POWDER METAL


Starmix Nova from Höganäs is designed to meet the demanding requirements of cost-efficient manufacturing for high-performance components. Perfect for producing taller and more complex-shaped parts, it excels in compacting components with narrow sections. Starmix Nova has proven its superiority through rigorous trials by numerous satisfied customers, delivering outstanding results every time.
Main product benefits
Excellent fillability: Achieve optimal material distribution in every mold.
Excellent lubrication: Ensure smooth operations and extend the life of your machinery.
Efficient compaction: Benefit from higher apparent density and faster compaction, leading to more consistent, higher-quality products.
Experience excellence. Experience Starmix Nova.
Publisher & Editorial Offices
Inovar Communications Ltd
11 Park Plaza
Battlefield Enterprise Park Shrewsbury SY1 3AF
United Kingdom
Tel: +44 (0)1743 469909 www.metal-powder.tech
Managing Director & Editor
Nick Williams, nick@inovar-communications.com
Group News Editor & Director
Paul Whittaker, paul@inovar-communications.com
Advertising Sales Director
Jon Craxford, jon@inovar-communications.com Tel: +44 (0)207 1939 749
Assistant News Editor
Charlie Hopson-VandenBos charlie@inovar-communications.com
Editorial Assistants
Amelia Gregory, amelia@inovar-communications.com Emma Lawn, emma@inovar-communications.com
Consulting Editor
Dr David Whittaker
Technical Consultant
Dr Martin McMahon
Marketing Lead Mulltisa Moung, mulltisa@inovar-communications.com
Production Manager
Hugo Ribeiro, hugo@inovar-communications.com
Operations & Partnerships Manager
Merryl Le Roux, merryl@inovar-communications.com
Office & Accounts Manager
Jo Sheffield, jo@inovar-communications.com
Subscriptions
Metal Powder Technology is published on a quarterly basis. It is available as a free electronic publication or as a paid print subscription. The annual subscription charge is £150.00 including shipping.
Accuracy of contents
Whilst every effort has been made to ensure the accuracy of the information in this publication, the publisher accepts no responsibility for errors or omissions or for any consequences arising there from. Inovar Communications Ltd cannot be held responsible for views or claims expressed by contributors or advertisers, which are not necessarily those of the publisher.
Advertisements
Although all advertising material is expected to conform to ethical standards, inclusion in this publication does not constitute a guarantee or endorsement of the quality or value of such product or of the claims made by its manufacturer.
Reproduction, storage and usage
Single photocopies of articles may be made for personal use in accordance with national copyright laws. All rights reserved. Except as outlined above, no part of this publication may be reproduced or transmitted in any form or by any means, electronic, photocopying or otherwise, without prior permission of the publisher and copyright owner.
Design and production
Inovar Communications Ltd.
ISSN: 2977-5892 - PRINT
ISSN: 2977-5906 - ONLINE
© 2025 Inovar Communications Ltd.



While traditional Powder Metallurgy markets – such as highvolume automotive components for internal combustion engines – are contracting, the opportunities highlighted in this issue show that the story of metal powder-based manufacturing is far from one of decline. Instead, metal powder technologies are increasingly positioned at the heart of the most important shifts in mobility.
Take Mercedes-AMG’s embrace of Soft Magnetic Composites in its new AMG.EA platform. For decades, axial flux motors were a research ambition; now, SMCs are enabling production-ready designs with unprecedented power density and efficiency. This is more than a new motor – it is proof that PM can sit at the centre of brand-defining innovation in the electric age.
Elsewhere, we shine a spotlight on brake technology. With Euro 7 regulations bringing strict limits on non-exhaust emissions, surface-coated rotors produced using advanced metal powder processes are emerging as a key solution. As in so many applications, metal powders are not just improving the performance of applications, but delivering tangible environmental benefits, from reduced material usage to ensuring cleaner air in our cities.
These examples illustrate the resilience and adaptability of the metal powder industry – volumes may shift, but where performance, efficiency, and sustainability are demanded, metal powder technologies are indispensable.
Nick Williams Managing Director Metal Powder Technology

Cover image
The Mercedes-AMG GT XX is powered by metal powder-based axial flux motors (Courtesy Mercedes-Benz)




65 Mercedes-AMG unleashes the power of metal powder: SMC motors and the new Electric Architecture platform
Mercedes-AMG’s new Electric Architecture (AMG.EA), unveiled in the CONCEPT GT XX, is driven by YASA’s axial flux motors featuring Powder Metallurgy Soft Magnetic Composites (SMCs). First explored decades ago, SMCs now allow motors to be lighter, more compact, and more resource-efficient than traditional radial flux designs.
As Nick Williams and Emma Lawn report, Mercedes-Benz will scale in-house production at its Berlin plant and YASA’s UK facility – marking the shift of axial flux technology from research promise to industrial reality. >>>
77 The brake dust challenge: Metal powder surface coating of automotive brake rotors for Euro 7 compliance
The forthcoming Euro 7 regulations set unprecedented limits on non-exhaust vehicle emissions, placing brake dust at the centre of clean mobility challenges. Brake wear-derived particulate matter is now recognised as a major health and environmental concern, driving demand for innovative mitigation strategies.
This article explores surface coating of grey cast iron brake rotors using advanced metal powder technologies. As Indo-MIM’s Dr Paul Davies explores, processes such as thermal spray, Cold Spray, and high-speed laser deposition have been assessed for durability, emission reduction, and scalability, offering practical solutions for Euro 7 compliance. >>>



As the industry leader in debind & sinter batch furnaces and equipment, Elnik Systems is known for precision, performance, and reliability. Our hand crafted furnaces are the gold standard for the MIM and Metal AM industries, delivering superior results for your production needs. When you think Debind & Sinter - Think Elnik. More than a furnace company.

12004 Carolina Logistics
elnik.com
for expert process engineering and toll services
Remote or In-person process, engineering, metallurgy support
Debind and Sinter Services
You Print It, You Mold It - We Debind & Sinter It”
In person facility walk through, process evaluation, and educational programs
For 25 years, DSH has been the best source for Metal Powder part making process support, Debind and Sinter Services and educational resources.
Our mission is to empower you with the knowledge and expertise to master part processing and unlock your path to success
The 21 st Plansee Seminar, held in Reutte, Austria, in June 2025, once again confirmed its reputation as the leading international forum for refractory metals and hard materials. Bringing together more than 530 participants from industry, academia, and research, the event delivered over 280 presentations spanning sustainability, Additive Manufacturing, nuclear fusion, and critical raw materials.
In this review, Bernard North highlights selected advances in tungsten, molybdenum, cemented carbides, coatings, and cermets, reflecting both the seminar’s technical depth and its forward-looking strategic outlook. >>>

105 Sustainability, innovation, and market realities: The state of the Powder Metallurgy industry in North America
At PowderMet 2025, Michael Stucky, President of the Metal Powder Industries Federation, underscored the challenges facing Powder Metallurgy as North American powder shipments fell 4.7% in 2024. While the industry is contending with declining volumes in key materials, select areas such as aluminium, molybdenum, and tungsten carbide show promise.
PM remains vital across the automotive, aerospace, defence, and energy sectors, where innovation and sustainability can help offset headwinds. The PM sector’s path forward, it appears, lies in resilience, adaptation, and seizing niche opportunities. >>>



Metal powders designed for mission-critical, high-temperature applications.
HEADQUARTERS
130 Innovation Drive SW McDonald, TN 37353
REGISTRATIONS AND CERTIFICATIONS


Explore Amaero’s innovative, high-performance materials, specifically engineered to meet the demanding needs of industries such as Defense, Space, Aerospace, Oil & Gas, Industrial, Heavy Industry, Medical, and Energy.
Partner with us to harness cutting-edge solutions for your most challenging applications.

PM-HIP (Powder MetallurgyHot Isostatic Pressing)
Near-net-shape components with reduced lead times, ideal for high-mix, low-volume demand.
SEE AMAERO AT THE UPCOMING SHOWS:
ASTM ICAM | Las Vegas, NV Oct. 6-10
AUSA | Washington, D.C. Oct. 13-15
DMC | Orlando, FL Nov. 17-20
Formnext | Frankfurt, Germany Nov. 18-21
FOLLOW US CONTACT SALES
The Metal Powder Industries Federation (MPIF) has announced the winners of the 2025 Powder Metallurgy (PM) Design Excellence Awards, presented during the PowderMet2025 conference in Phoenix, Arizona.
Each year, these awards highlight innovative achievements in PM component design and manufacturing, recognising companies that push the boundaries of efficiency, performance, and creativity. The 2025 recipients showcase the versatility of PM across automotive, military, medical, consumer, and industrial applications, reflecting the industry’s growing role in advanced engineering solutions. >>>

Formerly PM Review, Metal Powder Technology is the essential international resource for the entire metal powder value chain — from production and processing to applications in PM, hardmetals, PM-HIP, batteries, magnetic materials, coatings, and beyond.
Through our magazine, website, weekly newsletter, social media channels and webinars, we connect industry innovators with a truly global audience.
Our platforms deliver trusted news, in-depth articles, and expert analysis to engineers, designers, researchers, and business leaders worldwide.
• Have industry news to share? Submit it > paul@inovar-communications.com
• Want to showcase your expertise? Pitch a feature article
> nick@inovar-communications.com
• Be visible: Ask about advertising opportunities
> jon@inovar-communications.com
• Stay connected: Follow us on LinkedIn
> www.linkedin.com/company/ metalpowdertechnology





NASA Glenn’s GRX-810 alloy has been named Commercial Invention of the Year by NASA’s Inventions and Contributions Board (ICB). The alloy has been adopted by both NASA and commercial users for additively manufactured parts required to withstand extreme conditions.
GRX-810 is an oxide-dispersionstrengthened alloy, meaning that oxygen atoms are dispersed throughout to enhance the material’s strength. This type of alloy is particularly suited for use in aerospace parts that will undergo high temperatures (e.g. those within aircraft and rocket engines), because the material can withstand harsher conditions before reaching a breaking point.
Currently, most additively manufactured superalloys favoured for heat resistance can withstand temperatures up to 1,093ºC. According to NASA, GRX-810 is twice as strong, over 1,000,000× more durable, and twice as resistant to oxidation.
In May 2024, NASA licenced GRX-810 to four North American companies, with the goal of bolstering the US economy and providing a return on investment for publicly funded research. The co-exclusive licence agreements allowed the companies to produce and market GRX-810 to aircraft and rocket equipment manufacturers, as well as the entire supply chain.

The licencees announced in 2024 were:
• Carpenter Technology Corporation, Reading, Pennsylvania
• Elementum 3D, Inc, Erie, Colorado
• Linde Advanced Material Technologies, Inc, Indianapolis, Indiana
• Powder Alloy Corporation, Loveland, Ohio
“Adoption of this alloy will lead to more sustainable aviation and space exploration,” stated Dale Hopkins, deputy project manager of NASA’s Transformational Tools and Technologies project, at the time of the licence announcement. “This is because jet engine and rocket components made from GRX-810 will lower operating costs by lasting longer and improving overall fuel efficiency.”
www.nasa.gov
Elmet Technologies, Lewiston, Maine, USA, has received US Patent No 12,359,290, ‘Tungsten Heavy Metal Alloy Powders and Methods of Forming Them,’ its fifth patent for powders for powder bed Additive Manufacturing technologies such as Binder Jetting as well as other Powder Metallurgy applications.
The newly patented process leverages advanced spray drying and optional plasma densification techniques to produce spherical, flowable, and highly densified composite particles. This material structure is intended to improve powder bed uniformity and thermal conductivity during sintering –advantages when manufacturing parts for aerospace, defence, and industry where mechanical strength and precision are critical.
“This patent reinforces Elmet Technologies’ commitment to materials innovation,” stated Mike Stawovy, co-inventor and Director of Research & Development at Elmet Technologies. “Our approach enhances the production of tungsten heavy alloy powders with exceptional flowability and chemical uniformity – features essential to achieving repeatable, high-quality parts through Additive Manufacturing.”
The new patent covers tailored alloy compositions, including 90% tungsten with carefully controlled additions of nickel, iron, copper, cobalt, or manganese.
Compared to other processes, Elmet’s latest process is said to produce substantially spherical particles with a reduced porosity and enhanced flow rate (as low as 7
Sandvik AB, headquartered in Stockholm, Sweden, has introduced Osprey MAR 55, a versatile tool steel powder that aims to bridge the gap between maraging steels and tool steels. The new alloy is intended to provide manufacturers with both good weldability of carbon-free maraging steels and the performance of carbonbearing steels. Osprey MAR 55 provides high mechanical properties and wear resistance already in the as-built condition.
Osprey MAR 55 is primarily designed for use in Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing, without the need for plate preheating. This makes it ideal for tooling applications requiring >50 HRC hardness and wear resistance beyond 18-Ni class maraging steels. Its ultrahigh fracture toughness also suits defence and aerospace use.
Ingemar Bite, R&D manager at Seco, shared, “To me MAR 55 is the material with the most interest and
attention today. It has now, after evaluations and extensive testing, been implemented in our production. We have used it both for prototyping and field testing, and products that are running today in our customers’ production.”
Faraz Deirmina, Principal Metallurgist at Powder Solutions, Sandvik stated, “Before MAR 55, customers had to choose between good weldability and performance. This new alloy bridges the gap between maraging steels and carbon bearing tool steels. It means that the alloy is easily weldable, with exceptional toughness. Also, it can be heat-treated without the need for prior costly solution annealing (austenitisation) or cryogenic treatments. At the same time its wear and fatigue resistance are similar to the carbide-strengthened tempered martensitic microstructures of medium carbon tool steels.”
The main characteristics of Osprey MAR 55 include:
Elmet has received a US patent for tungsten alloy powders and their creation (Courtesy Elmet)
seconds/50 g by Hall flow method).
The plasma-treated particles are capable of reaching up to 65% of theoretical density, minimising shrinkage and defects during sintering.
In addition, Elmet has positioned the technology to address a longstanding challenge in metal Additive Manufacturing: producing highly pure, flowable powders that retain their shape and properties under extreme processing conditions. www.elmettechnologies.com
• Excellent processability by Laser Beam Powder Bed Fusion (PBF-LB) and laser Directed Energy Deposition (DED), without the need for plate or platform preheating
• Optimised for excellent weldability similar to maraging steels, while showing improved wear and fatigue resistance similar to carbon bearing tool steels
• Higher thermal conductivity compared to maraging steels and martensitic stainless steels
• Exceptional hardness/toughness combination in as-built and heat-treated conditions, and exceptional toughness at cryogenic temperatures
In addition to its use within Additive Manufacturing, Osprey MAR 55 is suitable for Cold Spray, Hot Isostatic Pressing (HIP), Metal Injection Moulding (MIM), Micro-MIM, sintered metal filters and foams. The patent-pending alloy is produced in a VIGA atomiser to ensure low oxygen and contamination levels. www.metalpowder.sandvik


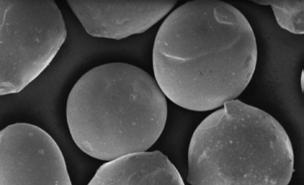
Amazemet Sp zoo, based in Warsaw, Poland, has announced the launch of its on-demand atomisation service, designed to provide researchers with cost-effective, small-batch production of high-quality, custom metal powders.
“We saw a clear challenge in materials innovation,” explained Dr Łukasz Żrodowski, CEO of Amazemet. “Researchers with brilliant ideas were being held back by prohibitive costs and the inability to procure small, experimental batches of high-
quality spherical powders. Our new service directly removes that barrier, enabling faster discovery and development.”
The development of new materials for Powder Metallurgy technologies, especially Additive Manufacturing, is a complex and expensive process. This requires powders with qualities such as sphericity, flowability, lack of satellites, narrow particle size distribution (PSD), and low oxygen content.
SK On, based in Seoul, South Korea, has signed a Memorandum of Understanding (MoU) with L&F, Daegu, on the supply of lithium iron phosphate (LFP) cathode materials as the company aims to accelerate its battery business by moving into the North American energy storage system (ESS) market. Details of the agreement, including supply volume and period, are laid out in the MoU and
intend to build to a mid-to-long-term partnership.
As AI data centres expand, ESS installations in the US are projected to increase from 19 GW in 2023 to 133 GW by 2030, and 250 GW by 2035, according to Bloomberg. To support this growth, the demand for LFP batteries is also expected to rise sharply. Per the International Energy Agency (IEA), LFP batteries accounted for ~80% of the global ESS market in 2023, driven by their cost competitiveness and strong safety profile.
SK On, part of South Korea’s second-largest conglomerate SK Group, plans to establish LFP battery production capacity by repurposing
Optimised for large-scale production, conventional atomisation methods, such as gas or plasma atomisation, require minimum feedstock quantities of tens of kilograms. This can make them uneconomical for the small, experimental batches needed in R&D, stated the company. The challenge is even bigger when developing next-generation alloys that incorporate high-value elements like scandium, hafnium, or rhenium, where material costs can exceed €1,000 per kilogram.
Amazemet’s ultrasonic atomisation service directly addresses this challenge, providing an alternative that enables researchers to rapidly and economically explore innovative compositions.
The new atomisation service is reported to offer:
• Low barrier to entry
• High process efficiency
• Advanced material capability
• Unique recycling options
• Pre-alloying service
• Multi-material orders
It was stated that all relevant processing parameters are shared with the client, and Amazemet’s application team, consisting of materials science experts, is also available to support those preparing research papers.
www.amazemet.com
existing production lines as part of its localisation strategy. Currently, the company operates two battery plants and is building four more with partners in the US. Once fully operational, the company’s annual production capacity in the US is expected to exceed 180 GWh.
The company has been actively developing LFP batteries as part of its battery chemistry diversification strategy. It debuted its first LFP battery prototype at InterBattery 2023, followed by the introduction of the Winter Pro Battery designed for improved low-temperature performance in 2024 and a long-life LFP battery in 2025.
www.eng.sk-on.com



Sweden’s Höganäs AB has launched a new range of sustainable metal powders under its re-portfolio brand.
Inspired by the principles of reduce, reuse and recycle, the new product line will feature a ‘re-’ prefix and meet at least one of the company’s
Höganäs AB has launched a new range of sustainable metal powders under its re-portfolio brand (Courtesy Höganäs AB)
four defined sustainability principles.
To support environmental credibility, all materials in the re-portfolio will be backed by fact-based documentation, such as a life-cycle assessment (LCA) study or similar.
“At Höganäs, we are committed to driving positive change through material innovation that meets our customers’ evolving sustainability needs,” stated Catharina Nordeman, VP Group Sustainability at Höganäs.
“The re-portfolio helps customers more easily identify which of our products actively support their own sustainability goals.”
re-Astaloy 85 Mo
The first product in the new range is re-Astaloy 85 Mo, developed for Powder Metallurgy applications. It is reported to offer the same high
Continuum Powders, Houston, Texas, USA, has announced the availability of its OptiPowder M247 and M247LC nickel superalloy powders, providing users with a high-performance alloy historically limited to investment casting. By optimising M247 for Binder Jetting and other non-PBF-LB Additive Manufacturing platforms, Continuum states it is enabling engineers to leverage its hightemperature performance without the long lead times and tooling costs of traditional casting.
M247 is a precipitation-hardenable, nickel-based superalloy engineered for service in extreme environments. It offers superior creep resistance, thermal stability, and oxidation resistance at temperatures up to 980°C (1,800°F), making it ideal for hot-section components in gas turbine engines and power systems.
“Mar-M247 has always been a powerful material - but it’s been locked behind slow, expensive casting for too long,” stated Rob Higby, Chief Executive Officer at Continuum Powders. “By offering OptiPowder M247, a binder-jetready version made from certified aerospace scrap, we’re giving manufacturers a faster, more flexible, and ESG-aligned alternative— while maintaining the mechanical strength and consistency they depend on.”
Through its proprietary Melt-toPowder (M2P) process, Continuum transforms high-value reclaimed aerospace-grade scrap into powder that meets stringent cleanliness and particle morphology standards. The process preserves alloy integrity while minimising oxygen pickup, ensuring consistent performance across multiple builds.
compressibility, uniform microstructure and hardenability as the original Astaloy 85 Mo. By replacing natural gas with biogas for both energy and feedstock through a verified mass balance approach, re-Astaloy 85 Mo achieves a 14% reduction in product carbon footprint (PCF).
“We see an increase in customer demand for solutions to reduce their Scope 3 carbon footprint. By integrating biogas into our production, we are supporting our customers in that ambition while also reducing emissions at source,” said Andreas Jähnke, Division President, Powder Metallurgy Technologies (PMT).
“This is another strategic step toward decarbonising our production processes.”
The ‘re-’ prefix is expected to help customers identify products that align with at least one of Höganäs’ four core sustainability principles: net-zero emissions; fit for circularity; resource productive; safe and ethical.
www.hoganas.com
OptiPowder M247 and M247LC can be adapted for other PM routes, including MIM and HIP (Courtesy Continuum Powders)
“Our M247 offering changes the economics and accessibility of this alloy for advanced manufacturing,” added Sunil Badwe, VP of Technology at Continuum Powders. “We’ve qualified specific powder recipes for leading Binder Jetting platforms, enabling OEMs to produce complex geometries and consolidated assemblies that were previously impractical with casting. These powders can also be adapted for other Powder Metallurgy routes, from Metal Injection Moulding to Hot Isostatic Pressing of near-net shapes.” www.continuumpowders.com






























































Gasbarre delivers servo-electric compaction systems purpose-built for refractory metals, hard materials, and technical ceramics. With over 50 years of experience in powdered material compaction, Gasbarre understands the unique demands of carbide and cermet manufacturing—down to the density control, precision tooling requirements, and production efficiency requirements that drive performance and cost.
n Full CNC control of upper punch, die, and core rod with flexible bottom punch/core rod arrangements

n Extraordinary productivity supported by multiple automation options, including process monitoring with 100% weight and length feedback
n Optimized energy efficiency through servo-electric drives

n Latest generation control software with programmability, real-time visualizations, and data collection
n Small footprint with no pit required for installation
n Maintenance-friendly design to maximize uptime and press life












Engineers from the Royal Melbourne Institute of Technology (RMIT) University, Melbourne, Australia, have developed a technique for producing a new type of additively manufactured titanium that’s reported to be around a third cheaper than commonly used titanium alloys. The team are reported to have used readily available and cheaper alternative materials to replace the increasingly expensive vanadium.
Using the new technique, the RMIT team was able to produce a titanium alloy with improved strength and performance compared to standard AM titanium alloys (Ti-6Al-4V). Through this design framework, the metal is also said to additively manufacture more evenly, avoiding the column-shaped microstructures that lead to uneven
mechanical properties in some AM alloys.
RMIT’s Centre for Additive Manufacturing (RCAM) PhD candidate Ryan Brooke, who has just accepted a Research Translation Fellowship at RMIT to investigate the next steps of commercialising the technology, explained that there are many chances for development in the field of additively manufactured titanium alloys.
“3D printing allows faster, less wasteful and more tailorable production, yet we’re still relying on legacy alloys like Ti-6Al-4V that don’t allow full capitalisation of this potential. It’s like we’ve created an aeroplane and are still just driving it around the streets,” he said. “New types of titanium and other alloys will allow us to really push the boundaries of what’s possible with 3D printing and
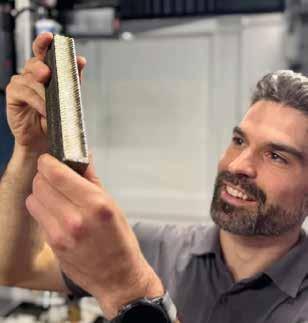
PhD candidate and study lead author Ryan Brooke inspects a sample of the new titanium (Courtesy RMIT)
the framework for designing new alloys outlined in our study is a significant step in that direction.”
The team’s research was recently published in Nature under the title. ‘Compositional criteria to predict columnar to equiaxed transitions in metal Additive Manufacturing’, recently published in Nature. The work outlines the

method of selecting elements for alloying to best leverage AM technology and provides a more transparent framework for predicting the grain structure of metal AM alloys.
“By developing a more costeffective formula that avoids this columnar microstructure, we have solved two key challenges preventing widespread adoption of 3D printing,” said Brooke.
Recently, Brooke completed market validation as part of CSIRO’s ON Prime programme, talking to aerospace, automotive and MedTech industry representatives about their needs. He explained, “What I heard loud and clear from end users was that to bring new alloys to market, the benefits have to not just be minor incremental steps but a full leap forward, and that’s what we have achieved here.”
“We have been able to not only produce titanium alloys with a uniform grain structure, but with
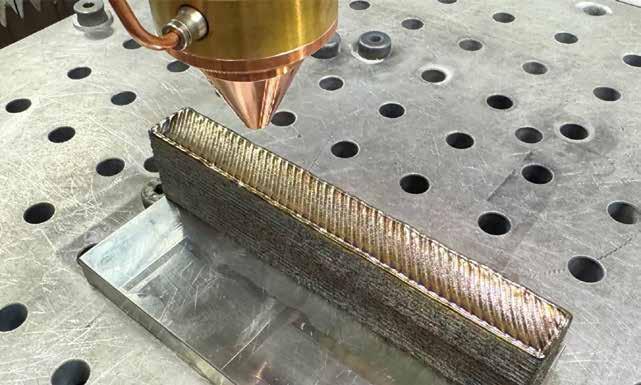
A team of researchers have published a paper on a newly developed technique for the creation of additively manufactured titanium alloys (Courtesy RMIT)
reduced costs, while also making it stronger and more ductile.”
Professor Mark Easton, the paper’s corresponding author, said that RMIT’s Centre for AM is currently focused on fostering collaborations to further the technology.
“We are very excited about the prospects of this new alloy, but it requires a team from across the supply chain to make it successful. So, we are looking for partners to provide guidance for the next stages of development,” he said. www.rmit.edu.au
Looking to convert an alloy to powder? At Metal Powder Works, we give you the freedom to work with the materials you need, when you need them, accelerating your path to production.

