Arc Impact relaunches Desktop Metal, appoints Tom Nogueira as CEO
Following the news that Arc Impact Acquisition Corporation (Arc Impact) has acquired selected assets of Desktop Metal, Inc, the company has announced plans to relaunch as an advanced manufacturing platform. The new business will combine the Binder Jetting of metals and ceramics with production-grade polymers and AI-assisted materials R&D to onshore critical US production. Tom Nogueira will lead the company as its new Chief Executive Officer.
Arc Impact intends to focus on programmes where domestic, scalable manufacturing is essential to economic competitiveness and national security - including heavy, rare-earth-free permanent magnets, sodium-ion solid-state battery components, solid-state transformer parts for AI data centres and grid modernisation, and other high-consequence applications.
“Our north star is simple: put advanced, automated manufacturing back to work in domestic markets,” stated Nogueira. “By pairing proven additive processes with data-driven, autonomous workflows and AI-accelerated materials R&D, we can shorten development cycles from years to months, and deliver quali -
fied parts at scale to solve our customers’ challenges with high precision and service.”
The Desktop Metal portfolio
The acquired portfolio includes Desktop Metal’s Binder Jetting IP and know-how, covering the Production System and X-Series platforms. The company intends to use these assets in a distributed R&D-as-a-Service network with universities, feeding successful prototypes into centralised, highthroughput manufacturing hubs.
“Binder Jetting’s throughput and per-part economics unlock true production in metals,” said Rick Lucas, Chief Growth Officer. “Coupled with our ceramic capability – including carbides for industrial, energy and defence markets – and elastomer platforms for medical and industrial applications, we can address programmes that conventional methods can’t touch on speed and part complexity.”
Jonah Myerberg, Chief Innovation Officer, added, “AI is a force multiplier. With highfidelity process data, digital twins, and simulation-led tools, we’ll continuously optimise chemistries, geometries, and sintering profiles to maximise performance and economics.”
Key programmes and applications
Arc Impact plans to immediately build on high-impact government and commercial initiatives already underway, such as:
• A $7.9 million collaborative programme with the US Army DEVCOM Ground Vehicle Systems Center (GVSC), administered by the National Center for Manufacturing Sciences (NCMS), to qualify aluminium BJT Additive Manufacturing for defence vehicle components
• Several US Department of Defense projects to develop silicon carbide (SiC) components and SiC Additive Manufacturing techniques to improve missile defence system performance, which includes a related collaboration with Northrop Grumman to additively manufacture SiC optics for high-energy laser systems
These and other governmentsupported initiatives are said to underscore Arc Impact’s commitment to advancing Additive Manufacturing applications that deliver previously unattainable value in sectors such as clean energy and veteran healthcare. The transaction was approved through the US Bankruptcy Court as part of the Desktop Metal Chapter 11 restructuring process. www.desktopmetal.com www.arc-pbc.com
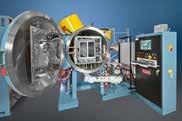
The acquired portfolio includes Desktop Metal’s Production System and X-Series platforms (Courtesy Desktop Metal)
Court approves Anzu’s ExOne GmbH and ExOne KK acquisitions
A US court has approved the acquisition of ExOne GmbH (Germany) and ExOne KK (Japan) by a US-based affiliate of Anzu Partners. This follows the recent announcement of bankruptcy by ExOne parent Desktop Metal, which necessitated a restructuring of its business entities. With no appeals anticipated, the companies will begin the transaction.
Anzu plans to ensure continuity across operations, with ExOne customers and suppliers receiving consistent service and collaborations; all existing agreements and relationships will be upheld. Eric Bader will continue in his role as Managing Director for ExOne GmbH, and Ken Yokoyama will continue as Managing Director for ExOne KK.
“Since 1995, ExOne has been on a mission to deliver powerful industrial 3D printing solutions for
castings and beyond – solutions that enable innovations,” stated Bader. “Our industrial binder jet sand 3D printers are the world’s most trusted systems that drive customer loyalty worldwide. We are excited to continue building on that foundation and driving the future of digital casting.”
Whitney Haring-Smith, Managing Partner at Anzu Partners, explained, “We recognise the strength of ExOne’s customer and supplier relationships. Our priority is to ensure stability, honour existing commitments, and continue building trusted partnerships as we move forward together.”
Anzu Partners is an investment firm that focuses on clean tech, industrial and life science technology companies. Anzu works with entrepreneurs to develop
Anzu Partners will work to ensure continuity across all ExOne operations in Germany and Japan (Courtesy ExOne)
and commercialise technological developments by providing capital alongside its experience in business development, market positioning, global connectivity, and operations. As of 2024, Anzu Partners managed assets of approximately $1 billion with a team of over fifty professionals in US offices across Atlanta, Georgia; Boston, Massachusetts; San Diego, California; Tampa, Florida; and Washington DC. www.exone.com www.anzupartners.com
Admatec and Formatec relaunch following Nano Dimension exit
Following Nano Dimension’s decision to close its Formatec and Admatec product lines in May 2025, the companies have been re-launched under the leadership of former Admatec director and co-founder Michiel de Bruijcker. Backed by two Dutch-based investors, they are now trading under the new names Admatec Additive Solutions BV and Formatec Advanced Products BV.
“With this new foundation, Admatec Additive Solutions and Formatec Advanced Products are ready for a future in which quality, reliability and technological advantage are of absolute essence,” stated de Bruijcker.
Formatec was established in 1996 and is recognised for its expertise in Ceramic Injection Moulding (CIM). In 2012, the company founded Admatec to focus on industrial Additive Manufacturing of ceramics and
metals. With a strong customer base, particularly in the United States, Admatec’s stereolithography-based AM is widely used in the semiconductor industry, aerospace and medical sectors.
Based in the Netherlands, both companies were acquired in 2022 by Nano Dimension, headquartered in Waltham, Massachusetts, USA. The acquisition brought Admatec’s ceramic and metal AM technology, as well as Formatec’s CIM, to the company.
The preservation of knowledge, production capacity, and customer relationships is said to be crucial to the success of the newly formed companies. To this end, the businesses continue to operate with their experienced teams, infrastructure, and technologies in place. A fully integrated workflow, from product development to end product, with
Schivo acquires Mecaplast
to expand MIM capacity
Schivo, headquartered in Waterford, Ireland, has announced the acquisition of Mecaplast SA, Botterens, Switzerland, a specialised manufacturer of high-precision injection moulded plastics, metals and ceramics for the medical device and life sciences sectors.
Founded in 1971, Mecaplast has built its reputation producing mission-critical components, precision
moulds, and cleanroom assemblies. From its ISO 13485-certified facility with 6,000 m 2 of dedicated production space, Mecaplast adds experience in micro-moulding, over-moulding, injection moulding, molud manufacturing, cleanroom assembly, and automation to Schivo’s portfolio.
The Mecaplast SA facility will serve as Schivo’s Global Center of Excellence for moulding and precision metal, ceramics and plastics. This addition is expected to enable Schivo to bring advanced MIM capabilities to its operations in the US and Mexico.
“Mecaplast brings decades of deep expertise in complex plastics, metals and ceramics, perfectly aligning with our vision of creating a global, multicapability platform for advanced medical and life sciences devices serving the robotic surgical, minimally invasive surgical and analytical instrumentation segments,” said
Backed by two Dutch-based investors, Michiel de Bruijcker (above) will head the renamed companies (Courtesy Admatec Additive Solutions BV and Formatec Advanced Products BV)
full competence in AM, CIM and posttreatment processes, will enable them to continue to serve customers worldwide.
As yet, there is no website for Admatec Additive Solutions or Formatec Advanced Products. Direct contact can be made with Michiel de Bruijcker. debruijcker@formatec.nl
Graham Reeves, CEO of Schivo. “Their dedication to innovation further enhances our ability to deliver fully integrated solutions across materials, technologies, and international markets.”
“Joining Schivo represents a natural and exciting evolution for Mecaplast SA,” said Jean-Marc Jaccottet, CEO and owner of Mecaplast. “Our team looks forward to serving our long-standing customers while also meeting the needs of new clients. This partnership accelerates investments and development, leveraging the combined expertise of both companies to expand the impact of our Swiss-based skills in precision injection moulding and cutting-edge manufacturing.”
Jaccottet will join Schivo’s leadership team as President of Molding Technologies, leading R&D and supporting the group’s expansion in moulding capacity.
www.mecaplast.ch
www.schivomedical.com
This acquisition is expected to enable Schivo to bring advanced MIM capabilities to its operations in the US and Mexico (Courtesy Mecaplast)
SINTX acquires SiNAPTIC Surgical to expand ceramic Additive Manufacturing solutions
In addition to the acquisition, the company has expanded its leadership team and undergone a restructuring programme.
“SINTX is now positioned to lead the next wave of innovation in medical technology,” said Eric Olson, chairman and CEO. “In just six months, we have rebuilt the company from the ground up – bringing in world-class leadership, streamlining operations, divesting non-core assets, and executing a focused commercialisation strategy designed to deliver breakthrough medical solutions and create substantial shareholder value. We are one of the only companies worldwide with both the intellectual property and manufacturing expertise to deliver advanced silicon nitride biomaterials in multiple formats to the medical device industry.”
Commercial product expansion and acquisition of SiNAPTIC
It was reported that the company continues to provide spinal interbody devices to CTL/ Amedica. To date, over 50,000 devices have been
successfully implanted. Following the July 2025 acquisition of SiNAPTIC, the current portfolio of differentiated orthopaedic and spine technologies now includes 510(k)-cleared interbody spinal implants made from a proprietary silicon nitride ceramic biomaterial, along with foot and ankle fusion wedges, for which a new 510(k) premarket notification was submitted in July 2025.
Olson stated, “These nextgeneration implants combine the osteoconductive, antimicrobial, and imaging advantages of silicon nitride with the versatility of polymers already trusted by surgeons, all of which present significant opportunities for revenue and margin growth. The next six to twelve months will be even more transformative as we execute our strategic plans and redefine the medical device category.”
Expansion of leadership team
The acquisition of SiNAPTIC also brought a team of MedTech innovators to SINTX, significantly enhancing its depth and commercial capabilities.
These include:
• Bryan Scheer, MD – Orthopaedic surgeon, MedTech entrepreneur, and founder of SiNAPTIC, now chairman of the Clinical Advisory Board of SINTX
Hugh Roberts – Co-founder of SiNAPTIC and industry veteran with a track record in product innovation and commercialisation, now Managing Director of Business Development
Lisa Marie Del Re – experienced in launching and scaling orthopaedic sales channels, now Chief Commercial Officer
• Brian Hockett – expert in surgical R&D and engineering, now serving as Senior Vice President of Regulatory and Quality Affairs
Streamlined operations and strategic focus on medical devices
SINTX reported it had also undertaken a strategic restructuring over the past year aimed at focusing exclusively on high-margin, highgrowth opportunities in orthopaedic and surgical markets. Key actions included the divestiture of non-core assets. In February 2025, SINTX sold its Maryland-based subsidiary, Technology Assessment & Transfer, Inc (TA&T), eliminating associated liabilities and enabling greater strategic focus.
In August 2024, the company officially shut down its armour ceramics facility, ceasing further investment in non-core technologies and recognising a one-time impairment charge. It also exited from low-margin OEM manufacturing.
Future growth strategy – advancing innovation and scientific leadership
Looking ahead, SINTX said it will continue to build on its scientific foundation and IP portfolio with meaningful and long-term performance impact. Recent advancements include the company filing multiple new patents related to composite implant design, Additive Manufacturing, and antimicrobial ceramics.
www.sintx.com
SINTX has acquired SiNAPTIC Surgical, a medical ceramic Additive Manufacturing specialist (Courtesy SiNAPTIC Surgical, LLC)
● WATER ATOMIZERS FOR MORE IRREGULAR POWDERS ideal for recycling/re ning process, press & sinter process and others.
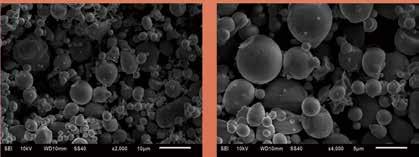
● GAS AND ULTRASONIC ATOMIZERS FOR SPHERICAL POWDERS WITHOUT ANY SATELLITES for LPBF, MIM, Binder Jetting and other Additive Manufacturing applications. High purity, sphericity and wide range of reproducible particle size distribution.
● AIR CLASSIFIERS FOR THE PRECISE SEPARATION OF METAL POWDERS into ne and coarse powder fractions especially in the range < 25 µm
Showa KDE to distribute CNPC powder materials in Japan
Showa KDE Co, Tokyo, Japan, has signed a collaboration agreement under which it will promote metal powder materials from CNPC Powder, Vancouver, Canada, in the Japanese market. This collaboration is said to mark an important milestone in CNPC Powder’s global expansion strategy.
Through the agreement, Showa KDE will offer materials including titanium, aluminium, iron, and nickelbased alloys, as well as customised powder solutions.
In June 2025, a team of employees from Showa KDE’s Precision Metals Division visited CNPC Powder’s production headquarters in China’s Anhui province. The Showa team conducted an extensive tour of the production facilities, the Additive Manufacturing workshop, and the quality control department. They
were able to see firsthand the production processes and supply capabilities of SCS-certified metal powders, such as AlSi10Mg and Ti6Al4V.
Following the visit, Showa KDE noted the strength of CNPC Powder’s in-house developed AMP (Automated Metal Production) continuous production line and low-carbon circular process, noting that these features align with the Japanese market’s demands for high-quality, environmentally friendly materials.
Showa KDE is a leading Japanese supplier of industrial materials and technology solutions, specialising in R&D and distribution of metal materials, chemicals, and advanced manufacturing technologies. Founded in January 1934, the company brings extensive experience in manufacturing and the Japanese industrial landscape. Its collaboration with CNPC Powder is expected to accelerate the latter’s expansion into the East Asian market, advancing its strategic growth objectives.
www.showa-hp.co.jp www.cnpcpowder.com
Quantum acquisition secures future of Spain’s BCN3D
The assets and operations of BCN3D, headquartered in Lleida, Spain, have been acquired by Quantum, a newly established company backed by private investors from the Lleida region with strong ties to Industry 4.0 technology initiatives.
All of BCN3D’s assets, including the recently inaugurated headquarters and production centre in Lleida, will remain fully operational. The entire BCN3D team will also remain in place and continue operating as usual.
The company’s range of products includes the metal-compatible Epsilon Fused Filament Fabrication (FFF) Additive Manufacturing machines. These can process stainless steel through the company’s Metal Pack optional upgrade.
BCN3D is reported to have machine installations in over sixty
countries. Its list of clients includes Nissan, BMW, NASA, Camper, Louis Vuitton, and the Massachusetts Institute of Technology.
The acquisition has been formally approved and completed through the appropriate legal proceedings. www.bcn3d.com
BCN3D’s Epsilon Additive Manufacturing machines can process stainless steel through an optional upgrade (Courtesy BCN3D)
Continuum Powders releases OptiPowder M247 Ni superalloy for Binder Jetting
Continuum Powders, based in Houston, Texas, USA, has announced the commercial availability of its OptiPowder M247 and M247LC nickel superalloy powders, providing users with a high-performance alloy historically limited to investment casting. By optimising M247 for Binder Jetting and other non-PBF-LB Additive Manufacturing platforms, Continuum is enabling engineers to leverage its high-temperature performance without the long lead times and tooling costs of traditional casting.
M247 is a precipitation-hardenable, nickel-based superalloy engineered for service in extreme environments. It offers superior creep resistance, thermal stability,
and oxidation resistance at temperatures up to 980°C (1800°F), making it ideal for hot-section components in gas turbine engines and power systems.
“MAR-M247 has always been a powerful material - but it’s been locked behind slow, expensive casting for too long,” stated Rob Higby, Chief Executive Officer at Continuum Powders. “By offering OptiPowder M247, a binder-jetready version made from certified aerospace scrap, we’re giving manufacturers a faster, more flexible, and ESG-aligned alternative - while maintaining the mechanical strength and consistency they depend on.”
Through its proprietary Melt-toPowder (M2P) process, Continuum
transforms high-value reclaimed aerospace-grade scrap into powder that meets stringent cleanliness and particle morphology standards. The process preserves alloy integrity while minimising oxygen pickup, ensuring consistent performance across multiple builds.
“Our M247 offering changes the economics and accessibility of this alloy for advanced manufacturing,” added Sunil Badwe, Vice President of Technology at Continuum Powders. “We’ve qualified specific powder recipes for leading binder jetting platforms, enabling OEMs to produce complex geometries and consolidated assemblies that were previously impractical with casting. These powders can also be adapted for other Powder Metallurgy routes, from Metal Injection Moulding (MIM) to Hot Isostatic Pressing (HIP) of near-net shapes.”
www.continuumpowders.com
Lithoz develops aluminium nitride heat exchangers for hydrogenpowered aircraft
TRIATHLON is a project funded by the European Union’s Horizon Europe Research and Innovation Action (RIA) programme, coordinated by Stichting Materials Innovation Institute (M2i) and Delft University of Technology (TU Delft). The consortium of eight partners aims to overcome the challenges associated with scaling up hydrogen powertrain technology to megawattclass aircraft.
As part of the TRIATHLON project consortium, Lithoz, based in Vienna, Austria, is developing an additively manufactured ceramic heat exchanger (HEX) made from aluminium nitride (AIN) for aircraft hydrogen-electric propulsion systems. These heat exchangers are expected to contribute to eliminating the need for cryogenic hydrogen pumps, significantly improving
system efficiency and sustainability in aviation, whilst reducing maintenance and saving hundreds of thousands of euros in costs.
Designed by Ergon Research, a consulting and research firm in the mechanical, energetic and informatics engineering field based in Florence, Italy, this application is based on thermodynamics-driven control management. It leverages the precision and scalability of Lithoz’s Lithography-based Ceramic Manufacturing (LCM) CeraFab System AM machines and materials. Aluminium nitride is believed to be a suitable material for addressing the thermal management of these high-performance components due to its excellent thermal expansion coefficient and conductivity (211 W/mK). This boosts thermal efficiency and
supports the compact, lightweight design essential for electrified aviation.
LCM printed high-performance materials such as AIN, with its excellent thermal and mechanical resistance as well as stable behaviour below 600°C against hydrogen, enable unmatched precision, a high surface-area design and superior thermal conductivity – all of which are crucial for next-generation hydrogen-electric systems.
“This is a breakthrough application of our ceramic 3D printing technology in a completely new field. Aerospace and sustainability are key growth areas for Lithoz, so achieving serial production with aluminium nitride is a significant milestone for these sectors,” stated Dr Johannes Homa, CEO of Lithoz. “This material opens up design and application possibilities that no one else can currently realise, making a decisive contribution to a greener future in aviation through ceramic AM.”
www.triathlon-project.eu
www.lithoz.com
Shenzhen JLC expands metal and polymer capability with HP AM machines
Shenzhen JLC, China, has recently expanded its Additive Manufacturing capabilities through the installation of nearly twenty AM machines from HP Additive Manufacturing. This installation included both the HP’s
metal Binder Jetting and polymerbased technologies.
“Over our five-year partnership, it has been immensely rewarding to witness JLC – a unicorn startup in electrical and mechanical engi -
neering – embody the Shenzhen spirit: combining resilience and patience for long-term success with remarkable ambition and agility,” stated Hua Zhao, Head of Greater China Market –Personalization and 3D Printing, at HP.
www.hp.com www.jlcltd.com
Lithoz is developing an additively manufactured ceramic heat exchanger for the TRIATHLON project (Courtesy Lithoz)
Schunk Sintermetalltechnik GmbH
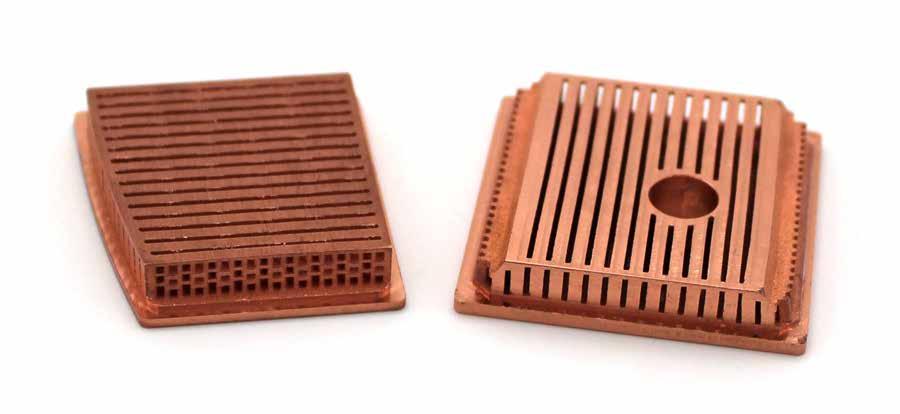
Schunk Cooling Solutions
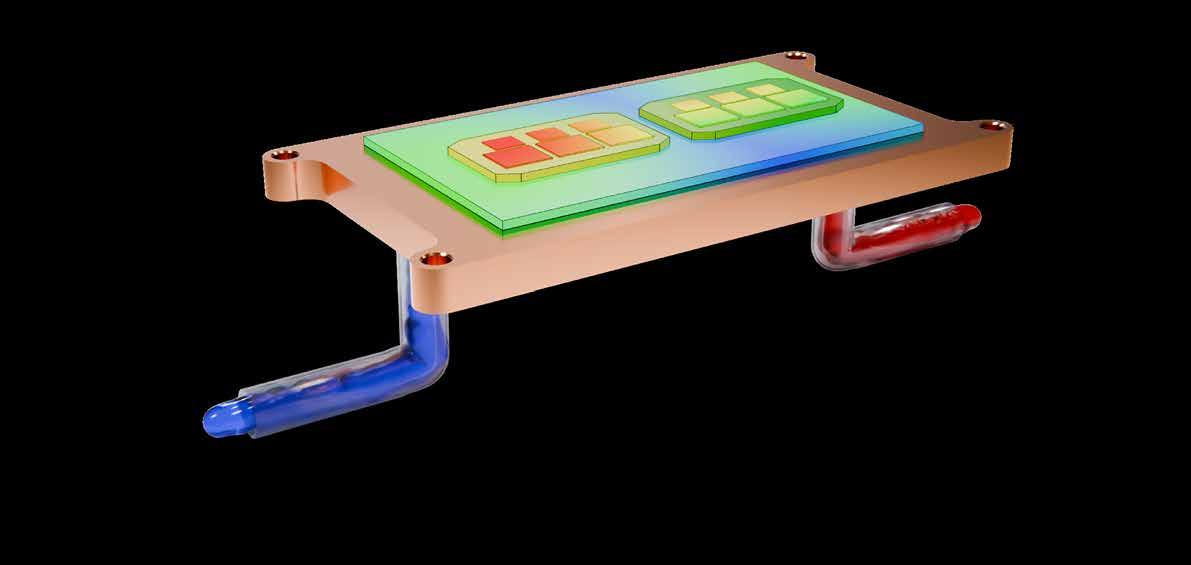
Revolutionizing Power Electronics with Metal Injection Molding Heat Sinks
Discover the future of power electronics with our cutting-edge heat sinks, crafted using advanced Metal Injection Moulding (MIM) technology. These innovative heat sinks offer unparalleled thermal management, ensuring optimal performance and longevity for your electronic devices.
MIM allows for complex geometries and superior material properties, resulting in highly efficient heat dissipation. Perfect for high-power applications, our MIM heat sinks are lightweight, durable, and cost-effective. Upgrade your power electronics with our state-of-the-art MIM heat sinks and experience the difference in performance and reliability. Embrace the next generation of thermal solutions today!
� Roßtrappenstraße 62 06502 Thale, Germany
� +49 3947 7 1560 At thorsten.klein@schunk-group.com � schunk-mobility.com
Ceramic Setter Plates for MIM / CIM / AM Debindering / Sintering
KERALPOR KERAEX
• high purity ceramics (Al2O3, ZrO2)
• fine pores
• anti-adhesion properties in high-temperature sintering applications up to 1500°C
• tailor-made surface properties
• optionally with (micro-) structured surface
• high thermal shock resistance
Wittmann opens expanded technology centre in Nuremberg
In early July 2025, Wittmann Battenfeld Deutschland opened its expanded and redesigned application technology centre at its facility in Nuremberg, Germany. The opening was celebrated with a customer-facing event.
Through this investment, the Wittmann Group will offer its customers and partners in the country more opportunity to familiarise themselves with Wittmann products and technologies firsthand. By focusing on sustainability, the company also aims to present itself as a reliable partner as the Metal Injection Moulding industry evolves at faster rates.
“Reducing the CO 2 footprint is an absolute necessity. Measures to increase energy efficiency and sustainability only have a chance if they also pay off economically,” stated Andreas Schramm, Managing Director of the German subsidiary of the Austrian Wittmann Group. “This is exactly what our developers have firmly in mind. In our new technical centre, economic sustainability can be experienced directly.”
The capacities in the technical centre are available to all Wittmann Group customers for individual presentations, joint development work, technical application consulting, material and mould trials as well as factory acceptance tests.
Two large injection moulding machines are located in the Nuremberg technical centre, with example applications changing frequently. A servo-hydraulic SmartPower and an all-electric EcoPower injection moulding machine were the first to produce guest gifts on the opening day. Both machines’ high energy efficiency, digital assistance systems and the processing of recycled materials all contribute to CO 2 savings.
“With complete solutions, we can precisely coordinate all components
of the production cell right from the start and thus exploit efficiency and quality potential particularly well,” added Schramm. “The Wittmann Group offers solutions from its own development and production across the entire production process –from material preparation, injection moulding, temperature control and automation to inline recycling and the integration of digital solutions. Only Wittmann can do this in this depth.”
Other exhibits in the new technical centre will present innovations from the areas of mould temperature control, peripherals, automation, recyclate processing and 4.0 networking. Highlights noted by the company include smart recycling packages, the Expert MouldTemp assistance system, the WX90 servo removal unit and the Feedmax Clean conveyor unit with integrated dedusting.
The technical centre also features a new meeting area wherein customers and partners can gather to network and have project discussions. “We make this information corner available to our customers and partners,” stated Schramm. “We offer an appealing atmosphere, top equipment and state-of-the-art presentation facilities – for example for product presentations or events, whether for a day or an entire week.”
www.wittmann-group.com
Wittmann Battenfeld Deutschland opens a technical centre in Nuremberg, Germany (Courtesy Wittmann Group)
qualloy launches its own metal powder range under ‘qualloy select’ branding
qualloy, an intermediary for buyers and sellers in the metal powder market based in Düsseldorf, Germany, has introduced qualloy select, its flagship powder brand developed in close collaboration with Rosswag Engineering, headquartered in Pfinztal, Germany.
