Conheça os materiais nanoestruturados que adquirem cor branca sem o uso de pigmentos
Conheça os materiais nanoestruturados que adquirem cor branca sem o uso de pigmentos
E mais:
E mais:
Impressão 3D de materiais higroscópicos
Impressão 3D de materiais higroscópicos

Absorvedores de micro-ondas, um auxílio no aquecimento de preformas
Absorvedores de micro-ondas, um auxílio no aquecimento de preformas
www.arandanet.com.br/revista/pi
Aranda Editora - Ano 24 - N o - 282 - Jan / Fev 2023 Aranda Editora - Ano 24 - No - 282 - Jan / Fev 2023 s e e a r i e m o u l a d e n h s

www arandanet com br/revista/pi
Fornecedores de moinhos
Indispensáveis ao trabalho de reciclagem dos plásticos, os moinhos se prestam à realização da primeira etapa de recuperação desses materiais, sejam eles de origem pós-industrial (borras, aparas, canais de injeção etc ) ou pós-consumo
GUIA I PÁG. 14
Nanoestruturas permitem obter peças brancas sem o uso de pigmentos
A estruturação de polímeros com nanobolhas é um método desenvolvido h á a l g u n s a n o s , m a s e m c o n s t a n t e a p r i m o r a m e n t o . At u a l m e n t e , e l e permite obter filmes com a aparência superficial branca sem a necessidade de uso de pigmentos
COLORAÇÃO PÁG. 16
Ferramentarias atentas à evolução tecnológica
Capacitação e atenção ao padrão mundial de qualidade estão nos planos das ferramentarias brasileiras.
GUIA II PÁG. 22
Preformas contendo absorvedores de micro - ondas podem ser aquecidas de forma mais eficaz
A moldagem por sopro e a termoformação são processos que exigem reaquecimento do material preformado A adição de cargas funcionais pode acelerar esse processo e promover ganhos de eficiência.
SOPRO PÁG. 26
Termorreguladores para a indústria
de plásticos

Conheça a oferta de equipamentos destinados a regular a temperatura de fluidos circulantes nos processos de produção de peças plásticas.

GUIA III PÁG. 31
Temperatura de extrusão e a resistência de peças de ABS/PC impressas em 3D
A disseminação do uso de peças impresas em 3D tornou importante entender o seu comportamento mecânico, especialmente quando se trata d e p o l í m e r o s d e e n g e n h a r i a d e s t i n a d o s a a p l i c a ç õ e s t é c n i c a s o u d e responsabilidade
ANÁLISE PÁG. 32
C a p a - Paleta para pintura em material plástico branco. Foto: Depositphotos
Layout de Alvaro Luiz Alves Piola e Pedro Franco de Moraes
A s o p i n i õ e s e x p r e s s a s n o s a r t i g o s a s s i n a d o s n ã o s ã o n e c e s s a r i a m e n t e a s a d o t a d a s p o r P l á s t i c o I n d u s t r i a l , p o d e n d o m e s m o s e r c o n t r á r i a s a e s t a s
DESTAQUES JANEIRO-FEVEREIRO 2023 Í N D I C E Pág. Editorial 4 Notícias e curtas 6 Impressão 3D 1 3 O plástico na embalagem 3 6 Reciclagem 3 8 Produtos 4 0 Eventos 4 1 Literatura 4 2 Anunciantes 4 2
Ferramentarias em busca de qualificação
A quebra das cadeias de suprimento decorrente de acontecimentos em escala global como a pandemia de Covid-19 e a guerra na Ucrânia levou fabricantes mundo afora a repensar suas estratégias, surgindo daí a tendência ao nearshore, que nada mais é do que selecionar f o r n e c e d o r e s m a i s p r ó x i m o s , q u e o f e r e ç a m t a m b é m a f i n i d a d e s culturais, e não apenas o menor preço. N e s t e c e n á r i o , o B r a s i l s u r g e c o m o p o t e n c i a l f o r n e c e d o r n ã o a p e n a s d a s t r a d i c i o n a i s commodities q u e c o s t u m a m c o m p o r a p a u t a d e e x p o r t a ç õ e s , m a s t a m b é m d e b e n s m a n u f a t u r a d o s o u i n t e r m e d i á r i o s , a e x e m p l o d o f e r r a m e n t a l d e p r o d u ç ã o d a indústria de plásticos. Afinidades culturais com países europeus e c o m a A m é r i c a d o N o r t e , p o r e x e m p l o , p o d e m i n d i c a r u m c a m i n h o a s e r t r i l h a d o , d e s d e q u e , a l é m d e r e s o l v i d a s q u e s t õ e s t r i b u t á r i a s e l o g í s t i c a s , o s p r o d u t o s f o r n e c i d o s p o s s u a m o n í v e l d a q u a l i d a d e r e q u e r i d o p o r e s s e s m e r c a d o s .
A s f e r r a m e n t a r i a s q u e p a r t i c i p a r a m d o g u i a d e f o r n e c e d o r e s de moldes e matrizes atualizado nesta edição (página 22) parecem estar atentas às possibilidades que se abrem no mercado externo com essa nova tendência no comércio exterior. De acordo com a pesquisa, 68% delas já estão a par do conceito de “ferramentaria d e c l a s s e m u n d i a l ” ( W C T, d e world class toolmaker) , q u e c a r a c t e r i z a a s e m p r e s a s a p t a s e m t e r m o s t é c n i c o s e g e r e n c i a i s a a t u a r n o m e r c a d o g l o b a l , s e n d o q u e 1 1 % d e l a s i n f o r m a r a m j á e s t a r t r a b a l h a n d o p a r a a l c a n ç a r u m p a t a m a r d e q u a l i f i c a ç ã o compatível com ele Um indicador dessa necessidade é o fato de a indústria automobilística, global por natureza, ser o destino da maior parte dos moldes fabricados pelas empresas participantes
O u t r o s i n a l d e q u e a s f e r r a m e n t a r i a s b r a s i l e i r a s e s t ã o n e s t e c a m i n h o é a f r e q u ê n c i a d e p r o j e t o s e n v o l v e n d o o c o n t r o l e d a p r o d u ç ã o a p a r t i r d e s e n s o r e s i n s t a l a d o s n o s m o l d e s , u m a t e n d ê n c i a q u e v e m s e n d o n o t a d a n o a m b i e n t e p r o d u t i v o mundialmente, e não só nas empresas do setor automobilístico
A conquista de novos mercados está longe de ser fácil, mas é p o s s í v e l p a r a q u e m j á s i n a l i z o u e s t a r d e a c o r d o c o m a s r e g r a s e ter disposição para dar um passo além, como parece ser o caso das ferramentarias que participaram da pesquisa, às quais, por sinal, agradecemos pela participação e pelo tempo dedicado a nos suprir com as informações que permitiram chegarmos a essa conclusão
Hellen Corina de Oliveira e Souza – Editora hellen souza@arandaeditora com br

ARANDA EDITORA TÉCNICA CULTURAL LTDA

Diretores: Edgard Laureano da Cunha Jr , José Rober to Gonçalves e José R ubens Alves de Souza ( n memoriam )
REDAÇÃO :
D retora de redação: He len Corina de O ive ra e Souza
Ed tor técnico: Antonio Augusto Gorni
Redator : Adalber to Rezende (MTb 78 879)
Jorna ista responsáve : Hellen Cor na de Oliveira e Souza (MTb 21 799)
SECRETÁRIA DE REDAÇÃO E PESQUISA : M lena Venceslau
PUBLICIDADE
Gerente comercial: José Rober to Gonçalves
São Paulo e Rio de Janeiro
Caro ine Castro – Cel : (11) 94000-3597 caro ne castro@arandaed tora com br Luc Sidaui – Ce : (11) 98486-6198, luci@arandaeditora com br Dora Bandell - Ce (11) 95327-6608, dora bandelli@arandaed tora com br Minas Gerais
Oswa do A pio D as Christo
Rua Wander Rodrigues de L ma 82 c 503 – 30750-160 – Belo Hor zonte (MG)
Tel : (31) 3412-7031 Cel : (31) 9975-7031 oadc@ter ra com br Paraná e Santa Catarina
Romildo Bat sta
Rua Car os Dietzsch, 541, c 204E – 80330-000 – Cur t ba (PR)
Te : (41) 3501-2489/3209-7500, Ce : (41) 9728-3060, romi doparana@gmai com
Rio Grande do Sul
Maria José da S va
Te : (11) 2157-0291 Cel : (11) 98179-9661
e-mail: maria jose@arandaed tora com br
INTERNATIONAL ADVERTISING SALES REPRESENTATIVES
China: M r Weng J e – Hangzhou Oversea Adv Ltd 596 Tiyuchang Rd Hangzhou Zhejiang 310007 China
Tel : (+86 571) 87063843, weng@foxmail com, w @ h z c n
G e r m a n y : I M P I n t e r M e d i a P r o e K – M r S v e n A n a c k e r Starenstrasse 94 46D – 42389 Wupper tal
Te : ( + 4 9 2 0 2 ) 3 7 3 2 9 4 1 1 , s a @ i n t e r m e d i a p r o d e
Italy: QUAINI Pubbl c tà – Ms Graziel a Quaini Via Me oria 7 20148 Milan
Tel : (+39 2) 39216180, grquain @tin it
Japan: Echo Japan Corporat on – Mr Ted Asoshina Grande Ma son Room 303 2-2 Kudan-k ta 1-chome Ch yoda-ku Tokyo 102-0073 Japan
Te : (+81 3) 3263-5065, e-mail: aso@echo- apan co jp
Korea: JES Med a International – Mr Young-Seoh Ch nn 2 nd f Ana Blsdg 257-1 Myungli-Dong Kangdong-Gu Seoul 134-070
Te : (+82 2) 481-3411, esmed a@unitel co kr
Switzerland: Mr R co Dor mann Media Consultant Marketing Moosstrasse 7 CH-8803 Rüsch ikon
Te : (+41 1) 720-8550, beatrice ber nhard@rdor mann ch
Taiwan: W O R L D W I D E S e r v c e s C o L t d – M r Ro b e r t Yu
11F-B, Nº - 540, Sec 1, Wen Hs n Road, Ta ichung
Tel : (+886 4) 2325-1784, global@acw com tw
UK: Rober t G Horsf eld Inter nat ona Publishers – Mr Edward J Kan a Daisy Bank, Chin ey, Hig Peaks, Derbyshire SK23 6DA
Tel : (+44 1663) 750-242 Ce : (+44 7974) 168188 – ekan a@btopenworld com
USA: Ms Fab ana Rezak – 2911 Joyce Lane Merr ck NY 11566, Tel : (1 516) 858-4327, arandausa@gma l com
ADMINISTRAÇÃO:
Diretor adm n strativo : Edgard Laureano da Cunha Jr
CIRCULAÇÃO:
São Paulo : C ayton Santos Delfino - Te : (11) 3824-5300
ASSISTENTES DE PRODUÇÃO:
Vanessa Cristina da Si va e Ta ta S va PROJETO VISUAL GRÁFICO, DIAGRAMAÇÃO E EDITORAÇÃO ELETRÔNICA
Estúdio AP
SERVIÇOS:
Impressão : Ipsis Gráfica e Ed tora S/A
Distr bu ção: ACF - R be ro de Lima
PLÁSTICO INDUSTRIAL , revista bras eira sobre o processamento de mater ais plásticos é uma publ cação mensal de Aranda Editora Técn ca Cu tural Ltda
ISSN 1808-3528
R e d a ç ã o , P u b l i c i d a d e , A d m i n i s t r a ç ã o , C i r c u l a ç ã o e C o r r e s p o n d ê n c i a :
Alameda Olga, 315, 01155-900, São Pau o (SP), Brasi
Tel : + 55 (11) 3824-5300
i n f o @ a r a n d a n e t c o m b r – w w w a r a n d a n e t c o m b r
É enviada mensalmente a 12 000 pessoas-chave de empresas de transformação e processamento de materiais p ásticos, fabricantes e impor tadores de máqu nas, equipamentos e matéria-prima para a indústria do plástico e também para usuários de peças e produtos p ásticos em todo o Brasil e dema s países do Mercosu
E
A p r i m o r a m e n t o técnico é um dos principais planos das fornecedoras de moldes e matrizes para a indústria de plásticos.
D I T O R I A L

N O T Í C I A S
Eficiência energética nas pequenas indústrias paulistas
Foi sancionada no final do ano passado a lei que institui o Fundo de Aval para Desenvolvimento da Eficiência Energética (FAEE) no Estado de São Paulo, que deverá impulsionar ainda mais o crédito para financiamento de projetos voltados à modernização e redução de emissões nas pequenas e médias indústrias, além de fac i l i t a r a a d o ç ã o d e matrizes energéticas renováveis.
A iniciativa deverá favorecer pequenos fabricantes de produtos p l á s t i c o s q u e u t i l izam energia elétrica de forma intensiva na execução como injeção, extrusão, sopro e a t i v i d a d e s c o m p l em e n t a r e s a e l e s . O Desenvolve SP, agência de fomento paulista, será o órgão responsável pela triagem de projetos e pelo desembolso de recursos aos empreendedores. Empresas e cooperativas poderão financiar a compra e a instalação de equipamentos mais eficientes energeticamente e que reduzam a emissão de CO2

Programa de financiamento de agência paulista vai auxiliar pequenas e médias indústrias na implementação de projetos que visem à redução ou racionalização do consumo de energia Imagem: DepositPhotos
Com o novo fundo, que será usado exclusivamente para a melhoria do processo produtivo e de redução de emissões, o acesso dos empreendedores ao crédito para essa adequação deverá se tornar mais fácil, na avaliação da presidente do Desenvolve SP, Gabriela Chiste: “O fundo permitirá ampliar muito o suporte às micro e
Formação de técnicos, um assunto urgente para a indústria
U m e s t u d o r e a l i z a d o p e l o O b s e r v a t ó r i o N a c i o n a l d a Indústria, hub de dados do Sistema Indústria, com base n o M a p a d e Tr a b a l h o I ndustrial 2022-2025, indicou
pequenas empresas nesse processo de transição para a operação mais eficiente, dando a elas não só a oportunidade de resgatar o seu próprio passivo de emissões, mas também colocando-as em um novo e melhor patamar de qualidade operacional e ambiental”, comentou As características operacionais do fundo já estão definidas e envolvem a cobertura de até 90% do valor financiado. Projetos com intervenções térmicas terão condições melhores, com 0,03% de taxa e prazo de 120 meses, enquanto os outros projetos terão taxa de 0,1% e prazo de 60 meses. A princ i p a l a p l i c a ç ã o d o FA E E A v a l s e d a r á n o â m b i t o d o Pr og r a m a I n v e s t i m e ntos Tr a n s f o r m a d or e s e m E f i c i ê n c i a E n e r g é t i c a n a I ndústria (PotencializEE). O programa, no qual o Desenvolve SP é um dos parceiros ao lado da Fiesp, Ciesp, Senai e outras instituições, já está em funcionamento e deve permitir que as indústrias paulistas modernizem seu parque industrial. Segundo dados do PotencializEE, o maquinário industrial brasileiro tem, em média, 17 anos de idade, responde por 32% do consumo final de energia e quase 9% das emissões de gases de efeito estufa no País. Cerca de 730 pequenas e médias empresas paulistas já estão cadastradas no programa.
P PotencializEE otencializEE otencializEE – https://tecnologias programapotencializee com br
haver expectativa de crescim e n t o d o e m p r e g o i n d u strial para este ano A notícia é b o a , m a s v e m a c o m p an h a d a d e o u t r a q u e p o d e causar apreensão: até 2025, o Brasil precisará qualificar 9,6 milhões de pessoas em ocupações industriais, sendo 2 m i l h õ e s e m f o r m a ç ã o
i nicial – para repor inativos e preencher novas vagas – e 7,6 milhões em formação continuada, para trabalhadores que precisam se atualizar Isso significa que 79% da necessidade de formação nos p r ó x i m o s q u a t r o a n o s e s t á r e l a c i o n a d a a o a p e r f e i ç o amento. As vagas existentes
6 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023
p a r a p r o f i s s i o n a i s d e n í v e l t é c n i c o c o n t a b i l i z a r ã o 2 , 2 milhões de postos de trabalho, q u e r e p r e s e n t a m c e r c a d e 1 8 , 4 % d o t o t a l d o e m p r e g o industrial no País, conforme o l e v a n t a m e n t o Para manter a indústria e m a t i v i d a d e s e r á n ec e s s á r i o c a p a c i t a r p e ss o a s , p r e f e r e n c i a l m e n t e por meio de cursos técnicos, com duração média d e u m a n o e m e i o , p odendo chegar a dois anos, e q u e t ê m c o m o p r ér e q u i s i t o o a l u n o e s t a r cursando ou já ter o ensino médio completo O Senai, ligado ao Sistema Indústria, é a instituição que está à frente da formação profissional para o s e t o r, e p o r i s s o t e m s e u s programas ligados diretamente às conclusões do estudo.
tas técnicos, por exemplo), Elet r o e l e t r ô n i c a e Te c n o l o g i a d a Informação, sendo que todas elas permeiam a indústria de transformação de plásticos

O g e r e n t e - e x e c u t i v o d o O b s e r v a t ó r i o , M á r c i o G u e r r a ,
Análise do Observatório Nacional da Indústria aponta abertura de vagas em 2023 e déficit de mão de obra técnica para a indústria Imagem: Sistema Indústria/CNI
e x p l i c a q u e a p r o j e ç ã o d o e mp r e g o s e t o r i a l c o n s i d e r a o c o n -
Em 2023, as áreas com maior abertura de novas vagas e demanda p o r t é c n i c o s s ã o : L o g í s t i c a e t r a n s p o r t e , M e t a l m e c â n i c a , Transversais (engloba profissionais que atuam em pesquisas, seguranças do trabalho, desenhis-
t e x t o e c o n ô m i c o , p o l í t i c o e t e c n o l ó g i c o U m d o s d i f er e n c i a i s é a p r o j e ç ã o d a d em a n d a p o r f o r m a ç ã o a p a r t i r d o e m p r e g o e s t i m a d o p a r a o s p r ó x i m o s a n o s A l é m d a c o nj u n t u r a , s ã o l e v a d a s e m c o n t a a s e s t i m a t i v a s d a s t a x a s d e
d i f u s ã o d a s n o v a s t e c n o l o g i a s n a s e m p r e s a s e d a s m u d a n ç a s o r g a n i z a c i o n a i s n a s c a d e i a s p r o d u t i v a s . “ O q u e o b s e rv a m o s é q u e m e s m o o s s e t o r e s m a i s t r a d i c i o n a i s c o m o c o n st r u ç ã o e m e t a l m e c â n i c a c o nt i n u a m d e m a n d a n d o m u i t o s t é c n i c o s , e q u e a s m u d a n ç a s t e c n o l ó g ic a s j á e s t ã o i m p a c t a n d o o p e r f i l d e p r o f i s s i o n a l , c o m o c r e s c i m e n t o d e á r e a s c o m o T I e e l e t r oe l e t r ô n i c a ” , a v a l i o u J á a l o g í s t i c a g a n h a destaque porque muitas e m p r e s a s p r e c i s a r a m s e reinventar durante a pand e m i a n o p r o c e s s o d e d i s t r i b u i ç ã o d e m e r c adores e acesso aos insumos “A pandemia exigiu d o s e t o r i n d u s t r i a l u m a n o v a forma de organização da cadeia produtiva. São profissionais que monitoram dados e informações p a r a g a r a n t i r q u e o p r o c e s s o produtivo tenha menor custo e melhor entrega”, resume.
Observatório Nacional da Indústria Observatório Indústria Observatório Nacional da Indústria Observatório Indústria –www.portaldaindustria.com.br
Fabricante de facas para equipamentos de reciclagem investe em nova filial em SP
A Wo r d Fa c a s , e m p r e s a f a b r i -
c a n t e d e e q u i p a m e n t o s p a r a r e c i c l a g e m d e m a t e r i a i s p l á st i c o s , p r o j e t a d o s p a r a m o i n h o s e p i c a d o r e s , c o m s e d e e m S ã o Paulo (SP), está trabalhando na i n s t a l a ç ã o d e u m a n o v a u n id a d e v o l t a d a e s p e c i a l m e n t e p a r a s e r v i ç o s d e a f i a ç ã o d e f a c a s , q u e p a s s a r á a o p e r a r n a r e g i ã o d e G u a r u l h o s ( S P )
O d i r e t o r c o m e r c i a l d a
c o m p a n h i a , A l e x a n d r e Vi e i r a d a S i l v a , e m e n t r e v i s t a c o nc e d i d a à Plástico Industrial, c o m e n t o u q u e o i n í c i o d a s a t i v i d a d e s n a f u t u r a u n i d a d e d e s e r v i ç o s p o d e r á a c o n t e c e r e n t r e j u n h o e j u l h o d e 2 0 2 3 . E l e t a m b é m d i s s e q u e o i nv e s t i m e n t o n a u n i d a d e é p a r t e d e u m p r o j e t o d e
e x p a n s ã o d o s n e g ó c i o s g er i d o s p e l a e m p r e s a . D e a c o r d o c o m e l e , a Wo r d Fa c a s e s t á a p o s t a n d o n o a p e rf e i ç o a m e n t o d e p r o c e s s o s d e t ê m p e r a l o c a l i z a d a d e f a c a s p a r a l i n h a s d e r e c i c l a g e m d e m a t e r i a i s , u m t i p o d e e q u ip a m e n t o f u n d a m e n t a l p a r a a conversão de resíduos plás ticos e m n o v a s m a t é r i a s - p r i m a s , e
7 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023
N O T Í C I A S
q u e n e c e s s i t a d e c u i d a d o s t e n d o e m v i s t a a s u a e x p o s i ç ã o c o n s t a n t e a i n t e m p é r i e s t íp i c a s d o p r o c e s s o d e c o r t e e t r i t u r a ç ã o d e p o l í m e r o s , t a i s c o m o a b r a s i v i d a d e e o x i d a ç ã o . Alexandre também comentou sobre algumas vantagens proporcionadas pelo processo de têmpera localizada, que, segundo ele, “evita o surgimento de trincas na região das facas que recebem esse t i p o d e t r a t a m e n t o , e v i t a n d o assim que o componente sofra u m a f r a t u r a , o q u e a c o n t e c e muito com facas que recebem têmpera geral, no momento da f i x a ç ã o d e l a s a m o i n h o s , p o r exemplo” O executivo explicou que este trabalho é feito com m a ç a r i c o s , o s q u a i s o p e r a m posicionados de acordo com a região do equipamento de corte que receberá a têmpera.
Empresa brasileira prevê a instalação de uma unidade especializada em serviços de afiação no primeiro semestre de 2023 Investir na fabricação e afiação de facas também está nos planos Imagens: Word Facas
Inteligência artificial vai auxiliar na formulação de compostos

