Toegepastemateriaalkunde
Studiegebied Technology
Opleiding Onderhoudstechnieken
Opleidingsfase Fase1
3.3

Studiegebied Technology
Opleiding Onderhoudstechnieken
Opleidingsfase Fase1
3.3
3.5
3.5.1
3.5.2
3.5.3
3.7
3.7.1
3.8
4.3.4
6.3
Bij het onderhouden van elektromechanische systemen is een basiskennis van de verschillende materialen van groot belang. Materiaalleer is ook te beschouwen als een steunvak voor de verschillende mechanische vakken. De belangrijkste materialen komen aan bod
Daarnaast worden de belangrijkste industriële gassen besproken. De gassen worden onder andere gebruikt bij de lasprocessen. Vandaar dat de belangrijkste lasprocessen besproken worden. Deze cursus beperkt zich echter tot autogeenlassen en het elektrisch booglassen. Een onderhoudstechnieker moet ook in staat zijn om een P&ID-schema te begrijpen en moet overweg kunnen met de basismeetgereedschappen zoals schuifmaat, schroefmaat en meetklok. Deze twee items komen dan ook aan bod in dit opleidingsonderdeel.
Na het voltooien van dit opleidingsonderdeel is de student in staat om:
- De belangrijkste eigenschappen en verschillen tussen ferro- en non-ferrometalen en hun respectievelijke legeringen te kennen.
- Een aantal materiaalkarakteristieken (zoals het spanning-rek diagram, Fe-C-diagram, …) te interpreteren en te verklaren.
- Een aantal beproevingsmethoden (zoals trekproef, hardheidsmetingen, …) toe te lichten.
- Een aantal materiaalgerelateerde fenomenen (zoals vermoeiing, corrosie, oppervlaktebehandelingen, …) toe te lichten.
- De chemische samenstelling of de mechanische eigenschappen kunnen geven van staalsoorten op basis van hun aanduiding.
- De eigenschappen en verschillen van zowel kunststoffen als composieten te kunnen duiden.
- De opbouw en structuur van ferro-, non-ferrometalen, kunststoffen en composieten te kunnen bespreken.
- De eigenschappen en toepassingsgebieden van verschillende smeermiddelen en smeervetten kunnen duiden.
- De functie van filters in (elektro)mechanisch systemen te kunnen toelichten.
- De frequent gebruikte gassen in de industrie te kennen.
- De belangrijkste lasprocessen (zoals lassen met beklede elektroden, MIG/MAGlassen, TIG-lassen, …) te kunnen bespreken.
- De verschillende P&ID-symbolen te herkennen en te benoemen.
- De frequent gebruikte meettoestellen (zoals schuifmaat, schroefmaat, meetklok, …) te hanteren op een correcte manier.
Auteur Cursus: Jurgen Beddeleem
Als men denkt aan materialen, dan denkt men spontaan aan staal, aluminium, ‘plastic’. De belangrijkste materiaalgroepen zijn:
• Metalen
De metalen kunnen opgedeeld worden in ferrometalen (bv.: staal, gietijzer) en nonferrometalen (bv.: aluminium, koper, zink, …). Deze laatste groep bevatten geen ijzer en zijn dus niet magnetisch.
• Polymeren
De polymeren kunnen opgesplitst worden in organische polymeren, dat zijn de thermoplasten, de thermoharders en de elastomeren (rubbers) en de biologische polymeren, zoals hout, maïs, suikerriet, …
• Keramische materialen
Onder de keramische materialen verstaat men de gesteenten, zoals zand- en kalksteen, glas, cement, metaaloxyden.
• Textiel
Dit zijn geweven materialen. Het is opgebouwd uit vezels. De belangrijkste vezels zijn katoen, linnen, wol, zijde.
• Samengestelde materialen
Een voorbeeld van samengestelde materialen zijn composieten.
In de onderstaande figuur wordt er een overzicht gegeven van de verschillende materiaalgroepen.

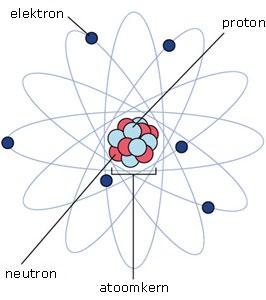
Alle materialen bestaan uit atomen. In de natuur komen er 94 verschillende soorten atomen voor. Deze zijn terug te vinden in de tabel van Mendeljev, ook wel het periodiek systeem der elementen genoemd (zie tabellenboek blz. 114). De overige 24 elementen zijn niet terug te vinden in de natuur. Een atoom bestaat uit een kern met daarrond een elektronenwolk. De elektronen zijn negatief geladen. De atoomkern bestaat uit protonen, deze positief geladen, en neutronen die niet geladen zijn. Het aantal protonen is gelijk aan het aantal elektronen, een atoom is dus elektrisch neutraal. Elk atoomsoort of chemisch element heeft een atoomnummer. Dit nummer geeft het aantal protonen weer.
1.2.1
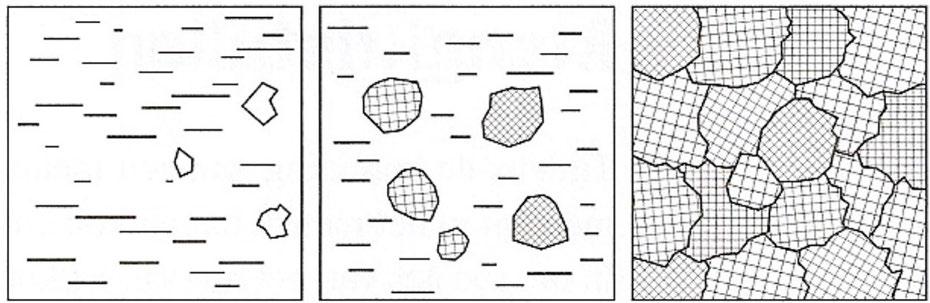
Als een metaal zich in vloeibare toestand bevindt, dan nemen de metaalatomen geen vaste plaatsen in ten opzichte van elkaar. Wanneer het vloeibare metaal afgekoeld wordt, dan begint het bij een bepaalde temperatuur te stollen. Stollen is de faseovergang tussen vloeibaar en vast. Er gaan vaste deeltjes ontstaan, die gaan uitgroeien tot metaalkristallen. Binnenin dit kristal zijn de atomen op bepaalde manier geordend (= atoomordening). Naarmate het metaal stolt zullen de kristallen groter worden. Op een bepaald moment zullen de kristallen tegen elkaar botsen en elkaars groei gaan belemmeren. Het gevolg is dat er misvormde kristallen, ofwel kristallieten genoemd, ontstaan (zie onderstaande figuur).
1.2.1.1 Kristalrooster
De atoomordening in vaste toestand noemt men een kristalrooster, deze verschilt van metaal tot metaal. De meest voorkomende kristalroosters zijn:
• Kubisch ruimtelijk gecenterd rooster (KRG-rooster)
• Kubisch vlakken gecenterd rooster (KVG-rooster)
• Hexagonaal rooster (HDP-rooster)
• Andere roosters
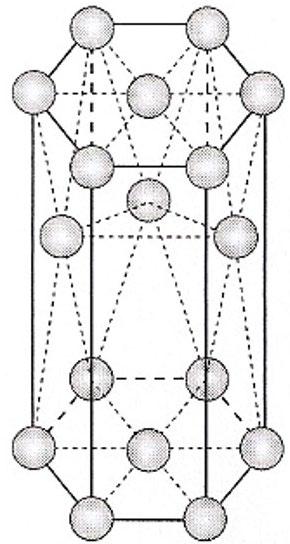
1.2.1.1.1 Kubisch ruimtelijk gecenterd rooster
De grondcel is een kubus (zie nevenstaande figuur) met één atoom op elk hoekpunt en één atoom in het centrum van de kubus. Je kan spreken van een 9-puntsrooster. Het atomium is een KRG-rooster van ijzer dat 165 miljard keer is vergroot. Deze structuur is terug te vinden bij: α-ijzer, chroom (Cr), molybdeen (Mo), wolfraam (W), vanadium (V), …
1.2.1.1.2 Kubisch vlakken gecenterd rooster
De grondcel is terug een kubus (zie nevenstaande figuur) met één atoom op elk hoekpunt en in het midden van elk zijvlak. Hier telt men dus 14 atomen en wordt er gesproken van een 14-punts rooster. De metalen die deze structuur hebben zijn: koper (Cu), zilver (Ag), goud (Au), aluminium (Al), nikkel (Ni), γ-ijzer of austeniet, …
1.2.1.1.3 Hexagonaal rooster
De grondcel bij dit rooster is een zeszijdige prima met één atoom op elk hoekpunt van het grond- en bovenvlak en in het centrum en dan nog drie atomen in het midden van het prisma. Deze structuur wordt aangetroffen bij zink (Zn), cadmium (Cd), magnesium (Mg),
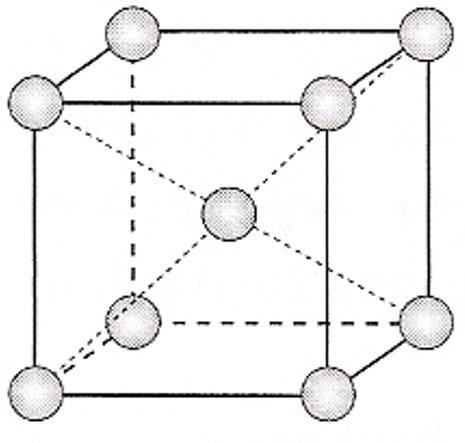
Figuur 1-4: KRG-rooster
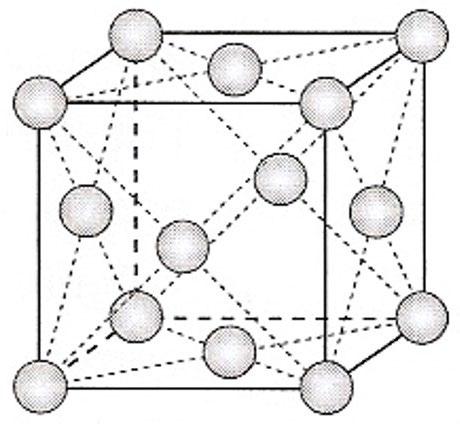
Figuur 1-5: KVG-rooster
Figuur 1-6: hexagonaal rooster
1.2.1.1.4 Andere roosters
Slechts enkele metalen hebben nog een andere structuur dan de drie hierboven beschreven roosters. De voornaamste zijn:
• Tetragonaal
• Trigonaal
• …
1.2.1.2 Mengkristallen
Absoluut zuivere metalen komen praktisch niet voor. Er komen wel metalen voor met een zuiverheid van 99,9 % of 99,999 %, maar de prijs neemt snel toe met de zuiveringsgraad. De eigenschappen van zuivere metalen zijn bovendien dikwijls minder interessant dan deze van legeringen. Een legering is een mengsel van een metaal met één of meerdere metalen en nietmetalen. De atomen van deze toegevoegde elementen zullen elk een plaatsje moeten zoeken in het rooster van het metaal. Er zijn twee mogelijkheden mogelijk.
1.2.1.2.1 Substitutionele mengkristallen
Het opgeloste atoom neemt de plaats in van enkele metaalatomen. De oplosbaarheid is onbegrensd. Deze type mengkristal komt vooral voor bij naar vorm en rooster sterk op elkaar lijkende atoomroosters, zoals bijvoorbeeld bij een koper-nikkellegering
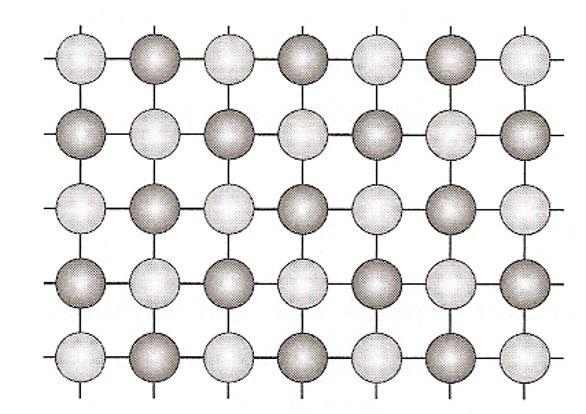
1-7: een substitutioneel mengkristal
1.2.1.2.2 Interstitiële mengkristallen
De in de oplossing optredende atomen plaatsen zich tussen de aanwezige metaalatomen. De oplosbaarheid is begrensd en is afhankelijk van de beschikbare plaats tussen de metaalatomen. Dit type mengkristal doet zich slechts voor als het in de oplossing tredende atoom klein is ten opzichte van het andere, zoals bij cementiet (Fe3C).
1.2.1.3 Mengsel van kristallen
Het is mogelijk dat de bestanddelen van een legering in vloeibare toestand oplosbaar zijn, maar dat ze tijdens het stollen zich weer afscheiden. Men spreekt dan van een mengsel van kristallen, een voorbeeld hiervan is koper (Cu)-zilver (Ag) legering. De koper- en zilverkristallen zijn van elkaar te onderscheiden.
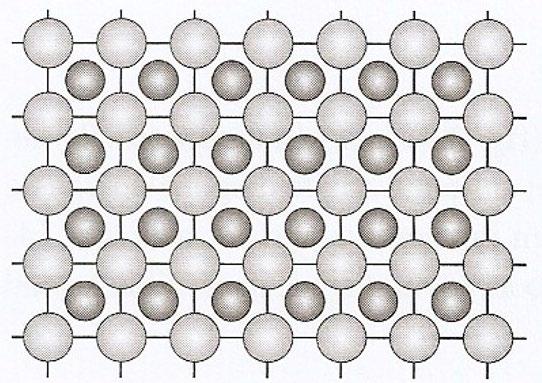
Figuur 1-8: een interstitiëel mengkristal
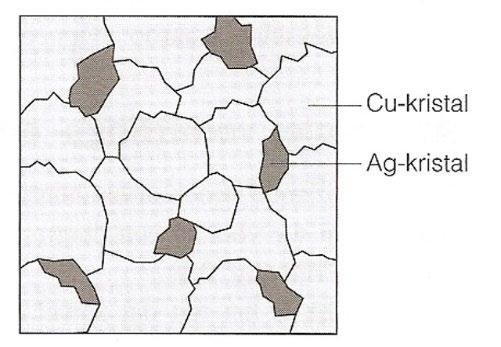
Figuur 1-9: mengsel van kristallen
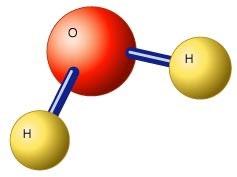
Polymeren bestaan uit extreem grote moleculen. Deze moleculen zijn meestal lange, draadvormige ketens, die soms vertakt zijn of een netwerk vormen. Een molecule is het kleinste deeltje van een stof die nog de chemische eigenschappen van die stof bezit. Wanneer een molecule nog verder zou opgesplitst worden zouden de chemische eigenschappen veranderen. Het is opgebouwd uit atomen die met elkaar verbonden zijn. In de nevenstaande figuur is er een watermolecule afgebeeld. Deze molecule bestaat uit 2 waterstofatomen (H) en 1 zuurstofatoom (O).
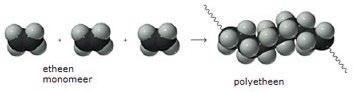
Het typerende van polymeren is dat ze een aaneenschakeling zijn van monomeren die met elkaar verbonden zijn. Een monomeer is een enkelvoudige molecule, dit is goed te zien in de Figuur 1-11. Hier worden etheenmoleculen (monomeer) aan elkaar gekoppeld tot polyetheen (polymeer).
De materiaaleigenschappen bepalen de materiaalkeuze en kunnen onderverdeeld worden in
• Fysische eigenschappen (soortelijke massa, soortelijke warmte, kleur, …)
• Mechanische eigenschappen (sterkte, taaiheid, hardheid, …)
• Chemische eigenschappen (brandbaarheid, corrosieweerstand, …)
• Technologische eigenschappen (lasbaarheid, …)
De fysische eigenschappen van de non-ferrometalen en enkele belangrijke materialen en hulpstoffen zijn terug te vinden in de tabellenboek blz. 115-116.
2.1.1
De kleur van een materiaal waaruit een voorwerp is gemaakt, bepaalt het uitzicht ervan.
Bv.:
• Aluminium: zilverwit
• Staal: grijs
• Koper: rood/geel
2.1.2
Onder de soortelijke massa, ook wel dichtheid genaamd, verstaat men de massa (m) per volume-eenheid (V). In formulevorm wordt dit: ρ [kg/m³] = m [kg] V [m3 ]
In de onderstaande tabel zijn de dichtheid van enkele veel voorkomende materialen weergegeven. Ook de dichtheid van water is gegeven.
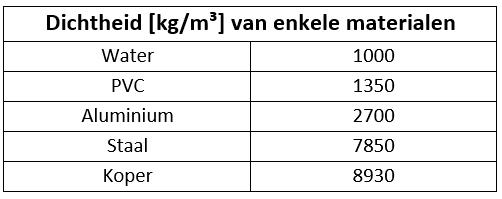
Tabel 2-1: dichtheid van enkele materialen
Uit deze gegevens kan men concluderen dat de dichtheid van aluminium ongeveer een derde is dan deze van staal.
2.1.3 Soortelijke warmte (c)
De soortelijke warmte, ook wel de soortelijke warmtecapaciteit of massawarmte genoemd, van een stof geeft aan hoeveel warmte er nodig is om 1 kg van deze stof op te warmen met 1 °C of 1 K. In de onderstaande tabel is de soortelijke warmte van enkele materialen gegeven.
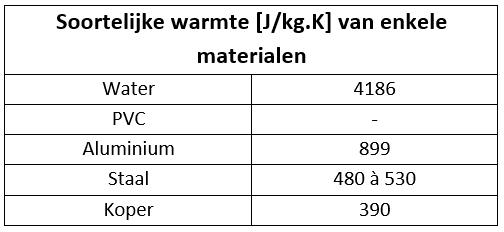
Tabel 2-2: soortelijke warmte van enkele materialen
Men kan besluiten dat de meeste warmte nodig is om water op te warmen. Er is ook meer warmte nodig om aluminium te verwarmen dan staal.
2.1.4 Soortelijke weerstand (ρ)
De soortelijke weerstand of resistiviteit is de weerstand van 1 meter lengte van een bepaalde stof met een doorsnede van 1 m². Hoe groter de waarde hoe slechter de stof de elektriciteit geleidt.
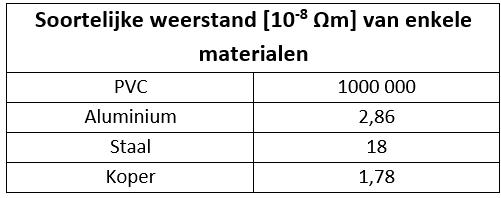
Tabel 2-3: soortelijke weerstand van enkele materialen
De soortelijke weerstand van PVC is zeer groot. Dit is vrij logisch want het is een isolator. Deze van koper is de kleinste. Het is daarom dat men koper gebruikt voor elektrische geleiders.
2.1.5 Lineaire uitzettingscoëfficiënt (α)
Deze grootheid geeft de lengteverandering aan die 1 m van een bepaalde stof ondergaat bij een temperatuurverandering van 1 K.
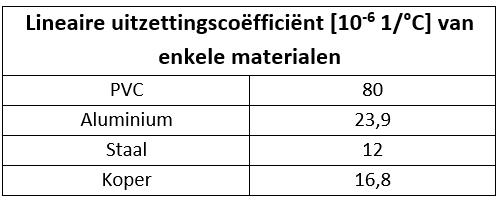
Tabel 2-4: lineaire uitzettingscoëfficiënt van enkele materialen
De uitzettingscoëfficiënt van aluminium is twee keer zo groot als bij staal. Dat van PVC is nog stuk groter.
2.1.6 Thermische geleidbaarheid (λ)
De thermische geleidbaarheid duidt aan hoeveel warmte er per seconde, door geleiding, wordt overgebracht door een materiaal met een dikte van 1 m en een temperatuurverschil van 1 K. Hoe groter het getal hoe beter de stof de warmte geleidt.
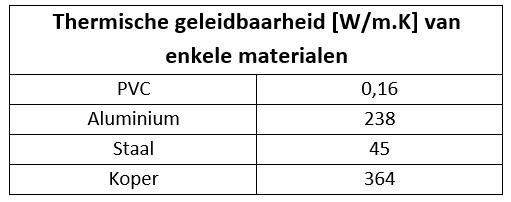
Tabel 2-5: thermische geleidbaarheid van enkele materialen
Men kan dus besluiten dat koper heel warmte geleidt. Dit in tegenstelling tot PVC.
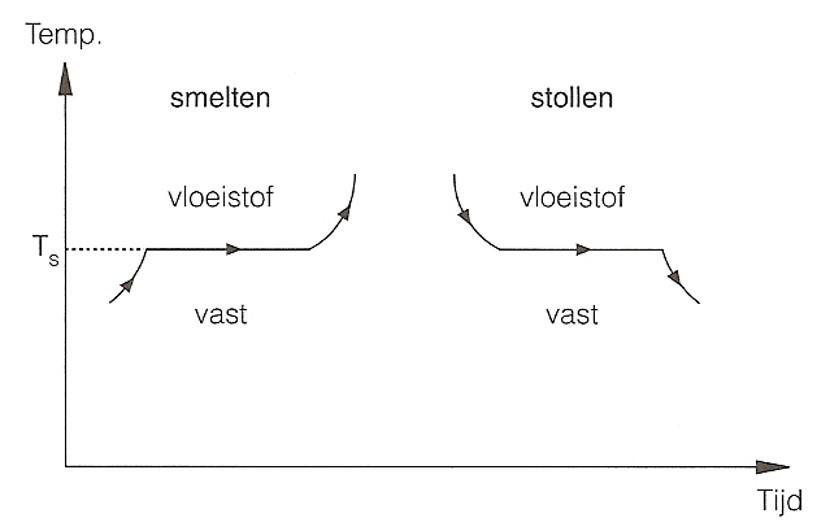
2.1.7 Smeltpunt
Het smeltpunt geeft aan bij welke temperatuur de stof overgaat van de vaste fase naar de vloeibare fase. Bij zuivere stoffen valt het smeltpunt samen met het stolpunt (van vloeibaar naar vast).
Hieronder zijn de smeltpunten van enkele materialen gegeven.
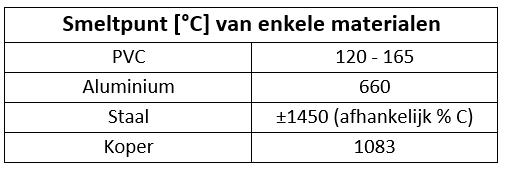
Tabel 2-6: smeltpunt van enkele materialen
De fysische eigenschappen van de non-ferrometalen zijn terug te vinden in de tabellenboek blz. 115.
2.2.1
De sterkte van materialen kan bepaald worden dor mechanische proeven. Een veel gebruikte proef is de trekproef. Hierbij wordt een materiaalmonster aan beide uiteinden vastgeklemd. Aan 1 kant is de klem vast gebouwd in de machine, aan de andere kant is de klem ingebouwd in een traverse (zie nevenstaande figuur). Door de traverse naar omhoog te laten bewegen wordt het materiaalmonster onderworpen aan een trekbelasting. Een meetcel aan één van de klemmen meet de belasting. De trekproefmonsters kunnen ofwel cilindrische staven met in het midden een gereduceerde diameter zijn ofwel platte platen met een smal segment in het centrum. Voor afmetingen van de trekstaven zie tabellenboek blz. 165
Tijdens de test wordt de nodige kracht en de verlenging van de staven opgemeten. Men bekomt dan een resultaat zoals te zien is de Figuur 2-4. Deze grafiek wordt omgezet in het spanning-rek diagram.
De spanning (σ) wordt bekomen door de kracht (F) te delen in oorspronkelijke doorsnede (A0) van de staaf. In formulevorm is dat: σ [N/mm²] = F [N]
A0 [mm2 ] De rek (ε) is verhouding van de lengteverandering (∆l) en de oorspronkelijke lengte (l0). In formulevorm is dat dus: ε [%] = ∆l [mm] l0 [mm] · 100 %. Het resultaat is te zien in Figuur
2-5
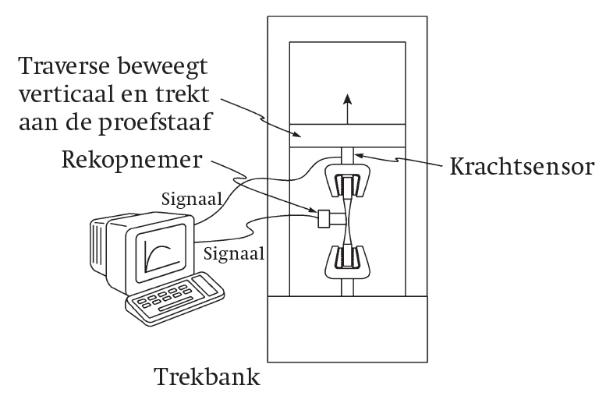
2-2: trekproef
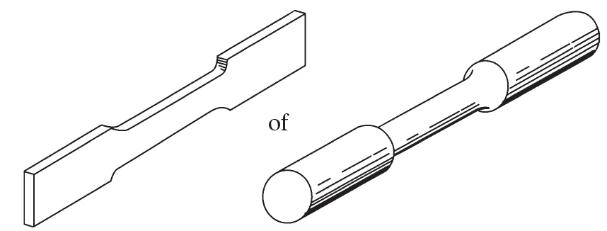
2-3: trekproefstaven
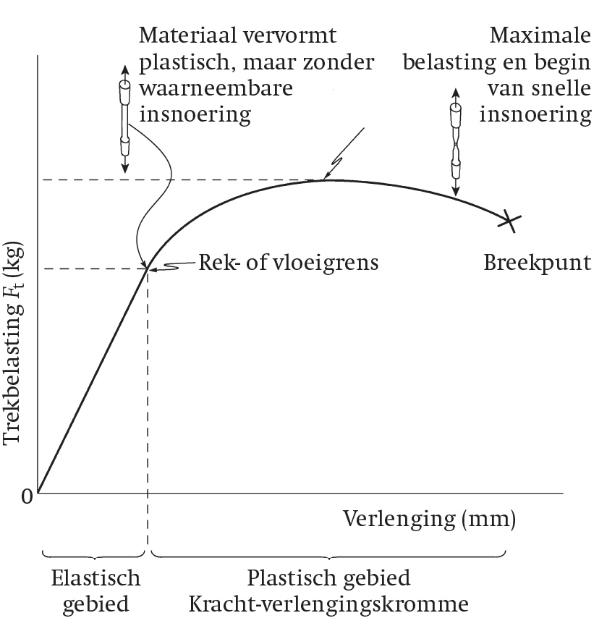
Figuur 2-4: kracht-verlenging diagram
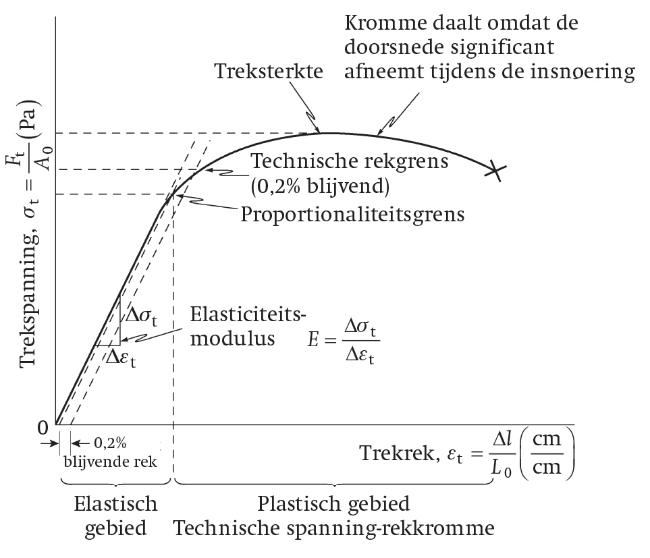
Figuur 2-5: spanning-rekdiagram
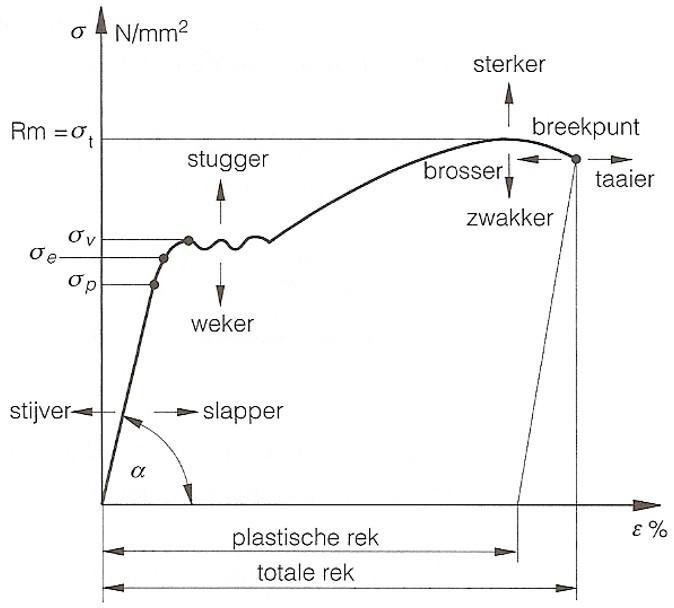
Figuur 2-6: spanning-rekdiagram van zacht staal
Typisch voor staal is dat er een vloeigebied optreedt zoals te zien in Figuur 2-6
Het σ- ε diagram kan opgedeeld worden in twee gebieden, namelijk het elastisch en het plastisch gebied.
o Elastisch gebied
In het begin wanneer de belasting en de verlenging klein is, zal de proefstaaf elastisch vervormen. Dit betekent dat wanneer de belasting weggenomen wordt de proefstaaf terugkeert naar zijn oorspronkelijke lengte. Bij een hogere belasting zal het materiaal plastisch vervormen. Er zal dan steeds een blijvende vervorming optreden. Binnen het elastisch gebied onderscheidt men:
o Proportionaliteitsgrens of evenredigheidsgrens σp
In het spanning-rekdiagram is te zien dat in het begin van de test de spanning en de rek toeneemt. Voor metalen en keramieken is er een rechtlijnig verband tussen de spanning en de rek. Tot de spanning σp is de wet van Hooke geldig:
σ = E · ε
σ = spanning [N/mm²]
E = elasticiteitsmodulus [N/mm²]
ε = rek [%]
o Elasticiteitsgrens σe
Tot de elasticiteitsgrens blijf het materiaal elastisch reageren, maar tussen σp en σe is de wet van Hooke niet meer geldig.
o Plastisch gebied
In het eerste gedeelte (tot het maximum van de kromme) van het plastisch gebied zal de spanning moeten toenemen om de plastische vervorming te vergroten. Dit verschijnsel wordt versteviging genoemd. In het tweede gedeelte (vanaf het maximum) zal bij verhoging van de belasting lokaal de doorsnede van de staaf kleiner worden. Het materiaal zal dus insnoeren.
Materiaaleigenschappen
Op het bepaald moment zal de staaf in twee breken (breekpunt). Binnen het plastisch gebied maakt men een onderscheid tussen:
o Vloeigrens σv
Bij een belasting σv zal het materiaal beginnen vloeien. Dit ziet men in het diagram aan het golvende verloop van de lijn. Een materiaal met een hoge vloeigrens wordt een stug materiaal genoemd. Een materiaal met een lage vloeigrens noemt men een week materiaal. Het is niet altijd even gemakkelijk om de vloeigrens te bepalen. Daarom geeft men meestal de rekgrens σ0,2 op. Dit is de spanning waarbij de proefstaaf een blijvende verlenging van 0,2 % ondergaat (zie Figuur 2-5)
o Treksterkte σt
Dit de maximumsterkte van het materiaal. Het is gelijk aan de maximumkracht gedeeld door de oorspronkelijke doorsnede. In formule is dat: σt [N/mm²] = ���������������� [����] ����0 [��������2 ]
Een materiaal met een hoge treksterkte noemt een sterk materiaal. Een materiaal met een lage treksterkte is een zwak materiaal.
2.2.2 Veerkracht
De veerkracht is de eigenschap die aangeeft wat het vermogen van een materiaal is om elastische energie te absorberen. Een veer die wordt gebruikt voor het absorberen van schokken zal waarschijnlijk een grote veerkracht hebben. Een indicatie van de veerkracht van een materiaal is het gebied onder het elastisch gedeelte van de spanning-rekkromme.
2.2.3 Taaiheid
De taaiheid van een materiaal is de mate waarin het plastisch kan vervormen vooral het breekt. Hoe taaier het materiaal is, hoe meer het breekpunt naar rechts ligt en dus ook hoe groter de oppervlakte is onder de trekkromme tot aan het breekpunt. Het materiaal kan dus meer energie absorberen vooral het breekt. Het tegengestelde van taai is bros. Een bros zal dus weinig plastisch vervormen vooral het breekt.
Taaiheid mag niet verward worden met de sterkte van een materiaal. Zo is gewoon goedkoop staal met een laag koolstofgehalte een taai materiaal, maar het is wel zwak. Brosse materialen kunnen een hoge sterkte hebben.
Taaiheid houdt ook verband met het vermogen dat een materiaal heeft om klappen, stotende belastingen op te vangen zonder dat het breekt. Dit is belangrijk bij machineonderdelen zoals drijfstangen, … Om de taaiheid te schatten worden slagvastheidsproeven gebruikt. Veel veelgebruikte proeven zijn de Charpy- en Izodproef.
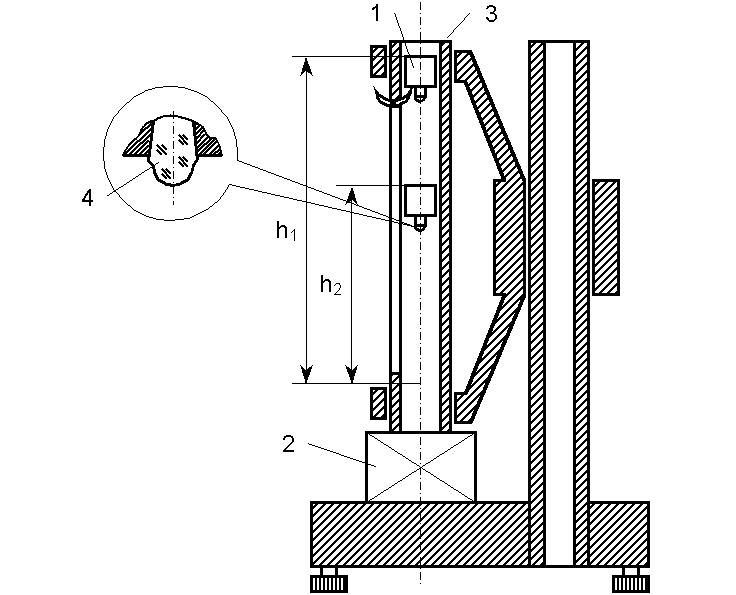
In deze cursus wordt enkel de Charpyproef besproken. Bij deze proef laat men een slinger met een gewicht vanaf een bepaalde hoogte vallen. Op de slingerbaan bevindt zich het proefstukje, die voorzien is van een U- of een V-kerf, die in één slag volledig gebroken wordt. Een deel van de kinetische energie van de slingerhamer wordt gebruikt om het proefstaafje te breken. (Zie ook TB blz 163.)
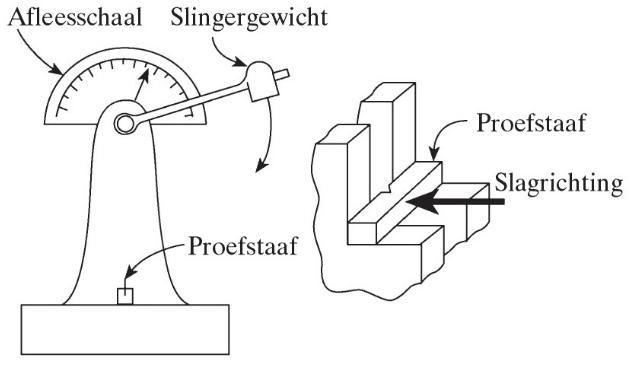
Figuur 2-7: Charpy-proef
Als men te maken heeft men een taai materiaal, dan wordt er veel energie geabsorbeerd en zal de slinger weinig doorslaan. Bij een bros materiaal daarentegen, wordt er weinig energie geabsorbeerd en zal de slinger veel hoger doorslaan. Uit de test kan de kerfslagwaarde KC bepaald worden:
Kerfslagwaarde (KC) [J/mm²] = verbruikte slagarbeid [J] oorsronkelijke doorsnede [mm2 ]
De kerfslagwaarde wordt beïnvloed door de temperatuur. Dit is het geval bij koolstofstaalsoorten, waarbij de slagvastheid significant afneemt bij lage temperaturen. Austenitisch roestvast staal, koper en aluminium kennen deze afname niet. In de nevenstaande figuur is het verloop van de slagvastheid in functie van de temperatuur weergegeven. Uit deze figuur blijkt dat naarmate de temperatuur afneemt ook de slagvastheid. Als een onderdeel ook moet functioneren bij lager temperaturen, dan moet men rekening houden met de ductiel-bros-overgangstemperatuur. Dit is temperatuur waarbij de slagvastheid van het materiaal lager worden een bepaalde vooraf gekozen waarde (rond de 20 J) uit de Charpy V-test. Als de overgangstemperatuur van een staalsoort 0 °C is, dan moet men dit staal niet gebruiken voor onderdelen die onderworpen worden aan stootbelastingen bij 0°C of lager.
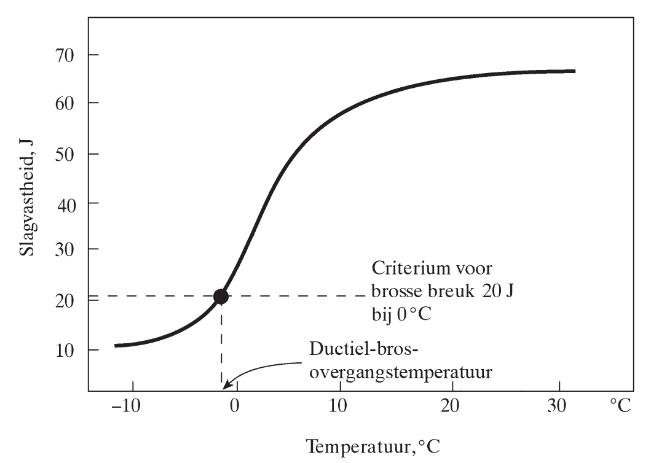
Figuur 2-8: het verloop van de slagvastheid in functie van de temperatuur
2.2.4
Bij de wet van Hooke (zie bladzijde) kwam de elasticiteitsmodulus (E) van een materiaal ter sprake. Deze grootheid, ook wel de Youngmodulus genoemd, is een maat voor de stijfheid van een materiaal. Het is eigenlijk de richtingscoëfficiënt van de rechte lijn. Hoe groter de E hoe stijver het materiaal is. In de onderstaande tabel zijn de elasticiteitsmodulussen van enkele materialen gegeven.
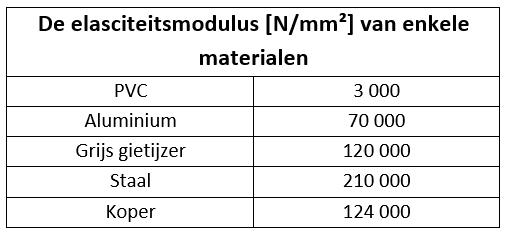
Tabel 2-7: de elasticiteitsmodulus van enkele materialen
Uit deze tabel blijkt dat de elasticiteitsmodulus van staal ongeveer drie keer zo groot is als dat van aluminium. Dit betekent dat een proefstaaf, vervaardig uit aluminium, drie keer meer zal verbuigen onder belasting (zie onderstaande figuur). Hoe groter de E hoe stijver het materiaal is en hoe steiler het eerste deel van de σ-ε-diagram verloopt.
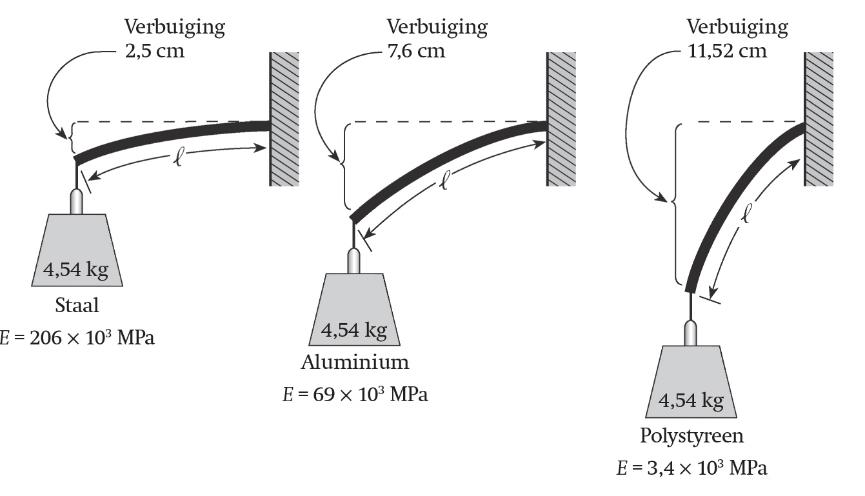
2-9: Het effect van de elasticiteitsmodulus op de elastische verbuiging. Alle balken hebben dezelfde lengte en doorsnede
2.2.5 Hardheid
De hardheid is de weerstand die een materiaal biedt tegen de indringing van een ander lichaam, dat harder is dan het te onderzoeken materiaal. De hardheid kan op verschillende manieren bepalen worden.
2.2.5.1 Hardheidsmetingen
Er bestaan drie verschillende methodes om de hardheid van een materiaal te bepalen:
o Weerstand tegen krassen
o Weerstand tegen indrukking
o Terugkaatsingsvermogen
2.2.5.1.1 Weerstand tegen krassen
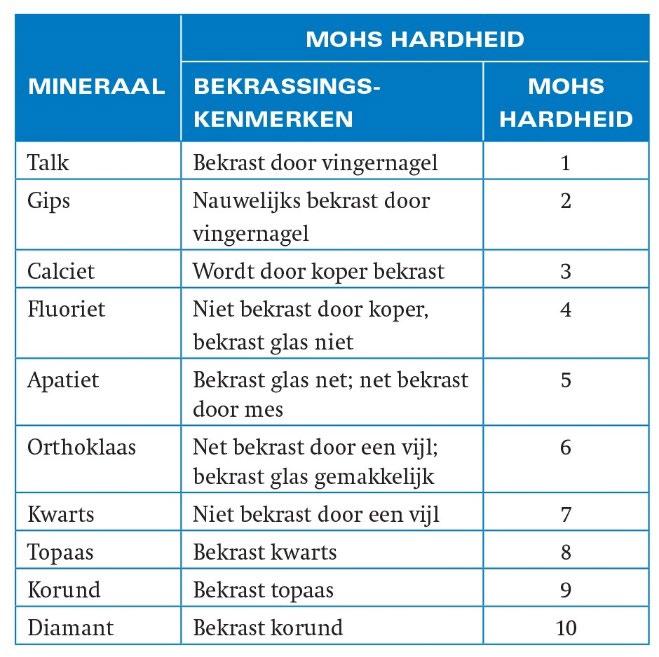
Om de hardheid van keramische materialen en minderalen te bepalen gebruikt men de hardheidstest van Mohs. Bij deze test wordt het oppervlak van het te onderzoeken materiaal bekrast met verschillende soorten materialen. Naargelang het resultaat heeft het materiaal een bepaalde Mohs- hardheid (zie Tabel 2-8: Mohs hardheidsschaal ).
2.2.5.1.2 Weerstand tegen indrukking
Bij de meeste hardheidsproeven wordt er een indrukking gemaakt. Naargelang de vorm van het indruklichaam onderscheidt men de volgende hardheidsproeven.
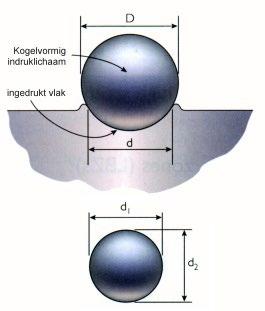
• Brinell (HB)
Bij Brinell maakt men gebruik van een geharde stalen met een diameter van 2,5 mm, 5 mm of 10 mm om een indrukking te maken. De grote kogels worden aangewend bij inhomogene materialen (gegoten stukken, grijs gietijzer, …) zodanig dat men over een relatief groot oppervlak meet. De kleine kogels wordt gebruikt bij dunne platen of wanneer men de indrukking tot een minimum wil beperken.
Uit de Brinellhardheid kan de treksterkte van zacht staal als volgt bepaald worden: Treksterkte σt [N/mm²] = 3,5 HB [N/mm²]
Materiaaleigenschappen
• Vickers (HV)
Bij de hardmeting van Vickers wordt er een vierzijdige diamanten piramide met een tophoek van 136° in het werkstuk gedrukt met een kracht F.

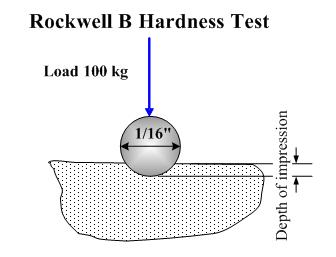
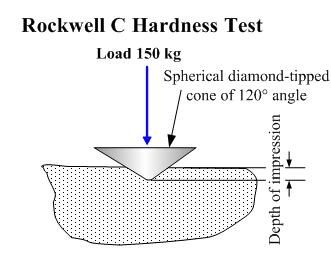
• Rockwell B en C (HRB en HRC)
Bij de hardheidsproef Rockwell B gebruikt men een geharde stalen kogel met een diameter van 1/8” of 1/16”. Deze methode wordt toegepast bij zachte materialen.
Bij Rockwell C wordt er een diamanten kegel met een tophoek van 120° gebruikt. Het wordt toegepast bij harde materialen.
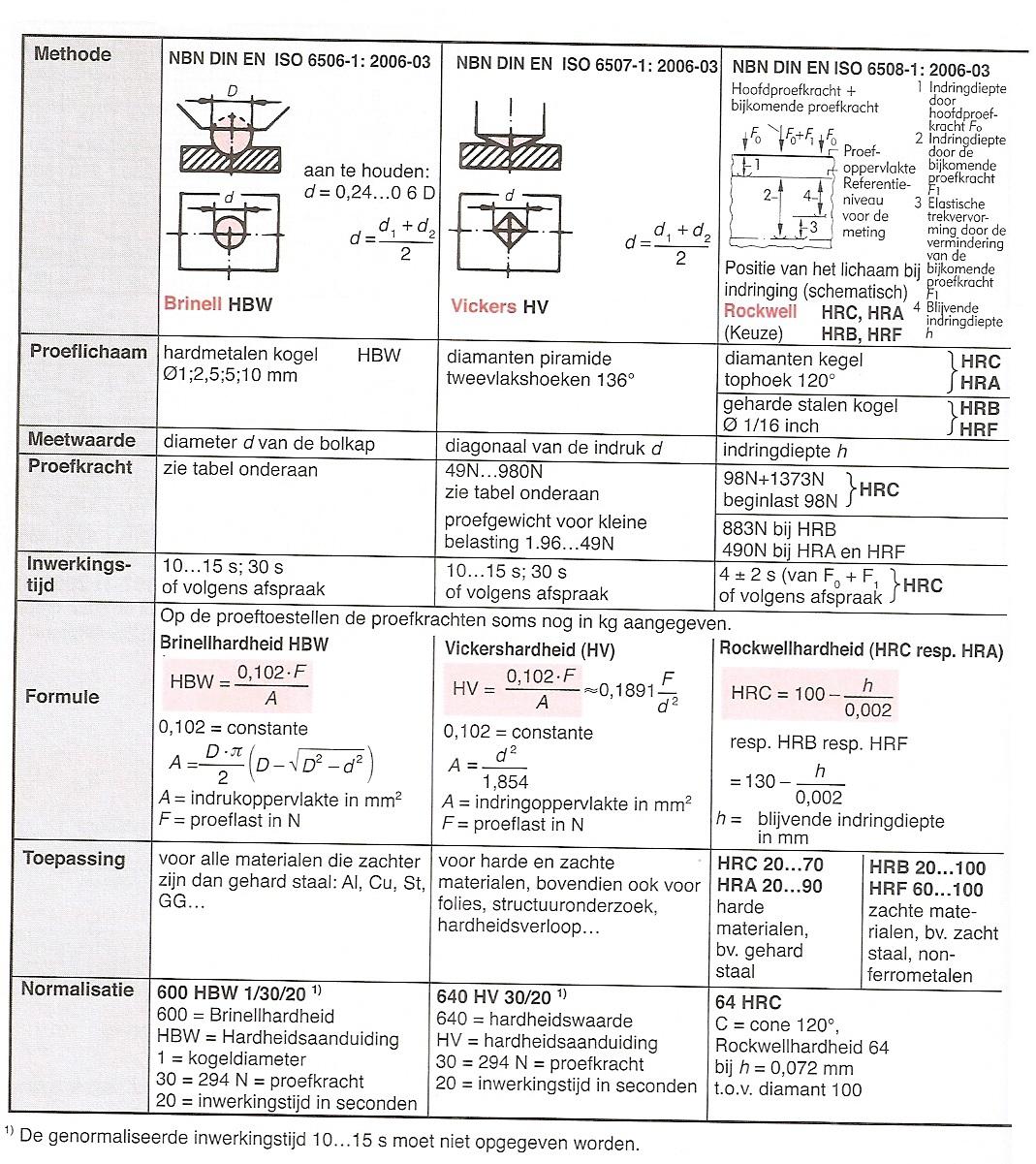
• Samenvatting
Op de volgende bladzijde wordt er een overzicht gegeven van de verschillende hardheidsmetingen. Deze is ook terug te vinden in de tabellenboek blz. 166.
2.2.5.1.3 Terugkaatsingsvermogen
Wanneer het werkstuk niet beschadigd mag worden, kan de Shoreproef gebruikt worden. Hierbij laat men een kogel (zachte materialen) of een hamertje met een afgeronde kegelvormige diamanten punt (harde materialen) vallen op het werkstuk. De opstuithoogte is een maat voor de hardheid. Hoe harder het oppervlak is, hoe minder dit oppervlak plastisch zal vervormen en hoe minder energie in warmte wordt omgezet. Bijgevolg zal de opstuithoogte van het vallichaam groter zijn.
2.2.6
De vermoeiingssterkte wordt gedefinieerd als de maximale spanningsschommeling die een wisselend belast werkstuk kan verdragen zonder dat het breekt (zie nevenstaande figuur). Het grote gevaar van een vermoeiingsbreuk (metaalmoeheid) is dat de breuk zich voordoet bij een spanning die een heel stuk lager is dan de treksterkte.
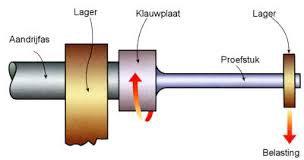
2-16: vermoeiingsproef
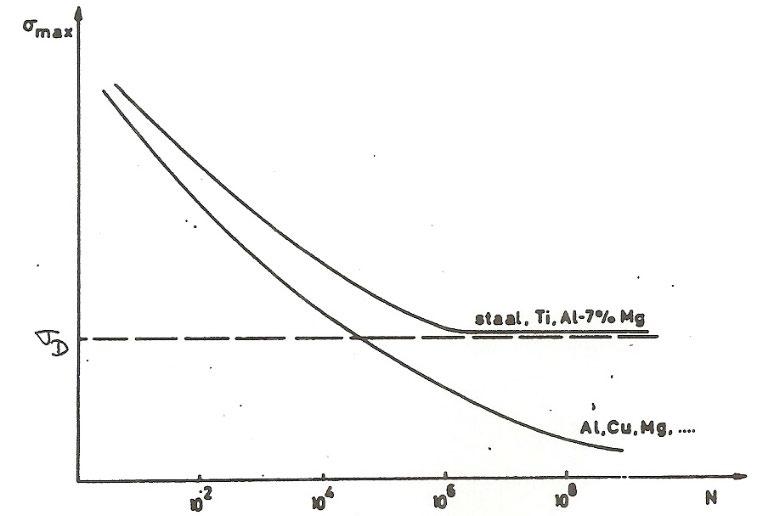
De resultaten van een vermoeiingsbreuk kunnen voorgesteld worden in een Wöhlercurve (zie Figuur 2-17).
Sommige metalen, zoals staal, titaan, hebben een curve die evolueert naar een bepaalde waarde die de vermoeiingssterkte genoemd wordt Een andere groep metalen, zoals aluminium, koper, magnesium hebben een Wöhlercurve die langzaam afneemt, maar nooit streeft naar een vaste waarde. De vermoeiingssterke (σD) wordt dan gedefinieerd als de maximale spanningsamplitude die optreden zodanig dat het werkstuk 10 miljoen cycli meegaat. Zie TB blz. 164 voor de vermoeiingssterkten van enkele metalen.
2.2.7 Slijtvastheid
De slijtvastheid geeft aan wat de weerstand is dat een materiaal biedt tegen oppervlaktevermindering. De slijtageweerstand bij staal is afhankelijk van:
• Een gepaste oppervlaktebehandeling
• Een juiste keuze van legeringselementen
• Een efficiënte smering
2.2.7.1 Een gepaste oppervlaktebehandeling
De slijtagebestendigheid van staal kan verbeterd worden door de oppervlaktehardheid te verhogen. Hiervoor kan men de behandelingen: cementeren, nitreren, inductieharden of
veredelen toepassen (zie deel warmtebehandelingen van staal). De hardheden die behaald kunnen worden zijn 55 à 62 HC en kerfslagwaarden tot 85 Nm/mm².
2.2.7.2 Een juiste keuze van legeringselementen
Door het staal te legeren met chroom (Cr), wolfraam (W), vanadium (V), kobalt (Co) en molybdeen (Mo) neemt de slijtvastheid van staal toe. De elementen silicium (Si), mangaan (Mn) en nikkel (Ni) hebben een negatieve invloed op de slijtvastheid
2.2.7.3 Een efficiënte smering
Een derde manier om de slijtage te beperken is door een goede smering te voorzien tussen de bewegende onderdelen. Hierdoor neemt de wrijving en dus ook de slijtage af.
2.3.1 Brandbaarheid
Bepaalde materialen zijn vatbaar voor verbranding, dit gaat gepaard met een vuurverschijnsel. De kunststoffen polyetheen (PE), polypropeen (PP), polystyreen (PS), polyamide (PA) branden verder zonder vlam eenmaal ze aan het branden zijn. Polyvinylchloride (PVC) daarentegen zal uitdoven wanneer het niet meer in een vlam wordt gehouden. Polytetrafluorethyleen (PTFE), beter bekend als Teflon, brandt niet.
2.3.2 Temperatuurbestendigheid
De temperatuurbestendigheid geeft aan tot welke temperatuur het materiaal zijn oorspronkelijke vorm en sterkte behoudt. De temperatuurbestendigheid van de volgende kunststoffen is:

