
www.biomassmagazine.com/pellet Issue 3, 2023 Delta Biofuel’s Sugarcane Waste-to-Pellet Project Page 14 Transporting Feedstock via Pipeline Page 20 Evaluating Small-Scale Pellet Production Page 22 PLUS A SWEET SOLUTION


Book Your Ad AD SPOTS LIMITED Ad Deadline: Oct. 26, 2023 Mailed with the 2024 Issue 1 of Pellet Mill Magazine Need more info on advertising opportunities? service@bbiinternational.com - 866-746-8385 - BiomassMagazine.com
SALES Fuel Pellet Plant Map Fuel Pellet Plant Map U.S. & CANADA FUEL PELLET PLANT MAP Receive 12 Months FREE Online Advertising! Advertise now on Pellet Mill Magazine’s U.S. & Canada Fuel Pellet Plant Map. It is the easiest and most cost-effective way to get your name, product and/or service in front of Pellet Producers, as well as other industry professionals for 12 months at a time. All Biomass Magazine subscribers All Pellet Mill Magazine subscribers Pellet mill owners, operators & management All major related conferences
TARGETED ADVERTISING DRIVE
DEPARTMENTS
By Tim Portz
FEATURES
14 FEEDSTOCK Big on Bagasse
Delta Biofuel has broken ground a project that will turn Louisiana sugar mill waste into fuel pellets.
 By Keith Loria
By Keith Loria
20 TRANSPORTATION Pipeline Innovation
Efforts are underway to build the world’s first biomass pipeline, a concept with revolutionary potential for the future of biomass transportation—including wood chips and sawdust.
 By Katie Schroeder
By Diana Burk
By Katie Schroeder
By Diana Burk
CONTRIBUTIONS
22 OPERATIONS
When Small-Scale Pelletizing Makes Sense
In some cases, small-scale wood pellet production can be profitable.
By Timo Müeller
26 EFFICIENCY
The Revolution Inside CPM’s mission to innovate the pellet mill has resulted in a significant savings in operating costs and reduction of plants’ carbon footprints.
By Kyle Hoffman
30 DUST
Best Practices for Biomass Stockpile Dust Control
To remain compliant with dust regulations, operators must constantly react to changing conditions, requiring a versatile dust management solution.
By Mike Lewis
BIOMASSMAGAZINE.COM/PELLET 3 Pellet Mill Magazine Advertiser Index 34 2024 International Biomass Conference & Expo 2 2024 Pellet Mill Magazine's Plant Map 28 AMANDUS KAHL USA Corp. 13 BE&E 29 BRUKS Siwertell 33 Brunette Machinery 18 Bulk Conveyors, Inc. 27 Continental Conveyor, Ltd. 8 Evergreen Engineering 10 Jacobs Corporation 36 KEITH Manufacturing Company 12 KESCO, Inc. 31 Mid-South Engineering Company 9 MoistTech 19 NESTEC, Inc. 24 North American Lubricants 32 PAL s.r.l. 17 Stela Drying Technology 16 TerraSource Global 11 Timber Products Inspection/Biomass Energy Laboratories 25 USIPA C ontents » 2023 | VOLUME 13 | ISSUE 3
04 EDITOR'S NOTE A Deviation from the Norm By Anna
05 EVENTS 06 Net Zero Advocates Wrong on Wood Pellets
07 LETTER TO THE EDITOR Clarifying the Definition of Biomass
08 NEWS ROUNDUP
Simet
14 20
A Deviation from the Norm
The cover of this issue of Pellet Mill Magazine is a bit unconventional being sugarcane bagasse, the waste material that sugar mills end up with post-process. The volume generated at each mill is significant—for every 10 tons of cane processed, approximately three tons of bagasse remains. For context, 34.6 million tons of cane was produced in the U.S. in 2022, meaning 11.5 million tons of bagasse was generated. While Florida leads the way in cane production, Louisiana—the location of Delta Biofuel’s bagasse-to-pellet facility under construction—ranks No. 2 (and together, Florida and Louisiana constitute about 97% of the nation’s cane production). For our page-14 feature, “Big on Bagasse,” freelance writer Keith Loria chats with Philip Keating, CEO of Delta Biofuel, about the project, which was initially proposed in 2021 and has strong support from the state. Using bagasse for energy isn’t novel—many mills use it as cogeneration fuel—but there is still excess beyond that. Keating believes this will be the first bagasse pellet operation in North America, and understandably, the project development process has not been without challenges. Keating is candid in sharing how project costs rocketed—from an original $70 million to $115 million—and how it has impacted progress, which is finally unfolding.
On the note of innovation, we are pleased to share the story of CPM’s journey in developing its Twin Track technology. In “The Revolution Inside” on page 26, CPM’s Kyle Hoffman discusses what the company’s goals were when embarking on the mission to develop what ultimately resulted in the Twin Track, and how they achieved success through trial and error. “We wanted to improve energy efficiency to produce pellets, increase capacity of the mills and improve pellet quality, all while making sure any innovations could be retrofitted into existing pellet mills,” Hoffman writes.
The final story I’ll mention is “When Small-Scale Pelletizing Makes Sense,” on page 23. Salmatec’s Timo Müeller attended the International Biomass Conference Expo in Atlanta in late February, and he told me that a question he received several times by booth visitors was focused on small-scale pellet operations, and whether it could be economical in certain scenarios. In short, the answer is yes—read Müeller’s perspective to learn more.
Outside the editorial scope, I want to give a heartfelt thank you to our advertisers—this issue exceeded our expectations, and without you, what we do wouldn’t be possible.
4 PELLET MILL MAGAZINE ISSUE 3 2023
Subscriptions to Pellet Mill Magazine are free of charge distributed 4 times/year to Biomass Magazine subscribers.To subscribe, visit www.BiomassMagazine.com or you can send your mailing address to Pellet Mill Magazine Subscriptions, 308 Second Ave. N., Suite 304, Grand Forks, ND 58203. You can also fax a subscription form to 701-746-5367. Back Issues & Reprints Select back issues are available for $3.95 each, plus shipping. Article reprints are also available for a fee. For more information, contact us at 866-746-8385 or service@bbiinternational.com. Advertising Pellet Mill Magazine provides a specific topic delivered to a highly targeted audience. We are committed to editorial excellence and high-quality print production. To find out more about Pellet Mill Magazine advertising opportunities, please contact us at 866-746-8385 or service@bbiinternational.com. Letters to the Editor We welcome letters to the editor. Send to Pellet Mill Magazine Letters to the Editor, 308 2nd Ave. N., Suite 304, Grand Forks, ND 58203 or email to asimet@ bbiinternational.com. Please include your name, address and phone number. Letters may be edited for clarity and/or space. « Editor's Note
EDITORIAL EDITOR
Anna Simet | asimet@bbiinternational.com
ONLINE NEWS EDITOR
Erin Voegele | evoegele@bbiinternational.com
STAFF WRITER
Katie Schroeder | katie.schroeder@bbiinternational.com
DESIGN
VICE PRESIDENT, PRODUCTION & DESIGN
Jaci Satterlund | jsatterlund@bbiinternational.com
GRAPHIC DESIGNER
Raquel Boushee | rboushee@bbiinternational.com
PUBLISHING & SALES
CEO
Joe Bryan | jbryan@bbiinternational.com
PRESIDENT
Tom Bryan | tbryan@bbiinternational.com
VICE PRESIDENT, OPERATIONS/MARKETING & SALES
John Nelson | jnelson@bbiinternational.com
SENIOR ACCOUNT MANAGER/BIOENERGY TEAM LEADER
Chip Shereck | cshereck@bbiinternational.com
ACCOUNT MANAGER
Bob Brown | bbrown@bbiinternational.com
CIRCULATION MANAGER
Jessica Tiller | jtiller@bbiinternational.com
MARKETING & ADVERTISING MANAGER
Marla DeFoe | mdefoe@bbiinternational.com
2023 National Carbon Capture Conference & Expo
NOVEMBER 7-8, 2023
Iowa Events Center, Des Moines, IA
The National Carbon Capture Conference & Expo is a two-day event designed specifically for companies and organizations advancing technologies and policy that support the removal of carbon dioxide (CO2) from all sources, including fossil fuel-based power plants, ethanol production plants and industrial processes, as well as directly from the atmosphere. The program will focus on research, data, trends and information on all aspects of CCUS with the goal to help companies build knowledge, connect with others, and better understand the market and carbon utilization.
(866) 746-8385 | www.nationalcarboncaptureconference.com
2024 Int’l Biomass Conference & Expo

