DRY ICE
IN PLASTIC & RUBBER MOLDING
WHAT IS DRY ICE?


THE MOST SUSTAINABLE SOLUTION ON THE MARKET
CLEAN IN-PLACE
EXTEND PRODUCTION RUNS, IMPROVE PART QUALITY & REDUCE OPERATING COSTS FOR INDUSTRY 4.0
IoT-ENABLED MACHINES
the MAGIC of
PLASTICS BOOK #0763_10072022
NOW YOU SEE IT, NOW YOU DON'T
Want to utilize more efficient and environmentally sustainable cleaning methods? Want to lower your Greenhouse Gas (GHG) emissions score? Start using dry ice.
It's no secret that sustainability and ESG initiatives are rising to the top of the corporate priority list. Plastic processors are aligning their corporate goals to remain responsible, competitive and resilient. Utilizing dry ice in several applications in plastics processing is helping the industry move into a circular economy to better protect our environment. How? The CO2 utilized for the production of dry ice is a Carbon Capture and Utilization process that involves using recycled CO2, and replaces environmentally harmful solvent cleaning processes.
Plastics and Rubber processors are under great pressure to increase the productivity of their equipment, improve the quality of their parts and reduce costs. This can be a balancing act between using the most effective technologies and working within a tight budget.
Mold cleaning remains a critical component of producing quality products. Cleaning mold cavities and vents of resin off-gasses, cured material or mold release agents can prevent numerous common molding problems such as short shots, burns, flash, contamination, etc. Cleaning is often delayed because traditional methods cause extended downtime and often involve the use of chemicals or mechanical means that are harmful to employees, abrasive to the tooling and can wear away critical mold tolerances.
We understand this problem and offer solutions to clean molds more often, faster, cheaper and non-abrasively, in a sustainable, environmentally sustainable manner. Cold Jet’s Dry Ice Environmental Cleaning and Surface Preparation (ECaSP) systems present a proven solution to accomplish productivity, quality and cost reduction initiatives that many plants are pursuing.
Dry ice is also utilized in our industry to deburr and deflash plastic parts. Thermoset parts will always have flash (sometimes thermoplastic parts as well), and the part geometries do not always lend themselves to tumbling. Our solutions are often completely automated.
Lastly, we offer solutions with on-demand dry ice production and blasting for the surface preparation/cleaning of plastic parts prior to painting. Cold Jet systems are designed for easy integration into existing automated paint line systems. They replace aqueous cleaning methods and the associated problems that come with wet cleaning: large floor space needed for drying oven, high operation costs for a drying oven and water reclamation system and scrap parts that do not dry thoroughly.
Thank you for your interest in our technologies and solutions. As you explore this magazine, you will discover the numerous problems that dry ice is solving in our industry. We look forward to working with you on your next dry ice cleaning project. Should you have any questions, or if we can be of assistance in any way, please do not hesitate to contact us.
 Steve Wilson Applications Development Director
Steve Wilson Applications Development Director
Americas. Europe. Asia-Pacific. PLASTICS BOOK #0763_10072022

TABLE OF CONTENTS BY
NUMBERS GLOBAL DRY ICE MACHINE INSTALLATIONS With no signs of slowing down 19,000
to Dry Ice Cleaning 01. What is Dry Ice? 03. How Does Dry Ice Cleaning Work? 02. Why is Dry Ice Used for Cleaning Dry Ice Cleaning in the Plastics Industry 08. Plastic Mold Cleaning 13. Extrusion Line Cleaning 09. Injection Mold ROI 14. LSR & LIM Mold Cleaning 10. PET Preform 15. Medical Device Mold Cleaning & Deburring 11. Blow Mold 16. EV Batteries 12. Deflashing & Deburring 17. 3D Printing/Additive Manufacturing Dry Ice Cleaning in Rubber & Composites 18. Rubber Mold Cleaning 19. Composite Tool Cleaning Customer Service & Machine Specs 20. Cold Jet CONNECT ® 26. Aero2 PLT 60 23. Aero2 PCS 60 27. COMBI PCS System 25. i3 MicroClean 2
THE
Introduction
IMPROVE ESG SCORES WITH DRY ICE
Due to the fact that dry ice is recycled CO2, it will not contribute to your greenhouse gas score. In the calculation of a carbon footprint, CO2 is accounted for at the producer level. It is not counted a second time at the point of use.

