Counnt t on Mys y tik® ® Grease e to t combaat t relent n less weaar r and teear a in n se seve v re e apppli l caations s of o plain n and d rol ol o li l ng g
bearings that oper e ate in mild to o high h temperratur u es wh w er e e high h loads ds and mettal-tto-me m taal l frricti t on exi x st. .
Wh W en the pressure’s on n to o get t the e jo j b done, ou o r
lu l br b iccants help keep p you runni n ng strong. g MADE TO MAKE IT L AST.
TSI and Telfair Forest Products have built a torrefied biomass plant scaled to produce enough product for commercial-scale testing.
Anna Simet
Optimizing Automation
In the age of automation and artificial intelligence, companies in the bioenergy space are rolling out innovations. By
Caitlin Scheresky
CONTRIBUTION
26 OPERATIONS
Designed for 50 Tons Per Hour—Why Are We Still Running 38?
Closing the performance gap in pellet mills using the Design of Experiments could push the industry into a more efficient, well-informed age.
By Justin Price
Anna Simet EDITOR asimet@bbiinternational.com
Riding the Wave of Innovation
This issue of Pellet Mill Magazine, themed operations, maintenance and plant optimization, is largely focused on technology and innovation, and for good reason: Exciting things are happening in the densified biomass space, and it all stems back to these things. From torrefaction advancements to automation and AI, the stories in these pages spotlight the people and companies doing work behind the scenes to help the industry maximize efficiency and resiliency, and stay competitive.
For our page-14 feature, “Solving the Dilemma,” I chatted with John Teal of TSI, which is just starting up a torrefied biomass plant at the site of Telfair Forest Products’ wood pellet plant in Lumber City, Georgia. Besides the project partners being experienced, trustworthy and experts at what they do, they are complimentary to each other for the purpose of this facility, which will be able to provide customers with volumes adequate to perform testing at commercial assets. This includes torrefied wood pellets, wood chips or what the customer seeks, adequately “roasted” per the application. One of the main challenges of expanding torrefaction has been the inability to be able to provide necessary tons (often referred to the chicken or the egg dilemma), and TSI recognized that. Now, with an annual capacity of 15,000-plus tons a year, more customers will have access to volumes that could truly provide some proof of concept at scale.
Our second feature article details some of the equipment and machines that the vendors in the wood pellet and broader biomass industry have spent many years perfecting, ensuring they are delivering what their customers need and deserve—and taking a great deal of pride in it. At the same time, these companies and others like them understand that while the wood pellet industry can seem stagnant or uncertain at times depending on the market, big potential still exists. Many of those who have been in it for the long run are optimistic about where things are going. Says Dane Floyd, president and CEO of Biomass Engineering & Equipment, “I hear the naysayers claim, ‘Well, the domestic pellet market isn’t growing and the international market is so up and down and disruptive.’ This is short-term noise. The future is bright—and there are so many possible streams … I only wish I had another 100 years to watch where it goes.”
Learn more about innovations at CPM and Biomass Engineering & Equipment in “Optimizing Automation,” on page 20, by junior staff writer Caitlin Scheresky.
Gaylord Opryland Resort & Convention Center | Nashville, TN
Now in its 19th year, the International Biomass Conference & Expo is expected to bring together more than 900 attendees, 160 exhibitors and 65 speakers from more than 25 countries. It is the largest gathering of biomass professionals and academics in the world. The conference provides relevant content and unparalleled networking opportunities in a dynamic business-to-business environment. In addition to abundant networking opportunities, the largest biomass conference in the world—powered by Biomass Magazine—is renowned for its oustanding programming and maintains a strong focus on commercial-scale biomass production, new technology, and near-term research and development. Join us at the International Biomass Conference & Expo as we enter this new and exciting era in biomass energy. (866) 746-8385 | www.biomassconference.com
2026 International Fuel Ethanol Workshop & Expo
JUNE 2-4, 2026
America's Center | St. Louis, MO
Now in its 42nd year, the FEW provides the ethanol industry with cutting-edge content and unparalleled networking opportunities in a dynamic business-tobusiness environment. As the largest, longest running ethanol conference in the world, the FEW is renowned for its superb programming—powered by Ethanol Producer Magazine —that maintains a strong focus on commercial-scale ethanol production, new technology, and near-term research and development. The event draws more than 2,300 people from over 31 countries and from nearly every ethanol plant in the United States and Canada (866) 746-8385 | www.fuelethanolworkshop.com
2026 Sustainable Fuels Summit: SAF, Renewable Diesel and Biodiesel
JUNE 2-4, 2026
America's Center | St. Louis, MO
The Sustainable Fuels Summit: SAF, Renewable Diesel, and Biodiesel is a premier forum designed for producers of biodiesel, renewable diesel, and sustainable aviation fuel (SAF) to learn about cutting-edge process technologies, innovative techniques, and equipment to optimize existing production. Attendees will discover efficiencies that save money while increasing throughput and fuel quality. This world-class event features premium content from technology providers, equipment vendors, consultants, engineers, and producers to advance discussions and foster an environment of collaboration and networking. Through engaging presentations, fruitful discussions, and compelling exhibitions, the summit aims to push the biomass-based diesel sector beyond its current limitations.
(866) 746-8385 | www.sustainablefuelssummit.com
Policy Certainty: A Pillar of Operational Strength in the Pellet Sector
BY DARRELL SMITH
Since stepping into the role of executive director at the U.S. Industrial Pellet Association earlier this year, our team has had the privilege of visiting several member facilities across the Southeast. We’ve walked the wood lots, production floors and quality labs at Highland Pellets in Arkansas, Drax Biomass LaSalle in Louisiana, and Fram Renewable Fuels’ plant in Hazlehurst, Georgia. These visits provided a firsthand look at the scale, precision and professionalism that define this industry.
What became immediately clear is that operational strength in this sector doesn’t happen by accident. It’s the result of careful planning, disciplined execution and a stable framework in which to work. One of the most important, and often underappreciated, factors behind that framework is regulatory certainty.
At first glance, policy may seem distant from day-today plant operations. But the reality is that nearly every decision inside a pellet mill, from sourcing and staffing to shipping and safety, is influenced by the regulatory environment.
Good policy isn’t background noise. It’s infrastructure. It’s what gives pellet producers the confidence to invest in new drying equipment or traceability systems, trusting that the regulations underpinning markets will remain consistent over time.
This is particularly true in a global context. The U.S. is the world’s leading exporter of wood pellets and is playing an increasing role in international energy markets. It is more important than ever to stay aligned with evolving standards like the European Union’s Renewable Energy Directive (RED III). Many of our members have invested in technology and talent over the years to comply with RED criteria. However, if policies like RED III are unevenly implemented across EU member states, it could introduce confusion and risk. In practice, this could force producers to adjust sourcing strategies, requalify fiber suppliers, and put added pressure on compliance and sustainability teams, who may need to manage differing documentation requirements, audit expectations and reporting formats, depending on customer requirements.
Another regulation on the horizon is the EU Deforestation Regulation, or EUDR. This could dramatically affect wood pellet producers unless its implementation recognizes existing sustainability frameworks and the realities of our supply chains. USIPA is actively engaged in these conversations to ensure the voices of U.S. producers are heard.
Domestically, many managers across our network have shared their frustration with permitting delays and inconsistent standards. Whether it’s upgrading equipment or expanding export infrastructure, uncertainty in the approval process makes it harder to plan and grow.
USIPA’s role is to advocate for clear, science-based and workable policies—ones that promote sustainable practices without creating unnecessary obstacles. We work to align U.S. and international rules, reduce friction in trade, and ensure that policies are informed by how things actually work on the ground. While each production facility has its own unique challenges and strengths, they all share a common need to operate with confidence in a predictable regulatory landscape.
That’s why we encourage stakeholders across the supply chain—from producers and suppliers to port operators and service providers—to consider joining USIPA. A strong, unified voice is essential to shaping policies that support operational excellence, market access and long-term success. The work we do benefits not just producers, but everyone connected to this sector.
Clear rules, consistent standards and a seat at the table will help our industry thrive. Let’s work together to build that future.
Author: Darrell Smith Executive Director, U.S. Industrial Pellet Association darrell@theusipa.com
Pellet Mill Grease Distribution System Maintenance
A neglected grease distribution system can wreak havoc on wood pellet mill roll bearings, leading to grease contamination, clogged strainers and uneven lubrication, all of which can increase the risk of premature bearing failure.
To mitigate contamination, the grease source should be stored in a drum or tote, in a clean room as far away from the mill(s) as possible. Drum covers should always be secured, and attachments to drums and totes should be sealed. When changing the grease container, avoid letting the stinger touch the ground or any dirty surface, minimizing the time the container is open. Perform grease container changes when the mills are not in operation or between pump demand periods.
The grease distribution pump should be regulated for proper flow of grease through the grease distribution system and
into the roll bearings at a rate controlled by divider blocks. Grease distribution pumps are normally pneumatically operated, and discharge pressure is adjustable. The grease pump air regulators should be monitored daily.
Contaminated grease shortens the service life of grease strainers, which typically contain 40 to 100 mesh stainless steel screens. These screens prevent contaminants from reaching the divider blocks, but can become clogged with thickener components, wood dust and debris. Using lithium complex greases like Mystik® JT-6® High Temp #2 or Mystik LithoPlex® Pellet Mill #2 reduces the risk of clogging. To prevent damage to the strainer mesh, remove and clean the strainer cartridges with solvent at a prescribed interval or by monitoring the pressure differential across the strainer.
After cleaning, adjusting or servicing distribution system components, verify that the proper grease flow is achieved at the press tie-in. Many systems have a timed servo valve integrated with the divider block to control the amount of grease released to the roll bearing. Before closing the press door for service, the volume and timing of grease release from each supply tube should be measured at the press to ensure it reaches the roll bearings.
Preventative maintenance and attention to the grease distribution system can protect the roll bearings and reduce downtime.
Count on Mystik® Grease to combat relentless wear
annd tear in severe applications of plain and rolling bearings that operate in mild to high temperatures.
