Innovation Oxsilan®: high-performing and suited for multi-metal applications
Technological turning point in metal pretreatment: The eco-friendly Oxsilan® technology offers long-term corrosion protection and excellent paint adhesion – and at the same time more safety, economics, flexibility and sustainability. The thin-film technology is free of heavy metals, suited for multi-metal applications and allows an unlimited throughput of common metal substrates. Expect more from Chemetall: innovative technologies, environmentally-sound processes, comprehensive technical support, a global network and dedicated people – inspired for your success.
With the Cyclomix® Evo solution, you are guaranteed to get the best out of your production tool with:
PERFECT DOSING AND MIXING
with an accuracy of +/- 1%, thanks to a patented injection system for all types of products (for waterborne, solvent-based, acid, epoxy, polyurethane paints, etc.).
HIGH PRODUCTIVITY
by the management of 2 independent circuits: rinsing and priming is possible during production. An intuitive interface that requires only 2 minutes of training which can evolve according to your needs by adding new features throughout the life of your Cyclomix® Evo.
OPTIMIZED MANAGEMENT OF WASTE
of mixed paint and used solvents thanks to the «paint optimization» function with optional collection of mixed paint, dirty solvents. Reusable solvents can be used a second time to dispose of the mixed paint.
MANAGING DIRECTOR & ADVERTISEMENT DIRECTOR
Nigel Bean
t: +44 (0) 1442 826826
e: nigelbean1@aol.com nigelbean@surfaceworld.com
EDITOR & GRAPHIC DESIGNER
Jane Soones
e: janesoones@aol.com janesoones@surfaceworld.com
CIRCULATION & SUBSCRIPTION DEPARTMENT
Sheena Burrus e: sheenaburrus@hillmedia.com
EXHIBITION ORGANISER
Sheena Burrus e: sheenaburrus@hillmedia.com
Hill Media Ltd, Marash House 2-5 Brook Street, Tring, Hertfordshire HP23 5ED, United Kingdom.
The Surface World magazine is published 12 times a year by Hill Media Ltd. Although every effort is made to ensure the accuracy and reliability of material published in Surface World, Hill Media Ltd and its agents accept no responsibility for the veracity of claims made by contributors, manufacturers or advertisers. Copyright for all material published in this journal remains with Hill Media Ltd and its agents.
All the major UK & Ireland architectural powder coaters are either licenced QUALICOAT members or in the process of approval.
With coating specifications now requiring QUALICOAT, should you not be looking to join?
COMPANY SPOTLIGHT
UNVEILING THE NEW WEBSITE BY TRANSFORM COMMUNICATIONS. 2
QUALICOAT UK & IRELAND
THE DEPARTURE OF CHROME USED IN ARCHITECTURAL POWDER COATING. 4
IMF: INSTITUTE OF MATERIALS FINISHING
JOIN US AS WE CELEBRATE 100 YEARS. 6
BCF: BRITISH COATINGS FEDERATION
THE FUTURE OF THE UK COATINGS INDUSTRY TAKES PRECEDENCE AT THE 2024 BRITISH COATINGS FEDERATION ANNUAL CONFERENCE. 8
INDUSTRY NEWS
BAGLAN BASED CORROSION INHIBITOR MANUFACTURER MAKES BIG MOVES IN BILLION DOLLAR GLOBAL MARKET. 13 NEW INTERPON STRUCTURA POWDER COATING COLLECTION BRINGS STYLE AND PERFORMANCE TO THE NORTH AMERICAN ARCHITECTURAL MARKET.
GALVANIZING FIRM ANNOUNCED AS FINALISTS IN REGIONAL AWARDS.
& AUTOMATION
TECHNOLOGIES CAN FULLY AUTOMATE YOUR CLEANING PROCESS. 22 ABB EXPANDS MODULAR LARGE ROBOT PORTFOLIO. 26 18,000TH DÜRR ROBOT WILL PAINT VEHICLES IN INGOLSTADT. 30 SHOULD YOU AUTOMATE YOUR MATERIAL TESTING
& MATERIALS HANDLING
YOUR EFFICIENCY USING AN OVERHEAD CONVEYOR.
POWDER
GOES FULL THROTTLE WITH NEW POWDER
Hodge Clemco’s Digital Evolution: UNVEILING THE NEW WEBSITE BY TRANSFORM COMMUNICATIONS
Nowadays, online presence is key for businesses. The ability to be found at the touch of a button and for customers to fi nd solutions quickly and effi ciently is essential to a successful business. With the customer at the forefront of the core business values of Hodge Clemco, a SurfacePrep company, having a website to meet these values is vital.
Hodge Clemco, a leading name in the surface preparation and finishing industry, made a strategic move to revamp their online presence with the development of a new website. The launch of their website, designed by the innovative minds at Transform Communications, marks a significant milestone in their ongoing journey towards excellence and customer satisfaction. The company took the decision to make their website a crucial marketing goal with lead generation and user experience at the centre, evolving around the needs of their customers and the market.
One of the goals behind the website was to enhance the user experience. It was felt by the company that while the old site remained functional it didn’t meet the high expectations now in demand by online users. In today’s modern fast evolving digital world, users demand intuitive, fast, and aesthetically pleasing interfaces that navigate the user to their destination as quickly and effortlessly as possible.
Transform Communications, a multi award winning marketing agency, partnered with Hodge Clemco to make their vision a
reality. Using modern design, eye catching graphics and an intuitive experience for customers, allowing them to find their solutions easily.
“From our very first meeting, Louise and the Hodge Clemco team have been a pleasure to work with. Our skill sets are perfectly complementary. Their knowledge about all things blasting and finishing, combined with our expertise in website design, development, and SEO copy. The website not only looks great and is set up to perform, but it also demonstrates the breadth and depth of expertise that sits within the Hodge Clemco team.” Karolyn Andrews, Head of Content at Transform Communications.
Another focus for the website was to ensure that it was accessible, particularly from mobile devices, which was an area significantly lacking on the old website. Hodge Clemco realised the new site needed to cater for users accessing the site on a wide range of devices. Enabling customers to interact with the business was an important requirement of the new website. Transform Communications designed the site to include communication tools to allow customers to interact with the business easily.
“The decision to create a new website was aligned with the marketing strategies for Hodge Clemco and the wider SurfacePrep UK company aims and growth. Working with Transform Communications has led to a professional relationship between the companies to develop and grow a key area of the business.” Louise Cranstone-Spooner, Marketing Manager SurfacePrep UK.
The website is at the forefront of Hodge Clemco’s digital marketing strategy. With the launch of the new website Hodge Clemco are meeting their current business needs and developing a site for the future. The launch of Hodge Clemco’s new website, designed by Transform Communications, is an investment in the company’s future. By prioritising the customer journey and optimising the website for devices the company are well positioned to continue their growth within their industry.
You can visit their new website at www.hodgeclemco.co.uk
THE DEPARTURE OF CHROME USED IN ARCHITECTURAL POWDER COATING
By Angus Mackie - QUALICOAT Chair
Chrome-based surface treatments for metals have been around for some time providing excellent corrosion resistance by offering an impervious coating to a metal substrate that eliminates surface oxidisation. These systems have been used in the pretreatment of aluminium profi les, sheet and castings for some time and have demonstrated their excellent resistance to extreme weather across the British Isles. So, why are chrome-based pretreatment systems being withdrawn in the UK later this year?
After forming by either extrusion, rolling or casting, on contact with air, an aluminium surface begins to oxidise. Not seen by the naked eye initially, the aluminium oxide quickly builds up over time and is seen as a light grey surface discolouration. Without any pretreatment a subsequent surface coating will have
reduced adhesion on the aluminium. If the applied finish is porous, as is the case for most wet applied and powder coated finishes. then exposed to weathering, the aluminium substrate will slowly continue to oxidise under the applied coating, eventually forcing the applied finish off the aluminium over a period of time, this is seen as surface finish peeling.
The importance of a quality pretreatment process cannot be overstated, it forms the foundation for a robust powder coating finish by cleaning the aluminium surface of all contaminants and oxidisation. The water based immersion or spray pretreatment applied to aluminium by the powder coating applicator includes an initial degrease process followed by an acid or alkaline etch. These processes clean off any surface contaminants and oxidisation. The aluminium pretreatment, sometimes referred to as a ‘conversion coating’ or ‘surface passivation’,
essentially seals the aluminium surface prior to applying a wide choice of powder coated finishes.
Chromates or phosphor-chromates, often referred to as just ‘Chromates’, have been the traditional choice of pre-treatment for architectural
The immersion pretreatment process
Angus MackieQUALICOAT UK & Ireland Chair
aluminium since the introduction of powder coating in the 1970’s. Over the last few decades alternative, chromefree systems have become popular and have gained a reputation for being as robust as their chrome counterpart. Many powder coaters now use chrome-free pre-treatment systems with some UK and Ireland members of QUALICOAT successfully using chrome-free pretreatment systems now for over 20 years.
Prior to Brexit the European Court placed a sunset date on the use of Chromates until 21st September 2024. Following Brexit, the UK set up UK REACH for which the HSE has responsibility for regulatory functions. As the UK grandfathered over the original termination date for the use of Chromates the termination date was subsequently incorporated into UK legislation.
Last year, following submissions by a consortium of seven Authorisation Holders, the European Court annulled their termination of the use of Chromates. Annulment means that effectively the law never existed, so
Chromates can continue to be used as a pretreatment in the Republic of Ireland and Europe, pending any further European legislation being put forward. Since Brexit, the UK no longer recognises European Law, therefore the termination date for the cessation of use of Chromate remains in the UK as 21st September 2024 irrespective of any developments within the EU after 31st January 2020. This position has subsequently been confirmed by the UK’s HSE.
QUALICOAT continue to undertake extensive research in the pretreatment of aluminium developing further changes in the process that can offer extensive levels of protection for various exposed locations, more information is available on the Association website.
The up-to-date QUALICOAT
Specification is freely available for download via the UK & Ireland Association website, qualicoatuki.org and the website offers an up-to-date list of licensed UK and Ireland Powder Suppliers, Pretreatment Suppliers and Applicators including the applicators who carry the Seaside class accreditation. Telephone support is available from QUALICOAT UK & Ireland Head Office in the Midlands on 0330 240 9735, the Association can also be followed on Twitter @Qualicoatuki or on LinkedIn www.linkedin.com/ company/qualicoat-uk-&-ireland.
JOIN US AS WE CELEBRATE 100 YEARS
THE IMF ARE 100 YEARS
OLD IN 2025
In 2025 the Institute of Materials Finishing is celebrating our 100 birthday.
Founded in 1925 as the Electrodepositors Society to serve the electroplating industries, we became the Institute of Metal Finishing in the 1950’s. In 2012 we re-badged ourselves as the Institute of Materials Finishing, to better reflect our involvement with all aspects of surface engineering.
Our celebrations begin in February 2025 at the Surface World exhibition, with a centenary dinner taking place on the first evening, Wednesday 26th February 2025.
Tickets will be £35 per person or a table of 10 for £300.
There will be a 3 course dinner followed by entertainment.
Please let Helen know soonest if you would like to attend by email: helen@materialsfinishing.org.
Further events are being planned throughout 2025, which we are sure will interest and engage all our members. Please keep an eye out for announcements in future editions of IMFormation! Please try to join us as we mark our Centenary!
Email: helen@materialsfinishing.org
THE FUTURE OF THE UK COATINGS INDUSTRY TAKES PRECEDENCE AT THE 2024 BRITISH COATINGS FEDERATION
ANNUAL CONFERENCE
Calling of the UK General Election allowed BCF to remind delegates of its five asks for the future Government in its Essential Coatings report and manifesto
Delegates were shown how they can create opportunities by utilising the latest innovative technologies in their business operations
Raising awareness of the value proposition for the coatings industry to the next generation of young talent and supporting the development of young leaders in the sector was a key focus of the Conference
Over 160 senior decision-makers from the UK’s paints, coatings, printing ink and wallcoverings sectors gathered in Manchester for the annual British Coatings Federation (BCF) Annual Conference on Thursday 23rd May. The opening session covered the UK and
global political and economic outlook, hearing from Andrea Boltho of Oxford Economics and BCF’s own Public Affairs Manager David Park who delivered his perceptions and predictions for the future of government following the announcement of the UK General Election shortly before the event.
Roald Johannsen, Vice President of Automotive Coatings EMEA at PPG, closed the session by outlining European Coatings Association CEPE’s future strategy in his role as Chairman and how members can benefit through BCF’s international relations.
The day’s proceedings took a forwardlooking focus, hearing from Sherin Mathew, founder of AI Tech UK, followed by Fhaheen Khan, Senior Economist at Make UK and Professor Allan Matthews of the University of Manchester, who all provided insights into how businesses can harness and benefit from digitisation and innovation.
The afternoon session opened with an interactive panel discussion, chaired by Steve Bennett of Business of Science. He was joined by Tim Doggett of the Chemical Business Association, and participants from BCF member companies Molly Kershaw of PPG Architectural Coatings (BCF Young Leader of the Year 2023 and member of Coatings NextGen Council), Helen Anderton of INX International (Co-Chair of Coatings NextGen Council) and Andrew Roser of AkzoNobel – Dulux Decorator Centre (BCF Apprentice of the Year 2022 and Co-Chair of Coatings NextGen Council). They all provided valuable perceptions on how BCF and the wider chemical supply chain can look to promote careers in, and find future leaders for, the industry. It was also announced that in 2024, BCF have teamed up with skills body Cogent Skills to form the BCF’s new group, the Coatings NextGen Council, made up of the industry’s young leaders who will act as the steering committee for BCF’s future careers work.