Amaero Ltd, based in McDonald, Tennessee, has announced a successful capital raise of approximately $32.3 million through a placement of 125 million new fully paid ordinary shares. The company will also offer up to around $1.9 million through a Share Purchase Plan (SPP), giving eligible shareholders the opportunity to invest at the same price as institutional participants.
While Amaero was already fully funded to deliver its $46.5 million capex programme and achieve positive EBITDA in FY2027, strong
investor demand, particularly from those aligned with defence and USA reshoring strategies, prompted the Board to accelerate its timeline. The fresh capital will allow Amaero to advance initiatives originally planned for later years, strengthening its competitive position in the fastevolving Additive Manufacturing landscape.
Amaero’s next phase includes ordering a fourth atomiser before year-end, progressing the design and build of an argon gas recycling unit, and pursuing additional corporate development opportunities. These

PyroGenesis Inc, headquartered in Montreal, Quebec, Canada, has announced that it is now contracted to provide Ti - 6Al - 4V powder, produced by its NexGen plasma atomisation process, to an undisclosed European-based engineering and science firm specialising in Additive Manufacturing.
This ‘coarse’ powder cut ordered was recently added to a major global aerospace company’s approved list of metal powders.
The unnamed client had previously received and tested samples of PyroGenesis’ metal powder; this latest contract marks the first commercial order with this customer. The company noted that the powder has already been produced and will be shipped to the customer over the next few weeks.
“This initial order comes after a successful review and testing process with this European customer. The high standard of
investments are aimed at securing its first-mover advantage, lowering costs, and ensuring long-term supply chain resilience.
Chairman and CEO Hank J Holland highlighted the strategic significance of the raise. “Over the past three years, Amaero has been deliberate with its corporate strategy, has made forward-leaning capital investments and has been disciplined with its allocation of capital. Prior to this placement, Amaero had raised A$98.5 million over three plus years and approximately A$70 million resides on the balance sheet in cash and tangible assets. The Board and our leadership team are focused on the long-term opportunity. As we view the re-shoring of sovereign manufacturing and supply chain capabilities as a generational opportunity, we will continue to make thoughtful and well-reasoned investments that differentiate our market position, address the needs of our customers and align with US priority policy initiatives.”
“We are gratified to have strong support of our existing institutional shareholders and to welcome new institutional investors onto the Amaero register. The placement allows Amaero to accelerate orders of long lead time capital assets and to build upon the progress to date,” added Holland.
www.amaeroinc.com
Ti64 metal powder produced at PyroGenesis Additive is the result of years of groundbreaking design and engineering work that went into developing our NexGen plasma atomisation process, and the commercial results of these efforts are starting to appear,” said P Peter Pascali, president and CEO of PyroGenesis.
“This customer is a key technology hub for their region, with state-of-the-art engineering and R&D. We hope to see further contracts that reflect the importance of the customer’s role within the industry.”
www.pyrogenesis.com

















PGA Plasma Gas Atomizer
/ Designed to atomize any alloy that can be plasma melted.
/ Proprietary hearth melting technology for ultra-high purity.
SSA Small Scale Atomizer / Pilot Scale Atomizer
/ At about 10kg per batch, it is perfect for prototyping.
/ Shortcut long lead-times from toll-atomizers.


We offer our customers US-manufactured technologies and tolling services designed to meet powder development and production objectives at any scale.


/ Engineered to lead the industry in throughput and energy efficiency.
R-CIGA Retech-Ceramic Induction Gas Atomizer
/ Configurable for pilot-scale batches up to semi-continuous, high-output industrial powder production.
/ Suitable for alloys compatible with ceramic crucibles.
Following the announcement in January that American Axle & Manufacturing (AAM), headquartered in Detroit, Michigan, USA, had agreed terms to acquire Dowlais Group plc, the UK-based parent company of GKN Automotive and GKN Powder Metallurgy, shareholders of both companies have approved all proposals related to the combination.
Once completed, the combined AAM and Dowlais group will have an expanded and balanced geographic presence across multiple automotive segments supporting ICE, hybrid and electric powertrains and is expected to generate annual revenues of approximately $12 billion on a non-adjusted combined basis. The company also intends to seek a secondary listing and

The combined AAM and Dowlais group will support ICE, hybrid and electric powertrains (Courtesy GKN Automotive)
Lyten, a battery startup based in San Jose, California, USA, has agreed to purchase the majority of Northvolt AB, following the Swedish company’s bankruptcy announcement in March this year. The deal includes Northvolt’s projects in Sweden and Germany, as well as its intellectual property.
Lyten is backed by automaker Stellantis and delivery company FedEx. To support this expansion, as well as other recent acquisitions, the company reported having secured over $200 million in additional equity from unnamed investors.
It was stated that Lyten plans to restart production at the Skel -
lefteå site, resuming deliveries of lithium-ion battery cells in 2026. Following this successful ramp-up, the plant will transition to dualchemistry production to enable the production of Lyten‘s own lithiumsulphur batteries. The company expects these investments to be profitable within the next eighteen to twenty-four months.
Lyten CEO Dan Cook outlined plans to focus on high yields for one customer in an effort to prove the quality of any new batteries. As demand for European-made batteries is still high, however, the company is in discussions with former Northvolt customers with
admission of shares of its common stock, including the new AAM shares, to trading on the London Stock Exchange.
“We are pleased that the investor community is aligned with the strategic rationale of combining these two outstanding automotive suppliers into a leading global driveline and metal forming supplier,” said David C Dauch, chairman and Chief Executive Officer of AAM, who will serve as the chairman and Chief Executive Officer of the combined company.
“We continue to work towards satisfying the remaining conditions to close the transaction and look forward to establishing a combined company with the powertrainagnostic product portfolio, global reach, commitment to innovation and financial strength to succeed in a dynamic market environment and create value for all stakeholders.”
The combination is expected to close in the fourth quarter of 2025, subject to the satisfaction of the remaining conditions, including antitrust and other regulatory approvals.
www.aam.com
www.dowlais.com

Lyten plans to begin deliveries from Northvolt’s flagship production facility in 2026 (Courtesy Northvolt)
whom it hopes to sign further commercial agreements.
Northvolt’s order book was said to have once totalled more than $50 billion from automakers such as BMW, Volkswagen and Audi. www.lyten.com www.northvolt.com








































































● WATER ATOMIZERS FOR MORE IRREGULAR POWDERS ideal for recycling/re ning process, press & sinter process and others.





● GAS AND ULTRASONIC ATOMIZERS FOR SPHERICAL POWDERS WITHOUT ANY SATELLITES for LPBF, MIM, Binder Jetting and other Additive Manufacturing applications. High purity, sphericity and wide range of reproducible particle size distribution.



● AIR CLASSIFIERS FOR THE PRECISE SEPARATION OF METAL POWDERS into ne and coarse powder fractions especially in the range < 25 µm

Osterwalder AG, headquartered in Lyss, Switzerland, has become part of the Picanol Group, a business unit of the Belgium-based Tessenderlo Group. Although financial details have not been disclosed, Osterwalder stated that preparations for the transition had begun in September 2024 but were delayed due to geopolitical tensions, a strong Swiss franc, and a generally challenging economic environment.
Osterwalder operates a production facility in Lyss and maintains sales and service organisations in
the United States, China, and Japan. The company employs approximately eighty people globally and will continue to operate under its own brand name.
Going forward, the team, contacts, and service will remain unchanged. Open contracts and performance obligations are being transferred to a newly designated entity, Osterwalder Technology AG.
“The acquisition of Osterwalder’s activities strengthens Picanol Group’s portfolio of high-tech machines and advanced solutions for

Now part of the Picanol Group, Osterwalder and its subsidiaries will continue to operate as independent entities (Courtesy Osterwalder Technology AG)
Concurrent Technologies Corporation (CTC), headquartered in Johnstown, Pennsylvania, USA, has announced the relocation of its Maryland-based operations from Annapolis Junction to a new, state-of-the-art office in Linthicum, Maryland, USA. The new facility became fully operational in June 2025. CTC had maintained a presence in Annapolis Junction for more than twenty years. However, with its lease due to expire, the
organisation sought a more modern facility with upgraded infrastructure that would also position its team closer to its primary customers.
“Relocating to Linthicum supports our strategic objective to operate efficiently while staying closely aligned with our clients’ missions,” stated Kevin Pudliner, Vice President, Digital Mission Solutions. “This modern facility enhances our ability to deliver innovative, technology-
the manufacturing industry,” stated Miguel de Potter, CFO of Tessenderlo Group. “We are delighted to welcome the employees of Osterwalder to our group and we are ready to further develop the company together.”
The Picanol Group consists of four other companies: Picanol (weaving machines), Proferro (foundry and mechanical finishing), Psicontrol (development and production of electronics), and Melotte (Additive Manufacturing and highprecision finishing).
“We are pleased and proud to be part of a group that shares our values and our strategy,” added Rolf Graf, Managing Director of Osterwalder. “This collaboration will allow us to further expand our product portfolio and strengthen our global services.”
In a statement, the company commented, “At Osterwalder, we believe in pioneering, partnership, and performance. With this new chapter, we are confident that we are even better-positioned to support our customers and partners for many years to come. With Tessenderlo Group as our parent company, we are ideally positioned to expand our product portfolio, invest in new technologies, and further enhance our global services.”
www.tessenderlo.com
www.picanolgroup.com
www.osterwalder.com
based solutions that strengthen national defence and support our clients’ needs.”
The new site features brandnew, purpose-built communications rooms as well as efficient and updated lab environments.
Chris Scott, CTC Senior Director, added, “We’re excited about what this move represents. The Linthicum office provides a superior environment for our employees and customers, while offering room for expansion as we grow through new contracts and partnerships.”
www.ctc.com














Velta Holding US Inc, a titanium feedstock company operating in the USA and Ukraine, has received a third patent from the United States Patent and Trademark Office (USPTO) for its Velta Ti Process technology. This new patent underlines Velta’s ability to produce high-quality titanium dioxide (TiO 2) – a key intermediate used in furthering the production of titanium powder using the Velta Ti Process, along with marketable titanium-, iron-, calcium-, and nitrogen-based by-products.
“We’ve received three US patents – all during the full-scale war,” said Andriy Brodsky, president of Velta Holding. “Our group has remained committed to our strategy of vertical integration through innovation, including Additive Manufacturing and 3D printing. I believe Ukraine has strong scientific potential, and these patents from the USPTO make me feel confident.”
Since 2017, Ukrainian chemists and metallurgists at the Velta RD Titan R&D centre have been working to develop, improve, and

Velta Holding has received a third US patent for its Velta Ti Process (Courtesy Velta Holding)
Wallwork Group, headquartered in Bury, Greater Manchester, UK, announced that its HIP Centre has achieved Nadcap accreditation. This follows the company bringing online its second Hot Isostatic Press (HIP) from Quintus Technologies.
“This achievement demonstrates our commitment to the highest standards in quality,
consistency and process control – especially for the aerospace, defence and advanced engineering sectors,” the company said in a statement. “We’re excited for what the future holds as we continue to grow and serve the most demanding industries with integrity and innovation.
Wallwork Group is said to be the largest privately-owned
patent a method for producing titanium metal powders and alloys via its Velta Ti Process. Velta Holding has invested over $7 million in this research.
Compared to conventional multi-stage production methods, the Ukrainian technology is said to be less energy-intensive, have a significantly reduced carbon footprint, and offer superior economic efficiency. The new method is also referred to as zero-waste, enabling the production of by-products used in coatings, polymers, paper, pigment, and metallurgy industries.
Since 2020, Velta Holding US has secured three US and three Ukrainian patents:
• Production of titanium powders and premium alloys using metallothermic methods
An original high-temperature process for titanium oxide reduction in molten salts
A zero-waste process for the cost-effective production of high-quality TiO 2 and valuable by-products designed to make the technology environmentally safe and commercially viable
Velta Holding plans to scale up from semi-industrial powder production at its R&D facility to a fully operational plant that will produce titanium powders and finished products based on its technology.
www.velta.us
company specialising in thermal processes and surface-engineered coatings in the United Kingdom. Started in 1959, Wallwork’s service offering has expanded to meet the varied needs and challenges of the industry; the company’s initial investment in Hot Isostatic Pressing technology was a response to requests from existing and potential customers. The Wallwork HIP Centre was opened formally in November 2023, supporting service demand across a variety of sectors.
www.wallworkht.co.uk
Ultium Cells LLC, a joint venture between General Motors and LG Energy Solution, has announced plans to upgrade its Spring Hill, Tennessee, USA, battery cell manufacturing facility to scale production of low-cost lithium iron phosphate (LFP) battery cells, building on a $2.3 billion investment announced in 2021. Conversion of battery cell lines at Spring Hill to produce LFP cells is scheduled to begin later this year, with commercial production expected by late 2027.
“At GM, we’re innovating battery technology to deliver the best mix of range, performance, and affordability to our EV customers,” said Kurt Kelty, VP of batteries, propulsion, and sustainability at GM. “This upgrade at Spring Hill will enable us to scale production of lower-cost LFP cell technologies in the US, complementing our high-nickel and future lithiummanganese-rich solutions and further diversifying our growing EV portfolio.”
GM’s EV platform has been architected to enable the quick integration of multiple cell chemistries and form factors. The Ultium Cells plant in Warren, Ohio, will continue producing cells with nickel cobalt manganese aluminium chemistry, which has been key to GM delivering a range of crossovers with more than 480 km (300 miles) of range on a charge. With LFP battery technology, GM is targeting significant battery pack cost savings compared to today’s high-nickel battery pack while increasing consumer EV choice.
“The upgrade reflects the continued strength of our part-
nership with General Motors and our shared commitment to advancing EV battery innovation,” said Wonjoon Suh, executive VP and head of the Advanced Automotive Battery division at LG Energy Solution. “We will bring our extensive experience and expertise in US manufacturing to the joint venture facility, further accelerating our efforts to deliver new chemistries and form factors
that effectively capture the unmet needs in the EV market.”
The Spring Hill facility currently employs about 1,300 people. With the ability to manufacture battery cells in multiple cell chemistries, Spring Hill is anticipated to help drive US battery development, manufacturing, and consumer choice in the EV market.
www.ultiumcell.com
www.ultra-infiltrant.com


MP Materials, headquartered in Las Vegas, Nevada, USA, has signed a multiyear deal to supply Apple with rare earth magnets manufactured in the United States using 100% recycled materials. Apple announced a $500 million commitment to buying American-made rare earth magnets developed at MP Materials’ flagship Independence facility in Fort Worth, Texas.
Under the agreement, the two companies will also work to establish a cutting-edge rare earth recycling facility in Mountain Pass, California, and develop novel magnet materials and innovative processing technologies to enhance magnet performance.
“American innovation drives everything we do at Apple, and we’re proud to deepen our investment in the US economy,” stated Tim Cook, Apple’s CEO. “Rare earth materials are essential for making advanced technology, and this partnership will help strengthen the supply of these vital materials here in the United States. We couldn’t be more excited about the future of American manufacturing, and we will continue to invest in the ingenuity, creativity, and innovative spirit of the American people.”
To support the initiative, Apple and MP Materials will install a series of neodymium magnet manufacturing lines specifically designed for Apple products at the Texas factory. The new equipment and technical capacity will allow MP Materials to significantly boost its overall production. Once built, the American-made magnets will be shipped across the country and all over the world, helping to meet increasing global demand.
Apple first introduced recycled rare earth elements into its products in 2019 with the iPhone 11’s Taptic Engine. Today, nearly all magnets used in Apple devices are made with 100% recycled rare earth elements.
For nearly five years, Apple and MP Materials have been piloting advanced recycling technology that enables recycled rare earth magnets to be processed into material that meets Apple’s performance and design standards.
When complete, the new recycling facility in Mountain Pass, California, will take in recycled rare earth feedstock, including material from used electronics and post-industrial


Introduction area at
where MP Materials develops and prototypes innovative magnet solutions for emerging technologies (Courtesy MP Materials)
scrap, and reprocess it for use in Apple products.
“We are proud to partner with Apple to launch MP’s recycling platform and scale up our magnetics business,” added James Litinsky, founder, chairman and CEO of MP Materials. “This collaboration deepens our vertical integration, strengthens supply chain resilience, and reinforces America’s industrial capacity at a pivotal moment.”
Rare earth magnets are essential components in smartphones, computers, wearables and other electronics, as well as in vehicles, robotics, and energy systems.
This collaboration supports MP Materials’ mission to restore the full rare earth supply chain to the United States, while raising sustainability standards through the recovery of critical elements from recycled sources.
The agreement is expected to reduce waste, conserve natural resources, and promote cost-effective domestic magnet production. It also aims to strengthen the resilience of the US supply chain and enhance the country’s capacity to process and retain strategic raw materials.
Magnet shipments are expected to begin in 2027 and ramp up to support hundreds of millions of Apple devices.
www.mpmaterials.com
www.apple.com


Globus Metal Powders Ltd, based in Middlesbrough, UK, has announced the successful completion of the Royce Industrial Collaboration Round 4 project: Segmented Hopper
for Rapid Improvement of advanced Metal Powders (SHRIMP).
“This project introduced the world’s first segmented powder hopper: a breakthrough design that

Aeramine, a UK-based advanced technology startup specialising in producing ultra-high-purity copper, showcased the use of its vacuum refinement process at the MT29 Magnet Technology Conference in Boston, Massachusetts, USA.
“We were well received, and with the US tariffs for copper potentially rising to 50%, we are exploring the possibility of establishing facilities to refine copper in the US,” stated Alex Lapis, Aeramine’s co-founder and Managing Director.
Aeramine recently completed a £1 million project, funded by Innovate UK, wherein the company transformed waste copper into high-purity copper powder for highvalue applications. Through refining, atomisation, and Additive Manufacturing processes, the company aims to establish sustainable, locally
based supply chains for copper and other high-purity metals increasingly recognised as critical materials by many countries. With low oxygen and impurity levels, ultra-high purity copper is designed for demanding applications. Although not magnetic itself, copper’s excellent electrical conductivity makes it vital for superconducting and resistive magnets, offering stability, efficient heat dissipation, and enabling the creation of powerful magnetic fields. In superconducting magnets, copper acts as a stabiliser, providing a current pathway if the superconductor fails and aiding heat dissipation. For resistive magnets, copper wire is the primary material used to produce magnetic fields. Although copper is not directly utilised in permanent magnets, it remains significant in
allows multiple adjustments to atomisation parameters during a single melt,” explained Gill Thornton, R&D Manager, Globus.
“It enables faster optimisation of particle size distribution (PSD) and powder properties, accelerating the development of sustainable metal powders.”
According to the company, only around 1% of alloys are available in a powder form that is suitable for net-shape and Additive Manufacturing, thereby limiting the technology’s adoption across industries. SHRIMP aims to remove that barrier by making alloy development faster and more accessible.
For the project, Globus worked alongside the Materials Processing Institute (MPI) on the hopper design, build and operation and Royce at the University of Sheffield for collaboration on Hot Isostatic Pressing (HIP), characterisation equipment and expertise.
www.globusmetalpowders.com
specific manufacturing processes and other magnetic applications.
“Our manufacturing approach minimises environmental impact, improves material efficiency, and offers cost-effective ultra-high-purity solutions for industries such as electronics, aerospace, and automotive,” added Lapis.
Based in the UK’s OxfordCambridge super-technology corridor, Aeramine benefits from a UK government-backed initiative aimed at fostering economic growth and innovation in the region. This initiative seeks to establish a worldleading science and technology hub, attracting talent and investment while encouraging collaboration amongst businesses, investors, and the ARC Universities’ cluster of nine universities.
The company finalised an initial £700,000 pre-seed funding round with angel investors, is preparing for its next fundraising. www.aeramine.com
In metal powder production, every detail matters. Our technical ceramic components made from Boron Nitride - HeBoSint® are specifically engineered to meet the demanding requirements of metal atomization.
Here‘s why they provide a competitive edge:
• Highest Precision: Achieve precise and repeatable control of particle size, leading to optimal yield and reduced rejects.
• Maximum Service Life: The excellent non-wetting behavior prevents clogging, while the high thermal shock resistance avoids unnecessary preheating and costly downtime.
• Efficiency and Cost Savings: Our robust, low-maintenance nozzles contribute to a significant reduction in overall process costs.
Henze Boron Nitride Products AG
Grundweg 1
87493 Lauben / Germany
Phone: +49 8374.589 97-0
E-Mail: info@henze-bnp.de
www.henze-bnp.de





Novamet Specialty Products Corporation, Lebanon, Tennessee, USA, has officially opened its new online store. The new platform is designed to streamline the purchasing process for manufacturers, engineers, researchers and industry professionals seeking metal powder solutions.
The online store features a selection of premium metal powders with detailed product specifications and datasets for each. Following completion of the secure ordering process, powders are shipped directly from Novamet’s facility.
“Our goal is to make innovation more accessible,” stated Jeff Peterson, Novamet CEO. “By opening our online store, we’re removing barriers and making it easier for customers to source the high-quality materials they need to drive manufacturing excellence.”
www.novamet.com
AMES, a Powder Metallurgy parts maker headquartered in Barcelona, Spain, has officially joined the HP Metal Jet Production Service network and is now featured as one of HP’s trusted contract manufacturers for scalable metal Additive Manufacturing.
The announcement follows the opening of an HP Metal Jet Adoption Center for the EMEA region at the AMES Barcelona factory in November 2024. The state-ofthe-art facility leverages AMES’ vast experience in the mass production of metal powder components and its deep understanding of the sintering and post-processing stages.
Adopting the HP Metal Jet S100 is reported to have expanded the company’s capabilities with Binder Jetting technology for production-grade metal parts. The platform enables AMES to offer enhanced design freedom for complex geometries and cost-effective series production of up to 50,000 units per year. The process also enables faster development cycles with no tooling needed, and material properties comparable to Metal Injection Moulding (MIM).
AMES is one of the leading manufacturers of sintered Powder Metallurgy parts, with production centres in Spain, Hungary, the USA, and China. Its worldwide sales and technical support network serves over 1,000 customers in more than fifty countries.
www.hp.com www.ames-sintering.com
• Simple, quick set-up • High accuracy
• Low scrap rate • Maximal machine utilization • Increased productivity Upper punch with Macro

www.system3r.com Lower punch with Macro Core rod
USA Rare Earth (USAR), based in Stillwater, Oklahoma, has signed a joint development agreement with ePropelled, located in Laconia, New Hampshire, to establish a strategic supply-and-purchase relationship for USAR’s sintered neodymium magnets.
USAR will immediately begin prototyping its magnets for use in ePropelled’s high-performance motors, controllers, generators, and power management systems. ePropelled’s systems are used in uncrewed vehicles (UAV) for air, land, and sea, from large-payload aerial drones and long-range defence applications, as well as for small surveillance and commercial drone designs.
“This agreement is another milestone in our efforts to fill our 2026 pipeline and work through the development and qualification process with customers across industries as we complete the commissioning of our Stillwater manufacturing facility,” stated Joshua Ballard, CEO of USA Rare Earth. “We are very pleased to partner with such an innovative company as ePropelled, a global leader in magnetics engineering and a proven pioneer in the design and production of electric propulsion solutions. We look forward to working with the ePropelled team to develop a true partnership in providing Made-in-the-USA designated high-quality, high-performance

USAR is building a sintered neodymium magnet manufacturing facility in Stillwater, OK, which is planned to be commercial in the first half of 2026 (Courtesy USA Rare Earth)
Epson Atmix Corporation, a group company of Seiko Epson Corporation based in Aomori, Japan, has completed construction of a new $38 million metal recycling facility at Kita-Inter Plant No. 2. The new centre will recycle used metals from the Epson Group’s operations and the local community to produce raw materials for Atmix’s metal powder products.
The recycling facility was first announced in 2022, with construction beginning in 2023.
Atmix will recycle out-of-specification metal powders, metal scraps from its own production processes, and used moulds and metal offcuts from Epson Group operations. These materials will be refined into highquality raw materials, which will then be used at Atmix’s headquarters and Kita-Inter Plant to produce metal powders suitable for Metal Injection Moulding.
Epson stated that it is committed to developing environmental technologies that support resource

USA Rare Earth will provide sintered magnets for drones (Courtesy ePropelled)
magnets for use in their pioneering and innovative solutions.”
“We’re thrilled to partner with USA Rare Earth to secure the rare earth materials essential to our uncrewed vehicle solutions,” said Nick Grewal, ePropelled founder, chairman and CEO. “Expanding our supply chain –both in the US and globally – is key to meeting the high expectations of our customers and staying ahead in this fast-moving industry.”
Operating worldwide, ePropelled serves a customer base that spans aerospace, defence, industrial automation, and maritime industries. The company’s technologies are used in mission-critical applications including long-endurance surveillance drones, robotic ground vehicles, and autonomous marine vessels. It manufactures components in compliance with international defence standards (e.g. NDAA) while focusing on US manufacturing.
www.usare.com
www.epropelled.com
circulation and carbon reduction, particularly through materials innovation. Its Environmental Vision 2050 outlines its goal of becoming carbon negative and underground resourcefree by 2050. Kita-Inter Plant No. 2 is expected to play a key role in advancing this goal.
Atmix produces a range of metal powders for a variety of manufacturing processes, including Metal Injection Moulding (MIM) and Additive Manufacturing. The company also produces magnetic powders for use in power supply circuits, as coils for IT equipment, and for hybrid and electric vehicles.
www.atmix.co.jp
Ready to take your AM operation to the next level? Partner with the industry leader:
• 135 years metallurgical expertise
• Consistent quality, batch to batch
• Manufactured to spec, on time
LG Energy Solution, headquartered in Seoul, South Korea, has begun mass production of lithium iron phosphate (LFP) batteries for energy storage systems (ESS ) at its plant in Holland, Michigan, USA.
The news follows the company’s $1.4 billion investment to expand the facility beyond its electric
vehicle battery production, which began in 2022. When the company first announced the expansion, it intended to continue the plant’s work of producing lithium-ion batteries for electric vehicles. However, as the US auto industry is witnessing less demand for EVs than expected, and as the coun -

