

MASTHEAD WILL BE PLACED IN THIS AREA ONCE YOUR ARTWORK IS RECEIVED. PLEASE ENSURE YOUR ARTWORK HAS NO TEXT OR IMAGES WITHIN THIS AREA. 200mm x 55mm TYPE AREA: The Cleaning of the Future… NOW!! Kemet Precision Lapping | Polishing | Cleaning | Materialography +44 (0) 1622 755287 sales@kemet.co.uk kemet-enq.co.uk ... we have everything covered OCTOBER 2022 read online www.surfaceworld.com – follow us on twitter @surfaceworldmag – visit www.surfaceworld.com 4th & 5th October 2023 NEC, BIRMINGHAM www.surfaceworld.com

MANAGING DIRECTOR &
Nigel Bean
+44 (0) 1442 826826
nigelbean1@aol.com / nigelbean@surfaceworld.com
EDITOR & GRAPHIC DESIGNER

Jane Soones
janesoones@aol.com /
5ED,
COMPANY SPOTLIGHT
POSITECTOR 200 SERIES FROM DFT INSTRUMENTS UK LTD AND DEFELSKO. 4
QUALICOAT UK & IRELAND

THREE NEW QUALICOAT LICENSES GRANTED 8
BRITISH COATINGS FEDERATION UK COATINGS INDUSTRY CELEBRATES OUTSTANDING PERFORMANCE IN THE SECTOR AT BCF'S 2022 AWARDS. 12
SURFACE WORLD 2023
10 GREAT REASONS TO EXHIBIT AT SURFACE WORLD 2023. 14
INDUSTRY NEWS
FISCHER INSTRUMENTATION (GB) OPEN NEW CUSTOMER APPLICATIONS & SUPPORT CENTRE 16
NEW ONLINE MATERIALS LIBRARY FOR PLASMA SURFACE MODIFICATION 20
PRE-TREATMENT, SURFACE PREPARATION, DEGREASING & CLEANING
OPTIMISING RESULTS WITH PREPARATION AND PRE-TREATMENT. 22
SAMSOL DE WAX - A SAFE , COST-EFFECTIVE PRECISION CLEANER. FOR WAX REMOVAL & DEGREASING. AEROSPACE ACCREDITED. 26
KEEPING ELECTRONICS CLEAN WITH FRASER TECHNOLOGIES. 30
REDUCE YOUR COSTS & TAKE CONTROL OF YOUR SURFACEPREP NEEDS WITH HODGE CLEMCO. 32
PASS YOUR NEXT CLEANLINESS INSPECTION WITH VAPOUR DEGREASING 36
RUAG AUSTRALIA INVESTS IN FUTURE MANUFACTURING CAPABILITY. 38 HS MARSTON ALIGNS QUALITY PARTS CLEANING WITH SUSTAINABILITY. 40
25% ENERGY SAVING - USING STRAALTECHNIEK WHEEL BLASTING TECHNOLOGY. 44
ELECTROPLATING, ANODIZING & GALVANIZING

SOUTH EAST FIRM SCORES STADIUM CONTRACT. 46
ALUMINIUM ANODIZING. 48 BESPOKE BIRD SCULPTURE PROTECTED BY GALVANIZING FIRM. 52
PAINT & POWDER
ALUMINIUM TUBES FOR HIGH-VOLTAGE EQUIPMENT WITH HIGH-QUALITY COATING. 54
PAINT CURE MONITORING. 58
ADAPTA’S GRANITE VIVENDI COLLECTION. 60
A SPLASH OF COLOUR! 64
HOW ARE FUNCTIONAL COATINGS IMPACTING THE AUTOMOTIVE INDUSTRY? 66
PRODUCTS & PROCESSES
FIT NATIONAL SERVICE CENTRE. 68
LEADING UK PPE MANUFACTURER GLOBUS GROUP LAUNCHES NEW REUSABLE RESPIRATORY PPE RANGE.
MATERIAL &
TRADE
1OCTOBER 2022 CONTENTS
70
EQUIPMENT SUPPLIERS 73
FINISHERS 80 Welcome to the SURFACE WORLD team!
ADVERTISEMENT DIRECTOR
t:
e:
e:
janesoones@surfaceworld.com CIRCULATION & SUBSCRIPTION DEPARTMENT Sheena Burrus e: sheenaburrus@hillmedia.com EXHIBITION ORGANISER Sheena Burrus e: sheenaburrus@hillmedia.com Hill Media Ltd, Marash House 2-5 Brook Street, Tring, Hertfordshire HP23
United Kingdom. The Surface World magazine is published 12 times a year by Hill Media Ltd. Although every effort is made to ensure the accuracy and reliability of material published in Surface World, Hill Media Ltd and its agents accept no responsibility for the veracity of claims made by contributors, manufacturers or advertisers. Copyright for all material published in this journal remains with Hill Media Ltd and its agents. © Hill Media Ltd – 2022 ISSN 1757-367X OCTOBER 2022 - VOLUME 29 - NUMBER 10 twitter: @surfaceworldmag Specify QUALICOAT for all your architectural aluminium powder coating requirements qualicoatuki.org


ECONOMICAL COATING. FLEXIBLE APPLICATIONS. GM 5000 & GA 5000 Manual & automatic electrostatic guns • High transfer efficiency with wrap-around effect • Suitable for water-based & solvent-based paint • Excellent finishing results wagner-group.com Contact Wagner Spraytech (UK) Ltd a Member of WAGNER GROUP Telephone: 01327 368410 enquiries@wagner-group.com






Pull-Off Adhesion Testers n Impact and scratch resistant color Touch Screen display with keypad n Wirelessly connect the PosiTest AT-A to your smart device using our free app n Record the results as pass/fail and the nature of fracture cohesive, adhesive and glue failures W i F i Proud supplier of DeFelsko Inspection Instruments DFT Instruments UK LTD 16A Long Drive, Meadway, Berkhamsted, Herts HP4 2PN t: 01442 879494 f: 01442 879595 www.dftinstruments.co.uk e: sales@dftinstruments.co.uk AT Measure the adhesion of coatings to metal, wood, concrete and more AT A Automatic Model Also available AT-M Manual Model A u t o m a t i c F e a t u r e s
Non-destructive coating thickness measurement on non-metals with the PosiTector 200 Series from DFT Instruments UK Ltd and DeFelsko
Measuring coatings on metals is commonplace for quality control and inspection purposes.
When the base is metal, a magnetic or Eddy current devices are used. Since these instruments can' t measure the thickness of finishes over non-metals, alternate techniques have been used including:

Optical cross-sectioning (cutting the coated part and viewing the cut microscopically)
Height measurement (measuring before and after with a micrometre)
Gravimetric (measuring the mass and area of the coating to calculate thickness)
Dipping wet film thickness gages into wet paint and calculating dry-film thickness using the percent of solids by volume
Substitution (placing a steel coupon alongside the wood part and coating it at the same time).
These tests are time-consuming, difficult to perform, and are subject to operator interpretation and other measurement errors. Applicators find destructive methods impractical. To get a statistically representative, several tests from a number of batches might be needed and also scrapped as part of the destructive testing process.
With the arrival of ultrasonic instruments, many finishers have switched to non-destructive inspection.
The PosiTector 200 series of Coating Thickness Gauges
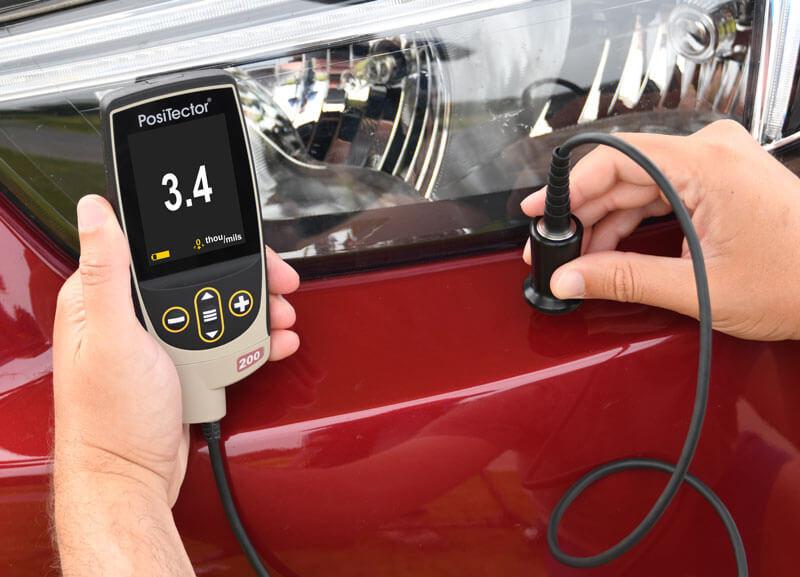
These gauges can non-destructively measures coating thickness over non-metals including coatings over wood, concrete, plastic, composites, Polyurea and more using proven ultrasonic technology conforming to ASTM D6132 and ISO 2808. There are 3 different probes in the 200 series, the 200B, C and D, between the 3 they can measure coatings between 13-7800μm, ideal for the automotive, construction and manufacturing industries. The 200B is a unique probe, able to measure total thickness and separate layers between 13-1000μm. The gauge is perfect for measuring automotive paint on the non-metal panels, giving you the total thickness in critical area’s like ADAS bumpers, plus with the advanced body, separate layers so can identify the clear coat layer on automotive paint for car detailers.

COMPANY SPOTLIGHT 4 read online: www.surfaceworld.comOCTOBER 2022
The 200C probe is ideal for measuring coating on concrete and construction industries between 50-3800μm and the 200D is used for thicker coatings between 50-7800μm, this probe also has a pre-set option for Polyurea as this can be a problematic material to measure.

Measurement Principle
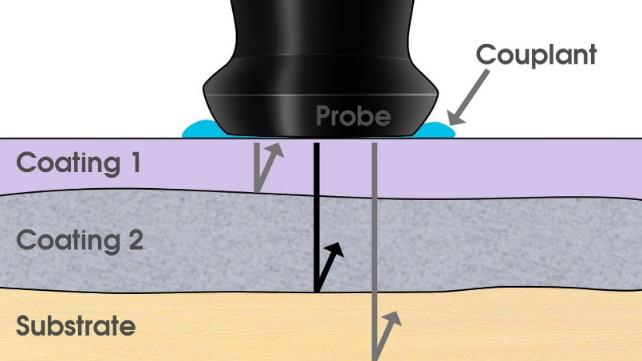
The PosiTector 200 probe emits an ultrasonic sound pulse that travels into the coating and reflects/echoes from any interface that is different in density, such as the substrate. It measures the time it takes for the sound pulse to travel from the probe to the coating/substrate interface and back. By multiplying this travel time by the velocity of sound through the coating (which is similar for most polymer coatings), the thickness of coating(s) can be calculated.
While there is almost always a density change at the coating-substrate interface that the PosiTector 200 can detect, density changes between coating layers can also be identified. PosiTector 200 Advanced models can often detect the interface between layers of different or identical coatings, as long as the initial layer is allowed to fully cure before application of the subsequent layer. The advanced model can identify up to 3 separate layers.
The 200 series can give you quick, reliable, non-destructive thickness measurements on many non-metal substrates that previously required destructive testing or lab analysis.
The 200 series probe will fit the older style PosiTector body but also the new PosiTector body with its 30% larger touch screen, higher storage capacity, on screen help plus many more improvement, once you have the PosiTector body, you then have DeFelsko’s unique interchangeability of their full range of probes.
For more information please contact Mark Conlon at DFT Instruments UK Ltd, proud UK agents for DeFelsko. sales@dftinstruments.co.uk www.dftinstruments.co.uk 01442 879494
If
you are interested in booking a stand
call Nigel Bean on 01442 826826
or send an
email to nigelbean1@aol.com4th & 5th October 2023, NEC, Birmingham 5OCTOBER 2022twitter: @surfaceworldmag COMPANY SPOTLIGHT








Detects holidays, pinholes, and other discontinuities using pulse DC High voltage Holiday Detector n Lightweight, ergonomic design reduces opera tor fa tigue n Regula ted pulse DC volta ge output ±5% accuracy n Industr y standard connectors and ada ptors for compa tibility with nearly all existing electrodes n Volta ge calcula tor fea ture choose one of 11 interna tional standards and input the coa ting thickness to automa tically calcula te the required test volta ge n Removable lithium ion ba tteries provide long lasting po wer Ch f ide us m SPECIAL DISCOUNTED RATE PosiTest HHD Basic Kit (HHDKITB) £ 1 9 5 0 + VAT sa ve over £400 Limited time only In stock t: 01442 879494 www.dftinstruments.co.uk Proud supplier of DeFelsko Inspection Instruments t : 0 1 4 4 2 8 7 9 4 9 4 n w w w d f t i n s t r u m e n t s c o u k n e : s a l e s @ d f t i n s t r u m e n t s . c o . u k


Spray Booth Cost Per Cycle 2020 Oct 2022 Standard Spray Booth £10.23 £36.57 Junair EcoPlus Spray Booth £2.92 £10.39 SAVING £7.31 £26.18 01706 363555 sales@junair.co.uk www.junair.co.uk how will you navigate the energy crisis? Figures have been calculated in partnership with ECA Business Energy and can be provided on request. Switching to a Junair EcoPlus spray booth would save £31,427 per year in energy based on a typical spray booth running 25 cycles per week. Your investment would pay for itself in less than 2 years. Can't afford to invest? You can't afford not to!
Three New QUALICOAT Licences Granted
By Angus Mackie - QUALICOAT UK & Ireland Chair

Architectural powder coating over the last decade has advanced a great deal, although to most of us these changes are not seen. It is relatively easy to powder coat aluminium to offer a good finish, the challenge is to ensure the finish remains in place, looking good and offering decades of useful service life. All QUALICOAT Members combine their knowledge of powder coating and undertake constant research to determine a single global specification for the application of architectural powder coating. On joining the Association, members not only join a growing supply chain family, but they open their process plant to unannounced visits from inspecting third party test houses in order to keep their licensed status.
QUALICOAT UK & Ireland are pleased to announce that three further UK powder coat applicators have recently passed their initial inspections and have reached QUALICOAT’s expected quality and process specification. The three applicator members are, Stellar Aluminium Systems (a group company of Epwin), Euro Quality Coatings and Met-Fab Solutions.
Stellar Aluminium Systems offer a wide range of window and door systems to the home improvement market, it is here where homeowners are becoming very quality conscious when it comes to finishes.
Epwin Window Systems’ Marketing Manager Gerald Allen comments: “We are delighted to become a QUALICOAT licensed powder coat applicator. We have always adhered to the QUALICOAT specification because it ensures the high level of quality we deliver with Stellar, but having the official seal of approval was always very important.”
Euro Quality Coatings Limited, based in Cardiff, South Wales, have been a leading applicator of specialist powder coatings for almost thirty years. Steve Rosher, Executive Director comments: “Servicing a wide range of industries, including the Architectural and construction markets, as well as Automotive, leisure,
Rail and Defence, we have been an approved applicator since 1998. As part of our continued growth plan, it was recognised that the QUALICOAT specification would not only underpin and enhance our quality offer to the market, but would also enable us to attract a greater level of Architectural coating for high specification projects. We are proud to be part of this globally recognised network of coaters.”
Met-Fab Solutions is a specialist supplier of bespoke architectural pressings and insulated panels, supplying to window and curtain walling installers, they recognise the importance of strict project deadlines.

8 OCTOBER 2022 QUALICOAT UK & IRELAND
CONTINUED ON PAGE 10 twitter: @surfaceworldmag
Angus Mackie QUALICOAT UK & Ireland Chair
Typical commercial powder coat project













elcometer.com Elcometer’s CONTRACTOR and PERFORMANCE abrasive blast equipment are engineered to last longer, work harder & perform better. dry abrasive blast machines | precision media valves blast hose | blast nozzles | personal protection equipment engineeredTAERGNIEDAM RB I T A I N FABRIQUÉEN GRANDE BRETAGNE HERG E S T TLLE NI NEINNATIRBSSORG engineered YTILAUQ ETNI E YGOLONHC GNINIART Surface World - Blast - April 22.indd 1 13/04/2022 14:35:26 SPECIAL SYSTEMS ACIDPURE | Acid recycling EASYPURE | Fluid recycling IONPURE | Ionic filtration ACIDVAC | Acid draining vacuum EDUCTORS | Bath agitation [...] PUMPS & FILTERS L SERIES | Medium flow rate filter P SERIES | Ultra-high flow rate filter A SERIES | Mechanical seals pump M SERIES | Magnetic drive pump T SERIES | Vertical pump [...] We solve our customers filtration, chemical transfer and treatment needs. Contact us SIEBEC UK Ltd, Stafford +44 (0) 1785 227700 sales@siebec.co.uk www.siebec.co.uk FILTER MEDIA L-TECH | Pleated cartridge BAGTECH | Filtration bag QUALITHERM | Extruded cartridge QUALIBOB | Wound cartridge ANODTECH | Anode bag [...]
Managing Director, Steve Cockerham comments: “We appreciate the benefits of being part of a globally recognised quality standard. The QUALICOAT specification is often requested by architects and designers and previously we have had to sub-contract powder coating to licensed applicators. With our licence granted, we now control every aspect of our manufacturing process without to need to sub-contract out any work. Granting of our QUALICOAT license enhances our reputation of supplying quality architectural products and put us ahead of our competitors.”
So why is QUALICOAT revered over the latest British Standard, BS EN 122061:2021, for architectural powder coatings? It is the consistent quality of coatings being applied that is seen as a major consideration and this is where specifiers see the benefit in using the QUALICOAT specification.

BS EN 12206 offers a testing methodology, but does not state a frequency of production testing, QUALICOAT specifies both methodology and importantly a frequency of testing to ensure quality is maintained.



BS EN 12206 is self policing with no requirement for external audit within the standard. A QUALICOAT licensed applicator is subject to twice yearly unannounced inspections by an independent test house to ensure the latest edition of the QUALICOAT Specification is being followed. A powder coater applicator failing an inspection can result the member losing their status as a licence holder. For those applicators who work worldwide, BS EN 12206 is only recognised in Europe, QUALICOAT is a recognised global specification. Simply put, A QUALICOAT Specification takes the ‘Due Diligence’ out of specifying a powder coater to coat to BS EN 12206.
The worldwide QUALICOAT Specification is continually and incrementally revised in real time with regular update sheets, the specification is completely rewritten at year end to include all updates.

The Specification, its appendices and any update sheets are always freely available for download at www.qualicoat.net.
For details on the availability of various colours and finishes contact any QUALICOAT UK & Ireland member for more information.

