Eric Jund +33 (6) 67 81 02 30 eric.jund@axioma b2b.com
China maggieliu@ringiertrade.co
Hong Kong octavia@ringier.com.hk
Taiwan sandrasu@ringier.com.hk
Image Bank Shutterstock • Freepik
Prepress & Printing Office Depot
CARTA DEL EDITOR
EL PODER DE LOS PLÁSTICOS
EXIGE UNA FUERZA LABORAL LISTA
A unos meses de que abra sus puertas la Feria K, la cita más grande del mundo para la industria del plástico y el caucho, es inevitable reflexionar sobre el poder transformador de este sector. En la pre-K de junio quedó claro que la innovación avanza rápido, impulsada por la digitalización, la inteligencia artificial, la sostenibilidad y, algo que a menudo se pasa por alto, la eficiencia energética. Esta combinación redefine el papel de los plásticos como materiales clave para un futuro más responsable.
No es casualidad que esta edición tenga como tema central la eficiencia energética, abordada desde distintos ángulos. Vemos cómo cada vez más empresas apuestan por la sostenibilidad y entienden que la eficiencia energética —frecuentemente infravalorada— es una aliada estratégica: bien aplicada permite ser sostenibles y productivos, optimizando recursos y generando valor real para la cadena de suministro.
Detrás de cada máquina, resina y solución de economía circular, hay un factor crítico: las personas. En EE. UU., la tasa de desempleo en la fabricación de productos plásticos y caucho llegó al 5.7%, mientras se proyecta un crecimiento del 13.6% en ingenieros y más del 26% en instaladores y reparadores de maquinaria hacia 2033. En Latinoamérica la tendencia es similar: la automatización y la adopción de tecnologías más limpias exigen equipos con nuevas habilidades técnicas y digitales. En este contexto, la K 2025 no solo debe ser vitrina de máquinas y alianzas, sino un recordatorio de que la verdadera innovación se sostiene sobre una fuerza laboral preparada y en evolución. El llamado es claro: sigamos apostando a la renovación tecnológica, pero sobre todo a la capacitación continua. El poder de los plásticos es también el poder de quienes los transforman. TP
Andrea Carranza Garzón Editora Ejecutiva, Tecnología del Plástico andrea.carranza@axiomab2b.com @plasticob2b plasticob2b www.plastico.com/es
Industrias Estra: apuesta por la eficiencia energética
Eficiencia energética para las pyme
Nuevas tecnologías para reciclajes de flexibles
Plásticos y economía circular, sobre la Feria K
ExxonMobil desarrolla termoencogible con PCR
www.axiomab2b.com
CEO
Mariano Arango L. mariano.arango@axiomab2b.com
Administrative and Financial Manager
Mery Ellen Lara Izquierdo merylara@axiomab2b.com
Director of Operations
Johann Peter Tao johann.tao@axiomab2b.com
Head of Content
Joan Bocanegra joan.bocanegra@axiomab2b.com
Marketing Director
Juan Sebastián Torres sebastian.torres@ axiomab2b.com
Board of Directors
Marcelino Arango L.
Soluciones para mejorar la eficiencia energética Turbulencia y control inteligente: soluciones para optimizar el enfriamiento en moldes
Hecho en Colombia, por Colombianos
Prohibida la reproducción total o parcial del contenido de esta revista sin autorización expresa de los editores.
La opinión de los columnistas no refleja necesariamente la posición editorial de la revista TECNOLOGÍA DEL PLÁSTICO. Las imágenes que ilustran los temas no corresponden a publicidad, son utilizadas según el archivo fotográfico de revista TECNOLOGÍA DEL PLÁSTICO y Axioma B2B Marketing para fines editoriales.
INDUSTRIAS ESTRA:
APUESTA POR LA EFICIENCIA ENERGÉTICA
12
EFICIENCIA ENERGÉTICA
PARA LAS PYME
CÓMO ESTRA LOGRÓ 15% DE AHORRO ENERGÉTICO
OPTIMIZANDO SU PROCESO DE INYECCIÓN Y PERIFÉRICOS
Con una reducción del 15% en el consumo energético, la empresa de inyección Industrias Estra se posiciona como referente en eficiencia energética. Su estrategia combina optimización de maquinaria principal y periféricos, automatización, IA y economía circular.
DE IZQUIERDA A DERECHA:
Jaime Alejandro Gómez Osorio Gerente de planeación y desarrollo
Yenny Beatriz
Angel Román, Directora de sostenibilidad
Daniel Henao Quintero Director de Ingeniería
Juan Camilo
Posada Mejía, Gerente de Operaciones.
INNOVACIÓN
Industrias Estra, una compañía con más de 70 años de historia, ha logrado combinar su herencia industrial con una visión de sostenibilidad moderna y profundamente estructurada. Desde Medellín, esta empresa colombiana llega a varios países de la región a través de múltiples canales de distribución: el canal tradicional mayorista, el retail en grandes superficies, su red de 13 tiendas propias, el canal digital (incluyendo call center y comercio electrónico), y el canal B2B, que conecta directamente con clientes industriales y corporativos.
A nivel internacional, cerca del 10% de sus ventas se destinan a mercados en Centroamérica, el Caribe y Sudamérica. Países como Costa Rica, República Dominicana, Ecuador, Perú, México y Panamá son destinos habituales, y han realizado envíos puntuales a Estados Unidos y Haití. Este alcance geográfico demuestra cómo Estra ha sabido consolidar su propuesta de valor más allá de las fronteras colombianas
“En solo cuatro años, Estra redujo en un 15% su consumo energético específico, consolidándose como referente de eficiencia operativa en la industria plástica.”
Pero su mayor transformación no ha sido comercial, sino estructural: desde 2017, la sostenibilidad forma parte del ADN de la compañía, guiando su operación con criterios ambientales, sociales y de eficiencia energética. Esa apuesta ha dado frutos: en los últimos cuatro años, la empresa ha reducido en un 15% su consumo energético específico de planta, gracias a una estrategia técnica y cultural que involucra automatización, inteligencia artificial, materiales reciclados y una operación optimizada.
Esta transformación no es producto del azar. A lo largo de su evolución, Estra ha logrado identificar oportunidades, estructurar indicadores clave, generar alianzas estratégicas y construir una cultura organizacional centrada en la eficiencia. Su
Indicadores clave de eficiencia y sostenibilidad en Estra
de la materia prima
utilizada corresponde a resina PCR (reciclada posconsumo), gracias a alianzas estratégicas y un sistema robusto de economía circular.
historia reciente es un ejemplo concreto de cómo la innovación y la sostenibilidad pueden —y deben— ir de la mano en la industria del plástico.
toneladas de CO
reducidas acumuladamente entre 2020 y 2024, consolidando su certificación como carbono neutro.
en el consumo energético específico de planta
en los últimos 4 años: pasó de 1,6 kWh/kg transformado en 2020 a valores cercanos a 1,0 kWh/kg actualmente, con algunas máquinas operando por debajo de ese umbral.
Sistemas de aire comprimido 65% 15% +60% 15% 6% 146
Diagnóstico: los primeros pasos hacia una gestión energética eficiente
El punto de partida para la mejora energética de Estra fue un diagnóstico riguroso en 2017, en alianza con la Universidad Pontificia Bolivariana (UPB). Esta caracterización energética reveló que el mayor consumo provenía de tres fuentes principales: inyectoras (más del 60% del total), planta de enfriamiento (15%) y sistemas de aire comprimido (6%).
“Hoy, el 65% de la materia prima transformada en Estra proviene de plástico reciclado posconsumo, gracias a un modelo de economía circular robusto y certificado.”
Planta de enfriamiento
Disminución del Inyectoras
Desde 2017, con el acompañamiento de la UPB, se realizó la primera caracterización energética que permitió identificar los mayores focos de consumo:
“Con esos datos en mano pudimos enfocar los esfuerzos en los frentes con mayor impacto”, explicó Daniel Henao, Director de Ingeniería. Con esta caracterización y el acompañamiento de proveedores especializados, la empresa inició la implementación de diversas acciones: se mejoró la red de distribución de aire comprimido y la tecnología de compresores, se redimensionaron los chillers para modular de acuerdo con la demanda real de planta, y se puso en marcha un proceso de instrumentación individual en cada inyectora para medir consumo específico y así definir qué procesos eran eficientes y cuáles requerían intervención.
“En cuanto a aire comprimido, empezamos a trabajar con nuestro proveedor Kaeser para identificar cuáles eran las tecnologías del momento que nos podían dar mejores beneficios y los actualizamos. En todo el tema de fluidos, la red de distribución es clave para evitar pérdidas por una mala distribución y en refrigeración, que es el segundo consumidor, revisamos cómo estaban diseñados los procesos para modular con la demanda real y no consumir de más. Siempre operamos ajustados a la realidad de la planta”, enfatizó Daniel.
En cuanto a inyección, que es el mayor consumidor, “lo que hicimos fue un proceso de instrumentación en los equipos para saber cómo estaba su consumo específico y, con base en ese dato, definir las acciones para optimizarlo y conocer cuáles eran las capas de proceso que debíamos intervenir para ganar eficiencia”, agregó.
Adicionalmente, se diseñó un procedimiento para el encendido de planta, asegurando que los equipos estuvieran disponibles justo a tiempo, evitando tiempos muertos y excesos de consumo. En las inyectoras, se incluyó el consumo de energía como uno de los criterios clave para decidir qué moldes pueden ir en cada máquina, y todos los equipos —tanto maquinaria primaria como periféricos— son evaluados desde el punto de vista energético para definir si se adquieren, se optimizan o se reemplazan.
Estas acciones sentaron las bases para establecer metas de consumo específico, trazar planes de mejora continua y asegurar que cada nueva inversión en tecnología esté alineada con la estrategia de eficiencia energética integral que hoy distingue a Estra como referente industrial.
Gracias a su sistema de monitoreo, Estra logró disminuir su consumo energético específico de 1.6 kWh/ kg en 2020 a valores cercanos a 1.0, con algunas máquinas ya por debajo del umbral. La meta futura es seguir avanzando hacia los estándares de eficiencia de clase mundial, con ayuda de benchmarking europeo y actualización tecnológica constante.
Estrategias implementadas: del control individual a la transformación sistémica
Estra no se limitó a corregir fallas puntuales. La compañía incorporó criterios de eficiencia energética en su matriz de selección de maquinaria. “Hoy, antes de adquirir un equipo nuevo, evaluamos su consumo específico, su capacidad de modular con la demanda y su adaptabilidad al tipo de producto que fabricamos”, añadió Daniel. Uno de los hallazgos más relevantes fue que, si bien las máquinas eléctricas tienen ventajas, no siempre son la mejor opción. “Las que tuvimos antes del 2016 no funcionaron bien con nuestros productos. Las llevamos al límite y fallaron. Por eso hoy trabajamos con inyectoras hidráulicas con servomotores, que ofrecen una eficiencia destacada sin comprometer la operación”, señaló.
Las máquinas de inyección no son las únicas protagonistas. Toda la planta está equipada con iluminación LED, el sistema de bombeo de agua está siendo redimensionado para modular con la demanda, y los circuitos hidráulicos se refrigeran con sistemas separados, dependiendo del nivel de frío necesario. Además, el proveedor eléctrico de la empresa identificó oportunidades para consolidar cargas y reducir el número de transformadores, lo que mejoró la eficiencia en la transformación energética y mantenimiento de subestaciones.
Inteligencia artificial, automatización y cultura digital
Industrias Estra ha dado un paso más allá con la implementación de una celda autónoma, un proyecto emblemático que resume su enfoque integral. En esta celda, todo el proceso —desde la alimentación de materia prima hasta el paletizado— es automatizado. El sistema utiliza inteligencia artificial para regular variables de inyección y control estadístico de peso, minimizando el error humano y maximizando la eficiencia.
“Ya no se trata solo de comprar máquinas más eficientes, sino de rediseñar procesos completos. Queremos una planta inteligente, capaz de adaptarse y optimizarse en tiempo real”, explicó Juan Camilo Posada, Gerente de Operaciones de la empresa.
El Director Financiero, Jaime, subrayó cómo la IA ha transformado procesos incluso fuera del piso de planta. “En talento humano, reducimos el tiempo de selección de hojas de vida de semanas a días, con una precisión del 95%. En el área financiera, usamos algoritmos para definir en tiempo real los cupos de crédito de clientes, no basados en datos históricos, sino en comportamiento de pago actual. Esto no solo reduce riesgos, sino que acelera la operación comercial”, afirmó.
Además, la integración digital avanza en áreas como mantenimiento, control de calidad y programación de máquinas, conectando todos los sistemas a través del ERP y eliminando prácticamente todo el papel en planta.
Sostenibilidad transversal: de lo ambiental a lo financiero
La sostenibilidad no es un tema nuevo para Estra: su programa Renovar nació hace 20 años como una iniciativa pionera para cerrar el ciclo de vida de sus productos, especialmente las canastas plásticas. Con este plan, la empresa recolecta averías junto a clientes, las transforma mediante procesos de aprovechamiento y reintegra la materia prima reciclada en nuevas piezas, dando forma concreta a la economía circular mucho antes de que fuera tendencia.
Como explicó Yenny Ángel, directora de sostenibilidad, “la sostenibilidad la venimos trabajando desde hace muchos años. Sin embargo, hace tres años quisimos estructurarla aún más: con apoyo de un consultor externo identificamos nuestra materialidad, basándonos en estándares internacionales, y hoy tenemos asuntos relevantes que guían toda la estrategia”.
Uno de los ejes más fuertes es la transición hacia la economía circular, que hoy se refleja en que cerca del 65% de la materia prima transformada proviene de material reciclado, incluyendo alianzas con actores como Tetra Pak para procesar polialuminio de envases de cartón. “Exploramos nuevas materias primas y ampliamos nuestro portafolio con atributos ambientales validados por terceros”, destacó Yenny, haciendo referencia a la reciente certificación Sello LOOP del Instituto de Capacitación e Investigación del Plástico y del Caucho (ICIPC), que verifica el contenido de material reciclado de sus productos.
Además, se han reducido 146 toneladas de CO₂ entre 2020 y 2024, la empresa está certificada como carbono neutro y toda la energía utilizada proviene de fuentes limpias, con respaldo de certificados IREC.
El compromiso va más allá de lo ambiental. Bajo el enfoque “somos responsables y eficientes con el ambiente”, la compañía integra la eficiencia energética —con inversiones en paneles solares y control de consumo— y la gestión de residuos. Actualmente, la empresa cuenta con un proyecto de 367 paneles solares, avanzando en la adopción de energías alternativas.
El plan de expansión contempla una segunda fase del sistema de paneles solares para alcanzar una cobertura del 20% del consumo eléctrico de planta, así como la implementación de una planta de frío con capacidad de autorregulación según la demanda. Adicionalmente, están en marcha proyectos de IA para mantenimiento predictivo y nuevos desarrollos en industria 4.0.
