



CRB is an architecture, engineering, consulting and construction company dedicated to the success of our clients in creating products that nurture bodies and save lives. We work with you to develop and bring your products to market quickly and in a cost-effective manner through comprehensive services that span project and facility lifecycles.
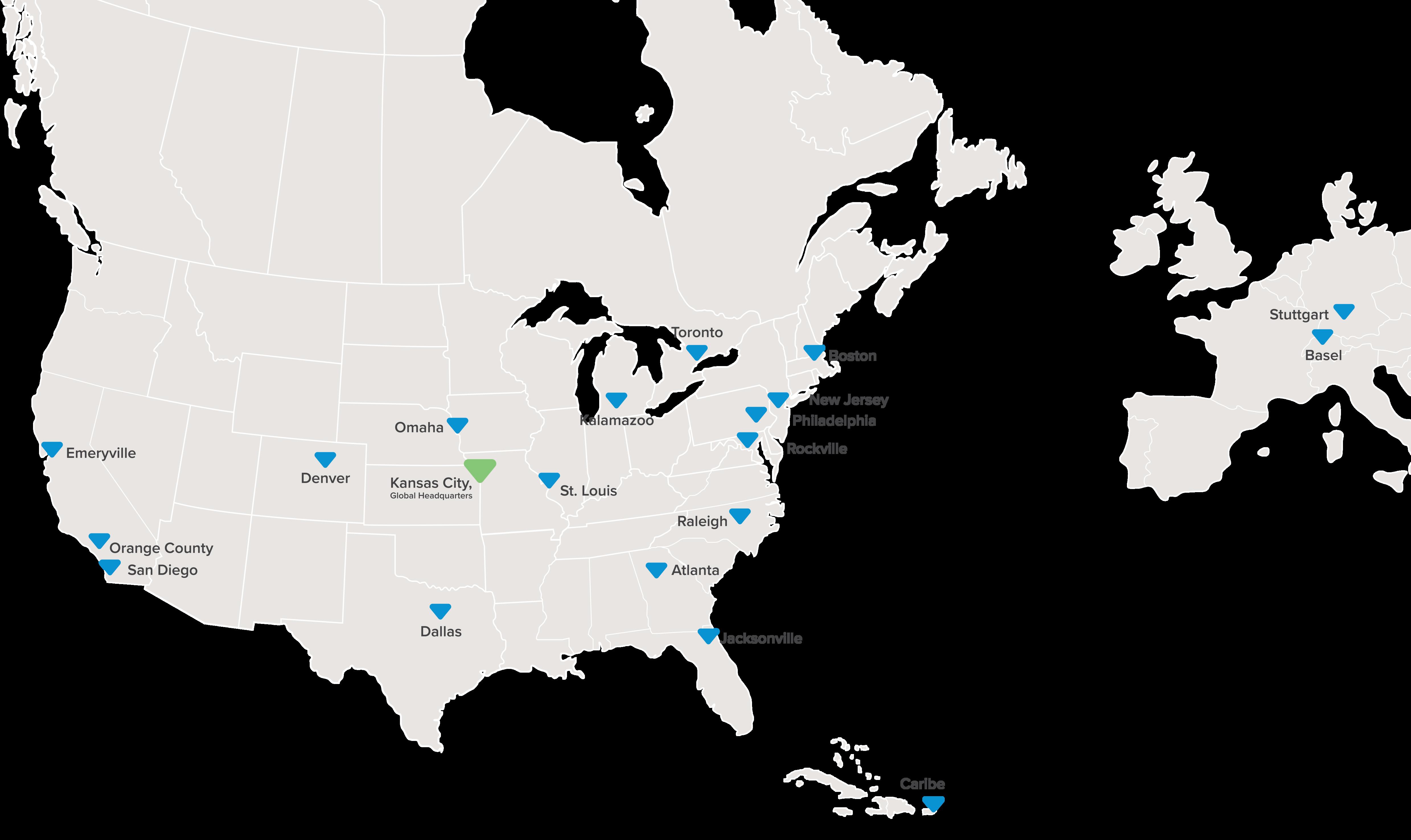
We are a team of more than 1,300 strong across more than 20 offices throughout the world. CRB’s Construction Services Group was founded in 1997.
The company was founded in 1984 when Jeff Biskup joined fellow engineers Doyle Clark and Gerry Richardson in creating a company focused on high-tech engineering projects. Over the ensuing 40 years, CRB has grown from a three-person team working from a home basement in suburban Kansas City into a leading international provider of engineering, construction, architecture and consulting solutions from 20 locations in across North America and Europe.