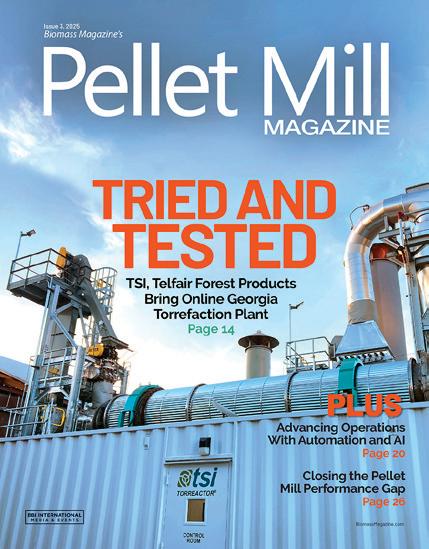
Boost Output, Reduce Operational Costs: The Eco Roll Advantage for Biomass Pellet Plants
Are you looking for ways to reduce energy bills and maintenance downtime at your pellet mill? Imagine lowering your electricity use to an impressive 40–45 kilowatt hours (kWh) per ton of wood pellets while simultaneously increasing output by up to 25%. It may sound ambitious, but that’s precisely what Amandus Kahl’s innovative Eco Roll delivers to biomass pellet producers worldwide.
This groundbreaking technology completely reshapes the landscape of wood pellet production efficiency, providing plant managers and engineers with the competitive edge they’ve been seeking. The Eco Roll operates with a unique, two-stage compaction process, gently preparing biomass such as wood or straw during the first phase before applying final high-pressure compaction. This method ensures optimal pellet formation, producing uniform pellets with significantly lower energy input. In practical terms, softwood pellets can now be made at a remarkably low energy rate of just 40–45 kWh per ton.
Consider the financial impact: A midsized pellet plant producing approximately 50,000 tons annually can save up to 1,250 MWh of electricity per year. At current energy prices, that’s around $275,000 in direct energy cost savings annually—funds you can reinvest in other critical areas of your operation, enhance profit margins, or improve plant infrastructure. The Eco Roll’s efficiency isn’t merely a cost-saving measure; it’s an investment that quickly pays for itself.
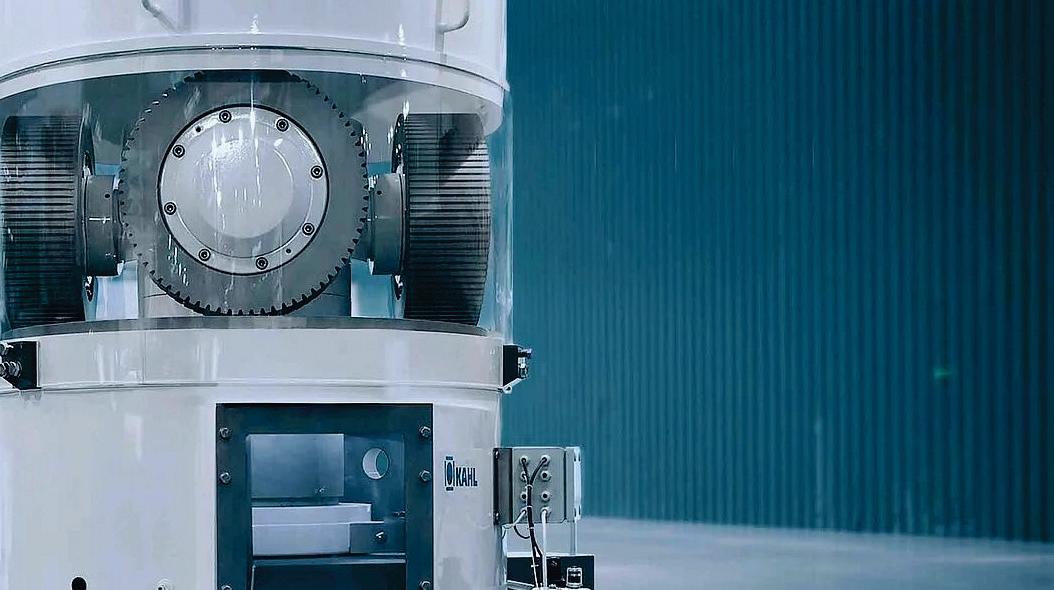
But energy savings are just the beginning. The Eco Roll is engineered for increased productivity. Its optimized pressure distribution allows for the use of wider dies, enhancing consistent pelleting performance and boosting an existing mill’s production capacity by up to 25%. Higher throughput without additional equipment means that
meeting increased demands or accepting larger contracts becomes effortless. Your flat-die pellet mill transforms into a reliable, high-output asset rather than a production bottleneck.
Maintenance and downtime are also significantly reduced with the Eco Roll’s gentle initial compaction phase. Unlike traditional single-stage rollers that apply immense pressure instantly, leading to accelerated wear, the Eco Roll’s innovative two-stage approach reduces mechanical stress on rollers and dies. As a result, you experience extended component lifespans and fewer production interruptions. The Eco Roll translates to fewer roller changes, reduced die replacements and overall lower maintenance expenses, allowing your team to focus more on production and less on repairs.
Explicitly designed to tackle challenging biomass feedstocks, the Eco Roll excels at processing dense hardwoods, fibrous straw and high-fiber grasses with ease. Difficult materials that typically cause inconsistent pellet quality and frequent machine adjustments are no longer an issue. The Eco Roll’s precision compaction reliably delivers uniform pellets, even from demanding inputs such as wood chips, straw and grass. Feedstock possibilities are expanded and consistency is improved without increasing energy use or constant adjustments.
The integration of the Eco Roll technology is straightforward. The Eco Roll is compatible with all Amandus Kahl flat die pellet mills and can be quickly retrofitted into existing equipment, particularly mills with dies of 780 mm or larger. This straightforward upgrade instantly modernizes existing machinery, significantly improving efficiency, boosting output and streamlining operations.
With over 100 years of expertise in wood pelleting, Amandus Kahl’s commit-
ment to innovation and sustainability is exemplified by the Eco Roll. This technology strikes an ideal balance between productivity, cost-effectiveness, durability and environmental responsibility, substantially reducing carbon footprints while enhancing operational efficiencies.
Furthermore, Amandus Kahl offers comprehensive support and training, ensuring a smooth transition to Eco Roll technology and optimal ongoing operation. Our team of experts is always available to assist with technical questions, operational optimization and proactive maintenance strategies.
Don’t let outdated pellet mill technology limit productivity or inflate costs. Choose the Eco Roll and revolutionize your pellet production process. Embrace a future of enhanced efficiency, increased productivity and unparalleled reliability. Upgrade to the Eco Roll today and unlock the full potential of your pellet mill.
Ready to transform your operation? Contact Mike Curci directly at curci@ amanduskahlusa.com or call 470-421-0970 to discuss how the Eco Roll can drive your plant’s efficiency and profitability to new heights.
Requiem for a Tax Credit
BY TIM PORTZ
As he predicted, on the Fourth of July holiday, U.S. President Trump signed into law H.R. 1, known officially in the Congressional Record as the “One Big, Beautiful Bill Act,” bringing to an end a wood and wood pellet appliance credit that the Pellet Fuels Institute and other wood energy and hearth interests worked so hard to win, maintain and extend.
The tax credit, pursued for well over a decade as the Biomass Thermal Utilization Act, was first signed into law in the final weeks of the first Trump administration as a small component of a $2.3 trillion spending bill that included nearly $900 billion in post-COVID stimulus spending. The legislation authorized the tax credit for three years, providing consumers with a 26% federal tax credit for appliances installed by Dec. 31, 2023. Upon the tax credit’s passage, the Pellet Fuels Institute and its partners in the hearth retail community went to work on raising the credit’s profile with consumers to boost pellet appliance sales.
In 2022 during the Biden administration, the tax credit was extended as a part of the so-called Inflation Reduction Act. It was increased to 30% of the installed cost of the appliance but picked up a $2,000 limit, blunting the credit’s financial impact on more expensive whole-home boiler systems. Commercial installations of appliances remained ineligible.
Shortly after the 2023 federal tax deadline, a report was issued that established the number of federal tax returns that claimed a Residential Clean Energy Credit. The report offered insights into how American taxpayers were utilizing the tax credit to purchase wood heating appliances and, perhaps just as importantly, how they were utilizing the credit for other qualifying energy and energy efficiency technologies, including heat pumps. In 2023, 48,180 taxpayers claimed a credit for a qualifying wood stove or boiler. With an average installed cost of $5,221, the credit was at least partially responsible for $250 million in economic activity. The IRS report lumped wood appliances and wood pellet appliances together, obscuring the exact number of credits claimed for wood pellet appliance installations specifically. In conversations with appliance manufacturing members of the PFI, the organization felt comfortable assuming that between onethird and half of all qualifying installations were pellet appliances. At those numbers, it was clear that the tax credit itself was not generating the kind of game-changing adoption the industry and wood pellet manufacturers had hoped it would. Additionally, the same IRS report revealed that competing space-and water-heating appliances were outpacing biomass appliances in generated tax credits. Natural gas, propane or oil water heaters were installed six times for each wood burning appliance. Heat pumps were installed at five times
the rate of biomass appliances. Analysis of the issued tax credits within the program revealed that just 1% of the those issued for the Residential Energy Credit program were for biomass appliances.
In 2023, over $20 billion in tax credits were issued through the Residential Clean Energy Credit program, a figure that would eventually attract the attention of a Congress hungry to increase tax revenues wherever it could in order to preserve the tax cuts established during the first Trump administration. The PFI first learned that the 25C tax credit might be in peril during the lead-up to our fly-in this spring. While the Republican members of Congress who our fly-in teams met with expressed continuing support for our sector, they were tight-lipped about that support extending to a commitment to protect the tax credit program containing the biomass appliance credit.
