34 Guarding our seafood against vibrio parahaemolyticus
37 Crispier break for KitKat
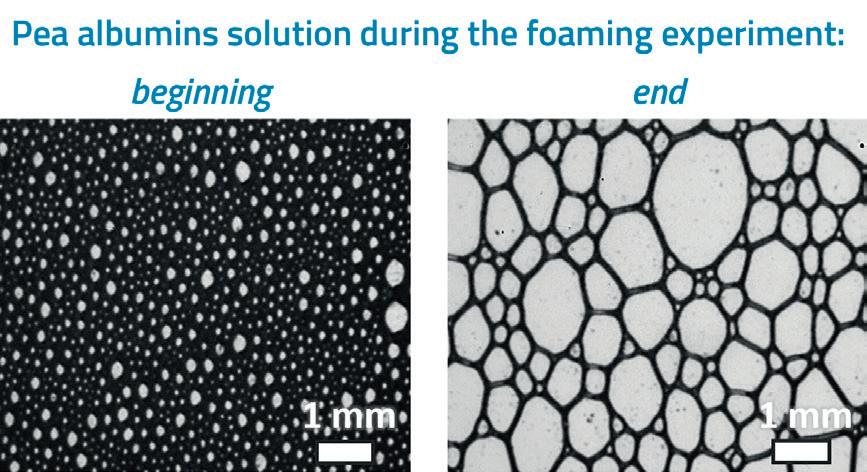
47 Frothy options: study examines alternative functional foaming ingredients
51 Filling it yourself: Carlsberg Bulgaria installs filling technology for its canning line
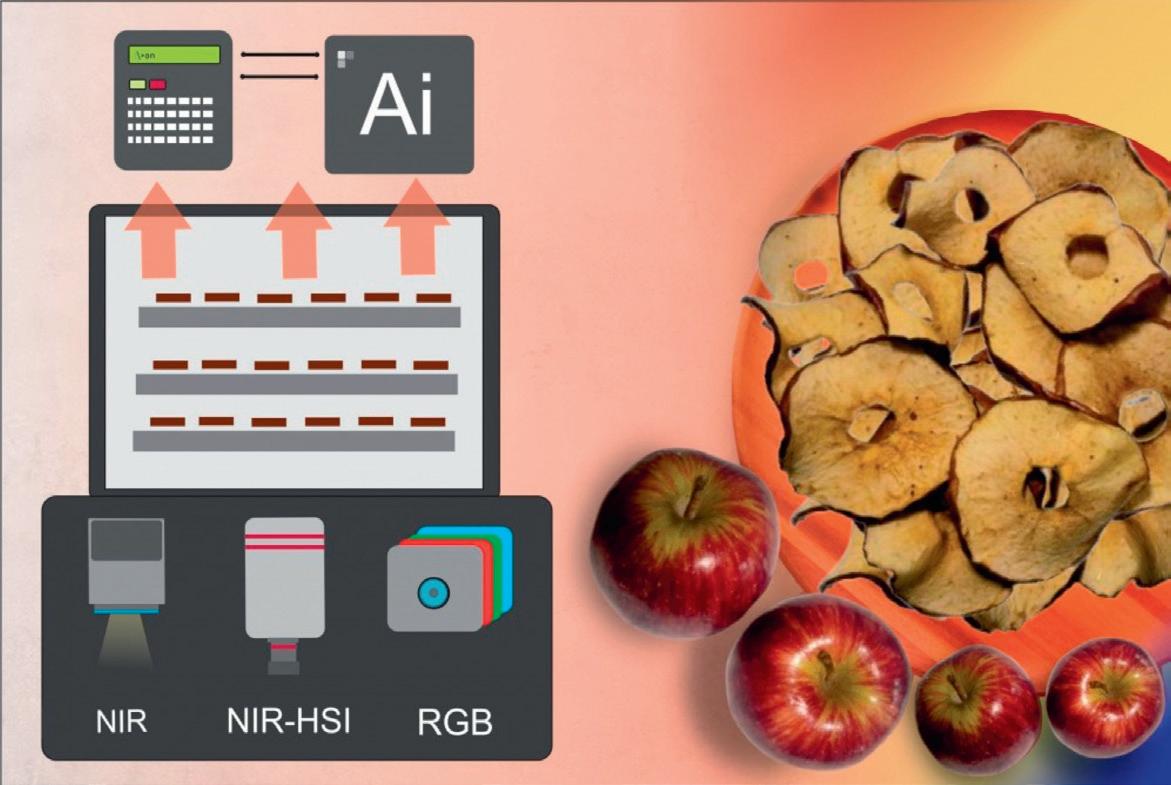
56 Three emerging smart food drying techniques
58 Top tips for avoiding food contamination
Fruitier kombucha
Four trends shaping
the
CAROLYN JACKSON EDITOR
Aeditor's
NOTE
s you will have seen on our news site, the government recently released its report following an inquiry into food and beverage manufacturing in Australia. Making 23 recommendations, the ‘Food for Thought: The opportunities and challenges for Australia’s food and beverage manufacturing industry’ report was released on 20 February 2025.
With issues raised by the food and beverage industry about the lack of a national and consistent direction on food policy, one of the major recommendations of this inquiry was for a National Food Plan to be established to provide cohesion for food policies and plans across federal, state and local governments.
Approximately 40% of submissions received for this inquiry were from the alcohol industry, with concerns raised about the system of alcohol taxation in Australia. Due to the complexity of this issue, no conclusions on alcohol taxation were drawn in this report, but it has recommended that a House Select Committee be formed to take a detailed look at how to best support the alcohol industry.
On a positive note, the inquiry found opportunities for expanding the Australian food and beverage manufacturing sector — for example, with export opportunities, new technologies, and building on Australian-made advantages and value-adding benefits for raw products.
We’ll keep you updated with further developments from the inquiry, but in the meantime, please enjoy this issue which includes our interview with the FSANZ CEO, a feature on beverage processing and much more.
PS: Don’t miss out on the FoodTech Qld special!
Our next issue is being distributed at FoodTech Qld, so please send me information about all your products on show so they can be considered for possible inclusion in our feature. I’d love to hear from you.
Want to contribute?
We welcome submissions from the food industry across Australia and New Zealand that will be considered for possible inclusion in the bi-monthly print publication and our daily web page. If you have a story you think would be of interest, please send an email to wnift@wfmedia.com.au.
Westwick-Farrow Media is committed to using environmentally responsible print services to produce our publications. This edition is printed on a paper made with a mixture of materials from PEFC-certified forests and recycled materials and made from elemental chlorine free bleached pulp with is PEFC certified from sustainably managed sources. It is delivered in a totally degradable plastic wrapper.
Westwick-Farrow Media
A.B.N. 22 152 305 336 www.wfmedia.com.au
Head Office Unit 5, 6-8 Byfield Street, North Ryde Locked Bag 2226, North Ryde BC NSW 1670 Ph: +61 2 9168 2500
Editor: Carolyn Jackson wnift@wfmedia.com.au
Publishing Director/MD: Janice Williams
Art Director/Production Manager: Linda Klobusiak
Art/Production: Marija Tutkovska
Circulation: Alex Dalland circulation@wfmedia.com.au
If you have any queries regarding our privacy policy please email privacy@wfmedia.com.au
Printed by Ive Group
Print Post Approved PP100007395 ISSN No. 1039-8414
NOTICE:
All material published in this magazine is published in good faith and every care is taken to accurately relay information provided to us. Readers are advised by the publishers to ensure that all necessary safety devices and precautions are installed and safe working procedures adopted before the use of any equipment found or purchased through the information we provide. Further, all performance criteria was provided by the representative company concerned and any dispute should be referred to them. Information indicating that products are made in Australia or New Zealand is supplied by the source company. Westwick-Farrow Pty Ltd does not quantify the amount of local content or the accuracy of the statement made by the source.
The affordable solution you’ve been waiting for with peace of mind warranty for 5 years*
FULL RANGE OF AIR COMPRESSORS OIL LUBRICATED | OIL FREE | ROTARY SCREW | RECIPROCATING | PORTABLE
OFI acquires HBM Packaging
Product inspection equipment manufacturer OFI Weigh & Inspection Solutions (OFI) has acquired HBM Packaging, a supplier of packaging technologies in Australia. This move marks an extensive expansion for OFI, which is planned to enhance its capability to provide comprehensive solutions in the packaging and inspection industry.