March 4-6, 2024
Greater Richmond Convention Center Richmond, VA
Now in its 17th year, the International Biomass Conference & Expo is expected to bring together more than 900 attendees, 160 exhibitors and 65 speakers from more than 25 countries. It is the largest gathering of biomass professionals and academics in the world. The conference provides relevant content and unparalleled networking opportunities in a dynamic business-to-business environment. In addition to abundant networking opportunities, the largest biomass conference in the world is renowned for its outstanding programming—powered by Biomass Magazine—that maintains a strong focus on commercial-scale biomass production, new technology, and near-term research and development. Join us at the International Biomass Conference & Expo as we enter this new and exciting era in biomass energy.
(866) 746-8385 | BiomassConference.com
2024 Int’l Fuel Ethanol Workshop & Expo
JUNE 10-12, 2024
MInneapolis, Minnesota
From its inception, the mission of this event has remained constant: The FEW delivers timely presentations with a strong focus on commercial-scale ethanol production—from quality control and yield maximization to regulatory compliance and fiscal management. The FEW is the ethanol industry’s premier forum for unveiling new technologies and research findings. The program is primarily focused on optimizing grain ethanol operations while also covering cellulosic and advanced ethanol technologies.
(866) 746-8385 | FuelEthanolWorkshop.com
2024 Biodiesel Summit: Sustainable Aviation Fuel & Renewable Diesel
JUNE 10-12, 2024
MInneapolis, Minnesota
The Biodiesel Summit: Sustainable Aviation Fuel & Renewable Diesel is a forum designed for biodiesel and renewable diesel producers to learn about cutting-edge process technologies, new techniques and equipment to optimize existing production, and efficiencies to save money while increasing throughput and fuel quality. Produced by Biodiesel Magazine, this world-class event features premium content from technology providers, equipment vendors, consultants, engineers and producers to advance discussion and foster an environment of collaboration and networking through engaging presentations, fruitful discussion and compelling exhibitions with one purpose, to further the biomass-based diesel sector beyond its current limitations.
(866) 746-8385 | BiodieselSummit.com
BIOMASSMAGAZINE.COM/PELLET 5
Industry Events »
Please check our website for upcoming webinars
TM Please recycle this magazine and remove inserts or samples before recycling COPYRIGHT © 2023 by BBI International
https://biomassmagazine.com/pages/podcasts/
Net Zero Advocates Wrong on Wood Pellets
BY TIM PORTZ
In mid-July, a bill initially introduced in February by Rep. Simon Cataldo to the 193rd General Court of the Commonwealth of Massachusetts was heard by the Telecommunications, Utilities and Energy Committee. The bill, officially H.3151, offers a definition of “net zero” building initially called for when the Commonwealth established the Office of Energy Resources and outlined its powers and duties. Rep. Cataldo’s bill offers that definition, and disappointingly, it aligns with other net zero policy recommendations and specifically excludes combustion as a means of primary space heating. The definition is offered as a stretch energy code, but the same bill would codify this definition in the state’s building energy code (appendix 115AA) by Jan. 1, 2028, “notwithstanding any special or general law, rule or regulation to the contrary.”
How and when this would negatively impact wood pellet demand in Massachusetts if passed is unclear, but what the bill crystalizes is that net zero advocates see no room for combustion in the home of the future, regardless of the carbon properties of the fuel being combusted, renewable wood pellets included. This bill, and others like it, seek to establish residential and commercial spaces that generate their own heat and power on-site, putting an arbitrary box around the structure and insisting that the carbon equation works out within those strict confines.
The challenge for wood pellets within this net zero paradigm is that the carbon benefit of our product extends well beyond the walls of the homes and businesses where they are combusted for their Btus. In recent history, our sector has pointed to that expansive carbon benefit as one of our calling cards, but in the context of the current thinking of net zero advocates, it feels more like a liability. Our industry, and other generators of carbon-beneficial, renewable Btus must push back on this thinking.
The carbon cycle doesn’t think in these types of arbitrary terms, but more important than that is insisting that carbon benefits be delivered inside of tight param-
eters dramatically reduces the range of solutions available to our society as we work to blunt the impacts of climate change. Both our economy and our installed energy infrastructure are complex, interconnected systems and this needs to be recognized and embraced, not shunned. Is a net zero home really net zero if the waste materials created in the manufacture of its component materials have no viable market? What about the energy generated from waste products flowing out a net zero home via curbside waste collection and the sewer? Generating biogas from both of those waste streams is commonplace across the country, but based on this narrow definition of a net zero building, both would be ineligible for use in a space heating application.
Attacking the carbon challenge with this approach feels a bit like trying to drive a car while looking through a drinking straw. In both instances, the whole picture is missed. Like it or not, our economy and our modern lifestyle throw off a tremendous volume of waste materials. Fortunately, innovation and economic imperative have salvaged many of these materials from the waste bin and found new uses and new markets for them. The energy policies that we introduce and champion today should seek to reward and amplify this, not to restrict and curtail it.
Finally, and perhaps most frustrating of all, is that the materials that are used to make wood pellets for home heating applications will continue to be generated, whether wood pellets can be used in a net zero home or not. So long as policies that limit the energy marketplace for these materials are introduced and passed, we are simply kicking the carbon can down the road.
Author: Tim Portz Executive Director, Pellet Fuels Institute tim@pelletheat.org www.pelletheat.org

6 PELLET MILL MAGAZINE ISSUE 3 2023
« Column
Clarifying the Definition of Biomass
A recent op-ed by Tim Portz, "Codifying Wood Pellet Heating's Renewable Bona Fides," discusses the evolution of the biomass definition in the 2024 International Energy Conservation Code, but omits critical details. By providing additional context and data, New Buildings Institute, a nonprofit organization serving as an independent, nonpartisan technical resource, looks to foster a deeper understanding of the process and encourage future collaboration.
The IECC is a model code developed by the International Code Council to provide minimum energy efficiency requirements for the design and construction of buildings. The ICC voting membership comprises nonpartisan code officials and other industry professionals. ICC codes help communities assure safety, improve public health, increase resilience, and lower building energy costs.
The inclusion of biomass in building codes isn’t new. During the 2012 IECC process, NBI, the U.S. DOE and the American Institute of Architects introduced the “renewable energy” definition, which included undifferentiated biomass. Initially, biomass and other renewable energy sources were considered equal to energy saved through efficiency. Biomass as a concept was new in codes at the time, and adding this provision was a positive first step.
Now, 12 years after this initial definition, the ICC considered updating these biomass provisions to reflect the latest data from the U.S. EIA and the U.S. DOE about the carbon emissions and particulate pollution associated with biomass heating.
To provide a tangible solution, NBI proposed clarifying the renewable energy provision to include “biomass waste,” rather than virgin wood products, a definition derived from the EIA. Backed by new data, the recommendation aims to ensure technologies qualifying under the renewable code provision yield emissions reductions like those from solar and wind.
While the proposed updates failed to pass, all is not lost. A code revision is crucial for reaching our country’s climate goals and improving community well-being. NBI welcomes collaboration with the wood pellet industry to investigate verifiable certifications of wood pellet feedstocks to distinguish waste from virgin products and ensure longterm and permanent reforestation. Such efforts and a commitment to address air quality concerns through regulatory measures present an opportunity to move toward common ground.
Diana Burk is a project manager at New Buildings Institute. She works to advance net zero energy and net zero carbon building codes.
BIOMASSMAGAZINE.COM/PELLET 7
Letter to the Editor »
The views expressed by the author or organization are not shared or condoned by Pellet Mill Magazine. Letters to the editor are welcome and will be considered for publication on a case-by-case basis.
Pellet News Roundup
The U.S. DOE’s Bioenergy Technologies Office on June 2 announced the launch of a $4 million initiative that aims to accelerate wood heater innovation and support the development of the next generation of efficient and clean wood heaters.
To help reduce the emissions of outdated or inefficient wood heating appliances that use cordwood or wood pellets, Brookhaven National Laboratory and Lawrence Berkeley National Laboratory, with funding from BETO, are overseeing a Cooperative Research and Development Agreement to accelerate innovation in wood heaters and help develop a new generation of clean, efficient wood heating appliances.
According to the DOE, at least $4 million will be made available for the competitively selected CRADA call. Up to four projects will be selected to participate, with a project duration of 12 to 18 months. Applicants are expected to provide 20% cost share of the requested funding.