The qualloy select brand includes aluminium, cobalt, copper, steel, nickel and titanium powders for Metal Injection Moulding, Additive Manufacturing, Powder Metallurgy and precision machining. All powders are tested in-house by Rosswag to ensure compliance with recognised quality standards.
To support its customers, the company also offers an AI-guided
material finder designed to help users identify precise powder specifications for their manufacturing needs. Using an intelligent search algorithm, qualloy enables users to find well-suited metal powders for their specific machines and specifications from a broad range of certified global suppliers. This marketplace allows users to freely switch between different powder manufacturers, optimising price, delivery time, and quality, whilst enabling a transparent and efficient procurement process.
The marketplace was established in March 2024 with the aim of transforming the way businesses procure metal powders. As
The launch of qualloy select marks the company’s first time selling its own powders (Courtesy qualloy)
well as standard powder options, users can also request custom powder mixes.
The qualloy select powders are now available through qualloy’s marketplace, with powders being shipped directly from Germany. www.qualloy.com
Your DLP® copilot
Partner with the leader in industrial DLP Sub-Systems
The UV imaging copilot for your next breakthrough
Co-engineering from day one
Support from prototype to industrial-scale systems
Custom, tailor-made optics with own production
From small-batch to mass production - high repeatability
Consumer electronics hinges drive China’s MIM growth, robotics next
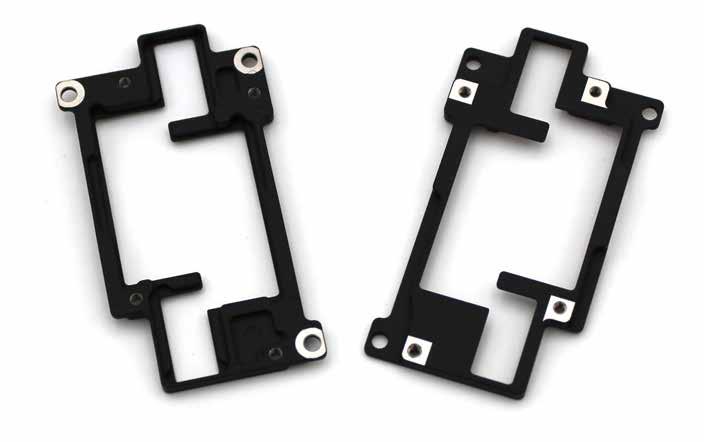
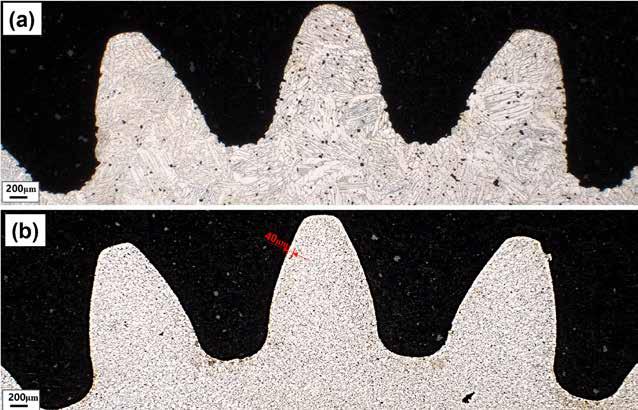
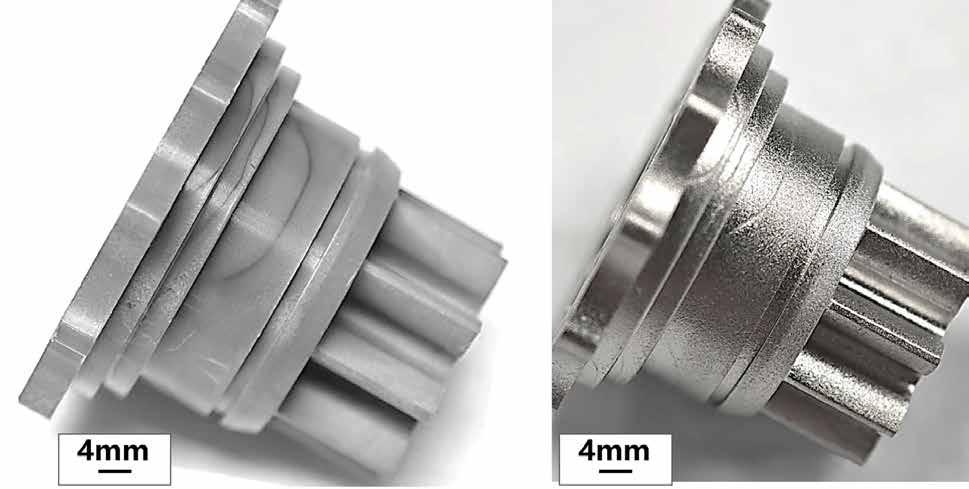
Hinge mechanisms have become a major growth driver for China’s Metal Injection Moulding industry. Once a niche application, hinges are now central to consumer electronics design and product development. Early examples, such as those used in folding phones and laptops, demonstrated the technology’s precision and durability. Modern hinge modules, however, clearly illustrate the process’s ability to deliver miniaturised, reliable parts at scale through the use of tens of small, high-strength MIM components.
Dr Chiou Yau Hung (Dr Q), a MIM industry consultant, stated, “Hinges remain – and are set to remain –a key driver of demand for MIM technology, particularly in the 3C sector. Their use is being fuelled by growing demand for compact, durable mechanisms in foldable smartphones, tablets, wireless earbuds, and wearable devices –applications where conventional machining or casting often fall short in terms of design flexibility and cost-efficiency.”
Demand for MIM hinges is now accelerating innovation and investment in MIM production capacity. Manufacturers are developing multi-joint hinges with integrated gears, damping systems, and decorative covers, transforming them from hidden mechanisms into elements of the user experience. Today, precision folding-screen mobile phone hinges can incorporate between thirty and fifty MIM parts, with many weighing less than 1 g.
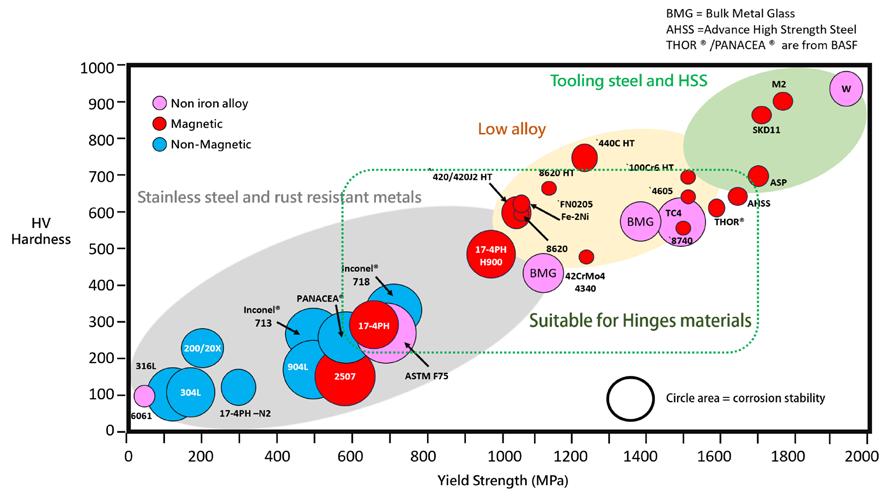
processes such as die casting techniques, sheet metal processing and, more recently, liquid metal and bulk metal glass (BMG) technologies,” stated Dr Q. “This integration has created a new wave of business for MIM producers, significantly increasing the need for MIM production capacity and process capabilities.”
The result is a highly competitive market, with more than fifty manufacturers producing full hinge assemblies and over a hundred specialising in individual components.
Beyond the consumer electronics market, MIM hinges are expected to play a pivotal role in emerging sectors such as robotics, where compact and precise mechanical systems are essential. “Humanoid robots with embodied intelligence are already becoming a reality,” explained Dr Q. “Although they do not yet possess the full flexibility seen in the movies, hinge modules featuring MIM parts will play a crucial role in their development. In fact, the demand for these components could soon surpass that of foldable smartphones.”
For a detailed analysis of hinge technologies and future opportunities in the MIM industry, read our full report in the Summer 2025 issue of PIM International
creating images – together
visitech.com
Chinese MIM producers have also adopted advanced high-strength alloys and begun integrating MIM production with processes such as die casting and stamping to deliver complete hinge modules.
“MIM parts have begun to be embedded into assemblies formed using other metal forming
An example of an advanced MIM hinge mechanism on the Sony WH-1000XM6 headphones (Courtesy Sony)
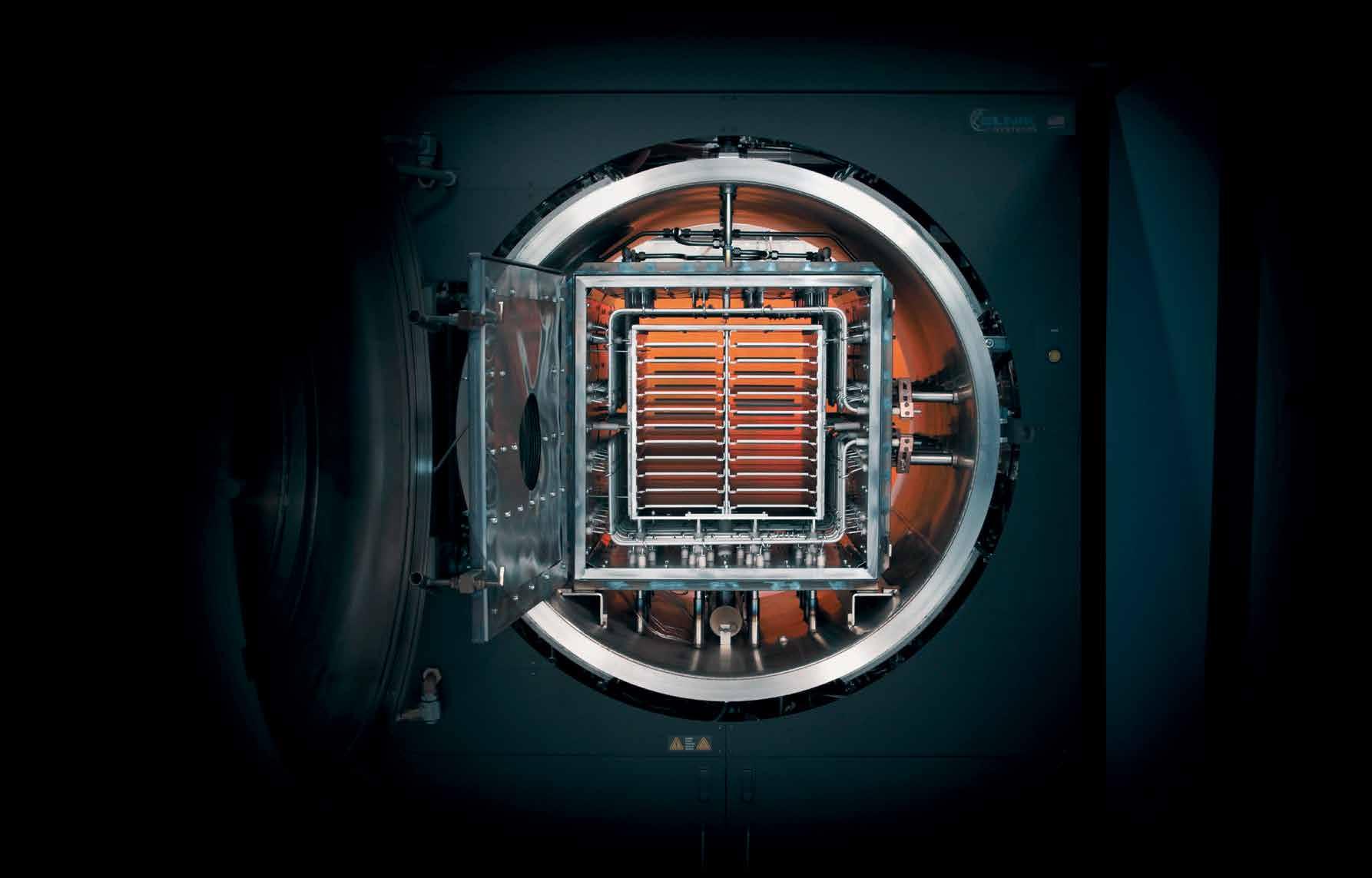
Reliable Vacuum Furnaces for better end-to-end production. From prototyping to high-volume production, Ipsen offers vacuum furnaces in a variety of sizes that accommodate common heat-treatment processes used for AM, such as debinding, sintering, stress relieving and annealing.
Tekna achieves record order intake in H1 2025 despite lower revenue
Tekna Holding ASA, headquartered in Sherbrooke, Quebec, Canada, has announced its financial results for the second quarter and half-year ended June 30, 2025. The company reported strong order intake, led by its Materials business. Despite a decline in revenue, the company generated positive operating cash flow and continues implementing cost and capital measures to meet its annual profitability targets.
“While the second quarter reflected a temporary revenue decline, our record order intakeup 59% year-to-date - underscores strong underlying demand and the growing relevance of our technology in critical sectors like defence”, said CEO Claude Jean. “We are proactively adjusting our cost base and spending to protect profitability, while positioning Tekna to capitalise on long-term trends such as reshoring, Additive Manufacturing growth, and increased defence spending. With a strengthened backlog and continued
focus on execution, we remain cautiously optimistic for the second half of 2025.”
Q2 order intake was CA$9.1 million, up 42% from Q2 2024. This contributed to a record H1 2025 order intake of CA$21.9 million, up 59% from CA$13.8 million in H1 2024, fuelled by strong Q1 performance.
Revenue for Q2 2025 totalled CA$9.0 million, a 20% decline yearon-year, primarily due to reduced activity in the Systems business area. Year-to-date revenue reached CA$17.4 million, down 13% from CA$19.9 million in H1 2024.
Materials generated revenue of CA$6.6 million in Q2, with year-todate revenue at CA$12.8 million, down 6% from CA$13.6 million in H1 2024, driven by short-term fluctuations in order timing.
Systems revenue in Q2 was CA$2.4 million, with year-to-date revenue at CA$4.6 million, down 27% from CA$6.3 million in H1 2024, primarily due to a low starting order backlog.
Adjusted EBITDA for Q2 was -CA$2.0 million, impacted by an unfavourable product mix, lower Systems volumes, and adverse foreign exchange effects. Year-todate Adjusted EBITDA improved to -CA$2.8 million from -CA$4.1 million in H1 2024, driven by strong Q1 Materials performance and savings from cost reductions implemented in late 2024.
Operating cash flow was positive at CA$0.4 million, supported by a CA$2.7 million reduction in net working capital. Capital expenditure was disciplined at CA$0.3 million.
Tekna products continue to be exempt under the United States-Mexico-Canada Agreement (USMCA). While recent US tariffs have introduced short-term uncertainty and geopolitical risk, they are reportedly expected to reinforce reshoring and localised manufacturing trends, bolstering growth in Additive Manufacturing and long-term demand for Tekna’s products.
The ongoing trade war is creating uncertainty in the markets; however, strong YTD Materials order intake in the first half of 2025 supports a cautious positive outlook for the remainder of the year. The increased defence spending trend should offer positive opportunities in both business areas, with defence OEMs progressing in the qualification of Tekna’s powders for their Additive Manufacturing development, as well as for its PlasmaSonic systems.
Tekna remains focused on profitability, working capital reduction and disciplined capital management. Capital expenditures for 2025 are expected to be around CA$1.5 million, significantly lower than those for 2024. Additional operating cost reductions will be implemented in early Q3 2025.
www.tekna.com
Tekna reported strong order intake led by its materials business (Courtesy Tekna Holding ASA)
CUSTOM FORMULATIONS ARE STANDARD FOR US
Regardless of the complexity of your custom application and formulation, it remains standard for us with our quality systems, technical support, and two proprietary binding systems.
We ensure 100% batch-to-batch consistency, a wide range of alloys, and 36 years of supplying MIM feedstocks for mission-critical parts.
Advanced Metalworking Practices (AMP) manufactures and supplies a wide range of both standard and custom-configured MIM feedstocks for your application. Contact Chris Chapman at cchapman@ampmim.com or 724-396-3663.
Scan the QR code or click here to view our current list of alloys www.ampmim.com/resources
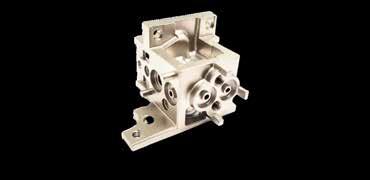
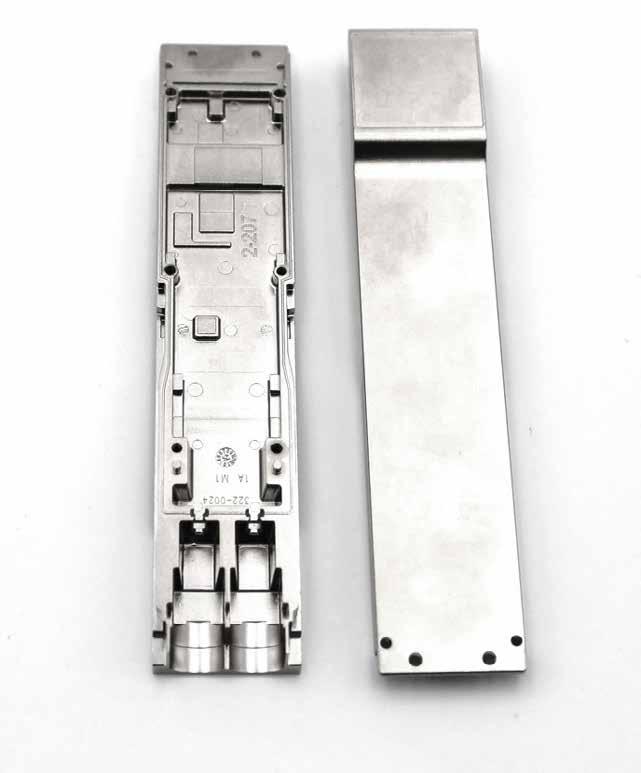
Kyocera establishes Additive Manufacturing of SiSiC components in Germany
Kyocera Fineceramics Europe GmbH, a division of Japan’s Kyocera, has expanded its high-performance ceramics portfolio with the addition of a silicon carbide Additive Manufacturing process, developed at its Selb, Germany, facility.
“The introduction of Additive Manufacturing is a milestone for our company,” stated Dr Carsten Russner, president of Kyocera Fineceramics Europe. “It brings up new potential for us in terms of development and application as well as strategic positioning in the market.”
Silicon-infiltrated silicon carbide (SiSiC) is a high-performance ceramic material known for its exceptional mechanical strength, thermal conductivity, rigidity and high wear resistance. SiSiC is well-suited to demanding areas of application such as aerospace, the semiconductor industry and industrial production, particularly due to its barely measurable thermal expansion. Kyocera processes both StarCeram Si, which is used for conventional manufacturing processes, and StarCeram AM-Si, which was developed for Additive Manufacturing independently; both materials are characterised by comparable material properties.
As the technology progresses, Additive Manufacturing has been increasingly adopted in the production of complex SiSiC components. Compared to traditional shaping processes such as isostatic pressing, slip casting or film casting, AM offers greater design freedom and shorter development cycles. For example, topology-optimised components can be produced, which can lead to significantly reduced weight. Ceramic Additive Manufacturing can be used as a solution for demanding designs where conventional techniques reach their limits.
The multi-stage production process was specially developed for large-volume and complex compo -
nents. The maximum component size is 325 x 270 x 130 mm with wall thicknesses from 3 mm. The elimination of green machining, programming times and the manufacture of tools for machining enable particularly short production times and volume production.
Using this technology, Kyocera offers its customers a portfolio of components from prototype development to series production. The process is generally based on a two-stage procedure:
1. A green part is created from silicon carbide powder and polymer binder using the Binder Jetting (BJT) AM process
2. The part is infiltrated with molten silicon, which reacts with the remaining carbon to form the final SiSiC structure
“This advancement is the result of intensive research and development work,” explained Sarah Diener, Team Leader for Additive Manufacturing. “We look forward to creating added value for our customers through the production of complex component geometries.”
Kyocera also offers design consultancy for the optimisation of component geometries and the implementation of topologyoptimised structures. Working with customers, the component weight can be reduced or the performance of the components increased. The company works in close cooperation with its own design centre to provide customers with tailor-made solutions.
“Additive Manufacturing enables us to react flexibly to dynamic market requirements,” stated Dr Nikolaos Katsikis, Director Research & Development. “We see great added value for our customers, particularly when it comes to large and complex components – especially when we are able to provide optimisation support through our design consulting.”
Alongside its materials offerings, Kyocera offers post-processing and coating technologies that expand the range of applications for additively manufactured components. The company’s Selb location is a comprehensive manufacturer of SiSiC components and is, therefore, specialised in furnace technology for large-volume components, the final processing of the material, as well as joining experience and coating technologies.
europe.kyocera.com www.kyocera.com
A complex SiSiC component enabled by Kyocera’s Additive Manufacturing process (Courtesy Kyocera)
Ceramic AM resins developed to improve tile mould durability
A team of researchers from the Polytechnic University of Turin, Italy, in collaboration with SACMI, headquartered in Imola, is developing new high-viscosity light-curing resins for the Additive Manufacturing of ceramic moulds. The work is being undertaken as part of the project ‘Innovative photocurable formulations for AM applications in the production of ceramic tile moulds,’ funded by MICS – Made in Italy Circular and Sustainable, with the support of the Ministry of University and Research through PNRR funds.
The initiative aims to improve the wear resistance of moulds used to produce ceramic tiles and reduce the environmental impact of ceramic production by using materials from renewable sources. The team includes researchers from the Polytechnic University of Turin under the guidance of Prof Massimo Messori, together with colleagues from the University of Brescia, coordinated by Prof Emilio Sardini, along with SACMI’s Eng Paolo Testi and Dr Fiorenzo Parrinello.
“This project was created to address a real and specific need in the industrial world: to optimise the mould production process for the ceramic industry, with a view to greater efficiency, sustainability and innovation,” stated Federica Bondioli, Full Professor of Materials Science and Technology at the Polytechnic University of Turin and MICS Spoke 6 Coordinator.
“The close collaboration between our researchers and company researchers was crucial in transforming a production requirement into an opportunity for applied research and technological development. It is precisely from this constant dialogue that high-impact solutions can emerge, capable of strengthening the competitiveness of our manufacturing system.” Key aspects of the project include:
• The development of highviscosity resins compatible with Drop-On-Demand (DOD) technology, capable of coun -
Emery Oleochemicals names Eggert Global Sustainability Manager to advance ESG goals
Emery Oleochemicals, headquartered in Cincinnati, Ohio, USA, has appointed Manuela Eggert as Global Sustainability Manager. In this role, Eggert is responsible for implementing the company’s global sustainability strategy, driving key initiatives that align with Emery Oleochemicals’ long-term commitment to environmental stewardship, sustainable innovation, and responsible growth.
Eggert will lead efforts to continue to embed sustainability into Emery’s core business by aligning with regulatory requirements, ensuring economic and social responsibility, and integrating it across global operations and stakeholder engagement.
Eggert brings over twenty-five years of experience in the consumer goods and chemical industries, with leadership roles in sustainability management, new business development, and competitive intelligence. She holds a degree in Business Administration and possesses strong knowledge in systems thinking and organisational development.
“Ms Eggert brings a solid foundation of experience in advancing sustainability initiatives,” stated Min Chong, the group’s recently appointed CEO. “Sustainable value creation continues to be core to our strategy for driving responsible global growth at Emery Oleochemicals. This appointment will help to achieve
teracting premature wear of moulds caused by the abrasiveness of ceramic powders, ensuring greater durability and mechanical quality
• The design of a laboratory prototype equipped with highefficiency AM print heads for resin application, paving the way for materials previously inapplicable
• The development of advanced sensors for continuous monitoring of moulds, allowing predictive and intelligent management of the production process
The initiative is reported to align with the broader vision of MICS, an extended partnership that, with an investment of approximately €114-125 million, involves twelve universities, thirteen companies across the fashion, furniture and mechanics sectors. It aims to transform the concept of Made in Italy toward circular, digital and competitive solutions.
www.polito.it www.sacmi.com www.mics.tech
Emery Oleochemicals has appointed Manuela Eggert as Global Sustainability Manager (Courtesy Emery Oleochemicals)
Emery’s environmental commitments and reinforce our leadership in sustainable chemical manufacturing.”
Founded in 1840, Emery Oleochemicals is a global supplier of high-performance, natural-based chemicals used in a broad range of industries, including Metal Injection Moulding and sinter-based metal Additive Manufacturing. www.emeryoleo.com
Novamet launches online metal powder store
Novamet Specialty Products Corporation, Lebanon, Tennessee, USA, has officially opened its new online store. The new platform is designed to streamline the purchasing process for manufacturers, engineers, researchers and industry professionals seeking metal powder solutions.
The online store features a selection of premium metal powders with detailed product specifications and datasets for each. Following comple -
tion of the secure ordering process, powders are shipped directly from Novamet’s facility.
“Our goal is to make innovation more accessible,” stated Jeff Peterson, Novamet CEO. “By opening our online store, we’re removing barriers and making it easier for customers to source the high-quality materials they need to drive manufacturing excellence.”
www.novamet.com
MIM debind and sinter vacuum furnaces
Over 6,500 production and laboratory furnaces manufactured since 1954
• Metal or graphite hot zones
• Processes all binders and feedstocks
• Sizes from 8.5 to 340 liters (0.3–12 cu ft.)
• Pressures from 10-6 torr to 750 torr
• Vacuum, Ar, N2 and H2
• Max possible temperature 3,500°C (6,332°F)
• Worldwide field service, rebuilds and parts for all makes
Wallwork Hot Isostatic Pressing Centre receives Nadcap accreditation
Wallwork Group, headquartered in Bury, Greater Manchester, UK, announced that its HIP Centre has achieved Nadcap accreditation. This follows the company bringing online its second Hot Isostatic Press (HIP) from Quintus Technologies.
“This achievement demonstrates our commitment to the highest standards in quality, consistency and process control – especially for the aerospace, defence and advanced engineering sectors,” the company said in a statement. “We’re excited for what the future holds as we continue to grow and serve the most demanding industries with integrity and innovation.”
Wallwork Group is said to be the largest privately-owned company specialising in thermal processes and surface-engineered coatings in the United Kingdom. Started in 1959, Wallwork’s service offering has expanded to meet the varied needs and challenges of the industry; the company’s initial investment in Hot Isostatic Pressing technology was a response to requests from existing and potential customers.