For updated information about the use and specification of QUALICOAT in the UK and Ireland, please visit the UK & Ireland Association website at www.qualicoatuki.org.

10 OCTOBER 2022
QUALICOAT UK & IRELAND Call Nigel Bean for more information on +44 (0) 1442 826826 read online: www.surfaceworld.com Typical residential powder coat installation



UK Coatings industry celebrates outstanding performance in the sector at BCF’s 2022 Awards

Hexigone
The winners of the British Coatings Federation (BCF) Awards 2022 were announced on 13th October at the Forest of Arden Marriott Hotel & Country Club. Over 150 delegates were there to watch Paul Sinha (Sinnerman from ITV’s the Chase) hand out the awards over 10 categories.
Tom Bowtell, BCF Chief Executive said “Given the hugely challenging times our industry is facing, it was great to come together face to face and celebrate the many achievements of our member companies over the last 12 months. It is also exciting to see so much young talent in our sector, demonstrated particularly in our Apprentice of the Year and Young Leader of the Year categories. Many congratulations to all those who were shortlisted, but especially to the winners”.
The evening opened with the Sustainable Innovation Awards, split into Manufacturer and Supplier categories due to the record number of entries. The Sustainable Innovation Manufacturer Award was won

by BASF for AGILIS, and the Sustainable Innovation Supplier Award was presented to Hexigone Inhibitors for Intelli-ion®
The sustainability theme carried on through the evening with the Coatings Care Progress Award, and the Coatings Care Overall Best Performer Award. The Progress Award was given to joint winners Steyport and PPG Industrial Coatings, and Overall Best Performer was awarded to Farrow & Ball.
The Corporate Social Responsibility Award was taken home by AkzoNobel for their True Colours Community Fund initiative.
The Customer Service Award was presented to Sherwin Williams Consumer Brands Group. For Marketing Campaign of the Year, it was the ‘Dulux Simply Refresh, with Changing Rooms’ campaign that took home the award for AkzoNobel.
The evening concluded by celebrating outstanding individual talent in the industry, recognised in the Apprentice of the Year Award, won by Andrew Roser from AkzoNobel; Young Leader of the Year Award, won by Emma Porter from hubergroup UK and Student of the Year Award, which saw Sam Gumbley from Belzona win.
The BCF would like to thank our Award sponsors, Fenton Packaging, BioCote, Stort Chemicals, Synthomer, The Paint Foundation, GDB International and Tronox for their support.
Email: info@bcf.co.uk
Visit: www.coatings.org.uk
AkzoNobel
Sherwin
AkzoNobel
Student
AkzoNobel
Stort
Emma Porter, hubergroup
12 OCTOBER 2022 BRITISH COATINGS FEDERATION
twitter: @surfaceworldmag BCF Award Winners 2022 Sustainable Innovation Manufacturer Award 2022 BASF - AGILIS Sponsored by Tronox Sustainable Innovation Supplier Award 2022
Inhibitors Ltd –Intelli-ion® Corporate Social Responsibility Award 2022
– True Colours Community Fund Customer Service Award 2022
Williams Consumer Brands Group Sponsored by BioCote Marketing Campaign of the Year Award 2022
– Dulux Simply Refresh, with Changing Rooms
of the Year Award 2022 Sam Gumbley, Belzona Sponsored by Synthomer Apprentice of the Year Award 2022 Andrew Roser,
Sponsored by
Chemicals Young Leader of the Year Award 2022
UK Limited Sponsored by Fenton Packaging Coatings Care Progress Award 2022 Steyport Ltd PPG Industrial Coatings, Runcorn Sponsored by The Paint Foundation Coatings Care Overall Best Performer Award 2022 Farrow & Ball C M Y CM MY CY CMY K



TAILOR-MADE SOLUTIONS PRODUCT INNOVATION EXPERT TECHNICAL SUPPORT URBAN FURNITURE APPLIANCES GENERAL INDUSTRIAL FUNCTIONAL COATINGS AGRICULTURE & CONSTRUCTION EQUIPMENT (ACE) ARCHITECTURAL TRANSPORTATION FURNITURE Markets: “OVER 100 NEW ENQUIRIES FROM SURFACE WORLD LIVE 2022” - WE’VE GOT YOU COVERED!
Surface World 2023 - bringing over 20 years of service to your industry
Trade shows, exhibitions and other events can be an excellent way to showcase your products and services. They give you the opportunity to increase awareness of your business, launch new products and services, network with industry members, explore partnership opportunities, see what competitors are offering, generate new business leads, attract and convert customers.
What is a Trade Show?
A trade show is a platform where businesses (exhibitors), professionals and business representatives (visitors) come together under one roof to exchange knowledge and make connections with other like-minded professionals.

Exhibitors book a stand and use this space to connect and engage with visitors to the event. Ideally, the event is used to generate leads, network, promote products and services, and hopefully close a few sales in an organic setting that’s tailored to them and their audience.
How can you benefit from exhibiting at a Trade Show?
There are many reasons why you would choose to exhibit at a trade show, which include:
Make sales – the golden ticket to trade show success, hitting a quota or making direct sales is the ultimate definition of winning.
Capture leads – without leads salespeople have nobody to convert, so generating enough leads for your marketing funnel is a must.
Analysing the competition – what technology are they using, what marketing angle are they taking? It’s good to know what the competition is up to.
Engage with existing customers – existing customers are more likely to invest in new products and services, so you can keep building relations and offering them more benefits.
Introduce new products/services – new and old customers could benefit from your new product.
Account-based marketing – go into a trade show with an idea of who you’d like to speak with, so you can create a strategy that’s more likely to convert them.
Gather feedback – feedback is how you improve services and sales and marketing; you
could receive advice that revolutionises how you do things.
Spot trends – spotting trends is vital if you want to stay relevant or avoid something that’s a flash in the pan.
What should you look at when selecting a trade show?
The best success can be gained from participating at an event that has a wellestablished history. These events usually draw the best reward. The event organiser should have proven methods in place to market the event to the right audience. They will have a database they have accrued over many years of business. The venue should be easily accessed by road or public transport and have plenty of parking. A venue with excellent nearby facilities, hotels, restaurants, entertainment, can also be a bonus if the event is held over more than one day.
Can You Make Money at a Trade Show?
Keeping costs down is a benefit when deciding which trade show to exhibit at. Smaller shows tend to be cheaper, so choosing an event that is aimed at your target audience is the key to a successful outcome from exhibiting.


Here are some ways you can get a healthy ROI from a trade show, including:
Only buy the space you need – the area you buy takes up a significant amount of your budget, so overdoing it can waste money, which is going to eat into your sales.
Get an enticing exhibition stand – you can have a tiny space and still attract people
14 OCTOBER 2022
SURFACE WORLD 2023
read online: www.surfaceworld.com
if your stand is attractive, making your area presentable promotes credibility.
Organisation is key – there’s a temptation to blindly hand out literature and marketing collateral, putting it at the back of your space makes reps think about engaging first, which is more likely to generate a lead or a sale.
Use tech where it’s useful – the whole purpose of a trade show is to generate business through face-to-face marketing, so don’t dehumanise the event by using too much technology.
Pick the right team – there’s no point in attending an event if you pick the wrong staff. Ideally, it would benefit you if you had people who understand and empathise with customer challenges, but also know when to close deals.
Work the aisles – do not limit yourself to the boundary of your stand, you can reach out to passers-by and engage in the aisle.
Tell people you’re exhibiting – use as many marketing techniques as you can to create a build-up to the event and get people excited. Utilise all marketing opportunities the event itself offer, these are generally targeted directly at your required audience.
What Do You Need for a Trade Show?
The last thing you want to do is under prepare. Get the following ticked off before you get to your event:
Event space – the first thing you need is event space, you’ll have a shock if you turn up and there’s nowhere for you to pitch!
Stand with supporting collateral – your stand and marketing collateral are what
attract people to your stand.
Travel plans – train, bus, plane, car? It would help if you had robust plans in place before you depart.
Accommodation – if you’re planning on staying over, which you may want to as events are long, tiring days, reserve in advance as hotels may get booked up prior to the event.
Marketing collateral – brochures, leaflets, business cards; get all the material you need and ensure you get plenty. You don’t want to run out.
Staff – ask your staff well before the event to ensure they are available to attend, cancelling holidays will not be seen as favourable to you! Remember your staff are the face of the business at the event, get them prepared.
Could You See Success at a Trade Show?
Trade shows aren’t an antiquated form of marketing and sales – they’re proven to generate targeted, high-quality leads and sales. Not every business can benefit from attending trade shows, but they’re certainly worth exploring. Just like trade shows give you the opportunity to better connect with prospective customers, exhibiting at a trade show also allows you to meet existing customers face-to-face. While most of today’s business is conducted over email or phone, face-to-face meetings are undeniably a fantastic way to do business.
The Wall Street Journal agrees. Citing a study by Oxford Economics, the well-known financial publication reports that face-to-face meetings are the most effective way to
strengthen relationships with both prospective customers and current customers.
Trade shows help bring all the different aspects of an industry together – consumers, distributors, suppliers and manufacturers, all in one place. With such a broad audience together in one place, businesses are able to schedule meetings, negotiate orders and other opportunities and collaborate on other projects. Trade shows allow businesses to facilitate discussions with their suppliers and even with other businesses, as well as move projects to another level if the opportunity arises.
Surface World 2023 is a well established trade event, with over 20 years of experience, specifically tailored to the Surface Finishing Industry.



If you are interested in exhibiting or visiting this event, please contact Nigel Bean at: Telephone: +44 (0) 1442 826826 Email: nigelbean1@aol.com

15OCTOBER 2022
SURFACE WORLD 2023 twitter: @surfaceworldmag
Fischer Instrumentation (GB) open new Customer Applications & Support Centre
As part of its culture of Continuous Improvement, Fischer Instrumentation (GB), part of the global Helmut Fischer Group, set a plan to be more easily accessible for its customers and more centrally based in the UK, after being sited previously in the south of the country, in Hampshire.
The company has now completed a successful relocation to a new Customer Applications and Support Centre in Pershore, Worcestershire.

Darin Enefer, Fischer GB General Manager, explained more:
“We took the opportunity during the pandemic lockdown to step back from the business and make decisions that would help provide optimised customer service, whilst supporting our business growth ambitions.
We are pleased with our Pershore facility and welcome new and existing customers to discuss their measuring requirements and challenges, evaluate their materials and samples, try our range of measuring equipment, and participate in useful ‘hands-on’ learning workshops.’’
The relocation has helped the company grow sales and this has been achieved through supporting clients in Aerospace, Automotive, Engineering, Electronics and Precious Metals
sectors, with high quality measuring solutions, supported by pro-active service and maintenance plans.
‘‘We know from survey feedback how much our customers like collaborating with a supplier that has UK based service personnel, available parts, and country wide support. Customers can be supported on site or alternatively use our fully equipped Service Centre at Pershore.
We hope our new location will help to continue to support our customers and enable us to continue our current business uplift’’
The Company
As a full-service supplier in the field of surface testing, Fischer has been developing instruments for non-destructive material analysis, coating thickness measurement and material testing since 1953.
Fischer offer a wide range of measuring devices for different industries: from simple handheld devices for quick testing on the go to fully integrated, high-end systems that automatically monitor your production.
Darin believes that the company is leading the way in terms of product quality and customer service.
“We have a high customer service orientation and a passion for helping the customer measure more accurately, more reliably, and efficiently.
Our core values include Expertise and Passion, along with Trust and Commitment. These values help drive our behaviours and activities.
The whole aim is to make our customer’s lives easier, underpinned by our Fischer mantra ‘‘Measuring Made Easy!’’
www.fischerinstrumentation.co.uk
16 OCTOBER 2022 INDUSTRY NEWS
twitter: @surfaceworldmag

Clean Workpieces. Economical and Sustainable. www.ecoclean-group.net Surface Processing & Selective Cleaning Ultrasonic Cleaning High-pressure Waterjet Deburring Aqueous Cleaning Solvent Cleaning Experience Ecoclean at our new Location and Test Center in Alcester. Contact us for free Cleaning Trials.






UK’S LEADING MANUFACTURER PYROLYSIS & BURN OFF OVENS Call Longworth today for a no obligation meeting on how we can help you and your business Longworth’s pyrolysis & burn off ovens are second to none in design and build quality, built to last and have the latest in technological features. Our ovens provide a quick and highly effective process for the removal of plastics, paints and resins from jigs, filters, shelving, food trays, motors, automotive parts and a multitude of other components. Our Pyrolysis ovens provide you with a quick and highly effective process for the removal of plastic, paints and resins Accreditations BS EN ISO 9001:2008 visit www.bmlongworth.com call 01254 680501 email enquiries@bmlongworth.com











Hadleigh Enterprises Limited Unit 11, Buckingham Square Hurricane Way, Wickford Essex, SS11 8YQ Tel: 01268 572255 Fax: 01268 572121 Email: sales@hadleightapes.co.uk Web: www.hadleigh-tapes.co.uk Certificate No. FM10409 • AS9100 APPROVED • NO MINIMUM ORDER QUANTITY • ALL PRODUCTS FOR ALL PURPOSES • 48 HOUR DELIVERY SERVICE The Adhesive Tape Specialists
New online Materials Library for Plasma Surface Modification
Henniker Plasma, a leading manufacturer of plasma surface treatment equipment, are pleased to announce the publication of a new online materials library.


Materials science is at the forefront of many of today's technological advancements in areas such as medical device fabrication, filtration, aerospace, and semiconductor processing, to name but a few. Plasma treatment has long been recognised as being able to transform the surface properties of a wide range of materials, without affecting the bulk properties in any way, adding significant functional and commercial value to a product and/or replacing costly or inefficient process steps.
Henniker’s new online Materials Library, part of its wider Knowledge Base resource, is a growing reference area that provides detailed measurements of the surface properties of a wide range of materials before and after plasma treatment.
Surface energy and contact angle measurements are presented for each material, both before plasma treatment, to demonstrate its natural properties, and after treatment, to reveal the effects of the plasma. The results are then displayed in a series of videos available to view either on Henniker’s website or by subscribing to their YouTube playlist.
“We often look for ways to improve our customers experience and share our expertise
with them. Having often been asked for ‘typical’ plasma process results we thought, why not create a materials reference library? This should not only improve our existing customers experience but also enable those who are new to the technology to see the
kind of results they can expect long before any investment on their part.” Terry Whitmore, MD Henniker Plasma
To learn more about plasma treatment technology contact Henniker Plasma or visit www.plasmatreatment.co.uk


20 INDUSTRY NEWS read online: www.surfaceworld.comOCTOBER 2022




Parts washing and component cleaning specialists - helping you optimise processes and maximise component reliability and lifespan. Free cleaning trials Process review Equipment specifications Commissioning Training for operators Maintenance packages The Power of Precision Cleaning Supply and commissioning of ultrasonic cleaning and vapour degreasing systems Operating throughout the UK and Worldwide Unbiased, personalised advice Aqueous and solvent systems available In-house UK-based after sales service team www.ds-ultra.com D&S Ultra-Clean Ltd 6 Berkeley Court, Manor Park, Runcorn, Cheshire WA7 1TQ United Kingdom Tel: +44 (0)1928 580460 Email: sales@ds-ultra.com
Optimising results with preparation and pre-treatment
The preparation and cleaning of surfaces can be equally as important as the finishing process itself and thorough pre-treatment activity can ensure an optimal result when applying the electroplated layer to the chosen material. It also contributes to the perfect finish when treating aluminium prior to anodising.
Andrew Roper, technical sales manager at metal surface treatment specialists, Alutech, explores the pre-treatment solutions available on today’s market and the benefits of each option.


The first, and arguably, the most important stage of any metal surface treatment process is cleaning and failure to carry this out properly risks jeopardising the quality of finish of the end product.
Sourcing the correct products for different requirements is essential and putting the effort in at pre-treatment stage will result in a much finer finish and ultimately save time by getting the desired effect at the first attempt. There are now products available which can remove a wide range of mineral oils and
polishing compounds to help prepare the substrate for the next stage of treatment.
It is advisable to look for a product which not only offers exceptional performance but has a long shelf life which will provide greater value for money. Also, be aware that the operating temperature will also influence the effectiveness of the cleaning products and how well they perform with the potential for damage increasing if temperatures are higher than those recommended. Generally, pre-treatment cleaning chemicals can be classed as either those designed for electro cleaning or for more heavy-duty soak cleaning. In addition, pre-treatment cleaners which contain specialist surfactants are usually the best choice where degreasing is required and the solution should also contain inhibitors, this will help prevent damage to the substrate during the soak process.
Soak cleaners
Where soak cleaners are used, it is the chemistry of the bath which is active in removing grease and other unwanted dirt from the surface of the object to be treated.
Try to source a long-life soak cleaner specifically formulated for the job, for example, specifically for cleaning aluminium and its alloys. You should look for a product which removes oils and polishing compounds without interfering with, or causing damage to, the substrate. In the case of aluminium a cleaner with a pH as close to neutral as possible would be best.
Alternatively, you may need a more heavyduty soak cleaner which will not etch surfaces but is still suitable for most materials, including aluminium. It should also be ideal for degreasing and removing polishing compounds. Be sure that your chosen product is also effective across a range of temperatures and concentrations which may be affected by the level of soiling that needs removing.
22 OCTOBER 2022 PRE-TREATMENT, SURFACE PREPARATION, DEGREASING & CLEANING twitter: @surfaceworldmag
Andrew Roper Technical Sales Manager, Alutech
Soak-cleaned
Aluminium
CONTINUED ON PAGE 24
Bathing in non-reflective glory
When you are looking to push the boundaries of light, color and design, especially with an ultra matt surface, our Précis Ultra Matt range has the answers. With a finer mica effect that enables an ultra matt surface to change appearance depending on the way the light reflects on it, you can create a finish that not only looks amazing, but also offers stunning levels of superdurability.
With innovative solutions that push the boundaries of what’s possible, a vast range of sustainable products backed by industry leading certifications, and the best performing powder coatings on the market used and respected by architects around the world, your imagination starts with our finish.

architectural.interpon.com
Electro cleaning
Alternatively, electrocleaners will work slightly differently by running a current either anodically or cathodically through the soak bath. Ferrous materials will be treated anodically and non-ferrous will be cathodically. This is helpful where there is more dirt and grease to be removed and where the process is required to be accelerated. The most effective products where heavy-duty treatment is required for worse soiling will be a pre-treatment cleaner which has excellent degreasing properties and a long shelf life. The product should be capable of removing high levels of grease and oil. These are ideal cleaners for use prior to galvanising for heavily soiled substrates. Be aware that electrocleaners are not suitable for use with aluminium.