A DSM Engineering Materials (Países Baixos), com subsidiária em São Paulo (SP), anunciou o lançamento da Lucidiris, uma ferramenta para o desenvolvimento de materiais plásticos alimentada por inteligência artificial (IA)
Além de prever as propriedades mecânicas dos materiais com base n a a p l i c a ç ã o q u e e l e s t e r ã o , o sistema avalia o melhor conjunto de cores de acordo com propriedades mecânicas críticas, elaborando receitas para formulações com maior chance de bom desempenho
A ferramenta foi desenvolvida com base em informações sobre vários tipos de materiais de alto d e s e m p e n h o e e m b r e v e t e r á t a m b é m e m s u a b i b l i o t e c a a s resinas recicladas. A tecnologia de inteligência artificial empregada é protegida por patente e vai ajudar os clientes da DSM a reduzir o tempo de lançamento no mercado ao desenvolver m a t e r i a i s d e a l t o d e s e m p e n h o c o m c o r e s e
“
Te m o s f i l a d e e s p e r a p a r a r e f o r m a r m á q u i n a s ”
A Wo r d Fa c a s t a m b é m e s t á a p o s t a n d o e m p r o c e s s o s d e retrofit (do inglês retrofitting, t e r m o q u e e s t á r e l a c i o n a d o à reforma e/ou modernização) de facas para equipamentos de recic l a g e m S o b r e e s t e a s s u n t o , Alexandre disse que o processo de têmpera localizada é recomendado para o tratamento de, por exemplo, facas para moinhos antigos “Temos fila de espera para reformar máquinas Esse é um mercado que provavelmente vai crescer, pois há muita gente entrando no mercado de reciclagem, principalmente em uma área que é chamada de ‘ ramo dos sucateiros’. E esses são significativos consumidores de facas”, concluiu.

propriedades específicas para uma grande variedade de aplicações
Entre os recursos do Lucidiris estão a possibilidade de prever as melhores cores e propriedades mecânicas dos compostos poliméricos após a adição de ingredientes coloridos, associando-as a propriedades críticas, e propor ingredientes para adicionar a um composto para atender às propriedades desejadas.
Ferramenta Lucidiris, da DSM Materials, emprega recursos digitais avançados no desenvolvimento de formulações com propriedades mecânicas e cores sob medida.
Imagem: DSM
Angelika Schmidt, gerente global de pesquisa em polímeros de desempenho da DSM, informou que o Lucidiris representa mais um p a s s o n a d i g i t a l i z a ç ã o d o d esenvolvimento de produtos. “O que já podemos fazer para o desenvolvimento de cores hoje, será possível para o desenvolvimento de produtos no futuro. A combinação da inteligência humana com a aprendizagem de máquina nos permitirá chegar a receitas bemsucedidas com muito menos iterações e, portanto, tempos de desenvolvimento muito mais curtos para nossos clientes”, concluiu
DSM DSM – www dsm com
8 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023
W W Word F ord F ord Facas acas acas – www wordfacas com br

Acordo coloca a reciclagem química na rota do polipropileno
A Braskem e a norte-americana Nexus anunciaram a assinatura de um acordo comercial com vigênc i a d e d e z a n o s p a r a o f o r n ec i m e n t o d e m a t é r i a s - p r i m a s circulares provenientes de uma n o v a u n i d a d e d e r e c i c l a g e m q u í m i c a p e l o p r o c e s s o d e p irólise, as quais serão usadas na produção de polipropileno (PP) circular certificado Em janeiro de 2022, a Braskem concluiu um i n v e s t i m e n t o e s t r a t é g i c o n a Nexus Circular.
O s v o l u m e s c o n t r a t a d o s d e matéria-prima circular da Nexus vão ajudar a Braskem a atingir sua meta de comercializar 300 mil
t o n e l a d a s d e p r o d u t o s c o m conteúdo reciclado até 2025 e 1 m i l h ã o d e t o n e l a d a s d e s t e s produtos até 2030.
Mark Nikolich, CEO da Braskem América, declarou: “Esperamos
uma longa e crescente parceria com a Nexus para garantir matériaprima de alta qualidade destinada à produção de polipropileno (PP) circular e certificado pela Braskem Além disso, essa parceria está alinhada com a nossa iniciativa corporativa de desenvolver uma e c o n o m i a c i r c u l a r d e c a r b o n o neutro para plásticos, auxiliando os nossos clientes a atingir suas metas de produtos com conteúdo reciclado”
Braskem estabelece acordo de fornecimento de matéria-prima para a produção de polipropileno circular certificado Imagem: Nexus

As resinas produzidas a partir dessa matéria-prima circular farão parte do portfólio atual de polipropileno (PP) e polietileno (PE) sustentáveis da Braskem América, composto atualmente de nove grades de resinas recicladas pósconsumo (PCR), dois dos quais podem ser utilizados em uma

10 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023 N O T Í C I A S
ampla variedade de aplicações de contato com alimentos, segundo a Agência de Administração de Alimentos e Medicamentos (FDA) dos Estados Unidos. A Nexus fornece desde 2018 volumes comerciais de produtos líquidos circulares com certificação ISCC Plus.

Peças tubulares impressas em 3D serão usadas pelo setor de óleo e gás
P e ç a s c o m f o r m a t o t u b u l a r desenvolvidas e fabricadas por i m p r e s s ã o 3 D n o L a b o r a t ó r i o de Métodos Experimentais em Fe n ô m e n o s d e Tr a n s p o r t e (Lamfet), da Universidade Federal do Espírito Santo (UFES),
p o d e r ã o s e r u s a d a s e m o p e r ações de extração de petróleo, assim c o m o e m o u t r o s p r o c e s s o s n o setor de óleo e gás. Trata-se de um t r a b a l h o v o l t a d o p a r a a f a b r icação de peças-protótipo e peças finais especiais (foto na página 12) que está sendo realizado por uma equipe de alunos da instituição, liderada pelo professor Bruno Venturini Loureiro, que também é diretor-geral do Centro Tecnológico da UFES. De acordo com ele, os protótipos, inicialmente, são submetidos a testes. A partir daí, caso as peças sejam aprovadas, elas p a s s a m a s e r p r o d u z i d a s e m m a i o r e s c a l a e p o d e r ã o s e r u t i l i z a d a s e m , p o r e x e m p l o , t u b u l a ç õ e s v o l t a d a s p a r a o escoamento de fluidos. Em uma
e x p l i c a ç ã o m a i s d e t a l h a d a , Bruno comentou que “ em nossos e s t u d o s e e x p e r i m e n t a ç õ e s , p r e c i s a m o s d e s e n v o l v e r p e ç a s e s p e c i a i s e m q u e , e m a l g u n s c a s o s , h á c o m p l e x i d a d e d e fabricação. A manufatura aditiva nos auxilia em duas questões: 1) r e d u ç ã o d o t e m p o e n t r e a s etapas de estudo de conceito e criação de protótipo, para que p o s s a m o s e n t ã o c o n t r a t a r, d e f o r m a a s s e r t i v a , n o s s a s p e ç a s f i n a i s , q u e s ã o f e i t a s c o m m a t e r i a i s m e t á l i c o s ; 2 ) E m a l g u n s c a s o s , o s p r o t ó t i p o s g e r a d o s p o r n o s s a i m p r e s s o r a 3 D , q u e u t i l i z a r e s i n a f o t op o l i m e r i z á v e l , j á s ã o d i m e ns i o n a d o s p a r a a t e n d e r a o s e sf o r ç o s m e c â n i c o s e n v o l v i d o s em nossos estudos”.
11 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023
Brask Brask Brask Brask Braskem em – www. braskem. com. br Ne Nexus xus xus – https://nexuscircular com
Professor e alunos da UFES desenvolvem peças-protótipo tubulares fabricadas por manufatura aditiva para operações de extração de petróleo. As peças são feitas em uma impressora 3D comercializada pela LWT Sistemas no Brasil Imagem: UFES/Divulgação
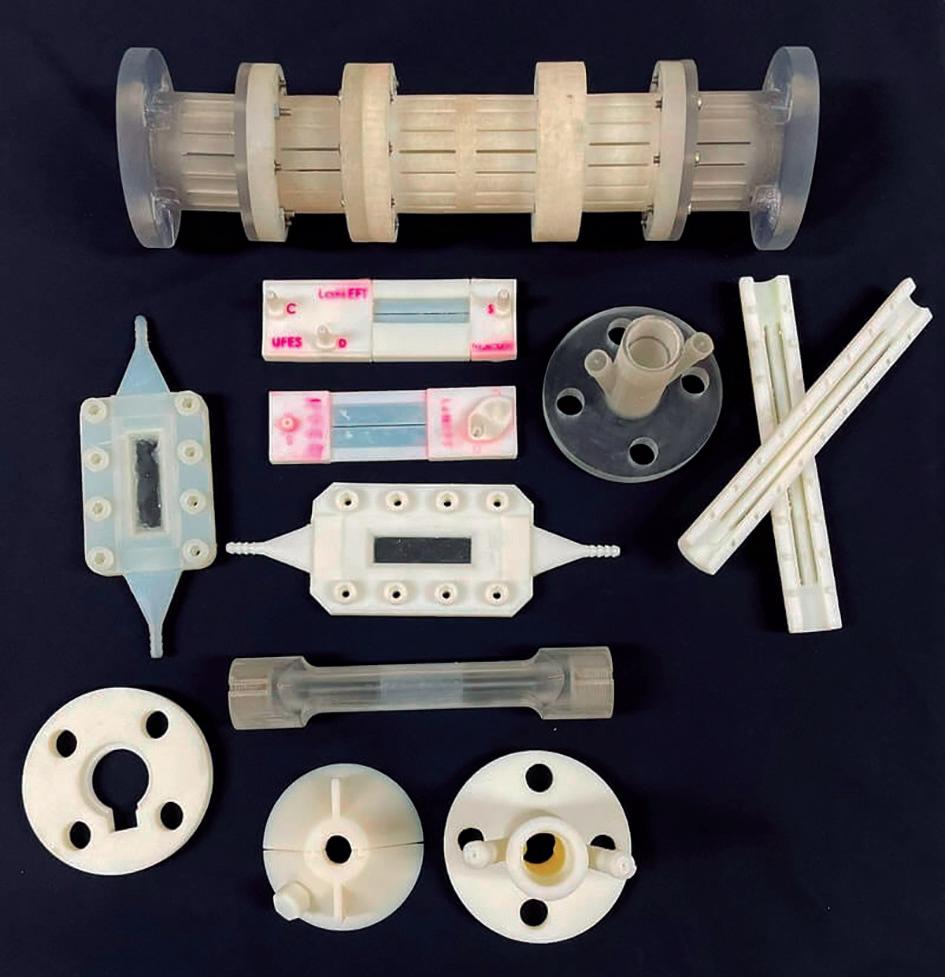
A s p e ç a s e s t ã o s e n d o fabricadas em uma impress o r a 3 D O b j e t 3 0 Pr o d a S t r a t a s y s , e m p r e s a c o m matrizes globais situadas nos E s t a d o s U n i d o s e I s r a e l , r e p r e s e n t a d a p e l a LW T Sistemas no Brasil Um dos motivos que levaram à esc o l h a d e s t e e q u i p a m e n t o para a fabricação das peçasprotótipo é a sua capacidade de processar diversos tipos de resinas Além disso, de a c o r d o c o m i n f o r m a ç õ e s f o r n e c i d a s à i m p r e n s a , a i m p r e s s o r a p o s s i b i l i t a a produção de peças tubulares c o m p a r e d e s i n t e r n a s s ól i d a s , d i f e r e n t e m e n t e d e peças impressas em 3D que a p r e s e n t a m a c a b a m e n t o superficial poroso, o que não é adequado para operações que envolvam o transporte de fluidos
Interesse em parcerias
O p r o f e s s o r B r u n o comentou que o tipo de resina usado na fabricação de protótipos ou de peças finais é escolhido conforme a aplicação do item. Nas palavras dele, “ nossos estudos de mecânica dos f l u i d o s o c o r r e m e m duas faixas de pressão d e t r a b a l h o Q u a n d o d e s e n v o l v e m o s u m a peça para baixas pressões, no nosso caso, de até 12 bar, os protótipos já são construídos para servirem como peças finais. Ess as vão diretamente para o experimento e possuem excelente vida útil. Para os nossos estudos que envolvem alta pressão, os protótipos são utilizados para validar conceitos que envolvam, por exemplo, a hidrodinâmica do escoamento, vedações, tomadas de pressão, temperatura, entre outros”
Ainda de acordo com ele, o Centro Tecnológico da UFES tem interesse em estabelecer parcerias para a condução de estudos voltados para o desenvolvimento de peças especiais i m p r e s s a s e m 3 D . C o mpanhias e/ou instituições de pesquisa e ensino interessadas podem entrar em contato com o Departamento de Engenharia Mecânica da UFES pelo e-mail: departamento. engenhariamecanica@ufes br
UFES UFES UFES UFES UFES – www ufes br

12 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023 N O T Í C I A S
Impressão 3D de materiais que absorvem muita umidade
A 3 D C R I A R ( S ã o Pa u l o , S P ) e s t á t r a z e n d o p a r a o Brasil um equipamento para secagem de filamentos que s o l u c i o n a u m p r o b l e m a
de uma câmara de secagem, que opera por aquecimento e ventilação forçada e funciona posicionada entre o sistema que desbobina o filamento e a impressora, realizando a secagem do material em linha.

Aparentemente simples, o dispositivo conta, no entan-
g r e d o p a r a a o b t e n ç ã o d o s melhores resultados na imp r e s s ã o 3 D , c o n f o r m e e x p l i c o u D a n i e l H u a m a n i , diretor da 3DCRIAR: “Não e x i s t e m a t e r i a l d i f í c i l d e imprimir, desde que observadas as condições e o adesivo térmico correto para o processo ” , resumiu. O s i s t e m a d e s e c agem em linha evita também o processo de degradação térm i c a q u e o s m at e r i a i s h i g r o s c óp i c o s s o f r e m a o serem submetidos a sucessivos ciclos d e s e c a g e m a n t e s do uso na impressão 3D.
Sistema de secagem que trabalha em linha com impressoras 3D evita problemas na obtenção de peças em materiais higroscópicos (que absorvem muita umidade), tais como náilon (PA) e PET . Imagens: 3D Criar
recorrente para os usuários de sistemas de manufatura a d i t i v a q u e p r e c i s a m i mp r i m i r p e ç a s e m m a t e r i a i s h i g r o s c ó p i c o s c o m o p o l ia m i d a ( P A ) , a c r i l o n i t r i l abutadieno-estireno (ABS) e poli(tereftalato de etileno) (PET), entre outros Esses m a t e r i a i s a b s o r v e m m u i t a u m i d a d e a p ó s r e t i r a d o s d e s u a e m b a l a g e m o r i g i n a l , e i s s o a l t e r a o s e u c o m p o rtamento durante a impressão, ocasionando a formação de peças defeituosas.
A s o l u ç ã o s i m p l e s , p or é m s o f i s t i c a d a , c h a m a d a
D r y w i s e , f o i d e s e n v o l v i d a pela Thought3D (Malta), e apresentada na última edição da feira Formnext, dedicada à tecnologia em manufatura a d i t i v a , r e a l i z a d a e m Fr a n k f u r t ( A l e m a n h a ) , n o mês de novembro Trata-se
I M P R E S S Ã O 3
t o , c o m s e n s o r e s d e p r esença, de tracionamento, de temperatura, de desgaste das peças internas e do element o s e c a n t e u t i l i z a d o . E l e s fornecem dados para o sistema de controle que permite ajustar as condições de processo para diferentes materiais. Realiza também o preaquecimento de compósitos como a poliamida com fibra de vidro, que pode romper se não for preaquecida.
O sistema de controle do D r y w i s e c o n t a c o m u m a biblioteca de filamentos de marcas homologadas, permit i n d o o a j u s t e p r e c i s o d a s condições de secagem para c a d a t i p o d e m a t e r i a l , d e modo a assegurar o melhor r e s u l t a d o p a r a a i m p r e s s ã o das peças. Observar as cond i ç õ e s e x i g i d a s p a r a c a d a m a t e r i a l , i n c l u s i v e , é o s e -
D a n i e l e x p l i c o u que fechou o acordo para distribuição do Drywise no Brasil durante a Formnext, o n d e o b s e r v o u m u i t a s n ovidades relacionadas ao mund o d a m a n u f a t u r a a d i t i v a a d a p t á v e i s a o c o n t e x t o d e indústrias de diversos portes
E l e e l a b o r o u u m r e l a t ó r i o sobre essas tendências que pode ser solicitado pelo e-mail daniel.huamani@3dcriar.com.br. O sistema já está disponível para comercialização no Brasil, com estoque local.
A 3 D C R I A R t a m b é m f ec h o u r e c e n t e m e n t e u m a p a r c e r i a p a r a d i s t r i b u i ç ã o n o m e r c a d o b r a s i l e i r o d o s
m a t e r i a i s e s p e c i a i s d a
B r a s k e m p a r a i m p r e s s ã o
3 D , t a i s c o m o o P E e o E V A
v e r d e s e o P P r e c i c l a d o
c o n t e n d o f i b r a s d e c a r b o n o
t a m b é m r e c i c l a d a s .
13 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023
D
3DCRIAR 3DCRIAR – https://3dcriar com br
Os fornecedores de moinhos
Os fornecedores de moinhos
Indispensáveis ao trabalho com plásticos, os moinhos se prestam à realização da primeira etapa de recuperação desses materiais, sejam eles de origem pós-industrial (borras, aparas, canais de injeção etc) ou pós-consumo. Neste último caso, são fundamentais para as empresas atuantes na reciclagem e na oferta de resinas recicladas ao mercado.
e i b t @ s e i b t c o m b r
Nota: (*) Respostas unificadas
Obs.: Os dados constantes deste guia foram fornecidos pelas próprias empresas que dele participam, de um total de 80 empresas pesquisadas
Fonte: Revista Plástico Industrial, janeiro/fevereiro de 2023
Este e muitos outros Guias de PI estão disponíveis on-line, para consulta Acesse www arandanet com br/revista/pi e confira
Também é possível incluir a sua empresa na versão on-line de todos estes guias
14 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023 GUIA I
Empresa Fabricante/País Rotação (rpm) Potência do motor (kW) Produção (kg/h) Fixas Rotativas Câmara de moagem (mm) Bocal de alimentação (mm) Número de lâminas H M E q u i p a m e n t o s (19) 3443-7644 280 x 220 a 280 x 280 245 x 165 a 245 x 265 4 6 100 10 a 25 1,1 30 a 45 c o m e r c i a l @ h m e q u i p a m e n t o s c o m b r I n j e t e c J a ú (14) 3625-4527 W e n s u i & G r e e n s t / C h i n a 230 x 215 a 960 x 610 230 x 215 a 960 a 610 6 a 24 2 a 4 215 a 610 100 a 800 5 a 75 500 a 650 i n j e t e c @ i n j e t e c j a u c o m b r L i n d n e r (11) 99425-5109 n 1 700 x 2 500 a 3 500 x 2 500 1 500 x 2 500 a 3 300 x 2 500 40 a 150 5 a 10 434 a 740 800 a 10 000 55 a 500 60 a 350 f r e d e r i c o h a r t m a n n @ l i n d n e r c o m M a t s u i (11) 93236-0427 n M a t s u i / J a p ã o 150 x 240 a 435 x 240 167 x 262 a 449 x 262 5 6 5 a 20 0,4 a 1,6 30 p s o u z a @ m a t s u i n e t M e c a n o f a r (54) 99126-8668 n 190 x 150 a 1 115 x 815 185 x 135 a 1 100 x 620 6 2 76 a 203 50 a 3 000 3 a 150 300 a 900 v e n d a s 3 @ m e c a n o f a r c o m b r N e o b r a v o (54) 99153-8860 n 315 x 280 a 420 x 400 225 x 150 a 305 x 225 3 2 140 a 200 20 a 70 3 a 7,5 300 a 600 v e n d a s @ n e o b r a v o c o m b r O l i f i e r i (11) 98163-7684 n 300 x 1 000 300 x 1 000 3 4 100 a 3 000 v e n d a s @ o l i f i e r i c o m b r P l a s t b a s e (11) 96304-8894 n N i n g b o / C h i n a 225 x 225 a 610 x 375 230 x 200 a 610 x 320 6 a 18 2 200 a 600 15 a 600 4 a 15 315 a 600 v e n d a s @ p l a s t b a s e c o m b r Primotécnica (11) 99025-4774 n 200 x 200 a 2 000 x 2 000 200 x 200 a 2 000 x 2 000 8 2 200 a 800 10 a 3 000 5 a 300 300 a 1 500 v e n d a s @ p r i m o t e c n i c a c o m b r R a p i d (11) 98272-6186 n R a p i d / S u é c i a 150 x 210 a 600 x 1 500 150 x 210 a 800 x 1 500 3 2 150 a 600 40 a 4 000 2,2 a 90 25 a 715 a r n a l d o @ r a x c o m b r Rone Moinhos (11) 4146-8666 150 x 150 a 1 230 x 900 155 x 130 a 1 210 x 900 3 a 7 1 ou 2 130 a 900 20 a 6 000 1,5 a 150 200 a 800 moinhos@rone com br S e i b t *) (54) 3281-6000 70 x 330 a 420 x 1 300 65 x 410 a 275 x 1 350 2 a 18 2 a 10 125 a 800 40 a 5 000 0,75 a 150 210 a 800 s
Diâmetro do rotor (mm)