The Wallwork HIP Centre was opened formally in November 2023, supporting service demand across a variety of sectors.
www.wallworkht.co.uk
Wallwork’s HIP Centre has achieved Nadcap accreditation (Courtesy Wallwork)
Retech expands US toll services for melting, atomising and casting
Retech, a US-based division of the Seco/Warwick Group, headquartered in Swiebodzin, Poland, is expanding its toll melting, atomising, and casting services to meet increasing demand across industries such as aerospace, medical, defence and semiconductors.
Retech maintains a suite of operational equipment at its Buffalo, New York, facilities. These in-house machines are now available on a tolling basis, providing partners with more timely access to high-performance metallurgical processing without the wait or capital commitment of acquiring their own equipment. Historically, Retech has used this in-house equipment for internal R&D, customer pilot trials, and process demonstrations.
“When our equipment isn’t in use for internal projects, that capacity
becomes a strategic resource,” stated Earl Good, Managing Director and President of Retech. “We’re making it available to companies that need a flexible, low-risk way to validate a new process, ramp up alloy production, stay ahead of long equipment lead times, or just supplement their own production capacity.”
By tolling, customers can maintain project momentum, meet early customer demand, secure a faster path to market, supplement capacity, or develop and produce highly specialised alloys.
Retech’s tolling capabilities cover a range of controlled atmosphere melting, powder production, and casting technologies to deliver ultrapure reactive and refractory alloys in ingot or powder forms.
One of Retech’s distinguishing advantages is that all equipment is
built and operated at its facilities in Buffalo. This localised footprint simplifies logistics and improves reliability for customers in the US and beyond.
“Having our engineering, manufacturing, and toll processing under one roof ensures tighter process control and easier communication. Customers also benefit from access to familiar, readily available support resources, things that can be harder to manage with offshore or less integrated providers,” Good explained.
The result is faster lead times, better alignment between development and production, and improved uptime due to component accessibility and serviceability.
“Our toll capabilities allow customers to move quickly, efficiently, and with confidence,” said Good. “It’s not just about melting metal; it’s about moving ideas into production.”
www.retechsystemsllc.com
University of Texas names Carney to lead Keck Center for 3D Innovation
The University of Texas at El Paso’s W M Keck Center for 3D Innovation, has announced James P Carney, PhD, as its new Executive Director, effective September 1, 2025. Carney brings extensive leadership experience in advanced manufacturing from his recent role as manager of the Center for Advanced Manufacturing and Innovation (CAMINO) at Sandia National Laboratories.
“Dr Carney has had an impressive career in Additive Manufacturing, and I am excited to see how he can take the Keck Center to the next level,” said UTEP President Heather Wilson.
The W M Keck Center for 3D Innovation, a multidisciplinary research facility that occupies more than 3,420 m 2 at UTEP, houses more than $8 million in research infrastructure, including over 100 advanced manufacturing machines. The centre focuses on Additive Manufacturing development, engineered and structured materials, and advanced AM applications, with combined facilities for advanced manufacturing, metrology, reverse engineering, materials characterisation and testing.
Kenith Meissner, PhD, Dean of the UTEP College of Engineering, shared, “Dr Carney’s vision for integrating cutting-edge technology with practical applications will strengthen UTEP’s role as a national leader in advanced manufacturing research.”
“His record of building successful advanced manufacturing programs at the national laboratory level, paired with his technical expertise and commitment to workforce development, makes him the right leader to expand the Keck Center’s impact across research, education, and industry partnerships,” Meissner added.
Carney’s career spans national defence, biotechnology and advanced materials research. Most recently at Sandia National Laboratories, he
successfully established CAMINO as a focal point for Sandia’s advanced manufacturing strategy, developing facilities and leading initiatives in rapid prototyping, workforce development and technology transition. Previously, he managed the Advanced Materials Laboratory at Sandia and held leadership positions at the US Army DEVCOM Chemical Biological Center and the University of Maryland School of Medicine.
Carney holds a PhD in Molecular and Cellular Biochemistry from Loyola University Chicago and a BS in Chemistry/Education from Niagara University. He has authored numerous peer-reviewed publications, holds multiple patents and has received numerous recognitions, including the Department of Energy Secretary’s Appreciation Award.
“I am thrilled to join UTEP and lead the W M Keck Center for 3D Innovation at this pivotal moment in advanced manufacturing,” said Carney. “The centre’s impressive infrastructure and multidisciplinary approach position it uniquely to drive innovation in advanced manufacturing while preparing the next generation of engineers and scientists for the rapidly evolving manufacturing landscape.”
www.utep.edu
The University of Texas at El Paso’s W M Keck Center for 3D Innovation, has announced James P Carney as its new Executive Director (Courtesy University of Texas)
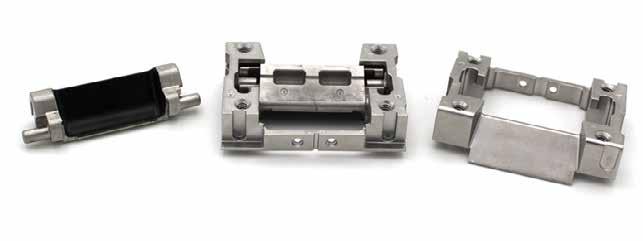
MIMplus awarded for Metal Injection Moulding of rare earth magnets
MIMplus Technologies GmbH, based in Ispringen, Germany, has won a VR-INNOVATIONs Award 2025 for its work on the Metal Injection Moulding of high-performance rare earth magnets. The awards, presented by the Baden-Württemberg Cooperative Association (BWGV), recognise technological excellence and innovation.
“The award is particularly important to us because the permanent magnets produced using the metal Powder Injection Moulding process enable us to offer a completely new, innovative manufacturing process that is unknown to experts in current research and development departments,” stated Dr Johannes Maurath, Head of Research & Development, MIMplus.
The company’s patented technology blends the performance of rare earth magnets and the freedom
offered by Metal Injection Moulding (MIM). This is reported to open up new application possibilities for complex geometries, miniaturised components and economical series production.
“Our manufacturing process offers previously unknown degrees of freedom that enable new products. This is precisely why it is particularly important for us to be able to present the technology to a wide audience. The VR-INNOVATION Award gives us the perfect opportunity to do just that,” added Maurath.
Rare earth metals are strategic raw materials, and China currently dominates the global market. Through resource-efficient manufacturing in Europe, the company is working to strengthen supply chains in a sustainable, secure and autonomous way.
MIMplus was recognised for its Metal Injection Moulding of highperformance rare earth magnets at VR-INNOVATION 2025 (Courtesy MIMplus)
“This award recognises the work, investment and effort that the entire MIMplus team and the company’s shareholders have put into this technology,” Maurath concluded. www.vr-innovations-award.de www.mimplus.de
Höganäs PowdrIQ competition to identify new metal powder applications
Sweden’s Höganäs AB has announced the launch of PowdrIQ, an international competition for university students seeking to identify new applications for the use of metal powders.
As industry shifts towards sustainability and resource efficiency, metal powders open opportunities to replace conventional materials, such as stainless steel, with lighter, stronger, and more sustainable alternatives.
Metal powders are already used across a wide range of sectors, with applications in automotive, medical, aerospace, consumer electronics, industry and more.
Despite this, the true potential of metal powders remains largely untapped across many industries. The PowdrIQ challenge focuses on identifying new, untapped applications where metal powders are not currently used but could be.
The scope of the challenge
Participants must conduct research, analyse the market, and propose applications where metal powders promote sustainability, efficiency, and performance, while clearly demonstrating the industry relevance of how the proposed application addresses a real market need or opportunity.
Submissions will be assessed based on: Innovation - how novel is the application?
• Feasibility -can the idea be realistically implemented?
• Sustainability impact - does it contribute to environmental and resource efficiencies?
• Industry relevance - how well does it address a market need?
First place winners will receive a €5,000 cash prize and a study trip to a Höganäs group site. Second place winners receive €2,500 and third, €1,000. www.hoganas.com
PM Tooling System
The EROWA PM Tooling System is the standard interface of the press tools between the toolshop and the powder press machine. Its unrivalled resetting time also enables you to produce small series profitably.
www.erowa.com
PowdrIQ is an international competition for university students seeking to identify new applications for metal powders (Courtesy Höganäs AB)
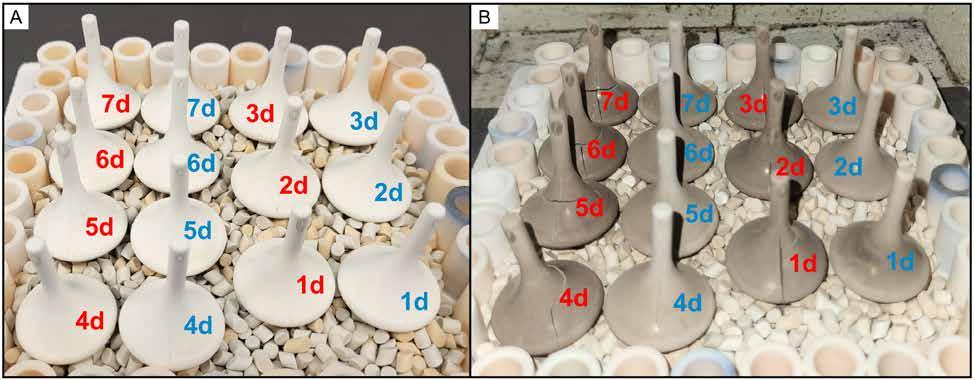
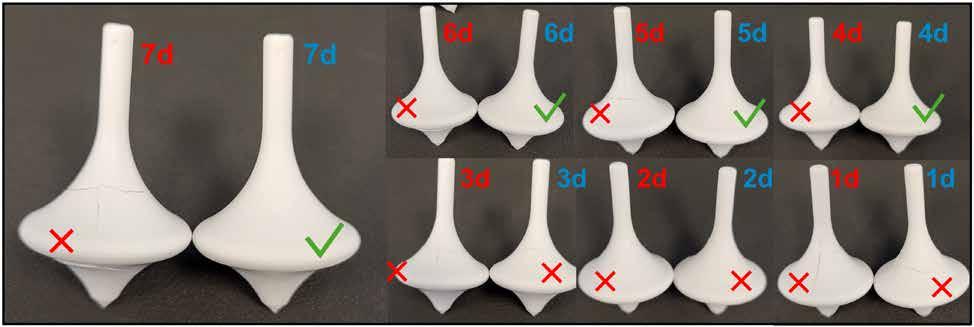
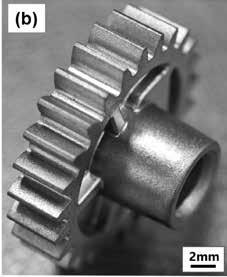
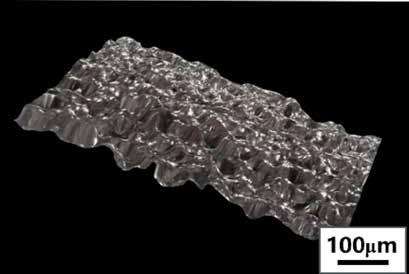
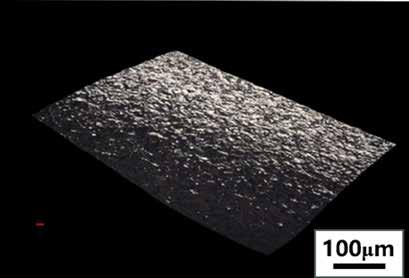
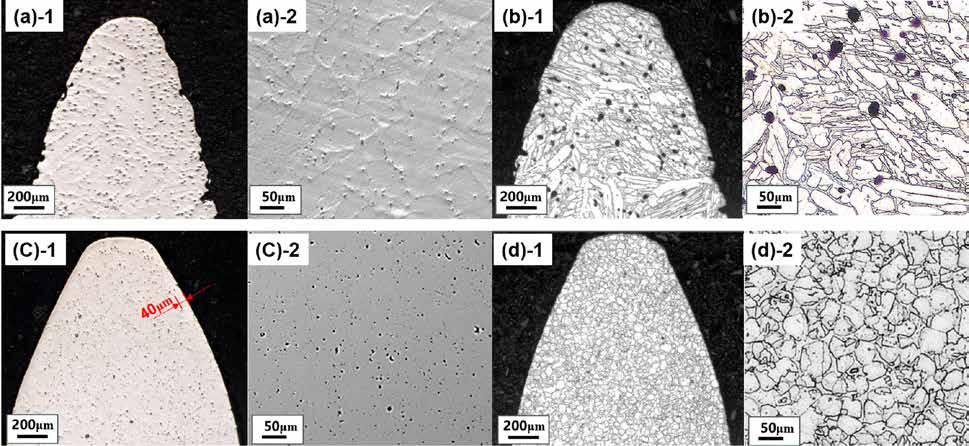
Researchers improve distortion modelling for metal Binder Jetting
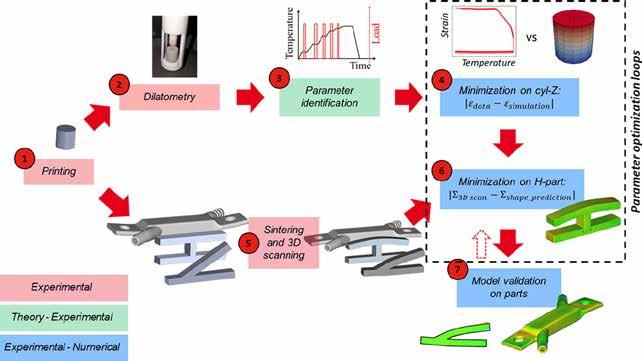
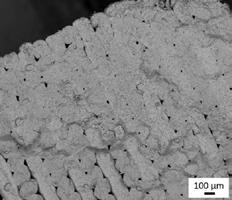
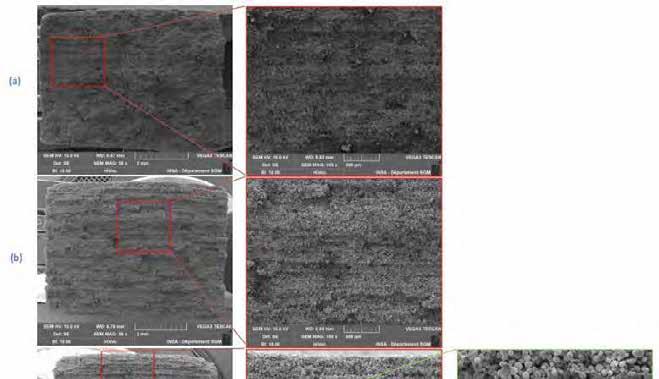
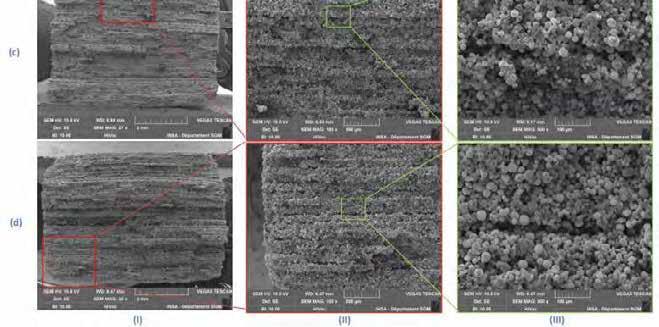
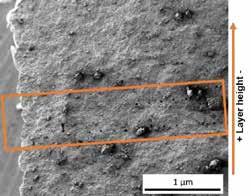
Researchers from the University of Grenoble Alpes and HP Inc have proposed a step-by-step method to predict shape changes during the sintering of 316L stainless steel parts made using metal Binder Jetting. The method, detailed in the paper ‘A calibration method to predict shape change during sintering: Application to 316L parts made by Metal Binder Jetting’, combines experimental and numerical techniques.
Metal Binder Jetting requires sintering, which leads to shrinkage due to the initially low green density of the part. Shape distortion can also form due to gravity. The prediction of those deformations is, therefore, paramount to reach nearnet shape parts.
In the reported method, the anisotropic linear shrinkage is determined by dilatometry, while the viscous deformations are numerically fitted through a calibra -
Researchers from the University of Grenoble Alpes and HP have proposed a step-by-step method to predict shape changes during the sintering of 316L stainless steel parts (Courtesy Additive Manufacturing/Elsevier)
Submissions open for MIM2026 Metal Injection Moulding conference
The Metal Powder Industry Federation (MPIF) has announced a call for presentations for the technical programme of its upcoming International Conference on Injection Moulding of Metals, Ceramics and Carbides (MIM 2026) event.
Scheduled to take place February 23-25 in Jacksonville, Florida, USA, MIM2026 will focus on the theme ‘Designing MIM Materials and Parts for Performance and Value.’
The objective of this conference is to highlight the
innovations and latest accomplishments in the areas of part design, tooling, moulding, debinding, and sintering of MIM parts. The
tion part. The model is implemented in HP’s proprietary 3D Digital Sintering software and tested across various sintering cycles. It was optimised through iterative loops, reducing deviations between predictions and experiments to below 1%.
Then, angular sectors exhibiting various degrees of overhang are sintered to assess the performance of the model. Results showed that most predictions exhibit maximum deviations below 5%, with filleted parts exhibiting better predictions.
The study highlights the importance of accurate parameter calibration, noting the influence of sintering temperature, density, and microstructural changes. While this work relied on optimisation routines, future improvements could come from machine learning and multi-scale modelling.
By combining experimental data with simulation, the method offers a path to more reliable metal Binder Jetting. The breakthrough could expand the technology’s use in industries such as aerospace and medical devices, where dimensional accuracy is critical.
The full paper is available from Science Direct www.sciencedirect.com www.hp.com
conference will also focus on the developments in MIM processing of different materials, including metals and alloys, ceramics, and hard metals.
Proposals are accepted on any relevant topic.
www.mim2026.org
EXPERT OF CERAMIC 3D PRINTING
SINGLE CRYSTAL CASTING COMPATIBLE
Oechsler AG earns EcoVadis Gold, commits to SBTi climate targets
Oechsler AG, located in Ansbach, Germany, has been awarded the Gold Medal in the EcoVadis sustainability rating, placing it among the top 5% of assessed companies worldwide and amongst the best 2% in the industry. At the same time, Oechsler has committed to the climate targets of the Science Based Targets initiative (SBTi), which is aligned with the goals of the Paris Agreement.
The initiative is a partnership between the Carbon Disclosure Project, the United Nations Global Compact, the World Resources Institute, and the World Wide Fund for Nature. It calls on companies worldwide to significantly reduce their carbon footprint by 2030 and achieve net-zero emissions by 2050.
Oechsler scored 78 out of 100 points in the EcoVadis rating, ranking it among the top 5% of companies in the global benchmark over the past twelve months –narrowly missing Platinum status. Corporate Social Responsibility (CSR) has been an integral part of the company’s holistic strategy for years. Accordingly, Oechsler’s environmental and energy management
Metal and
Ceramic
Injection Molding
Complex/miniature medical device components
High temperature stainless steel/superalloy automotive parts
Advanced ceramics with high density, high wear and tear resistance, and high precision. Micro MIM/CIM
Materials customization and RnD.
systems are certified to ISO 14001 and ISO 50001. This strong result reflects and recognises the company’s long-standing commitment.
The company will continue to set ambitious, science-based targets for reducing CO 2 emissions. The next step is to define concrete reduction goals and have them validated by SBTi, an independent body.
Oechsler has pledged to significantly cut emissions across its entire value chain under its near-term climate targets. By 2034, the company has committed to cutting its direct CO 2 emissions (Scope 1 and 2) by 58.8%. For all upstream and downstream processes (Scope 3), Oechsler has committed to lowering CO 2 emissions per ton of product produced by an even greater margin – 63.8%.
Karl Ostler, CEO of the Oechsler Group, shared, “We are extremely proud of our outstanding EcoVadis result. It also proves that sustainable business practices and maintaining our competitiveness are by no means mutually exclusive. Many companies worldwide use independent ratings such as EcoVadis to decide which business partners they can trust. Together with our employees, we want to continue making a meaningful contribution to decarbonisation. Committing to the SBTi criteria is therefore a logical step – and continues the path we embarked on several years ago.”
As part of a resource-intensive industry, the company has already invested millions in sustainability initiatives. In 2023, a solar power plant with an annual capacity of 2,000 megawatt hours was installed at the company’s production site in Weißenburg, Bavaria, reportedly enough to cover the annual electricity needs of 640 average two-person households in Germany. Additional solar installations are already in operation at Oechsler sites in Mexico, Romania, and China.
In manufacturing, the company has invested in highly energy-efficient, fully electric injection moulding machines, which achieve around 30% energy savings compared to conventional fully hydraulic machines.
Since this year, Oechsler has been sourcing 100% green electricity at all of its global production sites. Furthermore, the global plastics solutions provider has shifted its energy procurement at all three German locations, as of January 1, 2025, from traditional full supply contracts to a dynamic industrial power model. A large share of its electricity is purchased through a long-term Power Purchase Agreement (PPA) for wind energy, with the remaining demand covered on an hourly basis via the spot market of the electricity exchange. www.oechsler.com www.ecovadis.com
Your high-precision ceramic parts, manufactured for your industry-specific applications with millimeter-level accuracy
Winkworth appoints Paul Evans as Technical Director
Winkworth Machinery, based it Basingstoke, UK, has announced the appointment of Paul Evans, BEng (Hons) as Technical Director.
In this role, Evans will collaborate closely with the sales team, offering technical insights on new projects, leading complex initiatives that require advanced design expertise, and contributing to the company’s long-term product development strategy.
Evans joined Winkworth in 2007 as a designer, bringing a background in engineering, including an apprenticeship, HNC, and a degree in Product Design and Manufacturing, as well as experience at a number of other firms.
In his seventeen years with the company, Evans has held various
roles, including R&D Manager and Engineering Manager.
“I have much appreciation for Winkworth for giving me the opportunities to reach my goals,” Evans commented. www.mixer.co.uk
Paul Evans has been appointed Technical Director at Winkworth Machinery (Courtesy Winkworth Machinery)
CECIMO and partners publish European Additive Manufacturing manifesto
Alongside ten national associations representing 700 Additive Manufacturing companies, CECIMO (European Association of Manufacturing Technologies) has published its ‘Manifesto for a Competitive European Additive Manufacturing Sector.’
This manifesto outlines a shared vision and strategic recommendations to position Europe as a global leader in AM. It also marks the first milestone of a new initiative called AM-Europe, a CECIMO-operated platform designed to represent the Additive Manufacturing sector in the EU and provide a single, united voice for the industry at the European level.
“We believe that Additive Manufacturing has a role to play in supporting the EU’s strategic priorities, including the green transition, digitalisation, re-shoring, advanced materials development, and strengthened industrial autonomy,” CECIMO stated.
“But to maintain and strengthen Europe’s leadership, we must act collectively to address international competition, skills shortages, and technical challenges.”
The manifesto sets out the following strategic recommendations:
Develop a comprehensive European AM strategy
• Support the growth of a European Additive Manufacturing ecosystem with a public-private partnership
Leverage AM to strengthen emergency response and industrial resilience
• Support skills development to build a capable and futureready workforce
The full manifesto is available on the CECIMO website. www.cecimo.eu
TZ ZIRCONIA POWDER FROM TOSOH
If you are looking for the best in purity, homogeneity, reproducibility, and ease in sintering, come to TOSOH. With our line of yttria stabilized “TZ” zirconia powders, you will find the ultimate in your processing and sintering properties. As the world leader in high purity zirconia powder for advanced engineering ceramic applications, our powders have set the standards that have come to be accepted worldwide, including various regulatory approvals on sintered bodies. Whether it is for injection molding, pressing, slipcasting or extrusion, our zirconia will provide you with outstanding properties, so that you can take the lead. With the largest capacity in the world, and worldwide technical support through offices in Europe, USA and Japan, you can depend on TOSOH for the ULTIMATE in zirconia!
Y2O3
Some of the many applications where TOSOH Zirconia is used.
Study explores PLA–PEA for sustainable MIM binders
Researchers from the Universidad Europea de Madrid, Villaviciosa de Odón, Spain, have published ‘Molecular Dynamics Simulations of Sustainable Green Binders for Metal Injection Moulding’ in the journal Sustainability published by MDPI.
In the study, the miscibility of polylactic acid (PLA) and poly(ethylene adipate) (PEA) blends was investigated as a function of PEA concentration and molecular weight at two different temperatures using MD simulations. Both CED and χ values indicate that these two polymers are miscible at both 298 K and 450 K, regardless of the system concentration, as all interaction parameters are negative, with slightly higher miscibility at 450 K. The MD predictions are said to be consistent with experimental results.
An increase in χ is observed as the concentration of PEA increases. Additionally, MD calculations show that reducing PEA molecular weight enhances miscibility, in agreement with experimental observations. The RDF results support these findings.
According to the researchers, the results suggest that PLA, when blended with PEA, can effectively serve as a sustainable binder in Metal Injection Moulding, contributing to the reduction in the environmental impact of this industrial process. This study is also intended to highlight the importance of polymer compatibility in achieving successful MIM and underscores the potential of PLA-PEA blends in promoting ecofriendly manufacturing practices for metal components.
Given the nature of these studied blends, the researchers noted that additional experimental studies are needed to further investigate both their miscibility and application in the MIM process. While the few experimental studies available show that PLA-based binders exhibit good flowability, strong green strength, thermal stability, and easy removal during debinding, additional aspects must be addressed, such as potential binder residue, compatibility issues with metal powders, cracking or shrinkage during sintering, and processing complexity.
From a simulation perspective, employing different models while varying concentrations, temperatures, and degrees of polymerisation, in addition to extending simulation times, will be essential for validating the findings and enhancing the understanding of PLA-PEA blend behaviour. www.mdpi.com www.universidadeuropea.com
Morgan Advanced Materials names Damien Caby CEO
Morgan Advanced Materials, headquartered in Windsor, UK, has announced the appointment of Damien Caby as CEO. Caby succeeds former CEO Pete Raby, who held the position for over a decade.
Caby joined Morgan in 2022 as Thermal Products Division President, where he was reported to have focused on growth and innovation. Before joining Morgan Advanced Materials, Caby held senior business group and business leadership roles at BASF from 2017-2022 and Imerys from 2011-2016.
“I am pleased that we have been able to appoint Damien as a successor,” stated Ian Marchant, Morgan Chair. “He brings strong leadership capabilities and international experience, having successfully led our Thermal Products business for the last two years.”