HBM Packaging, known for its high-quality machinery offering, has been in business since 1981, providing packaging equipment to various industries including food, beverage and pharmaceuticals across the Oceania region.
OFI’s service support will now include a new Sydney office and an additional office in Melbourne’s Eastern suburbs. This is in addition to its current offices in Australia.
“The acquisition of HBM Packaging will enhance our customer service capabilities, offering seamless support to existing and new customers across these regions,” said Darren O’Flynn, managing director of OFI. “This is a pivotal moment for OFI as we integrate HBM Packaging into our family. This acquisition not only broadens our product offerings but also aligns with our vision to provide end-to-end solutions to our clients, ensuring product integrity and operational efficiency.”
Gary Brown, managing director of HBM Plastics & Packaging Technologies, also expressed enthusiasm about the acquisition.
“The acquisition of the HBM Packaging business by OFI represents an exciting new chapter for HBM Packaging. We are confident that this acquisition will usher in a new era of growth and innovation, benefiting our customers with enhanced service and product offerings,” he said.
AFGC’s Tanya Barden to depart as CEO
The Chairman of the Australian Food and Grocery Council (AFGC), Anthony Holme, announced on 29 January that AFGC CEO Tanya Barden will depart the organisation “as a result of a mutually agreed separation”.
“Since joining the AFGC in 2012, Tanya has been a staunch and very effective advocate for our industry, demonstrating sound expertise on the issues that matter most to our members. This includes helping our sector navigate the myriads of challenges through COVID, working collaboratively on the Food and Grocery Code of Conduct and the importance of food and grocery manufacturing to the Australian economy,” said Holme in an AFGC statement.
“In addition, Tanya and her team, along with key partners and our members, have been instrumental in designing and leading the National Plastics Recycling Scheme, now Soft Plastics Stewardship Australia — a legacy-building initiative that serves as a blueprint for future circular systems.
“Tanya has made a great impact in her time as CEO and on behalf of the AFGC and our members, I would like to thank her for her leadership and wish her the best for the future.”
After 12 years with the organisation, including over seven as the CEO, Barden stepped down from the role immediately.
The AFGC’s Chief Operating Officer, Colm Maguire, has assumed the position of Interim CEO until a successor is confirmed.
Bird flu detected at Victorian poultry farm
Agriculture Victoria announced on 8 February that it had confirmed the presence of avian influenza at a poultry property in Euroa, northern Victoria, just two days after Agriculture Minister Julie Collins declared that Australia was officially free of the disease.
Avian influenza is a viral disease of birds found globally, with several different viral strains that can be described as low pathogenicity (LPAI) or high pathogenicity (HPAI). Cases among humans in direct contact with animals infected with highly pathogenic avian influenza viruses are possible, although the risk to the public generally remains low.
New compilation of the Food Standards Code
Food Standards Australia New Zealand (FSANZ) has released of a new compilation of the Food Standards Code in a user-friendly format.
Available as a PDF, the compilation brings together all 80 Standards and 29 Schedules that currently make up the Code into a single, searchable document.
The resource document has been developed in response to stakeholder feedback and will be updated whenever a change is gazetted.
To download the document, visit www.foodstandards.gov.au/food-standards-code/legislation.
Australian Halal red meat headed to Malaysia
Australian halal red meat will soon be available in Malaysia, with the approval of seven new export establishments.
This will take the total number of halal-certified Australian operations to 25, making Australia one of Malaysia’s biggest suppliers of halal beef and sheep meat products.
Malaysia is already a significant market for Australian beef and sheep meat, valued at over $333 million in 2023/24. With these new accreditations, that number is likely to rise in 2024/25.
“This is an excellent outcome for Australian industry and the supply of Australian halal red meat to Malaysia,” said the Minister for Agriculture, Fisheries and Forestry, Julie Collins MP. “The ability to achieve such positive results is a testament to a successfully coordinated whole of government and industry approach, including DAFF’s ability to build strong relationships and cooperate with its counterparts in Malaysia.”
The Malaysian Department of Veterinary Services confirmed the approval of the new establishments on 31 December, basing its decision on audits conducted earlier in the year. The listing approval process for Australian export establishments to gain access to the Malaysian market is complex, with some establishments waiting over two years to secure access to the Malaysian market.
Food for Thought
The House Standing Committee on Industry, Science and Resources has released its report following an inquiry into food and beverage manufacturing in Australia.
Titled ‘Food for Thought: The opportunities and challenges for Australia’s food and beverage manufacturing industry’, the report has made 23 recommendations.
The Chair of the committee, Rob Mitchell MP, said, “By 2040, the global population is expected to reach nine billion. This will shape the global economic and consumer landscape, and Australia is well-positioned to capitalise on its ‘clean and green’ reputation and ability to innovate and expand product range to further increase its market share, both domestically and internationally.”
During the inquiry’s submissions stage, stakeholders raised issues about the lack of a national and consistent direction on food policy. As such, a National Food Plan is included as one of the 23 recommendations. It recommends a holistic plan designed to provide cohesion for food policies and plans across federal, state and local governments.
Approximately 40% of submissions received for this inquiry were from the alcohol industry and concerns were raised about the system of alcohol taxation in Australia. Due to the complexity of this issue, no conclusions on alcohol taxation were drawn in this report, but it has recommended that a House Select Committee be formed to take a detailed look at how to best support the alcohol industry.
“This inquiry found many opportunities for expanding the Australian food and beverage manufacturing sector. These include export opportunities, integrating new technologies, building on Australia’s reputational and competitive advantages, and adding value to raw products to produce high-value goods,” Mitchell said.
“The Committee has made several recommendations to take advantage of these opportunities, including developing a National Food Plan, increasing AusTrade assistance for small and medium enterprises looking to export Australian food and beverage products to Asia, identifying skills shortages in the industry, and supporting automation technologies.”
Chickpea tempeh of the future
University of Massachusetts Amherst food scientist Hang Xiao is tackling a new challenge in his ongoing aim to develop tasty, nutritious and sustainable plantbased alternatives to animal meat.
His new research, funded with a four-year, $387,000 grant from the USDA’s Pulse Crop Health Initiative, focuses on fermenting dry chickpeas and dry peas to create a new type of tempeh, traditionally made with soybeans.
Xiao will use the expertise of two UMass Amherst co-investigators to carry out the research — sensory scientist Alissa Nolden, Assistant Professor of Food Science, and John Gibbons, Associate Professor of Food Science, who uses genomic approaches to study fungi in fermented foods.
“Tempeh is a fermented, fungal food that originated from Indonesia but is now gaining popularity all around the world because it’s a good approach to producing plant-based protein food,” Xiao said. “Tempeh fermentation is mainly done empirically without a scientific understanding of the molecular basis by which fungal fermentation impacts product functionality, such as nutritional and sensory properties and health impact. This limits our ability to develop tempehbased meat alternatives with optimal functionalities.”
As functionality includes both taste and nutrition, for the chickpea and pea tempeh to function practically as a plant-based meat option, it needs to be tasty.
“If it’s not tasteful, people won’t like it, and they won’t consume it frequently enough to offer health benefits,” Xiao said. “That’s one of the major challenges of plant-based protein.”
Xiao is also using ‘smart fermentation’ in another project to develop a highquality, plant-based protein from soybean meal, the by-product of soybean oil extraction.
In the new project, Xiao and team will develop the tempeh products from chickpeas and peas and then “study the dynamic changes — because the fungi will be utilising the nutrients in the peas and then transform them into different compounds. And this will have an impact on the nutritional value and the sensory properties of the final products”, he said.
The food scientists will conduct a chemical analysis to determine which compounds, including amino acids and flavonoids, are produced during fermentation. Preliminary data suggests a nutritious high-fibre, low-fat tempeh will result.
The team will also gather a panel of consumers to rate the sensory profile of the tempeh products — their taste, smell and texture. Finally, the researchers will determine the health impact of tempeh, which is showing promising results in the preliminary stages.
Cereal science
Food scientists at Washington State University (WSU) have been working on a study to help improve breakfast pancake’s nutritional value while enhancing its taste and texture.
