Your products perform, deliver, and keep people coming back. In a world of “good enough,” yours stand out. It’s why you insist on resin that is exceptionally clean, clear, and consistent.
That’s where we come in. From the heart of Alberta’s energy powerhouse to manufacturing hubs across the nation, Heartland delivers high-quality polypropylene you can count on. Combined with excellent customer service and dependable delivery, we’re here to help make your products the best they can be.
FROM THE ARCHIVES
5
The September 1988 issue of Canadian Plastics reported on a new public relations strategy launched by the Society of the Plastics Industry of Canada (SPI Canada) – the precursor to the Canadian Plastics Industry Association – to alter public misconceptions about plastic. SPI Canada members would collectively contribute $600,000 per year to fund a three-pronged campaign to boost communications with consumers at large, increase direct contacts with politicians, and bring plastics into the educational system across Canada. To help this third goal, SPI Canada would develop proplastics material for classroom use. Toronto public relations firm Beloff Group was hired to help implement the strategy, our story said.
Number of the month:
* Number of exhibitors at the K 2025 trade show. (See pg. 6)
4 Editor’s View: It can happen here
5 Ideas & Innovations: Living sensors can detect microplastics
6 News:
• I ndustry turns out for K 2025 and ADM Expo
• Husky bought by CompoSecure in $5 billion deal
• SPE, Plastics Industry Association announce merger
• Supplier News and People
19 Technology Showcase: K 2025
21 A dvertising Index
22 Technical Tips: Three tests for maintaining injection mold part quality
cover story
10 WOMEN IN PLASTICS: Petrochemical pioneer
As the vice president of operations at Heartland Petrochemical Complex, Canada’s only polypropylene facility, Kimberly Benedict is going where few, i f any, women have gone before.
features
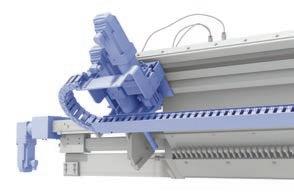
13 SIZE REDUCTION: A simple plan
For granulators and shredders to be truly user-friendly, they have to prioritize safety, ease of maintenance, and simple operation. Many of today’s OEMs are on it.
16 T HERMOFORMING: Pivot power
With a unique blend of design, engineering, and manufacturing expertise, Surrey, B.C.-based thermoformer METHOD Innovation Partners has reinvented itself to serve numerous markets over the past 45 years. A nd now it’s offering rotational molding.
It can happen here
It Can’t Happen Here is a 1935 dystopian political novel by the American author Sinclair Lewis. I thought of that title with a touch of foreboding when global chemical company Ineos Group announced, in early October, that it was closing two production units in Rheinberg, Germany, with the loss of 175 jobs.
As the company made clear in a withering statement, the backdrop to its decision is the European Green Deal (EGD), a sprawling regulatory and investment package that aims to make the continent a net-zero emitter by 2050. Historically, climate hasn’t been a focus of trade policy or the global trade system. Not so for the European Union (EU) any longer. But from the outset, critics of the EGD raised concerns that it would (a) weaken the competitive position of EU-based firms in markets with no or a substantially lower carbon price, and (b) push these companies to relocate production to countries with less punishing regulatory environments.
Ineos’s statement validated most of those fears. “While competitors in the U.S. and China benefit from cheap energy, European producers are being priced out by our own policies,” it said. “Meanwhile, high-emission imports flood our market unchecked. It’s completely unsustainable and if not immediately addressed will lead to further closures, job losses. and increased dependency on other regions for essential materials.” These closures are part of a wider trend as Europe’s competitiveness collapses, Ineos pointed out. Since 2019, output in Germany has dropped by 18 per cent, driving job losses and reduced investment. Ineos has already closed plants in the U.K. and Belgium and has mothballed assets in France and Spain. And it’s not alone. In the last year, Exxon Mobil has shuttered chemicals
operations in France, Dow has reduced capacity in the Netherlands, and TotalEnergies has closed capacity in Belgium.
Closing out the statement, Ineos sounded a general alarm. “Europe is committing industrial suicide,” it said. “If governments want to keep strategic manufacturing in Europe, they must help restore competitiveness.” We’ll see if anyone in the European Commission in Brussels is prepared to listen. Given the growing disconnect between these central planners and the millions of workers whose interests they claim to represent, however, I wouldn’t bet heavy.
But why should we give two hoots about this in Canada? For several reasons. First, the EU and Canada established a comprehensive “Green Alliance” in 2023 designed to align Canadian and EU domestic and international climate policies, including regarding climate action and clean energy transition. Second, both Canada and the EU have carbon pricing systems in place as a way to reduce emissions, and exchange views on their respective policies. And third, while Canada maintains its own regulatory framework, the EU’s stringent environmental regulations force Canadian firms exporting to the EU to adopt similar standards to remain competitive.
Canada is often described as “the most European of non-European nations,” and it’s usually meant as a complement. But when it comes to imposing crippling energy and carbon costs on manufacturers, following the EU down the green rabbit hole in a mad dash to net-zero can only damage the global competitiveness of our sector. And it can happen here if we fail to heed the warnings coming from Europe’s embattled chemical makers.
Reader Service
Print and digital subscription inquiries or changes, please contact
A ngelita Potal Tel: 416-510-5113
Fax: 416-510-6875
email: apotal@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400 Toronto, ON M2H 3R1
E DITOR M a rk Stephen 416-510-5110 mstephen@canplastics.com
A SSOCIATE PUBLISHER Stephen Kranabetter C: 416-561-5362 W: 416-510-6791 skranabetter@annexbusinessmedia.com
M EDIA DESIGNER Lisa Zambri lzambri@annexbusinessmedia.com
A UDIENCE DEVELOPMENT MANAGER Layla Samel 416-510-5187 lsamel@annexbusinessmedia.com
G ROUP PUBLISHER/VP SALES Paul Grossinger pgrossinger@annexbusinessmedia.com
CEO Scott Jamieson sjamieson@annexbusinessmedia.com
PRINTED IN CANADA ISSN 008-4778 (Print) ISSN 1923-3671 (Online) Publication Mail Agreement #40065710
2025 SUBSCRIPTION RATES
5 issues Canadian Plastics, plus Dec. 2025 Buyers’ Guide: CANADA: Single copy $12.00 plus applicable taxes
1 Year $79.05 plus applicable taxes
2 Years $125.97 plus applicable taxes U SA: $179.52 (CAD) / year FOREIGN: $205.02 (CAD) / year
Occasionally, Canadian Plastics will mail information on behalf of industry related groups whose products and services we believe could be of interest to you. If you prefer not to receive this information, please contact our audience development department in any of the four ways listed above.
All advertising is subject to the publisher’s approval. Such approval does not imply any endorsement of the products or services advertised. Publisher reserves the right to refuse advertising that does not meet the standards of the publication.
MEMBER: Magazines Canada, Canadian Plastics Industry Association.
Mark Stephen, editor mstephen@canplastics.com
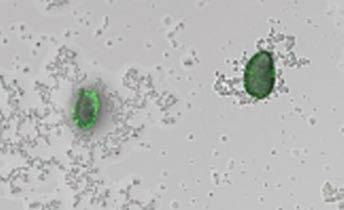
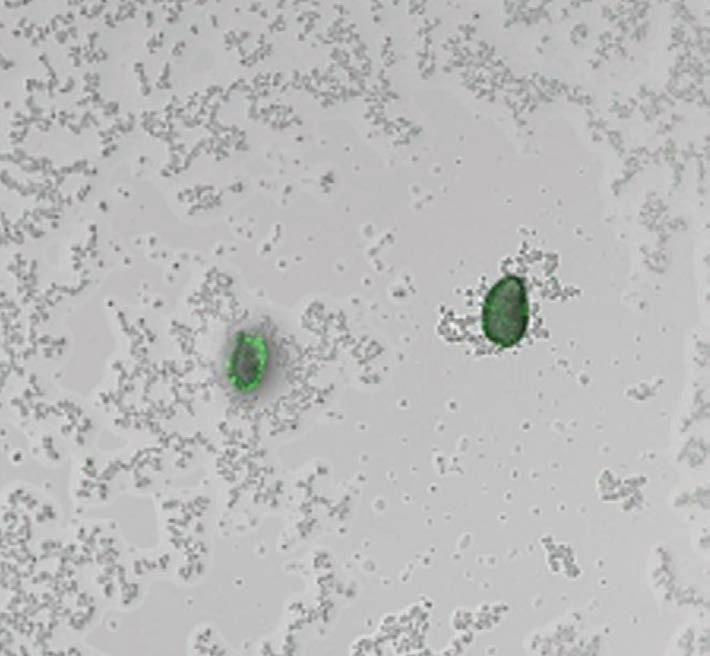
Living sensors can detect microplastics
Microplastics are tiny plastic fragments — many too small to see — found in the air, soil, and water. And they’re a problem that’s getting worse: Each year, an estimated 10 to 40 million tons of microplastics are released into the environment, and the figure is expected to rise by 2040 given current consumption patterns and limited detection methods.