Tabel 2-9: de temperatuurbestendigheid van enkele kunststoffen
2.3.3 Corrosieweerstand
Dit geeft aan welke weerstand een materiaal biedt tegen corrosie. Het materiaal kan aangetast worden door de zuurstof in de lucht, water, zuren, zouten of dampen ervan. De meeste kunststoffen bieden een zeer grote weerstand tegen corrosie. De corrosieweerstand van roestvast stalen is ook goed. Meer uitleg over corrosie is terug te vinden in hoofdstuk 5.
2.3.4
Dit geeft aan welke weerstand een materiaal biedt in contact met een zuur of dampen ervan of bij onderdompeling in zuur. De vorm en sterkte blijft behouden. In de tabel die terug te vinden is op de volgende bladzijde is de chemische bestendigheid van enkele kunststoffen weergegeven.
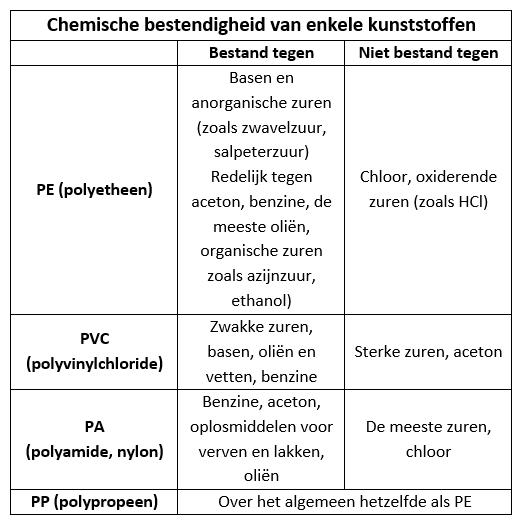
Tabel 2-10: de chemische bestendigheid van enkele kunststoffen
2.4.1 Lasbaarheid
De lasbaarheid van een bepaalde metaalcombinatie geeft aan met welk gemak een las gemaakt kan worden en wat de laskwaliteit is. In theorie kunnen alle metalen aan elkaar gelast worden. Maar bij bijvoorbeeld gereedschapsstaal zal ondanks speciale voorzorgsmaatregelen, de las negen op tien keer scheuren. De belangrijkste factoren die de lasbaarheid van metalen zijn:
• De chemische samenstelling van het basismetaal
• De chemische samenstelling van het toegevoegde metaal
Hardbare staalsoorten (koolstofpercentage > 0,3 %, zie ook hoofdstuk 3) zijn moeilijker te lassen omdat er een groot risico op scheurvorming in de las of de directe omgeving bestaat. Tijdens het lassen wordt de temperatuur van het smeltbad en in de directe omgeving hoger dan de hardingstemperatuur. De rest van de onderdelen, die niet warm worden, zorgen ervoor dat de las en directe omgeving snel afkoelt. Met als gevolg dat er martensiet gevormd wordt. Deze structuur is bros en kan niet vervormen. Het materiaal zal dus scheuren als de las
Materiaaleigenschappen
onder druk staat. Een manier om de lasbaarheid van staal te beoordelen is aan de hand van het koolstofequivalent:
Koolstofequivalent (CE) = %C + %Mn 6 + %Ni+ Cu 15 + %Cr+%Mo+%V 5
In het algemeen kan men zeggen dat er een groot risico op scheurvorming is als het koolstofequivalent groter is dan ongeveer 0,3 %. Wanneer men dergelijk staal wil lassen, moet men ervoor zorgen dat afkoelsnelheid kleiner is. Dit kan gerealiseerd worden door de las na te verwarmen of te ontlaten. Een beter manier is om het staal spanningsarm te gloeien bij een temperatuur van 590 à 650 °C.
Metalen met een hoog zwavelgehalte zullen bij de las scheuren. Men moet er dus voor zorgen dat het te lassen materiaal niet te veel zwavel bevat.
In de Tabel 2-11, die hieronder terug te vinden is, is de lasbaarheid van enkele veel voorkomende metalen weergegeven. De legende is:
• A = aanbevolen of gemakkelijk lasbaar
• B = aanvaardbaar, maar nier de beste keus of lasbaar met voorzorgsmaatregelen
• C = wellicht bruikbaar, maar niet populair of beperkt toepasbaar of moeilijk lasbaar
• Nee = niet aanbevolen of niet lasbaar
• Exp = experimenteel
De uitleg over de verschillende lasprocessen is terug te vinden in hoofdstuk 11.
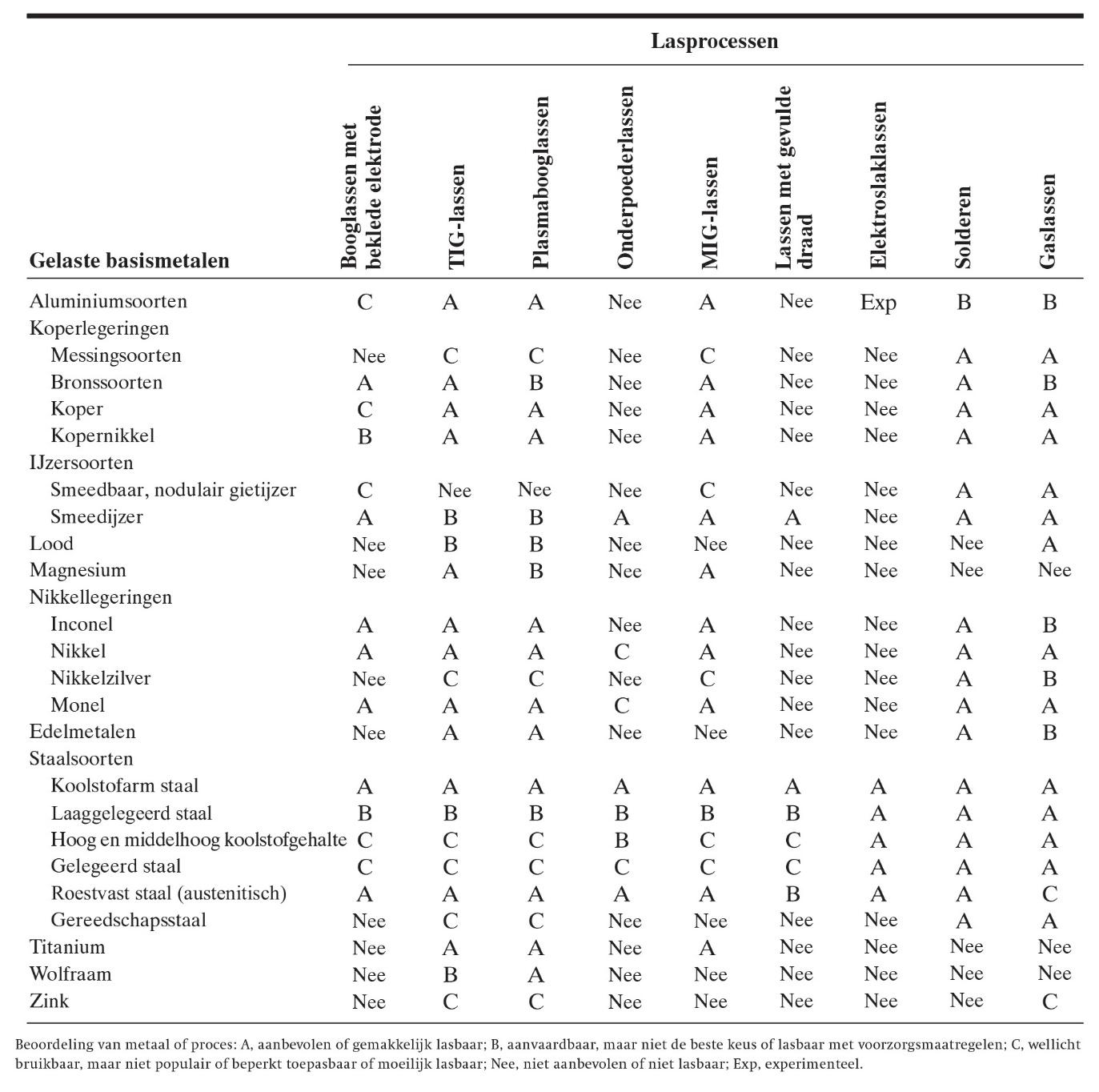
2-11: de lasbaarheid van enkele metalen
2.4.2 Verspaanbaarheid
De verspaanbaarheid geeft aan hoe goed een materiaal te verspanen is. Verspanen is verzamelterm voor de metaalbewerkingen (denk aan draaien, frezen, boren, …) waarbij door middel van een gereedschap materiaaldelen weggenomen worden en er spanen (= afval) ontstaan. Men spreekt van een goede verspaanbaarheid indien:
• Een hoge snijsnelheid haalbaar is
• Een grote standtijd haalbaar is. Met andere woorden dat het gereedschap lang gebruikt kan worden vooraleer het vervangen moet worden.
• Een goede oppervlakteruwheid bij een gestelde spaandoorsnede aanvaardbaar is
• Een korte spaan bekomen wordt
• De specifieke snijkracht (kc)klein is. Voor uitleg over de snijkracht zie tabellenboek blz. 290-292.
2.4.3 Gietbaarheid
Gieten is een vormgevingsmethode waar een metaalsmelt in een vorm wordt gegoten en daarna tot stolling komt. Sommige gietstukken zijn, nadat ze uit de vorm komen, meteen bruikbaar, de meeste vereisen echter nabewerking. De gietbaarheid hangt af van tal van factoren:
• De viscositeit. Dit geeft aan hoe vloeibaar de metaalsmelt is.
• De krimp
• De gasuitscheiding
• De warmteonttrekking
• De segregatie of ontmenging
2.4.3.1 Warm- en koudvervormbaarheid
Ferro- en non-ferrometalen zijn in warme toestand gemakkelijk vervormbaar. Onder vervormen verstaat men: walsen, persen, smeden, trekken, buigen, … In koude toestand is dit voor de meeste metalen mogelijk, uitgezonderd magnesium. Om scheuren te voorkomen bij het vervormen van staal is het belangrijk dat de rek zo groot mogelijk is. Ook de nodige kracht te beperken moet de vloeigrens laag zijn. Dit is wel in strijd met de sterkte-eisen van het materiaal. Het is ook zo dat het product in sommige gevallen niet in één bewerking vervormd kan worden. Er moet tussen de verschillende bewerkingen een gloeibehandeling toegepast worden.
Voor het vervormen van kunststoffen speelt hun structuur een rol. Thermoplasten en elastomeren zijn beter vervormbaar dan thermoharders. Voor meer uitleg over kunststoffen zie hoofdstuk 6.
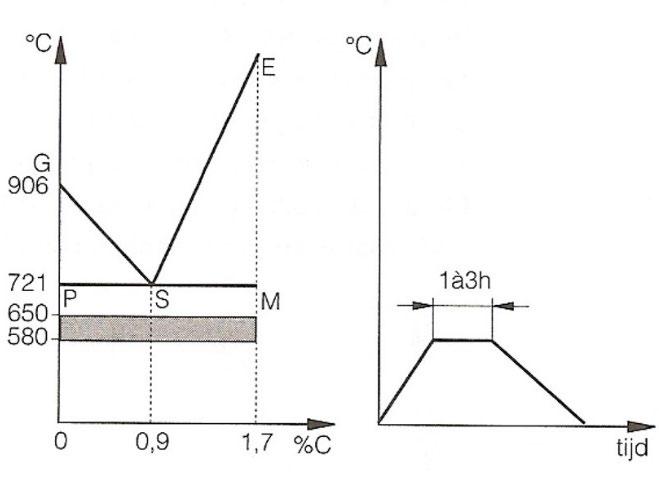
Zuiver ijzer of ferriet is zacht, ductiel en betrekkelijk zwak. Omwille van lage sterkte wordt het zelden gebruikt als technisch materiaal. IJzer smelt en stolt bij een temperatuur van 1528 °C. Het is opgebouwd uit kubusvormige grondcel. Afhankelijk van de temperatuur is het kristalrooster ofwel kubisch ruimtelijk gecenterd rooster (KRG) ofwel kubisch vlakken gecenterd rooster (KVG). In de onderstaande figuur zijn de verhittings- en afkoelingslijnen van zuiver ijzer afgebeeld.
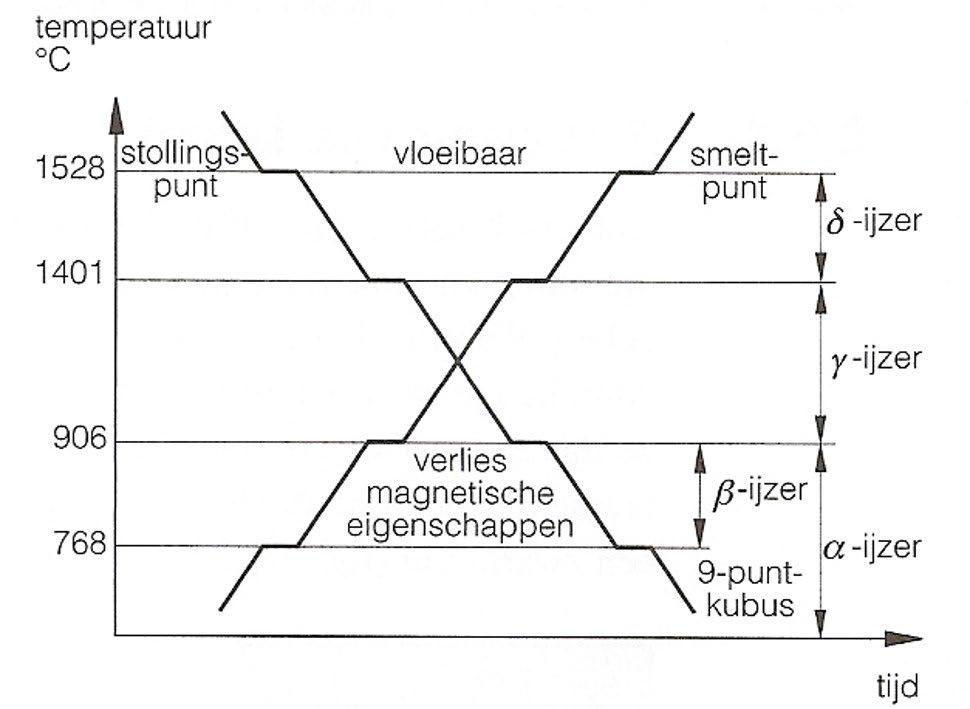
Figuur 3-1: de verhittings- en afkoelingslijnen van zuiver ijzer
In dit diagram kan je aflezen bij welke temperatuur er zich een structuurverandering voordoet bij langzame opwarming en afkoeling Op de horizontale as wordt de tijd voorgesteld en op de verticale as de temperatuur.
Wanneer de temperatuur tussen de 0 °C en 906 °C ligt, is het kristalrooster KRG. Men spreekt van α-ijzer (alfa-ijzer). Bij een temperatuur verliest van 768 °C verliest ijzer zijn magnetische eigenschap. Tussen 906 °C en 1401 °C verandert de kristalopbouw naar KVG. Deze structuur wordt γ-ijzer (gamma-ijzer) genoemd. Boven de 1401 °C tot 1528 °C (de smelttemperatuur) verandert de opbouw opnieuw naar KRG. Men spreekt van δ-ijzer (delta-ijzer). Als men kijkt naar het diagram dan zie je bij elke hierboven vermelde temperatuur dat de opwarmings- en afkoelingslijnen een stukje horizontaal blijven (constante temperatuur, hoewel men het ijzer opwarmt of afkoelt. De warmte wordt benut om de structuur- of verandering te realiseren. De horizontale lijnen worden haltepunten genoemd.
Staal is per definitie een legering van ijzer en koolstof, waarbij het koolstofgehalte ligt tussen ± 0,06 en 2 %.
IJzer-koolstoflegeringen met meer dan 2 procent koolstof worden beschouwd als gietijzer In de praktijk ligt het koolstofgehalte tussen de 2,5 en de 3,6 % C.
Hieronder wordt het productieproces van staal weergegeven. Staal is een legering van ijzer en koolstof.
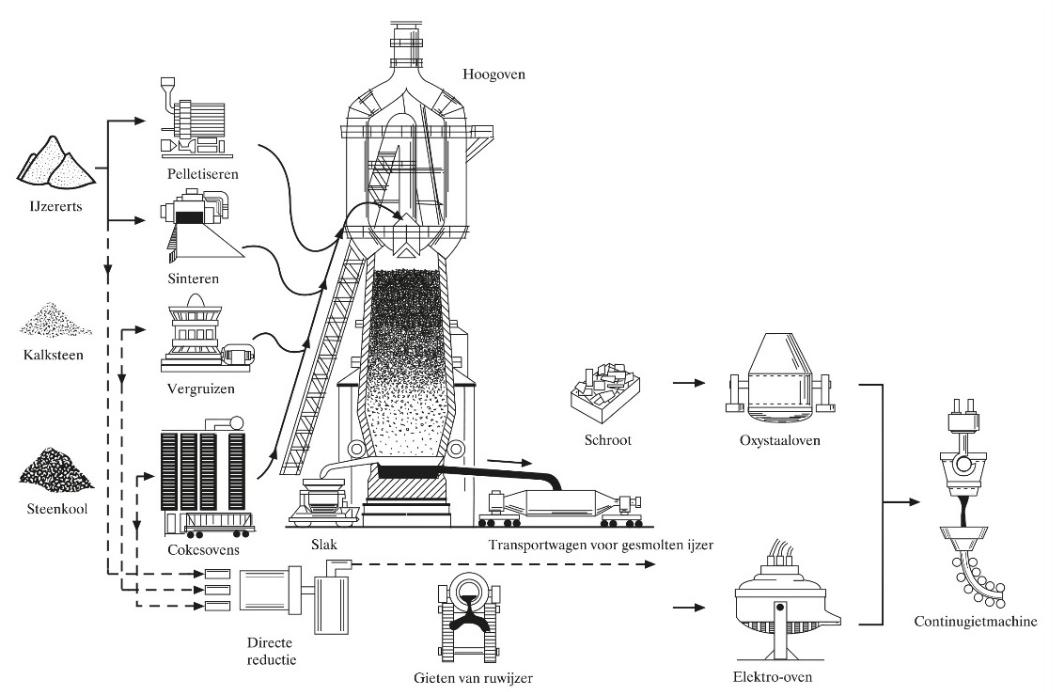
Figuur 3-2: staalbereidingsproces
Het ijzer wordt gewonnen uit ijzererts. De koolstof komt onrechtstreeks van steenkolen. De ijzererts en de steenkolen worden niet rechtstreeks in de hoogoven gedaan. De steenkolen worden omgezet in cokes in de cokesfabriek en de ertsen worden gesinterd in de sinterfabriek. Deze twee processen worden hieronder beschreven.
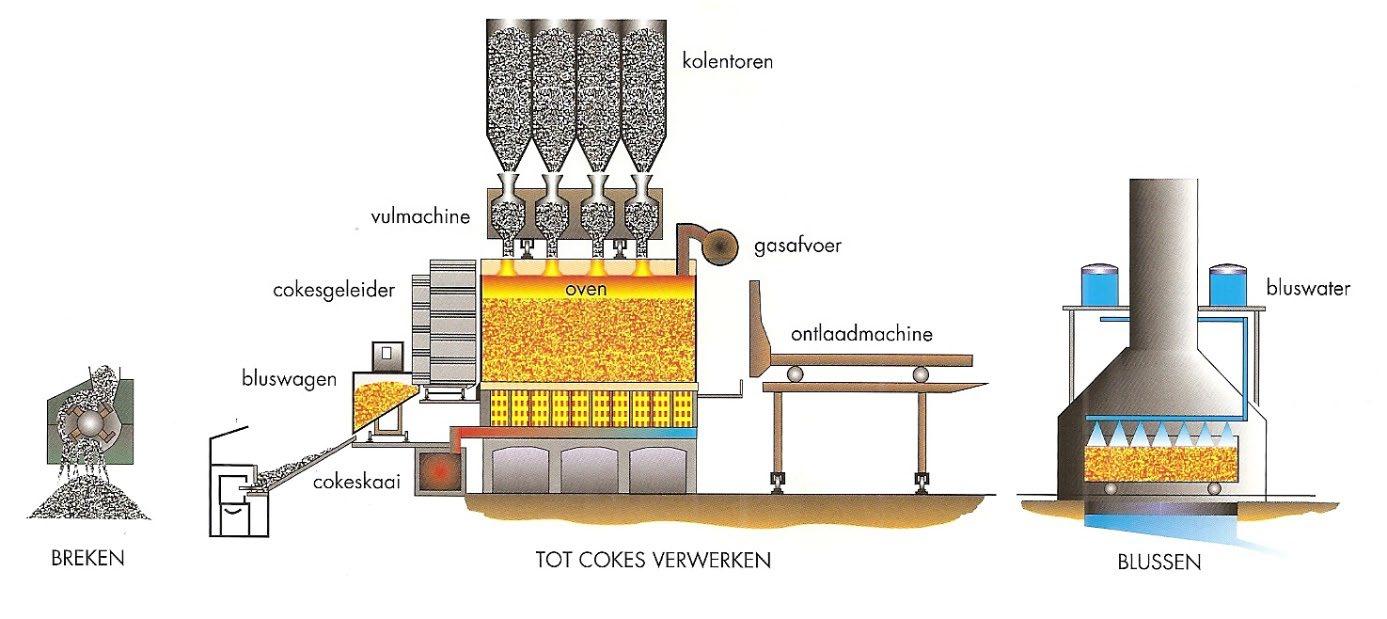
Men kan geen steenkolen rechtstreeks toevoegen in de hoogoven, omdat deze te veel schadelijke of onnuttige producten bevatten. Daarnaast zijn ze ook niet sterk genoeg om de lading in de hoogoven te dragen. Daarom worden steenkolen omgezet in cokes, wat gebeurt in de cokesfabriek. Deze fabriek bestaat uit twee batterijen van elk 50 ovens. In deze ovens worden de steenkolen opgewarmd tot circa 1250 °C. Omdat er geen zuurstof aanwezig is in deze afgesloten cokesovens, verbranden de kolen niet. Gedurende dit proces, waarbij 35 ton kolen in 18 uur omgezet wordt in 25 ton cokes, komt er een grote hoeveelheid gas en rook vrij. Deze leveren na zuivering cokesgas en nevenproducten zoals teer, zwavel, ammoniak, naftaleen en benzol op. Zodra de steenkolen omgezet zijn in cokes, worden de zijdeuren van de oven weggenomen en worden de cokes eruit geduwd in de bluswagen. Deze wagen rijdt met de cokes onder de blustoren, waar ze besproeid worden met water. Vervolgens worden de cokes gebroken en gezeefd.
3.2.2
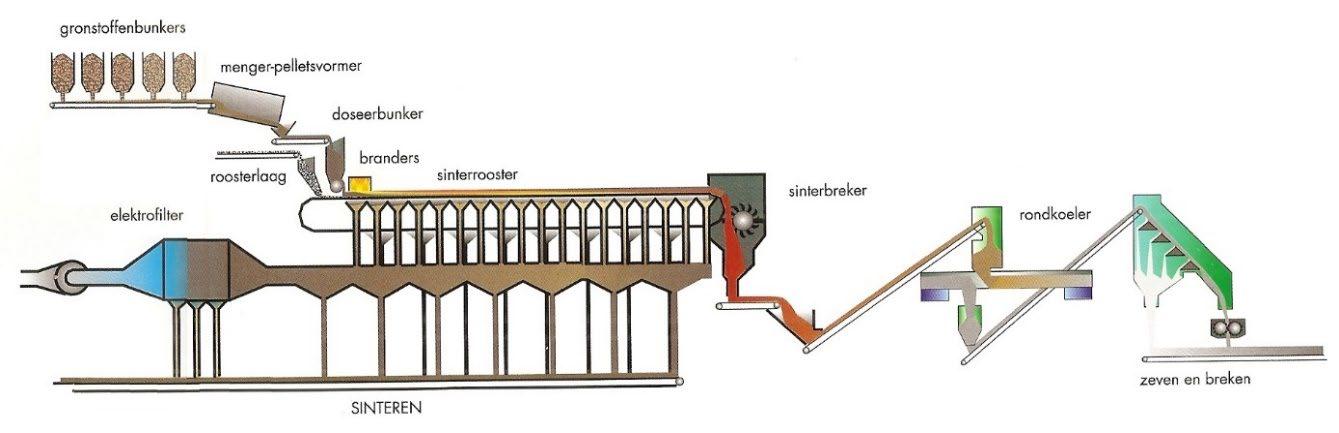
In de sinterfabriek wordt een mengsel van fijn ijzererts, hoogovenstof, walsoxides, smeltmiddelen samen met fijnverdeelde cokes gelijkmatig uitgespreid op een traag bewegende rooster. Deze laag wordt aan de bovenkant aangestoken met behulp van branders. Hierdoor wordt de sinter gebakken en op het einde van de band wordt de koek gebroken met een sterbreker. Vervolgens wordt het gekoeld en gezeefd.
3.2.3 Hoogoven
In de hoogoven wordt door er vloeibaar ruwijzer geproduceerd door de ijzerertsen reducerend te smelten. Reducerend smelten houdt in dat de zuurstof uit de ertsen verwijderd worden. De hoogoven wordt gevuld met cokes en sinter. Dit gebeurt door één van de twee skips die de grondstoffen bovenaan in de vultrechter giet. Een stel kleppen sluit de oven af van de buitenlucht (zie de figuur op de volgende bladzijde).
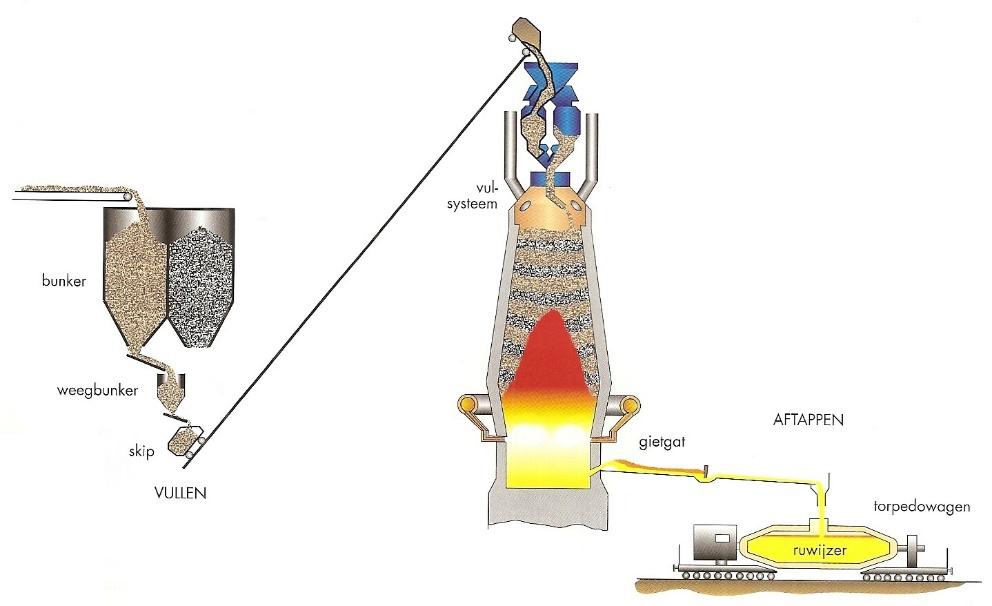
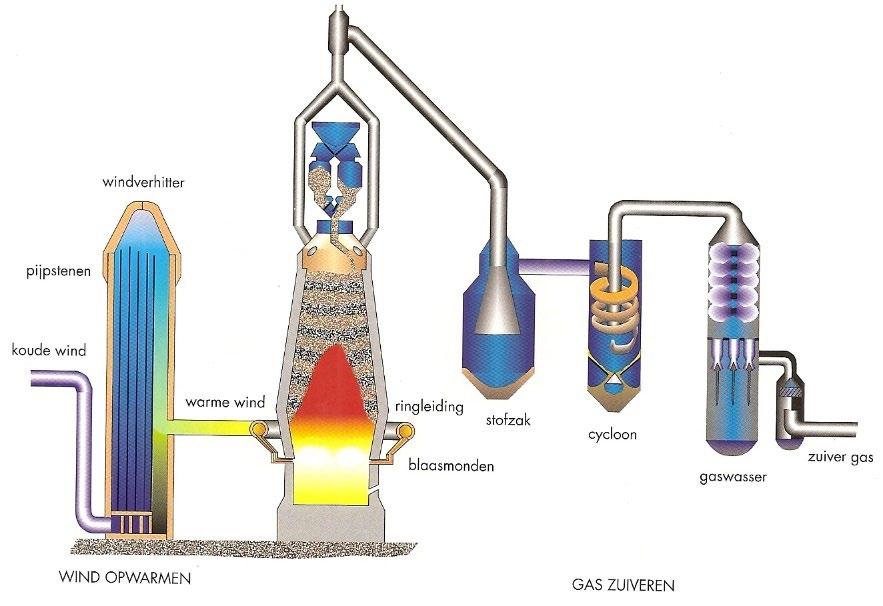
Via de blaasmonden wordt er hete lucht (±1250 °C) in de oven geblazen Het opwarmen van de lucht gebeurt in de windverhitters. Door het inblazen van de lucht worden de cokes omzet in een reductiegas dat tegelijk ook de nodige warmte ontwikkeld om de ertsen af te smelten. Naarmate de lading zakt, vindt de omzetting van ijzererts in ruwijzer plaats. Het vloeibare ruwijzer verzamelt zich onderaan in de hoogoven en wordt op geregelde tijdstippen afgetapt en opgevangen in torpedowagens. Deze wagens brengen het vloeibaar ruwijzer naar de staalfabriek. Naast het ruwijzer wordt er ook slak gevormd in de hoogoven. Deze slak drijft op het ruwijzerbad en bevat de smeltmiddelen en het ganggesteente uit het erts. De slak wordt samen met het ruwijzer afgetapt. Door de slak te bespuiten met krachtige waterstralen wordt ze gegranuleerd (= in korrels omgezet).
Door het inblazen van de lucht in de oven ontwikkelt er zich veel gas dat met samen een hoeveelheid stof, afkomstig van ovenlading, afgevoerd aan de bovenkant van oven. Dit hoogovengas wordt vervolgens gezuiverd en wordt ofwel intern gebruikt ofwel naar de elektriciteitscentrale Knippegroen geleid.
In de staalfabriek wordt het ruwijzer, afkomstig van de hoogovens, omgezet in vloeibaar staal, door de onzuiverheden te verbranden. Dit gebeurt met zuurstof volgens het LD-procedé (Linz-Donawitz) en met een neutraal gas via de bodem volgens het TBM-systeem (Thyssen Blas Metallurgie).
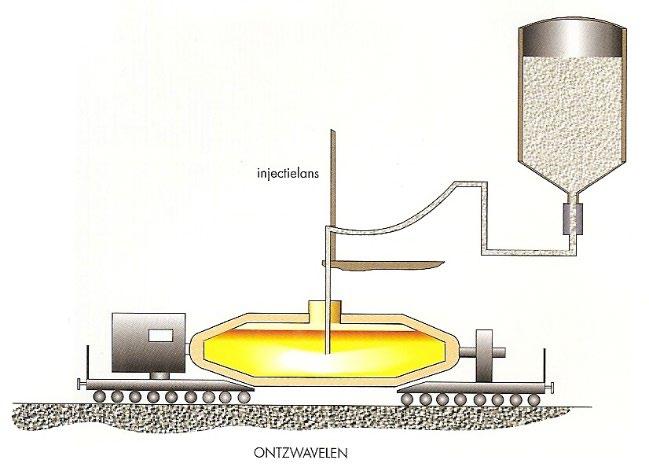
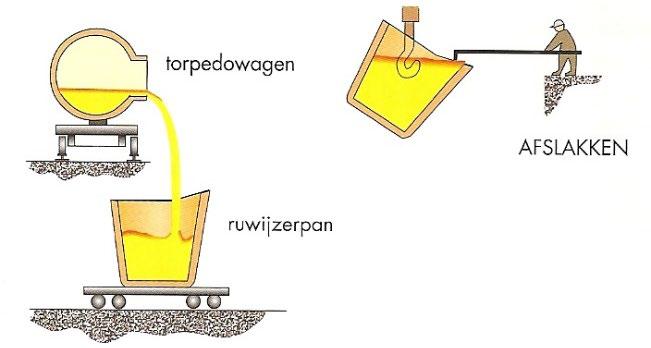
Eerst wordt het vloeibaar ruwijzer ontzwaveld. De torpedowagens, gevuld met circa 200 ton ruwijzer, rijdt naar de staalfabriek. Daar wordt met behulp van een lans in het ruwijzer een ontzwavelingsproduct bestaande uit calciumcarbide geïnjecteerd. Daarna kipt men het ruwijzer uit de torpedowagen in de ruwijzerpan. De slak wordt verwijderd. Na het afslakken wordt het ruwijzer in de half gekantelde convertor gegoten, waarin zich een precies afgewogen hoeveelheid schroot bevindt. Vervolgens plaatst men de convertor terug recht.
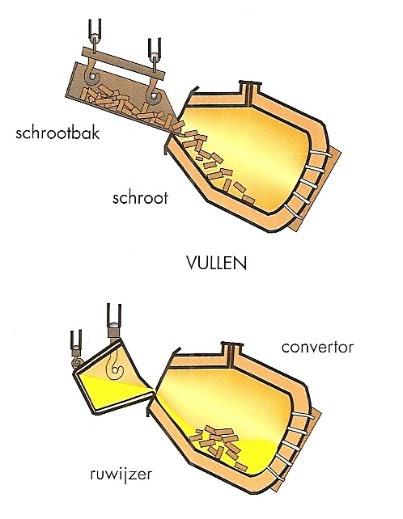
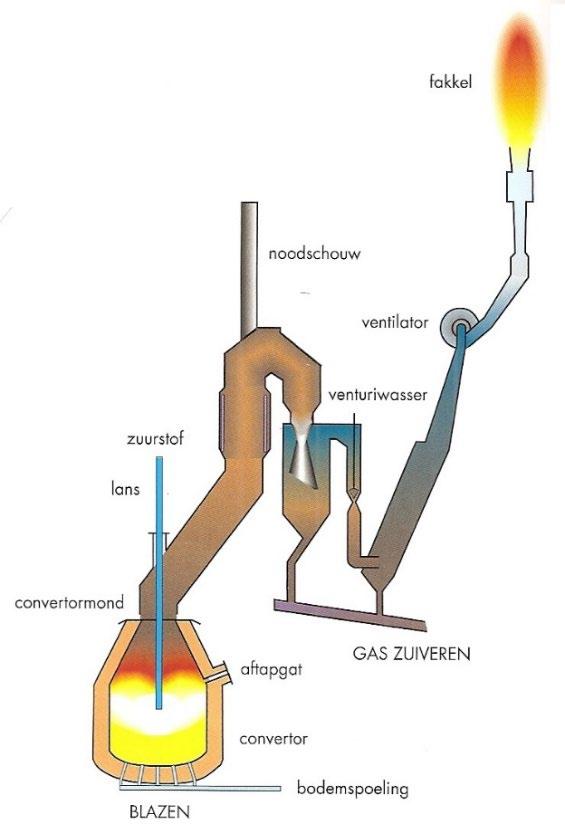
Via een watergekoelde lans blaast men zuurstof bovenop het ruwijzerbad. Om een optimaal zuiveringsproces te bekomen, voegt men toeslagstoffen (zoals kalk, kalksteen, ertsen, …) toe en wordt er via de convertorbodem een inert gas (argon of stikstof) ingeblazen. De ongewenste stoffen in het ruwijzer verbranden daarbij ofwel tot slakken ofwel tot gassen. De badtemperatuur bedraagt circa 1650 °C. Na het blazen wordt de lans opnieuw omhooggetrokken. Er wordt een monster genomen. Men spreek nu van staal in plaats van ruwijzer.
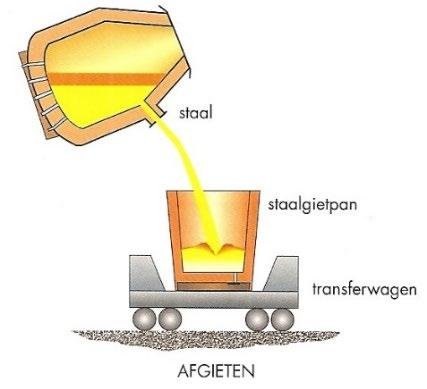
Daarna kantelt men de convertor en vloeit het staal door het aftapgat in de staalgietpan. Ondertussen worden ook de legeringselementen toegevoegd. Om een betere staalkwaliteit te bekomen, wordt er met een spoellans argon die in het staal geblazen. Dan rijdt de transferwagen met de pan naar de giethal. De gietkraan neemt de gietpan vast en brengt deze naar de draaitoren van één van de twee continugieterijen.
3.2.5
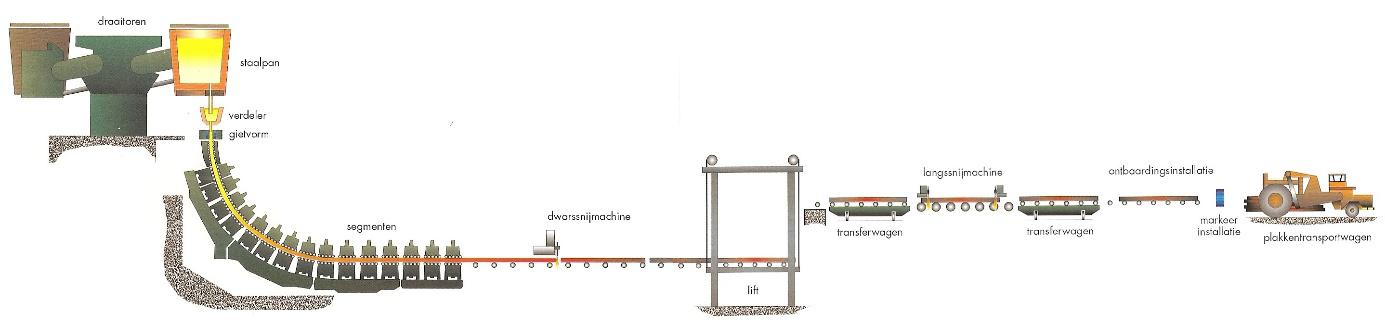
In de continugieterij wordt het vloeibaar staal gegoten in een continue streng met een dikte van ± 220 mm. Als de streng volledig gestold zijn, worden ze in de dwarssnijzone op lengte (±10 m) gesneden door snijbranders die gevoed worden met aardgas en hoge-drukzuurstof. Men spreekt nu van plakken.
Vervolgens worden de zijkanten van de plakken ontbaard. Daarna worden de plakken gemarkeerd en afgevoerd naar het plakkenpark.
In de warmwalserij worden de plakken (dikte van 22 cm) herleidt naar platen met een dikte die varieert tussen de 1,25 mm en 13 mm.
In de hefbalkovens worden de platen opgewarmd naar een temperatuur tussen de 1000 en 1270 °C. Daarna worden ze afgespoten met een krachtige waterstraal om zo de gevormde oxidelaag te verwijderen.

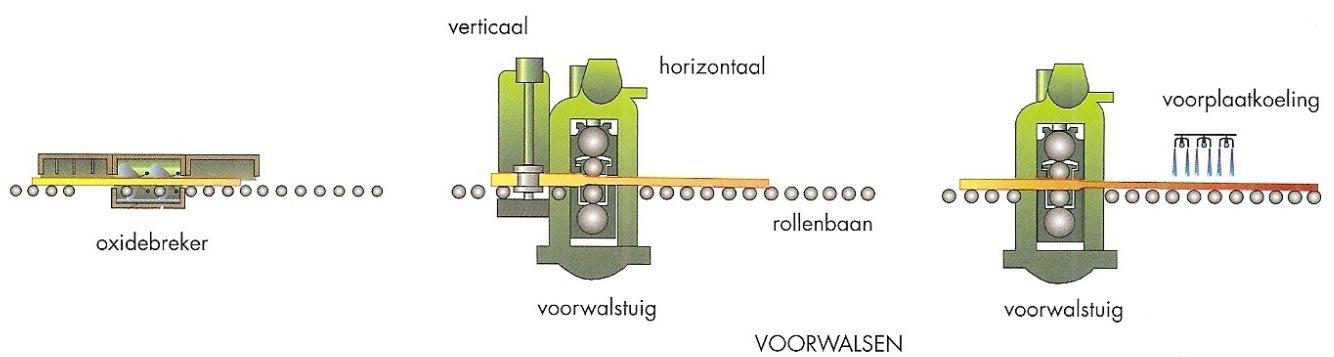
Vervolgens wordt in de voorwalsgroep de dikte van de plakken gereduceerd tot 30 mm. Voor de eindwalsgroep wordt de kop en de staart van de plaat afgeknipt. De plaat wordt nogmaals ontdaan van haar oxidehuid.
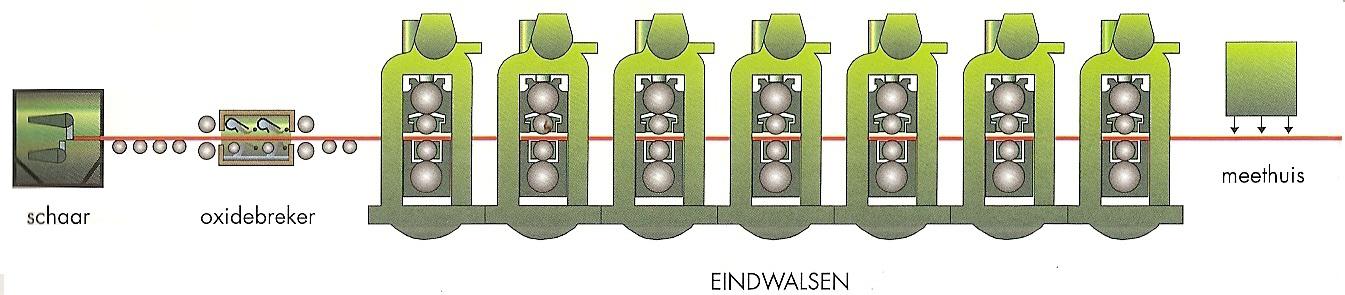
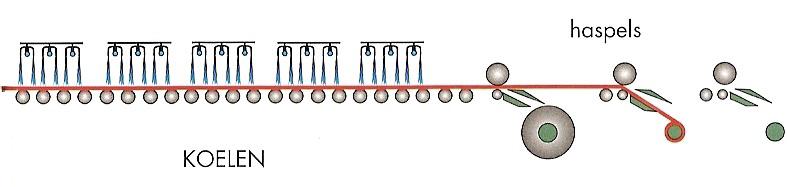
De eindwalsgroep bestaat uit zeven walstuigen. Hier wordt de plaatdikte herleidt naar zijn vooropgezette einddikte. De plaat wordt dan afgekoeld naar een temperatuur van 445 °C à 750 °C. Bij de laatste stap wordt de plaat opgewikkeld op één van de drie haspels en gemarkeerd.
Zoals in het begin van dit hoofdstuk is vermeld, is staal een legering een ijzer en max. 2 % koolstof. De koolstof komt voor in gebonden vorm, namelijk cementiet (Fe3C). Cementiet is zeer hard en bros. Het geeft een negatieve invloed op de taaiheid van staal.
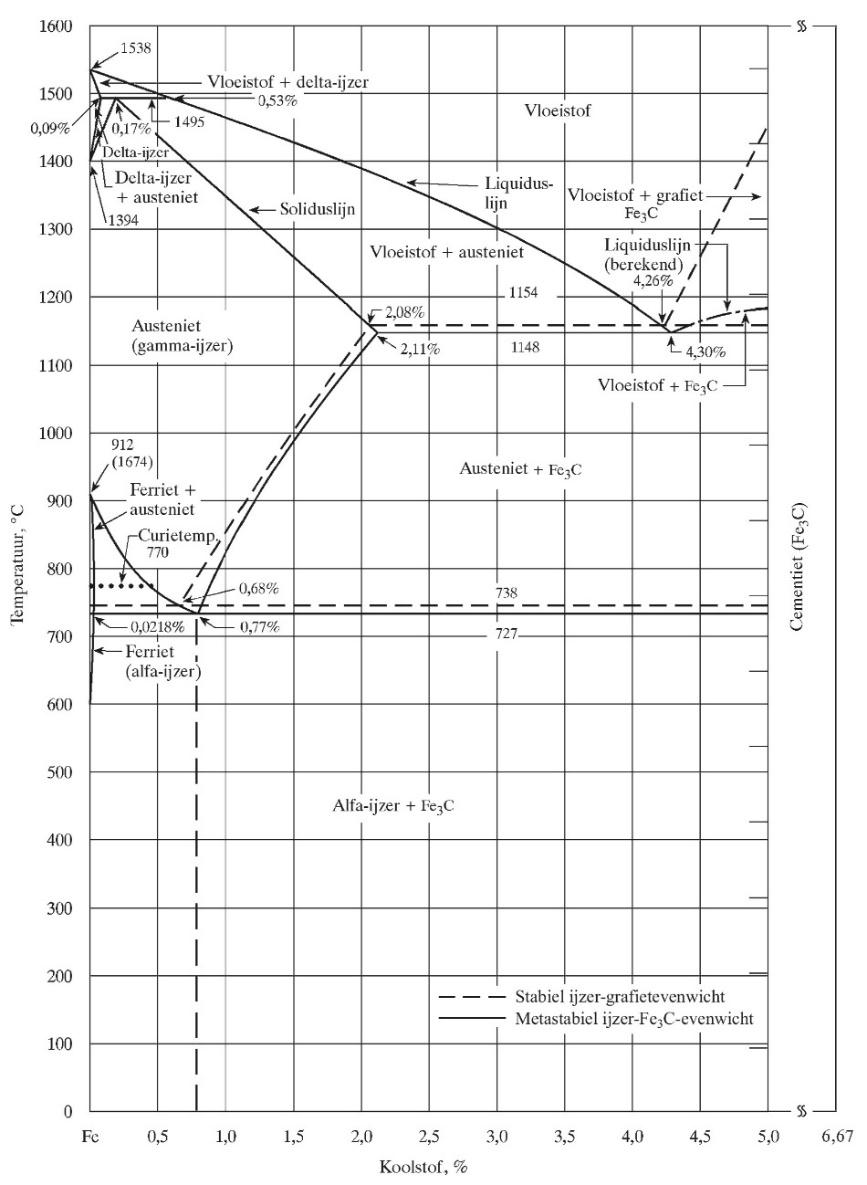
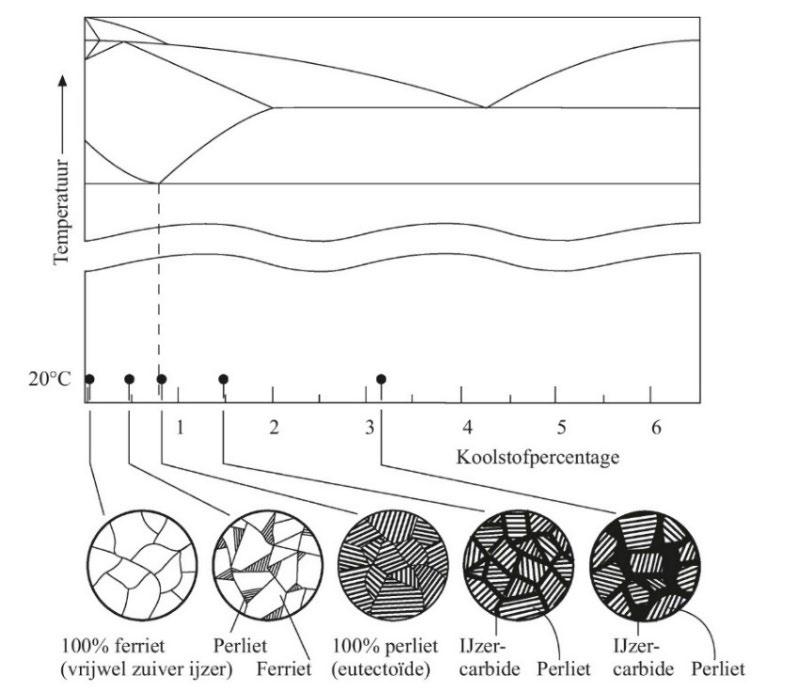
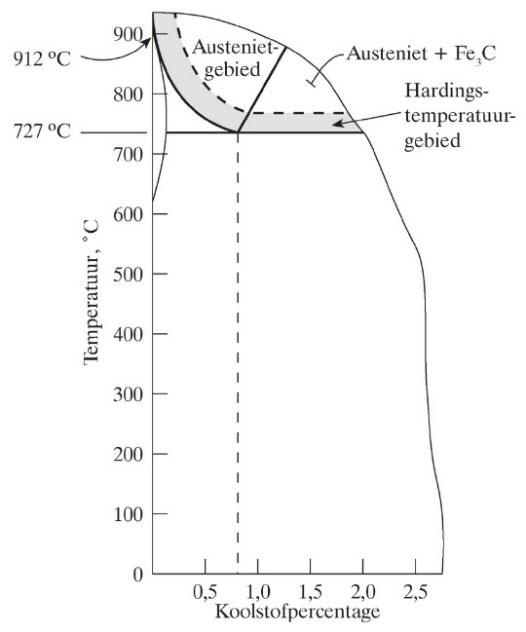
In onderstaand ijzer-koolstofdiagram of tabellenboek blz. 141 kan men aflezen welke structuur er zich voordoet in functie van de temperatuur (= de verticale as) en het percentage koolstof (= de horizontale as). Bij staal maakt men gebruik van het ijzer-ijzercarbidediagram (volle lijnen). Een belangrijke opmerking hierbij is dat het materiaal traag opgewarmd of afgekoeld moet worden om de vermelde structuur te vermelden. Als men zeer snel afkoelt worden er andere structuren bekomen (zie harden).
De bovenste lijn is de liquiduslijn. Dit is de verzameling van alle beginpunten van de stolling bij verschillend koolstofgehalte. Men ziet dat de smelttemperatuur afneemt bij een toenemend koolstofgehalte tot 1145 °C voor een koolstofpercentage van 4,3 %. Naarmate men meer koolstof toevoegt, stijgt de smelttemperatuur tot ± 1600 °C voor een koolstofgehalte van 6,67 %. Daarnaast is ook de soliduslijn aangeduid. Dit is de verzameling van alle eindpunten van de stolling bij verschillend koolstofgehalte. In het begin neemt de stollingstemperatuur af tot 1145 °C bij 1,7 %C. Daarna blijft de stollingstemperatuur constant.
In de Figuur 3-18 zijn de verschillende microstructuren van staalsoorten met een variërend koolstofgehalte bij kamertemperatuur weergegeven. De structuur kan variëren van 100 % ferriet bij zuiver ijzer (0 % C), ferriet + perliet (< 0,9 % C) naar 100 % perliet (bij 0,9 % C) tot perliet + cementiet (> 0,9 % C). Perliet is zacht en is afgewisseld opgebouwd uit ferriet (witte kleur) en cementietlamellen (zwarte kleur en hard). Omwille van de harde cementietlamellen is perliet goed verspaanbaar.
3.4.1
De bedoeling van het legeren van staal is om het betere eigenschappen te geven dan ongelegeerd staal. Daardoor is ook beter geschikt voor een bepaalde toepassingen. Die eigenschappen kunnen betrekking hebben op:
• De mechanische eigenschappen
• De chemische eigenschappen
• De technologische eigenschappen
De legeringselementen kunnen zowel metalen als niet-metalen zijn. Men vindt ze in de onderstaande figuur.
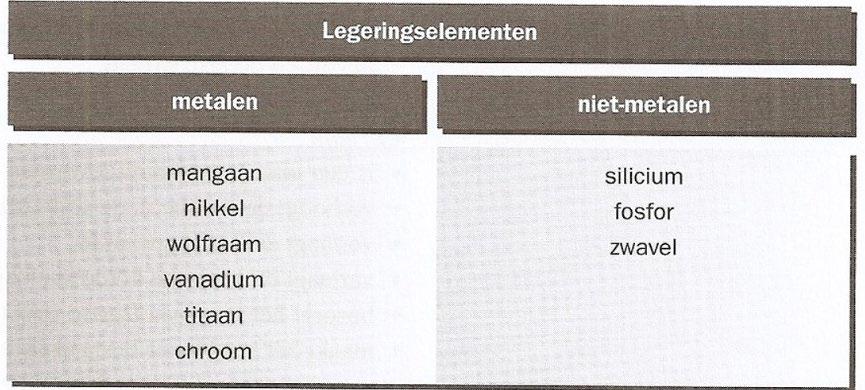
Figuur 3-19: de mogelijke legeringselementen
Men onderscheidt:
• Laag- of zwakgelegeerde staalsoorten
Het percentage legeringselementen bedraagt maximum 5 % en het koolstofgehalte is niet meer dan 0,2 %. Laaggelegeerd staal kan gelegeerd zijn met mangaan, silicium, chroom, nikkel, eventueel met een kleine hoeveelheid van één of meerdere van de volgende elementen: molybdeen, niobium, titaan, zirkonium, koper, …
• Hooggelegeerde staalsoorten
Het percentage legeringselementen bedraagt meer dan 5 %.
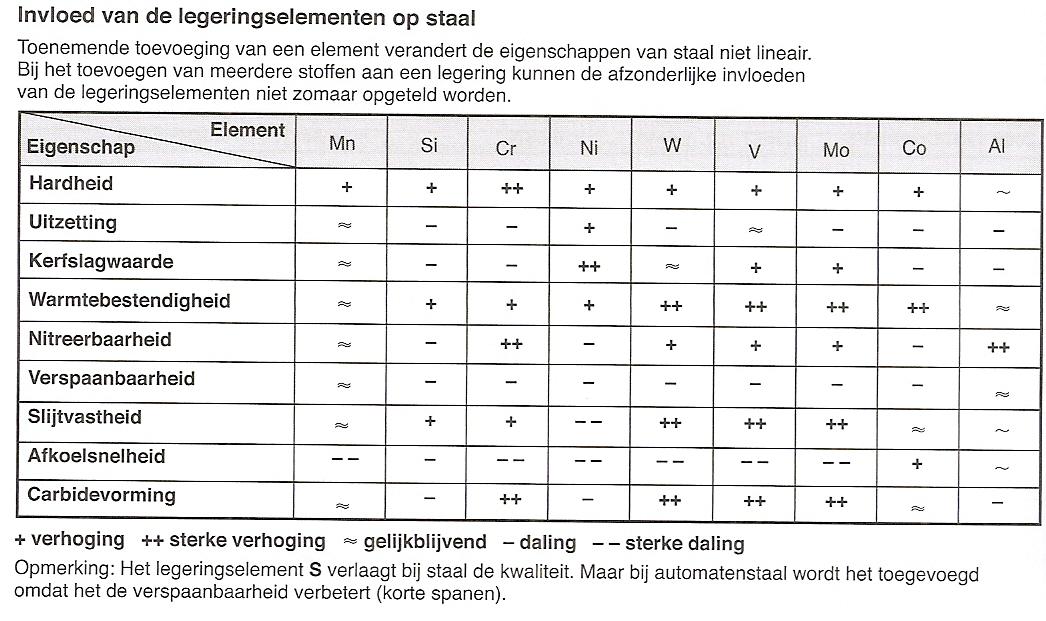
In de onderstaande tabel wordt er een overzicht gegeven van de invloed van de verschillende legeringselementen op de eigenschappen van de gelegeerde staalsoorten. Zie ook tabellenboek blz 124.
Alle staalsoorten kunnen op 4 manieren ingedeeld worden, namelijk op basis van:
• Hoofdkwaliteitsklasse
• Grondstofnummer
• Toepassingsbied, mechanische of fysische eigenschappen
• Chemische samenstelling
3.5.1 Hoofdkwaliteitsklasse
Alle staalsoorten kunnen als volgt ingedeeld worden:
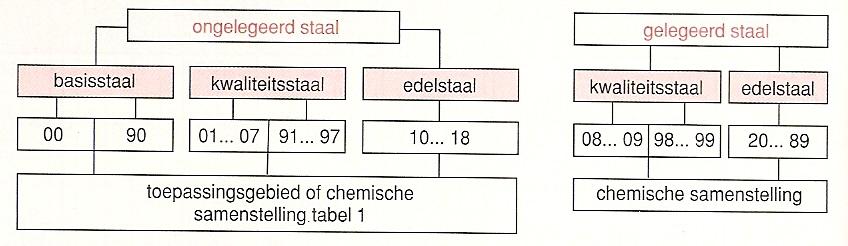
Figuur 3-21: indeling van staalsoorten op basis van hoofdkwaliteitsklasse
3.5.1.1 Basisstaal
Onder basisstaal verstaat men staal waarvan:
• De mechanische eigenschappen binnen bepaalde grenzen liggen.
• De chemische samenstelling aan bepaalde voorwaarden voldoet (% C groter of gelijk aan 0,1 % en fosfor- en zwavelgehalte niet groter dan 0,05 %).
• Er geen warmtebehandelingen voorgeschreven worden.
3.5.1.2 Kwaliteitsstaal
Kwaliteitsstaal is staal dat aan één of meer kwaliteitseisen moet voldoen. Deze eisen kunnen te maken hebben met de fysische eigenschappen (elektrische geleidbaarheid, …), mechanische eigenschappen, chemische eigenschappen (corrosieweerstand, …), technologische eigenschappen (lasbaarheid, …).
3.5.1.3 Edelstaal of speciaalstaal
Edelstaal is staal dat aan één of meerdere van de onderstaande eisen voldoet:
• Een gewaarborgde kerfslagwaarde voor gehard staal
• Een gewaarborgde chemische samenstelling waarbij eisen gesteld worden aan het fosforgehalte, het zwavelgehalte, …
• Zeer gunstige elektrische en magnetische eigenschappen
• Het (zo goed als) ontbreken van verontreinigen
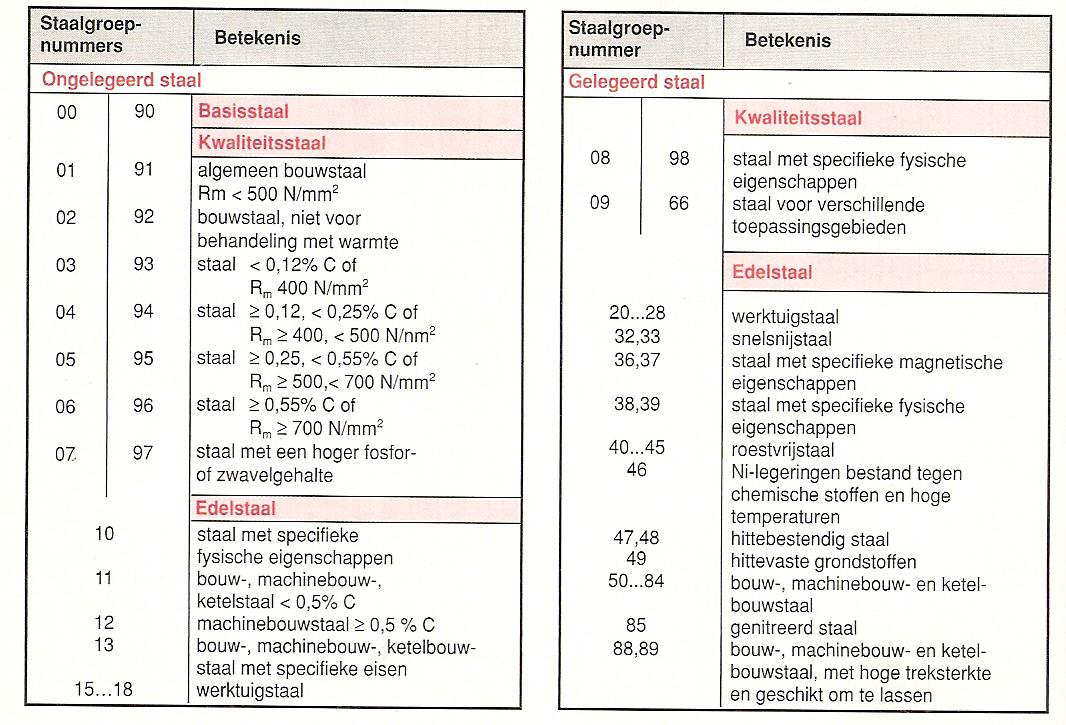
3.5.2 Grondstofnummer
Elk staal krijgt een grondstofnummer. De opbouw van dit nummer is hieronder weergegeven.