Alkaline
The majority of pre-treatment cleaners are alkaline which tend to be most effective and versatile. Acidic ones are available but alkaline cleaners tend to be the best option for surface grease removal. The differing levels of alkalinity and types of chemicals used in creating the appropriate pH level in the solution will dictate which types of substrate it is best suited to.
Although non-caustic alkaline cleaners can be used on most substrates it is advisable to use highly caustic pre-treatment cleaners where possible for optimum results but with greater caution and never on aluminium. At Alutech we have developed a range of pre-treatment cleaners for the full range of metal finishing processes. Our UltraClean products are formulated for electro cleaning or heavy-duty soak cleaning and are ideal as pre-treatments for various processes at a range of specified operating temperatures and different levels of substrate soiling. For more information visit https://alutech-ast.co.uk/.


24 OCTOBER 2022
Unsoaked Aluminium
Before Soak Cleaning After Soak Cleaning PRE-TREATMENT, SURFACE PREPARATION, DEGREASING & CLEANING read online: www.surfaceworld.com





elcometer.com Measure four Bresle equivalent readings, in less than three minutes , with the Elcometer 130 SSP Soluble Salt Profiler. CLEANLINESS Elcometer3045Measure · FAST · REPEATABLE · ACCURATE · DURABLE SURFACE Surface World - October 2022.indd 2 25/10/2022 12:11:55 Cost effective Sustainable Reliable For the best wash machine solution for your production line, talk to MecWash Contact us today on 01684 271600 or visit www.mecwash.co.uk ULTIMATE CLEANLINESS, SOLVENT-FREE, WITH MECWASH. Machined castings. Turned parts. Complex pressings and extrusions. Customers expect parts to be pristine. PRECISION AQUEOUS CLEANING demands MecWash. MecWash’s expertise in laboratory analysis of cleaning challenges, tailored chemical formulation, wash process design and wash system development can enable you to deliver the highest cleanliness standards • IMMERSION & ROTATION • TARGETED JETTING • ULTRASONIC AGITATION • VACUUM DRYING TRUSTED BY NAMES LIKE • Renishaw • Rolls Royce • Goodrich • Perkins • JCB • Delphi • SKF • Parker Hannifin • Meggitt • Husco YOUR EXPERTS IN COMPONENT DCLEANING esigned and manufactured in Britain AQUEOUS REMOVAL OF SUB 100 MICRON PARTICLES.
Samsol DE WAX - A Safe, Cost-Effective Precision Cleaner. For Wax Removal & Degreasing. Aerospace Accredited.
Description
SAMSOL™ DE-WAX precision cleaner from Banner Chemicals, a 2M Group Company, is a blend of aliphatic esters and surface-active agents. It was formulated to offer an effective alternative to toxic or expensive vapor degreasing systems as well as undesirable petroleum-derived solvents in precision cleaning applications and wax removal.
It features a high flash point, near zero odour, low toxicity, and a low vapour pressure allowing it to be used safely when operator safety and minimal environmental impact are important.
Best of all, due to its extremely long bath life, SAMSOL™ DE-WAX costs less to use than other dewaxing options including vapor degreasing and hot oil dewaxing processes.

SAMSOL™ DE-WAX is available in 16kg pails and 176kg drums. Samples are available upon request.
Applications
SAMSOL™ DE-WAX is used by leading manufacturers across a wide range of industries including aerospace, turbines, automotive, jet engine, optics and silicon wafer.
SAMSOL™ DE-WAX is specifically designed for removing high-melting-point soils such as waxes, pitches, greases, fixturing compounds and buffing compounds. Its high flash point and low odour make it ideal for use in applications where elevated temperatures aid in soil removal.
SAMSOL™ DE-WAX is particularly effective for removing masking waxes used in metal plating operations and waxes, pitches and thermoplastics used as fixturing agents in the optics, wafer, and jet engine industries.
SAMSOL™ DE-WAX is also effective for removing most common metalworking soils including oils, greases, lubricants, coolants, and dye penetrants
Process & Compatibility
SAMSOL™ DE-WAX is designed for use in semi-aqueous cleaning processes. While individual process configurations may vary based upon the particular cleaning needs.
SAMSOL™ DE-WAX is compatible with virtually all metals including aluminium, magnesium, carbon steels, stainless steels, nickelcontaining alloys, cobalt-containing alloys, and titanium alloys.
Approvals & Testing
BOEING D6-17487 Revision R: Exterior and General Cleaners, Liquid Waxes Polishes and Polishing Compounds
PWA 36604 (Revision E, 12/13/11) Approval pf Cleaners used in Manufacture and Overhaul of Parts.
ASTM F945 Stress Corrosion Testing
AMS 4911 & AMS 4916 StressCorrosion of Titanium Alloys by Aircraft Engine Cleaning Materials Method A
Hot Corrosion testing: AMS 4037
Aluminum, AMS 4375 Magnesium, AMS 6359 Iron AMS 5508 Greek Ascoloy AMS 5544 Wispily, AMS 5536 Hastelloy X, AMS 5608 Haynes 188
Rolls-Royce CSS 253: Low Temperature Corrosivity
Rolls-Royce OMat 1/288D Wax Remover
Rolls-Royce CSS No 254 Class A Semi-Aqueous Cleaning Fluids Suitable on Metallic Materials
Packaging
SAMSOL™ DE-WAX is available in 16kg pails and 176kg drums. Samples are available on request.
About Banner Chemicals
With customers all over the world, Banner Chemicals strives to deliver chemistry-based solutions for a better life today and a better world tomorrow. Headquartered in the UK, we supply chemicals and offer technical knowledge worldwide for a range of material science industries.
We offer an innovative, inspiring and truly creative environment where we motivate and encourage brand new ideas, contributing to providing the best of the best commercial services to our clients.
Contact Details
Telephone: +44 1928 597 000
Email Address: pcs@bannerchemicals.com Website: https://www.bannerchemicals.com
26 OCTOBER 2022 PRE-TREATMENT, SURFACE PREPARATION, DEGREASING & CLEANING
twitter: @surfaceworldmag





Proud supplier of DeFelsko Inspection Instruments DFT Instruments UK LTD 16A Long Drive, Meadway, Berkhamsted, Herts HP4 2PN t: 01442 879494 f: 01442 879595 www.dftinstruments.co.uk e: sales@dftinstruments.co.uk PosiTector ® Inspection Unrivaled probe interchangeability for all of your inspection needs. Backwards Compatibility! The redesigned PosiTector gauge body accepts ALL coating thickness (6000/200), environmental (DPM), surface profile (SPG/RTR), salt contamination (SST), hardness (SHD/BHI), and ultrasonic wall thickness (UTG) probes manufactured since 2012. Customized Inspection Kits... Build your own kit from a selection of gauge bodies and probes to suit your needs. Coating Thickness Surface Profile Environmental Conditions Ultrasonic Wall Thickness HardnessSalt Contamination Coating Thickness Probes n Ferrous n Non-Ferrous n Combination n Ultrasonic Surface Profile Probes n Depth Micrometer n Replica Tape Reader Environmental Conditions Probes n Integral n Cabled Magnetic Probe n Anemometer Probe n 1/2” NPT n Infrared Hardness Probes n Shore n Barcol Salt Contamination Probe n Bresle Method Ultrasonic Wall Thickness Probes n Corrosion n Multiple Echo Thru-Paint n Precision n Low Frequency n Xtreme NEW DesignandFeatures Proud supplier of DeFelsko Inspection Instruments DFT Instruments UK LTD 16A Long Drive, Meadway, Berkhamsted, Herts HP4 2PN t: 01442 879494 f: 01442 879595 www.dftinstruments.co.uk e: sales@dftinstruments.co.uk NEW DesignandFeatures






Component cleaning. Effectively. The first choice in component cleaning: • Proudly supporting the cleaning industry for over 50 years • Independent best-in-class solutions • Aqueous or solvent processes • Free audit + trial facilities • Aerospace, automotive, medical, optics, engineering, electronics clients… Call 01506 443058 sales@frasertech.co.uk www.frasertech.co.uk Expert Cleaning Solutions = Equipment +Chemistry + Support ‘Components are cleaned to an exceptionall|y high standard with minimal cost and capital investment.’ Large famous automotive manufacturer ‘I can honestly say this is the best cleaning machine we have ever purchased and the cleaning process Fraser’s built for us provides excellent results, has reduce costs and our carbon footprint, it’s a win win!’ Leading PCB manufacturer Standard and fully bespoke packages available New generation chemistries eco friendly, safe and reliable Experts in both solvent and aqueous cleaning systems Suitable for a variety of applications including: ✓ Vapor degreasing ✓ 3D printing ✓ PCB cleaning ✓ Heat transfer/carrier fluids and many more… Precision cleaning at its bes
Keeping electronics clean with Fraser Technologies
There are ever increasing demands from the consumer to make things smaller and more convenient. As a result, electronic devices are becoming smaller with more densely populated printed circuit board (PCBs) assemblies. While this is largely positive in terms of technological advancement and usability, it does create some practical complications, especially when considering the PCB cleaning process.
Particular issues include lower component stand-off making access to the flux residues more difficult, rinsing of the remaining residues and chemistry, and the typical use of ‘no-clean’ soldering materials which are not designed to be removed in the first place. Trapped cleaning chemicals and partially dissolved flux residues can lead to assembly defects. High reflow temperatures and overheating can also cause hard-to-remove oxidised residue, and the overall variety of contaminants can make cleaning more complex.
In many cases, traditional cleaning methods are not sufficient to achieve the expected standard of cleanliness, so it is critical that
considerations are made to accommodate new PCB structures and designs and most importantly consideration is given to the compatibility of the contaminant and what you use to remove it.
Next generation cleaning products
The latest generation PCB cleaners that break down tough soils without leaving residue are the most efficient choice to target tighter spaces. Superior cleaning also ensures stronger, more active fluxes can be used, resulting in better solder joints and a wider process window for manufacturing. The latest range of cleaning products are rising to the challenge and changing the game –delivering processes that offer better cleaning, consistency, speed and value.
KlensTek® cleaning products, developed by Fraser Technologies, deliver superior, environmentally friendly electronics cleaning solutions for a wide range of requirements and applications. These chemistries offer outstanding cleaning power that is gentle on components; non-flammable in ambient air temperatures and pressure conditions; and are environmentally friendly.
One-stop shop
Fraser Technologies also offers and recommends the Koki soldering range of products, which complement the KlensTek® cleaning chemistry range, to offer a one-stop shop for all electronics component needs.
Koki is globally well known for manufacturing exceptionally high quality, reliable products and has over 50 years of experience behind them. Koki leads the field with innovative products to keep up with the rapid changes in technology.
Koki offers the full range of PCB assembly materials, leaded and unleaded solder pastes (a new halogen free range is also available), solder wires, liquid fluxes for both wave and selective soldering, tack fluxes for repair and rework and SMT adhesives.
Once the PCB is assembled, the KlensTek® cleaning range can then be used to remove the flux residues and contamination, before going on to the next step in the assembly process, coating, potting and box-build.

30 OCTOBER 2022 PRE-TREATMENT, SURFACE PREPARATION, DEGREASING & CLEANING
twitter: @surfaceworldmag
Best in class equipment
In addition to products, Fraser Technologies also offers the SlimLine PLW 6011 & PLW 6111 aqueous cleaning systems from Miele Professional.
The exclusive supplier of this equipment in the UK, Fraser Technologies works with customers to create a bespoke cleaning system and process to meet their individual needs and standards. These machines are single chamber aqueous cleaning systems offering time, energy and cost-saving efficiencies, and can meet the stringent cleaning requirements for high-reliability industrial sectors.
At only 65cm wide, the footprint is very compact, whilst still providing a large and flexible internal chamber space. This size, flexibility and smart load system allows a variety of components to be cleaned highly efficiently all at once, whilst utilising much less space compared with a standard sized machine.
Suitable for a wide variety of components and specialist electronics cleaning applications in the automotive, medical devices and aerospace industries, the Miele

SlimLine PLW 6011 & PLW 6111, combined with the right chemical combination, are especially effective for flux removal and for other parts cleaning and degreasing applications.
Fraser Technologies has been supplying electronics cleaning solutions for over 50 years and is a trusted partner. The company has achieved such expertise in the field, it developed its own chemistries in order to provide the best possible outcomes for customers.

With an extensive range of products, Fraser Technologies works with customers to identify the best solution for nearly every cleaning application imaginable.
For more information, visit frasertech.co.uk/soldering-andcleaning/.
31OCTOBER 2022
PRE-TREATMENT, SURFACE PREPARATION, DEGREASING & CLEANING read online: www.surfaceworld.com
Reduce your costs & take control of your SurfacePrep needs with Hodge Clemco
There is no better time than today to take control of your surface preparation process, to help reduce your costs and maximise your profits.
What is Surface Preparation?
Surface preparation is the first and single most important pre-treatment stage of a steel substrate. It is essential the surface preparation process is correctly performed before considering applying a protective coating. It is the level of surface preparation that is key to the success of any corrosion protection system.

Why blast cleaning?
Grit blasting is renowned for being the most popular surface preparation method. Blast cleaning is typically used to remove contaminants, to smooth or roughen the surface of a substrate or component, or to remove a surface layer whether that corrosion or an existing coating.

More increasingly our customers and partners are all saying the same thing, that the ever-increasing costs of subcontracting work out, along with logistical issues and higher haulage rates, are literally becoming too much.
The ultimate solution to these headaches is to bring your surface preparation process in-house where you can have full control of your workload, remove the reliance on others and most importantly keep those costs to a minimum.
How can Hodge Clemco help you?
Here at Hodge Clemco, we have the expertise and capabilities to design and manufacture surface preparation solutions to meet your exact requirements. Since 1959, Hodge Clemco has consistently been the leader in the manufacture and supply of abrasive grit blasting and surface treatment equipment and blast medias. Our product portfolio ranges from portable abrasive cleaning equipment, hand &
automated blast cabinets, walk-in blast rooms, a full range of expendable and recyclable abrasives, abrasive recovery and dust extraction systems. As well as the manufacture and supply of equipment, we are proud of our Sales and Aftermarket teams, providing support, expertise, training, servicing and waste media reprocessing for our customers.

To find out how the team at Hodge Clemco can help provide you with a surface preparation solution, contact us today.
Call 0114 254 0600 or email sales@hodgeclemco.co.uk
We are SurfacePrep. We deliver more than what’s on the surface.
32 OCTOBER 2022 PRE-TREATMENT, SURFACE PREPARATION, DEGREASING & CLEANING
Blasting pot, cabinet and room
Abrasives
Before and after blasting read online: www.surfaceworld.com































































Dedicated stand-alone unit is ready to measure right out of the box Fast measurement speed—ideal for moving lines and swinging parts Scan Mode continuously takes measurements—ideal for analyzing large areas Storage of 999 readings with onscreen averaging. Stored readings can be downloaded to PosiSoft Desktop Software Affordably measures uncured powder coatings using non-contact ultrasonic technology to predict a cured thickness 16A Long Drive, Meadway, Berkhamsted, Herts HP4 2PN t: 01442 879494 www.dftinstruments.co.uk e: sales@dftinstruments.co.uk Non-contact Uncured Powder Thickness Gauge Powder Inspection Kits Complete solutions for measuring powder coating before and after cure are available Powder Checker













Sharmic Engineering Ltd Tel: +44 (0)1299 822135 / 878123/4/5 Email: info@sharmic.co.uk www.sharmic.co.uk SHARMIC FOR FAST, FRIENDLY SERVICE Experienced Engineers After sales technical support Nationwide deliveries New and used vibratory finishing machines and systems from 2 litres to 4000 litres Finishing media; Ceramic, Plastic, Wood, Steel and Maizorb Liquid / powdered / paste compounds Abrasive finishing wheels Vibratory separators / sieving machines and re-meshing service Repairs and relines Effluent water treatment systems Subcontracted finishing and industrial sieving services Redundant machines purchased Consultancy FOR ALL YOUR VIBRATORY FINISHING EQUIPMENT AND MATERIALS






“The Professionals” email info@pros trip.co.uk phone 01 1 5 91 1 2240 “Save up to 20% on your monthly s tripping cos ts” Send your enquir y today!! Sub contract specialists in Paint & Powder coat removal to the finishing industr y JIG CLEANING PAINT BOOTH GRID CLEANING COMPONENT RECLAMATION EST 1. 989 Pro-Strip Ltd. Trent Lane, Daleside Road, Nottingham NG2 4DS web www.prostrip.co.uk
Pass Your Next Cleanliness Inspection with Vapour Degreasing
Many finished metal parts are subject to high cleanliness standards and must pass black light inspection, particle count tests or water break analysis to ensure they meet the customer specified quality requirements. Also machined parts are getting smaller and more complex. Intricate geometries, awkward shapes, and internal blind holes, make them difficult to clean.
Adding to the cleaning difficulty are the ever-changing environmental regulations placed on metal fabricators today. The cleaning fluids must not only clean surfaces effectively, they must also meet strict regulatory requirements and environmental sustainability standards.
Contaminants Vary
Machined parts are exposed to a wide array of contaminants throughout manufacturing. This includes machining oil, grease, lubricants and polishing pastes. Also, adhesives, wax, marking inks, fingerprints or other production debris.

