10 minute read
Standardiserat aluminium

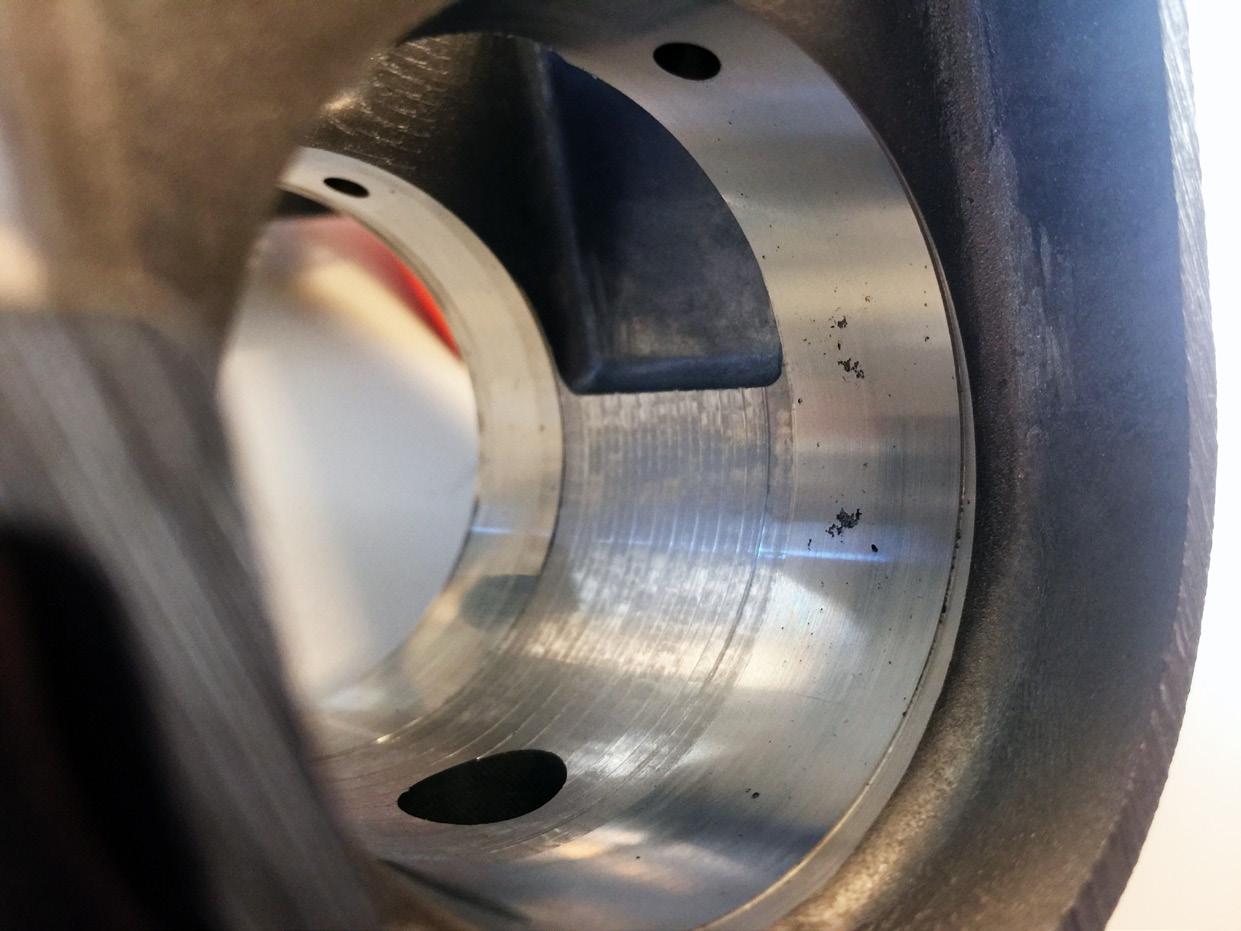
Standarder är västenliga för att reglera vilka egenskaper som en produkt ska hålla. Det finns standarder för det mesta som rör produkten, som till exempel portäthet och kemiskt innehåll. Även hur man ska mäta på aluminiumprodukter är reglerat i standarder. Bilden visar en fräst yta med stora poransamlingar.
