., atomisation, classification, handling)
• Contamination control and cleanliness protocols
• Quality assurance testing and documentation (e.g., particle size, composition, morphology)
• Change control, calibration, and preventive maintenance
• Audit trail, reporting, and nonconformance management
Standards development
The development of AC7143 was a collaborative initiative involving key aerospace and defence stake -
holders, including BAE Systems, GKN Aerospace, Safran, and the Performance Review Institute (PRI). Since 2023, Tekna has actively participated in development and hosted training sessions for auditors at its Canadian manufacturing facility.
“From day one, we saw this effort not just as an internal quality upgrade, but a contribution to the aerospace and defence supply chain globally,” stated Claude Jean, CEO of Tekna. “By helping to shape the audit criteria, and then demonstrating compliance through our own processes, we believe we are offering reassurance to our customers that our powders meet the most rigorous standards possible.”
The new AC7143 standard aims to establish a global benchmark for quality, traceability, and consistency in powder manufacturing. Its criteria define mandatory practice areas such as traceability, process controls, quality assurance, contamination control, documentation, and equipment maintenance.
Achieving the accreditation included:
1. Auditor training hosted on-site: To ensure consistent interpretation of the new standard, Tekna’s Canadian facility hosted training sessions for NADCAP
The Metal Powder Industries Federation (MPIF) has shared that its Industry Development Board is continuing with its University Outreach Program. Launched earlier this year, the Outreach Program provides an opportunity to engage with future engineers in their own educational
environment. It enables representatives from the metal powder industry to showcase the range of metal powder technologies.
At the latest event, Scott Davis of Hoeganaes Corporation and Stefan Joens of Elnik Systems, LLC, led sessions at the University of North

Tekna has received NADCAP accreditation for metal powder production (Courtesy Tekna)
and OEM auditors, providing direct exposure to real-world metal powder workflows and thereby improving mutual understanding, and validating the audit checklist in practice
2. Internal readiness and mock audits: Throughout 2024–2025, Tekna teams ran internal gap analyses, mock audits, and process refinements to ensure full compliance with AC7143 ahead of the formal audit
3. Formal audit and certification: The auditor team thoroughly examined the powder manufacturing facility, procedural controls, documentation, traceability systems, quality records, etc; after solving two minor nonconformances, Tekna passed the audit
Achieving NADCAP accreditation under AC7143 demonstrates that Tekna’s metal powders now adhere to a high industry standard of quality and traceability from raw materials to final inspection.
www.tekna.com
Carolina at Charlotte. They presented three classes discussing Manufacturing, Systems, and Design of Machine Elements. The feedback from the students and professors was reportedly very positive. They remarked that they appreciated the industry providing a first-hand look at what the metal powder sector has to offer. Upcoming Outreach Program visits include the University of Texas at El Paso and Purdue University, Indianapolis. www.mpif.org

Material Options (Metal)
Material Options (Ceramics)
Build Envelope
Quantity
Tolerance capability
CONTACT FOR MORE DETAILS
17-4PH, SS 316, Tool Steel M2 & S-7, Inconel 625, 4140
Alumina 99.5%, Zirconia
~ 300 grams max, Footprint equivalent of baseball size or less, 0.02” (0.50 mm) wall thickness minimum
10~50 samples based on footprint. Larger quantities up to 1,000 pcs welcome depending on the part size.
Within 2% of the feature size, 2~3 Ra Surface finish, Option of finishing to closer tolerances available.
NORTH AMERICA Email: Mukund.N@indo-mim.com Ph: +1 (210) 557-1594
EUROPE Email: InfoEU@indo-mim.com Ph: +49 1732656067
ASIA Email: InfoHQ@indo-mim.com Ph: +9198459 47783 / +91 98450 75320
ISO 9001:2015 / IATF 16949:2016 / AS
SINTX Technologies, Inc, headquartered in Salt Lake City, Utah, USA, has received 501(k) clearance from the US Food and Drug Administration (FDA) for its SINAPTIC Foot & Ankle Osteotomy Wedge System, following SINTX’s recent acquisition of SiNAPTIC Surgical. The system is planned for commercial launch in Q1 2026.
The SINAPTIC implant system combines SINTX’s proprietary silicon nitride biomaterial with surgeon-informed implant designs and a planned sterile, single-use instrument kit intended to enhance surgical efficiency, precision and reproducibility.
“Orthopaedics is evolving beyond traditional materials,” stated Lisa Marie Del Re, Chief Commercial Officer. “With growing demand for
non-metal solutions, the SINAPTIC system delivers the proven performance of silicon nitride to foot and ankle reconstruction, elevating expectations for surgical outcomes.”
As clarified under the FDA submission, SINTX’s silicon nitride is said to be pro-osteogenic, bacteriostatic, hydrophilic and offer enhanced visibility on imaging compared to metal components. The material’s unique surface chemistry mechanisms are said to have demonstrated superior protein absorption and osteointegration when compared to traditional biomaterials. These surface properties have also been shown to actively repel or inhibit the growth of bacteria in both laboratory and animal studies. As a hydrophilic material, it attracts fluids, which further deters
In a recent press release, 3DCeram Sinto, headquartered in Bonnac-LaCôte, France, detailed the adoption of its ceramic Additive Manufacturing technology by G Surgiwear Ltd, Shahjahanpur, India.
G Surgiwear Ltd develops and manufactures solutions in the medical and surgical sectors (e.g., cranial implants, intervertebral cages, and a variety of bone substitutes). Its chief focus is in bringing biocompatible implants to market.
The company began considering the use of ceramic Additive Manufacturing to achieve these complex designs, eventually bridging the gap between research and full-scale production. G Surgiwear attributed its choice of 3DCeram to the company’s twenty years in the medical field, in particular noting its collaboration with the CHU de Limoges, France. G Surgiwear also attributed its decision to the company’s top-down stereolithography technology (Vat


SINTX produces a range of silicon nitride components for surgical applications (Courtesy SINTX)
bacterial colonisation and enhances bone-building mechanisms.
“FDA clearance of our SINAPTIC portfolio is a defining commercial milestone for the company,” stated Eric Olson, chairman, president & CEO. “By entering the high-value, procedure-driven market with a differentiated biomaterial and surgeon-validated designs, we expect to generate meaningful clinical impact and build shareholder value as we execute our commercial strategy.”
www.sintx.com
Photopolymerisation) and equipment software.
The company is currently in its R&D phase, using a 3DCeram 101 EASY FAB Additive Manufacturing machine to produce prototypes and validate designs, supported by technical assistance from SRT and 3DCeram. It is currently using the machine to produce its custom medical implants, followed by standard post-processing protocols, including cleaning, debinding, and sintering, as well as quality control procedures to ensure the parts meet quality standards.
G Surgiwear plans to scale up from this R&D capacity to industrial production, something it expects to achieve through the use of 3DCeram’s Additive Manufacturing technology.
“With [3DCeram’s] expertise, the top-down technology, and proven results in the medical sector, we feel well-positioned to develop innovative solutions that will make a real difference for patients and surgeons on the Indian market,” stated Dr GD Agrawal, chairman & Managing Director, G Surgiwear.
www.3dceram.com
www.surgiwear.co.in

Anzu Partners, a US-based industrial technology investment firm, has announced that ExOne Global Holdings has combined ExOne and voxeljet under a unified holding strategy. Going forward, the businesses will integrate operations to offer customers a broader product line, more aftermarket support and global Additive Manufacturing services.
ExOne Global Holdings will maintain operating subsidiaries in Germany, the United States, Japan, China, and India, which comprise the combined organisation. These will continue, aiming to strengthen localised support across all business areas.
To leverage the domain expertise from both organisations whilst providing strategic oversight and continuity, the leadership structure will be as follows:
• Eric Bader, currently the Managing Director of ExOne GmbH, will become the Chief Executive Officer of ExOne Global Holdings
• Rudolf Franz, currently CEO of voxeljet AG, will join the board of directors of the holding company when he concludes his role as CEO at the end of the year
• Whitney Haring-Smith, Managing Partner at Anzu Partners, will serve as chair of the board of the holding company
The managing directors at each of the country organisations will remain the same.
Bader shared, “Our customers and partners will experience ongoing stability and consistency as we move forward. In bringing together ExOne’s leadership in digital sand casting and voxeljet’s capabilities in large-format industrial printing supporting sand and investment casting, our focus is to leverage our joined strengths,
preserve reliability, and deliver new growth.”
Haring-Smith said, “We are thrilled to bring together two of the most respected names in industrial binder jet and large-format Additive Manufacturing. ExOne and voxeljet each bring unique strengths and customer relationships. Under a single ownership and with unified leadership, we intend to accelerate innovation and deepen customer commitment.”
Rudolf Franz commented, “I am honoured to join the board of the new holding company. Both ExOne and voxeljet have set new standards for decades now by transforming casting applications through Additive Manufacturing. Reuniting the founders and pioneers of 3D sand printing is an exciting new step.”
In total, ExOne and voxeljet have deployed more than 500 industrial Additive Manufacturing machines globally. The combination strategy intends to offer its customers complementary technology portfolios, shared R&D, optimised operational AM solutions, and crossselling opportunities between the two customer bases.
www.exone.com
www.voxeljet.com
www.anzupartners.com

Rudolf Franz, Board Director; Whitney Haring-Smith, Chair of the Board; and Eric Bader, Chief Executive Officer, following the formation of ExOne Global Holdings uniting ExOne and voxeljet (Courtesy ExOne)






































































































Element 22 GmbH has built its reputation on developing efficient ways to manufacture complex titanium components for demanding applications in medicine, aerospace, luxury goods and emerging hydrogen technologies. By leveraging Metal Injection Moulding, sinter-based Additive Manufacturing and carefully controlled finishing processes, the company demonstrates how titanium parts can be produced reliably and at scale. Dr Georg Schlieper recently visited the company for PIM International to explore its processes and ongoing developments.
Element 22 GmbH, based in Kiel, northern Germany, has established itself as a specialist in the powder metallurgical production of components made from titanium and its alloys. Founded in 2011 by Matthias Scharvogel, the company has steadily expanded its manufacturing capacity and technical expertise in response to the growing industrial use of titanium in sectors such as medical technology, aerospace and, more recently, hydrogen energy.
The company’s name, Element 22 , refers to titanium’s position in the periodic table of chemical elements. Titanium and its alloys are regarded as some of the most valued engineering materials. Titanium’s strength-to-weight ratio is among the highest of all structural metals; its alloys retain this combination of low density, strength, corrosion resistance and biocompatibility. Alongside pure titanium, its alloys are often used in technical applications, especially the alloy Ti-6Al-4V, which contains 6 wt.% aluminium and 4 wt.% vanadium; in practice, when titanium is discussed in general terms, this alloy is usually implied.
These characteristics explain titanium’s use across multiple sectors. In aerospace, its low density supports lightweight structural design; in medical technology, its proven biocompatibility makes it suitable for implants; and in luxury consumer goods, titanium has established itself as a prominent material.
In addition to machined components, sintered parts, whether produced by Metal Injection Moulding (MIM) sinter-based Additive Manufacturing (AM, SBAM) or conventional Powder Metallurgy pressing routes, are increasingly adopted because the processes are sustainable, resource-efficient
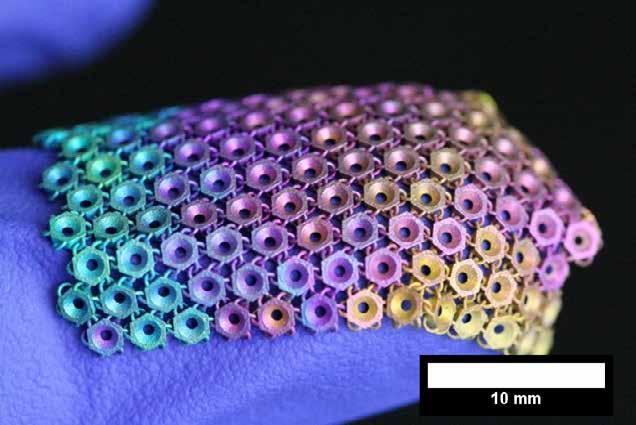