Nanoestruturas permitem obter peças brancas sem o uso de pigmentos
Nanoestruturas permitem obter peças brancas sem o uso de pigmentos

A estruturação de polímeros com nanobolhas é um processo novo e que permite obter superfícies finas e brancas sem o uso de pigmentos brancos. Filmes com espessuras de algumas dezenas de mícrons são suficientes para se obter superfícies brancas por este método desenvolvido há alguns anos, mas que está em constante aprimoramento.
L. Borgmann, J. Syurik e H. Hölsche
Muitas vezes os bens de cons u m o p r e c i s a m a p r e s e n t a r uma superfície branca radiante, que s e d e s t i n a a t r a n s m i t i r p u r e z a e l i m p e z a . Pa r a o b t e r e s t e e f e i t o , g e r a l m e n t e s e u s a d i ó x i d o d e t i t â n i o ( T i O 2 ) c o m o p i g m e n t o b r a n c o . E l e é u s a d o e m m u i t a s i n d ú s t r i a s , a t r i b u i n d o c o l o r a ç ã o branca opaca e brilhante a embal a g e n s p l á s t i c a s , r e v e s t i m e n t o s e t i n t a s , e t a m b é m a a l i m e n t o s (1,2) . No entanto, devido à elevação dos custos das matérias-primas, extração que requer mão de obra intens i v a e o b a l a n ç o d e s f a v o r á v e l d e
L u i s a B o r g m a n n t r a b a l h a d e s d e 2 0 1 9 n o a p e rfeiçoamento do processo descrito neste artigo, em s e u d o u t o r a d o q u e v e m s e n d o d e s e n v o l v i d o n o Instituto de Tecnologia de Karlsruhe (Karlsruher Institut f ü r Te c h n o l o g i e , K I T ) J u l i a S y u r i k d e s e n v o l v e u o p r o c e s s o a q u i d e s c r i t o d u r a n t e s u a e s t a d a n o
K I T, e n t r e 2 0 1 2 e 2 0 1 7 H e n d r i k H ö l s c h e r (hendrik hoelscher@kit edu ) é Chefe da Divisão de Superfícies Biônicas no KIT desde 2008 Este artigo f o i p u b l i c a d o o r i g i n a l m e n t e n a r e v i s t a a l e m ã K u n s t s t o f f e , e d i ç ã o d e j u l h o d e 2 0 2 0 , p á g i n a s
20-23 Copyright by Carl Hanser Verlag Direitos para o português adquiridos por Plástico Industrial Tradução e adaptação de Antonio Augusto Gor ni
d i ó x i d o d e c a r b o n o , b e m c o m o o d i s p e n d i o s o d e s c a r t e d o s s u bp r o d u t o s r e s u l t a n t e s , à s v e z e s n o c i v o s , s u r g i u u m a d e m a n d a crescente na indústria no sentido de substituir o TiO2. Nos últimos a n o s t a m b é m h o u v e a u m e n t o d o t e m o r d e q u e e s s e p i g m e n t o pudesse ser prejudicial às pessoas e ao meio ambiente.
Pa r t i c u l a r m e n t e a s p a r t í c u l a s com granulometria na faixa nanométrica são objeto de fortes crític a s ( 3 ) . Ta i s p r e o c u p ações já levaram à proib i ç ã o d o Ti O 2 c o m o a d i t i v o a l i m e n t a r n a Fr a n ç a ( 4 ) . A l é m d i s s o , no futuro, pode ocorrer c o m o Ti O 2 u m p r ob l e m a s e m e l h a n t e a o q u e j á o c o r r e c o m o s m i c r o p l á s t i c o s , u m a v e z q u e , a l o n g o p r a z o , a s p a r t í c u l a s q u i m ic a m e n t e i n e r t e s d o p i g m e n t o p o d e m s e d e s p r e n d e r d o m e i o o n d e s e e n c o n t r a m
i n c o r p o r a d a s e s e a c u m u l a r n o m e i o a m b i e n t e .
N a t u r a l m e n t e e x i s t e m m u i t a s b o a s r a z õ e s p a r a s e u s a r o Ti O 2 c o m o p i g m e n t o b r a n c o( 2 ) . A l g u n s a u t o r e s e e n g e n h e i r o s a t é c o n s id e r a m q u e e l e c o n s t i t u i a ú n i c a a l t e r n a t i v a n e s s e s e n t i d o . E l e e s p a l h a a l u z d e m a n e i r a p a r t ic u l a r m e n t e e f i c a z d e v i d o a o s e u alto índice de refração óptica, pois se consegue alto contraste entre as d e n s i d a d e s ó p t i c a s d a s p a r t í c u l a s
16 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023 COLORAÇÃO
O besouro Cyphochilus insulanus équase que totalmente coberto por escamas brancas Nesses casos, a luz é espalhada por estruturas porosas e não por pigmentos (© Markus Breig, KIT)
d e T i O 2 e a d a m a t r i z ( p o l í m e r o , a g l u t i n a n t e etc ) Isso possibilita uma dispersão muito eficaz de todos os comprimentos de o n d a d a l u z v i s í v e l n a i n t e r f a c e e n t r e o m e i o e a s p a r t í c u l a s d e T i O 2 , resultando numa impress ã o d e c o r b r a n c a e b o a opacidade
No
entanto, a natureza m o s t r a q u e a a b o r d a g e m c l á s s i c a d e s e u s a r p eq u e n a s p a r t í c u l a s c o m alta densidade óptica com o c e n t r o s d e d i s p e r s ã o não é a única maneira de espalhar a luz de forma eficaz Existem alguns exemplos de materiais brancos onde atua um mecanismo de dispersão d i f e r e n t e . E m p i g m e n t o s c o m o Ti O 2 a l u z é e s p a l h a d a n a s p a rt í c u l a s d e p i g m e n t o . C o n t u d o , n a n o b o l h a s d e a r o u e s t r u t u r a s p o r o s a s t a m b é m p o d e m s e r v i r como centros de dispersão.

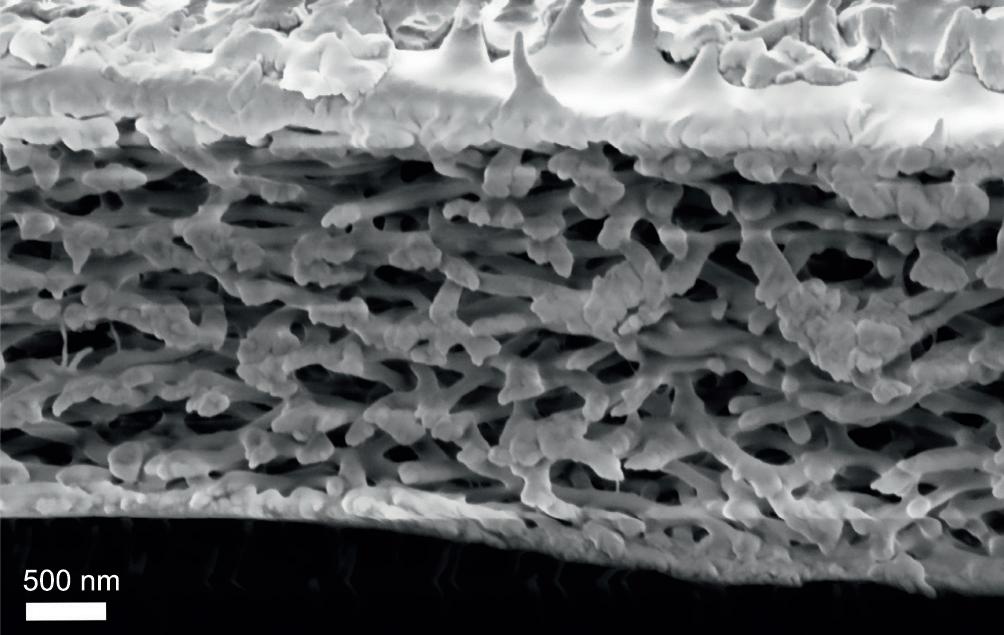
O exemplo mais conhecido desse p r i n c í p i o e m b i o f o t ô n i c a é o b esouro Cyphochilus insulanus (ver f o t o n o i n í c i o d o a r t i g o ) , p r oveniente do sudeste da Ásia(6,7) . Sua c o r b r a n c a p r o v a v e l m e n t e s e r v e como camuflagem, pois ele vive em um cogumelo com cor semelhante em ambiente sombreado (8) . A parte s u p e r i o r d e s e u c o r p o é q u a s e t o t a l m e n t e c o b e r t a p o r e s c a m a s b r a n c a s c o m a p r o x i m a d a m e n t e 6 0 µ m d e l a r g u r a e 2 0 0 µ m d e c o m p r i m e n t o . A s e s c a m a s s ã o p o r o s a s e m s e u i n t e r i o r e c o n s t ituídas por uma rede de estruturas fibrosas (figura 1). Apesar de sua pequena espessura, inferior a 10 µm, as escamas espalham a luz de todos os comprimentos de onda de forma q u a s e p e r f e i t a . E s t e e f e i t o t e m sido intensamente investigado por v á r i o s g r u p o s n o s ú l t i m o s a n o s e s e r v i u d e m o d e l o p a r a o d e s e nv o l v i m e n t o d e m a t e r i a i s p a r a dispersão de luz(9-12) .
O exemplo do besouro Cyphochilus ilustra muito bem a diferença entre e s t r u t u r a s q u e o c o r r e m n a t ur a l m e n t e e a q u e l a s f e i t a s p e l o homem. Enquanto os engenheiros c o s t u m a m d e s e n v o l v e r s o l u ç õ e s usando materiais constituídos por m u i t o s e l e m e n t o s q u í m i c o s d i f erentes, as abordagens naturais são limitadas a um único material-base, que geralmente exibe propriedades m e c â n i c a s , ó p t i c a s o u f í s i c oquímicas intrigantes graças a uma forma tridimensional complexa. A b i ô n i c a , q u e l i d a c o m a c o mpreensão, abstração e imitação dos fenômenos da natureza para tornálos tecnicamente utilizáveis, muitas vezes leva a novas abordagens promissoras – que nunca poderiam ser encontradas de outra maneira.
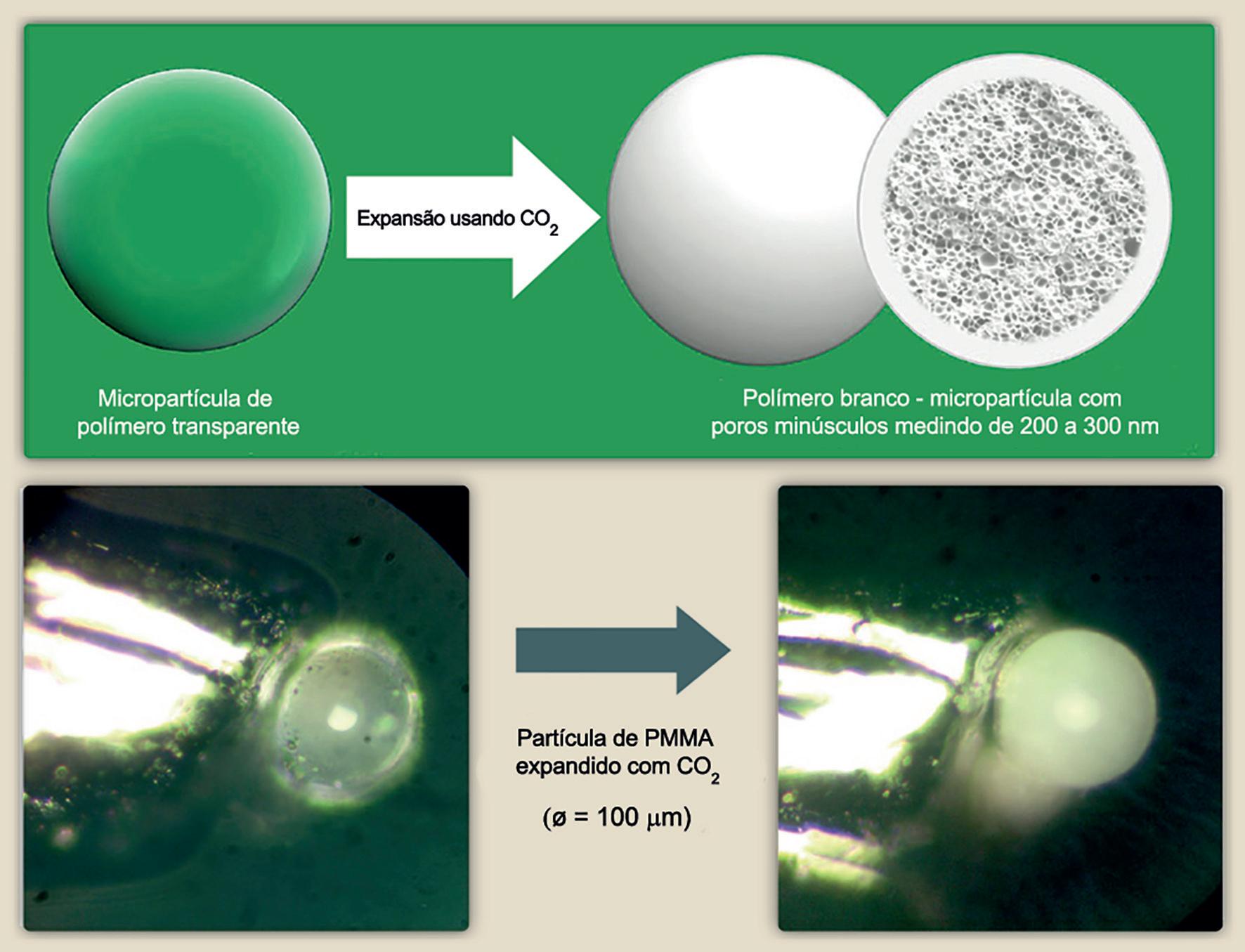
O e f e i t o d e s c r i t o p a r a a s e s c a m a s d o b e s o u r o Cyphochilus também pod e s e r p r o d u z i d o p e l a i n t r o d u ç ã o d e c a v i d a d e s muito pequenas e cheias d e a r n o m a t e r i a l , s emelhante ao que se observa na espuma de sabão A luz é espalhada na interface entre o poro e o meio circundante, que, no caso aqui estudado, é um pol í m e r o . O a l t o c o n t r a s t e e n t r e a s d e n s i d a d e s ó pt i c a s r e s u l t a d a b a i x a densidade óptica do ar em comparação com o material circund a n t e O t r u q u e f u n d a m e n t a l consiste em fazer essas bolhas tão pequenas de forma a poderem ser usadas como revestimento. Quando o tamanho dos poros é reduzido a algumas centenas de nanômetros, todos os comprimentos de onda da luz visível são efetivamente dispersos e até mesmo camadas finas do material poroso assumem cor branca.
Pe s q u i s a d o r e s d o I n s t i t u t o d e Tecnologia de Karlsruhe (Karlsruher I n s t i t u t f ü r Te c h n o l o g i e , K I T ) d e s e n v o l v e r a m u m p r o c e s s o p a r a produzir esses revestimentos. Ele r e q u e r q u e o s p o l í m e r o s s e j a m e x p a n d i d o s u s a n d o - s e d i ó x i d o d e carbono em estado supercrítico (CO2) (figura 3), ou seja, num estado de agregação
se encontra entre o
17 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023
que
Fig 1 – A imagem obtida por microscopia eletrônica de varredura mostra o interior de uma escama do besouro Cyphochilus insulanus A estrutura porosa espalha a luz tão bem que uma camada com apenas 10µm de espessura é suficiente para fazê-la parecer branca (©Julia Syurik, KIT)
Fig 2 – A formação de espuma usando CO 2 supercrítico possibilita a criação de nanoporos muito pequenos em polímeros como o PMMA Como resultado disso, o material a princípio transparente torna-se branco apenas pela ação de sua estrutura, sem requerer a adição de pigmentos (Fonte: Luisa Borgmann, KIT; Gráfico: © Hanser)
líquido e o gasoso Uma vez que se t r a t a d e u m g á s a t ó x i c o , i n e r t e e não inflamável, o CO 2 supercrítico agora assumiu grande importância, tanto para a formação de espuma quanto para várias outras aplicações como, por exemplo, no campo da modificação e mistura de polímeros, ou produção de partículas (14) Isso ocorre principalmente porque esse gás atua como plastificante no caso de polímeros em que o CO2 apresenta boa solubilidade O uso desse gás faz com que a temperatura de
r a m e n t e s a t u r a d o c o m C O 2 s o b c o n d i ç õ e s c o n s t a n t e s d e t e mperatura e pressão, normalmente até que a concentração de gás na amostra a t i n j a o l i m i t e d e s o l u b i l i d a d e À medida que o CO2 se difunde no p o l í m e r o , s u a t e m p e r a t u r a d e t r a n s i ç ã o v í t r e a d i m i n u i . S o b d e t e r m i n a d a s c o n d i ç õ e s , e l a f i c a abaixo da temperatura ambiente(16). O polímero incha e torna-se viscoso quando sua temperatura se encontra acima da temperatura de transição vítrea efetiva.
Enquanto o gás da matriz polimérica se difunde para dentro dos p o r o s e m c r e s c i m e n t o e , p a r c i a lmente, para fora do material, a temperatura de transição vítrea aumenta novamente. A estrutura dos poros se solidifica quando a temperatura de transição vítrea crescente do polímero alcança a temperatura real da amostra(17-19). O polímero então assume cor branca devido à estrutura dos poros. O tamanho e a densidade dos poros podem ser controlados tanto por meio dos parâmetros do processo
transição vítrea (Tv) desses polímeros caia significativamente sob a influência do CO 2 (15) . Devido às boas propriedades de difusão a ele a s s o c i a d a s , e s s e g á s é f r e q u e nt e m e n t e u s a d o n o e s t a d o s u p e rcrítico, que é quando se encontra sob pressão superior a 73,75 bar e temperaturas maiores que 31°C.