Eligible projects include those that aim to improve the performance of commercial wood heaters through design optimization/modifications; develop and
validate the performance of wood heater retrofit devices; develop and validate the performance of post-combustion wood heater technologies; and support field testing to better quantify heater performance, including advising on data collection best practices and equipment, interpreting data that is collected, and understanding how collected data could be used to improve heater performance. The deadline to submit concept papers was set for Aug. 11, with final proposals due Nov. 3.
Saskatchewan-based bioenergy company Prairie Clean Energy announced it has been awarded a $1.1 million grant from the Mining Innovation Commercialization Accelerator Network for a greenhouse gas emissions reduction project utilizing prairie biomass. Of the 24 projects receiving MICA funding, PCE was the only Saskatchewan recipient. By using PCE’s proprietary, patented flax straw pellets to help heat potash mines—Saskatchewan produces 30% of global potash—the carbon intensity of heat consumption in the mines can be reduced drastically. Partnering with Saskatchewan Polytechnic, PCE is using the grant money to provide
a living lab demonstration through the implementation of a pilot operation at Saskatchewan Polytechnic’s Agriculture and Food Production diploma program field site near Moose Jaw.
The U.S. exported 820,057 metric tons (MT) of wood pellets in May, up from both 720,209 MT exported in April and 740,605 MT exported in May 2022, according to data released by the USDA Foreign Agricultural Service on July 6.
The U.S. exported wood pellets to approximately 16 countries in May. The U.K. was the top destination for U.S. wood pellet exports at 482,213 MT, followed by the Netherlands at 131,015 MT and Japan at 105,806 MT.
The value of U.S. wood pellet exports reached $153.12 million in May, up from both $129.17 million the previous month and $131.78 million in May 2022. Total U.S. wood pellet exports for the first five months of 2023 reached 3.72 million MT at a value of $684.37 million, compared to 3.52 million MT exported during the same period of last year at a value of $595.78 million.
8 PELLET MILL MAGAZINE ISSUE 3 2023
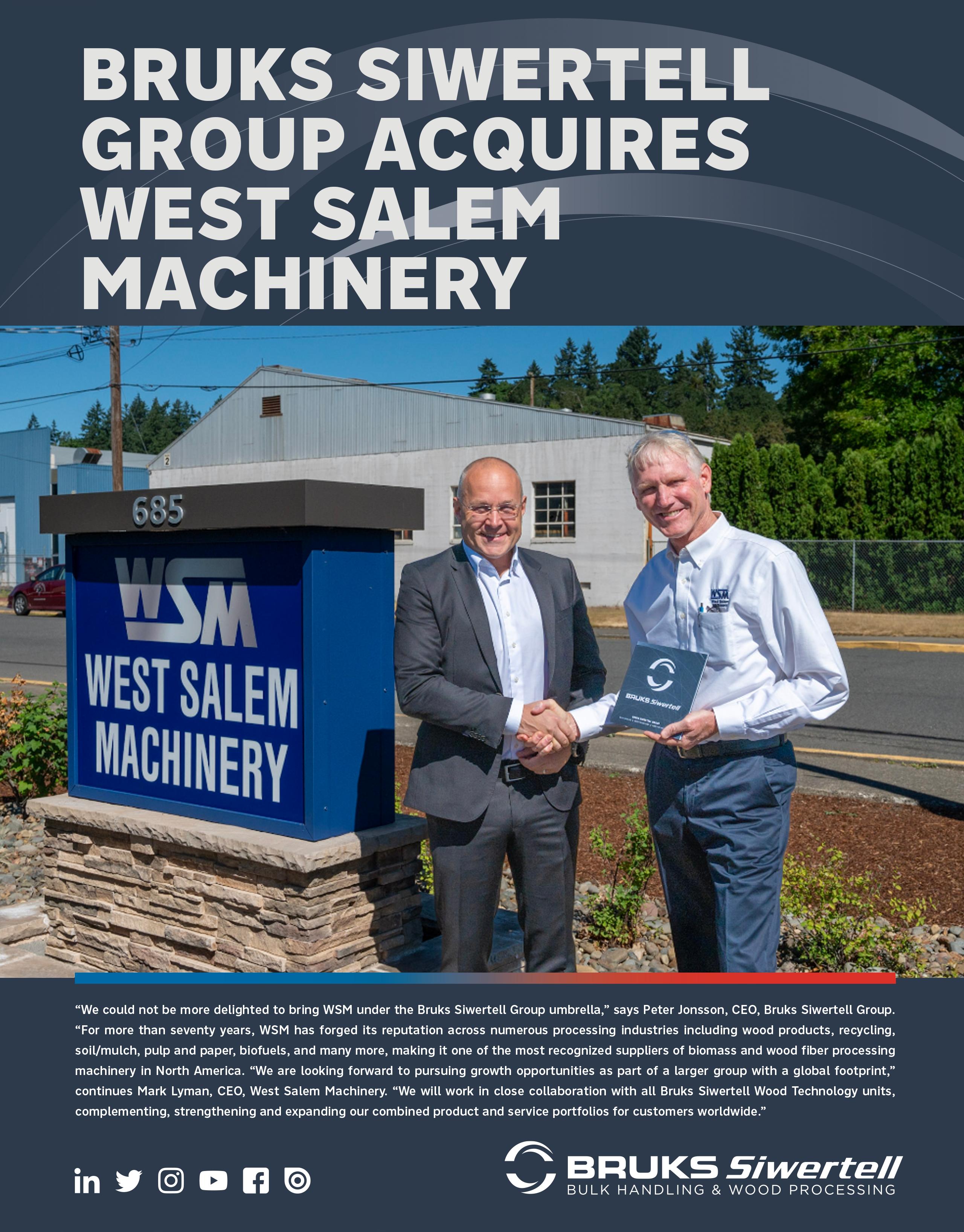
Bruks Siwertell Group has signed an acquisition contract for North American heavy machinery specialist, West Salem Machinery, effective from July 1. The Oregon-based engineering and manufacturing company will continue to operate under its current name as a separate internal division within Bruks Siwertell Group. Founded in the Pacific Northwest, WSM started operations by supplying machinery to sawmills in the region and expanded into
the recycling industry. Today, WSM is an engineering company employing 70 personnel, with products that include grinders, shredders, hogs, hammermills and screens, delivering single machine installations to full-scale production lines.



The contract was signed on June 30. Following the acquisition, the Bruks Siwertell Group will have close to 500 personnel.

BIOMASSMAGAZINE.COM/PELLET 9 PELLET NEWS ROUNDUP »
IMAGE: BRUKS SIWERTELL GROUP
The U.S. EIA released the April 2023 edition of its Monthly Densified Biomass Fuel Report, including data collected from 77 operating manufacturers of densified biomass fuel that had a total production capacity of 12.92 million tons per year and collectively had an equivalent of 2,493 full-time employees
In April 2023, monthly respondents purchased 930,000 million tons of raw biomass feedstock, compared to 1.72 million tons in April 2022. They produced 860,000 tons of densified biomass fuel, up slightly from 850,000 tons that 80 respondents produced during the same month last year. Producers sold 610,000 tons of
Virginia Gov. Glenn Youngkin announced on June 28 that Musser Biomass and Wood Products, a division of familyowned and -operated Musser Lumber Co., will invest $7.5 million to expand its operation in Wythe County. The expansion will more than double the volume of dried hardwood chips and sawdust that the company supplies to composite decking manufacturers, plastic extrusion companies, and
densified biomass fuel in April 2023, compared to 680,000 tons in April 2022.
Domestic sales of densified biomass fuel in April 2023 were up 10,000 tons from April of last year at 100,000 tons, averaging $222.74 per ton compared to $200.34 per ton in April 2022. Exports in April 2023 totaled 500,000 tons averaging $190.52 per ton, compared to 600,000 tons at $160.83 per ton in April 2022.
The EIA noted that some totals in the report may be relatively smaller for the month, as the agency withheld some values to avoid disclosing individual company data.
BBQ and heating wood pellet companies. Musser Biomass and Wood Products will also significantly increase its purchase volumes of hardwood residuals from regional sawmills, which will create a new market for this operational byproduct.

The U.S. DOE Bioenergy Technologies Office announced it will host a fourhour Bioenergy Cybersecurity Workshop
on Sept. 11. The virtual event will focus on the identification of cybersecurity risks in biofuel and bioproduct manufacturing as well as the development of an approach to address those risks. According to the BETO, the workshop will explore the risks and potential consequences to biofuel and bioproduct production that stem from cybersecurity vulnerabilities; discuss the state of practice in biofuel and bioproduct se -
10 PELLET MILL MAGAZINE ISSUE 3 2023
Feedstock purchased Total production Total Sales Domestic tons sold Domestic price Export tons sold Export price April 2022 1.72 million 850,000 680,000 90,000 $200.34 600,000 $160.83 April 2023 930,000 860,000 610,000 100,000 $222.74 500,000 $190.52 *Volumes in tons, sales in U.S. dollars SOURCE: U.S. EIA « PELLET NEWS ROUNDUP
curity; gather stakeholder input on what research and development is needed to fill capacity gaps in cybersecurity for bioenergy facilities; and build connections across the bioenergy cybersecurity community.

The event will feature speakers representing BETO; Sandia National Laboratories; the DOE Office of Cyber Security, Energy Security and Emergency Response; and GRIMM, a cybersecurity company.
FutureMetrics Inc. has released a new white paper, "A quantitative review of the North American forest products industry." It includes a new interactive dashboard with a Sankey diagram and shows that the export pellet sector uses only about 3.2% of the primary harvest directly from the forest. The remainder is used for commonplace items such as packaging and shipping boxes, lumber and other wood-based construction materials, flooring, furniture and tissue, as well as many other less obvious uses.


ENplus on June 22 announced the launch of its 2023 market surveillance project and is and urging stakeholders, individuals and other parties to support the project by submitting samples of ENplus-certified wood pellets. According to ENplus, the market surveillance project aims to analyze ENplus-certified bags of pellets randomly taken from the market in order to assure compliance with ENplus standards. Laboratory analyses are conducted on the collected pellets and the results are used to evaluate the performance of the certification scheme, ENplus explained in a statement. The effort is part of the organization’s procedures to ensure constant quality control. For 2023, the project is open to anyone who wants to submit a sample of certified pellets, including consumers. Participation is voluntary and confidential. ENplus will cover the costs of the analyses. According to the organization, results will be communicated to participants at the end of the project. If necessary, certified companies will be contacted for corrective actions.
IMAGE= TOTALENERGIES
Brussels-based TotalEnergies Premium Wood Pellets announced its product is now packed in high-performance polyethylene bags that incorporate 50% post-consumer recycled (PCR) materials. The new innovative packaging is composed of a core layer of rPE2206, a lowdensity polyethylene grade made of 100% PCR content and part of the RE:clic circular polymer range, and high-performance Lumicene and Supertough metallocene virgin resins. It exhibits identical properties and thickness as fossil-based alternatives with a significantly reduced environmental footprint. Moreover, the printed area of the packaging has been reduced by 60% to improve recyclability and limit ink usage.The development is the result of an internal effort within TotalEnergies to implement the circular economy in its own use of plastics.



BIOMASSMAGAZINE.COM/PELLET 11 PELLET NEWS ROUNDUP »
TotalEnergies Premium Wood Pellets are now packed in ecofriendly material.




Big on Bagasse
BY KEITH LORIA
It was just over two years ago when Jeanerette, Louisiana-based Delta Biofuel and Gov. John Bel Edwards announced that Iberia Parish was under consideration for the site of a firstof-its kind, $70 million renewable fuel plant utilizing bagasse, a byproduct of sugar manufacturing. for fuel pellet production. This past July, the project—which was able to overcome challenges that included inflated project costs—finally broke ground.