LG Energy Solution’s expanded factory in Michigan has begun making lithium iron phosphate battery cells for energy storage systems (Courtesy LG Energy Solution)
Tekna Holding ASA, based in Sherbrooke, Quebec, Canada, has announced that it has received an order valued at CA $1.6 million for high-performance titanium powder for use in Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing.
The order is reported to represent a fivefold increase in monthly volume from an existing customer, a Tier-1 supplier to the US aerospace and defence industry. This expanded volume applies to deliveries scheduled for the second half of 2025 and reflects the customer’s growing demand for Tekna’s premium Ti64 titanium powder, particularly in the high-value prime particle size range.
“We are proud to deepen our relationship with a key aerospace
and defence partner,” said Claude Jean, Chief Executive Officer of Tekna. “This expanded order underscores the trust our customers place in the consistency and quality of our materials for mission-critical applications.”
“Laser Powder Bed Fusion is the most widely adopted Additive Manufacturing process today, and our Ti64 powder is optimised for performance in these systems,” added Rémy Pontone, Executive Vice President, Sales and Marketing, Additive Manufacturing Materials. “The increased monthly volumes point to higher machine utilisation on the customer side and reflect some improved momentum we’re seeing in the Additive Manufacturing sector.”
www.tekna.com
try’s energy grid becomes more strained in part due to AI data centres, it shifted the expansion to LFP batteries for energy storage systems. According to the company, the plant will produce 16.5 GWh of ESS batteries annually, while the remainder of the site has a capacity of 5 GWh for electric vehicle battery components.
These ESS-specific LFP batteries, said to be the first to be mass produced in North America, feature a long-cell, pouch-type design that delivers exceptional energy efficiency and safety while maintaining a highly competitive cost structure.
“Through this production milestone, we further strengthened manufacturing capabilities in North America and plan to provide stable product supply and prompt local support to key customers in the region,” David (Dong-Myung) Kim, LG Energy Solution CEO and President, stated in a post on LinkedIn. www.lgensol.com
Gevorkyan a.s., headquartered in Vlkanová, Slovakia, has announced the implementation of a share buyback programme for its employees. The scheme has been established to distribute the company’s shares to employees under an Employee Stock Ownership Plan.
The share buyback programme was approved at the Annual General Meeting held in December 2024. Following approval, the complexity of the legislative and regulatory framework, which ensures transparency and compliance with both internal and external rules, required several months of preparation ahead of the programme’s launch. It was added that the programme also extends to key employees involved in ongoing acquisitions. www.gevorkyan.sk
• Cost efficiency thanks to energy- and gas-saving design
• Highest product quality
• Shorter process times with intelligent debinding technology and powerful fast cooling
The Partner Companies (TPC), headquartered in Chicago, Illinois, USA, has acquired Precision Eforming, based in Cortland, New York, USA. The acquisition is expected to enhance TPC’s capabilities in microcomponent manufacturing, while expanding access to high-growth end markets, including aerospace, medical, defence, electronics and energy.
Precision Eforming specialises in sieve and mesh components used in applications that require precise control, repeatability, and versatility. Its products are employed in processes that separate and filter light, sound, air, or powdered materials.
“With a legacy spanning more than a century, Precision Eforming

brings unmatched expertise in 2D electroforming and long-standing customer relationships across more than sixty industries,” stated Christian Streu, Chief Financial Officer of The Partner Companies. “This addition is an ideal fit with TPC’s long-term growth strategy to expand our complementary manufacturing capabilities to best serve our customers’ needs, while also shaping the future of manufacturing.”
The acquisition marks TPC’s eleventh since its founding in 1997, demonstrating the company’s steady expansion strategy in speciality manufacturing. TPC operates facilities across the United States, China, Mexico and Wales, UK.
Precision Eforming’s core capabilities centre on electroforming, an
Additive Manufacturing process that builds high-precision metal parts via electrodeposition. The company’s proprietary techniques enable the development of ultrafine mesh products with precise features, tight tolerances and high reproducibility, setting the standard in critical applications from medical imaging and space exploration to superabrasives and fuel filtration. The company pioneered this now well-established process for manufacturing precision electroformed mesh.
“Joining forces with TPC marks an exciting new chapter for Precision Eforming to accelerate innovation, expand into new markets and continue delivering the precision and reliability our customers expect,” said Griffin. “With TPC, Precision Eforming will have the resources it needs to continue to grow and evolve.”
www.precisioneforming-sieves.com www.thepartnercos.com


Showa KDE Co, Tokyo, Japan, has signed a collaboration agreement under which it will promote metal powder materials from CNPC Powder, headquartered in Vancouver, Canada, to the Japanese market. This collaboration is said to mark an important milestone in CNPC Powder’s global expansion strategy.
Through the agreement, Showa KDE will offer materials including titanium, aluminium, iron, and nickel-based alloys, as well as customised powder solutions.
In June 2025, a team of employees from Showa KDE’s Precision Metals Division visited CNPC Powder’s production headquarters in China’s Anhui province. The Showa team conducted an
turing workshop, and the quality control department. They were able to see firsthand the production processes and supply capabilities of SCS-certified metal powders, such as AlSi10Mg and Ti6Al4V.
Following the visit, Showa KDE noted the strength of CNPC Powder’s in-house developed AMP (Automated Metal Production) continuous production line and low-carbon circular process, noting that these features align with the Japanese market’s demands for high-quality, environmentally friendly materials.
Showa KDE is a leading Japanese supplier of industrial materials and technology solutions, specialising in R&D and
Showa KDE team members undertook a tour of CNPC Powder’s Chinese production facility prior to signing the collaboration agreement (Courtesy CNPC Powder)
facturing technologies. Founded in January 1934, the company brings extensive experience in manufacturing and the Japanese industrial landscape. Its collaboration with CNPC Powder is expected to accelerate the latter’s expansion into the East Asian market, advancing its strategic growth objectives. www.showa-hp.co.jp www.cnpcpowder.com




AMPAL, Inc, a subsidiary of United States Metal Powders, Inc (USMP) based in Palmerton, Pennsylvania, USA, recently held a ribbon-cutting ceremony for its new production line for nodular and spherical
aluminium powders. Full production is expected to commence in early August.
More than 100 people reportedly attended the event, including AMPAL staff, customers, suppliers,

Ribbon-cutting ceremony held at AMPAL’s new aluminium powder line in Palmerton, Pennsylvania (Courtesy US Metal Powders Inc)
The previously announced acquisition of GF Machining Solutions Division of George Fischer AG, Schaffhausen, Switzerland, by United Grinding Group, based in Miamisburg, Ohio, USA, has now been completed. The company has been renamed United Machining Solutions and joins United Grinding Group’s portfolio of fifteen brands, with sales totalling over $1.5 billion. The newly formed United Machining Solutions will retain its headquarters in Bern, Switzerland.
“There has been a long-standing desire to merge the two companies,” stated Stephan Nell, CEO of the new group and the United Grinding Group. “Lead shareholders Rosmarie and Martin Ebner expressed their full confidence in this strategically important step within the world of global machine tool manufacturing, authorising the necessary capital increase to make this vision into reality. It is rare for two compa -
nies to complement each other as well as United Grinding and GF Machining Solutions. This applies not only to our product portfolios, our international alignment, and our understanding of quality, but also to the culture and mindset of our employees. I am convinced that we can make a big difference together, for the benefit of our customers.”
The group’s board of directors closely monitored and supported the process. Fred Gaegauf, chairman of the Board of Directors at the United Grinding Group, stated, “The merger of these two companies has created a Swiss powerhouse in machine tool manufacturing.”
Ivan Filisetti, CEO of GF Machining Solutions and a member of the new group’s Management Board, added, “It is the best decision we could make. Our products do not overlap; they complement each other. This makes integration much easier. And as a Swiss company,
members of the Board of Directors, and public officials. USMP president, Eric Degenfelder, opened the event, stating, “This is not only about our new production line, but also a celebration of our strong team at AMPAL”.
To support the company’s expansion, AMPAL plans to add fifteen new jobs in 2025. Ryan Mackenzie, the US Congressman representing the facility’s location, stated that the production line is an “incredible expansion for the local community.”
Board member Patrick Ramsey stated, “We are thrilled to support this expansion. Production is the lifeblood of this company.”
During the tour of the facility, Degenfelder noted that the new line has implemented ‘state-ofthe-art’ technology as part of the company’s focus on safety alongside productivity and quality.
www.usmetalpowders.com
we share the same culture with a strong commitment to innovation and digitalisation. We will also keep after our goal of being the preferred partner for our customers, always ready with customised solutions and comprehensive expertise – in other words, able to offer much more than just high-end machines. The group helps us with its strong international alignment, employees on site at our customers’ premises, and our breadth of technological expertise.”
Through its System 3R brand, GF Machining Solutions provides a range of tooling for the Powder Metallurgy industry. When producing punches and dies, the tooling reduces setup times and is said to improve accuracy and quality with fewer rejections. When used in the powder compaction press, setup times are also drastically reduced, with improved accuracy and quality of parts.
For metal Additive Manufacturing, the company partners with 3D Systems to offer a range of machines, including the DMP Flex/ Factory 350 and DMP Factory 500. www.grinding.com www.gfms.com

Stronger Together. Powered by Global Excellence.
Building on our 140+ years of trusted expertise, Osterwalder Technology AG is now part of Tessenderlo Group - a diversified industrial group active in over 100 countries with 7,000+ employees worldwide.







Our partnership with Tessenderlo Group strengthens our unwavering commitment to maintaining and supporting your installed machine base. Every press in your facility remains our priority - with the same dedicated service teams, genuine parts supply, and technical expertise you‘ve always relied on, now reinforced by Tessenderlo‘s global industrial strength and resources. With our new owner, we continue pursuing our shared goal: being the most reliable press manufacturer and your most trusted partner. Our proven expertise in all kind of powders to press and your applications stays exactly the same, but with enhanced capabilities to serve you better. The stability of our new owner means stronger long-term support for your operations and investments. This partnership enables us to expand our service capabilities worldwide, accelerate parts availability, and continue to develop advanced press technologies - all while maintaining the personal partnership approach that defines Osterwalder. With enhanced resources across our locations in Switzerland, the United States, China, and Japan and as Part of Tessenderlo Group all over the globe we‘re better positioned than ever to be your reliable, long-term manufacturing partner.
Your trusted Osterwalder partner - stronger, more reliable, always committed to build your success – one perfect part at a time.
Patrick Lannagan and Conrad Pearson of Forvis Mazars LLP, a global professional services network, have been appointed joint administrators of GTB Components Ltd, St Helens, United Kingdom.
Established in 1981, GTB developed into a leading manufacturer of powder metal components, serving global sectors including automotive, building products and home and leisure. It currently employs forty-four.
As well as its UK headquarters, the company has technical offices in Germany, Hungary and Romania. Its facilities make use of thirty-five compaction presses (with capacity ranging from 6-350 tonnes) and eight sintering furnaces, including high-temperature and vacuum. It also offers
heat treatment, steam treatment, high energy polish, and comprehensive inspection.
GTB is IATF16949 and ISO 9001 accredited for the production of ferrous and stainless steel sintered components.
“The company has encountered cash flow challenges, resulting predominantly from challenging market conditions. After careful consideration of the financial position, the directors of the company have reached the difficult decision to place the company into administration,” stated Patrick Lannagan. “The company possesses a well-established manufacturing capability and dedicated and skilled workforce and continues to trade whilst a buyer for the business is sought by the administrators.
Powder Metallurgy component producer and heat treatment service provider GTB Components is seeking a buyer (Courtesy GTB Components)
“The administrators encourage anyone with an interest in acquiring the business and assets to e-mail Angela Ramzan at angela.ramzan@mazars.co.uk. The administrators will be writing to all creditors in the coming days.”
www.gtbcomponents.co.uk



Our high-performance VIGA systems deliver high-quality metal powders, engineered













Wall Colmonoy Corporation, headquartered in Madison Heights, Michigan, USA, has announced the opening of Wall Colmonoy (Suzhou) Co Ltd, a new facility located in Changshu City, Suzhou, China. Formed as a joint venture with longstanding partner Gredmann Taiwan Ltd, Taipei, Taiwan, this strategic expansion is said to underscore Wall Colmonoy’s commitment to the Asia-Pacific region and enhances its ability to serve customers where they operate.
“We’re bringing our global expertise closer to our customers to deliver local solutions. In an increasingly complex and regionally driven world, this approach helps us respond faster, improve service, and build greater resilience into our global supply chain,” said Nick Clark, president of Wall Colmonoy.
Customers across China and Asia are expected to benefit from shorter lead times, extended product shelf life through reduced transit time, in-region technical support, customer training, and responsive production aligned with local needs. They will also gain access to the complete portfolio of Wall Colmonoy products, including Colmonoy surfacing alloys, Nicrobraz brazing powders and pastes, and WallCarb HVOF tungsten carbide powders.
“As Asia continues to grow, having a local presence allows us to deliver faster, more responsive service,” said Lydia Lee, General Manager. “With Wall Colmonoy Suzhou, we’re better positioned to collaborate with customers, accelerate product development, and ensure optimal quality and performance in-region.”
Wall Colmonoy’s new facility includes laboratory support (Courtesy Wall Colmonoy)
Clark added, “This expansion strengthens our ability to support customers globally. With operations in the US, Canada, the UK, and now China, we’re building a resilient network that brings our metallurgy expertise closer to the people and markets that rely on it.”
www.wallcolmonoy.com www.gredmann.com

Plansee Group, headquartered in Reutte, Austria, has announced stable performance in its fiscal year 2024/25, despite a challenging business environment. The company reported revenue was down 1% to €2.25 billion, despite a 4% decrease in sales volume. The group’s equity ratio rose to 59% (FY 2023/24: 57%).
The company explained that demand from industries and economic regions varied greatly. While the business climate continued to cool, particularly in Europe, there were signs of a slight recovery in China. Demand from sectors such as the mechanical industry remained modest. By contrast, consumer electronics and the aerospace industry provided tangible growth impetus.
“We worked on our operational performance and successfully implemented price increases. However, this did not fully offset the effects of declining capacity utilisation,” said Karlheinz Wex, Chairman of the Executive Board of the Plansee Group, at the annual media conference at the headquarters in Reutte, Austria. “Given these conditions, we delivered robust performance.”
Thanks to its secure supply of raw materials, local production in all major economic regions, and customers in a wide range of sales markets, the company considers itself well-positioned for the future.
Supply security for tungsten raw materials was further enhanced. New business models for the purchase and acceptance of returned tungsten scrap were developed, successfully tested on the market, and launched. At the same time, the Sangdong mine in South Korea will start mining and delivering tungsten concentrates in the coming months.
“With these measures, we have established a secure supply of tungsten in recent years and are further expanding our position as the leading tungsten supplier in the Western world,” said Wex.
The group invested €249 million in the year, including €99 million in product and process development.
Key investments focused on expanding production capacity at facilities in Bulgaria, France, Poland

and Germany. In Austria, projects have been launched to decarbonise industrial furnaces and automate the production of tungsten and hard metal products. In China and India, machinery for new products in the medical technology, semiconductor, and energy transmission industries has been installed.
Further investments were made in new machinery and equipment as well as in product and process developments.
The Ceratizit business group acquired a minority stake in Spanflug Technologies GmbH. The Munich-based company operates a platform that automates and simplifies the procurement process for CNC-turned and milled parts.
The Plansee Group has published its second sustainability report for the past fiscal year. The group’s corporate carbon footprint was reduced by 26% to 313,000 tons of CO 2e compared to the 2020/21 base year. A significant factor is the procurement of electricity from renewable sources; the share is 97% across the group.
The Executive Board stated that it does not expect the economic environment to improve in the current fiscal year, anticipating growth momentum in only a few select industries. Overall, development is expected to remain at the previous year’s level. Competitiveness at Central European sites is being challenged by persistently high energy, labour, and regulatory costs.
The closure of the German Ceratizit sites in Besigheim and Empfingen, announced in March, is to be completed by the end of 2026.
In order to be able to offer locally manufactured products to customers in all economic regions, further investments in India and the USA are planned. www.plansee.com
Princeton NuEnergy Inc (PNE), Princeton, New Jersey, USA, has announced that its Advanced Black Mass (ABM) recycling facility, located in Chester, South Carolina, is fully commissioned and operational. It is said to be the first commercialscale ABM and battery-grade cathode active material production facility (both NCM and LFP chemistries) in the United States.
“In Chester, we demonstrate that the United States can lead in battery materials recovery and manufacturing - not years from now, but today,” stated Dr Chao Yan, PNE’s co-founder and CEO. “Our team’s execution has been exceptional, and this facility is our next major advancement in the battery supply chain space. United States policy is focused on creating a secure domestic energy production
and supply chain, and PNE is at the forefront with our best-in-class technology and manufacturing processes.”
PNE’s 5,000 tonnes per annum facility reportedly produces a consistent, high-purity ABM from manufacturing scrap using a proprietary advanced recycling process. Fully permitted and compliant with all US and state environmental and operational standards, the Chester facility operates under strict SOPs to ensure safety, traceability, and material quality.
The operation has achieved a recovery yield exceeding 97%, surpassing industry norms and producing high-value downstream feedstock for battery production. In 2026, the Chester facility’s capacity is slated to expand to 15,000 tpa, with the capability to scale up to 50,000 tpa as market demand grows.

Princeton NuEnergy’s Advanced Black Mass recycling facility, located in Chester, South Carolina, is fully commissioned and operational (Courtesy Princeton NuEnergy)
PNE currently operates a joint pilot facility with a co-located partner in McKinney, Texas, that is further advancing its direct recycling technologies and capabilities. Nationally, PNE is building a network dedicated to US closed-loop battery material recovery and production. In Princeton, New Jersey, PNE has launched a Materials Testing Center for third-party validation and downstream application testing.
www.pnecycle.com
We don‘t just build presses we empower our customers
From fine-tuning tool design and pressing parameters to modernizing existing presses with intelligent automation — our experts work side by side with customers to unlock the full potential of their powder compaction processes.
Improved material utilization
Shorter cycle times
Enhanced part consistency
Lower energy consumption
Multiple materials (metal powders, ceramics or special materials)
Sustainable KOMAGE Gellner Maschinenfabrik KG +49 (0) 6589-9142-0
info@komage.de www.komage.de



IperionX, based in Charlotte, North Carolina, USA, has been awarded a Small Business Innovation Research (SBIR) Phase III contract by the US Department of Defense (DoD). The contract will support achieving lowcost domestic titanium for defence applications and is part of a funding mechanism through which qualifying US government agencies can place project-specific orders – collectively capped at $99 million – for the supply of parts and components from IperionX.
“Securing this Phase III contract is a pivotal milestone for IperionX,” stated Anastasios (Taso) Arima, IperionX CEO. “It validates the performance of our technologies and underscores the Department of Defense’s commitment to reshore an all-American titanium supply chain. We look forward to delivering
mission-critical components that are lighter, stronger and more costeffective while reducing reliance on international supply chains.”
The SBIR programme, administered by the US Small Business Administration, progresses innovations through three stages. Phase III is reserved for commercialisation activities, allowing Federal agencies to procure proven SBIR-funded technologies without further competition. This award is said to recognise IperionX’s readiness to deliver strategic titanium components for US defence applications.
IperionX is currently working with US DoD agencies on project task orders that will draw down on the contract ceiling. Initial titanium manufacturing and supply projects, expected to commence in the coming months, will include titanium fasteners produced using IperionX’s

IperionX’s SBIR Phase III contract is capped at $99M (Courtesy IperionX)
patented titanium production and advanced forging technologies. These titanium parts will be manufactured at IperionX’s Titanium Manufacturing Campus in Virginia, supporting local skilled jobs and strengthening the US defence industrial base.
Task orders may encompass additional product forms outside of fasteners, including higher-value aerospace components, positioning IperionX as a partner in the US DoD’s drive for secure, American-made and cost-competitive titanium.
www.iperionx.com


Elmet Technologies Inc, Lewiston, Maine, USA, has signed a strategic agreement with Taniobis GmbH, based in Goslar, Germany, to support the creation of a more resilient and agile North American supply chain for AMtrinsic Nb-Hf-Ti (C-103) and AMtrinsic Nb-Ta-W-Zr (FS-85) metal powders. The agreement also enables the potential distribution of other AMtrinsic powders, particularly those alloys based on niobium (Nb) and tantalum (Ta).
Under the agreement, Elmet Technologies and Taniobis will leverage their respective experience and expertise in refractory metals, Powder Metallurgy processing, and Additive Manufacturing. Together, it was stated that they will work to develop and enhance the Western supply chain for niobium, tantalum, and related
Nb and Ta-based alloys for critical high-performance applications.
“For Taniobis, with our leading position in niobium-based Additive Manufacturing powders, including C-103, FS-85, and Cb-752, Elmet is the ideal partner to deliver comprehensive customer and application support to the US aerospace and defence industries,” stated Dr Ole Brettschneider, Chief Commercial Officer at Taniobis. “Combining Taniobis’ deep expertise in niobium powder manufacturing and Elmet’s advanced capabilities in Powder Metallurgy and application development, our long-shared history provides a strong foundation for continuing this journey together.”
Both companies share a common heritage in HC Starck. Elmet Technologies acquired HC Starck Solutions Americas in 2023, while Taniobis, formerly HC Starck Tantalum and

The agreement will see a more resilient and agile North American supply chain for AMtrinsic Nb-Hf-Ti (C-103) and AMtrinsic Nb-Ta-W-Zr (FS-85) powders (Courtesy Elmet Technologies)
GPAINNOVA, a provider of surface finishing solutions for metal parts headquartered in Barcelona, Spain, has opened its first DLyte Experience Center in Central Europe, located in Żory, Poland. The new facility is said to mark a significant step in GPAINNOVA’s European
expansion, reinforcing its commitment to bringing its patented DryLyte technology closer to customers in Central and Eastern Europe.
An opening event was held on June 25, featuring a welcome speech by Pau Sarsanedas, Presi -
Niobium GmbH, was acquired by JX Metals and Mining Corporation in 2018 and rebranded as Taniobis in 2020.
AMtrinsic powders
C-103 (Nb-10Hf-1Ti) alloy meets the requirements of space propulsion applications with its high-temperature strength, ductility, and high creep resistance. In addition to good mechanical properties, the alloy’s reduced weight compared to other refractory alloys is said to bring several advantages to aerospace applications and a lower cost compared to platinum group metals.
FS-85 (Nb-28Ta-10W-1Zr) is a high-strength niobium base alloy with good creep performance, tensile strength, and fatigue resistance. Due to its high-temperature stability, FS-85 is considered a structural material for various aerospace applications.
Niobium is the lightest refractory metal and exhibits unique properties such as high temperature stability, superconductivity, high ductility and biocompatibility. Niobium powders are widely used in aerospace, medical, nuclear, energy, and automotive industries.
Tantalum exhibits outstanding properties such as high strength, high ductility, excellent corrosion resistance and biocompatibility, providing unique possibilities for application in aerospace, medical, nuclear, and chemical industries. www.elmetc103.com www.elmettechnologies.com www.taniobis.com
dent and CEO of GPAINNOVA, and Łukasz Knopek, General Manager of GPAINNOVA Finishing Central Europe. This was followed by a technology presentation that included an overview of the DryLyte technology.
The event included client case studies and a hands-on technology workshop showcasing GPAINNOVA’s full range of systems, from the compact DLyte Desktop and DLyte Mini to the industrial-scale DLyte PRO500.
www.gpainnova.com

Metal Powder Works Ltd (MPW), headquartered in Pittsburgh, USA, has announced the qualification of its commercially pure titanium (CP-Ti) powder for Cold Spray applications. The powder has been independently validated by a US aerospace-qualified partner, HAMR Industries LLC (HAMR), following the same handbook used by global OEMs and Tier-1 suppliers.
The approval is said to represent a critical validation of the powder’s technical specifications and commercial viability for advanced manufacturing applications. It met the strength requirements as published in MMPDS (Metallic Materials Properties Development and Standardization). MMPDS is a source of statistically based design allowable properties for metallic materials and fasteners used in many different commercial and military aerospace applications around the world.
Achieving these strength values is said to confirm that MPW’s CP-Ti powder performs on par with, or better than, conventional wrought titanium and matches the performance of powders produced using legacy methods.
“This achievement validates our ongoing mission,” said MPW Managing Director John Barnes.
“We are proving that our consistent powder production technology delivers not just more cost-effective powders, but also high-performance materials that meet the most demanding industry standards.”
This offers an opportunity to enter another key segment of the CP-Ti powder market, which was valued at approximately $847 million in 2024. MPW has identified this market as a strategic priority due to constrained supply conditions and robust demand across multiple high-value industries that require materials with exceptional lightweight strength, superior corrosion resistance, and proven biocompatibility.
Key market applications include:
• Aerospace & Defence: Critical applications such as airframe components, precision fasteners, and advanced component repair through Cold Spray technology, where material reliability and weight reduction are paramount.
• Medical & Dental: Essential for biomedical implants, precision surgical instruments, and specialised dental devices that demand both biocompatibility and mechanical performance in challenging biological environments.
qualloy, an intermediary for buyers and sellers in the metal powder market based in Düsseldorf, Germany, has introduced qualloy select, its flagship powder brand developed in close collaboration with Rosswag Engineering, Pfinztal.
The qualloy select brand includes aluminium, cobalt, copper, steel, nickel and titanium powders for Metal Injection
Moulding, Additive Manufacturing, Powder Metallurgy and precision machining. All powders are tested in-house by Rosswag to ensure compliance with recognised quality standards.
To support its customers, the company also offers an AI material finder designed to help users identify precise powder specifications for their manufacturing needs.
• Energy & Chemical Processing: Utilised in demanding applications such as specialised valves, process piping systems, and heat exchangers where resistance to aggressive chemicals and hightemperature performance are critical.
• Marine & Offshore: Provides long-term durability for components exposed to harsh seawater environments, where conventional materials would fail due to corrosion over extended service periods.
• Additive Manufacturing & Repair: Enables near-net shape production capabilities and advanced surface restoration techniques, supporting both new manufacturing processes and equipment lifecycle extension.
Beyond Cold Spray applications, MPW is actively engaging with customers across traditional CP-Ti market segments, where initial testing has yielded comparable performance results.
HAMR Industries CEO Michael Schmitt added, “The MPW CP Ti worked extremely well in our system; there were no flowability issues, and we achieved a very high deposition efficiency using air as our process gas. We are awaiting mechanical test results, but the microstructure appeared comparable to those of other CP Ti materials that we have processed.”
www.metalpowderworks.com

The launch of qualloy select marks the company’s first time selling its own powders (Courtesy qualloy)
The company announced that its qualloy select powders are now available through qualloy’s marketplace. Powders are shipped directly from Germany. www.qualloy.com
Elcan Industries Inc, Tuckahoe, New York, USA, in collaboration with st screening technologies GmbH, has installed a Hi-Sifter screening system at a new facility based in Mühldorf, Austria.
Elcan Industries and st screening technologies GmbH announced they are inviting manufacturers from across Europe to send in materials to benchmark performance, with the goal of showcasing significantly higher yields and throughput compared to conventional sieving and ultrasonic equipment.
“Today marks a monumental leap forward for Elcan Industries in serving our European partners, having a footprint in Europe will help maintain our relationships with our European customer base and make
it easier for new companies to come test materials on this game-changing sieving technology that has been helping companies improve their yields and throughput rates,” said Russell Grotto, Executive Vice President, Elcan Industries.
Martin Walcher, Managing Director, st screening technologies GmbH, added, “Partnering with Elcan Industries to bring the Hi-Sifter’s extraordinary capabilities to Europe has been nothing short of exhilarating and a long time coming. Our new centre combines Elcan’s revolutionary, patented high-energy sieving technology, which is already a great success in America, and brings it to Europe. Companies can now see firsthand how we can sieve powders down to 10 μm with 98% yield