Figuur 3-22: opbouw van grondstofnummer
Bij staal zal je dus altijd een 1 hebben vooraan. De volgende twee cijfers is het staalgroepnummer. De verschillende staalgroepnummers zijn weergegeven in de tabel op de volgende bladzijde:
3.5.3 Toepassingsgebied, mechanische of fysische eigenschappen
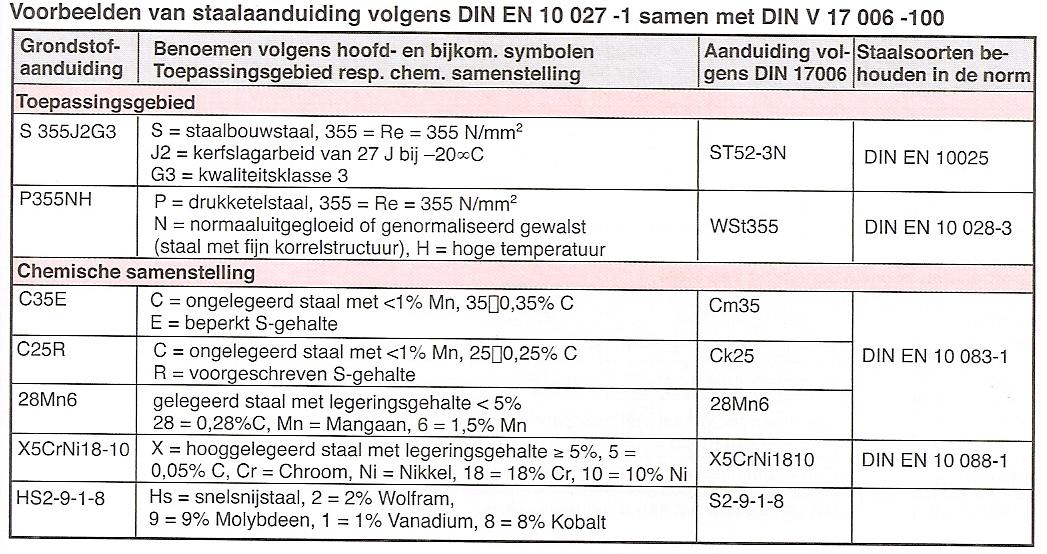
De staalsoorten kunnen ook aangeduid worden op basis van hun gebruik en hun mechanische eigenschappen. Het aanduidingssysteem wordt uitgelegd aan de hand van een voorbeeld:
S355J2
De eerste letter geeft aan welk toepassingsgebied het staal heeft. In de onderstaande tabel zijn de verschillende hoofdsymbolen weergegeven.
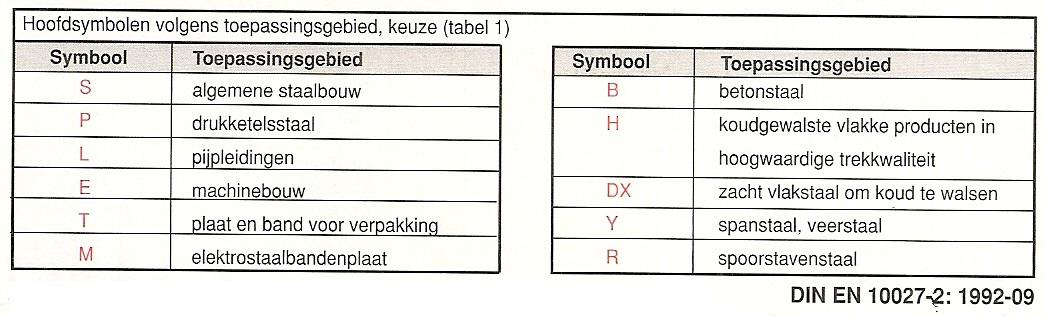
Figuur 3-24: de hoofdsymbolen volgens toepassingsgebied
Hier is dit een S, dit betekent dus algemeen staalbouw of constructiestaal. In het geval van staalbouw wordt de letter gevolgd door minimale vloeigrens in N/mm² (zie Figuur 3-25). Hier is de minimale vloeigrens 355 N/mm².
Vervolgens wordt de eis in verband met de minimale kerfslagwaarde vermeld. Dit geeft dus de weerstand tegen stootbelasting bij een bepaalde temperatuur aan. J2 betekent een garandeerde kerfslagwaarde van 27 J (J) bij -20 °C (2) (zie groep 1, onderstaande figuur).
Daarna kunnen er nog letters volgen in verband met speciale vereisten (groep 2), de deklaag (groep 3) of de behandeling die het staal kreeg (groep 4).
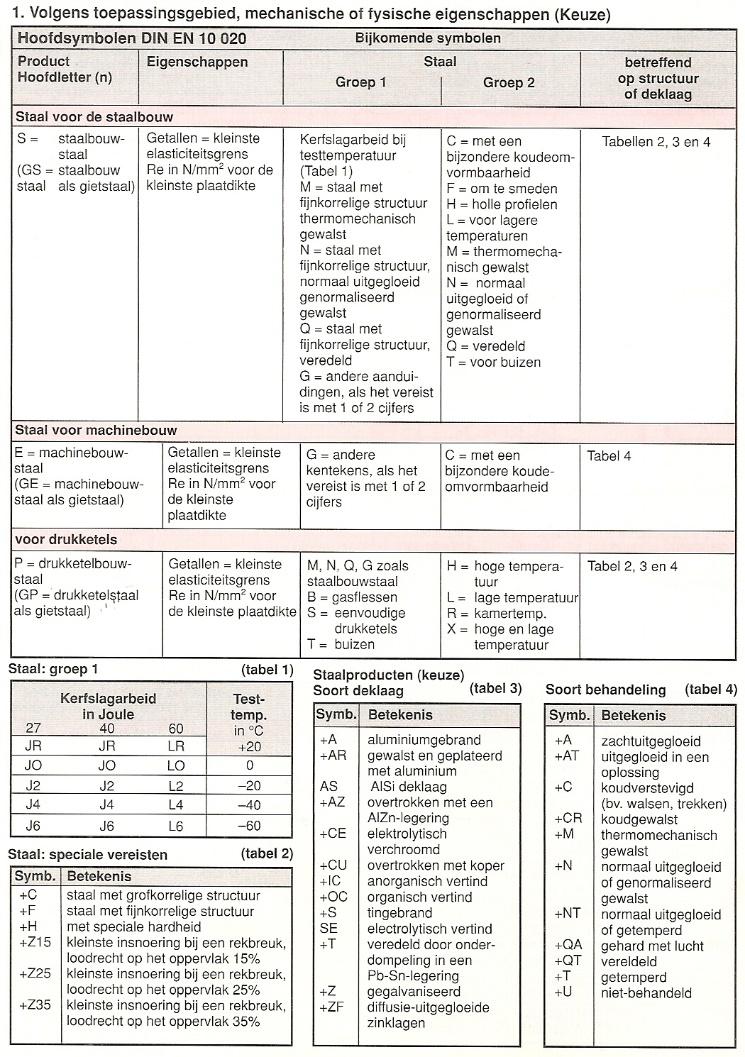
Figuur 3-25: aanduiding volgens toepassingsbied, mechanische of fysische eigenschappen
3.5.4 Chemische samenstelling
In de onderstaande tabel vind je de opbouw van de staalaanduiding volgens de chemische samenstelling.
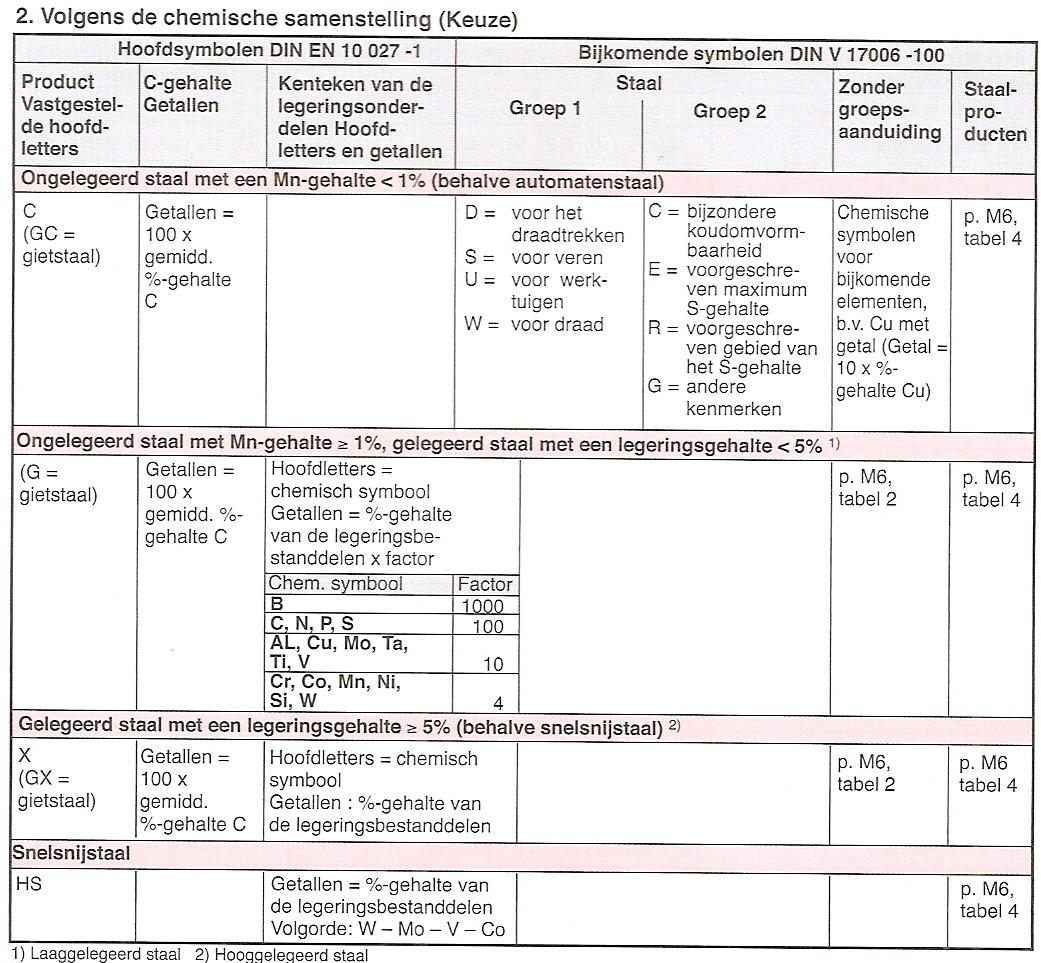
Figuur 3-26: aanduiding volgens chemische samenstelling
Er wordt een onderscheid tussen ongelegeerd en gelegeerd staal
3.5.4.1 Ongelegeerd staal
Bij ongelegeerd staal staat er steeds vooraan een C gevolgd door een getal bv.: 15. De C geeft aan dat het ongelegeerd koolstofstaal is. Het getal geeft 100 x het koolstofgehalte aan. 15 betekent dus een koolstofgehalte van 0,15 %
3.5.4.2 Gelegeerd staal
Bij gelegeerd staal maakt men zoals eerder aangegeven een onderscheid tussen laag- en hooggelegeerd staal. De chemische samenstellen van 28 Mn6 is 0,28 % C en 1,5 % Mn.
3.5.4.2.1 Laaggelegeerd staal
Bij laaggelegeerd staal wordt er gestart met een getal dat 100 x het koolstofgehalte weergeeft. Vervolgens worden de legeringselementen aangegeven door hun symbolen in dalende volgorde van hun aanwezigheidsgehalte. Dit alles wordt aangevuld met de getallen die de percentages van ieder element aangeven, vermenigvuldigd met de factoren die vermeld staan
in de Figuur 3-26 en afgerond naar het dichtstbijzijnde geheel getal. De getallen worden door een verbindingsstreepje gescheiden.
3.5.4.2.2 Hooggelegeerd staal
Bij hooggeleerd staal staat er steeds een X vooraan. Deze letter wordt gevolgd door een getal dat 100 x het koolstofgehalte weergeeft. Dit getal wordt gevolgd door de chemische symbolen van de legeringselementen die kenmerkend zijn voor dit staal. Deze symbolen staan in dalende volgorde van hun aanwezigheidsgehalte. Dit alles wordt aangevuld met de getallen die de percentages van ieder element aangeven en afgerond naar het dichtstbijzijnde geheel getal. De getallen worden door een verbindingsstreepje gescheiden. Het staal X5CrNi18-10 bevat 0,05 % koolstof, 18 % chroom en 10 % nikkel.
3.5.5 Voorbeelden van staalaanduidingen
In de onderstaande tabel vind je enkele voorbeelden van staalaanduidingen.
De warmtebehandelingen van staal kunnen ingedeeld worden in twee grote groepen, namelijk:
• Gloeiprocessen
Het doel van gloeiprocessen is over het algemeen het materiaal sterker en taaier of beter bewerkbaar maken.
• Hardingsprocessen
Het doel van hardingsprocessen is over het algemeen het materiaal harder, slijtvaster en/of taaier te maken.
Een overzicht van de verschillende warmtebehandelingen is terug te vinden in de tabellenboek blz. 172.
3.6.1 Gloeiprocessen
3.6.1.1 Homogeengloeien of diffusiegloeien
De bedoeling van deze warmtebehandeling is om de materiaalstructuur zo homogeen mogelijk te maken. Het materiaal wordt gedurende enkele uren tot max. 40 uren gegloeid op een temperatuur van 250 °C beneden de soliduslijn. Vervolgens wordt het materiaal terug langzaam afgekoeld. Bij homogeengloeien treedt het verschijnsel diffusie op, waarbij de atomen van de legeringselementen zich gelijkmatiger verdelen. Nadeel van deze behandeling is dat er kristalgroei optreedt. Dit wordt verholpen door het materiaal te normaalgloeien.
Deze behandeling wordt toegepast bij staal en non-ferrolegeringen.
3.6.1.2 Normaalgloeien
Het langdurig verblijf van staal in het austenietgebied, zoals dit geval is bij homogeengloeien, cementeren, gieten, smeden, … veroorzaakt een grofkorrelige eindstructuur. Het nadeel van deze structuur is dat deze minder taai en sterk is. Het belangrijkste doel van normaalgloeien is dan ook om een fijnkorrelige structuur te bekomen, die een grotere kerfslagwaarden en treksterkte heeft.
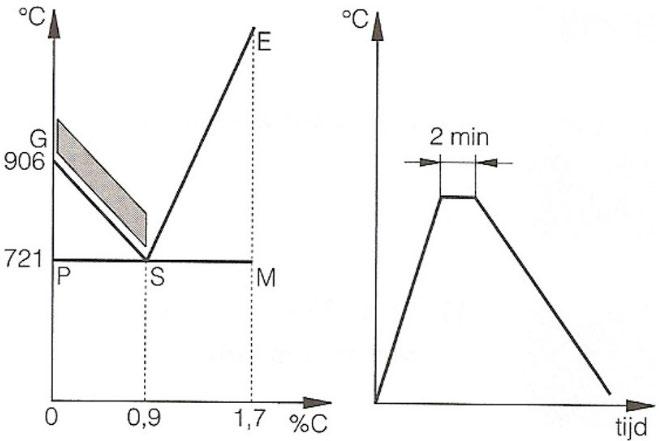
Figuur 3-28: normaalgloeien
De werkstukken worden snel tot in de kern verwarmd tot ± 50 °C boven de GS-lijn. De temperatuur wordt enkele minuten aangehouden. Daarna wordt het langzaam gekoeld om geen spanningen te veroorzaken in het materiaal. Het wordt meestal toepast voor stalen met een koolstofgehalte minder 0,9 % (= ondereutectoïdische stalen)
3.6.1.3 Zachtgloeien
Van zodra er koolstof voorkomt in staal, treft men in de structuur perliet aan. In perliet komt het cementiet normaal in lamellaire toestand voor. De bedoeling van het zachtgloeien is om deze lamellen omzetten in bolvormige deeltjes, nodulen genoemd. Hierdoor worden deze volgende zaken bereikt:
• De hardheid van het staal verminderen en de taaiheid verhogen.
• Het staal beter bewerkbaar maken
• De kerfslagwaarde en de rek verhogen
Het staal wordt gedurende enkele uren opgewarmd tot net onder het austenietgebied (680 à 721 °C). Vervolgens wordt het langzaam afgekoeld. Een andere manier is om de temperatuur te laten schommelen rond de 721 °C gedurende 5 à 24 uur (zie Figuur 3-30)Figuur 3-30: schommelmethode van zachtgloeien. Daarna wordt het terug langzaam afgekoeld in een oven Dit wordt voornamelijk toegepast bij materialen met een hoog koolstofgehalte.
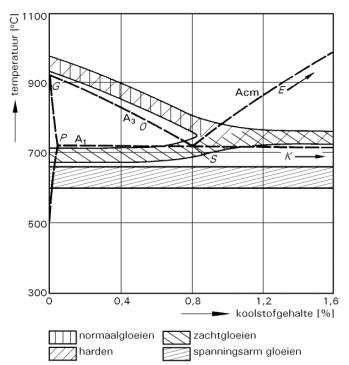
Figuur 3-29: de temperatuurgebieden van enkele gloeibehandelingen
3.6.1.4 Spanningsarm gloeien
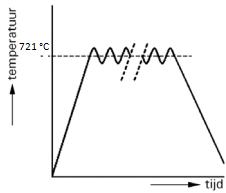
3-30: schommelmethode van zachtgloeien
De bedoeling van spanningsarm gloeien is, zoals de naam doet vermoeden, de inwendige spanningen te verminderen. Deze spanningen kunnen ontstaan:
• Bij het gieten
• Door structuurveranderingen die gebeurt zijn
• Door het koudvervormen van het materiaal
Om deze spanningen weg te werken worden de werkstukken opgewarmd tot een temperatuur van 550 à 650 °C., die gedurende vier uren wordt aangehouden.
Vervolgens wordt het terug langzaam afgekoeld, zodat het werkstuk steeds overal dezelfde temperatuur heeft tijdens de afkoeling. Bij het spanningsarm gloeien treden er geen structuurveranderingen op, maar de rekgrens van het materiaal neemt aanzienlijk af. Waardoor alle spanningen hoger dan deze rekgrens kunnen wegvloeien.
Figuur 3-31: spanningsarm gloeien
Spanningsarm gloeien wordt toegepast bij gesmede en gegoten stukken vooral men ze verder verspanend verwerkt. Daarnaast ook bij werkstukken en gelaste stukken die na het verspanen aan zeer nauwe maattoleranties moeten voldoen. Het spanningsarm gloeien kan samengaan met normaal- en zachtgloeien. Dan zal men na normaal- respectievelijk zachtgloeien vanaf 600 °C zeer langzaam afkoelen.
3.6.2
Men onderscheidt de volgende hardingsprocessen:
Gewoon harden = harden + laag ontlaten → hardheid
Veredelen = harden + hoog ontlaten → hardheid en taaiheid
Getrapt harden = harden + ontlaten → hardheid en taaiheid minder hardingsspanningen
Isotherm harden = harden
3.6.2.1
Het doel van harden is zoals de naam het zegt, het verhogen van de hardheid van materiaal. De behandeling bestaat erin dat het materiaal opgewarmd wordt tot in het austenietgebied en vervolgens wordt het zeer snel afgekoeld. De eindstructuur is dan martensiet. Dit is een naaldvormige structuur die zeer hard, maar zeer bros is. De hardingstemperatuur is afhankelijk van het aanwezige percentage koolstof, dit is te zien in de nevenstaande figuur. Om een significante toename van de hardheid te bekomen, moet het koolstofpercentage meer dan 0,3 % zijn. Is het percentage minder dan 0,3 % dan zal de hardheidstoename gering zijn. Zodra het koolstofgehalte meer dan 0,9 % is, neemt de hardheid niet meer verder toe. De slijtvastheid stijgt wel nog. Ook de afkoelsnelheid moet voldoende groot zijn. De minimale snelheid waarmee een werkstuk moet afgekoeld worden om het
3-33: martensiet austeniet om te zetten in martensiet, noemt men de kritische afkoelsnelheid (raaklijn aan de perlietneus) en wordt bepaald met een TTT-diagram. TTT staat voor tijd-temperatuurtransformatie. In dit diagram kan je de kan je aflezen bij welke temperatuur de martensietvorming begint en eindigt. Het laat je ook zien welke structuren er ontstaan als men vanuit het austeniet het staal tot een bepaalde temperatuur afschrikt. Voor elke samenstelling bestaat zo’n diagram.
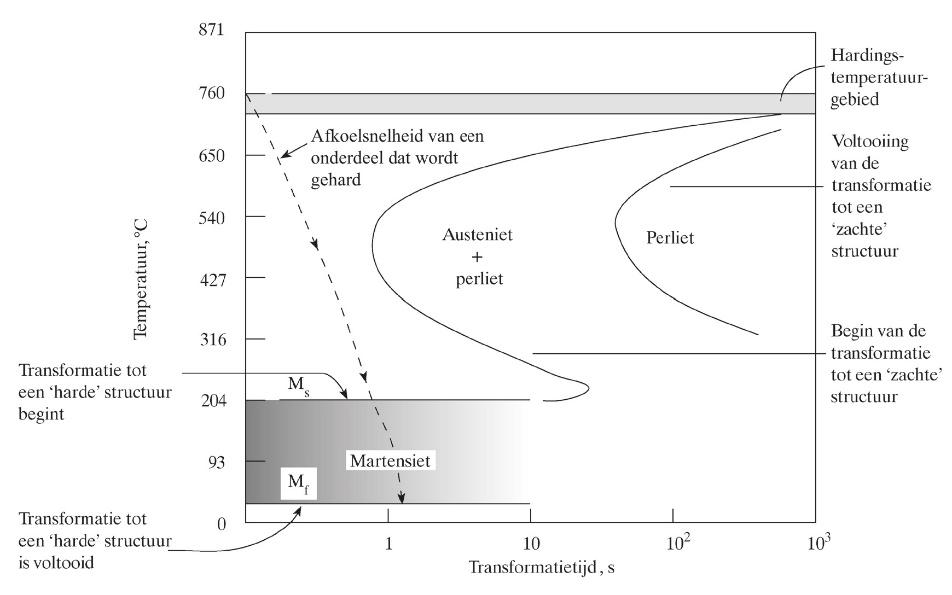
Bij bovenstaand diagram begint de martensietvorming bij een temperatuur van 204 °C en eindigt bij ± 20 °C. De ligging van de perlietneus kan meer rechts verschoven worden (= verlaging van de kritische afkoelsnelheid) door het toevoegen van de volgende legeringselementen: silicium (Si), mangaan (Mn), chroom (Cr), nikkel (Ni), molybdeen (Mo) en vanadium (V). Een lagere kritische afkoelsnelheid heeft als voordelen dat de vervorming kleiner zal zijn en dat de hardingsdiepte groter zal zijn. Ongelegeerd staal koelt men steeds in water af. Gelegeerde stalen kunnen afgekoeld worden in zout-, oliebaden en zelfs in lucht (afhankelijk van het percentage legeringselementen).
3.6.2.2 Ontlaten
3.6.2.2.1 Laag ontlaten
Een gehard werkstuk is wel hard, maar zeer bros. Om ervoor te zorgen dat ze bij de geringste stootbelasting niet zal breken, moet ze een bepaalde taaiheid hebben. Deze taaiheid krijgt men door de geharde werkstukken te ontlaten.
Bij laag ontlaten wordt het materiaal opnieuw opgewarmd tot een temperatuur van 200 °C. Vervolgens wordt langzaam afgekoeld tot kamertemperatuur.
3.6.2.2.2 Hoog ontlaten
Bij hoog ontlaten of veredelen is het de bedoeling om een combinatie te krijgen van
• Een hogere rekgrens en treksterkte, bijgevolg een hogere toelaatbare spanning
• Een hogere taaiheid, bijgevolg kan materiaal meer vervormen vooraleer het breekt.
Het geharde staal wordt heropgewarmd tot een temperatuur die varieert rond de 550 °C. Vervolgens wordt het materiaal traag afgekoeld. De structuur die ontstaat is sorbiet. Er zijn speciale staalsoorten ontwikkeld die gebruikt worden om te veredelen, men noemt deze veredelstalen. Deze staalsoorten zijn laaggelegeerd en de elementen waarmee ze gelegeerd zijn, verlagen de kritische afkoelsnelheid. Hoe dikker de werkstukken zijn, hoe meer
het zulke legeringselementen moet bevatten om te kunnen veredelen tot in de kern. Voorbeelden zijn terug te vinden in de tabellenboek blz. 122 en 174.
Veredelde stalen worden toegepast voor zwaarbelaste onderdelen in aandrijvingen, motoren en voertuigen zoals krukassen, torsieveren, tandwielen, …
3.6.2.3 Bijzondere hardingsprocessen: getrapt en isotherm harden
Het verschil met het gewoon harden (lijn 2) is dat bij het getrapt (lijn 3) en het isotherm harden (lijn 4) het werkstuk niet in één keer snel afgekoeld wordt. De verschillende hardingsprocessen zijn afgebeeld in de onderstaande figuur.
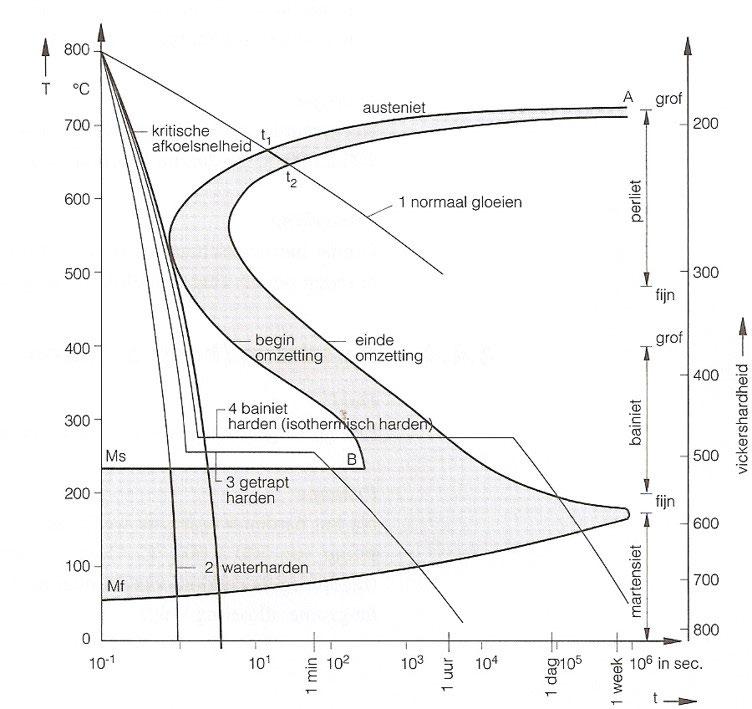
Figuur 3-35: de verschillende hardingsmethoden
• Getrapt harden (lijn 3)
Het werkstuk wordt eerst snel afgekoeld tot temperatuur van ± 250 °C in een zoutbad. Vervolgens wordt deze temperatuur enige tijd aangehouden, hierdoor wordt de temperatuur over het volledige werkstuk gelijk. Daarna wordt het werkstuk verder afgekoeld tot ± 50 °C. Bij deze hardingsmethode zijn de afkoelspanningen heel wat kleiner en de martensietvorming gebeurt gelijktijdig in het volledige werkstuk. De kans op hardingsscheurtjes is heel klein.
• Isotherm harden (lijn 4)
Bij isotherm harden, ook wel bainiet harden genoemd, gebeurt de afkoeling in twee fasen. In de eerste fase wordt het werkstuk afgekoeld in een zoutbad tot een temperatuur van 250 à 300 °C. Het austeniet wordt hierbij omgezet in bainiet. Dit is een structuur die ligt tussen martensiet en perliet. In de twee fase gebeurt de afkoeling tot kamertemperatuur in rustige lucht. Ook bij deze hardingsmethode zijn de spanningen kleiner dan bij het gewoon harden.
3.6.2.4 Oppervlaktehardingsprocessen
Deze hardingsprocessen zijn gewenst wanneer men een harde en dus slijtvaste oppervlaktelaag wil, met een taaie kern. Er bestaan twee groepen.
1. Vlamharden en inductieharden
Enkel de oppervlaktelaag wordt opgewarmd. Zodanig dat enkel aan de buitenkant martensiet wordt gevormd.
2. Cementeren, nitreren, …
Er wordt door diffusie nieuwe elementen toegevoegd in de oppervlaktezone van het materiaal waardoor de chemische samenstelling verandert.
3.6.2.4.1 Vlamharden
Vlamharden is een hardingsproces waarbij men een gasvlam (bv; zuurstof-acetyleen) gebruikt als warmtebron. Het materiaal wordt opgewarmd tot het austenietgebied waarna men het afschrikt met een watersproeier. De hardingsdiepte kan variëren van 0,5 mm à 4 mm en is afhankelijk van de vlamtemperatuur en de branderloopsnelheid.
Voor het vlamharden gebruikt men zowel ongelegeerd staal als gelegeerd staal (zwak gelegeerd). Zie tabellenboek blz. 172. Het ongelegeerd staal (bv.: Cf35, Cf45) wordt toegepast voor licht belaste onderdelen zoals steunrollen, astappen, … De gelegeerde staalsoorten (bv.: 41CrMo4) wordt aangewend voor zwaarbelaste onderdelen zoals kettingwielen voor rupsvoertuigen, loopwielen, grote tandwielen, …
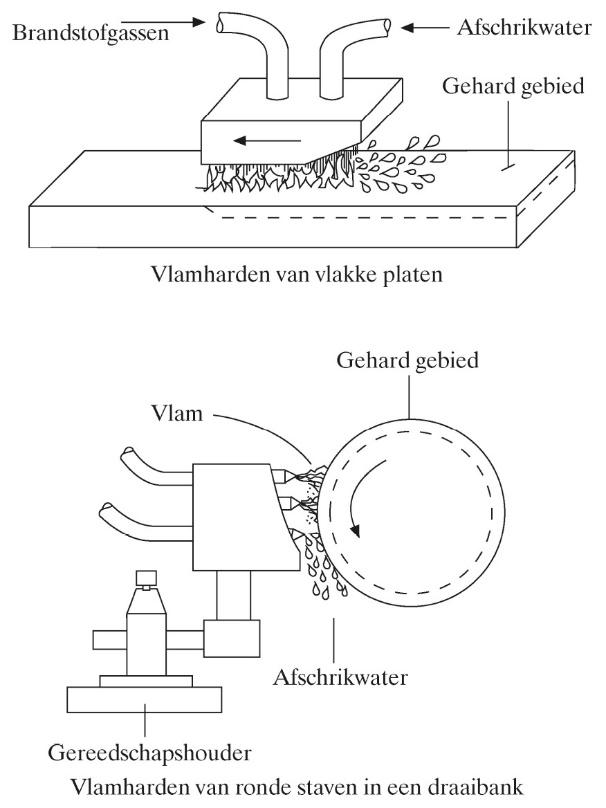
3-36: vlamharden
3.6.2.4.2 Inductieharden
Bij inductieharden wordt het werkstuk opgewarmd door een stroom in het oppervlak van het te harden materiaal te induceren met behulp van een spoel. Concreet wordt er een wisselstroom gestuurd door een spoelvormige geleider, die rond het werkstuk is aangebracht. In de kern ontstaat er een elektrische spanning die een inductiestroom tot gevolg heeft. Door de weerstand van het materiaal wordt deze stroom omgezet in warmte. Het werkstuk wordt op hardingstemperatuur gebracht, daarna wordt het onmiddellijk afgekoeld.
3.6.2.4.3 Cementeren
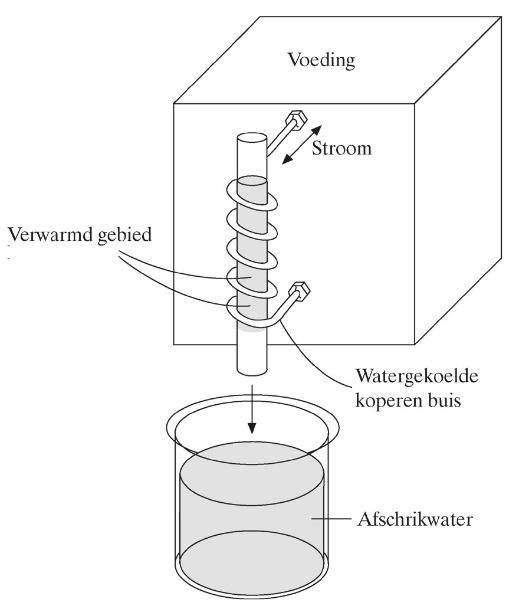
Figuur 3-37: inductieharden
Door het cementeren kan men niet-hardbare staalsoorten (koolstofgehalte < 0,2 %) toch voorzien van de nodige hoeveelheid koolstof voorzien, zodanig dat deze toch gehard kunnen worden. In eerste instantie zal men dus het koolstofgehalte moeten verhogen, dit wordt opkolen of carboneren genoemd. Dit kan op verschillende manieren, bv.: poedercarboneren, gascarboneren.
Bij beide methodes verhit men de werkstukken, die zich bevinden in afgesloten kisten, tot in het austenietgebied (± 900 °C). Bij poedercarboneren zijn de werkstukken ingepakt in koolstof bevattend poeder. Hierdoor ontstaat er een gasmengsel van CO en CO2. Aan het oppervlak van het werkstuk valt de CO uiteen in C en CO2. De koolstof diffundeert in het oppervlak, met als gevolg dat het koolstofgehalte toeneemt. De tijdsduur varieert van 1 tot 30 h.
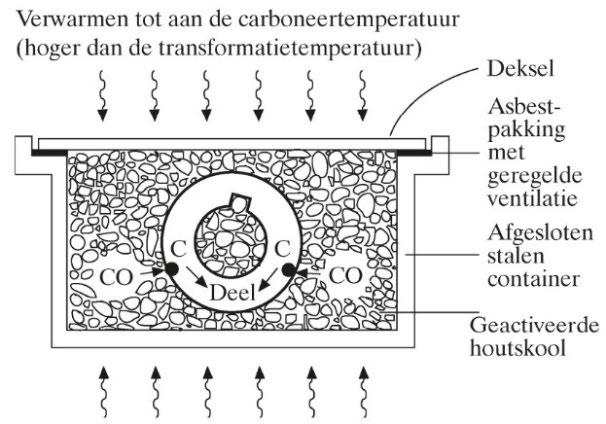
Figuur 3-38: poedercementeren
Na de diffusiefase wordt de temperatuur verlaagd tot de hardingstemperatuur, waarna men de werkstukken afschrikt. Hierdoor zal er in de buitenlaag martensiet ontstaan. Bij langdurig verblijf op hoge temperatuur kan er een grofkorrelige structuur ontstaan. Dan zal men eerst de werkstukken normaalgloeien vooral men ze hardt.
Bij gascarboneren maakt men gebruik van een gas, maar voor de rest is de procedure dezelfde als poedercarboneren.
Het staal dat gebruikt wordt kan zowel ongelegeerd als gelegeerd carboneerstaal zijn. Zie tabellenboek blz. 121 en 173. Een voorbeeld van een ongelegeerd carboneerstaal is C15. Dit wordt toegepast voor licht belaste, aan slijtage onderhevige onderdelen zoals spindels, kleine
tandwielen, … Een veel gebruikt gelegeerde kwaliteit is 16 MnCr5. Dit materiaal gebruikt voor tandwielen, aandrijfassen, …
3.6.2.4.4 Nitreren
Net zoals bij cementeren is de bedoeling van nitreren om een harde, slijtvaste oppervlaktelaag en toch een zachte taaie kern te bekomen.
Het nitreren gebeurt bij 350 à 580 °C en kan op verschillende manieren gebeuren, zoals gasnitreren, zoutbadnitreren, … In deze cursus wordt enkel het gasnitreren besproken. De werkstukken worden in een oven geplaatst, deze wordt verwarmd tot 500 °C à 550 °C. tijdens het opwarmen stroomt er stikstof of ammoniak de oven in. De ammoniak ontleedt in stikstof en waterstof. De waterstof wordt afgevoerd en de stikstof diffundeert in het staal. Door het feit dat er in nitreerstaal aluminium (Al), chroom (Cr), molybdeen (Mo) en vanadium (V) aanwezig is, ontstaan er zeer harde nitriden. De nitridelaag is meestal 0,2 à 0,3 mm dik (maximaal 1 mm). Nitreren heeft het voordeel dat er hogere hardheden bereikt kunnen worden, de vervormingen zijn kleiner en nadien moeten de werkstukken niet meer gehard worden. Nitreerstaal is wel duur, omwille van de aanwezige legeringselementen. Ook de behandeling op zich is duur en het duurt langer dan cementeren.
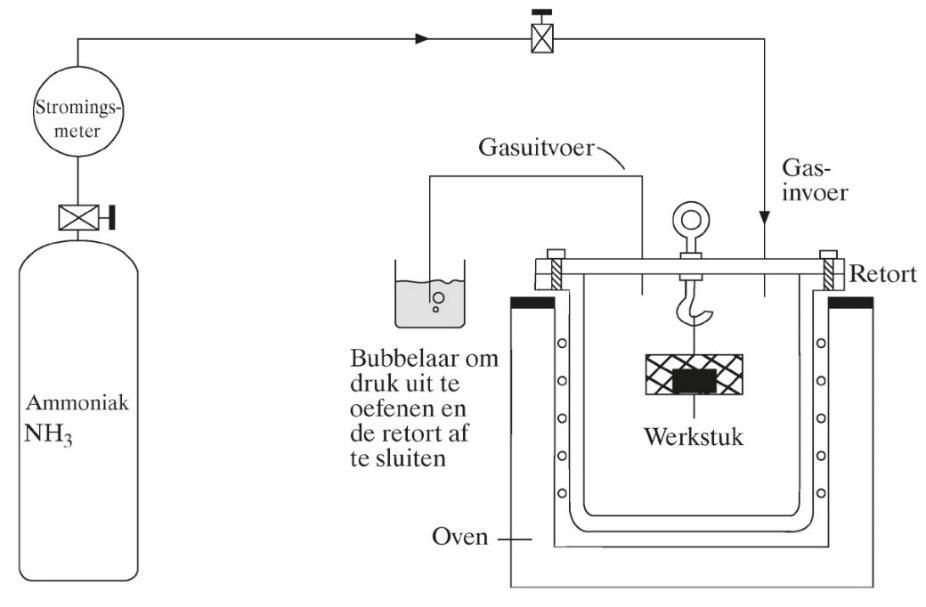
Figuur 3-39: gasnitreren
Voor het nitreren wordt er enkel gelegeerd staal gebruikt. Nitreerstaal is steeds gelegeerd met chroom (Cr) en molybdeen (Mo). Zie tabellenboek blz. 121 en 174. Een voorbeeld van nitreerstaal is 31CrMo12, wat aangewend wordt voor zuigerpennen, kettingwielen, wormwielen, … 34CrAlsMo5 daarentegen wordt gebruikt voor assen van tandwielkasten, krukassen, tandwielen voor hoge toerentallen, …
Zoals eerder vermeld is gietijzer een ijzer-koolstoflegering met meer dan 2 % C, meestal tussen de 2,5 en 3,6 % C. Zoals de naam doet vermoeden is de gietbaarheid van gietijzer veel beter van de staal. Dit omwille van de lagere smelttemperatuur en de kleinere krimp bij het stollen.
De aanwezige koolstof kan onder twee vormen voorkomen, namelijk:
• Vrije koolstof (grafiet)
Dit leidt tot de vorming van grijs gietijzer.
• Gebonden koolstof
Dit zal leiden tot de vorming van wit gietijzer
De vorming van grijs en wit gietijzer hangt ook af van de volgende factoren:
• De giettemperatuur
• De afkoelsnelheid
• De chemische samenstelling
Bij een hoge giettemperatuur en een trage afkoeling ontstaat er vrije koolstof en dus grijs gietijzer. Bij een snelle afkoeling en een lage giettemperatuur wordt er niet veel vrije koolstof afgescheiden. Men verkrijgt dan wit gietijzer.
De elementen silicium en mangaan spelen een belangrijke rol bij de vorming van grijs en wit gietijzer. Silicium bevordert de vorming van vrije koolstof en dus grijs gietijzer. Mangaan heeft een tegengesteld effect, het belemmert namelijk de vorming van grafiet.
In de onderstaande figuur wordt er een overzicht gegeven van de verschillende gietijzersoorten.
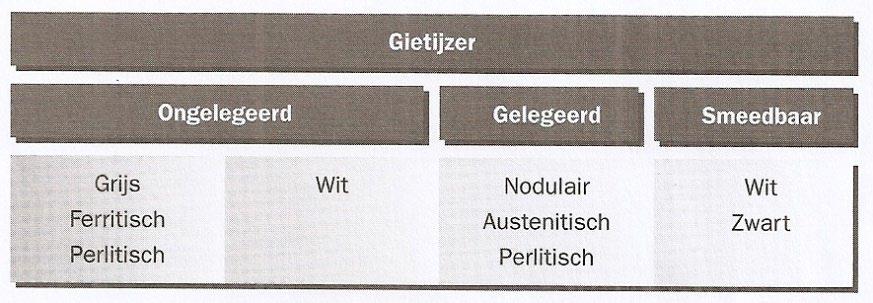
Figuur 3-40: de verschillende gietijzersoorten
In de tabellenboek op blz. 139- 140 worden de eigenschappen van enkele gietijzersoorten vermeld.
3.7.1.1 Ongelegeerd gietijzer
3.7.1.1.1 Grijs gietijzer
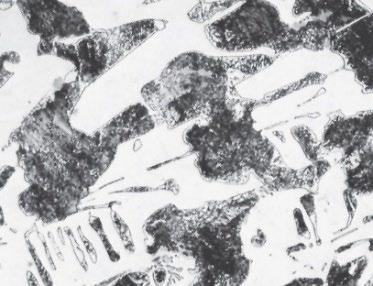
Grijs gietijzer is een koolstofrijke legering van ijzer en koolstof en silicium (> 1 %). De koolstof komt voor onder de vorm van grafietlamellen of grafietaders (zie nevenstaande figuur). Het grafiet zorgt voor een grijs breukvlak, vandaar de naam grijs gietijzer. De grafietaders hebben een grote invloed op de eigenschappen. Het grafiet biedt geen weerstand tegen een trekbelasting.