TECHNICAL EXCELLENCE
Always strive for the highest standard of technical knowledge, creativity and execution.
RESPONSIBILITY
Lead by example, act with integrity, value the health, safety and well-being of others and be accountable to the relationships we build.
ENTREPRENEURIAL SPIRIT
Empower each other to take ownership of opportunities that lead to growth, innovation and success.
COLLABORATION
Support, mentor and encourage one another as a team united by a passion to do what’s right for our clients.
FUN
Enjoy what we do by creating a sense of community, lasting friendships and fulfilling experiences.
CRB’s single-minded focus on putting our clients’ interests first—every day, on every project—defines us as a firm and helps us understand the specialized needs of therapy manufacturing and research facilities.
We understand that each client is unique as are each of their projects. We scale our comprehensive portfolio of services and resources based on what you need to be successful. We deliver in all areas of project execution—from strategic planning and initial project programming to conceptual and detailed design to full-service construction management to ongoing operational support.
Our mission is to provide best-in-class solutions that drive success and positive change for our clients, our people and our communities. Our mission applies to what we do and how we do it. Recognizing our impact and influence in the communities we serve, we pursue corporate social responsibility through the lenses of people, community and planet.service construction management to ongoing operational support.



• Facility engineering
• Process engineering
• Automation engineering
• Structural engineering
• Process utilities
• Packaging

• Industrial engineering
• Pre-design/planning
• Conceptual design
• Basis of design
• Construction documents
• Construction administration
• Interior design
• Process architecture

• Pre-construction
• Construction management
• Virtual design + construction
• Staff augmentation
• Safety
• Quality control
• Procurement

• Planning
• Operations improvement
• Strategic facility planning
• Sustainability, LEED, + WELL
• Process simulation
• Regulatory compliance

RNA THERAPIES CELL + GENE THERAPY

MONOCLONAL ANTIBODIES + THERAPEUTIC PROTEINS

ASEPTIC + STERILE PRODUCTS

In 2022, CRB launched the Fellowship Program, designed to elevate the careers of our organization’s industry differentiating subject matter experts. Senior Fellows and Fellows are instrumental in assessing industry trends and informing CRB’s strategy for continuous preeminence while identifying and managing risks during project execution and delivery on a global scale. Additionally, they help our clients navigate the unique challenges of highly technical and novel projects. As they pursue technical expertise, Senior Fellows and Fellows lead the development and implementation of cutting-edge technologies and innovations and champion growth programs within the company. These individuals are key mentors for fellow CRBers, fostering continuous learning and lighting the career path for others.
The program is grounded in four pillars: Global Expertise, Thought Leadership & Industry Impact, Mentoring and Innovation. Senior Fellows and Fellows will be instrumental in assessing industry trends and informing CRB’s strategy for continuous preeminence while providing technical leadership to deliver the most critical projects in CRB’s global pipeline. Additionally, they will support clients and CRB in managing risk while navigating the unique challenges of highly technical and novel projects. As they pursue technical expertise, Senior Fellows and Fellows will lead the development and implementation of cutting-edge technologies and innovations and will champion growth programs within the company.