Elcan Industries has installed a Hi-Sifter screening system in Mühldorf, Austria (Courtesy Elcan Industries)
without ever having to send materials to the USA for trials.”
“With this first step in expanding our footprint into Europe, we expect the Mühldorf testing centre to become the go-to hub for R&D teams and process engineers seeking to push the boundaries and maximise the potential of their powder materials across Europe,” added Grotto. www.elcanindustries.com www.siebtechnik.at


Automaker Stellantis has announced it will discontinue its hydrogen fuel cell technology development programme. The decision to end the programme was attributed to the limited availability of hydrogen refuelling infrastructure, high capital requirements, and the need for stronger consumer purchasing incentives.
As part of this decision, Stellantis will no longer launch its new range of hydrogen-powered Pro One vehicles this year. Serial production was scheduled to start this summer in Hordain, France (medium-sized vans) and Gliwice, Poland (large vans).
ASTM International’s Additive Manufacturing technologies committee is currently developing WK80171, a proposed standard that will offer guidance on selecting suitable techniques for detecting, quantifying, and classifying contamination that may be present within powder feedstock used in Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing.
According to ASTM member Aneta Chrostek-Mroz, an advanced research engineer at Manufacturing Technology Center, WK80171 will also describe how the chosen detection approach can be implemented to successfully assess contamination in metal powder feedstock.
“The standard will enable powder manufacturers and Additive Manufacturing machine users to identify appropriate techniques for detecting and quantifying different types of contamination,
The company does not anticipate the adoption of hydrogen-powered light commercial vehicles before the end of the decade.
“In a context where the company is mobilising to respond to demanding CO 2 regulations in Europe, Stellantis has decided to discontinue its hydrogen fuel cell technology development programme,” stated Jean-Philippe Imparato, Chief Operating Officer for Enlarged Europe. “The hydrogen market remains a niche segment, with no prospects of mid-term economic sustainability. We must make clear and responsible choices

Proposed standard WK80171 will offer guidance on the detection, quantification and classification of contaminants within powder feedstock (Courtesy ASTM)
classify these contaminants, and perform contamination assessments of both unused and re-used powders,” explained ChrostekMroz.
The committee evaluated optical microscopy, automated scanning electron microscopy, X-ray computed tomography, X-ray fluorescent spectroscopy to assess their performance and suitability for detecting different types and levels of contamination present within assorted metal powder feedstock used in Additive Manufacturing.
ASTM welcomes participation in the development of its standards by its members.
www.astm.org
to ensure our competitiveness and meet the expectations of our customers with our electric and hybrid passenger and light commercial vehicles offensive.”
This decision will not impact staffing at Stellantis’ production sites. R&D activities related to hydrogen technology will be redirected to other projects.
Stellantis also noted that the current state of the hydrogen segment presents financial challenges for various stakeholders. In this context, the company has initiated discussions with Symbio’s shareholders to evaluate the current market consequences and preserve Symbio’s best interests in line with their respective obligations.
www.stellantis.com
Critical Metals secures $120 million funding for Greenland rare earth project
Critical Metals Corp, New York, USA, has received a Letter of Interest from the Export-Import Bank of the United States (EXIM), for a total funding package of $120 million. This funding is expected to be used to develop the Tanbreez Project, one of the world’s largest rare earth deposits, located in Greenland.
The amount of funding is expected to be sufficient for Critical Metals to complete necessary technical and economic studies, pre-production activities, and begin mining at the Tanbreez Project.
The company anticipates that the Tanbreez Project will require $290 million in capital expenditure to bring it to initial commercial production. In its initial commercial production phase, Critical Metals expects that the Tanbreez Project will be capable of producing up to 85,000 metric tons of rare earth material annually. www.criticalmetalscorp.com

In gas atomization metal powder production, the gas atmosphere impacts particle size and uniformity — so the variables that contribute to your atmosphere system are critical to the final composition of your powder.
Linde helps you control the atomization environment to achieve the best possible powder quality. We offer high-purity argon, nitrogen, and hydrogen to create the ideal conditions, minimize oxidation, and ensure uniform particles. Our technical experts work with you to optimize the composition for your product lines and balance the flows for cost-effective, consistent results.
For total capabilities from a single source, contact Linde.
Visit www.lindeus.com/powders or call 1.844.44LINDE
Making our world more productive

Vulcan Elements, based in Durham, North Carolina, USA, has been selected as a winner of the Advanced Manufacturing Innovation for Maritime Readiness Challenge, administered by Advanced Technology International with support from the US Department of Defense’s Defense Industrial Base Consortium (DIBC).
Over 400 manufacturing companies competed for the award, which recognises innovative, dual-use technologies that strengthen US maritime readiness and resilience.
Vulcan’s secure, traceable, and domestic rare earth magnet manufacturing capability was chosen from the national pool based on five criteria: impact on maritime readiness, technological readiness, scalability, financial viability, and overall quality of the proposal.
Vulcan stated that its selection reaffirms the strategic importance of domestic rare earth magnet production for US defence and industrial base resilience – especially as magnets underpin the performance of critical naval systems, from submarines and destroyers to uncrewed undersea systems.
“Magnets are essential to the future of our economy and our national security,” stated John Maslin, CEO, Vulcan Elements. “We’re grateful to ATI and the Department of Defense for supporting Vulcan as it accelerates and onshores this foundational capability.”
Vulcan Elements manufactures permanent sintered neodymium iron boron magnets in the United States for critical defence and

Vulcan’s domestic rare earth magnet manufacturing capability has won the Advanced Manufacturing Innovation for Maritime Readiness Challenge (Courtesy Vulcan Elements)
commercial applications. Alongside advancing its technologies, the company aims to strengthen the domestic rare earth magnet supply chain and bolster America’s manufacturing workforce, collaborating with both public and private sector stakeholders.
Vulcan’s winning technology was featured at the Maritime Innovation Forum in Washington DC in August 2025. www.vulcanelements.com


Thermo-Calc Software AB, based in Solna, Sweden, has announced its 100% acquisition of QuesTek Europe AB. Previously a joint venture, QuesTek Europe is known for its expertise in integrated computational materials engi neering (ICME). The company will now operate under the new name Thermo-Calc Solutions AB, expanding its ability to deliver advanced ICME services alongside software solutions.
Going forward, Thermo-Calc Solutions will leverage Thermo-Calc Software’s suite of products to deliver cutting-edge services in materials design, process simula tions, and alloy optimisation.
“Thermo-Calc Solutions is the next step towards delivering a comprehensive ICME platform,” said Anders Engström, CEO of Thermo-Calc Software AB. “Full integra tion enables closer collaboration and greater innovation for our global customers.”
The engineering services team, formerly operating as QuesTek Europe, has a history of solving materials challenges across aerospace, energy, industrial, and automotive sectors using a variety of commercial and proprietary modelling design tools and simulation-based workflows. Under Thermo-Calc Solutions, the group will retain its experienced workforce while gaining broader resources and visibility within the Thermo-Calc network.
“This new name reflects our identity and mission,” said Ida Berglund, Managing Director of Thermo-Calc Solutions. “Clients can expect the same dedication to innovation and engineering excellence, now more tightly aligned with the software and tools that power our work.”
The integration delivers key benefits for customers, including tighter cooperation between engineering services and Thermo-Calc’s software products and seamless ICME workflows from simulation to material deployment. Customers will also benefit from expanded
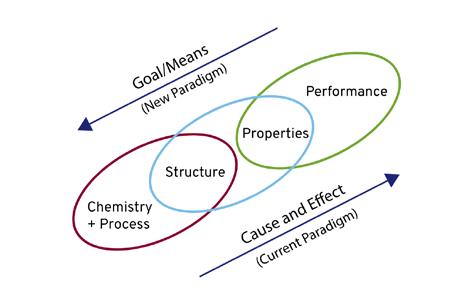
At the heart of any ICME framework are the relationships between chemistry, process, structure, and properties, which dictate how a component will perform in a given application (Courtesy Thermo-Calc Solutions)

SUBSTITUTE TO ATMOSPHERIC MESH BELT FURNACES
PRE SINTERING PARTS HANDLING
DEBINDING - SINTERINGVACUUM CARBURIZING & QUENCHING IN A SINGLE MACHINE





The Mach-X engineering team from the University of Arizona, Tucson, USA, has been awarded a $5 million US Army grant to design an alloy manufacturing process using Additive Manufacturing technology and machine learning to make critical parts for vehicles that fly at least 5x the speed of sound.
The US National Center for Defense Manufacturing and Machining tasked the research team with the creation of an efficient method for producing high-tolerance aircraft parts at reduced costs.
“This grant reflects how the University of Arizona’s well-regarded expertise in hypersonics and materials sciences can bolster the nation’s defence capabilities,” said University of Arizona Senior Vice President for Research and Partnerships Tomás Díaz de la Rubia. “Developing and fostering research partnerships of this kind helps the U of A shape the future and address pressing challenges, and we are excited to see what the Mach-X team designs.”
“We are pioneering metal 3D printing techniques, as well as new and innovative alloys that can support the next generation of affordable hypersonic platforms,” stated Sammy Tin, Patrick R. Taylor Endowed Department Leadership Chair of Materials Science and Engineering, and the grant’s principal investigator.
“These very significant awards are further evidence that the University of Arizona is a leader in hypersonics
research,” said David W. Hahn, the Craig M Berge Dean of the College of Engineering. “The funding brings together academia, government and industry to expand research capacities while supporting national priorities in homeland security and technology.”
The Mach-X team – which includes materials science and engineering faculty members Krishna Muralidharan; Oana Cazacu; Andrew Wessman; and Benoit Revil-Baudard, as well as Ron Liang, the Thomas R Brown Endowed Chair in the Wyant College of Optical Sciences; Tribikram Kundu from the Department of Civil, Architectural, and Engineering Mechanics; Kavan Hazeli from the Department of Aerospace and Mechanical Engineering – will partner with Raytheon, an RTX business, to produce prototypes with nickel alloys capable of tolerating the intense heat of hypersonic flight.
“A leading-edge structure or rocket nozzle structure needs to survive at temperatures above 1,100ºC for extended periods and under high stresses,” Tin added.
Additive Manufacturing for prototyping
Tin said the team’s challenge will be to find the right mix of metals and a strong additively manufactured microstructure that can handle hypersonic flight. To achieve this, they will refine the manufacturing process using machine learning and sophisticated nonlinear acoustic detection - a nondestructive process

The University of Arizona Mach-X research team. Front row, from left: Krishna Muralidharan, Kavan Hazeli, Andrew Wessman and Oana Cazacu; back row, from left, Benoit RevilBaudard and Sammy Tin (Courtesy University of Arizona)
that uses sound waves to test the integrity of AM parts – and use machine learning to create simulations of build formations.
“We can assess the quality of the part as we’re building it and make on-the-spot decisions if we need to go back and update the process,” said Muralidharan.
“We will train the algorithm on the simpler parts and use it to interpret the acoustic responses from the testing process,” Muralidharan said. “That will tell us with a high degree of confidence if there are defects and which structures are working.”
The project employs novel technology in defence manufacturing and aims to accelerate the university’s discovery-to-deployment cycle of advanced materials.
“We can develop the powder, customise the alloy compositions, print in 3D, evaluate the products non-destructively, and ultimately do very high-temperature mechanical testing here,” Tin said. “We will have unique, end-to-end capabilities on campus that very few universities or industrial companies have.”
www.arizona.edu



Element REACH Registration at ECHA

E-mail: info@hongjiakj.com
Website: http//www.hongjiakj.com
Specialize in
Specialize in
Powder MIM Powder AM Powder
Powder MIM Powder AM Powder
Porous Parts Powder
Porous Parts Powder
Soft Magnetic Powder
Soft Magnetic Powder
Copper Based Alloy Powder
Copper Based Alloy Powder
Metallium Limited, headquartered in Subiaco, Australia, and its US-based subsidiary, Flash Metals USA, located in Houston, Texas, have reported substantial progress on their Technology Campus in Chambers County, Texas. The site will be home to its first commercial Flash Joule Heating (FJH) metal recovery plant in the United States.
Since securing its Chambers County site, Metallium has progressed with the redevelopment of the infrastructure to enable commissioning to commence in December 2025. Alongside equipment procurement and site works, a wide
range of preparatory activities are now underway or completed.
Metallium announced it has engaged tier-one engineering firm Hunt, Guillot & Associates (HGA) for plant integration, implementation engineering, and structural assessments. It is also in the process of recruiting key personnel, including US CFO, plant manager, engineering leads, and business development staff to support operations and growth.
The company added that it is pursuing commercial opportunities across a range of critical metal feedstocks, including antimony,

Americarb, based in Niagara Falls, New York, has developed a commercial-grade Ceramic Matrix Composite (CMC) material tailored for the production of sintering trays. Sintering trays can be used to arrange and secure Powder Metallurgy parts in the furnace during the sintering stage, helping prevent undesirable deformations.
The company’s CMC materials are reported to offer several advantages over graphite. Sintering trays can be up to 50% thinner, enabling higher loading and improved throughput.
The trays are also reported to be ten times the strength of graphite alternatives, significantly enhancing durability and reducing breakage during handling by 99%. They offer a minimum of five times the service life, prolonged usage and constant reliability.
The trays also prevent eutectic reactions, ensuring a seamless sintering process without any unwanted outcomes. They also eliminate graphite dust, helping maintain cleaner operations.
www.americarb.com
rare earth element (REE) magnets, heavy REE-enriched e-scrap, and selected mining concentrates. A key commissioning milestone has also been achieved with the order of 60 tonnes of printed circuit board (PCB) scrap ‘e-waste’. This batch has been selected to closely match the anticipated long-term feedstock profile for the facility, allowing process tuning and operational readiness testing under realistic operating conditions.
“We are progressing on all fronts to deliver our first US facility as planned. With critical equipment ordered, site works advancing, and commissioning feedstock secured, the project is materially de-risked,“ stated Metallium Managing Director & CEO, Michael Walshe.
“Our ambition is to leverage the FJH modular system design so that we can rapidly expand this model across the United States, targeting pre-permitted sites strategically located near major e-waste collection centres. Every step we are taking now, from engineering to feedstock readiness, is about building a robust, scalable platform capable of processing a diverse range of critical and precious metals, positioning Metallium as a leader in US-based metals recovery and refining”.
www.flashmetalsusa.com
www.metalliuminc.com
Americarb’s new commercial-grade Ceramic Matrix Composite (CMC) trays for the sintering of metal powder parts (Courtesy Americarb)
Beyond presses - Your all-in-one Powder Metal partner.
Presses are not enough anymore. That’s why SACMI offers an all-around support on the new processes to press the so-called “new generation parts”.
Get ready to know our pool of experts in Powder Metallurgy, build collaborations with the most prestigious universities in the world, powder producers, mold makers, die-setters, designers and process engineers. This is the only way to make it easy to manufacture the new parts required by the market.



Tekna Holding ASA, headquartered in Sherbrooke, Quebec, Canada, has announced its financial results for the second quarter and half-year ended June 30, 2025. The company reported strong order intake, led by its Materials business. Despite a decline in revenue, the company generated positive operating cash flow and continues implementing cost and capital measures to meet its annual profitability targets.
“While the second quarter reflected a temporary revenue decline, our record order intakeup 59% year-to-date - underscores strong underlying demand and the growing relevance of our technology in critical sectors like defence”, said CEO Claude Jean. “We are proactively adjusting our cost base and spending to protect profitability, while positioning Tekna to capitalise on long-term trends such as reshoring, Additive Manufacturing growth, and increased defence spending. With a strengthened backlog and continued focus on execution, we remain cautiously optimistic for the second half of 2025.”
Q2 order intake was CA$9.1 million, up 42% from Q2 2024. This contributed to a record H1 2025 order intake of CA$21.9 million, up 59% from CA$13.8 million in H1 2024, fuelled by strong Q1 performance.
Revenue for Q2 2025 totalled CA$9.0 million, a 20% decline year-
on-year, primarily due to reduced activity in the Systems business area. Year-to-date revenue reached CA$17.4 million, down 13% from CA$19.9 million in H1 2024.
Materials generated revenue of CA$6.6 million in Q2, with year-todate revenue at CA$12.8 million, down 6% from CA$13.6 million in H1 2024, driven by short-term fluctuations in order timing.
Systems revenue in Q2 was CA$2.4 million, with year-to-date revenue at CA$4.6 million, down 27% from CA$6.3 million in H1 2024, primarily due to a low starting order backlog.
Adjusted EBITDA for Q2 was -CA$2.0 million, impacted by an unfavourable product mix, lower Systems volumes, and adverse foreign exchange effects. Year-to-date Adjusted EBITDA improved to -CA$2.8 million from -CA$4.1 million in H1 2024, driven by strong Q1 Materials performance and savings from cost reductions implemented in late 2024.
Operating cash flow was positive at CA$0.4 million, supported by a CA$2.7 million reduction in net working capital. Capital expenditure was disciplined at CA$0.3 million. Tekna products continue to be exempt under the United StatesMexico-Canada Agreement (USMCA). While recent US tariffs have introduced short-term uncertainty and geopolitical risk, they are reportedly
Noveon Magnetics, based in San Marcos, Texas, USA, has announced a multi-year supply agreement with General Motors. Under the deal, Noveon will deliver rare earth magnets to support a wide range of GM vehicle components.
Noveon states it is the only operational manufacturer of sintered neodymium-iron-boron (NdFeB) rare earth magnets in the United States,
offering a fully domestic, vertically integrated solution for critical magnet supply. Its proprietary EcoFlux magnets enable greater resource efficiency, the beneficial use of recycled materials, and delivery of a superior high-performance product.
Noveon began deliveries of rare earth magnets for GM’s full-size SUVs and trucks in July 2025.

Tekna reported strong order intake led by its materials business (Courtesy Tekna Holding ASA)
expected to reinforce reshoring and localised manufacturing trends, bolstering growth in Additive Manufacturing and long-term demand for Tekna’s products.
The ongoing trade war is creating uncertainty in the markets; however, strong YTD Materials order intake in the first half of 2025 supports a cautious positive outlook for the remainder of the year. The increased defence spending trend should offer positive opportunities in both business areas, with defence OEMs progressing in the qualification of Tekna’s powders for their Additive Manufacturing development, as well as for its PlasmaSonic systems.
Tekna remains focused on profitability, working capital reduction and disciplined capital management. Capital expenditures for 2025 are expected to be around CA$1.5 million, significantly lower than those for 2024. Additional operating cost reductions will be implemented in early Q3 2025.
www.tekna.com
Jeff Morrison, General Motors global chief procurement officer, added, “Working with domestic manufacturers like Noveon allows us to increase the resiliency of our supply chain while supporting American jobs and strengthening our industry and economic security. Noveon’s magnets will support our most popular vehicles and help continue to deliver a leading portfolio of choice for our customers.”
www.noveon.co
www.gm.com

Australia’s Commonwealth Scientific and Industrial Research Organisation (CSIRO), in collaboration with the Heavy Industry Low-carbon Transition Cooperative Research Centre (HILT CRC), has launched the Green Metals Innovation Network (GMIN), a AU$10 million initiative funded by the Australian Government to strengthen industry-research collaboration. GMIN is designed to unite research, government, and industry through a collaborative ‘Team Australia’ approach to accelerate the development of a domestic green metals industry for Australia’s iron, steel, alumina and aluminium sectors.

The development of a domestic green metals industry for Australia is central to the nation’s economic future (Courtesy CSIRO)
Green metals are expected to be central to the nation’s economic future. Current annual exports of ores and manufactured products in the iron, steel, alumina and aluminium sectors are valued at around $150 billion, and the sectors employ almost 200,000 people.
GMIN forms part of the Australian Government’s ‘Future Made in Australia’ agenda, which seeks to capitalise on Australia’s renewable energy and mineral resources to position the nation as a global leader in the supply of value-added materials for the netzero economy.
The network will coordinate a national ecosystem of research, innovation and capacity building to address key technical and economic challenges to:
• Accelerate the rate at which green metals process routes are adopted
• De-risk the development and deployment of new technologies suited to Australian ores and conditions
• Drive understanding of how to lower cost and increase performance in new processing pathways.
PyroGenesis Inc., headquartered in Montreal, Quebec, Canada, has announced its results for the second quarter ending June 30, 2025. While total revenue was down 23.6% year over year at $3 million, the gross margin improved by twenty-seven percentage points to 56% in the same time frame. The period ended with an order backlog worth $51.1 million (83% of which is in USD) in signed and/or awarded contracts as of August 6, 2025.
“This quarter marked significant milestones that advanced our
strategic objectives,” said P Peter Pascali, president and CEO of PyroGenesis Inc. “We made meaningful progress toward the commercialisation of our fumed silica reactor process and achieved approved supplier status with one of the world’s leading aerospace companies for our ‘coarse cut’ Ti64 titanium metal powder, produced using our cutting-edge NexGen plasma atomisation system.”
“Although we achieved solid operational progress this quarter, our financial performance was
Drawing on decades of industry engagement across the sector, CSIRO is expected to help drive industry and research collaboration, enhance green metals knowledge and expertise, and identify education pathways to support the skilled green metals workforce of the future.
CSIRO Chief Executive Dr Doug Hilton said Australia has an opportunity to create new low carbon growth industries and jobs in these areas, but that the right tools and collaborations are needed to do it.
“At CSIRO, we strive to shape technology development that drives low-cost electrification and decarbonisation of our major industries and exports in a competitive, lowcarbon global economy,” Dr Hilton shared. “The challenge is immense, but equally there is opportunity here for Australia to be an innovator and to create a future where sustainable energy and mineral resources expand our prosperity.”
HILT CRC CEO Jenny Selway said HILT CRC’s role in co-managing the network complements its core expertise in managing research collaboration, deep industry connections, established education and training programmes, and experience in fostering knowledge sharing.
www.csiro.au
affected by delayed project starts, leading to lower-than-expected revenue. Given that our revenue recognition – based on the percentof-completion method – is often influenced by customer timelines, we remain focused on what we can control: driving continued cost optimisation to operate more efficiently, accelerating innovation to enhance the power and costeffectiveness of our plasma torches and gas cleaning and conversion technologies, and expanding our global outreach to engage a broader range of customers across both the high- and low-ends of the addressable market,” added Pascali.
www.pyrogenesis.com
GKN Powder Metallurgy recently marked significant anniversaries for two of its European production sites.
Sixty-five years in Bad Brückenau
GKN Powder Metallurgy’s plant in Bad Brückenau, Germany, has been producing press and sinter as well as powder-forged components for sixty-five years.
Today, more than 320 people work at the site, which continues to be an important part of GKN Powder Metallurgy’s global operations.
To recognise the milestone, employees and guests gathered to enjoy a meal, music, and acknowledge the long-serving staff and retirees. The event was also attended by Bad Brückenau Mayor Jan Marberg.
Thirty years in Buzău In Buzău, Romania, the company marked thirty years since its GKN Hoeganaes facility produced its first batch of metal powders. To this day, a few grams from that first production run are reported to remain at the company, preserved as a reminder of where it all started.
GKN Powder Metallurgy was keen to state that over three decades, the dedication of its workforce and the trust of its partners, had contributed to the company’s continued growth.
“This success would not have been possible without your work and effort,” the company posted on LinkedIn.
www.gknpm.com


GKN Powder Metallurgy has celebrated 65 years at its Bad Brückenau site (top) and 30 years at the GKN Hoeganaes metal powder plant in Buzău, Romania (Courtesy GKN Powder Metallurgy)

18 – 21.11.2025

At Formnext, international market leaders present their latest developments all along the process chain in Additive Manufacturing: from high-performance materials and precision system technology to automated post-processing and integrated software and quality assurance solutions.
Experience all around the show floor and on the stages how AM can make your production operations more efficient, flexible, and sustainable. Discover solutions that suit and improve your applications – and don’t miss the chance to engage with the experts and industry pioneers in Frankfurt.
Early bird discount until 21 October 2025
Get your ticket now! formnext.com/tickets
Honorary sponsor

Mercedes-AMG’s new Electric Architecture (AMG.EA), unveiled in the CONCEPT GT XX, is driven by YASA’s axial flux motors featuring Powder Metallurgy Soft Magnetic Composites (SMCs). First explored decades ago, SMCs now allow motors to be lighter, more compact, and more resourceefficient than traditional radial flux designs. As Nick Williams and Emma Lawn report, Mercedes-Benz will scale in-house production at its Berlin plant and YASA’s UK facility – marking the shift of axial flux technology from research promise to industrial reality.
We struggle to recall a time when a metal-powder-enabled application was celebrated with as much fanfare as Mercedes-Benz generated with the launch of its new AMG Electric Architecture (AMG.EA) platform, and specifically the YASA-derived electric motors employed. From the company’s CEO to the F1 team’s drivers and celebrity DJs, we can be confident that all the ‘A-listers’ invited to the launch party will now be familiar with the suitably sci-fisounding term ‘axial flux motor’.
Those from within the Powder Metallurgy industry will, of course, be familiar with Soft Magnetic Composite (SMC) materials and their key role in enabling completely new electric motor designs. For readers unfamiliar with the technology, this article highlights the decades of innovation that Mercedes hopes will inspire as much enthusiasm as an AMG V8.
The stakes are high. AMG has long been synonymous with performance, but ask any enthusiast what defines the brand and the answer
is usually the noise and drama of a finely tuned combustion engine. Today, however, even mid-range EVs deliver ‘ludicrous’ acceleration (to borrow Tesla’s term), meaning
true differentiation cannot rely on straight line speed alone.
By delivering greater output from a smaller package, SMC-based axial flux motors offer a path to


lighter vehicles, sharper dynamics, and enhanced, sustainable power delivery. To quote Michael Schiebe, CEO of Mercedes-AMG GmbH, “The heart of an AMG was always the motor, and that will remain so with our in-house electric architecture. With our high-tech axial flux motor, we’re delivering a revolutionary new drive that is unparalleled in terms
of power density, weight and packaging.”
The idea of using metal powders to create SMC components for electric motors has been around for decades. Despite their promise, industry conservatism and cost sensitivity meant that uptake was slow.
We are now witnessing a decisive shift. With the accelerating electrifi -
“With the accelerating electrification of transportation, combined with advances in battery technology and a push for lighter, more efficient drive units, the stars finally appear to be aligning for SMC-based motors.”
cation of transportation, combined with advances in battery technology and a push for lighter, more efficient drive units, the stars finally appear to be aligning for SMC-based motors.
With its new Concept AMG GT XX vehicle, Mercedes is at the forefront of this shift. The vehicle not only showcases the company’s nextgeneration high-performance AMG. EA electric platform, but also signals the broader adoption of axial flux motors built around SMC stators. The implications are significant. After thirty years of promise, plans are finally in place for SMC technology to be deployed at scale.
This article explores MercedesAMG’s developments, tracing the history of axial flux motors, the pivotal role of YASA, and the wider opportunities now emerging for SMC-based designs in automotive and aerospace applications.