Caby is said to bring leadership skills and business experience in specialities across several markets. In addition to his technical background, he brings international experience, having lived and worked in the United States, Germany and France. www.morganadvancedmaterials.com
Americarb’s ceramic matrix composite sintering
trays for PM parts
Americarb, Niagara Falls, USA, has launched a commercial-grade Ceramic Matrix Composite designed for sintering metal powder parts. The company’s CMC materials reportedly offer several advantages over graphite trays, including: Prevention of eutectic reactions during sintering
• Elimination of graphite dust,
maintaining cleaner operations
• Ten times the strength of graphite, reportedly reducing handling breakage by 99%
• A minimum of 5 x the service life
• Up to 50% thinner than graphite alternatives, enabling higher loading and improved throughput compared to graphite alternatives. www.americarb.com
Morgan Advanced Materials names Damien Caby CEO (Courtesy Morgan Advanced Materials)
3MF file format officially becomes ISO Additive Manufacturing standard
The 3MF Consortium’s 3D Manufacturing Format (3MF) file format is now ISO standard ISO/IEC 25422:2025. Developed to address the shortcomings and complexities of existing file formats, 3MF is intended for use as a standard across the Additive Manufacturing sector, from private to industrial use, thereby improving reliability, repeatability, and scalability across all stages of manufacture.
ISO/IEC 25422:2025 defines the 3MF file format Core Specification and extensions, including:
• Materials and properties
Production
• Beam lattice
• Slice
Secure Content
• Boolean Operations
Alexander Oster, Director Additive Manufacturing at Autodesk, stated, “For a decade, the members of the 3MF consortium have dedicated significant resources to standardising open source additive data pipelines with the right technical craftsmanship.
“And its scope has expanded from a simple STL replacement to a real novel platform that serves many technologies, and includes beam lattices as well as interoperable implicit geometry.
“It is incredible that 3MF is now the standard backend format for everything from millions of desktop FDM printers to multi-million-dollar aerospace equipment. Becoming an ISO – International Organization for Standardization standard is another important milestone in this journey.”
Arvind Rangarajan, Global Head – Product and Strategy, HP, stated, “The recognition of 3MF as an ISO marks a major step forward for the Additive Manufacturing industry, providing a standard framework to securely transfer design intent, production data and process parameters.
“HP Additive Manufacturing Solutions leverages this capability to enable interoperability across hardware, software, and production workflows.”
“This milestone reflects the collaborative work of the 3MF Consortium, with contributions from the HP 3D Standards Steering Committee,
Form Technologies appoints Eric Roegner as new CEO to drive global growth strategy
Form Technologies, Charlotte, North Carolina, USA, has announced the appointment of its new Chief Executive Officer, Eric Roegner. Roegner succeeds David Angell, who is retiring after thritytwo years of dedicated service. With over two decades of operational and executive leadership experience across global manufacturing and industrial businesses, Roegner is said to be an ideal leader to help
build on Form Technologies’ strong commercial momentum and unlock new opportunities for long-term growth.
Commenting on the CEO change at Form Technologies, the company stated, “The entire Form Technologies team wishes David the best in his future endeavours, and we look forward to our exciting next chapter with Eric as CEO.”
www.formtechnologies.com
Jordi Gonzalez as HP’s technical lead from the beginning, supported by Muhammed Ali’s standards team and the broader community, with HP’s role as PAS [Publicly Available Specification] mentor helping facilitate discussions,” Rangarajan concluded.
The 3MF Consortium
The 3MF Consortium was formed following several meetings by Microsoft, HP, Netfabb (later acquired by Autodesk), and Dassault Solidworks, all of which had been separately working to establish formats of 3D data optimised for Additive Manufacturing.
The first 3MF core specification was released in 2015, with the announcement of the formation of the 3MF Consortium. Just before the announcement, Autodesk, Shapeways, and SLM Solutions (now Nikon SLM Solutions) joined the consortium and became the founding members. Shortly after that, Materialise, GE, and Siemens joined.
Today, the 3MF Consortium is comprised of sixteen steering members and over twenty associate members, intended to represent the core of the Additive Manufacturing, design and 3D software industry.
Form Technologies has announced Eric Roegner as its new Chief Executive Officer (Courtesy Form Technologies via LinkedIn)
CHINA’S LEADING SUPPLIER
OF MIM
POWDERS
ADOPTING ADVANCED GAS AND WATER
COMBINED ATOMIZATION TECHNOLOGY
DAP at RWTH Aachen adds MUT furnace to complete in-house Binder Jetting workflow
The Digital Additive Production (DAP) facility at RWTH Aachen University, Germany, has acquired a new debinding and sintering furnace from MUT Advanced Heating GmbH, based in Jena, Germany.
The integration enables DAP to cover the entire metal Binder Jetting process, enhancing its research capabilities and allowing it to explore the full industrial potential of the technology. The new
RWTH Aachen University has added a debinding and sintering furnace from MUT, completing the Binder Jetting workflow at the Digital Additive Production facility (Courtesy DAP/RWTH Aachen University)
CeraFila SUS316L stainless steel filament added to UltiMaker Marketplace
Dai-ichi Ceramo Co Ltd, based in Shiga, Japan, has joined the UltiMaker Marketplace, making its CeraFila SUS316L stainless steel filament available to those wishing to build metal parts.
The CeraFila SUS316L stainless steel filament is now available on the UltiMaker Marketplace (Courtesy Dai-ichi Ceramo)
Adding CeraFila SUS316L will enable users of the UltiMaker S series Fused Filament Fabrication (FFF) Material Extrusion (MEX) Additive Manufacturing machines to produce metal parts as they would
The VHS-CUBE is a compact debinding and sintering vacuum furnace (Courtesy Shimadzu Industrial Systems)
furnace follows the purchase of a HP Metal Jet S100 Binder Jetting Additive Manufacturing machine in October 2024.
The DAP combines digital simulation and physical production in its approach to metal Binder Jetting. Advanced models enable DAP to simulate how parts will behave during critical steps, such as sintering, and to compensate for shrinkage and distortion.
These insights are fed directly into its experimental setup, covering everything from powder preparation and printing to curing, debinding and sintering. With the addition of the MUT furnace, alongside the HP Metal Jet S100 and Volkmann powder solution, DAP aims to combine digital predictions with physical realisation.
The investment was funded with support from the Deutsche Forschungsgemeinschaft’s (German Research Foundation) major research instrumentation programme. www.dap-aachen.de www.mut-jena.de
with any other standard polymer filament.
Dai-ichi Ceramo’s CeraFila SUS316L stainless steel is composed of polymer binders with a high content of metal powder. After the Additive Manufacturing stage, highdensity sintered parts are produced following a thermal debinding and sintering process. The compact VHS-CUBE vacuum furnace from Japan’s Shimadzu Industrial Systems Co Ltd, was recommended for this stage.
The VHS-CUBE is reported to enable students and researchers without any specialised knowledge to perform the debinding and sintering processes required after FFF metal Additive Manufacturing. With a clear workflow that does not require complicated setup, the compact machine can be installed in university and corporate laboratories.
GEVORKYAN, a leading European Powder Metallurgy company, entered the Prague Stock Exchange (PSE) with the highest IPO in its history in June 2022.
The company used its I PO investment of €30 million to:
� lncrease production capacity by extending its manufacturing facilities
W' Ensure energy independence by purchasing nitrogen and hydrogen generators and a new transformer station
W' Purchase machining and laboratory equipment
11' Acquire new customers and orders through acquisitions in Sweden and Poland and actively searching for new ones.
Authentise adds multi-user workflow bundles of Autodesk Fusion and Authentise Flows
Authentise, based in Philadelphia, Pennsylvania, USA, has announced two bundled software packages that combine Autodesk Fusion’s part design capabilities with the execution and traceability features of Authentise Flows. The multi-user
bundles merge cloud-powered automation tools, such as nesting and simulation, with local control for manual edits and seamless machine connectivity.
“We’ve seen how compelling this integration is for companies who want a simpler, smarter way to produce parts,” said Andre Wegner, CEO of Authentise. “By combining the world-class design and simulation tools of Autodesk Fusion with our agile production management platform, we’re giving engineers and manufacturers a full-stack digital thread at a fraction of the effort and risk it usually takes.”
five-axis Milling and Process Simulation), Authentise Flows and Authentise Material Genealogy. It was stated that no licence fees will be charged during rollout. Instead, 50% of the deployment fee is due at the start, with the remainder deferred until customer acceptance, regardless of how long that takes.
Best Thermal Processing
for the Powder Industry Our experienced team is ready to solve your toughest thermal processing challenges and will design, manufacture, install and maintain the Best Sintering Furnace you’ll ever own.
Bundles include Autodesk Fusion and Authentise Flows (Courtesy Authentise)
Bundles are being offered for either polymer or metal users. The metal bundle includes five named users for Autodesk Fusion (including
FEATURES
• Metal or Graphite Hot Zones
• Metal and Graphite Retorts
• Debinding & Sintering
• Trapping Systems to Suit
APPLICATIONS
• Additive Manufacturing
• Metal Injection Moulding
• Ceramic Injection Moulding
• Powder Metallurgy
Alexander Oster, Director of Additive Manufacturing at Autodesk, said, “Authentise is a prime example of the core promise of Fusion’s Industry Cloud – a cloud platform with a breadth unseen in the CAD/CAM industry, and which supercharges third parties to build commercially successful applications in any vertical.”
“With this bundle, Additive Manufacturing users have access to a one-stop product that delivers robust workflows with managed execution, traceability, and real-time insights - without needing to jump between disconnected tools,” Oster added. www.authentise.com
experienced team is ready to solve your toughest thermal processing challenges and will design, manufacture, install and maintain
•
APPLICATIONS
• Additive Manufacturing
• Metal Injection Moulding
• Powder Metallurgy
3982 Main Street, Adamsville, PA 16110 3982 Main Street, Adamsville, PA 16110
• Ceramic Injection Moulding
GPAINNOVA opens DLyte Experience Center in Central Europe to expand its metal finishing technology
GPAINNOVA, a provider of surface finishing solutions for metal parts headquartered in Barcelona, Spain, has opened its first DLyte Experience Center in Central Europe, located in Żory, Poland. The new facility is said to mark a significant step in GPAINNOVA’s European expansion, reinforcing its commitment to bringing its patented DryLyte technology closer to customers in Central and Eastern Europe.
An opening event was held on June 25, featuring a welcome speech by Pau Sarsanedas, president and CEO of GPAINNOVA, and Łukasz Knopek, General Manager of GPAINNOVA Finishing Central Europe. This was followed by a technology presentation that included an overview of the DryLyte technology.
The event included client case studies and a hands-on technology workshop showcasing GPAINNOVA’s full range of systems, from the compact DLyte Desktop and DLyte Mini to the industrial-scale DLyte PRO500.
Founded in 2013 in Barcelona, GPAINNOVA has expanded globally with subsidiaries in Florida, USA; Żory, Poland; Monterrey, Mexico; Hong Kong and Shenzhen China. The company specialises in metal surface finishing through its brands DLyte, for dry electropolishing, and Murua, specialising in liquid electropolishing of precious metals.
GPAINNOVA has opened its first DLyte Experience Center in Central Europe (Courtesy GPAINNOVA)
DryLyte Technology is the world’s first dry electropolishing machine for the most common industrial metals and alloys. It automates, simplifies and standardises the post-processing of metal parts, improving the finish obtained with traditional polishing systems.
GPAINNOVA has more than sixty distributors, more than 1,500 clients worldwide and more than 2,000 machines installed.
www.gpainnova.com
Binder degradation in Metal Injection Moulding feedstock recycling
Researchers from Hungarian institutions John Von Neumann University, Kecskemet; Eszterházy Károly Catholic University, Eger; and Széchenyi István University, Gyor, have published a paper in Scientific Reports focused on the impact of recycling on polymeric binders in Metal Injection Moulding.
The study, ‘Impact of recycling on polymer binder integrity in metal injection moulding’, analysed feedstock through multiple reprocessing cycles, revealing the evolving structural and thermal behaviour of polymer binders.
After the initial injection moulding, the material underwent seven consecutive reprocessing steps, during which its mechanical, thermal, and rheological properties were systematically evaluated. Advanced characterisation techniques – including SEM analysis, MFI measurements, dimensional shrinkage evaluation,
DSC, and TGA – provided insights into the material’s degradation pathways and processability limits. The researchers confirmed the crucial role polymer binder degradation and wax precipitation play in determining the recyclability of MIM feedstocks. The study’s melt flow index measurements indicate that the most significant changes occur by the fourth recycling cycle, beyond which material viscosity and processability begin to decline. The crystallisation behaviour of the polymer matrix, as inferred from DSC and shrinkage analysis, suggests that progressive molecular fragmentation leads to increased crystallite size and altered viscosity. This effect is counterbalanced by the reduction in wax content, which influences the overall thermal stability and rheological performance of the feedstock.
A schematic representation of the recycling process of the moulded components and runner systems (Courtesy Ledniczky, G., Ronkay, F., Hansághy, P. et al. Impact of recycling on polymer binder integrity in metal injection moulding. Sci Rep 15, 21600 (2025). www.nature.com/articles/s41598-02505577-x )
TGA results identified distinct decomposition stages, with earlystage material loss attributed to slip agents and wax degradation, while polypropylene decomposition exhibited a relatively stable trend over multiple cycles. Scanning electron microscopy and EDS analysis further validated these observations, revealing a measurable decrease in carbon content, indicative of progressive wax loss. These microstructural changes directly impact the material’s flow characteristics, emphasising the importance of binder optimisation strategies for extended recyclability.
Opening the door to further research
From an engineering and sustainability perspective, the study notes that its findings highlight the potential for integrating multicycle polymer binder reuse into MIM manufacturing workflows. The ability to maintain thermal and flow properties over four recycling cycles demonstrates the viability of resource-efficient material design in Metal Injection Moulding.
The researchers stated that their work underscores the need for further investigation into binder system modifications and strategies that could enhance long-term recyclability without compromising material integrity.
While this study did not include any changes to the binder formulation or processing parameters, findings suggest that such optimisation approaches – particularly in terms of component selection and thermal profile adjustments – may be beneficial. By addressing these challenges, MIM technology can contribute to circular economy initiatives, reducing raw material dependency while ensuring high-performance component manufacturing. www.nje.hu www.uni-esterhazy.hu www.admissions.sze.hu
Hexagon demonstrates Alphie Mixer solution for MIM feedstock uniformity
Hexagon Product Development Pvt Ltd, headquartered in Gujarat, India, has highlighted how its Alphie Mixer range addresses the uniformity challenges sometimes faced during in-house preparation of Metal Injection Moulding feedstock.
In a recent post, the company explained that inconsistency in feedstock can lead to poor mould filling, dimensional instability, surface defects, and part failure during sintering.
To demonstrate this, the company shared the experience of one of its customers in the MIM industry. The customer had decided to develop its own in-house feedstock using a proprietary binder formula. The goal was to optimise product performance while maintaining process control.
However, the customer found a challenge in homogeneously blending materials of vastly different densities and flow characteristics. The <20 µm metal powders offered low flowability while the binders and waxes were sticky and featured much higher bulk densities. When dealing with these attributes, conventional (i.e., z-blade, paddle and drum) mixers tend to
cause layered separation, hot spots and, ultimately, non-uniform batches, Hexagon stated. These faults lead to unpredictable results in moulding and sintering.
To overcome these problems, the customer implemented the Alphie 50, a 3D inversion-type tumbling mixer specifically designed for homogenous powder blending across a wide range of densities and particle sizes. The customer noted that in addition to mixing performance, this mixer was chosen for design convenience, ease of use and batch repeatability.
Using the Alphie 50 mixer at 30 rpm for fifteen minutes, with a 30% fill volume, the customer was able to achieve the appropriate dispersion of binder and wax into the metal powder without clumping or hotspots and without overheating the thermoplastic. This reportedly led to improved feedstock consistency, thus enabling better molud filling and fewer sintering defects.
The success of the Alphie mixer was attributed to several key features. These included its 3D tumbling motion. Unlike traditional blade or ribbon mixers that shear the
Concurrent Technologies relocates Maryland office to Linthicum
Concurrent Technologies Corporation (CTC), headquartered in Johnstown, Pennsylvania, USA, has announced the relocation of its Maryland-based operations from Annapolis Junction to a new, state-of-the-art office in Linthicum, Maryland, USA. The new facility became fully operational in June 2025.
CTC had maintained a presence in Annapolis Junction for more than twenty years. However, with the lease due to expire, the organisation sought a more modern facility with upgraded infrastructure that would also position its team closer to its primary customer.
“Relocating to Linthicum supports our strategic objective to operate efficiently while staying closely aligned with our clients’ missions,” stated Kevin Pudliner, Vice President, Digital Mission Solutions. “This modern facility enhances our ability to deliver innovative, technology-based solutions that strengthen national defence and support our clients’ needs.”
The new site features brand-new, purpose-built communications rooms as well as efficient and updated lab environments.
Chris Scott, CTC Senior Director, added, “We’re excited about what this move represents. The Linthicum
The Alphie 50 enabled uniform MIM feedstock production for its customer (Courtesy Alphie Mixer)
material, Alphie operates with gyroscopic inversion motion, creating a tumbling effect that allows powders to interpenetrate naturally. This can be useful for fine and dense particles, reducing segregation and dead zones.
Additionally, Alphie’s interchangeable stainless steel mixing drums allow customers to pre-fill drums while a batch is running, eliminating downtime and maintaining full batch isolation and traceability.
Conventional mixers often require careful layered filling of heavy and light powders to reduce segregation. Alphie’s movement ensures complete integration without manual layering. With Alphie’s closed container design, the risk of fine metal dust contaminating the workspace was also eliminated, ensuring both operator safety and cleanroom compliance. www.alphiemixer.com
office provides a superior environment for our employees and customers, while offering room for expansion as we grow through new contracts and partnerships.”
www.ctc.com
Concurrent Technologies Corporation (CTC) is relocating its Marylandbased operations from Annapolis Junction to a new, state-of-theart office in Linthicum, Maryland (Courtesy Concurrent Technologies)
~ 300 grams max, Footprint equivalent of baseball size or less, 0.02” (0.50 mm) wall thickness minimum
10~50 samples based on footprint. Larger quantities up to 1,000 pcs welcome depending on the part size.
Within 2% of the feature size, 2~3 Ra Surface finish, Option of finishing to closer tolerances available.
NORTH AMERICA Email: Mukund.N@indo-mim.com Ph: +1 (210) 557-1594
EUROPE Email: InfoEU@indo-mim.com Ph: +49 1732656067
ASIA Email: InfoHQ@indo-mim.com Ph: +9198459 47783 / +91 98450 75320
ISO 9001:2015 / IATF 16949:2016 / AS
AILEEN celebrates two years establishing aerospace and defence vocational training
AILEEN, Viborg, Denmark, is celebrating two years of work advancing vocational education and training in the aerospace and defence sectors. Funded by the Erasmus+ programme under the Centres of Vocational Excellence (CoVE) initiative, AILEEN addresses Europe’s growing need for highly skilled professionals in advanced manufacturing, positioning itself as a strategic contributor to Europe’s industrial resilience.
In just two years, AILEEN has established a transnational network of six Centres of Vocational Excellence across Europe, using a nomination methodology to ensure quality, consistency, and sectoral relevance. These centres form the backbone of a cooperative ecosystem uniting vocational training providers, industry leaders, and research insti -
tutions. Together, they are driving a shared vision for excellence in training, innovation, and workforce development.
Ten additional Centres of Vocational Excellence will be launched across Europe over the next two years, inviting cooperation from external stakeholders.
A key outcome has been the development of a European training framework, based on the existing International Qualification Systems managed by EWF, tailored to the specific needs of the aerospace and defence sectors. Designed with flexibility and future-readiness in mind, the framework covers domains such as quality assurance and control in Additive Manufacturing, AM design and inspection, advanced welding processes and materials, advanced
AILEEN is celebrating two years of work advancing vocational education and training in the aerospace and defence sectors (Courtesy AILEEN)
welding applications for aerospace and defence, the integration of digital technologies in manufacturing systems, and sustainable design practices including environmental compliance, among others, equipping both new learners and experienced professionals with the tools needed to succeed in a rapidly evolving industrial landscape. The first round of courses will be released this autumn.
Inspired by WorldSkills, a not-forprofit membership association based
in Amsterdam, the Netherlands, and to further engage young people and promote excellence in vocational education, AILEEN has launched national skills leagues in participating countries. These leagues have introduced an element of healthy competition, helping to identify talent, highlight best practices, and create a culture of innovation within the vocational training community.
A significant milestone was the delivery of the first AILEEN workshop, held at the IPH in Hannover, Germany. This event presented the European Training Framework for Advanced Manufacturing in Aerospace and Defence to stakeholders across the education and industrial spectrum. It created a unique platform to explore collaborative opportunities aligned with the evolving needs of the aerospace and defence sectors. The next workshop is scheduled for October 7–9, 2025, at the MTC Campus in Coventry, UK, where
AILEEN has launched national skills leagues in participating countries (Courtesy AILEEN)
further collaboration and knowledge exchange will take place.
AILEEN’s relevance is undeniable in the current European context, where the green and digital transitions, security imperatives, and economic recovery demand a skilled and adaptable workforce. By aligning its goals with key EU priorities, including the European Green Deal and the Digital Education Action Plan, AILEEN supports Europe’s ambition to remain competitive, sustainable, and secure.
Looking ahead, the project will build on this momentum by growing its partnerships, bringing its innovative training solutions to new audiences, and contributing meaningfully to shaping vocational education across Europe. With two years remaining, AILEEN is on track to deliver lasting impact not just within its partner countries, but across the European skills ecosystem. www.aileencove.eu
A PERFECT MATCH !
Catalytic Debinding Furnace and MIM Sinter Furnace
Magpul introduces general-purpose folding knife with MIM steel blade
Firearms manufacturer Magpul, based in Austin, Texas, USA, has introduced a new general-purpose knife featuring a metal injection moulded steel blade. The Magpul Breslau’s blade is produced using the company’s proprietary MVN35 knife steel, reported to be functionally identical to the more commonly used CPM S35VN knife steel.
Leveraging its expertise in polymer injection moulding from its firearms production, Magpul has adopted Metal Injection Moulding to reduce the production costs of blade
manufacturing. The Breslau’s 18.5 cm MVN35 blade is said to offer the same strength and corrosion resistance as CPM S35VN, while being cheaper and faster to produce.
“We’ve mastered the science and techniques of Injection Moulding and made its science our art, our strength,” the company stated.
“Plastic Injection Moulding naturally expanded to Metal Injection Moulding, where we’ve already been producing complex metal products like our MBUS Pro Back-Up Sight. MIM allows us to achieve designs,
Emery Oleochemicals appoints Min Chong as Group Chief Executive Officer
Emery Oleochemicals, headquartered in Cincinnati, Ohio, USA, has appointed Min Chong as its new Group Chief Executive Officer.
Chong has spent his career in the speciality chemicals industry, holding multiple senior leadership roles across the sector. With experience driving strategic growth, operational excellence, and innovation, Emery has stated that Chong is equipped to lead the company into its next phase of growth and transformation.
“We are very pleased to welcome
Min to Emery Oleochemicals,” said Peter Hawthorne, chairman of Emery Oleochemicals’ Board of Directors. “His deep industry expertise, customer focus, and visionary leadership will be instrumental in advancing Emery’s mission, enhancing product and service offerings for our customers, and realising new growth opportunities for our business and people.”
“I am excited to be joining Emery Oleochemicals at such a pivotal moment,” added Chong. “I look
Enlarged and modernised Arburg Technology Center re-opened in Rednitzhembach
Arburg GmbH + Co KG, headquartered in Lossburg, Germany, has opened a newly renovated, modernised and enlarged Arburg Technology Center (ATC) in Rednitzhembach, Germany.
Michael Hehl, Managing Partner of Arburg and Spokesman of the Management Board, along with Tobias Baur, Managing Director Sales and After Sales, officiated the reopening in the presence of ATC Manager Johannes Herbst and project partici -
pants. The celebrations were followed by an Open Day, attended by around 170 guests.
“The ATC Rednitzhembach has played an important role for our customers for 30 years and underlines the great importance of this German site for Arburg,” stated Hehl in his opening speech. “We are very proud of what has been created here in the three years of the conversion phase: a building for the future that
Magpul has released a generalpurpose knife featuring a MIM blade (Courtesy Magpul)
shapes and complex features that are both expensive and incredibly hard to implement with traditional manufacturing.”
www.magpul.com
forward to building on the company’s strong foundation in oleochemicals to drive innovation and deliver exceptional value to our customers and stakeholders.”
www.emeryoleo.com
combines aesthetics with functionality and environmental protection in an outstanding way.”
www.arburg.com
Arburg GmbH + Co KG has renovated, modernised and enlarged its Arburg Technology Center (ATC) in Rednitzhembach (Courtesy Arburg)
Min Chong has been named Emery Oleochemicals CEO (Courtesy Emery Oleochemicals)
Markforged adds corrosion-resistant 316L stainless steel filament for FX10
Markforged, based in Waltham, Massachusetts, USA, has announced that 316L Stainless Steel is now available for use with its FX10 Fused Filament Fabrication (FFF) Material Extrusion (MEX) Additive Manufacturing machines. This metal is trusted across industries for its
corrosion resistance and reliable performance in harsh environments. Using 316L with the FX10 enables users to manufacture highstrength, precision parts that excel in demanding applications like food and beverage processing, automotive, chemical and petrochemical processing, medical devices, and marine environments.
To additively manufacture 316L, users require an FX10 Metal Kit, along with a Wash-1 and either a Sinter-1 or Sinter-2 sintering furnace. www.markforged.com
Abstract deadline nears for World PM2026, AMPM2026 and Tungsten2026
WorldPM2026, AMPM2026 and Tungsten2026 are scheduled to take place in Montreal, Canada, from June 25-29, 2026. Organised by the Metal Powder Industries Federation (MPIF), the deadline for submitting technical paper abstracts is just eight weeks away, with submissions required by November 1, 2025.
furnaces
The technical sessions will serve as forums to present and review original and unpublished work addressing recent advances covering a broad range of Powder Metallurgy and particulate materials technologies, including press and sinter PM, Metal Injection Moulding, metal Additive Manufacturing, HIP and more.
The three conferences will also include a combined exhibition, showcasing suppliers of metal powders, particulate materials, equipment and products.
All submissions should clearly outline the results of the latest research, innovations, or improvements in processing or products. www.mpif.org
WorldPM2026, AMPM2026 and Tungsten2026 will take place at the Palais des congrès de Montréal, Canada, from June 25-29, 2026 (Courtesy Palais des congrès de Montréal)
New protocol to debut at ICAM 2025 targets cybersecurity risks in Additive Manufacturing
A new data transfer protocol aimed at addressing cybersecurity risks in Additive Manufacturing will be formally introduced at the ASTM International Conference on Advanced Manufacturing (ICAM 2025) in Las Vegas, October 6-10, 2025.
Barrett Veldsman, founder of DEFEND3D, will present Secure Streaming Transfer Protocol (SSTP) during the Digital Thread and Cybersecurity track on October 7. The protocol is designed to replace traditional file-based transfers of Technical Data Packages (TDPs) with a streaming model that delivers encrypted manufacturing instructions directly to AM machines.