To achieve a superior finish, it is important to clean and prep parts surfaces of these soils before any finishing work like plating, coating or anodising starts. One of the most efficient cleaning methods to achieve perfectly prepped parts is vapour degreasing.
Vapour Degreasing for Effective Cleaning
Vapour degreasers are effective, small, fast, economical and extremely flexible cleaning machines. Vapour degreasing, used in combination with modern cleaning fluids, makes parts cleaning consistent, repeatable and sustainable. It is also one of the most effective cleaning methods to achieve spotlessly clean parts and to help pass stringent cleanliness inspections.
How Vapour Degreasing Works
Vapour degreasing has a high throughput and is easily automated into standard production lines. A vapour degreasing machine is a closed-loop system. It uses a specialized low-boiling, non-flammable fluid as the cleaning agent.
The vapour degreasing machine contains two chambers: the boil sump and the rinse
sump. Soiled parts are immersed in the boil sump to dissolve or lift the soils from the parts surface. In some instances, ultrasonic agitation adds extra cleaning muscle. As the parts lift from the boil sump, they undergo a brief rinse in the rinse sump filled with pure, uncontaminated fluid or inside the rinsing fluid vapours. After a typical cycle of about 6-20 minutes, the parts come out clean, dry, spot-free and ready for finishing.
Modern Vapour Degreasing Fluids
Most modern vapour degreaser cleaning fluids are a mixture of ingredients. They can include hydrocarbons like mineral spirits, or alcohols like isopropanol and ethanol. How the ingredients combine determines the cleaning fluid’s effectiveness and its material compatibility. The vapour degreaser can use a single cleaning fluid or fluids can be mixed, blended or custom formulated to remove a specific soil from a specific substrate, maximising cleaning effectiveness.
Modern vapour degreasing fluids are effective at trapping and removing soils from the most complex and intricate parts geometries. Their chemical properties help in the overall cleaning process. For example, modern cleaning fluids typically have a low surface tension and a very low viscosity. This allows them to penetrate and clean very tight spaces like inside blind holes or in the crevices between stacked parts.
Most vapour degreasing fluids also are very heavy and dense, typically 20-40% heavier than water, which aids in dislodging particulate from the parts. And although they are powerful cleaners the cleaning fluids work without causing damage, even on delicate parts.
36 OCTOBER 2022 twitter: @surfaceworldmag
PRE-TREATMENT, SURFACE PREPARATION, DEGREASING & CLEANING Inspecting Metal Part: Many finished metal parts must meet high cleanliness standards
Sustainable Parts Cleaning & Surface Prep
Parts cleaning fluids now face increasing numbers of environmental regulations. It is not only the cleaning fluid itself that is under scrutiny, but also the disposal method. Vapour degreasing conveniently answers both of these concerns.
Many modern parts cleaning fluids have improved environmental properties including a very low GWP (Global Warming Potential) to help reduce greenhouse gas effects. They also have zero ODP (Ozone Depleting Potential) and low VOC formula content. This allows them to meet strict regional air quality regulations and follow global environmental directives. Many are not considered a HAP (Hazardous Air Pollutant).
The modern fluids are typically based on HFE (hydrofluoroethers) or HFO (hydrofluoroolefin) technology, making them excellent replacements for nPB (N-Propyl-bromide) or TCE (trichloroethylene) that cause air and groundwater quality concerns.
Recycling Helps Save Costs and the Planet
Another environmental benefit of vapour degreasing is its capacity for recycling. The fluid cleans inside the vapour degreaser for hundreds of cycles before it needs refreshing or replacing. Additionally, it concentrates the soils as it works. This reduces waste generation and lowers hazardous waste disposal costs.
Vapour degreasing uses no water and little electricity to clean. Other cleaning processes like aqueous cleaning require massive amounts of energy for water heating, drying and wastewater prepping for disposal. In contrast, vapour degreasing helps conserve water and reduce fossil fuel consumption, resulting in lower total carbon emissions and less greenhouse gas output.

Vapour Degreaser Cost Savings
When you factor in all the benefits, vapour degreasing can reduce your operating costs while improving your facility throughput and productivity. It is low on energy consumption and can be re-used many times. It cleans quickly and effectively and parts come out of the vapour degreaser clean, dry, spot-free and ready for the next stage in the production process.

Finishing Up
Cleaning is a critical step to achieve a quality parts surface finish and pass stringent cleanliness tests. Using a vapour degreaser
and modern, cleaning fluids is not only a cost-effective way to ensure parts are clean. It also addresses regulatory requirements and environmental concerns. It is a flexible process that readily adapts to impending changes. Whether it’s a change in cleaning requirements, a regulation change or new environmental concern. Vapour degreasing provides a meticulously clean part while addressing other issues like sustainability and cost-effectiveness.
For metal parts manufacturers looking for help in choosing a vapour degreasing fluid, work with a parts cleaning partner that has both cleaning fluid and vapour degreasing expertise. Based on specific parts make-up
and the contamination encountered, they can suggest the fluids and metal cleaning and surface preparation methods that will work best and make passing cleanliness inspections easier.
Author information:
Elizabeth Norwood is a Senior Chemist at MicroCare, LLC, which offers precision cleaning solutions. She has been in the industry more than 25 years and holds a BS in Chemistry from the University of St. Joseph. Norwood researches, develops and tests cleaningrelated products. She currently has one patent issued and two pending for her work.
For more information, visit www.microcare.com
37OCTOBER 2022
Vapour uses a specialised low-boiling, non-flammable fluid as the cleaning agent.
Vapour degreasing is low on energy consumption and re-uses the cleaning fluid many times before disposal.
read online: www.surfaceworld.com
RUAG Australia invests in future manufacturing capability, upgrading to the latest custom designed Rösler International shot peen machine
In the midst of a pandemic in 2020, the pursuit of continuous improvement and growth didn’t stop for the Aerostructures team at RUAG Australia, with decisive action taken to upgrade manufacturing machinery at its hydraulic centre of excellence in Bayswater, Victoria.
RUAG Australia are dedicated to maintaining the quality of all equipment and machinery to continue providing high quality service to customers. The fully integrated automated shot-peen system is one of the largest of its kind used in Australia for Defence and Aerospace applications. The system uses blast media whereby small steel beads impact the target surface to create a compressive stress layer on the surface, leading to improved durability and structural integrity, so the substrate is better able to withstand failure. The typical components to be manufactured using the shot peen
machine include air frame components, hydraulic landing gear actuators, undercarriage components and structural components for military aircraft.
The RUAG Australia engineering team approached international experts in surface finishing and blasting technology, Rösler International (Rösler) to upgrade their shot peen machine. Rösler worked closely with the team for over 12 months to develop a custom-designed system, configured specifically for RUAG Australia’s application requirements. RUAG Australia employees met with Rösler in France to inspect and check machine specifications, before it was manufactured and shipped to RUAG Australia’s Bayswater facility in Victoria, where it was installed and is currently being commissioned. Employees at Bayswater received thorough training and were inducted on how to effectively utilise the advanced robotics capabilities of the machine too.
With support from parent company RUAG International and the technical expertise from Rösler, RUAG Australia successfully invested in this significant equipment upgrade to its Bayswater facility.

The addition of this fully integrated system further supports RUAG Australia’s goals of becoming an Industry 4.0 focussed company. Since the machine was installed in 2021, the projected increase in capacity is promising, with capacity for up to four parts to be processed simultaneously within the one set-up. This will result in improved efficiency, process stability and repeatability, reducing the chance of process failure and improved turnaround times for customers. The team is able to offer this fully integrated NADCAP-approved manufacturing solution for Defence customers, that offers improved special processing of complex aircraft components.
“This new capability elevates RUAG Australia to the forefront of innovative aerospace manufacturing in Victoria, further solidifying our position to support sovereign industrial capability and establishing us as a reliable partner for the Defence supply chain, locally and internationally,” said George Atkinson, Manager, Aerostructures at RUAG Australia.
“This level of investment demonstrates RUAG Australia’s commitment to its customers in enhancing our capabilities and services. Investments like this are critical in maintaining our position as a reliable partner for global defence and aerospace supply chains”, said Aidan Butler-Bonnice, Senior Manager, Business Operations at RUAG Australia.
Visit: www.rosler.com
38 OCTOBER 2022 read online: www.surfaceworld.com
PRE-TREATMENT, SURFACE PREPARATION, DEGREASING & CLEANING The state-of-the-art Rösler shot peen machine.

Surface Finishing is our DNA AM Solutions Shot Blasting Individual systems engineering and intelligent process solutions –reliable and energy efficient The full solution provider for 3D post processing equipment and 3D printing services Mass Finishing Efficient systems engineering and innovative technologies – powerful and economical Rösler UK Limited| 1 Unity Grove | Knowsley Business Park | Prescot | Merseyside | L34 9GT Tel: +44 (0)151 482 0444 | Fax: +44 (0)151 482 4400 | rosler-uk@rosler.com | www.rosler.com
HS Marston aligns quality parts cleaning with sustainability
HS Marston Aerospace Ltd is renowned for its heat exchangers in the commercial and military market.
As part of Collins Aerospace, a unit of Raytheon Technology, the company manufactures a wide array of heat exchangers including plate and fin, laminated, shell and tube, as well as cold walls, cold plates and cooling panels.
Cleaning of heat exchanger components is a quality-critical process step. “The complex geometries make it difficult to get these parts clean and dry which is necessary for the subsequent brazing. Here, even very tiny residue can cause failures which can lead to leakage”, explained Andy Lees, Site Lead, Operations.
Today, at its site in Wolverhampton, UK, HS Marston runs three closed machines on the modified alcohol grade DOWCLENE™* 1601 for the cleaning of different component parts. The oldest machine was installed in
2011. Since then – thanks to the high stability of DOWCLENE™* 1601 – not one single bath exchange has taken place.
While HS Marston now has a reliable fleet to deliver efficient and consistent cleaning results, they have been through some twists and turns in their cleaning journey to get to where they are today.
The decade long search for the right cleaning solution
Back in the 90s, HS Marston relied on Trichloroethylene (TRI) in an open top degreaser for component cleaning. Concerns related to environment, health and safety (EH&S) necessitated the search for an alternative.
For a brief period in 2003, HS Marston experimented with water-based cleaning. Due to staining on parts surfaces and insufficient drying, it became quickly apparent that this would not make for a feasible long-term solution.
Later on, it adopted n-propyl bromide (nPB)
in a closed cleaning machine. Stability was proving to be a major issue, with roughly 15% of the parts cleaned needing to be scrapped.
In 2009, HS Marston turned to hydrofluorocarbon (HFC) used in an open top degreaser. The fluorinated solvent did a reasonably good job in cleaning, but it was very expensive to run. Solvent spend averaged £50-60,000 per month because of the high solvent consumption. The chlorinated molecule contained in its formula also went against the parent company’s plan to prohibit chlorine on their facilities.
Modified alcohol DOWCLENE™* 1601 – A revelation
It was only when HS Marston discovered DOWCLENE™* 1601 in 2011 that they could finally put to rest their decade-long search. Based on modified alcohols, DOWCLENE™* 1601 is a distillable solvent and has a wide range of approvals in the aerospace industry including Rolls-Royce and SAFRAN.

40 OCTOBER 2022
PRE-TREATMENT, SURFACE PREPARATION, DEGREASING & CLEANING twitter: @surfaceworldmag CONTINUED ON PAGE 42










Solutions for recycling SOLVENTS Save Money | Recycle Any Solvent High Yield | Low Waste ASK FOR A FREE QUOTE SYSTEMS Units available for any quantity and application Safe and easy to use Recycled solvent as good as new Atex certified for flammable solvents The number one choice with over 38,000 units worldwide BUY OR LEASE info@solutex.co.uk | 01691 622 225 For more information visit: www.solutex.co.uk WASHING SYSTEMS EFFICIENT - ROBUST - RELIABLE INNOVATION FOR ALL YOUR WASHING NEEDS • SMALL BATCH WASHING TO CONVEYORISED SYSTEMS • SPRAY, SOAK , ULTRASONIC OR COMBINATION MACHINES. • FULL AFTER SALES SUPPORT • IN HOUSE TEST FACILITY • EUROPEAN WIDE CUSTOMER BASE • STANDARD AND BESPOKE SYSTEMS AVAILABLE • COMPLIMENTARY CHEMICAL RANGE AVAILABLE Call 01543 675800 or visit our website www.unitechwashers.uk.com
Thanks to its lipophilic and hydrophilic properties, DOWCLENE™* 1601 can remove oils and greases just as effectively as certain polar contaminations like cooling emulsions or solids such as particles and abrasives. The solvent is also characterized by low toxicity and good biodegradability.
“We couldn’t believe how clean the products came out, and how the quality had improved as such. It was really a revelation,” said Lees. The modified alcohol solvent was quickly adopted and used in combination with the company’s first vacuum closed cleaning machine.
DOWCLENE™* 1601 convinced in new round of investment
Business had continued to thrive and in 2016, HS Marston found itself contemplating the acquisition of another cleaning machine.
“We were happy with what we’ve got, but we still did lots of trials with various machine manufacturers on different cleaning media. We included trials with DOWCLENE™* 1601 and perchloroethylene too. Part of us thought perhaps we could still convince our parent company to let us use chlorinated solvent. During the trials, we expected perchloroethylene to perform better than DOWCLENE™*, but actually there was no difference for our specific application,” Lees recalled.
While the flammability of modified alcohols had raised some internal concern, the company also recognized that the small risk could be adequately countered by all the proficient safety features modern vacuum cleaning equipment provided.
The final decision fell back on DOWCLENE™* 1601, to be run on a second new machine, since it was the only available option which could truly satisfy the diverging interests of quality cleaning and sustainability standards.
The proof of the pudding – real savings
For HS Marston, the benefits conferred by its now well-established cleaning process goes far beyond quality cleaning. The company has also been able to make significant financial savings while preserving the environment.
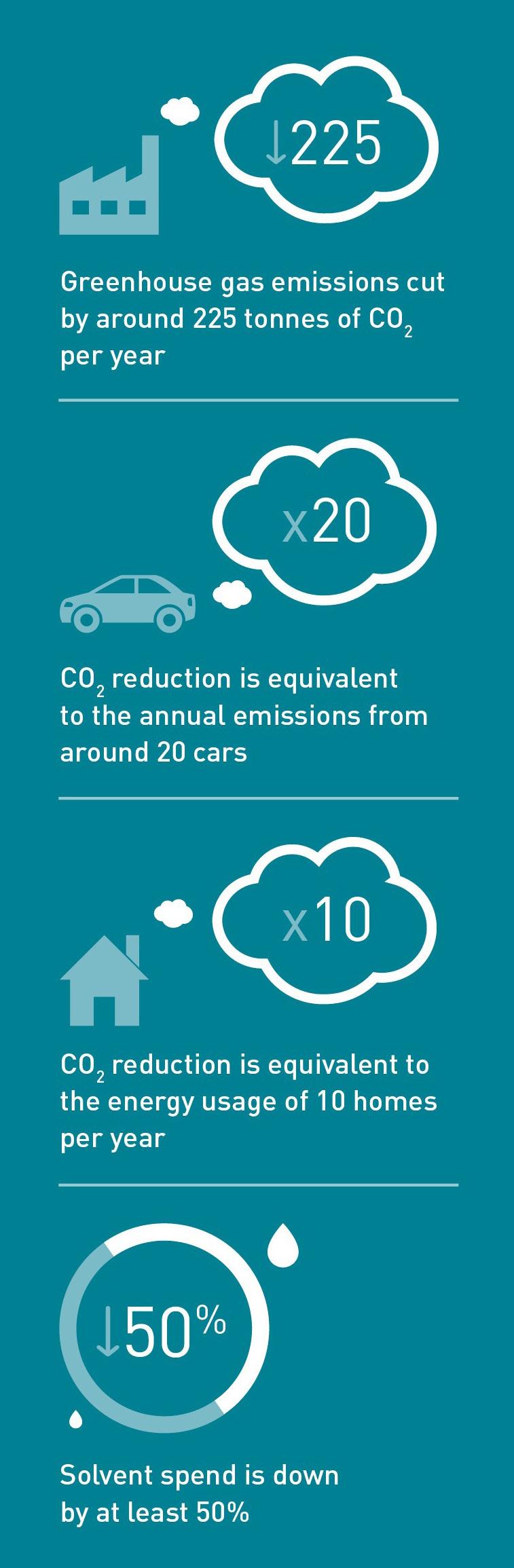
According to HS Marston’s own analysis, the efficiency of its parts cleaning helps cut greenhouse gas emissions by around 225 tonnes of CO2 per year – equivalent to the annual emissions from around 20 cars, or the energy usage of 10 homes per year. Solvent spend is down by at least 50%, while cycle times are halved. Rejection rate of parts is only 1% – and not cleaning related.

Addressing the market perception that water cleaning might be a greener option, Lees remarked: “When you look at the energy costs required to run the machine, the long cycle time anywhere between 60 to 90 minutes, and also the energy consumption for drying the parts – it all has a negative impact rather than a positive one. We have done lots of trials with aqueous cleaning, and we simply couldn’t get through because the process was just far too complicated for our specific application.”
“Having had the positive experience first-hand, we’ll be looking to drive our subcontract facilities to adopt the same effective cleaning regime as we do as well,” concluded Lees.
If you are struggling with cleaning challenges, or simply want to re-evaluate your current cleaning set-up, do reach out.
We would be happy to offer you a free consultation.
Contact details: Richard Starkey Senior Regional Sales Manager
Email: r.starkey@safechem.com Mobile: +44 (0) 7976 531695
SAFECHEM Europe GmbH
Visit: www.safechem.com
42 OCTOBER 2022
PRE-TREATMENT, SURFACE PREPARATION, DEGREASING & CLEANING read online: www.surfaceworld.com
Manual
3000kg
Handling Solutions
Stewart Gill Conveyors Ltd have been supplying overhead conveyors into all sectors of industry for over 70 years.
As a long time member of the Railtechniek van Herwijnen BV Group based in the Netherlands, Stewart Gill Conveyors can offer a comprehen sive range of overhead conveyor products which are capable of handling unit loads up to 7000kg.


Monorail
300kg
Stewart Gill Conveyors Ltd offer complete manufacture, installation and commissioning, coupled with fully documented instruction, operation and maintenance manuals.
Monorail Systems Unit loads up to
Product Overview
Chain Conveyors Unit loads up to
Power & Free Conveyors Unit loads up to 7000kg Floor Conveyors Unit loads up to 500kg
We do: In-House 3D CAD engineering In-House manufactoring in the UK and EU In-House design of PLC/PC control systems Industry 4.0 Worldwide installation and commissioning Remote support, service & inspection Stewart Gill Conveyors Ltd Unit 3&4 Brook Business Park Brookhampton Lane Kineton, Warwickshire CV35 0JA, United Kingdom Tel: +44 (0)1926 641424 info@stewart-gill.co.uk www.stewart-gill.co.uk Part of the
At a time when soaring energy costs are starting to bite hard into businesses large and small Straaltechniek UK a leading manufacturer of Shot Blast & Shot Peening Equipment are demonstrating throughout Europe and beyond as part of their Equipment Modernisation Program ways customers can save 25% on the energy required to achieve the same production output.

With the introduction of the High Performance Long Life GN Blasting Wheel Technology Straaltechniek incorporated the beneficial principle of forward curved blades into its revolutionary blast wheel and blade support concept. By design, collision speeds of the abrasive are reduced at the entrance to the blast wheel leading to decreased wear of both blades and abrasive.
With the unique shot/grit projection angle, the GN WHEEL® allows the projection speed of the abrasive to increase by 25 %, leading to a significant decrease (10-25%) in abrasive usage compared to wheels equipped with radial blades. The efficiency of the GN WHEEL® is up to 70% higher than traditional shot blasting wheels. The GN WHEEL® is available in diameters between 300 and 500mm and can be fitted to turbines of all current and obsolete manufacturers machines. By retrofitting existing machines with the new GN wheel gives customers enormous advantages!