“Our goal for the past two years was to get the facility designed and financed so we could start construction,” says Delta Biofu-
el CEO Philip Keating. “On May 16 of this year, we finally got to financial closing, and we have $115 million in financing to build and start up the plant.”
Albeit not unusual in biofuel project development, financing proved to be a bit of a challenge, as the project saw a 43% increase from the original estimated cost. These were large in part due to capital expenditures, higher labor and equipment costs, as well as the company’s decision to boost production capacity to 340,000 metric tons annually from the 300,000 originally announced in 2021, according to Keating.
“It’s really the result of inflation and the tight supply,” he says. “We went back to our customers and said, ‘The plant is more expensive, help us to get it done,’ and we were able to raise the contract price on our sales to help support the price increases of the building. We were lucky that way, and had a lot of support from our customers.”
Now, the wheels are in motion as Delta Biofuel is in the process of purchasing equipment and preparing the project site. An official groundbreaking was held on July 12. When complete, the Iberia Parish facility will use bagasse to manufacture biomass
14 PELLET MILL MAGAZINE ISSUE 3 2023
Delta Biofuel will utilize Louisiana’s copious sugar industry waste to produce fuel pellets for overseas customers.
« Feedstock
fuel pellets on a commercial scale, offering a low-cost and strong greenhouse gas reduction profile.
In the Beginning
Delta Biofuel’s inception was in 2019, and although Iberia Parish is the company’s first bagasse plant, the team has been involved in various other renewable energy projects, including wind, solar, wood pellets and the bagasse business elsewhere in Louisiana. “This is the first commercial-scale bagasse pellet plant that we know of,” Keating says. “Our vision here is trying to put good
use to the waste stream coming out of the sugar mills with respect to the excess fiber associated with the cane harvesting and sugar extraction.”

Millions of tons a year are produced in Louisiana and elsewhere, and it’s become a real problem for the sugar mills in terms of disposal. They use it for fuel for themselves, but they have much more than they can use and it becomes a disposal problem and de facto landfill. “The importance of this is multifaceted,” Keating says. “The first part is that we are solving a problem for the sugar industry, and by default, the communities
they are in by getting rid of this material. They become liabilities for the mill owners and farmers.”
Another important thing about the process is bagasse pellets can serve as an alternative to wood pellets, or more importantly, the typical fossil fuels that wood pellets replace. “The power generation industry has been looking for multiple feedstocks for fuel, and bagasse is a good one for them to diversify,” Keating says. “The other thing that happens when you have a landfill is this stuff eventually decomposes and it emits methane, and that’s the worst of all green-
BIOMASSMAGAZINE.COM/PELLET 15
house gasses. By taking the material and putting it to use, that methane is reduced.”
Ultimately, Delta Biofuel wanted to find a solution to alleviate bagasse disposal problems as much as possible, and came up with the plan for what Keating describes as “a relatively simple project and produce to manufacture and supply to facilities around the world.

“One of the nice things about this project is every group that it touches wants it to happen, which is kind of unusual in the project development world,” he says. “The sugar industry wants it, the state wants it, investors want it and our customers want it.”
The state and local government have been pro-bagasse plant since the beginning and have done their parts to help get the project moving forward. To support the project, the state of Louisiana offered Delta Biofuel an incentive package that includes the comprehensive workforce development solutions of LED FastStart, and a $1 million performance-based grant for infra-
structure improvements. The company has also been approved for the state’s Industrial Tax Exemption program and has applied for the Quality Jobs program. “These are all really helpful to us,” Keating says. “In addition, as a project developer, all you can really ask for is timely feedback and turnaround of permits and things related to that, and they have been very responsive. It sounds like it’s not that big a thing, but having agencies responsive to help you move the project forward is huge. We’ve been able to clearly understand what we needed to do and they helped us through the permitting process.”
Combating Challenges
Of course, for a project of Delta Biofuel’s size, most often there are hiccups or complications. While the company was ready to go more than a year ago, Keating says, progress was slowed. “The market turned upside down—supply chain challenges developed and prices went out of control,” he says. “We could not lock in
pricing for the equipment we wanted to buy. We had to wait for everything to settle down, and it wasn’t until about [February] when we were able to lock in. When you’re doing project finance and you have lenders and equity investors, it’s very hard to do in high volatile times, and we just couldn’t get it done for a while.”
But as 2023 broke, things began to settle down and Delta Biofuel was able to place orders with locked-in pricing and delivery times. “We’re finally past all of that,” Keating says.
Vendor Relationships
With the contracts in effect, Delta Biofuel has secured almost half the state’s sugarcane bagasse production. He notes than when viewing Louisiana on Google Earth, one can see two big tracks of cane land that come down either side of the Atchafalaya Basin, and the majority of the west side is contracted with the Iberia Parish plant. Delta Biofuel has secured exclusive long-term agreements to acquire bagasse feedstock
16 PELLET MILL MAGAZINE ISSUE 3 2023
« Feedstock
RecuDry® - Low-temperature belt dryer with heat recovery system


Come see us at the WPAC in Ottawa Sep 19-20, 2023
and at the USIPA Conference in Miami Oct 16-18, 2023


Maximum drying ef ciency due to energy recovery system
Energy savings of 35 - 55%
Reduced exhaust air ows and emissions
BIOMASSMAGAZINE.COM/PELLET 17
Delta Biofuel held its long-awaited groundbreaking ceremony on July 12, with construction estimated to take roughly a year.
IMAGE: DELTA BIOFUEL
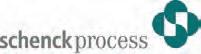
Louisiana’s Sugar Cane Economy
Louisiana’s sugar industry has an annual economic impact of more than $2 billion to cane growers and raw sugar factories, while also generating an overall economic value of $3 billion. Sugarcane is produced on more than 480,000 acres of land, processed at 11 mills across the state.
The 2022 Louisiana sugarcane crop totaled a record-setting 17.1 million tons. Approximately 45% of total U.S. sugarcane production occurs in Louisiana, which trails only Florida in annual production.
BCI equipment is built to last, one piece at a time, by a team that still believes quality matters.
From custom design, to fabrication, to service & support...
BCI is Elevating Conveying Standards


• Chain Conveyors
• Air Suppor ted Conveyors
• Bucket Elevators
• Parts & Accessories for all makes/models of conveying equipment
Over 200 Years of Combined Experience. Made in the USA.
18 PELLET MILL MAGAZINE ISSUE 3 2023
SOURCE: AMERICAN SUGARCANE LEAGUE
from five nearby sugar mills to provide enough sugarcane waste for low-emissions energy generation. “We’re building the site at a sugar mill known as Enterprise Sugar Factory, owned by MA Patout, which is the largest sugar mill in Louisiana,” Keating says. “The facility will be located on leased acreage next to the sugar mill. Then, we’ve got other sugar mills from which we have contracted supply, where we will take their bagasse as it comes out of their facilities and manage it for them, and ultimately take it back to our facility to make pellets.”
The typical moisture content of the bagasse collected by Delta is between 50 and 70%, according to Keating. “Our drying system is a typical rotary drum dryer system much like you would see at a wood pellet plant,” he says. “It has been modified to handle the bagasse, and the dryer burners are fueled by bagasse dust.”

Much of the remaining equipment is also standard wood pellet process equipment, and like the dryer, has been modified
as needed to handle the bagasse, including the hammermills and pelletizers. “It’s all from the wood industry,” Keating says. “But we do have a proprietary process for getting the dirt, ash and rocks out of the fiber, which is not typically in wood.”
Bagasse will be stored in a large pile in the existing area that the Enterprise sugar mill uses. “But we’ll have around-the-clock trucking in from other mills, which will be used as it's received, and not stored,” he says.
As for the final product, the energy content is around 16.8 megajoules (MJ), he adds—just slightly below the wood pellet standard of 17 MJ.
The company has entered into longterm contracts, primarily with power utility companies in Europe, for the sale of more than 1.8 million metric tons of pellets over the next several years. “The way we’re sending the material over, we’re partnering a port on the Mississippi—Impala Burnside Terminal—and they are constructing

a 35,000-ton-capacity storage dome for us exclusively, which we will be sending our material to, and ultimately enough for large cargo ships to take across to Europe or anywhere else,” Keating says. “That’s another important part of the logistics.”
Final Steps
With the groundbreaking complete, it’s projected that it will take about 12 months for the plant to be constructed, with June 2024 slated for completion. “Once it’s up, we will immediately commission and begin start-up mode,” Keating adds. “And during startup and ramp-up, we will be producing pellets. Not full capacity, but we will be accumulating inventory to send to Europe. Full production is expected in September or October.”
Feedstock »
Contact: Anna Simet asimet@bbiinternational.com
Throughout the years, transportation of large and consistent feedstock has been a limiting factor to biomass’ ability to replace fossil fuels. Mahdi Vaezi, associate professor at Northern Illinois University, has an innovative solution to this problem: hydro-transport of biomass, such as wood chips, wheat straw and sawdust, via pipeline. Now, he and his team are researching what it would take to make the world’s first biomass pipeline a reality.
Along with industry and academic partners, Vaezi received a $650,000 USDA grant to further research the idea. Biofine Developments Northeast Inc. is providing industry expertise as a biorefinery that uses biomass, Dr. Parisa Mirbod with the University of Illinois Chicago will assist on the scientific side of the
proposal, and Construction Management Institute of Maine will help conduct a feasibility study to build a 10-mile wood chip pipeline in Maine. “How is this wood chip or powder or wheat straw going to behave in the pipeline?,” Vaezi says. “We have to know the viscosity, and how easy or difficult this mixture is to pump. We also have to know the optimum wood chip size, the proper velocity to pump it, what percentage of water and solid should go together to be able to pump, and the proper type of the pump to transport it.”
To research these different factors, a 30foot, closed-circuit pipeline facility was constructed in Vaezi’s lab (WASTE Lab) at NIU. Vaezi explains that he and his team are developing the lab with instruments and equipment to measure pressure drops, velocity changes,