This theme of careers was also followed by keynote speaker Toni Kent, Former Microsoft Manager, speaker, writer and podcast host who shared her story to provide an inspirational talk on social mobility and the future of work. The day’s proceedings were closed by BCF CEO Tom Bowtell, taking to the stage to outline BCF’s highlights of the last year, and the challenges facing the sector.
After a fantastic day of networking with industry colleagues, the delegates at the evening dinner were entertained by stand-up comedian Justin Moorhouse.
The event also raised over £2,000 for the event’s charity partner, Community Heartbeat Trust, and its Minutes Matter Campaign, which has installed over 800 lifesaving defibrillator stations in red phone boxes across the UK, with paint provided by BCF member companies.
BCF CEO Tom Bowtell commented:
“It is vital that we as the trade association for the coatings sector always look ahead and assist our members in their own planning for the future. With the growth of AI, broader digitisation and innovation across the industry, we are keen to highlight and debate how coatings businesses can benefit, or not be caught out by change. Moreover, in addition to promoting new technologies, we must do more to encourage more young people to pursue careers in coatings.
It was therefore fantastic that the conference was so supportive of our vision for promoting the industry to the next generation through our newlyformed Coatings NextGen Council.
“As well as careers and technology we also need to continue to look forward on a policy and regulatory basis too. With
the UK General Election being announced less than 24 hours before the conference began, it also gave us the opportunity to remind delegates of BCF’s five policy asks for whoever forms the next Administration. We look forward to working with our members to engage with parliamentary candidates, MPs and Ministers to make clear what our sector needs from Government in future.”
BCF President Sharon Harte closed the Conference by thanking lead sponsor WRX Trade, and other sponsors Protex Chemicals, IMCD Group, Lisam and Terrafend for their generous support.
Exports success leads specialist manufacturer to upscale production by 3000% and increase headcount by 50%
is evident, and Hexigone is well positioned to address this.
Baglan-based firm Hexigone Inhibitors, who specialise in patented micro-reservoir technology that is added to paints and protective coatings to prevent corrosion, have signed a string of international deals in India, Mexico, USA and across south and central America.
Hexigone are addressing a multi-trillionpound global problem with its patented products. Their corrosion inhibitors help to reduce corrosion damage on boats, vessels, cars, planes, oil tanks and buildings and have applications across a wide range of industries including construction, renewables, marine and aerospace.
The company launched its export strategy three years ago after being spun out of Swansea University. Founded by Dr Patrick Dodds in response to growing industry demand for safe alternatives to hexavalent chromate - the most widely used corrosion inhibitor – which was banned in Europe in 2019 as a known human carcinogen.
Zinc phosphate inhibitors have emerged as a replacement in recent years. However, the manufacturing process for zinc phosphate is energy-intensive, involving strip-mined raw materials that can leach into the environment from the coating. The demand for a resourceconscious, high-performance alternative
This has been evidenced in recent months where Hexigone has signed a string of export deals in countries including India, Mexico, USA and across South and Central America, with a significant number more in the pipeline across the globe.
Speaking about the company’s export success, Dr Patrick Dodds, Founder at Hexigone Inhibitors, said: “Exports now account for 90% of our turnover and since 2021 we have upscaled our manufacturing processes by 3000% and grown our headcount by 50%.
We’re travelling all over the world to meet new clients and have some enormously exciting and significant deals about to go over the line.
“The industry is moving at a significant pace and the opportunities are endless when you consider that any metal asset needs coating for protection. However, it’s also an enormously secretive sector, with all clients insisting on the strictest confidentiality over all aspects of their operations in this space.”
Dr Dodds worked in collaboration with industry leaders to develop safer and more sustainable inhibitors. The result is a product that has been proven to be over ten times more effective than market leading alternatives and has even outperformed hexavalent chromate and the now leading anti-corrosion inhibitor, zinc phosphate.
“India is a massive market for us”, says
Dr Patrick Dodds, “the growth rate is so rapid and the investment in their infrastructure is unrivalled. You cannot believe just how much is going on there.
“In fact regions where there are quicker decision making processes have become big markets for us. In the UK it can take over four years to get a decision from a client, but in territories like India and Turkey, which we’re also entering, it’s less than 12 months from first conversations to completion.”
The Welsh Government has provided Hexigone with a range of support in recent years to help the business on its export journey, including financial backing and the opportunity to attend trade missions all around the world, enabling it to connect and build relationships with potential customers and partners in target markets.
“Last year they supported us with
attending the European Coatings Show in Nuremburg, as well as Paint India”, said Dodds.
“They are also currently helping us to find distributors in Columbia via a consultant in the region who is doing background checks and assessing reputations in the local markets.”
In recent weeks Hexigone have also recently attended the American Coatings Show in Indianapolis and Paintistanbul & Turkcoat in Istanbul and later this summer they will also be attending the Latin American Coatings Show in Mexico City.
“We’ve got a great product, we know that”, says Dodds, “so we need get it out there into as many markets and sectors as possible. The global export markets create limitless possibilities.”
Visit: www.hexigone.com
NEW INTERPON STRUCTURA POWDER COATING COLLECTION BRINGS STYLE AND PERFORMANCE TO THE NORTH AMERICAN ARCHITECTURAL MARKET
AkzoNobel is supporting the needs of North America’s leading architects, designers and original equipment manufacturers (OEMs) with the launch of its popular Structura range of Interpon D powder coatings, where in-demand colors and refi ned textures combine with a superdurable performance to create lasting impressions.
Offering more than 40 of the most popular RAL colors, you can be assured that projects are always on-trend.
Interpon D Structura’s fine textured finish gives aluminum and steel surfaces an intriguing sense of quality and depth, with significantly higher gloss retention and strong resistance to color change.
The Structura range matches aesthetic appearance with exceptional durability and weatherability, making it ideal for surfaces that may be challenged by a diverse range of climates. The range boasts a 20-year integrity warranty on the coating performance when applied by an Interpon D approved applicator and meets the performance requirements of AMAA 2604.
The textured finish of the coating gives it greater resistance to scratching and marring, reducing the need for wasteful touchups or re-spraying which consume energy, cost, and time. The finish also
helps cover minor defects on the substrate. The superdurability of Structura helps make the coating more sustainable by extending the gap between cleans, so that less water and fewer chemicals are needed.
Alan Alex, Regional Commercial Director for AkzoNobel Powder Coatings in North America, says the Interpon D Structura Collection stands out as the premier choice for architects, OEMs, and designers seeking on-trend, highquality products, and protection they can rely on: “The diversity of this range and the meticulous attention given to the design and science behind it is yet another example of our commitment to delivering resilient coatings in demanding environments that endure over time without compromising on style.”
The Structura range is backed by an Environmental Product Declaration (EPD).
This means the raw materials, manufacture and transportation associated with creating this latest Interpon innovation have been assessed by an independent third-party for transparent sustainability credentials.
To find out more about the Structura range of Interpon D powder coatings follow the link https://www.interpon. com/nl/en/products/architectural/ interpon-d-structura
GALVANIZING FIRM
ANNOUNCED AS FINALISTS IN REGIONAL AWARDS
Wedge Group Galvanizing Ltd has been shortlisted in the Sustainability category of the Midlands Family Business Awards, thanks to their commitment to investing in the future, their journey to net zero, and giving back to both employees and their local communities.
Chris Woolridge, Managing Director at Wedge Group Galvanizing, said: “We’re delighted to have been recognised in the Midlands Family Business Awards. While we’re dedicated to delivering a high-standard service, our vision is to be the UK’s galvanizer of choice for our entire stakeholder community: our team, our customers, our suppliers, and those within our local areas. And we’re proud to have extended this further by taking a genuine interest and proactive approach to protecting our planet and making
relevant provisions to do so.
“We do this because we genuinely believe it’s the right thing to do, and because we know it’s what our team, customers, suppliers and local communities want and need from us. But, it’s always a privilege when such activities are acknowledged externally and on a wider scale – and we hope it encourages other businesses to adopt similar approaches too.”
The Midlands Family Business Awards was established in 2010, aiming to shine a light on the region’s talented and successful family businesses to create a community of like-minded and supportive individuals. Its sustainability category recognises outstanding achievements that inspire others to
embrace sustainability as a driver of success, contributing to a more resilient, equitable, and sustainable future for all.
“As the seventh generation of the family business, it’s an incredibly proud moment for the company to be acknowledged for the dedication and hard work of our entire team,” Chris continued. “Sustainability is an area that we’re incredibly passionate about, and we are continually working hard to make a difference.
“And while our business has grown over the years, allowing us to provide a truly national galvanizing service, our roots are undeniably embedded in Willenhall. It’s not just where our Head Office is proudly situated - in the recently renovated Little London School – but it’s here that the very first backyard galvanizing workshop originally began in 1869 by John Wedge.”
Winners of the Midlands Family Business Awards will be announced at an official ceremony on 3rd October 2024.
Wedge Group Galvanizing Ltd is the largest hot-dip galvanizing organisation in the UK with a history dating back over 150 years. With 14 plants strategically placed across the country, the firm offers a truly national galvanizing service. For further information, please contact Wedge Group Galvanizing on 01902 601944 or visit www.wedge-galv.co.uk.
A national galvanizing firm, with roots firmly embedded in the West Midlands, has been announced as finalists in a prestigious regional awards scheme.
Chris Woolridge
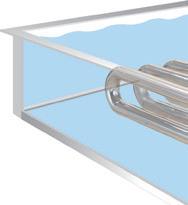
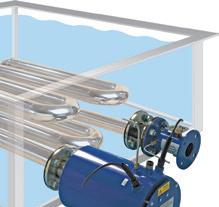
Rainwater Storage Tank - Worksop (50,000 litres)
Hot dip galvanizing provides you with long-term protection against rust and corrosion of steel products.
With 14 plants across the UK, Wedge Group
Galvanizing is the UK’s largest hot dip galvanizing organisation offering a national service, collection and delivery and 24hr turnaround on request. The group can process anything from small components to 29m structural beams.
SURFACE WORLD 2025:
Learn, Connect and Shape the
Future
– Under One Roof, Over Two Days
Surface World 2025 is more than just a typical trade show – it’s an event that’s all about transforming the surface finishing industry. Set to take place on Wednesday 26th and Thursday 27th February, it’s a two-day gathering where professionals from the industry come together to learn, connect, and shape the future.
This two-day event is more than just a showcase of products; it’s a platform for innovation, learning, and networking. Attendees can expect to see the latest advancements in surface finishing technologies, from state-of-the-art machinery to cutting-edge techniques that are pushing the boundaries of what’s possible in the industry.
Surface World 2025 provides the perfect opportunity to get hands-on experience with the newest technologies and ideas shaping the future of surface finishing. From environmentally friendly coatings designed to minimise ecological impact or delving into the intricacies of advanced automation systems streamlining production processes, participants can explore diverse innovations first-hand.
With a vast array of specialist experts from within the industry and interactive demonstrations taking place on the exhibitor’s stands, attendees will have the chance to gain valuable insights and knowledge that can help them stay ahead of the curve in this fast-paced industry.
Networking plays a crucial role at Surface World 2025, offering attendees a valuable opportunity to expand their professional
connections within the surface finishing industry. Beyond merely exchanging business cards, this event provides a dynamic platform for forging meaningful partnerships and exploring collaborative ventures. Attendees will have the chance to engage with like-minded professionals, share insights, and cultivate relationships that can lead to new opportunities for growth and innovation. Whether it’s discovering potential collaborators for projects or finding mentors to offer guidance, the networking opportunities at Surface World 2025 are bound to leave a lasting impact on attendees’ careers and businesses.
Surface World 2025 represents a pivotal moment for the surface finishing industry. It’s a chance for professionals to come together, share ideas, and shape the future of the industry. Whether you’re a seasoned veteran or just starting out in the industry, there’s something for everyone at Surface World 2025.
So mark your calendars and get ready for an unforgettable experience at Surface World 2025. It’s sure to be an event that will leave a lasting impact on the surface finishing industry for years to come.
Surface World 2025
Hall 11, NEC, Birmingham 26th & 27th February 2025
For more information about Surface World 2025, please contact Nigel Bean: nigelbean1@aol.com
Surface World 2025 - Wednesday 26th & Thursday 27th February
The Surface World Trade Show is an exciting event that brings together professionals from the surface treatment and coating industries, providing an excellent opportunity to explore, learn, and collaborate in this ever-evolving sector. Discover the latest trends, advancements and innovations in surface treatment and coating techniques. Find practical and effective solutions to enhance the durability, aesthetics, and performance of surfaces. Connect with manufacturers, suppliers, and fellow industry peers to build valuable business relationships.
FRASER TECHNOLOGIES CAN
FULLY AUTOMATE YOUR CLEANING PROCESS
Should You Automate Your Cleaning Process?