Obtenção da cor branca usando expansão
No processo desenvolvido pelo KIT (figura 2), o polímero é primei-
N a e t a p a s e g u i n t e o c o r r e u m a queda repentina de pressão que induz instabilidade termodinâmica. Isso leva à supersaturação do polímero, pois agora a solubilidade do CO2 nele é significativamente menor. A nucleação de bolhas ocorre como resultado da supersaturação Os núcleos devem a t i n g i r u m d e t e r m i n a d o t a m a n h o crítico para que ocorra seu crescimento posterior. Agora o crescimento dos poros pode ocorrer através da difusão de moléculas de gás desde a m a t r i z p o l i m é r i c a a t é o s n ú c l e o s recém-formados.
como por outras modificações feitas nele. Por exemplo, temperaturas mais e l e v a d a s p r o m o v e m c r e s c i m e n t o prolongado dos poros, os quais, portanto, assumem maior tamanho; já a redução da pressão diminui a densidade dos poros.
Os espectros ópticos incluídos na figura 3 mostram a eficiência com que a luz é espalhada nos nanoporos. Nestes exemplos, filmes finos de ( p o l i ) m e t a c r i l a t o d e m e t i l a ( P M M A ) , c o m e s p e s s u r a s d e camada diferentes e precisamente d e f i n i d a s , f o r a m a p l i c a d o s a u m
18 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023 C O L O R A Ç Ã O
Fig 3 – Ográfico à esquerda mostra a reflexão em função do comprimento de onda A imagem obtida por microscopia eletrônica de varredura mostra a estrutura de um filme expandido de PMMA com 10µm de espessura Ográfico à direita compara os filmes expandidos de PMMA com outros materiais brancos (Fonte: Julia Syurik, KIT; Gráfico: © Hanser)

substrato de vidro e expandidos sob p a r â m e t r o s o t i m i z a d o s u s a n d o - s e CO2 supercrítico A seguir os filmes foram submetidos à análise óptica. A reflexão desses filmes na faixa de luz visível é quase constante e aumenta
c o m a e s p e s s u r a d a e s p u m a d e PMMA. Mesmo camadas com espessura efetiva de 9 µm são suficientes para se atingir um grau de reflexão de aproximadamente 60% O efeito se intensifica com o aumento da espessura da camada e, para uma espessura

material Esta assim chamada “lei d e O h m ó p t i c a ” f o r n e c e u m a i ndicação do caminho livre médio da l u z e , d e s s a f o r m a , p e r m i t e u m a c o m p a r a ç ã o s i m p l e s e n t r e d i f erentes materiais(7, 11) . Neste gráfico, a curva do papel branco apresentou a i n c l i n a ç ã o m a i s a c e n t u a d a , e nquanto a curva do vidro fotônico é m u i t o m a i s p l a n a . A s e s c a m a s d o b e s o u r o b r a n c o a p r e s e n t a r a m o melhor desempenho em termos da eficiência de dispersão e sua curva

de 79 µm, mais de 90% da luz incidente é refletida. A imagem inserida no gráfico da figura 3, registrada por microscopia eletrônica de varredura (MEV), mostra a estrutura interna do filme com camada efetiva de 9 µm.
O s p o r o s a p r e s e n t a m d i â m e t r o d e a l g u m a s c e n t e n a s d e n a n ô m e t r o s e s ã o d i s t r i b u í d o s i r r e g u l a r m e n t e n o P M M A
O gráfico à direita na figura 3 compara a dispersão dos filmes de PMMA com outros materiais, como papel, o chamado “vidro fotônico”, e o besouro Cyphochilus. Aqui o grau de transmissão da luz foi plotado em função do inverso da espessura do
correspondente é muito plana, pois o caminho livre médio da dispersão da luz foi de apenas 1,47 µm. Neste g r á f i c o o s f i l m e s e x p a n d i d o s d e PMMA apresentaram desempenho um pouco pior do que o do vidro f o t ô n i c o , m a s s i g n i f i c a t i v a m e n t e melhor do que o do papel branco. Para o olho humano, um filme com apenas 10 µm de espessura assume coloração branca.
Técnica adequada para PMMA, TPU e PL A
O u s o d e p i g m e n t o s p o t e n c i a lm e n t e n o c i v o s a o m e i o a m b i e n t e
20 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023 C O L O R A Ç Ã O
Fig 4 – Oprocesso também é adequado para expandir partículas de PMMA No futuro elas deverão ser testadas quanto à sua aplicabilidade como pigmentos (Fonte: Luisa Borgmann, KIT; Gráfico: © Hanser)
e à s a ú d e p o d e s e r e v i t a d o u s a n d os e o p r o c e s s o a q u i a p r e s e n t a d o , adotando-se a criação de estruturas p o l i m é r i c a s p o r o s a s q u e p r o d u z e m u m n í v e l d e e s p a l h a m e n t o d e l u z c o m p a r a t i v a m e n t e a l t o . A s s i m c o m o o c o r r e c o m a s b o l h a s d e e s p u m a d e b a n h o , e s s a s e s t r u t u r a s t a m b é m p r o m o v e m o e s p a l h am e n t o d a l u z , f a z e n d o c o m q u e o m a t e r i a l p a r e ç a b r a n c o A t e c n ol o g i a p o s s u i b a i x o c u s t o e , a l é m d o P M M A , t a m b é m é a d e q u a d a p a r a v á r i a s r e s i n a s t e r m o p l á s t i c a s c o m o , p o r e x e m p l o , p o l i u r e t a n o t e r m o p l á s t i c o ( T PU ) e p o l i l a ct í d e o s b i o d e g r a d á v e i s ( P L A )
Os filmes finos de polímero são muito flexíveis e leves Embora a nanoestruturação altere as propriedades elásticas do material, os filmes são tão estáveis mecanicamente(20) q u e p o d e m s e r t e r m o f o r m a d o s e a p l i c a d o s c o m o r e v e s t i m e n t o e m diferentes superfícies(11) .
A expansão de polímeros usando CO2 supercrítico não deixa resíduos de solventes, pois a estrutura dos poros é criada de forma puramente física. Portanto, existe um grande potencial para esta abordagem em aplicações nas quais deve-se evitar
a presença de resíduos de solventes e onde se procura alternativas ao uso d e Ti O 2 c o m o , p o r ex e m p l o , e m e m b a l a g e n s d e a l i m e n t o s e c o sméticos A crescente demanda pela reciclagem eficiente de produtos é o u t r a v a n t a g e m a d i c i o n a l , p o i s a incorporação de poros é muito mais fácil de ser desfeita do que a incorporação de partículas. Se o p o l í m e r o f o r a d e q u a d a m e n t e aquecido, as nanobolhas desaparecem sem deixar nenhum resíduo Essa eliminação das nanobolhas também é possível de ser feita localmente, permitindo q u e o s f i l m e s f i q u e m n o v a m e n t e t r a n s p a r e n t e s e m a p e n a s a l g u n s determinados pontos.

U m a v e z q u e m u i t o s b e n s d e c o n s u m o , d e s d e e m b a l a g e n s a t é superfícies de móveis, são feitos com p o l í m e r o s o u s ã o r e v e s t i d o s c o m filmes de polímeros cuja coloração branca se baseia na adição de TiO2, há uma ampla gama de aplicações p a r a o s f i l m e s e x p a n d i d o s . A l é m disso, a motivação para substituir as partículas de TiO2 é crescente. Isso é o que os usuários finais desejam, e há a expectativa de que, no futuro, s u r j a m o u t r o s r e q u i s i t o s l e g a i s relativos ao uso de TiO2.
No entanto, o material expandido não constitui um substituto 1:1 para o TiO2 ou outros pigmentos brancos A aplicação do polímero expandido n a f o r m a d e f i l m e r e q u e r n o v a s a b o r d a g e n s . E m v e z d e s e u s a r revestimentos ou filmes totalmente poliméricos, as partículas de espuma podem ser incorporadas a uma matriz de plástico. A figura 4 mostra que tais partículas também podem ser e x p a n d i d a s . U m a p a r t í c u l a t r a n sp a r e n t e d e P M M A a s s u m e c o r branca após a expansão. Esta técnica também pode ser usada para atribuir cor branca a materiais que não podem ser diretamente expandidos
Agradecimentos
Os autores agradecem à Gabriele Wi e g a n d e S i e g b e r t J o h n s e n , d o KIT, pelo seu apoio ativo e atencioso a este projeto.
As referências bibliográficas relativas a este artigo podem ser encontradas no seguinte endereço eletrônico: www kunststoffe de/2020-07
21 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023
R E F E R Ê N C I A S B I B L I O G R Á F I C A S
Ferramentarias atentas à evolução tecnológica
Ferramentarias atentas à evolução tecnológica
Projetos prevendo a instalação de sensores e atenção ao padrão mundial de qualidade estão nos planos das ferramentarias brasileiras.
A s e m p r e s a s q u e t r a b a l h a m c o m a c o n f e c ç ã o d e m o l d e s e m a t r i z e s p a r a a i n d ú s t r i a d o p l á s t i c o e s t ã o a p a r d a s t e n d ê n c i a s m a i s r e c e n t e s e m t e r m o s d e t e c n o l o g i a p a r a o s e t o r É o q u e a p o n t a a p e s q u i s a r e a l i z a d a p o r P l á s t i c o I n d u s t r i a l p a r a c o m p l e m e n t a r e s t e g u i a a n u a l d a s f e r r a m e n t a r i a s E m u m q u e s t i o n á r i o c o m r e s p o s t a s e s p o n t â n e a s , 4 8 % d a s e m p r e s a s p a r t i c i p a n t e s i n f o r m a r a m j á p r e v e r e m s e u s p r o j e t o s a i n s t a l a ç ã o d e s e n s o r e s d e s t i n a d o s a o c o n t r o l e d e p r o c e s s o e r e t r o a l i m e n t a ç ã o d o s i s t e m a d e i n f o r m a ç õ e s n o a m b i e n t e f a b r i l q u e c a r a c t e r i z a o c o n c e i t o d e i n d ú s t r i a 4 0
O u t r o i n d i c a d o r d a p r e o c u p a ç ã o d e s s a s e m p r e s a s c o m o a t e n d i m e n t o à s n o v a s e x i g ê n c i a s d e m e r c a d o f o i o f a t o d e 6 8 %
d e l a s j á t e r e m o u v i d o f a l a r d o c o n c e i t o d e “ F e r r a m e n t a r i a d e C l a s s e M u n d i a l ” ( W C T, d e w o r l d c l a s s t o o l m a k e r ) , q u e c a r a c t e r i z a e m p r e s a s a p t a s e m t e r m o s t é c n i c o s e g e r e n c i a i s a a t u a r n o m e r c a d o g l o b a l , s e n d o q u e 1 1 % d e l a s i n f o r m a r a m j á e s t a r t r a b a l h a n d o p a r a a l c a n ç a r e s t e p a t a m a r d e q u a l i f i c a ç ã o
U m i n d i c a d o r d e s s a n e c e s s i d a d e é o f a t o d e a i n d ú s t r i a a u t o m o b i l í s t i c a , g l o b a l p o r n a t u r e z a , s e r o d e s t i n o d a m a i o r p a r t e ( 1 7 , 6 % ) d o s m o l d e s f a b r i c a d o s p e l a s e m p r e s a s p a r t i c i p a n t e s O s s e t o r e s d e e m b a l a g e n s , e l e t r o e l e t r ô n i c o s e d e
A empresa é
c o n s t r u ç ã o c i v i l , c o m 1 2 , 2 % c a d a , s ã o t a m b é m r e p r e s e n t a t i v o s , a o p a s s o q u e o s e l e t r o d o m é s t i c o s d e l i n h a b r a n c a c o n s o m e m 12,9% dos moldes Seguem-se a área médica, com 9,5%; móveis ( 7 , 5 % ) e b r i n q u e d o s , c o m 6 , 4 % , s e n d o o r e s t a n t e ( 9 , 5 % ) d i r e c i o n a d o a s e g m e n t o s d i v e r s o s c o m o a g r í c o l a , j a r d i n a g e m , m e r c a d o p e t , á r e a e l é t r i c a e a r t i g o s e s p o r t i v o s Q u a n t o à i n s t a l a ç ã o d e s i s t e m a s d e c â m a r a q u e n t e , 4 6 % d a s p a r t i c i p a n t e s i n f o r m a r a m f o r n e c e r m o l d e s c o m e s s e r e c u r s o p a r a a m a i o r i a d e s e u s c l i e n t e s ( e n t r e 6 1 e 1 0 0 % d e l e s ) O u t r o s 3 1 % i n f o r m a r a m f o r n e c e r d e 3 1 % a 6 0 % d o s m o l d e s c o m e s s e s s i s t e m a s j á i n s t a l a d o s , e n q u a n t o 2 3 % d e c l a r a r a m f o r n e c e r d e 1 % a 3 0 % d o s s e u s p r o d u t o s j á p r e v e n d o o t r a b a l h o c o m c â m a r a q u e n t e P e r g u n t a d a s s o b r e a i d a d e d o m a q u i n á r i o d i s p o n í v e l e m s u a s i n s t a l a ç õ e s , a s p a r t i c i p a n t e s f o r n e c e r a m i n f o r m a ç õ e s q u e permitiram configurar um parque fabril relativamente atualizado: 3 1 , 5 % d e l e e s t á e n t r e 5 e 9 a n o s d e u s o ; 3 0 % d a s m á q u i n a s p o s s u e m d e 0 a 4 a n o s ; 2 8 % p o s s u e m d e 1 0 a 1 9 a n o s e 1 0 , 5 % p o s s u e m a c i m a d e 2 0 a n o s E a s o n d a g e m r e l a t i v a a o p o r t e d a s e m p r e s a s r e v e l o u q u e 8 2 % d e l a s t ê m a t é 5 0 f u n c i o n á r i o s , 1 4 % t ê m e n t r e 5 1 e 1 0 0 e 4 % t ê m e n t r e 1 0 1 e 5 0 0
Fabricante estrangeiro/ P a í s d e o r i g e m
E m p r e s a , t e l e f o n e e e-mail T e r m o f o r m a g e m
F a b r i c a n t e
I n j e ç ã o E x r u s ã o M o d a g e m d e t e r m o i x o s
A u m n i o R o t o m o d a g e m S o p r o
A ç o
D i m e n s õ e s m á x i m a s a d m i s s í v e i s para uma ferramenta (mm)
e s Z a m a c
P o m e n t o d o s m o d e s P e s o m á x m o a d m i s s í v e l p a r a u m a f e r r a m e n t a ( k g )
P r o j e o d e p e ç a s
P r o t ó t p o s f u n c i o n a i s V a i d a ç ã o d e p r o j e o s p o r m p r e s s ã o 3 D
E l e t r o e r o s ã o p o r p e n e t r a ç ã o F r e s a d o r a s u n v e r s a i s M a n d r l a d o r a s
A empresa produz moldes/matrizes para M e t a i s u t i l i z a d o s Software C
T e x t u r z a ç ã o M o n t a g e m d e s s t e m a s d e c â m a r a q u e n t e n o s m o l d e s P r o j e o p a r a n e ç ã o a u x i a d a p o r g á s / á g u a
C o n v e n c i o n a i s R e p a r o d e m o d e s O u t r o s L i g a s d e c o b r eb e r í l o
C o n v e n c i o n a i s
C o n v e n c i o n a i s
C N C C N C C o n v e n c i o n a i s
Máquinas/software disponíveis na empresa M á q u n a s p a r a m e d ã o p o r c o o r d e n a d a s ( C M M ) P á s t c o s ( p a r a p r o t ó t p o s e p e q u e n a s s é r i e s )
E l e t r o e r o s ã o a f o
P r e n s a s d e a u s a g e m T o r n o s h o r i z o n t a s
A empresa executa M e a s ( m p r i m r c a v d a d e s c a n a s d e r e s f r i a m e n o e t c )
C o n v e n c i o n a i s
C N C
C o n v e n c i o n a i s C N C C N C D i g i t a z a d o r e s ó p t o s 3 D
F r e s a d o r a s f e r r a m e n t e i r a s C o n v e n c i o n a i s C N C E n g e n h a r i a d e p r o d u t o S i m u a ç ã o d e e s o r ç o s e m p r o c 1 1 1 1 3 1 1 3 1 2 2 2 2 1 1 1 1 1 1 2 6 1 1 15 1 18 3 14 1 1 1 1 1 1 1 1 2 1 4 2 1
I m p r e s s o r a s 3 D p a r a m a e r i a i s C e n r o s d e u s n a g e m C o n v e n c i o n a i s C N C
22 – PLÁSTICO INDUSTRIAL – JAN-FEV 2022 GUIA II
E C
A D C A
A M
C N C s o 3D Industrial • • • • • • 600 x 1000 3 000 • • • • • • • • (51) 99323-1539 n samuel@3dindustrial com br ADG Plásticos • • • • • 500 x 600 2 500 • • • •• • • (54) 99975-1102 n comercial@adgplasticos com br Aeromatrizes • • • • • • • • • 2 200 x 4 000 50 000 • • • • • • (54) 99950-6102 n aeromatrizes@aeromatrizes com br AZ Ferramentaria • • • 500 x 800 4 000 • • • • (19) 99747-4646 n andrelzanchetta@terra com br Cicma • • • • 700 x 1 200 3 000 (54) 3283-4477 n cicma@cicma com br
A empresa é Fabricante estrangeiro/ P a í s d e o r i g e m
E m p r e s a , t e l e f o n e e e-mail T e r m o f o r m a g e m I n j e ç ã o E x r u s ã o M o d a g e m d e t e r m o x o s A ç o
A empresa produz moldes/matrizes para M e t a i s u t i l i z a d o s
Máquinas/ software disponíveis na empresa M á q u n a s p a r a m e d ç ã o p o r c o o r d e n a d a s ( C M M ) P l á s t c o s ( p a r a p r o t ó t p o s e p e q u e n a s s é r i e s ) C o n v e n c i o n a i s R e p a r o d e m o d e s O u t r o s L i g a s d e c o b r eb e r l o A u m í n i o R o o m o l d a g e m S o p r o
A empresa executa M e t a s ( m p r m r c a v d a d e s c a n a s d e r e s f r i a m e n o e c ) P o l m e n t o d o s m o d e s P e s o m á x m o a d m i s s í v e l p a r a u m a f e r r a m e n t a ( k g ) F a b r c a n t e
D i m e n s õ e s m á x i m a s a d m i s s í v e i s para uma ferramenta (mm) C o n v e n c i o n a i s C N C C N C D g i t a l z a d o r e s ó p t c o s 3 D
P r o t ó t p o s f u n c i o n a i s V a d a ç ã o d e p r o j e t o s p o r m p r e s s ã o 3 D
E e t r o e r o s ã o a f i o C o n v e n c i o n a i s C N C C o n v e n c i o n a i s
P r e n s a s d e a u s t a g e m T o r n o s h o r i z o n t a s T e x u r z a ç ã o M o n t a g e m d e s s e m a s d e c â m a r a q u e n t e n o s m o l d e s P r o j e o p a r a i n e ç ã o a u x i l a d a p o r g á s / á g u a P r o j e o d e p e ç a s
N C C N C C o n v e n c i o n a i s
I m p r e s s o r a s 3 D p a r a m a e r a i s C e n r o s d e u s n a g e m C o n v e n c i o n a i s C N C
23 – PLÁSTICO INDUSTRIAL – JAN-FEV 2022
C
Software
A D C A E C A M
E l e r o e r o s ã o p o r p e n e t r a ç ã o F r e s a d o r a s u n v e r s a i s M a n d r l a d o r a s C o n v e n c i o n a i s C N C F r e s a d o r a s f e r r a m e n t e i r a s C o n v e n c i o n a i s C N C E n g e n h a r i a d e p r o d u t o S m u l a ç ã o d e e s f o r ç o s e m p r o c e s s o Z a m a c Cobrirel • • • 400 x 500 1 000 • • • • (11) 95024-6266 n trevisan@cobrirel com br EWJ • • • • 700 x 1 000 3 000 • • (19) 99765-0236 n wilson@ewj com br Exata Engenharia • • • • • • • • • • • 1 000 x 1 000 500 (12) 99775-3995 n exata janos@uol com br Fabinject • • • • • • • 2 000 x 2 500 40 000 • • • •• • • • • (12) 98820-1115 n marcello@grupofabinject com br FBM • • • • • • • • 2 000 x 3 000 3 000 • • • •• • • • • • (47) 3043-5080 n carlos@fbmoldes com br Ferramentaria Moura • • • • • 1 200 x 100 5 000 • • • • (51) 99314-4459 n adm@ferramentariamoura com br Ferramentaria Principal • • • • • • • • • 1 500 x 1 500 7 000 • • • • (47) 99609-0270 n contato@ferramentariaprincipal com br Ferramentaria Sardinha • • • 600 x 1 000 3 000 • • • • (17) 98166-0902 n fabio@ferramentariasardinha com br IBT • • • • • • • • • 1 000 x 2 000 5 000 • • • • • • • (47) 98407-9550 n roberson@ibt ind br Inova Matrizes • • • • • • 1 200 x 2 000 20 000 • • • •• • • • • (54) 99610-1402 n comercial@inovamatrizes com br Isofer • • • • • • 700 x 900 1 000 • • (19) 3832-7200 n isofer@isofer com br Italbras • • • • • • 1 200 x 1 700 20 000 (54) 99976-8243 n vendas@italbrasmoldes com br J Dehon • • • • • • 1 000 x 4 000 500 • • (35) 99964-1400 n dehon minas@gmail com JPlast • • • • 800 x 1 300 5 000 • • • • • • (11) 99976-0483 n jplast@jplast com br JR Metal • • • • • • • 3 000 x 1 600 20 000 • • • • • • • (54) 99121-4753 n jrmetal@jrmetal com br 3 2 2 1 1 1 1 1 1 3 2 1 5 1 2 1 1 3 1 2 1 1 2 2 1 4 1 2 2 3 1 1 1 1 1 2 1 2 2 1 4 2 3 1 22 1 8 2 8 1 1 1 1 5 4 2 3 3 3 1 1 3 2 2 1 1 1 2 3 2 4 1 2 2 4 1 1 1 2 1 2 4 1 4 4 2 1 2 2 1 13 2 24 1 6 1 2 2 1 1 2 4 6 1 2 3 2 2 6 2 2 1 10 1 5 5 5 2 1 2 1 1 1 2 3 1 3 1 1 1 1 3 1 1 1 5 1 2 1 10 1 1 1 6 1 4 1 1
C
A empresa é Fabricante estrangeiro/ P a í s d e o r i g e m
E m p r e s a , t e l e f o n e e e-mail T e r m o f o r m a g e m I n j e ç ã o E x r u s ã o M o d a g e m d e t e r m o x o s A ç o
Máquinas/ software disponíveis na empresa M á q u n a s p a r a m e d ç ã o p o r c o o r d e n a d a s ( C M M ) P l á s t c o s ( p a r a p r o t ó t p o s e p e q u e n a s s é r i e s ) C o n v e n c i o n a i s R e p a r o d e m o d e s O u t r o s L i g a s d e c o b r eb e r l o A u m í n i o R o o m o l d a g e m S o p r o
A empresa executa M e t a s ( m p r m r c a v d a d e s c a n a s d e r e s f r i a m e n o e c ) P o l m e n t o d o s m o d e s P e s o m á x m o a d m i s s í v e l p a r a u m a f e r r a m e n t a ( k g ) F a b r c a n t e
r o e r o s
n e t r a
D i m e n s õ e s m á x i m a s a d m i s s í v e i s para uma ferramenta (mm) C o n v e n c i o n a i s C N C C N C D g i t a l z a d o r e s ó p t c o s 3 D
P r e n s a s d e a u s t a g e m T o r n o s h o r i z o n t a s T e x u r z a ç ã o M o n t a g e m d e s s e m a s d e c â m a r a q u e n t e n o s m o l d e s P r o j e o p a r a i n e ç ã o a u x i l a d a p o r g á s / á g u a P r o j e o d e p e ç a s
E e t r o e r o s ã o a f i o C o n v e n c i o n a i s C N C C o n v e n c i o n a i s
N C C N C C o n v e n c i o n
N C
C
I m p r e s s o r a s 3 D p a r a m a e r a i s C e n r o s d e u s n a g e m C o n v e n c i o n a i s 2 1 1 4 3 2 1 1 1 1 1 3 1 2 6 2 1 1 1 1 4 1 2 1 1 9 1 2 1 1 1 1 1 2 1 2 1 1 2 1 2 1 1 1 2 3 1 8 3 2 1 1 14 1 5 3 3 3 3 1 4 5 2 2 1 4 2 1 2 1 1 4 2 4 1 2 2 1 1 5 2 1 1 1 1 1 2 3 2 1 1 2 1 1 2 1 1 2 1 1 2 4 5 1 4 2 3 1 2 1
24 – PLÁSTICO INDUSTRIAL – JAN-FEV 2022 GUIA II
C
a i s E l e
ã
p e
ç ã o F r e
u
M
d
l a d o r a s C o n v e n c i o n a i s C N C F
r a
A empresa produz moldes/matrizes para M e t a i s u t i l i z a d o s Software f e
A D C A E C A M P r o t ó t p o s f u n c i o n a i s V a d a ç ã o d e p r o j e t o s p o r m p r e s s ã o 3 D r a m e n t e i r a s C o n v e n c i o n a i s C N C E n g e n h a r i a d e p r o d u t o S m u l a ç ã o d e e s f o r ç o s e m p r o c e s s o Z a m a c Karraro • • • • 700 x 700 1 500 (41) 99812-0197 n carlos@karraro com br Massochini • • • 1 000 x 2 000 12 500 • • •• • • • • • (51) 99746-5497 n comercial@massochini com br MGA • • • • 800 x 500 2 000 • • • • • (54) 3441-8902 marcos zanella@mga com br Modelação Charles • • • 2 000 x 6 000 2 000 • • • •• • • • (19) 97407-4608 n contato@mcharles com br Mold Solutions • Diversos/Alemanha, • • • • • • • • 600 x 1 000 4 000 • • • • • • • (15) 99784-8664 n Japão, China mold solutions@hotmail com Moldar Matrizes • • • 2 000 x 2 000 15 000 • (54) 98133-8606 n guilherme comercial@moldar com br Moldtool • • • • • • • 2 000 x 2 000 40 000 (47) 3121-4400 vendas@moldtool com br MSA Moulds • MSA Moulds/China • • • • 1 600 x 2 000 35 000 • • • •• • • • • • (11) 98240-0094 n pedro damatta@terra com br Mwcut • • • • • • 800 x 900 5 000 • • • •• • • • (11) 99761-0281 n mwcut@mwcut com br NTC Company • • • • • • • • 1 270 x 1 100 10 000 • • • •• • • • • • (54) 3027-8888 n ntc@ntc ind br P e e l • • • • • • 700 x 700 1 500 • • • •• • • • • • (51) 98031-6100 n contato@peel com br P e r f i l t e c • • • • • 800 x 1 000 1 500 • • • (11) 99973-3381 n perfiltec@perfiltec com br Plastiteco • • • 1 000 x 1 000 1 500 • • • • • • (11) 2085-7300 comercial@plastiteco com br PXV Dispositivos • • • • 800 x 2 000 500 • • • (51) 99909-5353 n peruzzo@pxv ind br RCA • • • • • 1 100 x 1 100 2 000 • • • •• • • • (54) 99943-2801 n rcamoldes@gmail com Reibrag • • • 400 x 500 2 (11) 99764-6914 n reibrag@reibrag com br
C
o p o r
s a d o r a s
n v e r s a i s
a n
r
r e s a d o
s
r
A empresa é Fabricante estrangeiro/ P a í s d e o r i g e m
E m p r e s a , t e l e f o n e e e-mail T e r m o o r m a g e m n e ç ã o E x t r u s ã o M o l d a g e m d e t e r m o f x o s A ç o
Máquinas/ software disponíveis na empresa M á q u i n a s p a r a m e d i ç ã o p o r c o o r d e n a d a s ( C M M ) P l á s t i c o s ( p a r a p r o ó i p o s e p e q u e n a s s é r e s ) C o n v e n c o n a s R e p a r o d e m o l d e s O u r o s L g a s d e c o b r eb e r i o A l u m í n o R o t o m o l d a g e m S o p r o