Measuring their abundance in nature can help to better direct cleanup resources, but current detection methods are slow, expensive or highly technical. Now, researchers publishing in the American Chemical Society’s ACS Sensors publication have developed a living sensor that attaches to plastic and produces green fluorescence. In an initial test on realworld water samples, the biosensor could easily detect environmentally relevant levels of microplastics.
Currently, scientists detect microplastics in water samples using microscopes or analytical tools such as infrared or Raman spectroscopy. While these techniques are accurate, they require multiple steps to prepare samples before analysis and can be expensive and time-consuming. In a step toward a simpler method, lead author Song Lin Chua and colleagues created a living microplastics sensor from the bacterium P. aeruginosa. This bacterium is commonly found in the environment and can naturally establish biofilms on plastic materials, though some strains are opportunistic human pathogens. The team wanted to modify the bacterium slightly to create a living sensor that easily detects microplastics in water samples.
The researchers added two genes to a non-infectious laboratory strain of P. aeruginosa to make the sensor. One gene produces a protein that activates when bacterial cells contact plastic, and the other gene produces a green-fluorescent protein in response. In lab tests, the engineered bacteria fluoresced in vials con-
Engineered microbes produce bioluminescence in the presence of microplastics, creating a living sensor seen here as a detectable green fluorescence signal, which is laid over a scanning electron microscope image.
taining plastic pieces and a growth medium, but not in separate vials of other materials such as glass and sand. A measurable fluorescence was produced within three hours for various plastics, including polyethylene terephthalate (PET) and polystyrene. Additionally, the modified bacterial cells stayed active for up to three days in the refrigerator (39°F or 4°C), which the researchers say indicates it could be transported to field locations.
To test the living microplastics sensor as an environmental monitoring tool, the researchers added the engineered P. aeruginosa to seawater from a city waterway. The seawater was first filtered and then treated to remove organic matter before the bacteria were added. Based
on the fluorescence intensity values, the water samples contained up to 100 parts per million of microplastics. Further water analysis with Raman microspectroscopy revealed that the microplastics were primarily biodegradable types, such as polyacrylamide, polycaprolactone, and methyl cellulose, which the biosensor detected despite the initial tests being done on traditional polymers.
“Our biosensor offers a fast, affordable, and sensitive way to detect microplastics in environmental samples within hours,” Chua said. “By acting as a rapid screening tool, it can transform largescale monitoring efforts and help pinpoint pollution hotspots for more detailed analysis.” CPL
Industry turns out for K 2025 and ADM Expo
October was a busy month for plastics trade shows, with both K 2025 and the Advanced Design & Manufacturing (ADM) Expo taking place within a matter of days.
K 2025 wrapped up on Oct. 15 after eight days in Düsseldorf, Germany, having drawn more than 175,000 trade visitors from approximately 160 countries.
The number of attendees and exhibitors remained stable compared to previous editions of the triennial show, officials with show operator Messe Düsseldorf said in a statement. According to Messe Düsseldorf, 73 per cent of all visitors came from abroad and over one-third of these from overseas. “A particularly strong representation was seen from China (6,300 visitors) and India (6,400 visitors),” they said. And a total of 10,000 visitors travelled from the U.S. and Brazil to attend the show, they added.
Considered the leading international trade fair for the plastics and rubber industries, the event routinely sells out exhibition space at the sprawling Messe Düsseldorf fairgrounds, and the 2025 edition was no exception. Approximately 3,275 exhibitors from 66 nations across 18 exhibition halls and outdoor areas were at the show.
The K show traditionally attracts a large number of professionals from production, processing, and related sectors such as mechanical engineering, the auto-
motive industry, electronics, medical technology, the packaging industry, and the construction industry from all over the world to find out about the latest innovations and carry out networking. A wide range of products and services in the fields of machinery, equipment, raw materials, and measuring technology were presented.
There were 18 Canadian exhibitors at K 2025, officials said, including Mississauga, Ont.-based Hamilton Plastic Systems Ltd., a supplier of auxiliary equipment that exhibited at the show for the first time. “It was a busy show, and we learned a lot about the European market,” said company vice president Douglas Hamilton. “Our goal was to explore opening different markets in Europe, especially for our powder loaders, and we met with a variety of possible distributors. We also had the chance to compare our equipment against what’s available in Europe and we’ve learned from that. For example, the Europeans prefer stainless steel equipment compared to the carbon steel used in North America – and price doesn’t seem to be an issue to them – so it’s important that we know that if we want to compete in that market. There were also a lot of attendees from South America, which is another region we want to expand our business in, so that was a bonus. So it was a good experience overall and we hope to exhibit again.”
The next K fair will be held on the Messe Düsseldorf fairgrounds from Oct. 18-25, 2028.
The ADM Expo took place shortly afterwards, from Oct. 21–23, at the Toronto Congress Centre. Formerly a series of co-located events, ADM Expo has evolved into a single streamlined show that represents the full manufacturing supply chain, from design software and product development to plastics, processing, automation, packaging, and logistics and distribution. There were approximately 350 exhibitors at the show this year – including 35 in the plastics section – and 6,000 attendees.
In addition to showcasing the exhibitors, ADM Expo also featured two conferences designed to explore critical industry issues in-depth. The first, on international and interprovincial trade, aimed to help Canadian companies reevaluate their reliance on U.S. supply chains, particularly considering recent tariffs and trade volatility. The second was on battery safety standards, emerging materials, and technological breakthroughs in battery production, with a particular focus on innovations coming out of China; the goal was to share insights into global battery trends and how Canadian firms can remain competitive.
The next ADM Expo will be held in Montreal on Nov. 11-12, 2026. CPL
The view from the the K 2025 show floor (above), and lining up to get into the event.
Photo Credits: Messe Düsseldorf/ctillmann
The Proco Machinery booth at ADM Expo.
Photo Credit: Canadian Plastics
Husky bought by
CompoSecure
in $5 billion deal
Husky Technologies, a maker of injection molding machines and associated equipment and aftermarket services based in Bolton, Ont., is being acquired by metal card manufacturer CompoSecure Inc. for roughly US$5 billion.
Husky makes injection molding machines, molds, and hot runner systems used to make plastic packaging, medical devices, and consumer products. It will continue to operate independently under its existing management as a subsidiary of CompoSecure, which is headquartered in Somerset, N.J.
In a Nov. 3 statement, Husky CEO Bradley Selleck said there will be no immediate changes to Husky’s operations or customer experience. “With CompoSecure’s long-term partnership, we will continue to invest in the technologies, systems, and capabilities that matter most to our customers and team members,” he said. “Our focus remains on delivering high performance, reliability, service excellence, and innovation. Husky will continue executing its current growth strategy, with sustainability and innovation remaining central to its future pipeline.”
The acquisition is expected to close in the first quarter of 2026, pending regulatory approval.
Founded in 1953, Husky has more than 30 locations globally and operates manufacturing facilities in Canada, the U.S., China, India, Luxembourg, and Switzerland.