“Generally, pancakes are made with refined flours, contributing to empty calories,” said Girish Ganjyal, a professor and food processing specialist in WSU’s School of Food Science. “We wanted to see if it’s possible to make tasty pancakes with whole grains that add some fibre and protein.”
Ganjyal and his study co-authors replaced refined flour with whole-grain buckwheat, quinoa, millet and whole-wheat flours in a variety of percentages ranging from 25 up to 100% apiece. The results were published in the journal Cereal Chemistry
The team found that buckwheat, quinoa and whole-wheat flours can be mixed into pancake recipes without significant changes to the taste or texture. The millet flour had to be slightly pre-cooked before it could be added seamlessly.
“We started with a small level of replacement flours, then kept increasing them until it wasn’t practical,” Ganjyal said. “With millet flour, for example, we found that it basically just crumbles; there was no binding.”
Every pancake made in the study aimed at making more nutritious pancakes used the same recipe, except for the type of flour included. The recipe’s leavening system and other ingredients like sugar, oil, flour and salt remained constant. The recipes with the different flours and percentages were compared with the control pancakes, which were made with refined flour and all of the same other ingredients.
The study was part of WSU’s Soil to Society project, which launched in 2021 with a grant from the USDA’s National Institute of Food and Agriculture. The project takes a comprehensive approach to increasing foods’ nutrient values and involves a multi-disciplinary team of plant breeders, nutrition experts and food scientists. Ganjyal hopes flour manufacturers will use the research to produce healthier products for restaurants and consumers.
He is already continuing the research by trying to understand why various flours behave differently under cooking conditions. He and his team hope to modify the flours so their textures become indistinguishable from the refined version.
food talk
Talk from the top with Dr Sandra Cuthbert
— CEO of Food Standards
Australia New Zealand
Food Standards Australia New Zealand (FSANZ) has a long list of priorities for 2025 — including digital communication on standards, finalising energy labelling and claims on alcoholic beverages, updating definitions for gene technology, reviews on egg food safety and caffeine, surveillance of antimicrobial resistant bacteria in food, potential mandating of HSR, reviewing the NIP, toddler milk and sports food standards, and working to harmonise maximum residue limits. In this article, What’s New in Food Technology & Manufacturing magazine takes a look at a day in the life of the FSANZ CEO and her plans and priorities for the future.
What does a day in your life typically look like?
A typical day as FSANZ CEO reflects the dynamic nature of standards setting across Australia and New Zealand. My mornings often begin with briefings on priority projects: from advancing our priority standards development work, to coordinating responses to any emerging food incidents. These strategic discussions ensure we are effectively delivering on our mission of developing evidence-based food standards while enabling innovation in the food industry. Throughout the day, I engage with diverse stakeholders — from government partners and industry representatives to public health and consumer groups and international counterparts. Whether I am reviewing scientific assessments, preparing for board meetings, catching up on the news, mentoring staff or discussing broader government objectives, each day brings opportunities to work towards our vision of world-leading standards and safe food for life.
Using your latest analysis, what seem to be the main pain points for food recalls in Australia?
Based on our food recall data, undeclared allergens continue to be the leading cause of food recalls in Australia. There’s a range of reasons for this type of recall — foods accidently put in the wrong packaging, suppliers not correctly verifying ingredients and labelling errors among them. Rather than pain points, I see these recalls as an indicator that businesses are doing the right thing and recalling products when mistakes are made, contributing to a safer food supply. A recall also tends to prompt businesses to take corrective action to ensure they don’t have a repeat of the situation. These actions can include staff training, improved manufacturing processes, altered product ingredients and amended handling procedures. FSANZ
gathers data on all the recalls we coordinate. This helps both state and territory food enforcement agencies and industry to ensure product compliance and take prompt action when a recall is required.
How successfully does the food manufacturing industry, in general, currently engage with FSANZ and how do you think this could be improved?
We value our constructive relationships with all our stakeholders, including those in the food sector. We engage with food producers, manufacturers and retailers through a range of mechanisms including formal committees, standards development advisory groups, stakeholder events and our public consultation processes. We know the food industry values this engagement — our 2024 stakeholder satisfaction survey shows more than 80% of industry stakeholders were satisfied with FSANZ and trust us to do our job. Many stakeholders highlighted the value of clear and timely information, early engagement and opportunities for informal consultation.
But we also know we can do more, particularly in helping new businesses or those who have not dealt with FSANZ before to more easily engage with us. We’re looking at a number of ways to improve the onboarding experience, including by providing better information and new tools like our recently launched Food Standards Code compilation. Watch this space!
What challenges are you facing with the compliance of consumer information/labelling standards across the food industry at the moment?
FSANZ develops evidence-based standards for food labelling with a goal to help consumers make informed choices. The Nutrition Information Panel (NIP), Plain English Allergen Labelling (PEAL) and
What are FSANZ’s and the Food Minister’s main concerns that need to be addressed with new food technology coming onto the market; for example, GM food and cell-based meat?
Our focus is on ensuring new food technologies are safe while supporting innovation in the food sector. We take an evidence-based approach to assessing new technologies, considering both safety and broader impacts. Beyond emerging technologies like cell-based meat, we are also updating the Code definitions for gene technology and new breeding techniques to ensure our regulatory framework remains current and appropriate for assessing innovations in this space.
ingredient lists are just some of the labelling requirements set by the Food Standards Code. These measures provide essential information to consumers to help them compare products, manage dietary intake and avoid allergens. State and territory food enforcement agencies lead efforts to ensure industry compliance with these standards. We work closely with our partners in the food regulation system to monitor the effectiveness and uptake of labelling standards to ensure they work as intended to support consumers to make informed food choices.
With a slow uptake on HSR, NIP and pregnancy labelling on alcohol, is it likely that these standards will be mandated soon? If so, can you please share more details about how you think the mandating process will work?
While the NIP and pregnancy warning labelling on alcoholic beverages are already mandated for packaged foods and alcohol respectively, the Health Star Rating system is currently voluntary for industry. Australian and New Zealand food ministers have set a HSR uptake target of 70% of intended products by 14 November 2025. They have asked FSANZ to undertake preparatory work to inform future decisions on the HSR system should this target not be met. This work is being carried out in parallel with a review of the NIP, providing a unique opportunity to strengthen nutrition labelling on both the front and back of packaged foods to support healthier consumer choices.
A public call for information on both pieces of work closed in January 2025, with stakeholder input now being considered by FSANZ. We intend to publish a ‘what we heard’ report in the coming months and the information received will help inform future decision-making by food ministers on the HSR system, with ministers expected to consider their options in early 2026. It will also assist in identifying if changes to the NIP are needed to better support consumers to make healthy food choices. Should food ministers decide to mandate the HSR system, or the NIP review identify that changes to the NIP are warranted, FSANZ would prepare proposals to amend the Code according to our usual processes.
Are you able to share any progress reports following FSANZ’s two-year surveillance project that looked into food safety and antimicrobial resistant bacteria in the Australian retail food supply? And will you be looking at collecting more data throughout 2025?
Our surveillance project on antimicrobial resistant bacteria in the Australian food supply, funded by the Department of Health and Aged Care, is in its final stages. This important work, which began in late 2021, directly supports Objective 5 of Australia’s National Antimicrobial Resistance Strategy – 2020 and beyond. The project has involved collecting samples across all states and territories, helping us better understand antimicrobial resistance in our retail food supply. The initial analysis is nearing completion and we’re hoping to publish results in the coming months. This data will help inform risk management approaches and contribute to national and international efforts to address this issue.
Are there any other upcoming developments that you’d like to share with the food processing and manufacturing industry?
Several important reviews and updates are underway or nearing completion. We’re currently examining egg food safety standards, reviewing caffeine in the food supply and undertaking our 28th Australian Total Diet Study, Australia’s most comprehensive monitoring survey of chemicals, nutrients and other substances in the Australian diet. In the near future, we will commence a review of toddler milk standards to ensure standards are based on the latest evidence and reflect current international regulations and market development. We’re also enhancing our emergency response capabilities, expanding international collaboration and preparing for the outcomes of the FSANZ Act Review. We encourage industry to stay engaged with our consultations and news updates.