3-41: grijs gietijzer
Wanneer het op trek belast wordt, zal het materiaal bros breken. Tegen een drukbelasting is het wel goed bestand (± 4 keer zo goed). Naargelang het siliciumpercentage onderscheidt men ferritisch gietijzer, perlitisch gietijzer of een combinatie van de twee. Ferritisch gietijzer is zeer zacht en dus zeer goed verspaanbaar. Nadeel is dat niet zo sterk is. Het wordt dan gebruikt voor siergietwerk of gietwerk zonder sterkte-eisen. Perlitisch gietijzer is een stuk sterker en het is slijtvaster. Het is trillingsdempend en is goed verspaanbaar. Het wordt gebruikt voor machineframes, cilinders en zuigers voor motoren. De meeste toegepaste grijs gietijzersoort is GG 25 (EN- GJL250). Dit materiaal heeft een treksterkte van 250 N/mm² en een breukrek van 0,5 %.
3.7.1.1.2 Wit gietijzer
Wit gietijzer ontleent zijn naam aan het witte breukoppervlak. Het is een zeer hard, maar zeer bos materiaal. Het kan praktisch niet bewerkt worden, enkel door slijpen kan het nabewerkt worden. Het is wel zeer slijtagebestendig. Het wordt toegepast bij spuitkoppen van zandstraalapparaten, walsrollen.
3.7.1.2 Gelegeerd gietijzer
3.7.1.2.1 Nodulair gietijzer
Nodulair gietijzer wordt verkregen door aan het gietijzer een nikkel (Ni) – magnesium (Mg)legering toe te voegen. De aanwezige koolstof trekt samen tot bolletjes (nodulen), zie nevenstaande figuur, en heeft een zeer grote samenhang. Een veel gebruikt nodulair gietijzersoort is GGG 40 (EN GJS-400). Dit materiaal heeft een treksterkte van 400 N/mm² en een breukrek van 15 %.
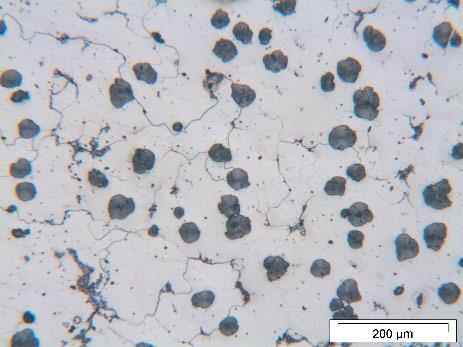
Het wordt gebruikt voor dynamisch belaste onderdelen zoals: krukassen, nokkenassen, tandwielen, vliegwielen, pomphuizen, hydraulische cilinders.
3.7.1.2.2 Austenitisch gietijzer
Deze gietijzersoort verkrijgt men door gietijzer te legeren met onder andere mangaan (Mn) (± 10 %). Het meest gebruikte legeringselement is nikkel (Ni) (14 à 36 %). Hierdoor krijgt men een austenitisch structuur bij kamertemperatuur. Het heeft een goede slijtagebestendigheid, een goede corrosieweerstand en het is niet magnetisch. Het wordt gebruikt onder andere gebruikt in de auto-industrie en voor pomphuizen.
3.7.1.2.3 Perlitisch gietijzer
Deze gietijzersoort bevat ongeveer 3,6 % koolstof en circa 3 % silicium. Dit heeft tot gevolg dat circa 0,9 % in gebonden toestand in het gietijzer voorkomt, de rest als grafiet. De structuur is perlitisch met een fijnkorrelig breukoppervlak.
3.7.1.3 Smeedbaar gietijzer
Smeedbaar gietijzer is in tegenstelling tot de naam vermoed hoegenaamd niet smeedbaar. Het is wel enigszins vervormbaar. Men onderscheidt twee soorten, namelijk:
• Zwart smeedbaar gietijzer
• Wit smeedbaar gietijzer
Men verkrijgt smeedbaar gietijzer door wit gietijzer langdurig op een hoge temperatuur te gloeien. Afhankelijk van de atmosfeer waarin deze behandeling plaatsvindt, bekomt men ofwel zwart ofwel wit smeedbaar gietijzer.
3.7.1.3.1 Zwart smeedbaar gietijzer
Om zwart smeedbaar gietijzer, ook wel tempergietijzer genoemd, te bekomen, worden de gietstukken, omgegeven door zand, langdurig (60 tot 120 h) gegloeid op een temperatuur van ongeveer 900 °C. In het zand bevindt zich een grote hoeveelheid silicium. Het silicium bevordert de grafietafscheiding. De vrije koolstof die verdeeld wordt doorheen het werkstuk zorgt voor het zwarte breukoppervlak. Deze gietijzersoort wordt aangewend voor gietstukken waarbij er hoge eisen gesteld worden inzake mechanische eigenschappen, zoals koppelingsschijven, tandwielen, …
3.7.1.3.2 Wit smeedbaar gietijzer
Om wit smeedbaar gietijzer, ook wel gefrist gietijzer genoemd, te verkrijgen worden de gietstukken gegloeid gedurende 60 à 120 h in een zuurstofgevende atmosfeer (bv.: ijzeroxide) bij een temperatuur van circa 900 °C. De koolstof zal vooral aan het oppervlak een verbinding aangaan met de zuurstof van ijzeroxide. Op deze manier wordt er dus koolstof onttrokken aan het gietstukken (ontkolen). Deze gietijzersoort heeft een wit breukoppervlak, vandaar ook de naam van deze soort. Deze methode van ontkolen dringt moeilijk dieper dan 5 mm voor. Vandaar dat het aangewezen is om het maar voor dunwandige werkstukken (tot 10 mm) te gebruiken.
3.8.1 Wat is het?
Sommige ontwerpers aarzelen soms om gietijzer te gebruiken, omdat ze denken dat alle soorten gietijzer bros zijn. Grijs en wit gietijzer zijn inderdaad bros, maar nodulair en smeedbaar gietijzer kunnen wel vervormen vooraleer ze breken. Toch zijn er nog enkele redenen om soms geen gietijzer te gebruiken. Ten eerste zijn alle gietijzersoorten minder stijf dan staal, ten tweede is staal taaier.
In dergelijke gevallen kan geopteerd worden voor gietstaal. Dat is staal dat onmiddellijk na de bereiding in gietvormen in de gewenste vorm gegoten wordt en niet meer gesmeed, gewalst wordt. Het is wel moeilijker te gieten dan gietijzer, daarom wordt het minder frequent gebruikt voor gietproducten. Gietijzer heeft een lager smeltpunt en een kleinere krimp. Omwille van het koolstof- en siliciumgehalte heeft gietijzer een hogere viscositeit.
3.8.2 Soorten
Net zoals bij gewoon staal wordt er een onderscheid gemaakt tussen ongelegeerd en gelegeerd gietstaal.
3.8.2.1 Ongelegeerd gietstaal
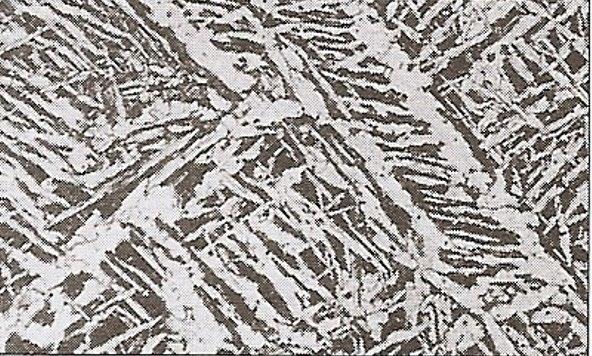
Na het stollen vertoont ongelegeerd gietstaal een grove naaldvormige structuur, men spreekt ook van de widmanstättenstructuur (zie Figuur 3-44), daarom wordt het na afkoeling genormaliseerd.
De mechanische eigenschappen worden net zoals bij ongelegeerd constructiestaal bepaald door het percentage koolstof. Bij een toenemend koolstofgehalte neemt de treksterkte en de hard toe, maar neemt de rek en de taaiheid af.
Ongelegeerd gietstaal wordt toegepast waar gietijzer niet sterk of taai genoeg is. Zoals bij tandwielen, machineframes, wielen voor spoorwagons, …
3.8.2.2 Gelegeerd gietstaal
Net zoals bij gewoon staal wordt gietstaal gelegeerd om bepaalde eigenschappen te verbeteren.
Om gietstaal slijtvaster te maken, wordt het gelegeerd met mangaan (Mn). Denk aan onderdelen van baggerwerktuigen, steenbrekers. Om het beter te bestand te maken tegen hogere temperaturen wordt het gelegeerd met chroom (Cr) (0,3 à 0,5 %) en molybdeen (Mo).
Toepassingsvoorbeelden zijn onderdelen van stoomleidingen, ovenonderdelen, behuizing van stoomturbines.
Om de corrosievastheid van gietstaal te verbeteren, wordt het gelegeerd met chroom (Cr) en nikkel (Ni). Denk aan onderdelen in de chemische industrie, afsluiters, pijpverbindingen, … Gelegeerd gietstaal is moeilijker te verspanen dan ongelegeerd gietstaal omdat het een grotere treksterkte heeft en stugger is.
Hier wordt er ook een onderscheid gemaakt tussen laaggelegeerd en hooggelegeerd gietstaal. Bij de aanduiding wordt er vooraan een G geplaatst.
3.9.1
Roestvast staal is staal dat gelegeerd is met chroom en andere elementen die de corrosieweerstand verhogen. In de volksmond spreekt men vaak roestvrij staal, maar dat klopt eigenlijk niet. Bij RVS treedt er daadwerkelijk een corrosieproces op, maar het verloopt zo traag dat je het niet merkt en dus denkt dat het optreedt.
Om te kunnen spreken van roestvast staal moet het staal minimaal 11 % chroom bevatten. In de nevenstaande figuur is het effect van het chroomgehalte op de corrosiesnelheid zichtbaar. Je ziet een significante daling van de corrosiesnelheid bij 10 à 11 %.
Er vormt zich een dun chroomoxidelaagje dat het onderliggend materiaal beschermt.
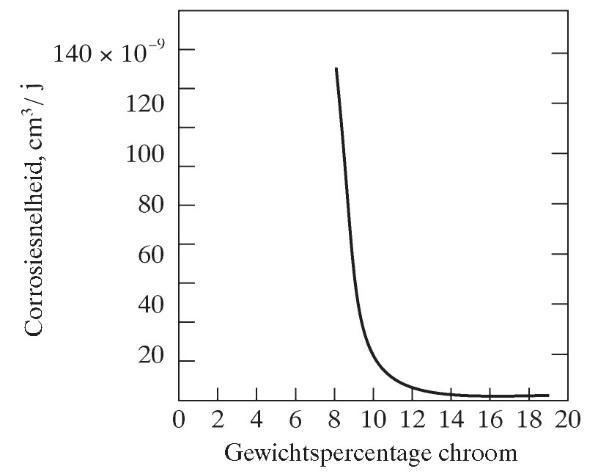
Figuur 3-45: corrosiesnelheid van ijzer-chroomlegeringen bij kamertemperatuur wanneer het metaal met tussenpozen met water wordt bespoten
3.9.2
De verschillende roestvast stalen kunnen opgedeeld in vijf grote groepen, namelijk:
• Ferritische roestvaste stalen
• Martensitische roestvaste stalen
• Austenitische roestvaste stalen
• Precipitatiehardende legeringen (PH-legeringen)
• Duplex roestvaste stalen
De vierde soort wordt niet in deze cursus besproken. Op de volgende bladzijde is er een overzicht gegeven de veelgebruikte RVS-soorten. In de tabellenboek op blz. 124 worden de mechanische eigenschappen van enkele RVS-stalen vermeld.
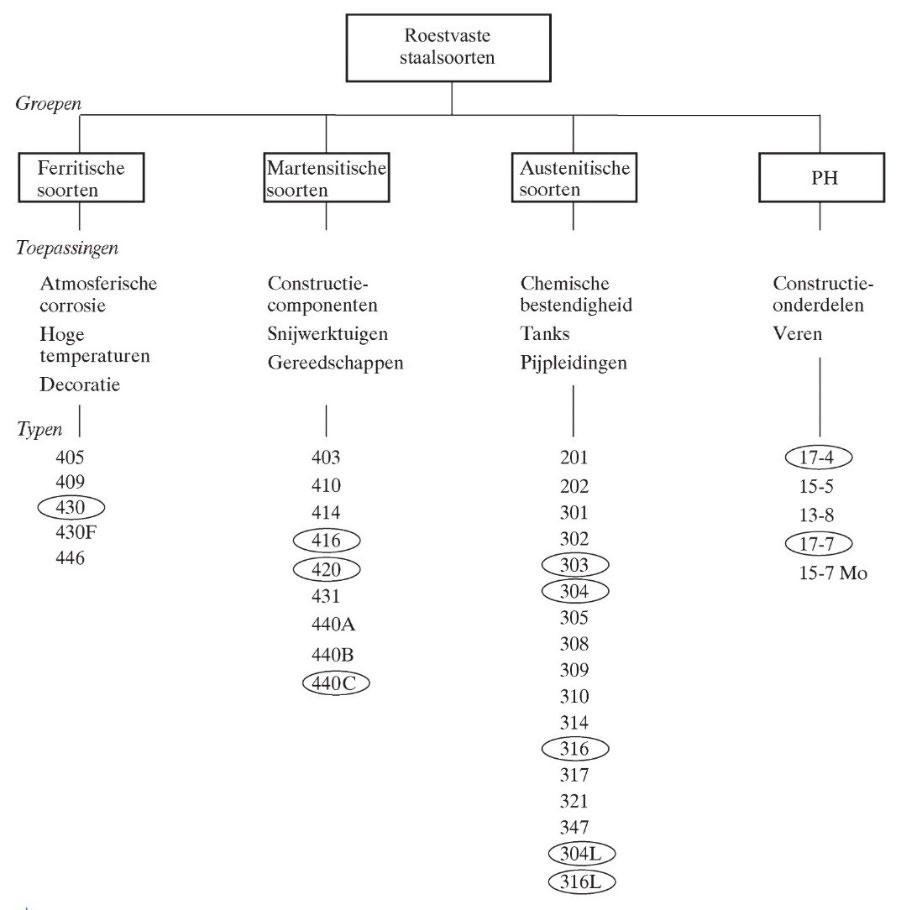
3-46: veel gebruikte roestvaste staalsoorten
3.9.2.1 Ferritische soorten (400-serie)
Deze soorten bevatten meer dan 12 % chroom, meestal ligt het chroomgehalte tussen 16 en de 20 %. Het koolstofgehalte is laag (0,08 à 0,2 %), wat tot gevolg heeft dat ze niet gehard kunnen worden. Ze zijn magnetisch.
3.9.2.2 Martensitische soorten (400-serie)
Martensitische roestvaste staalsoorten bevatten 12 à 18 % chroom en hebben een hoog koolstofgehalte (tot 1,2 %). De bedoeling van het hoog koolstofgehalte is dat deze staal gehard kunnen worden. Ze zijn ook magnetisch.
3.9.2.3 Austenitische soorten (200-300 serie)
Deze staalsoorten zijn niet enkel gelegeerd met chroom, maar ook met nikkel. Het chroomgehalte varieert tussen 16 en 26 % en het nikkelgehalte tussen de 8 en 24 %. Ze zijn niet magnetisch. Door de aanwezigheid van het nikkel komt de austenitische structuur voor bij kamertemperatuur.
Een veelgebruikt soort is 18/10 staal. 18/10 betekent dat 18 % chroom en 8 % nikkel bevat. Het wordt aangeduid met het getal 304 of X5CrNi18-10. Om de lasbaarheid te verbeteren kan men het koolstofgehalte verlagen. Dit levert dan 304 L (L = low carbon) op. Een ander austenitische staalsoort dat frequent voorkomt is 316 ook wel aangeduid met X2CrNiMo1712-2. Deze staalsoort is beter bestand tegen zoutcorrosie, maar is wel duurder. Een manier
om dit staal lasbaarder te maken is door gebruiken te maken van 316 L (L = low carbon) of 316 Ti. Titaan verbetert de lasbaarheid.
3.9.2.4
Duplex roestvaste staalsoorten hebben een dubbele structuur. Hun structuur is half ferritisch en half austenitisch. Ze verenigen een aantal eigenschappen van de ferritische en de austenitische roestvaste staalsoorten zoals een hoge taaiheid en een lage uitzettingscoëfficiënt. De eigenschappen van deze staalsoorten zijn: een goede corrosievastheid, hoge mechanische eigenschappen, goed lasbaar.
In vergelijking met austenitische roestvaste staalsoorten zijn deze staalsoorten moeilijker te vervaardigen en te bewerken.
Ze zijn ook moeilijk te verspanen, want er ontstaan lange spanen (zie nevenstaande figuur). Ze zijn ook duurder.
Ze worden toegepast omwille van hun goede corrosievastheid toegepast in de procesindustrie, bij olie- en gaswinning, …

3-47: verspanen
Alle roestvaste staalsoorten zijn lasbaar. De martensitische zijn in vergelijking met de ferritische en de austenitische moeilijker te lassen. Dit komt omdat er martensiet (hard en brosse structuur) gevormd wordt tijdens het afkoelen na het lassen, waardoor er scheuren kunnen ontstaan. Daarom warmt men de lasnaad op, zodanig de afkoelsnelheid en de kans op martensietvorming afneemt.
De austenitische staalsoorten zijn uitgezonderd de automatenstaalsoorten (onder andere het type 303) vrijwel met alle lasprocessen uitstekend lasbaar. Het enige waarvoor op gelet moet worden is sensitisatie. Dit houdt in dat het chroom in de oppervlaktelaag afneemt doordat het reageert met koolstof tot chroomcarbiden. Dit heeft tot gevolg dat de corrosiebescherming afneemt.
Om sensitisatie te voorkomen kan men gebruiken van 304 L of 316 L. Deze soorten bevatten minder koolstof en dus zullen er minder chroomcarbiden gevormd worden. Zoals eerder aangegeven kan de lasbaarheid verhoogd worden door titaan toe te voegen (316 Ti).
3.9.4
Om een goede corrosievastheid te garanderen, is het belangrijk dat de chroomoxidelaag (de passiverende film) gelijkmatig, continu en vrij van defecten is. Na het booglassen (bv. MIG, TIG-lassen, zie hoofdstuk over lassen) kan de laszone en het omgevende basismateriaal verontreinigd zijn door lasspatten en oxidefilms. Het is ook belangrijk dat het overtollige lasmateriaal verwijderd wordt en de laszone glad gescheurd wordt.
3.9.4.1
Beitsen dient om de zware, sterk hechtende oxidefilms te verwijderen die ontstaan bij het lassen of warmtebehandelingen. Ook roestafzettingen kunnen met deze behandeling verwijderd worden. Het is belangrijk dat de werkstukken ontvet zijn voordat men ze beitst. Voor het beitsen kan er gebruik gemaakt worden van zwavelzuur of een mengeling van salpeterzuur en fluorwaterstofzuur. De werkstukken worden gedurende 15 minuten à 3 uur ondergedompeld in het zuurbad van 20 °C. Na het beitsen worden de stukken overvloedig gespoeld met chloorvrij water.
Een andere mogelijkheid is om gebruik te maken van beitspasta’s en beitssprays. Deze pasta’s en sprays bevatten onder andere salpeterzuur en worden aangebracht op de aangetaste gebieden (zoals de laszones). Na een bepaalde tijd te wachten wordt de behandelde zone gespoeld met water
3.9.4.2 Passiveren
Door het beitsen is het beschermende chroomoxidelaagje verwijderd. Daarom moet er een nieuwe beschermende laag gevormd worden. Dit gebeurt door het passiveren. De passivering kan gebeuren door de werkstukken onder te dompelen in een bad die gevuld is met een oplossing van salpeterzuur, fosforzuur, citroenzuur of een ander organisch zuur. De behandelingstijd varieert tussen de 15 minuten en 1 uur. Nadien moeten de stukken zorgvuldig gespoeld worden met water.
Om lokale zones te passiveren kan men pasta’s en gels gebruiken. Deze bevatten salpeterzuur en worden op de te behandelen zones aangebracht. Daarna worden ze verwijderd door de te schuren met een RVS of een nylon borstel, gevolgd door een spoelbeurt met water.
Gereedschapstaal is staal die in de eerste plaats gebruikt om gereedschappen te vervaardigen. Tot deze staalgroep behoren ook de staalsoorten die bestemd zijn voor andere doeleinden, maar waaraan dezelfde eisen gesteld worden als aan gereedschapstaal. Men onderscheidt ongelegeerd gereedschapstaal en gelegeerd gereedschapstaal.
3.10.1 Ongelegeerd gereedschapstaal
Bij ongelegeerd gereedschapstaal bedraagt het koolstofgehalte tussen de 0,6 en 1,5 %.
Afhankelijk van % C maakt men volgende onderverdeling:
• Staal voor slag- of stootgereedschap: staal met 0,6 – 0,9 % C
Dit wordt toegepast in geharde of veredelde toestand. Het heeft een behoorde hardheid en taaiheid. Het is dus geschikt voor hamers, beitels, ponsgereedschap, steenboren, …
• Staal voor snijgereedschap: staal met 0,9 – 1,2 % C
Dit staal is hard en een kleine beetje taai. Het is geschikt voor het vervaardigen van scharen, messen, handzagen, handtappen…
Het wordt weinig toegepast voor het verspanen van metalen, omdat de ontlaattemperatuur slechts 200 °C bedraagt. Wanneer de temperatuur boven deze waarde gaat, begint het materiaal van zijn hardheid te verliezen. Bij hoge snijsnelheiden zou het dus niet lang meegaan. Voor het verspanen van metalen gebruikt men andere staalsoorten, zie gedeelte over snijmaterialen.
• Staal voor meetgereedschap: staal met 1,2 – 1,5 % C
Om het staal zeer slijtagebestendig te maken, moet het zo hard mogelijk zijn. De taaiheid is geen vereiste. Daarom moet men altijd voorzichtig zijn met meetgereedschap. Typische toepassingen zijn: de bekken van een schuifmaat, meetkalibers, tasters, ….
In de tabellenboek blz. 123 zijn is er een selectie van ongelegeerd gereedschapstaal weergegeven.
3.10.2
De gelegeerde gereedschapstaalsoorten zijn ontwikkeld voor het:
• Verbeteren van de taaiheid
• Verbeteren van de slijtvastheid
• Verhogen van ontlaattemperatuur, zodanig dat het staal bij hogere temperaturen zijn hardheid behoudt.
• Toe te laten dat het staal langzamer afgekoeld mag worden, zodanig dat het risico op hardingsscheurtjes, maat- en vormverandering afneemt.
Om de bovenstaande doelstellingen te bereiken, wordt het staal onder andere gelegeerd met wolfraam (W), molybdeen (Mo), chroom (Cr), vanadium (V) en kobalt (Co).
Wolfraam geeft het staal een grotere hardheid en in combinatie met chroom een grotere hardheid bij hoge temperaturen (± 400 °C). Molybdeen geeft het staal dezelfde eigenschappen als wolfraam, maar een nadeel is dat het staal tijdens het harden snel oververhit wordt. Chroom verhoogt de slijtvastheid en de hardheid. Het zorgt ervoor dat de krimp tijdens het harden afneemt en het geeft een goede doorharding tot in de kern. Vanadium verbetert de sterkte, taaiheid en slijtvastheid. Kobalt ten slotte verhoogt de ontlaattemperatuur tot ongeveer 600 °C.
Alle ontwikkelde gereedschapstaalsoorten kunnen ingedeeld worden in 12 groepen (zie Figuur 3-49). De referentiegroep is groep 1, dit is ongelegeerd gereedschapsstaal C100. Deze staalsoort heeft een koolstofgehalte van 1 %.
• Groep 1 en 2: is ongelegeerd gereedschapsstaal voor koudbewerking
• Groep 3 t.e.m. 9: gelegeerd gereedschapsstaal voor koudbewerking
• Groep 10 en 11: gelegeerd gereedschapsstaal voor warmbewerking
• Groep 12: snelstaal (zie gedeelte over snijmaterialen)
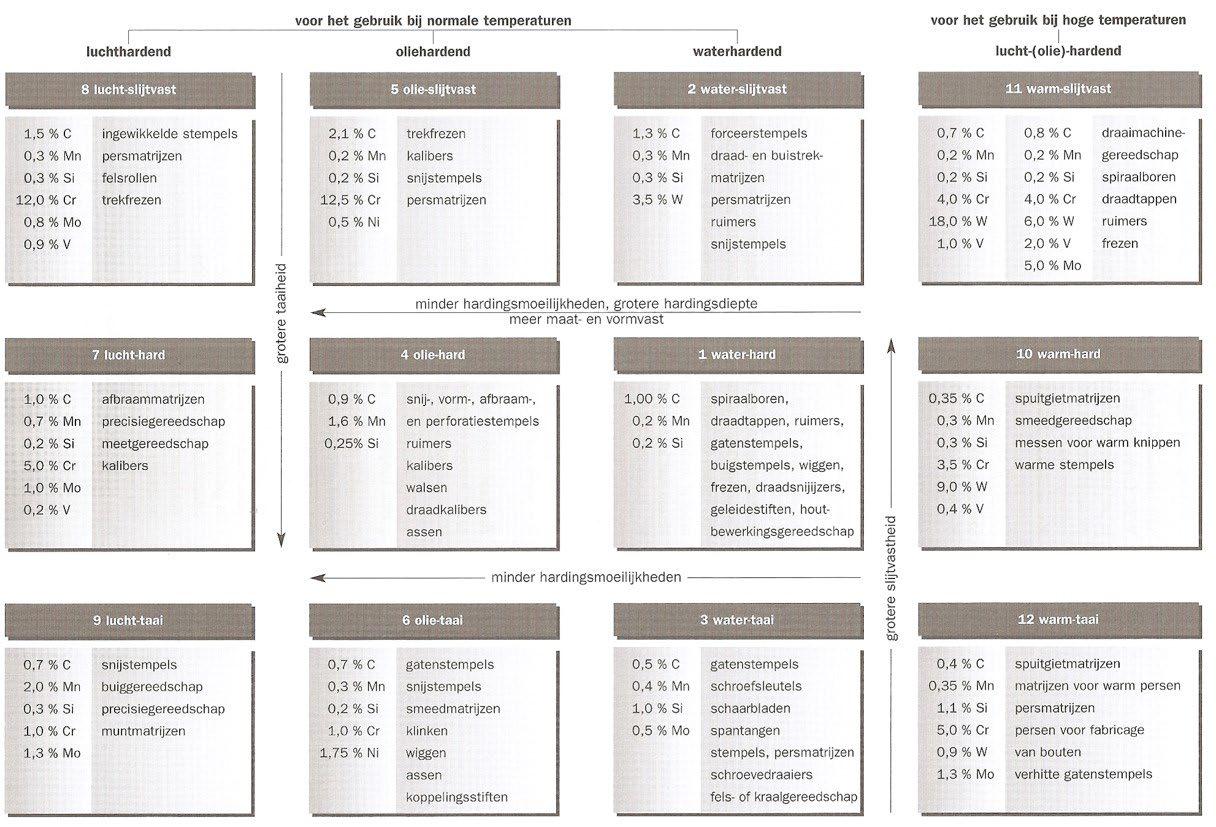
4.1 Indeling
Non-ferrometalen zijn alle metalen die geen ijzer (non-ferro) bevatten. Hierdoor zijn deze metalen niet magnetisch. Ze worden onderverdeeld in drie groepen, namelijk:
• Lichte metalen
Men spreekt van een licht metaal als de dichtheid kleiner of gelijk is aan 4500 kg/m³.
• Zware metalen
Zware metalen hebben een dichtheid die groter is dan 4500 kg/m³.
• Edelmetalen
Edelmetalen zijn metalen die niet of weinig aangetast worden door oxidatie.
In de onderstaande tabel worden de belangrijkste non-ferrometalen onderverdeeld in deze drie groepen.
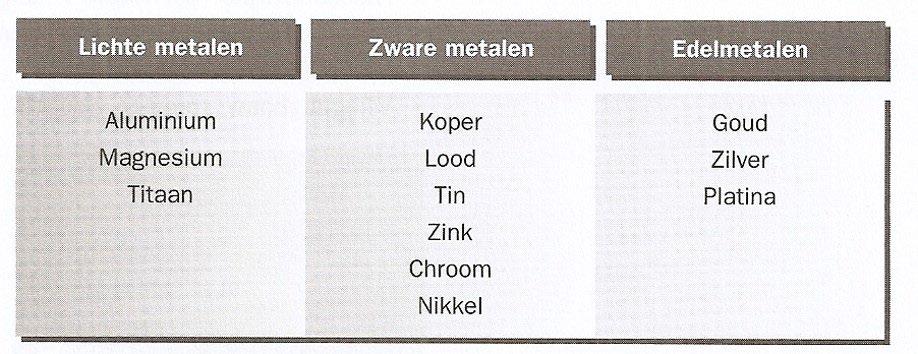
4.2 Lichte metalen
4.2.1 Aluminium (Al)
Aluminium is het metaal dat meest voorkomt in de natuur (± 8 % v/d aardkorst). Het meeste aluminium wordt gewonnen uit bauxiet.
4.2.1.1 Eigenschappen van zuiver aluminium
In de tabel, die terug te vinden is op de volgende bladzijde, zijn de belangrijkste eigenschappen van zuiver aluminium opgesomd. Deze worden vergeleken met constructiestaal (S235)
De belangrijkste conclusies zijn:
- Aluminium is een licht materiaal. De dichtheid is ongeveer maar een 1/3 dan van staal.
- Aluminium is ook een slap materiaal. De elasticiteitsmodulus is ook maar een 1/3 dan dat van staal.
- Het geleidt goed de warmte en de elektriciteit.
- Het is een vrij zwak en zacht materiaal.
- Wanneer zuiver aluminium wordt gegoten zal het bij afkoelen ongeveer 6 % krimpen wat vrij veel is, in tegenstelling tot gietijzer 1 %. Daarnaast heeft aluminium het grote nadeel dat het slecht vloeibaar is. Deze twee zaken zorgen ervoor dat aluminium slecht gietbaar is.
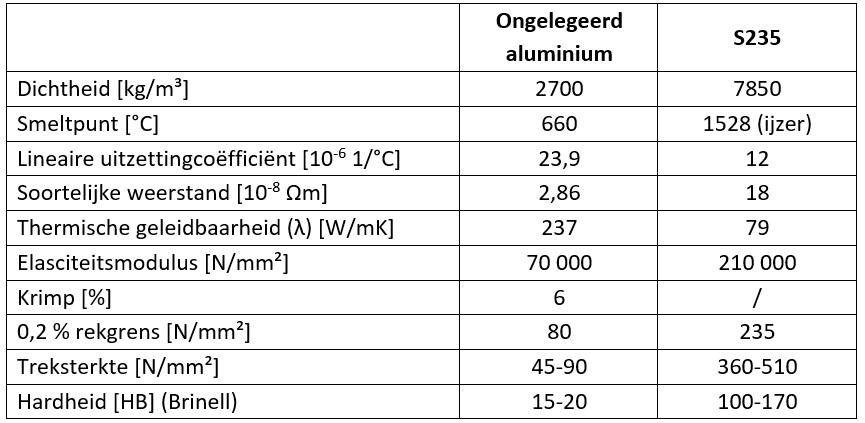
Tabel 4-1: vergelijking van de eigenschappen ongelegeerd aluminium en constructiestaal S235
Aluminium is ook moeilijker te lassen dan staal. Dit heeft te maken met de lage smelttemperatuur en de goede warmtegeleidbaarheid van aluminium. Daarnaast heeft de oxidehuid van aluminium, deze zorgt ervoor dat aluminium niet verder oxideert, een hoger smeltpunt en dichtheid. Er is een hoger vermogen nodig om door deze huid heen te branden. Eenmaal je erdoorheen bent, moet je ervoor opletten dat het aluminium niet weg laat smelten. Doordat aluminiumoxide zwaarder is dan aluminium, zakt het naar beneden in het smeltbad en kunnen er insluitsels ontstaan. Dit heeft een negatieve invloed op de laskwaliteit.
Wanneer er een hoge laskwaliteit is vereist, moet de oxidehuid eerst verwijderd worden, vooraleer men overgaat tot lassen.
4.2.1.2 Toepassingen van zuiver aluminium
Zuiver aluminium wordt voornamelijk gebruikt in de volgende toepassingen:
• Hoogspanningskabels
• Condensatoren
• Warmtewisselaars
• Reflectoren
4.2.1.3 Types zuiver aluminium
Naargelang de zuiverheid van aluminium onderscheidt men drie verschillende types, namelijk:
• Handelsaluminium (zuiverheid > 99 %)
De belangrijkste onzuiverheden zijn: silicium (Si), ijzer (Fe) afkomstig uit het erts en koper (Cu), mangaan (Mn), magnesium (Mg) en zink (Zn) als overblijfsels bij het hersmelten van aluminiumschroot.
• Zuiver aluminium voor elektrische toepassingen (zuiverheid > 99,5 %, liefst 99,7 %)
• Super zuiver aluminium (zuiverheid > 99,99 %)
4.2.1.4
Om de voornaamste nadelen van aluminium (een geringe sterkte, een slechte gietbaarheid, slecht verspaanbaar) grotendeels te verhelpen, kunnen er legeringselementen toegevoegd worden.
De belangrijkste legeringselementen zijn: koper (Cu), magnesium (Mg), silicium (Si), mangaan (Mn), zink (Zn), …
Afhankelijk van het legeringselement dat het meeste voorkomt, wordt het aluminium ingedeeld in een bepaalde groep, reeks. In de onderstaande tabel wordt er een overzicht gegeven van de verschillende groepen (zie ook tabellenboek blz. 144)

Tabel 4-2: de verschillende aluminiumgroepen
Naargelang het legeringselement dat toch gevoegd wordt, verandert de treksterkte, de vervormbaarheid, corrosieweerstand, lasbaarheid. In de onderstaande tabel is er een overzicht van de eigenschappen gegeven van de verschillende aluminiumgroepen. Er wordt van elke groep enkele toepassingsvoorbeelden gegeven.
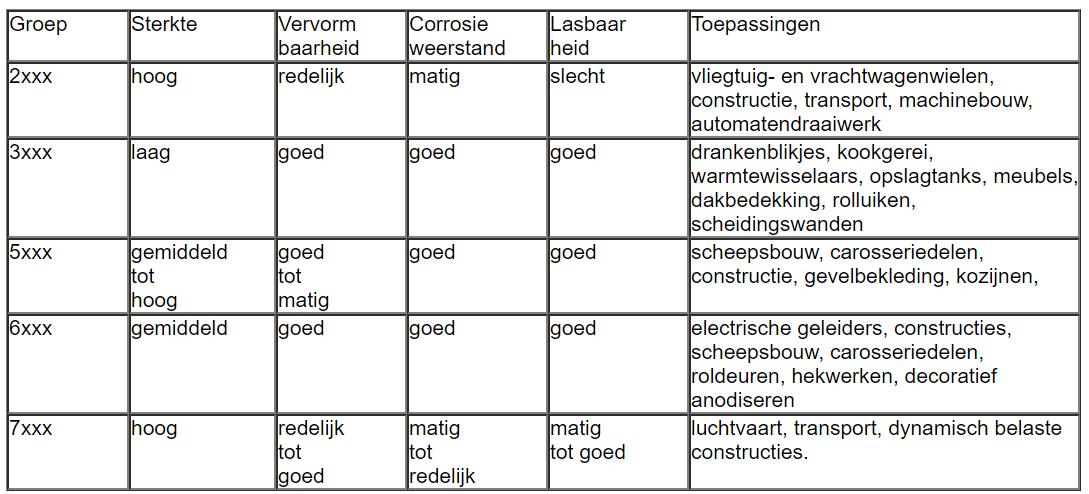
Tabel 4-3: overzicht van de eigenschappen en toepassingen van de verschillende aluminiumgroepen
Men onderscheidt twee groepen legeringen, namelijk:
• Kneedlegeringen
Deze legeringen worden geleverd als halffabricaten Ze zijn verkregen door de gietblokken plastisch te vervormen, bv. walsen of smeden.
• Gietlegeringen
Deze legeringen worden direct in de eindvormen van zand of staal gegoten.
4.2.1.5 Aanduidingen
De verschillende aluminiumgietlegeringen worden aangeduid door vier cijfers (zie ook tabellenboek blz. 147). Het eerste getal geeft de groep (afhankelijk van het belangrijkste legeringselement) aan. Bij ongelegeerd aluminium geven de twee laatste cijfers de zuiverheid boven de 99 % aan. Bijvoorbeeld 1050 heeft een zuiverheid van 99,5 %.
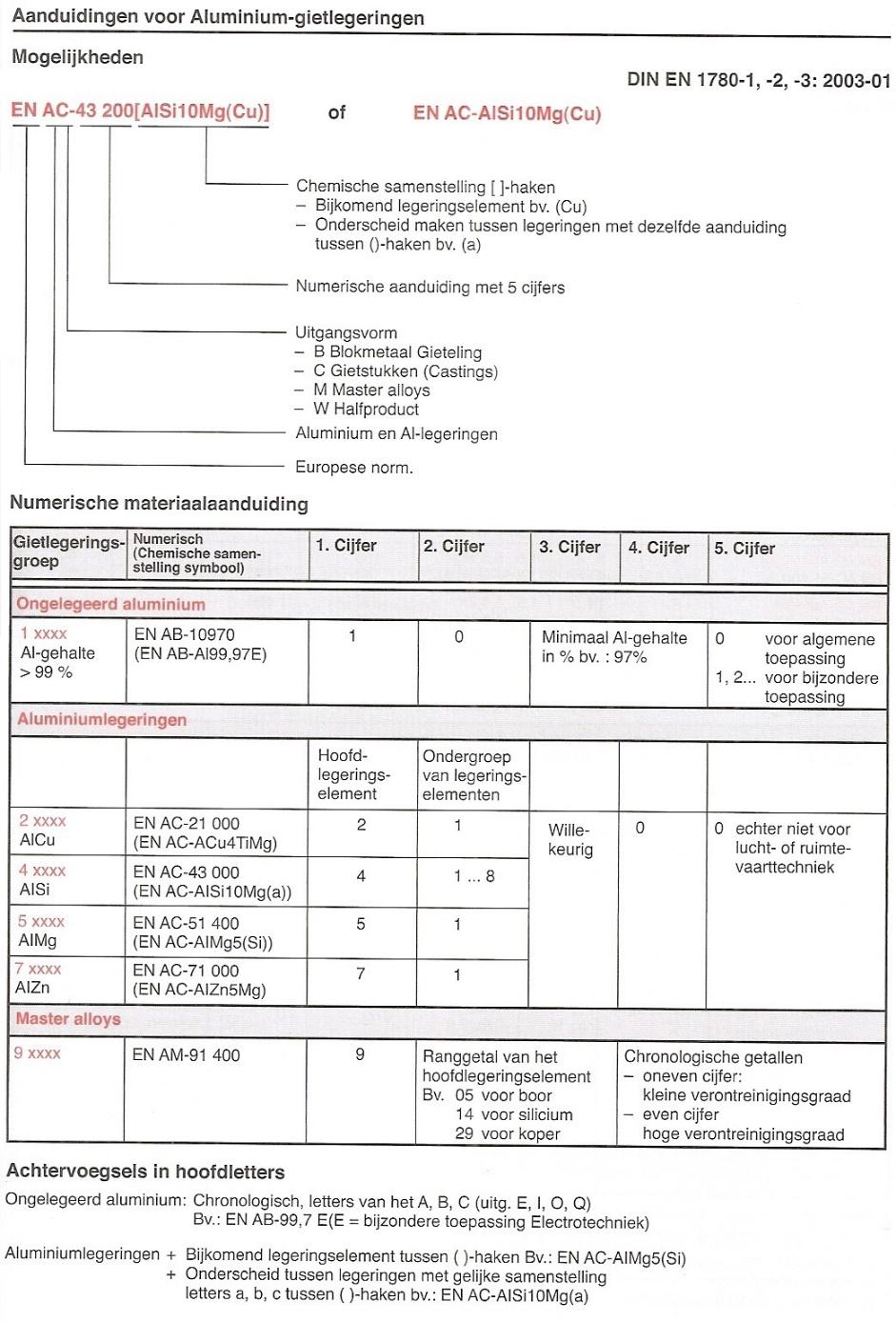
4-2: aanduidingen van aluminiumlegeringen
4.2.1.6
Zuiver aluminium en aluminiumlegeringen zijn matig tot goed bestand tegen atmosferische corrosie. Dit is ook de reden waarom aluminium zo vaak toegepast wordt in de bouw (ramen, deuren, …). Het wordt wel aangetast door water en zeewater. Aluminium en zijn legeringen kunnen beschermd worden tegen corrosie door het te galvaniseren, te verven, een glasachtige email, …. In tegenstelling tot veel andere metalen kan aluminium ook beschermd worden door een taaie en tamelijk dikke oxidelaag. Dit wordt gerealiseerd door het aluminium te anodiseren. Dit is de meest toegepaste oppervlaktebehandeling van aluminium.
In de nevenstaande figuur is de schematische opstelling van anodiseren weergegeven. Het vindt plaats in verdund zwavelzuur bij kamertemperatuur. Het aluminium voorwerp wordt verbonden met de +-pool en de loodplaat met de –pool. Wanneer er een stroom vloeit ontstaat er aan de anode (+) zuurstof en aan de kathode (-) waterstof.
De zuurstof laat het aluminium oxideren. Het aluminiumoxide dat ontstaat door het anodiseren is poreus. Om de corrosieweerstand te verbeteren, moeten de poriën gedicht (= sealen) worden. Dit gebeurt door de geanodiseerde voorwerpen onder te dompelen in heet water of te behandelen met stoom. Met anodiseren is het mogelijk om een kleur te geven aan het aluminium voorwerp (zie Figuur 4-4).
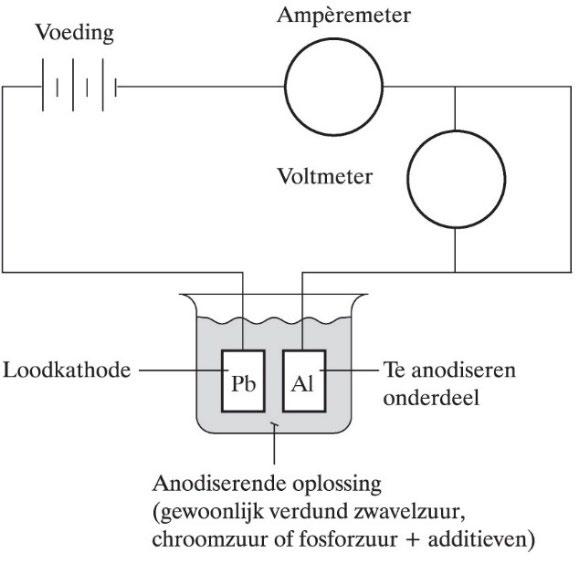

Een speciale manier van anodiseren is hardcoating. Het bestaat uit een oplossing van zwavelzuur en oxaalzuur die afgekoeld wordt tot een temperatuur van 4 °C. De gebruikte stroom is hoger dan bij anodiseren. De coatingdikte kan tot 50 μm of meer bedragen en het heeft een zwarte tot grijszwarte kleur. Niet alle legeringen, zijn niet geschikt om hard te coaten.
4.2.2
Titaan, ook wel titanium genoemd, is waarschijnlijk het meest recente technische materiaal. Het is maar sinds de jaren veertig van de vorige eeuw dat het commercieel toegepast wordt. Het komt relatief veel voor in de natuur, ongeveer 1 % van de aardkorst bestaat uit titaan. Aanvankelijk was het niet evident om titaan te bereiden uit rutiel (TiO2), maar tegenwoordig zijn de productieprocessen aanzienlijk verbeterd en ook de prijs van dit metaal (± 45 €/kg) is voldoende gezakt om het te kunnen gebruiken voor talrijke bijzondere ontwerpsituaties.
4.2.2.1
De eigenschappen van titaan zijn:
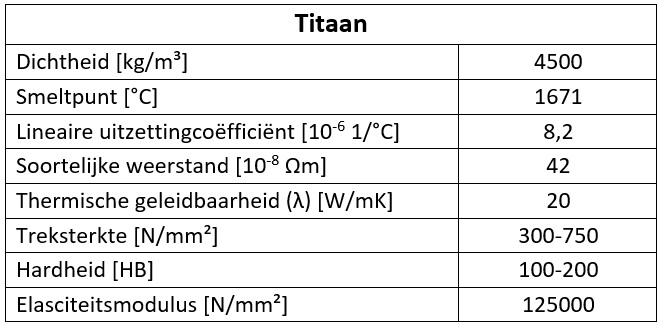
Tabel 4-4: eigenschappen van titaan
De mechanische eigenschappen van titanium kunnen die van veel gelegeerde staalsoorten overtreffen. In vergelijking met aluminium en magnesium, max. gebruiktstemperatuur van 120 °C, behoudt titanium zijn sterkte bij hoge temperaturen tot circa 425 °C. Bij hogere temperaturen treedt er namelijk zuurstofverbrossing op. Sommige titaniumlegeringen worden wel bij hogere temperaturen (tot 600 °C) gebruikt, zoals bij compressoronderdelen in straalmotoren. Deze materialen worden niet beschouwd als hittebestendig staal, omdat de oxidatie- en corrosieweerstand van deze materialen slecht zijn in vergelijking met andere hittebestendige materialen, zoals sommige nikkellegeringen.
Titanium en zijn legeringen hebben een uitstekende weerstand tegen corrosie voor zeewater en waterige chlorideoplossingen. De meeste legeringen zijn ook bestand tegen salpeterzuur, maar niet tegen zoutzuur en zwavelzuur.
Niet alle titaniumlegeringen zijn lasbaar, sommige zijn goed lasbaar, andere redelijk (zoals Ti6Al-4V) en nog andere helemaal niet. Het aan elkaar lassen van titanium onderdelen gebeurt door middel van TIG-lassen. Titanium kan niet aan andere metalen gelast worden, want de verbinding is bros. Bij de minste belasting zal de lasverbinding breken.
4.2.2.2
Titanium en titaniumlegeringen worden toegepast omwille van hun sterkte en hun goede corrosieweerstand. Enkele toepassingen zijn:
- Prothesen, titanium is niet giftig en het is biologisch inert. Het menselijk lichaam zal het niet afstoten.
- Chemische procesindustrie
- Vliegtuigen en raketten
4.2.3 Magnesium (Mg)
Magnesium is het lichtste constructiemateriaal en ongeveer 2 % van de aardkorst bestaat uit dit chemisch element.
4.2.3.1 Eigenschappen
De belangrijkste eigenschappen van magnesium worden in de onderstaande tabel weergegeven.
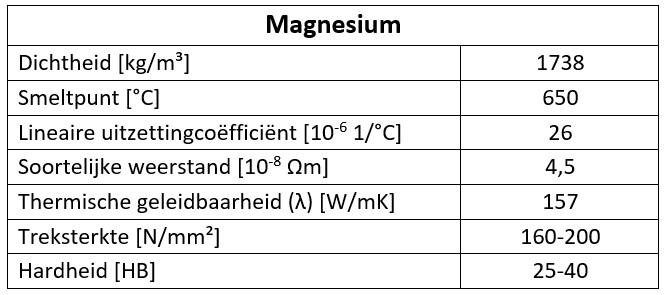
Tabel 4-5: de eigenschappen van magnesium
Magnesium heeft geen goede corrosieweerstand. Het bindt zich namelijk zeer snel met zuurstof. De corrosieweerstand kan wel verbeterd worden door het te legeren.
4.2.3.2 Legeringen
Zuiver magnesium is vrij zwak. Soms bedraagt de treksterkte niet meer dan 70 N/mm². Daarom wordt het voor technische toepassingen meestal gelegeerd. De belangrijkste legeringselementen zijn aluminium (Al), mangaan (Mn) en zink (Zn). Soms worden de meer exotische elementen zoals thorium (Th), zirkonium (Zr) toegevoegd.
4.3.1 Koper (Cu)
Koper is één van de oudste technische metalen, het werd al gebruikt 8700 v.Chr. Omdat koper in tegenstelling tot de meeste andere metalen niet alleen als erts, maar ook in metallische vorm voorkomt. Massief koper kan verkregen worden door koperhoudend gesteente te vergruizen en de stukjes koper eruit te zeven. Tegenwoordig zijn er weinig dergelijke gesteenten te vinden. Bijna al het koper wordt gewonnen uit koperertsen. Deze bevatten in het beste geval 1,5 % koper. Dit is waarschijnlijk de reden waarom koper veel duurder is dan staal en gietijzer.
4.3.1.1 Eigenschappen
In de onderstaande tabel zijn de eigenschappen van koper terug te vinden.
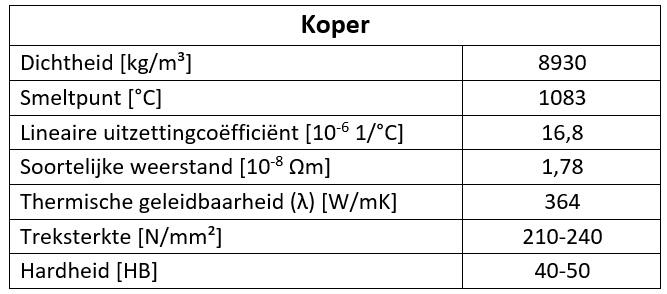
Tabel 4-6: eigenschappen van koper
Daarnaast heeft koper een goede corrosieweerstand en is de geleidbaarheid van elektriciteit en warmte goed.
4.3.1.2 Toepassingen
Koper wordt onder andere aangewend voor de volgende toepassingen:
• Stroomdraden en kabelsnoeren
• Bedrading van rotoren en stators van elektromotoren
• Dakbedekkingen en afvoergoten
• Boilers en waterverwarmers
• Soldeerbouten
• Warmtewisselaars
4.3.1.3 Soorten legeringen
De twee belangrijkste legeringen zijn:
• Messing
• Brons
4.3.1.3.1 Messing
Messing is een legering van koper en zink. Het zinkgehalte ligt tussen 10 en de 50 %. Men onderscheidt twee soorten messing.
• α-messing
Wanneer het zinkgehalte minder is dan 38 %, spreekt men α-messing. De koudvervormbaarheid van dit metaal is zeer goed, vooral bij een zinkgehalte van 30 %. De αmessingsoorten met een hoog zinkgehalte worden geel messing genoemd. Het wordt vaak met enkele procenten lood gelegeerd om de verspaanbaarheid te verbeteren.
Messing met ongeveer 15 % zink en/of andere elementen geeft men de benaming rood messing. De kleur is eerder rood (koperkleurig) dan geel omwille van het lage zinkgehalte.
• β-messing
Bij een zinkgehalte van 39 tot 46 % bekom je β-messing. Deze legering is goed warmvervormbaar.
De kneedlegeringen worden bewerkt tot halffabricaten zoals: platen, profielen, staven, buizen en draad. De staven worden verder verwerkt tot schroeven, moeren, … Daarnaast wordt het ook toegepast voor lagerbussen, glijlagers. De gietlegeringen daarentegen wordt gebruikt voor kranen, deurbeslag, …
4.3.1.3.2 Brons
Brons is een legering van koper en tin. Het is slijtvast, heeft goede glijeigenschappen en een goede corrosieweerstand. Het is het best bestand tegen corrosie van alle koperlegeringen. De basis kopertinlegeringen worden soms aangeduid met de naam fosforbrons. Ze bevatten namelijk een behoorlijk hoeveelheid (±0,3 %) fosfor.
In de scheepsbouw, pompen, chemische vaten maken ze gebruik van siliciumbrons. Het bevat naast silicium (1 à 3 %) 1 % ijzer, nikkel, mangaan of tin. Deze legering heeft betere mechanische eigenschappen en een betere lasbaarheid dan zuiver koper. Daarnaast spreekt men soms van aluminiumbrons. Eigenlijk bevat het geen tin, tegenwoordig wordt het daarom aangeduid met de benaming koper-aluminium-ijzerlegering.
In het algemeen wordt brons toegepast voor:
• Glijlagers
• Pomphuizen
• Tandwielen, wormwielen
• Scheepsschroeven
• Kranen en verbindingsstukken voor sanitaire installaties
Zink werd al eeuwen gebruikt om messing te produceren vooral het ‘officieel’ als zuiver metaal ontdekt werd. Dit gebeurde rond 1750. Zuiver zink en legeringen met een hoog zinkgehalte (meer dan 98 % zink) kunnen koudgewalst worden, tot draad getrokken worden of geëxpandeerd worden. De zuivere zinksoorten bevatten meestal een fractie aan koper of titanium.
Zink wordt ook gelegeerd, de voornaamste legeringselementen zijn koper en aluminium Ze worden toegevoegd om de sterkte van het zink te verhogen en de gietbaarheid te verbeteren De zinklegeringen komen voor als kneed- en als gietlegeringen. De kneedlegeringen wordt toegepast voor deksels, diepdrukplaten, bouwkundige panelen en andere toepassingen waarbij de corrosieweerstand belangrijk is. Een voorbeeld van een zinkgietlegering is ZAMAK. De naam is een samentrekking van de beginletters van de elementen waaruit zamak bestaat, namelijk: Zink, Aluminium, Magnesium en Koper. Deze legering heeft een laag smeltpunt en is dun vloeibaar, daarom is zeer geschikt voor het gieten van ingewikkelde onderdelen en
weinig belaste machineonderdelen zoals gewichtjes voor het uitbalanceren van autowielen, deurklinken, handgrepen. Het is veel goedkoper dan brons.
4.3.2.1 Eigenschappen
In de onderstaande tabel zijn de eigenschappen van zink terug te vinden.