Yes, Better Than...
Rain and shine at Canadian Plastics golf tournament
Canadian Plastics hosted its annual Fall Golf Tournament on Sept. 4, at Piper’s Heath Golf Club in Milton, Ont. The sold-out tournament drew industry members from Ontario, Quebec, and the U.S., who turned out to enjoy a day on the links followed by networking and dinner. The weather was wet at first but quickly cleared, with umbrellas and other rain gear being replaced by sunglasses. Thanks to all for participating.
• Designed to meet your needs by our application & engineering specialists
• Our factory-based service representatives are dedicated to assisting customers
– Auxiliary equipment maker Dri-Air Industries, headquartered in East Windsor, Conn., has appointed AceTronic Industrial Controls Inc. as its exclusive distributor for all of Canada. Headquartered in Mississauga, Ont., AceTronic manufactures custom parts and equipment for North American plastic manufacturers, and repairs plastic manufacturing equipment and components.
PEOPLE
– Germany-based machinery maker KraussMaffei Technologies GmbH has named Juergen Huemer as sales director of additive manufacturing for Canada and the U.S.
– Cobourg, Ont.-based Lorenz Conveying Products has named Brian Bruce as vice president and general manager, and Chris Robinson as director of sales.
– Swiss machinery manufacturer Maag Group has named Michael Heitzinger as manager of business development of its recycling systems division.
– Material supplier Nova Chemicals Corp., headquartered in Calgary, Alta., has named Sarah Marshall as interim senior vice president of polyethylene sales and marketing.
– Mechanical and plumbing pipe maker Rehau Inc., based in Leesburg, Va., has named Tim Greer as training manager for its building solutions division for Canada and the U.S.
– Elk Grove Village, Ill.-based injection molding machine maker Shibaura Machine Co. America has named Yoshiaki Kai as president.
– Slide Products, a Wheeling, Ill.-based manufacturer of injection mold release agents and maintenance solutions, has appointed Aaron Gibson as president.
– Swiss industrial and mechatronic solution provider Staubli has named Adrien Brouillard as executive president of its robotics division.
– Belgium-based materials maker Syensqo has appointed Mike Radossich as CEO, effective Jan. 1, 2026.
– Norway-based Tomra Recycling has named Nicodemus Sherwood as vice president of sales for the Americas and managing director for its North American headquarters in Charlotte, N.C.
– Tria, the Italy-based manufacturer of granulators, has appointed Jim Hoffman as executive vice president of Tria America Inc., its U.S. subsidiary based in Pineville, N.C.
SPE, Plastics Industry Association announce merger
In what’s being called a “historic and thoughtful step,” the Society of Plastics Engineers (SPE) and the Plastics Industry Association have announced plans to merge, with SPE becoming a division of the Washington, D.C.-based plastics association.
In an Oct. 2 news release, the Plastics Industry Association said the union forms a unified organization – one that represents the entire plastics value chain. “This merger is built on a shared belief that we are better together,” said Plastics Industry Association president and CEO Matt Seaholm. “By combining SPE’s technical expertise with [our] advocacy reach, we’re creating new opportunities for collaboration, innovation, and influence.”
Patrick Farrey, CEO of Danbury, Conn.-based SPE, is joining it as the executive vice president of SPE and chief integration officer, Seaholm said, where he will be “leading the transition and ensuring continuity for SPE’s programs and stakeholders.”
Under the terms of the merger, SPE members will retain their membership status, benefits, and identity within the new division. SPE divisions, sections, and chapters will continue their programs and activities, the release said, and additional benefits will roll out gradually. Also, new corporate-supported memberships will make it easier for Plastics Industry Association employees and member companies to join SPE. Seaholm also said that, with the merger, SPE’s technical conferences –including the Antec event – will gain exposure to broader audiences through the Plastics Industry Association’s reach.
The merger is expected to be finalized by the end of this year.
The Plastics Industry Association was founded in 1937 and was originally known as the Society of the Plastics Industry until it rebranded in 2016. SPE was founded in 1942 and is a global organization with more than 85,000 stakeholders in 84 countries. CPL
Michael Heitzinger
Adrien Brouillard
Yoshiaki Kai
Nicodemus Sherwood Jim Hoffman
Chris Robinson
Juergen Huemer
Sarah Marshall Tim Greer
Mike Radossich
Brian Bruce
Aaron Gibson
Here’s a look at what’s inside the upcoming February 2026 issue of CanadianPlasticsmagazine:
Injection molding is becoming a focal point for collaborative robot applications in the plastics processing industry. This article will explore the factors that are driving more plastics companies to deploy more of these robots on injection molding tasks.
ALSO IN THIS ISSUE:
• The newest temperature controls for hot runners
• Common errors to avoid during purging
• Do mechanical recycling and chemical recycling compete or cooperate?
PETROCHEMICAL PIONEER
As the vice president of operations at Heartland Petrochemical Complex, Canada’s only polypropylene facility, Kimberly Benedict is going where few, if any, women have gone before.
By Mark Stephen, editor
If you’re in Canada’s plastics industry and have an ear to the ground, you’ve probably heard that Calgary, Alta.based Heartland Polymers is the newest player in the North American polypropylene (PP) market, and is North America’s only single-site, integrated PP and propane dehydrogenation (PDH) operation. What you may not have heard about is Kimberly Benedict’s role in this. Located in Fort Saskatchewan, Alta. – 25 kilometers northeast of Edmonton – Heartland Petrochemical Complex (HPC) consists of the PDH and PP plants as well as the central utilities block (CUB). PP and CUB started initial operations in 2022, with PDH coming online in 2023. PDH produces feedstock for Heartland’s PP production, making the company unique to the industry – producing both polymergrade propylene (PGP) feedstock and PP
product at a single site – and Benedict played an outsized part in bringing the project to fruition. A process engineer by training, Benedict has almost 25 years of varied experience across petrochemicals and refining and, as the director of Heartland’s PDH operations, led the company’s team through the successful startup of the PDH unit and then oversaw PDH operations for two and a half years. And in a new career highlight, she has recently been appointed as the vice president of operations at HPC – making her, quite possibly, the only woman in the North American PP industry overseeing an entire production operation.
EARLY INSPIRATION
Bendict’s career might not have happened at all but for her sister. “Growing up, I didn’t know that engineering was even an
option until my older sister went into it – without that exposure, I probably wouldn’t be at Heartland today,” she said. Benedict earned a degree in chemical engineering from the University of Alberta and then worked for Shell Canada for 18 years prior to joining Heartland’s parent company Inter Pipeline in 2019, starting her career as an operations engineer. “These were my foundational years learning about plant operations in the petrochemical industry,” she said. “I then moved into several different roles within operations leadership, getting broader experience. And then six years ago, I was given the opportunity to become involved in the PDH plant startup from the ground up.”
Having a hands-on role in the commissioning and design of the PDH plant was any process engineer’s dream job,
Photo Credits: Ewan Nicholson
Benedict noted. “It was a once-in-a-lifetime opportunity – a brownfield petrochemicals project in my own backyard,” she said. “Because we were starting with a blank slate, we were able to design all of our processes exactly as we wanted.” Which was a big challenge in addition to being an opportunity. “Many of the internal procedures simply didn’t exist previously,” she said. “HPC’s safe production process helped make the development of best practices more manageable by mapping every single procedure that’s required for the safe startup and operation of the plant, along with the required cadence for communication and escalation that occurs within the operations shift cycle. We did it for operations, we did it for maintenance, we did it for our safety practices and operating manuals –we did it for everything, completely from scratch.”
As an example, Benedict said, Heartland has an operations simulator for the PP and PDH units specifically. “So, if you think of a flight simulator that pilots go in and simulate flight, we built a simulator for the PDH and PP units,” she said. “That was an investment that was made early on, and I can’t even describe the value it brings to an organization. Operators can test drive the panel they’ll be operating. All of this has given Heartland an exceptional level of specialization and expertise in our operation, which our customers really benefit from.”