Should you automate your cleaning process?
The answer largely depends on the type of cleaning process you have. The good news is that all cleaning processes can be automated to some extent. But what are the real benefits of automation in a cleaning process?
What Are the Benefits of Automation?
The most common benefit of automation is the reduction of operator costs associated with loading and unloading parts into the cleaning system. This can be easily evaluated by comparing the cost of an operator to the cost of automation.
How Does Automation Enhance Process Control?
A less understood but equally important reason to automate your cleaning process is “Process Control.” Justifying this can be more challenging, depending on the application. While many processes are forgiving, issues can arise if corners are cut or untrained operators are used during busy times, potentially leading to significant problems later in production. Additionally, many applications require a clearly defined and repeatable process to meet customer specifications or cleanliness standards. It is crucial for components to go through the correct predefined process. For instance, some components cannot be processed with Ultrasonics, while others can. Some parts may need to skip certain tanks or require extended drying times. Automation, through basket flagging or barcode recognition, can manage all these variables. You can process multiple components through different processes in the same system, saving time and money. Moreover, with data logging, remote access, and data downloads, automation ensures repeatability and full traceability by selecting the correct process every time.
How Can Automation Assist in Process Monitoring?
Another lesser-known advantage of automation in the cleaning sector is process monitoring. While the equipment may perform this function,
A large bespoke fully automated cleaning system installed by Fraser Technologies to a pioneering aerospace manufacturer based in the midlands.
automation can decide whether to process parts based on the input from the cleaning system itself. For example, chemical temperature and concentration can significantly affect process performance. With a go/no-go option depending on these criteria, automation can hold baskets until the parameters are met. Additionally, DI water quality is a good indicator of effective final rinsing. The recovery time of a DI water tank can vary based on the mix or quantity of components, which can also be controlled by automation.
What Are the Cost Benefits of Automating a Cleaning Process?
There are many variables and cost benefits to automating a cleaning process. While some benefits are
obvious, others are more subtle but can have significant cost implications if not controlled properly.
How Has Automation Evolved?
It’s remarkable to see how automation has evolved from early pick-and-place systems to today’s fully automated and connected systems. However, it is essential not to over-specify a system and to always consider the cost and performance benefits. With over 55 years of experience in component cleaning across all manufacturing areas, Fraser Technologies is a trusted name.
For more information, visit Fraser Technologies https://www.frasertech.co.uk or call 01506 443058.
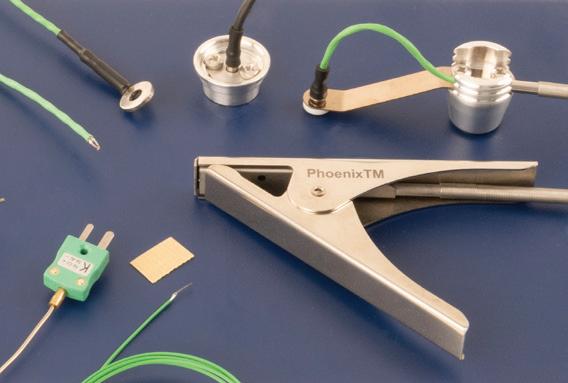
Oven Temperature Logger
A semi automated degreasing machine installed by Fraser Technologies with an automated sealed lid.
ABB EXPANDS MODULAR
LARGE ROBOT PORTFOLIO
New IRB 7710 and IRB 7720 alongside wider portfolio offer new levels of flexibility and greater choice with almost 50 variants
New series delivers up to a 30% reduction in energy consumption1
Latest robots ideally suited for use in industries such as automotive, general industry and logistics
ABB Robotics is continuing the expansion of its modular large robot portfolio with the introduction of the new IRB 7710 and IRB 7720. The new robots, combined with recently launched IRB 5710-IRB 5720 and IRB 6710-IRB 6740, offer a combined total of 46 different variants capable of handling payloads between 70kg-620kg, to give customers a new
level of flexibility, greater choice and performance in their operations.
“As businesses introduce new technologies and components to meet productivity and sustainability goals,
we’ve engineered our modular large robot portfolio to enable them to select the best robots and variants to allow them to efficiently undertake their operations” said Marc Segura, President - Robotics Division at ABB. “With the most comprehensive portfolio of mechatronic platforms, industrial robots, cobots, and AMRs in the marketplace, the latest robots extend our portfolio even further, helping our customers navigate labour shortages and ensuring they remain competitive, while operating in a sustainable manner.”
ABB’s new IRB 7710 and IRB 7720 robots offer 16 new variants and are ideally suited to support applications across various industries. Operators can choose from a wide range of ABB robots to ensure they have the ideal variant to handle various applications for electric vehicles (EV), hybrid, and traditional car production – spanning from press automation, body-in-white, EV battery construction, and final assembly. These robots are perfect for high payload assembly, such as giga casting, high speed press tending and palletising, as well as high accuracy contact applications, such as machining and friction stir welding.
IRB 7710 IRB 7720 offer up to 25% reduction in cycle times.
IRB 7710 IRB 7720 Class-leading path accuracy down to 0.6mm at high speeds of up to 1600mm per sec.
Powered by OmniCoreTM, the new robots achieve class-leading motion control with path accuracy down to 0.6mm, even with multiple robots running at high speeds of up to 1600mm/s and moving payloads of up to 620kg. Customers can also benefit from an up to 25% reduction in cycle times1 further enhancing productivity and quality. In the automotive industry, the all-new IRB 7710 with the latest OmniCore controller, will boost the production output of robotic press lines from 12 to 15 strokes per minute to produce 900 parts per hour. Furthermore, in the construction sector, the new robots will support the growth in modular construction, capable of constructing steel building frames and surface finishing, with improvements in speed and quality.
The IRB 7710’s energy efficient design in combination with OmniCore’s re-generation technology achieves up to a 30% energy reduction1, while the built-in power pack can relay energy back to the grid.
For further information about ABB’s modular large robot portfolio, including the new IRB 7710 and IRB 7720 visit, https://new.abb.com/ products/robotics/robots/articulatedrobots/irb-7710.
Visit: www.abb.com
1 – IRB 7710 compared with its predecessor IRB 7600 running in the same payload of 500kg on the previous controller IRC5.
IRB 7720 High-payload sheeting for construction.
IRB 7710 7720 high accuracy contact application such as friction stir welding.
Plating meets Innovation and Sustainability
SurTec 717 - Modular, Alkaline Zinc/Nickel Process for all Applications
Modular process for rack, barrel and special applications
Tolerates higher process temperature up to 35°C
Easy to control, automatically limits the nickel content below 16%
For highest quality requirements (heat resistance & corrosion protection)
Usage without waste water is possible
Highest cost-effectiveness when using the SurTec regeneration process
precote Product Range - Thread Locking and Sealing
Specially developed pre-coating products for locking, sealing & clamping
Based on unique microencapsulation technology
Excellent service and high-quality products made in Germany
Dürr equips the top coat line for Audi electric vehicles
18,000TH DÜRR ROBOT WILL PAINT VEHICLES IN INGOLSTADT
Mechanical and plant engineering company
Dürr produced its 18,000th painting robot for Audi in Ingolstadt. The robot features the latest EcoBell4 atomizer with 4-main needle technology for rapid color changes with minimal paint and rinsing agent losses.
Dürr is equipping a new top coat line for car manufacturer Audi in Ingolstadt to paint the interior and exterior of the new Audi Q6 e-tron series. The milestone robot, an EcoRP L033i, will be installed in May in the interior paint booth. The six-axis painting robot, equipped with Dürr’s latest EcoBell4 atomizer, requires just four seconds for each color change thanks to the patented 4-mainneedle technology. “This application technology enables us to connect our three most frequently used colors
Delivering the 18,000th Dürr painting robot to AUDI AG. From left to right: Jürgen Haas, Head of Product Development Application Technology, Dürr, Marcus Treppschuh, Head of Sales Application Technology, Dürr, Jörg Spindler, Head of Manufacturing Engineering, AUDI AG, Dr. Lars Friedrich, Head of the Application Technology division, Dürr, Sven Veit, Director Manufacturing Engineering Paint Shop, AUDI AG, Hannes Kupke, Manufacturing Engineering Paint Shop Audi Ingolstadt site.
directly to the atomizer, significantly reducing paint and rinsing agent consumption,” explained Sven Veit, Director Manufacturing Engineering Paint Shop at AUDI AG. With Dürr’s latest EcoBell4 atomizer technology, the car manufacturer not only saves operating costs but also protects the environment with fewer VOC emissions.
Sustainable paint supply
The new top coat line includes a total of 28 robots and corresponding application technology. Dürr is also
supplying a quality measurement cell to measure paint layer thickness, structure, and shade, as well as a cleaning station where two EcoRS Clean F robots use feather rollers to clean the car bodies. For this project, Audi is also using Dürr‘s EcoSupply P special color supply system with pigging technology to flexibly provide unlimited colors consecutively for application.
Painting robots success story
In 1998, Dürr supplied its first painting robot, an RP7 robot, to Nissan in Spain. The mechanical and plant engineering company is now on its third robot generation, introduced in 2016, benefiting from a modular structure that places the color changer and metering pump on the robot’s front arm, ensuring fast color changes with minimal paint loss and rinsing agent consumption.
The 18,000th robot Dürr sold
At the end of April, Dürr delivered the milestone robot to Audi at its BietigheimBissingen headquarters. “We are always prepared to take on a challenging project. After all, painting a large volume of cars to a high-quality standard is what
we do every day. New at Audi are the numerous innovations we are implementing for the first time: the EcoBell4 with 4-main needle technology and high transfer efficiency painting technology. This is what makes the
project so special,” said Dr. Lars Friedrich, Head of Division Application Technology at Dürr.
Email: info@durr.com
Visit: www.durr.com
Top coat is applied to the exterior of the Audi Q6 e-tron. Copyright: AUDI AG
Coating Cost Calculation
CALCULATE YOUR ENERGY SAVINGS
Energy costs are through the roof right now. A higher hanging density is often the most efficient way to both save energy and drastically lower the total coating cost. Find out how much you can save on your coating line at ccc.hangon.com
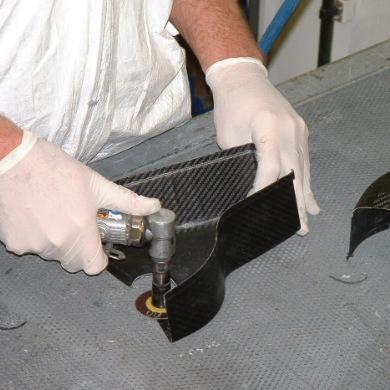
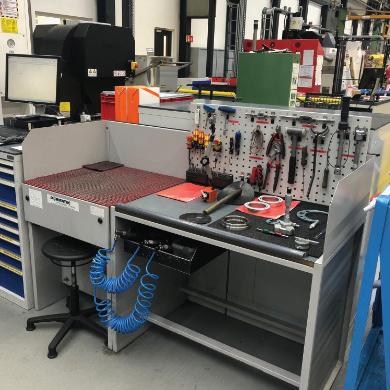
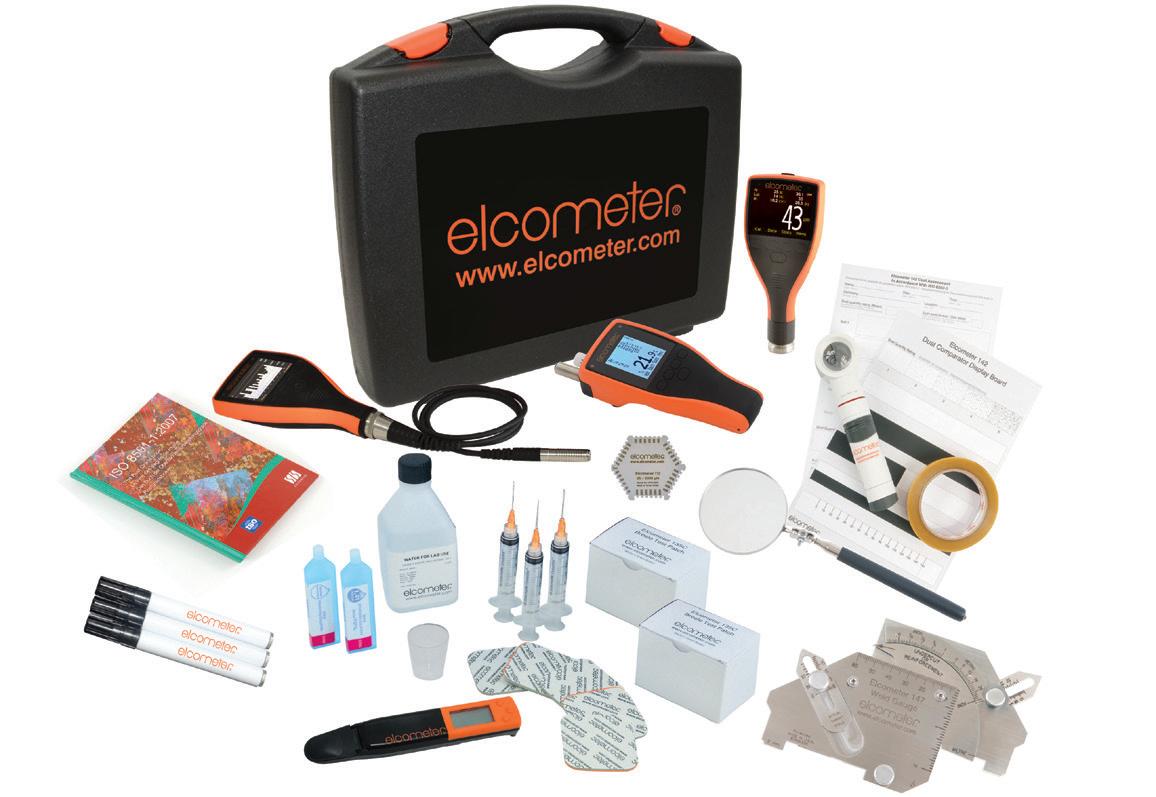
SHOULD YOU AUTOMATE YOUR MATERIAL TESTING PROCESS?