Tabel 4-7: eigenschappen van zink
4.3.2.2 Toepassingen
Zink wordt toegepast in de volgende situaties:
• Dakbedekkingen, dakgoten
• Oppervlaktelagen aangebracht door galvaniseren of dompelen
• Legeringselement bij non-ferrometalen
• Zinkplaten en profielen
• Gieten van ingewikkelde en weinig belaste mechanische onderdelen
4.3.3 Lood (Pb)
Lood wordt als sinds 5000 – 4500 voor Chr. gebruikt omdat het veel voorkomt op aarde en het eenvoudig bewerkt kan worden. In het Romeinse Rijk werd er als loden buizen gebruikt om water te transporteren. Maar in de jaren tachtig ontdekte men dat lood schadelijk is voor het milieu. Het gebruik werd dan ook aanzienlijk teruggeschroefd.
4.3.3.1 Eigenschappen
In de onderstaande tabel zijn de eigenschappen van nikkel terug te vinden.
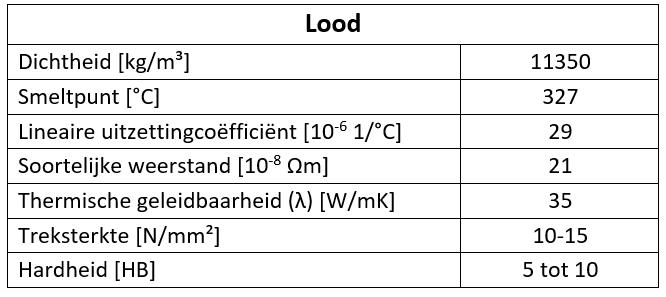
Tabel 4-8: eigenschappen van lood
4.3.3.2 Toepassingen
Omdat de sterkte van lood laag, is het niet geschikt om te gebruiken als constructiemateriaal. Het is terug in de volgende situaties:
• Als elektroden (platen) in loodaccu’s
• Als stralingsisolatie tegen röntgen (X)- en γ-straling
• Afwerking van schoorstenen
4.3.4 Nikkel (Ni)
Het chemisch element nikkel werd in 1750 ontdekt, maar het werd weinig toegepast totdat het in de 20ste eeuw een essentieel legeringselement in roestvast staal en hooggelegeerde metaalsoorten werd. Ongeveer 60 % van alle nikkel wordt gebruikt in austenitisch roestvast staal. Circa 10 % wordt gebezigd als galvanische deklaag. De rest wordt gebruikt in speciale metalen met een hoog nikkelgehalte, koper-nikkellegeringen, staallegeringen.
4.3.4.1 Eigenschappen
In de onderstaande tabel zijn de eigenschappen van nikkel terug te vinden.
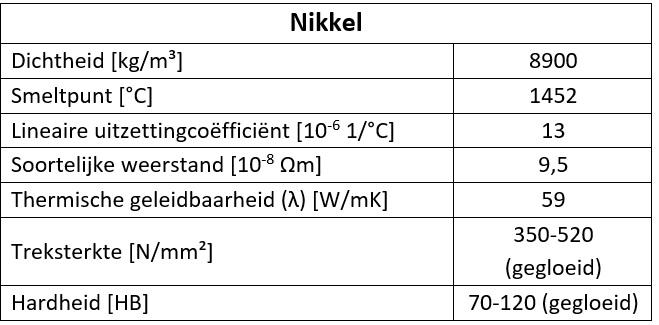
Tabel 4-9: eigenschappen van nikkel
4.3.5 Chroom (Cr)
Chroom wordt veel toegepast als legeringselement bij gelegeerd staal. Door chroom toe te voegen verbetert de trekvastheid, hardheid, slijtvastheid, rekgrens en voornamelijk de oxidatie- en de corrosiebestendigheid (zie ook roestvaste stalen). Chroom wordt ook veel gebruikt als oppervlaktebehandeling, namelijk chromeren.
Chroom heeft ook een zeer lage wrijvingscoëfficiënt.
In de onderstaande tabel zijn de eigenschappen van chroom terug te vinden.
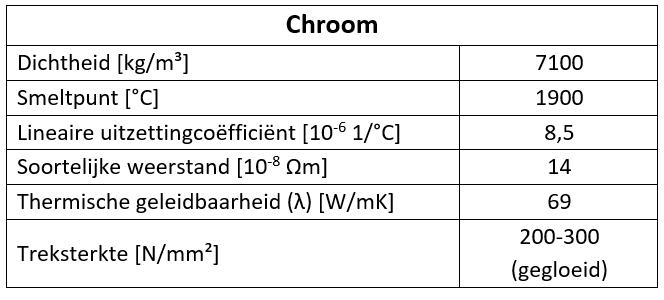
Tabel 4-10: eigenschappen van chroom
4.4.1 Goud
Goud wordt al heel lang toegepast, denk maar aan de gouden graftomben van de Egyptische farao’s. Het is een hooggewaardeerd metaal omwille van het fraaie uiterlijk en de duurzaamheid. Het gaat in de loop van de tijd niet achteruit, het oxideert niet en wordt niet aangetast door zuren en basen. Enkel door een mengsel van salpeterzuur en zoutzuur, koningswater genoemd, wordt het aangetast.
4.4.1.1 Eigenschappen
In de onderstaande tabel zijn de eigenschappen van goud terug te vinden.
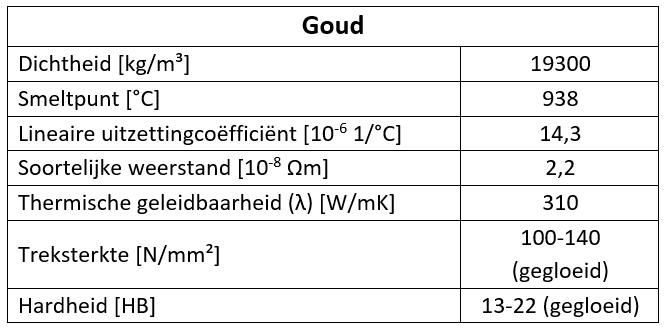
Tabel 4-11: eigenschappen van goud
Als men kijkt naar de eigenschappen van goud dan onderscheidt het zich van andere metalen doordat het:
• In lucht niet oxideert
• Eén van de beste elektrische geleiders is
• Zeer goed smeedbaar is
• Weerspiegelt 90 % of meer van de erop vallende infraroodstraling
4.4.2 Zilver
Net zoals als goud komt zilver in metallische vorm voor in de natuur. Er bestaan verschillende zilverlegeringen, de meeste voor sieraden. Denk maar aan Sterling zilver (zuiverheidsgehalte is 92,5 %).
4.4.2.1
In de onderstaande tabel zijn de eigenschappen van zilver terug te vinden.
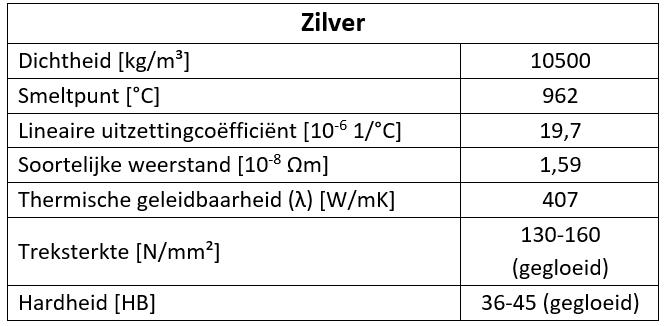
Tabel 4-12: eigenschappen van zilver
Zilver heeft enkele unieke eigenschappen, namelijk:
• Het heeft de grootste warmtegeleidbaarheid van alle metalen
• Het geleidt het best van al de elektriciteit
• Het is de beste reflector van zichtbaar licht.
5.1 Wat is het?
Het eerste dat bij je opkomt als je denkt aan corrosie is waarschijnlijk roest. Roest is namelijk een bijproduct van corrosie. Corrosie is een aantasting van metalen en/of legeringen door chemische inwerkingen. Wanneer metalen in aanraking komt met zuurstof uit de lucht, water, zuren, zouten of dampen ervan kunnen ze oppervlakkig ofwel volledig vernietigd worden. Of kunnen ze bedekt worden met een oxidelaagje. Met andere woorden het is de achteruitgang van een materiaal of de eigenschappen ervan als gevolg van een reactie met de omgeving. De kosten van corrosie worden in de Benelux geraamd op 4 à 5 % van bruto nationaal product (bnp).
De reden waarom corrosie ontstaat, heeft te maken met het feit dat bijna alle metalen in de natuur voorkomen onder de vorm van oxiden, sulfiden of andere verbindingen. Alle metalen die uit ertsen gewonnen worden, hebben de neiging naar deze vorm terug te keren door middel van corrosie. Corrosie van metalen is een elektrochemisch proces. Een essentiële voorwaarde om dit proces te laten doorgaan is de aanwezigheid van een elektrolyt (bv.: water). Een elektrolyt is een vloeistof die elektriciteit geleidt.
Het elektrochemisch proces wordt uitgelegd aan de hand van een voorbeeld. Als men stuk staal buiten ligt, gaat het roesten. Regenwater en condens bevatten opgeloste zuurstof (uit de lucht). De volgende reacties treden op:
Fe → Fe2+ + 2é (oxidatie)
O2 + 2H20 + 4é → 4OH- (reductie)
Het ijzerion (Fe2+) zal reageren met de hydroxylgroep (OH-) tot ferrohydroxide (dit is oranje van kleur).
2Fe2+ + 4OH- → 2Fe(OH)2 ↓
Als men het gecorrodeerde ijzer laat drogen dan zal er ijzeroxide (Fe2O3) ontstaan. Dit geeft de typische roestkleur.
4Fe(OH)2 + O2 → 2Fe2O3·H2O + 2 H2O
Als er geen elektrolyt (waterdamp in de lucht, regen) aanwezig zou zijn, dan zouden er geen elektronen kunnen uitgewisseld worden en zou het ijzer niet gaan roesten.
Er bestaan verschillende soorten corrosie, met name:
• Gelijkmatige corrosie
• Putcorrosie
• Galvanische corrosie
• Spleetcorrosie
• Spanningscorrosie
• Interkristallijne corrosie
• Selectieve corrosie
• Erosie-corrosie
De laatste twee worden niet besproken. De overige soorten worden hieronder één per één besproken.
Gelijkmatige corrosie is de eenvoudigste vorm van corrosie. Het is de gelijkmatige aantasting van alle oppervlakken die blootgesteld zijn aan een corrosieve stof. Want lucht bestaat uit grotendeels uit zuurstof (O2) en stikstof (N2), maar het bevat ook gassen zoals SO2, NO2. Deze gassen vormen met de waterdamp zuren. Deze zuren tasten de metalen aan. Ook de zuurstof zal zorgen voor corrosie (zie voorbeeld in paragraaf 5.1).
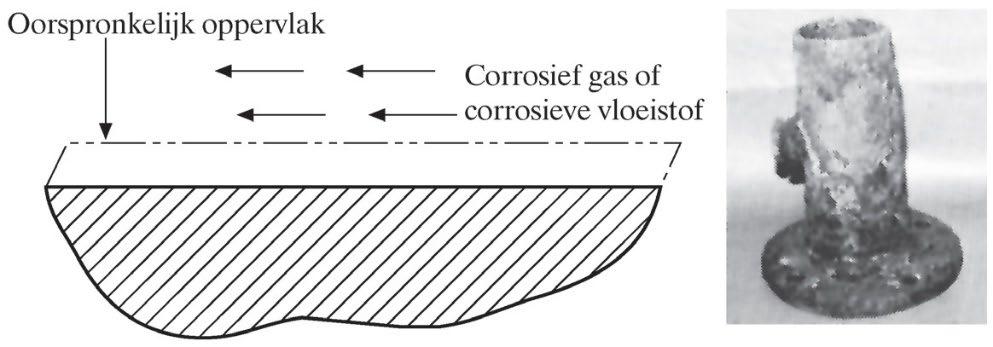
5.2.2
Putcorrosie is een plaatselijke vorm van corrosie waarbij er putten ontstaan in het oppervlak. Het wordt in veel gevallen veroorzaak door de chemische aard van de omgeving. Het is bekend dat zout water, chloorhoudende bleekmiddelen, halogeenhoudende oplossingen, brak water, reducerende anorganische zuren putcorrosie veroorzaakt. Ook bepaalde metalen, zoals roestvast staal, zijn zeer gevoelig voor putcorrosie. Zo vertonen austenitische roestvaste staalsoorten (bv. 304) putten in zout water.
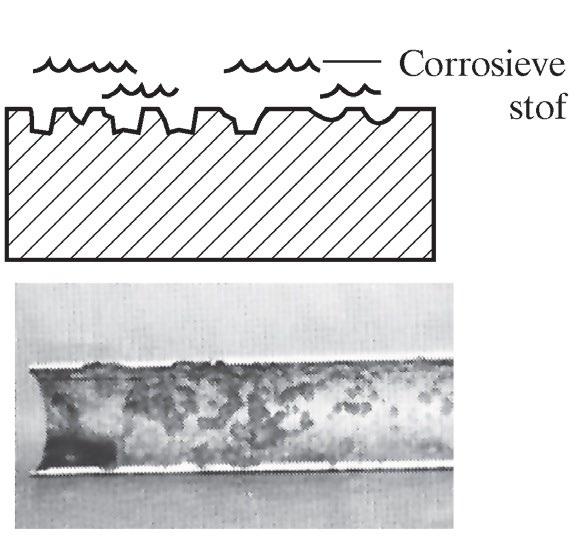
Galvanische corrosie ontstaat wanneer er twee verschillende metalen verbonden zijn in een elektrolyt. Als de twee metalen voldoende van elkaar verschillen, dat zal het ene fungeren als anode en zal het gaan corroderen. In onderstaand voorbeeld zal de aluminium vangrail aangetast worden, omdat het minst edel is.
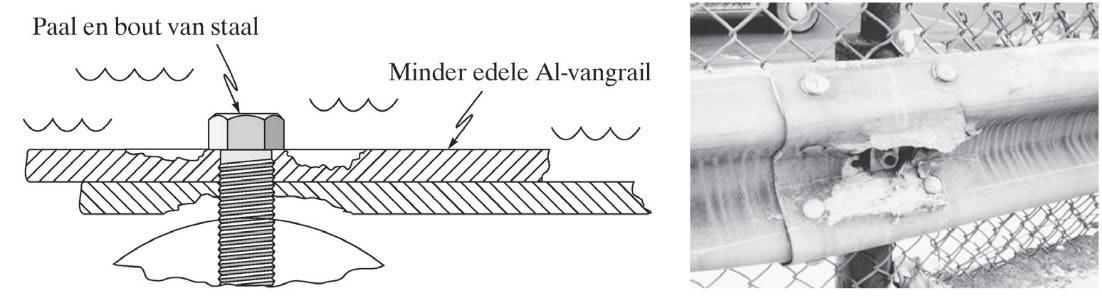
Figuur 5-3: galvanische aantasting van een aluminium vangrail die met bouten aan een stalen paal bevestigd is
Of er al of niet galvanische corrosie zal optreden kan afgeleid worden uit de spanningsreeks van metalen. De nevenstaande tabel geeft de spanningsreeks voor metalen in zeewater. Hoe verder de twee metalen van elkaar liggen in deze reeks, des te groter de corrosie zal zijn.
Een andere factor die een rol speel is de relatieve grootte van de anode en kathode. Als de anode klein is ten opzichte van de kathode (bv. een aluminium bout in een stalen plaat), dan wordt de anode sterk aangepast. Als de anode daarentegen groot is ten opzichte van de kathode (bv. een stalen bout in een aluminiumplaat), zal de aantasting gering zijn, ook al is het verschil in de spanningsreeks groot.
Je kan galvanische corrosie gemakkelijk voorkomen door geen verschillende metalen met elkaar te verbinden. Als het combineren van de metalen onvermijdelijk is, dan moet de twee metalen elektrisch geïsoleerd worden ten opzichte van elkaar. Op die manier kunnen er geen elektronen stromen van het ene naar het andere metaal.
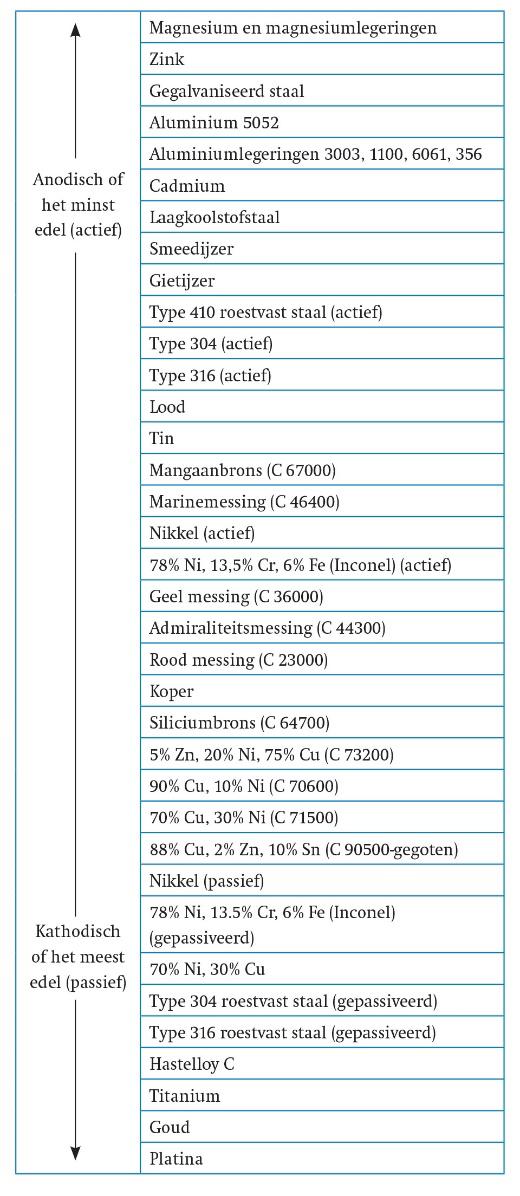
Tabel 5-1: spanningsreeks voor enkele metalen in zeewater
5.2.4 Spleetcorrosie
Spleetcorrosie is eveneens een plaatselijke corrosiesoort. Er treedt plaatselijke aantasting in een spleet tussen twee metaaloppervlakken of tussen een metaaloppervlak en een ander materiaal, zoals een plaatselijke materiaalafzetting op. Spleetcorrosie komt vaak voor bij slechte afgedichte pijpflenzen, onder boutkoppen die in vloeistoffen ondergedompeld zijn. Roestvast staal en aluminium zijn gevoelig voor spleetcorrosie
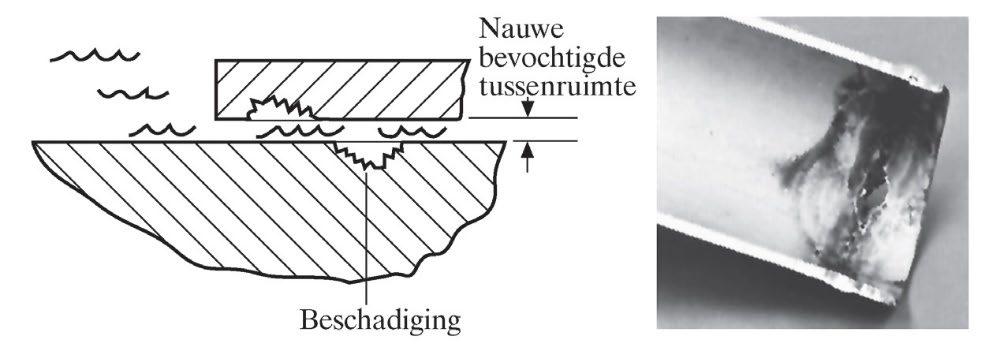
5.2.5 Spanningscorrosie
Bij deze corrosievorm treden er scheuren op door de gelijktijdige inwerking van een corrosief medium en trekspanningen. Het kan optreden in praktisch alle metalen. Men kan wel niet spreken van een materiaal dat gevoelig is aan spanningscorrosie, of een medium dat het veroorzaakt. Het is de combinatie van twee dat van belang is. Het kan optreden bij austenitische roestvast staal in chloorhoudende oplossingen, maar bij nitraathoudende oplossingen is er geen probleem. Bij ongelegeerd staal is net het omgekeerde. Spanningscorrosie ontwikkelt zich geleidelijk, het kan soms maanden duren vooraleer problemen optreden. Zuivere metalen zijn in het algemeen immuun voor spanningscorrosie.

5.2.6 Interkristallijne corrosie
Bij deze corrosie treedt er corrosie op langs de korrelgrenzen in metalen. De kristallen zelf blijven vrijwel onaangetast. Deze corrosie ontstaat wanneer het materiaal een lange tijd op een hoge temperatuur verblijft. Waardoor er segregatie van de legeringselementen bij de korrelgrenzen optreden.
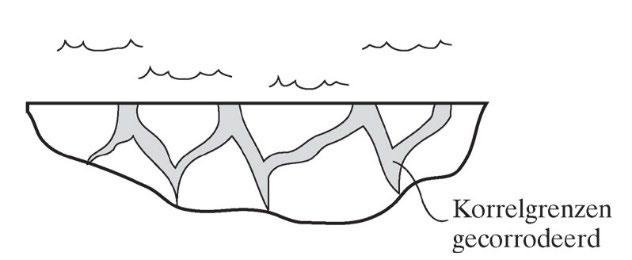
Figuur 5-6: interkristallijne corrosie
Bij roestvast staal ontstaan er bij een temperatuur tussen de 400 à 850 °C (bv. bij het lassen) chroomcarbiden in de korrelgrenzen. Deze worden gevormd uit koolstof en chroom. Hierdoor neemt het chroomgehalte in de korrelgrenzen af, het wordt in feite laaggelegeerd staal. In veel omgevingen worden de chroomarme korrelgrenzen gemakkelijk aangetast. Een oplossing is om koolstofarme roestvaste stalen, de L-versies, te gebruiken. Het koolstofgehalte bij deze stalen is te laag om chroomcarbiden te kunnen vormen.
5.3
Als er geen geschikt materiaal gevonden kan worden voor een bepaalde corrosieve omgeving en toepassing, omwille van de kosten, de eisen aan de mechanische eigenschappen moet men op zoek naar een methode om de corrosie te verweren/te voorkomen. Er bestaan een methoden om corrosie te bestrijden, namelijk:
• Voorbehandelingen
• Deklagen
• Kathodische bescherming
• Anodische bescherming
• Een goed ontwerp
5.3.1 Voorbehandelingen
Vooraleer men een coating of deklaag moet al het vuil, olie, vet en oxidelaagjes verwijderd worden. Om deze manier wordt er een goede hechting verkregen.
5.3.1.1 Verwijderen van vet, olie en vuil
Deze onzuiverheden kunnen verwijderd worden in speciale baden gevuld met oplosmiddelen. Naargelang de aard van de onzuiverheid gebruikt men: benzine, zoutzuur-, zwavelzuur- en fosforzuurbaden. Indien nodig worden de werkstukken in warmwaterbaden gespoeld om de resten van oplosmiddelen te verwijderen. Vet, vuil en verf kan ook verwijderd worden door de werkstukken af te stomen onder hoge druk.
5.3.1.2 Verwijderen van oxidelaagjes
Wanneer werkstukken weinig geoxideerd zijn kunnen deze met een staalborstel reinigen. Meer aangetaste oppervlakken worden met zand- of staalstralen onder hoge druk behandeld. De laatste oxiderestjes kunnen door beitsen worden weggenomen. Hierbij worden de voorwerpen gedompeld in een bad van zout-, zwavel- of fosforzuur
5.3.2 Deklagen
Een metalen voorwerp kan beschermd worden tegen corrosie door deze te voorzien van een deklaag. Dit kan zowel een metalen als een niet-metalen laag zijn. Zie ook TB blz. 182.
5.3.2.1 Metalen deklaag
Niet alle metalen zijn geschikt als beschermende laag. Je moet immers het gedrag bepalen van de grondlaag t.o.v. de beschermende laag. Volgens de spanningsreeks (zie Figuur 5-7 ) wordt het minst edele metaal aangetast.
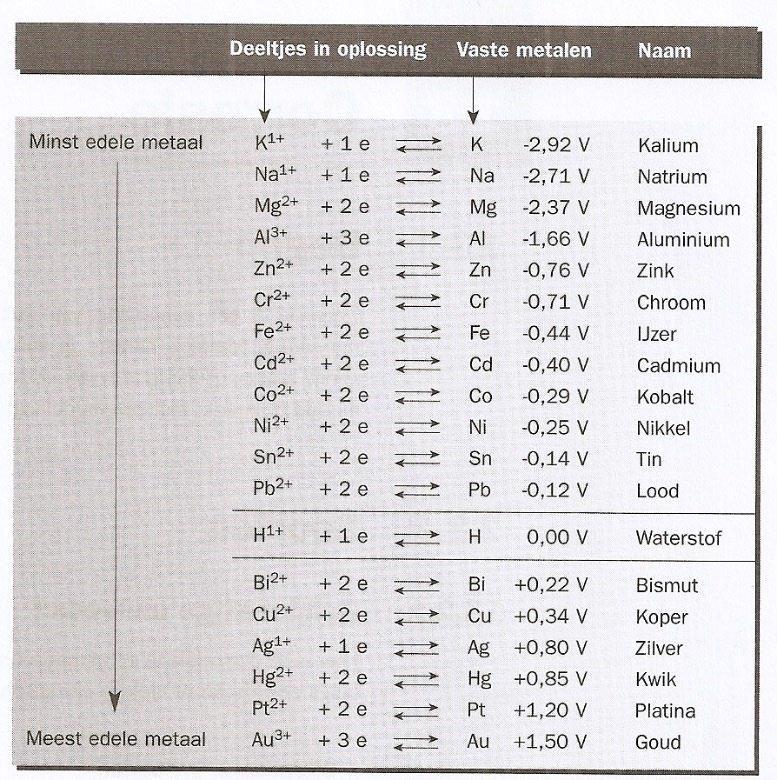
5-7: elektrochemische spanningsreeks
Bij een kleine aantasting van de deklaag doet zich het volgende voor. Wanneer een stalen voorwerp voorzien zou worden van een nikkellaag, dan zal het voorwerp aangetast worden als de deklaag beschadigd is. Bij een zinklaag doet dit zich niet voor (zie onderstaande figuren).
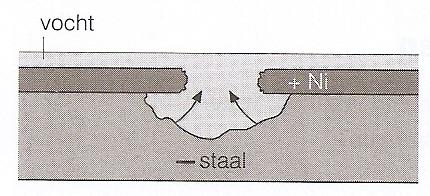
5-8: beschadiging van de Ni-laag, staal wordt aangetast
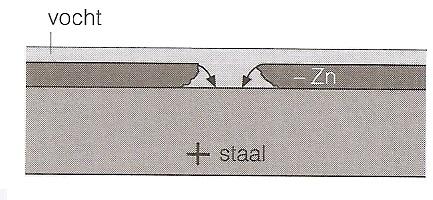
5-9: beschadiging van de Zn-laag, de zinklaag wordt aangetast
De metalen deklagen kunnen op verschillende manieren aangebracht. Deze worden hieronder besproken. Een overzicht is ook terug te vinden in de tabellenboek op blz. 182.
5.3.2.1.1 Indompelingsmethode
Een dun laagje van een metaal met een laag smeltpunt (bv. zink, tin) wordt op het werkstuk aangebracht door het werkstuk onder te dompelen in een bad van vloeibaar zink of tin. Bij een metalen met een hoger smeltpunt is de kans op vervorming veel groter.
5.3.2.1.2 Thermisch verzinken
Thermisch verzinken is een veel gebruikte methode om stalen voorwerpen te beschermen tegen corrosie. Deze methode bestaat erin dat de afgewerkte stalen voorwerpen gedompeld worden in vloeibaar zink (450 à 460 °C) gedurende enkele minuten (zie Figuur 5-10). Tijdens het verzinkingsproces ontstaat er een legering tussen staal en zink. De bovenste laag bestaat uit zuiver zink. De totale laagdikte bedraagt ongeveer 100 μm, afhankelijk van de wanddikte van het te beschermen materiaal.
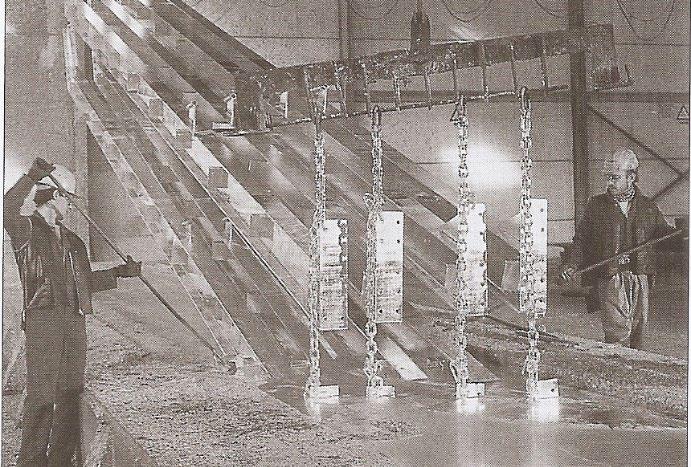
5.3.2.1.3 Elektrolytische bescherming (= galvaniseren)
Bij deze procedure wordt de beschermlaag op een elektrochemische manier aangebracht. Het te bekleden materiaal wordt verbonden met de negatieve pool (= kathode) van de gelijkstroombron. De anode is een koperen-, nikkel-, chroom-, zinkenplaat, … De anode en kathode wordt geplaatst in een metaalzoutbad (bij zink is dat ZnSO4) dat met de bekleding overeenkomt. Wanneer er een stroom vloeit valt de anode geleidelijk uiteen. Het metaal van de anode gaat zich afzetten op het werkstuk en bekleedt het met een gelijkmatige beschermlaag.
5.3.2.1.4 Platteren
Bij deze methode wordt het bedekkingsmateriaal geplet (gewalst), in warme toestand, op het te bedekken materiaal. Mogelijke platteermaterialen voor staal zijn: aluminium (Al), koper (Cu), koperlegering, nikkel (Ni) en roestvast staal.
5.3.2.1.5 Spuiten of metalliseren
Het bedekkingsmateriaal wordt door een vlam of elektrische vlamboog gesmolten en met perslucht opgespoten.
5.3.2.1.6 Sherardiseren of diffusieverzinken
Kleine stalen en gietijzeren voorwerpen worden in Zn-poeder verwarmd in een afgesloten ruimte. Hierdoor worden de voorwerpen bedekt met een gelijkmatige, goed hechtende zinkijzerlegeringslaag. De laag is identiek als bij het thermisch verzinken maar het is dunner.
5.3.2.2 Niet-metalen deklaag
Naast een metalen deklaag te voorzien, kan er op de werkstukken een niet-metalen laag aangebracht worden. Een overzicht is ook terug te vinden in de tabellenboek op blz. 182.
5.3.2.2.1 Inoliën en invetten
Deze methode wordt toegepast bij de meeste staal- en gietijzersoorten voor een beperkte duur.
5.3.2.2.2 Fosfateren
Bij fosfateren wordt er fosforzuur vermengd met zink (Zn) of mangaan (Mn) en verwarmd tot ongeveer 100 °C. Het te behandelen werkstuk wordt circa 1 uur in het bad opgehangen.
Na het fosfateren wordt er meestal gepassiveerd. Hierbij worden de poriën gesloten, ook wel sealen genoemd. De werkstukken worden hiervoor behandeld met een salpeteroplossing. Gefosfateerde lagen bieden geen voldoende bescherming tegen corrosie.
5.3.2.2.3 Verven en lakken
Men kan het gezuiverde voorwerp voorzien worden van verflaag. Bij lakken wordt het voorwerp eerst gestaalstraald, vervolgens ontvet en gefosfateerd en als laatste gelakt.
5.3.2.2.4 Emailleren
Een mengsel van verfstoffen met glaspoeder wordt aangebracht door te spuiten onder druk of door indompelen. Deze laag wordt op het metaal gesmolten bij een temperatuur van ± 700 °C. Omwille van hun glasachtig karakter zijn de emaillagen bros-, schok- en temperatuurgevoelig.
5.3.2.2.5 Kunststofbedekking
De voorwerpen kunnen voorzien van een kunststoffen laag. Men smelt dan een poederlaag van PVC, PE of PA, … op het metaal. Een andere mogelijkheid is dat men film aanbrengt door het erop te walsen. De kunststoffen laag moet minimaal 1 mm dik zijn, geen gaatjes bevatten en mag niet reageren met de omgeving. Anders biedt de laag weinig bescherming.
5.3.2.2.6 Zwarten
Het werkstuk wordt verwarmd tot het donkerrood ziet, daarna wordt het in een oliebad ondergedompeld. Vervolgens wordt het opnieuw opgewarmd voor het inbranden. Het resultaat is een matzwart oppervlak.
5.3.3
Bij galvanische corrosie hebben we gezien dat wanneer er een actief metaal gekoppeld wordt met een edeler metaal het actief metaal zal corroderen. Dit principe kan gebruikt worden voor kathodische bescherming De methode bestaat erin dat ondergrondse stalen leidingen, tankschepen, stookolieketels beschermd worden door een blok onedel metaal, bv. zink op of in de buurt van het te beschermen voorwerp te plaatsen (zie onderstaande afbeelding).
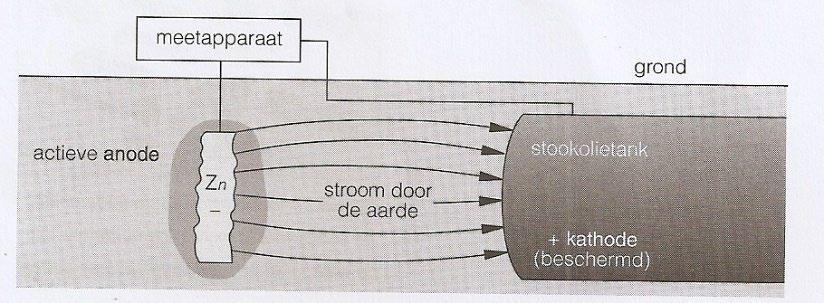
In een vochtige omgeving (elektrolyt) vormen zink en staal een galvanisch element waarbij het zink (anode) in oplossing gaat en het staal (kathode) onaangetast blijft. Na verloop van tijd moet de anode (het zink) vervangen worden, aangezien deze volledig door corrosie omgezet is in zinkzouten.
5.3.4 Anodische bescherming
Een voorbeeld van anodische bescherming is het anodiseren van aluminium (zie ook hoofdstuk 4). Hier wordt het aluminium voorwerp verbonden met de +-pool (anode) van de gelijkspanningsbron. Het wordt ondergedompeld in een bad van verdund zwavelzuur. Als kathode wordt er een loodplaat gebruikt. Op die manier wordt het aluminium voorwerp bedekt met een laagje aluminiumoxide.
5.3.5 Een goed ontwerp
Corrosie kan in belangrijke mate verminderd worden door een goed ontwerp. Hieronder worden er enkele ontwerpadviezen besproken om de kans op corrosieproblemen te verminderen.
5.3.5.1 Een goede lastechniek
Onvolledige lasverbindingen, zoals te zien is in de nevenstaande figuur, kunnen leiden tot spleetcorrosie. In corroderende omgevingen zijn onvolledige lassen in het algemeen slecht. Lasverbindingen moeten zo ontworpen worden dat ze gemakkelijk na geslepen kunnen worden. Bij roestvast staal is het afschermen met inert gas (TIG- en MAG-lassen, zie ook hoofdstuk 11) of het schoonbeitsen na het lassen noodzakelijk om corrosie door verontreiniging te voorkomen.
Figuur 5-13: spleet bij onvolledige las
In de Figuur 5-14 wordt er staal gelast aan roestvast staal. Het probleem dat kan optreden is dat het roestvast staal plaatselijk verarmd wordt (chroom gaat eruit). De oplossing bestaat erin om gebruik te maken van een roestvaste stalen bus, die gelast is met een roestvast lasmetaal.
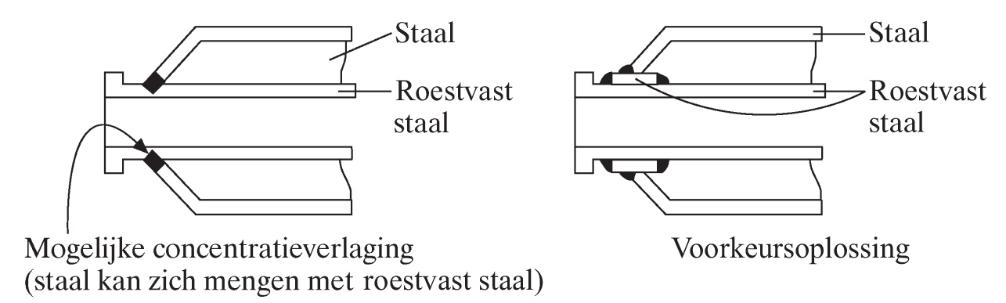
5.3.5.2 Het vermijden van spleten
Zoals te zien is in nevenstaande figuur, kan er onder boutkoppen spleten voorkomen. Deze kunnen aanleiding geven tot spleetcorrosie. Een oplossing kan zijn om een goede passende pakking, die de corrosieve stof tegenhoudt, te gebruiken.
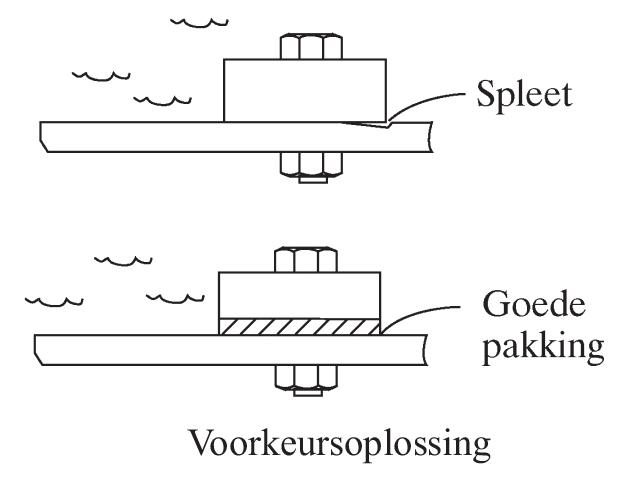
5.3.5.3 Het vermijden van galvanische koppels
Combinaties van metalen die in de spanningsreeks ver uit elkaar staan moeten vermeden worden. Als er koudvervormde elleboogstukken aan een gegloeide buis gelast worden, kan er een galvanisch koppel ontstaan. Alle onderdelen moeten zich in dezelfde spanningstoestand verkeren. Als een combinatie van twee verschillende metalen onvermijdelijk is, kunnen de metalen elektrisch geïsoleerd worden van elkaar. Of kan er gebruik gemaakt worden van een goede grootteverhouding tissen de anode en de kathode. Een bout van roestvast staal in een grote aluminiumplaat zorgt voor een gunstige verhouding. De anode (hier het aluminium), het metaal dat corrodeert, is heel groot en de kathode (hier het roestvast staal), het beschermde metaal is klein. Het omgekeerde, aluminium bouten in een roestvast stalen plaat zou rampzalig zijn.
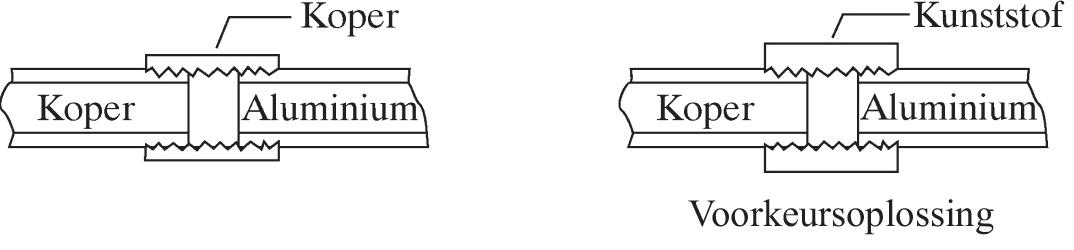
5-16: vermijden van galvanische koppels
5.3.5.4 Erosie-corrosie
Bij het gebruik van metalen die hun corrosieweerstand bekomen aan passiverende films, moeten de vloeistofstroomsnelheden lager blijven dan de drempelwaarden waarboven die films afgebroken worden. In de nevenstaande tabel zijn de drempelsnelheden van een aantal materialen in zeewater vermeldt.
5.3.5.5 Passivering

Tabel 5-2: drempelsnelheid voor erosie in zeewater*
Vaten en apparatuur die vervaardigd zijn uit roestvast staal moeten altijd gebeitst (gepassiveerd) of geslepen worden om ijzerdeeltjes van het fabricageproces te verwijderen. Als dit niet gedaan worden kan er putcorrosie ontstaan onder de ijzerafzettingen.
5.3.5.6 Contact met zeewater
Laaggelegeerd koper en brons zijn betrouwbare materialen om te gebruiken in zeewater. Zuiver titanium wordt gebruikt voor allerhande veeleisende toepassingen in zeewater, zoals ontziltingsinstallaties. Conventionele austenitische roestvast staalsoorten zijn gering bestand tegen zeewater (bij kamertemperatuur). Bepaalde roestvaste staalsoorten zijn speciaal ontwikkeld voor veeleisende toepassingen in zeewater.
5.3.5.7 Toepassen van corrosietoeslagen
Als van een stof bekend is dat deze een bepaalde metaal corrodeert, moet aan de wanddikte van een opslagvat van dat metaal een corrosietoeslag toegevoegd worden. Deze toeslag is gebaseerd op de jaarlijkse corrosie en de verwachte levensduur.
Kunststoffen zijn meestal polymeren waaraan toevoegingen zijn toegevoegd. Zoals in hoofdstuk 1 is vermeld zijn polymeren lange ketens of netwerken van monomeren.
De volledige synthetische kunststoffen kunnen onderverdeeld worden in drie grote groepen:
• De thermoplasten
• De thermoharders
• De elastomeren
6.1 Thermoplasten
6.1.1 Opbouw
Bij thermoplasten zijn de ketens lineair of vertakt. De ketens zijn onderling niet meer verbonden met elkaar (zie Figuur 6-1). Thermoplasten kunnen terug vloeibaar gemaakt worden door ze op te warmen. Het is echter niet zo dat ze onmiddellijk in de vloeibare fase overgaan. Ze komen eerst terecht in een rubberachtige toestand, dit gebeurt bij de glasrubber overgangstemperatuur. Bij verdere opwarming gaat het geleidelijk over in een vloeistof. Bij afkoeling wordt het terug vast. Smelten en stollen zijn onbeperkt mogelijk, maar bij elke opwarming breken er enkele moleculen af. Hierdoor nemen de eigenschappen van de kunststof af.
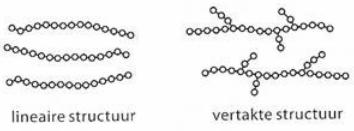
Thermoplasten kunnen amorf of semi-kristallijn zijn. Bij amorfe kunststoffen zijn de ketens ongeordend. Het is te vergelijken met een pot spaghettislierten. Ze ontstaan door de kunststof uit vloeibare toestand zeer snel af te koelen. De moleculen die zich in vloeibare toestand willekeurig ten opzichte van elkaar bewegen hebben de tijd niet om zich te ordenen Amorfe kunststoffen zijn bros en transparant.
Bij gedeeltelijke kristallijne kunststoffen zijn de ketens gedeeltelijk geordend (zie Figuur
6-3). Ze ontstaan door langzaam af te koelen vanuit de smelt
Hoe hoger de kristalliniteitsgraad, hoe groter:
• De dichtheid
• De elasticiteitsmodulus
• De vloeigrens
• De slijtageweerstand
En hoe kleiner:
• De thermische uitzetting
• De wateropname
6.1.2 De belangrijkste thermoplasten
Als je kijkt de benamingen van thermoplasten dan kom je vaak het woord poly tegen. De naam achter ‘poly’ geeft de grondstof aan waaruit de kunststof ontstaan, bv.: polyetheen wordt gemaakt door het samenvoegen etheenmoleculen (= polymerisatie) Een overzicht is terug te vinden in de tabellenboek op blz. 186.
6.1.2.1 Polyetheen (PE)
Polyetheen is een vrij zacht en taai. Het is semi-kristallijn en komt in drie hoofdtypen voor:
• Lage dichtheid PE (LDPE) met een dichtheid van 920 kg/m³
• Hoge dichtheid PE (HDPE) met een dichtheid van 950 kg/m³
• Lineair-low-density PE (LLDPE) met een dichtheid van 920 à 950 kg/m³
De stijfheid neemt sterk toe naarmate de dichtheid toeneemt. De drie typen verliezen hun stijfheid naarmate de temperatuur toeneemt en het smelt bij een temperatuur van 105 à 130 °C. Het wordt gebruikt voor verpakkingsfolie, zakken, buizen, emmers, kratten, flessen, …

6-4: toepassingen van HDPE
6.1.2.2
Deze kunststof lijkt goed op polyetheen, maar is iets harder en stijver dan HDPE. Het is een kristallijne kunststof die smelt bij een temperatuur van circa 165 °C. De slagsterkte bij lage temperaturen is niet goed. Daarom wordt bij veel toepassingen wat rubber toegevoegd. Polypropeen wordt toegepast in de volgende situaties: verpakkingsfolie, vezels, kratten, buizen, …
6.1.2.3 Polyvinylchloride (PVC)
PVC is een harde, amorfe kunststof dat bij circa 85 °C week wordt. Om de slagsterkte te verbeteren worden er welbepaalde soorten rubber toegevoegd. De voornaamste toepassingen zijn: buizen, dakgoten, gevelpanelen, kabels, elektrische isolaties, … Men kan PVC zachter en flexibeler maken door weekmakers toe te voegen. Men spreekt dan van week gemaakt of geplastificeerd PVC. Het wordt gebruikt voor stoffering (kunstleer), kledij (bv.: lakjas), slangen, folies, …


6.1.2.4
Polysteen is een hard, amorfe en zeer brosse kunststof. De grootste toepassing van polystyreen is piepschuim of geëxpandeerd polystyreen (EPS). Dit schuim wordt bekomen door CO2 of heptaan toe te voegen aan het polystyreen en wordt toegepast als verpakkings- en isolatiemateriaal.

De slagsterkte van polystyreen kan verbeterd worden door rubber toe te voegen. Men spreekt dan van High Impact Polystyreen (HIPS). PS wordt toegepast voor koffiebekertjes, huishoudelijke artikels, …

6.1.2.5 Acrylonitril-butadieen-styreen (ABS)
ABS heeft een hoge slagsterkte en is bestand tegen hogere temperaturen (verwekingstemperatuur is ± 110 °C). Het wordt vooral toegepast in de automobielindustrie, legoblokjes, computerbordtoetsen, reiskoffers, …

6.1.2.6 Polymethylmethacrylaat (PMMA)
Dit kunststof is beter gekend onder de benaming Plexiglas. Het is een vrij hard, volledig amorf en transparant. De meeste toepassingen zijn omwille van de optische eigenschappen: lichtreclames, decoratiemateriaal. Dit materiaal mag NOOIT gebruikt worden als veiligheidsglas (bv. Als machineafscherming) omdat het bros breekt!
6.1.2.7 Polyoxymethyleen (POM)
Dit is een kristallijne kunststof met een smeltpunt van 180 °C. De mechanische eigenschappen van POM zijn van dien aard dat POM geleidelijk in een aantal toepassingen metalen vervangt. Veel technische onderdelen worden vervaardigd uit POM, zoals: tandwielen, staven, handvaten, veren, schroeven, …

6.1.2.8 Polyetheentereftalaat (PET)
PET is een thermoplastisch polyester (zie verder). Dat vooral toepassing vindt als textielvezel en in folies, flessen (de PET-fles) en spuitgietartikelen.

6.1.2.9
Het is een transparant polymeer met uitstekende mechanische eigenschappen. De slagsterkte van PC is uitzonderlijk hoog. De combinatie van hardheid, slagvastheid, weerbestendigheid en transparantie maken dit kunststof bijzonder geschikt voor bouwkundige beglazings- en beveiligingstoepassingen. Het wordt ook gebruikt voor cd, dvd’s, veiligheidsbrillen, helmen, politieschilden.
6.1.2.10
Dit is het meest gekend onder de handelsnaam Teflon. Het heeft een hoog smeltpunt (327 °C), zeer goed bestand tegen chemicaliën en een zeer lage wrijving. Het is wel een zwak en een duur materiaal. Het wordt toegepast in lagers, buizen, afdichtingen, …

6.2.1
Bij thermoharders vormen de ketens een 3D-structuur met nauwe mazen (zie Figuur 6-16). Door het feit de ketens onderling met elkaar verbonden zijn, behouden ze hun starre structuur wanneer ze opgewarmd worden. Deze kunststoffen zijn dus temperatuurbestendig en ze kunnen niet opnieuw plastisch vervormd of gesmolten worden. Bij hoge temperaturen zullen thermoharders wel ontbinden (verbranden).
6.2.2
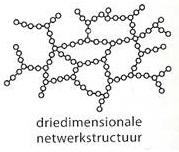
Figuur 6-16: opbouw van thermoharders
Een overzicht is terug te vinden in de tabellenboek op blz. 187.
6.2.2.1 Fenol-formaldehyde (PF)
Fenol-formaldehyde is beter bekend onder de handelsnaam Bakeliet. Dit is de eerste synthetische kunststof. Het werd ontwikkeld door onze landgenoot Leo Baekeland rond 1907. Het werd vorige eeuw veel gebruikt. Tegenwoordig wordt het onder andere gebruikt voor handvatten voor keukenpannen, lampfittingen, doppen medicijnflessen, … Het grootste nadeel van deze thermoharder is dat het behoorlijk bros is. Het heeft wel een geringe vochtabsorptie, een relatief hoge gebruiktstemperatuur (± 200 °C). Fenolharsen werd ook veel gebruikt als kleefstof in multiplex, kleefstof voor glasvezelisolatie.
6.2.2.2 Melamine-formaldehyde (MF)
Dit materiaal is stijf, goedkoop en laat zich gemakkelijk kleuren. Verder heeft het een goede taaiheid, is het zeer slijtagebestendig en bestand tegen temperaturen tot net onder 150 °C. Het wordt veel gebruikt bij laminaatoppervlakken, decoratieve panelen onder de handelsnaam Formica ®.
6.2.2.3
Epoxy leent zich om voor het impregneren van vezelmateriaal. Wanneer het uitgehard is, spreekt men van een composietmateriaal. Daarnaast wordt het toegepast als basis voor veel producten, denk maar aan epoxylijm, epoxyhars, epoxyvloer, verf. Epoxy heeft een druk- en treksterkte dat twee keer zo groot als dat van beton. Omwille van vloeistofdichtheid wordt toegepast als vloerbedekking (zie nevenstaande figuur). Epoxy heeft wel als nadeel dat het verkleurt door UV-licht.
6.2.2.4

De polyesters zijn een groep kunststoffen, die ingedeeld kunnen worden in twee categorieën, namelijk:
• Thermohardende harsen
• Thermoplastische polyesters
Het zijn vooral de thermohardende harsen die gebruikt wordt als harsmateriaal in versterkte composieten. Dit materiaal wordt toegepast bij boten, tanks, …
De thermoplastische polyesters worden vooral gebruikt in kleding, polyester autobandversterking.
Polyurethanen vormen een grote familie van polymeren. De eigenschappen kunnen variëren van een onbuigzaam thermohardend materiaal tot rubber of een thermoplastisch elastomeer. In feite worden de polyurethanen voornamelijk gebruikt voor schuimplastics. De onbuigzame schuimplastics worden vaak gebruikt in auto’s en vrachtwagen voor dashboards. Daarnaast als isolatiemateriaal, pur-schuim in spuitbussen, …

6.3.1 Opbouw
Elastomeren zijn polymeren die rubberachtige eigenschappen hebben. Ze kunnen aanzienlijk uitgerokken worden, wanneer de belasting wegvalt keert het snel terug naar zijn oorspronkelijke afmetingen
Elastomeren hebben eveneens een 3D-structuur maar de mazen zijn groter in vergelijking met de thermoharders.
Rubbers bestaan uit lange ketens, net zoals bij thermoplasten. Maar om te voorkomen dat ze vloeien wanneer ze belast worden, worden ze lokaal met elkaar verbonden, verknoopt.
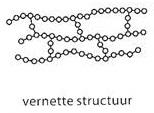
Deze verknoping noemt men vulkaniseren en werd oorspronkelijk tot stand gebracht door zwavelatomen. Tegenwoordig worden ook andere vulcanisatiemiddelen gebruikt, zoals metaaloxides. Door deze dwarsverbindingen, ook wel crosslinks genoemd, keert de stof terug naar zijn oude vorm wanneer er niet meer aangetrokken wordt.
6.3.2 De belangrijkste elastomeren
6.3.2.1 Styreen-butadieen rubber (SBR)
SBR is de belangrijkste synthetische rubber. De vulkanisatie gebeurt met zwavel, de versterking met roet. SBR wordt veel gebruikt in banden voor personenauto’s omwille van de goede combinatie van slijtvastheid en wrijving op de weg. Andere toepassingen van SBR zijn schoenzolen, pakkingen.
6.3.2.2 Nitrilrubber (NBR)
Deze rubbersoort wordt vaak N-rubbers genoemd. Wat er speciaal is aan deze rubbers is dat ze niet opzwellen wanneer ondergedompeld worden in petroleumolie enbrandstof Het is ook goed bestand tegen rubber. Het wordt toegepast voor O-ringen in hydraulische installaties, voor benzineslangen, dichtingen in transmissies, oliebestendige zolen van werkschoenen, handschoenen, …


6.3.2.3
Butylrubber heeft de eigenschap dat het een zeer lage luchtdoorlaatbaarheid heeft. Het is ook goed bestand tegen veroudering en ozon. Omwille van deze twee redenen wordt het veel gebruikt voor binnenbanden en voor de binnenbekleding in antilekbanden. Het is echter wel niet goed bestanden tegen olie. Dit kan enigszins verbeterd worden door chloor toe te voegen (chloorbutylrubber). De toevoeging van chloor heeft ook een positieve invloed op de weerstand tegen warmte en de verwerkbaarheid.
6.3.2.4 Chloropreenrubber (CR)
Deze rubbersoort is beter bekend onder de handelsnaam neopreen. Het heeft een goede weerstand tegen weersinvloeden, zonlicht en het heeft een bijzonder hoge chemische resistentie. Het wordt in de industrie veel toegepast voor transportbanden, afdichtingen, stootkussens, rubberslangen in auto’s. Het wordt ook gebruikt wetsuits voor duikers.
6.3.2.5 EPM- en EPDM-rubber
Beide rubbers zijn uitzonderlijk goed bestand tegens weersinvloeden en veroudering. Ze bieden een goede weerstand tegen warmte en hebben uitstekende elektrische eigenschappen. Beide rubbers worden veelvuldig gebruikt transportbanden en andere toepassingen in de buitenlucht. EPDM wordt ook als dakbedekking omdat het bestand is tegen zonlicht en het weer. Het is echter wel niet bestand tegen olie.



6.3.2.6
Deze rubbersoort is de rubbervariant van de polyurethanen. Een bekende handelsnaam van polyurethaanrubber is Vulkollan®. Dit materiaal heeft een hoge trek- en druksterkte, een goede scheurweerstand en het bijzonder slijtvast. Het is ook goed bestand tegen oliën, smeervetten, benzine. Het wordt toegepast voor aandrijfwielen, geleiderollen.
Daarnaast worden de rubbers met een blaasmiddel verwerkt tot schuim. De polyurethaanmatrassen en kussens vallen onder deze categorie. Maar ook de schuimen toegepast in de hoofd- en armsteunen in de auto’s.