SMC metal powders were developed to overcome the limitations of laminated steels in electric motors. By encapsulating iron particles in an insulating layer, engineers could suppress eddy currents, reduce core losses at higher frequencies, and enable complex three-dimensional magnetic flux pathways. Moreover, Powder Metallurgy’s ability to form near-net-shape components opened up radical new motor design possibilities.
An article in the Winter 2024 issue of PM Review, ‘Powder Metallurgy: Discover innovative technologies meeting the demands of vehicle electrification’ [1], presents quantitative data demonstrating the superior efficiency of axial flux motors compared with radial flux designs under varying load conditions. It also highlights the reduced reliance on copper conductors and rare earth magnets – factors that have become increas -
“As Metal Powder Technology magazine noted in a 2025 sector review [2], the field has, until recently, been hampered by a ‘glacial pace’ of innovation, and many promising start-ups failed to survive without the backing of a major OEM.”
ingly important in the context of export restrictions and tariffs.
However, the electric motor industry was – and in many areas remains – conservative, dominated by standard radial flux motors and with manufacturing infrastructure optimised for laminated steels. As Metal Powder Technology noted in a 2025 sector review [2], the field has,
until recently, been hampered by a “glacial pace” of innovation, and many promising start-ups failed to survive without the backing of a major OEM.
The breakthrough came in Oxford in the mid-2000s. Tim Woolmer, then a PhD student, set out to design a lightweight, torque-dense motor for an experimental hydrogen-powered


car. Finding no off-the-shelf motor that met the weight targets, he devised a new architecture: an axial flux motor segmented into discrete pole pieces made possible by SMCs. This design, later named the Yokeless and Segmented Armature (YASA)
motor, formed the basis of later innovations at YASA Motors Ltd.
YASA’s motors, with their pancake-like form, proved advantageous when it came to torque density and size. Their compactness meant they could be integrated into
tight spaces – such as between an engine and gearbox in a hybrid vehicle. Ferrari became the first OEM to adopt a YASA motor, using it in the 2019 SF90 Stradale hybrid. Lamborghini soon followed, and YASA-powered units also featured in
record-setting electric aircraft such as Rolls-Royce’s Spirit of Innovation.
The ultimate validation came in 2021, when Mercedes-Benz acquired YASA, signalling its intent to industrialise axial flux motors for mass production. That promise is now being realised in the Concept AMG GT XX.
Now, AMG has positioned an SMC-based motor as a central branddefining component – not merely as an engineering solution, but as the successor to the combustion engine in its performance identity.
The Concept AMG GT XX features three axial flux motors developed by Mercedes-AMG and YASA (Fig. 4). Designed with high-volume series production in mind, they are expected to enter series production next year.
The stator-rotor arrangement plays a central role in the motors’ performance. Unlike conventional radial flux motors, where electromagnetic flux flows perpendicular to the axis of rotation, axial flux motors direct the flux parallel to the rotation axis. In axial-flux configuration, the stator is sandwiched between two rotors, enabling a higher torque density and contributing to the motors’ unusually compact profile. In the Concept AMG GT XX, this assembly achieves high efficiency in an envelope just 8–9 cm wide, aligning with AMG’s broader design objectives of mass reduction and tight packaging.
The axial flux topology also offers significantly higher sustained power output and torque profile. Axial flux motors offer a power density up to three times greater than that of conventional radial flux machines. They are also around two-thirds lighter and occupy only one-third of the volume, allowing substantial flexibility in drivetrain packaging. These characteristics make the technology particularly attractive for thermally
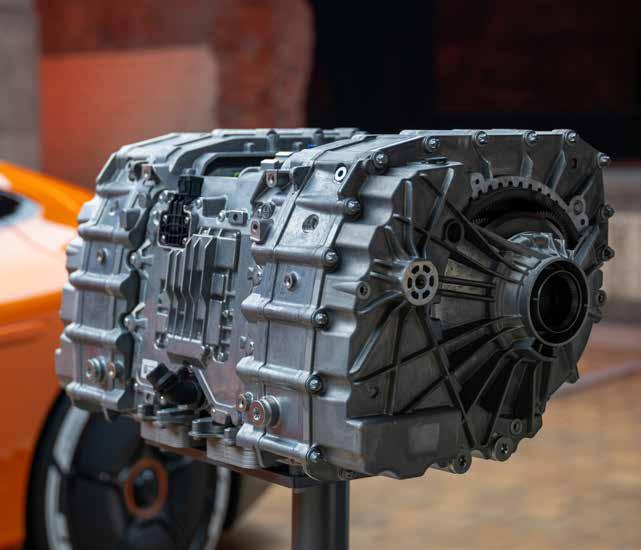
“...the three motors deliver over 1,000 kW (>1,360 hp) of peak power, distributed through AMG’s fully variable 4MATIC+ all-wheel drive platform. This layout offers dynamic torque vectoring capabilities, high launch performance, and redundancy for sustained high-speed use.”
demanding, high-load applications in electric performance vehicles.
Two motors are mounted at the rear of the vehicle, and one at the front. Each of the rear motors is integrated within a High Performance Electric Drive Unit (HP.EDU), which also includes compact planetary gearsets, individual inverters, and oil cooling circuits (Figs. 5, 6). This dual-motor rear unit forms the basis of the car’s rear-wheel drive capabilities.
The third axial flux motor, positioned at the front, acts as a boost unit. It operates through a dedicated
front HP.EDU, which includes a Disconnect Unit (DCU) that disengages the motor under steady-state or low-load driving. This reduces drag losses and enhances efficiency by decoupling unnecessary drivetrain components during low-demand scenarios.
Together, the three motors deliver over 1,000 kW (>1,360 hp) of peak power, distributed through AMG’s fully variable 4MATIC+ all-wheel drive platform. This layout offers dynamic torque vectoring capabilities, high launch performance, and redundancy for sustained high-speed use.


AMG’s engineering team in Affalterbach developed the control software to manage each motor’s output, ensuring consistent utilisation of peak and sustained drivetrain performance.
To support such extreme output levels, Mercedes-AMG paired the axial flux drivetrain with a highperformance battery system using direct-cooled cylindrical cells. These cells are thermally managed through a liquid-based cooling strategy that keeps internal temperatures within an optimal range even under prolonged high-load conditions. This ensures the axial flux motors can operate continuously at high power levels without thermal derating, an essential feature for motorsportderived performance profiles.
The same thermal management system also enables ultra-fast DC charging. According to preliminary data released by Mercedes-AMG, the concept vehicle is capable of adding approximately 400 km of range in around five minutes under highpower charging conditions (measured using WLTP) [3].
By combining thermally stable energy storage with compact, highdensity motors, the system delivers a repeatable performance envelope suitable for both endurance racing and real-world high-power operation.
On August 25, 2025, MercedesAMG made more headlines with the completion of an engineering endurance challenge. On the high-speed test track in Nardò, Italy, the Concept AMG GT XX demonstrated the capabilities of the AMG.EA platform under extended high-load conditions. “The Concept AMG GT XX smashed the 24-hour world record for electric vehicles by covering 5,479 km,

1,518 km more than the previous best”, stated Markus Schäfer, Chief Technology Officer, Mercedes-Benz Group [4].
This was just one of twenty–five endurance records broken during the trial. The test continued far beyond the 24 hour mark as part of a longer mission to validate sustained electric performance. In total, the vehicle completed 40,075 km – the equivalent of the Earth’s circumference at the equator – in just under eight days (7 days, 13 hours, 24 minutes, and 7 seconds).
Schäfer continued, “Our nextgeneration AMG.EA technology, with three axial flux motors and a liquidcooled, high-performance battery, delivered relentless power and efficiency, even at 300 km/h. Ultra-fast charging – well beyond today’s standards – kept us moving.”
This accomplishment drew on expertise from across MercedesBenz Group’s global engineering network, including powertrain teams in Affalterbach, Sindelfingen, Unter -
“As an F1 driver, I’m used to pushing technology to its absolute limits – the Concept AMG GT XX really impressed me. The axial flux motors respond as immediately and precisely as a Formula 1 drivetrain, but with an endurance that I have only ever experienced with combustion engines.”
türkheim, and the Formula 1 division at Mercedes-AMG High Performance Powertrains in Brixworth.
The Nardò test programme also included on-track input from Mercedes -AMG’s driving pool – most notably F1 driver George Russell, who participated in the relay of seventeen drivers maintaining 186 mph stints at high speed. Russell stated, “As an F1 driver, I’m used to pushing technology to its absolute
limits – the Concept AMG GT XX really impressed me. The axial flux motors respond as immediately and precisely as a Formula 1 drivetrain, but with an endurance that I have only ever experienced with combustion engines. This technology will revolutionise the driving experience – both on the racetrack and on the road” [5].
Summarising the achievement at a strategic level, Ola Källenius, CEO



and chairman of the management board of Mercedes-Benz, described it as “not just a technological milestone – it was a triumph of teamwork.” He added that “innovative breakthroughs like axial flux motors with triple the power density, a Formula 1-inspired liquid-cooled battery with direct cell cooling, and ultra-fast charging at 850 kW aren’t just specs – they’re a glimpse into the future of our upcoming high-performance architecture, AMG.EA” [6].
The axial flux motors destined for future AMG series production will be manufactured at Mercedes-Benz’s Berlin-Marienfelde facility, a longstanding site within the company’s powertrain production network. As the automotive sector transitions from combustion engines to electrified architectures, the plant has been repositioned as a centre of excellence for high-performance electric motor production (Figs. 10-12).
The Berlin facility has incorporated approximately 100 individual production processes to accommodate axial flux motor manufacturing, with more than sixty-five being entirely new to Mercedes-Benz. Among these are thirty-five techniques believed to be industry firsts, including advanced laser-based joining methods as well as AI- and humanoid-roboticsupported assembly workflows (Fig. 13). Mercedes-Benz engineers have filed over thirty patent applications related to this transformation, underscoring the technological novelty of axial flux production at scale.
In May, YASA also opened a newly upgraded manufacturing facility in Yarnton, near Oxford. Following a £12 million investment, the new factory has boosted YASA’s axial-flux electric motor manufacturing capacity to over 25,000 units per year.
“With a multi-million-pound investment into our Yarnton facility, we have transformed our manufacturing

capability and significantly accelerated our production capacity,” Tim Woolmer, YASA CTO and founder, stated at the time. “This latest initiative will enable us to apply our technology with even greater accuracy, pace and scale. Combined with YASA’s position as part of the Mercedes-Benz Group, the factory transformation consolidates YASA’s role as a global leader in developing high-performance, high-efficiency axial-flux e-motors” [7].
“As a company, we have come a long way since our humble origin as an Oxford University start-up. However, we are still driven by the same passion, spirit and determination to create the world’s most advanced electric mobility technology solutions,” continued Woolmer.
The 5,600 m 2 facility incorporates cutting-edge manufacturing technologies designed specifically to meet YASA’s requirements.
“The Berlin facility has incorporated approximately 100 individual production processes to accommodate axial flux motor manufacturing, with more than 65 being entirely new to Mercedes-Benz. Among these are 35 techniques believed to be industry firsts...”
These include the addition of four new, uniquely constructed coil and bar manufacturing cells with state-of-the-art CNC coil winding, assembly and impregnation processes. New processes include laser stripping and brazing, improved rotor balancing, highcapacity ovens, stator laser welding, and full stator quality control covering dimensional, electrical and leak testing.
The facility brings all production processes under one roof, with significantly enhanced automation and highly efficient production lines. The company stated that these advances will enhance YASA’s capability to create complete motor sets while improving repeatability and reliability and introducing even greater flexibility levels by overcoming bottlenecks in the component supply chain.

A new (unofficial...) world record: 13.1 kg YASA motor achieves 42 kW/kg
YASA’s Woolmer recently claimed that the company may have achieved the highest recorded power density for an electric motor in its class [8]. The company’s latest axial-flux
prototype motor delivers a peak output of 550 kW (738 hp) from a unit weighing only 13.1 kg (28.9 lb). This equates to a power density of 42 kW per kilogram (25.5 hp per pound) –an industry-leading figure. This figure was notably achieved without exotic materials or processing techniques, Woolmer
“...Woolmer recently claimed that the
company
may have achieved the highest recorded
power density for an electric motor in its class. The company’s latest axial-flux prototype motor achieved a peak output of 550 kW from a 13.1 kg unit, equivalent to a power density of 42 kW/kg.”
stressed. The design uses no cobalt-iron laminations, Litz wire, or Additive Manufacturing, and is said to be cost-viable for scaled production at volumes of 10,000–50,000 units per year. Initial results suggest the motor’s continuous power output is close to its peak rating, even with standard cooling fluids and temperatures.
The test was conducted in collaboration with Drive System Design, who adapted their dynamometer to exceed 500 kW. YASA expects further testing later in the year on a highercapacity dynamometer. Woolmer commented that the technology may “unlock new vehicle architectures,” with further details to follow.
Mercedes-Benz has long set benchmarks in automotive performance. The Concept AMG GT XX now marks
an inflection point for electrified drive systems. With axial flux motors moving from concept to production, we are witnessing a rare alignment of long-term R&D, industrial readiness, and evolving market demand.
For the Powder Metallurgy industry, the platform’s success offers more than validation; it signals the arrival of a new application space where SMC components are not only viable but essential. As the benefits of SMC-based stators become more widely recognised, the door opens to new electric machine architectures across sectors. This includes not only high-performance vehicles, but also aerospace propulsion, compact industrial drives, and robotics.
Questions remain as to how axial flux topologies will scale to mainstream production levels, beyond performance niches, and how supply chains and manufacturing infrastructure will adapt to meet these demands. To what extent will the Powder Metallurgy sector be prepared to support this shift with consistent quality and volume?
The answers will take shape over the coming years. However, with leading OEMs now committing to axial flux at scale and dedicated production lines already developed in Germany and the UK, the trajectory seems clear. At Mercedes-AMG,
Soft Magnetic Composites are entering the next chapter, at the core of a brand that has built its identity around the motor.
As Schäfer stated, “We are entering a new dimension of performance – this time with fully electric drive. The goal is to redefine the limits of what is technically possible in the age of electric drives” [9].
Nick Williams & Emma Lawn, Metal Powder Technology magazine nick@inovar-communications.com emma@inovar-communications.com
[1] North, Bernard (2024) ‘Powder Metallurgy: Discover innovative technologies meeting the demands of vehicle electrification’, Powder Metallurgy Review , Vol. 13 No. 4, Winter 2024
[2] Morehead, John (2025) ‘Soft Magnetic Composites (SMCs) for electric motors: A new era driven by automotive and aviation electrification’, Metal Powder Technology, Vol. 14 No. 1, Spring 2025
[3] Mercedes-Benz, ‘CONCEPT AMG GT XX – a new dimension of
performance’, Available at: https:// mercedes-benz-media.co.uk/ releases/1636
[4] Schäfer, Markus (2025) ‘Records are made to be broken’, LinkedIn , 25 August. Available at: https://www. linkedin.com/feed/update/urn:li:acti vity:7365636239552593920/
[5] Mercedes-Benz, ‘CONCEPT AMG GT XX redefines performance’, Available at: https://mercedes-benzmedia.co.uk/releases/1641
[6] Källenius, Ola (2025) The CONCEPT AMG GT XX has just redefined what performance means in the electric age, LinkedIn , 25 August. Available at: https://www. linkedin.com/feed/update/urn:li:acti vity:7365727536703520768/
[7] YASA (2025) YASA opens UK’s first axial-flux motor super-factory, 13 May. Available at: https://yasa. com/news/yasa-uk-super-factory/
[8] Woolmer, T. (2025) New (unofficial) World Record!, LinkedIn , 27 August. Available at: https://www. linkedin.com/feed/update/urn:li:acti vity:7123456789012345678/
[9] Schäfer, Markus, ‘CONCEPT AMG GT XX redefines performance’, Mercedes-Benz Media, 25 August. Available at: https://mercedes-benzmedia.co.uk/releases/1641

The forthcoming Euro 7 regulations set unprecedented limits on non-exhaust vehicle emissions, placing brake dust at the centre of clean mobility challenges. Brake wearderived particulate matter is now recognised as a major health and environmental concern, driving demand for innovative mitigation strategies. This article explores surface coating of grey cast iron brake rotors using advanced metal powder technologies. As Indo-MIM’s Dr Paul Davies explores, processes such as thermal spray, Cold Spray, and high-speed laser deposition have been assessed for durability, emission reduction, and scalability, offering practical solutions for Euro 7 compliance.
Access to clean air vital to human health. Air pollution – especially in urban areas, where pollutions levels tend to be higher – poses a global health threat, estimated to cause millions of premature deaths and lost healthy years annually [1]. Recognised as the leading environmental threat to human health, its overall burden is comparable to that of smoking and other major risk factors.
In 2022, human exposure to fine particulate matter at levels above World Health Organisation (WHO) air quality guidelines [2] resulted in an estimated 239,000 premature deaths in the European Union (EU) [3]. Vulnerable populations, especially older people, children, and those with pre-existing conditions, are particularly susceptible. More than 1,200 deaths in individuals under eighteen in the EU are attributed to air pollution annually [4]. Beyond health, air pollution significantly impacts the European economy through increased healthcare costs, reduced life expectancy, and lost
productivity. It also harms vegetation and damages ecosystems, water, and soil quality.
The European Environment Agency reported in 2025 that while air pollution has declined in recent decades, it remains Europe’s most
significant environmental health risk, contributing to diseases, lower quality of life, and preventable deaths [5]. Road traffic is a major contributor to European air pollution, especially particulate matter emissions. Although strides have


Fig. 2 Poor corrosion resistance and excessive wear of conventional grey cast iron brake discs during service lead to brake emissions in the form of dust and particulate matter that we now know have adverse effects on human health (Courtesy Adobe Stock/bizoo_n)
been made in reducing automotive pollution, such as the introduction of diesel particulate filters in 2009 under Euro 5 regulations, further restrictions are needed [6].
In relation to particulate matter, PM 10 refers to airborne particles with diameters of 10 μ m or less. They vary in size and composition, consiting
of a mixture of substances such as soot (carbon), sulphates, metals, and inorganic salts like sea salt. These particles arise from domestic solid fuel combustion, industry, agriculture, and road transport, with natural events such as forest fires, Saharan dust, and occasional volcanic activity also contributing [5].
“As the automotive industry adapts to these new emission limits, surface coating technologies for brake rotors – particularly those based on metal powders – are emerging as a key solution for reducing non-exhaust particulate matter.”
Geographically, areas such as Italy’s Po Valley – a major industrial and urban conurbation where air tends to stagnate – trap pollutants and worsen air quality. Several hotspots in European towns and cities, particularly across Eastern Europe, the Balkans, and Türkiye, also record daily PM 10 concentrations exceeding 75 μ g/m³. These values are well above the EU air pollution limit of 50 μ g/m³ set in 2008 [7] and exceed the new EU regulations, which require PM 10 concentrations to remain below 45 μ g/m³ over 24 hours by 2030 [8].
As the automotive industry adapts to these new emission limits, surface coating technologies for brake rotors – particularly those based on metal powders – are emerging as a key solution for reducing non-exhaust particulate matter.
The European Parliament adopted the new Euro 7 regulation in May 2024 on type-approval of motor vehicles with respect to their total emissions and battery durability [9]. It demands a reduction in vehicle pollutant emissions to improve air quality. The Euro 7 standard is applicable to all new vehicles (petrol, diesel, hybrid, and electric) from November 2026 for new types of cars and vans; and from May 2028 for new types of buses, heavy goods vehicles and trailers. The regulation aims to lower emissions from both exhaust and, significantly, from non-exhaust sources, specifically particulate emissions from tyres and brakes. The new rules also address battery durability for electric vehicles and extend compliance periods for emissions standards. A series of technical studies supported the development of Euro 7, covering testing, pollutant definitions, and emission limit quantification [10]. Manufacturers must design, construct, and assemble vehicles to comply with brake particle emission limits – 3 mg/km for Battery
Electric Vehicles (BEVs), 7 mg/km for most hybrids, Internal Combustion Engines (ICEs) and fuel cell vehicles, and 11 mg/km for large ICE vans –before all vehicle types must meet 3 mg/km by early 2035.
It is expected that by 2050, nonexhaust emissions will constitute up to 90% of all particles emitted by road transport, as exhaust particles diminish due to vehicle electrification. Therefore, brake dust emission mitigation solutions are required in the long term to meet the Euro 7 regulations. This will come at a cost when developing technical solutions. For example, the cost of implementing brake dust emission mitigation technology has been estimated in an industry survey, commissioned by the European Automobile Manufacturers Association (ACEA) [11], to add an estimated €500 per vehicle for diesel cars and vans, €300 for petrol cars and vans and up to €840 for diesel buses and trucks. However, there is a lower cost for battery electric vehicles of just €50 per vehicle and €200 per vehicle for buses and trucks.
The brake disc market in Europe, including rotors, is valued at around €4.5 billion in 2024 [12], with several million rotors produced annually, amounting to more than 100,000 tonnes of iron.
The material traditionally used to manufacture brake rotors is grey cast iron (GCI), due to its braking performance and low cost, as it is relatively straightforward to metallurgically cast and process by machining and grinding. Its high melting point, ability to absorb and dissipate heat generated during braking, reducing the incidence of brake fade with increasing temperature, combined with its resistance to wear and vibration, make GCI a reliable and efficient material for braking systems.



Fig. 3 The evolution of brake technology at Porsche: Top: Porsche Ceramic Composite Brakes (PCCB) for ultimate performance, Middle: Porsche Surface Coated Brakes (PSCB) for reduced brake dust, and Bottom: Porsche Original brakes (Courtesy Porsche)
GCI is composed of a pearlitic matrix and graphite flake dispersion, with a typical chemical composition of 2.5-4.0% carbon, 1-3% silicon, and the remainder is iron. Alloying elements like manganese, typically present in amounts like 0.60-0.95%, increase strength and hardness, and help control
sulphur (<0.07%), which, along with phosphorus (<0.12%), is kept low to prevent brittleness. Other alloying elements, especially niobium [13], [14], and sometimes vanadium, titanium, chromium, nickel and copper are added in small amounts to improve wear resistance and hardness further.

Fig. 4 A Brembo demonstration braking system from the Low Environmental Impact Brake System (LOWBRASYS) project, combines materials innovations, software and filtering technology to achieve significant brake-particulate emissions reductions (Courtesy LOWBRASYS/Horizon-2020)
“During a vehicle’s lifetime, brake discs may be replaced several times, with each disc losing up to 4 mm per face. This wear releases not only brake pad material but also significant amounts of particulate matter into the environment.”
However, poor corrosion resistance and excessive wear of the brake disc during service continue to be areas of concern, leading to brake emissions in the form of dust and particulate matter that we now know have adverse effects on human health.
During a vehicle’s lifetime, brake discs may be replaced several times,
with each disc losing up to 4 mm per face. This wear releases not only brake pad material but also significant amounts of particulate matter into the environment. Therefore, it is important to address the problem of wear without compromising the performance of the braking system, specifically the combination of the brake pads and discs.
LOWBRASYS project: pioneering coated disc solutions
Surface coatings of GCI brake discs represent a promising solution to this problem, and in 2015, the European Commission financed the Low Environmental Impact Brake System (LOWBRASYS) project [15], through the ‘Horizon-2020’ programme. The goal is to accelerate research development and validate technologies and methods that allow efficient use of clean technologies on the road. The challenge set was to develop a new generation of technologies, materials and processes to reduce the impact of traffic on both health and the environment through a structured, shared and global product for an environmentally friendly, innovative braking system, capable of reducing particulate matter emissions by at least 50%.
The LOWBRASYS team developed disc and pad materials that reduced the volume of particle emissions by around 90% during tests and cut the total mass of particle emissions by around 17%. The discs differ from current technology as they have Metal Matrix Composites (MMC) coatings, deposited using thermal-sprayed powders, on top of conventional cast-iron brake discs. At the same time, the pads are specially formulated to match the new disc surface (Fig. 4).
Thermal spray processes, like Atmospheric Plasma Spray (APS) and High Velocity Oxy-Fuel (HVOF), are well established and have been used in automotive research to provide coatings for grey cast iron brake disks [16] using powdered metal process materials that provide corrosion resistance, such as stainless steel and wear resistance, including various carbides and oxides.
Similarly, other high-speed laser cladding-type processes, as well as Cold Spray, have been used to add functional coatings to brake disc rotors. The first commercial example was the Porsche Surface Coated Brake (PSCB) disc (Fig. 5), which is
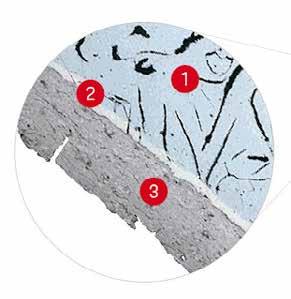

Fig. 5 Detailed view of the Porsche Surface Coated Brake (PSCB) system, comprising a high-velocity tungsten carbide coating ① , a galvanic bonding layer ② , and a laser-treated grey cast iron substrate ③ (Courtesy Porsche)
a standard feature of the Porsche Cayenne Turbo and an optional extra in other models.
The rotor surface was prepared through laser treatment and nickel plating, prior to the application of a tungsten carbide coating via High Velocity Oxy-Fuel on the cast grey iron substrate. Reports show that the surface - modified disc lasts up to 30% longer than the uncoated version. It also reduces brake dust by 90% and yields a small but measurable improvement in stopping performance [17].
In 2017, researchers at the Fraunhofer Institute for Laser Technology and RWTH Aachen University developed Extreme High-speed Laser Deposition (EHLA), a patented laser-based coating process [18]. The EHLA process is a high-speed coating technology closely related to laser-based cladding techniques,
including Directed Energy Deposition (DED) and laser cladding. It uses a laser to melt powder particles, which are fed co-axially from multiple powder feeders and deposited onto a substrate at high speed.
EHLA is a highly efficient process suitable for creating thin, high-quality coatings with applications across various industries. It achieves deposition rates of at least
250 cm²/min, significantly higher than the 10–40 cm²/min typical of conventional laser metal deposition processes.
The EHLA process minimises heat input into the substrate, resulting in a narrow heat-affected zone and minimal alloy dilution, significantly reducing the risk of distortion and cracking, outperforming other thermal spray processes such as
“The first commercial example was the Porsche Surface Coated Brake (PSCB) disc, which is a standard feature of the Porsche Cayenne Turbo and an optional extra in other models.”