Below, we’re discussing automated material testing systems and their benefits.
In the manufacturing industry, effi ciency is everything. Hence, the importance of implementing automation wherever possible. While automated systems like conveyor belts and pickers are helpful, manufacturers can take this a step further by introducing computerized elements into their material testing processes.
What Is an Automated Material Testing System?
Material testing is an essential process for manufacturers in various industries ranging from consumer products to aerospace companies.
This procedure is made up of a variety of tests that determine the composition and other physical properties of specific materials used in manufacturing, such as metals and plastics. These substances are tested in varying conditions, and the data gathered is used to draw conclusions about their integrity, thickness, conductivity, and more.
While many of these tests can be completed manually, Fischer offers a variety of automated systems that can streamline your production process. These instruments are tailor-made to
meet your specifications and conduct the tests you need automatically. Not only can this shorten your lead times, but an automated system also provides consistent, reliable results.
Additionally, Fischer’s automated instruments offer solutions for the following applications:
Roll-to-roll processing, where electronic devices are created on a roll of flexible plastic, flexible glass, or metal foil.
Conveyor systems, which move products through a warehouse or production facility on automated or semi-automated conveyor belts.
Liquid streams, which aid in theprocessing of liquids in the pharmaceutical, food processing, cosmetic, and other industries.
Wafer processing for semiconductor ships. Whether your company is looking for a way to streamline your coating thickness measurement, material analysis, or nanoindentation process, Fischer can develop a turn-key system that is fully integrated with your current manufacturing environment.
Benefits of Automated Material Testing Systems
An increasing number of companies are incorporating automation throughout their Quality Assurance processes as a means of managing increasing quality requirements and short manufacturing cycles. These systems offer a wide array of benefits, including:
Increased Efficiency
Many manufacturing processes require repetitive tasks, especially during the Quality Assurance phase. Automation eliminates the need for
Scan & Spray
Dynamic Contour Detection
Programming-free coating of any shape! Gema
The second generation of Dynamic Contour Detection detects the object contour fully automatic and positions the guns individually even for thin objects and at high conveyor speeds. Due to the programming-free adaption of all relevant line settings the application range is significantly extended.
Email: uk.sales@gema.eu.com
employees to handle these steps, instead passing the responsibility off to a computerized instrument. In most cases, this device can complete tests much faster than a single employee, which can lead to reductions in your overall lead time. Additionally, by taking repetitive tasks off your employee’s plates, they’ll have more time to focus on other areas of your manufacturing process.
More Accurate Results
While your employees may have years
of experience running material analysis, coating thickness measurement, nanoindentation, and other tests, mistakes happen. Unfortunately, even minor errors can lead to significant issues with the end product. This is especially true for high-stakes industries, such as the automotive or aerospace sectors.
Luckily, automated solutions can reduce the risk of human error – often eliminating it altogether. Computerized systems offer a level of accuracy and
precision nearly impossible for manual operators to achieve. This ensures reliable data and a more consistent quality assurance process. In turn, these benefits yield higher quality end products.
For your further information please contact: FISCHER INSTRUMENTATION (GB) LTD - 12 Goodwood Road, Keytec 7 Business Park, Pershore, Worcestershire, WR10 2JL. Tel. 01386 577370 / www.helmut-fischer.com
Celebrating 40 years in business
This year, marks five decades as an independent powder coating specialist. We are proud to have one of the largest ranges of stock powder coatings in the UK, available for next day delivery. We have thousands of satisfied customers across diverse markets including construction, agriculture, leisure and retail as well as renowned architects and design houses.
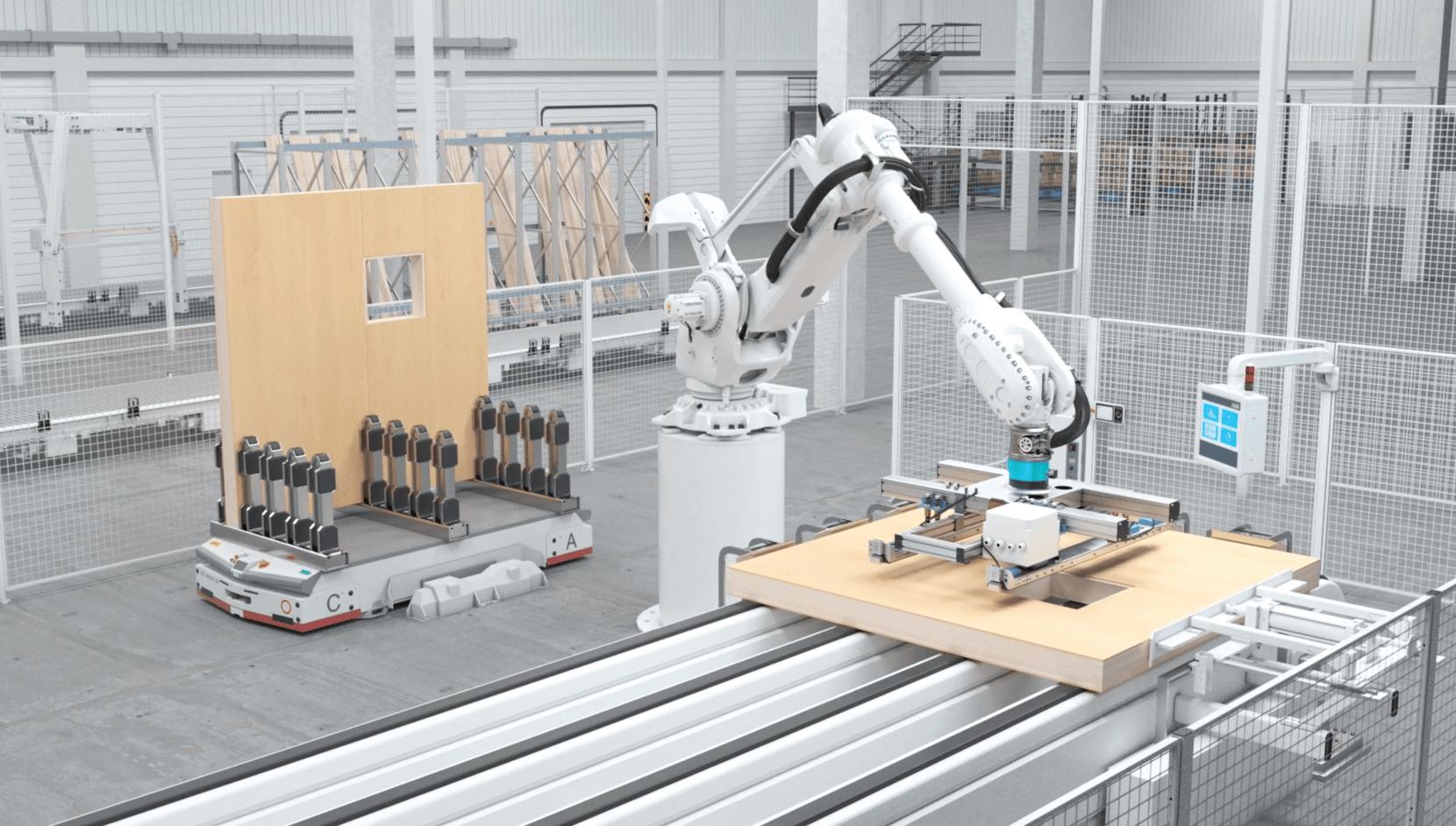
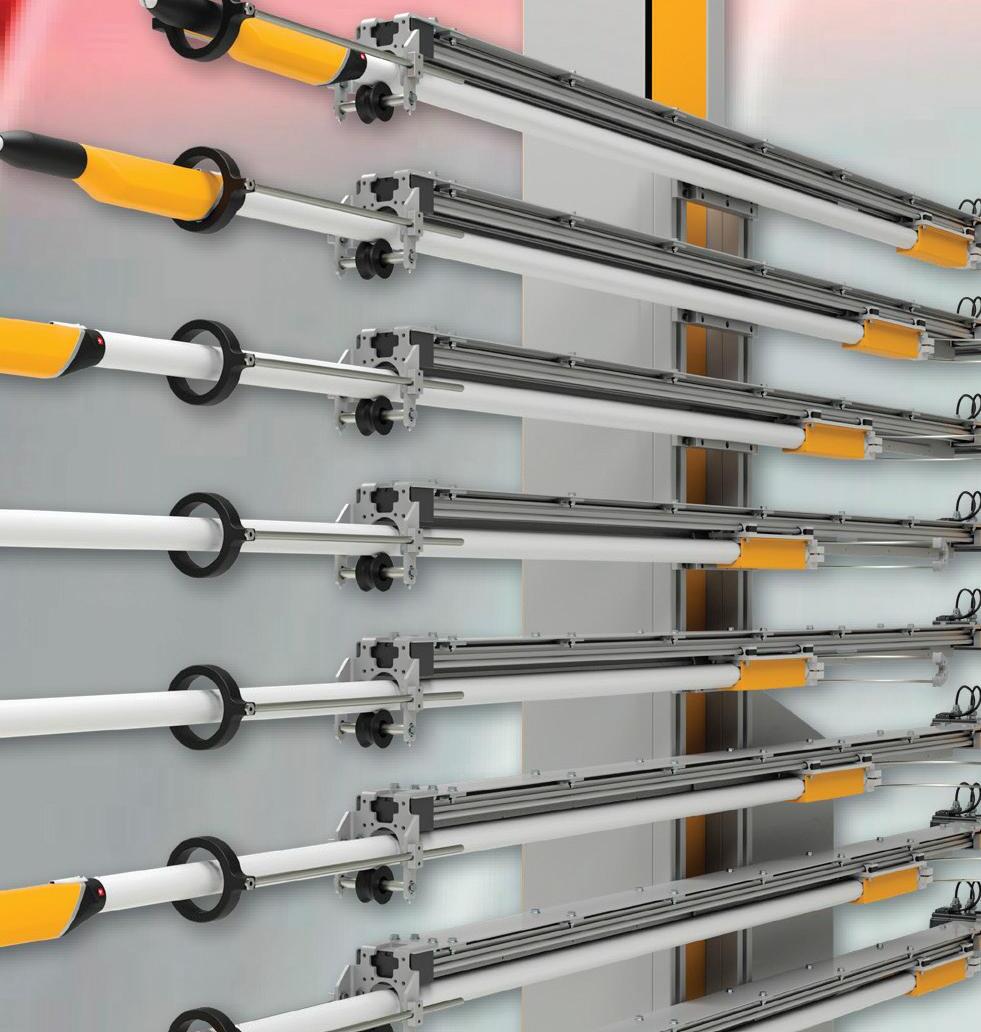
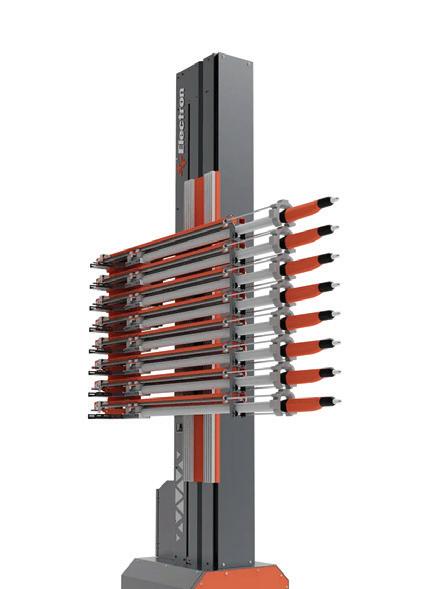
E-ROBOT+3 3D SERIES
RECIPROCATOR FOR CONTOUR
DETECTION TYPE COATING SYSTEMS
Achieve Perfect Surfaces on Even the Toughest Parts with Independent Guns
E-ROBOT+3 3D detects complex geometric shapes. The guns move according to the existing geometric shape and paint with precision.
Energy and powder saving is achieved. Contour detection sensors subtract the distance from the product depending on the distance and carry the information to the guns.
The pistols are activated in accordance with the geometry and the painting process is carried out.
Max. 8 pistols with E-AXIS +3 Painter
Quiet and smooth operation along the belt
Designed for complex application demands and difficult geometries
Ability to work in long and short strokes
The slim column design allows space-saving organization of the guns.