A nivel social, se impulsa la equidad de género (con
49% de mujeres en planta), la inclusión de migrantes y personas con discapacidad auditiva, y el acercamiento a comunidades a través de programas como Estra Eco Educa, que promueve cultura ambiental en colegios públicos y privados.
Este robusto entramado se complementa con un enfoque de innovación constante: “La transición hacia la economía circular nos llevó a repensar modelos de negocio, explorar nuevos materiales y generar valor sostenible”, explicó Yenny. Así, el plan Renovar, la eficiencia energética, la cultura organizacional inclusiva y la innovación se articulan para posicionar a Estra como un referente de sostenibilidad integral en la industria del plástico.
Pasos firmes hacia una industria más inteligente y sostenible
Industrias Estra demuestra que la eficiencia energética no es solo una meta técnica, sino un motor de transformación cultural, operativa y estratégica. Su enfoque pragmático —basado en medición, rediseño de procesos, trabajo con proveedores, y una sólida cultura organizacional— ofrece un modelo replicable para otras empresas de la industria del plástico.
Con resultados tangibles, un enfoque transversal y una visión de futuro clara, Estra no solo está reduciendo su consumo energético, sino construyendo una planta del mañana: automatizada, inteligente y resiliente. En un entorno cada vez más exigente en términos de sostenibilidad, la ruta trazada por esta compañía colombiana confirma que el cambio es posible, y que comienza con la decisión de actuar. TP
ESTRUCTURAS MONO-MATERIAL DE MDO-PE:
INNOVACIÓN QUE IMPULSA ENVASES MÁS RECICLABLES
Las estructuras mono-material no son nuevas, pero el auge del MDO-PE responde a la urgencia de migrar de laminados multicapa difíciles de reciclar a alternativas que garanticen funcionalidad y, a la vez, una disposición más sencilla al final de su vida útil.
En la carrera por envases flexibles más sostenibles, la innovación es clave: las estructuras mono-material basadas en films de polietileno orientado en dirección de máquina (MDO-PE) se consolidan como una de las soluciones más prometedoras para facilitar la reciclabilidad. Este avance tecnológico, que ya viene madurando desde hace varios años, cobra fuerza gracias a la apuesta
de fabricantes por procesos y diseños más circulares. Este tipo de film, obtenido por orientación en dirección de máquina, ha demostrado ser capaz de reemplazar al PET en laminados PET-PE, permitiendo así producir empaques 100 % polietileno. Esto reduce la complejidad del reciclaje sin sacrificar propiedades clave: transparencia, barrera y resistencia mecánica.
Caso de innovación: SML y su apuesta por MDO-PE
Un ejemplo claro de este impulso innovador es SML, fabricante de líneas de extrusión, que ha potenciado su tecnología cast MDO para producir films de alto desempeño. Con su última generación de líneas, es posible fabricar films ultra-delgados de 15 µm, desarrollados en colaboración con Dow Packaging & Specialty Plastics, o versiones de hasta 65 µm, según las necesidades del cliente.
Además, SML ha trabajado en soluciones de capa barrera integrando EVOH de menos de 1 µm de espesor, alcanzando tasas competitivas de transmisión de oxígeno (OTR) y vapor de agua (WVTR) según los estándares ASTM. Esta capacidad de ajustar propiedades barrera amplía el abanico de aplicaciones para productos que requieren mayor protección.
Más eficiencia y menor complejidad
Otra ventaja destacada es la integración de la capa de sellado directamente en la línea de extrusión, permitiendo la producción de films listos para usarse en empaques como stand-up pouches. Este enfoque elimina
pasos intermedios y optimiza recursos, contribuyendo a la eficiencia operativa y la reducción de residuos en la conversión.
La tecnología cast MDO garantiza, además, una excelente planitud y distribución de espesor, ofreciendo films de alta transparencia y apariencia premium, clave para marcas que buscan destacar el producto en anaquel sin sacrificar la reciclabilidad del empaque.
Innovación en expansión
Si bien el desarrollo de estructuras mono-materiales tiene ya varios años de evolución, la presión regulatoria, las metas globales de reciclaje y la exigencia de los consumidores impulsan su adopción a gran escala. Casos como el de SML muestran cómo la colaboración entre fabricantes de maquinaria, proveedores de polímeros y convertidores es fundamental para seguir perfeccionando esta solución y expandir su impacto comercial.
Con iniciativas como estas, la industria da pasos firmes hacia empaques flexibles más circulares y alineados con los principios de la economía circular. La innovación detrás del MDO-PE es solo una muestra de lo que la tecnología y la cooperación pueden lograr para responder a los desafíos actuales de sostenibilidad. TP
Por Nicolás Muñoz, Investigador consultor - ICIPC
INNOVACIÓN Y EFICIENCIA ENERGÉTICA PARA LAS PYMES:
RESULTADOS DEL PROYECTO SOBRE TECNOLOGÍAS AVANZADAS DE INDUSTRIA 4.0
Iniciativa ofrece soluciones prácticas, accesibles y ajustadas a las capacidades del sector, que facilitan el diagnóstico y monitoreo del desempeño energético.
Figura 1: Sistema Polyanalitics de análisis de comportamiento energético.
Las empresas del sector industrial, para ser competitivas en el mercado, tienen el reto de ser eficientes energética y productivamente. En la industria de procesamiento de polímeros, el consumo de energía representa entre un 8% y 15% de los costos de producción, dado principalmente en los equipos usados para la transformación de las materias primas. Se ha identificado que las empresas del sector de polímeros tienen un potencial de disminuir el consumo de energía entre un 10% y 30%, y aumentar su productividad, a través de la implementación de tecnologías de la industria 4.0, ofreciendo una gran oportunidad de incrementar su competitividad a través del mejoramiento continuo de la eficiencia energética y productiva. Sin embargo, muchas de las empresas clasificadas como micro, pequeñas y medianas (MiPyMES), no pueden acceder a las nuevas tecnologías para la industria 4.0 por razones como el alto costo, la falta de opciones que se adapten a sus requerimientos, la falta de personal especializado para el soporte, operación y aprovechamiento, entre otras.
Conscientes de los retos energéticos, ambientales y tecnológicos que enfrentan estas empresas del sector de procesamiento de polímeros, el Instituto de Capacitación e Investigación del Plástico y del Caucho (ICIPC), la Universidad Nacional de Colombia y Sume+, conformaron un consorcio, para llevar a cabo el proyecto “Desarrollo de nuevas tecnologías avanzadas de la Industria 4.0 para PyMES y MiPyMES de procesamiento de
polímeros para el incremento de la eficiencia energética y productiva”, proyecto financiado por el Ministerio de Ciencia, Tecnología e Innovación (Minciencias). Esta iniciativa se orientó a brindar soluciones prácticas y adaptadas a las capacidades del sector, mediante el diseño e implementación de herramientas tecnológicas que permitan diagnosticar y monitorear la eficiencia y el desempeño energético y productivo de las líneas de producción de procesos de transformación de polímeros.
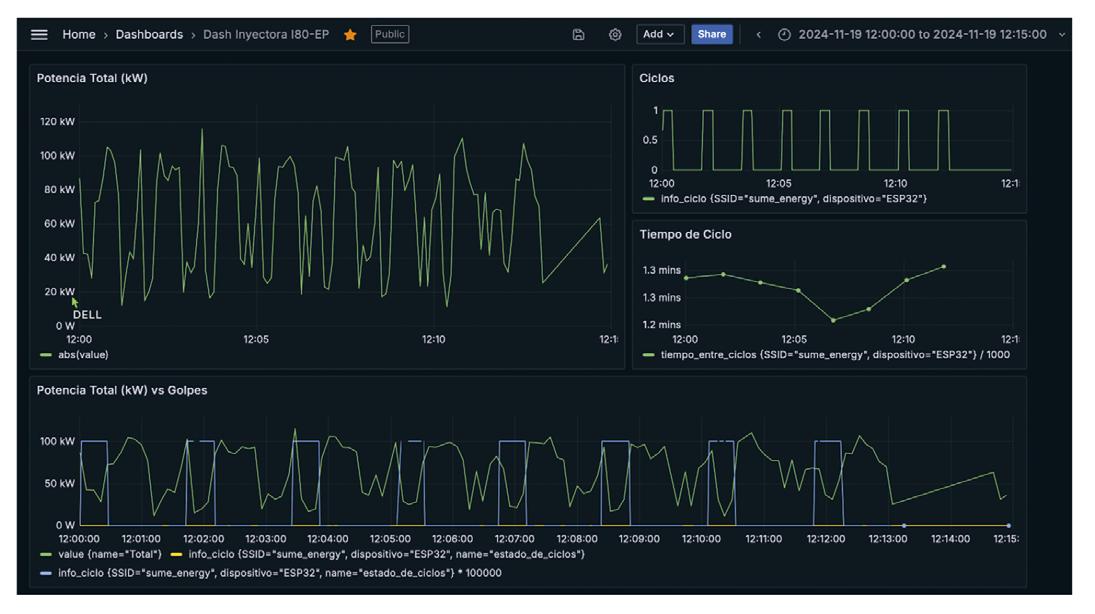
PolyAnalytics: analitica avanzada para la toma de decisiones energéticas
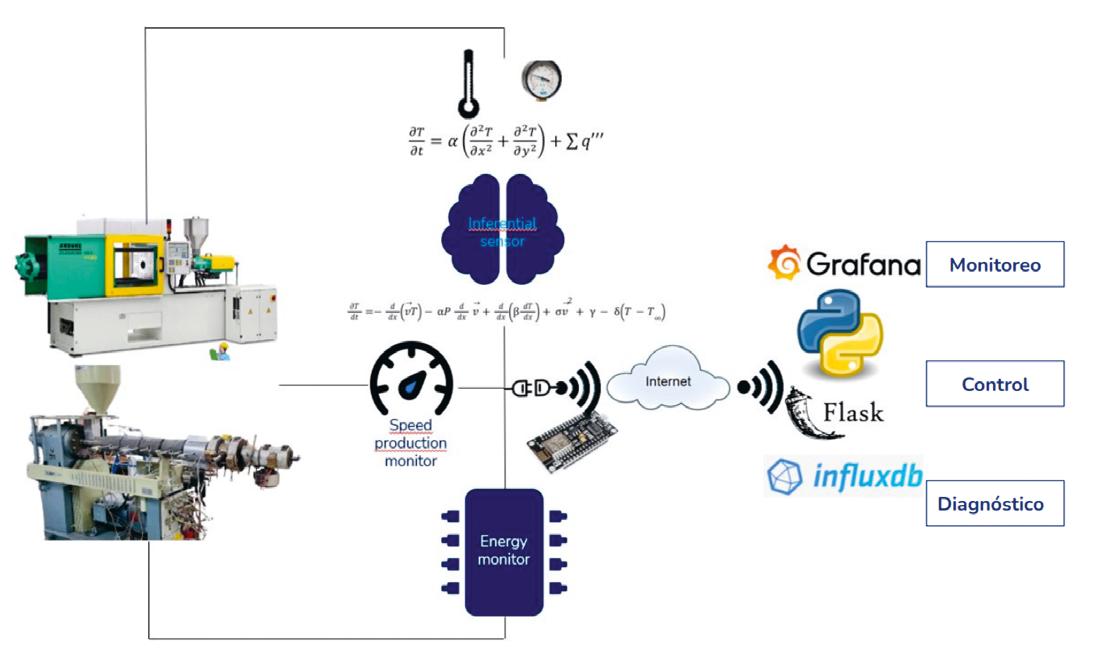
Entre las herramientas tecnológicas diseñadas e implementadas dentro del proyecto, se tiene el sistema PolyAnalytics, presentado en la Figura 1. Este es un sistema experto que permite caracterizar y analizar el comportamiento energético de los procesos de transformación de polímeros, diseñado especialmente para los procesos de inyección y extrusión (sus variedades incluidas), entre otros procesos de transformación de polímeros. El sistema integra equipos de monitoreo de la potencia demandada y monitores de velocidad de producción en tiempo real. Así mismo cuenta con sensores inferenciales, que a partir de variables de fácil obtención, permite obtener parámetros térmico/operativos de las líneas de producción mediante modelos termodinámicos. Todos estos datos son enviados a la nube, para ser procesados por algoritmos inteligentes, los cuales per-
Figura 2: Interfaz gráfica de monitoreo del sistema polyanalitics.
miten identificar patrones de consumo y procesamiento, y detectar oportunidades de ahorro energético. A través de una interfaz amigable, PolyAnalytics traduce grandes volúmenes de datos en información útil para la toma de decisiones y reducción de los consumos energéticos, lo que puede traducirse en ahorros para las empresas.
El sistema integra equipos de monitoreo de la potencia demandada y monitores de velocidad de producción en tiempo real.
Monitoreo en tiempo real, lo cual permite lanzar alertas ante eventos anómalos o que van en contra del buen desempeño energético, permitiendo así poder tomar acciones oportunas. La interfaz visual se presenta en la Figura 2.
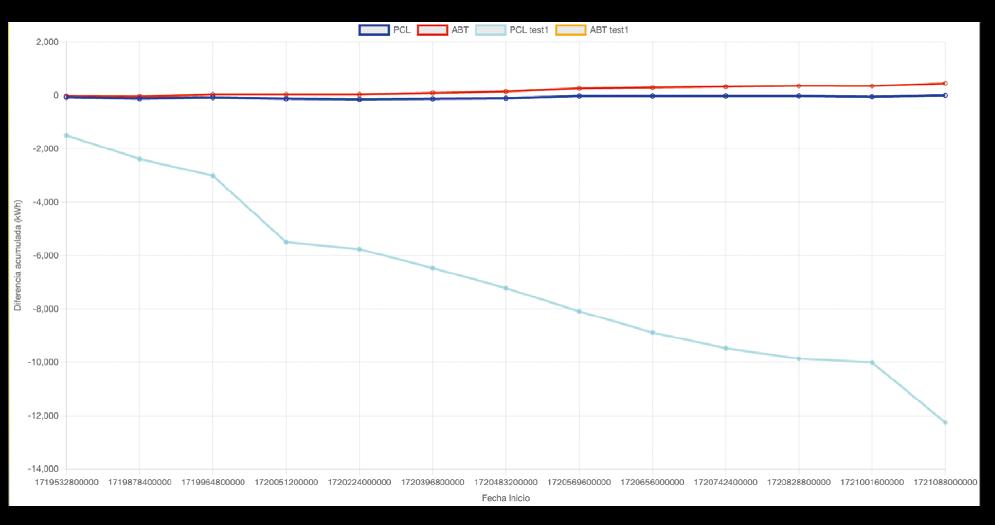
Control y revisión periódica del consumo energético, el cual permite al sistema de gestión energética llevar un control periódico del consumo en las líneas de producción y así identificar si las acciones realizadas favorecen o perjudican el desempeño y eficiencia energética de las líneas de producción. Uno de los paneles que permite llevar este control se presenta en la Figura 3, en donde se puede evaluar correctamente si el desempeño energético actual, ha permitido ahorros o déficits.