Jay Dorling Sales Director at Straaltechniek commented ‘more and more of our customers are looking at ways to reduce their energy bills and because the revolutionary GN BLAST WHEEL® delivers the abrasive 25% faster than conventional blast wheels there is a two way benefit. If a customers process has no requirement for quicker blast cycle times then the GN wheel can utilise 25% less energy to achieve the same result alternatively if the customer can blast their production quota 25% quicker using the same energy reducing bottlenecks in their production there is a win/win either way with a 25% energy saving to be enjoyed. All this with less maintenance, longer lasting consumable parts, 10-25% less abrasive used and significant noise reduction from this advanced dynamically balanced blast wheel it is any wonder we have been inundated with requests to demonstrate this technology’.

Visit: www.straaltechniek.co.uk 25% ENERGY SAVING Using Straaltechniek Wheel Blasting Technology Call Nigel Bean for more information on +44 (0) 1442 826826 – Meet and connect with prospective customers Strengthen your bond with existing customers – Learn about new developments in your industry Meet new companies that can help your business – Close deals with new customers during the show Strengthen or establish your brand – Learn what your competitors are doing right Rapidly expand your database of sales leads – Speak directly to your target market Optimise your sales and lead generation strategy http://www.surfaceworld.com/surface-world-live/ floor-plan-exhibitor-list/ 10 great reasons to exhibit at Surface World 2023 PRE-TREATMENT, SURFACE PREPARATION, DEGREASING & CLEANING

South east firm scores stadium contract
A large spectator space at London Stadium has been protected against the elements thanks to a shared commitment by its leading contractors for sustainable development.

Originally built to host the London 2012 Olympics, London Stadium was enhanced for the future thanks to worldwide suppliers of bespoke stadium structures specialist, Arena Seating. The global firm was called on to provide a brand-new viewing platform through the use of The Structure Group’s patented flooring system, with bespoke elements fabricated specifically for the intricacies of the project.
The new platform is part of two stands with a capacity of 7,236 seats and 106 wheelchair positions situated in the North and South of the stadium. The multi-purpose stadium is based at Queen Elizabeth Olympic Park and is now home to Premier League football club, West Ham United, with a history of hosting unique and memorable sporting and arts events.
Since becoming the London Stadium, it has hosted the 2015 Rugby World Cup, the London 2017 World Athletics Championships, the 2019 Major League Baseball London Series, and bigname performers including The Rolling Stones, Foo Fighters, Guns N’ Roses and Beyoncé. Last month alone, the venue hosted Soccer Aid for UNICEF, Monster Jam, the Hella Mega Tour and two nights of Red Hot Chilli Peppers concerts.
The platform is in a covered open-air space, so The Structure Group called on its long-standing partners, South East
Galvanizers Ltd, to provide a hot dipped galvanized finish on the steelwork and components, ensuring its protection from corrosion and rust.
During the galvanizing process, the structure – which consists of steel flooring panels and a supporting leg system to form a monolithic platform – was dipped in a large bath of molten zinc at 450oc, completely coating the metal inside and out.
Sam Holland, General Manager at The Structure Group, explained: “We were pleased to have supported Arena Event Services Group with the development of such an iconic venue. Sustainability continues to be a major focus across the events and construction industry, and galvanizing helps to increase the lifespan of our steel, reduces the need for future maintenance and downtime, and ensures it remains aesthetically pleasing for visitors for years to come. We have worked with South East Galvanizers for years now, as they always meet our (often) tight deadlines whilst delivering the highest quality of work.”
Over the years, South East Galvanizers and The Structure Group have collaborated on
several major projects to preserve and increase the lifespan of steel architecture, including Dubai EXPO 2020, Joshua v Ruiz Clash on the Dunes, and the Great City Games.
Neil Pearson, Commercial Manager at South East Galvanizers said: “Working with The Structure Group is always a pleasure, and we fully understand the service they require to meet their needs, as well as those of their prestigious clients. It is great to know that the galvanizing we do for these projects plays an important role in ensuring the protection of the infrastructure for both the local community and national/international visitors.”
South East Galvanizers is part of Wedge Group Galvanizing Ltd, the largest hot-dip galvanizing organisation in the UK with a history dating back over 150 years. With 14 plants strategically placed across the country, the firm offers a truly national galvanizing service.
For further information please contact Wedge Group Galvanizing on 01902 601944 or visit www.wedge-galv.co.uk.
46 OCTOBER 2022 ELECTROPLATING, ANODISING & GALVANIZING
twitter: @surfaceworldmag











Solutions for Parts & Paint Spray gun cleaning WASHERS ASK FOR A FREE QUOTE Manual | Automatic Our high quality, advanced range of equipment provides the best way to clean paint spray guns or industrial parts. With numerous options, you can be sure that there is a model in our extensive range that meets your cleaning requirements using either solvents or water. ATEX certified • High quality alloy pumps Stainless steel construction • Wash cycle controlled by timer • Wash & rinse • Hot water wash • Inbuilt water recycling • Inbuilt solvent recycling Air extraction • 2 year warranty BUY OR LEASE www.solutex.co.uk info@solutex.co.uk | 01691 622 225 For more information visit: Head Office: Stafford Street, Willenhall, West Midlands, WV13 1RZ ISO 9001 Quality Management FM 00382 E: info@wggltd.co.uk T: 01902 601944 Hot dip galvanizing provides you with long-term protection against rust and corrosion of steel products. With 14 plants across the UK, Wedge Group Galvanizing is the UK’s largest hot dip galvanizing organisation offering a national service, collection and delivery and 24hr turnaround on request. The group can process anything from small components to 29m structural beams. WEDGE GROUP GALVANIZING Your Galvanizing Partner Halve your DFT inspection times using the Elcometer 456 Coating Thickness Gauge and Scan Probe. elcometer.com THICKNESSMeasure · FAST REPEATABLE · ACCURATE · DURABLE DRY FILM Surface World - October 2022.indd 1 25/10/2022 12:08:41
Aluminium Anodizing Chemetall’s Anodizing Technology
From architecture to construction to packaging to automotive – there are almost no limits to the possible industrial applications of aluminum. The processing of this light metal also leaves room for new ideas. Due to the growing competitive pressure, companies are looking for cutting-edge ways to stay ahead of their global competitors with innovative and cost-saving technologies. The solutions to this are closer than you may think: “standard technologies” offer opportunities for saving on costs without compromising on high quality.
Finding potential for improvement in established and proven technologies and processes may not seem worthwhile at first glance. In fact, however, a closer examination and evaluation of the individual process steps reveals possibilities which not only reduce costs but also boost productivity. Chemetall’s anodizing technology demonstrates how this can be achieved.

The anodizing technology
Anodizing is much more than just an optical enhancement of aluminum. The anodized layer that forms using standard technologies reaches at about two thirds into the treated aluminum part and grows at about one third on its surface, thereby affording an attractive, smooth surface and longterm corrosion protection. In addition to these excellent properties, it is also easy to process, making anodized aluminum extremely versatile and suitable for a wide range of applications.
A reevaluation of the anodizing process and of the technologies commonly used in the industry is worth the effort since modified processes have proven to be very good alternatives in practice. This paper presents ideas for optimizing the anodizing process. Experiences and case studies from customer applications around the world have demonstrated the successful implementation of these new solutions in practice. However, it should be decided on a case-bycase basis which technologies are best suited for the respective application, as the applicability should be evaluated individually for each application.
In this context, a particular focus is placed on the possibilities of saving energy or increasing productivity by reducing the time of the anodizing process and also in the final sealing step.
Efficiency improvements and costs
Over the years, almost any anodizer has tried to enhance his productivity by increasing the total number of workpieces to be anodized per day. Frequently, batches are simply increased in size without adjusting other important factors such as cooling. However, an increase of the batch size in many cases also means a drop in current density, which is crucial for surface quality.
Yet, the process temperature, current density and anodizing voltage have a great impact on quality, productivity and costs. As a general rule, higher temperatures result in a larger pore diameter, which in turn leads to less aluminum oxide and thus a softer anodic coating.
The same effect can usually be observed at lower current density or (too) high acid concentrations. Coatings with larger pores are generally easier to dye, but in many cases show poorer sealing and corrosion resistance and are generally less durable because the anodic coating may become too soft. Conversely, lower temperatures and/or higher current density usually result in smaller pores that are more durable and thus of better quality.
Additives from Chemetall Nowadays, it is possible to work with modern additives to the sulphuric acid in the anodizing bath. To this effect, the Surface Treatment global business unit of BASF’s Coatings division, operating under the Chemetall brand, offers innovative additives from its Gardobond range.
Temperature
So how can efficiency be improved while at the same time reducing the direct costs of anodizing? Is there a way to speed up the anodizing process to increase productivity, but without compromising the structure and quality of the anodic coating?
Theoretically, it is easy to raise productivity by increasing the current density provided that sufficient rectifier capacity is available. An (excessively) high current density and/or the higher anodizing voltage needed to this effect, would generate a lot of heat that can lead to soft coatings and burns. Additional cooling would thus be necessary.
Additives from Chemetall
As a further development of the well-known oxalic acid, it reduces the redissolution rate in the anodizing process and increases the tolerance to dissolved aluminum. This allows for anodizing at a higher temperature, a higher aluminum content and a higher current density at unchanged voltage and/or at a reduced anodizing voltage with the same current density.
Nowadays, it is possible to work with modern additives to the sulphuric acid in the anodizing bath. To this effect, the Surface Treatment global business unit of BASF’s Coatings division, operating under the Chemetall brand, offers innovative additives from its Gardobond range.
Chemetall offers a new generation of highly efficient additives. Added to the anodizing bath, they afford a very consistent surface and reduce the aluminum and temperature sensitivity of the anodizing process.
Gardobond® Additive H 7526 thus yields coatings of perfect quality with a high aluminum content (max. 30 g/l), at higher temperatures (max. 30°C) while at the same time requiring a lower sulphuric acid concentration.
As a further development of the well-known oxalic acid, it reduces the redissolution rate in the anodizing process and increases the tolerance to dissolved aluminum. This allows for anodizing at a higher temperature, a higher aluminum content and a higher current density at unchanged voltage and/or at a reduced anodizing voltage with the same current density.
Chemetall offers a new generation of highly efficient additives. Added to the anodizing bath, they afford a very consistent surface and
A higher voltage density a reference This savings. energy anodizing Further to the applies anodizing for its growth acid The thickness (minutes) For produced 10 20 This current (due
48 OCTOBER 2022 ELECTROPLATING, ANODISING & GALVANIZING
CONTINUED ON PAGE 50 read online: www.surfaceworld.com




Aluminium Anodizing Chemetall’s Anodizing Technology. www.chemetall.com
reduce the aluminum and temperature sensitivity of the anodizing process.
Gardobond® Additive H 7526 thus yields coatings of perfect quality with a high aluminum content (max. 30 g/l), at higher temperatures (max. 30°C) while at the same time requiring a lower sulphuric acid concentration.
Temperature factor
A higher treatment temperature means that the anodizing voltage can be reduced to achieve a specific current density (e.g., for 1.5 A/dm² the following was observed in a reference lab test: 19°C - 18 V, 25°C - 15,5 V, 30°C - 14 V). This already provides a possibility for significant energy savings. Moreover, basically the same amount of cooling energy will be needed. Thus, the use of an adequate anodizing additive will allow for energy savings of ca. 40%.
abrasion and corrosion resistance. The effect can be countered by using the appropriate additive.
The pictures show the surface structure at different temperatures and aluminum contents: with Gardobond® Additive H 7526, the same pore sizes can be achieved at 25°C as in a bath at 19°C without any additive.
pore sizes can be achieved at 25°C as in a bath at 19°C without any additive.
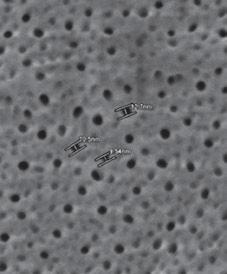
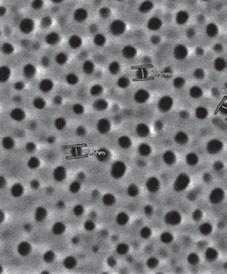
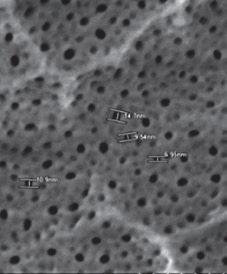
Gardobond® Additive H 7526
Positive side benefits
Further potential effects can also be achieved with regard to the speed of the anodizing process. The following applies for the growth of the layer thickness during anodizing with standard parameters, for example those for architectural anodizing: the thicker the layer, the slower its growth until it stops growing because layer growth and acid attack have come to equilibrium.
Another possible “side benefit” are less frequent bath renewals. By increasing the maximum tolerance value for aluminum in the anodizing bath, bath renewals need to be conducted less frequently, thereby reducing the volume of acidic effluents and the volume of fresh water required for new bath make-up.
The empirical formula to calculate this is:
thickness (μm) = 0.3 x current density (A/dm²) x time (minutes)
For the standard 1.5 A/dm², practical experience has produced the following approximate values:
Furthermore, a reduced consumption of sulphuric acid is possible, also combined with a reduction of the waste water flow due to reduced acid carryover into the rinsing baths.
10 μm anodizing layer = approx. 20 - 22 minutes, 20 μm anodizing layer = approx. 40 - 44 minutes.
This calculation formula clearly shows the effect a higher current density can have on productivity enhancement (due to shorter treating time).
The most important technical effect of the modified anodizing process, however, lies in the significant improvement of the surface and sealing quality. Higher anodizing temperatures also mean higher layer dissolution caused by acid attack, leading to an increase in anodic pore diameter while the oxide content in the layer decreases which causes the overall surface quality to drop considerably.
Gardobond® Additive H 7526
Positive side benefits
This in turn affects the sealing quality as well as the abrasion and corrosion resistance. The effect can be countered by using the appropriate additive.
Another possible “side benefit” are less frequent bath renewals. By increasing the maximum tolerance value for aluminum in the anodizing bath, bath renewals need to be conducted less frequently, thereby reducing the volume of acidic effluents and the volume of fresh water required for new bath make-up.
The pictures show the surface structure at different temperatures and aluminum contents: with Gardobond® Additive H 7526, the same pore sizes can be achieved at 25°C as in a bath at 19°C without any additive.
Furthermore, a reduced consumption of sulphuric acid is possible, also combined with a reduction of the waste water flow due to reduced acid carryover into the rinsing baths.
The most important technical effect of the modified anodizing process, however, lies in the significant improvement of the surface and sealing quality. Higher anodizing temperatures also mean higher layer dissolution caused by acid attack, leading to an increase in anodic pore diameter while the oxide content in the layer decreases which causes the overall surface quality to drop considerably.
This in turn affects the sealing quality as well as the abrasion and corrosion resistance. The effect can be countered by using the appropriate additive.
The pictures show the surface structure at different temperatures and aluminum contents: with Gardobond® Additive H 7526, the same
Gardobond® Additive H 7526 can thus significantly improve the surface quality. The chart below shows the options for improving the surface quality taking the example of the loss of mass as per ISO 3210 in an anodizing process with and without additive:
Gardobond® Additive H 7526 can thus significantly improve the surface quality. The chart below shows the options for improving the surface quality taking the example of the loss of mass as per ISO 3210 in an anodizing process with and without additive:
of mass measurement
Possible benefits with Gardobond® Additive H 7526: Lower overall process costs for energy (power and cooling)
Possible benefits with Gardobond® Additive H 7526:
overall process costs for energy (power and cooling)
Filter cake disposal: less sulphuric acid in the effluent
cake disposal: less sulphuric acid in the effluent
reduced anodizing times
Productivity: reduced anodizing times
Anodization with the technology developed by Chemetall does not only improve the treatment processes, but also the characteristics and benefits of the aluminum proper. As a tried and tested technology supplier, Chemetall develops and optimizes customized technologies for all anodization applications – worldwide.
Anodization with the technology developed by Chemetall does not only improve the treatment processes, but also the characteristics and benefits of the aluminum proper. As a tried and tested technology supplier, Chemetall develops and optimizes customized technologies for all anodization applications – worldwide.
Contact and further information: Gary Mothersole UK Sales Manager Aluminium Finishing Telephone: 07825 319214
Email: gary.mothersole@basf.com Visit: www.chemetall.com
50 OCTOBER 2022
ELECTROPLATING, ANODISING & GALVANIZING This in turn affects the sealing quality as well as the
19°C without additive25°C without additive 25°C with
Gardobond
® Additive H 7526 Possible L (power F P Anodization does the characteristics As a develops
anodization
19°C without additive25°C without additive 25°C with Gardobond ® Additive H 7526
Lower
Filter
Productivity:
Loss
[mg/dm²] 120 100 80 60 40 25 g/l / 30 °C 25 g/l / 25 °C 25 g/l / 18 °C 15 g/l / 30 °C 15 g/l / 25 °C 15 g/l / 18 °C 5 g/l / 30 °C 5 g/l / 25 °C 5 g/l / 18 °C AI content / temperature Gardobond® Additivewithout additive 20 0 twitter: @surfaceworldmag
Detergents for Industrial Parts Cleaning