power consumption and the properties of the mixture including viscosity, temperature and concentration.
The research project has three different aspects: a fundamental research study, a technoeconomic analysis and a case study, Vaezi explains. The fundamental research study will examine how pipe material and geometry, biomass specifications, slurry (biomass-water mixture) properties and pipeline operating conditions change the behavior and specifications of the biomass slurry flow, using the pipeline facility at NIU. Biofine will assist in this aspect of the study, working with Vaezi to better understand the performance of pumps capable of handling sawdust, wood chips and wheat straw. They will also help investigate the effect of additives, e.g., starch and glucose, on the
20 PELLET MILL MAGAZINE ISSUE 3 2023
Associate Professor Mahdi Vaezi, Northern Illinois University. IMAGE: NORTHERN ILLINOIS UNIVERSITY
Pipeline Innovation
From the forest to the sea, a NIU professor is researching the possibility of building the world’s first biomass pipeline, an idea with revolutionary potential for the future of biomass transportation.
BY KATIE SCHROEDER
specification and behavior of sawdust slurry flow in production of levulinic acid via the Biofine process. “With the help of the University of Illinois Chicago, we are going to apply PIV, or particle image velocimetry, to look at the biomass flow in pipes and pumps,” Vaezi says. “Basically, we are using a laser device to illuminate the field in the desired region of the tube, and a high-speed camera to capture the image of the flow.”
Secondly, the technoeconomic analysis will examine the feasibility of pipeline in replacing truck, train and ship for large-scale transport of biomass feedstock. In his initial study a few years ago, Vaezi found hydrotransport of wheat straw via pipeline instead of truck for use in the production of bioethanol would result in a 50% decrease in transportation costs.
The third aspect of the research project is a case study that will be executed with the help of the Construction Management Institute of Maine. They will examine the feasibility of building a 10-mile pipeline in Maine, carrying 350,000 tons of wood chips per year from Perry to Eastport for export to Europe. “Eastport is the closest port to any location in the European Union,” Vaezi says. “It is a 90-footdeep water port so it can take the largest of vessels, which would allow for a transport of wood chips to approximate 35,000 metric tons per load. However, this would require about 2,592 truck trips per month down Route 190 from Perry to Eastport, which is facing tremendous resistance by members of the Passamaquoddy Tribe and local town officials. This pipeline is hopefully going to resolve that issue and it [has] already received the support of the town of Searsport.”
When constructed, this pipeline would be the first biomass pipeline in the world. This case study is the only aspect of the study to
run for the entire four-year span of the research project, Vaezi explains. “We are hoping to get the feasibility study done in a couple of years—if not less—and then look into the actual construction phase,” Vaezi says. “The construction phase is not part of this research, although we … are looking to some sources to provide support and fund that part of the study which does have the local support as well, and we are hoping to make that happen.”
The inspiration behind this research project came from the scalability problems biomass-based energy faces. Vaezi explains that he initially studied this issue for his dissertation several years ago, following up on an inconclusive study done by the former Pulp and Paper Research Institute of Canada on the concept of pipeline transport of woody biomass for pulp and paper manufacturers. “We are picking that up and with all this energy crisis, environmental issues and great desire for green and renewable sources of energy, we are again looking into this matter, to see if we can make it this time a reality,” Vaezi says.
He was inspired to explore a pipeline solution because of the “unique economy” around biomass transportation. The concept of economy of scale is the idea that as more is transported, the cost of transportation goes down. However, economy of scale does not apply when it comes to biomass transportation by truck, Vaezi explains. “The more the number of truck[s], the more the cost of transportation, and that is very well known to be one of the major barriers toward increasing the scale of biorefineries,” he says.
Pipelines have great scalability in that the longer they are and the more they can carry, the lesser transportation costs. Implementing a solid-liquid pipeline solution would be a way to remove the barrier of high transportation of biomass.
Some of the difficulties around building a biomass pipeline include the lack of knowledge about how the woody biomass would behave in a pipeline. “This is a material that we don’t know anything about as to how it will behave when it’s mixed with water and pumped into the pipe,” Vaezi says. “So, the mechanical portion of this study is supposed to answer all these questions.”
Beyond the ease of transportation, biomass pipelines reduce greenhouse gas emissions by eliminating the need to have so many trucks on the road. Pipelines transporting wood and water also have very few environmental concerns compared to a pipeline transporting oil, because if an accident were to happen, there is no risk of contaminating the surrounding area, Vaezi explains.
“People looked into this for pulp and paper production, and that is basically short distance … transporting wood chips from the point of receiving to the process line within one factory or facility,” he says. “It’s just a little bit of distance at small scale, but we are looking into a longer distance at large scale.
There are many questions that arise in terms of scaling things up, Vaezi adds. “So many questions in terms of the mechanical behavior of the material and how much it would actually cost, and whether is this something that we can get government support for— that’s one of the purposes of the case study, to see how much support we can get for it.’’
Author: Katie Schroeder Katie.schroeder@bbiinternational.com
BIOMASSMAGAZINE.COM/PELLET 21
Transportation »

When Small-Scale Pelletizing Makes Sense
Though it varies based on each individual case, small-scale wood pellet production can be profitable.
BY TIMO MÜELLER
Since more and more countries are adopting sustainability and renewable energy policies, the wood pellet industry has experienced rapid growth rates. Pellets function as a sustainable alternative to fossil fuels for electricity generation and heating. In recent years, we have repeatedly seen new records set for maximum capacities, which have now reached the seven-figure territory. But smaller productions can also contribute to the energy supply, especially at the local and regional level. Small- and medium-sized businesses have the opportunity to increase their own value creation. Therefore, the question is not only how big a plant can become, but also, how small a plant can be while still being profitable? When does it make sense for your business to get into pelleting?
Material Input
At the lower end of production scales, the smooth operation of a pellet plant hinges upon a consistent flow of input materials. Energy consumption plays a pivotal role as a key performance indicator, or KPI, for measuring the efficiency of a production line. Notably, there is a significant spike in energy consumption every time the machines are started up. To mitigate this, minimizing the frequency of cold starts becomes crucial. This can only be achieved by maintaining a steady input of materials into the system. Consistency in material flow not only helps reduce a negative impact on pellet quality, but also enhances the overall efficiency of the process.
Regularly stopping and starting up a pellet mill, conditioner, dryer, etcetera, has detrimental effects on both pellet quality and the overall efficiency of the plant, as well as the machinery lifetime. Each start-up cycle can introduce fluctuations and variations that can compromise the uniformity and integrity of the pellets produced. Moreover, the repeated starts and stops impose additional stress on
the equipment, leading to increased wear, maintenance requirements and potential unplanned disruptions.
Therefore, it is essential that there is enough material to ensure a consistent operation for several hours, ideally an entire eight-hour shift.
Equipment Amortization, Energy Supply
Another challenge for small pellet plants is the amortization of essential equipment. While there are some machines such as hammer mills, pellet mills and coolers, for which the price is more or less proportional to the size, there other parts that are always needed and are not scalable in price based on the production capacity. For example, this means that the control room for a plant with a 5-metric-ton-perhour (MT/h) pellet mill requires roughly the same investment as one with a 1 MT/h pellet mill. However, with an installed capacity of 5 MT/h, this investment will be amortized significantly faster than with 1 MT/h.
The primary purpose of any pellet plant is to generate an energy source; however, it is important to consider that the plant itself requires energy to operate, too. Specifically, the drying, milling and pelleting processes consume a significant amount of energy. Larger plants typically rely on an on-site heating power or cogeneration plant. For smaller factories, operating these energy systems can be challenging due to maintenance, initial investment costs, material supply and potential energy surpluses.
This challenge usually requires specific approaches for each individual case. Some companies manage to partner with neighboring companies, whereas others install their own gasifiers, firing plants, etc., which simultaneously supply heat and electricity to the other production lines.
BIOMASSMAGAZINE.COM/PELLET 23
Operations »
CONTRIBUTION: The claims and statements made in this article belong exclusively to the author(s) and do not necessarily reflect the views of Pellet Mill Magazine or its advertisers. All questions pertaining to this article should be directed to the author(s).
(Left image) In southern Germany, a unique pellet plant at woodworking company Holzwerke Bullinger went into operation in early 2023. IMAGE: SALMATEC
Sub-10k Plants
Due to these factors, sub-10k plants— meaning plants that produce less than 10,000 MT per year—usually cannot be operated on the same business model as larger ones. But in some countries, rules and regulations for smaller plants are less strict.
In southern Germany, a unique plant at Holzwerke Bullinger went into operation in early 2023. The woodworking company can now handle the residues from its own structural timber and GLT production. What makes the plant so special is twofold: First, Bullinger’s strategic approach involves utilizing a large portion of the produced pellets on-site, thereby ensuring self-sufficiency. Second, what truly sets this pellet plant apart is its nocturnal operation—pellet production occurs exclusively at night.
Bullinger has installed five Burkhardt wood gasifiers to generate thermal and electrical energy around the clock and meet its own energy requirements. Those are fed with the 6-millimeter pellets produced on-





site. During the day, the energy powers the timber production machines, which operate in two eight-hour shifts. At night, this energy is utilized to run the pelleting unit. Any excess energy is fed into the local grid. The late shift initiates the start-up of the pellet plant before leaving for the day, enabling it to function autonomously until the next-day shift arrives in the morning to turn it off. In the event of an emergency, production can be remotely halted, allowing them to go into unmanned operation.
With the installed pelletizing equipment, the plant is capable of producing 3.5 MT/h, indicating its potential to make roughly 30,000 MT of wood pellets annually. However, due to its unique operation approach of running the plant exclusively at night, the actual production output is approximately 10,000 MT per year. This deliberate scheduling ensures optimal resource allocation and synchronization with Bullinger’s other production areas.
Instead of opting for the installation of a small pellet mill with a capacity of 1-1.5 MT/h and running it continuously throughout the day, Bullinger made a strategic decision to invest in a larger pellet mill and operate it during a single shift to reach the same daily production output. This astute approach enabled Bullinger to maintain uninterrupted operation of its gasifiers while simultaneously minimizing the peak kilowatt demand.