With PDH construction starting in 2018, an unfortunate backdrop to the project was the COVID-19 pandemic, which hit at the height of building. Benedict says the crisis forced the Heartland team to “think outside the box” to keep everything moving – and safely. “Our site has a relatively small footprint, so having thousands of people working there while we were also social distancing to keep everyone safe created a lot of logistical challenges,” she said. “But the team really rose to the challenge and kept the big picture in mind.”
GOING GREEN ON BROWNFIELD LAND
Sustainability was a key consideration in the design of the facility from the outset. “Petrochemical refining is necessary to our lifestyle, so being able to do it in the most sustainable way possible is crucial, and decisions along the way from a design perspective allowed us to get to that point,” Benedict said. “The plant captures hydrogen and other by-products, repurposing them as fuel for our process heaters, which reduces greenhouse gas emissions by minimizing the need for imported natural gas to fuel the operation; our on-site CUB captures residual heat from the gas turbines and utilizes it to generate steam that helps to meet the energy needs of our operation; and we selected air cooling instead of water cooling, which reduces fresh-water usage by a factor of 19 times,
saving almost 1.5 million cubic meters of make-up water every year. Taken together, this sets us apart and delivers on our promise of being responsible operators, and we’re very proud of this.”
And on the recyclability side, Heartland has important partnerships in place, including with Plastics Research in Action (PRIA), which is a collaboration to advance the reuse and recycling of plastic in Canada and around the world. And the firm is an active member with the Chemistry Industry Association of Canada (CIAC), where Heartland has won three awards this year from CIAC’s United Nations-recognized Responsible Care program – which included Benedict receiving the Women in Chemistry Award. “We work to honour CIAC’s Responsible Care mandate, and are also working with PRIA to help develop a methodology to measure microplastics in water streams and are really excited about the research and the opportunities it brings,” Benedict said. Perhaps uniquely, staffing up with skilled workers – which seemed like a daunting prospect at first, and which plagues so many other manufacturers –wasn’t a particular challenge for Heartland. “There wasn’t an army of people who had worked at PP and PDH facilities before just waiting to be hired, so we had to build that knowledge internally, sometimes through trial and error,” Benedict said. “But on the plus side, we were able to choose people with the right technical acumen and who we were confident would flourish in this challenging environment. And people with good careers at other firms were willing to leave and join us because they recognized this very unique opportunity. This founding generation knows the HPC better than anyone who will ever work here in the future – which is a unique perspective to have – and there’s pride of ownership that we all feel in that. I’m proud of the team that we’ve built here.”
As in real estate, location mattered to the startup of the HPC. “We’re lucky here in Alberta – the petrochemical industry has always been such an important part of our economy and culture that we don’t
Kimberly Benedict (opposite page), and the Heartland Petrochemical Complex.
have the negative connotations and political headwinds against plastic that exist in other regions, so this helped with getting approvals to build the plant and with recruiting,” Benedict said. “We’ve brought together some of the most experienced polymer sales and technical professionals.” In fact, one of the benefits of Heartland’s operation is proximity to one of the world’s most abundant propane sources, she said, which helps ensure some of the most reliable feedstock supplies in the industry.
A HINGE POINT
The PDH plant is a game-changer for Heartland in several ways, Benedict noted. Before the PDH plant started up, Heartland was able to make PP with PGP feedstock from Inter Pipeline’s natural gas liquids business on a short-term basis, which had been Canada’s only PGP producer prior to the new Heartland PDH unit. “We’re now able to make our own proprietary PP from Alberta propane, which is a huge step forward for us,” she said. With a workforce of about 350, the plant’s production capacity is approximately 525,000 metric tonnes per year. “We’re filling about 16 rail cars per day, seven days a week, with some of the world’s highest quality PP from what represents only the second new PP capacity added to the North American market in a decade,” she said. Also, the site’s rail connections to major North American shipping hubs, strategic distribution network – including storage-in-transit facilities to help ensure timely delivery –
Minutes MAtter
Are changeovers keeping you off your pace?
Dyna-Purge cleans on the first pass, minimizing machine downtime to maximize your productivity! Plus, only Dyna-Purge provides product and technical support built on over 30 years of innovation. Our customers enjoy the industry’s most effective commercial purging compounds, outstanding customer service and reliable results.
Start saving time and increasing profits today.
Request a free sample of Dyna-Purge and see for yourself.
and geographic location mean that the site is less vulnerable to extreme weather incidents that can cause downtime. “Resin production is somewhat concentrated in North America in the Southern U.S.,” Benedict said, “With Heartland being north of that base, we offer the diversity of sourcing; and since most other PP producers are in Gulf Coast hurricane-central regions, this also gives our customers a very stable production source. And now that the Canadian market is going through such international uncertainty, being able to offer the Canadian sector a highquality Canadian-made product is even more important, and something that everyone here takes a lot of pride in.”
Heartland has already made considerable progress as North America’s newest PP supplier, with materials for film and sheet extrusion, injection molding, blow molding, and thermoforming. “Our homopolymer varieties provide excellent uniformity over a broad range of melt flows, and our random copolymer varieties bring either more impact strength or more clarity as ethylene is bonded into the polymer chain,” Benedict said. “At this point, Heartland is really getting off the ground – we’re fully open for business and are committed to working with the customers to optimize and tailor our business to suit their needs for today and for the future.”
The HPC is also a step up for Inter Pipeline, Benedict noted, as PP was not a current market for them.
ROLE MODEL
And for Benedict personally, her critical involvement as part of the HPC startup team, and her subsequent promotion to vice president of operations, might prove to be a source of inspiration for an untold number of young women. “I have three children –including two daughters – and I enjoy showing them that women can succeed in the petrochemical sector, and my oldest daughter is already interested in pursuing STEM programs at school,” she said. “I’ve also mentored a lot of women in this sector, which I’m proud of. This is not typically a female-dominant industry, but I don’t see my new position as a pressure, it’s an opportunity. My background prepared me for it to a certain extent, but I’ve always believed that if I’m not being challenged, then I’m probably not in the right job.” Heartland also partners in Women Building Futures (WBF), she noted, which is an Edmonton-based nonprofit organization that seeks to bring women into the trades, providing education and opportunities. “It was a very successful program during construction, and we had over 25 students working and being mentored on-site,” Benedict said. “We’re looking at opportunities to grow more programs with WBF.”
Discover the Difference. 866-607-8743 www.dynapurge.com
DYNA-PURGE is a registered trademark of ShUmAN PlASticS, iNc.
And a key to bringing more women into the petrochemical refining sector, Benedict believes, is reaching out to young girls before it’s too late. “It’s critical to talk to young women about the chemical industry and to present it as a good career path when they’re in high school or earlier, before they default to doing something else, because most don’t know anything about it,” she said. “Sometimes my career feels a bit surreal, to be honest – I don’t think anybody could have prepared me for what it actually feels like to be part of this, and it would be great if more women could experience the opportunities I’ve had.”
2023-10-19 11:41 AM
A SIMPLE PLAN
For granulators and shredders to be truly user-friendly, they have to prioritize safety, ease of maintenance, and simple operation. Many of today’s OEMs are on it.
By Mark Stephen, editor
The legendary architect Mies van der Rohe famously said that “less is more.”
He was talking about the value of simplicity in structural design, but his aphorism applies just as well to size reduction in plastics. In other words, keep it simple. “Processors don’t want to be bothered with scrap recovery – they just want to make product and are more focused on their production equipment,” said Bob Harrison, product manager, size reduction group with Piovan UnaDyn But the flip side is that grinding up sprues, runners, and off-spec parts is important, since it creates regrind that matches the new or virgin material being processed for smoother conveying, feeding, injection molding, and downstream extrusion processes. At the other extreme, meanwhile, are the recyclers, for whom scrap recovery is the whole ball game. So, either way, it’s good that many granulator and shredder OEMs are constantly incorporating new user-friendly features – including both hardware and software – into their units.
Here’s some recent examples.