Durante el desarrollo del sistema PolyAnalytics, se obtuvieron tres modalidades de analítica de datos que son implementadas en el sistema de monitoreo de acuerdo a la situación. Estas modalidades contemplan:
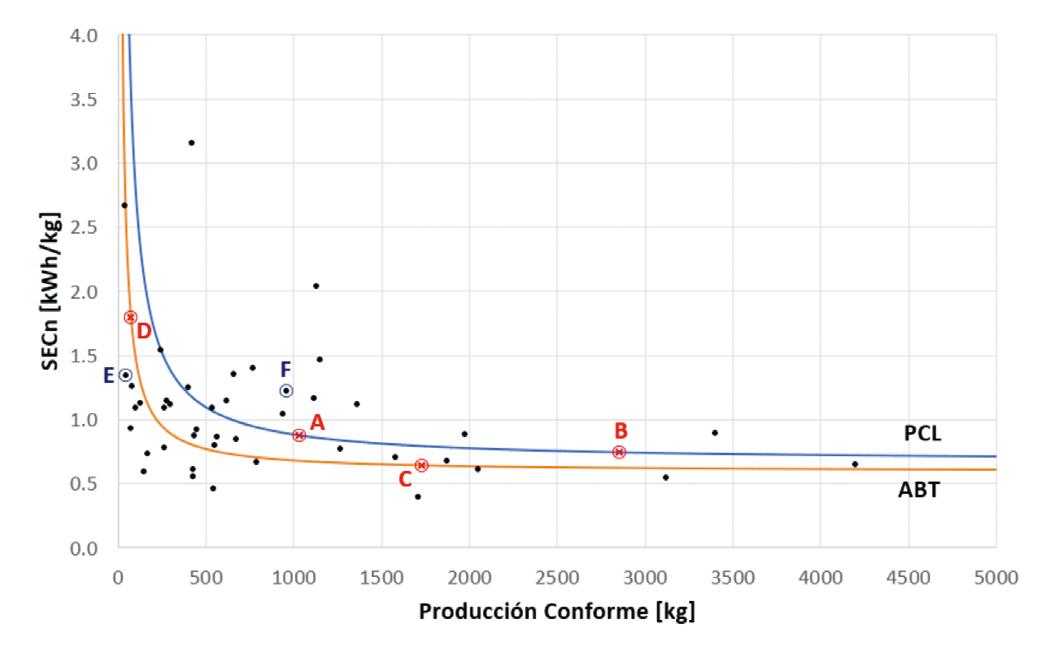
Detectar ineficiencias y bajos desempeños, lo que ayuda a identificar oportunidades de mejora en las referencias/moldes/máquinas/etc., que requieren trabajos de ingeniería, y donde se ubican sus principales brechas, tal como se presenta en la Figura 4.
Figura 3: Evaluación de ahorros o déficits del desempeño energético actual.
Un libro para compartir el conocimiento
Adicional al sistema de monitoreo, se tuvo como resultado del proyecto la publicación del libro “Energy and Productive Efficiency in Polymer Processing: New Practical Approach with Real-Case Applications”, aceptado por la editorial Hanser y próximo a lanzarse durante la feria K en Alemania. La publicación compila la experiencia de cerca de 15 años de trabajo en eficiencia energética por parte del ICIPC, UNAL y Sume+. El libro consta de seis capítulos que abordan tanto la teoría como aplicaciones reales, los cuales incluyen:
Conceptos prácticos de energía en el procesamiento de polímeros; Monitoring and Targeting (M&T); El método de las brechas energéticas (EGM o Energy Gap Method); casos de estudio de optimización energética; y Tecnologías facilitadoras de la Industria 4.0 para mejorar la eficiencia energética y productiva. Este libro tiene el potencial de convertirse en una referencia clave para ingenieros, gestores de energía y profesionales del sector, aportando conocimientos valiosos y estrategias innovadoras para mejorar la eficiencia energética y la sostenibilidad en la industria.
4: Diagnóstico de causa de ineficiencias y pérdidas de desempeño del sistema polyanalitics.
Figura
Impacto y proyección
El proyecto ha demostrado que es posible acercar las herramientas de la Industria 4.0 a las PyMES y MiPyMES, de manera que puedan lograr mejoras reales en eficiencia energética y productividad. Las tecnologías desarrolladas permiten reducir el consumo de energía por unidad producida, mejorar la estabilidad de los procesos, facilitar el mantenimiento de equipos y, en última instancia, aumentar la competitividad del sector. Gracias a la participación activa de empresas del sector y centros tecnológicos, los desarrollos fueron ajustados a necesidades reales y validados en condiciones operativas. Esta interacción ha sido clave para garantizar la pertinencia y aplicabilidad de los productos. Así mismo, el Instituto de Capacitación e Investigación del Plástico y del Caucho cuenta con servicios relacionados con la optimización energética de plantas y de líneas de producción, capacitación de personal, auditorías energéticas y soporte a sistemas de gestión energética.
Gracias a la participación activa de empresas del sector y centros tecnológicos, los desarrollos fueron ajustados a necesidades reales y validados en condiciones operativas. Esta interacción ha sido clave para garantizar la pertinencia y aplicabilidad de los productos.
Agradecimientos al Minciencias por la cofinanciación del proyecto “Desarrollo de nuevas tecnologías avanzadas de la industria 4.0 para PyMES y MiPyMES de procesamiento de polímeros para el incremento de la eficiencia energética y productiva”, mediante contrato 127-2022. TP
DE LA INEFICIENCIA ENERGÉTICA
PARA RECICLAJES DE FLEXIBLES
22 30 35 5 CAUSAS NUEVAS TECNOLOGÍAS
PLÁSTICOS Y ECONOMÍA CIRCULAR,
SOBRE LA FERIA K
5 CAUSAS DE LA INEFICIENCIA ENERGÉTICA
EN LA INDUSTRIA PLÁSTICA
Hablar de ineficiencia energética en la industria del plástico es hablar, ante todo, de pérdidas: económicas, de productividad, competitividad y, en no pocos casos, de sentido estratégico.
La eficiencia energética ya no es solo un reto técnico o económico: se ha convertido en un imperativo estratégico en un mundo marcado por la urgencia climática. En junio pasado, durante la pre-K, un evento para la prensa especializada mundial sobre la feria
más grande de la industria, las empresas estuvieron de acuerdo en afirmar que una de las megatendencias que se están observando es el mayor compromiso de la industria con objetivos que apunten a la sostenibilidad y a la reducción de CO2.
Según el Global Risk Perception Survey 2024 del Foro Económico Mundial, la acción por el clima y la sostenibilidad están entre los desafíos más críticos que enfrentará la humanidad en los próximos años. A pesar de las tensiones geopolíticas, existe un terreno común entre gobiernos y sectores productivos: la necesidad de reducir emisiones.
20x
Por cada dólar que se ahorra en consumo energético, se puede generar entre 10 y 20 dólares en ventas.
De acuerdo con Felix Schmidt, gerente de aplicaciones de ENGEL, la industria del plástico —frecuentemente señalada por su huella ambiental— tiene una oportunidad única: usar estas megatendencias como un
catalizador para volverse más competitiva. “Los grandes desafíos globales como la acción climática pueden transformarse en una ventaja estratégica si se adoptan tecnologías eficientes y se mide el impacto energético real de cada proceso”, afirmó el experto.
Además, con el aumento progresivo del precio del carbono en los mercados internacionales, la ineficiencia energética dejará de ser solo un problema interno y comenzará a afectar directamente la rentabilidad y viabilidad exportadora de muchas empresas.
Beneficios sostenidos en el tiempo
Es por esto que hablar de ineficiencia energética en la industria del plástico es hablar, ante todo, de pérdidas: económicas, de productividad, de competitividad y, en no pocos casos, de sentido estratégico. Durante años, la eficiencia energética fue abordada como un proyecto puntual, con inicio y final definidos, muchas veces liderado por profesionales sin el conocimiento técnico profundo de los procesos de transformación de plásticos. El resultado: iniciativas costosas sin continuidad, cuyos beneficios se diluyeron rápidamente.
“La eficiencia energética no puede abordarse como un proyecto; es algo que comienza y debe continuar indefinidamente, porque, de lo contrario, todos los logros se diluyen con el tiempo y se pierden”, explica Omar Estrada, especialista en procesos de transformación de polímeros y doctor en sistemas energéticos, quien, tras más de dos décadas de experiencia, ha observado de cerca los vacíos estructurales que impiden avanzar con contundencia hacia una industria más eficiente.
La relevancia de abordar este tema desde lo económico es evidente. La industria del plástico —especialmente el segmento de empaques, altamente “comoditizado”— opera con márgenes de utilidad que oscilan entre el 5 % y el 10 %. De acuerdo con Estrada, esto significa que ahorrar un solo dólar en consumo energético equivale a generar entre 10 y 20 dólares en ventas. “En términos prácticos, por cada dólar que se ahorra en energía, se evita tener que vender entre 10 dólares y 20 dólares para obtener la misma ganancia. Por eso, se convierte en un elemento crítico para la competitividad”, agregó el experto.
Para entender mejor este panorama, hablamos con diversos expertos de la industria, quienes coincidieron en señalar varias causas recurrentes que explican por qué muchas empresas aún operan con importantes deficiencias en materia de eficiencia energética.
SELECCIÓN Y OPERACIÓN DE LA MAQUINARIA
Desde la perspectiva de Miguel Ángel Tamayo, responsable comercial de máquinas de inyección en Wittmann para México y Latinoamérica, uno de los problemas más frecuentes en la industria es el consumo innecesario de energía en momentos inadecuados del ciclo. “El principal problema es que se consuma energía donde no se necesita. Muchas veces las máquinas están activas energéticamente incluso cuando no están ejecutando una función útil”, advierte.
También es frecuente encontrar máquinas sobredimensionadas desde el inicio, con unidades de inyección
o fuerzas de cierre superiores a las requeridas. Según Schmidt, este error arrastra un alto consumo energético constante. “Muchos operadores usan siempre la fuerza máxima, sin considerar si el molde realmente lo necesita. Lo ideal sería ajustar esa fuerza en función del ‘mold breathing’, esa pequeña expansión del molde que se produce durante la inyección. Pero eso casi nunca se hace”, agregó.
Asimismo, Tamayo de Wittmann señala que muchas veces se opta por tecnologías que no están alineadas con el tipo de producción real de la planta. “En ciclos largos, donde la máquina pasa mucho tiempo detenida o sin realizar movimientos, no tiene sentido usar una solución que mantiene consumos constantes en reposo”, advierte. Esta falta de ajuste entre tecnología y proceso es una fuente crítica de ineficiencia que, según Tamayo, sigue presente en muchas plantas de la región. Esta situación se ve agravada por decisiones de diseño y configuración deficientes. Por ejemplo, el uso extendido de mangueras hidráulicas genera una fricción constante que eleva la temperatura del aceite. “Ese
calor generado por fricción es energía perdida, que luego obliga a usar sistemas de enfriamiento adicionales para compensar un problema que nunca debió existir”, explica Tamayo. Este tipo de errores estructurales puede pasar desapercibido, pero compromete significativamente la eficiencia global del proceso.
Esta visión coincide con la de Alfredo Santa, líder del área comercial para Latinoamérica de Macro Engineering, quien indica que muchos de los errores parten desde el propio diseño de las líneas de producción en extrusión. “El objetivo debería ser fundir el material a menor temperatura y con menores revoluciones, para que el consumo energético por kilogramo procesado disminuya”, explica.
“La eficiencia energética no puede abordarse como un proyecto; es algo que comienza y debe continuar indefinidamente, porque, de lo contrario, todos los logros se diluyen con el tiempo y se pierden”.
Omar Estrada, especialista en procesos de transformación de polímeros y doctor en sistemas energéticos
Finalmente, resalta un punto crítico poco abordado: el diseño del cabezal. “Si el cabezal no está optimizado para procesar múltiples resinas a su temperatura ideal, se eleva innecesariamente la temperatura de toda la línea, generando un consumo excesivo”.
Falta de criterio técnico al elegir entre eléctricas e hidráulicas
Otro error frecuente en la industria, según Schmidt, es asumir que una máquina totalmente eléctrica siempre será más eficiente. Si bien estas máquinas suelen tener el mejor rendimiento energético en términos generales, no siempre son la mejor opción para todas las aplicaciones. “La mayoría de nuestros clientes piensa automáticamente en máquinas totalmente eléctricas cuando busca eficiencia energética, y sí, suelen ser más eficientes. Pero también son más costosas. Y si no se integran con sistemas inteligentes, pueden no ser más eficientes que una hidráulica moderna bien configurada”, explica.
El problema no es solo de presupuesto, sino de una decisión técnica mal fundamentada. Félix advierte que, en ciertas aplicaciones técnicas, una máquina hidráulica combinada con sistemas de asistencia puede llegar a ofrecer una eficiencia energética superior a la de una máquina eléctrica que no cuente con ese tipo de apoyo. “El error está en pensar que la eficiencia depende solo del tipo de máquina y no del conjunto de soluciones que se integran”, concluye.
INEFICIENCIA EN EL ATEMPERAMIENTO 2
Otro foco importante de ineficiencia es el control térmico del molde, una etapa muchas veces ignorada en los análisis energéticos. Felix Schmidt, gerente de aplicaciones de ENGEL, advierte que este proceso puede representar hasta el 45 % del consumo energético total en moldeo por inyección. “En muchas plantas se empuja agua caliente al molde sin monitoreo ni control real. Se usa más flujo del necesario, sin considerar si la energía está siendo aprovechada”, explicó.
Además, subraya que muchas líneas están diseñadas sin considerar el impacto energético de las purgas y los cambios de formulación: “Cuando hay que cambiar una estructura o resina, se hacen procesos de purga que pueden ser muy costosos si no se optimizan. Ahí se pierde no solo material, sino energía”.
En el caso de la película soplada, Estrada advierte sobre una limitación estructural: “Todo el proceso está condicionado por el enfriamiento, que constituye su principal cuello de botella. Cualquier mejora en este aspecto incrementa la productividad, y toda mejora en productividad repercute positivamente en la eficiencia energética”.
Es decir, muchas ineficiencias energéticas no están en los motores ni en los calentadores, sino en el diseño de los sistemas de enfriamiento, en cómo fluye el aire, el agua o en cómo se gestiona el tiempo del proceso.
Se usan chillers sobredimensionados, torres mal ubicadas o sin aislamiento, y sistemas de distribución del agua poco estratégicos. “Hay procesos que no requieren enfriamiento con chiller, pero igual lo usan. Eso tiene un costo energético altísimo”, explica Estrada.
También es común incurrir en errores relacionados con el uso de bandas de calefacción. “Con frecuencia se retiran las carcasas que ayudan a aislar el calor, o se continúa calentando con bandas dañadas, lo cual resulta tremendamente ineficiente”, señala.