and cost-effective. While more than 90% of material can be lost when machining titanium aerospace components from bar stock, material waste in Element 22’s MIM and AM production is typically limited to a maximum of 5% of the component’s weight, contributing to both material and energy savings.
Scharvogel continues to manage Element 22 and is the majority shareholder; around one - third of shares are privately held. The
company now operates 2,500 m 2 of production space and 650 m 2 of office space. The company continues to expand in all divisions, with robust growth in hydrogen technology applications. Its manufacturing capabilities span the full PM titanium process chain – from powder handling and feedstock preparation to injection moulding, sintering and post-processing – forming a foundation for its later developments in sinter-based Additive Manufacturing.
“Its manufacturing capabilities span the full PM titanium process chain –from powder handling and feedstock preparation to injection moulding, sintering and post-processing – forming a foundation for its later developments in sinter-based Additive Manufacturing.”
The fine, spherical MIM-grade titanium powders processed at Element 22 must not be exposed to air before they are converted into feedstock, as in the worst case it can self-ignite or, at the very least, absorb oxygen and nitrogen to levels that would compromise final properties after sintering. To prevent this, the powders are handled in a glove box under an inert atmosphere.
Feedstock for MIM is then produced in two kneaders. Once the polymers are added to plasticise the powder, they act as a barrier, protecting from further reaction with air. Once removed from the kneader, the feedstock is pelletised so that it can be easily fed into the injection unit of the injection moulding machine.
Element 22 operates five injection moulding machines with clamping forces ranging from 300 to 800 kN (Fig. 2). The company does not maintain its own tool shop; instead,

injection moulding tools are manufactured by specialist toolmakers, with only a small workshop on site for routine maintenance.
Injection moulding tools with up to eight mould cavities are in use. For high-volume components, parts are removed from the mould by pickand-place robots and placed on trays for further processing. Hot runner technology is rarely used because it makes it difficult to control the temperature distribution in the injection mould. Sprues are shredded, blended with fresh feedstock and reused.
Green parts are debound in a solvent-based process. Three solvent debinding units are available for this purpose, and the company recycles used solvents in two distillation plants. Parts are then sintered in four vacuum furnaces (Fig. 3).
“Element 22
operates a patented sintering process called Selective Bead Sintering (SBS). The method exploits the allotropic behaviour of titanium, which exists in two crystallographic modifications: α-titanium (hcp) at low temperatures and β-titanium (bcc) above 882°C.”
Element 22 operates a patented sintering process called Selective Bead Sintering (SBS). The method exploits the allotropic behaviour of titanium, which exists in two crystallographic modifications: α -titanium (hcp) at low temperatures and β -titanium (bcc) above 882°C. Because atoms are less densely packed in the cubic lattice, the β phase exhibits higher atomic mobility and self-diffusion rates.
In Ti-6Al-4V powders, however, both α and β phases coexist up to around 1,000°C. Element 22 has developed a unique low-temperature sintering regime that achieves ≥99.5% density, producing finegrained titanium with high strength and ductility. Fine-grained powders show particularly high sintered densities in the upper α + β region. This behaviour is attributed to the dominant diffusion mecha -
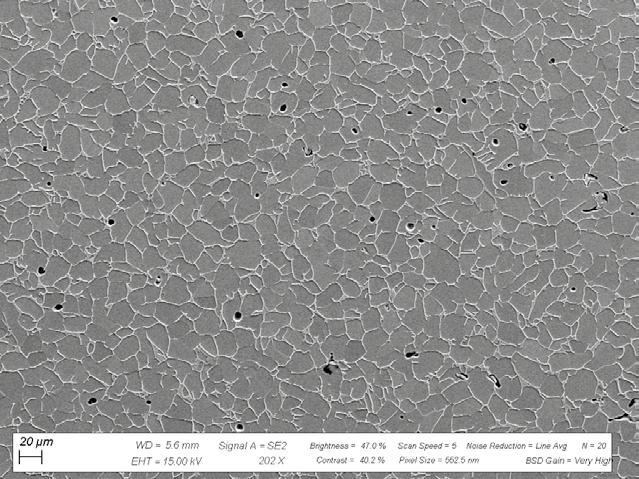
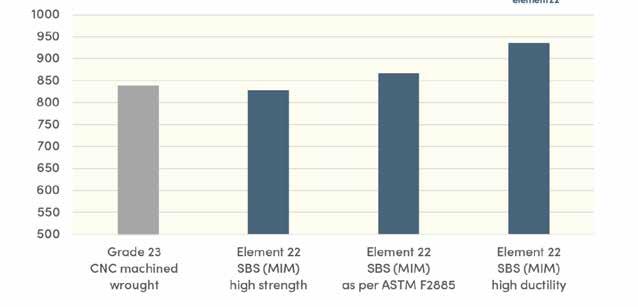
“A variety of post-treatments can be applied to MIM titanium components. To improve the surface finish, many parts are blasted with glass beads or treated by vibratory finishing. Colour anodising can be used to colour-code similarlooking components.”
nisms: while β -phase sintering is driven by volume diffusion and rapid grain growth, the α + β region favours surface and grain-boundary diffusion, which are more energy-efficient and promote densification (Fig. 4).
To benchmark the performance of the MIM components, Element 22 has carried out comparative testing against CNC-machined wrought reference specimens. All test specimens – including the Grade 23 CNC wrought reference – underwent identical surface finishing, using glass-bead blasting (bead size: 100-200 μ m; blasting distance: 50 cm; blasting pressure: <2.5 bar; equipment: MHG SMG50). The test geometry was a rectangular bar with nominal dimensions of 44 mm in length, 5.5 mm in width and 3 mm in thickness.
Element 22 evaluated mechanical performance in accordance with ASTM F382, the standard specification for metallic bone plates; however, with two defined deviations from the prescribed procedure. First, it reduced the test termination criterion from the ASTM F382 value of 10 6 cycles to 500,000 cycles. Second, it increased the test frequency from the standard 5 Hz to 6 Hz, with the force signal directly following the displacement signal. The resulting fatigue data confirm the competitive mechanical integrity of Element 22’s MIM SBS Ti-6Al-4V compared to wrought Ti-6Al-4V. Differences between the various SBS material variants are illustrated in Fig. 5, showing that certain types of Element 22’s SBS MIM can even outperform wrought material under the given test conditions.
A variety of post-treatments can be applied to MIM titanium components. To improve the surface finish, many parts are blasted with glass beads or treated by vibratory finishing. Colour

anodising can be used to colour-code similar-looking components (Fig. 6). Almost all parts used in hydrogen technology applications receive a Physical Vapour Deposition (PVD) coating. Furthermore, surface hardness can be significantly increased by Oxygen Diffusion Hardening (ODH) or Nitrogen Diffusion Hardening (NDH) without affecting the part’s dimensions. With these processes, a Vickers hardness of 1,200 HV can be achieved. In some cases, titanium parts produced by MIM are also joined to parts manufactured by machining or another PM-based process by diffusion bonding.
When a customer shows interest in a new titanium product and submits an enquiry, Element 22 first carries out a preliminary analysis. This establishes whether the part is a good fit for MIM or AM, which material is most
“The use of simulation to optimise component and tool design has become increasingly important in recent years. In particular, tool design based on injection fill studies shortens development times and helps avoid errors while reducing costs.”
suitable, and whether the request aligns with the company’s strategy. If the answers are positive, Product Engineering takes over the project. Here, the team reviews the manufacturing route in detail and finalises requirements together with the customer. Because titanium products are typically demanding and must withstand high stresses, early and close customer contact is especially important.
The use of simulation to optimise component and tool design has become increasingly important in recent years. In particular, tool design based on injection fill studies shortens development times and helps avoid errors while reducing costs. The sintering process, known to be associated with considerable changes in the dimensions of the sintered material, is also better understood with the help of simula -
tion tools. The dimensional changes and the influence of gravity and friction with the parts’ setters can be better predicted with finite element software.
If there is still doubt about the final component geometry and function of a MIM part after simulations, prototypes are made and tested. To do this, either a mould insert for an injection tool is produced (Fig. 8), which can be used to produce a limited number of prototypes, or the prototypes are produced directly by Additive Manufacturing. Since the processes for debinding and sintering the AM prototypes are identical to the production of MIM parts, a direct comparison of the properties is possible.
Extensive measures are taken to ensure the quality of all products. As standard, the monitoring and statistical evaluation of weight and function-critical dimensions, which is common in the entire PM industry, is carried out. If requested by the customer, tensile specimens produced by either MIM or AM and sintered together with the parts are used to verify the strength properties. Further special material investigations, in particular scanning electron microscopy and chemical analyses, are outsourced to a university laboratory nearby.
Element 22’s quality management system is certified to ISO 9001 and is regularly audited. Other certified management systems include ISO 13485 for medical devices and the aerospace quality management standards EN 9100 and AS9100.
Sustainability and environmental protection are key priorities for Element 22. The company sources its electrical energy from renewable providers to reduce carbon dioxide emissions, and production waste is minimised and recycled wherever possible.

Additional offices and a new production hall were recently leased to support the company’s continued growth. This latest expansion provides capacity for new production lines and an increasing workforce across all areas. Growth is already greatest in hydrogen technology. In the next few years, the new premises will be equipped with production facilities, and the staff will also continue to increase from the current fifty employees.
Highly qualified engineers with knowledge of materials science, injection moulding technology and chemistry are trained at neighbouring universities. In cooperation with university professors, topics for bachelor’s, master’s and doctoral theses are assigned, some of which can be carried out directly within the company. In this way, students and
company employees get to know each other informally, and the management can select suitable candidates for a permanent position.
When the topic of AM was raised, Scharvogel first let out a deep sigh.
“The benefits of AM are essential to us,” he said, “but introducing these technologies into the manufacturing
of medical and aviation products has taken years and has been expensive. Each new process technology has to be qualified at great expense.” While the qualification of new processes is still ongoing, Element 22 has been developing applications in the consumer goods market which are subject to less stringent controls.
Initially, Element 22 considered which of the various AM processes was most suitable for titanium. Since the equipment for debinding and sintering was already in place, it
“While the qualification of new processes is still ongoing, Element 22 has been developing applications in the consumer goods market which are subject to less stringent controls.”