WHAT IS DRY ICE?
GIVING
THE MOST SUSTAINABLE SOLUTION ON THE MARKET
Dry ice is based on the conversion of captured carbon dioxide (CO2) into a value added, commercially useful product. It's the product of the carbon capture and utilization (CCU) process in which CO2 is captured at industrial, biogas, or ambient air capture facilities, converted to liquid CO2, and transformed into dry ice - giving it a second life as a cooling and cleaning medium.
California Air Resources Board
FACTORY
DRY
solid
2
CO2 path
COMMERCIAL STORAGE TRANSPORT ON-SITE STORAGE PHASE CHANGE gas to liquid
PHASE CHANGE liquid to solid
ICE
CO
CO 2 A SECOND LIFE
THE UNIQUE CHARACTERISTICS OF DRY ICE
Dry ice is non-abrasive, non-conductive and will not damage surfaces or equipment. By sublimating on impact, no secondary waste is left behind. It is also non-toxic and safer for employees than traditional cleaning methods. These attributes make dry ice cleaning an efficient, cost effective, environmentally sustainable, and occupationally safe cleaning solution.
40%
Estimated amount of water used at industrial facilities for sanitation
Dry ice eliminates single use brushes, pads, and rags that end up in landfills
60%

Average cost of water increases from 2010 - 2019 in 30 largest US cities
Eliminate downstream contamination, reduce GhG scores, and improve worker safety by removing solvents









We strive for a balance between economic, environmental and social goals. We categorically reject the ruthless pursuit of a profit at the expense of the environment. This process supports the environmental program of Geberit Productions AG.
-
Engineer |






2 Learn more at coldjet.com PLASTICS BOOK #0763_10072022
CLEANING
ICE CLEANING
TRADITIONAL
DRY
Water Stop Production, Cool,
Tool,
Clean, Transport, Reinstall Tool, Reheat, Restart
Clean on-line during production
Contaminant Contaminant Chemicals
Pull
Transport,
Production
Plastics
Geberit Productions AG WHY IS DRY ICE USED FOR CLEANING?
REDUCE EMISSIONS WATER FREE RECYCLED PRODUCT CHEMICAL FREE WASTE FREE
Impact of pellets creates a kinetic energy effect. The soft dry ice is accelerated by compressed air through specially designed nozzles at supersonic speeds.


Cold temperature of dry ice pellets creates a thermal effect. The temperature of dry ice (-109F/78.5C) causes the contaminant to embrittle. This helps break the bond between the substrate and the contaminant.

Expansion of the dry ice pellets. Dry ice pellets sublimate upon impact, volumetrically expanding in size by 800%, removing the contaminant.
Dry ice cleaning is similar to sand, bead and soda blasting in that it prepares and cleans surfaces using a media accelerated in a pressurized air stream. It differs in that dry ice cleaning uses solid CO2 pellets or MicroParticles, which are blasted at supersonic speeds and sublimate on impact, lifting dirt and contaminants off the underlying substrate.
I
C
E
KINETIC ENERGY THERMODYNAMIC SHOCK CO 2 EXPLOSION WORLDWIDE PATENTS More patents than any competitor 250+ BY THE NUMBERS ANNUAL REVENUE USED FOR R&D 3%+ Higher R&D spend than other industry leaders 7.2%
Because dry ice is non-abrasive and turns to gas, you are left only with a clean surface that extends the asset life of your mold.


IT'S ALMOST LIKE MAGIC!
SUBLIMATION HOW DOES IT WORK?
Dry ice blasting definitely results in a superior clean, and with less downtime, we have been able to increase production. Our automotive customers have very stringent quality control procedures and demands, and dry ice blasting has helped us meet those requirements.
Vice President | Husky
INCREASE PRODUCTIVITY. IMPROVE PRODUCT QUALITY.
Dry ice environmental cleaning and surface preparation systems allow for cleaning tools on-line and at operating temperatures, thus increasing machine uptime, mold asset life and profitability.
40%+ BY THE NUMBERS
5 Americas. Europe. Asia-Pacific. PLASTICS BOOK #0763_10072022
–
GLOBAL DRY ICE TECHNOLOGY MARKET SHARE Dominating the global market place in dry ice solutions for cooling & cleaning

Maintaining clean mold cavities and vents is a major concern for plastic part manufacturers in meeting today’s high quality standards. The build-up of unwanted surface residue from either the product mix itself, mold releases or the labeling process can create various problems, ranging from product release (“knock out”) to inferior product quality and possible tool damage. Flash on the product also creates challenges for manufacturers. Mold halves can leave a parting line in the final product, and that parting line, or flash, must be removed to preserve product quality.
Traditional cleaning and deflashing methods involve tedious and ineffective manual processes using chemicals and hand tools. Cold Jet’s alternative cleaning process provides a non-abrasive and environmentally sustainable method that allows molds and products to be cleaned in a fraction of the time, allowing increased cycles between preventive maintenance. In addition, molds can be cleaned hot and in-place, without water, chemicals or the creation of secondary waste.
PROVEN APPLICATIONS
BLOW MOLD
COMPRESSION MOLD
EXTRUSION DIE
INJECTION MOLD
PLASTIC INJECTION SCREW
PLATE-OUT & OFF GASSING
THERMOFORM MOLD
URETHANE MOLDS & OVERSPILL
PRODUCT FINISHING: DEBURRING MACHINED PARTS
DEFLASHING & SURFACE / PARTING
GLOSS LEVELING LINE VENTS
DRY ICE CLEANING IN THE PLASTICS INDUSTRY
70+ BY THE NUMBERS
COUNTRIES WITH COMMERCIAL ACTIVITY
Nearly 300 Cold Jet employees and over 30 Cold Jet distributors support our global install base
MOLD CLEANING
Cold Jet’s ECaSP systems have helped molders reduce annual costs and meet stringent industry demands: 6-Sigma, Kaizen, 5S, TPM (Total Productive Maintenance). Our systems enable molders to optimize their manufacturing process by cleaning contaminants from cavities, vents and hard-to-reach places faster, better and more economically than traditional methods. This can reduce cleaning times by as much as 75% and decrease annual mold cleaning costs by as much as $50,000.
TECHNICAL MOLD CLEANING