Conclusion

In conclusion, a small pelleting plant, even a sub-10k plant, can very well be a profitable investment. However, individual solutions need to be found at this scale. It is crucial to integrate the pellet production into the operation rather than treating it as an additional and isolated business area. Contact:







Timo.mueller@salmatec.de www.salmatec.de « Operations PR EMIU M PRODUCTS , NOT PR EMIU M PR IC ES
Timo Müeller
CONFERENCE




















The Revolution Inside
CPM’s mission to innovate the pellet mill has resulted in a significant savings in operating costs, as well as a reduction of plants’ carbon footprints.
BY KYLE HOFFMAN
As the biomass pellet industry began to take off, it was clear that pelletizing wood was not going to be the same as pelletizing anything else. The consistency and properties of wood cause the pellet mill to run rougher, and requires significantly more power to achieve throughput than most other materials. In addition, the abrasiveness of wood causes steel components to wear faster. All of this leads to high operating costs, cutting

into profit margins. New steel alloys and heat treatments were trialed with incremental improvements, but hadn’t made significant differences to the bottom line cost. What if there was a better way?
In 2012, CPM began a mission to truly innovate the pellet mill, setting out with four goals. We wanted to improve energy efficiency to produce pellets, increase capacity of the mills and improve pellet quality, all
while making sure any innovations could be retrofitted into existing pellet mills. The mission would not be accomplished if we could only make these improvements to new equipment.
Over the next year, we began to research process to influence factors in our internal test facilities. We focused on three primary requirements to form a wood pellet: pressure, temperature and retention time.
CONTRIBUTION: The claims and statements made in this article belong exclusively to the author(s) and do not necessarily reflect the views of Pellet Mill Magazine or its advertisers. All questions pertaining to this article should be directed to the author(s).
26 PELLET MILL MAGAZINE ISSUE 3 2023
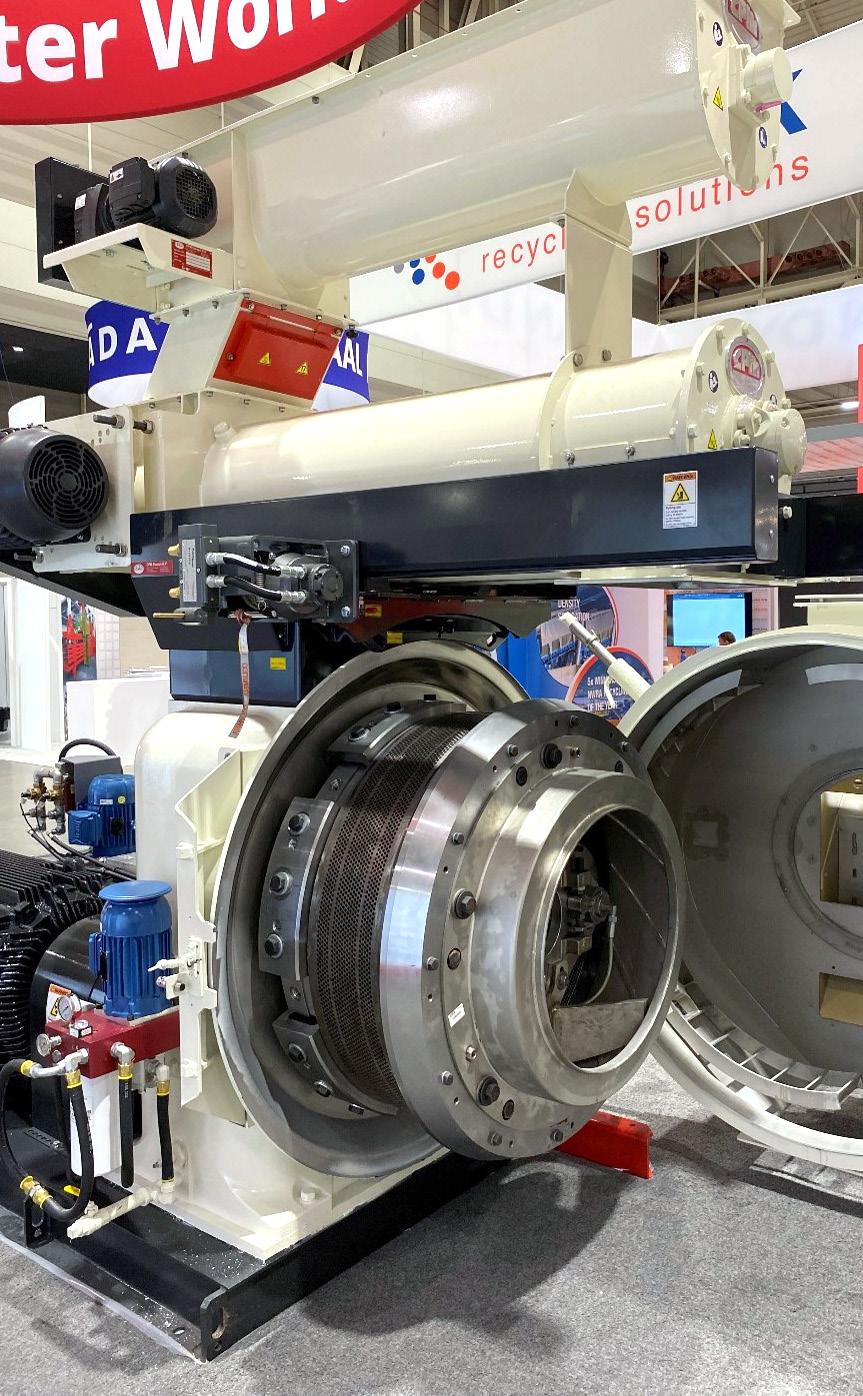
Twin Track uses two rollers inside the pellet mill, each of which has its own track. IMAGE: CPM
Pressure is generated by resistance in the die as it compacts particles together into a wood pellet. Temperature activates the natural binders like lignin and resins in the wood, and comes from mechanical friction in the die. Retention time is the required time for natural and added binders to react and form a hard, high-quality pellet.




With these parameters in mind, we began trials. The first test was to discover the effect that material layer thickness between the die and roller has on pelleting. We quickly learned that a thicker layer of material on the die resulted in lower energy required for the pelleting process. This became a cornerstone of our research—but it was easier said than done. Pushing a higher throughput through a die would result in a thicker material layer, but also a lower retention time and lower quality. A lower die speed would also increase the material layer, but resulted in higher torque on die and rollers. We needed something else.
The next set of tests confirmed that a longer retention time has a positive effect on pellet durability. Again, this was not the easiest to achieve within an existing pellet mill design. A wider die face with more holes provided longer retention time, but the forces generated on the die and roller were too great. A thinner material layer resulted in longer retention time, but a thinner material layer means less capacity, and was in direct contention with our previous learning. It was time to start thinking radically.




As with most innovation, the first radical idea was a failure. CPM pellet mills are made with two roller assemblies today, so what would happen if we removed one roller? This doubled the material thickness layer, which reduced energy consumption, but it did not increase the retention time in the die. More importantly, the forces generated from a single roller assembly pressing into the die were phenomenal. This would never be reliable full time in a biomass pelleting operation. Back to the drawing board.
Our next idea made sure to stick with two roller assemblies, but what if each roller assembly only pressed on half of the die face? Using two rollers, each on its own track, proved to be the answer we were looking for. This gave us the thicker material layer we wanted, with reduced forces compared to our standard design. These reduced forces were a result of fewer “pushes” by the roller assemblies. Since each roller is working on just half the die face, pellets would only be pushed once per die revolution, rather than twice per die revolution. Thanks to the reduced forces, we began to increase the die surface to increase capacity and cook time. Though we were finally on the path to improved energy efficiency, capacity and quality, we were still far from the finish line.
We knew we were onto something big, but also knew we had to work out the details before considering a product launch. We spent the next six years iterating and testing our design before any customer field trials would begin. The final design featured 40%

BIOMASSMAGAZINE.COM/PELLET 27 Efficiency »
Thetford Mines, QC : 418-338-4682 Winnipeg, MB : 204-661-3321 Vancouver, BC : 604-233-2008 Napanee, ON : 613-354-3318 Edmonton, AB : 780-245-1664 New Orleans, LA : 985-290-8739 Contact us to see how we can help you convey bulk materials. www.continentalconveyor.ca
more holes in the die, and was now ready to be put to work. The results were even better than we expected.
After three years of field trials and several customer sites working on multiple species of wood, we were confident to tell the world about the success, and launched Twin Track in 2022. These sites had multiple CPM pellet mills, and we were able to track the progress of Twin Track side-by-side with our standard design at equal process conditions. Our customers saw up to 20% energy savings in kilowatt-hour per ton. This saves significantly on operational costs, but also reduces the carbon footprint of the mills. The cook time was increased and resulted in higher durability pellets. Thanks to the energy savings, the pellet mill is also capable of higher throughput—up to 20%—using the same attached motor. There were even unexpected benefits. This design causes the die to be fed more evenly, resulting in more
even wear, and reducing premature die failures. It also resulted in more stable pellet production, as the longer retention times were more forgiving of product fluctuations.
We now have dozens of Twin Track pellet mills working all across the globe, saving energy and making production more profitable for our customers. We have been working on a second generation Twin Track to improve even further on the benefits. This design sees 80% more holes in the die, and results in even greater energy savings. As the push for lower total cost of ownership continues, these types of innovations will be key to the success of our industry.