A empresa executa M e t a i s ( i m p r m i r c a v i d a d e s c a n a i s d e r e s r a m e n t o e t c ) P o l i m e n o d o s m o l d e s P e s o m á x i m o a d m s s v e p a r a u m a e r r a m e n a ( k g ) F a b r c a n t e
E e t r o e r o s ã o a i o
D i m e n s õ e s m á x i m a s a d m i s s í v e i s para uma ferramenta (mm) C o n v e n c o n a i s C N C C N C D g t a l i z a d o r e s ó p i c o s 3 D
P r e n s a s d e a j u s t a g e m T o r n o s h o r z o n t a i s T e x t u r i z a ç ã o M o n t a g e m d e s i s t e m a s d e c â m a r a q u e n e n o s m o l d e s P r o e t o p a r a i n j e ç ã o a u x l i a d a p o r g á s / á g u a P r o e t o d e p e a s
o n v e n c o n a i s
N C
C
C C o n v e n c o n a s
o n v e n c o n a i s
N C
I m p r e s s o r a s 3 D p a r a m a t e r a s C e n t r o s d e u s i n a g e m F r e s a d o r a s e r r a m e n e r a s C o n v e n c o n a i s C N C E n g e n h a r a d e p r o d u t o S m u l a ç ã o d e e s f o r ç o s e m p r o c e s s o Z a m a c Rocaal • • • • 1 050 x 850 2 000 • • • • • (54) 3451-4828 contato@rocaal com br S i l d r e • • • • • • • 2 000 x 1 500 10 000 • • • (54) 98115-0268 n comercial sildre com br Sulbras • • • 1 300 x 1 000 10 000 • • • •• • • • • • (54) 2101-1800 sulbras@sulbras com br Technical • • • • • 800 x 4 000 5 000 (11) 99843-5550 n mpaiva@technicalbm com Wachter Htw Injection Molds/ • • • 1 500 x 1 500 5 000 • • • •• • • • (11) 94149-7461 n Áustria edwin@wachterkommerz com WBV • • • • • • 800 x 600 2 000 • • • • • •
o n v e n c o n a i s 99130-1730 n wbv@wbvplasticos com br
N C
2 2 2 2 4 1 1 2 8 1 2 1 1 1 1 1 3 1 6 2 8 1 1 1 1 1 1 2 5 4 4 2 3 2 3 2 4 1 4 3 3 1 6 2 1 1 2 1 1
Obs.: Os dados constantes deste guia foram fornecidos pelas próprias empresas que dele participam, de um total de 700 empresas pesquisadas Fonte: Revista Plástico Industrial, janeiro/fevereiro de 2023
25 – PLÁSTICO INDUSTRIAL – JAN-FEV 2022
C
C
C
C
C
C
C
A empresa produz moldes/matrizes para M e t a i s u t i l i z a d o s Software
A D C A E C A M P r o ó t i p o s f u n o n a s V a l d a ç ã o d e p r o e t o s p o r i m p r e s s ã o 3 D r o e r o s ã o p o r p e n e t r a ç ã o F r e s a d o r a s u n i v e r s a s M a n d r i a d o r a s C o n v e n c o n a i s C N C
N
E l e t
(19)
Este e muitos outros Guias de PI estão disponíveis on-line, para consulta Acesse www arandanet com br/revista/pi e confira Também é possível incluir a sua empresa na versão on-line de todos estes guias
Preformas contendo absorvedores de micro - ondas podem ser aquecidas de forma mais eficaz
contendo absorvedores de micro - ondas podem ser aquecidas de forma mais eficaz
Processos como a termoformação e moldagem por sopro de termoplásticos requerem uma etapa de reaquecimento do material preformado. Uma modificação adequada dos plásticos, com a adição de cargas funcionais, permite que eles sejam aquecidos eficientemente usando radiação de micro-ondas, desde que não seja necessário que eles sejam transparentes. Esse procedimento aumenta a eficiência e reduz os tempos de ciclo.

Aideia de primeiro aquecer e depois estirar uma resina termoplástica, visando melhorar suas propriedades, surgiu na década de 1930. Na década de 1970 a empresa DuPont moldou as primeiras garrafas de poli(tereftalato de etileno) (PET) usando sopro O uso desses recipientes aumentou enormemente nos últimos anos(1) Enquanto 300 bilhões de garrafas de PET foram produzidas globalmente em 2004, estima-se que o montante tenha sido de aproximadamente 583 bilhões em 2021(2) Além das garrafas de PET usadas para o a c o n d i c i o n a m e n t o d e b e b i d a s c a r b o n a t a d a s , o u t r o s r e c i p i e n t e s plásticos, com diferentes formatos, são fabricados usando moldagem por e s t i r a m e n t o e s o p r o N o c a s o d e
moldagem por sopro em dois estágios, a preforma deve ser aquecida separadamente antes de ser conformada. Na indústria a etapa de aquecimento é geralmente realizada usando aquecedores infravermelhos, mantendo-se as preformas em movimento rotativo(3).
N o c a s o d o P E T, a p r o p o r ç ã o d e energia efetivamente aproveitada é de apenas 15 a 20%, devido à perda de calor pelas superfícies e pela radiação emitida para o meio ambiente(4).
I s s o l e v o u o I n s t i t u t o d e Te cn o l o g i a d e P l á s t i c o s ( I n s t i t u t f ü r Kunststofftechnik, IKT) a pesquisar, e m c o o p e r a ç ã o c o m a s e m p r e s a s Spritzguß Müller GmbH e Fricke and M a l l a h M i c r o w a v e Te c h n o l o g y GmbH, um novo método para aquecer plásticos de forma eficiente e usando radiação de micro-ondas.
Aumento da eficiência
L Klis e C Bontem
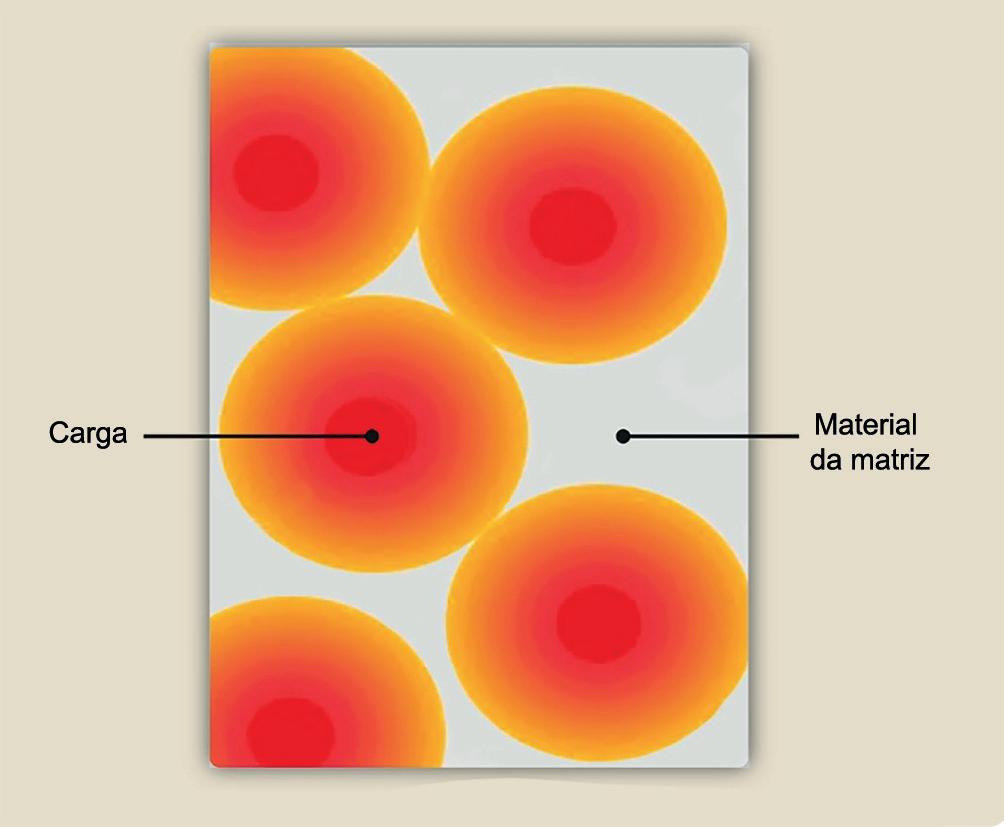
e, assim, promover um aquecimento homogêneo em todo o volume do material. O aquecimento por microondas de preformas de PET já foi e s t u d a d o , t e n d o e n t ã o s i d o c o mprovada a duplicação da eficiência energética(4). No entanto, a absorção da radiação de micro-ondas, espec i a l m e n t e n o c a s o d o s p l á s t i c o s a p o l a r e s , é s e v e r a m e n t e l i m i t a d a devido à falta de momentos de dipolo. Portanto, para garantir um aquecimento eficiente, cargas absorvedoras de micro-ondas podem ser misturadas ao plástico, as quais são aquecidas e aumentam a temperatura de toda a f o r m u l a ç ã o p l á s t i c a p o r c o n d u ç ã o térmica (figura 1).
do Instituto de Tecnologia de Plásticos da Universidade de Stuttgart (Instituts für Kunststofftechnik der Universität Stuttgart, IKT) Christian Bonten é diretor do IKT Este artigo foi publicado originalmente na edição de novembro de 2021 da revista alemã Kunststoffe
Copyright by Carl Hansen Verlag Direitos para o por tuguês adquiridos por Plástico Industrial Tradução e adaptação de Antonio Augusto Gorni
O uso de radiação de micro-ondas para aquecer preformas durante a moldagem por sopro e estiramento apresenta várias vantagens As microondas podem atingir alta profundidade de penetração em muitos polímeros
(IKT)
26 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023 SOPRO
s s o c i a d a n o D e p a r t a m e n t o d e Te c n o l o g i a d e
Laura Klis (Laura Klis@ikt uni-stuttgart de) é pesquisadora
a
Transformação
Várias cargas, como cobre, alumínio ou grafite, melhoram a capacidade de aquecimento dos plásticos por microondas
Preformas
Como a introdução de cargas não só promove a capacidade de aquecimento por meio da radiação de micro-ondas, mas também causa alterações nas prop r i e d a d e s m e c â n i c a s e r e ológicas, também deve ser considerada a processabilidade.
Os requisitos sobre os materiais dependem da aplicação
Os requisitos para diferentes recipientes variam de acordo com a aplicação, mas geralmente incluem estabilidade dimensional, propriedades de barreira e certas propriedades mecânicas. No caso deste projeto de pesquisa conjunto, foi escolhido como material da matriz, entre outros, um grau de polietileno de alta densidade (PEAD). O polietileno é um plástico apolar que dificilmente pode ser aquecido por radiação de micro-ondas, mas está sendo investigado devido à sua boa resistência a fluidos, alta disponibilidade e boa processabilidade
Foi selecionado um grau específico para moldagem por estiramento e sopro (grau: ACP5331A. Fabricante: Lyondellbasell Industries) A seleção de cargas adequadas para aquecimento por micro-ondas se baseou em altos fatores de perda dielétrica na faixa de comprimentos de onda de micro-ondas e sua boa processabilidade. Com base n o s c r i t é r i o s m e n c i o n a d o s , f o r a m usadas cargas como magnetita (grau: 48800
Fabricante: Kremer Pigmente), g r a f i t e ( g r a u : G r a p h c o n d 1 5 / 9 5 .
Fa b r i c a n t e : L u h G e o r g H L u h GmbH) e masterbatch de nanotubos de carbono (grau: Plasticyl HDPE 1501.
Fabricante: Nanocyl).
A magnetita (MA) e o grafite (GR) são cargas em forma de pó, com tamanho médio de partícula d50 igual a 2,6 µm para a magnetita e 10~25 µm p a r a o g r a f i t e O s n a n o t u b o s d e carbono (CNT) foram previamente dispersos em matriz de PEAD com fração de massa da ordem de 20%.
Confecção dos corpos de prova
Durante as investigações experimentais foram elaboradas formulaç õ e s d e g r a f i t e e m a g n e t i t a c o m frações de 2, 5 e 10% em massa, e o u t r a s c o n t e n d o n a n o t u b o s d e carbono com 2 e 5% em massa de carga. Elas foram denominadas com as letras que representam as abreviaturas das cargas e os números que representam a fração de massa das c a r g a s n a f o r m u l a ç ã o Po r t a n t o , a s i g l a 5 M A d e n o m i n a u m a f o rmulação de PEAD contendo 5% em massa de magnetita. As formulações foram feitas em uma extrusora com r o s c a d u p l a c o - r o t a t i v a ( m o d e l o : ZSK 26 MC Fabricante: Coperion)
E m s e g u i d a , f o r a m c o n f e c c i onados corpos de prova a partir das f o r m u l a ç õ e s . Fo i a d o t a d a u m a geometria de placa uniforme (100 x 70 x 2 mm) para garantir as mesmas c o nd i ç õ e s i n i c i a i s p a r a o s e n s a i o s
u s a n d o a q u e c i m e n t o p o r m i c r o - ondas. A confecção dos c o r p o s d e p r o v a o c o r r e u e m u m a p r e n s a h i d r á u l i c a l a b oratorial com placas (modelo: 200 E. Fabricante: Collin Lab & Pilot Solutions).
Micro - ondas com frequência controlável
O estado atual da arte demonstra que, até o momento, h o u v e a p e n a s i n v e s t i g a ç õ e s pouco profundas sobre o uso de aquecimento por micro-ondas n a t e c n o l o g i a d e p l á s t i c o s . Poucos estudos vêm sendo feitos, e s p e c i a l m e n t e n o c a m p o d a m o ldagem por sopro, em que uma alta eficiência de aquecimento pode levar à redução do consumo de energia. Alguns trabalhos incluíram o uso de geradores de micro-ondas comuns, baseados em magnetron(5, 6) . Como o comportamento da absorção dos materiais é altamente dependente da frequência e da temperatura, e os magnetrons geram um espectro de comprimentos de onda, não é possível controlar, de forma discreta, as frequências sob as quais a transmissão e absorção de energia são eficientes. Portanto, o uso de micro - ondas geradas por semicondutores, graças à sua abordagem inovadora, oferece a possibilidade de determinar a freq u ê n c i a i d e a l d e m a n e i r a d i r ecionada e usá-la para conseguir um a q u e c i m e n t o e f i c i e n t e E s s a a b o r d a g e m f o i v i a b i l i z a d a p e l a adoção do gerador de m i c r o - o n d a s b a s e a d o e m s e m i con dutores (mod e l o : F M S 5 0 0 / 2 4 5 0 -W Fa b r ic a n t e : F r i c k e a n d M a l l a h M i c r o w a v e Te c h n o l o g y G m b H ) (figura 2). Esse equipamento gera ondas em uma faixa de frequências e n t r e 2 . 4 0 0 e 2 . 5 0 0 M H z , c o m p o t ê n c i a a j u s t á v e l d e 0 a 5 0 0 W S i m u l t a n e a m e n t e , a p o t ê n c i a refletida pode ser aferida e analisada usando-se um programa de controle.