Molders are very familiar with the requirements of precision (high-tolerance) and micro-molding parts and the difficulties that come with them. Keeping small orifices, micro-cavity production molds - as well as the deep, complex geometry of micro tools - clean is a critical concern when manufacturing high-tolerance plastic parts. Dirty molds cause vents to fill up and cause a variety of molding problems: burns, short shots, foreign particles, flash and plate-out. After the vents fill, a sticky and sometimes abrasive off-gas is forced between other close-fitting tooling. Mold damage can also occur from trapped air “dieseling” or “jetting” due to clogged vents.

8 Learn more at coldjet.com PLASTICS BOOK #0763_10072022
CLEAN IN-PLACE no disassembly required IMPROVE PART QUALITY NON-ABRASIVE no damage to product or equipment ENVIRONMENTALLY SUSTAINABLE no secondary waste REDUCE SCRAP REDUCE PRODUCTION DOWNTIME REDUCE CLEANING TIME
MOLDING (IMM) PAYBACK EXAMPLE
Example calculated based on: Maximum production, pre-set mold cycle time, estimated profit per preform, etc. Not taken in consideration: Savings by labor cost, reduced repair costs, extended equipment lifetime.

9 Americas. Europe. Asia-Pacific. PLASTICS BOOK #0763_10072022 48 CAVITY IMM 96 CAVITY IMM 144 CAVITY IMM PRODUCTION MAXIMUM hour/year 8,400 hours 8,400 hours 8,400 hours TIME SAVINGS per Week with Cold Jet 1.5 hours 2.0 hours 2.5 hours TIME SAVINGS per Year with Cold Jet 78 hours 104 hours 130 hours EFFICIENCY IMPROVEMENT with Cold Jet 0.9% 1.2% 1.5% EXTRA HOURS PRODUCTION 78 hours 104 hours 130 hours MOLD CYCLES per Hour 360 molds 360 molds 360 molds EXTRA PREFORMS MADE per Year 1,347,840 more preforms 3,594,240 more preforms 6,739,200 more preforms PROFIT per Preform $0.0035 per preform $0.0035 per preform $0.0035 per preform PROFIT per Year from Extra Production $4,831 per year $12,883 per year $24,155 per year PAYBACK-TIME per IMM in Months 89 months 33 months 18 months PAYBACK-TIME per 5 IMM in Months 18 months 7 months 4 months
Contact us for a personalized payback calculation
INJECTION
Manual Cleaning vs Dry Ice Blasting
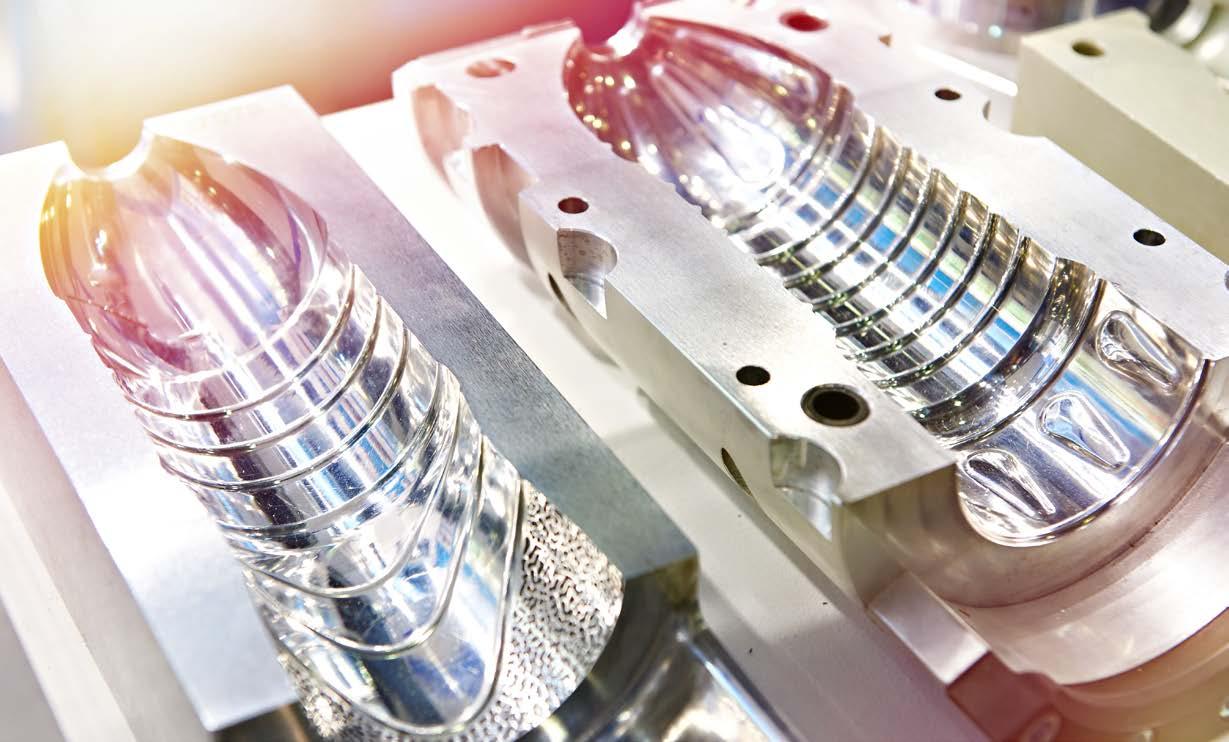
PET PREFORM MOLD CLEANING
Cold Jet systems have helped packaging molders meet stringent productivity demands. Our systems help molders clean faster, better and more economically, increasing production capacity and improving product quality. Mold cleaning times can be reduced by up to 75% with Cold Jet.