28 PELLET MILL MAGAZINE ISSUE 3 2023
Contact: Kyle Hoffman kyle.hoffman@cpm.net 765-730-6651
IMAGE: CPM « Efficiency
The Twin Track was launched after six years of testing and iterating, and then three additional years of field trials. A second generation is now in the works.
Best Practices for Biomass Stockpile Dust Control
 BY MIKE LEWIS
BY MIKE LEWIS
Every day, sites across North America store millions of tons of raw and processed biomass used for a wide range of applications. These piles are several stories high and are constantly moving, piled by front loader or stacker conveyor, lifted with heavy equipment, and loaded for transport—all of which cause dust emissions.
Whether kicked up by wind or normal activity, dust from stockpiles leaving the site line is heavily regulated and can be investigated by local, state or federal officials without the knowledge of the operator. Inspectors are searching for nearly invisible airborne particulate matter (PM) smaller than 10 micrometers (PM10), small
enough to pass the body’s natural defenses and cause chronic breathing issues over time. Based on the government entity doing the monitoring, violations can range from corrective action to fines, or even a forced shutdown until an adequate remedy is applied. Sometimes the problems can build upon each other. A violation from a local U.S. EPA branch can trigger an Occupational Safety and Health Administration inspection to determine workplace safety violations.
Violations are often initiated by complaints. If not properly addressed, they can also be followed by lawsuits. Regulations exist because air-
borne dust emissions have been deemed a serious public health issue. If litigants can prove air quality violations are caused by a specific substance originating from a defined location, then legal settlements and the erosion of public trust could force the closure of the operation.
After a long-term risk and cost evaluation, environmental managers commonly include a dust control management plan as part of their environmental assessment. In these plans, environmental professionals often recommend using modern atomized mist cannon technology for stockpiles of all types. No other water-based technology has demonstrated the effectiveness
CONTRIBUTION: The claims and statements made in this article belong exclusively to the author(s) and do not necessarily reflect the views of Pellet Mill Magazine or its advertisers. All questions pertaining to this article should be directed to the author(s).
30 PELLET MILL MAGAZINE ISSUE 3 2023
Dust control for biomass stockpiles can involve blending methods, including the use of both misting rings and cannons. IMAGE: BOSSTEK
that atomized mist delivers in controlling airborne emissions and keeping operations compliant.

Causes of Airborne Stockpile Dust
The key to controlling airborne dust is either prevention (surface suppression) or stopping it at the point of emission (airborne control). However, it helps to first define what is causing the dust emission in order to treat it properly. It will come as no surprise that the biggest cause of dust emissions for outdoor stockpiles is wind. Depending on the force of the wind, there is little an operator can do to keep the dust from becoming airborne, other than covering the piles or applying foam.
Airborne suppression of outdoor emissions is typically accomplished using water. Field tests have shown that droplet sizes need to be roughly the same size as the airborne particulates due to the slipstream effect. This is the reason why atomized mist technology works, because the droplet sizes are 100-1,000 times smaller than those from hoses and sprinklers, making them far more effective against regulated dust emissions. Water propelled through hoses produces larger droplets because it depends on the water pressure to propel the droplets long distances. In contrast, an atomized misting cannon relies on a powerful fan to propel droplets, thus using far less water to offer complete coverage.
Dust-Causing Activities
Offloading raw and processed biomass into a storage area requires movement, which can cause dust even before the material reaches the pile. This is done by dumping, conveying with a stacking or tripper conveyor, or using equipment (earthmover, front loader, etc.). Operators have found that mobile misting cannons have worked well in controlling dust at the point of emission. When discharging material from a conveyor at height, a misting ring creates a curtain of mist around the discharge stream, capturing particu lates and directing them toward the top of the pile.
Disruption from equipment as material is moved, rotated or prepped for shipping is a cause of dust. In addition, the movement of tires and tracks on nonpaved surfaces during op erations adds to the amount of dust. Around the
storage area, managers who have implemented an oscillating central cannon around high-traffic areas have found that they maintain a dustfree environment when material is in constant rotation.
Loading stored commodities involves disrupting piles, transporting material to hoppers and conveyors using large equipment, and distributing it in trucks, trains, barges, cargo ships, etc. Every point of this process produces airborne dust emissions. Along with misting rings,
many operators have installed misting heads at hoppers and conveyor transfer points, sometimes with dosing capabilities to apply surfactants for hydrophobic materials.
Best Practices For Stockpile Airborne Dust Control
Offering both airborne and surface suppression, atomized mist technology can be fixed on a tower mount reaching as high as 30 feet (9 meters) and aimed directly at dust-caus-

BIOMASSMAGAZINE.COM/PELLET 31
Dust-causing activities as displayed in the image demonstrate the need for an oscillating cannon with widearea coverage.
Dust »
IMAGE: BOSSTEK
ing activity. The equipment can also be mounted on a mobile carriage or skid, or delivered in a fully self-contained system on a mobile trailer with a water tank and genset. Large designs feature a specially designed barrel with a powerful 60 horsepower (HP) industrial fan in the back protected by a mesh cage, with a misting ring on the front. A booster pump sends pressurized water through the circular manifold, which is fitted with atomizing nozzles. The nozzles fracture the water into an engineered mist, throwing mil-
lions of tiny droplets in a cone-shaped plume. The largest cannons can throw mist up to 328 feet, with a coverage area of up to 280,000 square feet (26,000 square meters) when using the 359-degree oscillator.
Operators who prefer the option of both pressurized water and atomized mist choose the versatile options that combine the power of an industrial fan, misting ring and heavy-duty barrel with the reach and force of a central highpressure spray nozzle. The pressurized spray

resists wind shear and even uses the force of the wind to further fragment and carry the droplets, enhancing its dust suppression capabilities. This is achieved without the need for the high water output associated with a hydrant-dependent hose or industrial sprinkler system. The threestage center nozzle promotes efficient water usage, delivering a level of control unavailable in existing designs.
Best Practices For Stockpile Surface Suppression






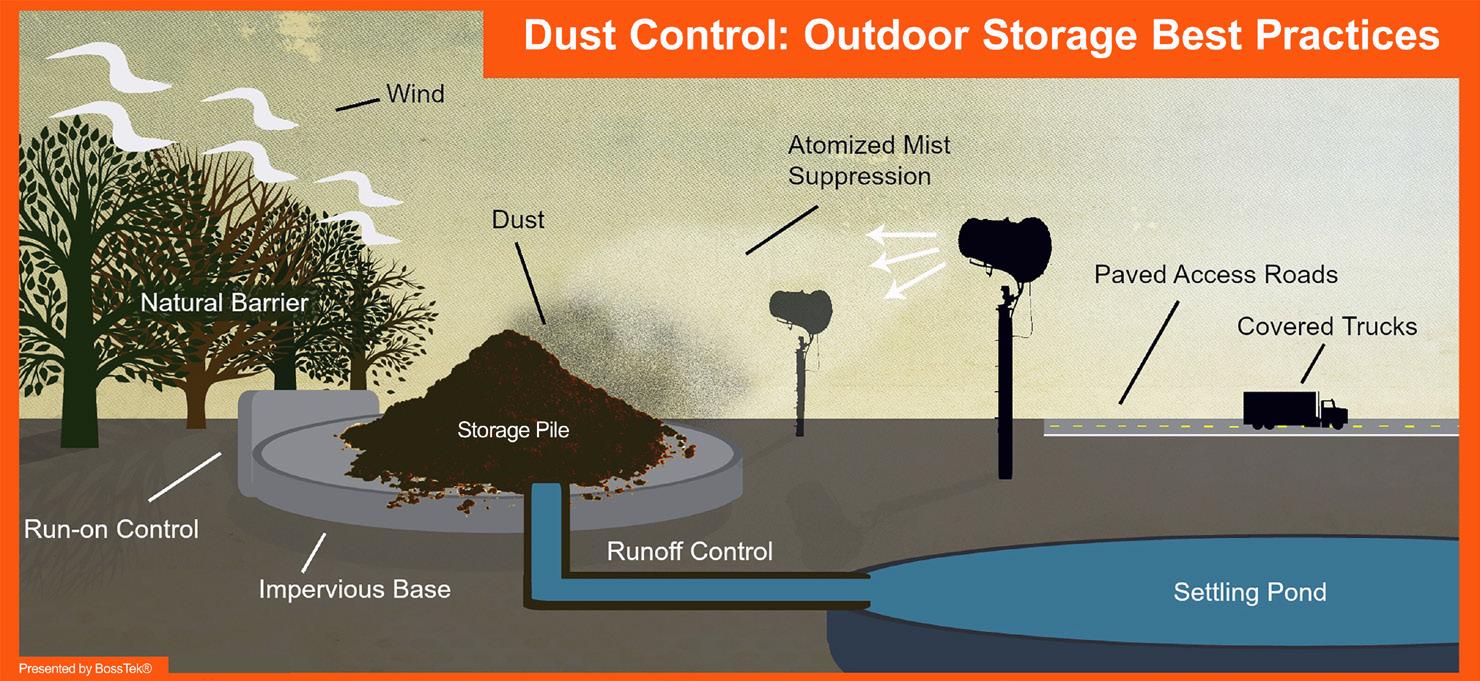
Preventing the dust from becoming airborne in the first place is the preferred method of control. Only atomized mist technology offers both effective surface suppression and airborne control. Surface suppression protects the pile from shedding dust emissions. However, this is extremely difficult in outdoor operations where the material only spends a limited amount of time in depots or terminals before it is sold and transported. Figure 1 depicts some of the suppression methods.
Dampening with water either from a hose, sprinkler or atomized misting cannon can wet the surface and lock the fine dusty material be-