quickly became clear that only a sinter-based process was an option. Additionally, the metal powders used for MIM can also be utilised in the AM process. Element 22’s knowledge and extensive experience in binder systems, debinding, and sintering were of great value in the selection and introduction of Additive Manufacturing processes.
Cold Metal Fusion
Element 22’s first choice when selecting sinter-based AM processes was the Cold Metal Fusion (CMF) process from Headmade Materials. In CMF, metal powder is processed into a fine micro-granulate in which multiple titanium particles are bound together by a polymer binder, typically forming agglomerates of around 0.1 mm. This granulation improves flowability, minimises dust formation and shields the titanium powder from contact with air. The micro-granules behave similarly to a highly filled polymer and parts can be built using polymer Laser Beam Powder Bed Fusion (PBF-LB) machines. During the build, only the polymer binder is melted by the laser; the titanium powder remains in the solid state, resulting in low thermal loads and reduced energy consumption. The components are built directly in the powder bed rather than on a base plate, so support structures are not required, and multiple parts can even be stacked vertically to maximise the installation space.
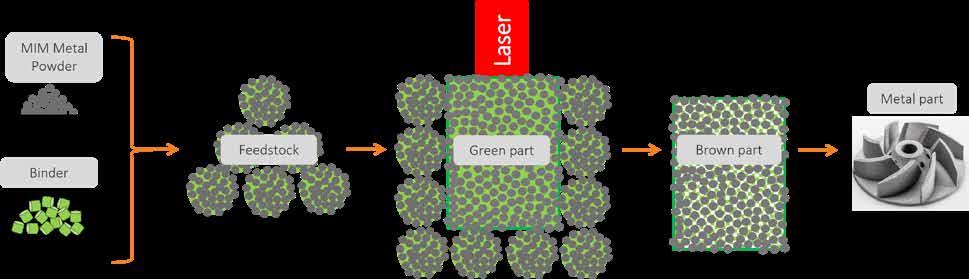
After building, the green parts are removed from the powder bed, debound in solvents in a process similar to MIM, and then sintered in a controlled atmosphere, typically under vacuum.
Element 22 operates two SLS machines tailored towards Cold Metal Fusion that can build AM components with dimensions up to 300 mm. An important area of application for AM of titanium and its alloys is high-end bicycles; Figs. 10 and 11 show examples of these applications.
A further sinter-based AM process used by Element 22 is pellet-based Material Extrusion (MEX), also referred to as Fused Deposition Modelling (FDM). MIM feedstock pellets are used directly for this process, and Fig. 14 shows a turbine wheel for a high-performance engine produced by this technology. Since MEX does not use a powder bed, the depowdering step is eliminated and parts with internal cavities can be built. The process is primarily used to manufacture devices and tools for Element 22’s internal requirements. Devices that come into contact with titanium powder or titanium parts are also produced in titanium to avoid cross-contamination.
Closely related to this is filamentbased Material Extrusion, widely known as Fused Filament Fabrication (FFF). Instead of MIM feedstock pellets, a metal-loaded polymer filament is used as the raw material, produced by extruding the MIM feedstock. Element 22 manufactures filaments that are flexible enough to be wound onto a coil. These filaments are supplied to customers for use in their own processes. Element 22 also uses extrusion technology to produce titanium profiles of up to 700 mm in length.
Binder Jetting
Although Binder Jetting (BJT) is among the most widely known sinter-based Additive Manufacturing processes, it is not widely used for titanium. Element 22 has not yet
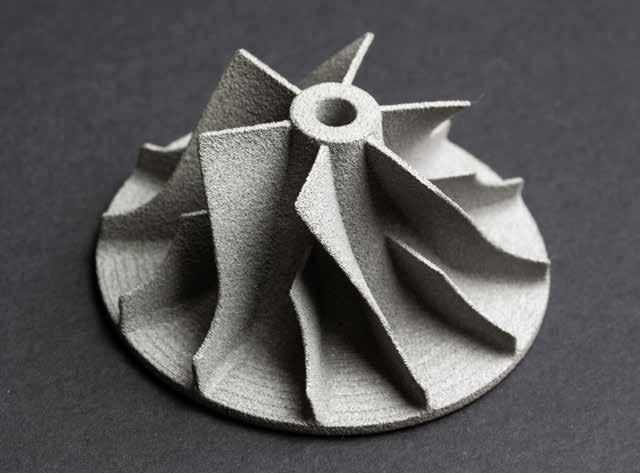
integrated this technology into its production portfolio, primarily due to the complexity of operating under inert gas conditions and the associated challenges of titanium powder handling. Instead, the company has focused its efforts on other AM technologies that are better suited to titanium processing. Nonetheless, Element 22 is participating in a collaborative project aimed at validating the Binder Jetting process for implant manufacturing, indicating
that future investment in this technology remains a possibility.
Vat Photopolymerisation (VPP): lithography-based metal AM Element 22 has extensively tested Vat Photopolymerisation with excellent results. Among the various AM technologies, it enables the production of parts with the finest details and a surface finish comparable to MIM parts. Hence, the company often uses it to produce prototypes for

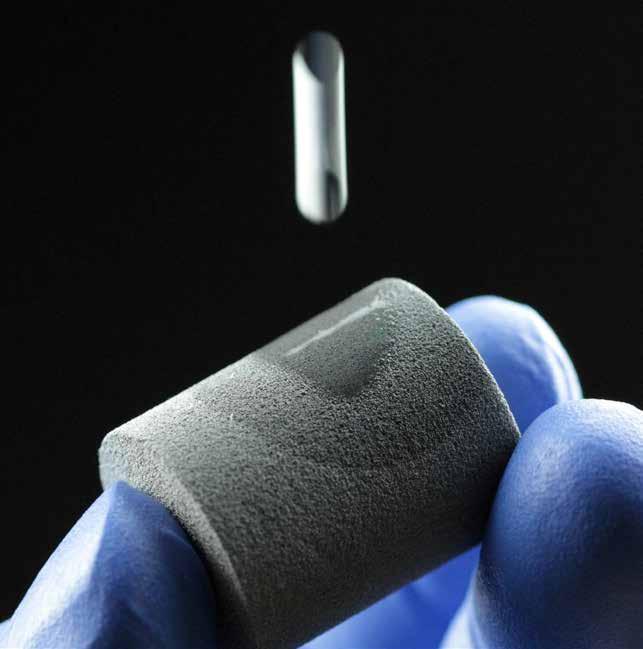
MIM parts. Customers can use these prototypes to test component function before investing in an expensive injection moulding tool. Element 22 recently ordered a VPP machine from Incus GmbH designed for metal parts, which will be delivered soon. A selection of parts manufactured by VPP is shown in Fig. 15.
The most important sales areas for Element 22 are medical technology, luxury goods, aviation and, as the company’s latest mainstay, the newly emerging hydrogen industry. For medical technology, a wide range of implantable products is manufactured, including housings for ports that deliver drugs to the body in controlled doses, as well as components used in surgery to heal bone fractures. Unfortunately, Element 22 cannot show any aviation products due to their proprietary nature.
In addition to producing solid materials, sinter-based technologies also enable the manufacture of porous metal parts (Fig. 16). In medical applications, these porous structures can promote the integration of bone-strengthening elements with surrounding tissue. Porous components are also required in hydrogen technology applications, particularly for electrolysers, and can be produced cost-effectively using Additive Manufacturing.
“Our products for hydrogen technology are mainly used in electrolysers,” said Scharvogel. “Titanium is ideally suited for such applications because of its excellent oxidation resistance and electrical conductivity.” Dr Johannes Schaper, Chief Operating Officer at Element 22, added, “We manufacture anodes for proton exchange membrane (PEM) electrolysers with controlled porosity, whose large surface area noticeably improves the efficiency of the process.”
Matthias Scharvogel regards hydrogen technology as the most important future market for titanium. “Element 22 helps to make electro -

lysers and fuel cells technically and economically more efficient,” said Scharvogel.
Schaper added, “On the one hand, hydrogen can be used to store renewable energy generated in wind farms and through photovoltaics, and on the other hand, hydrogen is also needed in large quantities as a raw material in the chemical and steel industries. The future demand for hydrogen will be gigantic.”
Element 22’s expectations for the future of hydrogen technology is reflected in the creation of the subsidiary Element H2, founded specifically to to take over the distribution of products for hydrogen applications for Element 22.
Beyond these major sectors, Element 22 also supplies parts for specialised applications. An example of a marine application is the part shown in Fig. 17, which holds a pulley for a rope on a yacht. Titanium was chosen for its excellent corrosion resistance in seawater.
“Hydrogen can store renewable energy generated in wind farms and through photovoltaics […] and is required in large quantities as a raw material in the chemical and steel industries. The future demand for hydrogen will be gigantic.”
– Dr Johannes Schaper
A large part of Element 22’s production is exported. “Components for hydrogen technology are supplied to customers all over the world,” said Scharvogel. “Our customers in the medical technology and aerospace sectors are mainly based in Europe and Israel. MIM parts for luxury goods are delivered partly to Europe, partly to Asia, assembled there and then sent back to Europe or to the USA as finished products.”
Exports to the USA have fallen sharply in 2025. Scharvogel has identified the cause in the weakness of the US dollar against the euro and in the tariffs imposed by the current US government. “In addition, the unpredictability of current US policy means that some customers are very reluctant to do business in the US,” he said.
The COVID-19 pandemic also presented significant challenges for Element 22, causing temporary downturns in the luxury goods, medical
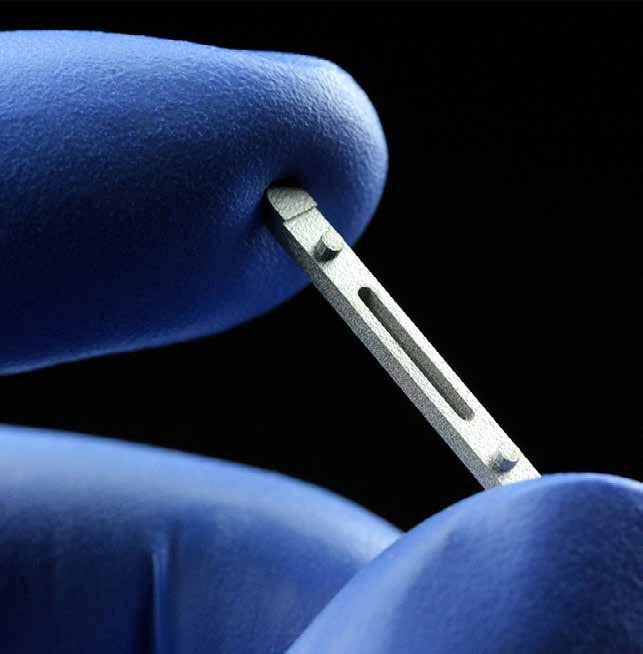
18 A metal component with thin-walled, intricate features produced via VPP (Courtesy Element 22)
“The market for titanium powders has changed significantly in recent years,’ added Scharvogel. ‘In the last five years, numerous new manufacturers of titanium powder have established themselves in Europe, North America and Japan.”
technology and aerospace sectors. Since then, order volumes have largely returned to pre-pandemic levels.
“The market for titanium powders has changed significantly in recent years,” added Scharvogel. “In the last five years, numerous new manufacturers of titanium powder have established themselves in Europe, North America and Japan. Novel methods for powder production have been perfected, so that the prices
for titanium powder have remained stable or even declined slightly. In some cases, powder made from recycled titanium is also offered.”
In the past, the titanium raw material used to produce powder atomised in North America and Europe was sourced mainly from Russia and Ukraine, but these supplies have diminished due to the ongoing war. Today, titanium is increasingly imported from China. Element 22 works transparently with its
customers regarding the raw material supply chain. It can source titanium powder – and manufacture parts from it – through a supply chain that does not include Russia, Ukraine, or China. Two years ago, in 2023, the European Union added titanium to its list of strategically important raw materials. As a result, there is now greater scrutiny regarding the countries that titanium is imported from, and Element 22’s resource-efficient production methods have become increasingly significant.
In addition to its established MIM capability for titanium and its alloys, Element 22 has, in recent years, developed a robust technical foundation for sinter-based Additive Manufacturing. The combination of powder processing expertise, binder system development and furnace technology now enables the company to assess new component requirements across multiple production routes. This integrated approach allows the most appropriate manufacturing method to be selected based on geometry, material performance, production volume and economic considerations, rather than on process availability alone.
Looking ahead, further opportunities are expected in areas where titanium’s specific properties – corrosion resistance, biocompatibility and strength-to-weight ratio – deliver measurable functional gains. The increasing industrial adoption of hydrogen technologies is already shaping internal investment priorities, particularly for components with controlled porosity or applicationspecific electrochemical surfaces. Parallel developments in medical technology, lightweight structures and specialised consumer applications are expected to remain steady drivers for new titanium parts with tighter tolerances and more demanding quality requirements.
On the manufacturing side, Element 22 anticipates continued refinement of its sinter-based AM