Dr Sandra Cuthbert was appointed Chief Executive Officer of FSANZ on 31 March 2022 to 31 March 2027. Sandra has extensive leadership, policy, corporate governance and stakeholder engagement experience across the public and private sectors. She has held senior roles with the Australian Government departments of Prime Minister and Cabinet, Finance, and Agriculture and Water Resources, as well as FSANZ. Sandra brings a practical understanding of the complex environment that FSANZ operates within, drawing on her experience managing the agency’s stakeholder engagement, corporate and food safety functions between 2018 and 2021.
Food talk is a regular feature designed to gain new perspectives from industry leaders within the wider food manufacturing industry. To participate, please email wnift@wfmedia.com.au
Better for you, locally
The Arnott’s Group opens manufacturing facility in Vic
On 21 February 2025, The Arnott’s Group opened a multimilliondollar, 45,000 m2 manufacturing facility in Rowville, Victoria, designed to advance its better-for-you growth ambitions.
Arnott’s Group CEO George Zoghbi said the business was proud to be back in Melbourne, demonstrating its ongoing commitment to local manufacturing and product innovation.
“Arnott’s has been at the forefront of manufacturing in Australia for 160 years. Our new Rowville facility ensures we continue to drive product innovation and remain ready to cater to consumer trends as they emerge,” Zoghbi said.
“We know that Australian consumers are increasingly seeking nutritious snacking options that deliver on both taste and quality. Rowville gives us unparalleled manufacturing capabilities to grow our better-for-you portfolio and offer consumers greater choice across supermarket aisles.
“Our success is built upon strong partnerships with Australian suppliers and logistics providers. Today’s announcement strengthens these important relationships across Victoria and the country and further cements our footprint in the state.”
In 2021, The Arnott’s Group acquired Diver Foods and later the Freedom Foods brands, consolidating them into The Good Food Partners Business —which is today one of Australia’s largest producers of branded and private label cereals, muesli, nutritional snacks and bars.
Built in less than two years, the new site features three manufacturing zones: one for breakfast cereal and salty snacking products; the second for muesli and granola manufacturing; and the third for traditional snack manufacturing. There are also dedicated allergen-free and extruded products zone, an R&D culinary centre and two logistics warehouses.
According to Honi Cervi, General Manager of Innovation & Growth, Good Food Partners, Arnott’s Group, the site will produce 180 million muesli and protein bars, 40 million oat sachets, and 300 million bowls of cereal and muesli per year. Cervi said the R&D culinary centre is designed to help to fast-track the food manufacturing
“Built in less than two years, the new site features three manufacturing zones: one for breakfast cereal and salty snacking products; the second for muesli and granola manufacturing; and the third for traditional snack manufacturing.
process from end to end, potentially bringing new food ideas to market in around 20 weeks.
The official opening was attended by the Victorian Minister for Industry and Advanced Manufacturing, the Hon Colin Brooks MP, together with the Member for Aston, Mary Doyle MP; the Member for Rowville, Kim Wells MP; the Members for South-Eastern Metropolitan, Michael Galea MLC and Lee Tarlamis MLC; Elder Mark Brown from the Bunurong Land Council; and key suppliers.
Cervi said consumers have been asking for more focus on gluten-free, allergen control and high-protein snacking options — low calorie and low sugar but still indulgent. The site will manufacture recognised brands including Freedom Cereals, Messy Monkeys, Sunsol, Heritage Mill, Arnold’s Farm, Arnott’s Treatles and Sam’s Pantry.
“Arnott’s is one of Australia’s most loved brands and they have been manufacturing in Australia for 160 years,” said Brooks at the opening of the facility.<br>“The company’s growing presence in Victoria is testament to our skilled local workforce — and that workforce will grow with this expansion at Good Food Partners.”
In November last year, The Arnott’s Group acquired Mother Earth, Flemings and VP from New Zealand-based food manufacturer Prolife Foods, in a bid to expand its branded better-for-you portfolio, unlock new manufacturing capabilities and enter new category segments.
Do you have a design story to share? Please email wnift@wfmedia.com.au if you'd like to contribute.
Minister Colin Brooks with Arnott’s Group CEO George Zoghbi and Bo Spezza, General Manager Supply Chain & Operations, Good Food Partners.
Australia’s food fingerprint
CSIRO has launched a national resource of isotopic data — food’s unique fingerprint — that can be used to help protect and further grow Australia’s reputation for high-quality, safe, and sustainably-produced food.
Isotopes.au consolidates a treasure trove of isotopic data from Australia’s leading research agencies into a single, open-access resource, which can be used by regulators and industry to verify a food’s provenance and sustainability claims and ensure compliance with trade regulations.
Isotopic data can be used to identify where key food commodities were grown, as well as the amount of water or carbon emissions that were part of production.
CSIRO lead scientist Dr Nina Welti (pictured above) said Isotopes. au could also underpin the development of sustainability standards for Australia’s $80 billion agriculture and food export industry.
“Customers increasingly want to know where and how their food was sourced so they can make ethical and more sustainable choices,” Welti said.
“Isotopes are unique chemical ‘fingerprints’ that imprint clues of a product’s origin, as well as the inputs that went into production, and environmental factors like soil nutrients and groundwater flows.
“This is just the beginning of capturing Australia’s wealth of isotopic data into one place to help industries demonstrate how they’re meeting environmental targets for greater transparency with trading partners and consumers.”
Isotopes.au was developed by CSIRO in partnership with Geoscience Australia, the Australian Nuclear Science and Technology Organisation (ANSTO), and the National Measurement Institute, with co-investment from the Australian Research Data Commons (ARDC).
Isotopes.au will continue to be expanded to include more data, broadening beyond land-based measurements. For example, the fisheries and aquaculture industry are set to reap benefits as additional applications are developed to track marine products through the supply chain.
Fisheries Research and Development Corporation General Manager for ICT and Digitalisation, Kyaw Kyaw Soe Hlaing, said timely access to supply chain data is key to responding to several challenges facing the sector.
“Data is key to maintaining sustainable practices, reducing carbon emissions and responding to increasing competition for marine space,” Soe Hlaing said.
“We use isotopes to answer questions about fish movements and food web dynamics.
“Isotopes.au is a powerful tool that complements our ARDCsupported research infrastructure project, which is looking to liberate key sources of fisheries and aquaculture data.”
The app aligns with industry goals to consolidate data for more trusted supply chains, and aligns with the National Agricultural Traceability Strategy.
It could also support the development of food circularity in production systems by underpinning safety standards for food reuse.
The resource complements a suite of CSIRO research and innovations aimed at growing the value of Australia’s agrifood exports, including a digital ecosystem to boost food safety and new tools to simplify and manage pest risks.
Image credits: CSIRO.
Drawing out mercury Active packaging solution for canned tuna
Fish is a good source of protein, which contains omega-3 fatty acids and many other beneficial nutrients. However, if mercury is present in the water it can accumulate in fish (especially those species higher up the food chain, such as tuna) as it binds to proteins in the tissues. That’s why some health organisations recommend caution with tuna consumption, particularly for young children and pregnant women.
Researchers from Chalmers University of Technology in Sweden have now developed a novel approach to packaging canned tuna infused in the water-based solution of amino acid cysteine. In studies, it has been shown to remove up to 35% of the accumulated mercury in canned tuna.
“Our study shows that there are alternative approaches to addressing mercury contamination in tuna, rather than just limiting consumption. Our goal is to improve food safety and contribute to enhanced human health, as well as to better utilise food that is currently under certain restrictions,” said Mehdi Abdollahi, Associate Professor at the Department of Life Sciences at Chalmers and coordinator of a project called Detoxpak.
The concept of so-called active packaging is to develop materials, for example a liquid inside a can, that interact with food during storage — for instance, to increase the shelf life. However, this concept has never previously been used to improve food safety.
In a previous study, the researchers investigated the possibility of coating packages with thiolated silica to capture mercury from canned fish. What they observed was that the forces binding the mercury within the tuna tissue prevented it from being released. Proteins in tuna tissues, particularly sulfur-containing amino acids, strongly bind and accumulate mercury due to the strong interactions involving thiol groups from these amino acids.
“By knowing that, we decided to add one of them, cysteine, to a water solution in which fish meat can be immersed. We believed this would allow some of the mercury to be drawn out and instead bind
to the solution and be discarded. Further research is needed to take care of the removed mercury,” said PrzemysÅ‚aw Strachowski, first author and, at the time of study, a postdoc at the Department of Life Sciences at Chalmers.