27 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023
Fig 1 – O aquecimento eficiente do plástico é promovido pela presença de cargas finamente distribuídas (Fonte: IKT; Gráficos: Hanser)
Fig 2 – Um gerador de micro-ondas com frequência controlável fabricado pela empresa Fricke and MallahMicrowave Technology GmbH
Caracterização da frequência ótima
O valor da frequência de absorção ó t i m a , f o t p , f o i d e t e r m i n a d o m edindo-se a retrorreflexão em função do comprimento de onda incidente. Uma reflexão com baixa intensidade indica alta absorção e, portanto, boa capacidade de aquecimento da formulação. Na primeira etapa dos testes u s a n d o m i c r o - o n d a s f o r a m d e t e rminadas as frequências ótimas correspondentes às cargas puras e das formulações sob temperatura amb i e n t e . N e s t e p r o c e d i m e n t o a s varreduras de reflexão foram realizadas sob potência de 10W, incremento de passo de 1 W e faixa de varredura entre 2 400 e 2 500 MHz
Fo i f e i t a u m a c a r a c t erização adicional para det e r m i n a r a t a x a d e a q u ec i m e n t o A s f o r m u l a ç õ e s foram aquecidas sob a frequência f otp e potência de 180W por 10, 20 e 30 segundos, sendo então determinada a sua temperatura.
Resultados dos ensaios
Os resultados dos ensaios d e v a r r e d u r a d e r e f l e x ã o mostraram que a reflexão e, portanto, a absorção nas cargas puras e no masterbatch de nanotubos de carbono são altamente dependentes da frequência irradiada (figura 3). O grafite mostrou uma retrorreflexão de apenas 1%, dentro de uma ampla faixa d e f r e q u ê n c i a s J á a m a g n e t i t a mostrou apenas uma frequência ótima muito limitada em 2 427 MHz No entanto, com base nas varreduras de reflexão de várias formulações (usando o exemplo da formulação de nanotubos de carbono), medições complementares indicaram uma frequência de absorção ideal de 2 426 MHz
Embora a frequência de absorção ideal ainda seja de 2 405 MHz para uma fração de nanotubos de carbono
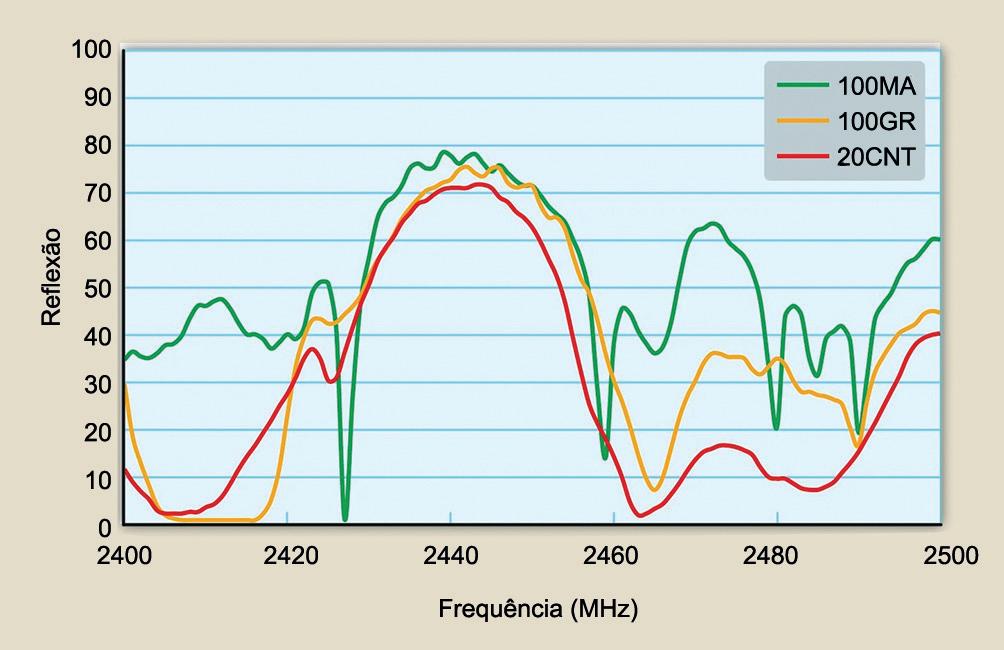
igual a 20% em massa, essa frequência evolui para valores mais altos à medida que seu conteúdo na matriz aumenta. O espectro de reflexão da matriz polimérica domina o comportamento de absorção das formulações devido à sua alta proporção em massa e volume. Medições comparativas feitas sob outras frequências confirmaram que o aquecimento mais rápido ocorreu sob frequência f otp igual a 2.426 MHz.
A tabela mostra uma visão geral d a s t e m p e r a t u r a s o b t i d a s a p ó s diferentes tempos de aquecimento sob a frequência otimizada f otp . As temperaturas foram calculadas como a média de três medições. Como já era esperado, a capacidade de aquecimento aumenta com a fração de
disponibilidade e, quando presente em fração de 10% em massa, apresenta capacidade de aquecimento a i n d a m a i o r d o q u e a d e f o rm u l a ç õ e s contendo nanotubos de c a r b o n o E n t r e t a n t o , s e u u s o é limitado nesta aplicação devido à redução da elasticidade do material que é observada sob altas frações d e g r a f i t e . O s e n s a i o s d e e l a st i c i d a d e f o r a m r e a l i z a d o s u s a n d o u m a m e t o d o l o g i a c o m p a r a t i v a ( c a r a c t e r i z a ç ã o d o m a t e r i a l t e rmoformado, TMC)
Projeto de equipamento para moldagem por estiramento e sopro
carga para todos os três tipos aqui e s t u d a d o s . A m a g n e t i t a m o s t r o u a p e n a s u m a i n f l u ê n c i a m u i t o p eq u e n a n a c a p a c i d a d e d e a q u ecimento As formulações contendo nanotubos de carbono apresentaram a m e l h o r c a p a c i d a d e d e a q u ec i m e n t o e m r e l a ç ã o à f r a ç ã o d e c a r g a E l a s o f e r e c e m g r a n d e p ot e n c i a l p a r a u s o e m f o r m u l a ç õ e s para micro-ondas devido à sua razão de aspecto extremamente alta, baixo limiar de percolação e alta absorção d e m i c r o - o n d a s . N o e n t a n t o , s u a disponibilidade e viabilidade econômica são severamente limitadas.
O grafite representa uma alternativa neste caso, pois possui alta
A f i m d e i n t e g r a r, d e forma otimizada, a etapa de aquecimento da preforma no processo e, ao mesmo tempo, testar as formulações quanto à sua capacidade de moldagem por estiramento e sopro, os dois parceiros do projeto, Spritzguß Müller GmbH e Fricke and Mallah M i c r o w a v e Te c h n o l o g y GmbH, desenvolveram um e q u i p a m e n t o p a r a e s t e p r o c e s s o ( f i g u r a 4 ) . S e u componente principal é um aplicador de ressonância, que, além de funcionar como antena de micro-ondas, serve como pino para alongamento Inicialmente, a preforma pode ser introduzida no molde sob temperatura ambiente, sendo então aquecida por radiação de microondas, estirada de forma direta e moldada em seu contorno final usando ar comprimido
Assim, tanto o tempo de ciclo como o espaço físico para a máquina que será usada para realizar a moldagem por e s t i r a m e n t o e s o p r o p o d e m s e r significativamente reduzidos. Atualmente, estão sendo realizados testes neste equipamento para verificar a adequação de formulações elaboradas para a transformação.
28 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023 S O P R O
Fig 3 – Reflexão da radiação de micro-ondas promovida por diferentes cargas (Fonte: IKT; Gráficos: Hanser)




de conteúdo +80h marcas expositoras +800 de exposição 40 mil m2
por estiramento e sopro, àqual
Conclusão
A importância da frequência otim i z a d a p a r a a q u e c i m e n t o f o i d em o n s t r a d a p e l a e x e c u ç ã o d e v a rreduras de reflexão, tomando-se como exemplo formulações de polietileno contendo cargas Esse fato exerce influência significativa na eficiência e v e l o c i d a d e d e a q u e c i m e n t o Fo r a m elaboradas formulações contendo diferentes frações mássicas de c a r g a s c o m o m a g n e t i t a , g r a f i t e e n a n o t u b o s d e c a r b o n o , a s q u a i s

foram posteriormente caracterizadas
I n v e s t i g o u - s e o a q u e c i m e n t o p o r radiação de micro-ondas usando um g e r a d o r d e r a d i a ç ã o b a s e a d o e m semicondutores O controle exato das frequências entre 2.400 e 2.500 MHz, com medição simultânea da retrorreflexão, permitiu uma investigação precisa do comportamento do aquecimento em função da frequência.
Apesar de sua apolaridade, pela p r i m e i r a v e z , o P E A D p ô d e s e r m o d i f i c a d o c o m s u c e s s o u s a n d o cargas adequadas, de forma a viabilizar o aquecimento por meio da radiação de micro-ondas. Ao serem usadas formulações contendo nanotubos de c a r b o n o , f o r a m o b t i d a s t a x a s d e absorção de até 99% e tempos de aquecimento até a temperatura de conformação de cerca de 20 segundos, o que indica um aumento significativo da eficiência do processo e, no caso d e p r e f o r m a s c o m p a r e d e s m a i s espessas, redução do tempo de ciclo. O próximo passo na transferência d e s s a t e c n o l o g i a p a r a a e s c a l a d e produção industrial é a validação do n o v o e q u i p a m e n t o d e m o l d a g e m por estiramento e sopro.
As referências bibliográficas relativas a este artigo podem ser encontradas no seguinte endereço eletrônico: https:// www kunststoffe de/onlinearchiv
Aquecimento de plásticos usando micro - ondas
M i c r o - o n d a s s ã o o n d a s e l e t r o m a g n é t i c a s n ã o i o n i z a n t e s d e n t r o d a f a i x a d e frequências de 300 MHz a 300 GHz A radiação é absorvida pela excitação de oscilações de dipolo e multidipolo nas moléculas As moléculas se alinham com o campo eletromagnético alternado através dessas vibrações. O calor é gerado no material porque esses processos de polarização e o alinhamento das moléculas induzem perdas devido às propriedades específicas do material e forças de ligação(7,8)
A polarização da orientação dos dipolos e das áreas das moléculas polares é a principal responsável pelas perdas dielétricas durante o aquecimento de plásticos não condutores e isentos de cargas por micro-ondas(9) Na região de baixas frequências dentro da faixa das micro-ondas as moléculas ou áreas moleculares de um plástico podem acompanhar a alternância do campo, porém, sob frequências cada vez maiores, forças inerentes, como inércia e forças de atrito, neutralizam esses movimentos Os processos de polarização são então amortecidos e não mais ocorrem de forma completa Devido à defasagem resultante do campo alternado para a polarização, ou seja, o movimento retardado das cargas, a energia que não foi armazenada é convertida em calor

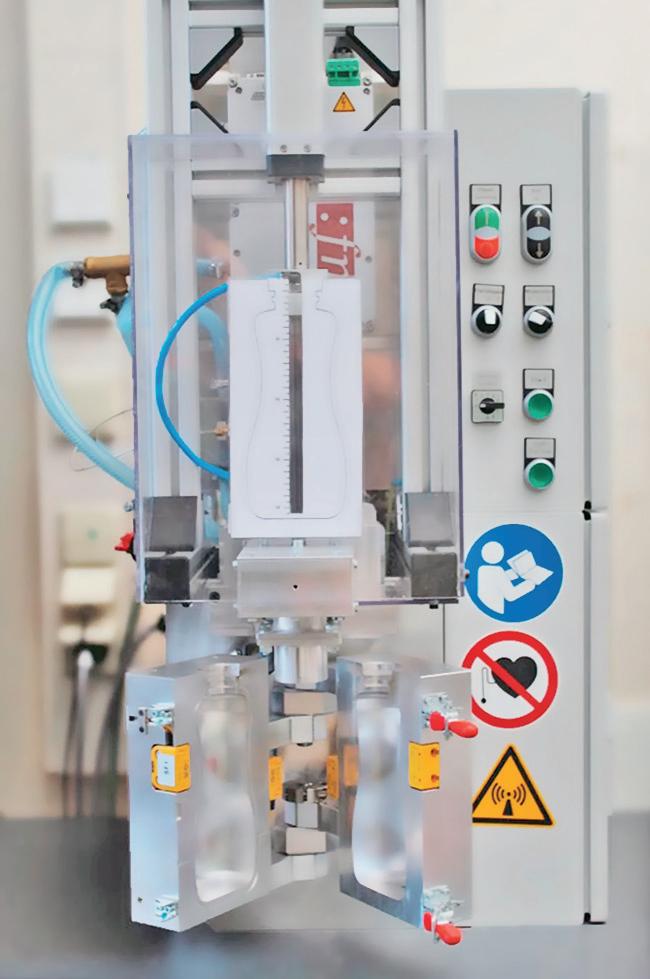
30 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023 S O P R O
Fig 4 – Novo tipo de máquina para moldagem
está incorporada uma antena de microondas (IKT)
Termorreguladores para a indústria de plásticos
Termorreguladores para a indústria de plásticos
Conheça a oferta desses equipamentos destinados a regular a temperatura de fluidos circulantes nos processos de produção de peças plásticas, tais como água e óleo.
Características dos equipamentos
Nota: (*) A empresa procura por representante no Brasil
Obs : Os dados constantes deste guia foram fornecidos pelas próprias empresas que dele participam, de um total de 25 empresas pesquisadas
Fonte: Revista Plástico Industrial, janeiro/fevereiro de 2023
Este e muitos outros Guias de PI estão disponíveis on-line, para consulta Acesse www arandanet com br/revista/pi e confira Também é possível incluir a sua empresa na versão on-line de todos estes guias