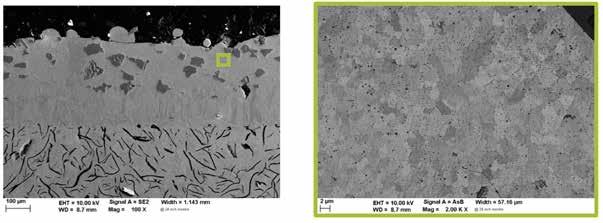
Fig. 7 Microstructures from Etxetar’s R&D unit, Ikergune, showing the effect of process gas selection in EHLA. Left: layered cross-section with carbide distribution. Right: diffusion of titanium carbides into the ferritic matrix, resulting in grain refinement (Courtesy Etxetar)
Etxetar has been awarded a global contract by the Volkswagen Group to supply high-productivity manufacturing solutions based on EHLA technology, marking a significant milestone in advanced Additive Manufacturing. The project includes the delivery of seventeen EHLA machines, scheduled to be fully operational by 2026. Building on the EHLA process, Etxetar has developed and patented several proprietary innovations – such as the automatic powder feed system – that enable high - productivity application of a wide range of materials, including stainless steels and
carbides. The developments extend across the EHLA process chain, from initial process design to fully turnkey production cells. Key elements include a patented automatic powder filling system designed for continuous operation, real - time online monitoring stations, an in - line geometric and distortion monitoring system, and a proprietary software platform that ensures integration, traceability, and control at all stages. The entire system is operated using Etxetar’s proprietary software platform, which provides integration, process traceability, and quality control throughout the production cycle.
APS and HVOF and producing thin coatings (20-300 μ m) with a high degree of precision and control for a wide range of materials, including steels, aluminium alloys and significantly MMC, such as stainless-steel powders combined with carbides.
The stainless steel and carbide powders have a powder size distribution, typically less than 53 μ m, with the fines less than 20 μ m removed and good flow characteristics, to flow freely through the nozzle. Deposition results in a dense (>99.8%) metallurgically fused and defect-free coating with a predictable and controlled composition. EHLA has a high material deposition efficiency, up to 95%, reducing waste and enhancing coating performance.
The Welding Institute (TWI), in collaboration with the Henry Royce Institute, led a four-year project to evaluate high-speed coatings, metal additive freeform manufacturing, repair, and dissimilar material joining [19] and leading innovation and industry uptake of the EHLA process, including following generation car brake discs and hexavalent chrome plating replacement in applications such as hydraulic shafts and offshore components.
TWI also led an Innovate UK project titled ‘Coated Disc – Manufacture and Coating of HighPerformance Rotors Using EHLA Technology’. The project successfully demonstrated the use of EHLA to apply a combined stainless-steel and titanium carbide (TiC) coating on rotors for both light vehicles and larger commercial and heavy goods vehicles.
Cost-effective coating materials that provide both corrosion and wear resistance, that are themselves non-toxic, are vital to the success of brake disc coating applications. Stainless steel powders, especially low-cost grades like the ferritic grade 430L, which is composed

of 17% chromium and simply a balance of iron with a low carbon level of less than 0.03%, are inherently weldable and ideally suited for the EHLA process. Combined with TiC, manufactured by established thermo-chemical processes [20], provides a compatible and coherent material couple.
The metal powder volume requirements for Euro 7 compliant brake disc coatings are significant, considering that there are approximately 10 million new vehicle registrations in the EU every year, and the majority have two, if not four, brake disc rotors. Based on the size of the braking surface on both sides of a typical 30 cm rotor and a coating thickness of 300 μ m, a total volume of more than 7,000 tonnes of stainless-steel powder, incorporating 2,000 tonnes from vehicles imported into the EU, is required. This has prompted investment in
“Stainless steel powders, especially low-cost grades like the ferritic grade 430L, which is composed of 17% chromium and simply a balance of iron with a low carbon level of less than 0.03%, are inherently weldable and ideally suited for the EHLA process.”
metal powder production capacity, predominantly based on Inert Gas Atomisation (IGA). Similarly, the volume of TiC, as the preferred wear material due to its light weight (4.5 g/cc), availability and considered a biocompatible material, amounts to 800 tonnes of TiC powder. The total powder market for
brake disc coating for Euro 7 compliance is estimated at more than €150 million.
Metal powder production by IGA provides the spherical free-flowing stainless-steel powder for the EHLA coating process, as well as for thermal spray and Additive Manufacturing processes, including Powder
Bed Fusion. Powder production incorporating air melting or melting under an inert gas, as well as premium Vacuum melting Inert Gas Atomisation (VIGA) and even Electrode Inert Gas Atomisation (EIGA) are suitable production routes. In fact, the EIGA process offers some
advantages in terms of safety, operational simplicity, even running semi-continuously, and high quality due to its refractory-free design compared to standard IGA or VIGA. Nitrogen is the logical choice for atomisation, offering both lower cost and reduced environmental
“Metal powder production by IGA provides the spherical free-flowing stainless-steel powder for the EHLA coating process, as well as for thermal spray and Additive Manufacturing processes, including Powder Bed Fusion.”
impact. Stainless steel powders, including 430L, are sustainable materials readily produced by Inert Gas Atomisation (IGA), often incorporating high recycled content. Oversize and undersize fractions from the EHLA mid-size cut can be repurposed for other applications, recycled, or reverted into nearly any stainless steel grade.
The EuroBrake conference and exhibition, established in 2012 by FISITA, a global organisation promoting mobility, is the annual opportunity for the world’s brake and friction technology community to come together in the pursuit of technological advancement and knowledge sharing. The EuroBrake 2025 edition held in Barcelona in June was
“Vehicle OEMs have largely converged on advanced coated brake discs (particularly EHLA-type processes) as the preferred solution to meet Euro 7 regulations, thanks to their high dust reduction potential and strong braking performance.”
dominated by topics related to the forthcoming implementation of the Euro 7 regulations, with several presentations featuring technical solutions, especially EHLA brake disc rotor coating studies.
Several major automotive players presented the future of braking technology at the conference, and there were some common themes, including the increased use of intelligent regenerative braking and new material developments for both brake pads and discs. Vehicle OEMs have largely converged on advanced coated brake discs (particularly EHLA-type processes) as the preferred solution to meet Euro 7 regulations, thanks to their high dust reduction potential and strong braking performance.
While drum brakes, often used on the rear axle of small cars, offer a cost-effective solution, their performance does not match that of vented discs. Visual appeal, particularly red-painted callipers, also carries marketing weight and consumer appeal. Filtration systems are also impractical for light passenger vehicles due to added weight, complexity, and maintenance requirements.
Highlights of the technical presentations at EuroBrakes included results of brake emission testing, aligned to Euro 7, in relation to simulated and standardised real-world driving
cycle tests, such as the Worldwide Harmonized Light Duty Vehicles Test Procedure (WLTP) [21]. Testing different brake rotor coating material combinations, including 430L and TiC [22], DIN 1.3820 nickel-free stainless steel and Titanium Carbo-Nitride (TiCN), super-ferritic stainless steel and TiC and Titanium alloy (Ti6Al4V) and TiC, in conjunction with new brake pad formulations, including Non-Asbestos Organic (NAO) brake pads [23].
Corrosion testing throughout the brake testing cycle, which included cleaning stops, was an important finding. It was apparent that the corrosion depends on the disc coating materials, where some corroded pairs produced more dust at the start of the cleaning cycle than
others, and several tests resulted in a slight drop in the coefficient of friction, which would influence braking performance. Galvanic corrosion is also a potential issue, especially between dissimilar materials in the coating and the GCI, mainly when operated in salty wet driving conditions. Galvanising with zinc paint, which is often applied to premium brake disc rotors, can provide a passive solution by covering the interface between the coating and the GCI rotor body.
The brake rotor aftermarket will also adapt to the new Euro 7 regulation. Where replacements may be less frequent, most likely driven by corrosion and some wear, but the replacement product will no doubt demand a higher value when incorporating Euro 7 mitigation technology, likely to be dominated by EHLA-type coatings.
In summary, the forthcoming Euro 7 regulations are expected to reduce air pollution in Europe by mandating that vehicle manufacturers and their tier suppliers mitigate PM 10 emissions from brake disc systems. Metal powder-based surface coatings offer an efficient and cost-effective solution to meet these new targets.
“The brake rotor aftermarket will also adapt to the new Euro 7 regulation. Where replacements may be less frequent, most likely driven by corrosion and some wear, but the replacement product will no doubt demand a higher value when incorporating Euro 7 mitigation technology, likely to be dominated by EHLA-type coatings.”
While the European Union is pioneering specific particulate limits for brake emissions under Euro 7, other global regions are also tightening regulations.
Japan has progressively been implementing stricter vehicle emission standards for new and in-use vehicles, aligned with international trends such as Euro 6 and WLTP testing procedures. Regulations continue to evolve with a focus on ultrafine particulate matter. Current limits are 0.005 g/km for most vehicles, with the potential to include non-exhaust emissions such as brake and tyre wear in the future.
China’s new standards aim to cut overall air pollution and stimulate innovation in the automotive sector. An official draft is expected by the end of 2025, with implementation before 2030. The China 7 standard will be stricter than China 6 and is likely to include limits on particulate matter (PM 2.5 and PM 10) from brakes, similar to the new Euro 7 standards.
Current US Tier 3 particulate matter regulations, for example, remain less stringent than the particle number limits already in place in Europe, China, and India. As a result, particulate filters are not yet used on gasoline cars in the USA, unlike in Europe and China. However, Tier 4 regulations, expected in 2027, will target a much lower PM limit (0.5 mg/mile), aligning with European and Chinese standards and likely necessitating filters. Though there are no current limits for brake emissions, concerns over brake pad toxicity led to an asbestos ban and California has restricted copper.
Air pollution remains a major public issue in India, particularly in megacities such as New Delhi, where
vehicle emissions are the dominant source of fine particulate matter. Despite efforts to expand public transport and promote cleaner technologies, road traffic continues to contribute heavily to pollution levels. Bharat Stage VI standards, introduced in April 2020, rely on PM 2.5 as a key indicator for PM 10 and require all new vehicles to comply with these stricter limits. Bharat Stage VII standards have not yet been released, but they are expected to be modelled on Euro 7 and will likely introduce explicit limits for nonexhaust sources such as brake and tyre wear. The overall objective is to deliver a significant reduction in motor vehicle-related air pollution.
Brazil’s PROCONVE programme regulates emissions through the L-7 and L-8 standards for light-duty vehicles and the P-8 standards for heavy-duty vehicles. L-8, phased in from 2025, adopts a fleet-average approach with increasing stringency, including a 6 mg/km limit for lightduty vehicles with direct injection petrol engines. P-8 standards, active since early 2022, align with Euro VI for heavy vehicles and require on-road testing.
Current standards for heavy-duty vehicles in South Africa are broadly equivalent to Euro II, with plans to adopt higher standards such as Euro VI once low-sulphur fuels are widely available. CO₂limits for passenger cars have also been introduced and will become progressively stricter.
Saudi Arabia applies a Corporate Average Fuel Economy (CAFE) standard for light-duty vehicles. It targets a 4% annual improvement in fuel economy, with goals of 18.524.8 km/L by 2028. The Kingdom also requires Euro 5 compliance for diesel engine emissions.
A study on non-exhaust emissions in road transport, conducted by e:misia in collaboration with EIT Urban Mobility, Transport for London (TfL), and the Greater London Authority (GLA) and completed in May 2025, underscored the importance of integrating both regulatory and local measures. These include LowEmission Zones, increased public transport use, and improved traffic flow and volume management. Together, these actions will help create healthier urban environments across Europe.
Author
Dr Paul Davies Business Development Manager Europe, INDO-MIM paul.d@indo-mim.com
Tel: +44 7376 220858
INDO-MIM Europe Sales Office Oskar-Lapp Str. 2 70565 Stuttgart Germany
Tel: +49 711 6550 0242 www.indo-mim.com
[1] World Health Organisation; Ambient (outdoor) air pollution, published 2024
[2] World Health Organisation; WHO global air quality guidelines: Particulate matter (PM 2.5 and PM 10), ozone, nitrogen dioxide, sulfur dioxide and carbon monoxide, 2021
[3] European Environment Agency; Harm to human health from air pollution in Europe: burden of disease status, published 2024
[4] European Environment Agency; Air pollution and children’s health, published 2023
[5] European Environment Agency; Air quality status report 2025, published 2025
[6] Hooftman, Nils; Messagie, Maarten; Van Mierlo, Joeri; Coose -
mans, Thierry; A review of the European passenger car regulations – Real driving emissions vs local air quality, Renewable and Sustainable Energy Reviews , Volume 86, April 2018, Pages 1–21
[7] Directive 2008/50/EC of the European Parliament and of the Council of 21 May 2008 on ambient air quality and cleaner air for Europe
[8] Directive (EU) 2024/2881 of the European Parliament and of the Council of 23 October 2024 on ambient air quality and cleaner air for Europe
[9] Regulation (EU) 2024/1257 of the European Parliament and of the Council (Euro - 7)
[10] European Commission; Euro - 7 Vehicle emission standards: A European Green Deal proposal. Technical studies for the development of Euro 7: Testing, Pollutants and Emission Limits, September 2022
[11] Frontier Economics; Regulatory costs of Euro 7 – Findings from an industry survey, 23 May 2023
[12] Global Market Insights, Europe Automotive Disc Brake Market, 2025
[13] Wear Behavior of Nb Alloyed Gray Cast Iron for Automotive Brake Disc Application, Metals , 13(2), 2023, 365
[14] Development of disc brake rotors for trucks with high thermal fatigue strength
[15] European Commission; Horizon 2020: LOWBRASYS (a LOW environmental impact BRAke SYStem), https://cordis. europa.eu/project/id/636592
[16] Aranke, Omkar; Algenaid, Wael; Awe, Samuel; Joshi, Shrikant; Coatings for Automotive Gray Cast Iron Brake Discs: A Review, Coatings 2019, 9(9), 552
[17] Porsche’s New Brakes: Less Dust, (Slightly) Shorter Stops, The Brake Report, April 2020
[18] Fraunhofer Institute for Laser Technology ILT; Extreme High-Speed Laser Deposition (EHLA), https:// www.ilt.fraunhofer.de/en/press/press-releases/pressrelease-2018/press-release-2018-7-25.html
[19] The Welding Institute (TWI); What is Extreme High Speed Laser Application (EHLA)?, https://www.twi-global. com/technical-knowledge/faqs/what-is-ehla
[20] Mhadhbi, Mohsen; Driss, Miloud; Titanium Carbide: Synthesis, Properties and Applications, Journal of Brilliant Engineering, Volume 2, 2021, Pages 1–11
[21] European Commission; Worldwide Harmonized Light Vehicles Test Procedure (WLTP), https://www.wltpfacts.eu
[22] Azpeleta, Maria; Influence of nitrogen and argon on the microstructure of 430L+TiC coated brake discs using high speed laser cladding, EuroBrake 2025 , organised by FISITA
[23] Grabiec, Tomasz; Evaluation of the corrosion and brake performance of different coating systems after a combined dyno and corrosion cycle, EuroBrake 2025, organised by FISITA
Formerly PM Review, Metal Powder Technology is the essential international resource for the entire metal powder value chain — from production and processing to applications in PM, hardmetals, PM-HIP, batteries, magnetic materials, coatings, and beyond.
Through our magazine, website, weekly newsletter, social media channels and webinars, we connect industry innovators with a truly global audience.
Our platforms deliver trusted news, in-depth articles, and expert analysis to engineers, designers, researchers, and business leaders worldwide.
• Have industry news to share? Submit it
> paul@inovar-communications.com
• Want to showcase your expertise? Pitch a feature article
> nick@inovar-communications.com
• Be visible: Ask about advertising opportunities
> jon@inovar-communications.com
• Stay connected: Follow us on LinkedIn
> www.linkedin.com/company/ metalpowdertechnology

11-14 OCT 26 Budapest HUNGARY Organised
The 21 st Plansee Seminar, held in Reutte, Austria, in June 2025, once again confirmed its reputation as the leading international forum for refractory metals and hard materials. Bringing together more than 530 participants from industry, academia, and research, the event delivered over 280 presentations spanning sustainability, Additive Manufacturing, nuclear fusion, and critical raw materials. In this review, Bernard North highlights selected advances in tungsten, molybdenum, cemented carbides, coatings, and cermets, reflecting both the seminar’s technical depth and its forward-looking strategic outlook.
The Plansee Seminar on Refractory Metals and Hard Materials, initiated in 1952 by Paul Schwarzkopf, has long served as a cornerstone event for technical exchange in the fields of refractory metals and hard materials. The event was conceived as a platform for both professional and personal interaction among participants.
Initially held every three years, the organisers later switched to a four-year cycle. Since 1981, the seminars have been hosted in the Walter Schwarzkopf Hall at the Plansee Group’s Reutte facility in Austria. In recent years, this has been expanded with ‘The Cube’, a temporary adjacent venue that houses poster sessions, a lecture room, and dining areas.
A detailed overview of the event’s history was presented by Herbert Danninger at the 20 th Plansee Seminar in 2022 [1]. Initially scheduled for 2021, this was postponed to 2022 due to the COVID-19 pandemic [2]. That year, the organisers announced a shortened interval
before the 21 st Seminar in 2025 to better align with related international events.
The author has been fortunate to be able to attend several Plansee Seminars, including the last three, and remains consistently impressed
by the professionalism, courtesy, and hospitality of the hosts, as well as their commitment to maintaining the seminars’ legacy.
The 2025 Plansee Seminar reaffirmed its status as a leading forum for the refractory metals and hard

“Wex stressed the importance of innovation in advancing the industry despite challenging economic and geopolitical conditions. Amid these crises, however, he noted a cautious – but growing – optimism among businesses.”

materials community. Now in its 21 st edition, the seminar saw a notable increase of around 40% in technical content compared to 2022, with over 280 presentations – comprising 114 oral presentations and 173 posters.
In line with tradition, the 21 st Plansee Seminar opened with a performance by the Plansee Werksmusik, the organisation’s orchestra. This
was followed by addresses from Karlheinz Wex, CEO and Seminar Chairman, and Heinrich Kestler, Seminar Secretary, who welcomed the record 530+ participants, including more than eighty students. The opening session also recognised three former Seminar Secretaries in attendance: Hugo Ortner, Peter Roedhammer, and Lorenz Sigl.
In his speech, Wex stressed the importance of innovation in advancing the industry despite challenging economic and geopo -
litical conditions. Amid these crises, however, he noted a cautious – but growing – optimism among businesses. Kestler echoed Wex’s sentiments, noting the strong participation from universities, research institutes, manufacturers, and trade groups. Owing to the expanded oral programme, he noted that, for the first time, sessions would run in parallel. He acknowledged the efforts of the International Liaison Board, Scientific Committee, and Session Chairs.
The seminar’s technical programme began with three invited presentations addressing refractory metals, cemented carbides, and the role of Artificial Intelligence (AI) in manufacturing.
Andreas Feichtinger of Plansee SE opened with an overview of the use of molybdenum (Mo) and tungsten (W) as refractory metals [3]. Of the ~40,000 tonnes of Mo consumed annually, around 17,000 tonnes are used as refractory metal products, while 16,000 tonnes of W are used as refractory metal products from a total global usage of ~120,000 tonnes, 65% of which is for hardmetals.
These numbers are small compared with those of iron, aluminium, or copper, so the refractory metals industry focuses on specific applications where the materials’ unique properties solve specific problems. Refractory metals offer good high-temperature performance, low thermal expansion, high thermal conductivity, and corrosion resistance. Tungsten also provides high density. However, in line with their consumption levels, these materials are relatively expensive – and difficult to machine.
Feichtinger emphasised that successful applications generally hinge on utilising at least two beneficial properties to justify their selection. He also noted the importance of technical fit and customer alignment, given buyer reluctance due to cost and supply concerns. As examples of worthwhile applica -
tions, he highlighted components in Extreme Ultraviolet (EUV) systems for semiconductor manufacturing, interconnects in logic chips, vascular stents in medicine, and spinal implants using Mo-47.5%Re alloy.
Cemented carbide industry in China
Prof Xiaoyan Song, Beijing University of Technology, gave a comprehensive overview [4] of China’s vast and growing cemented carbide industry, combining production statistics, commercial highlights, and recent research developments. Between 2015 and 2023, total production increased at an average rate of 9% per annum, reaching approximately 48,000 tonnes (53,000 US short tons) in 2023, more than half of global output.
Of this total, sixteen enterprises alone produced a total of 34,000 tons, each making over 1,000 tons; five of these companies are based in Zhuzhou City. Exports of cemented carbide also showed a strong performance, reaching approximately 11,000 tons, 9% higher than in 2022.
Specific to metalcutting tooling, insert production grew by over 31% annually between 2015 and 2023, while round tool blank production rose by 11% annually. Cutting tool exports increased at an average rate of more than 5% per year, while imports declined by approximately 1% annually during the same period.
Song highlighted several key companies and their specialisations, including: Zhuzhou Cemented Carbide Group (ZCC), which has developed novel binder-phase hardmetals for roll applications; Xiamen Tungsten Co Ltd (XTC), which produces 35,000 tons of ammonium paratungstate (APT) annually and holds strong market positions in tungsten wire, cemented carbide round tool blanks, and large-diameter anvils for synthetic diamond production; Shenzhen Jinzhou Precision Technology Co, which manufactures ultra-fine drills for additively manufactured circuit boards, with diameters down to 10 μ m, approximately one-seventh the diameter of a human hair; Uprise