processes, with a focus on improving dimensional predictability, expanding the range of feedstocks and increasing automation in both powder handling and post-processing.
The company’s close cooperation with universities provides access to emerging research in process simulation, alloy development and surface engineering, supporting future improvements in efficiency and reproducibility.
Overall, the management expects stable, long-term growth. By maintaining a diversified portfolio of MIM, AM and extrusion-based technologies, supported by in-house feedstock
preparation and extensive sintering capability, Element 22 is well positioned to respond to new technical challenges and to support customers in sectors where the requirements for titanium components continue to evolve.
Contact
Matthias Scharvogel
Element 22 GmbH
Wischhofstrasse 1-3, Geb. 13 D-24148 Kiel, Germany matthias.scharvogel@element22.com www.element22.com
Author
Dr Georg Schlieper D-45133 Essen, Germany georg.schlieper@hotmail.com

Binder Jetting’s accelerating progress toward industrial production set the tone at Fraunhofer IFAM’s 6 th Workshop on Sinter-based Additive Manufacturing, held on October 8-9, 2025, in Bremen, Germany. Alongside Binder Jetting, the programme highlighted advances across the wider family of sinter-based AM processes, with industry and research speakers presenting new applications, cleaner and more stable workflows, and expanding material options. This report, by Fraunhofer IFAM’s Lea Reineke and Michael Norda, reviews the event’s key findings.
Despite a challenging market environment for many manufacturers, IFAM’s 6 th Workshop on Sinterbased Additive Manufacturing showed clear momentum towards industrial adoption. Held on October 8-9, 2025, in Bremen, Germany, the event’s timing – scheduled separately from the European Powder Metallurgy Association’s Euro PM2025 conference – gave the community more space for focused engagement.
Numerous companies presented production-ready use cases, signalling a growing level of confidence in Binder Jetting (BJT) in particular, as well as in other sinter-based routes. Applications spanned aerospace, automotive, medical, and luxury goods, with examples demonstrating rising part volumes, improving repeatability and tighter integration with downstream operations.
Research contributions added further depth. Rather than broad overviews, presenters delved into specialised material development and process understanding, covering alloy optimisation,
contamination control, modelling, simulation and hybrid manufacturing approaches. Several talks also highlighted a shifting supplier landscape, with new machine architectures, expanded material portfolios and increasingly integrated digital workflows.
Participants from across Europe, the UK, Japan and Canada –representing research institutes, equipment suppliers and industrial users – used the forum to assess current limitations and emerging opportunities. Discussions centred on economic viability, quality assur -


ance, automation and the role of digital tools in accelerating uptake.


Opening the programme, Sebastian Hein, Senior Scientist at Fraunhofer IFAM, welcomed attendees. The breadth of speakers from Addimetal, Elnik Systems, HP, Hyperion, Legor, MetShape, Ricoh UK Products, Robert Bosch GmbH, RollsRoyce Deutschland, WZR, and others underscored both the expanding industrial base and the sustained R&D activity underpinning sinterbased AM.
• High temperature and performance requirements of aeroengines demand for special alloys and manufacturing processes for complex part design.
• based manufacturing methods enable small size, high volume parts
• 5

Fig. 3 Aero engine combustor demonstrators manufactured by Binder Jetting (Courtesy Rolls-Royce)
Binder Jetting of


Fig. 4. Left: Cast Alloy 247 microstructure reproduced from Jordan, O. (2024) ‘Materials at High Temperatures’, 41(1), 195–205. Right: Binder Jetting Alloy 247 showing a fine-grained microstructure (~30 μm) versus casting (~3,000 μm) (Courtesy Rolls-Royce)
The information in this document is proprietary and confidential to Rolls-Royce and is available to authorised recipients only – copying and onward distribution is prohibited other than for the purpose for which it was made available.
“Early Alloy 247 trials have produced fine-grained microstructures, but a full property dataset is still needed. Broader adoption will depend on suitable powders, effective defect control, robust processing and a more mature supply chain.”
Rolls-Royce: nickel-based alloys for cost-efficient hot-section parts The first day opened with a focus on real-world applications of metal Binder Jetting. Dominique Kiesslich, Materials and Technology Acquisition Engineer at Rolls-Royce, outlined the company’s early investigation of nickel-based alloys for aerospace components produced via BJT, carried out in collaboration with her Rolls-Royce colleague Enrico Daenicke. The work examines whether sinter-based AM can provide a cost-effective alternative for small, high-temperature parts in nickeland cobalt-based systems where geometric complexity and cost make conventional routes less competitive. Rolls-Royce is evaluating BJT for components such as heat shields, combustor tiles and burner sleeves, with feasible part sizes up to 150 x 200 mm, annual production volumes of up to 50,000 units and the ability to incorporate curved channels and features below 0.5 mm. Within this envelope, Kiesslich suggested potential unit cost reductions of 40% or more compared with conventional manufacturing methods. Early work is therefore centred on what Kiesslich described as ‘low-hanging fruit’ applications, moderately loaded, geometrically complex parts with more accessible qualification pathways.
• Integration
• Moderately
➔ Initial Feasibility Study on Metal Binder Jetting of nickel-based alloy 247 demonstrates typical fine grained (grain size ~ 30µm) material properties compared to conventional casting route (grain size ~ 3000µm)
➔ Investigation of microstructural effects and detailed determination of the property portfolio needs to be considered as a next step
➔ Start of Technology
However, several constraints remain. Current BJT parts show
slightly lower density than cast or MIM components (now used by Rolls-Royce aero engine applications), along with higher surface roughness and reduced fatigue performance. Sintering distortion continues to affect dimensional stability, narrowing the range of feasible geometries and increasing development effort. As-sintered porosity is typically around 2%, consistent with validation builds. Early Alloy 247 trials have produced fine-grained microstructures, but a full property dataset is still needed. Broader adoption will depend on suitable powders, effective defect control, robust processing and a more mature supply chain.
Legor: BJT for high-detail jewellery and fashion
Fabio di Falco and Mattia Lago introduced Legor’s 3D Metal Hub, the company’s internal facility for the Binder Jetting of precious and non-precious metals. They highlighted how BJT is being used in jewellery and fashion applications, where the ability to produce fine textures, detailed surfaces and localised features expands design options beyond what casting or machining typically allow.
Examples included a highprecision watch case and a concept for a fully additively manufactured shoe heel, illustrating how intricate geometries can be produced without moulds and with shorter development cycles. The Hub supports prototyping and small-tomedium production series, aligning with digital-inventory approaches and enabling customised designs.
Legor’s current BJT materials include silver, bronze and stainless steels (316L and 17-4 PH), with platinum alloys and 18-karat gold in development. The presenters noted BJT’s potential for functional performance in suitable applications, supported by density and powder-reuse figures, though detailed test conditions were not provided.






“BJT does not replace MIM; instead, it serves as an enabler in the industrialisation process, helping refine part geometry and process parameters before committing to tooling.”
Bosch: BJT as a bridge between prototyping and MIM
Rainer Gumpinger, Group Leader 3D
Binder Jetting, Bosch, brought the discussion back to industrial process development, illustrating how BJT can bridge rapid prototyping and Metal Injection Moulding (MIM) production. Gumpinger presented example components, including heater cups, locking units, and tooth lock washers, to demonstrate how BJT enables fast, MIM-grade prototypes that support design iteration, deburring evaluation, and sintering cycle development.
For Bosch, the main value lies in shortening development loops: rapid samples enable earlier error detection, faster alignment between design and manufacturing teams and more informed discussions with
customers. Gumpinger emphasised that BJT does not replace MIM; instead, it serves as an enabler in the industrialisation process, helping refine part geometry and process parameters before committing to tooling. This reduces development risk and supports a more efficient transition to full-scale MIM production.
Process-driven selection for ceramic AM routes
Dieter Nikolay, WZR ceramic solutions GmbH, opened the ceramics and hardmetals session by noting that all ceramic AM routes are inherently sinter-based, regardless of the
shaping method. He outlined how different processes are used in practice: Vat Photopolymerisation (VPP) remains the preferred route for fine-featured, high-density parts, while Binder Jetting, Material Extrusion (MEX) and, increasingly, Material Jetting (MJT) offer alternatives for larger, more porous or geometry-dependent components.
Nikolay showed how feedstock development, such as particle-filled systems and metal-organic additives, can support these routes by improving green strength and sintering behaviour. He emphasised that process selection should be driven by required density, part size, and tolerances, rather than the AM technology alone, with BJT being well-suited where larger volumes, complex shapes, or tailored porosity are needed.
Cemented carbides on HP Metal Jet Hortensia Melero, Hyperion Materials & Technologies, presented work on the Binder Jetting of cemented carbides using HP’s Metal Jet S100 machine. She confirmed powder compatibility and demonstrated that wear-resistant tooling components can be successfully produced via BJT, a crucial step given the longstanding challenges of processing hard metals through AM routes.
Melero explained that cemented carbides are well-suited to sinterbased AM because they avoid the cracking, porosity and phase instabilities often introduced by high-energy fusion processes such as Laser Beam Powder Bed Fusion (PBF-LB). Examples shown, including carbide tooling components, demonstrated homogeneous microstructures and properties comparable to conventionally manufactured parts, while offering design flexibility and shorter lead times.
Work is ongoing, with further studies focused on refining sintering behaviour, assessing additional carbide grades and scaling the process. These developments indicate a growing potential for Binder Jetting in hardmetal tooling and industrial applications.