In the current study, the researchers discovered that the greater the surface area of fish flesh in contact with the cysteine solution, the higher the mercury uptake. The highest value of mercury reduction, 35%, was reached when testing canned minced tuna, from regular grocery stores. They also discovered a maximum threshold of two weeks, after which no further changes occurred.
The researchers did not observe any noticeable changes in appearance or smell of the tested fish samples in the current study. The researchers said the cell-based assays have also proven the safety of the developed technology.
“The beauty of this type of packaging is that it is active while the product is on the shelf. No additional production steps would be needed if a method like this were used industrially. The application of our results could increase the safety margin for fish consumption,” Strachowski said.
The study ‘New Insight into Mercury Removal from Fish Meat Using a Single-Component Solution Containing Cysteine’ has been published in Global Challenges
Tip Top bread bags with 30% recycled plastic
Amcor has partnered with Australian bread manufacturer Tip Top Bakeries to introduce bread bags that are made with 30% recycled plastic using the ISCC mass balance approach.*
Designed to help remove 160 tons of virgin plastic by December 2025, this initiative follows the brand’s introduction of 100% recycled and recyclable cardboard bread tags in 2020, which eliminated 140 million pieces of single-use plastic annually.
Richard Smith, Director of Sustainability for Amcor Flexibles Asia Pacific, said, “At Amcor, we are dedicated to pioneering advanced packaging solutions that reduce reliance on virgin plastics while maintaining the quality and safety consumers expect. This partnership not only underscores Tip Top’s leadership in the bakery aisle but also demonstrates the impact that collaboration across the value chain and innovation can have on driving the circular economy forward in Australia.”
Graeme Cutler, Director of Sales & ESG Lead at Tip Top Australia, said, “Tip Top is committed to feeding Australian communities in a more sustainable and responsible way, taking steps towards tackling the issue of plastic waste while maintaining the freshness and quality of our delicious bread. This initiative marks a significant milestone in our partnership with packaging suppliers to help drive positive change in our industry.”
The bags, which began rolling out in September 2024, are now available across Tip Top The One, Tip Top The One Gluten Free and Tip Top 9 Grain loaves in major retailers across Australia.
*Amcor’s production of the Tip Top bread bags made with 30% recycled plastic is certified by The International Sustainability and Carbon Certification (ISCC) PLUS Scheme. The ISCC certification ensures that at least 30% of the plastic sourced for the production of the bread bags is recycled and allocated via the mass balance approach.
HOT MELT GLUING SOLUTION
The all-electric Volta hot melt jetting head from Robatech has received an upgrade that is designed to make it more powerful. With the integrated stitching function, users can now reduce their adhesive consumption by up to 60% — and thus counteract rising production costs.
The new stitching function is integrated in the application head, making it easier to divide glue beads into shorter beads or glue dots. The application head control defines how much adhesive is to be saved.
This process is designed to reduce adhesive consumption without compromising the quality of the application — it actually improves adhesion.
In addition to the savings potential in adhesive, Volta scores with 60% lower energy consumption compared to conventional pneumatic application heads. It operates entirely without compressed air, which reduces maintenance work and cuts costs. The jetting head is also robust and durable — now with a service life of up to 2 billion operating cycles. All of this helps to reduce the carbon footprint of production operations.
The Volta application head can be easily integrated into existing production lines, regardless of the manufacturer of the existing application heads or adhesive application system. Integration takes place via a 24 VDC connection without a booster; an external control is no longer necessary, even for the stitching function.
Robatech Australia Pty Ltd www.robatech.com.au
PACKAGING SEALING TECHNOLOGY
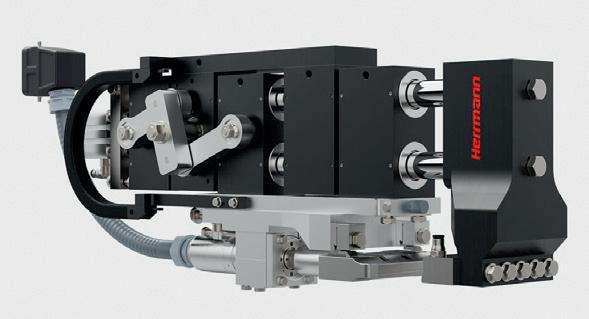
Suitable for the pouch packaging industry, Herrmann Ultrasonics with the Top Seal Module (TSM) solution is designed to eliminate the need for separate heating and cooling stations while ensuring 100% leak-proof packaging.
The advanced ultrasonic sealing technology integrates smart detection capabilities, instantly rejecting faulty packages to help minimise downtime and reduce costs. By generating thermal energy only within the seam area using controlled vibrations, the solution can eliminate the need for preheating, creating an airtight seal with a good appearance.
Key benefits include: claimed to have 20x fewer rejects and up to 75% energy savings; waste reduction with leak-proof packaging preventing food waste; hermetic and cosmetic seals create tight seals in just one station; sustainability improved with savings on materials and bond; contamination tolerance, can achieve tight seals even with seal contamination; enhanced durability, easy cleaning with IP65/67 protection for good hygiene; and simplified quality control.
The TSM is suitable for sealing mono-materials, addressing the growing demand for sustainable packaging. Instead of applying external heat, ultrasonics generate heat for a short time through mechanical vibrations within the material. This gentle process is designed to ensure the seal is not only 100% tight but also visually appealing. Perfect Automation www.perfectautomation.com.au
iStock.com/WS
Recyclable cardboard boxes for Tassal prawns
Visy has partnered with seafood producer Tassal for a more sustainable way to package its prawns in recyclable cardboard boxes.
Traditionally, prawns have been packaged in expanded polystyrene (EPS) containers, commonly known as Styrofoam, which is difficult to recycle and has a negative environmental impact when not disposed of correctly.
Using 74% recycled content, the new boxes are being made locally at Visy’s Carole Park site in Ipswich, Queensland before being backed with fresh prawns at Proserpine.
Sustainability and food safety go hand in hand, said Visy’s Executive General Manager for Fibre Packaging, Adrian Dalgleish.
“By working closely with Tassal, we have created a purposebuilt box which maintains temperature and structural integrity
when exposed to water — ensuring Australians get fresh prawns without the waste.”
Tassal General Manager Marketing and Innovation Libby Williams said: “Our new 10 kg cardboard prawn box is a win for the industry and the environment. By partnering with Visy we’re able to utilise recyclable cardboard while maintaining freshness and quality, so consumers can be assured that the path their favourite prawns take this summer are in a sustainable package vs EPS boxes previously.”
Visy has worked together with Tassal running market trials to ensure the cardboard box for the prawns meets rigorous quality standards. VISY
www.visy.com
Solving a smoke-taint dilemma
Bushfires during summer 2019–2020 decimated entire vineyards in South Australia, Victoria and New South Wales, but smoke, which was far more widespread and insidious, seeped into grapes and into fermenting barrels, yielding unpleasant, unsaleable product. But some of these grapes could now be saved thanks to the development of new technology.
Grapes exposed to smoke from bushfires, even if the flames don’t come anywhere near the plant, can affect the quality and flavour of the wine made from these smoketainted grapes. However, not all the grapes will need to be discarded during a bushfire event. In an effort to solve the dilemma of which grapes are likely to taint, a smoke sensor has been developed by La Trobe University which could potentially save hundreds of millions of dollars in unnecessary lost wine production.
Wine Industry Smoke Detectors (WISDs) — colloquially known as ‘wizards’ — track smoke events like bushfires and burn-offs around vineyards. They also advise winegrowers whether it is likely to taint their grapes — and if they need to discard their season’s harvest, or use winemaking techniques to remove the taint — potentially saving hundreds of millions of dollars in lost wine production.
Data taken during trials of the sensor through the 2020 bushfires that devastated wine regions across Australia’s east coast found that $100–150 million worth of grapes were needlessly discarded over unfounded concerns they were tainted by smoke.
Australian agtech provider Goanna Ag has signed on to commercialise the WISDs over the next two years, during which time the hardware and algorithm will be further validated in real-world fire events and the network of WISDs expanded to other wine regions across Australia.
Professor Ian Porter, a researcher from the School of Agriculture, Biomedicine and Environment at La Trobe, leads the team that developed the WISDs and the risk model over the last decade. He said trials of their sensor in vineyards across south-eastern Australia had found that smoke did not taint wine grapes as much as viticulturists believed.