Standarder är måhända inte det roligaste på denna jord, men oerhört viktiga för att förebygga missförstånd vid order och produkter som inte möter kraven. Standarder är en viktig förutsättning för att få rätt egenskaper på sin produkt. Standarder kräver dock kunskap, exempelvis för att kunna beställa en produkt från Kina utifrån en europeisk standard. För att räta ut vissa klurigheter försöker vi här gå igenom standarden för aluminium och hur den är uppbyggda. Håll ut för nu åker vi.
Plastiskt bearbetade legeringar
Som alla vet är legeringar en blandning av olika metaller. En aluminiumlegering är en legering som består av mestadels aluminium och av mindre halter av andra metaller. Klassificeringssystemet som tillämpas i Sverige är den europeiska standarden (European Norm - EN). Tidigare fanns svensk standard (SS) för aluminiumlegeringar men sedan mer än 20 år är den ersatt med EN. Begreppet ”SS-EN” betyder att svensk standard är samma som europeisk norm. En legeringsspecifikation beskrivs som EN AW-XYYY där A står för att det är en aluminiumlegering, W för att det är en legering för plastiskt bearbetade produkter (engelska – Wrought) och den första siffran (X) betecknar huvudlegeringsämnet, där 1 till exempel står för en olegerad legering och 4 för kisel som huvudlegeringselement. Övriga tre siffror (Y) har ingen direkt mening utan är en nummerserie. EN AW-2011 är till exempel en aluminiumlegering för plastisk bearbetning med huvudlegeringselementget koppar (4-5 %), i detta fall oftast dragen till stång för vidare tillverkning av till exempel bultar eller nitar.

Svensk standard för aluminiumprodukter finns i ett stort antal beroende på material, användning och vad som efterfrågas. Under åren har standarderna varierat i utseende, men mest på omslaget.
Gjutlegeringar
En gjutlegering följer samma logik som plastiska legeringar, men har i stället för ett W antingen ett B för tacka (engelska – Billet) eller C för en gjuten produkt (engelska – Cast). Till exempel EN AB-42000 specificerar det kemiska innehållet för en legeringsråvara med huvudlegeringselementet kisel. När denna metall smälts ned och gjuts till en komponent kallas den istället EN AC-42000. Skillnaden mellan dessa specifikationer är att vissa legeringselement som järn har en bredare specifikation som gjutämne eftersom legeringen förväntas plocka upp järn från gjutprocessen. För EN AC lämnas också en specifikation av egenskaper, som hållfasthet och svetsbarhet, som av förklarliga skäl inte finns för EN AB.
För gjutna komponenter finns det ett tillägg till normen som anger hur produkten har tillverkats. EN AC42000 S betecknar en 42000legering som har sandgjutits, och om det istället står K så skulle det stå för kokillgjutning alternativt lågtrycksgjutning och D står för pressgjutning (från tyskans Drückguss). Anledningen att det finns en tillståndsbeteckning på en ritning är helt enkelt att egenskaperna skiljer sig åt mellan de olika gjutmetoderna. Pressgjutning stelnar snabbare än övriga gjutmetoder och har därmed en högre sträck- och brottgräns men oftast en lägre brottförlängning. Oftast har olika gjuttekniker specifika legeringar som är anpassade till tekniken, men det förekommer till exempel att det till exempel sandgjuts med pressgjutlegeringar.

Tackor och flytande transporter av aluminium specificeras i en egen standard. En tacka benämns EN AB-46000 och efter gjutning av produkt EN AC-46000. Olika leverantörer har olika storlek på tackor men måste hålla sig inom specifikationen, men tänk på att det ämne som påverkar produkten mest (syre/oxider) inte är specificerad i någon standard.
Tillståndsbeteckningar
Egenskaper på en detalj beror både på formning och på hur den efterbearbetas. På ritningen finns av detta skäl ofta en tillståndsbeteckning som beskriver hur detaljen har behandlats efter formningen. Ett ”F” betecknar tillståndet direkt efter tillverkning och egenskaperna beror på formmetoden. F-tillståndet betyder att produkten tagits direkt från gjutning, smidning eller varmvalsning. Egenskaper som formbarhet, hårdhet och styrka påverkas kraftigt av en efterbearbetning, som kan vara en värmebehandling, men också kallformning. De vanligaste tillståndsbeteckningarna är härdning genom värmebehandling (tillstånd – T), som följs av siffror som anger vilken typ av värmebehandling som avses (se tabell). För O-tillståndet har produkten mjukgörande värmebehandlingsprocess (glödgning) som vanligen genomförs vid en temperatur 350-450°C. Om produkten har kallbearbetats anges det med H-tillståndet och specificerade hållfasthetsvärden ges från bearbetningen.