Borer Chemie AG
Gewerbestrasse 13 4528 Zuchwil / Switzerland www.borer.ch
Bühler Ltd.
Unit 8/9 Mercury Park, Mercury Way, M41 7LY Urmston, Manchester / United Kingdom Tel. +44 161 866 2800, Fax +44 161 866 2801 www.buhlergroup.com
sculpture protected
A renowned artist blacksmith has called on the services of Hull-based Humber Galvanizing Ltd to ensure an eye-catching piece is enjoyed by nature for years to come.
North Yorkshire-based, Katie Ventress, chose to use the services of Humber Galvanizing Ltd to protect and add aesthetic flair to her latest project – a bird feeder standing at approx. 2.4m tall.
The artwork was commissioned by a customer of Katie’s and depicts a tree with each branch host to a bird feeder. She uses the galvanizing process frequently in her works to enhance her renowned gothic-inspired style whilst also protecting them from the elements.
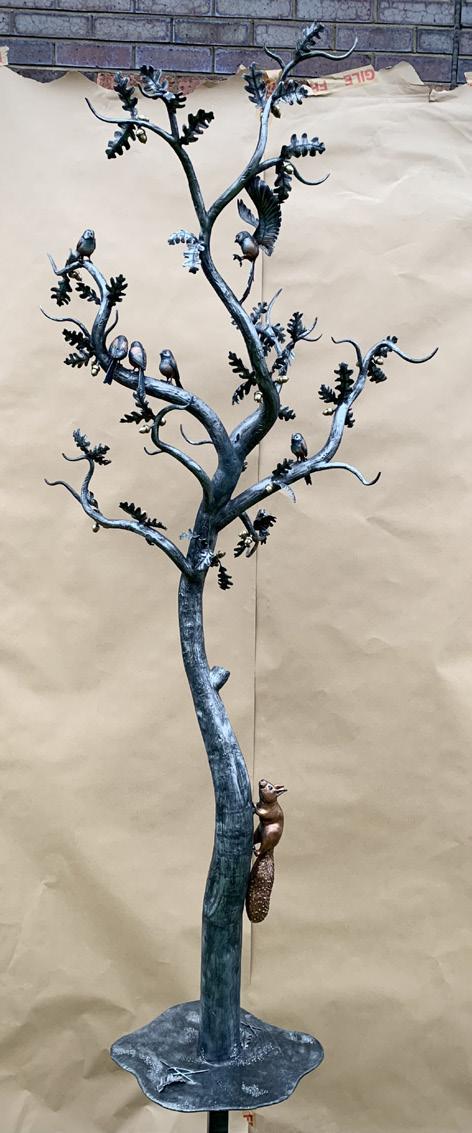
Long-tailed Tits are scattered within the branches, and a squirrel can be seen climbing the trunk of the tree. Once the final design was agreed and the piece fabricated, Katie sent it to the Humber Galvanizing team to be hot-dipped in its large molten zinc bath, a process which coats the metal and protects it from corrosion and rust. After it was galvanized, Katie added a cluster of solid, forged brass acorns to complete the design, with extra colour subsequently added using Guilding wax.
Katie said: “Galvanizing is one of my favourite parts of the process, as unlike paint, it doesn’t cover the finer details and instead creates a nice organic colouring. I have also applied an acid etch on top of that to further enhance the textures, create contrast, and
emphasise shadows.”
Influenced and inspired by nature’s movement, form and texture, Katie’s handmade pieces are an appreciative visual nod to her countryside upbringing and love of nature. After training as a blacksmith, she used her passion and knowledge of art and creativity to turn her talent into a career.
Working with Humber Galvanizing will allow Katie’s sculpture to be enjoyed for years to come. She added: “It is reassuring to know that galvanizing the tree will help it withstand the constant pitter patter of little bird feet when they come to enjoy the feeder, and that it will last much longer than an average equivalent from the local garden centre.”
Tony Linsley, Sales Manager at Humber Galvanizing, added: “It’s always a great pleasure to work with Katie when she brings us her latest bespoke work. We feel privileged that we play a part in the creation and preservation of these immense pieces of art.”
Humber Galvanizing is part of Wedge Group Galvanizing Ltd, the largest hot-dip galvanizing organisation in the UK with a history dating back over 150 years. With 14 plants strategically placed across the country, the firm offers a truly national galvanizing service.
For further information please contact Wedge Group Galvanizing on 01902 601944 or visit www.wedge-galv.co.uk.
52 OCTOBER 2022 ELECTROPLATING, ANODISING & GALVANIZING
Bespoke bird
by galvanizing firm Call Nigel Bean for more information on +44 (0) 1442 826826 Meet and connect with prospective customers Strengthen your bond with existing customers Learn about new developments in your industry Meet new companies that can help your business Close deals with new customers during the show Strengthen or establish your brand Learn what your competitors are doing right Rapidly expand your database of sales leads Speak directly to your target market Optimise your sales and lead generation strategy http://www.surfaceworld.com/surface-world-live/ floor-plan-exhibitor-list/ 10 great reasons to exhibit at Surface World 2023 read online: www.surfaceworld.com










































































































6 K-type thermocouple ports High temperature stainless steel barrier box for long run times Download, view, and analyze data using PosiSoft Desktop Software or export to .CSV Oven Temperature Logger Measures and records oven temperature profiles 16A Long Drive, Meadway, Berkhamsted, Herts HP4 2PN t: 01442 879494 www.dftinstruments.co.uk e: sales@dftinstruments.co.uk Customizable PDF Reports Prices starting at: Oven Temperature Logger .......... £1895 Temperature Probes £100 Wide variety of spring clamp and magnetic temperature probes available NEW When it comes to heavy equipment, there’s no room for error. From demanding durability requirements to exacting color and finish criteria, the toughest of applications require the most formidable of solutions. BENEFIT FROM GLOBAL SOLUTIONS DELIVERED WITH THE CONFIDENCE OF LOCAL SUPPORT Contact: gi.emeai.marketing@sherwin.com Visit: www.sherwin-williams.eu
Aluminium tubes for high-voltage equipment with high-quality coating
Hitachi Energy Brno, a manufacturer of high-voltage equipment, is now coating with Nordson's HDLV technology, improving surface quality and doubling its production capacity.

The Challenge
Hitachi Energy is one of the world's leading manufacturers of high-voltage equipment and produces some of the components required for this in Brno. In the Czech Republic's second largest city, the company coats aluminum tubes up to 12 m long, which have different geometries inside and a diameter of up to 0.80 m, using the environmentally friendly powder coating process. A capacity doubling was needed while still ensuring that the coating of the workpieces met high safety and quality standards due to the high-risk area of application: An increase in output with the automatic guns of the existing old plant was not possible to the requested scope. In addition, the company also wanted to make the coating process more economical and achieve powder savings in order to meet its high environmental requirements. Based on this, the decision was made to invest in a new, robot-guided powder plant.
The Solution
As part of their research, Hitachi Energy executives researched HDLV dense phase technology and conducted some preliminary testing at an HVAC manufacturer's facility. "Although we did not have 3D models of the workpieces for this robotic coating and therefore could not program the robots accurately, our customer was impressed with the results," says Ing. Jaroslav Blažek Managing Director at Czech system integrator Surfin Technology. To put the technology to the test on the workpieces in its own production, Hitachi Energy received two Encore® HD manual powder coating systems from Nordson. The powder guns that go with them are lightweight and wellbalanced, and enable high-quality, fast coatings that can be repeatable at any time, regardless of the powder. They also feature excellent coating of edges and corners, as well as optimal penetration depth, even into challenging shapes. "We were extremely
positively surprised by the performance of Nordson HDLV technology. We did not expect the result like this," Vaclav Holecek Production Development Specialist / Corrosion Engineer at Hitachi Energy, reports in retrospect. Due to the very good results, the company decided to use this technology and contracted Surfin Technology to install two Nordson ColorMax® E (engineered) powder coating systems with robotic coating guns.
In Booth 1, the inner surfaces of the pipes are coated with two Encore HD Select robotic guns mounted on two ABB coating robots. The dense-phase guns always enable repeatable, reproducible coating quality, achieve low powder consumption, and combine flexibility and profitability in powder coating. The Spectrum HD powder feed center ensures a reliable powder supply. The integrated dense phase pump technology ensures precise powder feed and combines consistent coating results with significant powder savings with minimal maintenance and downtime. Precise control of the powder feed center is provided by the PowderPilot HD control system. It allows the user, through the simple and color touch-screen control, to adjust all aspects for high quality powder application - from feed and atomizing air to
electrostatics, gun stroke and triggering. Hitachi Energy manufactures the highvoltage equipment for customers around the world, so the components are coated in a variety of colors. For powder coating, this means up to 15 color changes per day. To be able to implement these quickly and reliably, Hitachi Energy has selected Nordson's automatic Color-on-Demand (CoD) system. Color changes are done in 20 – 50 seconds. The system automatically cleans the entire powder path - from the powder hopper to the powder gun. Manual color changing is not necessary. CoD offers maximum flexibility and enables coatings to be applied to order at short notice. Another benefit is that users can implement customer requirements quickly and reliably, even for batch sizes of 1, and small batches.
Hitachi Energy uses the CoD system in Booth 1 with “spraying to waste” to enable the company to perform fast color changes in just a few seconds. "This is very efficient precisely because of Nordson dense phase technology, as the extremely soft dense phase powder cloud allows the robotic guns to get very close to the parts with no bounce back effect, and there is minimal overspray," explains Nordson sales manager Martin Vodak. Booth 2 is where the outer surfaces of
54 OCTOBER 2022
PAINT & POWDER
Combining robots and Nordson HDLV technology, Hitachi Energy doubled production output, even though they coat with fewer powder spray guns than before.
twitter: @surfaceworldmag CONTINUED ON PAGE 56

SUPERIOR TECHNOLOGY Significant Savings Nordson HDLV ® Dense-Phase Technology Enhance productivity and maximize your product quality with Nordson powder coating equipment and HDLV technology. Our Encore® HD powder spray systems deliver superior efficiency and coating uniformity. Tight control of the coating process yields significant powder savings. Proven long-lasting performance maximizes up-time and productivity. Explore the unique features of our powder coating systems online www.nordsoncoating.com/showroom or get in contact with us today for more information! www.nordson.com/hdlv | ics.eu@nordson.com
the aluminum pipes are powdered, and like Booth 1, it features Encore HD robotic guns and two painting robots. It is also equipped with a twin cyclone, as this is where the overspray is processed and returned to the production cycle.
Special features include weigh cells on the Spectrum HD powder feed centers, on the Color-on-Demand systems, and on the two after filters. Regarding the high standards for environmental compatibility and sustainability, these provide the operator with real-time information about the current powder consumption and the quantity of overspray.
The Customer Benefits: Maximizing production output, coating quality, and degrees of automation while reducing powder consumption to achieve high environmental goals.


Installation and commissioning of the new powder coating system was implemented by Surfin Technology together with Nordson service technicians in December 2021 during the holiday season, allowing the system to start operating immediately after the production break. "By combining robots and Nordson dense phase technology, we have doubled our production output, even though
we are powder coating with fewer guns than before," says Vaclav Holecek at Hitachi Energy, summarizing the experience with the new powder coating system. "We have been able to install high process repeatability for our process, and the system now allows us to plan production and monitor the production process more efficiently. At the same time, the manual work and rework previously required has been reduced to almost zero. From time to time, for example with special workpieces, we still work with manual coating. For this purpose, we also have our own station with a manual booth and an Encore HD dolly in production. Thanks to the soft cloud provided by HDLV technology, the same high-quality result is always achieved. With employees in mind, high operator safety is ensured at the same time, as well as maximum material utilization and a significant reduction in powder consumption." Holecek proudly adds, "We have simply found a very modern and high-quality coating solution for our very important products to contribute to a sustainable energy future for future generations." With the coated products, the manufacturer of high-voltage equipment is now able to meet the strict requirements of safety standards and repeat the coating processes of the
different products at any time. They can also efficiently plan production and monitor the processes with the future-oriented Industry 4.0 standard. By reducing powder consumption and maximizing material utilization, the company's own high environmental targets can be met.
Email: ics.eu@nordson.com Visit: www.nordson.com/ics
56 OCTOBER 2022
PAINT & POWDER
The soft spray of the Encore® HD powder coating system ensures maximum process control.
read online: www.surfaceworld.com

Paint Cure Monitoring – PhoenixTM Helping drive Quality and Coating Oven Economy

Monitoring what is happening inside your cure oven is critical to understand how your paint or powder coating operation is working. PhoenixTM understands the challenges you face running your operation, to not only get the coating cure quality you need but keep your oven technology up and running as economically as physically possible. With energy costs and ever increasing labour costs you need to make your operation run efficiently and make those costs savings wherever possible.
To help you get the best out of your oven PhoenixTM offer a monitoring toolbox to suit your specific needs.

Comprehensive Product Temperature Profiling
effective optimisation. As they say look after the pennies and the pounds will look after themselves. Even in coating every little counts!
Oven Temperature Uniformity Surveying (TUS)
Complementing its range of thruprocess temperature profiling systems
PhoenixTM has recently launched the new PTM4220

“Delta” stand alone data logger. The data logger is a 20-channel system designed for monitoring static batch ovens for either product temperature measurement or temperature uniformity survey (TUS) work. The data logger operates externally to the oven and allows live real time monitoring of temperature linking back to the monitoring computer either by cable, Bluetooth®, or RF telemetry. The system is perfect for performing temperature uniformity surveys (TUS) of batch ovens to comply with CQI-12, when combined with the purpose designed Thermal View Survey analysis and reporting software.
Oven Optical Profiling
The PhoenixTM Thru-process temperature profiling systems provide you with an accurate record of what temperature your product experienced in the cure oven. Thermal View Finishing software provided with the system converts the raw temperature profile data into meaningful information. The software is designed with all the analysis and process documentation tools to fully interpret and communicate paint cure performance.
To provide an accurate method to quantify cure PhoenixTM have developed its own mathematical index of cure calculation referred to as the Phoenix Factor. The Phoenix Factor gives the paint technician a perfect numerical tool to easily and accurately confirm that the cure process is working to the coating supplier specification, guaranteeing quality of cure and eliminating rejects or need for rework and corresponding cost. Irrespective of the profile shape, as all profile data is utilised, it’s as simple checking for a correct consistent Phoenix Factor. A value close to 1.00 equals perfect theoretical cure with < 1.00 potential under cure >1.00 potential over cure.
With the current energy crisis, the tool provides a further benefit in that is allows operational characteristics of the oven (zone set temperatures / line speeds) to be optimised with confidence and with no risk to the cure quality. Consider what effect potentially dropping your set-point temperatures by 10 °C could make to the operating cost of the oven over a month or year! When setting up new processes or changing energy / heating sources you can monitor your process to permit quick
Thru-process temperature profiling provides a great understanding of what temperatures the product sees travelling through the cure oven.
In terms of paint quality though, in particular cosmetic finish and paint defects, this is not the complete story. During the journey through the oven the painted part can experience many problems that are not temperature related that can affect the quality of the cured paint. Problems such as paint runs, drips, or paint inclusions from dust or particulates can only be detected post process without any specific knowledge of the root cause / location in the oven of the problem. The Optic system developed by PhoenixTM travels through the paint cure oven with the product capturing a live video of exactly what the product sees on its journey. The technology is perfect to detect the source / root cause of paint inclusions. Dust contamination in the oven can be detected as streaks of light passing across the torch illuminated video image, just like a shooting star across the night sky. The same system can detect damage to the inner oven walls / insulation which may be the cause of heat losses resulting in inefficient operation and wasted energy.
To understand, control and optimise your coating operation why not PhoenixTM your finishing oven today!
Email: sales@phoenixtm.com Viisit: www.phoenixtm.com
58 OCTOBER 2022
PAINT & POWDER twitter: @surfaceworldmag







Designed and Built in Great Britain Supplied Across the World Manufacturer of materials handling systems and automation solutions for all industries CONVEYOR SYSTEMS FOR: PRODUCT FINISHING PLANTS | LOGISTICS | INDUSTRIAL EQUIPMENT | POINT OF DISPLAY | AUTOMOTIVE Midland Handling Equipment Ltd. Stretton Road, Great Glen, Leicester, LE8 9GN, England T: +44 (0)116 259 3175 F: +44 (0)116 259 2820 E: enquiry@mhel.co.uk W: mhel.co.uk Materials handling equipment for Spraying, Powdering, Curing, Treating, Dipping, Flipping and more ...
Adapta’s Granite Vivendi Collection: Super-Durable Powder Coatings for Architectural Aluminium Imitating Natural Stone. The Sustainable Alternative for the Architecture of the Future

Granite is one of the most abundant types of rock on the earth’s surface. A natural stone, its name describes its particular structure made of medium to large grains. Mostly consisting of feldspar, quartz, and mica, its colour is highly variable: white, yellow, pink, red, brown, and green. Because of its beauty, scratch resistance, and intrinsic hardness, granite has always found wide application in architecture and design: from washbasin tops and kitchen countertops to windowsills, door and gate thresholds, fireplaces, and even street furniture and monuments.
For some time now, however, all these sectors have been gradually moving towards the adoption of more sustainable materials, which are lightweight, anti-seismic, and recyclable and whose life cycle has a lower environmental impact. These materials, of which aluminium is the best known, can be ennobled with finishes that imitate natural materials, so as to combine an already well-known and appreciated aesthetic effect with the modernity offered by alternative materials.
Wood-effect finishes are certainly the best known among those offered by the powder coating industry to produce aluminium profiles – also widely preferred by the modern construction sector to less sustainable and more laboriously and frequently maintained wooden profiles – recalling the warm effect of the natural texture of real wood. However, over the last ten years, companies have created many new finishes with nature-inspired effects. One of the most active and capable of developing truly evocative colour ranges is Adapta Color (Peñiscola, Castellón, Spain).

