
9 minute read
The Fundamentals


Industry smarts evolved from WAI’s iconic “Fundamentals” course
Rod Defects: Part 2 of 3
This second of three Fundamentals columns is from the WAI’s Ferrous Steel Handbook. The section on rod defects, which has 39 images, explores 16 types of rod defects. Part 2 presents fire crack transfer marks, roughness, slivers (shell), core segregation and surface decarburization. Part 3 will include hard spots, mechanical damage, hot shortness and burned steel, nonmetallic inclusions, and slag entrapment. Part 1 presented: seams (cracks), laps, fins (overfill), rolled-in extraneous matter, scratches and roll marks. The handbook can be purchased online at www.wirenet.org.
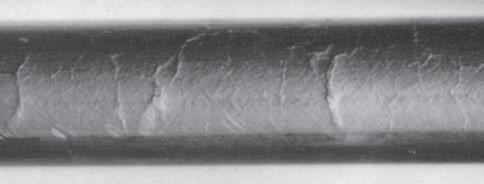
Fire crack transfer marks
Fire crack transfer marks are periodic, elevated patterns that run at right angles to the rolling direction.
Root Cause. During hot rolling, roll surfaces are continuously heated and cooled. Stress cracks occur in the roll grooves if the rolls are made from unsuitable material and/or cooled inadequately. Proper cooling, coupled with timely changing or dressing of the rolls, will minimize stress cracks.
Depressions in roll surfaces cause corresponding protuberances in a rolled product. Although fire crack transfer marks from earlier passes are smoothed out in subsequent passes, they can lead to other surface defects such as seams, laps, or slivers.
Detection. Because of their characteristic form, fire crack transfer marks can easily be detected with the naked eye or with low magnification. See Fig. 16.
Misinterpretation. Fire crack transfer marks can be mistaken for roll marks.
Roughness
Continuously recurring, irregular depressions, and/or protuberances on the surface of wire rod are known as roughness.
Root Cause. A rough wire rod surface is usually caused by severe roll groove wear, particularly in the last two rolling passes. A smooth surface after rolling can still become rough if heavy oxide scale forms on the wire rod due to excessively slow cooling. Corrosion can cause surface roughness if the rod is stored for long periods in a damp or corrosive environment. See Figs. 18 and 19.
Detection. Surface roughness on descaled specimens can easily be detected with the naked eye or with low magnification. The degree of surface roughness can be determined by microscopic examination or measured quantitatively by using a three-dimensional laser surface profilometer.
Misinterpretation. Roughness cannot be confused with other defects.
Editor’s note: This section, which will present knowledge from some of the industry’s best, is not limited to Fundamentals instructors. For editorial submission considerations, email editor@wirenet.org.
SECTION SPONSOR
Düsseldorf, Germany May 09 - 13, 2022
VISIT US AT BOOTH 9B54
In-depth industry know-how and highly productive IT solutions for the Smart Cable Factory Increase flexibility to customer requests Ensure on-time delivery Optimize OEE Reduce scrap and WIP inventory Minimize non-value-added work
Cutting-edge ERP & MES solution for cable manufacturers
www.advaris.com
Slivers (Shell) THE FUNDAMENTALS
A sliver is an imperfection consisting of a very thin elongated metallic protrusion attached loosely to the rod surface at one end. Slivers are folded back and rolled into the surface as rod passes through the mill. Slivers vary in shape and size, and oxide scale or nonmetallic material generally fills the space between rod and sliver.
Root Cause. Slivers are caused by splashing during ingot pouring, or by blowholes near the surface of the ingot. However, straight-line slivers can result from tearing or peeling of surface imperfections on billets, ingots, or semi-finished products due to slipping of stock in the roll gap or in pinch rolls, or by damaged or excessively worn rolls in the rod mill. Nonmetallic inclusions just under the ingot or cast billet surface can break out and leave slivers behind. Transverse and longitudinal seams caused by casting defects or improper rolling temperature also can cause slivers during subsequent rolling. Improper surface conditioning by scarfing, chipping, or grinding can miss defects on the rod surface, which results in slivers.
Detection. Slivers can usually be recognized with the naked eye on under-scaled or descaled specimens. Upsetting, torsion tests, or magnafluxing can reveal very small slivers. See Figs. 20 and 21.
Misinterpretation. Slivers may be mistaken for hot shortness or laps; however, metallographic examination can usually identify the root cause of the defect.
Core Segregation
Core segregation is the difference in chemical composition from the nominal bulk chemistry at the interior (core) of wire rod.
Root Cause. During solidification, concentration of solute elements dissolved in molten metal depends on temperature. As the temperature decreases, solute concentration in the initial solid metal (at the surface) is less than in the remaining molten liquid phase.
Therefore, the last molten metal to solidify at the core contains the highest concentration of solute element. This process is known as phase separation or segregation. In particular, phosphorus, sulfur, carbon, and many alloying elements are susceptible to phase separation and segregate to the core of a cast ingot or billet. Pronounced segregation can be detrimental, depending on the proposed application of the material.
Detection. Macroscopic examination of etched longitudinal and transverse sections will reveal segregation; however, it is more informative to use microscopic examination. Deep etching tests are often used for specific elements. For example, sulfur prints are used to show sulfur segregation.
Misinterpretation. Core segregation may be mistaken for pipe when examining fracture surfaces and sections. surface after rolling can still become rough if heavy oxide scale forms on the wire rod due to excessively slow cooling. Corrosion can cause surface roughness if the rod is stored for long periods in a damp or corrosive environment. Steel Grade: 1037; Size: 13.5 mm diameter.Detection. Surface roughness on descaled specimens can easily be Fig. 15. Guide/pinch roll mark on wire rod. detected with the naked eye or with low magnification. The degree of surface roughness can be determined by microscopic examination or measured quantitatively by using a three-dimensional laser surface profilometer. Misinterpretation. Roughness cannot be confused with other defects. Steel Grade: D65-2; Size: 5.5 mm diameter. Fig. 16. Patterns of transfer marks at right angles to the rolling direction caused by fire cracks on the finishing roll. Size: 6.5 mm diameter; Magnification: 3X. Fig. 17. Roughness caused by roll groove wear in the leader oval pass.* Roughness Continuously recurring, irregular depressions, and/or protuberances on the surface of wire rod are known as roughness. Root Cause. A rough wire rod surface is usually caused by severe roll groove wear, particularly in the last two rolling passes. A smooth
131
Size: 6.5 mm diameter. Fig. 18. Roughness on a rod due to pitting corrosion after long exposure to open air. Slivers (Shell) A sliver is an imperfection consisting of a very thin elongated metallic protrusion attached loosely to the rod surface at one end. Slivers are folded back and rolled into the surface as rod passes through the mill. Slivers vary in shape and size, and oxide scale or nonmetallic material generally fills the space between rod and sliver.
132
CHAPTER 8 — ROD DEFECTS