CONTROL FREAKS
Not surprisingly in this digital age, there are regular upgrades on the software side. Traditionally, few processors thought about “smart” controls for granulators and shredders, and they remained the low-tech holdovers in shops that were otherwise modernizing. Even today, Industry 4.0type smart controls on some granulators might be overkill considering that the only function of the machines is to downsize scrap. “Some customers aren’t concerned with connectivity,” said Denis Metral, international granulators sales manager with Wittmann. “It’s more important to them to have basic beside-the-press granulators at the best price.”
But for others – such as converters that
downsize thousands of pounds per hour of film and sheet scrap, or processors that have to compile detailed reports on the materials they use for production – the ability to monitor granulator or shredder operations in real time and schedule preventive maintenance without affecting primary machines is a valuable tool.
Conair’s SG2 touchscreen control is shown on a Viper granulator.
ACS Group – which manufactures granulators and shredders under the Cumberland, Sterling, and AEC brands – recently expanded its comprehensive MiVue Industrial Internet-ofThings package to include T50 central granulators. “The MiVue package includes proprietary software, connectivity hardware, data storage, data analytics, and support for service and maintenance, with users receiving text and email alerts from the system,” said Joe Platek, the company’s sales director. “For the T50 granulators, MiVue monitors trend lines to help the customer understand amp usage, especially overusage.”
In 2024, Conair introduced its Smart Granulator 2 (SG2) touchscreen control for its Viper 12, 17, and 23 series granulators, which uses the same menu-driven interface as many other pieces of Conair auxiliary equipment while incorporating advanced features. Now for 2025, Conair’s newest and most advanced SG control package, called SG with Optimizer, offers additional intelligent features. Alarms are triggered for situations that require immediate attention from an operator, such as low rpm or high amperage, which could indicate a material jam. “Granulating machines are complex and need skilled operators,” said Alyssa Simmons, Conair’s associate product manager. “All
of our Smart Granulator controls reduce complexity by incorporating a common control interface across granulators and other Conair auxiliary equipment. This allows an operator to quickly master the control of granulators, and other pieces of equipment, with minimal additional training.”
And new developments from Rapid Granulator focus on intuitive controls that allow operators to run the machines with minimal training, said Anders Martensson, the firm’s sales and marketing director. Rapid Predict is a new accessory for Rapid Granulator’s Rapid Connect system that provides operators with realtime, on-site visibility of granulator performance through LED displays. “It helps with efficient feeding, quick adjustments, and energy optimization by giving operators immediate, easy-to-understand information directly at the machine,” Martensson said.
GETTING SMARTER
For shredders, Vecoplan was an early adopter of smart controls, beginning with the introduction of its SpeedMaster system, which improved throughput and energy efficiency, back in 2006. And it hasn’t slowed down. “Our control technology continues to get better, and is
Photo
becoming very intuitive,” said Greg Par ent, the firm’s Canadian sales representa tive. “When the shredder is running it shows the position of the ram at any given time, the amp draw, and other values. And there are options for how aggressive the ram is.” The controls also come standard with troubleshooting guides on the screen, Parent continued, and if an alarm is triggered, the HMI will ask questions and determine what the issue is based on the operator’s replies. And Vecoplan’s SureCut cutting system on its VAZ shredders and the V-rotor on its VIZ shredders for film reclaim feature specialized cutting geometries that boost user-friendliness by preventing self-feeding and rotor wrapping problems respectively.
And Zerma’s ZRS series pipe shredder, which can shred pipes with different diameters and wall thicknesses as well as pipes that are nested in one another, has a control panel with separate operator panel that enables the user to monitor and control the operation – this operator panel offers a touchscreen user interface, the company said, enabling complete control and monitoring of the process.
Any discussion of smart control technology in 2025 has to consider artificial intelligence (AI), which is becoming a force in plastics processing. In size reduction, the potential for AI includes using sensors and machine learning to automatically sort plastics by type, adjusting granulator and conveying systems to optimize parameters like throughput and energy use, and analyzing sensor data to predict when a machine might need maintenance. Companies such as Conair have already dipped a toe in. “Conair’s SG with Optimizer control package has a sensor kit that enables predictive maintenance by comparing baseline data to current data and measuring real-time equipment performance,” said Alyssa Simmons. But these are very early days, most OEMs say. “I could see where monitoring quality of regrind can help with knowing when it’s time to change the granulator knives,” said Bob Harrison. “Ammeters do this now in consistent, metered applications like beside-the-press granulators processing a runner every cycle or end-of-the-line thermoforming granulators processing
Vecoplan’s V-rotor on its VIZ shredders has a specialized cutting geometry that prevents rotor wrapping problems in film reclaim.
skeletal scrap. But for those applications that aren’t consistent, being able to evaluate the quality of the regrind would be helpful.” Currently, however, there are hurdles. “Due to the variability in materials, wear, and contamination, implementing AI would require extensive data collection and monitoring, along with investment and operator engagement,” said Anders Martensson. “And the data collection hasn’t been done yet.”
HARDWARE UPDATES
There’s more to user-friendliness than just the latest controls, AI or otherwise. Some OEMs are touting new and improved hardware components. Rotogran recently made new advancements to its line of granulators that will maximize throughput and longevity for customers. For years, the company offered replaceable inserts for abrasive wear resistance for its granulators made from mold steel coated with tungsten carbide. But extended usage data revealed that tungsten carbide is very brittle and tends to chip or break off easily from impact with hard plastic, so Rotogran changed all its wear inserts to tool steel, which is less prone to chipping and which also extends the usable life of the wear inserts. “The inserts can be replaced without disassembling the entire granulator chamber, and the operation can be performed in less time than a typical blade change,” said president Mike Cyr. “This makes the total change economical and a lot easier for the maintenance personnel.” Rotogran also installs a solid bar joining the granulator rotor fins across the granulator chamber width, Cyr said. “This makes a more rigid rotor design and also increases the inertial effect of the rotor,
allowing the granulator to maintain rpm, contributing to energy savings and an overall increase in cutting efficiency because you don’t have to draw on extra horsepower to drive the granulator,” he said.
Some suppliers tweak the design and/ or layout of the unit to boost ease of use. “When I think of user-friendliness, I think primarily of ease of feeding and of automating the feeding process,” Bob Harrison said. “For example, it could be a special feed hopper design with a side chute for feeding long pipe and ‘L’-shaped profiles into, that allows the part to go directly into the downstroke of the cutting circle – without that, the processor would have to manually cut that part up into pieces small enough to fit into the standard front feed opening.”
Rotogran custom manufactures each of its granulators in-house, so that a system can be designed for maximum userfriendliness from the start based on a customer’s specific needs. “In a system with a conveyor feeding the granulator, for example, we can turn the hopper of the granulator around and feed from the far side of the granulator, so that maintenance can be performed from this opposite side without having to move any equipment,” Mike Cyr said.
ACS Group, for one, performs what it calls a VAVE review – which stands for “value added, value engineering” – every few years on all its granulators, Joe Platek said. “The review incorporates customer feedback along with our own research, and depending on what we learn we’ll do everything from adding more-ergonomic knobs or moving access doors to making bigger alterations like changing the mounting of bedknives,” he explained.
STAY SHARP
Simplified maintenance, particularly around maintaining the sharpness of knife blades, also tops the list of new improvements. Having a grinder stay sharp longer seems like a simple thing, but knife maintenance is seen by many processors as a major hassle and some neglect it. “Dull blades are far and away the most common granulator problem,” said Denis Metral. So any developments
in coatings or materials of construction –or tricks of the trade – that make cutting blade care easier are welcome indeed. “I recommend genuine OEM knives for the longest life because I’ve seen too many processors try non-OEM knives and not get the same life, especially those made in other countries where the steel composition isn’t the same,” said Bob Harrison. The industry standard for knives in North America is D2, the OEMs say, a high-carbon, high-chromium tool steel known for its exceptional wear resistance, hardness, and durability. “D2 still remains the most effective blade material that combines affordability and durability,” Mike Cyr said. “There are harder materials available, but the cost is prohibitively steep – they cost five times as much but could only last twice as long.” For highly abrasive applications, or for customers just wanting longer time between knife changeouts, some OEMs recommend cryogenic treatment for the knives. “This helps transform austenite in the heattreated steels into martensite with stronger molecular bonding that’s more durable and offers more wear resistance,” Bob Harrison said.