Volkswagen: Binder Jetting without internal binder
Matina Youshin, a PhD candidate working on AM at Volkswagen, presented a ‘binder - free parts’ approach for Binder Jetting. In this method, the bulk of the green part is built without a binder, while a nanoparticle - or salt- loaded binder is used only to build a thin shell around the component and around regions that must be depowdered, such as internal channels.
The shell binder contains anti - sintering additives that hinder early neck formation, so the shell remains relatively brittle during a controlled presintering step. After presintering, this brittle shell can be broken by automated mechanical and/or chemical depowdering, allowing the loose, binder - free powder inside to be removed. Youshin showed SEM images and schematic cross - sections illustrating the inhibited neck formation and shell behaviour.
The goal is to enable automated depowdering and reduce carbon contamination, tackling one of the major bottlenecks in Binder Jetting. If successfully industrialised, this strategy could cut labour requirements, increase throughput and improve process reliability for complex metal components.
Machine supplier updates
HP: the expanding alloy ecosystem for Metal Jet S100
HP Additive Manufacturing’s Rocío Muñoz Moreno outlined the company’s expanding materials and process ecosystem around the Metal Jet S100 machine. She highlighted collabo -
“...the bulk of the green part is built without a binder, while a nanoparticle- or salt-loaded binder is used only to build a thin shell around the component and around regions that must be depowdered, such as internal channels.”
Industrial: hydraulics, valves, manifolds, filters, nozzles, etc.
• Consumer: sporting goods, consumer electronics, watches & wearables
• Medical: surgical tools, implants
• Auto: gears, shafts, structural parts
Industrial: gear assemblies, impellers, shafts
• Other: firearms
• 3C: heat sinks, thermal mgmt.
Auto/Indus: busbar, windings, coils, structural
• Consumer:
Mfg.: molds (casting,
• Industrial/Auto:
•
•
• Consumer (Silver):
rations on nickel-base alloys with IndoMIM, Continuum and Tecnalia; WC-Co with Hyperion; copper with GKN and RWTH Aachen; and ongoing steel development involving partners such as GKN, IndoMIM, AMES, Sandvik, ArcelorMittal, Outokumpu and Fraunhofer IFAM.
Moreno emphasised that these partnerships support coordinated progress in both materials and application development, enabling work on high-temperature alloys for aerospace, high-strength steels for automotive and tooling, and copper for thermal and electrical applications.
Of particular note is the number of companies now using HP’s Metal
Jet solution, be it for production or research. Desktop Metal’s fall into administration and subsequent asset sale has reshaped the supplier landscape, giving HP an opportunity to expand its production and research partner network and, it would appear, to increase its global installations.
High-viscosity binders and the ‘Elephant’ recoater
Matteo Baldassari and Farid Salari, Concr3de, presented the company’s BJT machines designed for a wide range of materials, including technical ceramics, hardmetals and metals. They highlighted how highviscosity, particle-filled binders enable the Additive Manufacturing of
“...high-viscosity, particle-filled binders enable the Additive Manufacturing of powders that are normally difficult to spread or consolidate on conventional BJT machines.”
powders that are normally difficult to spread or consolidate on conventional BJT machines.
The presentation included examples of ceramic and carbide parts produced using these binders, demonstrating homogeneous structures in large or complex builds. Salari also discussed Concr3de’s high-viscosity jetting technology and the ‘Elephant’ recoater concept, which compacts and levels nonflowable or multimodal powders to support more challenging feedstocks. These developments expand the accessible materials palette and open up routes to applications across the semiconductor, aerospace, energy, and tooling sectors.
Hybrid
Christian Berger from Fraunhofer Institute for Ceramic Technologies and Systems (IKTS) highlighted the institute’s work on hybrid manufacturing, which combines processes such as Vat Photopolymerisation (VPP), Fused Filament Fabrication (FFF), and milling to produce multimaterial components with enhanced functional performance. These hybrid workflows allow integrated features (such as embedded conductors, tailored thermal pathways, or local
ised mechanical properties) that would be difficult to achieve using a single manufacturing method.
CerAM FFF with CerAM VPP)
alumina components with same solid loading (50 vol.-%)
Hybridization of processes (CerAM FFF with CerAM VPP)
FFF (green machined inner wall)
Manufacturing of single alumina components with same of powder and solid loading (50 vol.-%)
VPP
Tubing made by FFF (green machined inner wall)
Mixer made by VPP
inserting presintered mixer
Berger showed examples from IKTS’ ongoing hybridisation programmes, demonstrating how sequential and simultaneous process combinations can widen the range of achievable material pairings and support components with complex functional requirements.


mixer and forms a material bond
joining by inserting presintered mixer
Tube shrinks onto mixer and forms a material bond
In summary, the first day’s presentations showed that Binder Jetting is advancing on multiple fronts, with applications in aerospace, jewellery, automotive, hard metals and ceramics. Despite the varied use cases, a clear theme emerged: BJT is gaining value as part of broader sinter-based and hybrid manufacturing chains rather than a standalone process. Across the talks, companies demonstrated progress in material development, process reliability and workflow integration, all of which are helping move BJT toward higher-volume, higher-performance applications.
‘Project Speed Dating’: advances in automation, aluminium BJT and digital QA
The second day of the workshop focused on research, materials, and industrialisation strategies. Fraunhofer IFAM’s Sebastian Hein and Thomas Studnitzky started the day with the institute’s ‘Project Speed Dating’ initiative, which brings together several targeted developments aimed at improving the reliability and automation of sinter-based AM.
They first introduced the QualiJet programme, which focuses on automated green-part handling. The work includes adaptive gripping strategies and robotic depowdering supported by AI-based quality control. The aim is to lower scrap rates, shorten unpacking cycles and move toward near-zero-defect production, requirements that are essential for aerospace and medical applications.


“...hybrid workflows allow integrated features such as embedded conductors, tailored thermal pathways, or localised mechanical properties.”
The discussion then turned to aluminium through the AutoMBJ project. Newly developed curing-free binders achieved 99% density after sintering at 645°C, with carbon levels around 0.04%, significantly cleaner than conventional systems. Improved debinding behaviour and enhanced wettability suggest that aluminium Binder Jetting could become more viable for lightweight, higher-volume components in automotive and aerospace sectors.
Additional research activities included screen-printed RF filters operating in the GHz range, produced
with ±2-3 μ m accuracy and demonstrated at 141 GHz. These filters offer a potential low-cost alternative to precision-machined RF hardware.
Looking toward industrialisation, IFAM also outlined progress within the FAST programme, covering sinter-simulation workflows, digital twin development, part-specific inspection methods, and realtime sensor integration on BJT components.
IFAM also expanded its research capabilities with new equipment, including a Wayland Calibur 3 Electron Beam Powder Bed Fusion

(PBF-EB) machine and a SinterIT
LisaX polymer PBF-LB machine for Cold Metal Fusion (CMF).
Digital twins for spreading, density and shrinkage prediction
Alexis Burr, from CEA, presented work on using digital twins to improve process understanding in Binder Jetting. The team is developing predictive models for the steps that most influence final part quality, including powder spreading, green density and sintering shrinkage.
Burr demonstrated how dedicated test benches and controlled experiments help explain why powders spread in a particular way and why density varies across a build. These observations enable engineers to anticipate defects and trace variations back to specific process conditions, thereby reducing their reliance on trial-and-error methods.
The team also demonstrated how digital twins can support design compensation, utilising predictive sintering models to adjust geometries
prior to the build. In several case studies, this reduced distortion to just a few hundred microns, even on more challenging shapes.
Crack-free A11 tool steel via BJT Frederik Tegeder, RWTH Aachen, presented work on processing the carbide-rich cold-work tool steel A11 using Binder Jetting. This alloy is valued for its extreme wear resistance but is challenging to process using laser-based powder bed fusion, as high cooling rates often lead to cracking. The basic microstructure was consistent across BJT, Electron Beam Powder Bed Fusion (PBFEB) and conventional PM+HIP, but differences in carbide distribution helped explain the fatigue behaviour observed.
Using Binder Jetting, Tegeder’s team produced crack-free A11 parts with the expected martensitic matrix and finely dispersed vanadium carbides, showing that the process can handle alloys that are inaccessible to laser-based routes. The BJT
samples displayed the lowest scatter in fatigue testing amongst the AM processes examined and behaved predictably both with and without HIP. HIP further increased performance, but even the as-sintered BJT material showed stable fatigue behaviour, with defect structures clearly identifiable through SEM and EDX fracture analysis.
CuCrZr densification and conductivity optimisation
Shandra Sainz Rodriguez, CEIT, presented ongoing work to establish robust Binder Jetting parameters for the CuCrZr alloy. The study encompasses powder atomisation, build behaviour, and sintering optimisation, with a strong focus on how impurity control affects densification and final properties.
Tests identified 1,070°C for three hours in hydrogen as a viable sintering condition, producing parts close to full density (~99.7%) and highlighting the importance of managing oxygen and carbon during debinding. Subsequent solution annealing and ageing generated a fine dispersion of Cr and Zr precipitates, which raised hardness and improved microstructural uniformity. Well-densified samples achieved electrical conductivity values of 85-90% IACS, while elevated oxygen or residual defects resulted in lower values.
The team is now extending the work to HIP, with early results showing improved dimensional stability, densities approaching 99.9% and conductivities in the low-80% IACS range. The study concluded with a demonstration heatsink produced entirely by BJT, illustrating the alloy’s potential for complex thermalmanagement components.
Throughout the discussions, participants were notably candid about the remaining barriers to industrial adoption, particularly in areas such as quality assurance, automation, and process stability. Several exchanges also highlighted the role of digital tools in accelerating development and improving predictability.

promising
Midway through the second day, the workshop moved into a highly interactive pinboard-assisted discussion that opened out to the broader landscape of sinter-based AM. Participants raised a wide range of practical and strategic topics, including powder quality tolerances and process stability, as well as realistic adoption timelines and how Binder Jetting may evolve over the next decade. The conversation frequently returned to the need for more explicit material and inspection standards, reflecting a shared interest in more predictable and reliable production routes.
Automation emerged as a consistent theme, with several contributors noting its importance for scaling Binder Jetting, particularly in labour-intensive steps such as depowdering and quality control. The discussion also widened to consider
how sinter-based AM might integrate into existing supply chains, and where it could potentially reshape them.
Sustainability featured throughout, with attendees highlighting opportunities to reduce material waste and improve resource efficiency as the technologies mature.
and sintering, with joining and full assembly evaluation still in progress.
Dimensional accuracy emerged as an important outcome of the work. The sintered fins held height variations to ±1.5% with a flatness of 0.115 mm, giving sufficient consistency for brazed assembly into the baseplate.
AM
Ricoh: aluminium heatsinks with controlled distortion
Ricoh’s Insei Son provided a technical presentation on the company’s aluminium BJT development for inverter heatsinks. Using liquidphase sintering of AlSiMg alloys, the team reported >97% density, tensile strengths up to 290 MPa, and thermal conductivity around 180 W/K. The ongoing project with a heatsink supplier has progressed through design, simulation, printing
Features such as turbulators and topology-optimised fins showed promising simulated thermal performance and, in some cases, outperformed conventional copper plate-fin designs while reducing weight. Son also noted that BJT’s higher productivity and dense nesting support cost-efficient manufacturing, especially when built sections are combined with conventional components to limit material use.
At the workshop, Fraunhofer IFAM’s Claus Aumund-Kopp announced Ricoh as the winner of the 2025 Component Award for this application.
Steel powders for predictable BJT processing
Alberto Cabo Rios, R&D Engineer at ArcelorMittal, outlined the company’s work on steel powders tailored for Binder Jetting. These powders are produced in atomisation batches ranging from 200kg to 3 tonnes and characterised under ISO-certified procedures, with a focus on consistent sizing and flow. They are also made using scrap-based feedstock and renewable electricity, reflecting the company’s closed-loop materials approach.
Collaboration with HP is helping ArcelorMittal broaden the range of steels suitable for Binder Jetting, reduce part costs, and clarify where BJT fits alongside other AM processes, particularly for small to medium components and MIM- or casting-type applications. Application examples highlighted this potential, including a 36% lighter camshaftvalve linkage and a 20% lighter tailgate strut bracket. Initial BJT trials with ArcelorMittal’s 316L powder produced consistent parts at near-full density, with reuse studies showing stable behaviour across cycles.
GKN Additive: scaled copper production for thermal systems
Patrick Köhnen, Business Development Manager at GKN Additive, showcased large-scale production of copper sinter-based AM parts, achieving 20,000 units per month through automated build,
handling and quality control. The components reach near-full density and offer high thermal and electrical conductivity, making them suitable for cooling applications in data centres, AI hardware and electrified vehicles.
Köhnen also showed how freeform and triply periodic minimal surface (TPMS)-inspired geometries can deliver measurable performance gains, including lower thermal resistance and improved temperature uniformity compared with conventional designs. He added that further industrialisation and wider design know-how (together with continued collaboration between materials developers, machine suppliers and end-users) will be essential for scaling copper BJT into high-demand cooling markets and realising the full potential of sinter-based AM.
LMM for precision medical components
Lucas Vogel, CEO of MetShape, outlined how Vat Photopolymerisation (VPP) enables the production of small, highly detailed metal components, making it well-suited to medical applications where precision is critical. VPP is commercially known as Lithography-based Metal Manufacturing (LMM) in the imple -
“...further industrialisation and wider design know-how [...] will be essential for scaling copper BJT into high-demand cooling markets and realising the full potential of sinter-based AM.”
mentation used by Incus GmbH and adopted by MetShape. In this partnership, Incus develops the machine, while MetShape provides the full process chain from design and materials to postprocessing. Current production materials include 316L and 17-4PH stainless steels, with active R&D programmes focused on titanium Grade 5 and NiTi, the latter offering shape-memory and pseudoelastic behaviour valuable for advanced medical devices.
A case study in colorectal cancer treatment illustrated the potential of the approach. Using LMM, MetShape produced components with threaded sections, thin walls and complex internal features in a single process step, supporting rapid iteration and eliminating several constraints associated with conventional manufacturing routes. Vogel added that LMM offers MIM-like productivity and design freedom for small-format parts.
High-conductivity copper via LMM
Lisa Sinawehl, Senior Material Developer at Incus, presented recent progress in copper LMM. By refining powders, binders and the debinding–sintering sequence, the team achieved a density of 95.5%, an electrical conductivity of 54.3 MS/m (93.8% IACS), and a UTS of 196 MPa. These results place LMM copper close to high-purity reference values while retaining the fine geometries for which the process is known. Sinawehl highlighted that this combination of conductivity and precision opens opportunities in electronics, energy storage and compact medical devices.
She positioned the work within a broader copper development pathway, progressing from early sintering trials to stable feedstocks and increasingly reliable processing windows. Future activities will focus on copper alloys such as CuCrZr and CuNiSn, extending LMM’s potential in electronics, thermal management and other applications where both conductivity and detailed features are critical.