Dry ice cleaning technology allows molds, lock rings, cores and gate inserts to be cleaned without the disassembly of the stripper plate and while the mold is still in the press. The system also cleans blow molding machines, palletizing equipment, conveyor belts, airveyors and glue machines.

10 Learn more at coldjet.com PLASTICS BOOK #0763_10072022 Core Half Lock Ring Core Neck Ring
Gate Insert Core Cavity
Cavity
Difficult to Clean Easy to Clean
In addition to the molds, conveyor and PET dryer, we have also eliminated nearly three days of downtime by using Cold Jet's system to clean the injection screws on our presses, a process that usually required us to send the screws offsite.
–
Set-Up Supervisor | Silgan
BLOW MOLD CLEANING

Cold Jet’s environmentally sustainable blow mold cleaning systems can reduce mold cleaning time by up to 75% while also increasing productivity and product quality. Our i3 MicroClean 2 utilizes the patented shaved dry ice technology, which allows aluminum molds even with beryllium inserts to be cleaned hot and inplace with MicroParticles. The non-abrasive method requires no chemicals, and produces no secondary waste. The specially designed nozzles and applicator allow for cleaning in hard-to-reach spaces to ensure a complete clean every time. A quicker clean means more production time and the thorough clean allows consistent quality products with less scrap. As a result, Cold Jet dry ice cleaning helps your facility become more profitable.

11 Americas. Europe. Asia-Pacific. PLASTICS BOOK #0763_10072022
It's because of Cold Jet's systems we are able to meet our high cleaning standards and our customers' mold maintenance cycles.
–
Setup Supervisor | Silgan
Hand Tools vs Dry Ice Blasting


DEFLASHING & DEBURRING
Cold Jet’s ECaSP systems were developed to improve quality and reduce operating costs for manufacturers with parts that have flash or burrs. Our automated systems eliminate the need for manual deflashing or deburring, thus improving part quality, increasing productivity and lowering cost. Our systems can safely remove flash and burrs from a variety of materials: PEEK, PBT, Acetal, Nylon, LCP, ABS, UHMWPE, Nitinol, etc. without causing part surface damage.
* Take that 80% cost savings over 10-30% of the overall part costs

12 Learn more at coldjet.com PLASTICS BOOK #0763_10072022
HAND TOOLS DRY ICE BLASTING BENEFIT COMPARISON RESULT Missed dead corners & tiny burrs Thorough deburring Improved Quality Consistant, high quality w/ dry ice TIME 620 Hrs/ Mo. 50 Hrs / Mo. Improved Productivity Save 90% of processing time CONSUMABLE COST Labor and time cost Cost of dry ice Lower Costs Labor & time costs > dry ice costs TOTAL COST $4,500 / Mo. $750 / Mo. Lower Costs 80% cost savings* YIELD 91% 96% Improved Productivity Increased by 5% with dry ice HEALTH & SAFETY Operators are using blades & tools EPA, FDA and USDA approved Improved Worker Safety Dry ice is safer for employees MEDICAL AUTOMOTIVE ELECTRONICS SEMICONDUCTOR MARINE AEROSPACE
DEBURRING BY
Robot picking up medical implant from tray
Robot moves implant around blasting nozzle for deburring
EXTRUSION LINE CLEANING SOLUTION
In the arena of flexible packaging - such as blown film lines - cleaning the dies, sizing ring and collapsing tower is critical in order to maintain output and quality. Oftentimes, an additive or slip agent is compounded into the resin to increase the output of the extruder. This additive will off-gas, leaving a waxy substance on the tower. Dry ice cleaning is a non-abrasive method that can quickly remove the contaminant while minimizing line downtime.


The cooling rolls in the sheet extrusion business are one of the most important aspects of the line. Cleaning with dry ice helps take care of your rolls so that they can work effectively. MicroParticles are a good solution for cleaning cooling rolls whether they are embossed or not.