Another focus from some OEMs has been on ensuring a long service life for the grinding tools. Because of its low speed of 27 rpm at 50 Hz and its screenless design, Wittmann’s new S-Max primus g ranulator has low maintenance requirements, Denis Metral said. And in Conair’s SG with Optimizer control package, on-screen reminders indicate upcoming maintenance needs, such as the need to change knives or lubricate bearings; and when linked to SmartServices –Conair’s cloud-based Industry 4.0 platform for auxiliary monitoring, measurement, and control – the granulator control can send reminders to personnel about needed maintenance work.
An hour meter helps to track preventive maintenance scheduling on blades, some OEMs say, and regular inspection and maintenance by trained staff are recommended for early detection and elimination of problems and to minimize downtime and more serious issues. “And having a spare set of blades available on the shelf for each granulator pre-
Rapid Granulator’s RFE Roller Feeder system for edge trim feeding offers instant access to the core of the machine.
vents downtime while waiting for blades to be sharpened,” Denis Metral said. Also, a granulator that’s easy to access and clean will make an operator’s life a bit easier – and also save time and money on maintenance – especially for operations that switch materials frequently. “Rapid Granulator pioneered the open-hearted design over 20 years ago, and we’ve continuously refined it across our product line,” said Anders Martensson. “This year, we’re introducing the RFE Roller Feeder system for reliable edge trim feeding that offers instant access to the core of the machine.” And many Cumberland models feature a rear cutting chamber door that opens with a linear actuator for quick access to components for cleaning and maintenance, Joe Platek said, and the company’s FX1000, FX1600, and T50 series granulators provide easy access to screen cradles and the cutting chamber. And with Wittmann’s S-Max primus granulator, the cutting chamber is fully accessible and easy to clean in just a few steps, for easy material changes, Denis Metral said.
SAFE AND SOUND
Since shredders and granulators can be particularly dangerous due to sharp rotating knives that, in some cases, can chew up material as large as car bumpers, safety is a crucial element of a user-friendly design. While basic safeguards have long been incorporated into these machines, several OEMs have introduced new technologies to even further improve safety. “Many of our newer machines have Category 3 safety circuits, with a dual channel that locks the chamber closed and imple-
ments features to ensure the rotor has stopped spinning before the machine can be accessed,” said Joe Platek. Vecoplan’s VIZ line of shredders is equipped with a hydraulically operated lifting floor for safe and convenient access to the cutting chamber. “After pressing a button to lift the floor, the operator can walk underneath the machine to change or rotate the knives without even having to bend over,” said Greg Parent. “This eliminates the need for personnel to enter the machine or perform manual work in a potentially hazardous area.”
And with Zerma’s most recent model of ZRS series pipe shredder, pipes are fed in horizontally via an enclosed feeding trough. To ensure safety, the machine is switched off during loading and the area is secured by a light-grid, ensuring that the machine can’t be started while people or loading equipment are in the area. As soon as the heavy-duty hydraulically operated cover is closed and locked, the shredding process starts automatically.
With the cost of materials going up, maintenance budgets going down, and skilled workers usually needed for other production tasks, it’s critical that granulators and shredders be as user-friendly as possible. New developments from some of the OEMs will help you achieve more with less. CPL
CONTACT
ACS Group (New Berlin, Wis.); www.acscorporate.com
Conair Group (Cranberry Township, Pa.); www.conairgroup.com
Piovan Canada (Mississauga, Ont.); www.piovan.com
Rapid Granulator Inc. (Leetsdale, Pa.); www.rapidgranulator.com
Rotogran International Inc. (Bolton, Ont.); www.rotogran.com
Wittmann Battenfeld Canada Inc. (Richmond Hill, Ont.); www.wittmann-group.com
Zerma America (Fort Meyers, Fla.); www.zerma.com
PIVOT POWER
With a unique blend of design, engineering, and manufacturing expertise, Surrey, B.C.-based thermoformer METHOD Innovation Partners has reinvented itself to serve numerous markets over the past 45 years. And now it’s offering rotational molding.
By Mark Stephen, editor
Sometimes a company stays true to its ideals by changing. A good example is METHOD Innovation Partners Inc., a Surrey, B.C.-based thermoformer that offers manufacturing, engineering, and design services. METHOD has pivoted its expertise several times over the past 45 years to successfully pursue a range of related business opportunities in line with a consistent, fundamental goal: adapting to provide solutions for an ever-growing list of customers. And in its latest pivot, the firm is now offering rotational molding, or rotomolding for short.
METHOD was founded under its original name of Creative Plastics in 1981 as a custom plastic sheet fabricator by the late entrepreneur Larrie Novak and a partner, Colin Beeskau, and originally operated in a 1,000-square-foot rented warehouse in Surrey. In the early days, Creative Plastics carved out a niche in thermoforming, specializing in point-of-purchase (POP) dis-
plays and by 1990 it had manufactured more than 8,000 video rental kiosks for convenience stores all over North America. “Our early POP business was important in getting the company off the ground and was a very successful part of the business until that market changed,” said METHOD president Carl Philibert. Along the way, in 1984, Creative Plastics became CSL Plastics Inc. and ultimately rebranded as METHOD Innovation Partners in 2013, which – according to Philibert – signifies a unified and systematic process to creating solutions.
MOVIE PROPS AND MORE
As the POP market slowly went extinct, METHOD transitioned into custom thermoforming for other industries, including making pieces for film sets. British Columbia is often called “Hollywood North” due to its status as a major film and television production hub outside of Los
Angeles, and METHOD has been uniquely involved. Notable projects for METHOD have included the recreation of Rodin’s enormous bronze statue The Thinker for the film Night at the Museum: Battle of the Smithsonian and the acrylic furniture used on the set of Disney’s Tron: Legacy. “We’ve picked up quite a bit of work for film sets over the years,” Philibert said. “It hasn’t been our biggest business segment but it’s a lot of fun. We’ve been able to create some extraordinary items.”
The firm also branched out with its creation of a new type of modular panelized building system, originally developed in response to a request to help rebuild housing in disaster areas. Those initial plastic panels quickly evolved into structural steel insulated panels – referred to as SSIPs – and led to the creation of a new division of METHOD called EXO Construction Group. EXO has now built numerous school additions, meeting a growing need for rapidly built, permanent multi-storey school buildings in B.C. and Western Canada.
And like many businesses, METHOD has seen some financial peaks and valleys over the years. “We’ve had as many as 75 team members during times when we had particularly labour-intensive orders – such as military and other high-volume projects – and then that changed,” Philibert said. “But we’ve been fortunate that revenue has grown from different sources as the business changes and grows.”
BY DESIGN
As part of its reinvention, METHOD began offering in-house industrial design to its clients in the 1990s to take a product from concept to completion, and Philibert says that’s one of the features that sets METHOD apart today. “We were the first thermoformer in our region to employ industrial designers, and they’ve allowed us to really push the envelope and become a full-service shop,” he said. Philibert estimates that about half of METHOD’s clients are engineers who bring CAD files or diagrams. “They know what they want and how it needs to be made,” he said. “But some of the other 50 per cent might have nothing more than a rough sketch and we can do the rest.”
A METHOD thermoforming operator at work.
In addition to offering full-service design, METHOD has continued to adapt to a changing market by investing in sophisticated manufacturing equipment and services, including the latest thermoforming technologies, computer numerical control (CNC) machining and trimming, and foam wire cutting. “Our integration of CAD modelling across manufacturing – from tooling design to final product – allows us to translate our designs into tangible products, with all manufacturing services under one roof,” Philibert said. “With real-time monitoring and automated quality checks, we can ensure strict adherence to specifications. And beyond precision and automation, anything that optimizes resource utilization also promotes sustainability in manufacturing.”