Unlike file downloads, which leave data stored on local hardware, SSTP allows data to be streamed in real time, reducing the risk of duplication, tampering, or long-term exposure. This approach is particularly relevant for defence and aerospace sectors, where secure, distributed AM is increasingly used for mission-critical applications.
The launch follows recent reports of advanced AI-generated malware capable of hiding in common file types. Such developments have renewed industry concerns over the vulnerabilities of current data handling methods, especially where AM is deployed in field or edge environments.
Secure Streaming Transfer Protocol (SSTP) will be introduced during the Digital Thread and Cybersecurity track at ICAM 2025 (Courtesy Barrett Veldsman)
SSTP has been tested in collaboration with US military and research partners, with the goal of supporting more secure, agile AM supply chains. www.icam2025.amcoe.org www.defend3d.com
Czech Academy of Sciences installs Lithoz multi-material AM machine for smart medical and aerospace applications
The Institute of Physics of Materials of the Czech Academy of Sciences (IPM CAS), located in Brno, has acquired a CeraFab Multi 2M30 Additive Manufacturing machine from Lithoz GmbH, Vienna, Austria. Reported to be the first in the Czech Republic, Lithoz has completed the installation at the IPM CAS facilities, where the machine will support research within the MEBioSys project.
The MEBioSys programme, co-funded by the EU and the Czech Republic’s Ministry of Education, Youth and Sports (MEYS), focuses on developing hierarchical structures with sensory capabilities for use in biological and engineering applications such as bone implants.
These advanced three-dimensional structures, previously impossible
to achieve with conventional methods, are intended to drive the development of innovative medical solutions, particularly in the field of bio-inspired sensor-integrated bone implants. The smart ceramic medical devices will integrate piezoelectric sensor elements into the bioceramic structure, enabling real-time, non-invasive monitoring of implants inside the body. This will allow doctors to assess the implant’s performance and detect potential issues in real-time, providing patients with patientspecific care.
A second research topic involves developing smart adaptive aircraft wings that optimise vibration behaviour. Ideally synchronised to the aircraft’s trajectory, electrical
The Institute of Physics of Materials recognised the need for a multi-material Additive Manufacturing solution to produce the complex structures required for its research (Courtesy Lithoz)
current is sent through conductive layers, influencing the wing’s stiffness to shift resonance to a point less critical for turbine lifespan.
“As a result of our previous work, we recognised the need for a multi-material 3D printing solution to produce the complex structures required for our research,” said Dr Zdeněk Chlup, Head of Brittle Fracture Group at IPM CAS. “The CeraFab Multi 2M30’s ability to print two materials in a single layer opens up a world of possibilities, especially in the integration of piezo-electric ceramics with metals and polymers. This technology will enable us to advance our research in ways we couldn’t before.”
The Lithoz CeraFab Multi Additive Manufacturing machine can combine different materials, such as ceramic with metal or two different ceramics with varying properties, in one single functional part – even within a single additively manufactured layer. In just one build run, entirely opposing material properties or varying porosities can be flexibly and functionally combined, including, for example, conductive and insulating properties, creating the next generation of multi-functional parts of previously unachievable detail and complexity.
The CeraFab Multi 2M30 will play a key role in advancing the MEBioSys project’s research and development efforts. Following the successful completion of initial test builds, the IPM team is reported to be eager to fully explore the potential of multi-material Additive Manufacturing in advancing both medical and aerospace engineering frontiers.
www.lithoz.com
www.ipm.cz
10
18 – 21.11.2025
At Formnext, international market leaders present their latest developments all along the process chain in Additive Manufacturing: from high-performance materials and precision system technology to automated post-processing and integrated software and quality assurance solutions.
Experience all around the show floor and on the stages how AM can make your production operations more efficient, flexible, and sustainable. Discover solutions that suit and improve your applications – and don’t miss the chance to engage with the experts and industry pioneers in Frankfurt.
Early bird discount until 21 October 2025
Get your ticket now! formnext.com/tickets
Honorary sponsor
Ceramic precision meets analogue performance: How Additive Manufacturing enables design freedom in high-end audio
There is a beauty in ceramics that has captivated us for thousands of years. Today, Additive Manufacturing (AM) is giving this material class renewed appeal by enabling the creation of forms previously impossible to produce, while preserving the mechanical, aesthetic and tactile qualities that make ceramics so valued. A new award-winning Hi-Fi turntable cartridge – developed by HiFiction AG and Steinbach AG using Lithoz GmbH’s AM technology – showcases not only design innovation but also how AM eliminates tooling barriers, making advanced technical ceramics more accessible to smaller businesses.
The Thales Voro is the world’s first moving-coil turntable cartridge with a skeletonised zirconia housing, manufactured using ceramic Additive Manufacturing technology. Produced by Germany’s Steinbach AG using Lithoz’s Lithography-based Ceramic Manufacturing (LCM) process, a Vat Photopolymerisation (VPP)-based technology, the design achieves wall thicknesses below 1 mm and dimensional tolerances of ±50 µm without supports or post-processing.
To explore the development of this striking application, we spoke with Ramona Huber of HiFiction, a company based near Winterthur, Switzerland, that develops exclusive high-end audio products; Volker Steinbach, CEO of Steinbach AG; and Johannes Homa, CEO of Lithoz, about how design, manufacturing and technology came together to turn a vision into a reality.
What becomes clear is that ceramic Additive Manufacturing frees application developers from both the high cost of the tooling required for Ceramic Injection Moulding (CIM) and from the expense of modifying designs once
tooling is made. In doing so, Additive Manufacturing opens the world of advanced technical ceramics to small and medium enterprises –such as HiFiction – that would once have considered such investment unviable.
This application brings ceramic Additive Manufacturing into the world of high-end audio and the technology’s unique benefits delivered the structural precision, design freedom, and small-series production capabilities needed.
Fig. 1 The Thales Voro, the first monoblock moving-coil cartridge featuring an additively manufactured Voronoi-web ceramic housing (Courtesy HiFiction AG)
“Despite the striking appearance of the final product, the goal was never purely aesthetic; the housing needed to combine structural rigidity with low airborne sound sensitivity, while matching the precision of its generator technology.”
Designed for the discerning high-end ‘audiophile’ market, the turntable cartridge houses HiFiction’s patented generator –the transducer that converts stylus motion into an electrical signal –featuring a double-layer iron core. The design delivers distortion-free signal conversion and exceptional dynamic performance, while its high output efficiency ensures compatibility with a broad range of moving-coil (MC) phono stages.
The skeletonised ceramic AM housing encases this generator. Its design is based on a naturally recurring Voronoi pattern – a geometric structure named after the Ukrainian mathematician Georgy Voronoy. The organic, lattice-like form combines maximum rigidity with minimal sensitivity to airborne noise, enabling optimal resonance behaviour.
The application’s successful development was achieved through close collaboration between HiFiction and Steinbach. Originally launched under the X-quisite brand and now part of the Thales range, the Voro clearly exemplifies how ceramic AM can enable series production of high-precision components. In recognition of this achievement, it received a 2025 iF Design Award.
Developing a low-volume ceramic AM application: From vision to design
When HiFiction set out to create its new cartridge, its ambition was to combine acoustic performance goals with the design freedom of Additive Manufacturing. Despite the striking appearance of the final product, the goal was never purely aesthetic; the housing needed to combine structural rigidity with low airborne sound sensitivity, while matching the precision of its generator technology.
The company’s engineers saw ceramic as the ideal structural material for balancing rigidity and acoustic neutrality. HiFiction’s
Fig. 2 Close-up view of the ceramic housing (Courtesy HiFiction AG)
Ramona Huber stated, “The cartridge structure needed to be rigid to suppress vibrations, but at the same time, the surface area had to be minimised so that no microphonic effects occur in the sound field.”
Until now, HiFiction had only used Additive Manufacturing for prototyping. Ramona Huber explained, “In the past, the accuracy of AM technology had always been insufficient for our needs. That changed with the dimensional precision of additively manufactured ceramic parts, which provided the breakthrough, and aligned seamlessly with our overall concept.”
Alternative materials, such as metal and polymers, were considered early in the design phase but were ultimately ruled out for failing to offer the required balance of weight, rigidity, and acoustic behaviour. She continued, “Using a traditional housing made of plastic or metal for the innovative gener -
“In the past, the accuracy of AM technology had always been insufficient for our needs. That changed with the dimensional precision of additively manufactured ceramic parts, which provided the breakthrough, and aligned seamlessly with our overall concept.”
ator would have been inconsistent with our vision, which was for a state-of-the-art housing, a unique and striking design, and outstanding performance.”
However, the housing’s delicate structure introduced a challenge in final assembly: “We also had to address the challenge of assem -
bling the cartridge without screws, as the geometry is too fragile for threads. This was solved using advanced adhesive technology and custom dismantling tools.”
Parallel to its acoustic and structural demands, the housing was conceived as a visual centrepiece – a nature-inspired,
Fig. 3 As well as being a unique and striking design, the end product delivers outstanding performance (Courtesy HiFiction AG)
“...we explored the relationship between overhangs and the necessary support structures, the tolerances that could be achieved in pre-series and series production, the material properties, and possible design changes.”
skeletonised form that celebrates the design freedom of Additive Manufacturing. “We are very happy that we were able to realise our vision of a skeletonised ceramic sculpture,” stated Ramona Huber.
Refining feasibility into production at Steinbach AG
HiFiction approached Germany’s Steinbach AG, a long-standing specialist in technical ceramic processing, with the challenge of manufacturing the complex, Voronoiinspired housing in zirconia. Turning the vision into a manufacturable and functional part required new thinking.
Volker Steinbach recalled how the collaboration began, following the enquiry from HiFiction’s founder, Micha Huber, who was keen to determine whether the ambitious design was even feasible in ceramic. “Following an initial review of the data by Steinbach, basic feasibility was confirmed and a customised quote was submitted. Even at this early stage, we openly communicated that a support structure would be required at a specific point during production and that this would then be removed, but it could potentially leave visible marks.”
“Subsequently, Mr Huber expressed great interest in optimising the design for production and, in particular, we explored the relationship between overhangs and the necessary support structures, the tolerances that could be achieved in pre-series and series production, the material properties, and possible design changes.”
“Various solutions were proposed to minimise the visual impact of the support structure and design adjustments were made, including adding a rounded edge and reducing a critical overhang. Mr Huber adapted his design accordingly and submitted new data for the quotation. It was also checked whether further elements, such as additional pins on the base surface, could be implemented without affecting the production process negatively.”
Fig. 4 HiFiction’s use of AM brings together high technology and traditional micromanufacturing expertise for which Switzerland is renowned (Courtesy HiFiction AG)
“The entire project, from initial enquiry to final delivery of the component, took around three months. During this time, several iterations were carried out to optimise the coordination of the functions, design and manufacturing processes.”
Steinbach concluded, “Both Mr Huber and our team were extremely satisfied with the final result,” said Steinbach. “We take great pride in being part of this groundbreaking project, enabled exclusively by Additive Manufacturing.”
The role of Lithoz’s Additive Manufacturing technology
Steinbach AG, a long-standing Lithoz partner, used the company’s LCM AM technology to build the cartridge housings in zirconia. Lithoz’s Johannes Homa stated, “The use of zirconia and the complex Voronoi structure presented significant manufacturing challenges that traditional ceramic forming methods cannot easily overcome. LCM was developed specifically to handle this kind of complexity, enabling not only fine details and excellent surface quality, but also the mechanical strength needed for demanding end-use applications.”
“This product represents a precise and thoughtful use of technical ceramics – enabled by Additive Manufacturing. It reflects the increasing demand for advanced design freedom, accuracy, and functional materials in small, high-value components.”
Each housing is built with a layer thickness of just 25 µm and achieves wall thicknesses below 1 mm, with dimensional tolerances of ±50 µm – critical for maintaining both mechanical precision and acoustic performance. With external dimensions of 17.70 × 21.90 × 11.45 mm, the component demonstrates the resolution and repeatability required for production-scale ceramic AM. Up to fifteen units can be produced in a single build, with around a hundred housings produced in the initial production series.
“This product represents a precise and thoughtful use of technical ceramics – enabled by Additive Manufacturing. It reflects the increasing demand for advanced design freedom, accuracy, and functional materials in small, highvalue components”
For Lithoz, however, the Voro represents more than a breakthrough in audio. “This collaboration demonstrates how ceramic AM can support true innovation across industries,” explained Homa, “In this case, we’ve moved beyond simple prototypes and into the production of fully functional, performance-critical parts.”
“Audio is a particularly interesting field for ceramics, where experts can hear and appreciate even the smallest improvements in material behaviour and structural dynamics. This application highlights the increasing demand for advanced ceramic AM solutions across diverse acoustic and precision engineering sectors.”
Fig. 5 Detailed view of the ceramic AM housing (Courtesy Steinbach AG)
He added: “We were especially impressed by the synergy between HiFiction’s creative approach and Steinbach AG’s deep manufacturing expertise. It’s through partnerships like this that AM can reach its full potential, delivering reliable, scalable solutions that meet exacting quality standards.”
Ceramic precision and analogue sound
While the skeletonised housing is the most visible outcome of this collaboration, the cartridge also incorporates another innovation: a monobloc ceramic cantilever and coil former, realised from a single piece of high-strength ceramic. Traditionally, these components are made from two different materials bonded together, introducing a weak point in the vibration pathway. Ramona Huber refers to this integration as monobloc ceramic. The result is extremely high rigidity and a precise transmission of vibrations from the stylus tip to the coil, without artefacts – a key factor in the cartridge’s acoustic transparency.
“Such examples also help counter the perception that AM is a technology reserved for aerospace primes, medical device multinationals, or other major OEMs. Here, a design-driven small business, working with expert partners, brought a technically ambitious concept into production and into the hands of consumers.”
In addition to winning the 2025 iF Design Award, the Voro has also been recognised within the audiophile community. In its 2024 review, Mono & Stereo awarded the cartridge its Upper Echelon Product Award, praising both its innovative material use and its acoustic transparency. In the review, Matej Isak highlighted the cartridge’s ability to extract fine detail across the frequency spectrum, attributing this performance to the technical execution of the monobloc ceramic structure.
Isak praised both its material innovation and acoustic transparency, stating, “It quickly becomes clear that Voro is not just another materialised idea of an esoteric ultra-high-end cartridge theoretical escapade. It has a fascinating and definite technical background, and its conceptualisation in a finalised form allows the music to fully
Fig. 6 Lithoz’s CeraFab S65 machine uses the company’s Lithography-based Ceramic Manufacturing (LCM) process (Courtesy Lithoz)
unfold across the entire frequency spectrum” [1].
From prototype to production: What the Thales Voro reveals about ceramic AM
While the Thales Voro cartridge is firmly positioned within the world of high-end audio, the project offers interest well beyond its immediate market. For PIM International readers, the value lies in what it demonstrates about ceramic Additive Manufacturing as a production technology.
The housing’s skeletonised zirconia structure could only be realised through AM, and crucially, not just as a prototype but as a repeatable, series-produced component meeting tight tolerances. It shows that AM can move from feasibility to production even in small-series, high-value applications where the requirements for precision, reliability, and functional performance are no less exacting than in larger-scale industries. Such examples also help counter the perception that AM is a technology reserved for aerospace primes, medical device multinationals, or other major OEMs. Here, a design-driven small business, working with expert partners, brought a technically ambitious concept into production and into the hands of consumers.
Homa captured this trajectory, describing the cartridge as “a precise and thoughtful use of technical ceramics, made possible by Additive Manufacturing.” But the deeper relevance lies in the collaborative model: creative design paired with industrial knowhow, a combination that enabled HiFiction, Steinbach AG, and Lithoz to move from vision to repeatable production.
Looking ahead, Homa positioned the Voro project within a wider market trajectory, emphasising Lithoz’s long-term view: “As more companies explore the capabili -
Founder of HiFiction AG, Micha Huber is both a trained mechanical engineer and a professional musician. After early work in Swiss watch development and music teaching, Huber sought to unite his passions through precision audio design. This ambition led to the invention of the Thales Tonearm, based on a geometric solution using Thales’ circle, resulting in the 2004 patent CH 694567 Tangential Pivoted Tonearm.
Huber founded HiFiction AG in 2008 to advance the Thales brand, combining micromechanical Swiss craftsmanship with high musical standards. While most Thales products are traditionally manufactured in Turbenthal, Switzerland, the X-quisite VORO (now Thales Voro) was produced using Lithoz’s LCM ceramic AM technology by Steinbach AG in Germany, before final assembly in Turbenthal.
ties of ceramic 3D printing, we will continue to evolve our technologies and materials to meet new demands, whether in electronics, medical devices, or precision engineering like the Voro cartridge.”
Fig. 7 Micha Huber, founder of HiFiction AG (Courtesy HiFiction)
Micha Huber: Combining engineering and music
MPIF’s PM Design Excellence Awards 2025: Celebrating innovation in Metal Injection Moulding
The Metal Powder Industries Federation (MPIF) announced the winners of the 2025 Powder Metallurgy Design Excellence Awards at PowderMet2025 in Phoenix, Arizona. This article focuses on award-winning components produced by Metal Injection Moulding (MIM) and sinter-based Additive Manufacturing. The awards recognise advances in efficiency, performance and reliability across industries. Collectively, the winning parts highlight MIM’s growing role in advanced manufacturing, demonstrating how the process combines precision, scalability and design freedom for demanding applications.
Metal Injection Moulding has become a defining thread in the MPIF’s annual PM Design Excellence Awards, with components produced by the technology showcasing its strengths in high-volume, precision manufacturing across diverse industries. In 2025, award-winning parts highlight MIM’s particular advantages: tight dimensional control, thin-wall capability, and near-net-shape efficiency that reduces both machining and material waste. The winners also highlight a trend towards significantly larger parts than traditionally associated with the process.
Notable examples include precision frames for LiDAR sensing, large and durable pistol components, highconductivity copper housings for thermal management, and intricate multi-component medical assemblies delivered with repeatable fit and finish. Collectively, the winners reaffirm MIM as a production-ready route within PM, and a complementary process to sinter-based Additive Manufacturing – where design freedom meets disciplined process control at industrial scale.
Fig. 1 MIM and sinter-based AM PM Design Excellence Awards 2025 Grand Prize winners (Courtesy MPIF)
Grand Prize Awards
Automotive – electric vehicle
China’s Hangzhou Sino-MIM Technology Co Ltd also secured a Grand Prize for a MIM 316L stainless steel grounding diaphragm bracket (Fig. 2) that supports structural parts for
optical lenses inside an automotive Light Detection and Ranging (LiDAR) unit. This part requires edge chamfering, as well as high dimensional accuracy and flatness specifications. Insights from this development supported further advancements in similar frame-structured parts.
Military/firearms
ARC Group Worldwide, headquartered in the US, won a Grand Prize for a pistol slide (Fig. 3) that encapsulates the barrel of the pistol and pushes the hammer back into the ready-to-fire position after each shot. The part
Fig. 2 Hangzhou Sino-MIM: grounding diaphragm bracket for automotive LiDAR units (Courtesy MPIF)
Fig. 3 ARC Group Worldwide: pistol slide enabling hammer reset in semi-automatic firearm (Courtesy MPIF)
passed a 20,000-shot trial firing test, with interim X-ray inspections. MIM allows features like ribs and logos to be moulded in, greatly reducing machining waste compared to forged blanks.
Electronic/electrical components
Hangzhou Sino-MIM Technology Co Ltd earned a Grand Prize for a copper alloy optical module housing used for efficient heat dissipation (Fig. 4). The part is made from a proprietary copperbased alloy and has strict requirements for surface flatness and roughness. Secondary CNC machining is required. Compared with machining from wrought or cast material, MIM offers over 55% cost savings.
The second Grand Prize in this category went to 3DEO, Inc, USA, for a copper heat sink used in semiconductor manufacturing (Fig. 5). The heat sink’s complex lattice design was developed in conjunction with the customer to maximise heat transfer efficiency while maintaining compatibility with Additive Manufacturing. The design is entirely self-supported during
Fig. 5 3DEO, Inc.: additively manufactured copper heat sink for semiconductor use (Courtesy MPIF)
manufacturing, meaning it requires no build supports, and is optimised for automated de-powdering. This critical component is HIP processed to achieve 99.9% relative density, which is critical for pure copper applications.
Hand tools/recreation
ARC Group Worldwide was also awarded a Grand Prize for a knife blade used in a consumer pocketknife (Fig. 6). The blade had to achieve a hardness of 60 HRC or greater, impact toughness comparable to
machined billet, and excellent straightness. A high-carbon alloy steel was used in the MIM process to mould the hollow grind blade geometry as-moulded, eliminating complex grinding and machining steps. MIM also significantly reduces material waste.
Hardware/appliances
INDO-MIM, USA/India, received a Grand Prize for pocket and keeper module parts for caravan door hinges (Fig. 7). Made from a niobiumstabilised austenitic chromium-nickel stainless steel, these parts secure hinge pins in place and ensure longlasting performance. Compared with casting, MIM offers faster production, fewer manufacturing steps, and substantial cost savings.
Medical/dental
An A-to-Z expander assembly used in dental orthodontic treatment and sleep apnoea therapy earned INDO-MIM another Grand Prize (Fig. 8). The expander widens a narrow palatal arch and promotes nasal cavity expansion, aiding airflow. Seven intricate stainless steel MIM parts are assembled to create the expander. MIM simplifies the production process and reduces waste.
Fig. 6 ARC Group Worldwide: knife blade with as-moulded geometry for pocketknife (Courtesy MPIF)
Fig. 7 INDO-MIM: caravan hinge pocket and keeper module components (Courtesy MPIF)
INDO-MIM also received recognition for a complex ASV top plate in vehicle suspension, featuring thirty narrow through slots and internal ribs (Fig. 9). MIM replaced prior machining and wire cutting, saving 40% in cost.
Military/firearms
Advanced Powder Products, Inc (APP), USA, earned an Award of Distinc -
tion for a pistol sear housing block (Fig. 10). The component includes multiple precision holes and thin functional walls. X-ray inspection verified defect-free quality. CNC machining was not cost-effective at scale.
Medical/dental
Hangzhou Sino-MIM Technology was recognised for an endoscopic stapler anvil used for surgical tissue resection and anastomosis (Fig. 11). Made
from stainless steel and nickel-Teflon plated, the MIM part meets biocompatibility standards and replaces complex machined parts, cutting costs by 50%.
Electronic/electrical components
Hangzhou Sino-MIM Technology also took home an award for an AlN heatsink used in silicon photonics optical modules (Fig. 12). The brittle aluminium nitride part acts as both a heat sink and a mounting substrate.
Fig. 9 INDO-MIM: ASV top plate for vehicle suspension with high complexity (Courtesy MPIF)
Fig. 10 Advanced Powder Products: sear housing block with precision holes for pistol (Courtesy MPIF)
Fig. 11 Hangzhou Sino-MIM: endoscopic stapler anvil for surgical resection and anastomosis (Courtesy MPIF)
Flatness and parallelism tolerances are stringent.
The company also received recognition for a MIM-17-4 PH stainless steel middle plate used in a foldable mobile phone hinge (Fig. 13). The 0.3 mm-thick part connects mechanical devices and is made using high-precision processing.
Hand tools/recreation
Nichols Portland Inc., NPI–MIM/ MAM Division, earned an award for a banjo capo assembly for Paige Musical Products (Fig. 14). The two stainless steel AM parts are used in their as-manufactured condition and deliver a 50% cost saving over machined equivalents.
Further information
Awards were presented during the PowderMet2025 conference, which took place June 15–18 in Phoenix, Arizona, USA.
Further information on PM technology, including all past MPIF Design Excellence Award Winners, is available from www.mpif.org.
Fig. 13 Hangzhou Sino-MIM: MIM stainless steel hinge plate for foldable mobile phones (Courtesy MPIF)
Fig. 14 Nichols Portland: AM capo bar and yoke for banjo (Courtesy MPIF)
Sinter-based AM & MIM at the 21st Plansee Seminar: Cemented carbide and tungsten heavy alloy developments
The 21 st Plansee Seminar, held in June 2025, provided deep insight into the evolving landscape of sinter-based Additive Manufacturing (AM) for cemented carbides and tungsten heavy alloys. Presentations explored Binder Jetting, Material Extrusion, Direct Ink Writing, and other emerging techniques, with a focus on microstructural control, process–property relationships, and feedstock optimisation. While Binder Jetting remains influential, alternative approaches are gaining traction for finer powders and complex geometries. This article, authored by Bernard North, examines the key technical findings and perspectives shared at the event.
The Plansee Seminars represent a long-standing tradition within the refractory metals and hard materials community [1]. In 1952, Paul Schwarzkopf of the Plansee Group initiated the seminar series to foster the exchange of ideas and knowledge among industry professionals – in his memorable phrase: “To sinter the participants to a dense powder metals community.” Initially held every three years and later every four, the author has been fortunate to have attended at least six of the week-long seminars, including the most recent three.
Originally scheduled for 2021, the 20 th Plansee Seminar was postponed to 2022 due to COVID-19, with reports published in PM Review [2], PIM International [3], and Metal Additive Manufacturing magazines [4]. The 21 st Seminar was scheduled for June 2025, just three years after the previous event, to align with other conferences in these fields.
This article focuses on MIM and sinter-based AM contributions at the 21 st Plansee Seminar. Further
coverage of conventional PM appears in the Autumn 2025 issue of Metal Powder Technology [5], with additional reporting on PBF and other direct AM processes set to appear in Metal Additive Manufacturing [6]
MIM and metal AM at the Plansee Seminars
Metal Injection Moulding (MIM) is a well-established Powder Metallurgy (PM) technology with some use in
Fig. 1 The 21 st Plansee Seminar, held in Reutte, Austria, from June 19-23 2025, brought together over 530 participants to share advances in refractory metals and hard materials (Courtesy Plansee Seminar)
“There was a roughly even split between cemented carbides and heavy tungsten alloys. Notably, there were no presentations on refractory metals or high-temperature superalloys using sinter-based AM processes.”
Wang Kennametal Inc.
Marciano INSA Lyon, Univ. Lyon, Evatec Tools, CEA LITEN Grenoble
Cabezas
Barcelona, KUL
Mphasha Univ. of the Witwatersrand
Oliveira Univ. Coimbra
Jiang Central South Univ.
Song Xihua Univ.
Lewis GTP (Plansee)
Bosters Incus GmbH
Teuber
cemented carbides and refractory metals. Most developments now are, however, of a proprietary nature, and, as such, the technology has not featured strongly in oral presentations or posters in recent Plansee Seminars.
Additive Manufacturing, in contrast, embraces several technologies with differing development timescales, some of them relatively recent, and these featured strongly at this year’s event. Analysis of the 19 th and 20 th Seminar abstracts (Fig. 2) shows notable growth in AM-related presentations and posters. AM accounted for ~12% of the total content at this year’s Plansee Seminar.