“
Delivering innovative and elegant solutions for our clients’ most challenging needs is at the core of CRB. This is another career milestone for CRB employees while also providing a new mechanism to recruit technical talent.
Noel Maestre, Vice President of Life Sciences
CRB people are in constant pursuit of learning, sharing and providing world-class technical excellence. While we are innovative and forward thinking we believe our first and foremost responsibility is to provide the RIGHT solution that meets our clients' technical and design needs.
For two decades, CRB’s thought leaders have been involved in the development of Pharmaceutical industry Standards, including the authoring and co-authoring of ISPE Baseline Guides. Working regularly with industry leaders, peers, regulators and compliance specialists has enabled CRB to gain unparalleled knowledge of the regulatory trends and standards that shape the future of facility design. Our subject matter experts are sought-after speakers and authors, providing insights on the technical challenges affecting advanced technology clients today and in the future. We are proud to contribute to the best practices that deliver cost-effective, safe and successful solutions for our clients and the industry.

CRB’s Life Sciences report focuses on the similarities and differences between North America and Europe to examine the trends that will determine how quickly the next revolution in lifechanging medicine will unfold
CRB provides market intelligence for our clients and partners to keep them abreast of market fluctuations

Fresh insights to maximize your efficiency and quality
2
1
3800+ projects
575+ sites CRB has worked on ~ $3.55B CRB cumulative compensation for projects
38+ countries CRB has worked in
350+ clients CRB has worked with who are leading the way for the biotech industry
Our experts have more than 325 years of combined experience
196 cell therapy and 212 gene therapy projects to date
55 Subject Matter Experts across the globe
CRB has worked on C> projects in over 12 countries
180 clients supported who are leading the way for the C> industry
Designed and built 23 C> projects
3
80+ vaccine project completed
$1.5B TIC of projects
32+ vaccine clients Vaccines
5
450+ filling projects to date
~ 2B cumulative installed cost for filling projects
1994 CRB’s 1st filling project
4 of the 8 ISPE Baseline Guides®
3 ISPE Good Practice Guides
1996 CRB’s 1st international filling job
CRB installed the 1st potent compound fill line in the US
185+ oligo + peptide projects since 2014
10 approved drugs CRB has worked on
1996 CRB’s 1st oligo project
15 oligo expansion studies in 2021 and 2022
$20M peptide projects since 2020*
30+ clients
$1-2B Capex of CRB oligo designs since 2018*
1992 CRB’s 1st peptide project
*engineer and architect of record
6
35 separate clients in Phara, Biotech and Biomedical research*
15 significant planning studies, from master plans to utility systems
10+ critical equipment upgrades for cage & rack washers and decontamination systems*
45+ vivarium facility design projects for new construction and renovation*
Repeat work for three or more projects contracted with 1/3 of our clients
*since 2010
7
325+ QC lab project*
130 testing labs*
465 research labs*
40 teaching labs*
*since 2018
CRB provided design services to fit out an existing shell with three new production kits that mass produce a COVID-19 mRNA vaccine for a global contract development and manufacturing organization (CDMO). Our client began GMP production in the first kit just eight months from project kick-off as a result of close collaboration between our multi-national design team in Europe and the United States, key project stakeholders, and equipment vendors.
CRB engaged with the vaccine developer’s partner in the U.S. to understand the process for manufacturing the vaccine. Our team was able to translate the evolving process requirements into flexible and adaptable floor plans that enabled the team to lock the layout and start procurement of long lead items. Long-lead equipment items were delivered in less than six months because of exceptional long-lead procurement planning and a shared commitment with key vendors, who gave vaccine manufacturers priority to speed delivery of the vaccine.
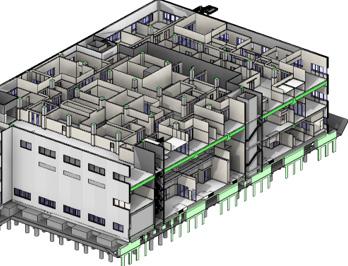
CRB worked in close collaboration with the CDMO and their EPCM lead during the concept phase to develop the 3D model, architectural floor plans, and all required facility and utility flows.
During the detailed design phase, CRB supported the EPCM contractor, through model coordination, process design, and clean utilities design. We also provided procurement support and supported a universal utility panel and interdisciplinary connections that enabled construction to begin in parallel with design.
CRB team members based in Basel supported the client through start-up, commissioning, and qualification process. All required documentation and support for field walks and start up support were developed and executed with the client and their CQV team as one, well-aligned unit.
Ultragenyx, a biopharmaceutical company involved in the development of novel products for the treatment of rare and ultra-rare diseases, partnered with CRB to design its first GMP gene therapy manufacturing facility.
The new 110,000-square-foot facility enables in-house manufacturing of Ultragenyx’s pipeline of clinical and commercial stage adeno-associated virus (AAV)-based gene therapies. The facility has two independent manufacturing suites with capabilities to support the drug product supply chain network and leverage the benefits of single-use technology.
CRB’s design team created an elegant building that facilitates efficiency and reflects the Ultragenyx culture. The architectural design celebrates the science that is driving the facility through a variety of glazing strategies, leveraging natural light, and creating environments for people to decompress via connections to the woodlands surrounding.
The first floor of the facility is dedicated to two stand-alone bulk drug substance manufacturing suites, high-bay warehouse storage and double height lobby space. The second floor contains a single, drug product suite, raw materials and electron microscopy laboratories along with a variety of “neighborhoods” to support multi-function collaboration, meeting, conferencing and office spaces. The two levels are separated by a walkable ceiling above the manufacturing equipment platform and an amenity cafe that vertically connects the facility.