Indeed, sustainability is important at METHOD, Philibert added. “We recycle almost 99 per cent of our solid colour plastic and reconvert it into sheet,” he said. “And we’re starting to ramp up a special program that’s using 100 per cent recycled material for rotomolding work –not just recycled powders, but also different sizes of pellets. This isn’t as common for rotomolding.”
During the COVID-19 pandemic, METHOD pivoted, yet again, towards making personal protective equipment (PPE), producing its own face shields for frontline workers as part of B.C.’s “Restart Plan” to help counter the crisis. The company adapted its tooling and then worked through several iterations of design improvements to increase functionality and durability, with some customers wanting 90-degree swiveling or the ability to attach and detach from hard hats and bump caps. METHOD eventually developed five different models and delivered over 75,000 units for frontline essential workers, teachers, and others across Canada and the U.S. “Our PPE face shields are made with extra thick .030 clear certified plastic, and are reusable to reduce the waste issues created by singleuse PPE,” Philibert said.
And unlike some other plastic processors, METHOD has maintained its PPE business now that the pandemic is over, and the face shields business is one of its
four divisions today. The other three are the afore-mentioned EXO Construction Group; Harvester Horticulture Products, which manufactures trays, reservoirs, and rolling benches and racking systems for the agricultural and gardening industries; and Backwater Adventure Products, which makes small, lightweight boats –easily securable on vehicle roofs or placed in the back of SUVs or trucks – for fishing, hunting, and leisure.
SEIZING AN OPPORTUNITY
METHOD’s most recent pivot is into rotomolding, which came about when it acquired the custom rotomolding assets of a local firm and its customers in March of this year. The process unfolded very quickly, Philibert explained. “We had to move fast to secure the agreement and then transition into asset ownership and operation without slowing production and missing any product deliveries,” he said. “We wanted to keep the current customers happy, and we did it. Rotomolding offers the opportunity to specialize in very large, complicated parts, so we had to adapt to that quickly. Our skill set allowed us to do that, along with having staff onboarded from the previous company – including the head of operations, who’s joined us in a very influential position.” By successfully hitting the ground running, METHOD has nearly doubled its manufacturing output almost overnight. “We saw this opportunity and took it, and it’s already paying off,” Philibert said. “The rotomolding business has grown very quickly for us and is now a significant part of our operations.”
METHOD’s customers overall tend to be in either Canada or the U.S., Philibert said, although the exact mix varies from year to year. “Our products get shipped to Europe and even Asia, but North America is our focus, and the West Coast in particular,” he said. “Thermoformed and rotomolded parts tend to be lowvolume – just a few hundred or thousand items – so it often makes sense to keep things in Canada and the U.S.”
METHOD currently has approximately 35 workers, spread out in three facilities in Surrey – two manufacturing plants and an additional warehouse –that total about 50,000 square feet. This staff size is just right for current needs, Philibert said, but he can’t rule out potential staffing problems down the road. “Most of our skilled staff started here in the late 1990s and they’re still with us today,” he said. “But as they retire the challenge is going to be to replace them, which probably won’t be
Some of METHOD’s rotomolded parts.
The METHOD staff on the shop fIoor.
easy. It’s not a problem for today, but it’s on our radar.”
Increased automation is helping. “We’ve been successful at designing our own automation solutions, including robotic welding systems, panel presses, and polyurethane foaming systems, and we’re going to keep coming up with even more solutions going forward,” Philibert said.
OVERCOMING OBSTACLES
Plastic manufacturing in British Columbia has inherent challenges, Philibert said, as during the past 20 years the world has become one big marketplace. “The costs to do business in this part of Canada aren’t always competitive – plus, thermoforming in general has taken a hit from globalization over the years,” he said. Which is where METHOD’s own superpowers –resiliency and a culture of innovation –have proven valuable. “We’ve had our ups and downs, but we always recovered each time because we were thrifty and were able to act quickly, keep running lean, and
A polyurethane foaming machine is one of METHOD’s recent automation advances.
offer our customers quality products and services,” Philibert said. “Keeping pace with change is a challenge, but we’ve always been sensitive to the advantages of new and more efficient ways to do things and are willing to make the investment at the right time. All our moves – our construction division, our involvement in PPE, our expansion into rotomolding –are based on customers expressing some sort of need and then us addressing it.”
Looking ahead, Philibert sees yet another eventual pivot for METHOD.
“We built our business on custom molding and that will always be a core part of what we do,” he said. “But product development that complements our custom manufacturing capabilities has differentiated us for years, and it remains a growing focus of ours – it’s part of our company DNA by now, and it offers new opportunities for our team and a whole range of products for potential customers. It inspires innovation in us, ongoing product improvement, and reach on a bigger scale, and our customers benefit from it.” CPL
Special K
Over the course of eight days in Düsseldorf, Germany, hundreds of exhibiting OEMs unveiled their latest offerings at K 2025. Here are just a few.
AUXILIARY EQUIPMENT
Gravimetric blender with eight removable hoppers
Maguire’s new WSB 280MP gravimetric blender features eight removable hoppers for rapid material changes – a modular design that eliminates the need for multiple feeders, dramatically expands dosing flexibility, and accelerates material cleanouts and changeovers.
The modular hopper concept also allows blending systems to be configured to exact production needs, future-proofing investments while minimizing downtime and waste.
Changeovers are faster and simpler, as hoppers can be swapped instantly for new materials or colours without interrupting the production process. At the same time, cleaning is easier and safer, minimizing the risk of cross-contamination and improving operator ergonomics.
Maguire Products Canada Inc. (Vaughan, Ont.); www.maguire.com
Control for large central material conveying installations
Developed for large central material conveying installations in plastics processing, Wittmann’s new M8 plus control system is designed to shorten operating times and reduce energy and material consumption through higher performance, expanded functions, and simplified operation enabled by a larger high-resolution touchscreen.
M8 plus allows control of up to eight separate material supply systems using a single controller. Within a single installation, up to 320 granulate loaders and 64 dryers can be integrated, as well as auxiliary components such as filters, blowers, and valves. All components are networked and assigned to specific tasks, enabling flexible adaptation of material flow to application needs and performance parameters.
Wittmann Battenfeld Canada Inc. (Richmond Hill, Ont.); www.wittmann-group.com
INJECTION MOLDING
IMM compatible with most industries
The new Arburg Allrounder Trend injection molding machine series is aimed at a range of industries, including technical injection molding and electronics, and is designed for ease of use at an affordable price.
The machines include a Gestica lite control with video tutorials, e-learning, and remote support, making them accessible to inexperienced operators, and can integrate easily with automation.
At market launch, there are four sizes in the clamping force range from 56 to 225 tons, and with electric injection units in sizes from 100 to 800. The injection speed is between 200 and 500 millimetres per second, and a slim machine design supports a compact footprint and space-optimized production.
Arburg Inc. (Rocky Hill, Conn.); www.arburg.us
Small-part molding system
Designed for small-part injection molding production, Mold-Masters’ new Integra turnkey all-electric production cell – developed with Swiss-based project partner Primaform AG – eliminates the need for large conventional injection molding machines and semi-cold runner systems.
Incorporating Mold-Masters’ E-Multi auxiliary injection, hot runner, and various process control systems, all movements with the system are servo controlled to provide fast, reliable, and repeatable actions.
Compared to conventional semicold runner systems, cycle times can be reduced by up to 25 per cent. Also, output can be increased with high cavitation capabilities, and eliminating cold runners can lower resin usage.
Reifenhäuser has updated its PAM system – which stands for Precise, Autonomous, Mechatronic – to offer more functionality than the first edition, making the film and sheet process even more automated.
With PAM 2.0, the systems involved in width adjustment have been fully automated, with simplified operation of coextrusion adapters and dies through increased automation, making processors even less dependent on highly qualified personnel and resulting in energy and raw material savings. Processors now can control all quality-critical adjustments during a product change mechatronically and save up to 80 minutes compared to a manual product change.