PÉRDIDAS EN EL SECADO 3
Otro punto crítico —y muchas veces ignorado— es el secado de resinas higroscópicas como PET, PC o PA. David Sosa, Sales Manager de Plastec USA, advierte que muchos transformadores cometen errores al operar con caudales de aire y temperaturas mayores a las necesarias, lo que incrementa significativamente el consumo energético.
“En muchas plantas, se trabaja con más caudal del requerido por el material. Esto no solo es ineficiente, sino que no mejora el proceso”, asegura.
También es común utilizar tecnologías de secado que no se ajustan al tipo de resina o a las condiciones reales de operación. “El secado eficiente no depende solo del equipo, sino del control y la adaptación a las condiciones del entorno y del material”, señala Sosa. Añade que muchas líneas no monitorean el punto de rocío, lo cual afecta la calidad final del producto y puede generar retrabajos innecesarios.
En este sentido, la falta de sistemas inteligentes de ajuste energético y de mantenimiento preventivo convierte al secado en una fuente persistente de desperdicio energético que pasa desapercibida en muchas operaciones.
PÉRDIDAS EN LA PLASTIFICACIÓN 4
Una de las áreas más críticas en términos de consumo energético es el sistema de plastificación, es decir, el conjunto de componentes de la máquina de inyección o extrusión encargados de fundir el material plástico —incluyendo el tornillo, el cilindro y el sistema de calefacción. Según Omar Estrada, más del 70 % del consumo energético en estos procesos ocurre precisamente en esta etapa. “Uno de los grandes problemas es que se trabaja con unidades de plastificación desgastadas, que debieron reemplazarse hace mucho tiempo. Como la máquina sigue funcionando, no se percibe fácilmente el deterioro”, explica el experto. Este desgaste progresivo, aunque imperceptible, tiene efectos enormes. “Cuando el juego radial del tornillo se duplica —por ejemplo, de 0,2 mm a 0,4 mm— la unidad pierde hasta el 20% de su capacidad de producción”, añade.
¿Cómo se pierde la energía?
Para Omar Estrada, experto en eficiencia energética en la industria plástica, las ineficiencias energéticas en la industria del plástico tienen su origen, principalmente, en cuatro frentes críticos.
Producción interrumpida: provocada por paradas no programadas, cambios constantes de referencia o mantenimientos correctivos que reducen drásticamente el tiempo productivo.
Calidad deficiene: ya que fabricar productos no conformes implica un desperdicio directo de energía.
Procesos mal ajustados: operar con parámetros fuera de los rangos óptimos —aunque se cuente con tecnología de punta— genera inevitablemente un consumo energético innecesario.
Tecnología obsoleta o mal seleccionada: no siempre lo más nuevo es lo más eficiente, especialmente si no se adapta a las necesidades reales del proceso.
AUSENCIA DE DIAGNÓSTICO
Aunque el monitoreo es esencial para detectar problemas, muchas empresas no analizan los datos que recogen. “Medir sin analizar no sirve. El análisis debe hacerse con metodologías validadas y con conocimiento del proceso productivo. De lo contrario, no se logran efectos reales”, explica Estrada.
“Medir sin analizar no sirve. El análisis debe hacerse con metodologías validadas y con conocimiento del proceso productivo. De lo contrario, no se logran efectos reales”
Santa coincide con esta visión. En su experiencia, uno de los problemas frecuentes está en la falta de control integral del sistema: “Hemos visto líneas donde no se controla si la máquina está consumiendo más o menos energía. Lo ideal es que el sistema pueda monitorear y adaptarse a una receta energética definida desde el inicio, no solo a una estructura de film”.
Tal vez el mayor obstáculo es la falta de personal capacitado para detectar y corregir ineficiencias. “Solo el 25% de las empresas saca el máximo provecho de los ahorros porque tiene el conocimiento técnico necesario. Las demás lo pierden por falta de metodologías o de asistencia técnica”.
Para Estrada, la eficiencia energética no se puede separar de la eficiencia productiva. “Mientras persigues la eficiencia energética, logras eficiencia productiva. Y cuando haces el balance, muchas veces lo que ganas por producir más supera los ahorros energéticos”. TP
SOSTENIBILIDAD
Artículo adaptado del informe, “New Recycling Technologies: Advancing Circularity in Flexible Packaging”, de CEFLEX.
NUEVAS TECNOLOGÍAS
PARA EL RECICLAJE DE FLEXIBLES
Alcanzar la circularidad en empaques flexibles requiere del desarrollo de tecnologías que mejoren la calidad del material reciclado. Un estudio de CEFLEX revisa cuáles son las tecnologías más promisorias para acelerar esta transición.
CEFLEX, la iniciativa para la Economía Circular de Empaques Flexibles, es una colaboración de más de 180 compañías, asociaciones y organizaciones europeas representando toda la cadena de valor de empaques flexibles. A través de su “misión circular” busca que todos los empaques flexibles sean recolectados, clasificados y reciclados, para volver a la economía sustituyendo materias primas vírgenes.
Los objetivos del reglamento de Envases y Residuos de Envases de la Unión Europea (PPWR), que entró en vigor el 11 de febrero de 2025, determinan que para 2035 el 55% de los empaques flexibles deben ser reciclados. En empaques en contactos con alimentos, para 2030 se debe contar con un contenido mínimo de al menos de 10% de PCR, y en aplicaciones no sensibles se debe contar con un 35% de PCR en empaques flexibles. Esto significa que las capacidades de reciclaje en la Unión Europea deberán triplicarse dentro de los próximos 10 años. Sin embargo, adicionalmente se necesita que mejore sustancialmente la calidad del material reciclado.
Dentro de su misión, CEFLEX trabaja en la identifi-
cación de soluciones de reciclaje promisorias, que tengan el potencial de avanzar la calidad y la cantidad de reciclados disponibles en el mercado. Algunas de estas tecnologías se centran en la descontaminación avanzada del reciclaje mecánico y el reciclaje físico, como complemento a las tecnologías existentes de reciclaje avanzado o químico y reciclaje mecánico convencional.
Aproximadamente el 38% de las estructuras de empaques tiene múltiples capas y materiales que son difíciles de separar y descontaminar.
Actualmente, los plásticos flexibles utilizados para empaques y embalajes son los que menores tasas de aprovechamiento y clasificación tienen. Esto tiene va-
SOSTENIBILIDAD
rias razones: la primera, es la calidad de los materiales reciclados. Aproximadamente el 38% de las estructuras de empaques tiene múltiples capas y materiales que son difíciles de separar y descontaminar. La segunda es la necesidad de incrementar las tasas de reciclaje, y lograr una mayor cantidad de material de entrada. Y la tercera es lograr mercados de aplicación que tengan mayor valor agregado. Potencialmente deberíamos llegar a aplicaciones sensibles para contacto con alimentos, expandiendo su aplicabilidad.
Para cumplir con la nueva reglamentación, en 10 años se debe triplicar la capacidad de reciclaje en la Unión Europea, pero además se requiere un aumento sustancial en la calidad del material reciclado.
taminantes y disolución, para lograr obtener plásticos de mayor calidad.
Encontrando las tecnologías adecuadas
A través de un proceso de “technology scouting”, CEFLEX trabajó junto con la Universidad de Ghent en Bélgica para evaluar tecnologías que permitieran mejorar la calidad y el valor del reciclaje, tanto en procesos mecánicos como físicos. Inicialmente se detectaron 20 proyectos en curso que cumplen las siguientes características: estarán listos para una entrada a gran escala en el mercado dentro de los próximos cinco años (nivel de alistamiento 8-10 de la tecnología), capacidad de recibir inversión y capacidad de procesar al menos 10 a 15 mil toneladas de material anualmente. Las tecnologías identificadas fueron las siguientes:
Lavado por fricción húmedo avanzado
Por lo tanto, las tecnologías más promisorias son las que permiten lavado por fricción húmedo avanzado, delaminación, remoción de tintas, extracción de con-
La primera tecnología identificada fue la de reciclaje mecánico avanzado. En esta tecnología se mezcla el lavado en caliente con químicos, para remover las fibras y la contaminación orgánica. Se emplea extrusión con doble filtración, para eliminar polímeros que no son los objetivos y residuos metálicos, y se lleva a cabo un proceso de desodorización para la remoción casi completa de compuestos volátiles orgánicos (VOC), mejorando la calidad del olor. Esta aproximación avanzada mejora sig-
LA TECNOLOGÍA AVANZADA HYDROCLEANER
utiliza la fricción y los efectos hidrodinámicos para lograr descontaminación de alto nivel con un rendimiento superior al 70%.
Imagen: Hydrodyn.
nificativamente la calidad del reciclado, haciéndola más adecuada para aplicaciones de mayor valor agregado.
Una innovación clave es HydroCleaner, un sistema patentado de tecnología de limpieza mecánica de una sola etapa, que utiliza la fricción y los efectos hidrodinámicos para lograr descontaminación de alto nivel con un rendimiento superior al 70%. Este sistema es particularmente eficaz para superficies impresas de embalaje de plástico flexible, garantizando una limpieza exhaustiva y preparación para el reciclaje de alta calidad.
Hydrodyn es la compañía que desarrolla la tecnología, y existe en Alemania desde el 2014, suministrando sistemas “plug-and-play” para clasificación, limpieza y secado. Esta tecnología permite obtener materia prima de entrada de mejor calidad para la extrusión o reciclaje químico, con una inversión relativamente baja en costos de capital.
Delaminación
La delaminación es una tecnología de reciclaje probada que mejora la calidad y propiedades del reciclaje,
incluyendo el color y el olor. Combinada con tecnología de clasificación inteligente y la separación de las hojuelas de poliolefina resultantes del proceso, la delaminación promete ser una solución escalable para plásticos multicapa flexibles.
Actualmente hay dos proveedores mapeados con capacidades de llevar la tecnología a las escalas requeridas. Uno de ellos es el alemán Saperatec, que desarrolló una tecnología de delaminación basada en agua, mejorada con una mezcla química y capaz de separar el polialuminio de mezclas de cartón. El proceso permite obtener polietileno reciclado con calidad suficiente para uso en artículos de cuidado del hogar y cuidado personal.
De otro lado, la empresa española Fych tiene un proceso de delaminación basado en agua combinado con delaminación basada en vapor (desodorización). Combina además un proceso de destintado, que resulta valioso para la delaminación de bandejas de PET/PE, el destintado de estructuras flexibles de PET/PE y la desodorización de PS, PE y PP.
Destintado
El destintado es clave para mejorar la calidad del reciclado. Se espera incluso que se logre calidad para contacto con alimentos. La tecnología Cadel Deinking, de Keycycle, es una solución llave en mano de destintado, que incluye equipos y químicos de limpieza para remoción de tintas base agua. En este proceso se lograría un 95% de remoción de la impresión externa en aplicaciones de empaque rígido para PEAD y PP rígidos.
Alineando la cadena de valor
Mientras las nuevas tecnologías son claves para reemplazar material virgen por contenido de PCR, su éxito depende de una acción colaborativa a lo largo de toda la cadena de valor. Dueños de marca, comercializadores, recicladores, entes reguladores e inversionistas deben trabajar juntos para:
Adoptar principios de diseño-parareciclaje que permitan mejorar la reciclabilidad.
Escalar inversiones en infraestructura de reciclaje para acelerar la demostración, seguida del desarrollo comercial.
Clarificar y asegurar aprobaciones regulatorias, particularmente en aplicaciones sensibles al contacto con alimentos.
Avanzar en tecnologías de reciclaje y separación, para asegurar un suministro estable de materiales de alta calidad.
También la tecnología Smart Coloring permite lavado en frío de hojuelas con base en solvente, para remoción de pigmentos y etiquetas. Permite el trabajo con PE y PP, principalmente para sectores de cuidado personal y cosméticos.
Extracción
La tecnología de extracción para flujos monomaterial es capaz de lograr aplicaciones para contacto con alimentos. En este caso se utiliza CO2 supercrítico como medio de purificación. El proceso, desarrollado
por el IPC (Centro Técnico Industrial Francés para Plásticos y Compuestos), hincha la matriz polimérica, permitiendo que los contaminantes se difundan en CO2. El resultado es un polímero de alta pureza, libre de prácticamente todas las sustancias orgánicas. Algunos pigmentos o masterbatches pueden permanecer, pues hasta el momento no se ha probado ninguna tecnología de remoción de tinta.
Disolución
La tecnología PureCycle para reciclaje de PP ha sido desarrollada por Procter & Gamble (P&G). El proceso aprovecha flujos de reciclaje ricos en PP para obtener PP ultra-puro. La tecnología ya ha obtenido una carta de no objeción de la FDA.
El IVV Fraunhofer, por su parte, ha logrado una tecnología de disolución en asocio con GAW Technologies GmbH, una firma de ingeniería alemana. Adicionalmente, una tecnología de disolución holandesa llamada OBBOTEC permite producir plásticos en grado alimenticio, y ya existe una planta de 20 mil toneladas año dedicada al procesamiento de flujos de material ricos en PE.
Visión a futuro
Las tecnologías de descontaminación avanzadas tienen el potencial de incrementar las tasas de reciclaje, mejorar la calidad del material reciclado y migrar el foco de la industria de incrementar volúmenes a incrementar la calidad de los materiales circulares. Muchos proveedores están alistándose para escalar sus capacidades, con proyecciones desde 50 mil hasta 200 mil toneladas por año para 2030. Se espera que tan solo la tecnología de disolución llegue a una escala de 250 mil toneladas por año. Una vez que se demuestren los casos de negocio, estas innovaciones podrían tener un rol decisivo en lograr las metas de reciclaje establecidas por el PPWR, así como los objetivos de incorporación de material reciclado. Sin embargo, el escalado de esta tecnología para satisfacer los objetivos del 2030 no será fácil. Se requiere acceso a materia prima de suficiente calidad, inversión en instalaciones de escala comercial, claridad regulatoria y velocidades de aprobación suficientemente rápidas para permitir la aprobación de contacto con alimentos. Además, se requerirá integrar estas tecnologías con las instalaciones de reciclaje existentes actualmente. Sin intervenciones estratégicas a través de la cadena de valor, la industria corre el riesgo de no llegar a los compromisos que se han planteado. TP
PLÁSTICOS Y ECONOMÍA CIRCULAR:
ENTRE LA NECESIDAD Y EL POTENCIAL
La K 2025, que se celebrará del 8 al 15 de octubre en Düsseldorf, abordará los principales retos de nuestro tiempo. Este artículo revisa cómo progresa la legislación a nivel internacional para transitar hacia una economía circular.
En el mundo hay una crisis de materias primas: cada año se consumen más de 100.000 millones de toneladas de materias primas, pero más del 90 por ciento de las mismas no se reciclan. Es el balance alarmante que hace el Banco Europeo de Inversiones (BEI). El aumento de los costos de CO₂, la volatilidad de los precios de las materias primas y la incertidumbre geopolítica ejercen una presión adicional sobre las empresas para ahorrar más recursos.