A Republican-controlled Congress had been enlisted by the Trump administration to deliver on the President’s campaign promise to reign in federal spending. While the 25C tax credit program and the other tax credit programs that would also be eliminated (electric vehicles, hydrogen production and others) don’t increase federal spending, they do restrict the amount of tax dollars that flow into federal coffers. If the Trump administration was going to be successful in reinstating the tax cuts it achieved during its first term, these tax credits would have to go. And so, during the Fourth of July holiday weekend, President Trump signed into law his One Big, Beautiful Bill into law, ending a tax credit that had initially been authorized to run for 10 years.
The marketplace impact of losing this tax credit is yet to be seen. Certainly, the PFI and the trade groups representing the other technologies that benefit from this program see the elimination of the tax credit as a setback. Such is the nature of the beast in federal policy advocacy. At this year’s PFI Annual Conference, an appliance manufacturer was asking about the impact that losing this tax credit would have on the industry. He rightly noted that wood pellet appliances offered consumers an economical heating solution before the tax credit existed, and would continue to do so long after the credit expired—prematurely or otherwise.
Author: Tim Portz Executive Director, Pellet Fuels Institute tim@pelletheat.org
Pellet News Roundup
BY ERIN KRUEGER
wood chips could be used to produce wood products such as oriented strand board.
According to information published by GSNR, the pivot to wood chip production would significantly lower the project’s capital costs and environmental footprint. The reduced scale of the wood chip project configuration may also facilitate CEQA review and permitting, and expedite site development timelines, improving the feasibility of near-term deployment, the group explained.
Nova Scotia Directs Government Agencies to Prioritize Wood Heating
The government of Nova Scotia on July 17 launched a new initiative to promote the use of woody biomass by directing provincial agencies to prioritize the use of wood for both construction and heating applications in public buildings.
CALIFORNIA
Proposed California Project Pivots From Wood Pellets to Wood Chips
The board of Golden State Natural Resources on June 25 voted to revise its plans for the proposed development of two wood pellet plants in California and will instead move forward with the development of two smaller-scale wood chip projects.
GSNR is a nonprofit public benefit corporation established by rural counties to address the urgent issue of catastrophic fires from overgrown and undermanaged forests. The group’s initial plans focused on the conversion of woody biomass gathered as part of forest treatment and restoration activities into wood pellets that would be exported for use in large-scale power production and similar applications. The plans included the development of a 700,000-metric-tonper-year pellet plant in Lassen County and a 300,000-metric-ton-peryear facility in Tuolumne County, along with storage infrastructure at the Port of Stockton.
Under one option, GSNR would have continued with the development of the two proposed full-scale wood pellet plants, updating the project based on the findings of a California Environmental Quality Act analysis and comments received. Under another option, GSNR would have paused further development at both proposed project sites.
The board, however, voted to move forward with a plan to revise the scope of the project, which could include reducing the size and throughput of both facilities while transitioning from producing wood pellets for export to the production of wood chips for domestic use. GSNR noted wood chips could have applications in domestic alternative energy production, such as sustainable aviation fuel, marine biofuels or bioenergy with carbon capture and storage. Alternatively,
Under the new policy, all provincial departments have been directed to look for every opportunity to use mass timber, wood pellets, biofuel and other products made with wood that are left over from sustainable harvesting and sawmilling. The departments are to prioritize the use of wood products in new construction, renovations and conversions from oil heat.
Currently, 20 public buildings in Nova Scotia, including schools and hospitals, use wood heat. Two more wood heating projects are in development, according to the government. The province also plans to launch a procurement to secure wood heating systems for more public buildings.
US Forest Service Funds Pellet, Biochar, Bioenergy Projects
U.S. Secretary of Agriculture Brooke Rollins on July 17 announced the U.S. Forest Service is awarding $80 million in Wood Innovation Grants to spur wood products manufacturing, expand active forest management, and accelerate energy innovation.
More than 100 awards have been made under the Wood Innovations Grant Program so far this year. These awards support a wide variety of project types, including those focused on wood pellets, biochar and energy production. Awardees specifically focused on pellets mentioned in the award notice include:
• $300,000 to California-based American Wood Fibers Inc. to support the installation of a wood pellet mill to increase low-value wood utilization while supporting active forest management in California.
• $300,000 to New Hampshire-based PK Wood Pellet LLC to support the installation of a new pellet mill at a former sawmill site to expand markets for low-value wood while supporting active forest management in the Northeast U.S.
• $300,000 to New Mexico-based Western Wood Products Inc. to automate wood pellet processing to increase biomass utilization and support rural economic development and active forest management.
USDA: US Wood Pellet Exports Top 853,395 Metric Tons in May
The U.S. exported approximately 853,395 metric tons (mt) of wood pellets in May, up from 846,693 mt in April but down from 926,284 mt in May of last year, according to data released by the USDA Foreign Agricultural Service on July 3.
The U.S. exported wood pellets to approximately 16 countries in May. The United Kingdom was the top destination for U.S. wood pellet exports at 661,601 mt, followed by Japan at 88,842 mt and the French West Indies at 43,207 mt.
The value of U.S. wood pellet exports was $159.23 million in May, down slightly from $159.39 million the previous month, and down more significantly from $167.38 million in May 2024.
Total U.S. wood pellet exports for the first five months of 2025 reached 4.1 million metric tons (mmt) at a value of $789.67 million, compared to 4.08 mmt exported during the same period of last year at a value of $764.94 million.
Executive Order Encourages Federal Efforts to Find Innovative Uses for Woody Biomass
President Donald Trump on June 12 signed an executive order focused on wildfire prevention and response that includes language aimed at finding innovative uses of woody biomass and forestry products.
One section of the executive order focuses on strengthening wildfire mitigation. As part of that effort, Trump has directed the USDA and U.S. Department of the Interior to “consider promoting, assisting and facilitating, as consistent with applicable law, innovative uses of woody biomass and forest products to reduce fuel loads in areas at risk of wildfires.”
Other provisions in the executive order focus on efforts to streamline federal wildland fire governance, encourage local wildfire preparedness and response, and modernize wildfire prevention and response.
FutureMetrics: Executive Order Offers Opportunity to Boost Pellet Production
A whitepaper published by FutureMetrics on June 23 explains how an executive order on wildfire mitigation signed by U.S. President Donald Trump could boost the production of wood pellets for use in domestic power production.
The executive order, signed by Trump on June 12, focuses on wildfire prevention and response and includes language aimed at finding innovative uses of woody biomass and forestry products. FutureMetrics’ whitepaper offers a strategy for using the woody biomass that would be created as part of wildfire mitigation efforts.
The strategy focuses on “the production of upgraded coal-replacement solid fuel derived from the byproducts of forest fire mitigation efforts.” The resulting wood pellets could be fired at existing coal-fired power plants, reducing emissions while maintaining baseload power.
According to FutureMetrics, the U.S. currently has 532 coalfired power generation units with capacities of at least 150 megawatts. These facilities, all of which use pulverized coal technology, can be easily modified to burn wood pellets. FutureMetrics estimates 28 of those coal-fired power plants are less than 15 years old. If each of those facilities were modified to cofire 15% pellets, it would create 9 million metric tons of domestic wood pellet demand.
While the strategy described by FutureMetrics would help create a market for the low-value biomass material created as part of expanded wildfire mitigation efforts, the whitepaper stresses additional action would be required of policymakers to make the strategy a reality. This includes financial support to help cover the costs of harvesting and transporting woody biomass and a mandate that would require certain coal-fired facilities to cofire biomass.
Cofiring wood pellets would not only support the goals of the executive order, FutureMetrics notes, but it would also spur billions of dollars of investments into new manufacturing facilities in areas of the U.S. that need industry and jobs.
Pellet Fuels Institute Elects New Board Members, Executive Committee
During the membership meeting at the conclusion of the 2025 Pellet Fuels Institute Annual Conference, the organization welcomed five members to their first terms on the PFI board. Joining the board are Alison Snider, Lignetics; Tom Plaugher, W.C. Bradley; Cameron Merrick, Somerset Pellet Fuel; Pat Curran, Curran Renewables; and Matt Klein, Easy Heat Wood Pellets.
On the Executive Committee for 2025–’26 are Kenny Lisle, Lignetics (past chair); Scott Cummings, Barefoot Pellet (chair); Matt O’Malley, O’Malley Wood Pellets (vice chairman); and Stan Elliot, Pacific Coast Pellets (secretary and treasurer).
The Board of Directors also celebrated two board retirements— Billy Hoskins, Easy Heat; and Frank Kvietok, Lignetics.
United States Wood Pellet Exports for May
SOLVING THE DILEMMA
TSI and Telfair Forest Products have built a torrefied biomass plant scaled to produce enough product for commercial-scale testing.
BY ANNA SIMET
Interest and activity around biomass torrefaction have ebbed and flowed over the past couple of decades, but one of the main challenges that have remained is the lack of volume for critical testing at assets that could potentially use torrefied biomass as a coal supplement or replacement.
TSI and Telfair Forest Products’ project in Lumber City, Georgia, is built to address that issue. Armed with decades of experience in drying technology and wood pellet production, the partners have finished construction of the torrefaction plant and are now in commissioning phases. “We’ve got it up and running—we’re doing some tests, determining what our max temperature is, checking all of our instruments and learning about the gas composition,” says John Teal, vice president of TSI. The 15,000-ton-plus facility is colocated with Telfair’s wood pellet plant, a joint venture built on experience, innovation and trust.
Family Roots
Family owned and operated, Teal’s father, Benny, founded the company, and twin brother Will serves as vice president of operations. TSI’s origins date back to the early ‘90s, initially focused on drying OSB in conveyor dryers
The new torrefaction facility has a capacity upward of 15,000 tons per year and is designed to handle a wide range of temperatures and torrefaction levels. IMAGE: TSI
and eventually supplying its first TSI drum dryer in 1999. Over the years, TSI continued developing its drying technology and began working on pellet projects in 2009, earning a torrefaction process patent in 2013—a few years after the company’s chief technology officer proposed pursuing the technology.
“Our Torreactor development was all based on the core of rotary drum dryer technology,” Teal explains. “So, the technology has been with TSI since the early 2000s, and it’s all built on this evolution. What started as a neat idea has evolved over the past 15 years.”