Porter said this meant vineyards could avoid significant losses of grapes that winegrowers had previously believed were ruined.
“Growers think that all smoke causes smoke taint, but data collected by our team has for the first time globally linked the amount of fresh smoke needed in vineyards to smoke taint in the bottle. This has been the Holy Grail of research that’s now being solved,” he said.
“Growers think that all smoke causes smoke taint, but data collected by our team has for the first time globally linked the amount of fresh smoke needed in vineyards to smoke taint in the bottle. This has been the Holy Grail of research that’s now being solved.
— Professor Ian Porter, a researcher from the School of Agriculture, Biomedicine and Environment at La Trobe
“This sensor has the potential to save a heap of grapes they would usually throw away, which can be financially and emotionally devastating for winegrowers. It’s one of the reasons we developed the WISDs.”
The prototype smoke loggers have been developed by La Trobe University researchers and supported with funding from Wine Australia, La Trobe University and other partners, including the Victorian and Australian governments and regional wine associations.
A network of 100 prototype loggers was deployed in vineyards in north-east Victoria after the catastrophic bushfires in 2020, with the technology refined in the years that followed.
Operating like the networks that continuously monitor air quality for human health, the data loggers calculate risk ratings for smoke taint drawn from a vast database of smoke, grapes and wine data collected by La Trobe during more than 70 controlled burns and eight major bushfires.
This knowledge links smoke dose to smoke composition, phenol levels in grapes and wine and their sensory outcomes in wines. It also incorporates the critical risk factors for smoke taint, including burn conditions, distance from the burn, grapevine variety and the timing of exposure during the season.
The smoke and other data collected by the WISDs, such as temperature and humidity, are transmitted to a central server that
calculates a traffic light risk rating for smoke taint. The risk rating is communicated to vineyard managers in real time via a mobile phone app and can also be accessed via a dedicated website.
Goanna Ag Winegrape Business Development Lead Jock Ferguson said they had a track record of working with proven science to help growers solve genuine, well-recognised challenges.
“We are particularly excited to be involved in the commercialisation of the WISDs. They are a vital industry breakthrough with appeal to stakeholders throughout the grape and wine sector in Australia as well as winegrowing regions around the world,” Ferguson said.
Professor Porter said their findings also showed that in the vast majority of cases, winegrowers need not be concerned that smoke formed from planned controlled burns to reduce fire risk might taint their grapes.
“The WISD is an amazing breakthrough for Australian growers and wine producers. It provides the sector with an extremely valuable tool to use during any smoke event to determine whether there is a problem or not,” Porter said.
“Having results in real time greatly reduces stress for growers and winemakers and allows them to market their grapes and produce wine with confidence.”
Unlocking the secrets of tea quality
Anew study has unveiled the intricate genetic mechanisms that regulate theanine accumulation in tea plants — a key determinant of tea quality. The implications of this study extend beyond fundamental plant science to practical applications in the tea industry.
Theanine, a unique non-proteinogenic amino acid, is a signature component of tea, shaping its umami taste and influencing its health benefits. The accumulation of theanine in tea leaves is a dynamic process influenced by environmental factors and plant development stages. While past studies have identified key enzymes involved in its biosynthesis and breakdown, the precise transcriptional regulation governing these processes has remained elusive. Given tea’s global economic significance and rising consumer demand for high-quality brews, decoding the genetic control of theanine metabolism is crucial for future tea improvement strategies.
On January 10, 2024, researchers from Anhui Agricultural University published a study in Horticulture Research that sheds new light on the genetic regulation of theanine metabolism in tea plants. This research systematically investigates the roles of specific genes and transcription factors in determining theanine accumulation, offering novel insights into the molecular basis of tea plant biology.
The study focuses on the functional divergence between two key enzymes, CsGGT2 and CsGGT4, and their transcriptional regulator, CsMYB73. Through biochemical assays, the researchers established that CsGGT4 exhibits significantly higher catalytic efficiency for theanine synthesis, whereas CsGGT2 primarily functions as a theanine hydrolase, breaking down theanine. Advanced homology modelling and molecular docking analyses further revealed structural
differences between these enzymes, explaining their distinct roles. Notably, CsGGT4 showed a stronger affinity for ethylamine and glutamine, key substrates in theanine biosynthesis.
Further molecular investigations demonstrated that CsMYB73, a nucleus-localised transcription factor, directly binds to the promoters of CsGGT2 and CsGGT4, exerting opposite regulatory effects: it activates CsGGT2 while repressing CsGGT4, ultimately reducing theanine accumulation in tea shoots. The study also observed that sustained high levels of CsMYB73 expression correlated with increased CsGGT2 activity and diminished CsGGT4 function, leading to lower theanine content. These discoveries reveal a sophisticated genetic control mechanism governing theanine metabolism and open up new possibilities for precision breeding in tea cultivation.
Dr Jun Sun, a lead researcher on the project, highlighted the broader impact of these findings: “Our study provides a comprehensive understanding of the transcriptional regulation of theanine metabolism in tea plants. By uncovering the roles of CsMYB73, CsGGT2 and CsGGT4, we are paving the way for genetic interventions that could enhance tea quality, a factor of great economic and cultural importance.”
The implications of this study extend beyond fundamental plant science to practical applications in the tea industry. By modulating the expression of CsMYB73 and its target genes, scientists and breeders could develop tea cultivars with enhanced theanine content, improving both flavour and health benefits. This research not only deepens our understanding of plant metabolic regulation but also offers a sustainable, science-driven approach to advancing tea cultivation and quality enhancement in the future.
FoodTech Qld 2025
19-20 June, Gold Coast Convention and Exhibition Centre
FoodTech Qld returns to the Gold Coast in 2025 with a renewed focus on technology and innovation.
Taking place from 19–20 June at the Gold Coast Convention and Exhibition Centre, the show will feature technological advancements in food production, food science, supply chain, distribution and warehousing, food safety, processing, packaging and plant equipment.
FoodTech Qld serves as a key platform for more than 3000 professionals from the food and beverage manufacturing industry to drive business growth, introduce cuttingedge technologies and promote invaluable networking opportunities. Visitors will gain direct access to more than 140 leading suppliers showcasing breakthrough solutions that are revolutionising the food production and processing landscape. Event highlights are listed below.
FoodTech Qld conference
A two-day conference will run alongside the exhibition, offering actionable insights from subject matter experts on emerging trends and technologies that are shaping the future of food and beverage production. These sessions are designed to tackle the biggest challenges facing today’s food manufacturers.
Interactive exhibits
From advanced filling line equipment and automated packaging systems to digital measuring solutions and sustainable packaging options, the exhibition show floor will cover every aspect of food technology.
Supplier
engagement
Attendees will have direct contact with leading solutions providers and innovators
who are defining the future of food manufacturing and production. Discover new products, technologies and services that can help scale business operations whilst improving the bottom line.
Networking opportunities
Across both days of the exhibition, visitors will have access to the Networking Lounge, sponsored by Mosca, where they can mix with the rising stars and leading brands in food manufacturing and production. There will also be an official Networking Party at QT’s Stingray Lounge on the evening of day one, 19 June. These opportunities offer a relaxed environment to forge new partnerships and strengthen existing ones.
As ‘The Destination For Food Innovation’, the focus of FoodTech is on uniting the most cutting-edge food manufacturing and technology solutions at a single, premier event on the Gold Coast. In 2025, the show will cater to a new generation of tech-advanced food manufacturers alongside a strong presence of traditional equipment suppliers.
“FoodTech is a must-attend event for food processors and manufacturers looking to drive growth, boost efficiency and build a more sustainable future for their business.
With a curated conference program, great networking opportunities, and exhibitors showcasing advanced food and drink technologies, it’s the ideal meeting place for manufacturers to source new ideas and innovative solutions to tackle their key business challenges,” said Jon Treherne, FoodTech Qld Event Director.
About FoodTech Qld
FoodTech is Queensland’s leading trade exhibition for the food and beverage manufacturing industry. Bringing together connections, innovations and solutions, it is an essential platform for discovering the latest trends and exploring the future of food and drink technology.
FoodTech Qld is brought to you by the team behind foodpro, Australia’s most trusted food manufacturing event. For more information, visit https://foodtechqld.com.au/.