It has drastically improved our productivity and helped us cut costs. Simply put, dry ice cleaning is the best cleaning solution for our needs.
–Tooling Engineer | MPC
LSR & LIM MOLD CLEANING


Because silicones flash very easily, molds for these high performance thermoset elastomers are manufactured to critical tolerances, often +/.0002 inches. Protecting the critical dimensions on parting lines and sealing surfaces, as well as the mold surface finish, is vital. It is also important to keep the vents open in order to evacuate the air out of the mold prior to injection – this helps to produce high quality molded parts.
With Cold Jet dry ice cleaning, you can clean molds in the machine at processing temperature (typically 250-400 degrees Fahrenheit), without causing mold wear – thus increasing production capacity and improving product quality.
BY THE NUMBERS
GLOBAL DRY ICE PATENTS Most global dry ice patents in the industry
DRY ICE TECH PATENTS Most dry ice technology patents in the industry
100+ 20+
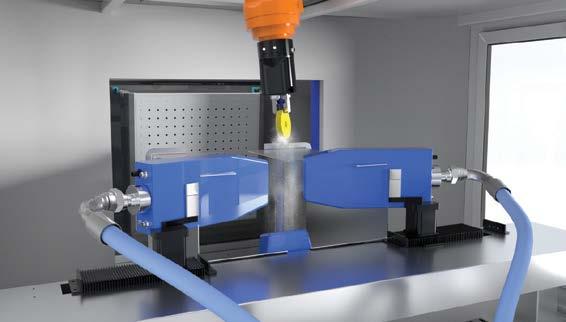
MEDICAL DEVICE MOLD CLEANING & DEBURRING
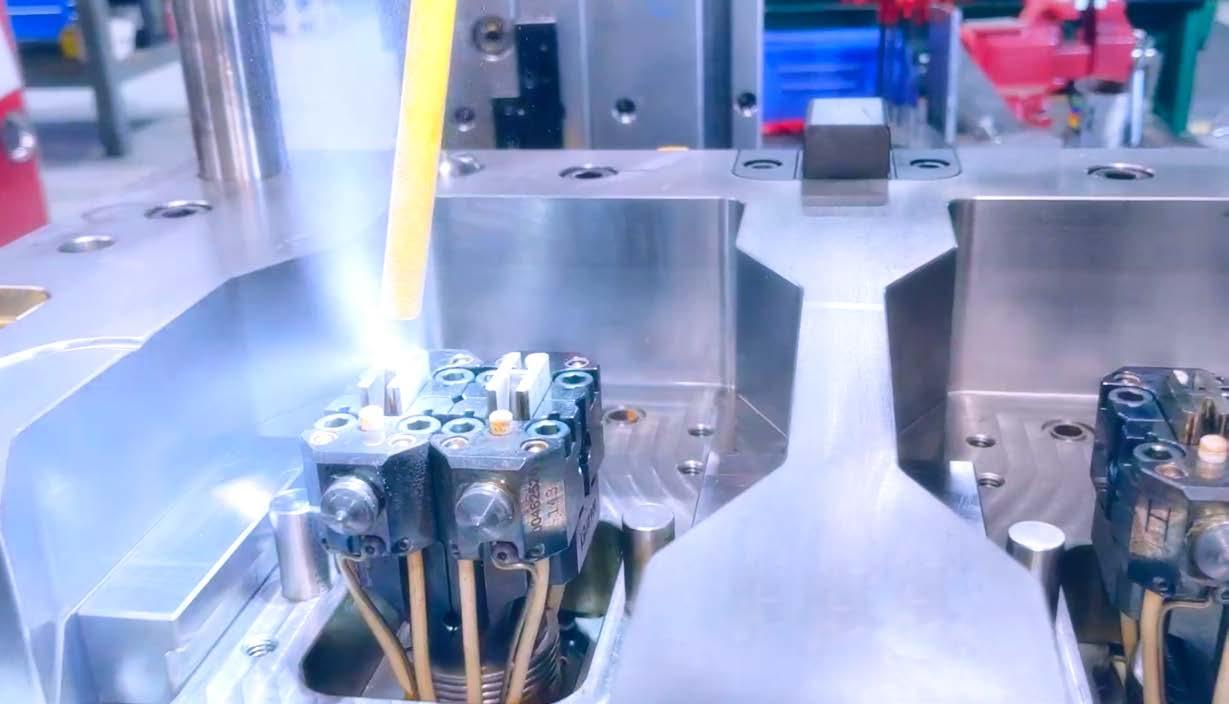


Cold Jet systems have helped medical industry manufacturers meet stringent industry process demands for quality and consistency. Our systems enable manufacturers to optimize their process by cleaning contaminants from cavities, vents and hard-to-reach places. This is done without the use of chemicals, which eliminates the cross-contamination concerns from chemical residue on the mold and ensures that products are delivered without flaws.

15 Americas. Europe. Asia-Pacific. PLASTICS BOOK #0763_10072022
Medical part before Medical part after deburring with dry ice
EV BATTERIES

Dry ice blasting helps EV battery manufacturers reduce scrap and downtime, improve product quality, and prolong the life of their equipment.
The process is used widely in battery production to clean the agitators on mixers, allowing manufacturers to reclaim and reuse their mixed ingredients. It is also heavily used to surface prep parts prior to bonding, remove adhesives, clean battery cells after electrolyte filling, and deflash parts so they don’t puncture battery separator walls.