60
Alessia Venturi ipcm® read online: www.surfaceworld.comOCTOBER 2022 CONTINUED ON PAGE 62 PAINT & POWDER


Automated Water & Effluent Ltd Since 1982 Automated Water & Effluent Ltd have been supplying process control equipment to the metal finishing and surface finishing industry. We have an in-house team of qualified engineers able to recommend and build control panels and process equipment specific to fit your requirements. A wide range of our control instrumentation, dosing pumps and chemical process equipment is available on short delivery. AWE House, Antom Court, Tollgate Industrial Estate, Stafford, ST16 3AF awe-ltd.co.uk 01785 254 597 Get in touch for a quote today! • Custom Designed & Built Control Panels • pH & Redox Controllers & Electrodes • Conductivity Controllers • Liquid Level Controllers • Open Chanel & Magnetic Flow Meters • Data Loggers • Dosing Pumps & Tanks Visitusat SurfaceWorldLive2020 atStandA9
After the Patina® Ceramic Collection, which was presented on the September issue of ipcm®, a second series developed by Adapta Color in 2020 and launched in January 2021 stands out in the range of aluminium finishes imitating natural stone: it is the Granite Vivendi Collection, made up of 36 finishes that evoke the effects of granite stone in all its shades of colour and grain size.
The world’s most famous peaks to evoke the finishes of the Granite Collection
From beiges, creams, and greiges with a fine grain and rough feel to solid greys and warm browns with a dense texture, from metallic shades where the granite effect is barely noticeable as it blends with the metallic particles and the effect is velvety to the touch to colours with a smooth finish, all the shades included in the Granite Collection are inspired by the world’s most famous mountain peaks. This creates a journey that crosses the American continent from Argentina, Chile, Mexico, and Peru to Georgia, Canada, and Alaska; the Asian continent between China and Nepal, Pakistan and India; Africa, with the peaks of Kenya, Tanzania, and Congo; and the European continent between Russia and Turkey. The world’s 8000-meter peaks well represent the shades of beige, cream, warm white, and greige through to brown and taupe. The Latin American peaks inspire the whole range of reddish browns and burnt earths through to light and metallic greys. Cool blues, blacks, greys, and browns recall the colours of the North American peaks, while darker shades of brown, grey, and black are typical of African and European mountains. A source of inspiration for architects and designers, the Granite Collection complements the Patina® Ceramic Collection and completes Adapta Color’s range of colours and finishes to imitate natural stone.
Technical characteristics of the Granite Vivendi Collection powders
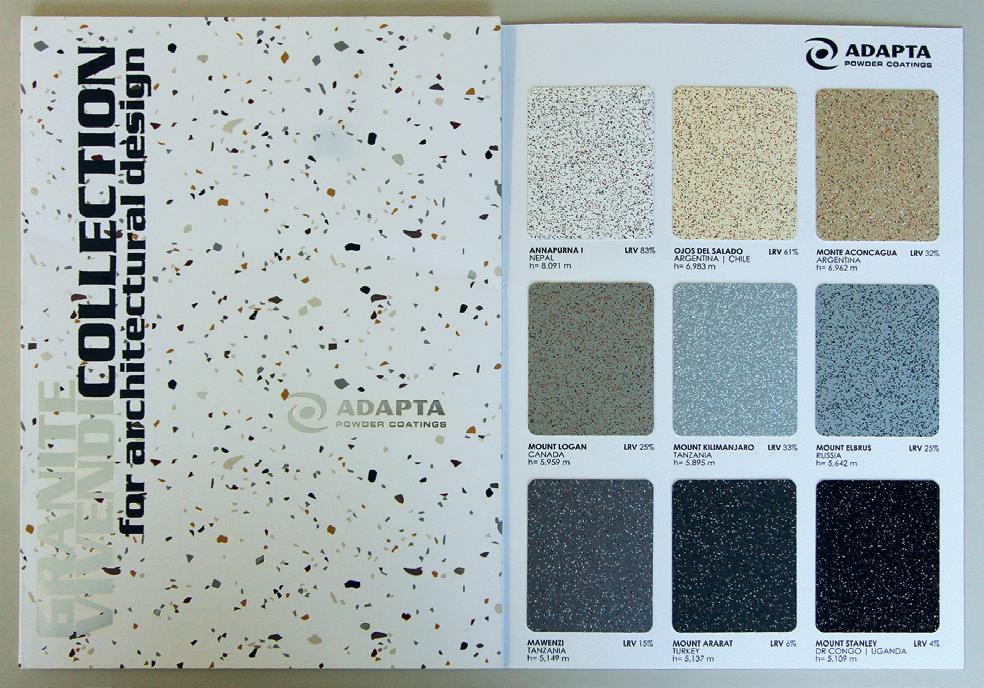

Much like the Patina® Ceramic Collection, the Granite Vivendi Collection consists of powder coatings based on TGIC-free saturated polyester resins and it has been developed as a sustainable alternative to natural granite stone.
The powders in this range are available in various gloss levels, finishes, and colours, with the possibility to create custom colour formulations. They have been formulated with the Vivendi SDS technology, which guarantees excellent outdoor durability together with high gloss retention and colour stability. Every paint, from all Adapta collections, formulated with the Vivendi SDS technology meets or exceeds the requirements of international specifications for architectural aluminium, such as Qualicoat Class 2, GSB Master, and AAMA 2604. In terms of corrosion resistance, these coatings exceed 1000 hours in salt spray and humidistat chambers, as well as 30 cycles without blistering in Kesternich tests
with SO2. The use of the Adapta Rustproof primer is recommended to further increase the corrosion resistance of both aluminium and hot dip galvanised steel. The use of Adapta’s CR-0000 cleaning, removal, and maintenance solution is also highly recommended as part of an effective façade maintenance programme, in line with the cleaning protocol or procedures outlined by Qualicoat and the American Architectural Manufacturers Association.
A. Venturi, Patina® Ceramic Collection: Adapta’s Dreamlike Journey Along the Colours of the Silk Road, ipcm®_International Paint&Coating Magazine no. 71, Vol. XII, September-October 2021.
Visit: https://www.adaptacolor.com/en/index
62 OCTOBER 2022 twitter: @surfaceworldmag
PAINT & POWDER



drop-in replacement for conventional hexavalent chrome passivation environmentally safe, non-toxic, simple to operate and waste treat meets or exceeds MIL-DTL-81706B and MIL DTL 5541F for bare corrosion (336 h in NSS per ASTM B-117) respectively, DIN EN ISO 9227 temper resistant up to 100 °C low contact resistance, meets electrical conductivity requirements on aluminium substrates per MIL DTL-81706B field tested on alloys 2024, 2219, 5083, 7075 and various castings applied by immersion, spray or wipe-on for large areas finishing chromitAL TCP Trivalent Chrome Passivation for Aluminium SurTec 650 chromitAL provides excellent bare corrosion resistance on unpainted surfaces and enhances adhesion of organic coatings. Applications include plain and anodized aluminium. SurTec Technologies is a trading name of SurTec Benelux B.V. Molenweg 17A NL-5953 JR Reuver The Netherlands Tel : Fax: 0(031) 77 3081590 0(031) 77 4762033 E-Mail : heh@surtecbenelux.com
A Splash of Colour!
Sheerline have invested over £1 million in a new state-of-the-art powder coating plant, bringing the most important secondary process that happens to their aluminium profiles in house for the first time. This further investment in their fully vertically integrated, single site UK manufacturing facility helps strengthen Sheerline’s ability to offer its customers the very best service and quality possible. Ensuring that every Sheerline profile has a beautiful, consistent and blemish free finish.
Greg Grabski (Pictured below), Garnalex’s Powder Coating Plant Manager explains, ‘In the past, we have relied on third party suppliers to powder coat our products, using well known and well-respected companies to keep up with the growing demand for the Sheerline range. Traditionally this has meant transporting mill finished profiles from our warehouse to the powder coaters, waiting for them to process it, then collecting it back, before it’s put into stock. This obviously racks up mileage, increases the products carbon footprint, and unavoidably introduces an extra incremental opportunity for damage to occur. By investing in our own powder coating facility, housed next door to our Hybrex aluminium press we have built in efficiencies and significantly reduced stock movement – taking up to 5 weeks out of the process involved in putting painted profiles into stock.
This added agility, ensures we can fulfil customers’ orders on time and in full, as well as giving us direct control over quality checks, with the ability to rectify any issues in hours rather than weeks.’
‘With one of the very best seven stage chrome free pre-treatment systems and a GEMA Magic Cylinder booth, GEMA’s premium solution for horizontal extrusion coating we have total flexibility. With 12 colours in our standard range, coupled with a bespoke colour service it was important that we specified the best-in-class solution to deliver a quick product turn around.
Having worked with Gema during my time in the automotive industry I am familiar with several of the booth designs Gema offers and the different types of application technology.’
Greg continued ‘When it comes to extrusion coating the Magic Cylinder has significant benefits over alternative designs due to its unique cylindrical design which supports contamination free fast colour changes. The ultra-efficient recovery system and high first-time transfer efficiency from the OptiFlex application guns positions us perfectly to produce to the highest standards in an extremely sustainable way.
We also opted for GEMA’s industry renowned SIT powder pump, this upgrade over the standard system combined with the ultra-sonic sieving solution allows us to achieve best-in-class finishes on our comprehensive extrusion range every time. The system is extremely easy to operate and gives us quick and easy data visibility through the GemaConnect platform, this allows us to understand the operational parameters for the powder coating operation and take meaningful decisions around production planning.’
Leon Hogg, the General Manager UK of Gema Europe went on to explain ‘It has been a pleasure to work with Greg and the team at Garnalex on this project, we look forward to supporting Garnalex through their next phase of growth through our ServiceNet after-market support team.’

To learn more about Colour by Sheerline, visit www.sheerline.com/colour or email info@sheerline.com
For more information on Gema please visit www.gemapowdercoating.com or email uk.sales@gema.eu.com
64 OCTOBER 2022
PAINT & POWDER read online: www.surfaceworld.com




OptiFlex ® Pro www.gemapowdercoating.com Gema Europe SRL - UK Branch Tel: 0044 1202 763942 Email: uk.sales@gema.eu.com The new generation of OptiFlex Pro manual units impresses with additional perfomance due to the outstanding PowerBoost technology. Power maximum coating performance with PowerBoost technology Quality best application results on any part with any powder Control transparent coating process with OptiStar 4.0 and Gema E-App
How are functional coatings impacting the automotive industry?
Advancements around functional coatings are disrupting many industries. Each industry has its own set of circumstances that lead to unique opportunities and challenges brought about by these developments.
And the automotive space in particular has faced significant disruption across many different areas.
Industrial Physics is a global packaging, product, and material test and inspection partner that is home to numerous specialist testing brands, including TQC Sheen and C&W Equipment.
One of the areas this document explores in detail is the issue of functional coatings within the automotive space…
The impact on interiors
Tests associated with the finish of a car, such as gloss testing, appearance testing, or abrasion testing, are likely going to be some of the biggest factors that will jump to the minds of those thinking about coatings testing for the automotive space. And they’re incredibly important.
But functional tests associated with the interior of a car and all of the different components and parts that have to be inspected are equally as critical and highly affected by developments in the space.
Good performance for visible and nonvisible functions is critical for all automotive manufacturers – and engineers and manufacturers at all stages of the supply chain have to protect product integrity.
How are non-visible functions affected?
Acoustics, friction, safety, and comfort all contribute to non-visible functions – and many tests are needed to verify these areas.
From coatings tests that ensure seats are comfortable and stain resistant, to tests that ensure dashboards will avoid the scratching or discoloration that come with day to day use, having the right tools in place is critical to verifying the quality of coatings.
As your test and inspection partner, Industrial Physics offers a broad stroke of testing applications to help ensure the integrity of your automotive coatings.

You can find out more about how Industrial Physics can support your needs at www.industrialphysics.com
Barriers to development
While developments are inspiring change within the world of coatings and helping to improve processes relating to quality control, there are many different barriers that are somewhat stalling progress.
From regulations that limit new scopes for development, to electronics issues that stall innovation surrounding testing machines, there are numerous obstacles at play.
Industrial Physics’ exclusive report, ‘2022 Global Outlook of Sustainable Packaging’, exposed insights surrounding testing standards in relation to new materials –with coatings, labelling, and printing being revealed as the biggest area for challenges associated with testing in sustainable packaging.
If you’d like to get in touch with the team at Industrial Physics, it couldn’t be easier!
Just visit https://industrialphysics.com/contact/ to connect with our team of experts – they’ll be able to outline the relevant solution for your unique circumstance.
66 OCTOBER 2022
twitter: @surfaceworldmag PAINT & POWDER

























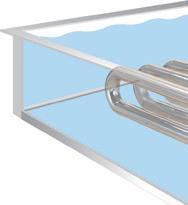










































COMBUSTION ENGINEERING Gas Process Burners FD-GA modulating gas + air process air heating burners. TX high efficiency small diameter immersion tube tank heating systems. FD-E low cost high turndown oven/dryer air heating burners. FD-C high turndown oven/ dryer air heating burners. Midco HMA high efficiency, high turndown, air replacement or “make-up” air heating burners. Lanemark gas burner systems offer users reliable, high efficiency, process heating solutions. FD Series Packaged Oven/Dryer Burners •Speci cally designed for process air heating applications in convection ovens and dryers •High turndown/short ame lengths providing accurate process temperature control •High ef ciency gas + air modulation, gas only modulation and simple high/low control options •Heat Input Range: 9 kW – 1550 kW TX Series Gas Fired Process Tank Heating Systems •High ef ciency (80%+) heating of all types of spray and dip process tanks •Compact high ef ciency small diameter immersion tube heat exchangers occupying minimum tank space •Accurate performance modelling using Lanemark TxCalc design software •Heat Input Range: 15 kW (1½") – 1150 kW (8") Midco HMA Series Air Replacement or “Make-Up” Air Heating Burners •Direct red, high ef ciency burner systems, for high volume air heating applications such as paint spray booths, ovens and dryers. •Supplied either as Midco burner heads for OEM system integration or as Lanemark DB or FDB complete packaged systems including modulating gas valve trains and controls •Wide range of ring rates to suit alternative temperature rise and air velocity system requirements •DbCalc system design software Lanemark Combustion Engineering Limited Lanemark House, Whitacre Road, Nuneaton, Warwickshire CV11 6BW United Kingdom Tel: +44 (0) 24 7635 2000 Fax: +44 (0) 24 7634 1166 E-mail: info@lanemark.com www.lanemark.com
FIT NATIONAL SERVICE CENTRE for gas catalytic infrared heaters, installations and VOC abatement systems
Any type, any make: we’ll fix it!
If it’s gas-fuelled, catalytic and infrared, the FITINFRARED National Service Centre can supply, maintain and fix it. Any type, any make. If you break down we’ll get you back up and running and keep you going with a full maintenance and emergency repair service. Whether it’s an on-site or back-to-base refurbishment that you need, we will aim to help you maintain production with a ‘Service Swop’ or short term hire deal.
Customised design, manufacture and installation
We are a UK based, family operated, technology consultancy and engineering manufacturing micro business. Our specialism is in the customised design, manufacture and supply of gas fuelled flameless catalytic infrared heating, curing and VOC abatement systems for a wide range of industries. With more than 30 years’ experience we can offer you a full 360 degree service to cover all types of infrared applications.
Volatile Organic Compounds (VOC) Abatement System
Our versatile and dynamic company is still pushing the boundaries to bring the emerging technology of flameless catalytic infrared heating to a wider market. As part of this drive we have a patented Volatile Organic Compounds (VOC) Abatement System which can be scaled to fit the needs of most industrial applications.
Wide range of applications and ATEX approved

For those not familiar with the technology, flameless gas catalytic infrared heating has an extensive range of commercial and industrial uses. As catalytic reaction is a virtually perfect combustion process it
does not produce any nitrogen oxides or carbon monoxide so it can be installed in a wide variety of locations. In their ATEX versions infrared heaters are comprehensively used in hazardous situations. When deployed in large spaces as a zone or 'people heater' they create the effect of pleasant low level warmth without hot or cold spots or drying out the air; providing a comfortable environment for work and recreation.

Safe, efficient and environmentally friendly
Fuelled by natural gas, or in the mobile version by propane, the systems deliver heat where and when it's needed and at a fraction of the fuel cost of other methods.
Embodied within VOC abatement systems they provide a safe, effective and environmentally sound means of destroying harmful compounds originating from spraying and drying processes.
The design capability of the company and its many imaginative applications of gas fuelled catalytic infrared heating, maintain the position of FIT as an established industry leader in the application of this technology for drying, curing, zone heating and dedicated VOC abatement systems.
For everyday use at a price that makes sense
Along with installations for many large British companies, the business prides itself on supplying the needs of many small and medium sized enterprises in need of low cost, environmentally friendly, heating and curing facilities. As a knowledge led company, operating in many different industrial and commercial domains, FIT is ideally placed to demonstrate how this low carbon technology can be put to everyday use at a price that make sense to any sized business.
FIT-INFRARED can be found at www.fitinfrared.com and contacted at info@fitinfrared.com
68 OCTOBER 2022
PRODUCTS & PROCESSES read online: www.surfaceworld.com

EASY OPERATION . DOUBLE PRODUCTIVITY. SuperCenter EVO Powder preparation & supply center • Ideal for frequent & fast color changes • High degree of automation for optimum efficiency • Double-designed fresh powder station for increased productivity wagner-group.com Contact Wagner Spraytech (UK) Ltd a Member of WAGNER GROUP Telephone: 01327 368410 enquiries@wagner-group.com
Leading UK PPE manufacturer Globus Group launches new reusable respiratory PPE range for protection against workplace hazards

The new Alpha Sentinel range protects against the dangerous respiratory hazards surface finishing workers are exposed to.

The UK’s largest PPE manufacturer, Globus Group, has launched a new range of face masks to protect workers against the hazardous materials that are released into the air during surface finishing. The new design provides improved comfort and fit to help encourage good PPE compliance.