STAINLESS STEEL PANEL PC
Interworld Electronics has released the Aplex ViTAM-919D, a 19″ (1280 x 1024) sealed IP66/69K stainless steel panel PC solution. It combines a range of rugged, hygienic features along with processing and connectivity features, making it suitable for a variety of food and beverage applications.
The 304 or optional 316 stainless steel enclosure provides anti-corrosion, antibacterial and antioxidation protection. It is also IP66/69K rated, which provides protection against the ingress of food waste and liquids, and makes it easy to clean.
Features include a 12th/13th Gen Intel Core i3/i5 processor, which supports up to 64 GB DDR4 SoDIMM memory. The product also features 2x USB2.0, 1x RS-232/422/485 COM and 1x LAN port via waterproof M12 connectors. Additional configurable ports, expansion options, high-brightness options and an RFID module option are also available.
The PC supports resistive touch, which is suitable for use with gloves and important for maintaining sterile environments or in areas where the display may be covered in food waste or liquid, or projected capacitive touch, a more rugged option with anti-scratch protection.
The ViTAM-919D has been constructed with fanless operation, a wide operating temperature range (0–50°C) and a wide power input (DC 9–36 V). It supports Windows 10/11 and Linux and features the ability to turn off touch functionality, so as to clean the system without shutting down. A range of versatile mounting solutions are available to provide flexibility. Interworld Electronics and Computer Industries www.ieci.com.au
LASER SCANNERS FOR CONTOUR MEASUREMENT AND NAVIGATION
Leuze is expanding its product portfolio with LiDAR technology with the ROD 300 series of laser scanners designed for efficient contour measurement and ROD 500 for AGV navigation.
Whether on the conveyor belt or automated guided vehicle system, the ROD 300 series can detect contours even during fast production and logistics processes. With high scanning rates and angular resolution, the laser scanners of the ROD 500 series are suited for navigation tasks. Integrated window monitoring, detecting if the optics window becomes dirty, enables predictive maintenance.
The ROD 300/500 series scan at a frequency of up to 80 Hz — moving objects can be detected and the data quality remains optimal even at high speeds. With their high angular resolution of 0.025° at 10 Hz, the laser scanners of the ROD 500 series determine the contour of the parts even with different high-gloss or matt surfaces. Protection class IP 67, aluminium base and built-in laser diode make the laser scanners resistant to external influences. The sensors work in temperature ranges from -30 to +60°C, making them suitable for applications in both the deep-freeze sector and for high-temperature requirements, such as in battery production.
Navigating driverless transport systems (DTS), they create a map of the environment, such as the material storage area. In ongoing logistics operations, a scanner from the ROD 500 series is designed to enable collision-free AGV navigation via natural navigation. Intralogistics, with dimensions of around 80 x 80 x 80 mm, the sensors can be integrated even into the small installation spaces of mobile vehicles. Leuze electronic Pty Ltd www.leuze.com.au
FILTER PANELS
The Megalam ProSafe series features advanced HEPA (H14) and ULPA (U15, U16, U17) filter panels, engineered for turbulent and laminar airflow applications in high-tech cleanrooms, clean benches and clean air devices. The filters are specifically optimised for the life science and food and beverage industries, using high-quality glass fibre media that is designed to ensure low pressure drop and extended lifespan. Certified for pharmaceutical and food safety, the filters undergo rigorous 100% filter scan testing in accordance with ISO 29463 standards. They are chemically resistant, making them suitable for decontamination and cleaning processes, and are constructed with microbial inert components compliant with ISO 846. Furthermore, they meet food safety regulations per EC 1935:2004, meaning they are safe for use in sensitive environments.
The filters are hygienically designed, adhering to VDI 6022 and ISO 846 standards, and are free from harmful substances such as bisphenol-A, phthalates and formaldehyde. Each filter is manufactured and packed in a controlled environment.
Camfil Australia Pty Ltd www.camfil.com.au
Fonterra is investing NZ$150 million in electrification projects across the North Island of New Zealand over the next 18 months in an effort to reach its sustainability targets* while future-proofing its operations.
The investments include electric boilers at the Co-operative’s Whareroa, Edgecumbe and Waitoa sites, along with further fleet decarbonisation, which are aimed at enhancing energy security across its manufacturing operations. Fonterra’s Chief Operating Officer, Anna Palairet, said its manufacturing operations across the North Island are now coal-free and these investments are the next step in its plans to reduce its reliance on gas.
The details of the investments are as follows:
Whareroa: The site will undergo a staged energy transformation with the first stage including the installation of two electrode boilers. The $64 million investment is expected to reduce the site’s annual emissions by an estimated 51,000 tonnes and contribute a 3% reduction** towards Fonterra’s overall 2030 Scope 1 and 2 GHG emissions reduction target.
Edgecumbe: The site will transition from the use of steam and electricity, generated through a co-generation plant, to a reliable
Fonterra’s electrification plans
source of renewable energy with the installation of a new electrode boiler. The $57 million investment is expected to reduce the site’s annual emissions by an estimated 28,000 tonnes and contribute a 1.5% reduction** towards Fonterra’s overall 2030 Scope 1 and 2 GHG emissions reduction target, and reduce the Co-op’s overall natural gas reliance by approximately 8%***.
Waitoa and Waitoa UHT: Following the closure of its last coal boiler in November 2024, the Co-op is investing a further $18 million in installing two Resistive Element Boilers to boost heat production, while providing a secure and reliable energy source allowing for future growth in UHT processing.
Fleet decarbonisation: The next step in looking for more economical solutions for the future includes a pilot of six EV tankers and associated infrastructure later in the year, expected to provide an approximately 60% annual reduction in fuel costs per tanker, along with environmental benefits.
*The Co-operative’s target is 50.4% absolute reduction of Scope 1 & 2 GHG emissions by 2030 from a 2018 baseline.
**From a 2018 baseline.
***An approximate 8% reduction from the Co-op’s average annual natural gas usage from FY23 and FY24.
Keeping it cool for Spanish soup making
Spain is well known for its cuisine, with iconic dishes such as paella, patatas bravas, tortilla, Serrano ham and churros. Another famous dish, particularly associated with the southern region of Andalusia, is the cold tomato soup gazpacho.
From humble origins as a summer dish for local farmers and their families, gazpacho has gained popularity with both Spanish families and tourists thanks to its refreshing properties and distinctive fresh taste. As demand has grown, so has commercial production, with large-scale modern production beginning in Murcia in the 1990s.
Since then, more and more food and drink producers have added gazpacho to their product range. As well as large suppliers (often supplying heavily pasteurised product in large quantities), recently smaller companies have begun to bring premium gazpacho and salmorejo products to market. Salmorejo, which has become particularly popular recently, is similar to gazpacho but thickened with bread, meaning it is eaten from a bowl using a spoon, while gazpacho is usually drunk as a cold soup. Most manufacturers of gazpacho now also produce salmorejo.
These premium gazpacho and salmorejo products are made using good-quality fresh vegetables, with a minimum amount of processing, and are often sold as ‘unprocessed’ products, with a short shelf life and higher price, often in smaller plastic bottles which allow consumers to see the product on the shelf. Although 1 L waxed card and PET bottles remain the most common packaging, larger formats for families and smaller portions are also widely available.
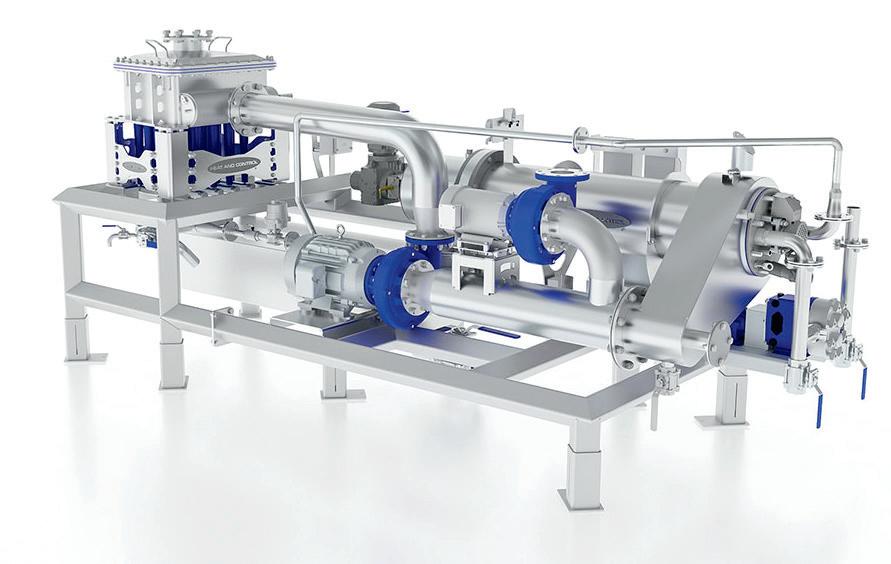
HRS Heat Exchangers has been providing pasteurisation solutions for gazpacho for almost 30 years (we supplied out first unit in 1996), as well as heat exchange solutions to help cool vegetables during the early stages of manufacture, and we have solutions for more viscous salmorejo products.