Table 1 lists the AM presentations by material category. There was a roughly even split between cemented carbides and heavy tungsten alloys (also known as heavy metals). Notably, there were no presentations on refractory metals or high-temperature superalloys using sinter-based AM processes. The presentations covered a variety of sinter-based AM processes, including Material Extrusion (MEX), Binder
carbide
carbide
Tungsten heavy alloys MEX
Tungsten heavy alloys MEX
Tungsten heavy alloys VPP
Fraunhofer IFAM, TÜV Dresden, Plansee SE Tungsten heavy alloys MoldJet
Chaiat TPT – Tungsten Powder Technology Tungsten, tungsten heavy alloy, and polytungsten Several
Bose Individual consultant Tungsten heavy alloy and Cemented carbide MIM (low pressure)
Table 1 Presentations grouped by author, organisation, material, and AM process
Fig. 2 Additive Manufacturing topics rose to ~12% of all content at the 21 st Plansee Seminar
Jetting (BJT), direct ink writing (DIW – a form of MEX), Vat Photopolymerisation (VPP), also known as lithography-based metal manufacturing (LMM), and the MoldJet process. There were, in total, a similar number of presentations on these AM techniques as were given at the 20 th Seminar in 2022 [4].
In the latest seminar, however, there were fewer cemented carbide and more heavy metal studies, and a slight shift from BJT towards slurry (‘ink’) or paste-based techniques. The following sections summarise the key presentations in detail.
Binder Jetting of cemented carbides
Process comparisons
A presentation [7] by Zhuqing Wang et al., introduced by Dominik Schmidt of Kennametal, opened by discussing the relative strengths of different sinter-based AM techniques based on specific factors, namely cost of operations, investment required, technical maturity, geometry capability, and material quality. The researchers used radar charts (Fig. 3) to compare different sinter-based AM systems processing cemented carbides.
A Binder Jetting system enabling control over binder saturation, droplet size and velocity produced parts with superior surface finish (Fig. 4) and higher sintered strength. This improvement was attributed to enhanced powder–binder interaction, although the strength of a 10 wt.% Co sub micron grade commonly used for solid round tooling remained ~15% lower than that of conventionally processed material due to the presence of cobalt pools and coarse grains. Metalcutting testing of a solid carbide reamer showed that the BJT product performed similarly to, or better than, a conventionally manufactured control. The BJT process also has advantages in terms of near-net shaping and geometrical freedom.
Fig. 3 Technology assessment ratings for the seven sinter-based processes across the five main dimensions [7]
Binder Jetting
Paste casting
Extrusion (filament and MIM)
Material jetting
UV curable
Indirect laser sintering
Solvent on granule printing (higher is better)
Fig. 4 Custom test parts built using Binder Jetting machines: (a) fixed droplet parameters; (b) adjustable droplet size and velocity, showing improved surface finish and resolution [7]
Fig. 5 (a) Effect of binder saturation (layer thickness 60 µm) on part rupture strength; (b) Effect of layer thickness (binder saturation 60%) on part rupture strength. Numbers adjacent to data points indicate the number of samples tested for each point [8]
“Green density varied little with binder saturation, but was highest (~42% theoretical) for thinner powder layers. In contrast, green strength was highly sensitive to both binder saturation and layer thickness.”
Process–property relationships
Erwan Marciano of INSA Lyon presented work [8] studying the effect of BJT binder saturation and powder layer thickness on the green density, four-point bend strength, and associated fracture surfaces of a WC 12% Co powder with a mean particle size (d50) of 11.5 µ m. Binder saturation levels between 45-75% were tested, and powder layer thickness was varied between 60-120 µ m at a 60% binder saturation level. Green density varied little with binder saturation, but was highest (~42% theoretical) for thinner powder layers. In contrast, green strength was highly sensitive to both binder saturation and layer thickness (Fig. 5).
SEM images of the green fracture surfaces (Fig. 6) clearly show the individual layers and inter-layer porosity at the highest thickness levels, suggesting that thicker powder layers are not uniformly compressed during the rolling stage prior to jetting, and/or that thick layers are not fully impregnated with binder solution. The authors plan to investigate the effect of binder setting time.
Direct ink writing of cemented carbides
Feedstock development
Laura Cabezas presented work [9] by UPC Barcelona and KU Leuven in which parameter variation in DIW of a moderately coarse-grained (3.1 mean grain size) WC 12 wt.% Co was investigated. The goal of the study was to optimise green and sintered product quality. A 40.8 vol.% powder was processed into an ‘ink’ with an anionic dispersant, antioxidant, hydrogel, and distilled water constituents.
Experiments were conducted using a fixed 0.25 mm nozzle diameter, a 90° infill orientation sequence, and 600 Pa extrusion pressure, while the feed rate, layer thickness, and overlapping parameters were varied. Orthogonal samples were dried for seven days in a humidity-controlled
environment. Some were examined in the green state by SEM to identify build defects (Fig. 7), while others were debound and vacuum sintered.
The work determined that the best parameter set was a 10 mm/s feed rate, 0.18 mm filament overlap, and 0.19 mm layer height. Microstructural analysis, Vickers hardness testing, single-edge notched beam testing (with notches introduced by pulsed laser), and transverse rupture testing indicated good, uniform microstructures and hardness–toughness combinations typical of conventionally processed material. Strength levels were comparable to conventional controls, although the lower Weibull modulus (3.6) suggested the presence of large flaws remaining after vacuum sintering.
Powder blend optimisation
Nthape Percyval Mphasha presented cemented carbide DIW [10] work done with the University of the Witwatersrand, Nelson Mandela University, and KU Leuven co-authors. This study differs primarily insofar as the raw materials comprised ~1 µ m grain size WC previously plasma spheroidised into ~20 µ m particles mixed with finer Mo powder to produce a WC-8.4Co-3.6Mo (wt.%) powder blend. Inks were made with a dispersant and hydrogel in distilled water at four different solids loadings.
Rheological testing confirmed the desired shear-thinning behaviour, and that shear stress and viscosity were highly dependent on the solids loading (Fig. 8). Orthogonal parts were produced with a 250 µ m diameter nozzle, 20mm/s build speed,
SEM images of fracture surfaces for different layer thicknesses using WC702 powder: (a) 60 µm, (b) 80 µm, (c) 100 µm, (d) 120 µm. For each case: (I) macroscopic image, (II) ×100 magnification, (III) ×500 magnification [8]
“Strength levels were comparable to conventional controls, although the lower Weibull modulus (3.6) suggested the presence of large flaws remaining after vacuum sintering.”
Fig. 6
Fig. 7 Cross-sectional SEM images of gradient samples in the green state, built with filament overlaps of (a) 2.0 mm, (b) 1.9 mm, (c) 1.8 mm, and (d) 1.7 mm [9]
(I)
(II)
(III)
(a) (b)
Fig. 8 (a) Shear stress and (b) apparent viscosity of the investigated pastes prepared using 25wt% Pluronic F-127 stock solution, as a function of applied shear rate [10]
180 µ m line spacing with a 25% lateral offset and unidirectional raster, while pressure was varied between 100-400 kPa, and layer thickness from 200-250 µ m.
Test pieces were dried under controlled humidity, then debound and vacuum sintered. Microstructural analysis showed better results from higher solids loading (92.4 wt.%), but with some binder pooling and uneven grain size distributions attributable to the starting powder mixture. Further improvements in microstructure, sintered density, and crack reduction were achieved by reducing the strand width and layer thickness to 28 µ m and 19 µ m, respectively.
Material Extrusion of cemented carbides
Gonçalo Oliveira of the University of Coimbra presented work done in collaboration with Palbit [11] on improving the surface roughness – a problem in practice for many applications – of WC-10 wt.% Co fabricated by Material Extrusion. Orthogonal test pieces were surface treated in the green condition with a ytterbiumfibre laser under different condition sets, and the green surfaces characterised by optical microscopy, contact and non-contact profilometry (Fig. 9), and SEM.
The processing of green parts, rather than sintered, is preferred due to the lower energy consumption required and the avoidance of undesirable surface effects after sintering. The work demonstrated that a halving of surface roughness was readily achievable.
A poster authored by Fengze Jiang and colleagues at Central South University, Changsha, China [12] described a very detailed study in which a MEX binder composition and associated processing were developed. The processing steps included a two-step aqueous solvent debinding followed by thermal debinding for a WC-8 weight% Co material with a mean particle size of 1.94 µ m.
Topography of the surface of green WC-Co, produced by MEX, with a box created by laser ablation [11]
Five different mixes were made, each with a fixed 45 vol.% solids,
Fig. 9
Fig. 10 (a) PEG extraction from green bodies additively manufactured using different feedstocks at 45°C; (b) PEG extraction rate from a sample manufactured with PEG50B15 at varying temperatures [12]
and fixed amounts of stearic acid and polyethylene wax, but varying levels of polyethylene glycol (PEG), polyvinyl butyral (PVB), and highdensity polyethylene (HDPE). The mixes were extruded at 165°C through a 0.5 mm diameter nozzle at a build speed of 35 mm/s at a 100°C bed temperature. The mixes were used to form orthogonal disc-shaped test pieces as well as complex demonstration samples.
In-depth analysis showed that aqueous solvent debinding followed first order diffusion kinetics with the rate dependent on water temperature and binder composition (Fig. 10), while thermogravimetric analysis during thermal debinding showed peaks in weight loss rates at 250°C, 360°C, and 450°C corresponding to removal of
PVB, PEG, and HDPE respectively, while FTIR (Fourier Transform InfraRed Spectroscopy) indicated multiple decomposition products.
The amount of carbon retained after thermal debinding depends on both the gas composition and the prior binder composition (Fig. 11). These factors must be considered when targeting the desired final composition and properties.
Finally, the quality of sintered pieces indicated an optimal binder composition of (in vol.%): 50 PEG, 15 PVB, 25 HDPE, 10 (stearic acid + polyethylene wax). Sintered samples have good microstructures and shape retention, and transverse rupture strengths ~1.7 GPa, closely approaching those of conventional controls.
Material Extrusion of tungsten heavy alloys
Jiupeng Song and colleagues at Xihua University presented a poster [13] on the development of a binder system and process for Fused Deposition Modelling (FDM) or Fused Filament Fabrication (FFF) of a 93W-4.9Ni-2.1Fe (wt.%) heavy metal, followed by MEX fabrication of parts. A 50 vol.% solids loading of the WNiFe powder mixture (mean particle size ~3.5 µ m) was made by intimate, high shear mixing at 185°C with an organics mixture of (by weight): 90% polyoxymethylene, 5% polypropylene, 4% rubber and 1% lubricant, and was then twin screw extruded into 1.75 mm filament, which could be wound onto a spool.
Fig. 11 (a) Total carbon content of brown bodies built with P50B15 under different thermal debinding atmospheres; (b) Total carbon content of brown bodies built with different feedstocks after thermal debinding in N2/H2 atmosphere [12]
(a)
(a)
(b)
(b)
Rheometry confirmed that the extrusion mix exhibited the desired shear-thinning behaviour. Orthogonal and hollow cylindrical test pieces (Fig. 12) were made by the MEX AM process using a climate box temperature of 90°C, a 0.6 mm diameter nozzle, an extrusion temperature of 200°C, a filling speed of 90 mm/s, and a layer thickness of 0.15 mm. As-built parts were catalytic debound in oxalic acid at 130°C and then sintered in H 2 at 1,460°C, followed by solution treatment at 1,100°C. Linear shrinkage was ~24.6% and sintered density 17.65 g/cm 3, a little over 98% of theoretical.
Tensile and Charpy impact pieces were machined and tested against conventionally processed controls
of the same alloy; ultimate tensile strengths were similar to controls, but the AM samples were a little lower in hardness and had only about half the ductility and impact strength of the conventionally processed samples, which could be explained by the remanent porosity.
A poster [14] authored by Kara Lewis of Global Tungsten & Powders Corp, also described the development and initial optimisation of a binder system for MEX of a W-Fe-Ni heavy alloy. Paraffin wax, stearic acid, and PEG, which all melt in the 50°C-70°C range, were blended at the 5, 10, and 20 wt.% levels (total binder) with the metal powder in the temperature range 120-200°C by
“Tensile and Charpy impact pieces were machined and tested against conventionally processed controls of the same alloy; ultimate tensile strengths were similar to controls, but the AM samples were a little lower in hardness and had only about half the ductility and impact strength of the conventionally processed samples, which could be explained by the remanent porosity.”
three different methods, the most effective being planetary mixing, although results indicated the need for further optimisation to produce a more intimate powder/binder blend.
The 10 wt.% binder candidate was selected for further work because 5% was clearly inadequate to fully coat the metal powders, while 20% is unnecessarily high. Thermogravimetric analysis indicated the binder is removed between 200-400°C, which is desirable given that W oxidation is prevalent at ~500°C. Rheological testing showed the desirable shear-thinning behaviour. The plunger-based machine proved too simplistic for producing parts, primarily due to the lack of a heated nozzle, which led to clogging.
Lithography-based metal manufacturing of tungsten heavy alloys
Lithography-based Metal Manufacturing (LMM) of a W97.1Fe0.9-Ni1.9 wt.%, 5.5 µ m mean particle size heavy metal powder was the subject of a poster [15] by Johannes Bosters and co-authors from Incus GmbH and Plansee SE. LMM is typically limited by fine particles of dense metals, which inhibit light ingress into the suspension being selectively cured to produce parts, but this was overcome in this study by two techniques: near UV laser-
based (SLA) and a projector-based approach (DLP), which increases intensity while reducing pixel size. Suspensions with between 48-53 vol.% solids were made with proprietary binder systems, and test parts built (Fig. 13) in a bed held at ~17°C using a 15 µ m layer height and scan speed of 20 mm/s. Parts were dried at 120°C for 18 hours, debound in H 2 up to 800°C, sintered at 1,500–1,550°C in H 2, and finally vacuum heat treated. Tests showed that the powder/ binder suspension was stable for at least a year and that up to 100% of the recycling of ‘unscanned’ suspension could be done with no effect on quality. Zero porosity, 100% dense sintered parts were obtained by either process over the vol.% solids range tested, but for the best part surface quality, 50% was chosen for further work. Optimal binder selection was a
“Tests showed that the powder/ binder suspension was stable for at least a year and that up to 100% of the recycling of ‘unscanned’ suspension could be done with no effect on quality. Zero porosity, 100% dense sintered parts were obtained by either process over the vol.% solids range tested...”
function of whether the SLA or DLP process was used; in either case, UTS (ultimate tensile strength) levels of ~1,040 MPa and ductility ~18% were achieved, which properties, furthermore, were the same in the x and y building directions.
Mould slurry deposition: complex part potential
Mould slurry deposition is an AM process in which multiple inkjet build heads form a negative of the part layer being produced, and the cavity
Fig. 13 Comparison of B1 and B2 for the SLA and DLP processes [15]
Bendin
is filled with a paste loaded with metal powder (Fig. 14). After drying and curing, the process is repeated many times to form parts. Robert Teuber and co-authors from the IFAM Fraunhofer Institute, Dresden; Dresden University of Technology, and Plansee SE described work [16] processing a 97W-2Ni-1Fe (wt.%), 5.5 µ m mean particle size using the MoldJet platform from Tritone. The study resulted in a 93.76 wt.% metal powder mixture
in aqueous suspension with no less than six agents in solution to achieve the necessary dispersant, defoaming, rheology modification, wetting, and oxidation inhibition requirements.
The AM machine used for the process had six platforms producing parts simultaneously; each featured in-process camera inspection after each layer deposition, and each layer was dried and cured first in warm air and then in vacuum. Green parts
were first heated to 85°C to remove the polymeric wax moulds, then debound at 800°C in H 2, sintered at 1,500–1,550°C in H 2, and finally vacuum heat treated.
Densities close to theoretical were obtained; however, elongated pores resulted in wide scatter in strength and ductility values when tested parallel to the z direction, so some further optimisation is needed, although the process shows good capabilities for complex part manufacturing (Fig. 15).
Laminated object manufacturing of tungsten alloys
A poster by Dov Chaiat of TPT –Tungsten Powder Technology [17] reviewed different AM processes for tungsten refractory metal and tungsten heavy alloys, including BJT and LMM of the latter.
A particularly notable contribution was the description of the Laminated Object Manufacturing (LOM) process in which heavy alloy powders are intimately blended with a thermoplastic polymer, plasticiser,
Fig. 14 Schematic overview of the applicator system used in the MoldJet process, showing the steps involved in slurry processing and mould cavity filling [16]
Fig. 15 Demonstrator part featuring a complex internal cooling channel structure shown after build (left, middle) and after sintering and machining (right) [17]
and dispersant in a suitable solvent and then a tape casting/doctor blade process is used to make a green ‘sheet’ 0.1-1 mm thick. Multiple layers of sheet are stacked together, cut to size (allowing for 15-20% linear shrinkage) and then debound at up to 600°C prior to sintering in a H 2 and/ or vacuum environment.
As with other AM processes, some post-processing may be required. An intriguing development related to this work is the creation of hybrid structures with alternating interlayers of compatible materials, offering the potential for tailored functionality (Fig. 16).
Polytungsten via Fused Pellet Fabrication
Chaiat’s poster also discussed polytungsten, which is basically a polymer with a high (~55 volume %) loading of W powder, and which can be processed by standard polymeric processes such as injection moulding and polymeric AM. Chaiat in particular described the FPF (Fused Pellet Fabrication) method, which is basically an MEX AM method without the subsequent debinding and sintering operations.
Components made from polytungsten (Fig. 17) are useful in
low-temperature, low-stress applications, including machinery components, balance weights, and radiation shielding.
Low-pressure MIM
Animesh Bose gave a presentation [18] on low-pressure injection moulding of tungsten heavy alloy (a 95W-4Ni-1Fe wt.% alloy with a mean powder particle size around 5 µ m) and a WC-12 wt.% Co hardmetal. Low-pressure injection moulding has some advantages over conventional MIM (Table 2) insofar as cheap, low-pressure (~100 psi or
Table 2 Comparison of conventional high-pressure Powder Injection Moulding (HP-PIM) and low-pressure Powder Injection Moulding (LP-PIM) [18] Parameter
Moulding
Moulding temperature 150–300°C 80–150°C
Pressure application method
Reciprocating screw with hydraulic or electric motor
Pneumatic pressure applied to molten feedstock surface
“...powder bed-based AM processes, such as BJT and similarly, PBF methods, require relatively large, free-flowing powders to be practical. Both cemented carbides and tungsten heavy alloys, in most cases, have a particle size ranging from submicron to a very few microns, and in their ‘natural’ state cannot be processed by BJT, thus requiring a granulation and pre-sintering process...”
700 kPa) equipment and relatively soft die materials, such as brass or aluminium, suffice. It is well-suited to small production volumes and thick-section components, such as those common in cemented carbides and tungsten heavy alloys.
Bose summarised the blending process of the binders (typically wax, low-density polyethylene, and stearic or oleic acid) with about 54 vol.% powder in high-shear mixers, followed by granulation. The powder is then transferred to a cylinder held at 80-100°C, and briefly subjected to vacuum to remove air bubbles. After that, pneumatic pressure drives the mix through a sprue and runners into a cavity or cavi -
ties to make green components. Sprue and runner material can be recycled.
The parts are partially debound in a wicking medium at 140°C, and then the rest of the binder is removed by a thermal process prior to sintering. Bose showed examples of parts made by the process (Fig. 18).
Discussion: process tradeoffs and perspectives
“As no single process outperforms the others in all key respects, the choice depends on the application, part size and geometry, and cost
considerations.” This statement, from the Kennametal presentation, aligns with the broader conclusions of the review by Bose et al. [19] and succinctly captures the overarching impression of the sinter-based AM presentations and posters at the 21 st Plansee Seminar.
Digging a little deeper, at least for cemented carbides, the most commonly-applied process appears to be BJT, and that is also probably true for typical metals processed by sinter-based AM, but it is notable that at least two of the companies most active in BJT of metals: Azoth [20,21] and INDO-MIM [22] have also invested in one or more other sinter-based AM processes, specifically ones using finer particle size inputs and focused on more detailed parts with very fine surface details and finish.
A related and significant factor is that powder bed-based AM processes, such as BJT and similarly, PBF methods, require relatively large, free-flowing powders (typically ~20 µ m or larger) to be practical. Both cemented carbides and tungsten heavy alloys, in most cases, have a particle size ranging from submicron to a very few microns, and in their ‘natural’ state cannot be processed by BJT, thus requiring a granulation and pre-sintering process, and in some cases plasma spheroidisation, to be processable by BJT. Clearly, the process provides a workable solution, but it also adds some cost. This initial sintering process may complicate the slow recent progress towards BJT of finer-grained and/or lower Co grades.
In contrast, the various paste, ‘ink’, or extrudate processes discussed can use ‘normal’ grade powder. Notably, none of the tungsten heavy alloy contributions employed BJT, possibly due to the limited availability of larger particle size pre-sintered powders in these alloys, unlike cemented carbides. However, while preparing this article, a newly published US
Fig. 18 (a) Valve stems for industrial glue guns, (b) Carbide Watch Case [18]
(a) (b)
patent [23] suggests that this limitation may soon be addressed.
One further point worth noting is that when universities sinter test AM parts in laboratory furnaces –and the results fall just short of conventional benchmarks in terms of porosity elimination – it is understandable that the conclusion is often a call for further process optimisation. While this is commendable, it should also be recognised – particularly in the case of cemented carbides – that a large proportion of industrial sintering is carried out in pressure sinter furnaces. With appropriate cycles, these systems can eliminate porosity without introducing unwanted microstructural features, thereby expanding the range of acceptable process parameters and supporting faster commercialisation, even in the absence of full optimisation.
The 22 nd Plansee Seminar will be held May/June 2029, and it will be interesting to see how far Additive Manufacturing of cemented carbides and tungsten heavy alloys will have advanced by that time.
Author Bernard North North Technical Management, LLC Greater Pittsburgh area, Pennsylvania, USA brnrdnorth@gmail.com
References
[1] Danninger, Herbert, ‘Plansee Seminars 1952–2022 – A view on a very special congress’ Presented at the 21 st Plansee Seminar , 1–6 June 2022
[2] North, Bernard, ‘Historic traditions and new innovations: refractory metals and hard materials at the 20 th Plansee Seminar’ PM Review, Vol. 11, No. 3, Autumn 2022, pp. 87–95
[3] North, Bernard, ‘Sinter-based Additive Manufacturing at the 20 th Plansee Seminar on Refractory Metals and Hard Materials’ PIM
International, Vol. 16, No. 3, September 2022, pp. 97–107
[4] North, Bernard, ‘Advances in the AM of refractory metals and hard materials at the 20 th Plansee Seminar’ Metal AM, Vol. 8, No. 3, Autumn 2022, pp. 203
[5] North, Bernard, ‘Insights from the 21st Plansee Seminar 2025: advancing refractory metals and hard materials’ Metal Powder Technology, Autumn 2025
[6] North, Bernard, ‘Autumn Metal AM article (forthcoming)’ Metal AM, Vol. 11, No. 3, Autumn 2025
[7] Wang, Zhuqing et al, ‘Evaluating additive manufacturing technology for cemented carbide with industrial applications’ Presented at the 21 st Plansee Seminar , 1–6 June 2025
[8] Marciano, Erwan et al, ‘Additive manufacturing of WC-Co ceramic/ metal composites using binder jetting: the link between microstructure, defects and mechanical properties’ Presented at the 21 st Plansee Seminar , 1–6 June 2025
[9] Cabezas, Laura et al, ‘Direct ink writing of cemented carbides: processing–mechanical integrity correlation’ Presented at the 21 st Plansee Seminar , 1–6 June 2025
[10] Mphasha, Nthape Percyval et al, ‘Microstructural evolution of direct-ink writing produced WC–12Co/Mo (wt.%) cemented carbide’ Presented at the 21 st Plansee Seminar , 1–6 June 2025
[11] Oliveira, Gonçalo et al, ‘Impact of laser ablation on tungsten carbide 3D objects after extrusion (MEX)’ Presented at the 21 st Plansee Seminar , 1–6 June 2025
[12] Jiang, Fengze et al, ‘Material extrusion printing of WC–8 wt.% Co cemented carbide based on partly water-soluble binder and postprocessing’ Presented at the 21 st Plansee Seminar , 1–6 June 2025
[13] Song, Jiupeng et al, ‘Additive manufacturing of tungsten heavy alloys via a binder-assisted extru -
sion process’ Presented at the 21 st Plansee Seminar , 1–6 June 2025
[14] Lewis, Kara, ‘Tungsten feedstock development for 3D printing’ Presented at the 21 st Plansee Seminar , 1–6 June 2025
[15] Bosters, Johannes et al, ‘Highresolution additive manufacturing of tungsten heavy alloys with lithography-based metal manufacturing’ Presented at the 21 st Plansee Seminar , 1–6 June 2025
[16] Teuber, Robert et al, ‘3D printing of tungsten heavy alloys: an approach with the MoldJet process’ Presented at the 21 st Plansee Seminar , 1–6 June 2025
[17] Chaiat, Dov, ‘Courses of additive manufacturing (AM) for tungsten and tungsten alloys’ Presented at the 21 st Plansee Seminar , 1–6 June 2025
[18] Bose, Animesh, ‘Low-pressure powder injection moulding of tungsten heavy alloy and hardmetals’ Presented at the 21 st Plansee Seminar , 1–6 June 2025
[19] Bose, Animesh et al, ‘Sinterbased additive manufacturing of hardmetals: review’ International Journal of Refractory Metals and Hard Materials, Vol. 119 (2024), 106493
[20] North, Bernard, ‘Azoth: Driving the acceptance of sinter-based Additive Manufacturing in the automotive industry and beyond’ PIM International, Vol. 18, No. 3, Autumn 2024, pp. 65–76
[21] ‘Azoth 3D adds Incus lithography-based metal AM machine for fast-turnaround complex parts’ Metal AM, 4 April 2025
[22] North, Bernard, ‘INDO-MIM in North America: Scaling MIM and developing Binder Jetting to meet evolving market needs’ PIM International, Vol. 19, No. 2, Summer 2025, pp. 53–73
[23] ‘US Patent granted to Elmet for tungsten alloy powders for AM’ Metal AM, 30 July 2025
Innovation in different segments of metal injection molding (MIM), ceramic injection molding (CIM), and cemented carbide injection molding (CCIM), is responsible for the rapid growth of this technology. Estimated global sales are over $3.5 billion and could possibly double in a span of five years.
The objective of this conference is to explore the innovations and latest accomplishments in the areas of part design, tooling, molding, debinding, and sintering of MIM parts. The conference will also focus on the developments in MIM processing of different materials, including metals and alloys, ceramics, and hard metals.
CALL FOR PRESENTATIONS!