31 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023 GUIA III
Empresa Fabricante/País Água (ºC) A u m a x ) sales@aumax-plast com 30a 120 30 a 200 6 a 24 0,37 a 4 35 a 500 3 a 5 230/380 Electric Heat (11) 98286-2132 n j u l i o g o m e s @ e l e c t r i c h e a t c o m b r 90 a 140 150 a 250 7 a 250 0,5 a 20 1 a 10 230 a 480 F r i g e l (11) 96401-5685 n d d e s o u z a @ f r i g e l c o m 10 a 90 6 a 48 0,75 a 37 5 a 4 300 0,5 a 6 220 a 440 HDB (11) 4615-4655 hdb@hdbrepr com br Technotrans/Alemanha 95 a 230 160 a 350 6 a 64 0,5 a 15 50 a 350 4 a 8 220/380/440 Injetec Jau (14) 98156-9306 n i n j e t e c @ i n j e t e c j a u c o m b r Wensui/China 95 160 a 200 6 a 60 0,37 a 3,75 35 a 550 220/380 Körper (11) 4525-2122 vendas@korper com br até 140 até 200 3 a 48 0,8 a 3,5 1 a 15 m3/h até 3 220/330/480 Matsui (11) 93236-0427 n p s o u z a @ m a t s u i n e t 4 0 a 120 60 a 180 4 a 14 300 a 3 700 45 a 350 10 a 40 220/330/480 Megacal (11) 4419-4419 vendas@megacal com br 20 a 140 30 a 250 3 a 80 0,33 a 50 50 a 1 000 1 a 10 220/330/480 Moretto (19) 3115-7100 v e n d a s @ m o r e t t o d o b r a s i l c o m b r M o r e t t o / I t á l i a 80 a 160 80 a 300 3 a 80 0,5 a 5 25 a 300 3,3 a 10 110 a 440 P i o v a n (11) 3693-9500 p i o v a n @ p i o v a n c o m b r P i o v a n A q u a t e c h / I t á l i a 6 a 140 15 a 240 3 a 48 0,5 a 15 5 a 350 1 a 8 220/330/480 T h e r m a l c a r e / E U A P l a s t b a s e (19) 3848-1630 v e n d a s @ p l a s t b a s e c o m b r Ningbo/China 30 a 120 50 a 180 6 a 12 0,5 a 15 42 a 72 2,5 a 6 220/330/480 P l a s t é c n i c a (11) 99428-5060 projeto @ p l a s t e c n i c a l t d a c o m b r F r i g o / I t á l i a 1 0 a 1 8 0 3 5 a 350 6 a 90 0,4 30 a 100 1,5 a 11 220 a 480 Q u a l i t e r m e (51) 3066-2030 c o m e r c i a l @ q u a l i t e r m e c o m b r 30 a 90 3 a 30 0,5 a 20 2 000 a 10 000 2 a 3 220/380 Regloplas (15) 99712-1312 n s i t e p @ s i t e p c o m b r Regloplas/Suiça 30 a 230 30 a 350 6 a 60 1 a 2,4 45 a 200 4 a 10 220/330/480 W i t t m a n n (19) 98153-9952 n wittmann@wittmann-group com br W i t t m a n n / Á u s t r i a 15 a 180 até 300 1 a 36 0,5 a 3,5 13 a 250 3,5 a 11 220/330/480 Zien (47) 99950-1773 n z i e n @ z i e n c o m b r 10 a 140 10 a 250 6 a 40 1 a 5 2 a 7 m3/h 3 a 7 380 Óleo
Potência de aquecimento
Bomba (kW) Vazão de fluído (l/min) Pressão (bar) Tensão de alimentação (V) Telefone E-mail
(ºC)
(kW)
Temperatura de extrusão e a resistência de peças de ABS/PC impressas em 3D
C. L. F . de Assis, C. F . Machado, J. R. C. Pinto, G. R. Mecelis e C A Rampazo
As técnicas de manufatura aditiva têm ganhado espaço na indústria, com crescimento anual de 26% a 32%. O uso de componentes processados por esta tecnologia torna importante compreender o comportamento mecânico das peças, principalmente aquelas cujo material-base são polímeros de engenharia, os quais apresentam propriedades mecânicas aprimoradas. Nesse sentido, a seleção adequada dos parâmetros d e f a b r i c a ç ã o p o r adição passa a ser fator relevante para garantir a confiabilidade e qualidade do produto final.
Am a n u f a t u r a a d i t i v a v e m g an h a n d o e s p a ç o n o s m e i o s p r o d u t i v o s c o m o u m a a l t e r n a t i v a p a r a a f a b r i c a ç ã o d e p e ç a s c o m design c o m p l e x o , o q u e é d i f ic i l m e n t e o b t i d o p o r o u t r o s p r oc e s s o s d e f a b r i c a ç ã o ( 1 ) . N e s t a t é c n i c a , c a m a d a s d e m a t e r i a l s ã o d e p o s i t a d a s u m a s o b r e a s o u t r a s , e p o r m e i o d a u n i ã o d a s i n t e r f a c e s d e c o n t a t o é f o r m a d o o p r o d u t o d e s e j a d o ( 2 ) O p r o c e s s o d e f a b r icação por filamento fundido (FFF) é s e m e l h a n t e à s o p e r a ç õ e s c l á ss i c a s d e e x t r u s ã o , n a s q u a i s o p o l í m e r o s ó l i d o é f u n d i d o , p r e ss u r i z a d o e e x t r u d a d o p a r a d a r o r i g e m a u m p r o d u t o( 3 ) E n t r e o s p r o c e s s o s d e i m p r e s s ã o 3 D , e l e é c l a s s i f i c a d o c o m o m o d e l a g e m p o r d e p o s i ç ã o f u n d i d a ( F D M ) , s e n d o m u i t a s v e z e s r e f e r e n c i a d o p e l a s i g l a F F F / F D M ( 4 ) . A F F F é c on h e c i d a c o m o a t é c n i c a m a i s e m p r e g a d a n a f a b r i c a ç ã o d e o b j et o s 3 D c o m u s o d e p o l í m e r o s ( 5 )
Po l í m e r o s d e e n g e n h a r i a , o u t e r m o p l á s t i c o s d e e n g e n h a r i a , s ã o m a t e r i a i s c o m p r o p r i e d a d e s físico/químicas promissoras e com flexibilidade para melhorar as propriedades mecânicas por meio de a d i t i v o s e t é c n i c a s d e c o p o l imerização (7) Esses materiais apres e n t a m e x c e l e n t e d e s e m p e n h o m e c â n i c o , e s t a b i l i d a d e t é r m i c a , resiliência e relativa inércia química q u a n d o c o m p a r a d o s a o s p l á s t i c o s t r a d i c i o n a i s ( 8 ) . A i n d a s e g u n d o o s autores, esses materiais apresentam e f e i t o s d e a n i s o t r o p i a a s e r e m m e l h o r i n v e s t i g a d o s q u a n d o a p l icados na impressão 3D. A escolha a d e q u a d a d e p a d r õ e s d e p r e e nchimento, além da otimização dos parâmetros de impressão, poderão p r o p o r c i o n a r a o b t e n ç ã o d e p r od u t o s i m p r e s s o s 3 D c o m n o v a s c a r a c t e r í s t i c a s , c o m p a r á v e i s o u superiores às dos produtos obtidos por outros processos(9) .
Cleber A Rampazo (fazolocla@ifsp edu br) atua na 3DX Filamentos Ltda , em São Caetano do Sul (SP) Cleiton L F de Assis, Carolina F Machado, José R
C P i n t o e G u i l h e r m e R M e c e l i s s ã o d o I n s t i t u t o Federal de São Paulo (IFSP), em Votuporanga (SP)
Este artigo foi apresentado no 24º Congresso Brasileiro de Engenharia e Ciência dos Materiais, realizado em novembro de 2022 em Águas de Lindóia (SP) Reprodução autorizada
O desempenho e a confiabilidade do processo FFF/FDM são geralmente associados à estrutura de hardware e software da impressora 3D(1) Entretanto, a seleção de parâmetros de i m p r e s s ã o é t a m b é m i m p o r t a n t e , principalmente quando polímeros de engenharia são utilizados em aplicações industriais, nas quais o controle da produção é fundamental para assegurar a repetibilidade do processo(6).
A b l e n d a A B S / P C c o n s i s t e e m u m p o l í m e r o d e e n g e n h a r i a q u e combina propriedades diversas, tais como alta resistência ao impacto, alta rigidez, excelente resistência à t e m p e r a t u r a e a i n t e m p é r i e s , e também é anti-chama(10) É usada e m i n ú m e r a s á r e a s c o m o , p o r exemplo, indústria automobilística, e l e t r o e l e t r ô n i c a , d i s p o s i t i v o s d e T I , c o n s t r u ç ã o c i v i l , e n t r e o ut r a s ( 1 1 ) . A s p r i n c i p a i s a p l i c a ç õ e s
32 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023 ANÁLISE
Temperatura de extrusão e a resistência de peças de ABS/PC impressas em 3D
estão na fabricação de painéis de i n s t r u m e n t a ç ã o , c o m p o n e n t e s e s t r u t u r a i s , a d a p t a d o r e s e d i s p os i t i v o s p o r t á t e i s e l é t r i c o s e e l etrônicos(12) . Apesar de esse termoplástico ser comumente aplicado na indústria automotiva e eletrônica, as pesquisas sobre ele são limitadas à manufatura por injeção em matriz metálica (13) O potencial da fabricação de peças por manufatura aditiva, a partir desta blenda, está no c o n t r o l e d a s p r o p r i e d a d e s m e c ânicas por meio do direcionamento específico das linhas de deposição d o m a t e r i a l f u n d i d o , a s s o c i a d o a o u t r o s p a r â m e t r o s d e i m p r e s s ã o como, por exemplo, a temperatura de extrusão (14) .
Nesse sentido, esta pesquisa visa contribuir para a compreensão das p r o p r i e d a d e s m e c â n i c a s d e c o mponentes fabricados por impressão 3D, utilizando uma blenda de ABS e policarbonato (ABS/PC), comumente aplicada na indústria automotiva. O padrão de preenchimento e a temperatura de extrusão foram considerados variáveis em ensaios de tração Análise de variância (ANOVA) e teste post-hoc de Tukey foram as f e r r a m e n t a s e s t a t í s t i c a s a d o t a d a s para avaliar o efeito dos fatores de c o n t r o l e n o c o m p o r t a m e n t o m ecânico dos corpos de prova.
Materiais e métodos
A t é c n i c a d e i m p r e s s ã o d o s corpos de prova usada foi a fabricação por filamento fundido (FFF).
A i m p r e s s o r a 3 D u t i l i z a d a é d a m a r c a G T M a x 3 D , m o d e l o C o r e H5, com área de impressão de 300 x 3 0 0 x 5 0 0 m m , v e l o c i d a d e máxima de impressão de 180 mm/s e de deslocamento de 400 mm/s, e diâmetro de filamento do material de 1,75 mm. A mesa de impressão é feita de alumínio e aquecida, com t a m p o d e v i d r o ( a t é 1 3 5 ° C ) , nivelamento automático e detecção de fim de filamento. O gabinete da impressora é totalmente fechado. O software de fatiamento utilizado foi o Simplify3D.
Todos os corpos de prova foram impressos com altura da camada de 0 , 2 m m , e s p e s s u r a d a p a r e d e d e 1 , 2 m m e preenchimento de 100%
Os parâmetros de impressão adotados foram velocidade de impressão de 30 mm/s, bico de extrusão de 0,5 mm de diâmetro e temperatura de extrusão de 270, 280 e 290 °C.

Tr ê s p a d r õ e s d e p r e e n c h i m e n t o foram adotados nos experimentos: l i n e a r, c o n c ê n t r i c o e z i g - z a g . O material utilizado na fabricação dos c o r p o s d e p r o v a f o i o A B S / P C
(acrilonitrilo-butadieno-estireno +
policarbonato),
na proporção de 70% de ABS e 3 0 % d e P C . O s e ns a i o s d e t r a ç ã o f o r a m r e a l i z a d o s c o m a u x í l i o d e u m a m á q u i n a d a m a r c a E M I C , m o d e l o DL-30000, com capacidade máxima de 300 kN. A velocidade do ensaio foi de 10 mm/min
As propriedades mecân i c a s a v a l i a d a s f o r a m tensão máxima e tensão de ruptura, com aplicação de uma matriz fat o r i a l 3 2 , t o t a l i z a n d o nove condições de impressão 3D Cinco corpos de prova d e c a d a c o n d i ç ã o d e f a b r i c a ç ã o f o r a m s u b m e t i d o s a o s e n s a i o s d e tração, para fins de repetibilidade e cálculo das médias, considerando um intervalo de confiança de 95%.
A a n á l i s e d e v a r i â n c i a ( A N O V A ) p o s s i b i l i t o u a a v a l i a ç ã o d o e f e i t o das variáveis na resposta e o teste de Tukey possibilitou a comparação das médias entre os níveis dentro de um mesmo fator de controle.
Resultados e discussão
A tabela 1 mostra os resultados da análise de variância para o efeito d o s p a r â m e t r o s d e i m p r e s s ã o n a resistência máxima dos corpos de prova impressos. De acordo com a análise da probabilidade, os parâmetros de impressão avaliados e a respectiva interação influenciaram o v a l o r d a r e s i s t ê n c i a m á x i m a ( P < 0 , 0 5 ) . A a n á l i s e d o q u a d r a d o médio também revelou que o fator de controle mais significativo para a l t e r a r a r e s i s t ê n c i a m á x i m a é o padrão de preenchimento, seguido da temperatura de extrusão
A f i g u r a m o s t r a o g r á f i c o d o efeito dos parâmetros de impressão na resistência máxima e tensão de r u p t u r a d o s c o r p o s d e p r o v a s u b m e t i d o s a o e n s a i o d e t r a ç ã o .
33 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023
Fig 1 – Gráficos do efeito da temperatura de extrusão na tensão máxima (a) e de ruptura (b)
Constatou-se, por meio de análise d o g r á f i c o , q u e o p a d r ã o c o ncêntrico apresentou a maior resist ê n c i a ( ˜ 4 0 M Pa ) , m a n t e n d o - s e estável com a variação da temperatura de extrusão. Os padrões de p r e e n c h i m e n t o l i n e a r e z i g - z a g foram mais sensíveis à temperatura q u a n d o h o u v e m u d a n ç a d e 2 7 0 p a r a 2 8 0 ° C , c o m e l e v a ç ã o d a resistência em 65% para o linear e 17% para o zig-zag. Entre esses dois padrões, o zig-zag tendeu a conferir às amostras maior adesão entre as c a m a d a s . D e v i d o à t r a j e t ó r i a d o
mentos serão necessários para esse estudo Para as demais condições d e i m p r e s s ã o 3 D , a t e n s ã o d e r u p t u r a c o r r e s p o n d e u a 5 0 % d a r e s i s t ê n c i a m á x i m a s o b t e m p eratura de extrusão de 270 °C e 60% para as temperaturas de 280 e 290 °C.
A tabela 2 mostra o teste post-hoc de Tukey para comparação das médias, visando identificar a ocorrência de variação da resistência máxima dos corpos de prova entre os níveis, dentro de um mesmo fator de controle. Nesse sentido, o teste revelou que apenas a comparação das médias entre
t r a ç ã o O p a d r ã o d e p r e e n c h im e n t o , a t e m p e r a t u r a d e e x t r u s ã o e a r e s p e c t i v a i n t e r a ç ã o a f e t a m a r e s i s t ê n c i a m e c â n i c a d a s a m o s t r a s . O p a d r ã o c o n c ê n t r i c o r e s u l t a e m m a i o r r e s i s t ê n c i a m e c â n i c a , e m t o r n o d e 4 0 M Pa e c o n s t a n t e p a r a a s t e m p e r a t u r a s d e e x t r u s ã o a v a l i a d a s O s p a d r õ e s d e p r e e n c h i m e n t o l i n e a r e z i g - z a g p o s s u e m a u m e n t o e e s t a b i l i d a d e d a r e s i s t ê n c i a m á x i m a a p a r t i r d e
2 8 0 ° C
A a s s o c i a ç ã o d e p a r â m e t r o s d e impressão afeta a ruptura dos corpos
bico de extrusão, houve aumento da área das interfaces de contato das linhas de material depositado, favorecendo a resistência mecânica Po r o u t r o l a d o , o p a d r ã o l i n e a r n e c e s s i t o u d e m a i o r t e m p e r a t u r a p a r a c o n f e r i r o m e s m o e f e i t o d e adesão entre as camadas
Com relação à tensão de ruptura, o s c o r p o s d e p r o v a i m p r e s s o s usando o padrão zig-zag a 270 °C não apresentaram ruptura durante o s e n s a i o s d e t r a ç ã o . O m e s m o ocorreu para o padrão concêntrico nas temperaturas de 280 e 290 °C. O f e n ô m e n o p r e c i s a s e r m e l h o r c o m p r e e n d i d o e n o v o s e x p e r i -
as temperaturas de 280 e 290 °C não resultou em variação da resistência máxima, estando de acordo com o observado no gráfico da figura 1(a)
A estabilidade da adesão das linhas de deposição para os padrões linear e zig-zag ocorreu a partir de 280 °C, m a n t e n d o a r e s i s t ê n c i a m e c â n i c a estável a partir daí.
Conclusão
E s t e t r a b a l h o v i s o u à c o mp r e e n s ã o s o b r e o e f e i t o d o s p a r â m e t r o s d e i m p r e s s ã o n o c o mp o r t a m e n t o m e c â n i c o d e c o r p o s d e p r o v a s u b m e t i d o s a o e n s a i o d e
de prova, promovendo maior elasticid a d e e m a l g u m a s c o n d i ç õ e s d e impressão 3D Esta pesquisa revela que a escolha adequada de parâmetros de impressão é importante para o controle do comportamento mecânico de peças feitas de ABS/PC e produzidas por impressão 3D.
Agradecimentos
Os autores agradecem ao IFSP p e l o a p o i o à p e s q u i s a e à 3 D X Fi l a m e n t o s L t d a . p e l o f o r n e c imento dos filamentos de ABS/PC usados na impressão 3D dos corpos
34 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023 A N Á L I S E
de prova Erro padrão da diferença Fator de controle C o m p a r a ç ã o Diferença das médias T- Va l o r P - V a l o r 0,6836 Padrão de preenchimento Concêntrico – linear - 1 0 , 6 4 0 0 - 1 5 , 5 7 0 0,000 C o n c ê n t r i c o – z i g - z a g - 5 , 4 3 0 0 - 7 , 9 4 0 0,000 Linear – zig-zag 5,2150 7,6280 0,000 Temperatura de extrusão 270 – 280 6,4520 9 , 4 3 7 0 0,000 270 – 290 6,6050 9 , 6 6 2 0 0,000 280 – 290 0,1533 0,2243 0 , 9 7 3
Fator de controle Graus de liberdade Soma dos quadrados Quadrado médio F - V a l o r P - V a l o r Padrão de preenchimento 2 6 7 9 , 5 6 3 3 9 , 7 8 121,17 0,000 Temperatura de extrusão 2 3 4 1 , 0 9 170,55 60,82 0,000 Padrão Temperatura 4 2 4 1 , 9 0 60,48 21,57 0,000 Erro 27 75,71 2,80 Total 35 1 3 3 8 , 2 7
Tabela 2 – Teste de Tukey da comparação das médias entre os níveis para a resistência máxima.
Tabela 1 – Quadro ANOVA para a resistência máxima.
1) Peterson, A M : Review of acrylonitrile butadiene styrene in fused filament fabrication: A plastics e n g i n e e r i n g - f o c u s e d p e r s p e c t i v e Additive Manufacturing, v 2 7 , p 3 6 3 - 3 7 1 , 2 0 1 9
2) Mcilroy, C ; Olmsted, P D : Disentanglement effects on welding behaviour of polymer melts during the fused-filament-fabrication method for additive manufacturing Polymer, v 123, p 3 7 6 - 3 9 1 , 2 0 1 7
3) Phan, D D ; Swain, Z R ; Mackay, M E : Rheological and heat transfer effects in fused filament fabrication Journal of Rheology, v 62, n 5, p 10971 1 0 7 , 2 0 1 8
4) Joo, Y ; Shin I ; Ham, G ; Abuzar, S M ; Hyun, S-M ; Hwang, S-J : The advent of a novel manufacturing technology in pharmaceutics: Superiority of fused deposition modeling 3D printer Journal of Pharmaceutical Investigation, v 50, n 2, p 1 3 1 - 1 4 5 , 2 0 2 0
5) Liu, Z.; Wang, Y.; Wu, B.; Cui, C.; Guo, Y ; Yan, C : A critical review of fused
deposition modeling 3D printing technology in manufacturing polylactic acid parts The International Journal of Advanced Manufacturing Technology, v 102, n 9-12,
6) Schirmeister, C ; Hees, T ; Licht, E H ; Mülhaupt, R : 3D printing of high-density
n Additive Manufacturing, v 28, p 152-159, 2 0 1 9

7) Juster, H.; Van Der Aar, B.; De Brouwer, H : A review on microfabrication of t
arrays Polymer Engineering & Science, v 59, n 5, p 877-890, 2019
8) Picard, M ; Mohanty, A K ; Misra, M : Recent advances in additive manufacturing of engineering thermoplastics: challenges and opportunities RSC Advances, v 10, n
9) Cicala, G ; Latteri, A ; Curto, B D ; Russo, A L ; Recca, G ; Farè, S : Engineering thermoplastics for additive manufacturing: a critical perspective with experimental evidence to support functional applications Journal of applied biomaterials & functional materials, v. 15, n. 1, p. 10-18, 2017.
10) Kiran, A S K ; Velur u, J B ; Mer um, S ; Radhamani, A V ; Doble, M ; Kumar, T. S. S.: Additive manufacturing technologies: an overview of challenges and perspective of using electrospraying Nanocomposites, v 4, n 4, p 190-214, 2018
11) Lee, J-Y ; An, J ; Chua, C K : Fundamentals and applications of 3D printing for novel materials Applied Materials Today, v. 7, p. 120-133, 2017.
12) Pawar, S ; Dolas, D : Effect of process parameters on flexural strength and surface roughness in fused deposition modeling of PC-ABS material Journal of Micromanufacturing, p 1 - 7 , 2 0 2 1
13) Yap, Y L et al : A non-destr uctive experimental-cum-numerical methodology for the characterization of 3D-printed materials polycarbonate-acrylonitrile butadiene styrene (PC-ABS) Mechanics of Materials, v 132, p 121-133, 2019
14) Yap, P-V ; Chan, M-Y ; Koay, S- C : Preliminar y study on mechanical properties of 3D printed multi-materials ABS/PC parts: effect of printing parameters. Journal of Physical Science, v 32, n 2, 87-104, 2021
35 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023
p 2 8 7 7 - 2 8 8 9 , 2 0 1 9
p o l y e t h y l e n e b y f u s e d f i l a m e n t f a b r i c a t i o
h e r m o p l a s t i c p o l y m e r - b a s e d m i c r o n e e d l e
5 9
3 6 0 5 8 - 3 6 0 8 9 , 2 0 2 0
, p
R E F E R Ê N C I A S B I B L I O G R Á F I C A S
O na embalagem
Indústria do PET segue em crescimento
Boa relação custo-benefício, estabilidade no fornecimento e até mesmo o fenômeno El Niño devem favorecer o aumento do consumo de embalagens PET, que deverá ser de 4%, de acordo com a Abipet
A indústria de embalagens de p o l i ( t e r e f t a l a t o d e e t i l e n o ) (PET) vai continuar crescendo
governança. Não por acaso, as grandes marcas (brand owners), têm demandado cada vez mais esse material, o que levou a um c r e s c i m e n t o d o v o l u m e r e c iclado de 15,4% nos dois últimos anos, enquanto o material virgem cresceu apenas 12,4% no mesmo período, de acordo com dados da Associação Brasileira da Indústria do PET (Abipet).