TSI is unique in that while it provides equipment and technology for the forest services industry—from dryer systems and furnaces to air pollution control and torrefaction systems—it doesn’t house any machine shops or fabrication operations.
“My dad built this company with a bunch
of engineers, and we take orders from our customers and develop the products they need specific to their site, working with our network of fabricators to provide them with all the things they need—machinery, installation services, commissioning and startup,” Teal says. “Our assets are our computers, our people and the communities we work in.”
Progressing with the Right Partner
As for its torrefaction endeavors, Teal says TSI has had a testing unit with an output of about 50 kilos an hour, but that scale has not been sufficient for testing for potential customers looking to decarbonize— for example, heavy industry such as steel. “They’ve said the technology looks good and are willing to pay for it, but they need to make sure it works,” Teal explains. “They’ll
ask for 5,000 tons, but as you can imagine, at 50 kilos (110 pounds) an hour, we can’t give them enough material. So, there has been this gap between what we can do at lab scale, and being able to give them samples at a volume that they can load on a ship, use in coal yard reclaimers and fire in a blast furnace, to really prove that it’s real.”
TSI began evaluating the possibility of building a demonstration-size unit that people could visit to see the technology, but recognizing some of the project requirements were out of its areas of expertise, the company realized it would need a project partner. “Out of all of our experience, we haven’t done things like air permits or working with logistics, making sure you have weigh scales, handling trucks coming in and out, dealing with the forestry side of the equation and all that,” Teal explains. “It’s a very niche, local thing, and there is a lot of required expertise that we
just don’t have.”
That’s where Telfair Forest Products came into play, a 122,000-metric-ton wood pellet plant owned by Fram Renewable Fuels. Fram has a long history in the forest products industry and owns two additional wood pellet plants—Appling County Pellets (200,000 mt) in Baxley, Georgia, and Hazlehurst Wood Pellets (500,000 mt) in Hazlehurst, Georgia—with the Telfair site initially focused on producing wood shavings but expanding to wood pellets to further utilize capacity. “[Years before], we actually provided a dryer system at Hazlehurst,” Teal says. “That is our bread and butter, and we were able to deliver a really well-performing dryer system. They’re a small company with great people who are very dynamic—there isn’t a massive chain of command—and we all got to know each other and establish trust. So, looking around for a place to put this plant that
‘Our assets are our computers, our people and the communities we work in.’
- John Teal, TSI
puts out 10,000 to 20,000 tons per year, we needed to do it where there were people who knew what they were doing.”
TSI is the majority owner in the joint venture. “There is very much a shared responsibility when it comes to process expertise,” Teal says. “Understanding the system and the technology will be on TSI, and maintaining the equipment making sure we
have the right dies, getting the fiber in—a lot of that will be Fram. It will be a longterm collaboration, but we have a separate entity to help lead it.”
The partners were able to make use of some existing equipment at the site, which has had various uses over the years. “There were some Bliss mills—which is now owned by CPM—and we’ve got another brand-
TSI’s Torreactor drum is installed at its Lumber City, Georgia, torrefaction plant.
IMAGE: TSI
new, high-torque CPM mill coming in a few months,” Teal says. “We think this will help us make some more pellets. There was also a big concrete pad out there we thought was going to be great, but it turned out that it wasn’t.”
Torrefied biomass at the site will generally be pelletized, but TSI is also working with entities outside the pelletizing community, according to Teal.
Feedstock and Product Flexibility
One aspect of the plant that Teal says is particularly exciting is
TSI’s torrefaction process is a patented system based on a rotary drum. IMAGE: TSI
TSI performs operator training for its customers and project partners.
IMAGE: TSI
the ability to use many different feedstocks, with the favorite being southern yellow pine, which is native to the Southeast and makes up 90% of southern pine timber inventory. “It’s consistent, sustainable and has great logistics … there are a lot of great things built into supporting southern yellow pine in the ecosystem, and it’s well known from a biological perspective.”
TSI refers to its potential product offerings as a selection of different “roasts,” and Teal explains that the applications for each type are highly dependent on the customer or end use. “The lighter roast means torrefaction at lower temperatures,” he explains. “It increases the calorific value and the grindability. So, for a power station that doesn’t want to convert to biomass but continue to use existing coal pulverizers and bowl mills, we bring back the grindability a little bit so the wood behaves more like low-grade coal.”
Increasing the temperature a little higher results in the “medium roast,” which impacts grindability further and thus makes the material more suitable for gasification and biofuel processes such as sustainable aviation fuel production. “If you’re looking for an application for heavy industry like steel, what you need is the carbon—you’re doing chemical reduction in a blast furnace—and that’s dependent on what you’re substituting, which should be a higher-grade, more pyrolyzed material—the dark roast,” Teal says.
To allow potential customers to see the product and technology for themselves, TSI offers tours of the facility. This opportunity is particularly appropriate with this project, Teal says, as TSI has a new appreciation for the work required on the customer end to make a project a reality. “This is one of the first times we’ve really been in the position of our customers,” he explains. “We usually provide equipment, and our customers do the hard work of selecting the site, pouring foundations and understanding the logistics. This time, we’re doing that work—including things like getting air permits. We’ve had a lot of help from professionals, but I think it has been beneficial for us to learn about the challenges that our customers face every day—things that we’re usually happily unaware of.”
There is much more to a successful torrefaction project than the technology, Teal reiterates. “With wood pellets, there is already an understanding of logistics and drying, and it’s understood how to pelletize it. But torrefaction has more pieces. It’s drying, torrefying, then pelletizing or densifying it, and figuring out how to safely ship it. We have to do the full value chain for our future customers.”
Teal believes the ups and downs of the torrefaction industry may be stabilizing for good. “There have been peaks of excitement and then things come crashing down—a lot of back and forth— but it seems with European carbon pricing and Japanese regulations coming on, the numbers start to work out … we’re optimistic.”
Author: Anna Simet asimet@bbiinternational.com
Optimizing AUTOMATION
In an increasingly automated age, even companies in the bioenergy space are evolving their machines and technologies.
BY CAITLIN SCHERESKY
With typically tight margins, wood pellet producers are in constant pursuit of means to maximize efficiency, minimize costs and maximize profits. Increasingly, that’s coming in the form of automation. For Big Tech, the automation race is largely focused on artificial intelligence (AI). AI is currently sticking its metaphorical hand into a vast array of cookie jars, and while promising outcomes are on the horizon, some level of fear when it comes to replacing jobs isn’t unwarranted.
What AI can’t replicate, however, is the indomitable human spirit, complete with the determination to make the world a better, safer place. In this industry, that starts with putting people first through equipment efficiency and safety at the lowest possible cost, without cutting any corners. In an age
where AI automation raises concerns about the impact on the planet and the seemingly unyielding rise in energy costs, CPM Holdings Inc. and Biomass Engineering and Equipment are doing their part to automate on their terms.
Making More with Less
For CPM, the No. 1 priority has always been to move toward a sustainable future while ensuring utmost productivity. Founded in 1883 and later credited with introducing the first commercially successful pellet mill in 1931, CPM is a vendor veteran to the pellet industry. Since its inception, CPM has acquired several automation, engineering and technology companies, including that of CPM’s Direct Drive Pellet Mills in its larger acquisition of German company Innovative Pelleting Solutions GmbH in June 2024.
Direct Drive technology, developed by Graf Equipment GmbH in 2017, is exclusive to CPM. “It’s a biomass-driven technology,” says CPM President of Industrial Solutions, Alvaro Timotheo. “It’s a technology where the motor is directly coupled to the die itself, thus eliminating the need for a gearbox or any other moving parts in a conventional pellet mill.”
While the technology itself was made with the intent of use for pellet mills exclusively, Timotheo explains that Direct Drive boasts the ability to process several alternative fuel feedstocks, including agricultural residues and woody biomass. “We are working into making sure we can adapt this technology to other fields,” he mentions.
At first glance, the removal of crucial parts from a pellet mill may seem less efficient, but the opposite is true for both
cost and product. Direct Drive mills offer a smaller operational footprint; without a gearbox, they also require no oil and a smaller cement base. “It’s a simple machine,” says Timotheo. “It’s a simple design. Because you have no belts [and] no gearbox, you have less maintenance and less downtime.”
Without a gearbox or V-belt, the Direct Drive mills utilize a torque motor with high availability, requiring 20% less energy and producing more efficient pellets. “With the CPM Direct Drive Pellet Mill, the pellets are much higher quality, require considerably less energy use and offer simple operation. The pellet mill can run stepless die speeds up to 6.5 meters per second (m/s). Since the machine generates full torque at very low speeds, it is possible to fine-tune the process, thus pushing the material through the
die effortlessly. This results in a high pellet durability index while requiring the lowest energy consumption,” Timotheo explains.
“Because you have high torque availability, you certainly are able to process all sorts of materials—difficult materials, easy materials, uneven-size distribution materials. It’s really a more forgiving machine because of the high torque,” he continues. “It’s a machine that was designed for alternative fuels because of the power that it has and the throughput that it can give the customers in a more consistent manner ... This machine’s going to be [on a] pretty even keel.”
Modular die sizes and torque capacity similarly lend themselves to the Direct Drive’s success. “It’s important for customers to understand that it’s not one-size-fitsall,” Timotheo says. CPM’s Direct Drive
Pellet Mills come in three models: PM660108DD, or Direct Drive 660; PM900138DD, or Direct Drive 900; and PM1200200DD, or Direct Drive 1200. Direct Drive 660’s name comes from its die internal diameter of 660 millimeters (mm) and die width of 108 mm. Similarly, Direct Drives 900 and 1200 have die internal diameters of 900 and 1,200 mm and die widths of 138 and 200 mm, respectively. The torque increases with model size, with Direct Drives 600, 900 and 1200 having a torque of 18, 29 and 60 Newton meters, or approximately 0.738 pounds per foot, respectively.