The 130 mm vertical gun spacing reduces the distance between coating zones, maximizing the effectiveness of individual axis coverage of contoured areas
Serial communication technology integrated in the controller forperformance feedback and monitoring
Simple graphic display on the E-control +3 Smart provides ease of adjustment and program storage
Automatic pistol and linear axis up to 14 kg load
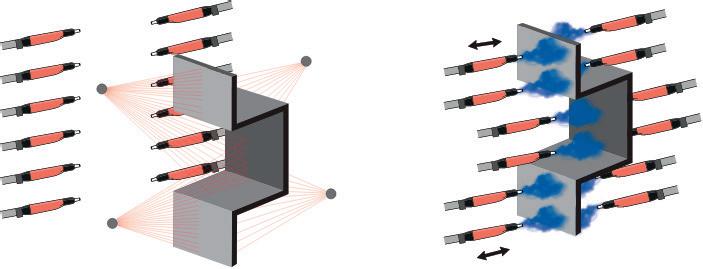
E-SENSE +3 3D | DYNAMIC CONTOUR DETECTION SYSTEM
The laser sensors used create the two-dimensional geometry of the workpiece. This information is processed by the electrical control by creating 3D information with the information coming from the encoder. The guns are positioned independently according to the 3D data.
No matter how complex the workpiece geometry is, it is ensured that the distance between the workpiece and the guns is always constant. In this way, the need for manual retouching is minimized, the paint consumption is reduced, and the workpiece is coated with a homogeneous thickness distribution.
Visit: www.electron.com.tr
AUTOMATION IN INKS AND COATINGS – WHAT DOES THE FUTURE HOLD?
Advanced automation is causing major disruption across the world of inks and coatings. And the benefits are clear – from improved repeatability to resource maximization, to becoming more efficient, to saving on cost, there are numerous factors to consider.
But as innovation accelerates at such a rapid pace there’s also a lot to think about – perhaps most importantly, how can those working in the space ensure quality control and R&D is still at the forefront of production processes?
Experts from Industrial Physics, the global test and measurement organization that’s home to specialist testing brands such as TQC Sheen and C&W Specialist Equipment, decided to share their thoughts on the ways that automation is changing the game.
Improving processes with better testing
As the industry continues to innovate, the range of testing techniques that we’ve witnessed evolving has been diverse.
Let’s take film applicators as an example - in the past, paint manufacturers and those working in an R&D environment have had to rely on human influence when applying coatings across a range of substrates. But now, solutions like the TQC Sheen Automated Film Applicator utilize advanced technology to facilitate automated application – allowing the user to set applicators to a desired level.
Ultimately, it allows for better consistency, a more stable approach, a constant down speed, and depending on the viscosity of your coatings, the difference can be enormous. And that’s not even considering the risk of human error that is significantly reduced.
However, it’s not solely larger test and measurement systems that are causing
disruption – automated accessories are hugely beneficial when it comes to maximizing efficiencies.
The TQC Sheen LinQ acts as a communication componentsomething that connects testing systems to independent software. It supports a range of test methodsfrom washability testing, to viscosity testing, to film application, the tool can be used across a variety of applications.
The smart piece of equipment essentially enables you to control the settings of your larger testing system and automatically adjusts according to more precise specifications – allowing you to achieve more accurate results than ever before. The tool allows you to eliminate hours of time waiting for results and means you can re-focus resources on more useful analysis.
Whether you’re searching for a smarter way to test your surfaces, or you’d like to maximize production processes and speed up testing in your paint laboratory, the team at Industrial Physics can help. Empowered by some of the greatest inks and coatings experts on the planet, there’s a broad range of solutions on offer to ensure the quality of your coatings!
www.industrialphysics.com
You can access Industrial Physics’ exclusive guide to the evolution of inks and coatings here!
The Railtechniek van Herwijnen Group of companies, which Stewart Gill Conveyors Ltd have been a long time member of, provides complete solutions for complex requirements in the field of materials handling. They produce a wide range of overhead conveyors and materials handling products, such as manual conveyors, chain conveyors, power and free conveyors and crane systems. For the surface finishing industry the most frequently delivered systems are Power and Free conveyors. P&F conveying systems offer a high degree of flexibility and they can be completely automated.
P&F systems are equipped with load bars to attach the products. The products can be transported through the complete process (Power) or stopped for buffering or treatment (Free) without stopping the complete system. Stewart Gill Conveyors
Ltd offer a wide range of P&F systems, suitable for carrying capacities up to 9.000 kg per load bar.
They specialise in systems for wet paint and powder coating lines, blasting installations, assembly lines, logistic and storage systems. A system that they offer specially for the surface-treatment industry is a dipping tank crane system. Dipping cranes transport metal products in and out of a series of pre-treatment tanks.
Advantages of a Power & Free Conveyor
Compact and save design with movable parts inside the tack
Modular system with standard parts
Flexible design for optimal lay-out planning
Advanced automatic control system with touch screen user interface and remote access.
Components
Different standard components are available to design the most optimal conveyor lay-out. The track sections are available as Power & Free, Free or only Power in standard or cut-to-length sections.
Bends can be horizontal or vertical. The radius of the bends is often standard. Non standard bends can be made on request. The power chain comes in standard chain link pitches and can be fitted with open or closed bearings.
Depending on product dimensions and the conveyor lay-out the product carrier can have different trolley configurations. Using multiple trolleys the load capacity of carrier can be increased.
A Power & Free system needs a drive system. Depending on system parameters the drive mechanism can be a caterpillar drive or a screw drive unit. For safety all drive units are utilised with a torque limiter that disconnects the drive force between the drive unit and gear motor.
Stop stations are available as standard design, ATEX or high temperature for curing ovens. Stop stations are controlled and monitored by the PLC/PC control system.
Switches are installed at the position where carriers must divert to other directions. Pneumatic cylinders with position sensors are used to actuate the switches. Depending on the position in the lay-out switches can also be self-switching. Switches are also controlled and monitored by the main control system.
To avoid as much as possible wear of the chain and trolleys a lubrication unit can be used. This automatic controlled device lubricates parts such as the chain links and bearings on a pre-set interval.
Special parts are available such as lift- and drop sections, transfer chains, pneumatic pushers and product rotation units.
There are also solutions to have a dipping tank crane system take over the products from the carriers and after the dipping process hang them back onto the carriers.
To find the best conveyor solution for your needs contact Stewart Gill Conveyors Ltd.
Telephone: +44 (0) 1926 641424
Email: info@stewart-gill.co.uk
Visit: www.stewart-gill.co.uk.com
Handling Solutions
Product Overview
Manual Monorail Systems
Unit loads up to 3000kg
Monorail Chain Conveyors
Unit loads up to 300kg
Power & Free Conveyors
Unit loads up to 7000kg
Floor Conveyors
Unit loads up to 500kg
Stewart Gill Conveyors Ltd have been supplying overhead conveyors into all sectors of industry for over 70 years.
As a long time member of the Railtechniek van Herwijnen BV Group based in the Netherlands, Stewart Gill Conveyors can offer a comprehensive range of overhead conveyor products which are capable of handling unit loads up to 7000kg.
Stewart Gill Conveyors Ltd offer complete manufacture, installation and commissioning, coupled with fully documented instruction, operation and maintenance manuals.
We do:
In-House 3D CAD engineering
In-House manufactoring in the UK and EU
In-House design of PLC/PC control systems
Industry 4.0
Worldwide installation and commissioning
Remote support, service & inspection Stewart
Part of the
AMBER INDUSTRIESAUTOMATED CONVEYOR & HANDLING SYSTEMS
With origins going back over 60 years Amber Industries was incorporated in its current form in 2002. In 2005 it was subject to a buyout by the current management team. Amber Industries have the technology and the organisational capability to provide conveyors and material handling solutions from simple belt conveyors and roller conveyors through to complex integrated conveyor systems including overhead conveyors, power & free conveyors, inverted chain conveyors, floor conveyors, tote and unit load conveyors, line-shaft conveyors, ZLP conveyors, accumulation conveyors, pallet handling conveyors, incline belt conveyors, laundry conveyors and curved and spiral conveyors.
All our conveyors are manufactured in the UK to rigorous quality standards and are designed with the customers individual requirements in mind using the latest 3D CAD software packages. Conveyor control systems’ architecture and software is done by our in house conveyor control systems engineers and programmers. Installation and commissioning of our conveyors can be undertaken by our highly trained team of site technicians.
Overhead Conveyors
MCM overhead conveyor systems have for over 40 years been used to improve the operational capacity and efficiency of many and varied types of industrial and manufacturing facilities.
By the nature of their design and construction overhead conveyor systems enable the optimisation of available factory floor space. MCM’s wide range of overhead conveyor systems are used for many materials handling operations including; assembly lines, storage facilities, component distribution, waste removal, and surface finishing processes, e.g. shot-blasting, cleaning and de-greasing, painting, powder coating, plating and high temperature baking etc.
Our overhead conveyor systems are frequently found working in such industries as: automotive manufacturers, automotive component suppliers, commercial vehicles, construction and municipal plant, agricultural equipment, white and brown goods, abattoirs and meat processing plant and sometimes in more unusual settings like museum displays, exhibition displays and shop windows. Overhead conveyor systems area a highly versatile method of moving products and materials and their modular construction means they can readily be configured to a large variety of applications
Floor Conveyors
Floor Conveyors and Floor Conveyor Systems are allencompassing terms used in the Materials Handling industry to cover a large range of types of conveyor systems and conveyor equipment, the common element being that they are generally mounted directly on the floors within buildings.
Some of the more commonly used types of floor conveyors and floor conveyor systems are: gravity roller conveyors and skatewheel conveyors, flexible roller conveyors, ball table transfer units, powered roller conveyor systems, accumulation conveyors, belt conveyors & belt conveyor systems, plastic modular belt conveyors, assembly line conveyor systems, picking line conveyors, tote conveyor systems, case & carton conveyor systems, incline conveyors & mezzanine floor conveyors, inter-floor conveyor systems, heavy duty powered
roller conveyors, pallet handling equipment and pallet conveyor systems, production line conveyor systems, industrial conveyors, chain conveyors, slat conveyors, shuttle car conveyors, in-floor conveyor systems, towline conveyors, power bend conveyors, spiral conveyors & elevators / lowerators.
Within the field of transporting, moving and handling materials and products floor conveyor systems have a vast number of applications. Big users of floor conveyor systems are the logistics and distribution industry, warehouses, e-commerce fulfilment centre, parcel handling depots, the printing and packaging industry, the food processing and drinks industry, and many other manufacturing industries such as automotive and white goods.
Whether it’s a simple floor conveyor layout or a fully integrated floor conveyor system within a production or intralogistics facility Amber Automation has the expertise to design, develop and implement a bespoke floor conveyor system to exactly meet your business needs. Amber Automation’s team of experienced conveyor and control systems engineers will select the most appropriate conveyor technology to achieve the objective. They will not only use our own range of conveyors UK manufactured conveyor equipment but also use other suitable products available on the market.
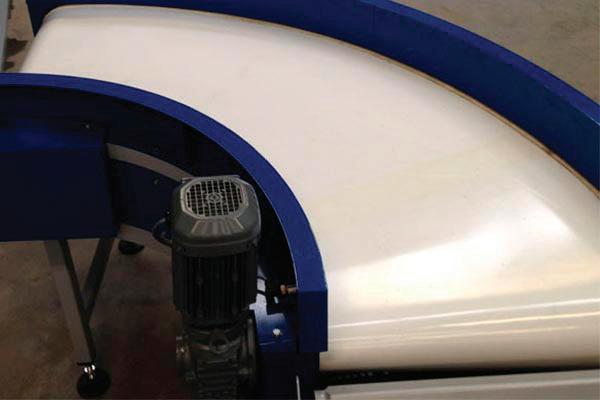
Powered Belt Curves
Belt curves, belt curve conveyors, belt turns, power curves, power curves, power turns, belt curves conveyors, curved belt
conveyors, powered belt curves, powered belt curves conveyors, powered belt curves, powered belt curve conveyors, powered belt turns, spiral curves, spiral incline conveyors, spiral decline conveyors are all terms used to describe the same piece of equipment. Within this website we use the terms: belt curves or belt curves which are the most commonly used English terms.
Essentially belt curves are curved belt conveyors which enable the smooth change in direction of travel of a conveyed object whilst maintaining its orientation relative to the direction of travel. Amber Industries Ltd manufactures belt curves in the United Kingdom under the highly respected Gramac Quartz brand name.
The name ‘Gramac Quartz’ is synonymous with the unsurpassed reliability of its products and their ability to keep on providing top class performance and longevity under the most demanding operation conditions and the toughest of environments, e.g. extremes of temperature, humidity and airborne dust. A large range of ‘standard footprint’ belt curves are available, however by investing in the latest technology Gramac Quartz’s design and manufacturing processes have the in-built flexibility and responsiveness to enable almost any ‘bespoke footprint’ belt curves to be offered to meet customer’s unique requirements.
Telephone: +44 (0)161 284 2222
Email: info@amber-industries.ltd.uk
Visit: www.amber-industries.ltd.uk
AKZONOBEL GOES FULL THROTTLE WITH NEW POWDER COATING FOR TWO-WHEELERS
Motorcycle manufacturers can now kickstart improved cost and energy savings following the launch of Interpon A3000 from AkzoNobel’s Powder Coatings business.