CRB is providing engineering, procurement and construction management (EPCM) services to integrate drug substance manufacturing capabilities into ongoing CGMP drug product manufacturing operations. The Drug Substance project enables the client to bring manufacturing capabilities inhouse, from solution preparation through cell culture, infection, purification, freeze and thaw, and storage of products, in addition to connected building services.
CRB completed the Concept and Basic Design phases of this project to identify and develop execution strategies with the client team. CRB also completed the Detail Design phase of the facility that meets international CGMP guidelines and is compliant with Biosafety Level (BSL) 1 and BSL 2 requirements. Early design phases involved:
• Working within governmental permitting requirements to enable the project to advance quickly.
• Determining how to transfer and optimize existing cell culture process used by the client’s CMO for use in the integrated facility.
• Layout coordination that connects new drug substance manufacturing to the existing drug product operations to optimize onsite logistics and operations.
• Development of a phasing plan that optimizes the clients cash flow versus capacity, which led to a multi-phase execution approach.

• Preliminary project execution planning involved scheduling, procurement planning by trade package, equipment procurement, and an overall project schedule from basic design through operational qualification. The team also evaluated modular construction against traditional clean room construction.
• Defined and mitigated bottlenecks within the schedule through strategic execution planning to support appropriate cost and schedule documentation in the concept design report.
Special focus on procurement, expediting, equipment delivery, and staffing have enabled the project to remain on budget and schedule despite prevalent industry supply chain disruptions resulting from the global pandemic. Extensive use of BIM modeling provides for ongoing coordination of design and integration with existing building services and operations. CRB is providing construction management and commissioning for all building services, process and process utilities systems and equipment, electrical, and automation systems.
CRB is providing engineering, procurement and construction management (EPCM) services to develop construction documents for the renovation and addition of a new peptide manufacturing line.
The new manufacturing suite included the required utilities including a new purified water system, new solvent and waste handling systems, new clean dry air system, new HVAC, new clean-in-place skid, extending existing nitrogen branch lines and vacuum/vent system lines.
The client plans to renovate their manufacturing building in order to create a new manufacturing line dedicated for peptide manufacturing processes.
The new manufacturing area includes the following processes:
• SPPS peptide synthesis
• Cleavage and deprotection
• Diafiltration
• Pooling and purification stages (Chromatography)
Pfizer’s Freiburg site currently produces six billion tablets and capsules annually, which are distributed to more than 150 countries worldwide. Pfizer developed HighCon, a new production facility, to increase output at the Freiburg site to more than seven billion tablets annually. This expansion also serves as an investment strategy for Pfizer, as the new plant produces OEB-4 products on a contract basis, for which Pfizer expects a high-volume demand. The HighCon facility is 13,500 square meters and features a technically advanced and sustainable design.
CRB provided engineering, procurement, and construction management services for this state-of-the-art facility, which produces tablets and capsules made from highly effective active ingredients. The new multipurpose OEB4 building has many advantages, including its own media supply, cold supply, compressed air, electrical connection, and building management system. To significantly reduce energy consumption, CRB designed an innovative ventilation concept that allows the parallel production of different drugs through two separate ventilation systems.
CRB collaborated with Pfizer to develop and implement the project’s automation and digitalization concept. The planned modules implemented in the HighCon design include Building Information Modeling (BIM) and 3D design, a fully electronic batch record (EBR) system, PAT—real-time release, automated material storage and handling, automated material dispensing, and digital HVAC concept DAHU, ALCOA design.
The new construction includes three levels: a two-story multi-product factory, a shell space for a potential third-floor production space, and a technical center in the attic. The project was executed under high safety standards (EHS) and measures against COVID-19 and had a zero-incident report. The facility is designed LEED-certified.