Avrundningsregler i standarder
Standarder finns för olika tillverkningsmetoder och till exempel gjutna produkter anges i standard SS-EN 1706. För varje legeringsstandard finns en minsta och högsta tillåten koncentration av ett legeringselement. Ofta skrivs endast ett värde ut vilket då är den högsta tillåtna koncentrationen så att tillåtna värden är mellan noll och satt värde. För en legering kan det för legeringselementet Mg (magnesium) stå 0,20–0,65. Den minsta tillåtna koncentrationen är då 0,20 % och den högsta 0,65 %. Med avrundningsregler är värde mellan 0,195 % till 0,654 % tillåtna och en koncentration på 0,194 % är för låg för att vara inom specifikation. Det spelar således roll om det står 0,2, 0,20 eller 0,200 för vilken koncentration som tillåts vara inom specifikationen. Ett minimivärde på 0,2 % tillåter ett värde som är 0,15 medan ett minimivärde på 0,20 tolererar endast 0,195. Följaktligen så är den lägsta tillåtna koncentrationen 0,1995 % vid en minimispecifikation på 0,200 %. Varför sätter man då inte alltid tio nollor bakom önskat värde för att slippa avrunda? Det är helt enkelt som så att mätnoggrannheten vid mätning av halter är det som begränsar hur exakt man kan specificera. Det är ju tämligen svårt att kontrollera en specifikation på något som inte går att mäta. Hur noggrant det går att mäta behandlar vi en annan gång.
Vad betyder det då om vi i en standard för en legering EN AC44100 läser Mg 0,20-0,65 (0,25-0,6) under elementet? När det står dubbla värden så gäller värdena utan parentes den form som anges i standard AC – alltså standarden för den gjutna komponenten. Värdena inom parentes gäller för tack-råvaran (AB) där de avviker från värdena för AC. Det är endast element som förändras i processen som har en avvikande specifikation på tacka jämfört med gjuten komponent. Till exempel järn ökar i gjutprocessen när smält aluminium kommer i kontakt med verktyg, skopor och andra järnföremål. Även magnesium har en annan specifikation då magnesium oxiderar och minskar i koncentration i metallen vid smältning.

En komplett standardbeskrivning innehåller mycket information som har betydelse för produktens slutgiltiga egenskaper. Detta är oftast vad som står på en konstruktionsritning, men tillverkare har oftast en avsmalnad specifikation mot standard, så att processen stabiliseras.
Beskrivande beteckning
Legeringsspecifikationer med beskrivande beteckningarna används som tillägg till EN-standarder och anges då inom hakparenteser [ ]. Som exempel så kan en legering skrivas med ett tilläggande beskrivande exempel som EN AC-42000 [AlSi7Mg]. Beteckningen är den kemiska beteckningen där huvudlegeringselementen anges som medelkoncentration eftersom huvudlegeringsämnena kisel innehåller 6,5 till 7,5 % och en magnesiumhalt 0,20-0,65 %. För rena legeringar (1000-serien) betecknas istället renheten i aluminiumet där till exempel [Al99,7] anger att legeringen innehåller minst 99,7 % aluminium.
Standardiserad hållfasthet och provning
I legeringsstandarderna för plastiska och gjutna produkter anges också en specificerad hållfasthet. För plastiska legeringar anges hållfastheten oftast för olika godstjocklekar då egenskaperna variera med tjocklek. Även vanligt förekommande tillstånd är angivna i standarden, som olika värmebehandlingar.
För gjutlegeringar anges hållfastheten för olika gjutmetoder där sand-, kokill- och lågtrycksgjutning ger värden för både gjuttillstånd och efter vanligt förekommande värmebehandlingar. Att tänka på är att hållfasthetsvärdena gäller för separatgjutna provstavar med en specifik geometri, medan egenskaperna i ett gjutgods i själva verket varierar med godstjocklek. För pressgjutning är det endast en rekommendation att specificera hållfasthet, vilket innebär att om pressgjutna komponenter ska ha krav på hållfasthet måste dessa specificeras separat på ritning. Rekommendationen gäller liksom för övriga gjutspecifikationer för separatgjutna provstavar. Att de specificerade värdena för pressgjutning endast är rekommendationer har gjort konstruktörer jag talat med kallsvettiga, precis som jag känner när jag talar med en sydeuropé i min vänkrets som brukar säga om stoppskyltar – ”it is just a recommendation”. Min rekommendation till pressgjutgodsköpare är att tillsammans med leverantör bygga en testfixtur där den pressgjutna komponenten testas utifrån vad som är viktigt för applikationen. Att ta ut provstavar ur pressgjutgods ger information om hur komponenten är precis där provstaven tas ut men inte hur det ser ut ett par centimeter bort. Att prova hela komponenter i en fixtur som är konturerad efter vilka krav den ska utsättas för i sin applikation är mycket bättre. Det kan vara med tryck, drag eller slag som komponenten testas och det ger en betydligt bättre kontroll av att rätt egenskaper uppnås.