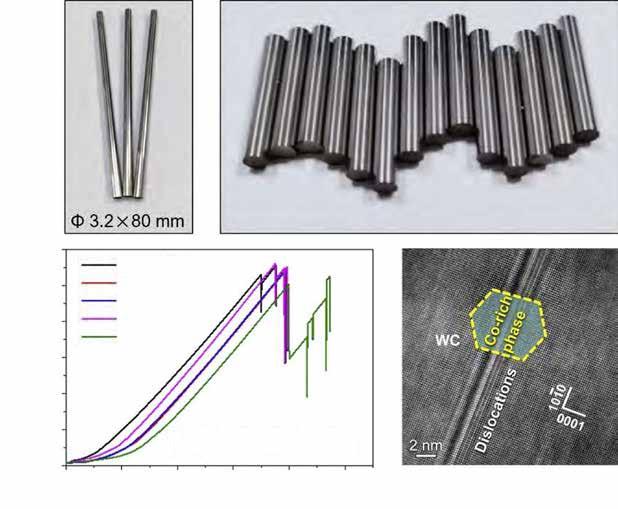
5,303 MPa 5,455 MPa
5,384 MPa
5,599 MPa
5,030 MPa TRS=5274±273 MPa ⌀ 3.2x80 mm
3D Technology, a supplier of Material Extrusion (MEX) Additive Manufacturing equipment; and Zhuzhou Ruideer Metallurgy Equipment Manufacturing, known for sintering furnaces and chemical vapour deposition (CVD) systems.
Examples of active research summarised by Song included CoNiFeCr-bonded tungsten carbide (WC) functional gradient materials (FGMs), WC-Al 2O 3-ZrO 2-graphene FGM composites, detailed transmission electron microscopy showing
dopant distributions at WC-Co grain boundaries, pressure-oscillating hot pressing (HOP) and sinter forging (OSF). Also highlighted were nanostructured materials made by W-C-Co reactive sintering, where WC grains contain Co-rich nanoparticles which, through their interaction under stress with dislocations in WC grains (Fig. 4), enhance fracture toughness while maintaining high hardness levels and extraordinarily high transverse rupture strength levels (5.3 GPa). Testing is currently underway for these materials in various applications, including solid round tooling.
In closing, Song emphasised that China’s cemented carbide industry, having already forward integrated to a massive degree from its raw materials base, is transitioning from a volume-based model towards a high technology model driven by growing application demands, emphasising high precision, quality, technical innovation, and critical resource reduction through increased recycling initiatives.
AI and cybersecurity in Industry 4.0 Erich Gatterer, a technical consultant with experience in cybersecurity and digital controls in the pulp and paper industry, gave an overview [5] of the shift from the ANSI/ISA-95 standard (first published in 2000, and sometimes referred to as ‘Industry 3.0’) to the Industry 4.0 concept introduced in 2011.
While ISA-95 outlined the traditional automation pyramid – from Control and Distributed Control Systems (DCS)/Programmable Logic Controllers (PLCs) up to Enterprise Resource Planning (ERP) – Industry 4.0 adds system-wide connectivity, transparency, predictive capability, and adaptability, underpinned by cybersecurity.
Citing recovery boilers as a case, Gatterer emphasised the need to measure only what is critical to process integrity. He also noted that as fewer people are choosing careers in manufacturing, AI, and autonomous systems are becoming essential.
Table 1 Materials groups presented at Plansee 21 by application area, based on the abstract booklet. Presentations may cover more than one material type and/or application area
Table 2 Materials groups by focus area. Presentations may cover more than one material type and/or focus area
By analysing and reclassifying the abstracts provided by the organisers, the author identified key focus areas in refractory metals and hard materials research. For this report,
refractory metals are grouped into five subcategories: W-based, Mo-based, Ta/Nb/Re-based alloys, heavy metals, and high-temperature superalloys. Hard materials have been grouped into WC-based hardmetals, non-WC cermets, and thin coatings. A breakdown by material type is shown in Fig. 5.
Presentations were also assessed by application area. As shown in Table 1, around half did not specify a target application (although it can often be inferred) – typical for earlystage (often university-led) research with broad potential relevance. Among those that did, the most common areas were:
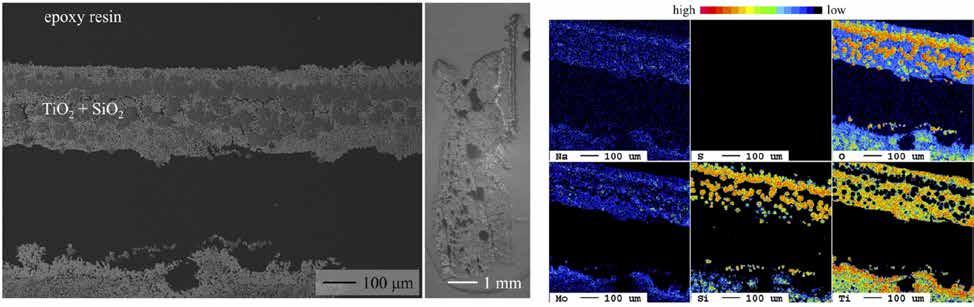
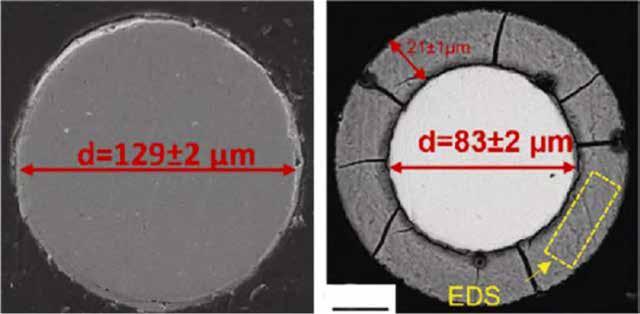
• Metalcutting
• High-temperature components (e.g. turbines, furnaces, rocket motors)
• Nuclear fusion first wall components
• Electronics and medical devices
In terms of cross-cutting technical themes, Table 2 highlights
the frequency of topics such as Additive Manufacturing, recycling, high-entropy alloys, and cobalt replacement in WC-based hardmetals (and, to a lesser extent, cermets). Together, these themes featured in more than one-third of all presentations.
Given the volume of content, this report focuses on key trends within
“The refractory metals category included twenty-five high-temperature superalloy presentations, primarily aimed at hightemperature gas turbines, rocket motors, or other extreme applications. Several metallic systems were represented, with the most common being MoSiBTi...”
each material group and highlights selected oral presentations or posters of particular interest. A more detailed discussion of Additive Manufacturing developments will appear in the Autumn 2025 issues of PIM International and Metal AM
The refractory metals category included twenty-five high-temperature superalloy presentations, primarily aimed at high-temperature gas turbines, rocket motors, or other extreme applications. Several metallic systems were represented, with the most common being MoSiBTi, followed by multiple presentations covering CrMoSi, high entropy alloys in the MoWTaTiNbZr system, and Al 2O 3-reinforced Nb. Hot corrosion resistance was discussed in some presentations, as this is of particular concern for gas turbine applications.
Lukas Korell of DECHEMA, Karlsruhe Institute of Technology, discussed [6] hot corrosion testing of MoSiTi and MoSiCr alloys in the range 500-900°C in a Na 2SO 4 environment characteristic of what would be encountered in hightemperature turbine use. Analysing the corrosion interfaces with X-ray diffraction (XRD), scanning electron microscopy (SEM), and electron probe microanalysis (Fig. 6) helps advise on future materials selection for such applications.
Ta, Re, and Nb-based refractory metals
Over twenty presentations discussed rhenium (Re), niobium (Nb), or tantalum (Ta), some on the pure or near-pure elements and others on alloys with W or Mo. The seminar acknowledged the 100 th anniversary of rhenium’s discovery with a dedicated session, which included an insightful overview [8] by Edgardo Cisternas of Molymet on the element’s history, sources, and industrial applications.
Rhenium is typically obtained as a by-product of Mo production, which is commonly a by-product of copper mining. Its biggest use –about 80% – is as a minor alloying element in nickel-based superalloys. Nevertheless, more recent superalloys have reduced its level to around 1.5%, although overall growth in aviation offsets this to some extent. Other uses include as catalysts, particularly in hydrogen production, and alloyed with Mo for medical implants or W for hightemperature applications.
Mo-based refractory metals
A key focus area was Powder Bed Fusion (PBF) or Directed Energy Deposition (DED)–based AM, with seven presentations, most commonly Laser Beam Powder Bed Fusion (PBF-LB), a substantial increase in emphasis since the 2022 Plansee Seminar and with evidence of real progress. Besides AM, there were multiple presentations on the basics of processing, microstructure, and mechanical properties, as well as on brazing or welding, and individual presentations on PVD targets, electronics, and medical applications.
Jeremy Goldman of Michigan Technological University discussed work [9] investigating the use of Mo stents for the treatment of obstructive coronary cardiac arterial disease. The results were promising, attributed to Mo’s combination of mechanical properties, uniform and moderate biodegradation rate (Fig. 7), and favourable in-vitro biocompatibility.
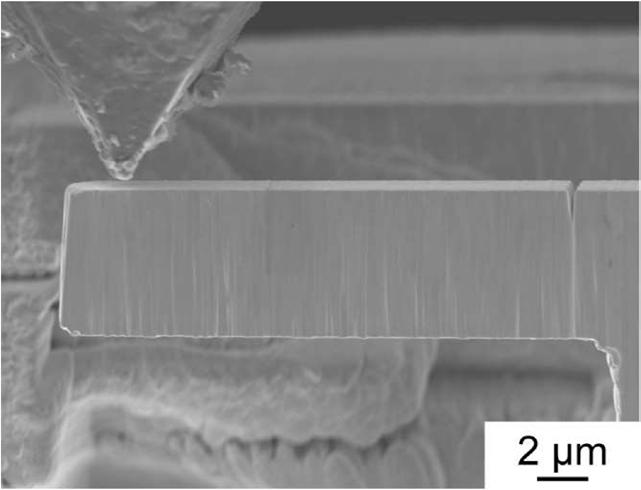
“The seminar acknowledged the 100th anniversary of rhenium’s discovery with a dedicated session, which included an insightful overview by Edgardo Cisternas of Molymet on the element’s history, sources, and industrial applications.”
W-based refractory metals
Eleven of the W refractory metal presentations concerned its consideration as a first wall material for nuclear fusion reactors, six of which were on pure W, two on WRe alloys (Re will be formed, along with Os, in use as a transmutation product of W), three on K-doped W, two on rare earth oxide dispersed W, and one on WCrTi alloys (all different ways to minimise W grain growth, with consequent embrittlement, at elevated temperatures).
The other W presentations were concerned with its use as a rotating anode for X-ray tubes, PBF for various applications, fine wire (including K doping to control
recrystallisation), plus detailed microstructural investigations. A particularly impressive presentation [10], demonstrating the remarkable precision of modern analytical techniques, was given by Hannah Luise Lichtenegger of Montanuniversität Leoben, in which cantilevered bars were ion milled from approximately 25 μ m diameter wire and the bars subjected to fracture toughness and fatigue testing on a nanoscale (Fig. 8).
‘Heavy metal’ is a term used to describe W-based materials in which W is liquid phase sintered with Fe-group metal binders to form
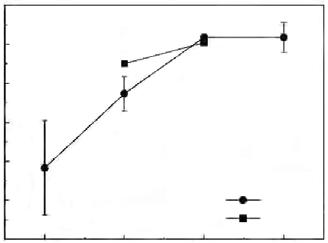
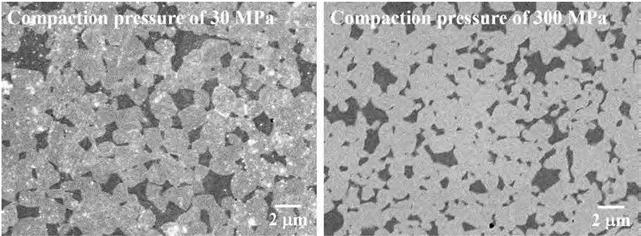
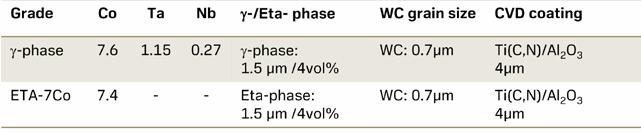
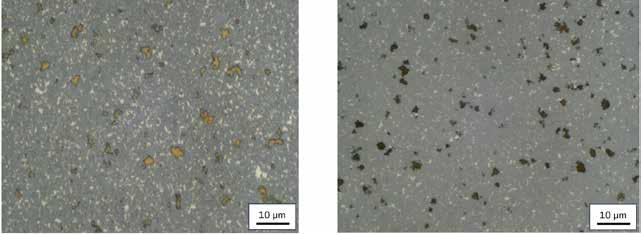
“Sustainability remained a key theme, with twelve contributions examining how to quantify and reduce the carbon footprint of hardmetals, or the most effective way to do so – namely by making extensive use of recycling.”
a high-density material commonly used as military penetrators, aircraft balance weights, and radiation shielding. Similar materials include copper-tungsten, which can be used as electrical contacts and as tooling in electrical discharge machining.
The category was well represented by seventeen presentations, about half of which focused on AM (as previously noted, to be covered in the Autumn 2025 issues of PIM International and Metal AM). The remaining papers explored topics such as basic powder processing and sintering studies, post-sintering swaging, and heat treatment.
Three presentations focused on producing very fine-grained materials by co-reduction of metallic oxide powders, followed by green forming and sintering. One such example was a poster [11] by Eui Seon Lee et al. of Seoul National University in which oxide powders of W, Ni, and Cu were wet ball milled, dried, and then reduced in H 2 to form a 90 W–7 Ni–3 Cu (by weight) metal powder mixture, which was subsequently pressed and sintered in H 2 The result was fine-grained (~2 μ m) dense materials with Vickers hardness levels of up to 390 kg/mm 2 (Fig. 9).
WC-based cemented carbides
Cemented carbides based on a hard WC phase comprised the largest category of presentations, with 100 contributions. Most were general in scope, focusing on fundamental studies or processing refinements without specifying end-use applications. However, twelve specifically applied to metalcutting (the most commercially valuable application), while nine covered the potential use as first wall shielding for nuclear fusion reactors.
Sustainability remained a key theme, with twelve contributions examining how to quantify and reduce the carbon footprint of hardmetals, or the most effective way to do so – namely by making extensive use of recycling.
In parallel, twenty-five presentations investigated the use of
non-cobalt binder metals, either Fe or Ni, usually alloyed with another element, most commonly chromium (Cr). For nuclear fusion applications, FeCr alloy is clearly the binder of choice, due to the unsuitability of Co and Ni for applications under heavy neutron bombardment.
Additive Manufacturing was the focus of nine contributions, while many others addressed fundamental questions using advanced electron microscopy, the related issues of the phase transition of the (usually Co) binder metal between its facecentred cubic (FCC) and hexagonal close-packed (HCP) crystal structures, and dislocation stacking faults in these phases. The studies explored how these phenomena relate to mechanical properties and performance, and how they can be engineered by alloying with metals, in particular W, Cr, and Ru.
A particularly impressive presentation [12] by José Garcia et al., Sandvik Coromant, showed that by going to very low C levels in either a Co- or Ni-bonded WC, the normally detrimental M6C ‘eta’ phase formed a benign, equiaxed morphology (Fig. 10). This is similar to the commonly used ‘gamma’ phase (typically WTaNb(Ti)C), but this approach allowed very high levels of W solubility in the metal binder with improved performance, specifically demonstrated in indexable milling against conventional controls.
Of the sixteen presentations in this category, six were explicitly aimed at metalcutting; while the rest did not indicate end use, although metalcutting is a probable application area for most. Eight described materials based on TiC or TiCN, three concerned NbC or NbCN, three papers discussed beneficial effects of Cr or Cr 3C 2 (common in WC-based hardmetals) additions to properties, and four utilised high entropy hard phases, including one [13] by Johannes Pötschke et al of Fraunhofer IKTS where two high entropy carbide phases were successfully pre-solid solutioned
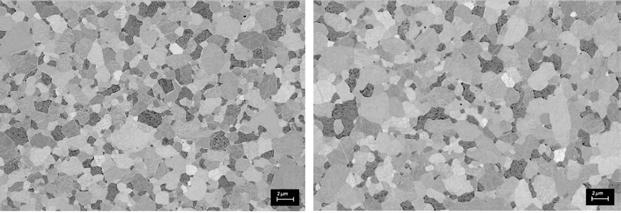
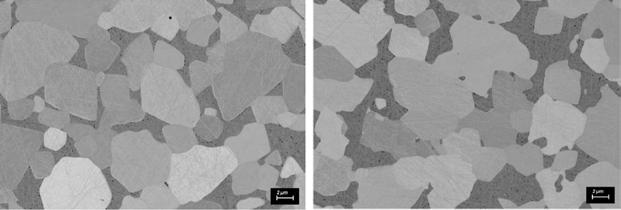
“A particularly impressive presentation by José Garcia et al., Sandvik Coromant, showed that by going to very low C levels in either a Co- or Ni-bonded WC, the normally detrimental M6C ‘eta’ phase formed a benign, equiaxed morphology.”
and then milled with Ni powder, and pressed and sintered to make materials of two different grain sizes with uniform microstructures (Fig. 11) and promising hardness levels.
Approximately sixty oral presentations and posters were delivered on thin coatings, with a distribution of roughly two-thirds focused on Physical Vapour Deposition (PVD) and one-third on Chemical Vapour Deposition (CVD). Around 60% of the contributions addressed applications in metal cutting, while about 10% dealt with high-temperature
components such as turbine parts. The remaining papers covered topics in electronics, nuclear fusion, or fundamental studies without specified applications. A wide range of application-specific coating compositions, deposited mainly by CVD, were represented in the non-metalcutting area. In the metalcutting field, most of the PVD presentations were, as in previous years, on ordered facecentred cubic coatings based on TiN, but with significant substitution of Ti by Al. In some cases Cr, Si or other elements were added either alongside or in place of Al; in a few cases, more complex high entropy solid
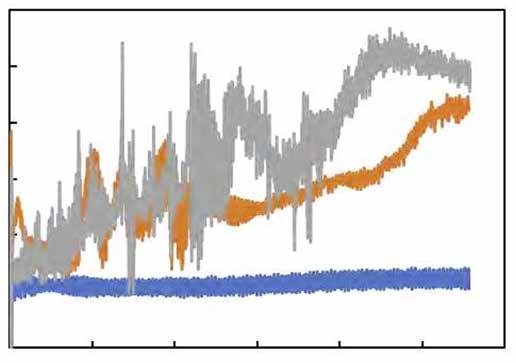
“Several presentations discussed variants of and/or detailed analysis of the most common CVD coating used for metal-cutting inserts: TiCN/Al2O3. In contrast, others covered the TiAl(O)N system, wherein CVD processes have been developed in recent years to rival PVD TiAlN.”
solutions were used to improve the hardness and oxidation resistance and hence metalcutting performance.
Several presentations discussed variants of and/or detailed analysis of the most common CVD coating used for metal-cutting inserts: TiCN/Al 2O 3. In contrast, others covered the TiAl(O)N system, wherein CVD processes have been developed in recent years to rival PVD TiAlN. An uncommon PVD coating, W 2C, was described [14] by Nozomi Tsukihara et al. of Sumitomo Electric with detailed analytical work (Fig. 12) explaining its utility on the basis of reduced friction coefficient due to lattice
mismatch between the coating and the reaction layer formed during machining, on cemented carbide inserts for the machining of titanium alloys.
As in recent editions of the Plansee Seminar, the European Powder Metallurgy Association (EPMA) Hard Materials Group (EuroHM) held a separate, parallel session during the event. Established in 1999, EuroHM is currently guided by a steering committee comprising Susanne Norgren (Sandvik and Lund Univer -
sity), Bryan Roebuck (retired, UK National Physical Laboratory), Steve Moseley (Hilti), Johannes Pötschke (Fraunhofer IKTS), and Luis Llanes (CIEFMA-UPC Barcelona).
The EPMA’s Kenan Boz opened the session with a concise overview of EPMA’s history and role. Founded in 1989, the association’s mission is to promote the application of Powder Metallurgy technologies across Europe. Its activities include subjectspecific seminars in areas such as Hot Isostatic Pressing (HIP), energy, and aerospace; an annual trade exhibit and conference (this year in Glasgow, Scotland, September 14-17 and next year in Budapest, Hungary, October 11-14, 2026); participation in ISO standards committees (TC119 for PM, TC261 for AM); collaborative ‘club projects’ where members jointly fund targeted technical studies; and coordination of EU-funded consortia projects.
On the subject of recycling, Thomas Klünsner of Materials Center Leoben Forschung GmbH described joint work with CERATIZIT Austria GmbH to determine whether a 99% zinc reclaim – using 10% submicron WC-Co grade (a type almost ubiquitous for solid round metalcutting tooling, and also used for some indexable inserts and wear parts) was equivalent in high temperature properties to a 100% virgin control made to the same finished specification. Polished tensile samples were tested in both monotonic tensile and cyclic stress and also creep modes, with most testing being done at 700 or 800°C. In brief, the materials showed no differences in behaviour. As a follow-on project, work at different C balance levels and using less pure reclaim has been proposed, with several industrial and university partners seeking Austrian federal government funding.
Project summaries
Johannes Pötschke summarised two EPMA-managed projects in the hard materials area. Firstly, the RESQTOOL project running from 2023-27 with a budget of €8 million, aimed at both increasing the amount of
Prof Luis Llanes (CIEFMA-UPC, Barcelona) summarised the Accelerating the Design and Insertion of Critical Raw Materials (CRM) Hard Materials for Next-Generation Extreme Applications (AIM-NEXT) programme, which he coordinates. Funded through the European Union’s Marie SkłodowskaCurie Doctoral Network scheme (HORIZON-MSCA-2022-DN-01),
AIM-NEXT runs from February 2024 to January 2028 and has a total budget of €2.71 million. The programme responds to the growing need for sustainable, high-performance materials by focusing on hard materials that use significantly reduced amounts of CRMs, such as cobalt and tungsten. AIM-NEXT supports ten doctoral candidates, each engaged in research that bridges academia and industry. These researchers are hosted across a pan-European consortium of leading universities
recycling through better sorting processes and revised scrap type classifications and improving both the zinc reclaim ‘short’ process and hydrometallurgical/furnacing ‘long’ process (the latter is used for lower level and poorly sorted scrap materials) with twelve participants from industry, universities, and research institutes.
Secondly, the AlloyHard project (two years started in March 2025) is studying the partial or total elimination of Co (using a very high volume % (32%) binder metal (equivalent to a 20 wt.% Co grade, at two different grain sizes) as the binder metal (while retaining WC as the hard phase), investigating elemental versus pre-alloyed metal powders and the effect on sintering cycles, C ‘window’, hardness, tough -
and companies, gaining hands-on experience in developing and evaluating advanced hard materials for demanding applications in sectors such as mining, machining, and construction.
Academic partners include UPC Barcelona, KTH Stockholm, Lund University, Universidad Carlos III de Madrid, University of Aveiro, RWTH Aachen, and INP
Grenoble. Industrial involvement comes from Sandvik, SECO Tools, Hilti, Element Six, Durit, and OMCD TEK HUB. Each doctoral candidate follows a carefully structured training path combining interdisciplinary research with industrial secondments, fostering the development of technical and transferable skills.
AIM-NEXT supports the design and industrial insertion of hard materials based on non-critical raw materials (Courtesy AIM-NEXT)
ness, strength, microstructure, and magnetic properties. CEIT (Navarre, Spain) and FhG IKTS (Dresden, Germany) are leading the project.
Christoph Broeckmann of RWTH Aachen mentioned the SIMUCRACK I-V series of projects, which look at modelling predictions versus mechanical data in cyclic fatigue of cemented carbides, and stated that a new consortium project with initial members RWTH Aachen, National Physical Laboratory UK, and UPC (University of Barcelona) is being planned.
Kenan Boz mentioned that the acceptance rate for EU-funded projects is approximately 6.5%, and that preparing proposals can
be time-consuming can be timeconsuming so thorough planning is crucial. As well as EU countries, other nations such as the UK, Switzerland, Israel, Türkiye, and Ukraine can also partner in programmes. He also emphasised the importance of including end-users and noted that defence-related projects are now eligible for potential funding.
Finally, Susanne Norgren elicited ideas for future technical programmes. Suggestions included cyclic loading and fatigue (distinguishing between coarse-grain mining grades and finer-grained metalcutting grades), rolls for metal forming, recycling of first-wall nuclear fusion reactor materials, alternative recycling methods, AI in production, and Additive Manufacturing.

The Plansee Seminar never ceases to impress – the hospitality, quality of the organisation, opportunities to interact with technical peers, food, and entertainment are all second to none. The surroundings in the Tyrolean Alps are, of course, quite spectacular. The quality of the presentations is always high, and
this year, especially, the sheer number was almost overwhelming. That said, certain things stick in one’s mind and form a lasting impression.
The degree and extent of collaboration between industry, research institutes, government, and universities in mainland Europe continues to stand out. It benefits everyone, not just in the depth of
“The degree and extent of collaboration between industry, research institutes, government, and universities in mainland Europe continue to stand out. It benefits everyone, not just in the depth of technical work it enables, but also in the education and training of people to staff the industry.”
technical work it enables, but also in the education and training of people to staff the industry. It was also good to see the UK increasingly active here, particularly through its focus on nuclear technology, especially fusion.
China’s cemented carbide dominance
Anyone familiar with the sector would have been struck by the scale and growth metrics presented in Prof Song’s plenary on China’s cemented carbide industry. In contrast, North American and European companies saw only modest growth between 2015 and 2023, with recent performance flat or even declining.
While China’s dominance in raw tungsten is known, the extent of forward integration and production growth, now exceeding 50% of global output, was especially notable, particularly given that China accounts for ‘only’ 29% of global manufacturing [15].

In addition to Song’s opening presentation, several other presentations and the noteworthy Chinese presence in the audience further evidenced the country’s critical importance to the refractory metals and hard materials industries.
Sustainability and materials efficiency
Sustainability, and more specifically the estimation of carbon footprint and the use of recycled materials, which is a very effective way to reduce energy needs, has become an open subject in the last few years and was very visible in presentations. Much of the work on non-WC or high-entropy hard phases is similarly driven by the need to reduce reliance on critical minerals. Interestingly, however, there were no presentations specifically addressing reclaim use in the refractory and heavy metals areas, although Additive Manufacturing offers clear potential benefits in this regard.
“Nobody familiar with the sector could fail to be struck by the scale and growth metrics highlighted in Prof Song’s plenary on China’s cemented carbide industry. The contrast with North American and European companies [...] was particularly stark.”
Advances in WC-based hardmetal metallurgy
In the area of WC-based cemented carbide substrates, high-quality physical metallurgy work is now explaining phenomena that were, for the most part, previously understood only empirically. This deeper insight is closely aligned with ongoing efforts to reduce the use of critical raw materials and energy without compromising performance.
To quote José Garcia’s presentation on eta phase-containing cemented
carbides in metalcutting applications: “Reduce, re-use, recycle, and rethink!”
The growing role of nuclear fusion
The evolution in both the type and frequency of presentations on first wall materials for nuclear fusion from Plansee 19 (in 2017) through to 21 has been fascinating to follow. Initially, the emphasis was primarily on metallic W for the large ITER fusion reactor project. However, while pure W remains under consid -
“Kestler referred to nuclear fusion as the “650-pound (300 kg) gorilla in the room” – a technology whose trajectory remains uncertain, but which, if successful and widely commercialised, could dominate our industry.”

power level. If fusion technology proves commercially viable, it is likely to dominate demand across the refractory metals sector and place significant pressure on mining, recycling, and (in other industries) material substitution.
After the final presentation, Kestler and his colleague on the Local Organising Committee, Christoph Czettl, made some closing comments. They expressed their happiness with the excellent turnout, the number and quality of oral presentations and posters, and the overall sense that the participants had interacted with one another very favourably and had gained a great deal of knowledge and insight during a very full week.
Kestler reiterated Schwarzkopf’s original intent when he initiated the first seminar in 1952: to promote close collaboration and exchange of experience as well as establish and regenerate personal relationships – in Schwarzkopf’s memorable phrase, “To sinter the participants to a dense powder metals community.”
Kestler also shared summary statistics on registrants: by geography, 70% were from Europe, 21% from Asia, 7% from the Americas, and just under 1% each from Africa and Australasia. By organisation type, 60% represented industry, 30% universities, and 9% research institutes.
He then went on to identify cross-cutting themes that emerged across the presentations and posters:
eration, recent focus has shifted toward more heavily alloyed variants and also FeCr-bonded WC and WxBy materials. Much of this work is being driven by the requirements of smaller, next-generation tokamaks, particularly those being developed by Tokamak Energy (Milton Park, Oxfordshire, UK) and Commonwealth Fusion Systems (Devens, Massachusetts, USA), both of which use
high-temperature superconductors to generate the magnetic field to contain the plasma.
Beyond the significant technical challenges, logistical and scale issues also emerge. According to Oxford Sigma (Oxford, UK) [16], a single commercial fusion reactor could require between 100-700 tonnes of W per year, depending on its size, design, and
• The continued strength of collaboration across industry, academia, and research institutes
• Mitigating environmental and strategic resource concerns and improving product performance do not need to be contradictory if we are wise enough
• Increased openness around scrap reclaim and product recycling
• Renewed momentum in hardmetal substrate development, driven by materials strategy, energy efficiency, and application demands
• Rapid advances in Additive Manufacturing, especially in refractory metals
• Thin film coatings, both presentations and posters, showed rapid growth
• The growing role of nuclear fusion as a major driver of innovation across refractory metals, hardmetals, and coatings
On the last point, Kestler referred to nuclear fusion as the “650-pound (300 kg) gorilla in the room” – a technology whose trajectory remains uncertain, but which, if successful and widely commercialised, could dominate our industry.
Finally, Kestler announced that the 22 nd Plansee Seminar will be held in May/June 2029.
Author Bernard North North Technical Management, LLC Greater Pittsburgh area, Pennsylvania, USA brnrdnorth@gmail.com
References
[1] Herbert Danninger, ‘Plansee Seminars 1952–2022 – A View on a Very Special Congress.’ Presented at 20 th Plansee Seminar, 29 May – 3 June 2022
[2] Bernard North, ‘Historic Traditions and New Innovations: Refractory Metals and Hard Materials at the 20 th Plansee Seminar.’ PM Review, Vol. 11, No. 3, Autumn 2022, pp. 87–95
[3] Andreas Feichtinger, ‘Molybdenum and Tungsten Driving
Technical Solutions at the Edge of What Is Technically Feasible,’ Presented at 21 st Plansee Seminar (1–6 June 2025)
[4] Prof Xiaoyan Song et al., ‘Recent Advances in Cemented Carbide Research and Development in China.’ Presented at 21 st Plansee Seminar (1–6 June 2025)
[5] Erich Gatterer, ‘Digitalisation and AI Within Continuous Production Processes.’ Presented at 21 st Plansee Seminar (1–6 June 2025)
[6] Lukas Korell et al., ‘Hot Corrosion Behavior of Mo-Based Alloys With Different Deposits.’ Presented at 21 st Plansee Seminar (1–6 June 2025)
[7] Katharina Beck et al., ‘Hot Corrosion Behavior of Mo-Si-Ti Alloys.’ Materials and Corrosion, 2024, 75, pp. 1610–1619
[8] Edgardo Cisternas et al., ‘Comprehensive Review of Rhenium Production and Its Environmental Impact.’ Presented at 21 st Plansee Seminar (1–6 June 2025)
[9] Jeremy Goldman et al., ‘In-Vivo Evaluation of Molybdenum as Bioabsorbable Stent Candidate.’ Presented at 21 st Plansee Seminar (1–6 June 2025)
[10] Hannah Luise Lichtenegger et al., ‘Microstructure Dependent Fatigue Behavior of Tungsten and Doped Tungsten Fine Wire.’ Presented at 21 st Plansee Seminar (1–6 June 2025)
[11] Eui Seon Lee et al., ‘Sintering and Properties of W Ni Cu Composite Powders Prepared by Hydrogen Reduction of Oxide Powders.’
Presented at 21 st Plansee Seminar (1–6 June 2025)
[12] José Garcia et al., ‘Design of New Sustainable Cemented Carbides to Replace Critical Raw Materials.’ Presented at 21 st Plansee Seminar (1–6 June 2025)
[13] Johannes Pötschke et al., ‘Influence of Grain Size in High Entropy Hard Phase Based Hardmetals.’ Presented at 21 st Plansee Seminar (1–6 June 2025)
[14] Nozomi Tsukihara et al., ‘Application of Novel Physical Vapor Deposition Coated Tool for HighPerformance Machining of Titanium Alloys.’ Presented at 21 st Plansee Seminar (1–6 June 2025)
[15] United Nations Statistics Division, Manufacturing Value Added: Global Share 2023
[16] Elektra Day-San et al., ‘Supply and Demand of Tungsten in a Fleet of Fusion Power Plants.’ Fusion Engineering and Design, Vol. 214, May 2025, 114881

At PowderMet 2025, Michael Stucky, President of the Metal Powder Industries Federation, underscored the challenges facing Powder Metallurgy as North American powder shipments fell 4.7% in 2024. While the industry is contending with declining volumes in key materials, select areas such as aluminium, molybdenum, and tungsten carbide show promise. PM remains vital across the automotive, aerospace, defence, and energy sectors, where innovation and sustainability can help offset headwinds. The PM sector’s path forward, it appears, lies in resilience, adaptation, and seizing niche opportunities.
The engineering community increasingly recognises Powder Metallurgy (PM) as an innovative technique for manufacturing high-quality, netshape components. PM includes established methods such as conventional press and sinter, metal Additive Manufacturing (AM), and Metal Injection Moulding (MIM). As we navigate these exciting developments, adapting to the evolving needs of diverse sectors such as aerospace, automotive, defence, energy, medical, and consumer becomes crucial.
Promoting technologies for applications like batteries, magnets, and water purification using metal powders presents an excellent opportunity for innovation. As sustainability becomes a key factor in purchasing trends, the PM industry can shine as a resource-efficient alternative to traditional metal-forming methods. The potential for metal powders to contribute to a sustainable future is vast, encompassing energy storage solutions, heat management, and conductive coatings.
Sustainability is not just a trend; it is a driving force reshaping the industry. The PM sector is uniquely positioned to support domestic manufacturing, reducing environmental impacts associated with
shipping, while conserving materials and energy. By embracing sustainable practices and technologies, a manufacturing landscape that prioritises both efficiency and environmental responsibility can be achieved.