PAM is available for all new flat film lines from “Reifenhäuser Cast Sheet Coating” and as a component for slot dies from “Reifenhäuser Extrusion Systems,” as well as a retrofit for dies from all third-party manufacturers. Reifenhäuser Inc. (Maize, Kan.); www.reifenhauser.com
PACKAGING
Digital platform for packaging molding
Husky Technologies has unveiled a complete digital platform for high-performance packaging molding, built around a new high-performance HyperSync machine that features a new design, enhanced architecture, and fully integrated hot runner and mold controller technologies.
The platform is complemented by the Advantage+Elite 24/7 remote monitoring service, which has been incorporated on more than 1,500 Husky polyethylene terephthalate (PET) and closure systems worldwide. By tracking more than 70 new packaging performance parameters in real time, the service delivers proactive insights to help maximize efficiency, reliability, and overall performance management.
At the show, a HyperSync system produced thin-wall dairy cups from recycled polypropylene with in-mold labelling. Husky Technologies (Bolton, Ont.); www.husky.co
HOT RUNNERS
Simplified production of amorphous resins
The new STARGate HRS hot runners from Oerlikon HRSflow are designed for the injection molding of polypropylene, polyethylene, polystyrene, and other amorphous thermoplastics, and eliminate the design, production, assembly, and maintenance requirements of various components in conventional systems.
Engineered for maximum cooling efficiency, STARgate significantly reduces cycle times, boosting overall productivity. With no components required to guide or move needles, it simplifies manufacturing, assembly, and maintenance processes.
The compact design eliminates the need for actuator installation space, allowing for thinner back plates. And due to its smooth plastic flow and minimal stagnation area, STARgate HRS delivers faster colour changes, less scrap, and lower pressure loss.
Maintenance is also simplified with an easily replaceable gate insert, while the externally positioned actuator minimizes energy consumption by eliminating the need for cooling. Oerlikon HRSflow (Byron Center, Mich); www.hrsflow.com
MOLD TECHNOLOGY
Space-saving plug insert
With Hasco’s new Plug Insert H12294/… for 12 control zones, moldmakers can optimize available space without sacrificing performance, eliminating the need for large, complicated connection boxes.
Despite its full 16-amp load capacity, the insert uses half the space of previous six-zone variants.
Ideal for small molds or large multicavity tools where protruding boxes pose assembly challenges, the insert also features cables that are fixed by a crimp connection – the crimp technology offers a fast variation of the wiring, which guarantees safety, reliability, and long life. And the wires can always be removed from the plug with the necessary tool and be rewired up to 75 per cent faster. If a different wiring standard is required, this can be entered in when the order is placed.
Coordinated cables, including custom options, are available to integrate with existing control systems. Hasco Canada Inc. (Mississauga, Ont.); www.hasco.com
MATERIALS
Light stabilizer for PVC and polyolefin applications
BASF’s new Tinuvin NOR 600 is engineered as a high-performance synergist, designed to offer superior protection against UV light in demanding outdoor applications.
An expansion of BASF’s line of next-generation NORHALS light stabilizers, Tinuvin NOR 600 enhances the durability of polyvinyl chloride (PVC)- and polyolefin-based plastics against sunlight and heat, making it well-suited for applications such as roofing membranes and artificial turf.
Also, the free-flowing, low-dust product form is uniquely designed for masterbatching and converting and enables safe and easy handling for converters and masterbatch producers to formulate differentiated solutions.
BASF Canada Inc. (Mississauga, Ont.); www.basf.com
Three tests for maintaining injection mold part quality
By Bob Reese, RJG Inc.
Ensuring consistent part quality in injection molding requires testing various machine and process parameters. Three critical tests – Load Sensitivity Test, Injection Speed Linearity Test, and Dynamic Check Ring Test – can help molders identify machine performance characteristics, optimize processing conditions, and maintain part quality.
This article explains what each test is for, how it’s performed, and what insights it provides.
1. LOAD SENSITIVITY TEST
Purpose: The Load Sensitivity Test helps evaluate how an injection molding machine reacts to changes in material viscosity during the molding cycle. It ensures that the machine maintains consistent performance when the material or process conditions fluctuate.
How to Perform the Test: Run the molding machine at a set injection speed while maintaining a consistent material and mold temperature. To simulate a change in load that would naturally occur with a change in material, we can use either a purge plate or decompression before rotation to the shot size. These two methods will create an air shot, drastically reducing the load on the molding machine. Measure how much the machine’s injection pressure and fill rate change in response to these variations. To calculate the result, perform a percent change calculation on the fill time. Also, perform a percent change calculation on the fill pressure. Here’s the formula: (FT1 – FT2) ÷ FT1) ÷ (PK1 – PK2) ÷ 1,000) × 100 = % error/1,000 psi. When calculating for electric machines, use 10,000 as the denominator instead of 1,000.
What It Tells You: If the machine responds predictably, it’s robust and maintains consistent part quality under varying
conditions. Ideally, we would want the speed to remain consistent. If the machine’s speed fluctuates significantly, it may indicate poor control of hydraulic or electric systems, leading to inconsistent parts. This test helps determine whether a machine is suitable for running tight-tolerance parts or if adjustments are needed to improve repeatability.
2. INJECTION SPEED LINEARITY TEST
Purpose: This test checks whether an injection molding machine can maintain a smooth and predictable injection speed across different settings. This is crucial for controlling shear rate, material flow, and avoiding defects like burning or hesitation marks.
How to Perform the Test: Set up the molding machine to inject at different speeds (for example, slow, medium, and fast) and then record the fill time on the molding machine. Since the rate equals distance/time, we can calculate how fast we expect the machine to fill the mold versus how fast it actually fills the mold. We can take the distance the screw travelled during the filling phase and divide it by the actual fill time, and this will give us the average fill rate in inches per second and millimeters per second. Compare this to the setpoint on the machine and then plot the results on a graph to observe how closely the actual speed follows a linear pattern.
What It Tells You: If the actual injection speed matches the programmed speed, the machine has good linearity and provides consistent part filling. If the speed varies unexpectedly (for example, it jumps too fast or slows down randomly), it may indicate control system issues, valve problems or mechanical inconsistencies. A machine with poor linearity may strug-
gle with flash or short shots, leading to variations in part weight and dimensions.
3. DYNAMIC CHECK RING TEST
Purpose: This test evaluates the performance and sealing reliability of the check ring during the injection phase. A faulty or inconsistent check ring can allow backflow of material during injection, leading to short shots, inconsistent part weights or dimensional variability.
How to Perform the Test: Perform several consecutive short-shot trials at identical machine settings, measure the part weight for each cycle, and then analyze the variation between shots – high variability may indicate the check ring is leaking or not sealing consistently. To perform this calculation, perform a percent change calculation between the heaviest and lightest parts in the sample.
What It Tells You: Low variation in shot size/weight confirms that the check ring is sealing properly and consistently, while high variation points to wear, contamination or mechanical issues with the check ring. This test helps identify mechanical wear early, before it leads to scrap or rework.
To sum it all up, the three tests outlined above matter because they help injection molders understanding machine behaviour under different conditions so that shops can minimize dimensional variation in parts, reduce inconsistencies in fill and pack pressure, identify machine issues before they lead to defects, and ensure repeatable and reliable production. CPL
Bob Reese is a senior consultant at RJG Inc., a Traverse City, Mich.-based training and consulting company that specializes in the injection molding industry. Visit www.rjginc.com for more.
THANK YOU TO THE SPONSORS AND GOLFERS AT THE
CANADIAN PLASTICS FALL CLASSIC
2025 GOLF TOURNAMENT
Thank you to all the sponsors and golfers who contributed to the success of the Annual Canadian Plastics Fall Classic Golf Tournament. Your support and participation made for an unforgettable day of networking, sportsmanship, and connection within the plastics industry.
THANK YOU for being a part of this wonderful tradition!
We look forward to seeing you again next year on September 10th at Piper’s Heath Golf Club!