6.4 Voor- en nadelen van kunststoffen
6.4.1 Voordelen
Kunststoffen kent heel wat voordelen, zoals:
• Het is licht, de dichtheid bedraagt 1000 à 1500 kg/m³
• Het is gemakkelijk te verwerken en te vervormen
• Het geleidt beperkt de warmte
• Het is (elektrisch) isolerend
• Het is duurzaam, herbruikbaar
• Het is onderhoudsvriendelijk
• Het heeft een goede stootvastheid en mechanische demping
• Het is goedkoop
6.4.2 Nadelen
Het is niet al positief, het kent ook enkele nadelen.
• De maximale gebruikstemperatuur is beperkt.
• De sterkte is minder dan metalen
• Wanneer kunststoffen opgewarmd worden, zetten ze veel uit. De uitzettingscoëfficiënt is 5 à 10 keer groter dan deze van staal.
• Het is brandbaar, de meeste dan toch.
De verschillende kunststoffen kunnen van elkaar onderscheiden worden door een vlamtest uit te voeren. In de onderstaande tabel of tabellenboek blz. 170 wordt aangegeven hoe men een bepaalde kunststof kan herkennen bij een vlamtest.
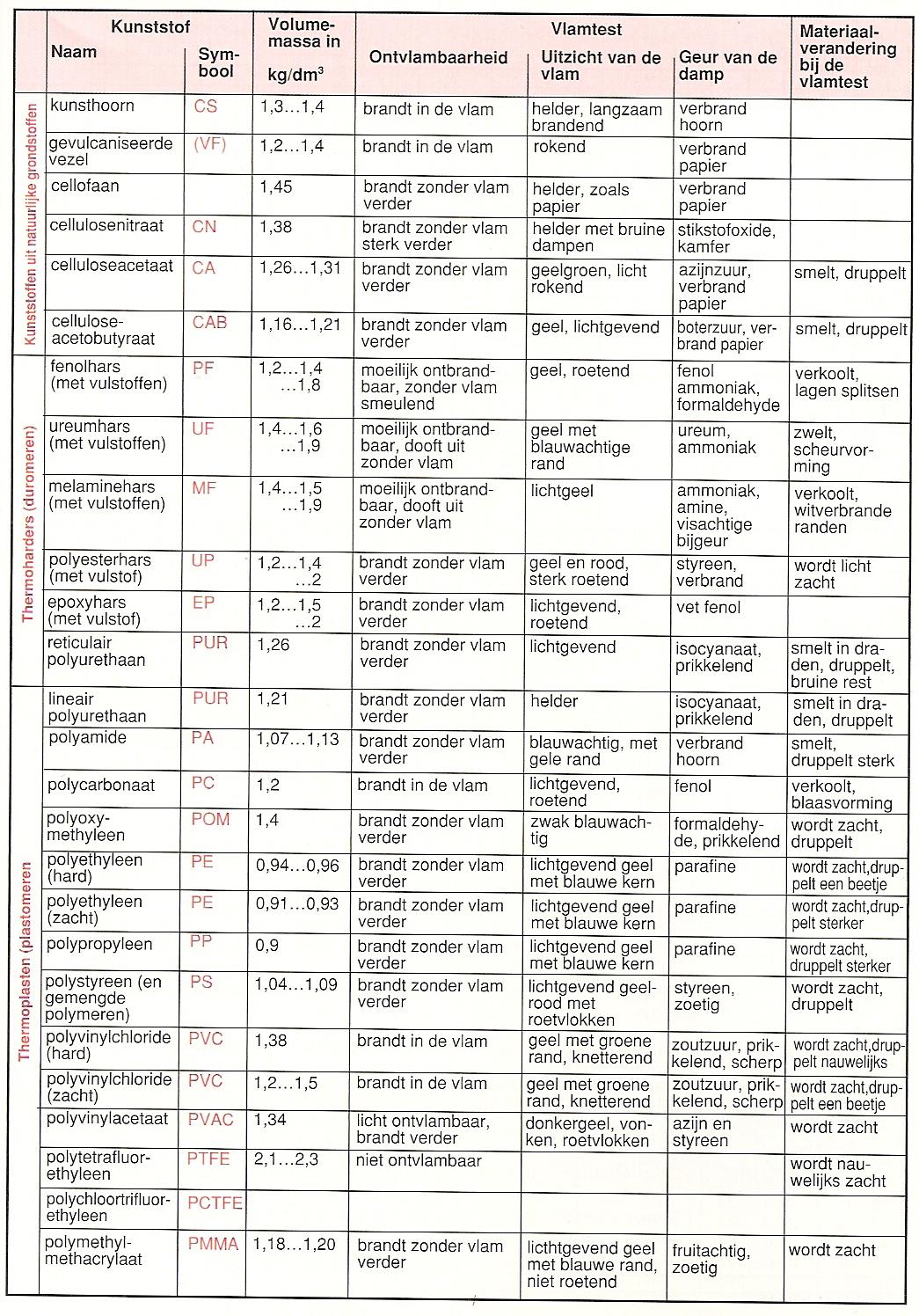
Een composiet is een materiaal dat samengesteld is uit twee of meer verschillende materialen. De composietmaterialen zijn opgebouwd uit matrixmateriaal en versterkingsmateriaal (zie onderstaande figuur).
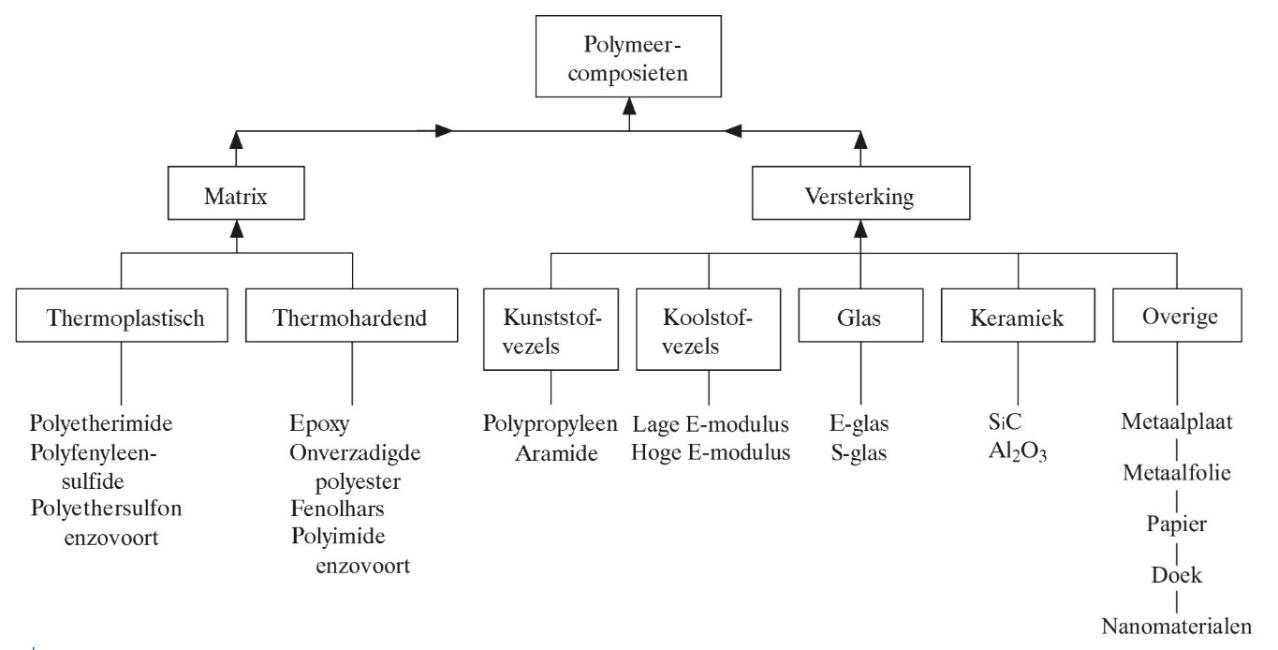
Figuur 7-1: overzicht van de mogelijke matrixmaterialen en versterkingsmaterialen
Het versterkingsmateriaal, wat meestal glas-, koolstof-, of kunststofvezels zijn, zorgt voor de sterkte en de stijfheid. Het matrixmateriaal, vaak epoxy of polyester, beschermt de versterking en houdt het samen. Het zorgt ook voor een goede oppervlakteafwerking en voor de chemische weerstand van het product.
Meestal bevat de composieten 20 tot 50 % versterkingsmateriaal. In sommige gevallen kan dat oplopen tot 70 %.
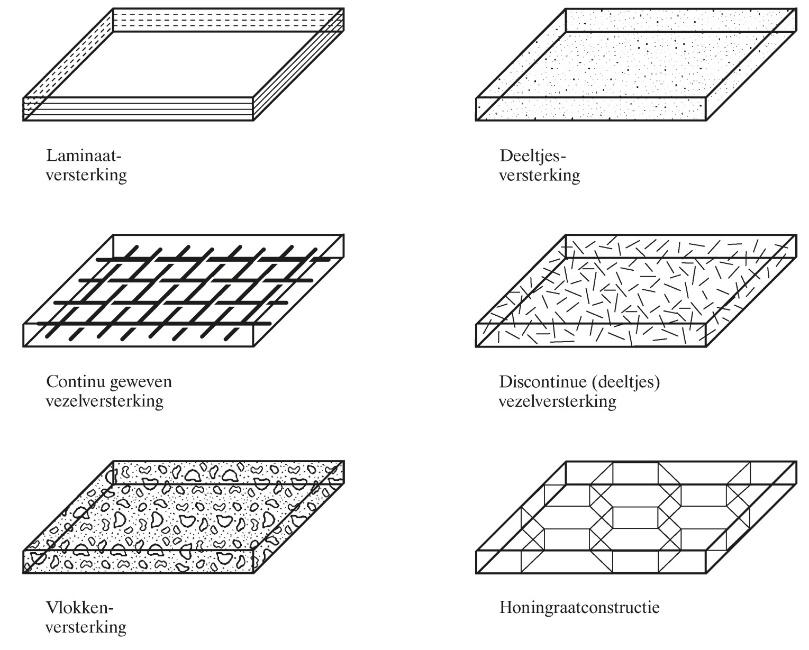
Figuur 7-2: de soorten versterkingen
7.2.1
Als matrixmateriaal worden er overwegend thermoharders gebruikt. De fenolharsen, epoxyharsen, onverzadigde polyesterharsen zijn de meest toegepaste.
Fenolharsen zijn hard en onbuigzaam. Ze zijn stijver dan de meeste gewone kunststoffen. Ze hebben tevens ook goede elektrische eigenschappen. De epoxyharsen zijn waarschijnlijk het belangrijkste matrixmateriaal voor hoogwaardige composieten. Het levert de hoogste sterkte en stijfheid op, vooral als het versterkt wordt met borium en grafiet. De reden waarom epoxy vaak aangewend wordt, is dat het een hoge sterkte, een lage viscositeit en kleine krimp heeft.
Voor composietconstructies en -onderdelen voor algemeen gebruik wordt meestal onverzadigde polyesterharsen gebezigd. Ze zijn veel goedkoper dan epoxyharsen, maar ze zijn wel iets minder sterk. Ze worden toegepast voor opslagtanks, boten, mobiele toiletten en talloze andere commerciële en militaire toepassingen. Het meest gebruikelijkste vezelmateriaal is glas, maar ook andere vezels worden toegepast.
Daarnaast worden ook de thermoplasten met vezels versterkt. Tot de jaren 90 werden ze met korte glasvezels versterkt. Later werden ze ook met lange vezels of matten versterkt. In principe kunnen alle thermoplasten versterkt worden, maar meestal worden polyamide, polycarbonaat, polystyreen, ABS en acrylaten versterkt.
In de onderstaande figuur wordt er een overzicht gegeven van de mogelijke versterkingsmaterialen.
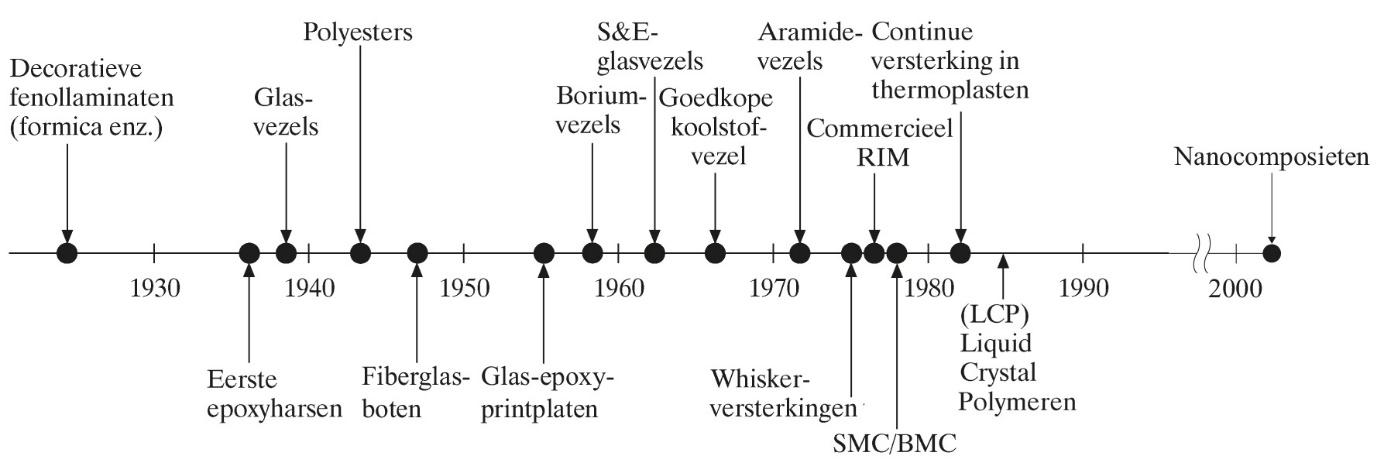
Figuur 7-3: tijdlijn van de polymeercomposieten
De belangrijkste vezelmaterialen worden op de volgende bladzijden besproken
7.3.1 Glasvezel
Het meest gebruikte versterkingsmateriaal is glasvezel. De glasvezels worden gemaakt door gesmolten glas door kleine gaatjes in een mal te laten stromen (zie nevenstaande figuur).
De diameters van de vezels liggen meestal tussen 5 tot 25 μm. De dichtheid bedraagt 2540 kg/m³.
Er zijn twee belangrijke soorten:
• E-glas
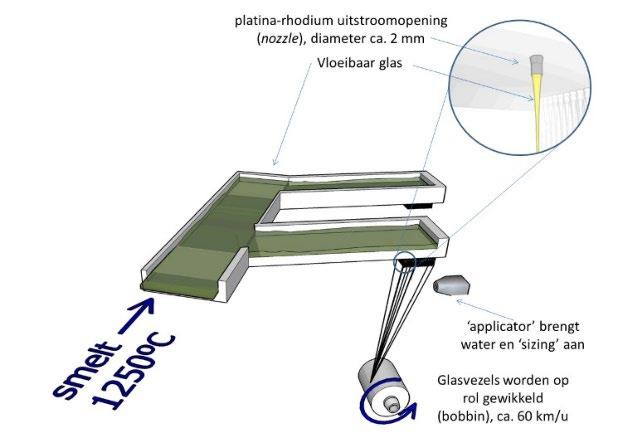
7-4: glasvezelproductie
Dit is de meest voorkomende soort. Het is goedkoper dan S-glas, want het kan bij lagere temperaturen gemaakt worden.
• S-glas
Deze soort heeft een hogere sterkte/stijfheid dan E-glas, maar het is wel duurder.
Glasversterkingen zijn in verschillende vormen verkrijgbaar. In de onderstaande figuur zijn de meest voorkomende vormen afgebeeld.
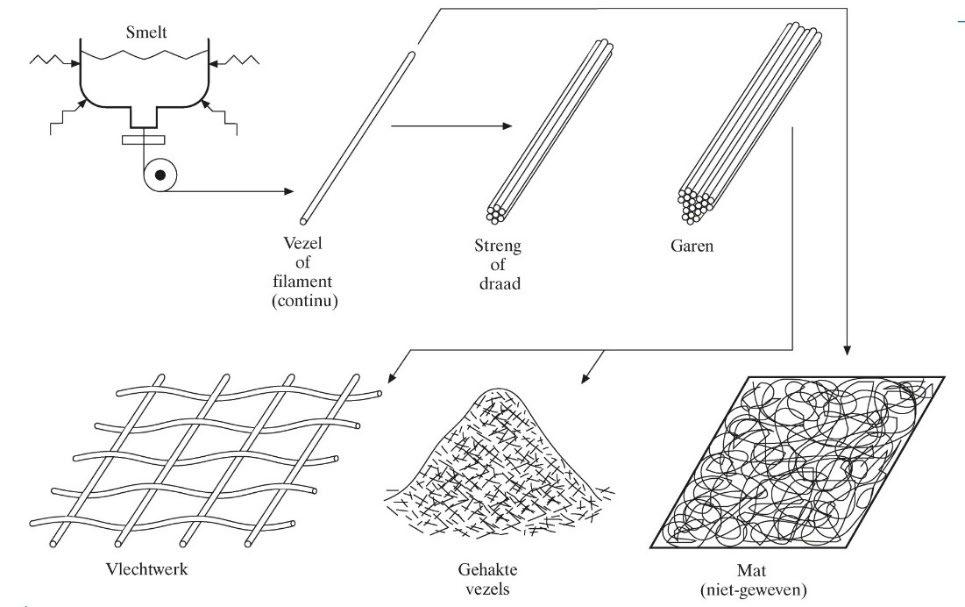
Figuur 7-5: gebruikelijke vormen van glasvezels die gebruikt worden voor de versterking van composieten
Gehakte vezels worden veel gebruikt om thermoplasten te versterken en voor bulkmassa’s. Bij grotere constructies geeft men gewoonlijk de voorkeur aan andere versterkingsvormen. De glasvezels worden vaak behandeld met middelen die de hechting met matrixmateriaal bevorderen. De binding tussen de glasversterking en het matrixmateriaal is een belangrijke factor voor de mechanische eigenschappen.
7.3.2
De koolstofvezel is beter bekend onder de naam carbon. Het is zwart van kleur en de dichtheid bedraagt 1900 kg/m³. Er bestaan verschillende soorten koolstofvezels.
Typisch dit vezeltype is de zeer grote treksterkte (gemiddeld 2000 N/mm²) en een lage uitzettingscoëfficiënt. Het is heel stijf (ongeveer 2 keer zo stijf als staal), maar het is niet schokbestendig. Het kent heel wat toepassingen:
• Luchtvaart
• Auto-industrie

• Sportartikelen: tennisrackets, fietskaders, …
• Bouwindustrie: betonpomp, …
Deze vezel wordt gemaakt van polyamide, maar het wordt door de firma Dupont onder de merknamen Kevlar ® en Nomex ® op de markt gebracht. Deze vezels halen hun zeer goede eigenschappen uit het feit dat ze een ééndimensionale structuur hebben. Kevlar heeft een treksterkte van ongeveer 3100 N/mm². In vergelijking met glasvezel is het taaier en lichter (dichtheid = 1460 kg/m³).
Kevlar wordt gebruikt voor kogelvrije vesten, antilekbanden, versterkingsmateriaal van riemen, trekkabels, … Nomex heeft geen zo’n hoge treksterkte, maar het is zeer goed bestand tegen hoge temperaturen. Het is ook zuurbestendig Het wordt gebruikt om onder andere werkkledij en filterzakken te vervaardigen
In plaats van glasvezels kan men ook vlas, jute, katoen gebruiken. Het nadeel van deze vezels is dat ze onder invloed van vocht kunnen zwellen en rotten. Dit kan opgelost worden door gebruikt te maken van stoom, druk en verhoogde temperatuur, waardoor de rotgevoelige delen van de plantaardige vezel omgezet wordt in waterbestendige hars.
Vlasvezels worden onder andere gebruikt voor het vervaardigen van fietskaders. Zo maakt de firma Museeuw Bikes gebruik van carbon- en vlasvezels (FlaxPreg) voor de productie van zijn fietskaders. Door de aanwezigheid van het vlas worden de schokken beter geabsorbeerd.
7.4
De voornaamste kenmerken van composieten zijn:
• Lage dichtheid
• Hoge stijfheid en treksterkte
• Goede corrosiebestandheid
• (Relatief) gemakkelijke verwerking
• Maatvast
• Hoge vermoeiingsweerstand

De mechanische eigenschappen zijn sterk afhankelijk van:
• Het type vezel
• Het percentage vezels
• De vezelrichting
Voor bewerkingsgereedschappen zoals draaibeitels, boren, frezen, ruimers, … is de standtijd erg belangrijk. De standtijd is de tijd dat men een bepaald gereedschap kan gebruiken zonder dat het herslepen of gewisseld moet worden. Het is afhankelijk van vier belangrijke paramaters, namelijk:
• De hardheid
• De slijtvastheid
• De brosheid
• De maximale gebruiktstemperatuur
Carbiden geven het materiaal een zeer grote hardheid en slijtvastheid. De meeste gebruikte materialen voor snijgereedschappen zijn:
• Koolstofstaal ± 10 % carbiden
• Snelstaal (HSS) ± 30 % carbiden
• Hardmetaal (HM) tot 95 % carbiden
• Keramisch materiaal
• Diamant
Niettegenstaande het koolstofstaal ongeveer 0,9 tot 1,2 % C bevat, wordt het weinig toegepast voor het verspanen van metalen. Hoge snijsnelheden veroorzaken wrijving, waardoor het materiaal opwarmt. Bij ca. 200 °C begint dit materiaal van zijn hardheid te verliezen. Snijsnelheden van meer dan 10 m/min zorgen ervoor dat het materiaal te warm wordt. Het is wel geschikt voor houtbewerkingsgereedschappen, messen, scharen, handtappen.
Snelstaal, ook wel High Speed Steel genoemd, is een hooggeleerd gereedschapsstaal dat zijn hardheid en de scherpte van de snijkanten behoudt tot ongeveer 600 °C. Dit is 400 °C meer dan bij koolstofstaal. Vandaar dat de toegelaten snijsnelheid veel groter is, vandaar dus ook de naam high speed steel. De basissamenstelling van snelstaal is staal dat gelegeerd is met 18 % wolfraam, 4 % chroom, 1 % vanadium, 1 % koolstof. Rond deze klassieke samenstelling zijn er tientallen legeringen ontwikkeld voor specifieke toepassingen. Snelstaal wordt aangeduid met de letters HS gevolgd door getallen die de percentages van de legeringselementen in de volgende volgorde aangeven:
• Wolfraam (W)
• Molybdeen (Mo)
• Vanadium (V)
• Kobalt (Co)
Voorbeeld: HS 7-4-4-12. Dit is hooggelegeerd staal met 7 % W, 4 % Mo, 4 % V, 12 % Co.
Tegenwoordig wordt er voor het verspanen steeds meer gekozen voor hardmetaal. Desondanks wordt het wel gebruikt voor boren, ruimers, draadtappen, … Snelstaal kan herkend worden doordat er donkere vonken ontstaan bij het slijpen van boren dan bij gewoon koolstofstaal.
Er zijn enkele snelsnijstalen vermeld in de tabellenboek op blz. 123 en 175.
Hardmetaal wordt rond 1925 op de markt gebracht onder de naam Widia, wat staat voor Wie Diamant, of zo hard als diamant. Het bestaat uit metaalcarbiden zoals wolfraamcarbiden, titaancarbiden, tantaalcarbiden die onder zeer hoge druk samengeperst worden en dan gesinterd worden op een zeer hoge temperatuur met kobalt als bindmiddel.
De carbiden zorgen voor de grote hardheid, het kobalt voor de taaiheid. Op deze manier kan de snijsnelheden verhoogd worden tot 100 m/min.
8.3.1
De verschillende hardmetalen worden gerangschikt volgens de ISO-toepassingsgebieden (P, M, K, N, S, H). De letter geeft voor welk materiaal het hardmetaal geschikt is, bv.: de groep P is voor het verspanen van staal. De letter wordt dan gevolgd door een getal. Hoe kleiner het getal is, hoe harder het hardmetaal is. Hoe groter het getal, hoe taaier. Zie ook tabellenboek blz. 160.
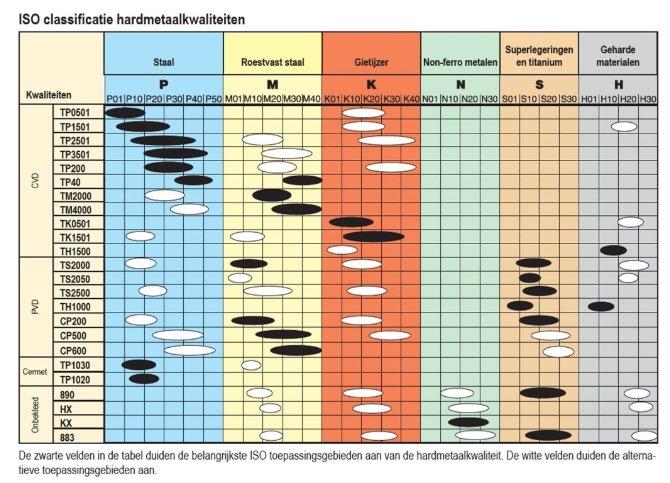
8.3.2
Tegenwoordig krijgen snelstalen en hardmetalen gereedschappen om verschillende redenen een oppervlaktebehandeling. Dit kan gaan van een speciale warmtebehandeling die zorgt voor een minder spanningen tijdens de productie van het snijgereedschap en minder kans op het plakken van de spanen op het snijgereedschap. Daarnaast kan er coating voorzien zijn of kunnen de wisselplaten bestaan uit minder hard en bros materiaal dat voorzien is van een opgedampte (CVD of PVD), heel slijtvaste laag met een dikte van 1 à 5 μm.
De meeste gebruikte coatings zijn: TiN (Titanium Nitride), TiC (Titanium Carbide), TaC (Tantaal Carbide), TiCN (Titanium CarbonNitride), TiAlN (Titanium Aluminium Nitride). Men herkent de gecoate gereedschappen aan hun goud- of grijze kleur. Door de coating wordt het gereedschap beschermt tegen slijtage, waardoor de levensduur toeneemt.
Voorbeelden van gecoate gereedschappen zijn:
• Machinedraadtappen
• Boren
• Metaalfrezen
• Wisselplaten voor het draaien en frezen
•
Keramische snijmaterialen zijn zeer hard (± 2000 HV) en blijft dit tot ongeveer 1200 °C. De maximaal te bereiken snijsnelheden zijn 800 m/min (80 keer meer dan bij ongelegeerd koolstofstaal). Het kan gebruikt voor het bewerken van nagenoeg alle materialen en dit met zeer hoge snijsnelheden. Het is bijzonder geschikt voor het draaien van zeer harde staalsoorten.
In de onderstaande figuur (zie tabellenboek blz. 160) wordt er overzicht van de 3 hoofdgroepen keramische snijmaterialen gegeven.
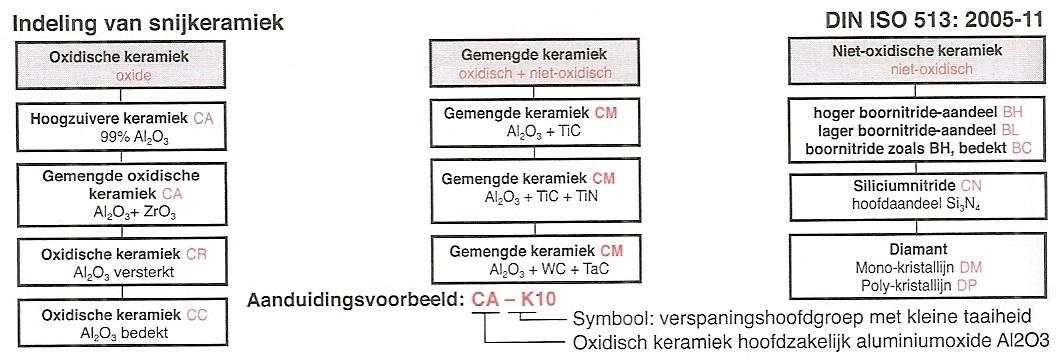
Men onderscheidt dus:
• Oxide keramiek: bestaat uit Al2O3 of bindingen tussen Al2O3 en ZrO3
• Mengkeramiek: bestaat uit Al2O3 + TiC of Al2O3 + TiN
• Niet-oxide keramiek: is gebaseerd op nitrides zoals Si3N4
Het poeder dat als basis dient voor keramiek, is fijnkorrelig Al-oxide met een heel hoge zuiverheid (99,98 %) en een korrelgrootte van 2 à 4 μm. Dit poeder wordt onder hoge druk in vormen geperst en vervolgens onder een temperatuur net onder het smeltpunt gesinterd. Keramische materialen zijn niet bestand tegen mechanische schokbelasting, waardoor ze nooit gebruikt mogen worden bij een onderbroken snede.
Door het kleine warmtegeleidingsvermogen (zie onderstaande tabel of tabellenboek blz. 161) wordt de bij de verspaning optredende warmte grotendeels door de spanen opgenomen. Dit komt de slijtage ten goede.
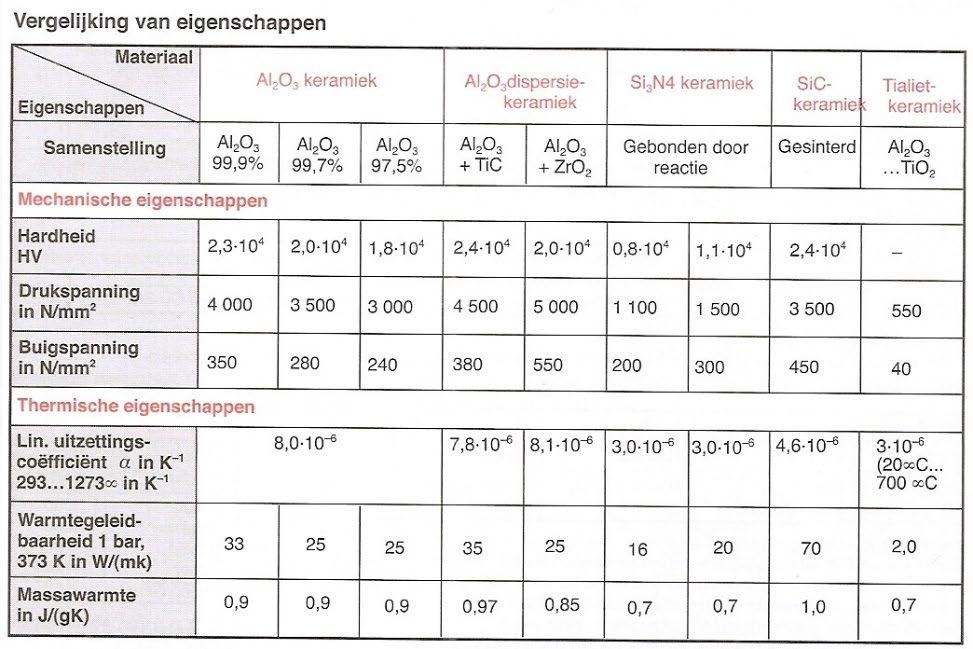
Tabel 8-1: vergelijking van de eigenschappen van de soorten snijkeramiek
Keramische snijplaten worden onder andere gebruikt voor wisselplaten en boren.
Diamant is het hardste en het slijtvaste snijmateriaal. Het is zeer geschikt voor zeer nauwkeurige en gladde bewerkingen. Van alle diamant die men in de natuur vindt, is meer dan 70 % niet geschikt voor de verwerking in sierraden. Het wordt gebruikt voor diverse technische toepassingen, denk maar het afdraaien van slijpstenen en het slijpen van hardmetaal, beitels. Sinds 1957 wordt het ook op synthetische manier vervaardigd.
Men onderscheidt de volgende soorten diamant:
• Boart: voor draai- en snijgereedschap
• Ballas: voor afdraaien slijpstenen
• Carbonen: gebruikt als snijgereedschap
9.1
Smeermiddelen zijn stoffen die dienen om de wrijving tussen onderling bewegende oppervlakken te verminderen.
De kleine oneffenheden tussen de contactoppervlakken, zelfs bij zeer goede afgewerkte oppervlakken, wrijven tegenover elkaar.
De wrijving kan verminderd worden door de oppervlakken zo glad mogelijk te maken en tussen deze vlakken een smeermiddel te voorzien zodanig dat de oneffenheden elkaar niet raken. De smering zorgt niet enkel voor minder wrijving, maar het heeft nog meer functies:
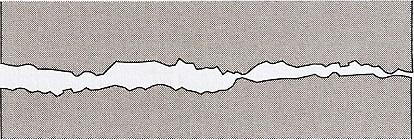
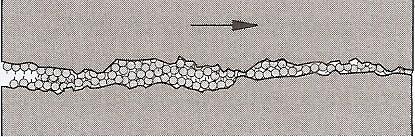
• Een koelende functie: het voert de opgewerkte warmte door de wrijving af en zorgt dat de temperatuur niet te hoog oploopt.
• Beschermende functie: het beschermt de oppervlakken tegen water en zuren
• Reinigende functie: vaste slijtagedeeltjes, vuildeeltjes, oxidatie elimineren
• Afdichtende functie: helpt bij de afdichting van mechanische onderdelen.
Al de smeermiddelen kunnen ingedeeld worden in drie groepen:
• Smeeroliën
• Smeervetten
• Overige smeermiddelen
Smeeroliën zijn de meest gebruikte smeermiddelen.
9.3.1
9.3.1.1 Viscositeit
De viscositeit van een vloeistof drukt de mate van vloeibaarheid uit.
Fysisch kan de viscositeit omschreven worden als de aantrekkingskrachten (cohesiekrachten) die de moleculen op elkaar uitoefenen en die een relatieve beweging van deze moleculen ten opzichte van elkaar verhinderen. Een dunne, waterige vloeistof heeft een lage viscositeit, een dikke, stroperige olie een hoge. Een juiste viscositeit is van groot belang voor een goede
werking van een installatie. Een te dunne olie verkort de levensduur van de componenten, omdat er geen optimale smeerfilm kan worden opgebouwd. Ook de lekverliezen nemen toe. Een te dikke olie verhoogt de kans op cavitatie, het vermindert de reactiesnelheid van de besturingscomponenten en veroorzaakt stromingsverliezen.
9.3.1.1.1 Kinematische en dynamische viscositeit
De viscositeit kan op twee verschillende manieren gemeten worden. Bij de eerste methode wordt de tijd opgemeten die nodig is om bij een bepaalde temperatuur een bepaalde hoeveelheid olie door een geijkt capillair te laten stromen. Dit is de kinematische viscositeit (ν), de SI-eenheid is m²/s, maar de gebruikelijke eenheid is centi-Stokes (1 cSt = 1 mm²/s).
Een tweede manier om de viscositeit te meten is door het weerstandskoppel te meten die veroorzaakt wordt een oliefilm die aanwezig is tussen de wanden van een cilinder en een omhulsel hierrond (zie Figuur 9-4). Dit is de dynamische viscositeit (η). De SI-eenheid is N·s/m² of Pa.s Soms wordt het ook uitgedrukt in Poise, 1 Poise = 0,1 Pa.s.
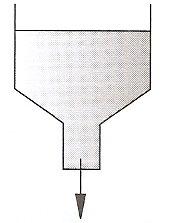
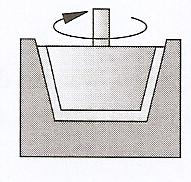
Er bestaat een verband tussen de kinematische en de dynamische viscositeit. Deze is de volgende:
Kinematische viscositeit (ν) = dynamische viscositeit (η) dichtheid van de vloeistof (ρ)
9.3.1.1.2 Viscositeitsindex (VI)
De viscositeit van vloeistoffen is afhankelijk van de temperatuur. Zo neemt de viscositeit van een olie af met stijgende temperatuur, de olie wordt dus vloeibaarder. Voor een goede werking van een (hydraulische) aandrijving moet de viscositeit zo constant mogelijk blijven over het gehele temperatuursgebied. De viscositeitindex (VI) drukt uit in welke mate de viscositeit verandert met de temperatuur. Een hogere VI betekent dat de viscositeit minder temperatuurgevoelig is, dit is voorgesteld in de onderstaande figuren. Het verhogen van de VI wordt gerealiseerd door het toevoegen van VI-additieven.
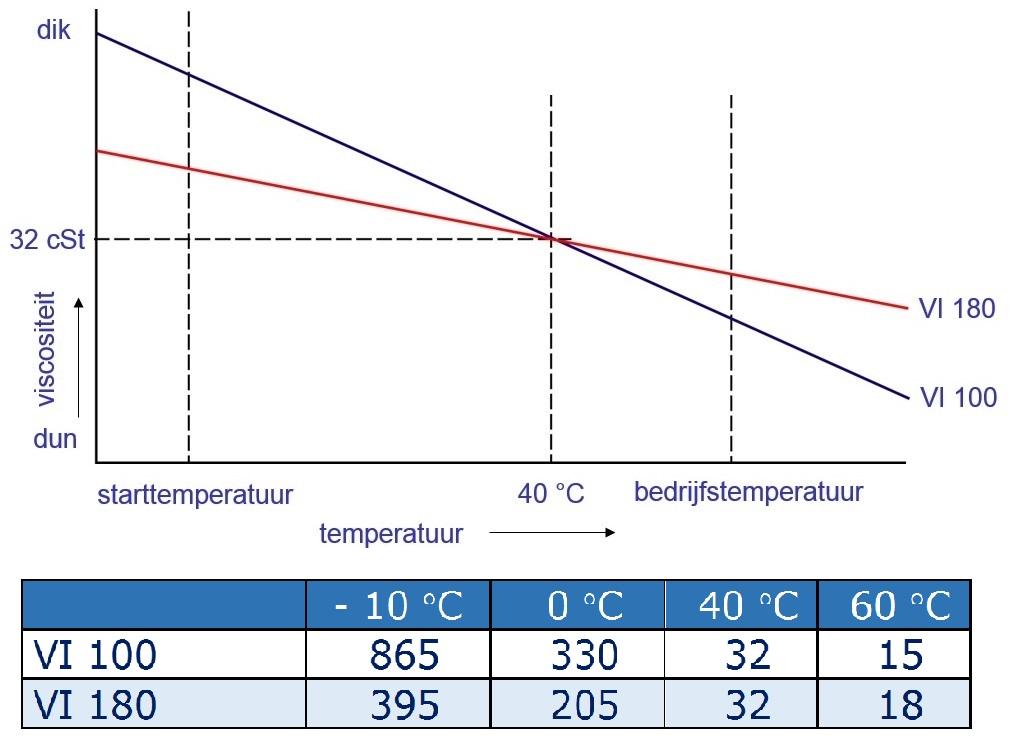
Figuur 9-5 vergelijking van 2 ISO VG 32 oliën met verschillende VI
9.3.1.1.3
Verschillende organisaties hebben viscositeitsgraden gedefinieerd. De classificaties verschillen naargelang het toepassingsgebied. De belangrijkste zijn:
• ISO (International Standards Organisation) voor industriële oliën
• SAE (Society of Automotive Engineers) voor motoroliën en transmissieoliën
In de onderstaande figuur is er een overzicht gegeven van de verschillende viscositeitsklassen.
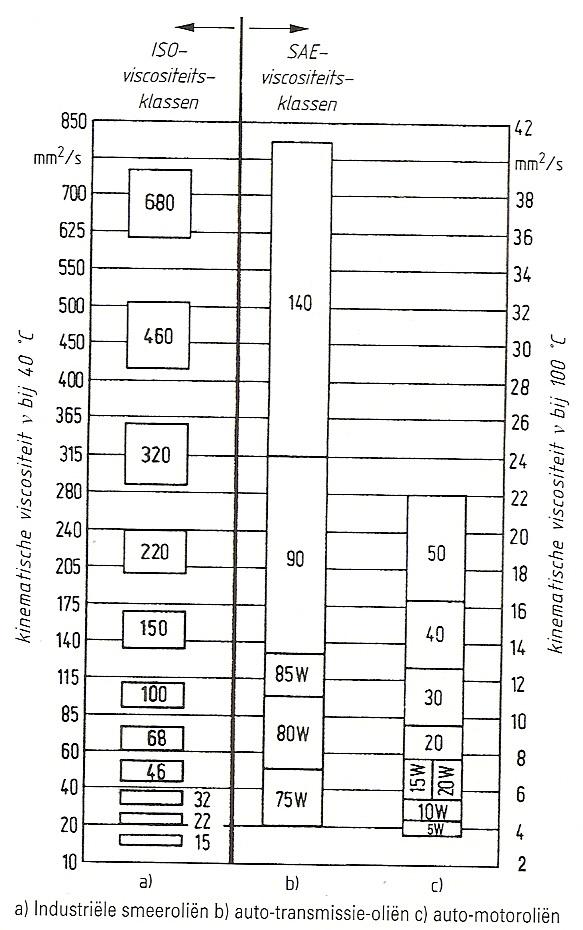
o ISO
De viscositeit wordt uitgedrukt in het ISO VG getal (Viscosity Grade). Dit getal heeft de kinematische viscositeit (ν) van de olie weer bij een temperatuur van 40 °C.
Dit is te zien in de onderstaande figuur. In deze figuur zijn enkele smeeroliën van Total afgebeeld.
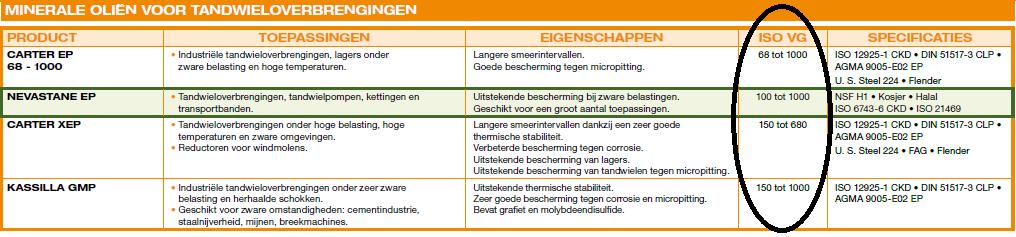
9-7: minerale oliën voor tandwieloverbrengingen
• SAE
De SAE-classificatie bestaat uit twee klassen. De eerste klasse zijn de winterklassen ‘W’. Deze is gebaseerd op de dynamische viscositeit bij lage temperatuur. De klassen zijn aangeduid door een getal door de letter W. In het algemeen kan men zeggen dat hoe lager de W-klasse is, hoe beter de olie is voor het gemakkelijk starten bij lage temperaturen. Een tweede klasse zijn de zomer SAE-klassen. Hierbij wordt de kinematische viscositeit bepaald bij een temperatuur van 100 °C. De klassen worden aangeduid door een getal zie onderstaande tabel.
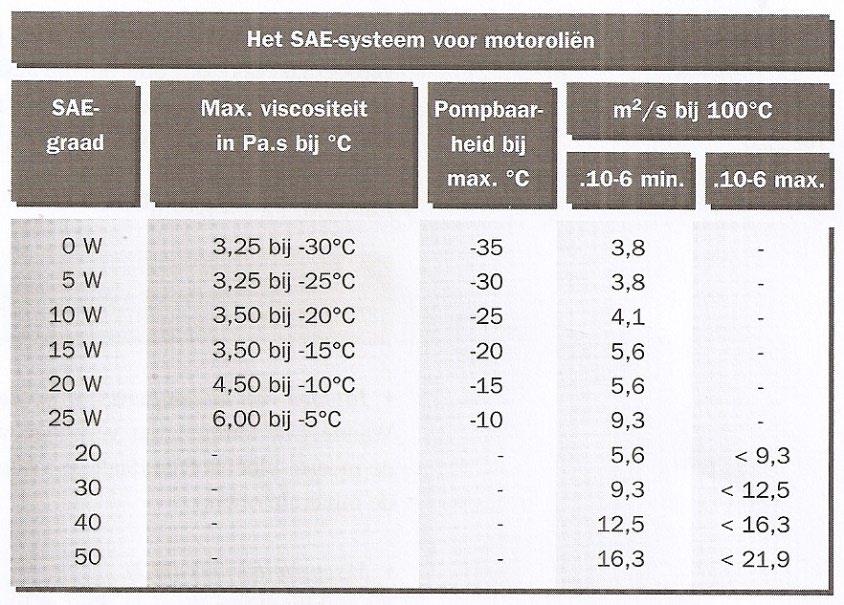
9-1: SAE-systeem voor motoroliën
Oliën die enkel voldoen aan 1 klasse noemt men monograde oliën, bv.: SAE 40. Er zijn ook oliën op de markt doe voldoen aan zowel aan de zomer als de winterklasse, men spreekt dan van multigrade oliën. Deze duidt men aan door twee getalen, bv.: SAE 10W/40. Een dergelijke olie is even vloeibaar als een SAE 10W bij -20 °C en is niet viskeuzer dan een SAE 40 olie bij 100 °C (zie nevenstaande figuur).
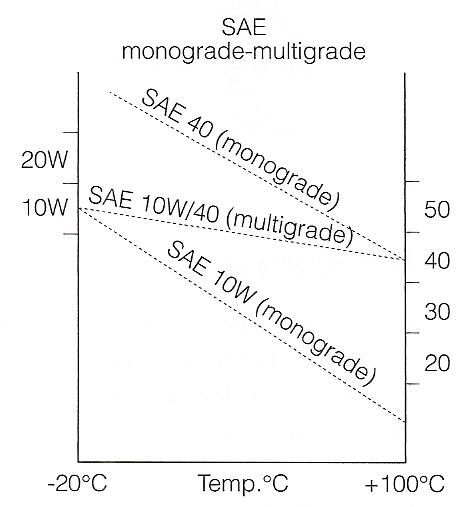
Figuur 9-8: verband tussen viscositeit en de temperatuur voor multigrade oliën
9.3.1.2 Vlampunt
Dit is de temperatuur waarbij de van verwarmde olie afkomstige dampen voor het eerst aangestoken kunnen worden en even een vlam (of een explosie) geven zonder te blijven branden.
9.3.1.3 Brandpunt
Dit is de temperatuur waarbij de olie na ontsteking zelfstandig blijft verder branden.
9.3.1.4 Zelfontstekingstemperatuur
Bij deze temperatuur zal de hydraulische vloeistof spontaan ontbranden
9.3.1.5 Stolpunt
Dit is de laagste temperatuur waarbij de olie nog wil vloeien en er zich geen neerslag vormt.
Dit kan van belang zijn voor toepassingen die gebruikt worden bij lage temperaturen, bijvoorbeeld bij sneeuwruimers.
9.3.2 Soorten
Men maakt een onderscheidt tussen minerale en synthetische oliën. De minerale oliën worden gewonnen uit natuurlijke aardolie. De synthetische oliën daarentegen worden gefabriceerd in chemische processen voor speciale doeleinden.
Synthetische oliën hebben ten opzichte van minerale oliën als voordelen dat ze:
• Een groter temperatuurbereik hebben
• Een langere levensduur hebben
• Een hoger vlampunt hebben
• De mogelijkheid hebben om de wrijvingscoëfficiënt in te stellen.
Synthetische oliën hebben ook enkele nadelen:
• Ze trekken meer water aan (hygroscopische werking)
• Ze ontbinden gemakkelijker bij watertoevoer
• Ze kunnen heel beperkt of helemaal niet gemengd worden met minerale oliën.
• Vaak zijn ze duurder
• Een grotere giftigheid
• Het gevaar van chemische reacties met afdichtingen, lakken
Vaak deelt men de smeeroliën in volgens gebruik, zo spreekt men van:
• Hydraulische oliën
• Compressoroliën
• Turbine-oliën
• Transmissie-oliën
• Textieloliën
• Machinesmeeroliën
• Procesoliën
• Metaalbewerkingsoliën
• ….
Op de volgende link is er een overzicht terug te vinden van de soorten smeeroliën van Total: http://total.link.be/be/B2B_LUB_INDUS_EN/Cataloog_total_industrial_lubricants_NL.pdf
9.4.1
Smeervetten bestaan uit drie componenten:
• Basisolie
Als basisolie (75 à 96 %) gebruikt men vaak minerale olie. Verder wordt er ook synthetische oliën en in beperkte toepassingen plantaardige oliën gebruikt. De olie zorgt voor de smering
• Verdikkingsmiddel
Het verdikkingsmiddel (4 à 20 %) is meestal een zeep, maar het kan ook een niet-zeep zijn. De werking van de verdikker kan vergeleken worden als die van een spons waarin de basisolie vast wordt gehouden door capillariteit. In een vetgesmeerd machineonderdeel veroorzaakt elke beweging drukken/onderdrukken die maken dat het vet een deel van zijn olie afgeeft. De olie kan dan een smeerfilm vormen. Bij het stoppen neemt de verdikker de olie terug op.
• Toevoegingen
9.4.2 Eigenschappen
De eigenschappen van het smeervet wordt bepaald door het type en de concentratie van de drie basiscomponenten. Bij een groot aandeel basisolie (90 à 96 %) komen de eigenschappen van het vet in wezen overeen met die van de basisolie. Het vet is dan zacht. Is het aandeel van het verdikkingsmiddel groter (15 à 20 %) dan beïnvloedt deze de eigenschappen van het vet aanzienlijk. Het vet is dan hard. Een belangrijke grootheid voor het gebruik van smeervetten is het druppelpunt. Dit is de temperatuur [°C] waarbij het vet vloeibaar wordt, dat het gaat druppelen. De bedrijfstemperatuur van het smeervet moet in het algemeen hoger zijn dan het druppelpunt.
Een voordeel van het gebruik van smeervetten is dat er slechts weinig van nodig is en dat er geen ingewikkelde afdichting nodig is. Een nadeel is dat de warmte en de slijtagedeeltjes uit het contactoppervlak slecht of niet afgevoerd wordt.
9.4.3
Er verschillende manieren om de verschillende smeervetten in te delen. Een eerste manier is naargelang hun consistentie. In de onderstaande figuur zijn de verschillende NLGI-klassen afgebeeld.
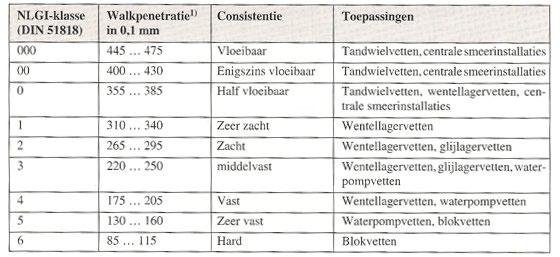
Figuur 9-9: classificatie voor smeervetten volgens NLGI (National Lubricating Grease Institute)
Deze vind je ook terug in de bij elke smeervet van Total (zie onderstaande figuur).
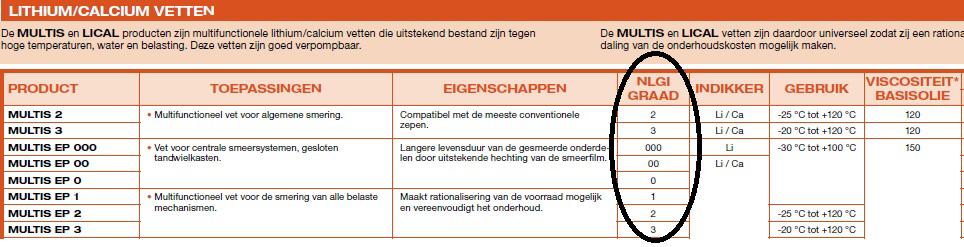
Figuur 9-10: enkele lithium-/calciumvetten van Total
Een andere manier om de vetten in te delen is naargelang het type verdikkingsmiddel dat gebruikt werd. Zo spreekt men van lithiumvetten, calciumvetten, aluminiumcomplexvetten,
Of afhankelijk van de te smeren machineonderdelen (bv. rollager-, glijlager-, tandwiel-, chassisvetten), de toepassingen (trein-, auto-, luchtvaartvetten), de basisolie. Zo zijn er smeervetten op basis van minerale olie en op basis van synthetische olie. In de onderstaande twee figuren zijn de eigenschappen terug te vinden van deze twee soorten smeervetten.
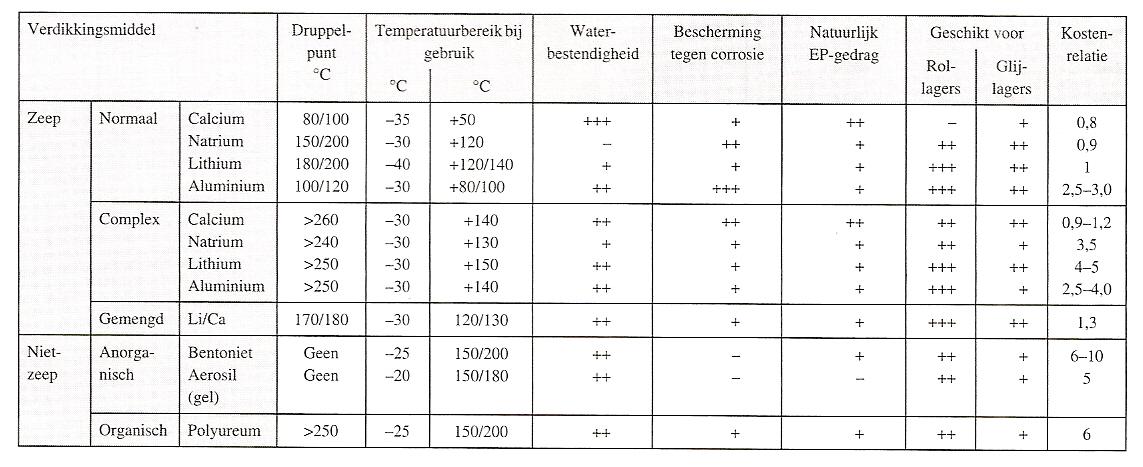
Tabel 9-2: smeervetten op basis van minerale olie
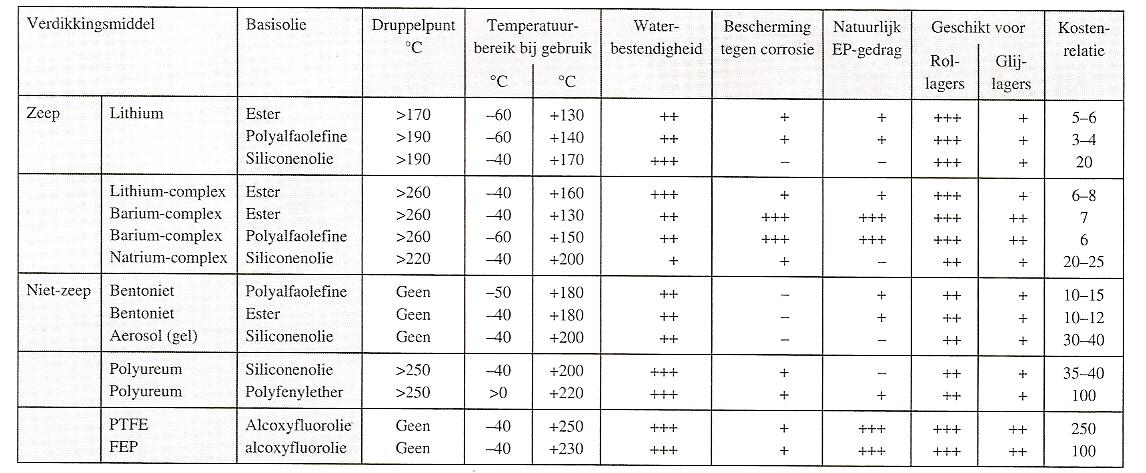
Tabel 9-3: smeervetten op basis van synthetische olie
Er bestaan ook normale, biologisch snel afbreekbare vetten en vetten die vrij zijn van zware metalen.
Vaste smeermiddelen zijn in poedervorm beschikbaar en worden aangebracht op de wrijvingsplekken. De drie belangrijkste vaste smeermiddelen zijn molybdeensulfide (MoS2), grafiet en polytetrafluoretheen (PTFE). De eigenschappen en toepassingen van deze smeermiddelen zijn terug te vinden in de onderstaande tabel of in de tabellenboek blz. 179.
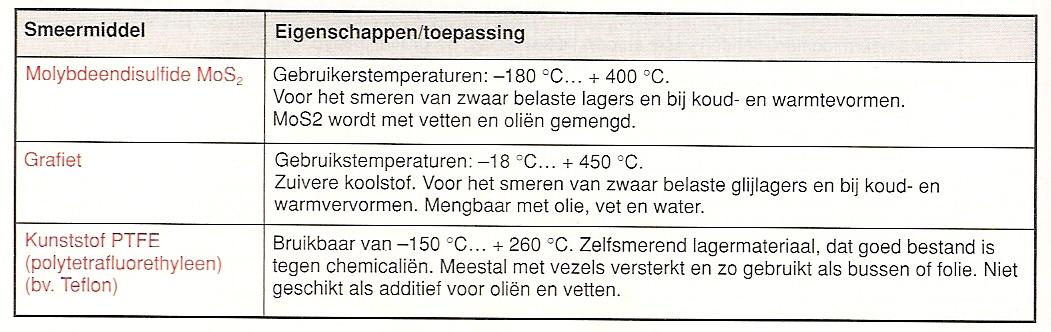
Tabel 9-4: vaste smeermiddelen
Vaste smeermiddelen worden gebruikt als er een heel groot temperatuurbereid vereist is en het smeermiddel bestand moet zijn tegen agressieve stoffen (bv.: zuren). Verder moet er geen afdichting voorzien worden. Bij vacuüm kan men vaak niet anders dan kiezen voor vaste smeermiddelen. Natuurlijk zijn er ook nadelen verbonden aan het gebruik van vaste smeermiddelen, namelijk: meer wrijvingsverliezen, geen goede corrosiebescherming (bv. bij het gebruik van MoS2), het voortdurend slijpsel dat van de smeermiddellaag loskomt en de beperkte of geen mogelijkheid om na te smeren.
9.5.2 Smeerpasta’s
De smeerpasta’s bestaan uit een basisolie en een vast smeermiddel (20 à 70 %). Ze worden toegepast als het gebruik van poeder lastig is. De pasta’s vullen de gaten tussen de ruwheden op, zodanig dat de wrijving afneemt. Ze kunnen gebruikt worden bij hogere temperaturen, enkel het vaste smeermiddel is dan nog werkzaam. Een nadeel van smeerpasta’s is dat de afvoer van warmte en slijtagedeeltjes slecht is.
Ze worden onder anderen gebruikt voor het smeren van hoogbelaste glij- en rollenlagers, tandwielen, assen, kogelverbindingen.
9.5.3 Glijlakken
Het gaat om lagen (≤ 20 μm) op basis van kunsthars, respectievelijk lak die vaste smeermiddeldeeltjes bevatten. Ze worden aangebracht door te strijken, onder te dompelen of te spuiten. Ze worden toegepast bij glijvlakken met hoge belasting.
9.5.4 Smeerwassen
Smeerwassen worden gebruikt om de montage van onderdelen (bv. afdichtingen) te vergemakkelijken.
In dit hoofdstuk worden de belangrijkste industriële gassen besproken.
10.1.1 Kleurcodering
Om te weten welk gas er aanwezig is in een gascilinder is er een kleurcode afgesproken. Het is de Europese norm NEN EN 1089-3:2011 die een standaard kleurcode voor gascilinders vastlegt. Deze norm geldt enkel voor cilinders voor industriële, medische en inhalatiegassen. Het is niet van toepassing voor cilinders voor koelgassen, vloeibare gassen zoals LPG, propaan, butaan, …, brandblussers en voor cilinders in cilinderpakketten. De kleurcode legt enkel de kleur van de schouder van de cilinder vast. Bij een tweekleurige codering worden de kleuren in ringen aangebracht. De kleur van het cilindrische gedeelte is niet vastgelegd in de norm en kan vrij gekozen worden. Een uitzondering hierop zijn de cilinders voor gassen en gasmengsels voor medische toepassingen en voor inhalatiedoeleinden (ademgassen). Bij deze cilinders wordt het cilindrische gedeelte wit geschilderd, zodanig dat er een duidelijk verschil is met de gascilinders voor industriële toepassingen. In de onderstaande figuur wordt de kleurcode weergegeven. Deze is ook vooraan in de tabellenboek terug te vinden.
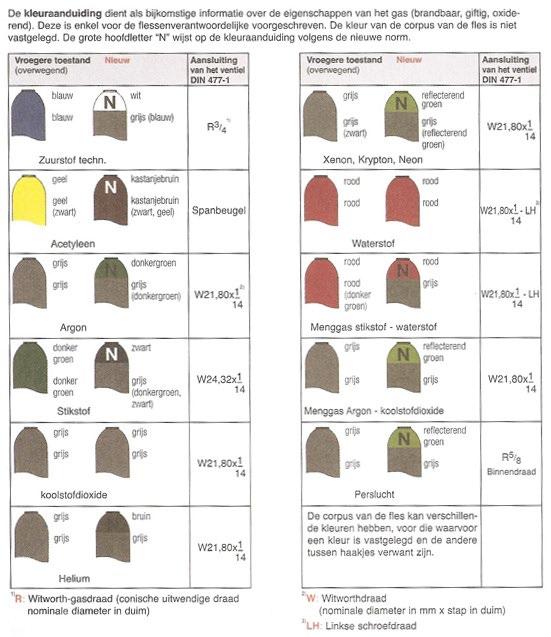
10.1.2 Etiket
Op het etiket (zie onderstaande figuur) die op de gascilinder voorzien is, worden er elke zaken aangeven.
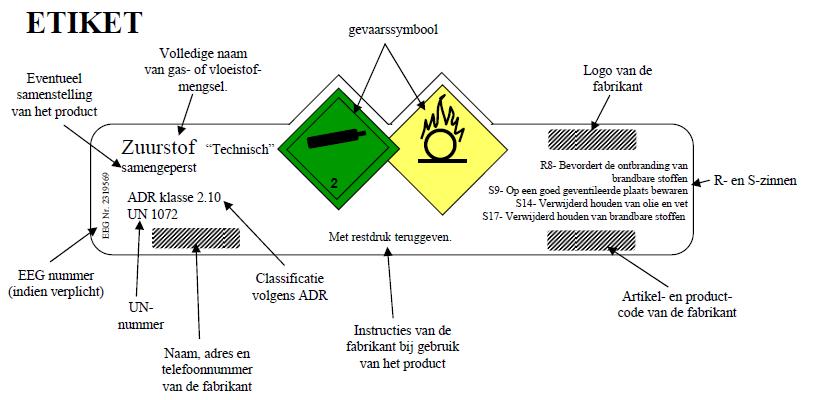
Op het etiket staat onder andere de volgende zaken:
• Samenstelling van het gas, de gasmengsels
• De gevaarsymbolen, een overzicht van deze symbolen zijn terug te vinden in Figuur 10-3
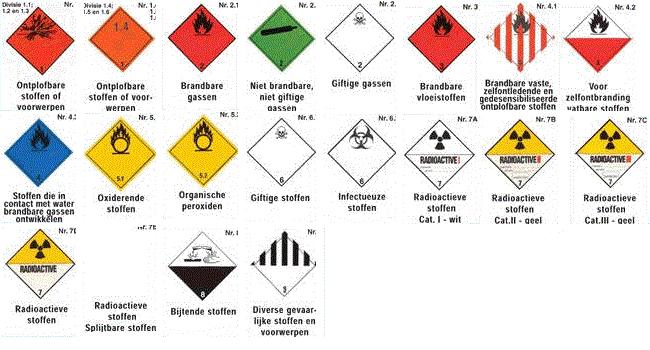
• De ADR-klasse (optioneel)
ADR is de reglementering voor het vervoer van gevaarlijke stoffen op de weg. Er zijn verschillende klassen:
o Klasse 1: ontplofbare stoffen en voorwerpen
o Klasse 2: gassen
o Klasse 3: brandbare vloeistoffen
o Klasse 4.1: brandbare vaste stoffen, zelfontledende stoffen, polymeriserende stoffen en ontplofbare stoffen in niet explosieve toestand
o Klasse 4.2: voor zelfontbranding vatbare stoffen
o Klasse 4.3: stoffen die in contact met water brandbare gassen ontwikkelen
o Klasse 5.1: oxiderende stoffen
o Klasse 5.2: organische peroxides
o Klasse 6.1: giftige stoffen
o Klasse 6.2: infectueuze (besmettelijke) stoffen
o Klasse 7: radioactieve stoffen
o Klasse 8: bijtende stoffen
o Klasse 9: diverse gevaarlijke stoffen en voorwerpen
• R en S-zinnen
De letter R staat voor Risk (intrinsiek gevaar) en de letter S voor Safety (veiligheid). De R-zinnen zeggen welke eigenschappen van de stof intrinsiek gevaar opleveren en waarvoor men moet opletten (waarschuwingszinnen). De S-zinnen bevatten de daaruit vloeiende veiligheidsaanbevelingen. Gedragingen of werkwijzen die de kans op lichamelijke of materiële schade minimaliseren.
• Naam, adres en telefoonnummer van de fabrikant
• UN-nummer
Het UN-nummer, ook wel stofidentificatienummer, is een getal van 4 cijfers dat een gevaarlijke stof identificeert tijdens het transport, volgens de voorschriften van de Verenigde Naties. Een lijst met de verschillende UN-nummers is terug te vinden op de volgende link: https://www.gevaarlijke-stoffen.be/downloads/L_ADR_TAB.pdf
Voor de verschillende gassen zijn er op de gasflessen genormeerde kraanaansluitingen voorzien. Afhankelijk van het soort gas is de schroefdraad anders, zodanig dat er nooit een foutieve gasdrukregelaar op aan kan gesloten worden. Een kraan op een gasfles met een brandbaar gas zal een linkse draadaansluiting hebben. Bij een zuurstofkraan zal dat een inwendige rechtse draadaansluiting zijn en bij inerte gassen is dat een uitwendige rechtse draadaansluiting.
10.1.4
De gasdruk in de gascilinders bedraagt meestal 200 bar. Soms bedraagt de druk 150 of 300 bar. Deze kan afgelezen worden op de manometer. Dit is een veel te grote druk om te gebruiken, daarom wordt de gasdruk verlaagd naar de werkdruk (bij lassen 1 à 2 bar) m.b.v. drukregelaar of reduceerventiel (Zie Figuur 10-4 en Figuur 10-5). Daarnaast is er ook een stromingsmeter voorzien, waarop het gasdebiet kan afgelezen worden.
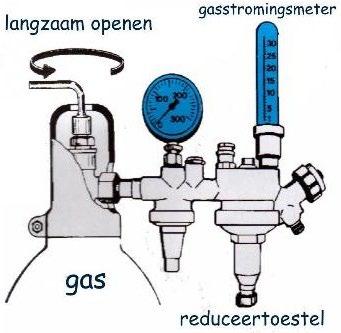
Figuur 10-4: gasfles met drukregelaar
De drukregelaar of reduceerventiel werkt als volgt: het gas wordt onder hoge druk aangevoerd en moet een klep passeren om naar de uitlaat te stromen. De klep hangt aan een schijf die beweeglijk is doordat zij met een membraan bevestigd is in de doosvormige ruimte van de regelaar. Onder de schijf heerst de atmosferische druk. De uitlaatdruk van het gas maakt nu evenwicht met de atmosferische druk en de veerdruk op de schijf. Wordt de uitlaatdruk hoger dan de ingestelde waarde dan gaat het membraan en de schijf naar beneden, waardoor de klep de toevoeropening verkleint. Bij een te grote overdruk in de lage drukkamer kan het gas ontsnappen via de veiligheidsklep. De druk- en debietregeling kan nauwkeuriger ingesteld worden met tweetraps-reduceerventielen.
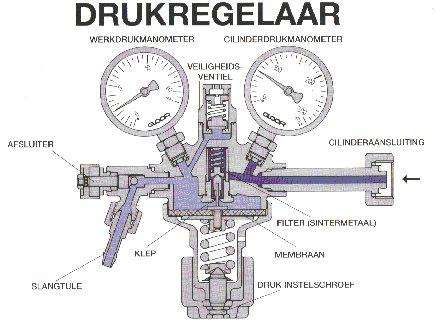
Figuur 10-5: gasdrukregelaar, werking