The company’s first single layer powder coating for two-wheelers, the newly introduced product can help customers accelerate their efficiency gains, without compromising on performance or aesthetics. Interpon A3000 is focused in particular on the key Indian market, home to well over 200 million twowheeled vehicles. Last year alone, it’s estimated that more than 18 million two-wheelers were sold in India. The product will also be available globally.
“The new range gives motorcycle manufacturers and their suppliers the perfect combination of sustainability, durability and style for their modern designs,” explains Jeff Jirak, Director of AkzoNobel Powder Coatings.
“With a single layer system, we can help reduce our customers’ costs, since application times are much shorter, which contributes to lowering their carbon footprint.”
Available in an array of colors and metallic effects, Interpon A3000 is designed to protect and enhance the body parts, wheels and trim of any two-wheeled vehicle, in line with the performance levels specified, tested and approved by OEMs. It also aims to cater for the “naked” design trend, where the engine and other parts of the motorbike (such as the body frame, fuel tank, brake levers and cylinder heads) are visible.
One of the key features of the product
range is its durability. It helps prevent corrosion, combats interference from fuel, oil and other chemicals, and offers high resistance to chipping from stones and pebbles – all of which keeps vehicles looking better for longer. A low energy version will also be available, enabling the powder to cure at a lower temperature and further reduce the energy consumed. This will play an important role in helping the company to achieve its ambition of halving carbon emissions across the value chain by 2030.
To learn more about AkzoNobel’s powder coatings, visithttps://www.interpon.com/nl/en/ products/automotive/interpon-a
First for Sustainability
With our new Interpon D1036 Low-E powder coating, we’ve created an industry first: a powder coating that can cure as low as 150°C while still being Qualicoat class one certified. It can also cure up to 25% faster than conventional powders, reducing both energy consumption and carbon emissions, and significantly improving your coating line efficiency. Easy to apply Interpon D1036 Low-E has the same application properties as standard formulation, is backed by an Environmental Product Declaration (EPD) and has a global warranty of up to 15 years to deliver the quality performance, color and style your customers need. It is an innovation that supports our collective commitment to sustainability throughout the value chain.
Dürr builds the first EU
Taxonomy-compliant paint shop
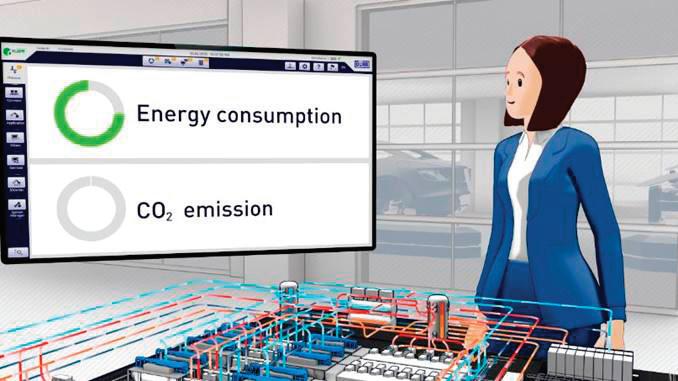
DÜRR PAINT SHOP WITH ECOQPOWER REQUIRES ABOUT 21 PERCENT LESS ENERGY
In an era where paint shops must focus on becoming “greener” to help vehicle manufacturers feel certain about meeting their ambitious climate targets, assessing the available technology’s sustainability is a complex task. In a comprehensive life cycle analysis, the Fraunhofer Institute for Building Physics (IBP) studied the carbon footprint of two different paint shop concepts. The result: Dürr’s paint shop with the EcoQPower system, which networks all energy flows to supply the entire process, reduces carbon emissions by 19.2 percent over its lifecycle compared to paint shops without. This comes from an energy consumption reduction of approximately 21 percent in the utilisation phase, making it the first paint shop to comply with EU Taxonomy requirements.
Paint shops are responsible for the highest amount of energy use in the entire vehicle manufacturing process since applying paint and drying car bodies are so energy-intensive. Consequently, modern paint shops have a significant carbon footprint despite technical progress. “The EU wants to be climate neutral by 2050. We had this target in mind when we adopted our new strategy to reach carbon-neutral paint shops from an energy perspective. Instead of continuously increasing the energy efficiency of individual elements such as paint booths and ovens, as we have done previously, we developed the EcoQPower system, which considers all paint shop energy sources, network
components and energy flows,” explained Jens Oliver Reiner, Senior Vice President Sales in the Paint and Final Assembly division at Dürr. The new concept analyses energy sources and energy sinks in operation, considering various operating states and historic climate data. Based on this analysis, the EcoQPower energy network systematically recovers energy in one place, which can then be reused elsewhere.
Significant carbon footprint reduction
Despite promises, sustainability initiatives frequently fall into the category of greenwashing. Dürr partnered with the IBP to prove that the first paint shop optimized with EcoQPower being built for a German vehicle manufacturer emits fewer greenhouse gases than a paint shop without the energy network system. Scientists analysed the effects on carbon emissions by simulating and calculating the values for two identical, all-electric factories in the same location and with the same performance data – one with and one without EcoQPower.
In keeping with the circular economy, the entire lifecycle from paint shop production, including the transportation of materials to the utilisation phase and the end of life, was analysed. The IBP study found that the EcoQPower system reduced the carbon footprint by 19.2 percent over this entire period.
Since 91 percent of emissions are produced in the utilisation phase, EcoQPower enables paint shop operators to run a more climate-friendly process. The technology investment also pays off in terms of sustainability, with Dürr’s energy consumption analysis confirming that EcoQPower reduces utilisation phase energy consumption by 20.6 percent, making the optimised paint shop about 21 percent more energy efficient than a conventional system. As a result, operators can reduce their energy costs by seven figures (over the assumed utilisation period of 15 years and 110,000 painted car bodies per year).
No more unused energy with EcoQPower
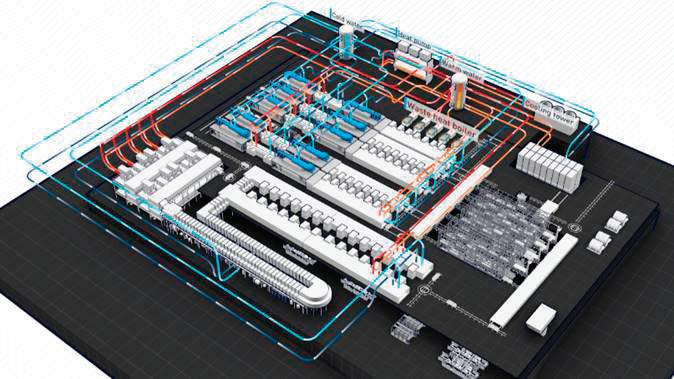
EcoQPower is based on the concept that each manufacturing area only receives the appropriate energy and temperature level it actually needs. In a standard paint shop, all process steps, such as pretreatment, the oven, and the paint booth, are viewed and supplied as individual components. For example, excess energy from the drying process that could be applied elsewhere is released unused into the environment. By considering the entire scope, the EcoQPower system delivers real benefits by integrating all waste heat sources, including those not previously used, and reusing energy at low temperatures.
Heat pumps generate heating and cooling energy simultaneously, which is possible because Dürr’s experts measure heating and cooling requirements for each step of the paint shop process using proprietary software. With this knowledge, Dürr leverages synergies from the processes and – in combination with resource-saving technology –enables economical energy use.
EU Taxonomy defines standards for sustainable projects
The EU Taxonomy is an instrument developed under the Green Deal, with the political objective of making Europe the first climate-neutral continent by 2050. By providing a transparent classification of sustainable investments, the regulation aims to ensure that financial resources fund projects that support climate and environmental protection. “Sustainability is becoming increasingly important for companies in the manufacturing sector. We help our customers make their production processes as energy-efficient as possible to achieve their decarbonisation targets. We know that companies engaged in sustainable production will have more and more advantages in the long term for sourcing funding in Europe,” explains Reiner.
Visit: www.durr.com
EcoQPower networks all cooling and heating flows across all process steps to supply each area with exactly what’s needed.
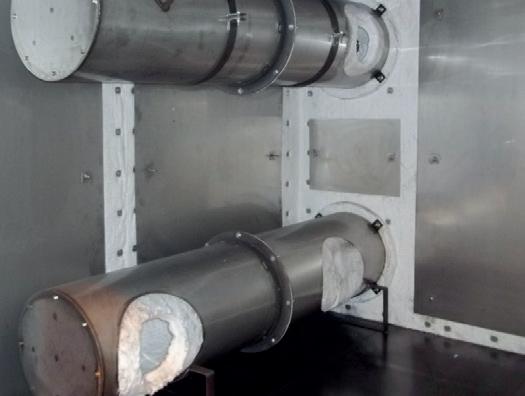
ARE YOU SUFFERING FROM HIGH BACKGROUND DUST OR FUME LEVELS?
AirBench Ltd is the UK’s leading manufacturer of downdraught benches and cross-draught extraction systems. They manufacture, supply, and service a wide range of dust, fume, and mist extraction systems.
AirTower AT is designed to clean ambient factory air, removing the remaining pollutants that existing extraction is failing to capture.
Full hall extraction assists extraction systems, removing coolant mist, smoke, and weld fume from the workplace.
Designed to extract at high level, where weld fume and atmospheric pollution settles; returning clean air to the working space at low level to create a healthier working environment.
AirTower from AirBench uses high power, energy efficient EC fans alongside a filter system selected to suit your application, to clean high volumes of air.
Alongside their dust, fume, and mist extraction systems, the new AirTower AT helps you create the right working environment.
To arrange a site survey please visit: https://www.airbench.com/products/ air-cleaning-systems/at-air-tower/ or call the team on +44 (0) 1206 791191
All of AirBench dust and fume extraction systems and filtration products are built to order in their factory located in the East of England; all products are assembled from stock components allowing them to maintain short lead times. AirBench also import the AOF range of Oil Mist Filters from their trusted partners in the Netherlands.
AirBench specialise in high air volume, low velocity extraction systems, providing a demonstrable working extraction solution to a wide range of dust and fume problems.
They demonstrate their extraction systems on site prior to purchase where possible, to ensure both buyers and operators are confident that their products are the correct solution and are usable in day-to-day operation for their businesses.
www.airbench.com
AKZONOBEL PREDICTS GLOBAL
COLOUR CONSISTENCY
AND PERFORMANCE OF WHEEL COATINGS AS NUMBER ONE
PRIORITY TO AUTOMOTIVE OEMS
Global consistency in colour is critical, and automotive wheel manufacturers want their coating partners not only to keep up with the latest design styles, but also to predict - and play a partin what comes next. While the current trend is towards copper and blues, there is also a clear trend towards more idiosyncratic hues of yellow and green, as well as mixed colours, gloss fi nishes and etched designs.
“This is something we are witnessing with all our OEM partners,” says Gustavo Carvalho, Automotive KAM and Segment Director of AkzoNobel Powder Coatings.
“It’s why the aesthetic design of every part of a vehicle has become more important. Wheels, brake calipers and trim which were previously ‘functional’ are now
integral to the vehicle’s design - a way to accentuate its power and style, and say things about the owner, especially for higher performance models.”
Wheel designs help make a statement that reflect the unique brand personality, and as such, manufacturers want colours that are their own, unique to their model and brand. Gustavo says this is where the ability to replicate locally a colour that the customer wants to use globally –and to do so consistently – is essential in supporting manufacturers as they increasingly seek to differentiate their products from their competitors.
“The automotive industry is renowned for its innovation,” Gustavo continues. “It is constantly re-inventing itself. Open wheel designs are now an established trend and are creating a demand for more colour, more style and even greater performance. They are also making the need for global partners with an established global footprint.”
Gustavo’s insight comes in the context of AkzoNobel’s ‘OneWheel’ portfolio, providing customers with both liquid and powder coatings in the wheel coating system:
“While we have literally a wide selection of colours to choose from, including the increasingly popular tinted clearcoats, our true expertise lies in working in partnerships with customers to design and develop new colours, and identify and determine new trends to keep our customers out in front.
Gustavo says that while colour is important,
performance remains critical: “We are innovating colours and coatings with enhanced performance, with greater resistance to chipping and scratching, and the damage caused by UV light,” he adds.
His comments also follow the demand by vehicle OEMs and wheel manufacturers to guarantee that the product they deliver in one country is identical to the product they deliver in another: The cars made in China are the same cars manufactured in Mexico, and they need the wheels to match: “Only precise replication and consistency will do,” he says.
“Being global, with global systems and technology platforms and global manufacturing, brings consistency and certainty wherever you happen to be in the world. Customers need the assurance that our coatings have been rigorously tested in accordance not just with global industry standards, but also the specific standards demanded by each OEM.”
There is also a continuing trend towards sustainability; manufacturers are increasingly looking to measure and reduce carbon emissions throughout their business and the supply chain and coatings manufacturers are seeking to develop products that require considerably less energy in application and curing.
“They are also helping customers to do more with less, developing layering systems with much higher efficiency. This means that less material (i.e. less of the coating) is required to achieve the results desired, without any detriment to performance,” Gustavo concludes.