Surface Decarburization
Surface decarburization is a loss of carbon from the surface layer of a carbon-containing alloy due to reaction
Fig. 19. Rod coils stored in a corrosive environment.

Size: 5.5 mm diameter; Magnification: 5X. Size: 5.5 mm diameter; Magnification: 5X. Fig. 20. Large protruding sliver and smaller Fig. 20. Large protruding sliver and smaller overlaps on rod. overlaps on rod.

Steel Grade 1144; Size: 19.5 mm diameter. Steel Grade 1144; Size: 19.5 mm diameter. Fig. 21. Pit from dislodged sliver defect on rod. with one or more chemical substances in a medium that contacts the surface. A decarburized zone may be classified as total decarburization (clean sweep) or partial (graduated) decarburization. Total decarburization occurs when there is no carbon present, while a decrease in the carbon content is designated as partial decarburization.
Root Cause. Surface decarburization is normal to some degree in any heating operation that is performed in an oxidizing atmosphere. Abnormally long heating time at high temperature or excess air in a furnace will expedite carbon removal from the surface of the steel rod. Constituents in a furnace atmosphere, such as moisture, can react with carbon in the steel to accelerate decarburization. Excess oxygen in the furnace atmosphere, temperature, and exposure time determines the extent of carbon depletion and depth of the impoverished zone.
Detection. Total decarburization can be detected with the naked eye in untreated specimens, but it is more easily detected in hardened specimens. The extent and depth of surface decarburization can be determined by metallographic examination or by surface chemical analysis techniques such as Auger electron spectroscopy (AES), X-ray photoelectron spectroscopy (XPS), and secondary ion mass spectrometry (SIMS).
Misinterpretation. Surface decarburization cannot be mistaken for any other type of defect.
Fig. 21. Pit from dislodged sliver defect on rod. Core Segregation Core Segregation Core segregation is the difference in chemical composition from the nominal bulk chemistry at the interior (core) of wire rod. Core segregation is the difference in chemical composition from the nominal bulk chemistry at the interior (core) of wire rod. Root Cause. During solidification, concentration of solute elements dissolved in molten metal depends on temperature. As the Root Cause. During solidification, concentration of solute eletemperature decreases, solute concentration in the initial solid metal ments dissolved in molten metal depends on temperature. As the (at the surface) is less than in the remaining molten liquid phase. temperature decreases, solute concentration in the initial solid metal Therefore, the last molten metal to solidify at the core contains the (at the surface) is less than in the remaining molten liquid phase. highest concentration of solute element. This process is known as Therefore, the last molten metal to solidify at the core contains the phase separation or segregation. In particular, phosphorus, sulfur, highest concentration of solute element. This process is known as carbon, and many alloying elements are susceptible to phase separaphase separation or segregation. In particular, phosphorus, sulfur, tion and segregate to the core of a cast ingot or billet. Pronounced carbon, and many alloying elements are susceptible to phase separasegregation can be detrimental, depending on the proposed application and segregate to the core of a cast ingot or billet. Pronounced tion of the material. segregation can be detrimental, depending on the proposed applica134 tion of the material.

CANDOJET Hot water cleaning Ultrasonic wire cleaning


Welding wire copper coating Waste water treatment
Represented in the US by
contact: sales@kinreiusa.com

Galvanic wire plating

Chemicals and R&D
Candor Sweden AB
Tel: +46 11-21 75 00 info@candorsweden.com www.candorsweden.com