“The feeder, conditioner, nothing changes there. It’s just like every pellet mill today,” Timotheo says. “It’s got a hoisting mechanism that all machines have, and any peripherals to the machine, like the motor;
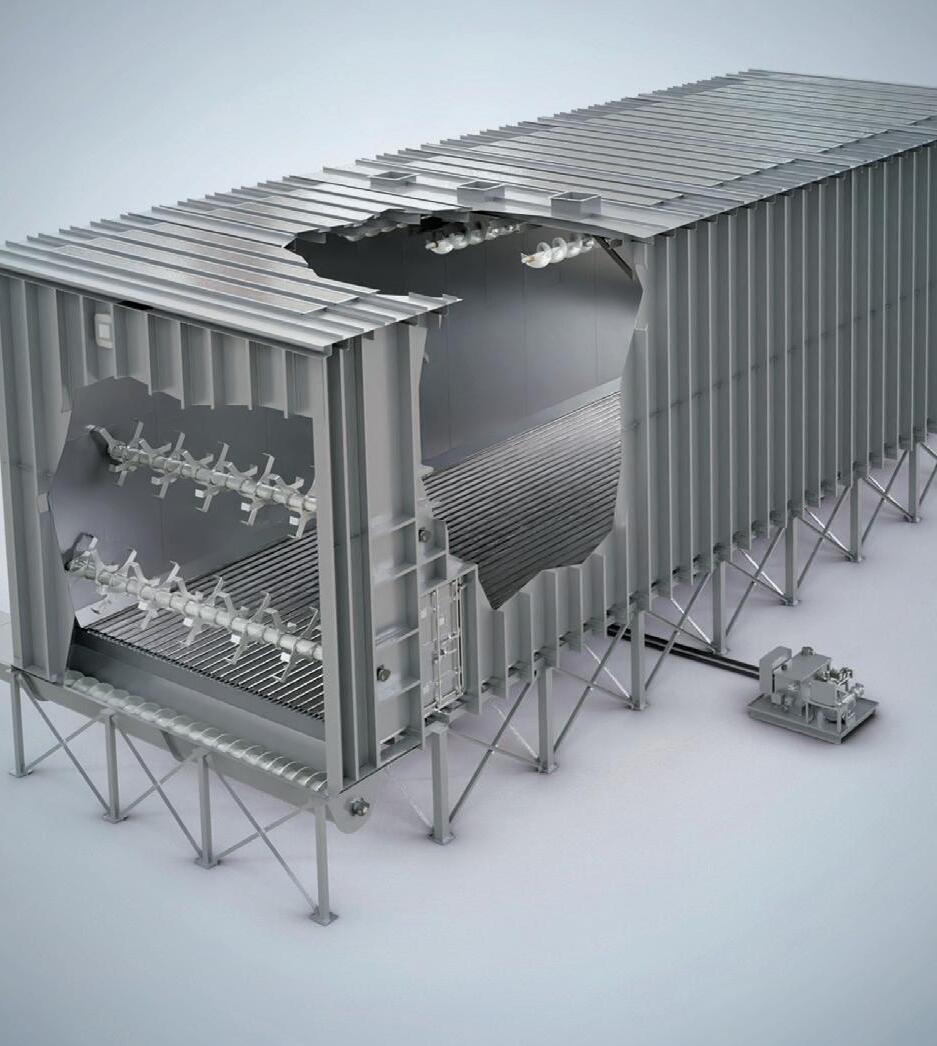
Biomass Engineering and Equipment’s SMART Conveyor technology is put to work at a C&H pellet mill in Homervile, Georgia. Along with low operational costs, the SMART Conveyor is dust-tight and offers automatic deluge systems with spark detection within the conveyor modules, explosion panels and flameless explosion vents.
PHOTO: BE&E
we’ve got a chiller, there’s a VFD. All that stuff that most plants already have and know how to maintain.”
While the Direct Drive’s prolonged lifespan stems from the quality of materials used—there are currently six Direct Drives in operation and another 10 on the way— Timotheo explains that, for CPM, it means much more. “We’re there for the entire relationship until the machine dies 60 years from now. Taking care of the customer’s needs is just as important. We go in there and say, ‘Look, we can replace all five of these [pellet mills] with just two new ones. And this is where it needs to go, this is what you need to buy ahead of time, this is what you need to modify here,’” Timotheo states.
“We are the full solution provider. As a group and as a company, we’re not selling a boat or a machine. We’re selling a solution.”
BE&E: A SMART Solution
President and CEO Dane Floyd developed Biomass Engineering and Equipment
in 2011 as a branch of his larger holding group, Floyd Holdings, with the intent to diversify the company’s reach. But for Floyd, the dedication to quality products goes back
Product Line of
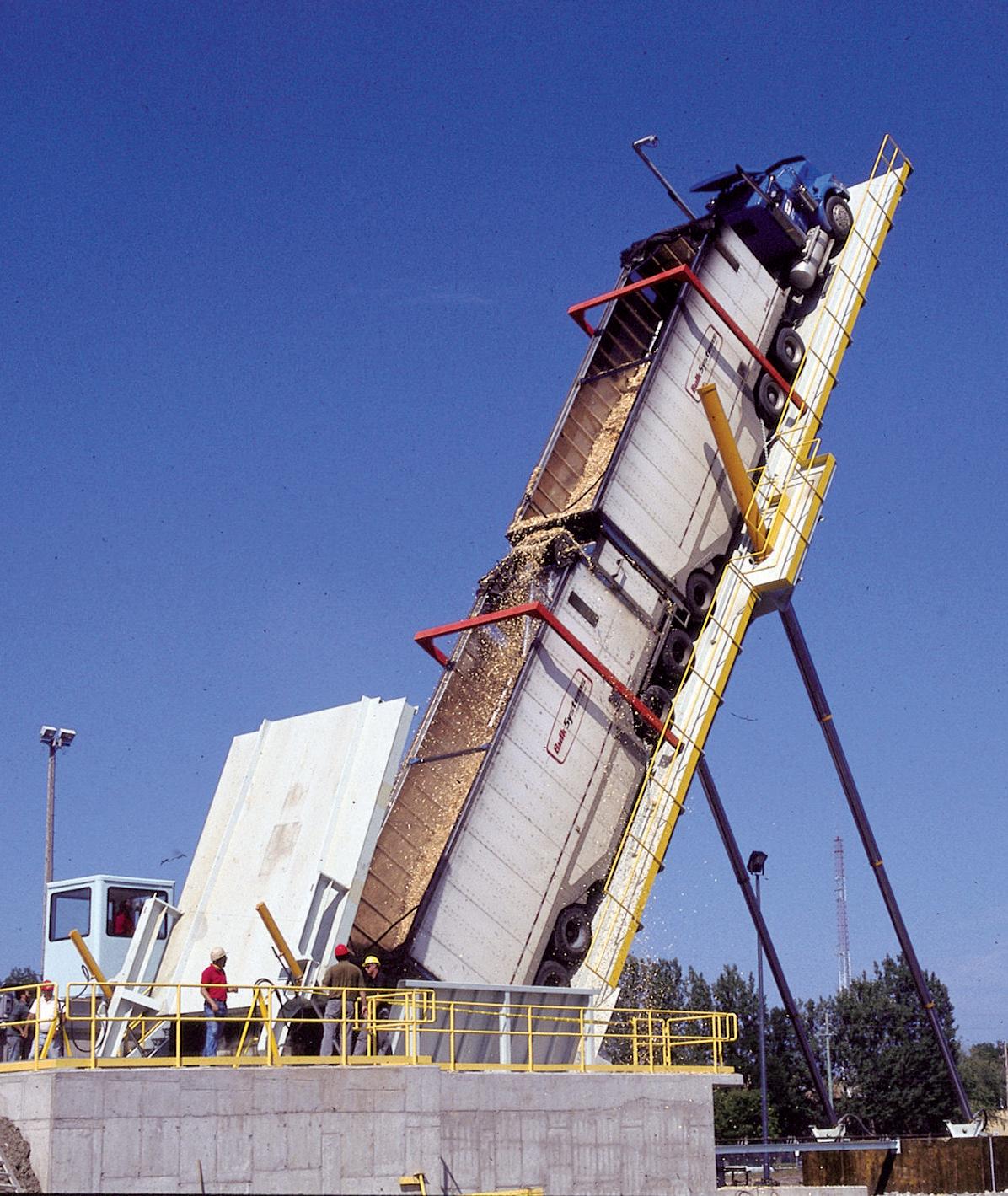
Truck Dumper
When wood fiber and chips pile up, our Truck Dumpers deliver fast and clean unloads— even with wet, frozen, or sticky material
Trusted by pellet producers, around the world, for rugged reliability and smooth flow
Contact us to Learn More!
to his early work. “My background is forest products and, from logging to engineering, I’ve always been around wood. I never leave it. It’s what I love.”
Proven under the toughest conditions, Je rey Rader® Truck Dumpers are the industry standard!
In 2024, CPM opened a state-of-the-art facility in Waterloo, Iowa, where a wide variety of equipment including pellet mills, flaking mills, hammermills, roller mills, pellet crumblers and related aftermarket parts are manufactured.
PHOTO: CPM
A
It was this love that brought him to the realization that he had found his calling. “I was involved in building ... and reworking facilities around the world, and I always struggled in that process to find efficient, reliable and durable material handling,” he explains. “The single biggest cause of unscheduled downtime in most mills is conveyor problems—material transfer and handling problems.”
To Floyd, investing in quality conveyor systems just makes sense. “You can have the best core technology [and] machines in the world, but if you can’t feed the material or get the material from them, they’re not going to pay for themselves,” he says. And in 2014, BE&E’s SMART Conveyors entered the market.
What truly sets SMART Conveyors apart from traditional conveyors is their completely enclosed, dust-tight design, according to Floyd, but they’re far from the only beneficial qualities. “We even drive the conveyor with shaft-mounted direct drives
so that there’s no chains, pulleys or sprockets exposed. There’re no guards that can be left off,” Floyd explains. “The next thing we did was we made sure that the chain inside the conveyor is not exposed to the material, or is limited in exposure.