For more information, visit: https:// www.interpon.com/insights/onewheel-portfolio
• Ideal for frequent & fast color changes
• High degree of automation for optimum efficiency
• Double-designed fresh powder station for increased productivity
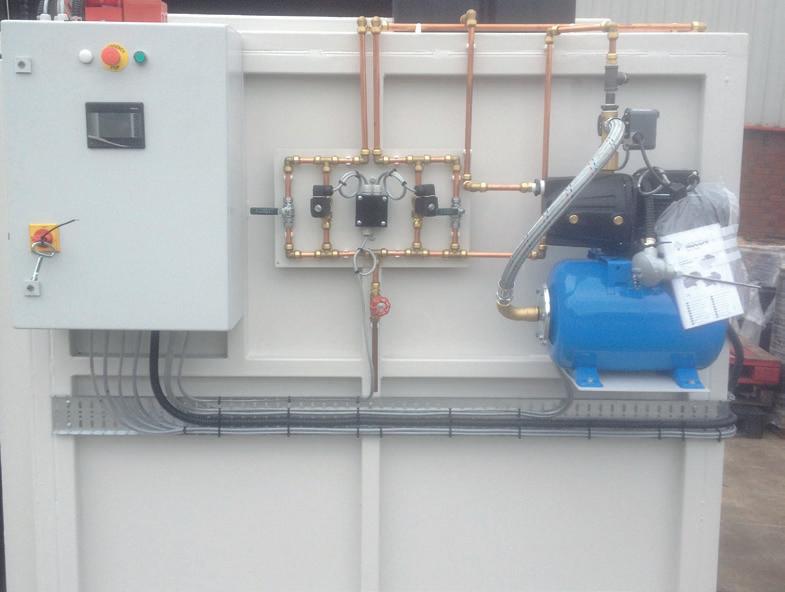
REDUCING ENERGY COSTS FOR SURFACE FINISHING PLANTS
Energy costs continue to be a major component of overall operating costs in surface fi nishing plants, and as manufacturers struggle to stay competitive in such a challenging economic climate, many companies are looking to energy savings to improve their bottom line.
Thankfully, a well-established U.K based plant manufacturer has not only addressed this concern but continues to go from strength to strength in their successful development, and installation of energy saving plant systems.
Andrew Grice, General Manager of Midlands based Complete Finishing Systems explains.
“Coming back into the surface finishing industry after a decade or so working in the automotive sector, it was clear that little had changed by way of the development or use of energy efficient technologies. The focus still appeared to be on how a new plant could be manufactured at the lowest price point, but with the hidden operational costs for the end user remaining largely overlooked.”
The approach of CFS was simple, to develop new and energy efficient technologies that could be manufactured to give our customers a plant with the highest levels of performance, efficiency, and quality, but with the lowest possible operational costs and shortest return on investment.
Our first purpose-built energy saving plant system proved to reduce the total energy consumption of a pre-treatment plant and dry off and cure ovens by over 90%, and the efficiency, quality, and reliability of all our systems have proven to demonstrate similar savings. This has enabled many of our customers to secure Government energy efficiency grants of up to 100% of the capital purchase price.
Complete Finishing Systems continues to demonstrate our unrelenting focus on carbon footprint reduction via innovation and technology. Our systems not only enable our customers to rapidly accelerate their Net Zero target, but the dramatic reduction in their operating costs also gives them a hugely competitive edge, and improved profit margins.
A case study of one of our recent installations of a fully automatic, ultra-high efficiency powder coating plant system showed that, when compared to a conventional plant system, we were able to reduce our customers operational energy costs from 3 shifts each consuming 841Kwh, to a single shift consuming only 290Kwh. We are also in the process of installing several zero carbon, solar powered plant systems.
Whether it be a new plant, or a retrofitted system, the savings that our customers are making are so significant, that they are not only surviving in the current economic climate but are thriving with such a competitive edge over their rivals.
Complete Finishing Systems are a SurfacePrep company. In the UK we have 4 locations Sheffield, Washington, Manchester and CFS based in Tipton. The company has over 50 locations worldwide in the USA and Canada.
Complete Finishing Systems also employs Service/Commissioning Engineers and has an Internal Service & Spares Department available to look after clients after sales requirements.
The group employs further engineers enabling unrivalled service coverage throughout UK.
For more information call us on 01902 601 312 and see how we can help you.
LOWER COSTS AND HIGHER PRODUCTIVITY FOR SHOT PEENING PROCESSES
Shot peening, the “hammering” of work pieces with precisely defi ned blast media, is an indispensable operation in industries such as automotive and aerospace. By inducing a residual compressive stress into the work pieces, the shot peening operation substantially improves their long-term resistance against tensile and bending loads.
The process is used for treating toothed, steering and transmission components, also for springs, drive- and crankshafts and all kinds of turbine blades. A significant advantage of the shot peening operation is that the component weight can be reduced without impacting its mechanical load capabilities. This is particularly beneficial in electric vehicles, because it increases their operating range and reduces their energy consumption. Due to changing work piece structures and shapes E-mobility frequently necessitates the alteration of manufacturing processes. Moreover, the customers are demanding significantly higher energy-, resourceand cost-efficiency. In other words, significant improvements in productivity and sustainability. Rösler can provide comprehensive support for such optimization projects.
Lower energy consumption by using turbines instead of compressed air blast systems
Compressed air blast systems have been the pre-dominant shot peening tools to consistently achieve the specified residual compressive stress values. A downside of the compressed air method is that it requires a lot of energy. Today innovative technical improvements of the turbine technology allow the precise and high-quality shot peening of a broad range of components with energyefficient, highly productive turbines. For many peening applications costly
compressed air blast systems are no longer required. The most important factors to be considered in peening operations are the work piece shape and size, the required peening results and the blast media. Based on these factors Rösler runs computer simulations of the blast pattern as well as the entire process. The simulations are followed by actual peening trials in our Customer Experience Center (CEC). Since the CEC is equipped with a broad range of turbine and compressed air blast systems, the shot peening trials can be conducted under actual production conditions. With an in-house X-ray diffractometer the peening trials can be quickly evaluated to determine which process parameters and blast media will generate the required results.
A joint optimization project between a leading European automobile manufacturer and Rösler resulted in energy savings of 30 % and a 50 % increase of the shot blast capacity. Based on the convincing project results, in the meantime this customer purchased four shot peening machines equipped with turbines.
Less equipment wear and higher productivity
Sometimes a review of the existing shot blasting parameters can help to significantly improve the entire peening process. Once they are established, the process parameters are frequently no longer questioned. Such carelessness can result in high equipment wear and
Mass Finishing
Efficient systems engineering and innovative technologies – powerful and economical
Shot Blasting
Individual systems engineering and intelligent process solutions –reliable and energy efficient
AM Solutions
The full solution provider for 3D post processing equipment and 3D printing services
In all instances shot peening trials in the CEC along with the evaluation of the results by X-ray diffraction, special tests of the peening coverage and, if needed, surface roughness and light-microscopic measurements, will ensure that the required peening specifications are achieved. Very important for resource and cost efficiency of the process is the selection of the right blast media. A blast media analysis will always help to determine if the current media is right for the respective application.
Wet or dry shot peening?
Shot peening with compressed air blast guns can be run as a wet or dry process. Advantages of the dry peening method are a higher blast intensity and the targeted blasting of specific surface areas. In addition, the entire process and the blast media can be precisely controlled. The wet blasting technology prevents the media from getting embedded in the work pieces, and it produces a lower surface roughness. Since wet blasting is more gentle than
dry blasting, it is the ideal method for treating delicate work pieces with thin walls without warping them. Each of the two peening methods has its advantages. Therefore, the chosen method must be a perfect fit for the respective application, especially with regard to costefficiency and quality of the peening results. Rösler offers a broad spectrum of different machine types. This allows a totally objective equipment selection and ensures that the customers get the best possible solution for their specific requirements.
An analysis of the results of the processing trials by X-ray diffraction ensures that the specified compressive stress values are reliably achieved.
All steps regarding process alteration and optimization, including the processing trials and process evaluation, can be
modified so that the shot peening equipment can be quickly adapted to changing production conditions. This ensures absolutely consistent, highquality peening results throughout the entire equipment life. And it guarantees that all demands for energy-, resourceand cost-efficiency are fully met.
Visit: www.rosler.com
Powder Checker
Non-contact Uncured Powder Thickness Gauge
Affordably measures uncured powder coatings using non-contact ultrasonic technology to predict a cured thickness
Dedicated stand-alone unit is ready to measure right out of the box
Fast measurement speed—ideal for moving lines and swinging parts
Scan Mode continuously takes measurements—ideal for analyzing large areas
Storage of 999 readings with onscreen averaging. Stored readings can be downloaded to PosiSoft Desktop Software
Powder Inspection Kits
Complete solutions for measuring powder coating before and after
NEXT GENERATION PFAS-FREE SOLVENT CLEANERS FROM ENVIROTECH EUROPE - INNOVATION DRIVEN BY LEGISLATION
Vapour degreasing, with or with-out ultrasonics, is the oldest, simplest and most effective solvent degreasing and metal cleaning process used today. It has until recently been subject to little change since it was first invented in the early part of the last century. In the UK, Europe, United States and other advanced economies, increasingly stringent legislation has been put in place to control emissions of VOCs (Volatile Organic Compounds), Global Warming Compounds, Ozone Depleting Compounds and those compounds associated with human health concerns such as PFAS chemicals. This has led to new formulations being developed for solvent cleaners.
The vapour cleaning process still gives the highest levels of economical cleaning with minimum energy usage, low footprint on the factory floor, safety for the operator, and high production rates, with low solvent usage and low environmental impact. With the new generation of sealed cleaning machines its future as the process of choice is assured. Recent regulations on the control of PFAS (Per- and polyfluoroalkyl substances) have resulted in the clamping down on solvents with a high
GWP (Global Warming Potential).
Envirotech Europe supplies a next generation vapour degreasing solvent formulation called ProSolv®5408e, with zero Ozone Depletion Potential (ODP) and a Global Warming Potential (GWP) of less than 1, making it safe for operators and kind on the environment. For anyone using solvents with high HFC / HFE such as the soon to be phased out 3M™ Novec™ range, we have direct replacements available.
A next-generation vapour degreasing solvent with Zero Ozone Depletion Potential (ODP) and low Global Warming Potential (GWP)
ProSolv®5408e has been developed to provide superior critical cleaning performance, suitable for many different industries. High Solvency (KB Value 98) for removal of organic residue and oils, compatible with organic and synthetic oils and most plastics and metals.
ProSolv®5408e ticks all the boxes and is the perfect profile for a modern degreasing solvent. Exceptionally low surface tension to penetrate micron sized holes and close contact surfaces. Sustainable and secure for the future. Non-carcinogenic, low boiling point, economical with energy with low solvent losses, faster production, reduced costs, easy handling.
ProSolv®5408e can be used in most solvent cleaning systems, vapour degreasing or multi tank immersion / systems using ultrasonics. Also suitable for flushing of complex mechanical and electronic components with blind holes and channels.
ProSolv®5408e has a unique formulation making it PFAS-free, ensuring that your process falls within environmental legislation considerations.
SAFE FOR USERS AND THE ENVIRONMENT
PFAS Exempt GWP of less than 1
Non-hazardous for transportation.
Non-flammable (No Flash Point).
Not classified as a carcinogen.
RoHS compliant.
FURTHER INFORMATION
Please visit our website https://www.envirotech-europe.com/prosolv5408e for information about other uses and applications for ProSolv®5408e.
Galvanizers Support International Project: FROM WILLENHALL TO TEXAS…
A galvanizing business situated in the Midlands has supported a project across the pond - nearly 5,000 miles away.
B.E. Wedge Ltd, part of national Wedge Group Galvanizing Ltd, assisted with future-proofing leak-sealing pipe connectors for a project in Texas, USA.
The connectors were made using A29 4140 (low alloy steel), by RB Forgings in the West Midlands, before being
machined to order by Lincoln-based market leaders in high pressure containment solutions, Destec Engineering Limited.
Mike Ferry, Buyer at Destec Engineering, said: “We were commissioned to provide a number of heavy-duty leak-sealing
pipe connectors by a customer who works in the Oil & Gas industry, for a project with a final destination in Texas. Working in partnership with other industry specialists, it was completed in stages – with the most recent task seeing 5,200 clamps (approximately 35 tonnes) forged, processed, and galvanized.
“Due to being transported across the world, we needed to ensure the connectors were tough, durable and resistant to damage. And so, we enlisted the support of B.E. Wedge, who we use for all our galvanizing requirements thanks to their reliability and high quality of work.”
After 10 weeks of forging, the connectors were sent to the galvanizing plant where they were prepared for spin galvanizing. Due to their intricate size, the items were placed in a basket before being immersed into a bath that is compliant with ISO 10684 standard. Once removed, they were placed in a centrifuge and mechanically spun for several secondsremoving any surplus zinc material from the surface - to prevent items from sticking together and to ensure a smooth finish that wouldn’t hinder usage or performance.
Lee Dickens, Customer Service Manager at B.E. Wedge added: “What an amazing feeling knowing that the services we provide here in the West Midlands have been utilised all the way in Texas, and that the benefits of galvanizing are appreciated worldwide.”