A expectativa é que o setor como um todo cresça em torno
c o m p a r a ç ã o c o m m a t e r i a i s c o n c o r r e n t e s e m a l g u n s s e gmentos. Isso decorre da razoável estabilidade cambial e do preço do petróleo mais estável na Europa e nos Estados Unidos S o m a d o s a e s s e s p o n t o s positivos, também há projetos q u e v i s a m s u b s t i t u i r e m b a l ag e n s d e o u t r o s m a t e r i a i s p o r P E T e m s e g m e n t o s i m p o rt a n t e s c o m o m a t i n a i s , s u c o s prontos para beber, alimentos, c o n d i m e n t o s e a t é c e r v e j a A possibilidade de ocorrência do f e n ô m e n o c l i m á t i c o E l N i ñ o , prevista para este ano, que deve acarretar aumento das temper a t u r a s , p o d e i m p u l s i o n a r o c o n s u m o d a b e b i d a e m d i f erentes regiões do País.
em 2023, dando continuidade à tendência dos últimos cinco anos, período em que acumulou uma expansão da ordem de 22% e m v o l u m e p r o d u z i d o . S u a versão reciclada (RPET) também continua tendo boa aceitação no mercado, ao promover a adesão das empresas usuárias aos critérios de circularidade e ao conceito de ESG, ou Environmental, S o c i a l a n d G o v e r n a n c e , q u e abarca as práticas de uma emp r e s a n o q u e d i z r e s p e i t o a o s aspectos ambiental, social e de
de 4% este ano, um pouco mais que os 3,3% de 2022, quando atingiu a produção de 692 mil
t o n e l a d a s d e r e s i n a v i r g e m c o m e r c i a l i z a d a s n o m e r c a d o brasileiro
Um ano favorável
Pa r a 2 0 2 3 , m e s m o c o n s i d erando a possibilidade de alguma desaceleração macroeconômica, o p r e s i d e n t e e x e c u t i v o d a
A b i p e t , A u r i M a r ç o n , o b s e r v a fatores positivos para a compet i t i v i d a d e d a commodity n a
Outro ponto favorável ao PET s ã o a s p r e v i s õ e s d a A g ê n c i a N a c i o n a l d e E n e r g i a E l é t r i c a (Aneel), indicando um aumento do custo de energia superior à i n f l a ç ã o , o q u e p o d e a f e t a r m a t e r i a i s d e e m b a l a g e m c o m grande dependência desse insumo, como é o caso do alumínio, do vidro e até dos cartonados. Esse é um ponto relevante pois “ o baixo custo final da combinação produto/embalagem proporcionado pela embalagem PET c o n t r i b u i f o r t e m e n t e p a r a a democratização do consumo de a l g u n s i t e n s , e s p e c i a l m e n t e e n t r e a p o p u l a ç ã o d e m e n o r poder aquisitivo Esse é um fator importante em momentos mais críticos, mas também em temp o s d e r e t o m a d a e c o n ô m i c a ” , afirmou o presidente executivo da Abipet.
36 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023
J o n a t h a n C h n g / U n s p l a s h

R E C I C L A G E M
Leis estaduais criam melhor ambiente para a reciclagem
No final de 2022, os estados da Paraíba e de Pernambuco deram um passo importante na regulamentação da logística reversa de embalagens em geral Decretos estaduais publicados no período definiram diretrizes, estratégias e responsabilidades, acrescentando aspectos complementares à Política Nacional de Resíduos Sólidos (PNRS) e estabelecendo regras regionais para a promoção das atividades de reciclagem, inclusive dos resíduos plásticos, com possíveis consequências positivas para o setor
Logística independente em Pernambuco
No caso pernambucano, o Decreto Estadual nº 54 222, de 23 de dezembro de 2022, estabeleceu que fabricantes, importadores, distribuidores e comerciantes de produtos acondicionados em embalagens devem estruturar e implementar sistemas de logística reversa, de forma independente do serviço público de limpeza urbana e de manejo dos resíduos sólidos. Além disso, o sistema ficará responsável por realizar um plano de comunicação com foco na conscientização dos consumidores e da sociedade sobre a importância das atividades relacionadas, bem como a indicação de locais em que a população possa fazer o descarte correto dos produtos
Rastreabilidade na Paraíba
J á n a Pa r a í b a , o D e c r e t o
E s t a d u a l n ° 4 3 3 4 6 , d e 2 9 d e dezembro de 2022, colocou foco n a s a t r i b u i ç õ e s d o v e r i f i c a d o r independente, visando evitar a comercialização de resultados, bem como a prática de atividades de emissão, compra ou venda de certificado
de crédito de reciclagem, instituído pelo Programa Recicla+, em abril de 2022 O descumprimento da norma estadual, inclusive, torna nulos os certificados de crédito emitidos, invalidando todo o processo. A nova legislação da Paraíba coloca uma lupa sobre a rastreabilidade, estabelecendo inclusive a geolocalização dos operadores e receptores de materiais recicláveis.
Regulamentação de sistemas de logística reversa de embalagens avançou em alguns estados brasileiros no finalde 2022, ampliando também os horizontes dos recicladores de materiais plásticos Imagem: Centralde Custódia

Metas no Piauí
O Piauí havia sido o primeiro estado brasileiro a regulamentar a atividade, em janeiro de 2022, por meio do Decreto nº 20.498/2022, publicado em janeiro de 2022, antes mesmo do programa federal R e c i c l a + , e s t a b e l e c e n d o , p o r exemplo, a obrigatoriedade de apresentação de um plano de logística reversa (PLR) por fabricantes, importadores, distribuidores e comerciantes de produtos acondicionados em embalagens, com a definição de percentuais para as metas de recuperação de embalagens, destacando ainda a possibilidade de cooperação entre empresas e o poder público na execução dessas metas
Mato Grosso do Sul cria o Recicla+MS
No dia 17 de janeiro foi a vez de o Estado do Mato Grosso do Sul regulamentar seus sistemas de logística reversa de embalagens por
meio do Decreto número 16.089, que substituiu o Decreto Estadual número 15 340, editado em dezembro de 2019 Em relação ao decreto antigo, a nova norma traz mudanças que alinham a diretriz estadual à Política Nacional de Resíduos Sólidos, a exemplo da instituição do crédito de reciclagem, o Recicla+MS, um título que vale dinheiro e será usado na comercialização de embalag e n s e n t r e r e c i c l a d o r e s e entidades gestoras.
Resultados comprovados
Um ponto comum a todos os decretos é o fato de que as notas fiscais eletrônicas emitidas pelos operadores, oriundas das operações de comercialização de produtos e de embalagens recicláveis, só serão homologadas após a comprovação de sua veracidade, da autenticidade, da unicidade e da não colidência da nota fiscal eletrônica por verificador independente. “Os governos, com a regulamentação de requisitos e diretrizes da Política Nacional de Resíduos Sólidos, estão transformando a gestão de resíduos em uma ferramenta de impacto social, ambiental e econômico”, afirmou o PhD em saneamento e recursos hídricos, Fernando Bernardes, que também é fundador da startup Central de Custódia, que atua como verificadora independente da c a d e i a d e r e c i c l a g e m d e e mbalagens pós-consumo no Brasil. Com pouco mais de um ano de operação, a startup já consolidou dados de mais de 800 mil toneladas de 770 operadores logísticos parceiros e lançou no ano passado o manual Sistema de Logística R e v e r s a d e E m b a l a g e n s , c o m i n f o r m a ç õ e s s o b r e o c o n t e x t o r e g u l a t ó r i o , r a s t r e a b i l i d a d e e conformidade ambiental
Central de Custódia de Custódia Custódia
https://centraldecustodia com br
38 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023
–

luciavalverdes@ m arkeplan.com .br
P R O D U T O S
Extrusora balão
A Cristofolini Cristofolini Cristofolini Cristofolini Cristofolini (Biguaçu, SC) desenvolve e fabrica máquinas e equipamentos para processamento de plásticos como, por exemplo, as extrusoras balão da linha Superiore. As máquinas dessa série, tais como os modelos MC-50 e MC-55, podem produzir filmes plásticos com largura de até 1.200 mm. Esses

equipamentos, cada qual com sua configuração, possuem rosca com diâmetro de 50 e 55 mm, e apresentam capacidade de produção de 120 e 140 kg/h. Entretanto, isso, de acordo com a companhia, vai depender de alguns fatores como qualidade da matéria-prima usada, matriz utilizada e temperatura do ar de resfriamento. Outro modelo d e s s a s é r i e é o M C - 4 5 , q u e p o d e p r o d u z i r f i l m e s c o m largura de até 1 000 mm As extrusoras balão contam com motor com potência de 30 a 50 c v, d e p e n d e n d o d o m o d e l o . Tel (48) 3243-4894, vendas@ cristofolinimaquinas.com.br

Impressora 3D
A 3be 3be (São Bernardo do Campo, SP) comercializa equipamentos p a r a f a b r i c a ç ã o d e p e ç a s e componentes plásticos por manufatura aditiva (impressão 3D).
A linha de produtos é composta pela impressora 3D Prox SLS
6100, que conta com tecnologia para sinterização seletiva a laser (SLS), a qual é recomendada para a produção de peças feitas com materiais à base de poliamida 11 ou 12, dependendo do tipo de aplicação à qual a peça será submetida. A máquina possui envelope de trabalho de 381 x 330 x 460 mm (L x P x A) (15 x 13 x 18 polegadas) De acordo com a empresa, esta impressora 3D p o d e o p e r a r c o m software integrado de manufatura aditiva 3D Sprint Os clientes podem consultar a companhia sobre os tipos de peças que podem ser confeccionadas, bem como sobre suas aplicações Tel (11) 27868862, contato@3be.com.br

Chillers
A Evacon Evacon (Diadema, SP) fornece linhas de chillers, equipamentos muito usados para o arrefecimento de máquinas e sistemas usados para transformar polímeros O portfólio é constituído de chillersque contam com compressor do tipo scroll, sistema de proteção de temporização entre partidas e sistema de monitoramento de fase. Além disso, os equipamentos possuem painel com display com tela sensível ao toque (touch screen), assim como ventilador axial, que conta com grade de proteção As dimensões dos equipamentos são: comprimento de 500 a 7 200 mm; largura de 500 a 2.300 mm; e
a l t u r a d e 7 8 0 a 2 7 5 0 m m
Também são oferecidos serviços como consultoria e assistência técnica. Tel. (11) 4059-0059, vendas@evacon com br
Portas/barreiras de segurança
A T T Techno Safe echno Safe echno Safe echno Safe Safe (Sorocaba, SP) f o r n e c e p o r t a s e g r a d e s d e p r o t e ç ã o q u e p o d e m s e r usadas para impedir o acesso d e pessoas a áreas ocupadas por máquinas, enquanto elas estão em operação, tais como i n j e t o r a s e e x t r u s o r a s , p o r exemplo. São comercializadas p o r t a s d e l â m i n a ú n i c a e m versões com abertura de 1.500 mm para a direita e esquerda, as q u a i s t ê m p a i n e l f e i t o d e alumínio e malha com dimen-
sões de 100 x 22 x 3 mm Há versões com ou sem suporte superior Também são fornecidas portas duplas deslizantes c o m a b e r t u r a d e 3 0 0 0 m m , além de modelos que contam com sistema de abertura telesc ó p i c a e r o d a a o s o l o , e n t r e outros Tel (15) 3035-2100, contato@technosafe.com.br

40 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023
EVENTOS
Próximos cursos do setor de plásticos
P ó s - G r a d u a ç ã o : E n g e n h a r i a d e P o l í m e r o s
P ó s - G r a d u a ç ã o : E n g e n h a r i a
São Bernardo S e n a i M a r i o A m a t o
1 8 m e s e s d o C a m p o , S P t e l (
1 ) 4 3 4 4 - 5 0 0 0 , d e E m b a l a g e m h t t p s : / / m a r i o a m a t o s p s e n a i b r
C o m o m o n t a r u m a Instituto Avançado do Plástico
E m p r e s a n o R a m o Cerca de 40 horas On-line
, d o P l á s t i c o w w w p l a n e t a p l a s t i c o c o m b r
Te n d ê n c i a s C i rc u l a r e s e m P o l í m e r o s
Produção de Filmes
10 a 17/03
Biodegradáveis, Ativos 18 e 19/04
A s s o c i a ç ã o B r a s i l e i r a d e P o l í m e r o s e I n t e l i g e n t e s On-line t e l
D e g r a d a ç ã o , E s t a b i l i z a ç ã o e
Aditivação de Polímeros
C r i s t a l i z a ç ã o d e
Polímeros – Princípios Gerais
22 a 25/05 https://abpol org br
13 a 15/06 e E f e i t o s P r á t i c o s
P ó s - G r a d u a ç ã o : M e c a t r ô n i c a c o m S e n a i R o b e r t o S i m o n s e n
Projetos Ciberfísicos 1 8 m e s e s S ã o P a u l o , S P t e l
, aplicados na Indústria 4 0 h t t p s : / / b r a s s p s e n a i b r
10 a 14/04 On-line t e l ( 2 1 ) 9 9
-
Química e Tecnologia Vilar Poliuretanos d o s P o l i u r e t a n o s
7 0 4 , h t t p s : / / p o l i u r e t a n o s c o m b r
M a t e r i a i s C o m p ó s i t o s
Início em 12/08 – A l m a c o e I P T e Polímeros duração de On-line t e l ( 1 1 ) 4 9 3 4 - 5 7 9 9 ,
2 4 m e s e s w w w i p t b r
P l á s t i c o B r a s i l – I n f o r m a M a r k e t s
F e i r a I n t e r n a c i o n a l
2 7 a 3 1 / 0 3 S ã o P a u l o , S P t e l ( 1 1 ) 9 8 9 1 8 - 2 5 9 3 , d o P l á s t i c o w w w p l a s t i c o b r a s i l c o m b r
B i o p l a s t i c s B r a z i l – M a r k e p l a n
C o n g r e s s o s o b r e B i o p l á s t i c o s ,
2 6 e 2 7 / 0 4 S ã o P a u l o , S P t e l ( 1 1 ) 9 8 4 8 1 - 9 7 5 4 ,
R e c i c l a g e m e S u s t e n t a b i l i d a d e w w w m a r k e p l a n c o m b r
R e c y - P l a s t e c h – S e m i n á r i o M a r k e p l a n
I n t e r n a c i o n a l d e S u s t e n t a b i l i d a d e
e R e c i c l a g e m d e P l á s t i c o s w w w r e c y - p
41 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023
1
t e l ( 1 1 ) 4 3 5 6 - 1 8 8 3
( 1 6 ) 3 3 7 4 - 3 9 4 9
,
1 1 ) 3 3 2 2 - 5 0 0 0
(
6 3 2
3
1 6 e 1 7 / 0 8 S ã o P a u l o , S P t e l ( 1 1 ) 9 8 4 8 1 - 9 7 5 4
a
e c
c o m 1 7
C B P
– A s s o c i a ç ã o B r a s i l e i r a d e P o l í m e r o s C o n g r e s s o B r a s i l e i r o 2 9 / 1 0 a 2 / 1 1 J o i n v i l l e , S C t e l ( 1 6 ) 3 3 7 4 - 3 9 4 9 , d e P o l í m e r o s h t t p s : / / a b p o l o r g b r
Curso Período L o c a l Informações Evento D a t a L o c a l Contato Próximos cursos do setor de plásticos 2 0 2 3 2 0 2 3
,
l
s t
h
º
o l
Próximos eventos do setor de plásticos Próximos eventos do setor de plásticos
S E R V I Ç O S
LITERATURA
Como resolver problemas do processo de injeção de plásticos
A Liberi EAD, empresa fornecedora de cursos on-line e e-books com s e d e a d m i n i s t r a t i v a e m C a m p o Grande (MS), disponibilizou em s e u site o l i v r o d i g i t a l “ R e s o l v a e s l a R e s o l v a e s l a problemas problemas problemas problemas de de de de processo processo processo processo de de de de i n j e i n j e i n j e i n j e n-
ção ção ção ção ção p l á s t i c a p t ac a a p ” , que pode ser obtid o g r a t u i t a m e n t e p o r m e i o d e download D e a u t o r i a d e Fe l i p e
S o u z a , q u e é u m d o s d i r e t o r e sexecutivos da
c o m p a n h i a , a o b r a t r a z sugestões pa-
r a a r e s o l u -
ç ã o d e p r oblemas corriq u e i r o s e m
i n d ú s t r i a s
q u e a t u a m
n a t r a n s f o r mação de re s i n a s t e r -
moplásticas por injeção, tais como
o s u r g i m e n t o d e p a r t í c u l a s o u pontos pretos em áreas opacas ou transparentes de peças, bem como c o n t a m i n a ç ã o c a u s a d a p o r l u b r if i c a n t e s p r e s e n t e s n a s c a v i d a d e s d e m o l d e s , p o r e x e m p l o . A p r i -
m e i r a p a r t e d o e-book t r a z e xp l a n a ç õ e s s o b r e a f u n ç ã o d o s moldes para injeção de plásticos, e também sobre seus componentes, além de explicações sobre matériasprimas, incluindo masterbatches e a d i t i v o s e c a r g a s N e s t a p a r t e t a m b é m h á c o n t e ú d o s o b r e a importância da realização de ajustes em máquinas que

para a fabricação de peças plásticas, e t a m b é m s ã o m e n c i o n a d o s o s parâmetros de processo, que devem ser corretamente analisados. Voltando à ocorrência de anomalias em superfícies opacas ou transparentes de peças plásticas, que é o tema do c a p í t u l o 1 d a o b r a , d e n o m i n a d o “Pontos pretos ou estrias”, o leitor encontrará conteúdo relacionado a t ó p i c o s c o m o “ Fa t o r m á q u i n a –tempo excessivo de residência do m a t e r i a l n o c i l i n d r o ” ; “ M a t e r i a l r e s i d e n t e n o s i s t e m a d e c â m a r a quente/bico quente”; “Cilindro de injeção trincado/quebrado ou rosca danificada”; “Contaminação no cilindro de injeção”; “Bucha de injeção cortada, arranhada ou desalinhada”; e “Molde pequeno para a dimensão da injetora” Já nos capítulos 2 e 3 do livro, denominados “Bolhas (superficial)” e “Rubor (descoloração próxima ao gate)”, respectivamente, são abordados temas como tempo de ciclo curto, baixa contrapressão, velocidade de injeção, temperatura do molde, degasagem insuficiente, uso de material recuperado de forma grosseira, temperatura das resinas sob processo de transformação, bico da injetora com furo de pequeno diâmetro, moldes com cantos “vivos”, umidade excessiva, entre outros A p u b l i c a ç ã o p o s s u i 3 1 p á g i n a s e diversas imagens de matéria-prima e equipamentos, assim como ilust r a ç õ e s d e s i s t e m a s t i p i c a m e n t e presentes em processos de injeção de plásticos. Pode ser obtida pelo endereço eletrônico https://liberiead com/ebooks/
Uma viagem pelo mundo das embalagens
O primeiro livro da coleção bilíngue
“ E m b a l a g e n s M u n d o A f o r a –
E m a a e n u n o f o a –
E m b a l a e n s M u n d o A f o r a –
E m a a e n u n o f o a –
E b M u d o o –
P P a c k a g i n g A r o u n d t h e W a a g n g A r u n d t e a c k a g i n g A r o n d h e a a g n g A r n d e A u o r l d o d o r l d o d o d “ , de autoria de Assunta Napolitano
C a m i l o , d i r e t o r a d a c o n s u l t o r i a
FuturePack (Barueri, SP), lançado e m d e z e m b r o d e 2 0 2 2 , j á e s t á disponível para comercialização A publicação, em português e inglês, t a m b é m e s t á d i s p o n í v e l n o f o rmato de audiodescrição para garantir acessibilidade à informação para pessoas com deficiência visual Ao longo de suas 248 páginas, o l i v r o p r oporciona uma v i a g e m c u ltural e histórica, abrangendo tradições de diferentes povos e lugares, por meio d o design d a s e m b a l a g e n s , s u a s f o r m a s , c o r e s , i m a g e n s e p e r s onagens. Reúne 169 fotos de embalagens do Brasil, divididas em suas cinco regiões: Sudeste, Sul, Nord e s t e , C e n t r o - O e s t e e N o r t e e e m b a l a g e n s d e s e t e p a í s e s d a Europa Ocidental: Alemanha, Dinamarca, Espanha, França, Holanda, Noruega e Suécia Com patrocínio da Owens-Illinois, Ball e Valgroup, o l i v r o t e m o i n c e n t i v o d a L e i Estadual de Incentivo à Cultura – o Programa de Ação Cultural (ProAc), e apoio do Instituto de Embalagens Mais informações podem ser obtidas pelo endereço eletrônico https:// embalagensmundoafora com br

42 – PLÁSTICO INDUSTRIAL – JAN-FEV 2023
serão
Advanced Polymers ------------- 05 BBC ------------------------------- 09 Bioplastcis Brazil ---------------- 37 Cabbonline ---------------------- 21 Dynaflow ------------------------- 30 Fr e e d o m -------------------------- 12 Gerunch -------------------------- 20 Haitian --------------------- 3ª- Capa L i n d n e r -------------------------- 35 Ohxide ---------------------------- 11 Olifieri ---------------------------- 30 Place Resinas -------------------- 20 Plástico Brasil -------------------- 29 Polipositivo ----------------------- 10 Primotécnica --------------------- 15 Purgex ----------------------------- 10 Recy-Plastech -------------------- 39 Replas ---------------------- 4ª- Capa Souza & Ramos ----------------- 31 Superfinishing ----------- 2ª- Capa Ts o n g C h e r n g ------------------ 12 Word Facas ----------------------- 25 Empresa Pág Empresa Pág Empresa Pág
usadas
ANUNCIANTES