13
high-precision
components
High-purity sintering without hydrogen
Henrik Peiss of Desktop Metal concluded the workshop with an overview of high-purity sintering without hydrogen using the company’s PureSinter furnace. He explained how its sealed siliconcarbide retort and heated gas paths suppress binder condensation and backstreaming, addressing what he suggested are contamination mechanisms in conventional vacuum furnaces. The system supports argon, nitrogen and forming-gas operation without dedicated hydrogen infrastructure, and incorporates an active rapid-cooling stage to reduce overall cycle time.
Peiss presented data from recent material studies. Newly developed sintering cycles for 316L produced higher and more consistent densities than the default recipe, with improved elongation attributed to reduced oxygen levels. Among the tested atmospheres, nitrogen-based sintering yielded the highest tensile
“Vat Photopolymerisation (VPP) enables the production of small, highly detailed metal components, making it well-suited to medical applications where precision is critical.”
properties. For Ti6Al4V, PureSinter achieved densities approaching HIP levels while maintaining low oxygen uptake and exceeding typical elongation values reported from third-party furnaces.
He emphasised that these performance gains stem from the furnace’s cleaner thermal environment and controlled gas-flow management, supporting applications where purity, repeatability and efficient throughput are critical.
Across both days, the workshop made clear that sinter-based Additive Manufacturing is transitioning from a promising technology to an increasingly industrialised production route. The presentations collectively demonstrated significant progress in materials, machine platforms, digital workflows and automation, with real-world production cases emerging in aerospace, automo -

“Participants repeatedly emphasised the importance of robust quality assurance frameworks, a more granular understanding of powder, binder and densification behaviour, and the continued development of standards suited to sinter-based AM.”
tive, medical and luxury goods. These examples reflected not only higher part volumes, but also improving repeatability, stronger process control and more mature integration with downstream manufacturing. A set of common success factors surfaced throughout the programme: better contamination
management, the adoption of automation in handling and depowdering, simulation-driven development for design and sintering, and the growing role of hybrid workflows that combine BJT with complementary processes. These elements are helping narrow the gap between laboratory success and factory-level reliability.
At the same time, the discussions highlighted the broader requirements that still need attention.
Participants repeatedly emphasised the importance of robust quality assurance frameworks, a more granular understanding of powder, binder and densification behaviour, and the continued development of standards suited to sinter-based AM. Several speakers stressed that workforce development –skills, training and cross-discipline knowledge – will be decisive in supporting the next wave of adoption, especially as production scales and automation become more prevalent.
Taken together, the 6 th Workshop on Sinter-based Additive Manufacturing provided a focused and constructive forum for sharing progress while openly addressing remaining challenges. The insights presented – from production case studies to alloy development, process stability, digital twins and novel machine architectures –outlined a clear trajectory toward higher-volume, higher-performance industrialisation.
The 7 th Workshop on Sinterbased Additive Manufacturing will take place at Fraunhofer IFAM on September 8-9, 2027.
Authors
Lea Reineke MSc Project Manager
Michael Norda MSc
Manufacturing Engineering Specialist
Fraunhofer Institute for Manufacturing Technology and Advanced Materials IFAM Wiener Strasse 12, Bremen, D-28359 Germany
www.ifam.fraunhofer.de info@ifam.fraunhofer.de
Conference: April 13-16
Exhibits: April 14-16

Expert-lead presentations from the world’s top manufacturers
From industry verticals to materials and process development — with a heavy dose of Essential AM
NORTH AMERICA’S LARGEST ADDITIVE MANUFACTURING AND INDUSTRIAL 3D PRINTING EVENT
Register with promo code RPMS to save 20% on your Full Conference Pass!
TOTAL SATISFACTION GUARANTEE
Insights, connections, and impact — or your money back





Innovation in different segments of metal injection molding (MIM), ceramic injection molding (CIM), and cemented carbide injection molding (CCIM), is responsible for the rapid growth of this technology. Estimated global sales are over $3.5 billion and could possibly double in a span of five years.
The objective of this conference is to explore the innovations and latest accomplishments in the areas of part design, tooling, molding, debinding, and sintering of MIM parts. The conference will also focus on the developments in MIM processing of different materials, including metals and alloys, ceramics, and hard metals.

Blesol Tech is emerging as a notable European supplier of metal and ceramic feedstocks for Metal Injection Moulding, Ceramic Injection Moulding, and sinter-based Additive Manufacturing. Based in Castilla-La Mancha, Spain, and led by Dr Gemma Herranz and Dr Cristina Berges, the company brings together academic expertise and industrial-scale production. As this article outlines, its close collaboration with MIM and CIM producers offers clear insight into shifting market requirements, informing the development of tailored materials and adaptable feedstock solutions.
Blesol Tech, located in Spain’s Castilla-La Mancha region, specialises in the production of advanced metallic and ceramic feedstocks for Metal Injection Moulding, Ceramic Injection Moulding and Additive Manufacturing. Led by Dr Gemma Herranz and Dr Cristina Berges, the company has achieved steady growth in the MIM and CIM industries. Blesol Tech’s operations are underpinned by a highly qualified team with extensive experience in materials science, sinter-based part processing, and materials characterisation. In recent years, the company has scaled to industrial levels of production, with monthly feedstock production capacity approaching four tonnes.
Herranz explained to PIM International , “We have positioned Blesol Tech as a reliable and flexible alternative to the current European near-monopoly in feedstock supply, developing customised materials and sustainable solutions for sectors such as automotive, healthcare, electronics, and energy.”
As well as designing and manufacturing innovative binder systems and feedstock formulations, the company
also develops metal and ceramic filaments for Material Extrusion (MEX) based Additive Manufacturing, also referred to as Fused Filament Fabrication (FFF).
The company works closely with a number of regional and European MIM and CIM producers, and as
such has unique insight into the industry’s changing dynamics. Commenting on the status of the MIM industry in Europe, Berges stated, “The European market has entered a period of adjustment following several years of growth. Production levels have stabilised, driving


companies to reassess objectives, pricing, and process efficiency. The most pressing challenge facing MIM part producers today is ensuring a stable and high-quality feedstock supply. A heavy reliance on a very small number of European feedstock suppliers, combined with reduced product portfolios and global logistics disruptions, has introduced significant uncertainty to the sector.”
At the same time, stated Berges, cost pressure is intensifying. “Automotive and electronics customers demand increasingly competitive prices, while energy and raw material costs continue to rise. The market also calls for greater material flexibility: specialised alloys and ceramics tailored to new applications are often required, but large established suppliers have shown little interest in their development.”
Berges also believes that emerging technologies such as metal Additive Manufacturing have created the need for MIM producers to demonstrate that their process remains the most cost-effective choice for high-volume production. “In this environment, partnerships that drive innovation and sustainability have become essential,” she stated.
“The most pressing challenge facing MIM part producers today is ensuring a stable and high-quality feedstock supply. A heavy reliance on a very small number of European feedstock suppliers […] has introduced significant uncertainty to the sector.”
Berges and Herranz expect particularly dynamic growth in the biomedical and electronics sectors over the next three to five years. “In biomedical applications, the demand for miniaturised and biocompatible components is expanding rapidly, including implants, surgical instruments, hearing aids, bone fixation systems, and orthodontic brackets. Here, MIM provides geometric precision, repeatability, and scalability that make it a strong alternative to more expensive manufacturing routes,” stated Herranz.

Electronics and sensor applications are also presenting new opportunities. “The move towards electric vehicles, Internet of Things (IoT) devices, and consumer electronics is driving demand for smaller, more complex metallic and ceramic components with tight tolerances. MIM is proving highly competitive for parts such as shielding housings, micro-connectors, and pressure sensors,” added Herranz.
It was also stated that green energy developments, in particular hydrogen technology, are driving demand for corrosion- and wearresistant components for renewable systems and emerging energy technologies – including valves, connectors, heat exchangers, and parts for fuel cells and electrolysers.
In the automotive industry, a key yet maturing market, electrification and sustainable mobility are driving demand for lightweight, highefficiency components. Meanwhile, aerospace and defence industries
“The move towards electric vehicles, Internet of Things (IoT) devices, and consumer electronics is driving demand for smaller, more complex metallic and ceramic components with tight tolerances.”
are beginning to adopt MIM to reduce costs and lead times without compromising performance.
“Microtechnology, jewellery, and watchmaking represent another area of growing interest, particularly for precision parts and intricate designs in luxury and microcomponent applications. Similarly, consumer and lifestyle products – from fashion accessories and sports equipment to
aesthetically refined components – are benefiting from the design freedom MIM enables,” explained Berges.
Overall, Blesol Tech anticipates diversified market growth centred on high-value-added and geometrically complex applications, where MIM offers distinct advantages over conventional and additive processes.