Figuur 10-6: gasdrukregelaar
Vooraleer je het reduceerventiel aansluit op de fles aansluit moet je eerst de fles opendraaien en snel weer dichtdraaien. Dit om te voorkomen dat er vocht of vuil vanuit de kraan in het ventiel kan. Na het aansluiten van het ventiel moet de regelaar volledig teruggedraaid worden zodanig dat er niet onmiddellijk druk vanuit de gascilinder direct op de tweede meter komt. Dit verlengt de levensduur van de drukregelaar. Daarna kan de gasfles opengedraaid worden. Bij het openen van de fles, ga je steeds aan de andere kant van de fles staan waar de regelaar zit. Dit is voor de veiligheid, want het als het reduceerventiel defect is, zal de druk van de gasfles (200 bar) in 1 keer door het reduceerventiel slaan. Met als gevolg dat het
reduceerventiel kan loskomen. Wanneer de gasfles volledig opengedraaid is, draai hem dan weer een halve slag terug. Men kan dan steeds controleren of de gasfles open of dichtgedraaid is.
Voor de verschillende gasflessen bestaan er verschillende reduceerventielen.
Acetyleen, ook wel ethyn genoemd, is een onstabiel gas dat zeer brandbaar is onder druk en voor grote explosies kan zorgen wanneer het in contact komt met vuur. Daarom wordt het onder druk (max. druk van 18 bar bij 15 °C) in aceton opgelost. Men spreekt dan van acetyleendissous (AD) Acetyleen heeft een lookachtige geur en het is incompatibel met koper, zilver en kwik. Daarom mogen leidingen, armaturen en ook drukregelaars niet vervaardigd worden uit koper Men gebruikt messing of inox.
Acetyleen wordt voornamelijk gebruikt bij het autogeen lassen en snijden (zie hoofdstuk 11)
Dit gebeurt in combinatie met zuurstof. Het wordt ook aangewend om te braseren of te hardsolderen.
Argon is een inert gas. Dit betekent dat geen chemische reacties aangaat. Het is onbrandbaar en zuurstofverdringend. In hoge concentraties kan het tot verstikking leiden. Het gas maakt ongeveer 1 % uit van de lucht die we dagelijks inademen.
Het wordt als beschermgas gebruikt voor het lassen van aluminium en roestvast staal. Daarnaast wordt het gebezigd als plasmagas bij het plasmasnijden en in de gaschromatografie.
Helium is een inert gas en het is uiterst licht en ontbrandbaar. Hierdoor is het uitermate geschikt voor het van ballonnen en luchtschepen. Verder wordt helium gebruikt bij lekdetectie. Een nadeel van helium is dat het vrij duur is. Vandaar dat vaak het goedkopere formeergas wordt gebruikt. Formeergas is een mengsel van 95 % stikstof en 5 % waterstof. Het wordt ook als beschermgas bij TIG-lassen gebruikt.
Koolstofdioxide, ook wel koolzuur of koolzuurgas genoemd, is een kleur- en reukloos gas. Het is onbrandbaar en zuurstofverdringend. Het wordt veel ingezet in de voedingsindustrie. Het is het meest gekend als bruismiddel in frisdranken en bier. En als drijfgas bij het tappen van bier. Ook in de serreteelt en slachthuizen als alternatief voor het elektrisch verdoven van varkens. Het wordt ook aangewend als beschermgas van ongelegeerd en laaggelegeerde staalsoorten. Een andere toepassing van koolzuur onder de vorm van koolzuursneeuw zijn brandblussers. Koolzuursneeuw of droogijs is de vaste vorm van CO2. Het wordt vooral gebruikt om te koelen. De koelcapaciteit is een stuk hoger dan die van waterijs. Droogijs wordt geproduceerd door
vloeibaar CO2 (bij -20 °C en een druk van 20 bar) te laten ontspannen naar atmosferische druk. Het gaat dan over in de vaste vorm.
Stikstofgas is chemisch inert en het is tevens reuk- en kleurloos. Lucht bevat 78 % stikstof. In vloeibare vorm wordt het gebezigd als invriesmiddel in de voedingsindustrie en bij het transport met koelwagens. Omwille van het feit dat het inert, geur- en smaakloos is, wordt het veel aangewend als atmosfeer voor de verpakking van voedingswaren. Een andere toepassing is als drukmiddel in tanks en leidingen of bij hydraulische accumulatoren (zie cursus hydraulica). In de chemische sector wordt het gebruikt voor de synthese van ammoniak.
Zuurstof is een kleur- en reukloos gas, maar het is zeer reactief. Het verbindt zich met veel andere elementen onder de vorm van oxides. Lucht bevat ongeveer 21 % zuurstof. In de staalen metaalverwerkende industrie wordt het gebruikt bij het autogeen lassen en snijden. Het wordt ook toegepast voor de zuivering van afvalwater. Onder de vorm van ozon (O3) wordt het aangewend bij de sanering van verontreinigde bodems. In de chemische industrie verlopen de meeste verbrandingsprocessen met behulp van zuurstof.
11.1.1 Wat is dit?
Lassen is een bewerking waarbij twee metalen delen (basismetalen genoemd, die niet noodzakelijk van dezelfde samenstelling zijn) aan elkaar verbonden worden door deze delen te verhitten tot hun smeltpunt zodat ze, met of zonder toevoeging van een derde gesmolten metaal (het toevoegmetaal), kunnen samenvloeien. De smelttemperaturen van de basismetalen en de toevoegmetalen liggen steeds dicht bij elkaar. Lasverbindingen kunnen ook gerealiseerd worden door metalen delen, koud of warm, tegen elkaar te drukken of te hameren (druklassen) tot het metaal aan elkaar kristalliseert.
11.1.2 Voor- en nadelen
Lassen heeft enkele voordelen ten opzichte van andere technieken. Zo zijn de voordelen ten opzichte van gietconstructies:
• Dat er een gewichtsbesparing is door de kleinere wanddikten en kleinere onderdeeldoorsneden.
• Dat het een goedkopere techniek is, dit vooral bij kleine series.
• De levertijden zijn korter, omdat er geen gietmodel nodig is.
• Het is ook minder gevoelig voor variaties in de wanddikten.
• De vormstijfheid is groter, doordat de elasticiteitsmodulus van staal groter is dan van grijs gietijzer (GG).
• Bij lassen is de vormvrijheid ook groter.
Ten opzichte van klink- en boutverbindingen heeft lassen ook enkele voordelen:
• Doordat de overlapping en de klink(bout)koppen wegvallen is het gewicht lager.
• Het is mogelijk om gladde wanden te realiseren.
• Er treedt geen verzwakking op door de klinknagel- en/ of boutgaten.
Toch heeft deze verbindingstechniek enkele nadelen:
• Ten gevolge van het lasproces treedt er krimp en inwendige spanningen op, alsook structuurveranderingen en gevaar voor een brosse breuk.
• Het vereist ook kwalitatief goed personeel.
• Om betrouwbare lassen te kunnen leggen, moet het lasproces volledig beheerst zijn. Er moet ook aan kwaliteitsborging gedaan worden.
• Het richten van de verschillende onderdelen is vaak een lastig karwei.
11.1.3
Er bestaan verschillende lasnaadvormen. Deze vormen kan men onderverdelen in 3 groepen:
• Stompe lasverbindingen
• Niet-stompe lasverbindingen
• Bijzondere verbindingen
Stompe lasverbindingen zijn verbindingen, waarbij het moedermateriaal volledig is omgesmolten. Er zijn geen openingen tussen de werkstukdelen aanwezig. De te verbinden delen liggen meestal in het verlengde van elkaar. Dit type verbinding is geschikt voor zowel statisch als op vermoeiing belaste constructies.
Bij de niet-stompe lasverbindingen wordt het moedermateriaal niet volledig omgesmolten. Er is steeds nog een openingen tussen de materiaaldelen. Dit type verbinding is in principe enkel geschikt voor statische belasting.
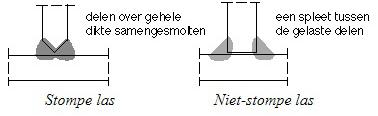
Figuur 11-1: verschil tussen een stompe en niet-stompe las
Men onderscheidt verschillende lasnaadvormen, deze zijn in de onderstaande figuur weergegeven. De lasnaadvoorbereidingen zijn terug te vinden in de tabellenboek op blz. 345.
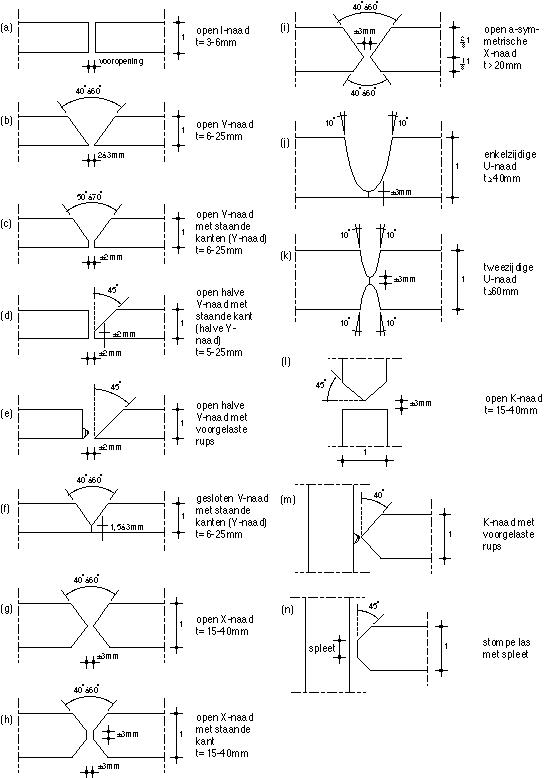
11-2: de verschillende lasnaadvormen
11.1.3.1 I-naad
Een I-las (a) is een eindverbinding tussen twee evenwijdige metaaldelen. Volledige doorlassing is hier gewenst, vooral bij een verbinding die onderworpen wordt aan vermoeiing. Bij gedeeltelijk doorlassen zal aan de ontstane kerf gemakkelijk vermoeiingscheuren ontstaan (zie onderstaande figuur) Bij dunne platen (tot 4 mm) past men eenzijdig lassen toe, bij dikkere plaatdiktes wordt er aan beide zijden gelast, om zo een volledige doorlassing te verkrijgen.
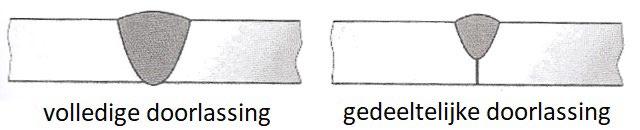
11.1.3.2 V-naad
Bij de V-naad (b) zijn de platen aan de uiteinden afgeschuind (openingshoek). Het is mogelijk om dikkere platen aan elkaar te lassen dan bij de I-naad omdat de beschikbare oppervlakte voor warmteafvoer verminderd wordt. De warmte wordt meer geconcentreerd in het lasbad. Voor het aan elkaar lassen van dikkere platen kan men een Vnaad met tegenlas of dubbele V-naad of X-naad toepassen.
11.1.3.3 Y-naad
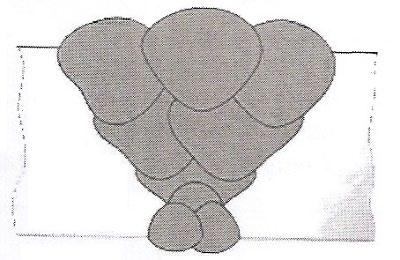
Figuur 11-4: V-naad met tegenlas
Deze lasnaadvorm (c en f) gelijkt goed op een V-naad. Het enige verschil is dat de stootrand hoger is. Voor het aan elkaar lassen van dikkere platen kan men terug gebruiken van een tegenlas of van een dubbele Y-naad.
11.1.3.4 Halve V- en Y-naad
Bij deze lasnaadvormen (d en e) wordt slechts één van de platen voorbewerkt.
11.1.3.5 X-naad
Bij de X-naad (g en h) worden de platen aan beide zijden afgeschuind. Bij de ongelijkzijdige Xnaad (i) is de voorbewerking van de ene zijde niet gelijk aan de voorbewerking van de andere zijde.
11.1.3.6 K-naad
Bij de K-naad (l en m) is slechts één van de platen voorbewerkt.
11.1.3.7 U-naad
Om de bereikbaarheid van de grondlaag te verbeteren en om ervoor te zorgen dat er niet teveel lasmateriaal nodig is bij dikkere platen wordt de U-naad (j en k) toegepast. Het nadeel van U-naden is dat deze alleen door middel van verspanende bewerkingen aangebracht kunnen worden.
11.1.4 Lasposities
In grote constructies kan men bijna nooit in één en dezelfde lasstand (of laspositie) lassen. Het lassen onder de hand is de gunstige positie (invloed van de zwaartekracht). Hierbij kunnen de hoogste neersmeltsnelheden gerealiseerd worden. Bij een laspositie anders dan onder de hand dient de hoeveelheid toevoegmetaal aangepast te worden. De verschillende lasposities worden beschreven in de CEN/TC121 en ISO 6947. Ze zijn op de volgende bladzijde afgebeeld, of zie tabellenboek bladzijde 343.
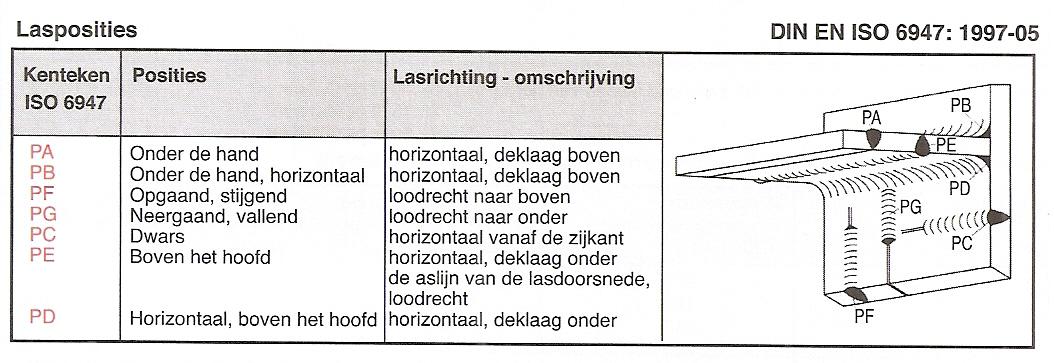
11.2 Autogeen lassen
11.2.1 Principe
Bij autogeen lassen, soms wel ook gassmeltlassen genoemd, wordt de nodige warmte voor het smelten van het metaal verkregen uit de verbranding van een brandbaar gas, meestal acetyleen, en zuurstof. De reden waarom men kiest voor acetyleen is omwille van zijn zeer hoge verbrandingstemperatuur (± 3000 °C) De zuurstof en acetyleen stromen uit het brandermondstuk en door het ontsteken van dit mengsel ontstaat er een vlam. Het is belangrijk dat de verhouding van de twee gassen correct is, anders ontstaat er te weinig warmte (teveel acetyleen) of wordt het werkstuk aangetast (teveel zuurstof) (zie verder) De verbrandingsgassen die aanwezig zijn in de vlam schermen het smeltbad af van de omringende lucht. Het toevoegmetaal wordt meestal onder de vorm van een staaf of draad afgesmolten in de vlam.
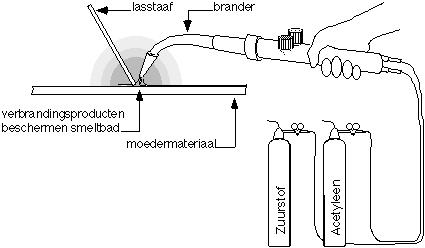
11-6:principe van autogeen lassen
Bij het lassen van staal wordt in het algemeen neutrale vlaminstelling gebruikt, met ongeveer gelijke volumes zuurstof en acetyleen. Door de hoeveelheid toegevoerde zuurstof te verhogen verkrijgt men een oxiderende vlam. Deze vlaminstelling gebruikt men bij autogeen snijden.
Bij de carburerende vlam is er een overschot aan acetyleen. In de nevenstaande figuur wordt er een overzicht gegeven van de drie mogelijke vlaminstellingen.
11.2.2 Apparatuur
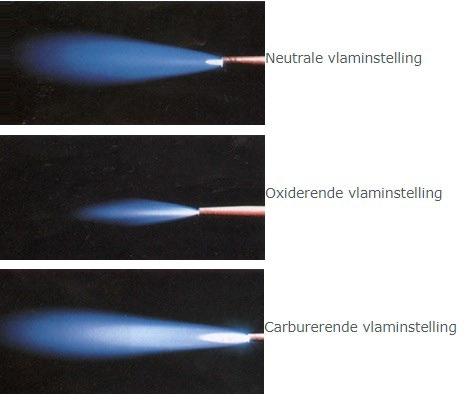
11-7: de verschillende vlaminstellingen
In de onderstaande figuur wordt de nodige apparatuur om te autogeen lassen afgebeeld. De zuurstoffles is wit en de acetyleenfles bruinrood
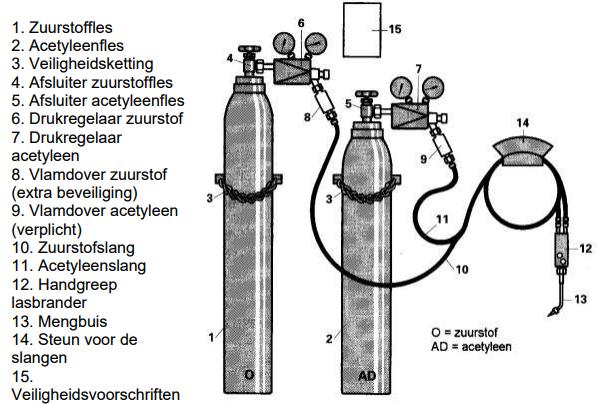
11.2.2.1 Lasbrander
Er bestaan verschillende lasbranders (12), de meest toegepast bij het lassen is de injectorbrander. Hierbij wordt het acetyleengas aangezogen door de hogere zuurstofdruk (2,5 bar) in de injector. De druk voor acetyleen ligt tussen de 0,35 en 0,8 bar. De zuurstof stroomt met een grote snelheid door en uit de injector in de mengkamer. Door de hoge snelheid ontstaat er rond de uitstroomopening van de injector een onderdruk die het acetyleengas aanzuigt. Na menging van beide gassen ontstaat er een uiterst brandbaar gasmengsel.
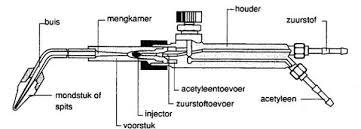
Om na te gaan of de injectorbrander nog goed werkt moet de acetyleenslang van de brander losgemaakt worden. Met een natte vinger wordt de zuigwerking van de injector gecontroleerd. Als men geen zuigwerking voelt, dan is deze niet in orde en mag niet gebruikt worden. Bij het aansteken van de injectorbrander gaat men als volgt te werk:
1. Zuurstofkraan openen
2. Acetyleenkraan openen
3. Uitstromend gasmengsel aansteken
Bij het doven gaat men omgekeerd te werk en wordt eerst de acetyleenkraan dichtgedraaid en vervolgens de zuurstofkraan.
11.2.2.2 Drukregelaar
Het nut en de werking van de drukregelaar (6 en 7) of ontspanner werd uitgelegd in hoofdstuk 9. Bij een reduceerventiel voor acetyleen kan de werkdruk nooit hoger dan 1,5 bar ingesteld worden.
11.2.2.3 Vlamdover
In België is een vlamdover (8 en 9) op elke aansluiting voor acetyleen minimaal verplicht. Dus ook tussen de acetyleendrukregelaar en de slang naar de brander. Deze veiligheid voorkomt ernstige gevolgen ten gevolge van vlamterugslag, vlaminslag en knallen van de brander. Bij vlamterugslag slaat de vlam terug achter de brander in de gastoevoerslang. Het kan optreden als de acetyleentoevoerslang onvoldoende ontlucht wordt of als er acetyleen in de zuurstofslang komt. Bij vlaminslag brandt het gasmengsel in de brander. Het knallen van de brander kan een gevolg zijn van oververhitting of vervuiling van het mondstuk. Vlaminslag en vlamterugslag kunnen te wijten zijn aan een verkeerde drukinstelling.

Een vlamdover is voorzien van een patroon (2) die vervaardigd is uit gesinterd roestvast staal. Deze patroon dooft een eventuele explosievlam. Vlamdovers met een grote doorlaat worden
direct aan de uitgang van de drukregelaar gemonteerd. Kleinere uitvoeringen kunnen in of aan de handgreep bevestigd worden, maar ze kunnen verliezen in de gastoevoer veroorzaken. De vlamdovers mogen alleen geïnstalleerd worden voor de gassoort waarvoor ze bestemd zijn. De rode zijn voor acetyleen en de blauwe voor zuurstof. Na een vlamterugslag en periodiek volgens de voorschriften moet de werking en de dichtheid van de vlamdover met anti-terugslagklep gecontroleerd worden. Wanneer de thermische zekering voor het afsluiten van de gastoevoer heeft gewerkt, moet deze vervangen worden. Herstellingen mogen allen door gekwalificeerd personeel in erkende werkplaatsen uitgevoerd worden.
Het is belangrijk dat de uitstroomsnelheid goed wordt ingesteld. Want een te harde vlam zal het smeltbad wegblazen, een zachte vlam daarentegen zal onvoldoende capaciteit hebben en onvoldoende stabiliteit vertonen op de plaats waar deze moet inwerken. De aanbevolen uitstroomsnelheid bedraagt:
• Kleine lasbranders: 50-60 m/s
• Branders van normale grootte: 80 -130 m/s
Voor het acetyleengebruik geldt de vuistregel: 100 l/h per mm plaatdikte. Het is ook van belang dat de juiste dikte en samenstelling van de lasdraad gekozen wordt. In de onderstaande tabel worden de richtwaarden voor gassmeltlassen van ongelegeerd staal weergegeven.
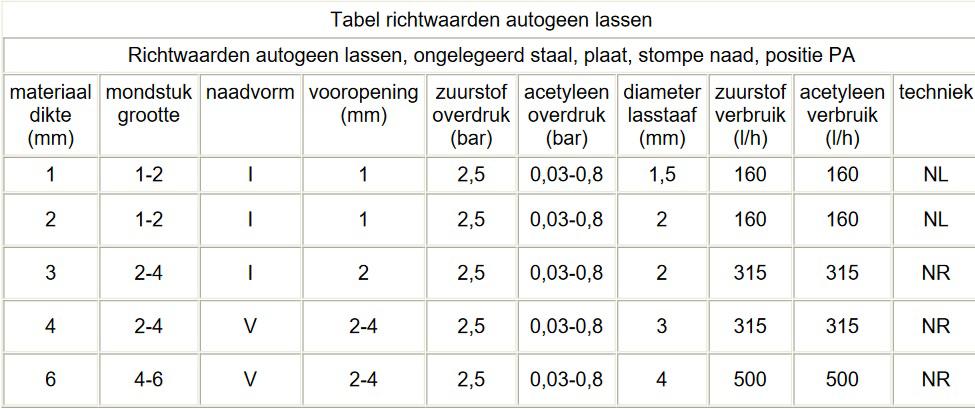
Tabel 11-1: richtwaarden autogeen lassen
Bij gassmeltlassen onderscheidt men twee technieken. Deze zijn afgebeeld in de onderstaande figuur.
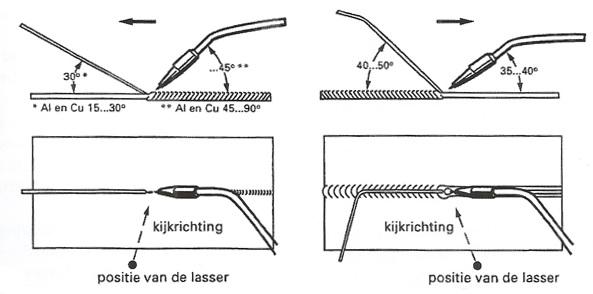
Bij de linkse techniek: het ‘naar links’ lassen heeft de (rechtshandige) lasser de brander in de rechterhand en het toevoegmateriaal in de linkerhand De lasrichting is van rechts naar links, terwijl de vlam van de lasnaad is afgericht. Deze methode wordt toegepast voor dunnere wanddiktes tot ongeveer 3 mm. Bij het ‘naar rechts’ lassen heeft de lasser de brander eveneens in de rechterhand, maar de lasrichting is nu van links naar rechts. De vlam is op de lasnaad gericht. Deze methode geniet de voorkeur, omdat er een goede en gelijkmatige doorlassing en een betere beheersing van het smeltbad verkregen kan worden. Het ‘naar rechts’ vereist een specifieke vaardigheid. Het aantal lassers die deze techniek beheerst is niet zo groot.
Autogeen lassen kan toegepast worden voor het lassen van praktisch alle metalen en legeringen, zoals staal, gietijzer, laag- en hooggelegeerde staalsoorten, aluminium, koper, … En dit voor diktes die gaan van 1 mm tot tientallen mm. Maar het is vooral geschikt voor het lassen van dunnen platen (autoconstructie) en kleine pijpen bij warmtewisselaars, stoomketels, verwarmingsinstallaties. De voordelen van dit lasproces zijn:
• Een breed toepassingsgebied
• De nodige apparatuur is relatief goedkoop.
• Doordat het feit dat er geen elektriciteit nodig is, kan men lassen op afgelegen locaties.
• Materialen die de elektrische stroom niet of slecht geleiden kunnen gelast worden.
Het heeft ook enkele nadelen:
• Er zijn zware gasflessen nodig.
• Doordat er gewerkt wordt met zeer brandbare gassen is er brand- en explosiegevaar.
• Er is risico op vlamterugslag. Meestal is dit te wijten aan het feit dat de brander te dicht op smeltbad wordt gehouden.
• Bij dit lasproces moet er veel warmte toegevoerd worden. Er gaat immers veel warmte verloren naar de omgeving. Hierdoor is er ook een grote kans op vervorming.
• Als men autogeen last in een kleine ruimte, dan wordt het zeer snel erg heet. Er ontstaat ook CO2, vandaar dat men niet lang mag lassen in een afgesloten ruimte.
11.3.1 Principe
Bij het elektrisch booglassen wordt de nodige warmte, om het te lassen materiaal en het toevoegmateriaal te laten smelten, ontwikkeld door een elektrische boog. Dit is een elektrische ontlading tussen twee elektroden doorheen een geïoniseerd, zeer heet gas (plasma). Het plasma is zo heet dat het materiaal onmiddellijk zou verbranden door de inwerking van de omgeving als er geen voorzorgsmaatregels worden getroffen. Daarom wordt de boog en het smeltbad beschermt. Dit kan op verschillende manieren. Bij bepaalde processen (MIG/MAG en TIG) wordt het smeltbad beschermt door er een inert of actief gas over te blazen. Bij andere processen gebeurt de bescherming door een vloeibare slak, die voortkomt van laspoeder (onderpoederdek lassen) of van de bekleding omheen de elektroden (lassen met beklede elektrode).
Het booglassen kan voor zowel wisselstroom als gelijkstroom gebruikt worden. De keuze van de polariteit bij het lassen met gelijkstroom hangt af van het lasproces, de gebruikte elektrode, de beschermgassen, het te lassen basismateriaal, de lasstand, de naadvoorbereiding, … De meeste warmte wordt ontwikkeld als de elektrode positief is en het werkstuk negatief. De inbranding in het werkstuk is ook dieper en geconcentreerder.
Het is wel zo dat de oxidefilm het best wordt opengebroken als het werkstuk verbonden is met de negatieve elektrode. Dit is belangrijk voor het lassen van aluminium, magnesium of hittevaste materialen met een hoog chroomgehalte. Dit kan wel tot problemen leiden bij het TIG-lassen waar de wolfraam elektrode kan afsmelten. Men kiest dan vaak voor wisselstroom (zie TIG-lassen).
Bij het gebruik van wisselstroom wisselen de hierboven vermelde verschijnselen continu tussen de elektrode en het werkstuk.
In de onderstaande tabel zijn enkele van de optredende fenomenen samengevat.
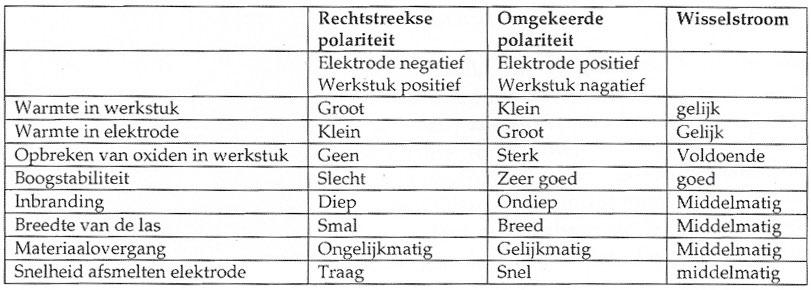
Tabel 11-2: invloed van de polariteit van de elektrode
11.3.2 Lassen met beklede elektrode
11.3.2.1 Principe
In de volksmond spreekt men van lassen met de baguette. Het is een lasproces dat gebruik maakt van een afsmeltende elektrode. Deze elektrode bestaat uit een metalen kerndraad en een bekleding. De kerndraad geleidt de stroom en doet ook dienst als toevoegmateriaal. Als de elektrische boog tussen werkstuk en elektrode ontstoken is, dan zal de kerndraad en de bekleding smelten. Hierdoor zullen er door de aanwezige stoffen in de bekleding gassen vrijkomen. Deze helpen om de boog in stand te houden en het beschermt het vloeibare metaal tegen de omgeving. Uit de bekleding vormt er zich ook een slak die over de uiteindelijke las heen zit. Tijdens de afkoeling beschermt deze slak de las tegen de buitenomgeving, het moet wel achteraf verwijderd worden. De bekleding kan ook extra legeringselementen bevatten.
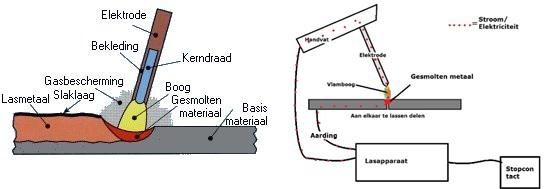
Er bestaan verschillende types elektroden, namelijk:
• Cellulose elektroden
• Rutiel elektroden (wordt het meest toegepast)
• Basische elektroden
11.3.2.2 Apparatuur
Bij deze lasmethode wordt er gebruik gemaakt van een stroombron. Het moet de stroom leveren die nodig is voor het afsmelten van de elektrode en het moet voldoende voltage hebben voor het stabiliseren van de elektrische boog. De toe te passen stroomsterkte is afhankelijk van de kerndraaddiameter en het rendement van de elektrode. Bij een normaal rendement mag uitgaan van circa 40 A/mm. Voor een 4 mm elektrode is dat zo’n 160 A. In de praktijk zullen er stromen tussen de 140 en 180 A gebruikt worden (zie onderstaande figuur).
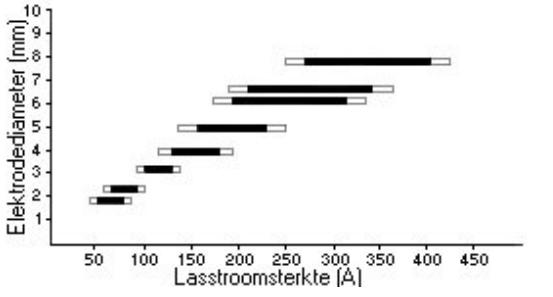
Aangezien er een hoge stroom (50 - 300 A) nodig is met een relatief lage spanning (10 - 50 V) moet de netspanning (220 of 380 V) verlaagd worden door een transformator.
Beklede elektrode zijn geschikt om verlast te worden met wisselstroom (AC) en/of gelijkstroom (DC). Elektroden voor wisselstroom kunnen gelast worden met gelijkstroom, maar omgekeerd zijn niet alle gelijkstroomelektroden geschikt voor wisselstroom.
11.3.2.3 Toepassingen
Lassen met beklede elektrode is een lasproces dat veel toegepast wordt bij doe-het-zelvers.
Het is ook de meest gebruikte methode om onder water te lassen. De voordelen van lassen met beklede elektrode zijn:
• De apparatuur is vrij compact en licht (geen gasflessen). Het is ook vrij goedkoop.
• Het is relatief eenvoudig om dit lasproces aan te leren.
• Het is mogelijk om buiten met enige wind te lassen
Het heeft wel enkele nadelen:
• De nodige stroom is hoog.
• Er blijft steeds een slak achter, deze moet achteraf verwijderd worden.
• Er is een serieus risico op slakinsluitsels. Hierdoor is er kwaliteitsverlies.
• Het is een relatieve dure lasmethode. De slak moet verwijderd worden en er moet steeds een nieuwe elektrode opgezet worden.
• Het is moeilijk te automatiseren.
11.3.3.1 Principe
MIG- en MAG staat respectievelijk voor Metal Inert Gas en voor Metal Active Gas. In de volksmond spreekt men van een halfautomaat. Het verschil tussen deze twee lasprocessen is het gebruikte beschermgas. Bij het MIG-lassen is dat een inert gas (bv.: argon, argonmengsels met waterstof of helium) en bij MAG-lassen is dat een actief gas (bv.: CO2, argonmengsels met CO2). In tegenstelling tot het inert gas reageert het actief gas wel met het smeltbad. Daardoor heeft het een ongunstige invloed op de laskwaliteit. Bij het MIG- en MAG-lassen wordt er tijdens het lassen continu mechanisch een draad aangevoerd. Tussen de draad en het werkstuk wordt er een plasmaboog gevormd. De draad dient als elektrode en als toevoegmetaal (zie Figuur 11-15)
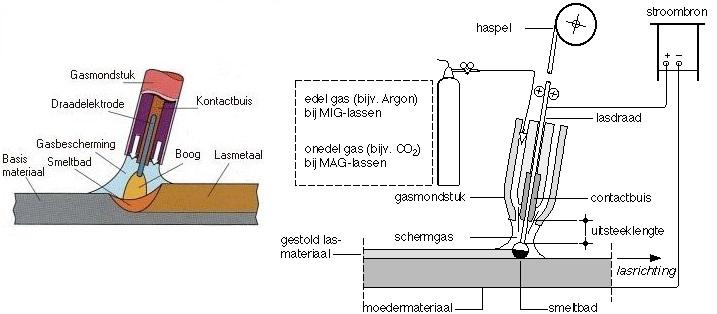
11.3.3.2 Apparatuur
Het MIG/MAG-lassen gebeurt met gelijkstroom (DC). De stroombron is een CP (Constant Potential) of CV (Constant Voltage) stroombron. De twee parameters die ingesteld moeten worden zijn:
• De draadaanvoersnelheid
Deze parameter geeft aan met welke de draad wordt aangevoerd. Het bepaalt de stroomsterkte
• De spanning De ingestelde spanning bepaalt de booglengte.
Er zijn verschillende vormen waarop de materiaaloverdracht van de draad naar het smeltbad gebeurt. De belangrijkste zijn:
• Kortsluitboog
Bij het kortsluitbooglassen komt het gesmolten draadeinde in aanraking met het smeltbad. Op dat moment dooft de boog en loopt de stroom rechtsreeks door de draad en een brug van gesmolten metaal. Hierbij neemt de stroomsterkte sterk toe en het draaduiteinde smelt af. Er ontstaat opnieuw een boog. Voor een 1,2 mm draad varieert de spanning van 17 V (bij 100 A) tot 22 V (bij 200 A).
• Open boog
Voor open booglassen of sproeibooglassen is er een veel grotere spanning vereist. Zodanig dat de draad zeker geen contact maakt met het smeltbad. Het gesmolten metaal aan het draaduiteinde gaat naar het smeltbad over in de vorm van fijne druppels. Er is een minimale stroomsterkte vereist zodanig dat de druppels met voldoende kracht door de boog wordt geprojecteerd. Voor een 1,2 mm draad moet de boogspanning vanaf ongeveer 27 (250 A) tot 35 V (400 A) ingesteld worden.
• Pulsboog
De pulsboog is een methode om een stabiele boog te verkrijgen. Bij het pulserend lassen wordt materiaaltransport met een open boog verkregen. Elke stroompuls moet voldoende krachtig zijn om een druppel af te schieten. De vervorming bij het pulsboog lassen is lager omdat de warmte-inbreng lager is. De afbranding van legeringselementen is gering. Het lasuiterlijk is glad en het aantal spatten is zeer beperkt tot helemaal geen.
De kortsluitboog en de pulsboog worden toegepast bij het lassen bij lagere stroomsterkte en het open booglassen bij hoge lasstromen.
De onderstaande tabel geeft richtwaarden voor spanning en stroom bij diverse draaddiameters bij zowel kortsluitboog als open booglassen.
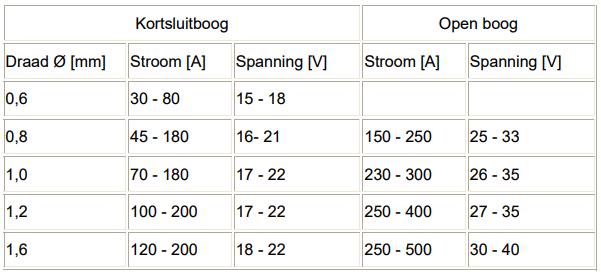
Tabel 11-3: stroom- en spanningswaarden voor draaddiameters bij het kortsluitbooglassen en het lassen met open boog 11.3.3.3 Beschermgas
Zoals eerder vermeld wordt het smeltbad beschermd door een beschermgas. Afhankelijk van het te lassen materiaal wordt er een ander gas(mengsel) gebruikt.
• MAG-lassen van ongelegeerde en laaggelegeerde staalsoorten
Voor het MAG-lassen van staal kan er 100 % CO2 of een gasmengsel van argon met 8 à 25 % CO2 gebruikt worden. Dit menggas reageert met de las. Hoe hoger het percentage CO2 hoe dieper de las zal inbranden. Het is ook minder kritisch voor de ingestelde parameters en biedt een fraaier lasuiterlijk met minder spatverlies. Het risico op bindingsfouten is wel groter, omdat de ingebrachte warmte kleiner is dan bij 100 % CO2. De meeste gebruikte samenstelling is 85 % argon + 15 % CO2
• MAG-lassen van roestvaste en hittebestendige staalsoorten
Voor het lassen van roestvast staal wordt een gasmengsel van argon met 0,5 tot 5 % CO2 gebruikt. De meeste gebruikte samenstelling is 98 % argon + 2 % CO2
• MIG-lassen van aluminiumlegeringen
Voor het lassen van aluminium maakt men gebruik van 100 % argon of een gasmengsel van argon met 25 tot 75 % helium.
11.3.3.4 Toepassingen
De toepassingen van het MIG- en MAG-lassen zijn zeer uiteenlopend. Het wordt bijvoorbeeld gebruikt voor het lassen van licht gelegeerde koolstofstaalsoorten, roestvaste staalsoorten of non-ferrolegeringen (zoals Al).
De voordelen van het MIG- en MAG-lassen zijn:
• Het is universeel inzetbaar.
• Een goede laskwaliteit
• Het is een goedkope lasmethode bij het gebruik van CO2 (MAG).
• Er kan in veel posities gelast worden
MIG- en MAG-lassen heeft ook enkele nadelen:
• Veel spatten die zich kunnen hechten aan het werkstuk.
• De nodige apparatuur (gasfles, lastransfo, rol met lasdraad, draadtransportmechaniek) neemt wel wat plaat in.
• Het niet tot nauwelijks toepasbaar bij wind.
11.3.4 TIG-lassen
11.3.4.1 Principe
Bij het TIG-lassen, wat staat voor Tungsten Inert Gas, wordt er gebruik gemaakt van een nietafsmeltende wolfraamelektrode. Soms worden er kleine hoeveelheden andere stoffen toegevoegd om de laskwaliteit te verbeteren. De top van de elektrode moet ook voldoende fijn zijn. Het lastoevoegmateriaal wordt handmatig in het smeltbad toegevoegd. De nodige warmte wordt verkregen door een kortsluitboog te trekken tussen de elektrode en het werkstuk. Meestal wordt de boog gestart door een kortdurende hoogspanningsontlading. Net zoals bij het lassen met beklede elektrode wordt er bij dit lasproces gewerkt met een constante stroomsterkte. Als beschermgas past men meestal argon (= inert gas) toe.
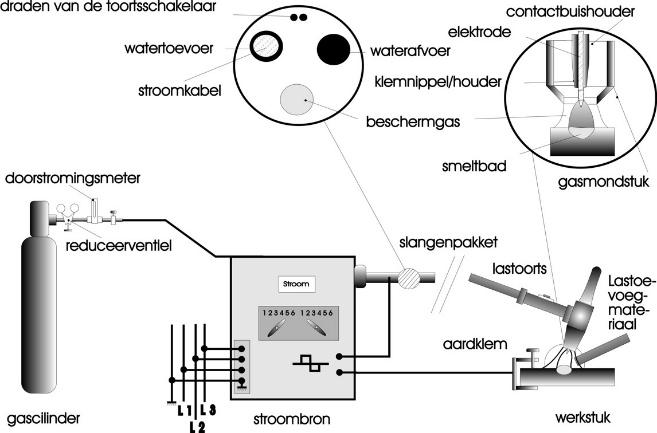
11.3.4.2 Apparatuur
Voor het TIG-lassen kan zowel een gelijkstroombron (DC) als een wisselstroombron (AC) gebruikt worden. In beide gevallen zal de stroombron bij een bepaalde instelling een constante stroom leveren. Voor het lassen van materialen met hardnekkige oxidehuid, zoals aluminium, wordt er best wisselstroom gebruikt. Een nadeel is wel dat de boog breder is.
Het starten van de boog gebeurt gewoonlijk met behulp van een hoogfrequente spanning die een vonkenbrug doet ontstaan. Hierdoor wordt de ruimte tussen de elektrode en het werkstuk geïoniseerd.
In de onderstaande tabel zijn de lasparameters voor TIG-lassen weergegeven.
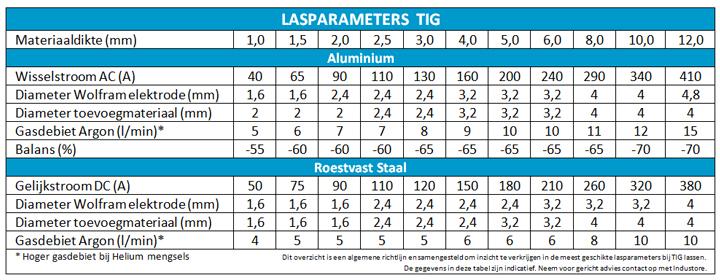
11.3.4.3 Beschermgas
Bij TIG-lassen gebruikt men meestal argon als beschermgas. Soms wordt er gelast met helium of een gasmengsel van argon en helium omdat dat een grotere boogspanning vereist en daardoor een diepere inbranding geeft. Helium is duurder en het nodige debiet is ongeveer het dubbele van die van argon. Soms wordt er een klein percentage waterstof aan het argon toegevoegd om gladdere lassen te bekomen.
11.3.4.4 Toepassingen
TIG-lassen wordt voornamelijk toegepast voor het lassen van aluminium en van hooggelegeerd staal zoals roestvast staal (rvs).
De voordelen van TIG-lassen zijn:
• Een zeer hoge laskwaliteit
• Toevoegsnelheid kan vrij gekozen worden, want de toevoeging van het materiaal gebeurt handmatig
• Er zijn geen spatten bij dit lasproces.
• Er is ook bijna geen lasrook.
• Er kan in alle posities gelast worden.
• Het is ideaal voor dun materiaal
Dit lasproces heeft ook enkele nadelen:
• Het is een relatief langzaam proces.
• Omwille van het beschermgas (inert gas), de lage lassnelheid en de regelelektronica is TIG-lassen een duur proces.
• Er is ook een groot risico op kromtrekken van het werkstuk, omdat de warmte-inbreng zeer groot is.
11.3.5 Onderpoederdek lassen (OP-lassen)
11.3.5.1 Principe
Net zoals bij MIG- en MAG-lassen wordt er bij dit lasproces een boog onderhouden tussen een continu aangevoerde blanke draadelektrode en het werkstuk. Het smeltbad wordt tegen de inwerking van de omringende lucht beschermt door middel van een laspoeder. Dit poeder produceert de nodige beschermgassen en een slak. Via het poeder kunnen er legeringselementen aan het lasbad toegevoegd worden. De slak moet dan achteraf verwijderd worden. Er bestaan een aantal varianten, namelijk twin-arc lassen en tandem lassen. Bij het twin-arc lassen worden twee, meestal dunne, dragen door één draadaanvoermotor en door dezelfde contacttip gevoerd. Bij het tandem lassen daarentegen worden twee draden, elk aangesloten op een eigen stroombron, afzonderlijk aangevoerd.
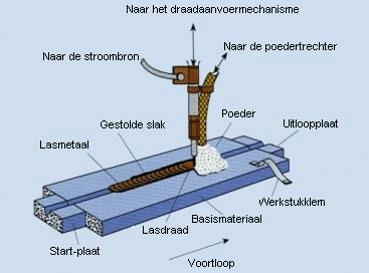
Figuur 11-17: onderpoederdek lassen
11.3.5.2 Toepassingen
Onderpoederdek lassen wordt onder andere toegepast bij:
• Algemeen: zware industrie: scheepsbouw, apparatenbouw
• Opslagtanks
• Schepen
• Grote machines
De voordelen van deze lasmethode zijn:
• Er kan gewerkt worden met grote stromen. Hierdoor is er een grote sneersmelt, lasdiepten, en lassnelheden mogelijk.
• Mogelijkheid tot langdurig achtereen te lassen
• Goed te automatiseren
• Gezichtsbescherming is niet noodzakelijk
• Het is een goedkoop lasproces
• Mooi gladde en goede lassen
Deze lasmethode heeft ook enkele nadelen, namelijk:
• De warmte-inbreng bij dik materiaal is vrij groot.
• Geen uitzicht op las. De las moet dus achteraf gecontroleerd worden.
• De mogelijke lasposities zijn beperkt.
• Het risico op lasfouten zoals onvolkomen doorlassingen en slakinsluitingen, is relatief groot.
11.4.1 Wat is dit?
Bij solderen gebeurt de verbinding door het toevoegen van een gesmolten metaal (hardsoldeer, soldeer), waarvan het smeltpunt aanzienlijk lager ligt dan deze van de te verbinden delen. Deze worden dus niet tot smelten gebracht. Afhankelijk van het smeltpunt van het toevoegmetaal onderscheidt men:
• Zachtsolderen: smelttemperatuur < 450 °C
• Hardsolderen of braseren: smelttemperatuur > 450 °C
• Hoogtemperatuursolderen: smelttemperatuur > 850 °C
Voor het solderen wordt een vloeimiddel gebruikt. Dit vermindert de oxidatie die vrijkomt bij het solderen en laat het soldeer mooi vloeien.
11.4.2 Zachtsolderen
Zachtsolderen is een techniek dat gebruikt maakt van een soldeerbout of een soldeerbrander bij een temperatuur die lager is dan 450 °C. Vroeger maakte men veel gebruikt van tin-loodlegeringen. Tegenwoordig mag lood niet meer gebruikt worden omdat lood giftig is. Tegenwoordig bestaat het zachtsoldeer uit tin (hoofdbestanddeel) dat aangevuld is met zilver. (Zie ook tabellenboek blz. 157).