“Many of the materials we deal with are highly corrosive or abrasive,” he continues. “Our chains are outside the conveyor path in a track, and that track is linked with UHMW plastic, which is very low friction.” This low friction contributes to the SMART Conveyors’ low energy requirement of as little as half of the horsepower of other mechanical drag systems.
The SMART Conveyor is built to be completely modular via its five-foot sections. “The modular approach allows incredible flexibility in the field when either building a new plant or reconfiguring ... or reworking an older plant,” Floyd says. “We’ve had a customer completely pick up a facility, move it 20 miles down the road, [and] was able to reuse all of our convey-
ors. Of course, after running it for some years, he clearly figured out some things he wanted to do differently the second time. So, he drew it out and decided what additional pieces he needed from us. He ordered them, bolted them together ... I think that just gave him a lot of freedom of thought.
“What we truly find is if people are just moderately proactive with preventative maintenance with our systems, they’re just incredibly reliable,” Floyd says. And, to him, this leads to BE&E’s greatest form of quality assurance. “The best case study I can tell you ... is the incredible number of repeat orders we get ... it’s incredible and it’s humbling.”
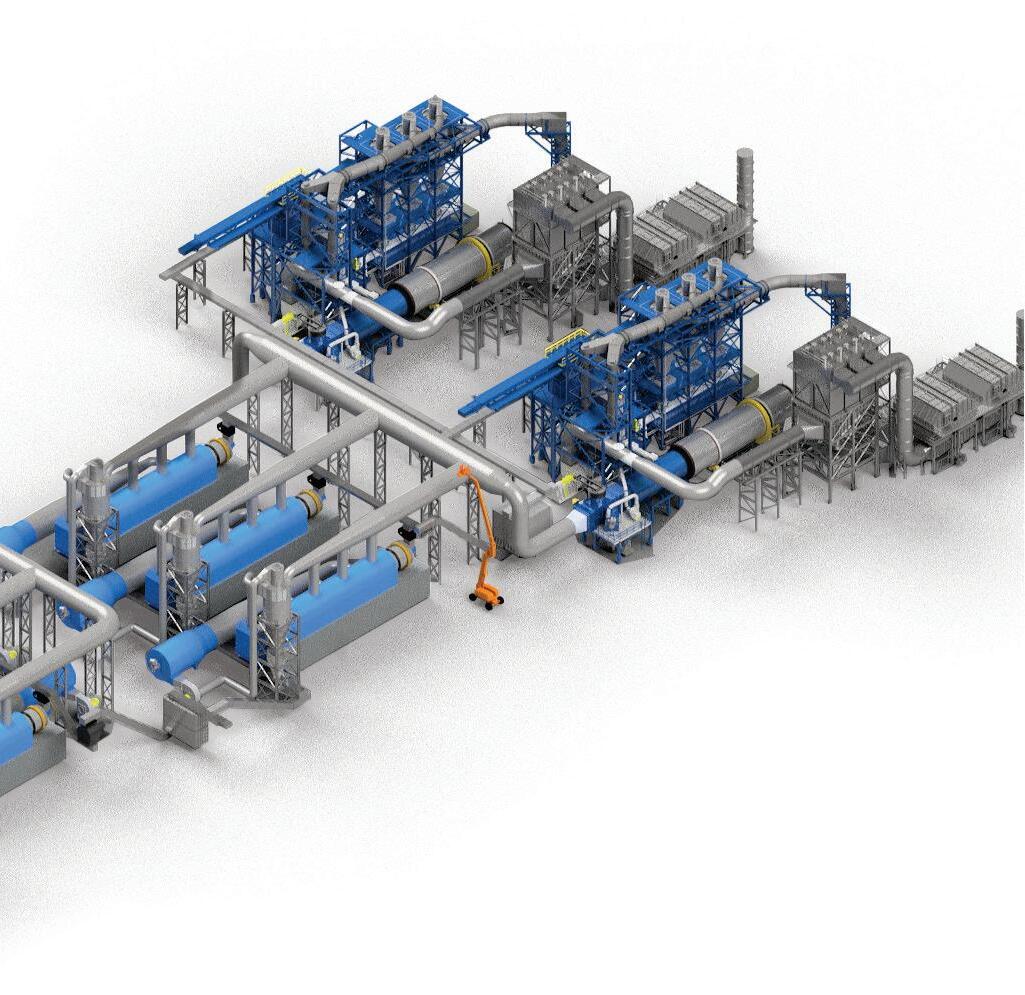
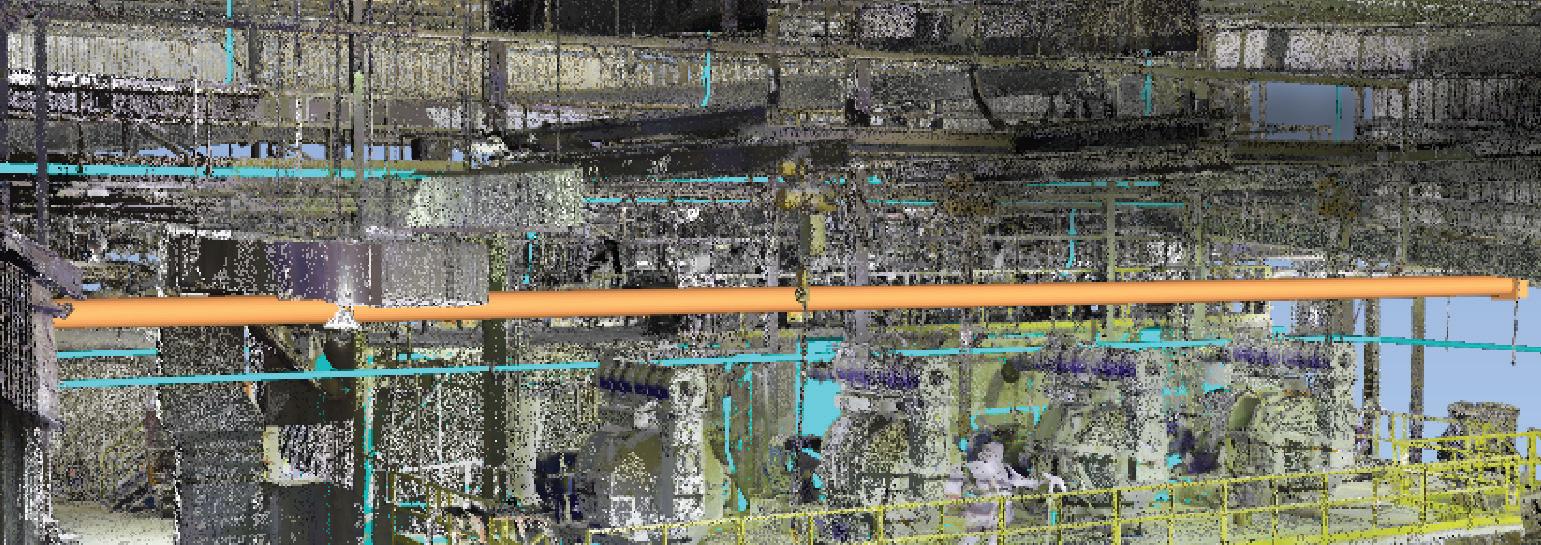
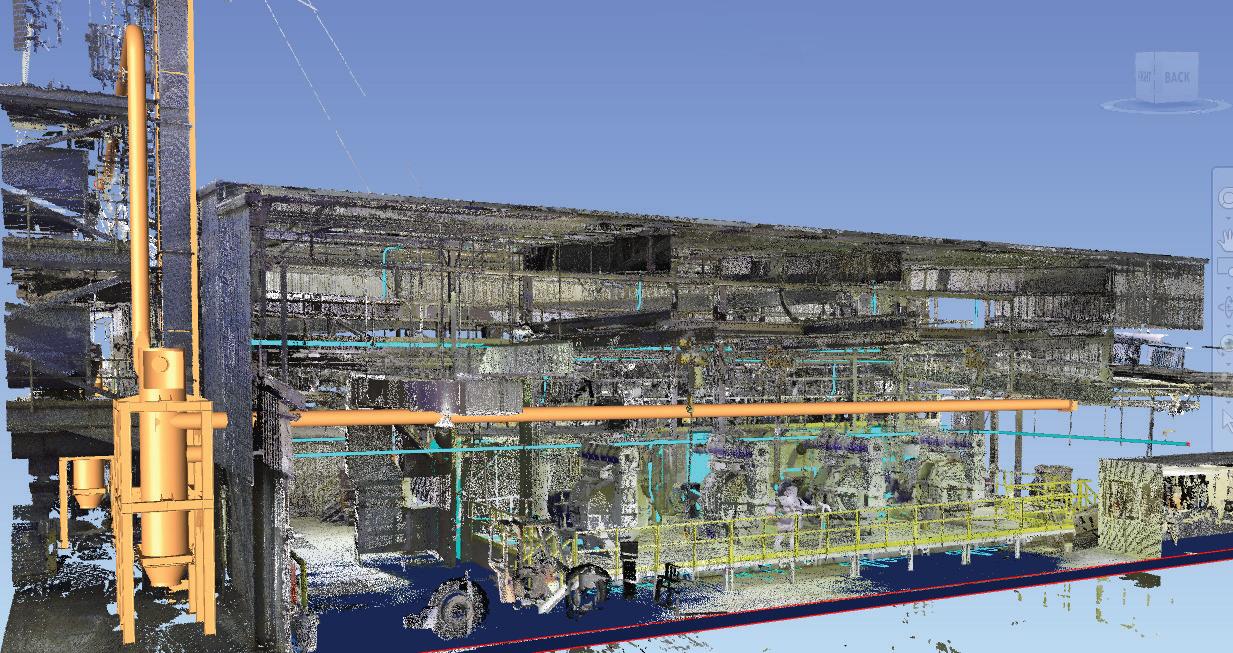
Floyd says the focus for BE&E is on lowering long-term spending. Offering services like 3D Lidar scanning, in which a full 3D scan of the area for the proposed facility is completed, the customer’s plans are inserted, and the requested BE&E machinery is layered digitally to ensure accu-
racy within a quarter of an inch, ensures lowest-possible costs.