We invite you to contribute to our technical program focusing on:
• Theme: “Designing MIM Materials and Parts for Performance and Value”
• Submissions: All proposals welcome!
• Distribution: All presentations will be shared with conference registrants.
Conference Highlights:
• Explore innovations in:
° Metal Injection Molding (MIM)
° Ceramic Injection Molding (CIM)
° Cemented Carbide Injection Molding (CCIM)
• Discuss advancements in:
° Part design
° Tooling
° Molding
° Debinding and sintering
Who Should Attend?
• Product designers
• Engineers
• Manufacturers
• Researchers
• Educators and students
February 23–25, 2026
Join us and be part of this exciting field! Visit MIM2026.org
an abstract.
Atomik AM and the binder revolution: Rethinking the future of Binder Jetting
Binder Jetting has long been heralded as the Additive Manufacturing process most likely to deliver true mass production. Its promise of speed, scalability and lower costs has kept it in focus, but familiar challenges remain: fragile green parts, difficult depowdering, sintering distortion and a narrow materials palette. Atomik believes the answer lies in rethinking the binder itself. Far from being an inert glue, it may be the key to unlocking Binder Jetting’s future, argues the company’s Prof Kate Black.
Binder Jetting has long been seen as the Additive Manufacturing (AM) technology that could finally deliver mass production. It offers speed, scalability and the potential for low cost. Yet for all the optimism, the technology has not reached its expected impact. Adoption has slowed, and the same questions continue to resurface.
The barriers are familiar. Green parts are fragile and rarely strong enough to support automated handling straight off the build bed. Depowdering remains a manual process that limits throughput. Sintering introduces shrinkage and distortion, making precision difficult. And despite years of development, the materials palette available remains frustratingly narrow.
At Atomik, we believe the industry has been looking in the wrong place. The binder has always been treated as a neutral adhesive, a temporary measure to hold powder together until sintering takes over. That mindset has held back progress. What if the binder is not glue at all but the missing key to unlocking Binder Jetting’s future?
Why the binder deserves a second look
The idea that the binder is a simple adhesive has shaped the direction of Binder Jetting since the beginning. It was a natural assumption, but it has also been limiting. Suppose the
binder is seen only as something that temporarily holds powders together. In that case, the focus inevitably shifts to the powder and the sintering process as the true levers of progress.
But what if the binder itself can be functional? What if chemistry
Fig. 1 Binder Jetting in operation, with the printhead depositing binder onto the powder bed. The process is gaining traction for high-throughput and multi-material applications (Courtesy Atomik AM)
OPPORTUNITIES IN BINDER COMPOSITION
GREEN STRENGTH ENHANCERS
DEBIND MITIGATORS
SINTERING REAGENTS
PARTICLES FOR ALLOYING
MICROSTRUCTURE MODIFIERS
can be used to enhance part performance, stabilise the green state, or even introduce new capabilities? Reimagining the binder in this way changes the conversation. The material system is no longer just the powder plus an inert glue. It becomes an integrated combination of powder and chemistry where the binder plays an active role. This is not simply a theoretical idea. The progress being made in functional binders suggests that
the future of Binder Jetting may be decided less by machine design and more by advances in chemistry.
Why Binder Jetting stalled
Binder Jetting first emerged in the 1990s and quickly attracted attention because of its potential speed and low cost. Unlike Laser Beam Powder Bed Fusion (PBF-LB) or Electron Beam Powder Bed Fusion (PBF-EB),
it did not require high-energy sources or complex thermal control. Instead, it offered a straightforward process: spread a layer of powder and jet droplets of binder, repeating this until the part is built.
The promise was clear. Entire builds could be additively manufactured in minutes rather than hours. Powders did not need to be highly specialised, and machines could, in principle, be simpler and cheaper. It looked like the perfect recipe for an industrial scale.
Yet as the technology moved from prototypes into real-world trials, the weaknesses became clear. Green parts were so fragile that automated depowdering and handling were impossible. Sintering introduced unpredictable distortion. The range of compatible powders was narrower than expected. In short, the binder was treated as incidental, and the process never reached its potential.
Another reason for the stall is that Binder Jetting has borrowed heavily from other industries. Powders have been adapted from PBF-LB processes, printheads from 2D graphics, and software that was never designed with sintering-based
Fig. 2 Functional binder strategy: moving beyond adhesives to active performance (Courtesy Atomik AM)
Fig. 3 Fragile green parts remain a major barrier to automated depowdering and scaling Binder Jetting (Courtesy Atomik AM)
AM in mind. That borrowing has been useful but has also limited progress. It is time for Binder Jetting to have powders, printheads and software designed specifically for its needs, with binders at the centre of that development.
The field is now at a crossroads. Machine vendors continue to refine their platforms, and powder suppliers are developing new alloys. However, unless the binder itself is rethought, the same problems will continue to hold back adoption.
When one binder could work for many
One of the biggest frustrations in the field has been the lack of standardisation. Each powder seems to require its own bespoke binder system, which creates complexity at every level. Machine users face a constant cycle of adjustment and optimisation, and powder suppliers are forced into lengthy qualification processes. As a result, Binder Jetting has remained difficult to scale for production.
A universal approach offers a way forward. Imagine a binder system that can be applied across multiple metals, giving users a consistent platform rather than a shifting set of recipes. Instead of starting from scratch each time, machine operators can expect reliable builds. Powder suppliers can bring new materials to market more quickly. Researchers can focus on the underlying science rather than endlessly tweaking formulations.
This is the philosophy behind Atomik’s Universal Binder. The name is less important than the principle: removing unnecessary friction from the system. Binder Jetting cannot achieve its potential as long as each new powder introduces new uncertainty. By providing a consistent foundation, a universal system allows the ecosystem to move forward.
A universal binder is not about creating a single solution for every material forever. It is about creating
4 The Universal Binder is designed to work across multiple powders, reducing the friction of adoption (Courtesy Atomik AM)
“The Universal Binder can be seen as a foundation. It brings consistency and predictability to Binder Jetting, which are essential if the industry is to scale. Once that rigour is established, the next step is not greater universality but greater functionality.”
a common framework where innovation can build. It reduces the barriers to entry, encourages experimentation, and gives the industry a level of predictability that has been missing.
The Universal Binder can be seen as a foundation. It brings consistency and predictability to Binder Jetting, which are essential if the industry is
to scale. Once that rigour is established, the next step is not greater universality but greater functionality. This is where the Second Generation Binder comes in, designed for specific applications and tailored with chemistry and AI to deliver bespoke properties at speed and low cost.
Fig.
What happens when the binder does more than hold powder together?
Standardisation is only the beginning. The fundamental transformation comes when the binder is designed not only for compatibility but also for functionality.
A binder can be used as a vehicle for chemistry. Sintering aids can be incorporated to reduce shrinkage and distortion. Functional additives can increase part density and improve mechanical properties. Green strength can be raised to levels that support automated depowdering, one of the most critical steps in scaling production.
“Where the Universal Binder creates common ground, the Second Generation Binder is about differentiation. It is designed for bespoke applications, using AI and chemistry to deliver tailored functionality quickly and at low cost.”
Perhaps the most intriguing possibility is the creation of multi-material parts. By using the binder to deliver different chemistries to different regions, it becomes possible to create components where properties vary across a single build. This could enable parts that combine conductive and structural regions, or components with localised wear resistance and toughness.
Where the Universal Binder creates common ground, the Second Generation Binder is about differentiation. It is designed for bespoke applications, using AI and chemistry to deliver tailored functionality quickly and at low cost.
This is the essence of what we call the Second Generation Binder. It moves the binder from a passive role to an active one. It is not speculation for the distant future. Development is already underway, and the early signs are that chemistry, supported by Artificial Intelligence, can deliver solutions that machine design alone has not been able to achieve.
Fig. 5 Laboratory development of functional binders, where chemistry provides a pathway to tailored performance in Binder Jetting (Courtesy Atomik AM)
Tackling the challenges that have held Binder Jetting back
For Binder Jetting to progress, the industry must confront the challenges that have slowed adoption. Many of these can be traced back to the role of the binder.
Green part strength
Green strength is not simply a minor inconvenience. It is the factor that determines whether Binder Jetting can scale. As long as parts remain too fragile to be handled automatically, the technology will never achieve its throughput promise.
The role of the binder is crucial here. By tailoring chemistry to increase bonding strength at the green stage, parts can survive automated depowdering and handling. This is not about brute force but about intelligent design. Functional binders can provide strength without compromising sinterability, opening the door to fully automated production lines.
Depowdering
Depowdering has been one of the most stubborn bottlenecks in Binder Jetting. It is often carried out manually with brushes or air, a process that is slow, inconsistent and expensive. Automated depowdering systems exist, but they rely on parts being strong enough to withstand mechanical vibration or air flow. That strength has been missing.
By redesigning binders to increase green strength, automated depowdering can be more effectively integrated. This represents a step towards the process speed and scalability that Binder Jetting has long promised. A task once reliant on manual labour becomes a seamless component of a production-ready workflow.
Shrinkage, distortion and density
Shrinkage and distortion during sintering have long been the Achilles’ heel of Binder Jetting. Parts that leave the machine with promising geometries often emerge from the
furnace warped or undersized. This limits the accuracy and reliability of the process.
Here again, binders offer a route forward. By incorporating sintering aids, the binder can influence densification pathways. By promoting uniform shrinkage and reducing grain boundary effects, distortion can be minimised. The result is greater dimensional accuracy and more consistent part properties.
Density is also a significant concern. Many binder jetted parts suffer from residual porosity. Functional binders that encourage uniform sintering and reduce pore formation can help push density levels higher. That makes Binder Jetting viable for more demanding applications where mechanical performance is critical.
Materials expansion and sustainability
The materials palette for Binder Jetting has remained heavily concentrated on stainless steels. Expanding
Fig. 6 Depowdering remains a key bottleneck in Binder Jetting. Improved green strength through functional binders could unlock greater automation potential (Courtesy Atomik AM)
into aluminium, copper, and superalloys is essential for broader adoption. Each of these presents its own challenges. Aluminium’s reactivity, copper’s wettability and superalloys’ sintering behaviour all complicate processing.
Binders can help overcome these hurdles. By tailoring surface chemistry and introducing agents that promote sintering, binders make it possible to process powders that were previously impractical. They can also protect against oxidation, opening the door to processing more reactive metals.
Sustainability is another driver. Functional binders can enable the use of cheaper and more abundant powders, reduce energy requirements and improve yields. Binder Jetting can become not only a manufacturing technology but a more resource-efficient one.
A chemistry-first approach to innovation
The role of chemistry in Additive Manufacturing has often been underestimated. Machine design has captured most of the attention, but without new approaches to materials, the promise of AM cannot be fulfilled.
“By tailoring surface chemistry and introducing agents that promote sintering, binders make it possible to process powders that were previously impractical. They can also protect against oxidation, opening the door to processing more reactive metals.”
Atomik has chosen to focus on the binder as the lever for progress. By combining chemistry with powder design, process control and AI, we are working to create systems where all elements operate together. The aim is not to develop a single product, but to support a broader shift in how materials development is approached within Binder Jetting. Artificial Intelligence will be central to this journey. By embedding AI and connecting it to materials databases, it becomes possible to reduce the complexity of binder development, shorten iteration cycles and bring costs down. For Second Generation Binders, this is the difference between a promising idea and an economically viable platform. Artificial Intelligence allows us to design binders that
Fig. 7 Atomik’s chemistry-first approach integrates formulation, process control and testing (Courtesy Atomik AM)
Fig. 8 Atomik AM’s research team working on Binder Jetting materials development (Courtesy Atomik AM)
are not only functional but also sustainable, embedding efficiency from the start.
Collaboration is central to this approach. Machine vendors, powder suppliers and research groups each bring expertise that is essential for success. The industry has sometimes been fragmented, but the scale of the challenge demands cooperation.
Outlook and opportunities
Every conversation about Binder Jetting eventually comes back to the same question: will it succeed as a true manufacturing technology? The answer depends on whether the field can solve its persistent challenges.
Machine vendors that focus on automation and integration will be well positioned. Powder suppliers that embrace flexibility and sustainability will find new markets. However, the biggest breakthroughs are likely to come from materials. Binders that enable stronger green parts, more stable sintering and a broader materials palette will set the pace.
Applications are beginning to emerge where Binder Jetting offers unique value. Copper for electronics and heat exchangers. Aluminium for lightweight structures. Complex geometries in steels and superalloys – parts that are impractical by other means. These are not niche curiosities, but significant markets.
The long-term vision is even broader. Hybrid machines that not only layer powder but also jet multiple chemistries offer new design possibilities. Parts may no longer be limited to a single material but could incorporate varied functionalities within a single build. Binder Jetting can evolve beyond replication to become a platform for true innovation.
The future of Binder Jetting
Binder Jetting is at an inflexion point. The technology has always carried promise, but real progress depends on confronting the challenges that
Binder-enabled multimaterial parts
This part was produced using pure aluminium with digitally placed AlCu 2 alloy to boost strength and conductivity where needed. Atomik’s logo can be seen in the X- ray computed tomography (CT) scan thanks to the density contrast.
have slowed adoption. For too long, the binder has been overlooked. By reimagining it as more than glue, we can change the trajectory.
The Universal Binder offers consistency across powders, making adoption simpler. The Second Generation Binder goes further, using chemistry to enhance performance and open new possibilities directly. Together, they represent a shift in how we think about the process’s fundamentals.
The message is not that binders will solve everything. Machines, powders and software all need to advance. But without progress in binders, Binder Jetting will not reach its potential. With them, it can.
With the era of AI upon us, the Second Generation Binder is now economically possible. AI-driven development can accelerate design cycles, reduce cost and complexity, and hardwire sustainability into the process. This forms the basis of Atomik’s development strategy and may offer a direction for the broader industry.
This enables:
• Strength where it matters
• Electrical performance on demand
Custom material placement in one build
This is the moment for the industry to rethink materials innovation, recognise the role of chemistry as a driver, and embrace collaboration across the ecosystem. The binder is not glue. It is the key to unlocking the future of Binder Jetting.
Author
Prof Kate Black Atomik AM
1 st Floor, Block D, The Waterhouse Building, 3 Brownlow Street, Liverpool, England, L69 3GL www.atomik-am.com Atomik AM: It’s all
Advances in water-debindable feedstock for Ceramic Injection Moulding: Thicker parts, faster cycles
Recent advances in water-debindable feedstocks are redefining what is possible in Ceramic Injection Moulding (CIM). By combining hydrophilic backbone chemistries with optimised surfactants and plasticisers, these formulations enable faster, safer debinding without compromising performance. This article presents comparative data demonstrating improved flow, reduced thermal load, and successful processing of parts beyond 10 mm wall thickness. Drawing on developments at KRAHN Ceramics GmbH, Dr Thorsten Ohlerth examines kinetics, moulding behaviour, and sintering outcomes that signal a shift towards more sustainable CIM production.
Over the past five years, a new generation of water-debindable binder systems has moved from R&D into commercial Ceramic Injection Moulding (CIM) lines. These advanced formulations, which combine hydrophilic backbone chemistry with finely tuned surfactant and plasticiser packages, enable the removal of more than half of their organic content within hours. They also reduce thermal debinding plateaus by over 50%, and – under appropriate kiln ventilation – may be processed directly to sintering without additional intermediate stages.
This article will show that wall sections thicker than 10 mm, once considered ‘binder-limited’ and therefore impractical for CIM, can now be moulded, debound and sintered successfully. The entire process uses tap water rather than concentrated nitric acid, significantly lowering environmental impact and improving operator safety. This article focuses on debinding kinetics, while also addressing moulding behaviour, economic considerations, and design implications, based on ceramic feedstocks developed and industrially validated at KRAHN Ceramics.
Background
Since the mid-1990s, the combination of polyoxymethylene (POM) binder and nitric-acid catalytic debinding has served as the workhorse in not only Metal Injection Moulding (MIM), but also in CIM. Its strengths
are well-known: high filler tolerance, excellent green strength and a neatly ‘self-burning’ thermal profile. However, those strengths come at a price. Removing 1 kg of POM typically consumes 4–5 kg of 68 % HNO 3, generates formaldehyde off-gas and demands a corrosion-resistant
Fig. 1 Recent advances in water-debindable feedstocks are redefining what is possible in Ceramic Injection Moulding (Courtesy KRAHN Ceramics)
Fig. 2 Schematic timeline from injection to sintering for components with varying wall thickness (shaded). Shown are polyoxymethylene (POM)/catalytic, advanced water-debindable, and standard water-debindable systems (Courtesy KRAHN Ceramics)
furnace with an attached scrubber system. As environmental, health, and safety standards tighten and energy prices climb, the cost-benefit equation is tipping, especially for newcomers to the field.
Water-soluble binder systems have been explored for over two
decades as a more environmentally friendly alternative, particularly within Ceramic Injection Moulding. Early formulations proved the concept, but two key limitations slowed adoption: water bath extraction times were often measured in days rather than hours, and insuffi -
“...backbone additions rich in polyvinyl alcohol or ethylene oxide frequently lacked the ductility needed for reliable demoulding, or exhibited tackiness to the mould or runner channels. The advanced water-debindable systems described here address both issues directly.”
cient organic removal led to bubble formation during thermal debinding (Fig. 2).
In addition, backbone additions rich in polyvinyl alcohol or ethylene oxide frequently lacked the ductility needed for reliable demoulding, or exhibited tackiness to the mould or runner channels. The advanced water-debindable systems described here address both issues directly.
The chemistry of today’s modular binder platform
KRAHN Ceramics’ journey began with the acquisition of the CIM binder manufacturer eMBe in 2019 and the subsequent opening of a technical centre in Dinslaken, Germany. With these foundations in place, the company started work
Fig. 3 Examples of different binder types from the old Embemould system (Courtesy KRAHN Ceramics)
on the Embemould platform – a well-established binder system for water-debindable ceramic feedstocks (Fig. 3).
Building on this baseline, targeted refinements were introduced: adjusting backbone ratios, swapping plasticisers, and modifying hydrophilic spacer content, all while preserving the core advantages that made Embemould widely adopted. The key lesson was clear – no single formulation can address the diversity of real-world tooling. Many customers still operate legacy moulds designed for POM-catalytic, solvent-debinding, or early waterbased systems, each with its own shrinkage allowances and gate geometries.
The current modular platform therefore covers the full range of tool allowances associated with these routes, enabling precise finetuning within that envelope. If higher flow is required to fill long runners where viscosity is a limiting factor, a lower-viscosity variant can be formulated. Conversely, if greater ductility is needed to withstand demanding ejector sequences, the backbone balance is adjusted to enhance elasticity and green strength.
Crucially, this selection is determined upfront, beginning with a concise review of tool dimensions, gate design, and shrinkage allowances – avoiding the need for costly and time-consuming mould revisions later in the process.
Setting the stage: standard versus advanced waterdebindable systems
To benchmark the performance of feedstocks based on 99.9% purity alumina, two test parts were moulded: a 40 × 3 mm disc to probe flow behaviour and an intricate spinning top to test feature retention (Fig. 4). Both geometries were run on the same machine; only the binder changed.
With the reference material, the barrel and nozzle temperatures were limited to 160°C. At higher settings,
Fig. 4 a) Thin - wall reference disc, 40 mm diameter × 3 mm thickness. b) Thick - wall spinning top, 50 mm overall height with a 30 mm maximum body diameter and a 20 mm central wall path, representing an extreme section for CIM (Courtesy KRAHN Ceramics)
“If higher flow is required to fill long runners where viscosity is a limiting factor, a lower-viscosity variant can be formulated. Conversely, if greater ductility is needed to withstand demanding ejector sequences, the backbone balance is adjusted to enhance elasticity and green strength.”
(b)
Fig. 5 a) Industry-standard feedstock: pronounced scuffing and a semicircular abrasion halo around the gate remnant. b) Advanced water-debindable feedstock with markedly cleaner surface with minimal edge wear at the gate (Courtesy KRAHN Ceramics) (a)
Fig. 6 Temperature-dependent disc-on-disc oscillatory rheology for industrystandard and advanced feedstocks (Courtesy of Rebecca Hengsbach, Hochschule Rhein-Waal)
the material began to decompose – typical behaviour for first-generation water-debindable feedstocks at elevated temperatures. The advanced formulation allowed a processing range of 160–180°C without flashing or jetting. The temperature selected was 170°C, matching the ~700 bar cavity pressure of the baseline disc. The spinning top filled cleanly at comparable settings.
The first visible difference emerged at the gate (Fig. 5). The industry-standard binder exhibited more pronounced powder scuffing
and surface smearing. The advanced system showed a cleaner surface with minimal edge wear at the gate. This suggests lower shear viscosity and a well-tuned surfactant package. Disc-on-disc rheology data (Fig. 6) provide context for why the advanced feedstock system leaves noticeably less scuffing at the gate and on cavity walls. Between 160°C and 190°C, the advanced feedstock’s zero-shear viscosity is roughly one order of magnitude below that of the reference compound (solid blue vs. solid red curve).
Storage and loss moduli (G’, G’’) are similarly lower by about a decade (i.e. roughly a tenfold reduction on the logarithmic scale). In practical terms, the melt reaches the same volumetric flow with far less wall shear stress. Hence, the boundary layer experiences less mechanical wear, which is consistent with the cleaner gate surfaces observed on the moulded discs. At the same time, viscosity remains notably stable across the processing window, widening the safe operating range and reducing the risk of local overheating or shear burn. While disc-on-disc rheometry is a useful approximation, its absolute values cannot be directly mapped to the complex shear conditions within an injection screw or mould. Nevertheless, the relative drop in viscosity and moduli strongly indicates that the advanced binder formulation imposes lower shear loads on tool surfaces during mould filling [1].
Aqueous binder extraction kinetics
Fig. 7a and 7b highlight the leap in leaching kinetics. For the advanced binder, more than 30% of the organics are removed from the discs after only eight hours, and the thick-walled spinning tops reach the same mark
Fig. 7 Water-debinding kinetics: a) 40 mm × 3 mm disc; b) spinning top with 20 mm wall thickness. The advanced feedstock (blue) removes binder faster than the industry-standard (red); dashed line shows maximum weight loss for the industry-standard (Courtesy KRAHN Ceramics)
in well under three days. By contrast, the industry-standard formulation seldom exceeds 30% binder removal after a full 72 hours in the bath. For the spinning tops, removal is capped at just 20%.
Both binders were tested in a bath where the water was not circulated at ambient temperature (≈ 25°C).
A second rig equipped with mild heating to 33°C and circulation yielded virtually identical trends (data not shown), confirming that diffusion through binder and wall thickness are primary bottlenecks – not the water temperature.
Notably, the advanced binder maintains its advantage well beyond the initial phase. It surpasses 50% total binder loss within 48 hours. The parts remained dimensionally intact throughout the soak, with no evidence of delamination or green body softening. This indicates that the soluble phase detaches cleanly while the backbone retains sufficient strength to hold the shape.
Thermal debinding and sintering
The TGA curves in Fig. 8a show that the disc specimen leached for three days using the advanced binder (blue dashed) had previously lost significantly more organics than the
Fig. 8 TGA (a) and DSC (b) of industry-standard and advanced feedstocks, before and after water pre-debinding. The advanced binder burns out earlier and with lower exothermic heat release (Courtesy of Rebecca Hengsbach, Hochschule Rhein-Waal)
Fig. 9 Water debinding and fast thermal debinding test on discs. Top row: industry-standard binder; bottom row: advanced binder system. (a) Penetrant uptake after 4–72 h in water. (b–e) Appearance at 250°C, 350°C, and 450°C during a 7 h heat-up. (e) Post-sinter. Only the advanced binder survives the rapid ramp without distortion (Courtesy KRAHN Ceramics)
Fig. 10 Fracture test on sintered discs after varying water-debind times: a) Industry-standard feedstock (top grid) shows delamination at all soak times; the advanced binder (bottom grid) fractures cleanly once debind exceeds 24 h. b) Cross-section with industry-standard binder shows lamination; c) advanced binder after 48 h displays a dense, defect-free microstructure (Courtesy KRAHN Ceramics)
equally treated reference binder (red dashed). The onset of rapid mass loss shifts downward, and the total residue above 400°C is lower.
More striking, however, is what happens even when no binder is removed. The solid blue line (advanced system, as-moulded) tracks almost the same mass-loss profile as the solid red line, yet the DSC trace in frame (b) shows a substantially smaller exothermic peak and a reduced integral heat release. This means that less combustion enthalpy is demanded from the furnace – an advantage that is amplified by prior water extraction.
The water-debinding kinetics of the industry-standard feedstock (top row, red labels) and the advanced feedstock system (bottom row, blue labels) are contrasted in Fig. 9a. After identical bath durations, the advanced formulation absorbs noticeably more fluorescent penetrant, indicating improved internal water pathways.
Fig. 9 panels b–d show the same tray part-way through an accelerated
(b)
(c)
(a)
(b)
(c)
(d)
(e)
(a)
Fig. 11 Spinning tops during 24 hour burnout following 1–7 days of water debinding (red: industry-standard system, blue: advanced binder system). a) Oven set-up (room temperature); b) image taken at 300°C (Courtesy KRAHN Ceramics)
thermal debinding profile, ramping from room temperature to 450°C in approximately seven hours (~60 K/h average). With the advanced system, discs leached for 16 hours survive the rapid ramp without distortion, while those leached for only 4 or 8 hours still exhibit cracking. Visually, the industry-standard discs appear only marginally damaged, yet every one of them is internally bloated and fails later during sintering.
These results indicate that the hydrophilic channels generated by the advanced binder chemistry evacuate solvent fast enough to keep internal pressure below the critical threshold, comparable to thermal debinding profiles that are used for ‘ready-to-press’ (Cold Isostatically Pressed) materials. That speed opens a strategic shortcut for sintering kilns equipped with highcapacity exhaust and fresh-air bleed. As a result, the dedicated burnout furnace can be eliminated, and the thermal debind can be folded into the sinter cycle itself. Consolidating the two steps trims capital expenditure by removing an entire furnace line with its burners, controls and acid-resistant ducting. It also lowers operating costs through fewer heatups, shorter overall cycle times and reduced maintenance on a separate debinding vessel.
Mechanical evidence from Fig. 10 supports these observations: point-fracture tests show that sintered discs made with the industry-standard binder fracture along smooth, laminated planes at all debind times up to 72 hours. This indicates the presence of residual polymer layers and more aggressive combustion behaviour during debinding.
By contrast, the advanced system fractures cleanly and granularly once water soaking exceeds 24 hours. Microscopy supports this: the commercial binder still shows pronounced lamination, whereas the advanced binder (48 hour
sample) reveals a dense, uniform microstructure with no shrinkage voids. The faster water pathway, therefore, translates directly into a stronger and more uniform ceramic body.