La economía circular se considera un factor decisivo para lograr un futuro sostenible. Un análisis de la asesoría empresarial Material Economics indica que Europa podría ahorrar cada año 450 millones de toneladas de equivalentes de CO₂ hasta 2030 a través de los ciclos cerrados de materiales, lo que representa el ocho por ciento de las emisiones actuales. A largo plazo, según los pronósticos de la Ellen MacArthur Foundation, a nivel mundial podría evitarse hasta el 45 por ciento de las emisiones mediante una economía circular cerrada.
La transformación también ofrece un gran potencial a nivel económico: la consultoría EY estima que el uso de materias primas secundarias reduce el consumo de energía entre un 20 y un 90 por ciento, permite ahorrar grandes cantidades de agua y podría hacer que las empresas ahorrasen cada año millones de euros en costes de materiales. La Organización Internacional del Trabajo (OIT) calcula, además, que la transición a una economía circular podría generar en todo el mundo entre siete y ocho millones de empleos nuevos hasta 2030.
Industria del plástico: un sector clave que necesita mejorar
La industria del plástico desempeña un papel esencial en esta transformación. Según Plastics Europe, en el año 2023 se produjeron en todo el mundo 413,8 millones de toneladas de plásticos, pero el porcentaje de material reciclado sigue siendo bajo: tan solo el 8,7 por ciento de los plásticos se reciclan (casi siempre de forma mecánica), mientras que la mayor parte se incineran o se eliminan en vertederos. Sin embargo, los reciclados tienen un enorme potencial. Para su producción se requiere mucha menos energía que para la fabricación de productos nuevos a partir de materias primas fósiles, lo cual reduce significativamente la emisión de CO₂. Además, su uso aumenta la seguridad de abastecimiento: un factor cada vez más importante en tiempos de crisis geopolíticas.
No obstante, el reciclaje plantea unas elevadas exigencias tecnológicas y, a menudo, resulta más caro que la producción de plásticos nuevos. Esto se debe a la necesidad de clasificar, limpiar y acondicionar laboriosamente los plásticos viejos. Además, los requisitos legales son estrictos, los reciclados de alta calidad son escasos y muchos procesos requieren grandes cantidades de energía, por lo que, a fin de cuentas, los costes de producción son más altos que en el caso de los plásticos nuevos. “Pero nadie quiere pagar costes más altos”, subraya Ulrich Reifenhäuser, presidente del consejo de expositores de la K. “El plástico ha triunfado porque es mucho mejor que otros materiales. Pero el paso a la economía circular
Artículo de la oficina de prensa de la Feria K
cuesta dinero. Este problema de costos no se va a solucionar sin unos requisitos reglamentarios”.
Sin embargo, las respuestas a la cuestión sobre cómo lograr la transformación a una economía circular que funcione son muy diversas a nivel internacional.
Europa apuesta por la regulación
Donde otros países apuestan por el compromiso voluntario y las soluciones orientadas al mercado, Europa regula por ley. Algunas estrategias como el “Circular Economy Action Plan” (CEAP) y directivas como el reglamento de envases (PPWR) y la directiva sobre plásticos de un solo uso (SUPD) impulsan el cambio hacia la economía circular mediante cuotas de reciclaje, porcentajes obligatorios de reciclados y la Responsabilidad Extendida del Productor (REP). Su efecto se observa en el PPWR: desde 2025, las botellas de PET de un solo uso deben contener como mínimo un 25 por ciento de plástico reciclado, y hasta 2030 la cuota aumenta al 30 por ciento. Para fabricantes como Coca Cola o Nestlé, esto supone modificar las cadenas de suministro, adquirir reciclados de alta calidad y adaptar la producción para poder seguir vendiendo. La SUPD también es eficaz: en Lituania, la tasa de devolución de botellas de PET aumentó del 34 al 92 por ciento desde que se introdujo un sistema de depósito, en tan solo dos años. En este sentido, las empresas se enfrentan a unos desafíos considerables: la disponibilidad de reciclados de alta calidad es limitada, y el cambio a un diseño adecuado para el reciclaje plantea altas exigencias tecnológicas. Además, los plazos para la implementación de las especificaciones, a menudo complejas, son muy ajustados.
La UE también se ocupa cada vez más de los componentes químicos. Resulta especialmente controvertido el uso de PFAS, ya que su prohibición podría dificultar el reciclaje considerablemente: muchos residuos de plástico se considerarían contaminados y se eliminarían del circuito. Por este motivo, Wolfgang Große Entrup, director general del VCI, advierte de los inconvenientes de una prohibición general: “Con cada una de estas sustancias prohibidas en la UE aumenta el riesgo de una mayor deslocalización de nuestra industria hacia otras regiones menos reguladas. Y con ello no se soluciona el problema original”.
Asia: entre los avances y los déficits estructurales
Con un 53 por ciento de la producción mundial de plástico, Asia es el actor principal (y la fuente principal) en cuanto a residuos de plástico. Mientras que algunos países siguen ambiciosas estrategias de reciclaje, otros carecen de una infraestructura básica.
China ha sido durante mucho tiempo el mayor importador de residuos de plástico, pero ahora está cambiando de rumbo. Con su “Política Nacional de Espada”, China ha frenado la importación de residuos de plástico sin clasificar y está forzando ahora la ampliación de sus propias estructuras de reciclaje, apuesta por unos sistemas modernos de recogida y clasificación, y fomenta el reciclaje mecánico y químico. El objetivo hasta 2035 es una amplia descarbonización de la industria y su tran-
sición a ciclos cerrados de materiales. La estrategia va acompañada de la “Ley de Promoción de la Economía Circular”, que obliga a las empresas a recoger determinados productos y eliminarlos de manera inocua, así como de la fundación de un consorcio estatal para regular la transformación de manera centralizada.
Japón y Corea del Sur se encuentran entre los pioneros de la economía circular, entre otras cosas, por sus claros objetivos políticos y su legislación temprana. En Japón, la “Ley de Reciclaje de Empaques y Embalajes” obliga a las empresas desde la década de 1990 a participar en los sistemas de recogida y reciclaje. Como complemento, la “Ley de Circulación de Recursos Plásticos” de 2022 fomenta el uso de reciclados y prescribe planes de reciclaje detallados para los productos de plástico.
Con la nueva “Ley para la Promoción de la Transición hacia una Sociedad de Economía Circular” (APTCES), Corea del Sur sigue un principio sistemático de impulso tecnológico: cuotas de reciclaje obligatorias, directrices claras sobre el diseño sostenible de los productos, y regulación específica para productos difíciles de reciclar.
Además, las empresas que, por ejemplo, deseen lanzar al mercado nuevas tecnologías de reciclaje, están eximidas temporalmente de determinadas imposiciones.
45%
De las emisiones de CO2 podrían evitarse a nivel mundial a través de una economía circular cerrada, de acuerdo con la Ellen MacArthur Foundation.
A diferencia de Europa, ambos países apuestan menos por una regulación a pequeña escala, y más por una asignación clara de competencias, la implementación práctica y el fomento específico de la innovación. A esto se añade una alta aceptación social y una extensa corresponsabilidad, por ejemplo, a la hora de clasificar la basura y de conservar los recursos.
En India, la ley “Normas de gestión de residuos plásticos” (PWMR) obliga a las empresas a recoger los residuos de plástico. A pesar de este importante paso, la infraestructura insuficiente y la desigualdad de implementación a nivel regional sigue siendo un gran reto para lograr una implantación integral. A problemas similares se enfrenta Vietnam, donde en 2022 se promulgó una ley de EPR, por la que los fabricantes e importadores son responsables de asegurar la reciclabilidad de sus productos.
A pesar de los avances conseguidos en estos países, tanto la fragmentación regional de la gestión de residuos como las deficiencias de la infraestructura continúan siendo un gran desafío. El éxito de estas medidas depende decisivamente de la sensibilización de la población y de una mayor implicación de la industria.
Norteamérica: un mosaico de estrategias
Las estrategias relativas a la economía circular en Norteamérica están muy fragmentadas. Los EE. UU. siguen un principio caracterizado tanto por iniciativas estatales como por medidas del sector privado. Por ejemplo, 33 estados han establecido programas de REP que obligan a los fabricantes de envases desechables a participar en la financiación de la gestión de residuos. El objetivo es que hasta 2032, el 100% de los envases sean reciclables o compostables, y que se recicle el 65% de los envases desechables. Sin embargo, otros estados van rezagados. El hecho de que, a pesar del progreso de las tecnologías de reciclaje, los EE. UU. presenten una menor penetración en el mercado del reciclaje de plástico en comparación con el resto del mundo, se debe, sin embargo, a otros motivos: “Allí no existe un programa de reciclaje a nivel nacional, ni tampoco programas que abarquen al menos a estados completos. En lugar de ello, cada ciudad y municipio decide individualmente qué residuos recoge y clasifica y cómo lo hace” explica la agencia federal alemana para el desarrollo económico Germany Trade & Invest (GTAI).
Canadá sigue un principio más amplio para fomentar la economía circular. Con el “Registro Federal de Plásticos”, el gobierno ha introducido un registro nacional de plásticos para recopilar datos sobre la fabricación, el uso y la eliminación de plásticos. Con él se pretende aumentar la transparencia y permitir una gestión más eficaz de los plásticos. El “Plan de Accón sobre cero Residuos Plásticos” tiene como objetivo reducir la contaminación por plástico y establecer una economía circular para los mismos. Incluye medidas para disminuir
los plásticos de un solo uso y fomentar la reutilización y el reciclaje.
El largo camino de Sudamérica
La economía circular en Sudamérica está aún en sus comienzos: cerca del 90 por ciento de los residuos acaban en vertederos, y hasta ahora el reciclaje solo desempeña un papel secundario. En Chile, Colombia y Brasil hay programas nacionales de recogida y economía circular, por ejemplo, la «Ley REP» chilena, la iniciativa «Basura Cero» de Colombia o soluciones voluntarias de la industria en Brasil. Con la ley sobre la gestión integral de los residuos (Ley 19.829), Uruguay apuesta por una gestión de residuos uniforme y fomenta el reciclaje de los envases. No obstante, a pesar de los diversos avances e iniciativas, en muchas regiones de Sudamérica la infraestructura sigue siendo insuficiente, y el éxito dependerá de las inversiones públicas adicionales, la colaboración internacional y una mayor sensibilización de la población.
Conclusión y perspectivas
Para la industria del plástico, la economía circular es una obligación y una oportunidad al mismo tiempo. Europa apuesta en gran medida por la regulación, Asia combina el control estatal con ofensivas tecnológicas. En Nortea-
mérica y Sudamérica, el abanico abarca desde normativas ambiciosas hasta un mosaico de medidas individuales y la confianza en la mano invisible del mercado.
Los enfoques basados en el mercado fomentan las innovaciones, pero no garantizan la implementación global. Las estrategias controladas de manera centralizada generan avances rápidos, pero pueden resultar ineficientes. Es evidente que la economía circular no se podrá completar sin unas cuotas de reciclaje más altas y más reciclados. Quienes aprenden unos de otros pueden combinar sus puntos fuertes y compensar sus debilidades.
Shaping the Circular Economy en la K 2025
Bajo el tema «Shaping the circular economy», en la K 2025 las empresas de los distintos sectores (fabricación de materiales, fabricación de maquinaria y procesamiento) mostrarán los grandes avances realizados en la economía circular y presentarán soluciones consecuentes para el futuro. TP
LA K 2025: UNA FERIA GLOBAL
PARA UNA INDUSTRIA GLOBAL
Del 16 al 18 de junio de 2025 tuvo lugar la pre-K, un evento para la prensa especializada mundial donde se develaron los principales desarrollos que se verán en la feria reina de la industria.
A mediados de junio en Düsseldorf se reunieron líderes de la industria alemana y europea para hablar con la prensa especializada del mundo acerca de tendencias de la industria, y los principales proveedores presentan las innovaciones que marcarán la pauta de los próximos años. En el panel de apertura se presentó el nuevo moto de la feria K 2025: “The Power of Plastics”. Los plásticos habilitan todas las soluciones de la vida moderna y permiten mejorar la calidad de vida. Dos aspectos fundamentales potencian esta presencia: la economía circular, que estará presente en diferentes exhibiciones en la industria, y la digitalización.
Cerca de 3200 empresas expositoras han ya confirmado su participación, y desde la primavera de 2024 el recinto ferial de Düsseldorf, con sus 17 pabellones, se encuentra totalmente vendido, incluyendo exhibiciones especiales en las zonas abiertas, como el foro “The Power of Plastics”.
“La industria del plástico está interconectada a nivel global y es necesario continuar promoviendo acuerdos globales de libre comercio, que faciliten la proveeduría y la expansión”.
Thorsten Kühmann, VDMA
Muchas de las exhibiciones demostrarán cómo la inteligencia artificial se articula con la industria plástica para mejorar la productividad y reducir el consumo energético. Además se hablará de cómo la digitalización puede apoyar al sector a sobreponerse a
la escasez de mano de obra calificada, una dolencia generalizada a nivel global.
Una feria para el mundo
Durante el panel de apertura, Petra Cullmann, directora ejecutiva de Messe Düsseldorf, destacó el poder innovador de la feria K, que muestra las grandes soluciones que se proponen en esta plataforma realmente global. Habló de los nuevos formatos especialmente diseñados para demostrar lo que es la digitalización, y para que los visitantes entiendan cómo se aplica a su negocio. Y resaltó las diferentes exhibiciones especiales que se presentarán, entre ellas el show especial de “Plastics Shape the Future”.
Cullmann resaltó la relevancia de la feria para facilitar el diálogo entre comunicades y continentes, “algo aún más esencial en estos momentos difíciles”. Y es que el ambiente de conflicto y la inestabilidad generada por las diferentes tarifas dificultan la recuperación que se viene evidenciando recientemente en el sector de producción de maquinaria en Alemania, que venía en caída desde hace algunos años.
Thorsten Kühmann, director general de la división de maquinaria para plásticos y cauchos de la VDMA (asociación alemana de fabricantes de maquinaria), resaltó que la industria del plástico está interconectada a nivel global y que es necesario continuar promoviendo acuerdos globales de libre comercio, que faciliten la proveeduría y la expansión.
Para Kühmann, el sector de fabricación de maquinaria “tocó fondo”, y se espera una recuperación de ahora en adelante. El gran mercado que representa Estados Unidos se encuentra actualmente paralizado debido a la incertidumbre que existe con respecto a las tarifas, pero los expertos consideran que esta tendencia se definirá a tiempo para dar inicio a la K 2025.
Cambios en el contexto
A nivel global, los cambios en legislación vienen impulsando diversos cambios y transiciones en la industria. La Dra. Christine Bunte, directora general de la Asociación y Directora General para Europa Central de Plas-
tics Europe, destaca que actualmente la legislación parece entender que no puede ir en contra de la industria, sino que debe facilitar a las empresas la transición hacia la energía limpia y hacia la economía circular.