“We used to go out with a tape measure and take a lot of photos and documents and do a lot of sketches … 10 pages of them, and then try to come back to the computer and document it all in 3D. Yeah, it worked, but it was a lot of work,” Floyd recalls. “The payback [with 3D Lidar scanning] and reduced engineering hours and increased accuracy is
phenomenal. I wouldn’t do it any other way today.”
Alongside its 3D scanning, BE&E offers complete material handling services, including turn-key engineering, plant modeling, reclamation and storage. This broad array of services extends to BE&E’s expertise with a variety of woody biomass. Built to last long-term, the technology is not only forgiving but durable.
Should plant owners consider BE&E’s conveyors, Floyd calls on the greats for advice. “If I might borrow from ancient history and the medical field, I would quote the Hippocratic Oath: please, do no harm,” he says, pointing to decision-making based on up-front CapEx rather than long-term OpEx. “The whole thing at some point must be looked at as a system ... let people like us look at your layouts and ask hard questions...[and] see the same vision we have.”
To Floyd, however messy, the future holds immense promise. “I hear the naysaying about, ‘well, the domestic pellet market isn’t growing and the international market is so up and down and disruptive...’ This is short-term noise,” Floyd states. “The future is bright because there are so many possible streams ... It’s the chicken and the egg. We had to develop the core of production of pellets before all of these other industries could look at it and say ‘hey, there’s a steady supply now.’
“Now they’re doing that, and it’s only a matter of time. I only wish I had another 100 years to watch where it goes.”
BE&E’s SMART Conveyors technology boasts a modular approach that allows for lower shipping costs and offers up to 70-degree inclines and customizable conveyor applications, including the 3D model above which features a VibraPro conveyor emptying into a SMART Conveyor.
NOVEMBER 9–11, 2025
LOEWS MIAMI BEACH HOTEL
MIAMI BEACH, FL
SOURCE: EVERGREEN ENGINEERING
Designed for 50 Tons Per Hour—
Why are We Still Running 38?
Closing the performance gap in pellet mills using the Design of Experiments could push the industry into a more efficient, well-informed age.
BY JUSTIN PRICE
Pellet operations are rarely short on improvement ideas.
What I find, though, is evidence that the ideal tweak, like a die change, a faster feed screw or a bigger hammer mill, will reliably boost the throughput and reach the claimed objective.
When working with clients, we often hear about the plant’s nameplate capacity and how the plant has never produced at that level. When we ask the operators about this difference, the answers are always with a thoughtful gesture of “We think it’s the dryer...or maybe the dry hammer mill horsepower is limiting us.”
In many mills, data already exists buried inside some programmable logic controller (PLC) historian, downtime log or half-forgotten Excel sheet. This article lays out a five-step program based on the Design of Experiments (DOE) to help transform that raw data into verified improvements.
CONTRIBUTION: The claims and statements made in this article belong exclusively to the author(s) and do not necessarily reflect the views of Pellet Mill Magazine or its advertisers. All questions pertaining to this article should be directed to the author(s).
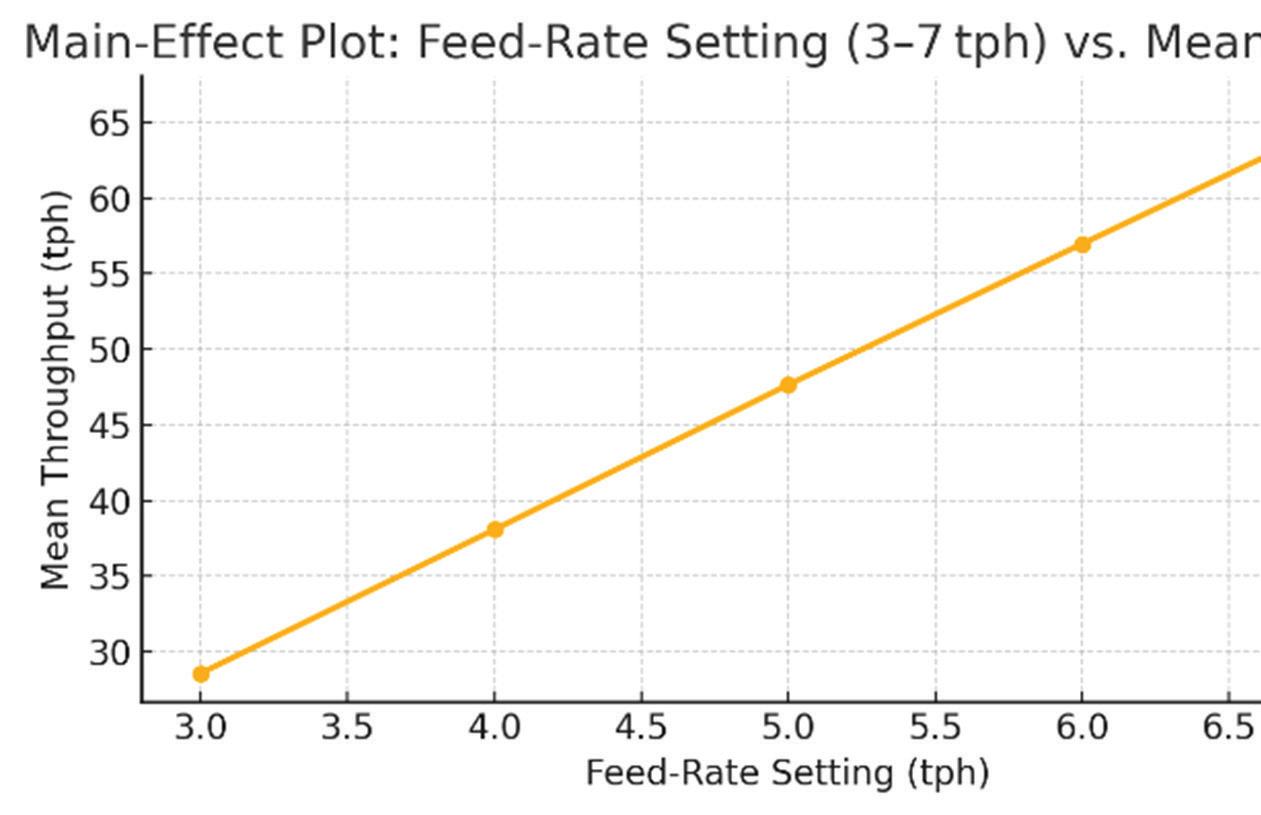
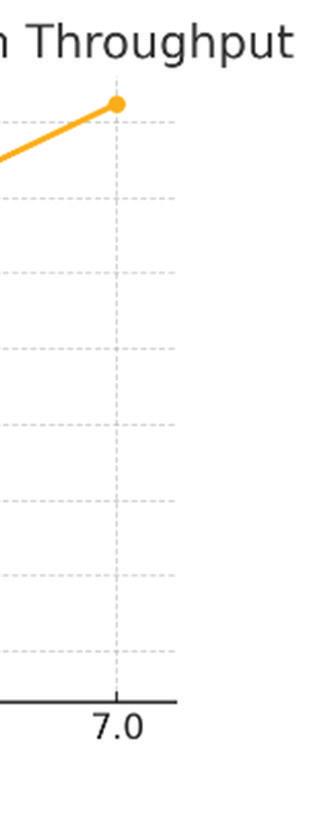
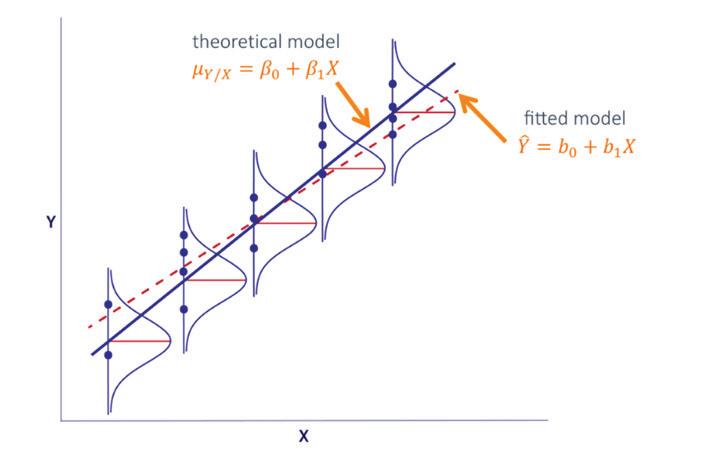
Figure 1: Main-Effect Plot
Step 1: Collect and Clean Your Data
With today’s modern computers, PLCs and data collection histograms, we capture thousands of data points every second. Most of these are noise. Focus on the highimpact items first. Clean the inputs. Start with synchronized clocks, tagging units and removing outliers.
Some key data sources include the machine center feed rates, die temperature and pressure, dryer inlet and outlet temperatures, and motor amps for all the systems larger than 100 horsepower. These are important because they have direct control levers, real-time throughput and energy proxy. Often, these data points are in the PLC historians.
Another place to look is in the downtime log/CMMA (Collaborative Memory Management Assist) system. Here, focus on the stop reason, duration and corrective actions taken. When looking at this information, prioritize the chronic failures for a DOE follow-up.
Energy matters in the plant resources. Vibrations and oil analysis data for the large motors should be monitored to link mechanical health to process settings. The final area to think about gathering data from would be in the quality analysis lab and other process test points, like fiber moisture and pellet durability. With this data, you can see whether the throughput gains help or hurt the pellet quality.
Step 2: Choose Your Variables
Most of the classical textbooks heap praise on the full-factorial DOE, looking at every possible combination of factors and levels that can be tested. However, many variables can't be controlled in the mill.