Facility expansion increases manufacturing capacity
Avid Bioservices, a leading biopharmaceutical CDMO, partnered with CRB on the design to expand the manufacturing capabilities at its existing Myford facility located in Tustin, California. The goal for this expansion, Drug Substance Line 3 (DS 3), was to augment Myford’s existing Drug Substance Line 2 (DS 2) to meet the surging demand for mammalian cell culture production of clinical and commercial biologics in the market, reaffirming the client’s commitment to being a trusted partner for delivering innovative and high-quality biopharmaceuticals.
The project not only involved increasing manufacturing capacity but also encompassed several critical components. These components include quality control labs, standardizing equipment platforms, walkable ceilings, warehouse reconfiguration, loading dock expansion, and the construction of a new central utilities plant.
Enhancing bioprocessing capabilities while de-risking operations
Designed to process up to 20kg of bulk protein per batch, DS 3 is one of the largest fully disposable, CGMP cell culture manufacturing suites in California. From start to finish, the production process utilizes a variety of singleuse technologies, including single-use bioreactors (SUBs), single-use mixers, and tubing sets, which eliminates the
risk of cross-contamination. This capacity expansion project includes the build-out of a ballroom design for SUBs in the upstream area supported by two identical harvest downstream processing suites. Additionally, the media and buffer prep suites are integrated within the cleanroom space creating safe and efficient operations for the manufacturing formulation employees.
The SUBs in DS 3 include 3 x 100L, 3 x 500L, and 6 x 2,000L systems. All bioreactors at Avid Bioservices, spanning from process development to DS 2 and DS 3, employ identical hardware, control systems, and bag designs. This uniformity aims to enhance not only process reproducibility but also streamline operator training and vendor management programs. These versatile bioreactors increase manufacturing flexibility and enable Avid Bioservices to meet diverse production requirements. For instance, they can use a 100L SUB for small-scale production or combine multiple 2,000L SUBs (multiplexing) for large-scale commercial projects.
The facility integrates approximately 33,000 square feet of prefabricated modular cleanroom panels from AES technology, creating ISO 7/8 cleanroom space. The facility layout prioritized a functional and efficient interior,

strategically placing rooms and processes to minimize personnel, production, and material movement. The use of prefabricated modular panels for the cleanrooms represents an innovative design approach to ensure optimal manufacturing conditions. This underscores the client’s commitment to upholding the highest cleanliness standards and rapid delivery of space to the market.
In addition to the capacity expansion, the Myford facility integrated a central utilities plant. This plant includes a 1,000ton chiller plant, two microbulk tanks for process gases, backup generators, and hot water boilers. The design and installation of these utilities incorporate N+1 redundancy, considering
equipment maintenance. This ensures the Myford facility’s capability for continuous 24/7, 365-day operation—an essential aspect to accommodate heightened production needs and provide comprehensive facility support.
The final facility is purpose-built with cutting-edge, single-use technologies and backed by redundant utilities. Its design facilitates clinical and commercial biologics production, providing over 20,000L of single-use bioreactor capacity to meet current market demands. Drug Substance Line 3 advances the client’s vision to be a dependable and trusted partner for biologics development and manufacturing services.