Standarder från andra länder
EU har alltså en norm och det har förstås även USA, Japan och så vidare, och dessa normer skiljer sig åt. För att översätta en stats norm till en annan behövs en översättningsnyckel, men det förekommer frekvent att två normer inte helt överensstämmer utan avviker från varandra på något sätt. Att jämföra den kemiska beskrivningen ger ofta en första hint om legeringstyp eftersom den specificerar de viktigaste legeringselementet men tänk på att övriga legeringsämne inte går att utläsa från titeln utan dessa får man avläsa i standarden. Olika nationers standarder kan se lika ut men skilja sig åt på vissa element. Köper du en komponent i ett annat land så är det en risk att produktens kemiska innehåll ligger utanför den norm som är specificerad på ritningen. Därför måste du jämföra hela specifikationen för de båda standarderna för att säkert veta att du får en produkt med hela legeringsinnehållet rätt.
Legeringsspecifikationer och återvinning
I legeringsstandarder finns det inga krav eller angivelser gällande återvunnet innehåll. Vanligtvis är det låga gränser för järn, koppar och zink som sätter begränsning på om en legering är lönsamt att tillverkas med återvunnen råvara eller inte. Samtliga legeringar går att tillverka med 100 % post-konsument-skrot men det kräver hög renhet på skrotet. Även om det i teorin går att tillverka alla legeringar med skrotbaserad råvara, är det oftast inte ekonomiskt att göra det. Likaså kan samtliga legeringar tillverkas utifrån en jungfrulig råvara men på samma sätt är det oftast inte ekonomiskt att göra det. Vilka legeringar som baseras på återvunnen råvara och vilka som baseras på primär aluminium har varierat över tid och geografisk position. Ur ett hållbarhetsperspektiv är det så klart förkastligt att använda en primär metall när det finns återvunnen att tillgå. När efterfrågan på återvunnen råvara ökar på renare skrotklasser så är ett troligt scenario att primär metall används i legering- ar som normalt baseras på återvunnen råvara. För att driva tillverkningen mot mer hållbara alternativ är det därför väsentligt att deklarera innehållet, i form av post-konsument, pre-konsument och primär råvara. Detta är inget som finns beskrivet i SS-EN utan är upp till varje tillverkare att specificera. När även definitionen på vad en återvunnen råvara är upp till användaren så blir det så klart svårt att jämföra olika leverantörer och därmed svårt att driva utvecklingen mot mer hållbara material och tillverkningsmetoder. Det finns en stor förbättringspotential på området vilket vi ska ta upp i kommande nummer. Hur detta ska göras i framtiden finns idag ingen standard för.
Nästa gång ska vi kika mer på de standarder som finns för att deklarera hållbarhet för aluminiumprodukter. Kan årligen återkommande miljörapporter från företag eller rent av deklarationsmetoder baserade på egenbedömning vara vägen framåt för en jämförbar deklaration? Eller behövs en gemensam standard där definitioner på hållbarhetsavtrycket för legeringar och tillverkningsprocesser ingår? Min grundinställning är att man måste mäta för att veta. Och för att jämföra måste man mäta lika. Standarder är kanske inte ”rock’n roll” men de är viktiga för att driva utvecklingen framåt. Standarder minskar manöverutrymmet för felaktigheter så att vi på riktigt driver utvecklingen mer effektivt mot en hållbar värld. Hållbart på riktigt alltså.

SS-EN 1706 beskriver kemisk sammansättning och mekaniska egenskaper för de vanligaste gjutlegeringarna. Standarden säger inget om vilka legeringar som är baserade på återvunnen råvara eller vilka som är tillverkade från jungfrulig råvara.