The middle ground on this is to look at the fractional factorial DOE. Choose the most important settings with only a handful of runs. If a factor or variable can’t be changed in under 30 minutes, or if it risks
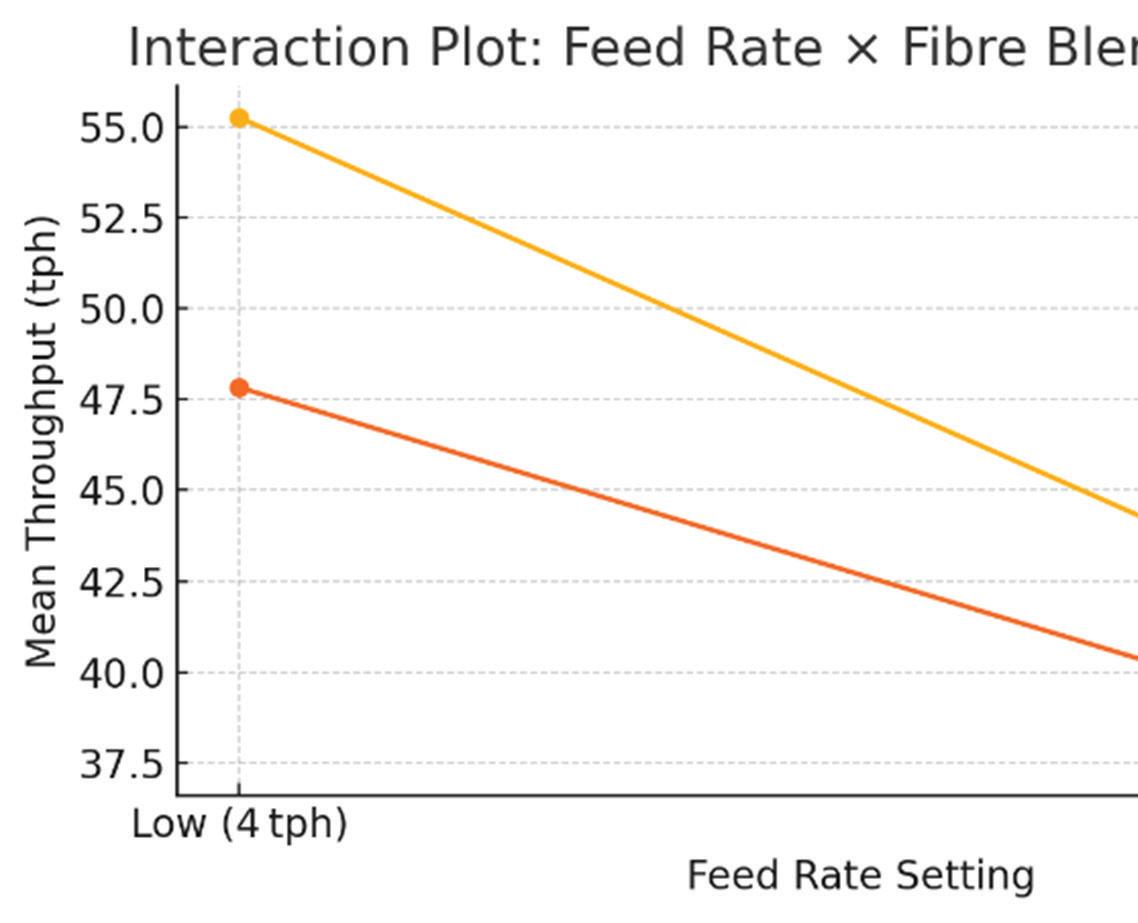
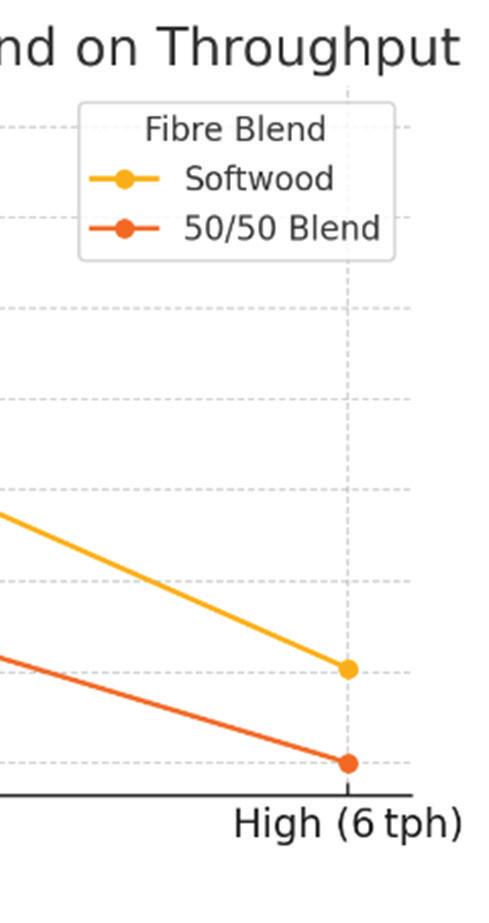
Figure 2: Interaction Plot
SOURCE: EVERGREEN ENGINEERING
quality standards, you may want to park that for a large DOE study.
By screening for variables that can be moved or changed quickly, you can start to look at shorter runs repeatedly. Most of the runs or trials should be limited to somewhere between eight and 16 shifts. The most common method for this is called the Taguchi Factorial Method. This is a statistical approach to DOE that improves the quality and performance by identifying critical design parameters. We typically recommend an L8 Orthogonal array, where you can test seven 2-level factors using available simple Excel software.
The most common screening variables we see in the mills are the feed rates, temperature changes between inlets and outlets, fiber blend, pressure changes across flow systems, and energy consumption at larger motors. Choose two levels for each factor and build your Orthogonal array.
Step 3: Design Your Experiments
Run the trials without killing throughput. Many operators fear experiments because they remember the last one that
jammed the process. To help mitigate the risk, try to stabilize the process before logging any data. For example, wait a couple residence times in dryers before logging the data or a couple of die-full rotations after the set-point change.
You can also use paired samples. Collect the QA pellets at the start and end of each run so quality deltas align with the process data. If you are running the trials over multiple shifts, post up the data and let the production team know what is going on; they may see things that will help refine the next experiment.
Step 4: Analyze Your Results
Turning your pile of numbers into dollars and insight can feel like an overwhelming activity. There are some powerful tools on the market to look at data sets. However, with a few trials completed, you can use simple Excel tools to move along the path quickly. The most common methods in Excel include tools like main-effect plots, interaction plots and regression/response surface molding.
3: Linear Regression Model
SOURCE: EVERGREEN ENGINEERING
Main effects are the ones we plot where one axis (typically the y-axis) is the factor you varied against the average response at every level you tested, with a straight-line connection to the means. The steeper the slope of the line, the bigger the influence there is on the factor. A flat line would mean the factor had no influence on the outcome. Figure 1 shows this relationship.
Figure 1: Main-Effect Plot
An interaction plot starts to show how the relationship between two factors affects a response variable. If the lines are parallel, then the data suggests that there is no interaction, while nonparallel lines suggest some interaction. This could mean that one factor in the response depends on the level of the other factor. In Figure 2, you can see that the blended material and the softwood material have different responses as the feed rates are changed. Since the lines are not parallel, this indicates that the throughput drops more sharply for the 50/50 blend when you try to push the feed rate. If this mill wanted to crank feed rate to hit the nameplate capacity, sticking to the soft-
wood blend would likely preserve throughput better than a 50/50 mix.
Figure 2: Interaction Plot
Regression and response surface models are a bit more complex. They use scatter plots to model the relationship between a dependent variable and one or more independent variables. Figure 3 shows multiple y values from trials at each x variable, with a regression line fitted to estimate the relationship.
Figure
3:
Linear Regression Model
If your data set or historian exceeds 100 gigabytes or noise factors outnumber controllable factors, it might be time to call on a data science toolkit (Python, R, ML clustering) or even artificial intelligence programs. These tools can compress analysis time from weeks to hours.
Step 5: Implement and Integrate
Repeat, refine and expand the data. DOE is not a one-off project, but a study of rhythm and patterns. The beginning data establishes the comparison against your benchmarks or the equipment manufac-
'When data sets are turned into disciplined experiments, the path from a nameplate 50 tons per hour (TPH) to a real 50 TPH is no longer guesswork.'
turer’s rating. The experiments determine if the lever you are investigating is the biggest. Once the lever is pulled, you need to use the next DOE to confirm the gains with the performance indicator you are measuring. Only then can you standardize the setting for the equipment. That restarts the cycle. Most importantly, communicate with operators—they’re your biggest ally.
When data sets are turned into disciplined experiments, the path from a nameplate 50 tons per hour (TPH) to a real 50 TPH is no longer guesswork. You get there by following a routine of repeatable, engineered Design of Experiments. If you’re short on time or analytical horsepower, outside experts can accelerate the journey. The roadmap, however, is yours.
Author: Justin Price Co-CEO, Evergreen Engineering Inc.
Figure
TARGETED ADVERTISING DRIVE SALES
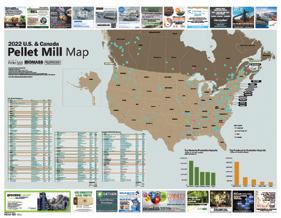
Fuel Pellet Plant Map
Book Your Ad AD SPOTS LIMITED
Ad Deadline: Oct. 22, 2025
REACH 8,000 PROFESSIONALS
All Biomass Magazine subscribers
All Pellet Mill Magazine subscribers
Pellet mill owners, operators & management
All major related conferences
PURCHASE A SPOT ON THE U.S. & CANADA FUEL PELLET PLANT MAP
Receive 12 Months FREE Online Advertising!
Advertise now on Pellet Mill Magazine’s U.S. & Canada Fuel Pellet Plant Map. It is the easiest and most cost-effective way to get your name, product and/or service in front of Pellet Producers, as well as other industry professionals for 12 months at a time
Become an Exhibitor
Create One-on-One Meetings
Increase Your Networking
Becoming an exhibitor undeniably offers a plethora of beneits for your company seeking to boost their brand relevance, establish a rapport within the biomass energy audience, understand industry competitors, and most importantly, create lasting impressions.