

Novel Test Methods for Electric Transmission Fluid Development

Yungwan Kwak and Christopher Cleveland
Afton Chemical Corporation, Richmond, VA
May 19th, 2022
76th STLE Annual Meeting & Exhibition, Orlando, FL

Introduction
Performance Requirements of Electric Drivetrain Fluid (EDF)
New eMobility Tests
Various Cu corrosion types, connectors, magnets and magnet wires, plastic materials.
Summary

The Drive to Electric Drivetrain Fluid (EDF)

Speed of change is high Risk is therefore high OEMs interest in:
Cooling performance
Efficiency
Material Compatibility
Mechanical protection • Antiwear • Bearing




OEMs are investing ~ $300 billion in the coming years to develop and launch electric vehicles. As resources shift to electric vehicle development, investment in traditional powertrains is decreasing.
Some OEMs are even questioning if Hybrids are a sustainable strategy
Major Components in eDrives


Electric Motor Power Electronics Reduction

Converts electrical to mechanical energy


Converts DC (battery) to AC (motor / generator)

Gear set reducing high rpm of eMotor to suitable output. Single or 2-3 speed


Compact system bringing these components together.

Allows each wheel independent speed (for cornering etc)

Electric Drive Unit Requires Optimized ETF

Electrical Properties

Fresh electrical conductivity
Electrical conductivity after aging

Dielectric breakdown voltage


Cooling Performance


Material Compatibility


Copper and other yellow mtls.
Plastics/insulation materials


Elastomers/seals

Water contamination





Thermal conductivity

Specific heat capacity
Oxidation



Mechanical Protection
Extreme Pressure


Pitting

Wear (Gear & Bearing)
Protection under electrification





Efficiency

Friction

Viscometrics

Thermal property
eMobility Tests to be Discussed







Various Cu Corrosion Tests: Static and Electrified Condition












Conventional Cu Corrosion Tests: Vapor and Liquid Phase Test
Vapor phase test





Cu corrosion behaves differently in vapor and liquid phase
No correlation between the amount of Cu dissolved and visual rating
Severe Cu leaching can cause hardware issue
Visual ratings are misleading for Cu corrosion
Cu corrosion under electrification and material compatibility important
Liquid phase test



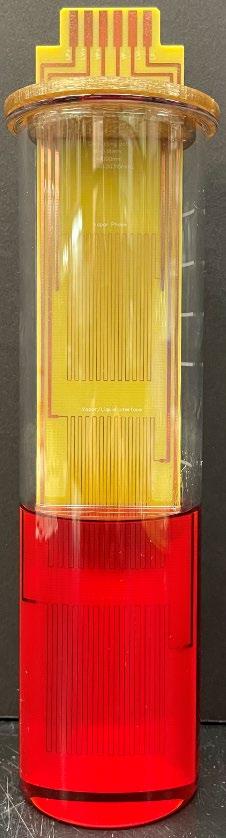
Copper Corrosion Test via Printed Circuit Board



Test condition
1 mV supply and 150 °C
Monitor resistance change over time
Liquid, interface, and vapor phase
Easy set up




Fluid A
Fluid B
Fluid C
Electrified Cu Corrosion Test via Printed Circuit Board
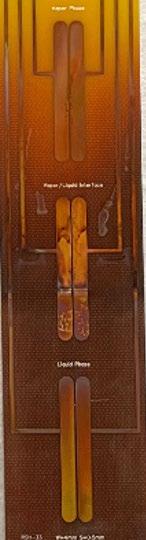



Test condition
10 V DC 0.5 mm electrode gap 150 °C

Monitors conductive layer
Evaluates 3 phases
Realtime evaluation
Easy set up

Low Voltage Connector Test



Assess conductive deposit on the connector pins under electrified condition
Liquid phase and vapor phase evaluation
12 DC voltage applied
Condition: 500 h, 1000 h, or longer at 150 °C
Conditions and parts selected with OEM and Tiers

Results of Low Voltage Connector Test
Good fluid @ 1000 hours



Bad fluid @ 500 hours



Bad fluid confirmed conductive deposit formation via resistance change
Clear differences between fluid chemistry/formulation
Degree of non-conductive deposit
Nature of S chemistry
V. P.
L. P.
Fresh

h



A B C D









Polyesterimide resin/varnish
20mm x 50 mm x 3 mm
Cured 1h at 150 °C
Aging tested in 150 °C
Color darkening
(lighter) A > C > D > B (darker)
Fluid chemistry important
Type of S more important
S content not critical Other various components
Plastic Material Compatibility Test

150 °C / 336 hour



Fresh A B C





Materials’ compatibility varies with fluid chemistry, material type, and water content

Permanent Magnet Test

Aged at 150 °C
Magnet strength decreased
20 – 28% No meaningful fluid contribution
Corrosion of surface (less) B < A < C (more)
Fluid chemistry affected corrosion not magnet strength
Magnet typically not direct contact in eMotor



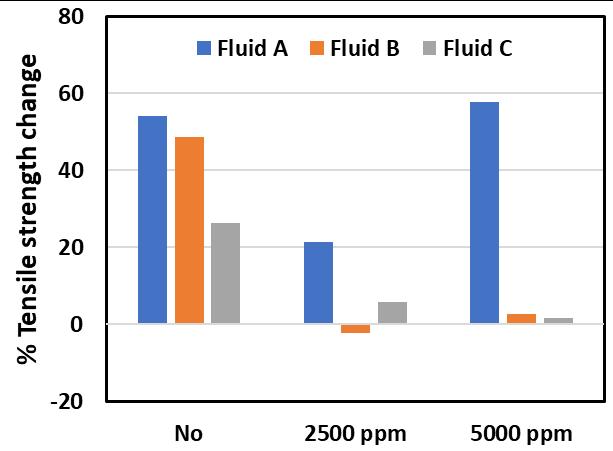
Breakdown Voltage of Magnet Wire
Thermal rating of 200 °C magnet wire (twisted pair)
Aging conditions
150 °C in a pressure tube
Aging time and water content affect performance
Fluid chemistry and formulation important

Partial Discharge Property of Magnet Wires

PD or corona discharge occurs when sufficiently strong electric filed applied, generating localized hot, fluorescent, and audible discharge
Typically, PDIV is much lower than BDV
Dependent on type of insulation and thickness of insulation
Aging of magnet wire deteriorate PD performance
Takes long time to see differences without added water


Concept demonstrates that we can screen for compatibility
Discrimination between good and bad fluids
Fluid formulations can be adjusted to improve compatibility Diversity of designs means divergent needs
New requirements on top of all conventional requirements
The optimum solution will differ for each OEM
Working closely with expert partners is the best way to develop optimized ETF technology
Close collaborations with OEMs/Tiers
• Conditions and parts relevant to the OEM applications
Salute industry activity