The automotive industry remains the largest market for PM parts, making it essential to explore how political trends influence this sector. It is also a large consumer of tungsten carbide cutting tools and wear
parts. In 2024, US new vehicle sales reached 15.9 million units – a 2.9% increase from the previous year, driven by improved inventory levels and attractive incentives. Reports indicate that North American vehicle sales are increasingly favouring hybrid models, reflecting a shift in consumer preferences.
“Estimates suggest that the average North American passenger vehicle contains around 14.8 kg (32.7 lb) of PM components in 2024, reflecting a slight decline from previous years. While challenges arose in the first half of 2024, the industry remains resilient.”
Sales of traditional hybrids surged by nearly 37%, as companies like Toyota and Ford adapt to changing consumer demands. Toyota’s reliable models attract consistent demand; Ford’s hybrid sales outpace its electric vehicle (EV) offerings. This recalibration suggests that automakers are strategically focusing on hybrid technologies, an area where PM can play a vital role in component production.
While most strategists expect EVs to be the ultimate winner, the future of EV sales remains uncertain. After adjusting forecasts by five to seven years, the PM industry is well prepared to adapt to this shifting market. The design and production of automotive components will evolve in response to changing market dynamics, providing numerous opportunities for PM innovations, though it is worth noting that the production of EVs typically requires fewer cutting tools compared with traditional Internal Combustion Engine (ICE) vehicles.
Over 70% of iron powder shipments in North America are destined for passenger vehicles, underscoring the automotive market’s significance for the PM industry. Enhancing fuel efficiency through improved engine performance, weight reduction, and alternative power systems will be crucial for both internal combustion and hybrid vehicles. Lightweight metals like aluminium and titanium will see increased use, but ferrous alloys will continue to dominate due to their strength and cost-effectiveness.
Estimates suggest that the average North American passenger vehicle contains around 14.8 kg (32.7 lb) of PM components in 2024, reflecting a slight decline from previous years. While challenges arose in the first half of 2024, the industry remains resilient. The temporary decline in iron powder shipments can be viewed as a reminder of the opportunities awaiting those willing to innovate.
The growing demand for alternative energy solutions is opening fresh markets for metal powders. Innovative applications like axial flux motors, known for their efficiency, present promising opportunities for Soft Magnetic Composite (SMC) materials. The PM industry is also benefiting from the strategic reshoring of magnet production, creating valuable supply chain opportunities.
Demand for tungsten and tungsten carbide in mining, energy exploration and generation grew by 2–4% in 2024. Although North American oil and gas rig counts decreased by 3.4%, crude oil production remained robust. Tungsten carbide is vital for applications involving extreme wear and corrosion, particularly in the maintenance of downhole components.
Aerospace
In the aerospace sector, the drive for enhanced fuel efficiency is pushing manufacturers to seek lighter materials and optimise structures. Technologies such as Hot Isostatic Pressing (HIP) and metal Additive Manufacturing are expanding possibilities for aerospace applications, ensuring that PM maintains its relevance in high-demand industries.
The medical and dental fields represent markets ripe for PM innovations. As technologies like MIM and AM gain traction, the potential for new applications will continue to grow.
The defence sector’s evolving demands for detection, protection, and energy solutions are paving the way for innovative PM technologies. The demand for tungsten and tungsten carbide powders is being significantly driven by the defence sector, both in the US and globally. The ongoing geopolitical tensions, particularly the ongoing war in Ukraine, have led many European
“In the consumer market, sectors such as home appliances, lawn and garden equipment, and high-tech industries are actively seeking innovative solutions. The breadth of opportunities is vast, and the PM industry is well situated to respond.”
countries to ramp up their defence expenditures. They are investing heavily in advanced military equipment such as tanks, armoured vehicles, jets, drones, and missile systems. This increased military spending has resulted in heightened demand for refractory metals, including tungsten and tungsten carbide, essential for manufacturing durable and high-performance components.
To meet defence demands, North American tungsten producers are maximising the use of secondary raw materials while also developing mines in strategic partner nations. New mines are expected to begin production later in 2025 and 2026, bolstered by US government funding of feasibility studies of local tungsten deposits. If successful, these projects could greatly enhance domestic production and supply security. Additionally, the implementation of Section 301 tariffs on Chinese tungsten products in 2024 has spurred domestic production, with further increases anticipated in 2025.
The demand for molybdenum powder in North America surged by nearly 17% in 2024, reflecting its strong applications across aerospace, automotive, electronics, defence, and medical sectors. Molybdenum is primarily sourced as a by-product of copper refining, with a sizable portion derived from major copper mines. However, 2024 also saw the
closure of several major copper mines in Panama and reduced output in parts of South America. While China expanded its copper production, new regulations set to take effect in 2025 may slow down output, potentially leading to price volatility in the molybdenum market.
In the consumer market, sectors such as home appliances, lawn and garden equipment, and high-tech industries are actively seeking innovative solutions. The breadth of opportunities is vast, and the PM industry is well situated to respond.
The development of lean-alloy materials is essential for future sustainability. Water atomised iron powder is being explored as a precursor for lithium iron phosphate (LFP) batteries, while SMCs are being tailored for battery applications. Continuous advancements in premix lubricants and binder-treated materials ensure a stable supply chain for manufacturers.
Equipment manufacturers are focusing on creating machines that support high-precision, near-netshape parts, emphasising automation and efficiency. The integration of intelligent control systems is driving productivity, enabling manufacturers to respond swiftly to market demands.
(E) estimate | 1 short ton = 0.907 metric ton | * PM parts only | ** This estimate is based on 4.5% of the iron powder shipments for PM & Friction | *** This estimate is based on 3.5% of the iron powder shipments for PM & Friction
Table 1 North American metal powder shipments, 2023–2024 (Courtesy MPIF)
“The downturn that began in 2023 continued in 2024 for MIM and AM powder producers. Many producers indicate that an excess of inventory from previous years, combined with purchases and the reuse of build bed powders, directly impacted 2024 shipments.”
While challenges such as tariffs and supply chain localisation persist, the outlook for the PM industry remains optimistic. Emerging applications in hybrid electric vehicles indicate a growing acceptance of these technologies. Companies are diversifying into new markets, with innovative applications like the press and sinter titanium watch bezel displaying the industry’s creative potential.
Metal Additive Manufacturing, despite facing some challenges, continues to innovate. New materials are being tailored for specific applications, and process refinements are improving efficiency. At the same
time, the industry is working towards standardised materials and testing methods to strengthen quality assurance and consistency.
The total estimated 2024 North American metal powder shipments decreased by 4.7% to 325,457 mt (358,828 st). Total iron & steel powder shipments decreased 6.0% to 273,121 mt (301,126 st). Estimates for nickel shipments decreased 6.8% to 3,719 mt (4,100 st); copper and copper base powder shipments decreased 27.3% to 8,614 mt
(9,497 st); stainless steel powders decreased 11% to 5,086 mt (5,607 st); and tungsten decreased 13.7% to 2,494 mt (2,750 st).
Estimated increases in shipments for 2024 included aluminium by 22.6% to 26,303 mt (29,000 st); molybdenum by 17.1% to 895 mt (987 st); and tungsten carbide powder by 21.1% to 5,225 mt (5,761 st).
PM and friction-grade iron powder shipments declined 6.5% to 246,109 mt (271,344 st). Shipments for welding applications fell 1.8% to 13,745 mt (15,154 st), while those for cutting, scarfing and lancing dropped 13.9% to 706 mt (778 st). Miscellaneous uses remained stable year-on-year.
The downturn that began in 2023 continued in 2024 for MIM and AM powder producers. Many producers indicate that an excess of inventory from previous years, combined with purchases and the reuse of build bed powders, directly impacted 2024 shipments. Feedstock producers, who are large powder consumers, also maintained significant inventories of raw powder to ensure a consistent supply for customers. Adding to the unstable conditions were declining orders throughout the year.
Spherical stainless steels, low-alloy steels, and titanium are the primary MIM materials. Still, AM has opened the door to more components from aluminium, copper, titanium, tungsten, and an array of other metal powders and alloys. Combined North American metal powder shipments for MIM and AM are estimated to have decreased by 10% in 2024. Some industry insiders reported greater decreases in shipments, but all forecast increases during 2026.
The PM industry stands at a point of significant transformation, ready to seize opportunities and create new pathways for growth. By embracing sustainability, leveraging technological advancements, and fostering collaboration, we can confidently navigate the evolving landscape. By uniting to advance metal powder technologies, we can unlock new applications and enhance our collective strength. Investing in research and development will be crucial for fostering innovation. Engaging with the next generation of engineers and technicians is equally essential; mentoring students and encouraging them to explore careers in PM will help secure a bright future for our industry.
Table 2 North American Iron Powder Shipments (Courtesy MPIF)
“By embracing sustainability, leveraging technological advancements, and fostering collaboration, we can confidently navigate the evolving landscape. By uniting to advance metal powder technologies, we can unlock new applications and enhance our collective strength.”
Together, we have the potential to shape a more sustainable and innovative future in manufacturing, meeting the needs of our customers and the global community. By embracing change and investing in innovation, the industry can position itself for a more sustainable and competitive future.
Metal Powder Industries Federation 105 College Road East Princeton, NJ 08540 USA www.mpif.org info@mpif.org
Metal Powder Industries Federation
Metal Powder Industries Federation is the North American trade association formed by the Powder Metallurgy industry to advance the interests of the metal powder–producing and –consuming industries. It provides a single point of reference for all member companies. www.mpif.org
APMI International is a non-profit professional society that promotes the advancement of Powder Metallurgy and particulate materials as a science. Its purpose is to disseminate and exchange information about PM and particulate materials through publications, conferences, and other activities of the society. www.apmiinternational.org
The Center for Powder Metallurgy Technology merges the academic and corporate PM worlds with a joint goal to promote PM industry progress. This progress depends on the business community and its drive for profit, and it also takes the educational community, with its dedication to research and the pursuit of knowledge.

Innovation in different segments of metal injection molding (MIM), ceramic injection molding (CIM), and cemented carbide injection molding (CCIM), is responsible for the rapid growth of this technology. Estimated global sales are over $3.5 billion and could possibly double in a span of five years. The objective of this conference is to explore the innovations and latest accomplishments in the areas of part design, tooling, molding, debinding, and sintering of MIM parts. The conference will also focus on the developments in MIM processing of different materials, including metals and alloys, ceramics, and hard metals.





We invite you to contribute to our technical program focusing on:
• Theme: “Designing MIM Materials and Parts for Performance and Value”
• Submissions: All proposals welcome!
• Distribution: All presentations will be shared with conference registrants.
Conference Highlights:
• Explore innovations in:
° Metal Injection Molding (MIM)
° Ceramic Injection Molding (CIM)
° Cemented Carbide Injection Molding (CCIM)
• Discuss advancements in:
° Part design
° Tooling
° Molding
° Debinding and sintering
Who Should Attend?
• Product designers
• Engineers
• Manufacturers
• Researchers
• Educators and students

Join us and be part of this exciting field! Visit MIM2026.org
submit an abstract.
The Metal Powder Industries Federation (MPIF) has announced the winners of the 2025 Powder Metallurgy (PM) Design Excellence Awards, presented during the PowderMet2025 conference in Phoenix, Arizona. Each year, these awards highlight innovative achievements in PM component design and manufacturing, recognising companies that push the boundaries of efficiency, performance, and creativity. The 2025 recipients showcase the versatility of PM across automotive, military, medical, consumer, and industrial applications, reflecting the industry’s growing role in advanced engineering solutions.
This year’s MPIF PM Design Excellence award winners demonstrate the breadth of PM technology. From highly engineered automotive components supporting hybrid and electric vehicle innovation, to precision medical devices improving patient care, and advanced consumer products delivering performance with cost savings, the following awardwinning entries embody PM’s ability to deliver design freedom, sustainability, and competitive advantage. Together, they underscore the MPIF’s mission of advancing Powder Metallurgy as a cornerstone of modern manufacturing. Entries spanned Conventional press and sinter PM, Metal Injection Moulding (MIM), and metal Additive Manufacturing (AM) technologies.
Automotive – engine DSB Technologies, USA, earned a Grand Prize for a stainless-steel flange that connects a urea injector



to the exhaust system of a diesel engine (Fig. 2). Machining operations are used to add features such as undercuts, a steep cone, and a threaded hole. The part experiences elevated temperatures and is exposed to urea, requiring high corrosion resistance. Weldability is also essential, as the part is welded onto the exhaust system.
PMG Holding GmbH, Germany, received a Grand Prize for a sliding sleeve used in a synchroniser (Fig. 3) for a dedicated hybrid transmission which has replaced a machined wrought steel part. The parts are produced net-shape except for the external fork groove. The back tapers and ball pockets in the internal spline are radially pressed using a patented surface densification process. Full density is achieved on the surface of critical areas. The components are manufactured in a fully automated production line, including heat treatment.
GKN Sinter Metals was recognised with a Grand Prize for an electric

4
selectable one-way-clutch wedge washer (Fig. 4) that enables seamless gear changes and provides regenerative braking capabilities. The wedge washer is made using a sinter-brazing process to join two compacted PM parts. Tight tolerancing on mating faces and outside diameter dimensions is achieved through machining. The solution offers reduced shift times and

5 Hangzhou Sino-MIM: grounding diaphragm bracket for automotive LiDAR units (Courtesy MPIF)
improved fuel economy in hybrid transmissions.
China’s Hangzhou Sino-MIM Technology Co Ltd also secured a Grand Prize for a MIM 316L stainless steel grounding diaphragm bracket (Fig. 5) that supports structural parts for optical lenses inside an automotive Light Detection and Ranging (LiDAR) unit. This part requires edge cham -
fering, as well as high dimensional accuracy and flatness specifications. Insights from this development supported further advancements in similar frame-structured parts.
Lawn & garden
Metco Industries, Inc, USA, took home a Grand Prize for a throttle pedal for off-highway construction equipment (Fig. 6). The part is


compacted conventionally to nearnet shape using a hydraulic press with fill compensation and selective ejection. Secondary machining ensures a tight fit of a bushing, snap-ring retention, and tab features. The final operation is zinc electroplating with a clear chromate conversion for corrosion protection. The PM design replaced machined stampings and castings.
ARC Group Worldwide, headquartered in the US, won a Grand Prize for a pistol slide (Fig. 7) that encapsulates the barrel of the pistol and pushes the hammer back into the ready-to-fire position after each shot. The part passed a 20,000-shot trial firing test, with interim X-ray inspections. MIM allows features like ribs and logos to be moulded in, greatly reducing machining waste compared to forged blanks.
Hangzhou Sino-MIM Technology Co Ltd earned a Grand Prize for a copper alloy optical module housing used for efficient heat dissipation (Fig. 8). The part is made from a proprietary copper-based alloy and has strict requirements for surface flatness and roughness. Secondary CNC machining is required.

Compared with machining from wrought or cast material, MIM offers over 55% cost savings.
The second Grand Prize in this category went to 3DEO, Inc, USA, for a copper heat sink used in semiconductor manufacturing (Fig. 9). The heat sink’s complex lattice design was developed in conjunction with the customer to
maximise heat transfer efficiency while maintaining compatibility with Additive Manufacturing. The design is entirely self-supported during manufacturing, meaning it requires no build supports, and is optimised for automated de-powdering. This critical component is HIP processed to achieve 99.9% relative density, which is critical for pure copper applications.
ARC Group Worldwide was also awarded a Grand Prize for a knife blade used in a consumer pocketknife (Fig. 10). The blade had to achieve a hardness of 60 HRC or greater, impact toughness comparable to machined billet, and excellent straightness. A high-carbon alloy steel was used in the MIM process to mould



the hollow grind blade geometry as-moulded, eliminating complex grinding and machining steps. MIM also significantly reduces material waste.
INDO-MIM, USA/India, received a Grand Prize for pocket and keeper module parts for caravan door hinges (Fig. 11). Made from a niobium-stabilised austenitic chromium-nickel stainless steel, these parts secure hinge pins in place and ensure longlasting performance. Compared with casting, MIM offers faster production, fewer manufacturing steps, and substantial cost savings.
An A-to-Z expander assembly used in dental orthodontic treatment and sleep apnoea therapy earned INDO-MIM another Grand Prize (Fig. 12). The expander widens a narrow palatal arch and promotes nasal cavity expansion, aiding airflow. Seven intricate stainless steel MIM parts are assembled to create the expander. MIM simplifies the production process and reduces waste.
Nichols Portland Inc., NPI–Ridgway Division, USA, received an Award of Distinction for a mounting boss used in automotive emission control systems (Fig. 13). Made from stain -

less steel, the parts combine weldability with corrosion resistance and are designed for permanent weld-in placement. Compared with machining from bar stock, PM significantly reduces material waste.
Automotive – transmission
GKN Sinter Metals was recognised with an Award of Distinction for an
oil pump assembly in a dual-clutch transmission with a fully integrated electric motor (Fig. 14). The assembly includes covers, a gerotor set, a pump core and a bushing. The PM solution replaces a die-cast aluminium design, delivering improved performance, reduced NVH (noise, vibration and harshness) scattering, enhanced sustainability, and lower cost.
Burgess-Norton Mfg Co, USA, took an Award of Distinction for a reaction block and cam plate used in a locking rear differential (Fig. 15). The cam plate’s angled design creates a locking action under torque differences. The intricate geometries of these PM components underline a level of design complexity that would be unsuitable


16 Metco Industries: damping piston for automotive shock absorber system (Courtesy MPIF)
for production by alternative manufacturing processes.
Automotive – chassis
Metco Industries was recognised for a damping piston in a shock absorber system (Fig, 16). Several press functions, secondary machining and

17 Phoenix Sintered Metals: anti-rotational sleeve for electronic braking (Courtesy MPIF)
speciality lathes are used to achieve precise mass and shape.
Phoenix Sintered Metals LLC, USA, with ZF Chassis Solutions, Germany, earned an award for an anti-rotational sleeve used in electronic braking (Fig. 17). Its thin flange-leg
design and tight tolerances required robust PM processing.
INDO-MIM also received recognition for a complex ASV top plate in vehicle suspension, featuring thirty narrow through slots and internal ribs (Fig, 18). MIM replaced prior machining and wire cutting, saving 40% in cost.



Lawn & garden/off-highway Metal Powder Products (MPP), USA, received an award for a clutch shoe in a chainsaw clutch assembly (Fig. 19). Complex offset flange geometry presented compaction challenges, resolved using an innovative tool set. PM allowed for cost-effective production at high volumes.
Military/firearms
Advanced Powder Products, Inc (APP), USA, earned an Award of Distinction for a pistol sear housing
block (Fig. 20). The component includes multiple precision holes and thin functional walls. X-ray inspection verified defect-free quality. CNC machining was not cost-effective at scale.
Medical/dental
Hangzhou Sino-MIM Technology was recognised for an endoscopic stapler anvil used for surgical tissue resection and anastomosis (Fig. 21). Made from stainless steel and nickel-Teflon plated, the MIM part meets biocom -

patibility standards and replaces complex machined parts, cutting costs by 50%.
Electronic/electrical components
Hangzhou Sino-MIM Technology also took home an award for an AlN heatsink used in silicon photonics optical modules (Fig. 22). The brittle aluminium nitride part acts as both a heat sink and a mounting substrate. Flatness and parallelism tolerances are stringent.


The company also received recognition for a MIM-17-4 PH stainless steel middle plate used in a foldable mobile phone hinge (Fig. 23). The 0.3 mm-thick part connects mechanical devices and is made using highprecision processing.
Nichols Portland Inc., NPI–MIM/ MAM Division, earned an award for a banjo capo assembly for Paige Musical Products (Fig. 24). The two stainless steel AM parts are used in their as-manufactured condition and deliver a 50% cost saving over machined equivalents.
Awards were presented during the PowderMet2025 conference, which took place June 15–18 in Phoenix, Arizona, USA.
Further information on PM technology, including all past MPIF Design Excellence Award Winners, is available from www.mpif.org.

Join us at the 2026
March 15 - 19, 2026 | Reno, NV, USA
Gain practical knowledge through proactive participation and handson experience
n Become more productive through AMUG’s community of problem solvers
n Learn and share expertise, best practices, challenges, and application developments
Network
Impactful networking without any agendas
n Embrace the camaraderie and enjoy effortless networking
n Form meaningful connections through casual conversations
Value
Get the most value of any conference with an ALL-INCLUSIVE program
n 4-day conference
n Hands-on workshops
n Technical competition
n AMUGexpo
n Meals and entertainment throughout







Our advertisers’ index and buyers’ guide serves as a convenient guide to suppliers across the PM supply chain. In the digital edition of Metal Powder Technology magazine, available at www.metal-powder.tech, simply click on a company name to view its advert, or on the company’s weblink to go directly to its website. www.metal-powder.tech
POWDER PROCESSING, CLASSIFICATION & ANALYSIS
ATM Qness GmbH - Verder Group 29 www.qatm.com | www.verder-scientific.com
BluePower Casting Systems GmbH 23 www.bluepower-casting.com
Elcan Ind. Inc. | screening tech. GmbH 32 www.elcanindustries.com | www.siebtechnik.at
ELTRA GmbH - Verder Group 29 www.eltra.com | www.verder-scientific.com Granutools 47 www.granutools.com
www.hoganas.com
Microtrac Retsch GmbH - Verder Group 29 www.microtrac.com | www.verder-scientific.com POWDERS & MATERIALS
IMR metal powder technologies
Hongjia New Mat. Tech. Co., Ltd
en.hongjiakj.com
& POWDER PRODUCTION TECHNOLOGY
BluePower Casting Systems GmbH 23 www.bluepower-casting.com
Scientific Industries Ltd
www.psiltd.co.uk
Systems LLC
SRL
www.topcast.it
Metal Powder Technology is dedicated to driving awareness and development of metal powders, Powder Metallurgy and its related technologies. Key to this aim is our support of a range of international conferences and events. View our complete events listing on www.metal-powder.tech
The Advanced Materials Show USA
September 30–October 1 – Columbus, OH, USA www.advancedmaterialsshowusa.com
ICAM25 International Conference on Advanced Manufacturing
October 6–10 – Las Vegas, NV, USA www.amcoe.org/event/icam2025/
EPMA – Use of Powder Metallurgy Technologies in Medical
October 14–15 – Saint-Etienne, France seminars.epma.com/event/use-of-powdermetallurgy-technologies-in-medical/
APMA 2025 7 th International Conference on Powder Metallurgy in Asia
October 19–22 – Qingdao, China apma2025.scimeeting.cn
Advanced Engineering
October 29–30 – Birmingham, United Kingdom www.advancedengineeringuk.com
MSIT Rare-Earth Materials & Magnet Technology
November 18–19 – Stuttgart, Germany www.msiport.com/msit-events/seminar-onmagnet-technology/seminar-2025/
Formnext 2025
November 18–21 – Frankfurt, Germany www.formnext.com
43 rd Hagen Symposium
November 27–28 – Hagen, Germany www.hagener-symposium.de/
MIM2026 - International Conference on Injection Molding of Metals, Ceramics and Carbides
February 23–25 – Jacksonville, FL, USA www.mim2026.org
AMUG 2026
March 15–19 – Reno, NV, USA www.amug.com
Ceramitec 2026
March 24–26 – Munich, Germany www.ceramitec.com
PM China 2026
March 24–26 – Shanghai, China en.pmexchina.com
RAPID + TCT
April 14–16 – Boston, MA, USA www.rapid3devent.com
HI-AM Conference – Holistic Innovation in Additive Manufacturing
June 22–23 – Banff, Canada hiam.uwaterloo.ca/2026/
WorldPM2026 | AMPM2026 | Tungsten2026 June 25–29 – Montreal, Canada www.worldpm2026.org | www.ampm2026.org www.tungsten2026.org
Euro PM 2026 Congress & Exhibition October 11–14 – Budapest, Hungary www.europm2026.com
Looking for an event partner?
Metal Powder Technology collaborates with a variety of metal powder, Powder Metallurgy and associated events throughout the year, ranging from major trade shows to smaller technical conferences and seminars. If you would like to partner with us for your event, contact Merryl Le Roux: merryl@inovar-communications.com