As a feedstock manufacturer, Blesol Tech is seeing increased demand for materials with specific, highperformance properties suited to the opportunities mentioned above.
“Customers are requesting a range of tailored materials, including special stainless steels offering high
corrosion resistance and biocompatibility for medical use, nickel- or cobalt-based superalloys capable of withstanding high-temperature environments for aerospace and energy, and lightweight titanium alloys combining strength and low density for electric mobility and aerospace applications,” stated Herranz.
“Demand is also growing for technical ceramics – such as alumina, zirconia, and carbides – that deliver
“Customers are requesting a range of tailored materials, including special stainless steels offering high corrosion resistance and biocompatibility for medical use...”
electrical insulation, wear resistance, and chemical stability in electronics and sensor systems. Alongside these, there is a rising preference for sustainable formulations using recycled raw materials and optimised supply chains, aimed at reducing environmental impact and meeting increasingly strict regulatory requirements.”
Berges and Herranz frequently hear that established feedstock suppliers’ offerings are rigid and limited, restricting the industry’s responsiveness to emerging market niches. “As a feedstock manufacturer, we place particular emphasis on co-developing new formulations in partnership with clients and adjusting compositions and processes for specific applications. Differentiation is essential in today’s global market. By developing feedstocks with enhanced performance, processing reliability, and sustainability credentials, we help customers remain competitive internationally,” stated Berges.

Herranz and Berges regard sustainability as a strategic priority for the company. Wherever possible, recycled raw materials are used and circular economy principles are applied throughout its feedstock production. “Sustainability has evolved from a complementary feature to a contractual requirement – especially in the automotive, biomedical, and electronics sectors, where clients increasingly demand carbon footprint reduction, material traceability, and compliance with European regulations,” stated Berges.
“Our business model combines the manufacture of high-quality feedstock with a reliable, innovative recycling service that delivers measurable benefits. This approach enables cost reduction through controlled reprocessing of recovered material, provides added value to customers by strengthening their environmental responsibility credentials,
“Sustainability has evolved from a complementary feature to a contractual requirement – especially in the automotive, biomedical, and electronics sectors.”
and ensures early alignment with Europe’s tightening circular economy legislation.”
The company believes that, in the near future, the market will draw a clear distinction between suppliers that integrate recycling into their business models and those that do not. Consequently, Blesol Tech has placed sustainability at the centre of its strategy, not simply as an obligation, but as a central factor in building competitiveness and customer confidence.
“Feedstock quality is the cornerstone of any successful MIM or metal/ ceramic AM process. We understand that excellent feedstock depends not only on raw material quality, but also on comprehensive process control and adaptation to each customer’s requirements,” explained Berges. “Selecting powders with precisely controlled size, shape, and distribution ensures uniform density, optimal
Unit cost and economies of scale
Design flexibility and customisation
Lead times and responsiveness
Materials and properties
Sustainability and circular economy
Expected
Most efficient for large production volumes due to optimised feedstock, tooling, sintering, and finishing costs
Best for stable, repeatable geometries that need high precision
Tooling and mould fabrication introduce fixed times, but these are optimised in stable production
Proven mechanical strength, high density, and established reliability with certified alloys and ceramics
Large-scale feedstock reuse and recycling improve efficiency and reduce waste
AM will continue to lower per-part costs, especially in sinter-based processes, but is likely to remain less efficient than MIM for high-volume production
Better suited to short runs, prototypes, or complex designs that are costly or impractical to mould conventionally; enables faster iteration cycles.
Improved machines, automation, and postprocessing are expected to shorten lead times, making AM competitive for agile or iterative projects
Expanding material range, including hybrid alloys and ceramics; some properties may still trail behind MIM in density and certification maturity
Lower material waste per part and digital optimisation of structures (e.g. lattice designs), though post-processing and energy demand may offset some gains
Table 1 Comparative outlook for MIM and metal/ceramic AM by 2030 (Courtesy Blesol Tech)
flowability, and reliable processing behaviour. Binder and additive formulations are then selected to support efficient moulding, minimise shrinkage during sintering, and ensure compatibility across different alloys and ceramics. Achieving a homogeneous feedstock ensures consistent mechanical and dimensional properties across batches, thereby enhancing reproducibility.”
“In the end, a good feedstock is defined by its quality, consistency, sustainability, and adaptability,
which allows MIM and AM manufacturers to deliver reliable, precise, and competitive components.”
Blesol Tech foresees MIM and CIM maintaining a vital role alongside metal and ceramic AM, with each technology serving distinct niches according to production volume, design complexity, and cost. The company expects a clear coexist-
“In the end, a good feedstock is defined by its quality, consistency, sustainability, and adaptability, which allows MIM and AM manufacturers to deliver reliable, precise, and competitive components.”
ence of technologies, where MIM remains the preferred solution for large-scale production that requires repeatability, cost efficiency, and reliability. At the same time, AM will dominate in low-volume, customised, or design-driven applications.
“Many customers now compare both technologies when planning projects. For this reason, feedstock suppliers must offer materials suitable for both MIM and sinter-based AM, alongside technical support, certification expertise, and sustainability assurance,” explained Berges.
Blesol Tech anticipates further feedstock-focused innovation, driven by advances in powder quality, particle distribution, contamination control, medical and aerospace certification, recyclability, and energy efficiency in processing. The company also believes that, by 2030, stricter environmental and material regulations will demand full traceability, reduced carbon footprint, and compliance with critical raw material standards. “Feedstock producers that meet these requirements will have a decisive advantage,” stressed Herranz.

Despite its technical and economic advantages, Berges and Herranz recognise that MIM still faces several barriers to broader adoption across automotive, biomedical, electronics, and aerospace sectors.
“A key obstacle is limited technical awareness. Many design engineers overlook MIM during early product development, either due to a lack of familiarity or uncertainty about optimising geometries for the process. The process also involves complex design considerations – such as ensuring material flow and minimising defects during moulding and sintering – which require specialised expertise,” stated Herranz.
“High initial tooling costs represent another limitation, particularly for low- and medium-volume projects, where investment in moulds can be difficult to justify. This is compounded by dependence on a small number of
“A key obstacle is limited technical awareness. Many design engineers overlook MIM during early product development, either due to a lack of familiarity or uncertainty about optimising geometries for the process.”
feedstock suppliers, which creates supply-chain insecurity and limits material availability,” she added.
Material selection poses further challenges. Not all alloys are suitable for MIM, and developing new formulations can be costly and time-consuming, particularly in highly regulated sectors that require certification, such as the medical or aerospace industries. The process
also demands careful post-processing to achieve final properties, which can add time and cost.
MIM’s sensitivity to process parameters such as temperature, pressure, feedstock density, and sintering control increases the need for stringent quality assurance and technical supervision. Additionally, while the technology excels at producing small and medium-sized

parts, scaling to larger components remains difficult due to issues of homogeneity, thick-section debinding, and sintering uniformity.
“Overall, these barriers highlight that while MIM’s potential is immense, its wider adoption depends on improved industry awareness, greater technical training, supplier diversification, and sustained innovation in materials – all essential to unlocking the technology’s full industrial value,” stated Herranz.
“Not yet. Metal AM is not currently eroding MIM’s market opportunities in Europe. In fact, AM often serves as a gateway technology –introducing potential customers to powder-based manufacturing. Many initially experiment with AM because it is perceived as more familiar or modern, but once cost, volume,
“Metal AM is not currently eroding MIM’s market opportunities in Europe. In fact, AM often serves as a gateway technology – introducing potential customers to powder-based manufacturing.”
tolerance, and finishing requirements are evaluated, MIM often emerges as the more advantageous option for production.”
“AM therefore complements MIM in several ways: enabling rapid prototyping and design validation, supporting small batches or highly customised parts (for example, in medical applications), and exploring novel geometries or lightweight structures that can later transition to MIM for high-volume production.”
“The decisive factors remain unit cost, production volume, and design stability. MIM continues to offer unmatched competitiveness for thousands or millions of complex, tight-tolerance parts. Moreover, AM’s rise has pushed the MIM industry to improve –driving better communication of process advantages, investment in R&D, reduced tooling costs, faster turnaround, and improved surface quality. In this sense, the competition has proved both healthy and productive.”
Metal Injection Moulding continues to be a relatively obscure technology outside certain industrial niches. This is largely due to limited public communication, technical complexity, and academic underexposure. Unlike AM, which has achieved widespread recognition even at the consumer level, MIM has remained a highly specialised process with little outreach beyond professional circles. Its complexity, merging aspects of metallurgy, polymer injection moulding, and sintering, makes it harder to communicate in accessible terms.
“Many engineering graduates receive minimal exposure to MIM during their studies, meaning the process is often absent from early design-stage considerations. At the same time, the limited number of feedstock and component suppliers contributes to the perception that MIM is an exclusive or difficult-toaccess technology,” stated Herranz.
“Raising awareness requires training for designers and engineers, dissemination of successful case studies, and clear, relatable communication of MIM’s advantages – showing when and why it is the optimal solution compared with other advanced manufacturing routes.”
“As feedstock lies at the heart of every MIM and CIM process, feedstock producers can play a key role in advancing innovation, quality, and sustainability – shaping process reliability, component performance, and technological progress. Today, MIM manufacturers face growing demand for larger and more complex parts. Feedstock must, therefore, evolve with optimised binder systems, balanced solid loading, and robust debinding and sintering performance to ensure that MIM remains both competitive and dependable,” stated Berges.
“At Blesol Tech, this responsibility begins at the source. We collaborate with powder producers to define tailored compositions, controlling critical parameters such as oxygen and carbon content, and designing particle size distributions that enhance feedstock behaviour and process capability. We then work closely with part manufacturers to supply feedstocks adjusted to specific requirements, refining materials through iterative feedback to ensure reliability, repeatability, and high performance. At the final stage, we engage directly with end users –responding to immediate needs while also inspiring new applications that
traditional feedstocks cannot yet support.”
With its academic foundation, bringing in more than twenty years of research experience, Blesol Tech benefits from a significant depth of knowledge. This allows the company to anticipate challenges, deliver innovative solutions, and communicate clearly with each customer.
Herranz concluded, “We see ourselves as a bridge for innovation in MIM and CIM – connecting materials, processes, and markets to drive the continued advancement of the technology.”
Blesol Technologies Camino de Moledores s/n (Edificio INEI-UCLM), 13005 Ciudad Real Spain +34 6581 48707 comercial@blesoltech.com www.blesoltech.com
As the usage patterns of PIM International magazine’s audience develop and change, we have expanded our social media activities, enabling us to connect with our global audience on multiple levels.
As the only magazine for MIM, CIM, and sinter-based AM, our LinkedIn, Twitter, and Facebook channels serve as indispensable sources for the latest industry news.



www.twitter.com/PIMMagazine
www.linkedin.com/company/piminternationalmagazine/
www.facebook.com/PIMInternationalmag


Semiconductor manufacturers increasingly rely on components that can withstand extreme plasma environments while delivering tighter process control and near-zero contamination. To meet these demands, Bosch Advanced Ceramics and Lithoz have transformed a previously two-part injector design into a fully integrated single ceramic component using ceramic Additive Manufacturing. By pairing high-purity alumina with precision AM technology, complex internal geometries could be unlocked, enhancing reliability and performance for advanced wafer production.
Semiconductor manufacturing is known for its high demands on materials and manufacturing processes. Etching, in particular, involves the use of aggressive gases and therefore requires components that offer not only exceptional chemical resistance and thermal stability, but also precision and long-term reliability in continuous operation. This article highlights an additively manufactured gas injector made from technical ceramics, demonstrating how ceramic Additive Manufacturing can enhance the performance of critical components.
The realisation of this project by Bosch Advanced Ceramics, working closely with its customer and using Lithoz’s Lithography-based Ceramic Manufacturing (LCM) process – the company’s Vat Photopolymerisation (VPP) technology – exemplifies how ceramic AM can deliver optimised process flows, improved component performance, and greater overall reliability.
Gas injectors are crucial components for precisely introducing corrosive gases into the etching chamber during wafer