Bunte afirma que, bajo estas condiciones de incertidumbre, es aún más evidente cuál es la fortaleza de cada una de las regiones del mundo y que el evento de Düsseldorf en octubre será una oportunidad de demostrar la proximidad que tiene toda la cadena plástica, incluyendo la vinculación hacia la innovación que viene de la investigación y la academia.
La K confirma con esto su papel de epicentro de innovación. Ulrich Reifenhäuser, director del comité de expositores, destaca que la industria plástica tiene un ciclo de innovación de tres años, y que cada feria K las empresas tienen un espacio de demostrar sus innovaciones, pero también de hacer benchmark de lo que están haciendo sus competidores. La K 2025 será, nuevamente, un impulso para el sector y una nueva oportunidad para la industria para demostrar todo su poder de innovación. TP
De Izquierda a derecha: Boris Engelhardt, WDK; Petra Cullmann, Messe Düsseldorf; Dr.- Christine Bunte, Plastics Europe; Dr. Oliver Möllenstäd, GKV; Thorsten Kühmann, VDMA; Ulrich Reifenhäuser, director del comité de expositores de K 2025. Foto: Messe Düsseldorf / ctillmann
DE RESIDUO A RECURSO:
APOYANDO LA CIRCULARIDAD
DE LOS PLÁSTICOS
ExxonMobil acompañó al Grupo Plastilene en el desarrollo de una película termoencogible con contenido reciclado postconsumo (PCR), aportando su liderazgo tecnológico mediante análisis de materiales y formulaciones con polímeros de alto desempeño.
Hablamos con Juan Pablo Botero, líder de desarrollo de mercado de empaques industriales para America Latina en ExxonMobil, sobre el respaldo técnico que brindó la compañía al proyecto de empaque termoencogible desarrollado por el Grupo Plastilene, en colaboración con Postobón y recicladores locales. Desde su Centro de Tecnología en Baytown, Texas, ExxonMobil apoyó la caracterización de los materiales reciclados y
“Este proyecto es un modelo replicable que impulsa la circularidad y apoya el cumplimiento de normas REP.”
Juan Pablo Botero, líder de desarrollo de mercado de empaques industriales para America Latina en ExxonMobil
el diseño de una formulación que permitiera estabilizar el contenido PCR en la película, sin sacrificar propiedades mecánicas. Esta iniciativa, que incorpora resinas Exceed como mejoradores de desempeño, busca impulsar la circularidad del plástico en aplicaciones reales, replicables y de alto impacto para la industria del empaque en América Latina.
¿Cuál fue el aporte específico de ExxonMobil en términos de formulación y análisis para lograr una película termoencogible con contenido reciclado y alto desempeño? ¿Y qué ventajas ofrece en aplicaciones con contenido reciclado post-consumo?
JPB: Nuestro equipo Técnico trabajó de cerca con el grupo técnico de Plastilene para definir una formulación óptima que ayudara a estabilizar el porcentaje de contenido reciclado incorporado en la película termoencogible. También soportamos el desarrollo mediante la caracterización de diferentes muestras de reciclado post-consumo (PCR) en nuestro centro de tecnología en Baytown. Texas. Las ventajas ofrecidas por nuestras resinas en aplicaciones con contenido reciclado post-consumo están relacionadas con las excelentes propiedades mecánicas, que pueden ayudar a compensar la pérdida de propiedades inherentes al uso de reciclado mecánico.
¿Cómo se articula esta colaboración con la estrategia global de sostenibilidad de ExxonMobil?
JPB: ExxonMobil está comprometida a crear soluciones sostenibles que mejoren la calidad de vida y atiendan las necesidades de la sociedad. Nuestro nego-
cio de Product Solutions ofrece productos para ayudar a nuestros clientes a incorporar de manera más efectiva plástico reciclado en sus productos y hacer los empaques plásticos más fáciles de reciclar. Adicionalmente, como parte de nuestra estrategia de marca, nosotros activamente soportamos actividades a lo largo de la cadena de valor, asegurando una clara integración y optimización de nuestros productos o servicios. Impulsando colaboraciones y alianzas en cualquier etapa, mejoramos la calidad y eficiencia de nuestra oferta y creamos mayor valor para nuestros clientes y usuarios finales. Mediante innovaciones y colaboraciones con la cadena de valor, ayudamos a nuestros clientes a hacer más con menos, con reducciones de calibre; diseñar para la reciclabilidad, con estructuras 100% polietileno, y a incorporar contenido reciclado, con el uso de nuestros polímeros de alto desempeño como mejoradores y estabilizadores. Nuestra tecnología Exxtend para reciclaje Avanzado ayuda a desviar desperdicios plásticos que de otra manera acabaría en rellenos o incinerados, transformándolos en materia prima útil para nuevos productos.
PELÍCULA TERMOENCOGIBLE con contenido reciclado postconsumo, desarrollado por el Grupo Plastilene, en colaboración con ExxonMobil, Postobón y recicladores locales
¿Qué tipo de pruebas realizaron en el Centro de Tecnología de ExxonMobil para evaluar y caracterizar las distintas clases de material reciclado?
JPB: Llevamos a cabo una caracterización detallada de cada lote de material reciclado post-consumo para determinar el tipo de PCR que mejor se ajustaba a la película termoencogible. Los diferentes componentes de la estructura del polímero y los aditivos presentes en las muestras fueron analizados mediante espectroscopía infrarroja, cromatografía, análisis termogravimétrico y resonancia nuclear magnética. Por otra parte, el comportamiento de cada lote fue analizado usando calorimetría diferencial de barrido (DSC), curvas reológicas y mediciones de índice de fluidez y densidad.
¿Cómo garantizan desde su parte la compatibilidad de sus polímeros con resinas recicladas de distinta procedencia?
JPB: Los ensayos de laboratorio ayudaron a Plastilene a entender qué fuentes de reciclado post-consumo
se ajustaban mejor a esta aplicación. Adicionalmente, la tecnología de la planta de reciclado mecánico de Reciclene juega un papel fundamental ayudando a producir un PCR consistente derivado de películas de polietileno de alta calidad.
¿Ven potencial para replicar este modelo de colaboración en otros mercados de América Latina?
JPB: De hecho, esta colaboración se ha convertido en un modelo a seguir y algunos clientes y dueños de marca en otros países en la región están iniciando desarrollos similares. El empaque secundario es un segmento que tiene grandes oportunidades de incorporación de contenido reciclado post-consumo, ya que no tiene, en la mayoría de los casos, restricciones de contacto o estrictos requerimientos FDA, algo que debe ser analizado caso a caso dependiendo de cada país. Por esta razón, este segmento se convierte en una interesante opción para las marcas al momento de considerar sus metas de incorporación de reciclado en empaques.
“Definimos una formulación que estabiliza el contenido reciclado sin sacrificar propiedades mecánicas.”
ponsabilidad Extendida del Productor (REP) en la región, por ejemplo, con la resolución 1407 de 2018 de Colombia, permitiendo que el empaque con contenido reciclado se incluya en las metas de los productores, así como soportando los diferentes compromisos de las marcas en relación a la incorporación de contenido reciclado en sus empaques plásticos.
¿Qué otras iniciativas o desarrollos están impulsando desde ExxonMobil para facilitar la integración de PCR en aplicaciones exigentes como el empaque?
JPB: Tenemos más casos de éxito en aplicaciones industriales con incorporación de PCR. Un ejemplo es la reciente colaboración que lanzamos en las ferias de Plastimagen México y Plástico Brasil con el Grupo Winpack, donde se logró incorporar 30% contenido PCR en stretch automático y 80% contenido PCR en stretch manual, apalancándonos en el portafolio de alto desempeño de Signature Polymers, específicamente en nuestra familia Exceed™ Tough para mejorar el desempeño.
¿Cómo ven el rol de empresas proveedoras de polímeros como ustedes en la transformación de la industria hacia soluciones más sostenibles?
JPB: Los productores de polímeros tenemos un papel clave en el desarrollo de soluciones que permitan tener empaques que impulsen la circularidad de los plásticos, ya sea a través de resinas de alto desempeño que compensen la pérdida de propiedades que se genera al incorporar material reciclado post-consumo, con el suministro de resinas bio-basadas o bio-derivadas o polímeros circulares certificados1
¿Qué impacto creen que tendrá esta iniciativa en el cumplimiento de metas de circularidad y regulación REP en la región?
JPB: El impacto puede ser muy alto con una buena coordinación entre los miembros de la cadena de valor. Se necesita un proceso que incorpore material reciclado de alta calidad, incluyendo unos gestores de residuos bien organizados, convertidores que busquen desarrollar aplicaciones con incorporación de PCR, el compromiso de los dueños de marca o usuarios finales dispuestos a impulsar estos desarrollos usando empaques con contenido reciclado y por supuesto, se necesitan resinas de alto desempeño que permitan desarrollar empaques con contenido reciclado que mantengan sus propiedades fundamentales.
Esta iniciativa ayuda con las regulaciones de Res-
Resaltamos la importancia de las alianzas y colaboraciones extendidas a lo largo de la cadena de valor. La participación de diferentes actores es un propulsor para este tipo de proyectos. Esto es algo en lo que ExxonMobil está enfocándose con nuestra estrategia de marca Signature Polymers. TP
1 (Certified-circular polymers are virgin quality plastics that are accompanied by an ISCC PLUS “Sustainability Declaration” that matches the mass of virgin quality plastics that we sell to a corresponding amount of plastic waste that we transformed back into usable raw materials through advanced recycling. Certified-circular polymers do not represent specific amounts of GHG emissions or recycled content).
SOLUCIONES PARA MEJORAR
LA EFICIENCIA ENERGÉTICA
TURBULENCIA Y CONTROL INTELIGENTE:
SOLUCIONES PARA OPTIMIZAR EL ENFRIAMIENTO EN MOLDES
CINCO SOLUCIONES PARA MEJORAR
LA EFICIENCIA ENERGÉTICA EN LA INDUSTRIA PLÁSTICA
La eficiencia energética ya no es solo una estrategia ambiental: es una necesidad económica urgente. Tras identificar las cinco principales causas de ineficiencia energética en la industria del plástico, ahora llega el momento de abordar las soluciones disponibles que permiten transformar este reto en una ventaja competitiva.
Fabricantes de la industria, junto con especialistas del sector, han identificado tecnologías y prácticas clave que reducen el consumo, mejoran el control de procesos y aumentan la vida útil de los equipos. Las soluciones existen. Lo que hace falta es voluntad, conocimiento técnico y criterio estratégico.
1
SELECCIÓN Y OPERACIÓN EFICIENTE DE LA MAQUINARIA
La elección del tipo de máquina (hidráulica, servohidráulica o totalmente eléctrica) debe ir más allá del presupuesto inicial. Miguel Ángel Tamayo, responsable comercial de máquinas de inyección en Wittmann para México y Latinoamérica, explica que las máquinas eléctricas como la serie EcoPower destacan por su eficiencia, pero que otros factores del diseño también influyen: "No se trata solo del tipo de máquina; también importa si la estructura tiene baleros lineales o el tipo de conducción de aceite. Todo esto impacta el esfuerzo y, por tanto, el consumo energético", añadió el experto.
Además, sus equipos incorporan innovaciones como el sistema KERS en las máquinas EcoPower, que recupera energía cinética del frenado y la reutiliza, logrando entre un 3 % y 5 % de ahorro adicional. En palabras de Tamayo: “Gracias al desarrollo tecnológico constante, nuestros equipos están diseñados para lograr el máximo rendimiento energético”.
Desde ENGEL, Félix Schmidt, gerente de aplicaciones, añade una perspectiva clave: “Lo que hacemos
es calcular el tamaño óptimo de máquina según la aplicación, para evitar sobredimensionamiento. Además, recomendamos tecnologías como EcoDrive o sistemas inteligentes iQ que optimizan parámetros críticos del proceso”. Schmidt subraya que una máquina hidráulica antigua equipada con EcoDrive puede ahorrar hasta un 30 % de energía y reducir drásticamente el consumo de agua de enfriamiento, y una eléctrica, hasta un 55 %.
“Estamos encantados de ayudar en la implementación de nuevas tecnologías. ENGEL construyó una nueva planta en Querétaro, México, y actualmente está estableciendo su departamento de ingeniería de aplicaciones en México para asistir y apoyar a nuestros clientes en toda América.”
Félix Schmidt, gerente de aplicaciones de ENGEL
El especialista añade que es un error común trabajar con máquinas más grandes de lo necesario o aplicar fuerza de cierre en exceso. “Esto conlleva un consumo energético innecesario. La fuerza de cierre correcta se puede identificar observando la respiración del molde durante la inyección, algo que medimos y optimizamos automáticamente con nuestro sistema iQ Clamp Control”, explica Schmidt. Esta función ajusta de forma autónoma la fuerza de cierre en tiempo real, sin depender del operador, y evita excesos que afectan la eficiencia energética y el desgaste del equipo.
“Una máquina hidráulica con asistencia inteligente puede ser más eficiente que una eléctrica sin estos sistemas. Lo importante es hacer un análisis técnico completo, y no dejarse llevar solo por el tipo de máquina”, concluye.
2
ATEMPERAMIENTO INTELIGENTE
Las soluciones de asistencia al proceso son herramientas clave para alcanzar la eficiencia energética. Schmidt enfatiza que el control de temperatura del molde representa uno de los mayores consumos energéticos del proceso. “En algunos casos, el 45 % de la energía total del proceso se destina únicamente a este control”, comenta. Muchos sistemas simplemente envían agua caliente al molde sin monitoreo preciso. Con el uso del iQ Flow Control, ENGEL ha demostrado que es posible reducir ese consumo hasta en un 30 %.
Pero el beneficio va más allá de un control general. ENGEL mide la diferencia de temperatura entre la entrada y la salida para ajustar el caudal de agua necesario en cada circuito del molde. Sus flomos —colectores inteligentes ubicados cerca del molde— permiten
Ecopower DC, la apuesta de Wittmann por la energía solar Wittmann ha dado un paso adelante con sus máquinas Ecopower DC, diseñadas para conectarse directamente a fuentes de energía solar en corriente continua, evitando pérdidas por conversión. Esta integración permite un ahorro adicional del 3 % - 4 % y aporta a los objetivos de reducción de emisiones en la industria.
“Es una tecnología que permite combinar eficiencia energética con sostenibilidad real. Ideal para regiones como América Latina, donde hay alto potencial de generación solar”, explica Tamayo.
monitorear y controlar cada circuito de forma individual, asegurando una temperatura uniforme en las paredes. Esta información se comunica con su unidad e-temp, que entrega únicamente la cantidad de agua requerida. Para Schmidt, esta conexión inteligente “es una clara ventaja del sistema, ya que permite reducir el consumo energético mientras se incrementa la calidad y la transparencia del proceso”.