Zachtsolderen wordt onder andere gebruikt voor het solderen van elektronische componenten op printplaten, leidingwerk, … De vloeimiddelen zijn in een pasta of in een vloeistof verkrijgbaar. Deze vloeimiddelen bevatten tegenwoordig geen zuur meer. Bij het solderen van elektronica wordt er doorgaans een soldeerdraad met een harskern gebruikt. Deze kern dient als vloeimiddel.
Hardsolderen wordt ook wel braseren genoemd. Omwille van de hogere temperatuur kan er geen soldeerbout gebruikt worden. Men maakt gebruik van soldeerbrander. Er zijn verschillende branders op de markt. Zo zijn er branders die aangesloten zijn op een slang. De slang is op zijn beurt verbonden met een gasfles. Daarnaast bestaan er ook branders waarbij kleine verwisselbare gastankjes die direct verbonden zijn met het soldeerapparaat.
Als gas kan men propaan, acetyleen of Mapp®- gas (dit is een mengsel van isobutaan en propeen).
De belangrijkste hardsoldeersoorten zijn zilverhardsoldeer, koperhardsoldeer, aluminiumhardsoldeer en koperzinkhardsoldeer (zie ook tabellenboek blz. 158).
Zilverhardsoldeer gebruikt men voor alle ferro en non-ferrolegeringen uitgezonderd van aluminium en magnesium. Voor het solderen van aluminium gebruikt men aluminiumhardsoldeer.



Koperhardsoldeer kan men aanwenden voor het solderen van ongelegeerd, laag- en hooggelegeerd staal, nikkel en koper-nikkel. Koperzinkhardsoldeer ten slotte is geschikt voor koper en koperlegeringen.
Braseren wordt gebruikt voor het solderen van sieraden, leidingwerk, koelinstallaties, gereedschapsstaal, …
Als vloeimiddel of FLUX wordt een witachtig poeder of pasta gebruikt. Er bestaan twee soorten FLUX. Zo is er poeder of pasta voor zilverhardlegeringen met een en een poeder voor messing en messing hard legeringen.
Soldeerverbindingen hebben als voordelen dat:

• De werkingstemperaturen zijn relatief laag. Waardoor er nauwelijks schadelijke materiaalbeïnvloeding ontstaat. De oppervlaktebeschermingslagen worden weinig verstoord
• Soldeerplaatsen hebben een goede elektrische geleidbaarheid
• Zijn in hoge mate dicht voor gassen en vloeistoffen.
• Men kan tegelijkertijd meerdere soldeerverbindingen op een werkstuk maken.
• Men kan onderling verschillende materialen (zoals metaal-keramiek combinatie) verbinden met elkaar.
Toch hebben ze enkele nadelen:
• Bij enkele metalen, vooral bij aluminium, bestaat er gevaar voor elektrolytische vernietiging van de soldeerplaats. Aluminium moet daarom, indien mogelijk, gelast, verlijmd, geklonken worden.
• Vloeimiddelresten kunnen aanleiding geven tot corrosie van de verbinding.
• Ze zijn minder sterk dan lasverbindingen.
• Meer voorbereidingswerk.
12.1
P&ID staat voor Piping and Instrumentation Diagram of Process and Instrumentation Diagram. Het is een schematische tekening waarop is aangegeven hoe een procesinstallatie in elkaar zit. Men kan op deze tekening aflezen uit welke pijpen en instrumentatie een installatie is opgebouwd. De onderdelen zijn door middel van symbolen weergegeven. In een P&ID worden ook regelkringen schematisch weergegeven.
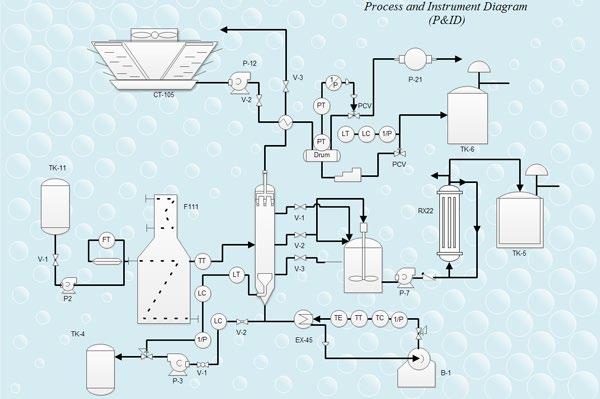
12.2.1 Uitrusting
De groep uitrusting bestaat uit diverse P&ID-eenheden. Deze groep bevat pompen, compressoren, warmtewisselaars, vaten.
• Een pomp is een toestel dat een vloeistof verplaatst door er energie aan te geven in de vorm van drukverhoging of snelheidsverhoging.
• Een compressor is een toestel dat een gas, vaak lucht, kan samenpersen en onder een hogere druk beschikbaar stelt.
• Een warmtewisselaar is een toestel dat ontworpen is om warmte op een efficiënte manier van verschillende oppervlakken of dragers over te brengen. Deze groep bevat boilers, condensers en andere warmtewisselaars
• Een vat of een vessel is een container die gebruikt wordt om vloeistof in op te slaan. Het kan tijdens de opslag ook de kenmerken van de vloeistof veranderen. Deze categorie bevat tanks, cilinders, kolommen, zakken en andere vaten.
In de onderstaande drie figuren zijn de belangrijkste P&ID-symbolen omtrent uitrusting weergegeven.
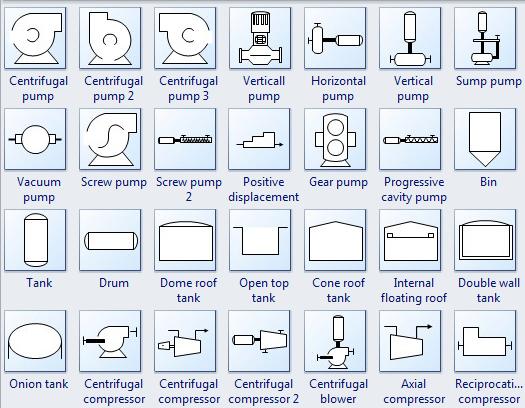
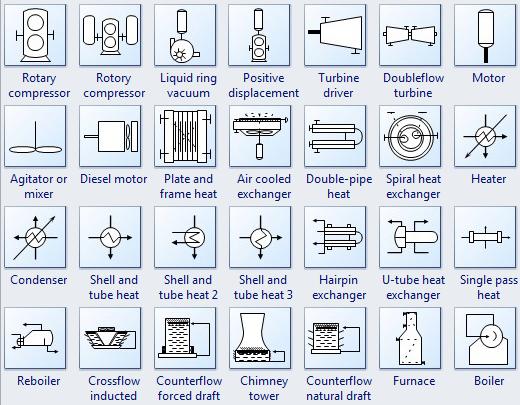
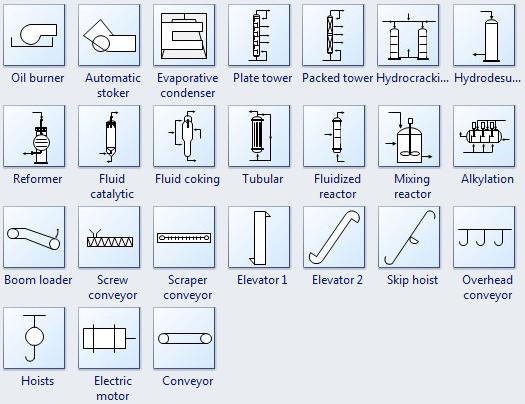
Een leiding is een buis die vloeibare stoffen vervoert. Leidingen kunnen vervaardigd zijn uit verschillende materialen zoals metalen of kunststoffen. De groep leidingen bestaat uit ‘oneto-many’-leidingen, meerdere leidingen, scheiders en andere soorten leidingapparaten.
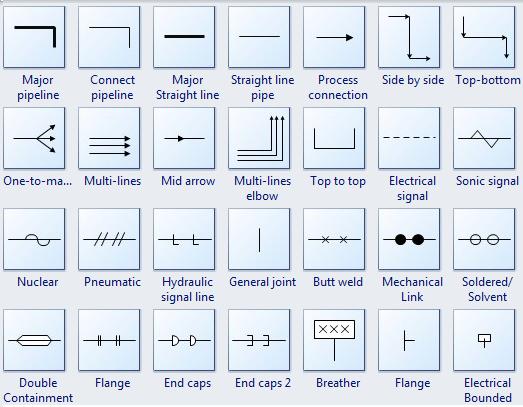
Een klep regelt, richt of controleert de stroming van een vloeistof door doorgangen in een leidingsysteem te openen, te sluiten of gedeeltelijk te blokkeren.
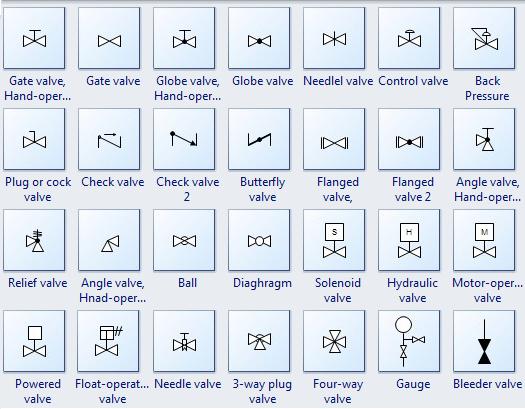
De instrumentatiesymbolen voor P&ID’s zijn gestandaardiseerd en moeten voldoen aan de norm ANSI/ISA’s S5.1-1984 (R1992). De norm 5.1 garandeert een consistente en systeemonhankelijke manier om te communiceren over de instrumentatie, controle en automatisering.
ISA S5.1 definieert vier grafische elementen, namelijk:
• Afzonderlijke instrumenten
Afzonderlijke instrumenten worden weergegeven met cirkels.
• Gedeelde controle/display
Gedeelte controle/display-elementen worden weergegeven door cirkels binnen een vierkant.
• Computerfunctie
Computerfuncties worden aangegeven door een zeshoek
• Programmeerbare logische controller (PLC)
PLC’s worden aangegeven door een driehoek binnen een vierkant
Afhankelijk van de locatie van de instrumenten, komt er nog een lijn, dubbele lijn, stippellijn of niks bij.
• Primaire locatie
Dit wordt aangegeven door een horizontale volle lijn
• Bevindt zicht extern
Wanneer het toestel of de functie zicht extern bevindt is er geen lijn
• Aanvullende locatie
Bij een aanvullende locatie wordt er een dubbele lijn getekend
• Achter scheidingswand of op een andere moeilijk bereikbare locatie
Dit wordt weergegeven met een horizontale stippellijn.
In de onderstaande tabel wordt er een overzicht gegeven van de verschillende instrumentatiesymbolen.
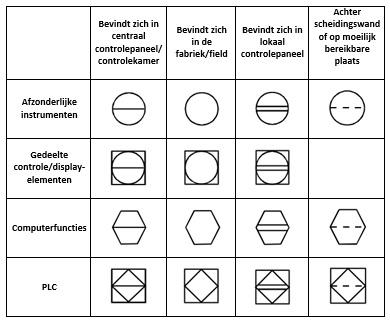
Tabel 12-1: overzicht van de verschillende instrumentatiesymbolen
Binnen elk element staan er combinaties van letters en cijfers. De lettercombinaties worden gedefinieerd door de ISA-norm. De cijfers worden door de ontwerpers toegewezen. Sommige bedrijven koppelen het instrumentnummer aan het proceslijnnummer. Anderen bedrijven opteren om unieke en soms ongebruikelijke systemen te gebruiken
De eerste letter geeft de gemeten of aangeduide variabele weer. De volgende letters definiëren de uitlezings-, passieve, uitgang- of aanpassingsfuncties. Een overzicht is gegeven in de Tabel 12-2.
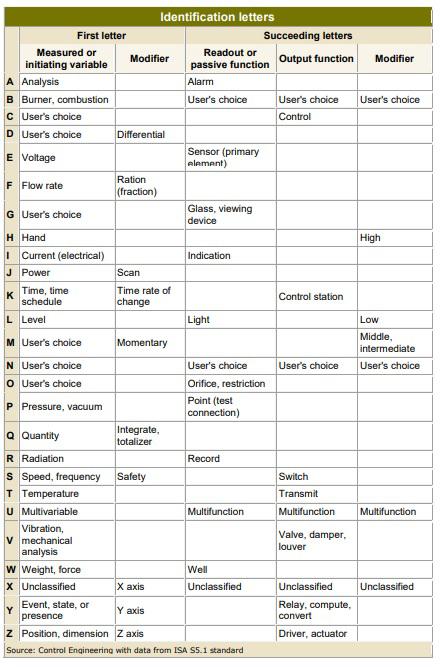
Tabel 12-2: de mogelijke letters bij de instrumentatiesymbolen
In de figuur, die terug te vinden is op de volgende bladzijde, worden er enkele instrumentatiesymbolen weergegeven.
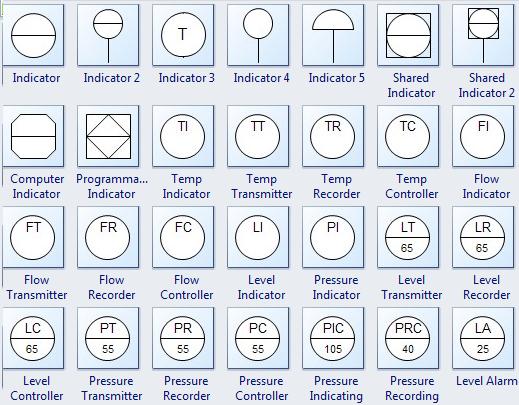
12-7: P&ID-symbolen-instrumentatie
13.1 Schuifmaat
Een schuifmaat (zie Figuur 13-1) is een onmisbaar meetinstrument in de werkplaats.
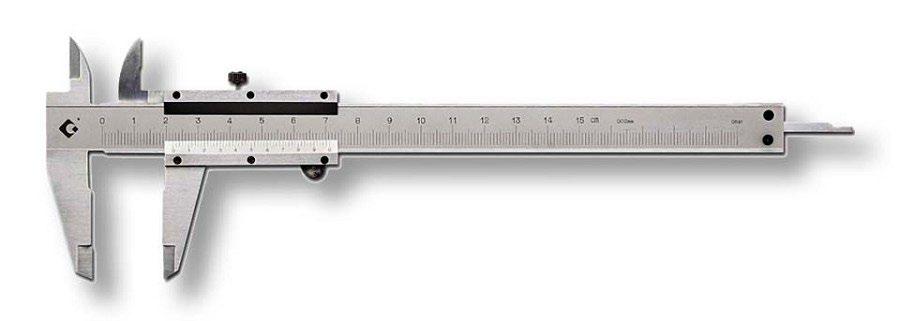
13-1: schuifmaat
Er kan zowel inwendige, uitwendige als dieptematen mee gemeten worden. De gebruikelijke afleesresolutie is 0,1 mm en 0,05 mm. Er bestaan ook schuifmaten met een resolutie van 0,01 mm.
13.1.1
De schuifmaat bestaat uit een liniaal of een meetlat (met een schaalverdeling in mm), een aanslag die één geheel vormt met de liniaal (= de vaste meetbek) en een verschuifbare aanslag (= verschuifbare meetbek). De slede van de losse meetbek heeft een tweede schaalverdeling (= de nonius).
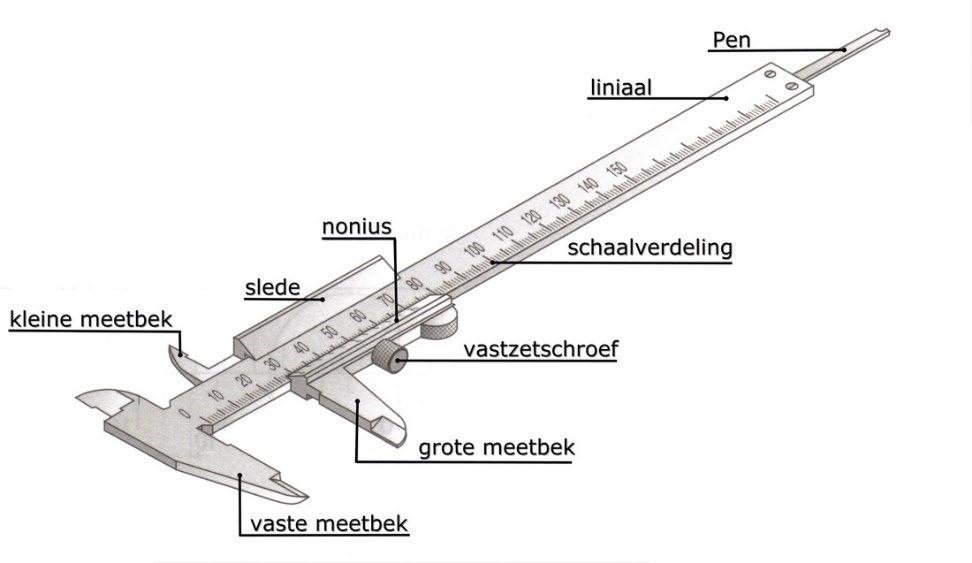
Figuur 13-2: de opbouw van een schuifmaat
Bij alle uitvoeringen is er een klemschroefje of een ander klemsysteem voorzien om de verschuifbare meetbek in een bepaalde stand te klemmen. De bekken mogen nooit met een grote kracht over het te meten stuk gedrukt worden, want op die manier kan je de bekken en dus de schuifmaat beschadigen. Een standaardschuifmaat heeft een meetbereik van 0 tot 150 mm. Er zijn echter ook schuifmaten met een meetbereik tot 2000 mm.
In de onderstaande figuur zijn de toepassingsmogelijkheden van de schuifmaat weergegeven. Om buitenmaten op te meten wordt er gebruik gemaakt van de grote meetbekken, voor inwendige maten zijn dat de kleine meetbekken. Voor dieptemetingen is er aan de achterzijde van de schuifmaat een dunne lat voorzien.
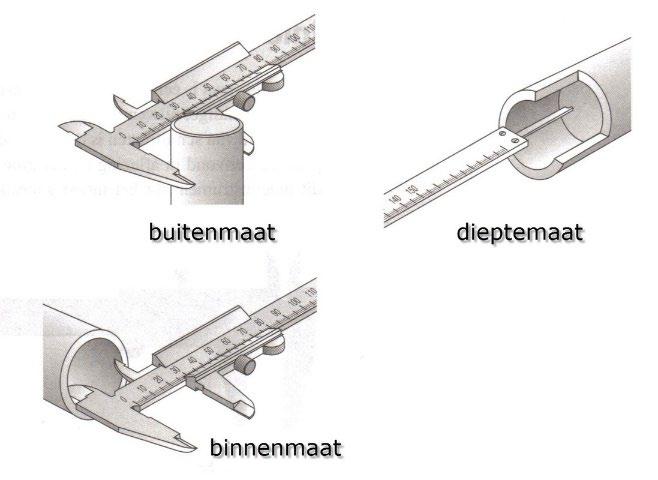
13-3: toepassingsmogelijkheden van de schuifmaat
13.1.2.1 Afleesnauwkeurigheid van 1/10 mm
Op de verschuifbare meetbek staat een schaalverdeling waarop 9 mm onderverdeeld is in 10 gelijke delen. De afstand tussen 2 deelstrepen van de nonius bedraagt dus 0,9 mm.
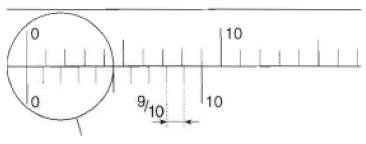
13-4: de afstand tussen elk streepje op de noniusschaal = 0,9 mm
Met gesloten meetbekken bedragen de afstanden tussen de deelstrepen van de meetlat en van de nonius respectievelijk 0,1; 0,2; 0,3; tot 0,9 mm.

Figuur 13-5: de afstand tussen de deelstrepen op de nonius en deze op de meetlat
Op deze manier kan de afstand tussen de meetbekken ingesteld worden met een nauwkeurigheid van 0,1 mm. Wanneer het 1ste streepje van de nonius overeenkomt met een streepje op de mm-schaalverdeling, staan de meetbekken op 0,1 mm van elkaar. Wanneer het 2de streepje van de nonius overeenkomt met een streepje op de mm-schaalverdeling, staan de meetbekken op 0,2 mm van elkaar, enz.
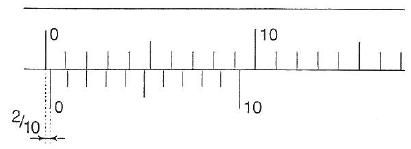
Figuur 13-6: het 2de streepje van de nonius en het 2de streepje op de mm-schaalverdeling komen overeen als de meetbekken 0,2 mm van elkaar staan
Bij het aflezen van de schuifmaat moet er eerst gekeken worden naar de gehele mm’s en vervolgens moet het aantal tienden van een millimeter bepaald worden De werkwijze wordt uitgelegd aan de hand van een voorbeeld. In de onderstaande figuur zijn er 14 gehele mm’s van de 0-streep van de nonius. Het 6de streepje van de nonius valt samen met een streepje op de mm-schaalverdeling. Dit betekent dat het 0-streepje van de nonius zicht bevindt op een afstand van 0,6 mm van de laatste gehele mm. De afstand tussen de meetbekken bedraagt dus: 14 mm + 0,6 mm = 14,6 mm.
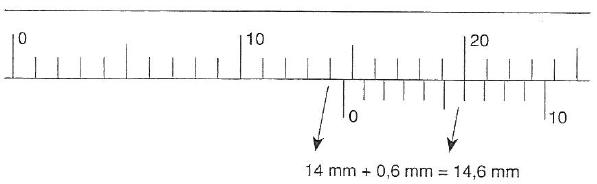
13.1.2.2 Afleesnauwkeurigheid van 1/20 mm
In dit geval is op de nonius 19 mm onderverdeeld in 20 gelijke delen. De afstand tussen 2 deelstrepen op de nonius bedraagt nu 0,95 m, wat resulteert in een afleesnauwkeurigheid van 1/20 mm. Wanneer het 1ste streepje van de nonius overeenkomt met een streepje op de mmschaalverdeling, staan de meetbekken op 0,05 mm van elkaar. Wanneer het 2de streepje van de nonius overeenkomt met een streepje op de mm-schaalverdeling, staan de meetbekken op 0,1 mm van elkaar, enz. De aflezing gebeurt zoals bij de schuifmaat met een afleesnauwkeurigheid van 1/10 mm.
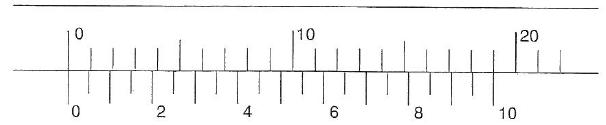
Figuur 13-8: nonius met afleesnauwkeurigheid tot op 1/20 mm
13.1.3
Tegenwoordig wordt steeds meer een digitale schuifmaat gebruikt.

Met de knop zero is het mogelijk om een nulpunt op een willekeurige plaat te kiezen. Het kunnen ‘resetten’ in gelijk welke stand heeft heel wat voordelen. Hier voert men een vergelijkende meting uit. Eerst meet je de bovenste maat, daarna zet je de schuifmaat op 0 en meet je de andere maat. Zo wordt het maatverschil direct afgelezen.
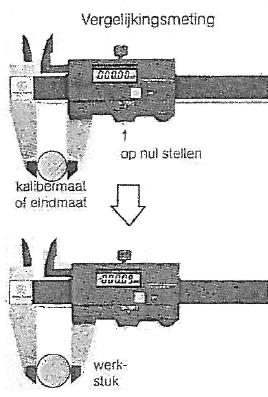
13.1.4
Een speciale uitvoering van de schuifmaat is de hoogteschuifmaat of de hoogtemeter. Deze bestaat uit een voet waarop een liniaal is bevestigd. Op de schuif met de nonius is een krasblokje gemonteerd. De hoogte van de schuif (en dus de plaats waar je met het krasblokje een lijn wilt trekken) kan met een regelschroef ingesteld worden tot op 0,05 mm nauwkeurig. Met dit toestel kan er dus nauwkeurig afgetekend worden.
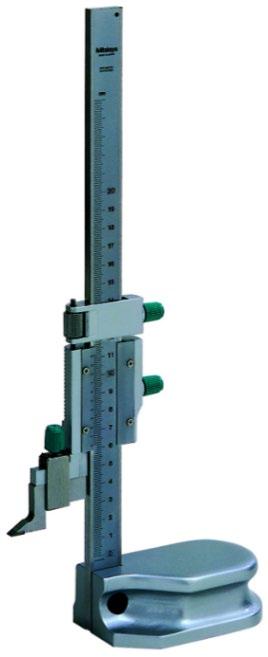
13.1.5
Lees de maten af in de onderstaande figuren.
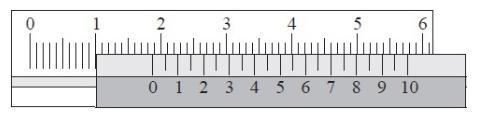
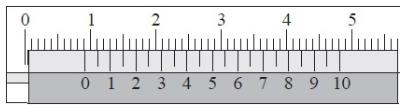
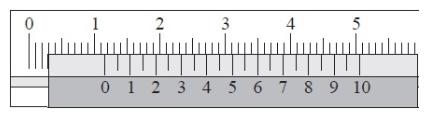
Nummer Afleesnauwkeurigheid Hele millimeters Waarde na de komma De afgelezen maat 1 2 3
Met een schuifmaat kan er met een nauwkeurigheid van 0,1 of 0,05 mm (eventueel 0,01 mm bij digitale schuifmaten) gemeten worden. Voor nauwkeurig werk (bv. meten van passingen) is de schuifmaat normaal niet nauwkeurig genoeg. Hiervoor moet men kunnen meten tot op 0,01 mm en minder. Een geschikt meetinstrument hiervoor is een schroefmaat ook wel een micrometer genoemd. Hiermee kan tot op 0,001 mm nauwkeurig gemeten worden. In dit geval is de schroefmaat voorzien van een nonius. In tegenstelling tot de schuifmaat, kan er niet met één schroefmaat inwendige, uitwendige en dieptemetingen uitgevoerd worden. Hiervoor zijn er 3 verschillende meettoestellen nodig.
13.2.1 Opbouw
De opbouw van een schroefmaat is volgt: het lichaam (1) van de schroefmaat heeft de vorm van een beugel. Gewoonlijk is de beugel aan beide zijden voorzien van isolatieplaatjes (2), om warmteoverdracht van de hand naar de beugel te voorkomen. De tasters zijn voorzien van hardmetalen meetvlakken (5), om deze te beschermen tegen krassen. Het meten gebeurt tussen de vaste taster en de beweegbare taster. Het axiaal verschuiven van de beweegbare taster gebeurt volgens het principe van schroefspil en moer. Op micrometerspil (10) is er uitwendige schroefdraad aangebracht. Deze gijpt in met de inwendige schroefdraad van de
beugel (1). Wanneer de micrometerspil (10) een volledige toer ronddraait, krijgt het een axiale verplaatsing, gelijk aan de spoed van de schroefdraad. De micrometerspil krijgt een ronddraaiende beweging als men de meettrommel (13) verdraait, die met de instelschroef (14) vastgevezen zit op de taster (10).
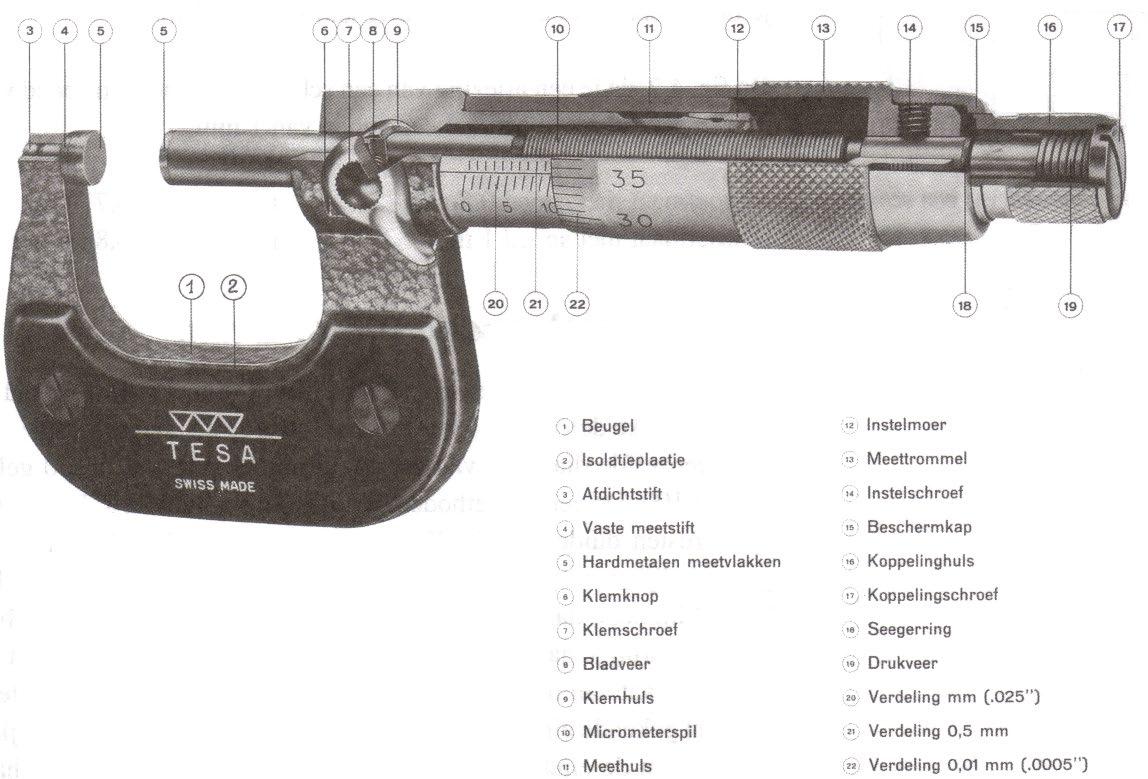
13.2.2 Aflezen van een schroefmaat
De millimeter- of halve millimeterschaalverdeling is aangebracht op de meethuls (11), die met een perspassing bevestigd is op het lichaam (1). De spoed van de schroefdraad van taster (10) is 1 mm ofwel 0,5 mm. In het geval van 1 mm is de meettrommel (13) op de afschuining vooraan verdeeld in 100 gelijke delen. In het tweede in 50 gelijke delen. Als in beide gevallen de meettrommel (13) over één verdeling verdraaid wordt, bedraagt de axiale verplaatsing van de taster (10) 1/100 mm. De afleesnauwkeurigheid bedraagt dus 0,01 mm.
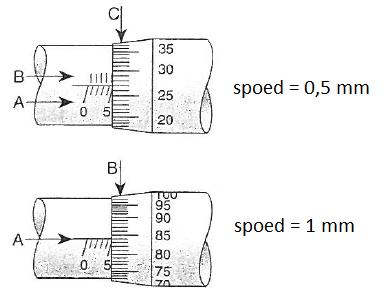
Het aflezen van een schroefmaat gebeurt in 4 stappen.
13.2.2.1 Aflezen van het aantal hele millimeters
Het aantal hele millimeters wordt van de huls gelezen. Dit lees je af op de rand van de trommel met schaalverdeling. De rand staat voorbij het 7 millimeterstreepje. Het aantal hele millimeter is dus 7.
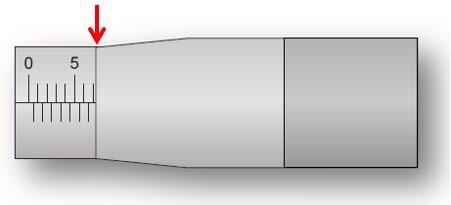
13.2.2.2 Een halve millimeter zichtbaar?
Het halve millimeterstreepje onder referentielijn en na de 7 is niet zichtbaar. Wanneer dit streepje niet zichtbaar is, hoef je er niets meer bij op tellen.
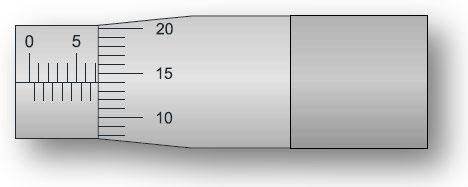
13.2.2.3 Aflezen van het aantal honderdste millimeters
Op de trommel staan de honderdste millimeters. Je leest de trommel af bij de referentielijn van de huls (zie pijl). Wanneer je de trommel bij de referentielijn afleest kom je uit op 14. Omdat dit honderdste millimeters zijn, is de waarde dus 0,14 mm.
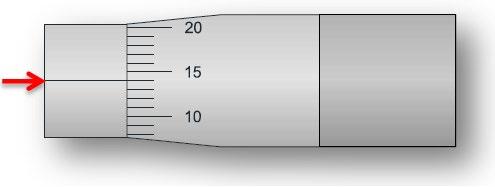
13.2.2.4 Optellen
De maat waarop de schroefmaat ingesteld is, bereken je als volgt: 7,00 + 0 + 0,14 mm = 7,14 mm
13.2.3 Gebruik
13.2.3.1 Nauwkeurig meten
Om nauwkeurige metingen te kunnen uitvoeren, is het belangrijk dat er steeds met dezelfde contactdruk gemeten worden. Hiervoor moet de koppelingshuls (16), ook wel gevoelskop genoemd, gebruikt worden. De overbrenging van de ronddraaiende beweging van de koppelingshuls (16) naar de taster (10) gebeurt over een spiraalveer (19) die lichtjes gespannen zit op het cilindrische uiteinde van de taster (10). Wanneer de druk tussen de tasters en het werkstuk een bepaalde waarde bereikt, slipt de spiraalveer (19) en neemt ze dus taster 10 niet meer mee. Dit gebeurt steeds bij dezelfde weerstand. Op die manier meet je steeds met dezelfde contactdruk.
13.2.3.2 Wegwerken schroefdraadspeling
Wanneer de schroefmaat een geruime tijd niet gebruikt werd, kan door slijtage te veel speling ontstaan tussen de schroefdraadflanken van taster 10 en het lichaam (1). Deze speling neem je weg door de instelmoer (12) aan te spannen. Aangezien het buisvormig uiteinde van de beugel (1), waarin de inwendige schroefdraad gesneden is, voorzien is van een drietal gleuven in de langsrichting, wordt de diameter verkleint door het aanspannen van de instelmoer (12).
13.2.3.3 IJken
Wanneer de meetvlakken van de tasters tegen elkaar aansluiten, moet de schroefmaat 0 aanwijzen. Is dit niet het geval dan moet je eerst beschermkap (15) en daarna de instelschroef (14) losschroeven. Hierdoor zit de meettrommel (13) los op de micrometerspil (10) en kun je hem op 0 draaien. Daarna schroef je de instelschroef (14) en de beschermkap (15) terug vast.
13.2.4 Binnenschroefmaten
13.2.4.1 Speerschroefmaten
Bij de speerschroefmaten wordt de maat gemeten tussen 2 nauwkeurig afgewerkte en afgeronde meetvlakken aan de uiteinden van de schroefmaat.

Als de meetvlakken vlak zouden zijn, is er geen puntcontact meer tussen de meetvlakken en het te meten stuk, waardoor je een te kleine maat afleest.
Om een boringsdiameter te meten is de juiste stand van de schroefmaat in de boring zeer belangrijk, dit is te zien in de twee onderstaande figuren.
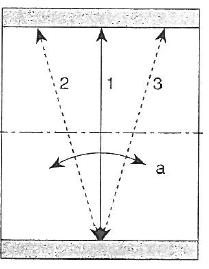
13-18: zoeken naar de kleinste maat in de langsrichting
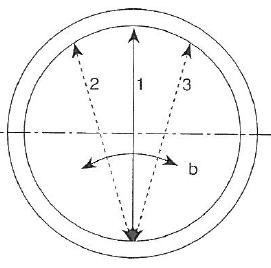
Figuur 13-19: zoeken naar de grootste maat in de dwarsrichting
Figuur 13-18 is een langsdoorsnede van het te meten stuk. Om de diameter te kunnen meten moet de doorsnede waarin je meet loodrecht staan op de as. Dit bekom je door de schroefmaat te schommelen om de kleinste maat te verkrijgen. Figuur 13-19 is een dwarsdoorsnede van het te meten stuk. Hier moet je de schommelen om de grootste maat te krijgen.
Je zoekt deze juiste standen door met de ene hand de vaste taster in hetzelfde punt te drukken en met de andere hand de schroefmaat te schommelen in de richting a en b, terwijl je de meettrommel verdraait tot wanneer je de kleinste maat bereikt in de langsdoorsnede en de grootste maat in de dwarsdoorsnede.
13.2.4.2 Binnenschroefmaten met meetbekken
Het nadeel van deze bekvormige tasters is dat er enkel vooraan in de boring gemeten kan worden.

13.2.4.3 Driepuntsbinnenschroefmaten
Driepuntsbinnenschroefmaten hebben ten opzichte van speerschroefmaten het grote voordeel dat je niet meer moet schommelen om de juiste maat te krijgen. Het is immers zelfcentrerend zodat je gemakkelijk diep in boringen kunt meten, zelfs bij kleine diameters. Men onderscheidt twee soorten driepuntsbinnenschroefmaten, namelijk:
• De intalometer
• De triobor
13.2.4.3.1 Intalometer
Inwendig werkt deze schroefmaat volgens het principe van een schroefmaat. Het enige verschil is dat een tussenstuk de axiale verplaatsing van de schroefspil omzet in een radiale verplaatsing van de 3 meettasters.

13.2.4.3.2 Triobor
De conische schroefdraad zet de axiale verplaatsing van de schroefspil om in een radiale verplaatsing van de 3 meettasters.

13.2.5 Oefening
Lees de maten af in de onderstaande figuren.
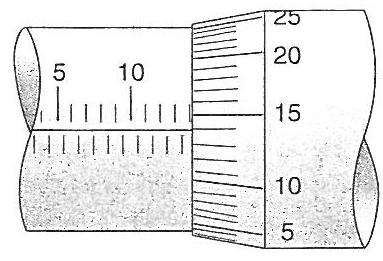
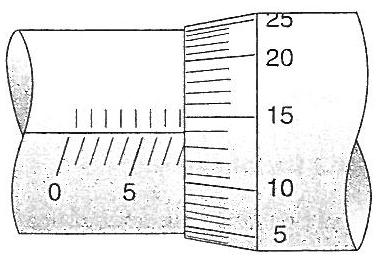
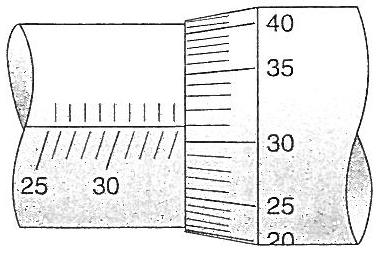
13.3 Meetklok
Een meetklok is een meettoestel waarmee je niet rechtstreeks een maat kunt bepalen, tenzij de grootte van de maat ligt binnen het meetbereik van de meetklok. Maten moeten dus volgens de indirecte meetmethode bepaald worden. De meetklok wordt ingesteld op standaardmaten zoals bijvoorbeeld eindmaten, waarop je de meetklok op nul instelt. Hierna wordt de afwijking van de te bepalen maat t.o.v. de standaardmaat met een meetklok bepaald. Met een meetklok kan ook de evenwijdig, rondheid, … van een werkstuk bepaald worden.
13.3.1 Opbouw
Bij een meetklok wordt de rechtlijnige beweging van een meetstift (taster 2) omgezet in een ronddraaiende beweging van een wijzer (4) zodanig dat de verplaatsing t.o.v. een wijzerplaat (5) afgelezen kan worden. 1 mm verplaatsing van taster 2 komt overeen met één volledige omwenteling van de wijzer (4). De wijzerplaat (5) is verdeeld in 100 gelijke delen, de afleesnauwkeurigheid bedraagt dus 1/100 mm. Het aantal millimeters wordt afgelezen op de kleine schaalverdeling (10). De maximale verplaatsing bedraagt gewoonlijk 10 mm.

Figuur 13-23: opbouw van een meetklok
Er zijn ook tolerantienaalden (9) voorzien. Deze kunnen verschoven worden, om zo de maximum- en minimummaat in te stellen.
13.3.2 Gebruik
13.3.2.1 Controle van de vorm van stukken
13.3.2.1.1 Rechtheid en vlakheid
De rechtheid en de vlakheid kan gecontroleerd worden met een nauwkeurige vlakplaat en een meetklok. Door de meetklok te laten bewegen over het te controleren vlak kan de afwijking bepaald worden. Deze meetmethode is niet aan te raden voor grote oppervlakken. In dat geval kan beter een haarliniaal of een rei gebruikt worden.
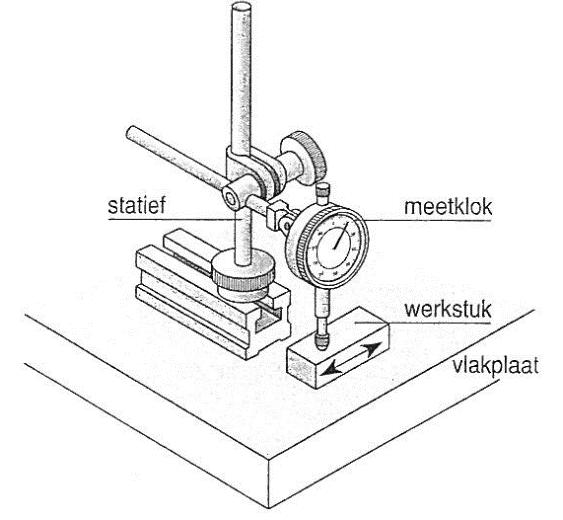
Figuur 13-24: rechtheids- en vlakheidsmeting met een vlakplaat en een meetklok
13.3.2.1.2 Rondheid
De rondheid van een werkstuk kan gecontroleerd worden met een meetklok en een V-blok met een hoek van 90 °. De werkwijze is als volgt:
• Leg het werkstuk met het te controleren werkstukdeel in een V-blok.
• Breng de meetstift van de meetklok in contact met het werkstuk
• Zet de meetklok op 0 door de wijzerplaat te verdraaien
• Verdraai het werkstuk 1 toer en kijk hoeveel de wijzer uitslaat. De totale wijzeruitslag mag niet groter zijn dan de toelaatbare afwijking.
• Als de wijzer boven en onder de nullijn uitslaat, tel dan beide waarden samen.
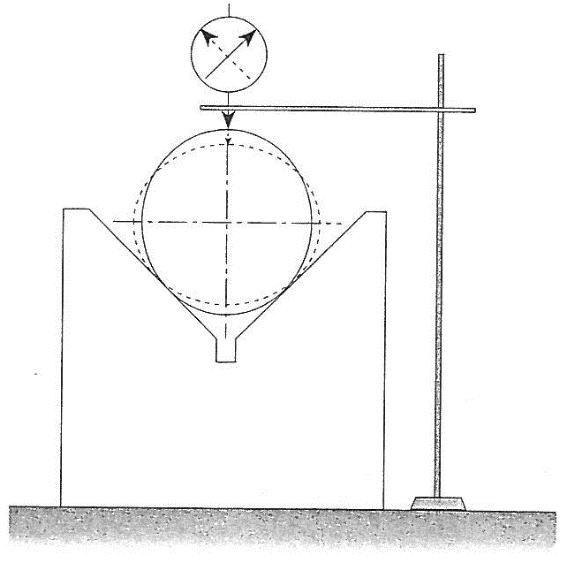
Figuur 13-25: rondheidsmetingen met een V-blok en een meetklok
Meetinstrumenten
Op dezelfde manier kan de cilindriciteit gecontroleerd worden. Je voert de hierboven beschreven controle uit op verschillende plaatsen van het aangegeven werkstuk.
13.3.2.2 Controle van de afmetingen van stukken
Kleine afmetingen, die binnen het meetbereik van de meetklok vallen, kunnen gemeten worden volgens de directe meetmethode. Grotere afmetingen worden gecontroleerd met de indirecte meetmethode. In beide gevallen stel je de meetklok in op 0, d.m.v. bijvoorbeeld eindmaten.
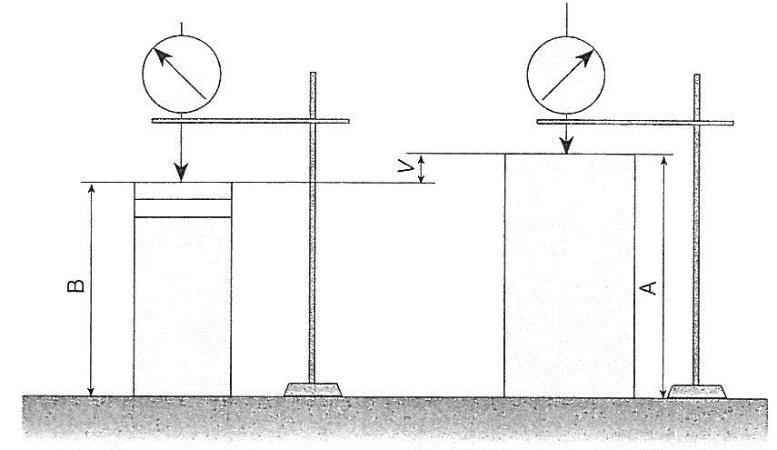
Figuur 13-26: het instellen van de meetklok op eindmaten
Wanneer de taster op het werkstuk rust, is de maat van het werkstuk A = B + V
Het kan ook rechtstreeks op de vlakplaat of meettafel. De maat A lees je dan af t.o.v. de 0stand.
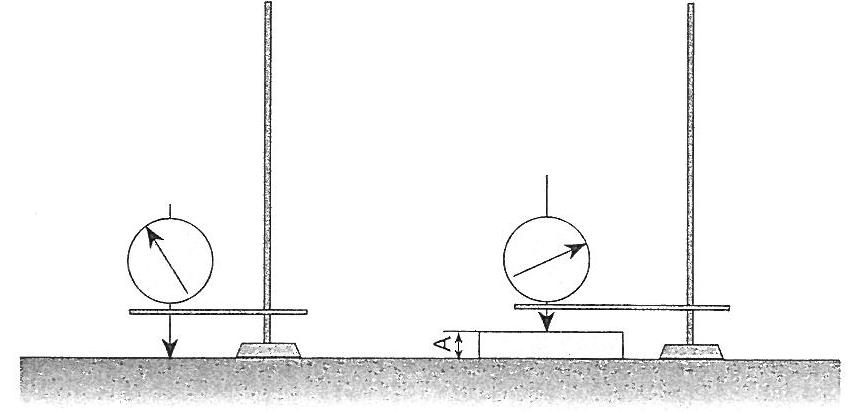
Figuur 13-27: het instellen van de meetklok op de vlakplaat
Het is zeer belangrijk dat de taster samenvalt met de richting waarin je de maat wilt meten. Anders lees je een grotere maat (X) af dan het werkelijke hoogteverschil (V), zie onderstaande figuur.
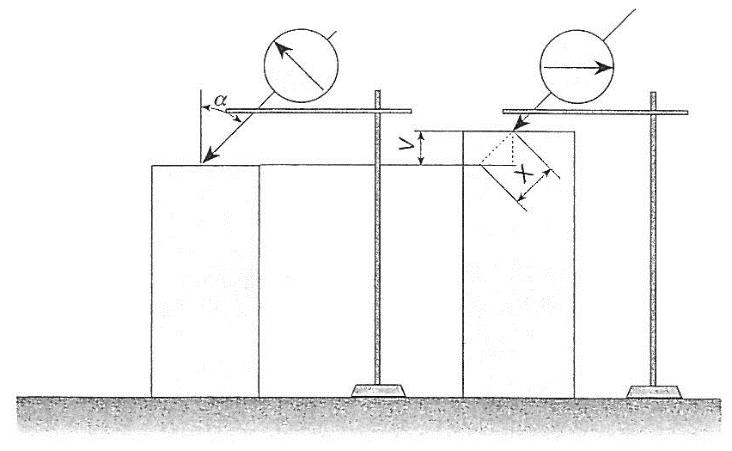
Beek, i. B. (2018, Juni). Lassen van staalconstructies. Opgehaald van http://www.cybercomm.nl/~cesmetel/kennisweb/lassen/las0_4.htm
Beek, i. B. (2018, Juni). Lassen van staalconstructies Opgehaald van http://www.cybercomm.nl/~cesmetel/kennisweb/lassen/las0_2.htm
Belgische racefietsen Museeuw bikes. (2018, juni). Opgehaald van http://www.belgischeracefietsen.com/merken-en-fabrikanten/museeuw-bikes/
Bonte, H. (2004). Materialenleer I inleidende begrippen. Oostende: KHBO.
Bonte, H. (2007). Materialenleer II figuren. Oostende: KHBO.
Bonte, H. (2007). Materialenleer II metalen. Oostende: KHBO.
Budinski, K. G., Budinski, M. K., & Wei, W. (2014). Materiaalkunde. Amsterdam: Pearson.
De Clipperleer, W., Dax, W., Gundelfinger, K., Häffner, W., Itschner, H., & Kotsch, G. (2004). Tabellenboek voor metaaltechniek. Mechelen: Wolters Plantyn.
De metaalgids. (2016, Juli 10). Opgehaald van Autogeenlassen: http://www.demetaalgids.nl/index.php?page=technieken&hoofdtechniek=Verbinden&techn iek=Autogeen+lassen&id=14
De metaalgids. (2016, juli 10). Opgehaald van MAG lassen: http://www.demetaalgids.nl/index.php?page=technieken&hoofdtechniek=Verbinden&techn iek=MAG+lassen&id=20
De metaalgids. (2016, juli 10). Opgehaald van MIG lassen: http://www.demetaalgids.nl/index.php?page=technieken&hoofdtechniek=Verbinden&techn iek=MIG+lassen&id=26
De metaalgids. (2016, juli 10). Opgehaald van TIG-lassen: http://www.demetaalgids.nl/index.php?page=technieken&hoofdtechniek=Verbinden&techn iek=TIG+lassen&id=23
De metaalgids. (2016, juli 10). Opgehaald van Weerstandslassen (puntlassen): http://www.demetaalgids.nl/index.php?page=technieken&hoofdtechniek=Verbinden&techn iek=Weerstandslassen+%28puntlassen%29&id=24
De metaalgids. (2016, juli 2016). Opgehaald van Laserlassen: http://www.demetaalgids.nl/index.php?page=technieken&hoofdtechniek=Verbinden&techn iek=Laserlassen&id=18
Departement mobiliteit & openbare werken. (2018, juni). ADR basisregelgeving. Opgehaald van https://www.vlaamshuisvoorverkeersveiligheid.be/adr/index.php
Dereu, R., Gijbels, J., & Van Cauwenbergh, J. (2014). Materialenleer. Mechelen: Plantyn.
Dhooghe, A. (2010). Metaalconstructies constructietechnieken, deel 1: las- en soldeerverbindingen. Gent: UGent.
ijsfabriek, S. (2018, juni). MIG/MAG-lassen. Opgehaald van https://www.ijsfabriekstrombeek.be/nl/toepassingsgebieden/las-snijtechniek/migmaglassen/97/
ISA. (1992, juli 13). Instrumentation symbols and indentification. Opgehaald van https://instrumentacionhuertas.files.wordpress.com/2013/07/s_51.pdf
LDM. (2018, juni). Silicium brons. Opgehaald van http://ldmbrass.com/en/product/4-0-0/2861/silicium_brons.htm
LGL-gas. (2018, Juni). Acetyleen en zuurstof voor autogeen lassen en branden. Opgehaald van http://www.lglgas.be/nl/gamma/acytheleen-en-zuurstof-voor-autogeen-lassen-en-branden
Lucidchart. (2018, juni). Wat zijn Piping & Instrumentation diagrams? Opgehaald van https://www.lucidchart.com/pages/nl/wat-zijn-piping-instrumentation-diagrams
Muhs, D., Wittel, H., Becker, M., Jannasch, D., & Voßiek, J. (2007). Rollof/Matek machineonderdelen tabellenboek. Den Haag: Sdu Uitgevers bv.
Muhs, D., Wittel, H., Becker, M., Jannasch, D., & Voßiek, J. (2007). Rollof/Matek machineonderdelen, theorieboek. Den Haag: Sdu Uitgevers bv.
NIL. (2018, juni). Apparatuur voor het MIG/MAG lassen. Opgehaald van http://www.nil.nl/public/cms/lists/upload/43_app_migmag.pdf
NIL. (2018, juni). Apparatuur voor het TIG lassen. Opgehaald van http://www.nil.nl/public/cms/lists/upload/44_app_tig.pdf
NIL. (2018, juni). Warmtebehandelingen deel 2 - harden, ontlaten en veredelen. Opgehaald van http://nil.nl/public/user/images/nilwebsite/NIL%20Informatie/Vakkennis/Materialenkennis/ Warmtebehandelingen.pdf
rustbuster. (2018, juni). MIG/MAG lassen. Opgehaald van https://www.rustbuster.nl/Lassen_en_lasgereedschap/Mig_lassen.htm
Seco. (2018, juni). Catalogus en technische gids 2018. Opgehaald van https://www.secotools.com/#article/84585
Strombeek ijsfabriek. (2018, juni). TIG-lassen. Opgehaald van https://www.ijsfabriekstrombeek.be/nl/toepassingsgebieden/las-snijtechniek/tig-lassen/98/ technischwerken.nl. (2018, juni). Wat is het verschil tussen hardsolderen en zachtsolderen? Opgehaald van http://www.technischwerken.nl/kennisbank/techniek-kennis/wat-is-het-verschil-tussenhardsolderen-en-zachtsolderen/
van der Vegt, A., & Govaert, L. (2003). Polymeren van keten tot kunststof. Delft: VSSD.
van Dingenen, J. (2018, juni). Supersterke vezels. Opgehaald van http://www.chemischefeitelijkheden.nl/Uploads/Magazines/CF-137-Supersterke-vezels.pdf
van Mourik, P., & van Dam, J. (2012). Materiaalkunde voor ontwerpers en constructeurs. Delft: VSSD. VBV. (2018, juni). De chemische bestendigheid van enkele kunststoffen. Opgehaald van http://www.vbv.nl/download/pdf/technische_specificaties/Chemische%20kunststoffen.pdf
Veenendaal, M. v. (2018, juni). De functie van een reduceerventiel. Opgehaald van https://www.veenendaalbv.nl/nieuws/de-functie-van-een-reduceerventiel/
Verbrugge, W. (2001, september 1). Materialenleer. Kortrijk.
Vulkoprin. (2018, juni). Aandrijfwielen en geleiderollen. Opgehaald van https://www.vulkoprin.be/nl/products/aandrijfwielen-en-geleiderollen-in-vulkollan-enpolyurethaan/
Walraven. (2018, juni). Materiaaleigenschappen kunststoffen. Opgehaald van https://www.walraven.com/content/uploads/sites/3/2016/10/Material-Properties-datasheet-NL-1.pdf