16 Learn more at coldjet.com PLASTICS BOOK #0763_10072022
COMBI PCS System
Blasting Booth w/ Robot
Operate up to four simultaneous blasting operations.
3D PRINTING/ADDITIVE MANUFACTURING


Additive manufacturing technologies are advancing at a record rate, but post-print processes can still rely heavily on manual skilled labor which is time consuming, increases part cost, and reduces efficiency and throughput.
Dry ice cleaning is gentle enough not to abrade the surface or ruin the part, yet aggressive enough to remove support structures, surface imperfections, and parts from powder cake.
Dry ice cleaning is a non-abrasive and environmentally sustainable alternative to traditional cleaning methods that does not produce secondary waste. It is a faster, more effective process than aggressive sanding or using hand picks to clean parts, providing an opportunity for additive manufacturers to grow at scale.
VAT Polymerization (SLA, DLP, MSLA)
Powder Bed Fusion (MJF, SLM, SHS, DMLS, SMS)
Material Extrusion (FDM, FFF, FGF)
Material Jetting (MFM, DOD, POLYJET)
Removal of Support Structures
Removal of Surface Imperfections
De-Powdering Parts
Surface Treatment & Preparation
30+ BY THE NUMBERS YEARS OF DRY ICE INDUSTRY EXPERIENCE
17 Americas. Europe. Asia-Pacific. PLASTICS BOOK #0763_10072022 DRY
ICE CLEANING IN THE RUBBER INDUSTRY
PROVEN APPLICATIONS
BLOW MOLD COMPRESSION MOLD
INJECTION MOLD
LIFT PRESS
METAL BONDED MOLD
TILT-BACK PRESS
RUBBER MOLDS
A major problem faced by rubber molders is mold fouling. Buildup of cured material and mold release agents causes sticking molds, blemishes and unwanted flash on final parts, making them unusable and requiring line shutdowns for cleaning.

Traditional cleaning methods such as manual scraping, glass bead blasting or ultrasonic cleaning can be time consuming, ineffective, damaging to molds and result in high labor and material costs. Dry ice cleaning offers an in-place, online, quick and effective way to clean at operating temperatures without causing damage to expensive molds.
ELIMINATE PRODUCTION SHUTDOWN
NO MOLD DISASSEMBLY
REDUCE PRODUCT SCRAP
NON-ABRASIVE no damage to product or equipment
REDUCE CLEANING TIME & LABOR COSTS UP TO 75%
ENVIRONMENTALLY SUSTAINABLE no secondary waste
18 PLASTICS BOOK #0763_10072022
COMPOSITE TOOL CLEANING

PROVEN APPLICATIONS
COMPRESSION MOLDING
RESIN TRANSFER MOLDING
EXTRUSION
PRE-PREGGING
WET-LAYUP
Cold Jet dry ice cleaning extends the life of a mold by eliminating the need for harsh chemicals, wire brushes and coarse pads that require proper disposal and often end up in landfills. It is a non-abrasive mold cleaning solution that protects the critical dimensions and geometric shapes of parting lines and sealing surfaces while preserving the mold surface finish.
There are a variety of materials utilized in the composite tooling industry, from epoxies and urethanes to aluminum and steel, including TeflonTM-coated tools and tools that are highly polished. It can also safely remove a variety of residual process contaminants from the molds, including mold release agents, epoxy, Teflon tape, silicone, phenolic, carbon, graphite and more without damaging the tooling.
19 Americas. Europe. Asia-Pacific. PLASTICS BOOK #0763_10072022
REDUCE PRODUCTION DOWNTIME REDUCE CLEANING TIME & LABOR COSTS NON-ABRASIVE no damage to product or equipment ENVIRONMENTALLY SUSTAINABLE no secondary waste CLEAN IN-PLACE no disassembly required
Removal of Frekote®
ENHANCE PRODUCTIVITY THROUGH AN UNRIVALED INTELLIGENCE CUSTOMER SERVICE AND SUPPORT PLATFORM
Cold Jet CONNECT introduces Industry 4.0 capabilities to our portfolio of dry ice technologies, providing you with a clear view of the data you need to make decisions that will accelerate your return on investment and profitability through increased machine efficiency and uptime.
Cold Jet CONNECT enables tracking and support of your installed fleet of Cold Jet equipment and helps you understand, control, delegate and orchestrate your daily business without us needing to be physically present.