B.E. Wedge Ltd is part of Wedge Group Galvanizing Ltd, the largest hot-dip galvanizing organisation in the UK with a history dating back over 150 years. With 14 plants strategically placed across the country, the firm offers a truly national galvanizing service.
For further information, please contact Wedge Group Galvanizing on 01902 601944 or visit www.wedge-galv.co.uk.
VOLTAGE CONTROL VS CURRENT CONTROL
Switching to current control can save you energy and boost plating quality
Most production managers are busy people, dealing with all the everyday challenges involved in manufacturing and fi nishing: productivity, maintenance, customer care, quality. If a piece of equipment is working, it’s unlikely to be a priority on their ‘to do’ list. But energy effi ciency has not always been the priority it is now, and we see many rectifi ers operating at only 70-80% effi ciency – and we know that oversized rectifi ers lead to larger energy bills. Older equipment can also deliver direct current with a lot of residual ripple, which is detrimental to output quality and leads to scrap and reworking.
Just as importantly, output values on older rectifiers aren’t always accurate, which explains why plating results are not always as good you might expect, and longer plating times are needed.
Current control optimises quality and performance
However, even the output from a low-ripple modern SMPStype rectifier can still be sub-optimal, depending on how you control the power. If you’re using voltage control, you’ll know that the current density varies with the resistance in the plating bath, resulting in variable quality plating and increased plating time. Too much ion transfer can also cause secondary reactions and resistance in the circuit, which is inefficient and can also burn the parts you are plating. And if you’ve seen current go down during a batch, that’s because voltage control mode is increasing resistance in the circuit.
There is an alternative: using current control, you can control the process and ion transfer by securing a constant current density throughout. This can minimise process time and optimise quality Combining this approach with a low ripple solution will significantly improve plating speed and efficiency.
KraftPowercon’s FlexKraft™ modular rectifiers (available with air cooling or water cooling) enable you to control current and run at below, or around, 1% ripple factor - we know this because we test every rectifier before it leaves our factory.
We compared a voltage-controlled power supply with the experience of steering a car manually.
Will the automatic cruise-controlled car win the game?
Watch our animation & listen to the insights we made. https://vimeo.com/831554359#chapter=12510115
Discover how much you could be saving with our online energy savings calculator (you don’t even need to give us your details to use it). You can also request a free rectifier efficiency check, which will show you exactly where and how energy savings could be made. https://kraftpowercon.com/industries/general-metal-finishing
Contact: bjorn.ulvenskold@kraftpowercon.com or one of our partners https://kraftpowercon.com/ contact/find-your-local-partner
PosiTector ® Inspection
Unrivaled probe interchangeability for all of your inspection needs.
Coating Thickness Probes
n Ferrous n Non-Ferrous n Combination n Ultrasonic
Surface Profile Probes
n Depth Micrometer n Replica Tape Reader
Environmental Conditions Probes
n Integral n Cabled Magnetic Probe n Anemometer Probe
n 1/2” NPT n Infrared
Hardness Probes
n Shore n Barcol
Salt Contamination Probe
n Bresle Method
Ultrasonic Wall Thickness Probes
n Corrosion n Multiple Echo Thru-Paint n Precision
n Low Frequency n Xtreme
Customized Inspection Kits...
Build your own kit from a selection of gauge bodies and probes to suit your needs.
Backwards Compatibility! The redesigned PosiTector gauge body accepts ALL coating thickness (6000/200), environmental (DPM), surface profile (SPG/RTR), salt contamination (SST), hardness (SHD/BHI), and ultrasonic wall thickness (UTG) probes manufactured since 2012.
PHOENIXTM – PROVIDING THE COMPLETE OVEN MONITORING THERMOCOUPLE TOOL KIT!
A key component in any thru-process temperature profi ling system is the thermocouple. Obviously at the end of the day the quality of any temperature data recorded is greatly infl uenced by how accurately and repeatably the thermocouple sensor “Hot Junction” can be secured to the product surface. The increasing diverse mix of materials being used in manufacturing (steel, aluminium, alloys, plastics and composites) creates a signifi cant temperature measurement challenge. The thermocouple needs to provide easy, reliable, and effi cient attachment to the material type being measured. One thermocouple design alone will now not suffi ce. To address the problem PhoenixTM offers a comprehensive range of thermocouple designs developed for the challenge in hand.
For routine temperature monitoring of steel, as part of paint/powder coating cure QA the default thermocouple type has been the magnetic thermocouple. The thermocouple design allows quick, easy but accurate and repeatable placement of the measurement sensor on the steel surface. To address the ever increasing space limitations in many applications the standard magnetic thermocouple design has been complemented by the MiniMag thermocouple. The sensor head is only 30 mm diameter and 15 mm high so the MiniMag will fit in places previously impossible using traditional magnetic thermocouple designs. The design allows for use even in areas where the surface may not be flat.
The strong samarium cobalt magnet allows quick reliable strong fixing (Max Energy Product 32 MGOe) to any steel surface and is almost totally unaffected by temperature even at 200 °C. The Samarium Cobalt (Sm2Co17) magnet has a magnet temperature coefficient of only -0.03% per degree °C. This means only 7% loss in magnetic strength even when operating at 250 °C. The magnet is
encapsulated within the thermocouple housing so there is no direct contact between magnet and coating. This creates a significant benefit for coating processes such as Ecoat where adhesion between the thermocouple and cured coating layer may be problem. The MiniMag thermocouple can be removed efficiently post cure without any risk of damage to the magnet and significantly less risk of damage to the product coating.
In routine monitoring thermocouple cable damage over time is to be expected with the physical and thermal demands of many processes. Conventionally this would necessitate the costly replacement of the complete damaged thermocouple. To minimise the cost of such action PhoenixTM have designed the magnetic and clamp thermocouples with a unique replaceable cable option. This design feature offers a cost-effective on-site repair solution, reducing long term running costs. Customisation of the cable lengths to suit changes in different applications is a further benefit of the interchangeable cable design.
PhoenixTM Thermocouple Range
PhoenixTM Compact Thru-process Paint & Powder Oven Temperature Profiling System
Gas Process Burners
FD Series Packaged Oven/Dryer Burners
•Speci cally designed for process air heating applications in convection ovens and dryers
•High turndown/short ame lengths providing accurate process temperature control
•High ef ciency gas + air modulation, gas only modulation and simple high/low control options
•Heat Input Range: 9 kW – 1550 kW
TX Series Gas Fired Process Tank Heating Systems
•High ef ciency (80%+) heating of all types of spray and dip process tanks
•Compact high ef ciency small diameter immersion tube heat exchangers occupying minimum tank space
•Accurate performance modelling using Lanemark TxCalc design software
•Heat Input Range: 15 kW (1½") – 1150 kW (8")
Midco HMA Series Air Replacement or “Make-Up” Air Heating Burners
•Direct red, high ef ciency burner systems, for high volume air heating applications such as paint spray booths, ovens and dryers.
•Supplied either as Midco burner heads for OEM system integration or as Lanemark DB or FDB complete packaged systems including modulating gas valve trains and controls
•Wide range of ring rates to suit alternative temperature rise and air velocity system requirements
•DbCalc system design software
FD-C
Midco
For nonferrous metals such as aluminium the go to thermocouple of choice is the clamp thermocouple alternatively for permanently rigged test pieces the washer thermocouple may also be a viable option.
For composites, plastics the recommended thermocouple is the responsive, low thermal mass, exposed junction thermocouple attached using high temperature tape. The versatile thermocouple can also be used also for air/environment monitoring possibly during essential oven survey operations (TUS). The exposed junction
thermocouple is the perfect choice if monitoring paint cure in an IR oven (electric emitter or catalytic gas / radiant heater). The low thermal mass thermocouple can be overcoated to measure accurately the rapid surface heating at the interface between substrate surface and the coating, making it ideal for the challenges of the IR Cure application for the following reasons.
Speed of heating
A thermocouple that will respond quickly to fast substrate temperature changes. Combined with a high sampling rate to give profile resolution.
Line of sight
Thermocouples located on the part to detect areas that may not get direct IR so no direct heating other than via conduction or additional convection effects.
IR absorption depth, Substrate or Coating influence
For medium wave (2-4 µm) IR penetration depth is normally just into
Automated Water & Effluent Ltd
the surface coating not substrate.
Possible that the coating chemistry and colour may affect the amount of IR absorbed (Short Wavelength IR <2 µm). Black coatings tend to absorb radiant energy more readily than other colours while whites and silvers reflect. The thermocouple needs to be able to measure the interfacial temperature between substrate and coating layer.
IR Absorption by Thermocouple
Need to eliminate direct IR absorption by the thermocouple sensor if in line of sight by overcoating.
If confidence in measurement accuracy and precision is important in your product temperature profiling strategies, remember the thermocouple you choose is critical. Contact PhoenixTM today to learn more about how we can help you maximise your test and measurement performance and reduce consumable costs.
Find out more at www.phoenixtm.com
We have an in-house team of qualified engineers able to design and build control panels and process equipment specifically to fit your requirements.
A wide range of our control instrumentation, dosing pumps and chemical process equipment is available on short delivery.
• Custom Designed & Built Control Panels
• pH & Redox Controllers & Electrodes
• Conductivity Controllers
• Liquid Level Controllers
• Open Chanel & Magnetic Flow Meters
• Data Loggers
• Dosing Pumps & Tanks
Call today for a quote or to inquire.
MiniMag Magnetic Thermocouple with unique replaceable cable design
Automated Water & Effluent Ltd have been supplying process control equipment to the metal finishing and surface finishing industry.
New and used vibratory finishing machines and systems from 2 litres to 4000 litres
Finishing media; Ceramic, Plastic, Wood, Steel and Maizorb
Liquid / powdered / paste compounds
Abrasive finishing wheels
Vibratory separators / sieving machines and re-meshing service
Repairs and relines
Effluent water treatment systems
Redundant machines purchased
Consultancy
Subcontracted finishing and industrial sieving services
SHARMIC FOR FAST, FRIENDLY SERVICE
Experienced Engineers After sales technical support Nationwide deliveries
Sharmic Engineering Ltd
Tel: +44 (0)1299 822135 / 878123/4/5
Email: info@sharmic.co.uk www.sharmic.co.uk
THE RIGHT TOOL FOR THE JOB:
Benefits of BOWMAN XRF analysers for Electroless Ni plating
Electroless nickel (EN) is industry’s most common plated fi nish. It’s widely used for applications that demand wear resistance, hardness and corrosion protection particularly if parts have complex geometries. It is also used in PCB manufacturing within a process known as ENIG, electroless nickel immersion gold.
For those working with EN, quantifying Phosphorus (P) is critical because of its direct effect on corrosion performance, and hardness properties. The exceptional hardness of low- phosphorus EN (typically 500-720 HK) has made electroless nickel a popular replacement for chromium, and for this phosphorus MUST be at low levels (typically 1 – 4 %).
Surprisingly, many platers don’t test for phosphorus content in-house, relying instead on their chemical suppliers or an outside lab. What they often don’t realise is that phosphorus can be quickly and precisely measured with X-Ray Fluorescence (XRF) analysis, a proven and familiar quality tool, but only if the instrument has the right detector.
For years, many XRF systems have utilised low-cost proportional counter detectors, and whilst these prove effective for many applications this older-style technology is challenged when it comes to accurately measuring phosphorus in EN plating. The low resolution coupled with low sensitivity for lighter elements means that whilst Nickel can be measured, phosphorus can only be inferred or assumed. Some platers (you know who you are) say “we pretty much know where we are on phosphorus, and it doesn’t vary that much. So, it’s fine just to assume and maybe measure externally once or twice a month.” (an actual quote.)
Others acknowledge that regular routine measurement would be advantageous, either to prevent rejects, or to allow the quoting of a broader range of more lucrative, albeit tighter spec, programs. For these more progressive approaches, the ‘right tool for the job’ and hence the right XRF system and detector is paramount.
More modern XRF systems employ Silicon drift detectors (SDDs), which are widely becoming preferred for the measurement of plating and coatings. Their count rates and resolution are the highest by far, and for EN platers or customers that demand verifiable phosphorus numbers, the SDD is a slam-dunk for performance and reliability. This enables accurate quality control of both thick and thin deposits, and much lower phosphorus (and other element) concentrations can be measured, including for multi-layered applications. For those
looking to innovate for the future, the conundrum has always been ‘shall we make investment now or wait?’. This has been compounded by the perceived higher cost of SDD detectors in XRF systems, but no longer.
BOWMAN XRF systems are unique in offering SDD detectors as standard across their wide instrument range, whilst importantly maintaining low-cost of ownership. Companies across the UK are now utilising these systems for the optimum quality control analysis of EN plating and many other applications, including the monitoring of plating bath solutions. Whether requiring low footprint systems for tight workshops, or larger chambers for bigger parts or complex geometries the BOWMAN XRF systems offer a solution; and with simple to use pattern recognition software and motorised sample stage options the ability to achieve maximum efficiency has never been easier.
This improvement in standard configuration of XRF plating thickness testers, using SDD detectors has broadened capabilities and opportunities for all plating shops. Until the next leap in technology comes, the scope for enhanced performance without having to spend more money is available today.