The final test series focused on spinning tops with wall thicknesses close to 20 mm – twice the typical green-state limit considered viable in CIM. Even under a gentler 24 hour ramp to 300°C, all tops made with the industry-standard binder burst. In contrast, those moulded with the advanced binder remained visually intact, except for superficial carbon staining on the specimen leached for only one day (Fig. 11).
“Consolidating the two steps trims capital expenditure by removing an entire furnace line with its burners, controls and acid-resistant ducting. It also lowers operating costs through fewer heat-ups, shorter floor-to-floor times and reduced maintenance.”
(a)
Fig. 12 Sintered spinning tops, graded for integrity after 1–7 days of water debinding (red = industry-standard system, blue = advanced system). Only the advanced feedstock system yields crack-free parts from four days’ soak onward (green ticks) (Courtesy KRAHN Ceramics)
Acknowledgement
“This recent work addresses these limitations systematically. It addresses the known failure modes, delivering faster pre-debinding, cleaner moulding behaviour and shorter burnout – not only for alumina, but across oxide and non-oxide ceramics.”
After sintering (Fig. 12), the industry-standard binder tops were extensively cracked. Yet, most of the ones with the advanced binder system held together and achieved a bulk density of 3.92 g cm 3, closely matching the powder supplier’s nominal value of 3.93 g cm 3
Taken together, the images chart a decisive widening of the CIM window: faster aqueous extraction, shorter burnout and reliable densification for 10 mm or more sections.
Conclusions
Water-debindable binders have long been an industrial mainstay. However, these systems have historically come with accepted trade-offs: slower aqueous extraction, narrower thermal windows, occasional tacki -
ness or gate wear, and limited confidence in thicker sections. This recent work addresses these limitations systematically. It addresses the known failure modes, delivering faster pre-debinding, cleaner moulding behaviour and shorter burnout – not only for alumina, but across oxide and non-oxide ceramics. In parallel, early trials on metal powders and hybrid PIM routes show the same trends in kinetics and processing robustness, aligning with the results presented here. As these platforms continue to mature, the distinction between conventional and environmentally optimised CIM feedstocks is expected to diminish. For manufacturers planning new ceramic capacity, advanced water-debindable systems offer a credible, future-proof path to high-volume production with a smaller footprint.
The authors gratefully acknowledge Rebecca Hengsbach, Hochschule Rhein-Waal, for performing the DSC/TGA and rheology measurements and for the insightful discussion of the resulting data.
[1] Kukla, Chritsian, et al. (2017) Rheology of PIM feedstocks. Metal Powder Report , Volume 72, Issue 1, pp. 39-44. Available at: https://doi. org/10.1016/j.mprp.2016.03.003
Expertise
Gain practical knowledge through proactive participation and handson experience
n Become more productive through AMUG’s community of problem solvers
n Learn and share expertise, best practices, challenges, and application developments
Network
Impactful networking without any agendas
n Embrace the camaraderie and enjoy effortless networking
n Form meaningful connections through casual conversations
Value
Get the most value of any conference with an ALL-INCLUSIVE program
n 4-day conference
n Hands-on workshops
n Technical competition
n AMUGexpo
n Meals and entertainment throughout
Comparative study of 17-4 PH spur gears produced by Metal Injection Moulding and Binder Jetting
This study compares 17-4 PH stainless steel spur gears produced by Metal Injection Moulding (MIM) and Binder Jetting (BJT), focusing on dimensional accuracy, microstructure, and mechanical performance. As BJT gains traction in China’s manufacturing sector, the authors – Jie Li, Jimin Xu, and Guangfeng Zhong (Vigor Precision Hardware, Dongguan), alongside Yuder Chao and Yauhung Chiou (You Need Enterprise Consulting, Kunshan) – investigate whether BJT can match the precision and reliability of established MIM processes. The results show that while BJT is effective for early–stage prototyping, MIM offers superior consistency for high–precision components.
Binder Jetting (BJT) has been gradually finding its place in the Chinese market since 2020. The patent for Metal Injection Moulding (MIM), in contrast, was first filed in the United States in 1972. Today, MIM has evolved into a leading manufacturing process for small metal components weighing between 0.005 to 500 g. To date, manufacturers in China have produced over 10,000 distinct component designs from 17-4 PH stainless steel via MIM, with some designs manufactured in the billions.
A 2018 report by McKinsey & Company identified metal Additive Manufacturing and MIM as key technologies shaping the future of manufacturing [1]. The survey, involving nearly 100 industry experts, evaluated MIM technology as more mature than metal AM. Since 2011, China has led the world in MIM revenue [2], with major innovative applications developed every two to three years, often replacing conventional processes such as investment casting and die casting.
Recent reports from California suggest that metal components (e.g. hinges and fasteners) in AI servers are being replaced with MIM stainless steel parts, because conventional castings failed due to inclusions and porosity, causing catastrophic failures in simulated Mw 7.0 magnitude earthquake conditions, while MIM parts withstood the test. Additionally, MIM’s capability to produce complex shapes and reduce costs via mass production is expanding into cosmetics packaging.
and gate location
Fig. 1 Technical drawing of the spur gear used in this study, showing dimensions (mm), section view,
Interest in BJT has surged since 2017, primarily because the process uses powder similar to that used in MIM, resulting in products close to MIM quality. Its combination of low-temperature shaping and high-temperature sintering has allowed it to encroach on traditional markets such as investment casting and die casting, and even compete with MIM for small-batch production [3].
This research analyses gear components fabricated from 17-4 PH using BJT and MIM, respectively. By evaluating the technical merits and limitations of both processes, the study aims to promote their complementary integration and advance the development of metal powder technologies.
Experimental design
Gear specifications
The experiment used the spur gear and stop gear designs in Fig. 1, which were evaluated in actual gearbox assemblies (Fig. 2). The mould adopted a universal linear shrinkage factor (Oversize Shrinkage Factor, or OSF) of 1.165, scaling all dimensions in Fig. 1 [4]. Vigor Precision’s in-house mould centre designed and fabricated the MIM moulds and the MIM and BJT parts.
Calculation of metal–binder ratio
The OSF linear shrinkage ratio compares mould and sintered MIM part dimensions. The volume ratio of metal powder to binder in a typical MIM formulation can be calculated as follows:
Assume a 10 mm mould cavity dimension. The final sintered part size is defined as X, so:
• 10 mm / X = 1.165
• ⇒ X = 8.5837 mm
Sintered part volume = X 3 = 632.4 mm 3 (corresponding to metal powder volume)
Thus, the metal:binder volume ratio is: 632.4 : 367.6, simplified to 63.24 : 36.76
Densities are used to convert these volumes into weights, and the binder weight ratio is typically determined first to ensure accurate feedstock preparation.
Fig. 2 Gearbox assembly with BJT/MIM spur gear, PM-pressed gear, and plastic spur gears driven by an input motor
Powder selection
Table 2 lists the two powder specifications used for different processes [5, 6]. Fig. 3 shows their morphologies: BJT uses gas atomised (Gas, G) spherical powder, while MIM uses gas with water atomised (U) irregular powder. The theoretical density of 17-4 PH is 7.80 g/cm 3. It is important to note that 17-4 PH is a magnetic alloy powder [7]; thus, its magnetic properties may influence powder behaviour during the build process and should be carefully considered.
Experimental procedures
To confirm post-sintering distortion, BJT used a specific Binder Jetting machine from ExOne, while MIM used mould injection. Table 3 lists the steps and parameters, with all equipment under standard mass production conditions. Parameters were optimised at least three times to meet production standards. Moldflow analysis optimised the mould for uniform filling, with the MIM feedstock gate at the centre of the bushing to improve gear roundness. Parts were arranged in zones
= (D 90-D 10)/D 50 (The span of powder distribution)
Fig. 3 Micrographs of 17-4 PH powder morphologies: (a) gas atomised powder used for BJT; (b) gas and water-atomised powder used for MIM. Both shown at the same 20 µm scale
Injection moulding * Electric injection machine (50 t) Nozzle temperature 195°C, surface roughness Ra <10
60 rpm + 30 min + forward/ reverse rotation + 0.3 mm magnetic pins Vigor Precision
Table 2 Particle size distribution (PSD) specifications for 17-4 PH powders used in BJT and MIM
Table 3 Process steps and key parameters used in the fabrication of
Silent sealing box
Background noise < 32 dB
GEARBOX
NOISE DETECTOR
Fig. 4 Schematic of noise test setup for evaluating BJT and MIM gear performance in a sealed box with <32 dB background noise
Fig. 5 Surface appearance and roughness of gear parts fabricated by (a) BJT and (b) MIM
to observe post-sintering geometry. MIM used an oxalic acid debinding furnace at 120°C for six hours, with debinding weight loss verified (weight method and crush method). BJT green parts and MIM debound parts were co-sintered at 1,300°C in a six-zone vacuum furnace, using the same parameters for two batches (>20 parts each) after optimisation. Carbon content testing is performed using a carbon-sulfur analyser to inspect sintered parts.
Post-sintering density was measured via Archimedes’ principle with a microbalance. Samples were vacuum-immersed in water, and cross-sections were polished for pore observation via optical microscopy. Vickers hardness was tested, and microstructures were compared to standard 17-4 PH stainless steels. Surface profiles were measured by MarSurf CD 140, and gear dimensions were checked via a GC-1HP 1211 fully automatic gear measuring instrument, comparing distortion to design values as shown in Table 1 and Fig. 1.
Finally, a simplified gear transmission noise test was conducted, shown in Fig. 4. The input fixed torque and rotation speed were enabled to record the noise values during the transmission process. The MIM gear was used as the output end, and the comparison before and after processing was carried out to assist in evaluating the transmission effects of BJT and MIM. Following the noise test, gear accuracy ratings were performed to assess compliance with American Gear Manufacturers Association (AGMA) standards.
Results
Basic physical properties
After sintering, both BJT and MIM products underwent moderate surface magnetic pin grinding and sandpaper grinding to 2000 grit for flatness. As shown in Table 4, tooth surface roughness and hardness were tested, showing results comparable to standard MIM parts.
Table 4 Physical properties of BJT and MIM gear products
Table 5 Pore and density data for BJT and MIM parts
Fig. 6 Comparison of polished and etched tooth surface microstructures for BJT and MIM gears. BJT exhibits less uniform pore distribution, while MIM shows a dense outer profile and more equiaxed grains
Fig. 7 Tooth diameter measurements of BJT (a) and MIM (b) gears. BJT shows higher dimensional variability, with many values falling outside the qualified range ( ϕ 17.13 + 0.02/-0.1 mm)
Therefore, the optimised sintering temperature resulted in the appearance and surface profile of the gear products as shown in Fig. 5.
Table 5 and Fig. 6 present the post-sintering pore characteristics and density measurements. Crosssections of the gear teeth were polished and analysed by optical microscopy, revealing that BJT parts had a lower relative density (98.1098.71%) and higher porosity (≤1.90%) compared to MIM parts (98.78–99.27%
relative density; ≤1.22% porosity).
As shown in Fig. 6, the BJT samples exhibited uneven pore distribution and larger pores throughout the profile, while MIM samples displayed a dense outer contour (~40 µ m) and finer, more homogenous microstructures.
Precision of tooth diameter and base tangent length
Due to the tooth design, calliper measurement is inherently diffi -
cult. Fig. 7 presents tooth diameter measurements for ten BJT and ten MIM samples, both before and after surface grinding (BG: before grinding; G: ground). The results reveal significantly greater dimensional variation in BJT parts, with many values falling outside the specified tolerance range of ϕ 17.13 +0.02/-0.1 mm (as defined in Table 1). This deviation is attributed to lower forming pressure and anisotropic shrinkage during the BJT process.
(a)-1
(c)-1
Fig. 8 Tooth diameter and base tangent length measurements of BJT (a) and MIM (b) gears. Each chart presents 25-point measurements from three samples per process, recorded before (BG) and after grinding (G). The qualified ranges are ϕ 17.13 + 0.02/–0.1 mm for outer diameter (top row) and 6.798 –0.051/–0.10 mm for base tangent length (bottom row), shown as yellow bands
(c)
Fig. 9. Dimensional variation of BJT gear samples across six key specifications. Ten BJT spur gears were measured to assess variation in key features: tooth diameter (a), groove width (b), and central hole diameter (c). Results show higher dimensional dispersion in features (a) and (b), while feature (c) exhibited better consistency
Fig. 8 shows twenty-five-point measurements of three BJT and three MIM gear samples, evaluating two key metrics: the tooth outer diameters (top row) and base tangent lengths (bottom row). Each data set includes values recorded both before and after grinding (BG:
before grinding; G: ground). The acceptable tolerance bands ( ϕ 17.13 + 0.02/–0.1mm for diameter and 6.798 –0.051/–0.1 mm for base tangent length) are indicated in yellow.
Results show that BJT parts exhibited consistently wider scatter and deviation from specification, primarily
due to the process’ low build pressure (0.1–0.2 MPa) and directional shrinkage effects, in contrast to MIM’s stable high-pressure injection (>50 MPa).
Fig. 9 shows dimensional measurements of ten BJT gear samples across six critical specifications.
(a) (a)
(b) (b)
(a) (a)
(b)
(b)
(a)
(b)
BJT
BJT
MIM BG
MIM BG
MIM G
MIM G
for sample test
Dimension not so good, but workable
for production
Replace PM gear
Table 6 No-load noise values and AGMA evaluations for BJT and MIM gears after gearbox assembly
Notably, the tooth diameter (a) and groove width (b) display the greatest variation, suggesting processrelated inconsistency in powder packing and sintering. In contrast, the central hole diameter (c) showed relatively stable dimensions. These parts, along with their MIM counterparts, were assembled into gearboxes for functional evaluation. Under no-load conditions, average transmission noise was measured, with all values being below 75 dB (Table 6).
Discussion and analysis
This study focuses on identifying process limitations in industrial applications, with particular attention to dimensional precision and microstructural consistency.
Evaluation of BJT gear products
BJT gear accuracy was limited by build resolution and sintering distortion. Despite the use of 800 dots per inch (dpi) and 50 µ m layer thickness (adjusted to 932 dpi and 42.9 µ m after shrinkage), the process could not consistently achieve the tighter dimensional tolerances seen in MIM parts.
Even with MIM-grade PSD and highly spherical gas atomised powder to minimise X–Y directional variation, BJT remained sensitive to powder packing inconsistencies, resulting in dimensional deviations. In the current AM industry, a conventional layer thickness is 50 µ m.
The BJT process in this study employs a patented high roller pressure during powder spreading [8], which enhances green part packing density. The binder content is only ~10% by volume, permeating only
Fig. 10 Microstructures of 17-4 PH gear teeth fabricated by (a) BJT and (b) MIM (etched). BJT shows larger, directional grains; MIM shows fine, uniform grains with a dense ~40 µm surface layer
“BJT gear accuracy was limited by build resolution and sintering distortion. Despite the use of 800 dots per inch and 50 μm layer thickness, the process could not consistently achieve the tighter dimensional tolerances seen in MIM parts.”
between powder particles. Binder Jetting machines typically have a spreading pressure far lower than MIM injection/holding pressures. This low-forming pressure allows powder particles, particularly magnetic 17-4 PH, to reorient and agglomerate during spreading. Magnetic-induced agglomeration hinders residual carbon escape during sintering, as carbon originates from both the binder and
powder itself. This causes abnormal grain growth in BJT parts at high temperatures. As shown in Fig. 10, etched micrographs of BJT and MIM gears reveal distinct grain structures: BJT shows large columnar grains, while MIM maintains mostly equiaxed grains with a distinct ~40 µ m dense layer near the contour. Unlike MIM’s two-step debinding that completely removes the binder, AM (even mate -
rial extrusion) may leave residual binder transformed into carbon, causing abnormal grain coarsening [9]. Such inhomogeneous microstructures can be mitigated by subsequent heat treatment.
Currently, Binder Jetting machines on the market often still operate under normal atmospheric pressure or a slight protective atmosphere (1.2 atm). Even with the pressure roller powder spreading mechanism used in this study, it is difficult to make the green compact denser with the assistance of such pressure. Therefore, it is more likely to have pores caused by large powder stacking defects, especially the roughness at the edge of the part surface, which is just the opposite of the situation in MIM, where the surface is highly dense but there are pores inside.
Therefore, based on previous measurements by pore observation and dimension inspection, it is very difficult to produce a precise gear product with only one build attempt. Of course, process capability can be improved with more attempts, but one challenge is that variations can be found in parts built at the same time in another location in the build box. These findings suggest
that Binder Jetting may currently be unsuitable for producing small gears requiring high structural precision, particularly in multi-layer builds. Although it can quickly build similar features and have basic functions, it cannot be applied to scenarios with tight tolerances. Given the current state of irregular divergence, more research is needed in BJT to find better compensation methods and measures, rather than relying on post-processing or correction to achieve mass production.
Evaluation of MIM gear products
MIM has inherent limitations, including isolated pores influenced by coarse particles in the D90–D99 range, as well as process-dependent defects in complex features. A typical example is the ‘black mark’ defect (Fig. 11), which arises when feedstock experiences high shear or abrupt mould transitions, leading to powder–binder separation. After sintering, this can result in shallow, sunken lines on the part surface. While such defects may be visually noticeable, they are often acceptable if functional testing is passed and the affected areas are covered or noncritical in assembly.
In MIM, the binder accounts for a
high-volume fraction (approximately 35 vol.% in the OSF 1.165 state of this study). A nearly uniform-thickness binder layer separates powder particles. After primary debinding, numerous fine interconnected pores and skeleton binder supports remain. During secondary debinding, residual skeleton binders are gradually removed, pulling powder particles closer. In the middle sintering stage, interconnected pores collapse during rapid densification, forming isolated pores. In the late sintering stage, accelerated grain boundary migration forces some pores to detach from grain boundaries and become trapped within grains, as observed in the metallography of Fig. 6. After nearly half a century of research and practical application, MIM has indeed proven capable of efficiently producing precision parts using injection moulding dies and equipment under proper constraints (powder particle size D99<40 µ m). For components within 30 mm, dimensional results align with Archimedes’ principle calculations and can be effectively corrected by adjusting process parameters at various stages. More importantly, after engineering discussions to resolve defects, MIM enables rapid ramp-up
Fig. 11. MIM green part (left) and sintered part (right) showing sunken lines from black marks
to mass production, matching the unique characteristics of electronics industry orders (fashion-driven, short-term volume demands). This explains its widespread adoption in electronic products.
Additional considerations for BJT and MIM
In this study, both processes exhibited anisotropic shrinkage, with larger errors in the X and Y axes, while dimensional accuracy and shrinkage rate in the Z axis were more precise. BJT’s dimensional
accuracy was significantly lower than MIM due to layer resolution and powder stacking direction. However, BJT enables rapid prototyping without expensive, time-consuming moulds. Its low-temperature AM offers fast forming and minimal deformation, making it indispensable for early-stage part research and development. BJT uses highly spherical powder free of satellites, achieving a sintered density approaching that of MIM. Although transmission parts like precision gears with functional surface require -
Diverse types
Removable core required/ or NA
(depending on product complexity)
5,000–50,000 (depending on product complexity)
ments show larger error fluctuations, BJT still meets basic transmission needs and retains advantages over other rapid prototyping processes. Regrettably, limited R&D funding prevented more BJT tests with higher resolution and smaller layer thickness (25 µ m) from being conducted. Table 7 summarises the process comparison for industry reference.
Fig. 12 presents a diagram showing the relationship between hardness and yield strength of BJT and MIM materials, originally provided on the BASF AG website
Fig. 12 A wide range of materials can be processed using BJT and MIM, including stainless steels, low alloys, and tool steels. Circle size reflects corrosion stability; magnetic properties and alloy types are colour-coded (Adapted from BASF)
Table 7 Selection comparison between BJT and MIM
and modified by the author of this study [10]. Regardless of whether it is the BJT or MIM process, 17-4 PH has become the most frequently used material in powder forming technology. It features adjustable hardness levels, and, through low-temperature precipitation hardening heat treatment, copper can be precipitated and dispersed within the stainless steel matrix to achieve strengthening. Additionally, it exhibits very low deformation, is easily sintered within the range of 1,300 ± 30°C, and its numerous advantages have made it a widely popular material.
Conclusions
Spur gears made from precipitation hardening stainless steel 17-4 PH were produced using Binder Jetting and Metal Injection Moulding, enabling a comparative assessment of the two processes.
BJT uses highly spherical powder without satellite particles, achieving a sintered density that is approaching that of MIM products. Although transmission parts like precision gears with functional surfaces exhibit greater dimensional variation and dispersion, BJT still meets basic transmission requirements and retains advantages over other rapid prototyping techniques.
MIM, by contrast, benefited from established dimensional stability and microstructure benefits from moulds and injection machines, which ensure uniform green part formation under high injection pressure. Sintered MIM components exhibited local non-critical defects and superior microstructural consistency.
BJT samples, while promising, showed microstructural issues related to low-pressure powder deposition. Local agglomerates of iron-based powders impeded carbon removal during debinding and led to abnormal grain growth during sintering. Post-sintering heat treatment can mitigate these effects and improve performance.
MIM gears exceeded AGMA Q8 standards, while BJT gears reached only AGMA Q5, underlining the latter’s current limitations in precision.
Future potential
It is important to note that the BJT findings are based on a single manufacturing run. Due to limited manufacturing experience, factors such as the powder spreading direction of parts, the number of built layers, and the placement relationship in the sintering furnace were not as refined as those in established MIM production environments. With further AI optimisation and process control, Binder Jetting has the potential to complement Metal Injection Moulding in early-stage prototyping and customised gear production.
Authors
Jie Li, Jimin Xu and Guangfeng Zhong Vigor Precision Hardware and Plastic Products Co., Ltd., Dongguan, China
Yuder Chao and Yauhung Chiou (Dr Q) You Need Enterprise Consulting Co., Ltd. Kunshan, China
Contact
Chiou Yau Hung (Dr Q) chiou55631966@163.com
Jie Li lijie@vigorgear.com www.vigorprecisiongear.com
Vigor Precision Hardware and Plastic Products Co., Ltd. Units A1, A4–A8, 8/F, Block A, Texaco Industrial Centre, 256–264 Texaco Road, Tsuen Wan, New Territories, Hong Kong
References
[1] Sheppard, Ben, et al ., ‘Factory of the Future Issue One: Advanced manufacturing technologies, including 3-D printing, will disrupt
how we manufacture. Are you ready to implement them?’, Operations Practice, McKinsey & Company , 2014
[2] Chiou, Yau Hung. ‘Redefining device design: the role of Metal Injection Moulding in consumer electronics hinge mechanisms’, PIM International , 2025. 19(2) pp. 75-82
[3] Aust, E, et al . ‘Advanced TiAl6Nb7 bone screw implant fabricated by metal injection molding’, Advanced Engineering Materials, 2006;8, pp. 365–370
[4] Chiou, Yau Hung. ‘The math in the magic: Calculating the sintering shrinkage of MIM parts’, PIM International , 2022, 16(2), pp. 97-101
[5] German, Randall. ‘MIM 17-4 PH Stainless Steel: Processing, Properties, and Best Practice’, PIM International , 2018, 12(2), pp. 49-76
[6] Bai, Yun, et al ., ‘Effect of Particle Size Distribution on Powder Packing and Sintering in Binder Jetting Additive Manufacturing of Metals’, Journal of Manufacturing Science and Engineering, Aug 2017, 139(8), 081019
[7] Stashkov, Alexey, et al. ‘Magnetic and electric properties, and hardness of 17-4 PH stainless steel fabricated by selective laser melting’, Journal of Physics: Conference Series , Nov 2019, 1389(1), 012124
[8] Rishmawi, Issa, et al. ‘Tailoring green and sintered density of pure iron parts using binder jetting Additive Manufacturing’, Additive Manufacturing , 2018, 24, pp. 508-520
[9] Go, Ara, et al. ‘Fabrication of 17-4 PH stainless steel by metal material extrusion: Effects of process parameters and heat treatment on physical properties’, Materials & Design , Dec 2024, 248, 113471
PIM International is dedicated to driving awareness and development of the MIM, CIM and sinter-based AM industries and their related technologies. Key to this aim is our support of a range of international partner conferences.
View our complete events listing on: www.pim-international.com
2025
The Advanced Materials Show USA
Sept. 30 – Oct. 1 - Columbus, OH, United States www.advancedmaterialsshowusa.com
Ceramitec USA Pavilion
Sept. 30 – Oct. 1 - Columbus, OH, United States www.ceramitec.com/en/usa/
ICAM25 International Conference on Advanced Manufacturing
October 6–10 - Las Vegas, NV, United States www.amcoe.org/event/icam2025/
Fraunhofer IFAM 6 th Workshop on Sinter-based Additive Manufacturing
October 8–9 - Bremen, Germany www.ifam.fraunhofer.de/en/Events/ sinter-based-additive-manufacturing-workshop2025.html
EPMA – Use of Powder Metallurgy Technologies in Medical
October 14–15 - Saint-Etienne, France seminars.epma.com/event/ use-of-powder-metallurgy-technologies-in-medical/
ASEAN Ceramics
October 15–17 - Bangkok, Thailand www.aseanceramics.com/thailand
APMA 2025 7 th International Conference on Powder Metallurgy in Asia
October 19–22 - Qingdao , China apma2025.scimeeting.cn
AM Ceramics 2025
October 21–22 - Vienna, Austria www.amceramics.cc
Advanced Engineering
October 29–30 - Birmingham, United Kingdom www.advancedengineeringuk.com
Medical Device Manufacturing & R&D Summit
November 3–4 - Chicago, IL, United States www.nov25.medicaldevicemanufcturingrdsummit.com
Formnext 2025
November 18–21 - Frankfurt, Germany www.formnext.com
43 rd Hagen Symposium
November 27–28 - Hagen, Germany www.hagener-symposium.de
MIM2026 – International Conference on Injection Molding of Metals, Ceramics and Carbides
February 23–25 - Jacksonville, FL, United States www.mim2026.org
AMUG 2026
March 15–19 - Reno, NV, United States www.amug.com
Ceramitec 2026
March 24–26 - Munich, Germany www.ceramitec.com
PM China 2026
March 24–26 - Shanghai, China en.pmexchina.com
RAPID + TCT 2026
April 14–16 - Boston, MA, United States www.rapid3devent.com
NSERC - HI-AM Conference 2026
June 22–23 - Banff, AB, Canada hiam.uwaterloo.ca/2026/
WorldPM2026 | AMPM2026 | Tungsten2026
June 25–29 - Montreal, Canada www.worldpm2026.org | www.ampm2026.org www.tungsten2026.org
If you would like to see your CIM, MIM or sinterbased AM related event listed in this magazine and on our websites, please contact Merryl Le Roux: merryl@inovar-communications.com
Newsletter subscribers also benefit from a free digital subscription to Metal Powder Technology magazine.