Advancing dry ice technologies is what we do best. Cold Jet CONNECT offers actionable insights so you can focus on what you do best.
FEATURES & BENEFITS
MACHINE DOCUMENTATION AT YOUR FINGERTIPS
MACHINE & APPLICATION TRAINING
IOT DATA & REMOTE SUPPORT
FLEET MANAGEMENT
ONSITE PREVENTATIVE MAINTENANCE
REMOTE ASSISTANCE PLATFORM
REMOTE MACHINE MONITORING

20 Learn more at coldjet.com PLASTICS BOOK #0763_10072022
Data. Information. Insights. The keys to your success. UNRIVALED CUSTOMER SERVICE
DRY ICE BLASTING MACHINES
IoT-ENABLED

MACHINES
FOR INDUSTRY 4.0



DRY ICE BLASTING REINVENTED PCS 60

MACHINE DIMENSIONS
Length x Width x Height:
39 in (99 cm) x 19 in (48 cm) x 45 in (114 cm)
Weight: 269 lb (122 kg)
POWER REQUIREMENTS
110/220V AC (50/60 Hz)
Compliant with the EU Machinery Directive (CE) and UL Design Standards
HOPPER CAPACITY
60 lb (27 kg)
HMI DISPLAY
7” LCD Color Screen
FEED RATE
Variable - up to 4 lb/min (1.8 kg/min)
PARTICLE CONTROL SYSTEM

Variable Dry Ice Size: 3mm - 0.3mm
Utilizes 28 distinct dry ice particle sizes

BLAST PRESSURE RANGE
20 - 145 psi (1.4 - 10 bar)
THE NEW STANDARD IN DRY ICE BLASTING
COMPRESSED AIR SUPPLY 40 - 145 psi (2.8 - 10 bar)
NOZZLE AIR CONSUMPTION
12 - 100 cfm (0.3 - 2.8 m3/min) at 80 psi (5.5 bar)
BLAST FLOW PATH
3/4” Straight Through Tubing
SUREFLOW
Thumper, Ramrods, Electric Vibrator
“Always-On” Hopper Agitation
PLASTICS BOOK #0763_10072022 PCS 60 SPEC SHEET
Learn more at coldjet.com ® ®
Our most versatile machine. Easily adjust particle size, blast pressure, and other parameters according to the location and stubbornness of the contaminant you are blasting.
The Cold Jet PCS 60 utilizes finely controlled particles of dry ice as a blasting medium via our proprietary and patented Particle Control SystemTM (PCS). The machine accepts 3mm pellets and, via the PCS, precisely cuts the dry ice into diamond shaped particles in the exact dimensions chosen by the operator.
Program, save, and quickly access tried and true blast recipes for specific parts of the vehicle.
CHOOSE BETWEEN 28 DRY ICE PARTICLE SIZES
FROM 3MM TO 0.3MM AND EVERY SIZE IN BETWEEN
Users can adjust dry ice particle sizes from 0.3mm to 3mm and every size in between, giving complete control to effectively fine-tune the machine for each unique application
 7” LCD color screen with digital controls makes it easy to view and control blasting parameters
7” LCD color screen with digital controls makes it easy to view and control blasting parameters
#0615.07022021
DRY ICE BLASTING REINVENTED

DIMENSIONS
Length x Width x Height
FULL SYSTEM *
31 in (78 cm) x 25 in (62 cm) x 47 in (120 cm)
Weight: 190 lb (86 kg)
MACHINE ONLY
31 in (78 cm) x 19 in (48 cm) x 21 in (51.5 cm)
Weight: 133.38 lb (60.5 kg)
CART ONLY
25 in (64 cm) x 22 in (56 cm) x 27 in (68 cm)
Weight: 56.2 lb (25.5 kg)
*Including i 3 MicroClean 2 and standard cart

DESIGNED FOR PRECISION
SHAVED DRY ICE MICROPARTICLE BLASTER
POWER REQUIREMENTS
110-240V AC (50/60 Hz)
DRY ICE CAPACITY
Up to 25 lb (11 kg)
FEEDER SYSTEM
Shaved dry ice use blocks or pellets
HMI DISPLAY
7 in (17.8 cm) LCD Color Screen
FEED RATE
0-1.5 lb/min (0-0.7 kg/min)
SMART, IoT-ENABLED PRECISION BLASTER
BLAST PRESSURE RANGE
20-145 psi (1.4-10 bar)
COMPRESSED AIR SUPPLY
50-145 psi (3.4-10 bar)
NOZZLE AIR CONSUMPTION
12-50 cfm (0.3-1.4 m 3/min) at 80 psi (5.5 bar)
BLAST FLOW PATH
0.5 in (1.3 cm)
Compliant with the EU Machinery Directive (CE) and UL Design Standards
25 Americas. Europe. Asia-Pacific. PLASTICS BOOK #0763_10072022 MICROCLEAN 2 SPEC SHEET SPEC SHEET
MICROCLEAN 2
Learn more at coldjet.com
MICRO CLEAN 2 ® MICROCLEAN 2 ® TM
MACHINE DIMENSIONS
Length x Width x Height:
39 in (99 cm) x 19 in (48 cm) x 45 in (114 cm)
Weight: 251 lb (114 kg)
POWER REQUIREMENTS
Input Voltage: 110/230V AC (50/60 Hz)
AMPS: 4.3
Compliant with the EU Machinery Directive (CE) and UL Design Standards
DRY ICE BLASTING REINVENTED PLT 60