A este enfoque se suma Wittmann con soluciones complementarias para un enfriamiento de moldes más preciso y eficiente. Por un lado, sus termorreguladores de la serie PLUS están diseñados con un microprocesador de alta precisión (±0.2°C) y un variador de frecuencia en la bomba, lo que permite seleccionar las RPM necesarias (revoluciones por minuto, es decir, la velocidad de giro de la bomba) para un flujo de agua estable y adaptado a la demanda real del proceso. Además, sus bombas cuentan con una codificación IE4, considerada de eficiencia súper premium, lo que garantiza que “los equipos solo consumen lo que requiere el proceso”.
Esta filosofía de control se refuerza con sistemas como Flowcon Plus, que monitorea permanentemente el caudal o la temperatura que circula por los conductos de refrigeración del molde. “Los fac-
tores negativos, como estrechamientos o fluctuaciones de presión, se detectan y se ajusta el caudal de forma proporcional usando motores de pasos, reemplazando las antiguas válvulas manuales”, explica el equipo de Wittmann. Este ajuste automático permite evitar irregularidades de flujo y temperatura, reduciendo así el consumo energético y mejorando la seguridad y estabilidad del proceso. Al optimizar el flujo y mantener la temperatura ideal, es posible lograr tiempos de ciclo más cortos y un consumo energético menor en el moldeo por inyección.
“Gracias al constante desarrollo de tecnologías en Austria, nuestros equipos son reconocidos por aumentar la eficiencia energética en la industria de transformación de plástico”.
Miguel Ángel Tamayo, responsable comercial de máquinas de inyección en Wittmann para México y Latinoamérica
3
SECADO EFICIENTE DE RESINAS: UN PROCESO CRÍTICO,
A
MENUDO IGNORADO
Uno de los puntos críticos en el uso de energía es el secado de materiales. Elegir el sistema adecuado puede representar un ahorro significativo. Las tecnologías modernas incluyen control de caudal de aire, tempe-
ratura y punto de rocío, lo cual evita el sobresecado o el subsecado, ambos costosos en términos de consumo energético y calidad del producto.
El secado por demanda o basado en carga, en combinación con tolvas térmicamente aisladas, representa una mejora importante frente a los sistemas tradicionales de funcionamiento continuo.
Frente a los desafíos del secado convencional, tecnologías como el Maguire Ultra Dryer están redefiniendo el proceso. Este sistema de secado por vacío elimina la dependencia del desecante, reduciendo los costos de mantenimiento y mejorando la eficiencia energética.
"Un secador convencional usa 100 W de energía por cada kilo de material que se seca, mientras que el sistema de Maguire solo requiere 8 W por kilo. Esa diferencia representa un ahorro energético del 92 %, lo que se traduce en una reducción significativa en costos operativos. Además, no hay que preocuparse por regenerar desecantes ni monitorear tantos parámetros, lo que facilita el trabajo en planta", comenta David Sosa, Sales Manager de Plastec USA, empresa que cumple 40 años y más de 30 como distribuidor de Maguire.
4
AUTOMATIZACIÓN CON
INTELIGENCIA: ROBOTS QUE
OPTIMIZAN SU CONSUMO
Los robots también consumen energía y, cuando no están bien configurados, pueden convertirse en una fuente invisible de desperdicio. Wittmann ha integrado en sus equipos soluciones de software que permiten operar de forma más eficiente, sin afectar los tiempos de ciclo ni la calidad de la pieza.
Miguel Tamayo explica que funciones como Eco Vacuum reducen la demanda de aire comprimido: “Cuando el robot toma la pieza y el vacío llega al porcentaje programado, ya no consume más aire comprimido”, agrega el experto.
Otra función clave es Ecomode, que calcula la velocidad mínima a la que el robot puede trabajar sin impactar los ciclos de la máquina de inyección: “Esto permite reducir el consumo energético en toda la serie de nuestros robots; incluso podemos decir que algunos modelos consumen menos que una laptop convencional”, puntualizó. Estas innovaciones, integradas de forma nativa en el software, permiten un uso preciso de la energía, evitando fugas constantes y extendiendo la vida útil de los equipos.
En robots además vale la pena configurar las longitudes de la carrera para que solamente se recorra la distancia necesaria, y evitar escoger robots que tengan demasiado peso, y donde el consumo energético también provenga de la carga que cada robot necesita hacer para soportarse a sí mismo.
Finalmente, es importante controlar los picos de aceleración y desaceleración, ya que ellos también son responsables por el exceso de consumo energético.
5
MONITOREO INTELIGENTE DEL CONSUMO
Los expertos coinciden en que medir es el primer paso para mejorar. Sin datos precisos del consumo energético, es imposible implementar estrategias de ahorro efectivas. Contar con sistemas de monitoreo continuo permite identificar desviaciones, optimizar el rendimiento de cada equipo y tomar decisiones basadas en evidencia. Hoy en día existen soluciones tecnológicas que permiten medir el consumo energético de cada componente de la celda de trabajo sin detener la producción. En cuestión de horas, es posible conocer el comportamiento energético de equipos como periféricos, bombas, sistemas de calentamiento o robots, y así definir acciones correctivas concretas.
Estas innovaciones, integradas de forma nativa en el software, permiten un uso preciso de la energía, evitando fugas constantes y extendiendo la vida útil de los equipos.
tema se alerte y se detenga si alguna variable se sale de los parámetros, evitando errores y desperdicio energético.
Desde ENGEL, Félix Schmidt destaca el Ecograph, integrado de forma estándar en sus equipos, que calcula con precisión el consumo energético del motor, calefacción y sistemas térmicos, con una precisión de ±5 %. También ofrecen un servicio de medición directa en planta: “Podemos medir de forma inductiva el consumo de periféricos en aproximadamente cuatro horas, sin afectar la producción. Muchos de nuestros clientes utilizan estos datos para mejorar su desempeño y reducir su huella de carbono”, explica.
Miguel Tamayo, de Wittmann, resalta que el sistema IMAGO recopila los datos de consumo y proporciona una visión en tiempo real de la eficiencia energética: “Tiene la capacidad de identificar cualquier desviación y evitar desperdicios”.
Gracias a la integración de todos los equipos periféricos con la máquina, Wittmann 4.0 permite que el sis-
El sistema Kern Energy de Kern IoP, presentado en la última Plastimagen y distribuido por Privarsa, tiene la capacidad de monitorear el consumo energético en inyección e identificar cómo optimizar el consumo ciclo a ciclo. Con esta herramienta es posible entender de qué manera se consume la energía a través del proceso de inyección, y cómo se puede parametrizar el proceso para disminuir el consumo. TP
TURBULENCIA Y CONTROL INTELIGENTE:
SOLUCIONES PARA OPTIMIZAR EL ENFRIAMIENTO EN MOLDES
Para mejorar la transferencia de calor en procesos de moldeo por inyección, Hasco y Wittmann presentan innovaciones que combinan flujo turbulento y control de temperatura inteligente.
EN LA IMAGEN SE DEMUESTRA EL USO
del sistema Expert MouldTemp de Wittmann, que está activado solamente en el lado derecho del molde. La termografía muestra un atemperamiento más homogéneo y un calentamiento más rápido.
TECNOLOGÍA
Hasco ofrece el nuevo dispositivo Cooling Tornado Z9665/…, para lograr un flujo turbulento en medios de refrigeración y mejorar de esta manera la transferencia de calor en moldes de inyección. El dispositivo ofrece varias posibilidades de aplicación y puede utilizarse tanto en combinación con tubos de distribución para el control de la temperatura central como directamente en los orificios de control de temperatura correspondientes.
La turbulencia generada altera la subcapa laminar del medio refrigerante y provoca que el núcleo interno del medio de control de temperatura fluya hacia la capa exterior, lo que mejora la transferencia de calor. De acuerdo con el fabricante, la efectividad del atemperamiento puede incrementarse hasta un 20%, dependiendo del caudal. El dispositivo ofrece varias posibilidades de aplicación y puede utilizarse tanto en combinación con tubos de distribución para el control de la temperatura central como directamente en los orificios de control de temperatura correspondientes. La turbulencia generada altera la subcapa laminar del medio refrigerante y provoca que el núcleo interno del medio de control de temperatura fluya hacia la capa exterior, lo que mejora la transferencia de calor.
Un atemperamiento más eficiente puede reducir la temperatura de la pared del molde hasta en 10 °C y recortar el consumo energético hasta en un 70 %, garantizando piezas uniformes y procesos más sostenibles.
lidad del proceso de control de temperatura. Para este propósito Wittmann ha desarrollado su sistema Expert MouldTemp.
La base para la optimización automática del proceso de control de temperatura es el controlador de caudal inteligente Flowcon plus. Mediante la medición de caudal sin desgaste, garantiza el monitoreo continuo del caudal de todos los canales de refrigeración. El sistema detecta perturbaciones, como canales de refrigeración bloqueados o fluctuaciones de caudal, y puede compensarlas automáticamente con una precisión de décimas de pulgada durante el proceso de producción mediante motores paso a paso a través de válvulas proporcionales. Los circuitos de refrigeración individuales se monitorizan y ajustan según corresponda. Esto garantiza una distribución uniforme de la temperatura en todo el molde.
Esto ofrece varias ventajas para el usuario. En primer lugar, se reduce el tiempo de arranque del proceso de moldeo por inyección. Además, el consumo de energía se reduce en más de un 70 % durante la fase de calentamiento. El proceso de control estable de la temperatura se traduce en una alta producción de piezas en buen estado.
El control manual no podría aprovechar este potencial de optimización con la misma eficiencia, ya que los cambios en las condiciones del proceso rara vez se aprecian de inmediato. Sin un control inteligente, los rechazos suelen producirse antes de que el operador de la máquina pueda identificar el problema y ajustar los parámetros del proceso.
En su lanzamiento al mercado, Expert MouldTemp se ofrecerá en un paquete con las máquinas de moldeo por inyección MacroPower. También está disponible como unidad independiente, lo que permite combinarlo de forma flexible con máquinas de moldeo por inyección existentes de diferentes diseños.
Gracias a un atemperamiento más eficiente se logran menores tiempos de ciclo y se evitan los puntos calientes, lo que permite una distribución de temperatura más homogénea. En comparación con los agujeros de atemperamiento convencionales, se puede reducir la temperatura de la pared del molde hasta en 10°C. El dispositivo puede utilizarse en moldes existentes.
Control con optimización automática
El control de temperatura influye decisivamente en la calidad y la eficiencia del proceso de moldeo por inyección. Por ello, el monitoreo y control son cada vez más importantes, y garantizan la consistencia y fiabi-
Para aprovechar al máximo el potencial de optimización, las unidades de control de temperatura Wittmann Tempro plus D están integradas en la celda de producción. Con base en los valores medidos por Flowcon plus, la potencia de la bomba de las unidades de control de temperatura se puede ajustar con precisión a los requisitos de la aplicación mediante el control de frecuencia. Esto reduce el consumo de energía y prolonga la vida útil de la bomba.
La red Wittmann 4.0 permite guardar y evaluar los datos de control de temperatura junto con los parámetros de la máquina para una trazabilidad fluida y una mayor optimización del proceso. TP
MOLDEO POR INYECCIÓN:
CÓMO
OSBRA Y KRAUSSMAFFEI
REVOLUCIONAN EL SECTOR DE AUTOPARTES
PLÁSTICAS CON POLIURETANO
Osbra GmbH lidera la producción de componentes plásticos para marcas de lujo, combinando moldeo por inyección y poliuretano con tecnología de KraussMaffei.
En un momento de grandes retos para la industria automotriz alemana, Osbra GmbH, ubicada en Bad Wörishofen, destaca por su crecimiento sostenible y su enfoque en la fabricación de componentes plásticos premium para marcas de lujo como Mercedes-AMG, Porsche, BMW Alpina, Aston Martin y Maybach. La empresa produce piezas mediante moldeo por inyección y procesos con poliuretano (PU), adaptándose a diseños complejos y a series que van desde unas pocas centenas hasta decenas de miles de unidades, con planes de fabricar lotes unitarios personalizados.
“La alianza con KraussMaffei le permite a Osbra producir con máxima precisión, eficiencia y sostenibilidad.”
Alianza tecnológica para la eficiencia
Para garantizar máxima calidad y productividad, Osbra confía en la tecnología avanzada de KraussMaffei, operando con máquinas de moldeo de 1.600 a 14.500 kN, robots lineales y sistemas digitales que permiten ajustes automáticos durante la producción, manteniendo un peso constante incluso en series cortas. Su nueva nave de producción se alimenta con energía 100% renovable, gracias a paneles fotovoltaicos y sistemas de
recuperación de calor de alta eficiencia. Un ejemplo de su capacidad es la producción del parachoques y la parrilla del Mercedes Clase G eléctrico, así como un compartimento portaobjetos trasero diseñado para resistir pruebas climáticas extremas sin deformarse. Con miras a nuevos proyectos, Osbra ampliará sus instalaciones y sumará más sistemas PU, siempre con KraussMaffei como socio estratégico. Su historia demuestra cómo la combinación de tecnología, flexibilidad y compromiso ambiental asegura el éxito, incluso en tiempos inciertos para la industria automotriz. TP
EXTRUSORA DE DOBLE DESGASIFICACIÓN
REDUCE EL ACONDICIONAMIENTO DE MATERIAS PRIMAS
Una nueva tecnología de doble desgasificación en una extrusora monohusillo permite un procesamiento eficiente de un amplio rango de materiales, con muy baja preparación, logrando alta calidad de las láminas y películas extruidas.
La doble desgasificación no es nada nuevo en las extrusoras monohusillo. Sin embargo, hasta ahora, las conexiones de desgasificación estaban ubicadas una junto a la otra y servían para aumentar la capacidad total de desgasificación en una sola área. La Tecnología de Doble Ventilación (DVT), desarrollada por battenfeld-cincinnati en sinergia con Davis-Standard, crea dos áreas de desgasificación independientes a lo largo de la unidad de procesamiento de la extrusora. Esto permite una eliminación de gases más eficaz.
La nueva extrusora de desgasificación doble permite tratar residuos sin pretratamiento y remolidos, y aún así lograr productos semiterminados de alta calidad.
Gracias a esta configuración es posible remover significativamente más humedad y otros componentes volátiles de la mezcla que con una sola unidad de desgasificación. Esto, a su vez, asegura la calidad del producto y evita la formación de algunos defectos, como burbujas.
“Para la empresa de procesamiento esta confiabilidad significa, de un lado, que casi no se necesita pre-secar el material, con lo cual se ahorra en equipo y en los costos de operación y consumo energético. De otro lado, la nueva extrusora de desgasificación doble permite tratar residuos sin pre-tratamiento y remolidos, y aún así lograr productos semi-terminados de alta calidad”, explica René Hartmann, director de ventas regional en battenfeld-cincinnati.