Prolonged exposure to hazardous substances over an extended period is known to be extremely harmful, and surface finishing workers are at particularly high risk as they can be exposed to dust and shavings of a finished metal surfaced that are released during surface finishing. Surface finishing workers are advised to wear masks to minimise their risk of exposure to and inhalation of these hazardous materials.
The Alpha Sentinel range has been designed for superior fit and comfort for workers, especially those wearing the masks for long periods of time. Lead Product Designer Josh Moffat said, “When it came to designing the Alpha Sentinel range we really tried to prioritise the end-user. We know that workers are often wearing these masks for long periods of time, and so focusing on comfort and fit means that they are more likely to be worn correctly and workers can be confident that they are getting the right protection.
He continued, “Looking beyond fit and comfort, we know that another big reason for PPE noncompliance is masks getting too hot, so we
have designed our unique large exhalation valve to minimise heat and moisture build-up. We really believe that the design innovations we have been able to make with the Alpha Sentinel masks are going to make a huge difference to the workers using these products every day.”
The Alpha Sentinel range comes with a range of changeable filters to protect against solid particulates, liquid particulates, gases, and vapours, and are suitable for use in a wide variety of industry settings.
The Alpha Sentinel full and half face masks are the first Globus product range to be designed and manufactured entirely in the UK. Globus has committed to manufacturing as many of its products as possible in the UK.
Visit: https://globusgroup.com/

70 OCTOBER 2022
PRODUCTS & PROCESSES twitter: @surfaceworldmag






















73twitter: @surfaceworldmag MATERIAL & EQUIPMENT SUPPLIERS OCTOBER 2022 AIRLESS SPRAY & COATING EQUIPMENT ABRASIVES CLEANING, DEGREASING & PRETREATMENT High Carbon Steel shot and Grit. Low Carbon Steel Shot and metal Bead Stainless Steel Cr and Cr/Ni. No 5, Queensway Link Industrial Estate Stafford Park 17, Telford, Shropshire TF3 3DN Tel: 01952 299777 Fax: 01952 299008 E-mail: sales@pometon.co.uk Eastfield Road, South Killingholme, N.E. Lincolnshire, UK Tel: +44(0)1469 574715 Fax: +44(0)1469 571644 e-mail: sales@scangrit.co.uk www.scangrit.co.uk Scangrit has become one of the leading suppliers of blasting abrasives by meeting the rigorous demands of European Industries. We combine huge resources of skill and expertise to provide you with the widest range of top-performing products, a first-class technical support service and fast reliable deliveries. When you need to take abrasive action, you’ll find Scangrit is a hard act to follow. ABRASIVE BLASTING EQUIPMENT Straaltechniek UK Ltd Unit 8 Valley Works, Grange Lane Sheffield S5 0DQ Tel: 01142 571077 Fax: 01142 571075 www straaltechniek co uk For all your Shotblasting & Engineering needs. ADVICE
BOILERS & STEAM
GENERATORS 4th & 5th October 2023 To find out more about Surface World please contact Nigel Bean on +44 (0) 1442 826826 or email nigelbean1@aol.com NEC, Birmingham • 100Kg/h – 25,000Kg/h • High efficiency – up to 96% • Low overall emissions • Improved safety • Simplicity of control • Quiet, clean & cool in operation Modern Coil Type Steam Generators & Fire Tube Boilers Tel: 020 8953 7111 info@babcock-wanson.com www.babcock-wanson.com ACID PROOF EQUIPMENT telephone: 0044(0)1509 237415 fax: 0044(0)1509 264455 COMPLETE FINISHING PLANT • PLANT CONTROL SYSTEMS • DATA MANAGEMENT SYSTEMS • BARRELS PROGALVANO ROTOR • BARREL AUTO LOADING SYSTEMS • PROGALVANO FILTERS • SEMI/AUTOMATIC FILTER SYSTEMS • CENTRIFUGAL DRYERS (Large Range • AUTOMATIC DRYING SYSTEMS • ROTARY PAINTING/LAQUERING • TOP COATING/SEALING SYSTEMS • VIBRATORY POLISHING EQUIPMENT • LUBRICATION EQUIPMENT • RECTIFIERS Conventional & Pulse • A/HOUR METERS & DOSING PUMPS







74 MATERIAL & EQUIPMENT SUPPLIERS read online: www.surfaceworld.comOCTOBER 2022 FILTERS telephone: 0044(0)1509 237415 fax: 0044(0)1509 264455 E sales@turbex.co.uk T 01420 544 909 F 01420 542 264 turbex.co.uk Final Cleaning • Spray Wash In-process Cleaning Aqueous Ultrasonics Precision Cleaning FPI Lines Degreasing • Anodising Chemical Cleaning for MRO Chemical Etching/Milling CLEANING, DEGREASING & PRETREATMENT ELECTROPHORETIC COATINGS SUPPLIER Equipment + Chemistry + Support = Total Cleaning Solutions ✓ Over 50 years expertise ✓ New generation chemistries & equipment ✓ Superior performance & results ✓ FREE audit & trial facilities ✓ Extremely eco-friendly, safe and reliable 01506 443058 www.frasertech.co.uk • EXTENSIVE RANGE OF FILTER SYSTEMS • AUTOMATIC FILTER SYSTEMS • SEMI AUTOMATIC FILTER SYSTEMS • BAG FILTERS • CARTRIDGE FILTERS • DISC FILTERS • OIL SEPARATION • FILTER PRESSES • CARBON UNITS • PUMPS • PLANT CONTROL SYSTEMS • DATA MANAGEMENT SYSTEMS • Sealless Pumps & Filter Systems • Serductor Airless Agitation • Safety 1st Electric Heaters TEL: 0161 775 1910 SERFILCO delivers clear solutions Email: global@serfilco-international.com SERFILCO EUROPE EQUIPMENT FOR: ANODIZING CLEANING ELECTROPLATING AND WASTE WATER TREATMENT PLEASE CONTACT LOCALLY: TEL: 01420 544909 EMAIL: SALES@TURBEX.CO.UK ELECTROPLATING EQUIPMENT COMPUTER SYSTEMS ORPHEUS... Proven Production control software Barcode technolog y provides TOTAL ORDER TRACKING and TRACEABILITY Interested? Why not give us a call for a demonstration Mark dimmock Acton Gate Systems Ltd, Essington, Staffordshire Do you know what your production line is doing? ORPHEUS DOES 01902 249299 actongate www.actongate .co.uk enquiries@actongate .co.uk EFFLUENT TREATMENT www.neutralac.co.uk TENNANTS TENNANTS DISTRIBUTION LIMITED
















75twitter: @surfaceworldmag MATERIAL & EQUIPMENT SUPPLIERS OCTOBER 2022 FINISHING SYSTEMS HOOKS & JIGS telephone: 0044(0)1509 237415 fax: 0044(0)1509 264455 HEATERS GENERAL 4th & 5th October 2023 To find out more about Surface World please contact Nigel Bean on +44 (0) 1442 826826 or email nigelbean1@aol.com NEC, Birmingham EFFLUENT TREATMENT PLANT HOT DIP GALVANIZING WEDGE GROUP GALVANIZING LTD Hot dip galvanizing provides you with long-term protection against rust and corrosion of steel products. ✔ 14 plants across the UK ✔ 1.5mm washer to a 29m beam ✔ 24hr turnaround on request Scan to find your nearest plant info@wggltd.co.uk 01902 601944 JIG STRIPPING Over 40 years of effective solutions! We are your natural partner when selecting hanging and masking technology. Don’t hesitate to get in touch if you have questions about any of our products or our work! Jason Hardeman, jason@epifatech.uk Phone: +44 7500 938 950 www.epifatech.com
Middleton Manchester M24

Tel: 0161 643











Fax: 0161
Contact:


76 MATERIAL & EQUIPMENT SUPPLIERS read online: www.surfaceworld.comOCTOBER 2022 PAINT STRIPPING RDM Industrial Services Ltd Parkfield Industrial Estate Kemp Street
4AA
9333
655 3467 www.rdm.u-net.com.
Robert Horwich or Geoff Ball Spraybooths, rooms, ovens, conveyors, pretreatment, powder plant and air replacement units.
OVERHEAD
CONVEYORS
NYLON COATING POWDERS
MASKING LACQUERS MASKING - TAPES, CAPS & PLUGS Over 40 years of effective solutions! We are your natural partner when selecting hanging and masking technology. Don’t hesitate to get in touch if you have questions about any of our products or our work! Jason Hardeman, jason@epifatech.uk Phone: +44 7500 938 950 www.epifatech.com 4th & 5th October 2023 To find out more about Surface World please contact Nigel Bean on +44 (0) 1442 826826 or email nigelbean1@aol.com NEC, Birmingham

























77twitter: @surfaceworldmag MATERIAL & EQUIPMENT SUPPLIERS OCTOBER 2022 telephone: 0044(0)1509 237415 fax: 0044(0)1509 264455 OVENS, CURING & DRYING Excellent surfaces WAGNER offers a wide range of systems and products for perfect coating solutions in liquid and powder. Applying Feeding Mixing Controlling Booths & Systems Wagner Spraytech (UK) Ltd. Tel. 01327 368410 enquiries@wagner-group.com www.wagner-group.com POWDER COATING EQUIPMENT Performance by design www.nordson.com/hdlv Advanced powder coating system technology for greater productivity and operating efficiency delivers top performance at the lowest operating cost. Get in contact today +44.161.498.1500 7 Ravenswood Drive, Heaton, Bolton, BL1 5AJ TEL: 01204 495818 EMAIL: david@bcmetalfinishing.co.uk PRODUCT RANGE METACLEAN AL Powder and liquid alkali cleaners for spray and immersion degreasing METACLEAN DR Acid based materials for etching derusting and descaling applications PHOSGUARD LW Lightweight Iron and Zirconium Phosphates pretreatments for use prior to painting PHOSGUARD ZP Zinc Phosphates prior to rust proofing and painting PHOSGUARD NC Non Chromate conversion coatings for aluminium METPHOS CL Single stage degrease phosphates for use at ambient temperatures METSOL PT A wide range of environmentally friendly materials for wipe on degreasing applications STRIPSOL PS Paint and powder coating strippers covering a wide range of applications METSOL SD Single stage low temperature degreasers for use in vapour degrease plants DESOL PW Panel wipes and pretreatment wipes WEB: www.bcmetalfinishing.co.uk We supply automatic dosing equipment, spray nozzles and standpipe fittings for pretreatment plants and powder coating equipment parts PRETREAMENT CHEMICALS Your global partner for high quality powder coating gemapowdercoating.com Gema Europe SRL UK Branch Tel: 0044 1202 763942 uk.sales@gema.eu.com POWDER Aluminium Anodizing Chemetall’s Anodizing Technology. www.chemetall.com PUMP & FILTRATION SPECIALISTS






























78 MATERIAL & EQUIPMENT SUPPLIERS read online: www.surfaceworld.comOCTOBER 2022 E sales@turbex.co.uk T 01420 544 909 F 01420 542 264 turbex.co.uk Final Cleaning • Spray Wash In-process Cleaning Aqueous Ultrasonics Precision Cleaning • FPI Lines Degreasing • Anodising Chemical Cleaning for MRO Chemical Etching/Milling SPRAY WASH SPRAY BOOTHS info@solutex co uke: SPRAY GUN WASHERS PARTS & PAINT info@solutex.co.uk SOLVENT RECYCLINGSPRAY GUN WASHERS Equipment + Chemistry + Support = Total Cleaning Solutions ✓ Over 50 years expertise ✓ New generation chemistries & equipment ✓ Superior performance & results ✓ FREE audit & trial facilities ✓ Extremely eco-friendly, safe and reliable 01506 443058 www.frasertech.co.uk OXYGEN CLEANING PUMPS • Sealless Pumps & Filter Systems • Serductor Airless Agitation • Safety 1st Electric Heaters TEL: 0161 775 1910 SERFILCO delivers clear solutions Email: global@serfilco-international.com SERFILCO EUROPE PYROLYSIS / BURN OFF OVENS SPECIALIST SERVICES RDM Industrial Services Ltd Parkfield Industrial Estate Kemp Street Middleton Manchester M24 4AA Tel: 0161 643 9333 Fax: 0161 655 3467 www.rdm.u-net.com. Contact: Robert Horwich or Geoff Ball Spraybooths, rooms, ovens, conveyors, pretreatment, powder plant and air replacement units. E sales@turbex.co.uk T 01420 544 909 F 01420 542 264 turbex.co.uk Final Cleaning • Spray Wash In-process Cleaning Aqueous Ultrasonics Precision Cleaning • FPI Lines Degreasing • Anodising Chemical Cleaning for MRO Chemical Etching/Milling ULTRASONIC • ADVANCED MODULAR RANGE • SWITCH MODE UNITS • SCR RECTIFIERS • PULSE RECTIFIERS • RAMP CONTROLLERS • PROCESS PARAMETER PRINTING • SPECIAL COMPUTERISED RECTIFIERS • OPERATOR GUIDANCE SYSTEMS FOR ANODISING & PLATING • A/HOUR METERS & DOSING PUMPS • METERS • SHUNTS • PLANT CONTROL SYSTEMS • DATA MANAGEMENT SYSTEMS Authorised agent for Kraft “FlexKraft Rectifiers” RECTIFIER EQUIPMENT 4th & 5th October 2023 To find out more about Surface World please contact Nigel Bean on +44 (0) 1442 826826 or email nigelbean1@aol.com NEC, Birmingham

















79twitter: @surfaceworldmag MATERIAL & EQUIPMENT SUPPLIERS OCTOBER 2022 AUTOMATIC & MANUAL METAL FINISHING PLANT & EQUIPMENT Fume Extraction Plastratum Ltd 100 Armoury Road Birmingham B11 2RH TEL: +44 (0) 121 314 1191 enquiries@plastratum.com www.plastratum.com Effluent Treatment DI Water Generation • PLANT CONTROL SYSTEMS • DATA MANAGEMENT SYSTEMS • BARRELS PROGALVANO ROTOR • BARREL AUTO LOADING SYSTEMS • PROGALVANO FILTERS • SEMI/AUTOMATIC FILTER SYSTEMS • CENTRIFUGAL DRYERS Large Range • AUTOMATIC DRYING SYSTEMS • ROTARY PAINTING/LAQUERING • TOP COATING/SEALING SYSTEMS • VIBRATORY POLISHING EQUIPMENT • LUBRICATION EQUIPMENT • RECTIFIERS Conventional & Pulse • A/HOUR METERS & DOSING PUMPS VAPOUR DEGREASING VIBRATORY DEBURRING, POLISHING & SURFACE FINISHING 4th & 5th October 2023 To find out more about Surface World please contact Nigel Bean on +44 (0) 1442 826826 or email nigelbean1@aol.co NEC, Birmingham VIBRATORY FINISHING EQUIPMENT & MATERIALS FOR ALL YOUR VIBRATORY FINISHING EQUIPMENT AND MATERIALS Sharmic Engineering Ltd Telephone: +44 (0)1299 822135 or +44 (0) 1299 878123/4/5 Email: info@sharmic.co.uk www.sharmic.co.uk SHARMIC FOR FAST, FRIENDLY SERVICE Experienced Engineers After sales technical support Nationwide deliveries To advertise in these pages under an existing or heading of your own choice please call Nigel on 01442 826826 or email nigelbean1@aol.com SURFACE FINISHING & EFFLUENT TECHNOLOGIES • Up to 50% energy savings • Compact size • Easy & safe to use • Works up to 350°C • Low exhaust emissions • High efficiency • Requires no specialist knowledge • Corrosion free operation • No chemical treatment Thermal Fluid Heating Technology now for the future Tel: 020 8953 7111 info@babcock-wanson.com www.babcock-wanson.com THERMAL FLUID Thermal Insulation Spheres Frogspawn™ by Manufacturing in the UK since 1957 braude.co.uk THERMAL INSULATION ��>������>������>����>����>�����>���>�������>���������������>����������>���>��� >>>�������>������� > �����>�>����� >>>�������>����������>������� >> ������>��������>��������� >>>��������>�������>����������> >>>>������>�>�����������> ����������>������>�>��������������� ���>��>���>�������>���>���������>��>��� >��>���>�������>������������>������� >>>>>>�����>�������������>��>����>�����>��> > >��������>������� > ����������> >>>�����>������>����>�����>������ ��>���>����>�����>���������>�����������>���>�������>��>���������>�����>��> �����>������������>�������>���>��������>��>����������>���>����������>�������> ����������>���>���> WATER PURIFICATION




To advertise in this new section please call Nigel on 01442 826826 or email nigelbean1@aol.com WEDGE GROUP GALVANIZING LTD Hot dip galvanizing provides you with long-term protection against rust and corrosion of steel products. ✔ 14 plants across the UK ✔ 1.5mm washer to a 29m beam ✔ 24hr turnaround on request Scan to find your nearest plant info@wggltd.co.uk 01902 601944 CFi POWDER COATING • ALUMINIUM EXPERTS • architectural projects • UP TO 6 METRE LENGTHS • 24HR AUTOMATED LINES • top customer service • based in banbury 01295 257014 • cfiswin.co.uk 4th & 5th October 2023 To find out more about Surface World please contact Nigel Bean on +44 (0) 1442 826826 or email nigelbean1@aol.com NEC, Birmingham POWDER COATING GALVANIZING Hodge Clemco Ltd, a SurfacePrep business, is seeking to recruit enthusiastic and self-driven individuals to support our ambitious growth plans. Be a part of our team julie.osborne@hodgeclemco.co.uk For all enquiries please contact Area Sales Manager Internal Sales RECRUITMENT TRADE FINISHERS
Blast Hand Cabinets

Type; Pressure Work Zone mm; 900W x 600D x
Type; Pressure Work Zone mm; 900W x 700D x 500H
Type; Pressure Work Zone mm; 900W x 700D x 500H
Type; Pressure Work Zone mm; 900W x 700D x 500H
Type; Suction Work Zone mm; 700W x 500D x 400H

Type; Pressure Work Zone mm; 800 Dia Turntable
Type; Pressure Work Zone mm; 500 Dia Basket
Type; Pressure Work Zone mm; 1200 x 750 x400
Type; Suction Work Zone mm; 700W x600D x300H
Type; Pressure Work Zone mm; 600W x 500D x 400H
Type; Pressure Work Zone mm; 1400W x 700D x 600H
Work Zone mm; 4000L x 2000W x 2000H Type; Room Abrasive Recovery; Waffle Floor
Work Zone mm; 4000L x 2000W x 2000H Type; Room Abrasive Recovery; Waffle Floor
Work Zone mm; 20ft x 8ft x 8ft Type; Container Abrasive Recovery; Sweep Up
Table Wheel Blasting Machines • Work zone mm; 1803 Dia x 1500 H • Work zone mm; 1803 Dia x 1200 H • Work zone mm; 2743 Dia x 400 H • Work zone mm; 1500 Dia x 1000 H • Work zone mm; 1000 Dia x 400 H • Work zone mm; 1200 Dia x 1200 H Tumblast Wheel Machines • Type; Rubber Belt Volume Litre; 420 Litre • Type; Steel Belt Volume Litre; 425 Litre • Type; Rubber Belt Volume Litre; 50 Litr • Type; Rubber Belt Volume Litre; 150 Litre Hook Wheel Machines • Type; I Track Work Zone mm; 1800 Dia x 1800L • Type; Y Track Work Zone mm; 1500 Dia x 1700L • Type; Y Track Work Zone mm; 800 Dia x 1200L Roller Conveyor Wheel Machines • Type; Roller Conveyor Work Zone mm; 1000 x 500 Wheel No; 4 • Type; Roller Conveyor Work Zone mm; 1000 x 500 Wheel No; 4 Air
•
350H •
•
•
•
•
•
•
•
•
•
Blast Rooms •
•
•
Dust Filters • Various Types & Sizes For more information please contact: | Jay Dorling | Sales Director | Mob: 07872 599925 | DD: 0114 2571077 | Web: www.straaltechniek.co.uk | Straaltechniek UK Limited 8 Valley Works, Grange Lane, Sheffield, S5 0DQ, United Kingdom
Clever Chemicals


6 No flash rust for 6 months on treated-metal prior to painting Ambient processing - no gas required No water required - no sludge produced 1000+ hours salt spray protection Just
No Water. No Gas. Reduced Carbon Footprint. Email: info@metavate.co.uk Phone: 01926 494126 Website: www.metavate.co.uk With an estimated 30% rise in gas prices, can your company afford not to switch to our ambient, one stage pretreatment technology? Our ambient temperature one stage processing system requires no heating and therefore no gas. Additional benefits when switching include: better corrosion protection, savings in water, and savings in extra labour costs. Customers who switch from their standard three stage phosphating plant to our innovative one stage Toran 3 technology reduce their overall costs by 23% annually. Contact Metavate to help your business move forward.