Fig. 1 Ceramic gas injector produced by Lithoz’s Lithography-based Ceramic Manufacturing (LCM) process, with three internal channels and sixty-two flowoptimised outlets (Courtesy Lithoz)

Parameter
Application
Details
Gas injector for etching processes in the semiconductor industry
Material Aluminium oxide (99.8%), LithaLox 350
Weight
20 g
Dimensions Ø 20 mm (flange), Ø 9 mm (outlet), height 42 mm
Technology Lithography-based Ceramic Manufacturing
Special features
Three 6 mm channels; 62 openings with 0.2 mm wall thickness; flow-optimised internal honeycomb structure
Tolerance ±0.1 mm
Production per build 6 parts
Annual production 1,000 parts
Key advantages
Significant functional integration; high chemical and thermal resistance; optimised flow design; simplified assembly and maintenance; particle-free operation
Table 1 Gas injector specifications (Courtesy Bosch Advanced Ceramics)
manufacturing. Although the end-customer’s original concept comprised two separate components, the final AM design brings three internal channels and sixty-two flow-optimised outlets together in a single ceramic part. LCM’s ability to produce intricate internal features made it possible to realise the original two-part concept as a single ceramic component, significantly improving process reliability and material purity.
“Our customer was faced with a challenge that could not be solved efficiently with conventional manufacturing processes and still offered potential for optimisation in terms of functionality,” explained Ashu Sharma, CSO at Bosch Advanced Ceramics.
“We were able to convince them that ceramic Additive Manufacturing was a promising alternative that would enable significant functional integration, increase the performance of the component, and optimise the final semiconductor manufacturing process.”
The requirements for the component were complex and multifaceted. It had to ensure absolute gas tightness throughout its entire operating life, offer longlasting resistance to extremely aggressive process gases, and ensure compliance with strict tolerances of ±0.1 mm at the flange for flawless integration into the system.
Conventional materials, such as metals, would be attacked under corrosive conditions, which would lead to material removal and wafer contamination. Plastics, on the other hand, would become brittle in the plasma applications of semiconductor manufacturing, losing their structural integrity. Both these materials – especially metals – carry an increased risk of particle emissions, which must be avoided at all costs in the high-purity environment of semiconductor manufacturing in order to minimise scrap.

Materials and processes: combining highperformance alumina with AM precision
Given these demanding conditions, the material of choice was high-purity aluminium oxide (99.8%), in this case in the form of Lithoz’s LithaLox 350. This high-performance material is characterised by its exceptional chemical inertness to a wide range of process gases, its high thermal stability even at elevated operating temperatures, and its excellent mechanical strength. These properties make it the ideal candidate for withstanding the aggressive environments in etching chambers while ensuring the purity of the process, a crucial factor in meeting the required particle-free and corrosion-resistant standards in cleanroom environments, where metallic components can often lead to contamination.
The complex design of the gas injector comprises three internal channels, each with a diameter of 6
“Additive Manufacturing allows us to create geometries that would be unthinkable using conventional methods, while achieving maximum functional integration,” explained Nikolai Sauer, CTO at Bosch Advanced Ceramics.
mm, and a total of sixty-two intricate, flow-optimised openings with a wall thickness of only 0.2 mm at the outlet surface.
Lithography-based ceramic AM enables the production of extremely delicate structures and complex internal geometries that would be extremely difficult or impossible to achieve using conventional manufacturing methods, such as injection moulding. It also ensures exceptional
precision in the micrometre range, down to 40 μ m, and excellent surface quality, both of which are essential for reliable operation in the semiconductor industry.
“Additive Manufacturing allows us to create geometries that would be unthinkable using conventional methods, while achieving maximum functional integration,” explained Nikolai Sauer, CTO at Bosch Advanced Ceramics.

“The original two-part component has now been combined into a single, optimised design. This not only reduces the complexity of the supply chain for the customer and minimises the risk of errors during assembly, but also enables us to significantly improve the gas flow through a flow-optimised honeycomb structure inside the injector. This contributes to the efficiency of the etching process.”
The ability to manufacture complex components without time-consuming and error-prone assembly not only reduces the number of potential sources of error but also increases quality and lowers costs in the long term.
One of the most technically challenging stages in the manufacturing process was the efficient and gentle cleaning of the complex,
“The ability to manufacture complex components without time-consuming and error-prone assembly not only reduces the number of potential sources of error but also increases quality and lowers costs in the long term.”
curved channels after the build is completed. Bosch Advanced Ceramics has developed its own automated and process-optimised cleaning processes for this purpose. These ensure that the still fragile ‘green parts’ are freed of excess material without damage and that the required geometric accuracy of the design is maintained. These proprietary cleaning methods are crucial to ensuring the high quality, functionality, and durability of the end product, enabling the realisation of such demanding geometries in series production.
The ceramic gas injector is entering series production with an annual output of 1,000 units (six parts per build), offering users in semiconductor manufacturing significant and
multifaceted advantages. The single, functionally integrated part significantly reduces assembly complexity and simplifies the logistics chain, including the procurement and storage of spare parts.
The improved precision of gas flow achieved by the flow-optimised design minimises process variance in the etching process. This directly results in a significant reduction in wafer production scrap, which increases the overall efficiency and profitability of the manufacturing process.
In addition, the superior chemical resistance of aluminium oxide ensures an exceptionally long service life for the injector, even under extremely corrosive conditions and at high temperatures. This extends maintenance intervals, reduces unplanned downtime, and increases the operational reliability of the equipment.
For service technicians, the optimised and self-contained design also makes it much easier to replace the component in case of wear, resulting in faster service times and higher availability of expensive production equipment.
This gas injector is a prime example of how ceramic Additive Manufacturing is influencing component production for the semiconductor industry. Using ceramic AM to process materials, such as aluminium oxide, enables components that meet the demands of modern chip fabrication, including unparalleled thermal stability, cleanroom compatibility, and corrosion resistance. The material’s high purity and wear resistance help to minimise particle contamination, while the process supports the production of complex, functionally integrated components in a single build. This reduces potential sources of error and improves overall process efficiency and reliability.

“Using ceramic AM to process materials, such as aluminium oxide, enables components that meet the demands of modern chip fabrication, including unparalleled thermal stability, cleanroom compatibility, and corrosion resistance.”

Through this project, Bosch Advanced Ceramics demonstrates how material expertise, process optimisation and Lithoz technologies combine to manufacture specialised components for semiconductor applications. The work also highlights the
contribution ceramic AM can make as the industry advances toward future chip generations. Bringing design freedom, material purity and functional integration into a single workflow enables higher precision and improved performance.
“The
work also highlights the contribution ceramic AM can make as the industry advances toward future chip generations. Bringing design freedom, material purity and functional integration into a single workflow enables higher precision and improved performance.”
Contact
Bosch Advanced Ceramics
Frohwald Heller (Head of Global Sales)
frohwald.heller@de.bosch.com +49 8323 20 4254 www.bosch-advanced-ceramics.com
Lithoz GmbH
Mollardgasse 85a 1060 Vienna Austria sales@lithoz.com www.lithoz.com
Authors
Sabine Tulachan (Bosch Advanced Ceramics)
Norbert Gall (Lithoz GmbH)

We Convene...
The most brilliant minds from industry and academia
We Coordinate... Transformative technical and workforce data
We Catalyze... High-value, high-impact collaborative projects
America Makes is the leading collaborative partner for additive manufacturing and 3D printing technology research, discovery, and innovation in the U.S. Structured as a public-private partnership, we innovate and accelerate AM/3DP to increase global manufacturing competitiveness.
Focused on additive manufacturing, America Makes is the first institute of the Manufacturing USA® network.
Learn more at www.AmericaMakes.us
®



PIM International is dedicated to driving awareness and development of the MIM, CIM and sinter-based AM industries and their related technologies. Key to this aim is our support of a range of international partner conferences. View our complete events listing on: www.pim-international.com
MIM2026 – International Conference on Injection
Molding of Metals, Ceramics and Carbides
February 23–25 - Jacksonville, FL, United States www.mim2026.org
AMUG 2026
March 15–19 - Reno, NV, United States www.amug.com
Ceramitec 2026
March 24–26 - Munich, Germany www.ceramitec.com
PM China 2026 | AM China 2026
March 24–26 - Shanghai, China en.pmexchina.com | www.amatex.cn
RAPID + TCT 2026
April 14–16 - Boston, MA, United States www.rapid3devent.com
EMATec 2026 – Int. Conf. on Emerging Applications of PM & AM Materials and Technologies: Sustainable Materials and Technologies
June 2–5 - Dresden, Germany www.ifam.fraunhofer.de/EMATec
EPMA Seminars – Powering the Future: Powder Metallurgy for Advanced Energy Solutions
June 2–3 - Lyon, France seminars.epma.com/event/ powering-the-future-powder-metallurgy-foradvanced-energy-solutions/
EPMA Seminars – Gearing Up for the Future: PM Breakthroughs in Automotive Engineering
June 3–4 - Lyon, France seminars.epma.com/event/ gearing-up-for-the-future-pm-breakthroughs-inautomotive-engineering/
NSERC - HI-AM Conference 2026
June 22–23 - Banff, AB, Canada hiam.uwaterloo.ca/2026/
WorldPM2026 | AMPM2026 | Tungsten2026
June 25–29 - Montreal, Canada www.worldpm2026.org | www.ampm2026.org www.tungsten2026.org
The Advanced Ceramics Show | The Advanced Materials Show
July 8–9 - Birmingham, United Kingdom advancedceramicsshow.com advancedmaterialsshow.com
Formnext Asia Shenzhen
August 26–28 - Shenzhen, China formnext-sz.hk.messefrankfurt.com
Powder Metallurgy and Additive Manufacturing of Titanium (PMAMTi 2026)
September 2–4 - Taipei, Taiwan www.pmti2026.com
Euro PM 2026 Congress and Exhibition
October 11–14 - Budapest, Hungary powdermetallurgycongress.com
AM Ceramics 2026
October 13–14 - Frankfurt, Germany amceramics.cc
Formnext
November 17–20 - Frankfurt, Germany www.formnext.com
If you would like to see your CIM, MIM or sinter-based AM related event listed in this magazine and on our websites, please contact Merryl Le Roux: merryl@inovar-communications.com

Newsletter subscribers also benefit from a free digital subscription to Metal Powder Technology magazine.




SUBMISSION From 5 Nov 2025
21 Jan 2026
A WIDE RANGE OF TOPICS:
• Powder Consolidation Technologies : Additive Manufacturing (AM), Hot Isostatic Pressing (HIP), Metal Injection Moulding (MIM), Press & Sinter (P&S), and Other PM Technologies Such SPS, CGS...
• Materials : Ferrous, Lightweight, High Temperature and Functional Materials, Hard Metals and Other PM Materials
• Applications : Aerospace, Automotive, Energy, Medical, Tooling, Microelectronics...
• Tools for Improving PM : Design and Modelling, Sustainability and Circularity, Digitalization, Health & Safety
• Powders : Atomization, Mechanical and Chemical Processes, Post Processing and Powder Characterization