Con este nuevo desarrollo, la empresa se centra inicialmente en el procesamiento de ABS; sin embargo, dependiendo del material y de la tecnología de vacío, también son posibles otras funciones, como la eliminación de olores mediante la nueva tecnología de doble venteo. TP
El nuevo concepto de tornillo completamente rediseñado permite mejorar las condiciones para separar las cámaras de desgasificación sin cambiar la operación sencilla de la extrusora mono-husillo. Gracias a esta separación, las sustancias volátiles con presión parcial baja pueden removerse de manera efectiva del fundido en la primera zona de desgasificación intensiva, mientras que las sustancias volátiles que tienen una presión parcial más alta se remueven en la segunda zona.
NUEVAS METAS
5 CLAVES
TÉCNICAS
PARA OPTIMIZAR
EXTRUSIÓN SOPLADO
FLUPLASTIC: DE ECONOMÍA CIRCULA POR ANIPAC
CASO DE ÉXITO EN BRASIL
LAS NUEVAS METAS DE ECONOMÍA CIRCULAR
QUE IMPULSAN A LA INDUSTRIA DEL PLÁSTICO EN MÉXICO
ANIPAC, bajo el liderazgo de Benjamín del Arco Ortiz, busca alcanzar para 2030 una tasa de reciclaje del 80% en PET y del 45% en otros plásticos.
Benjamín del Arco Ortiz, nuevo presidente de la Asociación Nacional de Industrias del Plástico (ANIPAC), asume el cargo con una hoja de ruta ambiciosa: fortalecer la competitividad del sector, impulsar la innovación, fomentar la capacitación y ser líderes de una ver-
dadera economía circular. En entrevista con Tecnología del Plástico, comparte su visión para los próximos años. “Vamos a potenciar la competitividad y la sustentabilidad de la industria”, afirma del Arco, convencido de que el sector atraviesa un parteaguas, especialmente
frente a los señalamientos ambientales. Por eso, una de sus prioridades será difundir información con base científica, promover regulaciones adecuadas y fomentar una cultura ciudadana sobre el uso y disposición del plástico. En este sentido, destaca la necesidad de educación y formación, tanto técnica como en buenas prácticas ambientales, así como una apuesta decidida por la innovación. “El plástico es un material joven comparado con otros como la madera o el metal, y ha venido facilitando la vida del ser humano. Hay que seguir promoviendo soluciones que respondan a sus múltiples ventajas.”
Nuevas metas de economía circular para 2030
Bajo su liderazgo, ANIPAC ha establecido tres objetivos centrales hacia 2030 que marcan el rumbo de una economía circular real:
Que el 100% de los plásticos sean reciclables, reutilizables o compostables. 1
2 3
Aumentar la tasa de reciclaje del PET al 80% y del resto de materiales al 45%.
Asegurar que al menos el 30% del contenido de los productos plásticos provenga de material reciclado.
Estas metas son ambiciosas, reconoce del Arco; sin embargo, enfatiza que ya existen avances tecnológicos significativos, como el desarrollo de resinas de poliestireno reciclado aprobadas para contacto con alimentos.
Crecimiento con incertidumbre, pero con oportunidades
Aunque el panorama económico ha generado incertidumbre entre empresarios del sector, el presidente de ANIPAC mantiene una expectativa de crecimiento del 2.5 a 3% para 2025, en línea con la economía nacional. Del Arco considera que existen oportunidades para la industria mexicana frente a la reconfiguración del comercio global, como la sustitución de importaciones provenientes de Asia y el fortalecimiento del mercado interno.
En cuanto a los procesos de calidad, el experto indica que la industria mexicana ha avanzado notablemente en certificaciones de calidad como ISO 9000, pero ahora debe extender esas buenas prácticas al ámbito ambiental. “Cuando entremos de lleno al reciclaje químico, será fundamental garantizar la trazabilidad del material reciclado. Esto permitirá evitar el greenwashing y asegurar transparencia al consumidor.”
Del Arco también enfatiza que la responsabilidad extendida del productor debe compartirse entre todos los eslabones de la cadena, incluyendo fabricantes de resinas, transformadores y usuarios finales. “No podemos responsabilizar únicamente a la industria. Todos somos corresponsables de los residuos que generamos”, sostiene.
Desde ANIPAC, se continuará fortaleciendo el trabajo de sus comisiones técnicas, el vínculo con distintas instituciones, y la realización de eventos como el Foro de Recicladores, que promueven el intercambio de conocimientos en temas como inteligencia artificial, eficiencia energética y análisis de ciclo de vida.
“Vamos a seguir apostando por la capacitación, el desarrollo tecnológico y la sinergia entre empresas. El plástico puede y debe ser parte de la solución, no del problema”, concluye. TP
Por Juan Carlos Oberndorfer
CINCO CLAVES TÉCNICAS PARA OPTIMIZAR
EL PROCESO DE EXTRUSIÓN SOPLADO
Presión, viscosidad y uso de recuperado son algunas de las determinantes para la estabilidad del parison y la productividad del proceso.
El proceso tradicional de extrusión soplado por sus características es un proceso más lento que el de inyección y, por lo tanto, es muy importante entender cómo funciona y las variables que afectan la productividad para poder obtener una buena rentabilidad, hacer la selección adecuada de las sopladoras y/o solucionar problemas.
Presión: la fuerza que impulsa la eficiencia
En la extrusión soplado, la presión es un parámetro determinante. Es la fuerza que impulsa el material a
través del dado y define directamente el espesor del parison (la preforma tubular el parison es un tubo, no una preforma) y, por ende, del envase. Las variaciones no deseadas de la presión alteran el espesor del envase y mientras más delgado el envase, o más oval, mayor importancia tiene garantizar la estabilidad de la presión. Factores como el diámetro, el espesor del dado, la viscosidad y la velocidad de extrusión influyen directamente en la presión. A mayor velocidad, mayor presión; a menor espesor o diámetro del parison, también aumenta la presión y a mayor viscosidad o sea menor melt index (MI), mayor la presión.
Viscosidad: el corazón del control de proceso
La viscosidad está relacionada con la consistencia del parison, porque si la dureza o consistencia del mismo no es suficiente, el parison se chorreará y no se podrán garantizar los espesores. De ahí que las resinas para soplado de envases tengan MI tan bajos.
El plástico es un fluido no newtoniano, es decir la viscosidad es variable, no como con el agua que mantiene la viscosidad sin importar la temperatura. La variación en la viscosidad altera la presión.
La viscosidad en los plásticos varía por dos razones: la temperatura, a mayor temperatura menor viscosidad y la longitud de la cadena o MI. Mientras mayor el MI menor la longitud de cadena, mayor la viscosidad y menor presión requerida para fluir a través del cabezal.
En muchos fluidos no newtonianos, como los aceites la viscosidad solo varia por la temperatura, pero en el plástico, dado que el calentamiento se produce por cizalladura del material y esta rompe las cadenas o sea las acorta, también varia por la forma en que procese.
El MI de los plásticos mide la longitud media de la cadena. Cuando se compra una resina, le dicen cuál es el MI promedio, pero no la distribución del mismo. Uno puede comprar resinas con una distribución muy ancha de la longuitud de cadena y, por lo tanto, del MI, dichas resinas pueden presentar variaciones indeseadas de la presión. Hay otras con variaciones muy pequeñas de la longitud de cadena, como las metalocenicas. Esto explica por qué cuando se cambia la resina, a pesar de tener el mismo MI, el comportamiento puede ser muy distinto.
Impacto del material recuperado
Otra causa de las variaciones en el MI es el porcentaje de recuperado y la forma en que este se reprocese. El tipo de molinos, el filo de las cuchillas, el desgaste de las mallas, la peletizada del material, son algunas de las cosas que reducen la longitud de cadena, o sea aumentan el MI. Cada vez que un plástico pasa por un molino o una extrusora, se aumenta el MI.
En muchas operaciones de extrusión soplado, el porcentaje de material recuperado es muy alto por lo que, hay un porcentaje importante de material que al haber pasado varias veces por el tornillo y los molinos, está muy degradado. Esta es una causa importante de punto negro.
Como el material recuperado tiene un MI diferente al original, es muy importante garantizar la homogeneidad de la mezcla de recuperado y el buen el estado de los equipos que procesan el material recuperado, para de esta manera reducir la degradación del material. Mientras más heterogénea sea la mezcla del material recuperado, menor es el porcentaje que se puede adicionar.
Una menor viscosidad hace que se requiera una menor presión al momento de empujar por el dado lo que dificulta mantener el espesor del parison, especialmente cuando se trata de envases de pared delgada, ovales, o que tienen la pinola o pin del cabeza de soplado descentrado.
Las resinas que tienen una distribución de peso molecular más amplia, son las que menor porcentaje de recuperado permiten adicionar, porque las partes muy cortas se pueden acortar mucho más.
De todo lo anterior, mientras más grueso el envase más tolerante a la variación de presión, pero más más sensible es a la caída de viscosidad, producto de la temperatura, porque al ser la viscosidad menor se puede chorrear más fácil, o sea, el parison se puede alargar y variar el espesor.
Aunque en teoría, peletizar el material recuperado mejora la homogeneidad en la dosificación del recuperado, también hay que tener en cuenta que el peletizado reduce el MI, o sea peletizar evita un problema, pero agrega otros.
Efecto de la temperatura y el enfriamiento
Mientras mas caliente el material más fácilmente fluye por el cabezal y mejor control del espesor, a la salida del cabezal, pero también mas sensible a variar el espesor una vez salió porque a menor viscosidad menor resistencia. Un envase más caliente, implica mayor tiempo de enfriamiento y mayor tiempo de enfriamiento implica un mayor tiempo de extrusión y el mayor tiempo de extrusión puede afectar el espesor.
Aquí vale una acotación muy importante: durante el proceso de soplado, se busca ablandar la resina, no fundirla, para que de esta manera se pueda formar el parison y este mantenga su espesor.
En envases delgados el parison es más delgado, el tiempo de enfriamiento es mucho menor y, por lo tanto, el parison es más estable. Los menores espesores implican mayor presión y requieren cabezales con reologías mucho mejores para poder extruir a alta velocidad.
El peso del envase es lo que hace que muchas sopladoras, para envases pesados, usen cabezales de acu-
mulación, para poder extruir el parison mas rápidamente y evitar la elongación del mismo.
Otras sopladoras evitan el cabezal de acumulación porque utilizan una o mas estaciones de post enfriamiento que les permiten reducir mucho el tiempo de ciclo y con ello evitan la necesidad de utilizar cabezales de acumulación.
Uno de los materiales más comunes son los polietilenos que son que aceptan un rango de temperaturas muy amplio lo es una ventaja y una desventaja porque aumentar mucho las temperaturas reduce mucho la viscosidad y facilita el paso a través del cabezal a la vez que puede causar inestabilidad en el parison
Aunque en teoría, peletizar el material recuperado mejora la homogeneidad en la dosificación del recuperado, también hay que tener en cuenta que el peletizado reduce el MI, o sea peletizar evita un problema, pero agrega otros.
Por todos los problemas que causa la heterogeneidad de la mezcla del material recuperado, se aconseja, utilizar dosificadores volumétricos o gravimétricos para garantizar una dosificación homogénea.
Diseño del cabezal y tornillo-barril
El comportamiento de la viscosidad es lo que explica la importancia que tiene el diseño del cabezal y la tolerancia entre el tornillo y el barril en la productividad y porque las maquinas con buenos diseños de tornillo y cabezal y baja tolerancia tornillo-barril, aunque son mucho más costosas también son mucho más productivas y producen envases de mejor calidad.
Mientras mas delgado el envase, mayor la importancia del cabezal y conjunto tornillo barril.
El diseño del cabezal es esencial para la homogeneidad de presión y el control del espesor.
La tolerancia del tornillo-barril y el diseño del tornillo son esenciales para garantizar una presión estable y suficiente. Cuando las tolerancias aumentan se presenta el fenómeno conocido como devolución del material, lo que genera fluctuaciones en la presión y además la capacidad de plastificación se disminuye. TP
FUPLASTIC TRANSFORMA RESIDUOS EN PROGRESO:
INNOVACIÓN MODULAR CON IMPACTO SOSTENIBLE
Una visita a sus instalaciones en Brasil nos permitió conocer de cerca cómo esta industria convierte plástico reciclado en soluciones resistentes, prácticas y ecológicas para el sector construcción.
Fuplastic es una empresa brasileña que ha encontrado una poderosa manera de dar una segunda vida al plástico. Su propuesta: transformar residuos en bloques modulares con los que se están construyendo casas, instalaciones agroindustriales, comercios e incluso soluciones logísticas para la infraestructura urbana. Todo, a partir de polipropileno reciclado.
“No estamos sólo vendiendo productos, estamos cambiando la manera de pensar la construcción”, nos dijo Bruno Frederico, CEO de Fuplastic. “Transformamos el residuo en algo útil, duradero y que contribuye positivamente al medio ambiente”.
“La sustentabilidad es parte del ADN de Fuplastic. Tan solo en 2024 logramos retirar 8 mil toneladas de residuos plásticos de la naturaleza. En 2025, queremos duplicar ese impacto”
Bruno Frederico, CEO de Fuplastic
Bloques que construyen futuro
Los bloques modulares de Fuplastic se fabrican con medio kilo de plástico reciclado cada uno. Con dimensiones de 20 x 15 x 10 cm, permiten un armado rápido y sin necesidad de mortero ni equipo especializado. Su propuesta es plug & play: construcción “off-site”, rápida, limpia y eficiente.
Los beneficios no se limitan al tiempo de obra. Estas construcciones son termoacústicas, resistentes, ligeras y, sobre todo, completamente sostenibles. Frente a la construcción tradicional, permiten reducir hasta un 90% de las emisiones de carbono.
“La sustentabilidad es parte del ADN de Fuplastic. Tan solo en 2024 logramos retirar 8 mil toneladas de residuos plásticos de la naturaleza. En 2025, queremos duplicar ese impacto”, afirmó Frederico.
De casas a soluciones urbanas
Durante la visita, también conocimos la Stander Box, una caja de paso para instalaciones eléctricas que ofrece ventajas significativas frente a soluciones tradicionales
de concreto. Fabricada también con plástico reciclado, esta caja pesa apenas 60 kg —contra los 600 kg de una de concreto—, puede ser transportada por dos personas y se arma en solo minuto y medio.
Además, su diseño modular y desmontable permite que en un solo camión de 8 metros puedan transportarse hasta 128 unidades, mientras que solo cabrían 14 de concreto o 30 de alvenaria.
“Con este diseño logramos un ahorro logístico del 800%. Pero más allá del transporte, esto se traduce en menos emisiones, menos costos y más eficiencia para nuestros clientes”, explicó el CEO.
Fundada en 2016, Fuplastic ha logrado llevar sus soluciones a 16 países de América del Sur, América Central y Europa. Su capacidad para adaptar productos según las necesidades de cada cliente le ha permitido ser parte de proyectos tanto públicos como privados.
“Queremos mostrar que el plástico no es el enemigo. Cuando se recicla y se gestiona bien, es un aliado poderoso para construir un mundo mejor”, concluyó Bruno Frederico. TP