 Figure 1
SOURCE: BOSSTEK
Figure 1
SOURCE: BOSSTEK
« Dust
neath. The goal is to make the material clump together and create a moist surface that prevents emissions. Hydrophobic natural fibers don’t clump, so they are difficult to treat with this method and may require a surfactant additive to ensure the water doesn’t merely bead on the surface and run off. Operators may find dampening labor intensive if they choose the hose method instead of an automated atomized misting cannon. Moreover, some commodities reduce in value with higher moisture levels, so controlling water volume is advantageous.
Wind barriers that are natural or manmade can prevent wind from entering the storage area. Natural barriers can also capture much of the dust if dense and tall enough. This method is not always effective, but is an excellent supplementary measure when coupled with other methods.

Covering material with tarps or biodegradable foam is generally only effective for short-term storage for a few hours or overnight. Tarps can rip, foam can deplete, and operators might find this method labor intensive for monitoring and maintenance.
Enclosures are employed by many sites as a highly effective method. Construction, permits, space limitations, and maintenance may be cost prohibitive to some operations. Storage domes, covered storage depots, and large warehouses are all common for operations with set and predictable production capacities that are never exceeded. One of the obstacles to this method is that it concentrates dust emissions into the enclosure, creating a work environment that may not be compliant with OSHA standards. Often, this method is accompanied by indoor atomized mist cannons at known points of emission.
Stockpiles and Wastewater Runoff
Since outdoor stockpile surface suppression is only achieved with water, the issue of wastewater runoff can arise. This is highly regulated and tested for heavy metals and other toxic substances. Managers are often concerned with product loss, causing profits to literally run down the drain. The issue of standing water can also be a workplace hazard and machinery maintenance problem for some operations without proper runoff control that directs water toward an impound.
Atomization introduces more droplets into the atmosphere using a fraction of the water volume. Because the mist is propelled by a fan rather than water pressure, the mid-sized cannon uses only about 25 gallons per minute (gpm) (94.5 liters per minute), as opposed to an industrial irrigation sprinkler system that can require up to 500 gpm pumped at 60-100 poundforce per square inch (4.1-6.9 bar) to adequately service the same area. Not only do the atomized droplets capture airborne particles, once they land, they also quench the storage piles, offering surface protection with far less runoff and product loss.
Conclusion

Stockpile management is a highly regulated and logistically complicated process. To remain compliant with dust regulations, operators find that they are constantly reacting to changing conditions, both with weather and volumes of material. This requires a versatile dust solution that offers both surface and airborne control, which can be achieved with atomized mist technology.


BIOMASSMAGAZINE.COM/PELLET 33
Author: Mike Lewis Dust Control Specialist, BossTek
Pellet Mill Magazine Marketplace
Jobs.BiomassMagazine.com
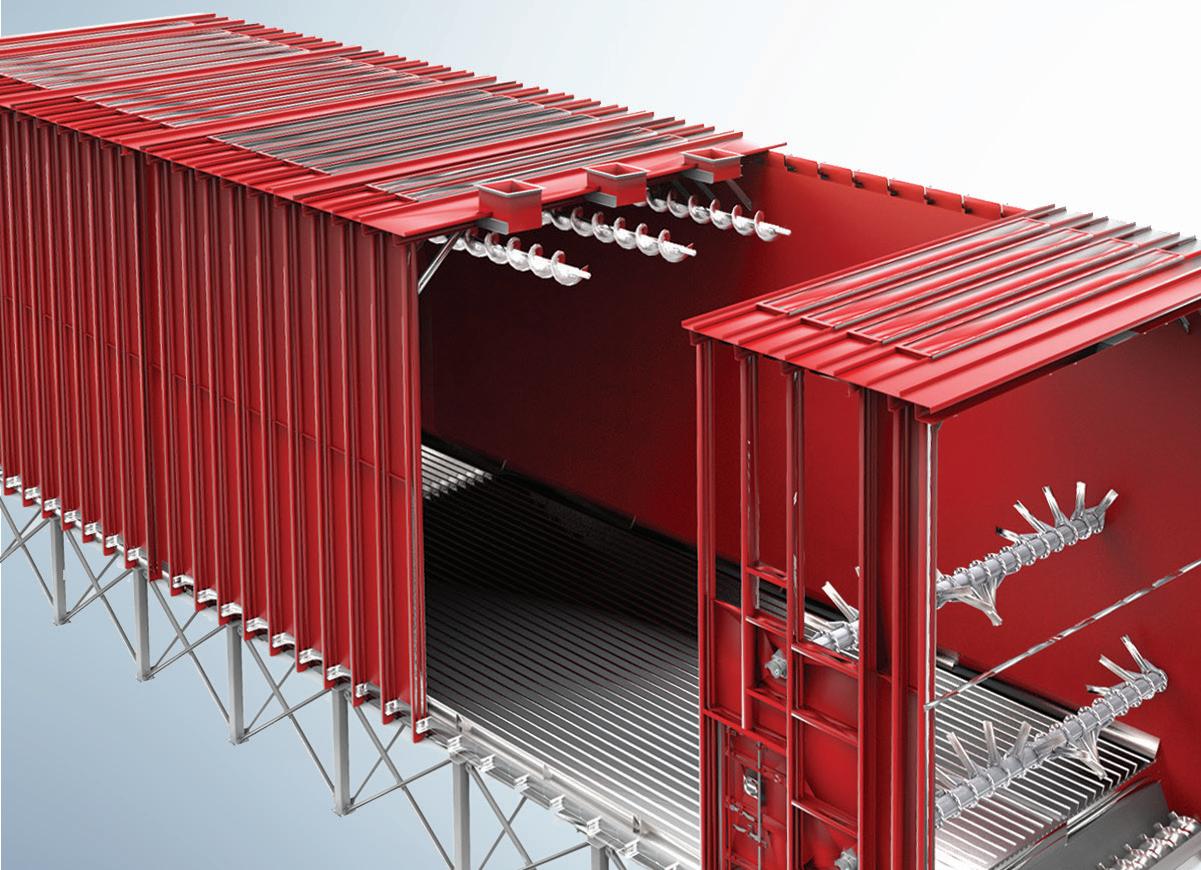
DRYER ONE™
DRYER ONE™ is a revolutionary drying machine that uses low temperature air (~90°C/194°F), flowing through the product, which is distributed on two discs, rotating around a central chimney.

This unique technology allows massive energy savings, outstanding safety, a great flexibility, and low dust and VOC emissions.
DRYER ONE™ dryers can easily adapt to all situations and can be paired with a gas burner, biomass burner or cogeneration unit.
+1-443-204-4885
info@dryer-one.com
www.dryer-one.com
BBI Project Development
BBI’s technical experts provide feasibility studies and project development for new biomass power facilities as well as pellet mill facilities. In many countries power generation through anaerobic digestion addresses waste management and power needs and its application continues to expand. BBI’s experts are able to perform engineering studies, perform technology assessments and evaluate the economic impacts of these projects.
866-746-8385
service@bbiinternational.com
www.bbiprojectdevelopment.com
BBI Project Development
BIOMASS JOBS
Let Biomass Jobs showcase your open position(s) to the renewable fuels industry.

Post a Job - Reach Workers
Post unlimited jobs for one year (jobs will expire after 30 days)
All job posts include a company logo
Job posts will be visible:
- Biomass Jobs website
- Biomass Magazine's homepage
- Biomass Magazine's Biomass Week E-Newsletter
- Biomass Magazine's social media channels
- Included in a monthly jobs email sent to Biomass Magazine subscribers
866-746-8385
service@bbiinternational.com
jobs.biomassmagazine.com
Biomass Industry Directory
Biomass Magazine’s Biomass Industry Directory is the most comprehensive list of industry suppliers, producers, researchers and government agencies available in the world. The directory is an invaluable resource to help find the contact information you are looking for, and help others find you.

directory.biomassmagazine.com
866-746-8385
service@bbiinternational.com
BIOMASSMAGAZINE.COM/PELLET 35
Post unlimited 30-day online listings for 1 year with a Jobs Package
POST UNLIMITED JOBS FUELING CAREERS
Change Service Requested





International
2nd Ave. N., Suite 304
BBI
308
Grand Forks, ND 58203