PLT = PELLET BLASTER
THE NEW STANDARD IN DRY ICE BLASTING
DESIGNED FOR POWER
BLAST UP TO 250 PSI
HOPPER CAPACITY
60 lb (27 kg)
HMI DISPLAY
7” LCD Color Screen
FEED RATE
Variable - up to 6 lb/min (2.7 kg/min)
DRY ICE PARTICLE SIZE
Input: 3mm ; Output: 3mm
BLAST PRESSURE RANGE
35 - 250 psi (2.4 - 17.2 bar)
COMPRESSED AIR SUPPLY
40 - 250 psi (2.8 - 17.2 bar)
NOZZLE AIR CONSUMPTION
50 - 165 cfm (1.4 - 4.7 m 3/min) at 80 psi (5.5 bar)
BLAST FLOW PATH
1” Straight Through Tubing
SUREFLOW
Thumper, Ramrods, Electric Vibrator
“Always-On” Hopper Agitation
Isolated Hopper
26 Learn more at coldjet.com PLASTICS BOOK #0763_10072022 PLT 60 PLT 60 SPEC SHEET SPEC SHEET #0523.07022021
Learn more at coldjet.com ® ®
AUTOMATED DRY ICE BLASTING SOLUTIONS




AUTOMATED SOLUTIONS FOR CONTINUOUS CLEANING PROCESS


POWER SUPPLY
3 X 380-480 V AC + PE, 50-60Hz
TN-S Earthing system
Imax: 16A
Ipk: 10 kA
480 V AC Solidly Grounded Wye Source
Compliant with the EU Machinery Directive (CE) and UL Design Standards


COMPRESSED AIR SUPPLY 72.5 - 145 psi (5 - 10 bar)
AIR QUALITY
ISO 8573-1, Minimum Class 2





BACK PRESSURE ON REVERT GAS 0-14.5 psi (0-1 bar)
EXHAUST GAS PIPE
Internal diameter: 2 in (50mm)

27
Europe. Asia-Pacific. PLASTICS BOOK #0763_10072022 #0748.04192022
Americas.
Learn more at coldjet.com
COMBI® PCS®
HMI DISPLAY 16” Color Touch Screen INLET LIQUID CO 2 PRESSURE 189 - 262 psi (13-18 bar) -27 - -9 F (-33 - -23 C)
OUTPUT BLASTING OUTPUT/HOUR PARTICLE SIZE BLASTING OUTLETS MAXIMUM NOZZLES NOZZLE AIR CONSUMPTION UNIT DIMENSIONS (l x w x h) FOOTPRINT WEIGHT START-UP TIME NOISE LEVEL COMBI PCS 110 242 lb/hr (110 kg/hr) 242 lb/hr (110 kg/hr) 0.3mm - 3.0mm (28 particle sizes) 1 2 106 - 388 CFM (3 - 11 m3 / min) 70.9 x 47.2 x 86.7 in (1800 x 1200 x 2200 mm) 7.1 sq. ft. (2.16 m2) 3,042 lb (1380 kg) < 3 Min < 75 dB(A) COMBI PCS 110 DUAL 242 lb/hr (110 kg/hr) 242 lb/hr (110 kg/hr) 2 4 COMBI PCS 320 DUAL 705 lb/hr (320 kg/hr) 485 lb/hr (220 kg/hr) 2 4 82.7 x 51.2 x 86.7 in (2100 x 1300 x 2200 mm) 9.2 sq. ft. (2.8 m2) 3,484 lb (1580 kg)
*Robot
and
blasting cabinet not included SERIES
AUTOMATED DRY ICE BLASTING SOLUTIONS


CONTINUOUSLY CLEAN
The COMBI PCS series of integrated dry ice blasting systems offers manufacturers the most advanced automated cleaning solution on the market.

With our patented dry ice production and particle control systems (PCS) built in, the COMBI PCS makes cleaning in an automated facility easier and more effective.

Our PCS system allows machine programmers to finetune the dry ice particle according to the surface or contaminant being blasted.
AUTOMATED SURFACE PREPARATION AND PART FINISHING SOLUTIONS

AUTOMOTIVE MANUFACTURING
RUBBER MANUFACTURING
ELECTRONIC MANUFACTURING
BATTERY MANUFACTURING
SUREFLOW DOSING
Thumpers and vibrators provide reliable dosing and clog-free operations

GREATER CONTROL
16” Beckhoff Industrial HMI allows programmers to control particle size, blast pressure, feed rate, production rate, blast path, and more
GREATER VERSATILITY
Three machine options provide two to four simultaneous blasting operations at various outputs
PARTICLE CONTROL SYSTEM
Easily adjust dry ice pellet sizes from 0.3 mm - 3 mm and every size in between
FULLY AUTONOMOUS
Produce dry ice pellets and blast without the need for an operator
28 Learn more at coldjet.com PLASTICS BOOK #0763_10072022 #0748.04192022 Learn more at coldjet.com
COMBI PCS AUTOMATED DRY ICE BLASTING
Global Headquarters
Loveland, Ohio, USA

Europe Headquarters
Zellik, Belgium
Asia Headquarters
Tokyo, Japan