Because of their thick, viscous nature gazpacho and salmorejo require tubular heat exchangers — rather than plate heat exchangers (PHEs). Depending on the recipe they may contain content such as grains, bread or vegetable fibres (particularly those products designed to be ‘authentic’ or ‘homemade’). Most lines are now used to produce both gazpacho and salmorejo, so equipment needs to be flexible and able to handle the thicker
products. In practice this means food-grade HRS MI Series multitube heat exchanges, designed to maintain product freshness according to the required production capacity.
As a cold soup, keeping the distinctive freshness is a challenge, so any pasteurisation process must be as gentle as possible. That means making it as fast as possible, with the lowest possible temperature lift, followed by immediate cooling. Pressure is typically maintained between 16 and 25 bar, although higher pressures may be required for salmorejo. This very small temperature gap is required to avoid overcooking the product, and the corrugated tube design of the HRS MI Series allows it to operate within these parameters.
The market for salmorejo and gazpacho continues to grow, and HRS continues to work with key players in the market, including replacing older equipment which is not suitable for salmorejo with more flexible alternatives, supplying new pasteurisers to increase overall production capacity, and providing pasteurising solutions for premium products which maintain the quality of small-batch, top quality brands while ensuring consistency and food safety for the consumer.
The HRS MI Series provides effective pasteurisation with minimal heat increase to maintain product quality.
COMPACT SAFETY GATE SYSTEM
The PSENmgate compact safety gate system from Pilz is a complete solution for safe guard locking and operation.
In the ever-evolving landscape of industrial transformation, compact solutions can be the key to achieving efficient and sustainable processes. Compact solutions can not only save space but also conserve energy.
Pilz’s integrated system for safety gate monitoring is PSENsgate. Now, the new and optimised generation, PSENmgate, can provide more advantages. PSENmgate combines the PSENmlock safety locking device with the control elements of the versatile PITgatebox pushbutton unit, all in a single product. Various control elements are possible, such as pushbuttons, key switches, illuminated pushbuttons and section stop, as well as E-STOP and escape release. Suitable handles are also available.
Compared to its predecessor, the PSENmgate is 43% smaller. This space-efficient solution provides good protection against tampering and bypassing, and it is designed to help ensure the safety of a plant or machinery while maintaining seamless production operations.
Benefits include: fast, simple installation with one integrated system for safety gate; saves space with compact design of just 40 x 65 x 238 mm; wide range of configuration options available for flexibility; and energy-efficient system for reduced power consumption.
Features include: safety gate monitoring, safe guard locking and control elements in one system; suitable for all types of safety gate, including with series connection — personnel protection up to PL e, Cat. 4 (EN ISO 13849-1); highest level of manipulation protection for a seamless production process; user-friendly diagnostics with 4 LEDs and diagnostic output; holding force of up to 7500 N and monitoring of bolt breakage; and protection class IP 65.
The safety gate system is a versatile solution for secure guard locking with integrated control elements. It is adaptable for use on accessible safety gates, covers and flaps. For example, it can be used to help ensure the safe guard locking of accessible safety gates in a robot cell. Additionally, multiple safety gates can be easily and quickly connected in series with minimal wiring.
Pilz Australia Industrial Automation LP www.pilz.com.au
Heat and Control invites customers to the Netherlands to Discover, Innovate and Engage
Heat and Control is excited to announce its exclusive FoodTech Forum 2025, an in-house event open to food processing companies from around the world, showcasing equipment and technology from Heat and Control — with its brands FastBack, Spray Dynamics and Mastermatic — and leading innovators Ishida and CEIA.
The overarching theme of the FoodTech Forum will be Creating a More Resilient and Sustainable Food System, underscoring Heat and Control’s commitment to advancing sustainable food production practices.
Held at Heat and Control’s Lelystad, Netherlands office 2–20 June 2025, the event will address critical industry challenges, including sustainability and operational efficiency, while demonstrating cuttingedge innovations.
“When planning our 2025 year, we recognised that there were not as many of our traditional tradeshows that we would normally participate in for 2025, and particularly in the European, African, Middle East and Oceania regions,” said Tracy Anderson, Tradeshow and Events Manager, Heat and Control Pty Ltd. “With that in mind — and still wanting to give our customers and our sales team an opportunity to meet in one
place — the FoodTech Forum open house event was born.”
Why attend the FoodTech Forum in 2025?
The FoodTech Forum offers attendees a unique opportunity to gain expert insights, experience live demonstrations of the latest sustainable food processing equipment, and to network with industry leaders.
Visitors to the forum will have an opportunity to learn from global subject matter experts as they explore emerging trends, advanced technologies, and actionable strategies for sustainable and efficient food production.
The forum will also be an opportunity to connect with peers, technology innovators, and experts from Heat and Control, Ishida, CEIA, and more.
Live equipment demonstrations Visitors to the forum will be able to experience live equipment demonstrations — witnessing the latest innovations in action, including:
• The new FastBack Symphony OnMachine Seasoning System, designed to boost seasoning precision while minimising product waste.
• The new Spray Dynamics Symphony In-Kitchen Seasoning System, which optimises flavour application and operational efficiency.
• The Cascade Water Recirculation System (SWSM), which revolutionises water conservation in processing systems. All three products target sustainability goals. FastBack Symphony and Spray Dynamics Symphony systems both feature an integration of seasoning ingredient capture, containment and application consistency technologies. They are designed to significantly reduce seasoning ingredients from becoming airborne and potentially hazardous for operators, plus ensure seasoning ingredient is targeted to the product, and waste is reduced.
The Cascade Water Recirculation System offers a design methodology that is designed to greatly reduce freshwater consumption in raw ingredient processing.
Other equipment on display will include:
• CEIA metal detection and inspection systems
• FastBack product handling systems
• Ishida weighing and packaging systems
• Dryers for the french fry market
Event format
The FoodTech Forum will run over three weeks, each week dedicated to specific market segments:
• Week 1 (2–6 June): Potato chips and the snack industry
• Week 2 (9–13 June): French fry and potato products industry
• Week 3 (16–20 June): General food processing and additional topics Featured topics and keynotes from global subject matter experts and keynote speakers will include:
• Innovating Towards Sustainability, presented by Mick Walsh, Chief Engineer, Heat and Control.
• Water Sustainability, presented by Rick Bajema, Raw Material Processing Innovation Director, Heat and Control Inc.
• A Symphony of Seasoning Technology, presented by Blake Svejkovsky, General Manager Product Handling Systems, Heat and Control.
Though the event will run for a 3-week period, it is an open house event in which customers will be invited to attend for a day to hear from subject-matter experts on how Heat and Control can help them achieve their sustainability goals. There is also the opportunity to see live demonstrations of new equipment. Daily seminar repeats will ensure flexible attendance for all participants.
“By holding it over a 3-week period, we are allowing more of our customers to be involved and have targeted topics relevant to their business,” said Tracy. “We can also tailor our presentations to suit the need of the participants on any particular day.”
“Through collaboration and innovation, this forum aims to empower manufacturers to navigate an evolving industry landscape with confidence,” added Tracy. “Visitors can hear from industry experts on emerging trends and how we can help them with actionable strategies for sustainable and efficient food production, regardless of what region they’re located in.”
Key information
• What: Heat and Control FoodTech Forum 2025
• Where: Lelystad, The Netherlands
• When: 2–20 June 2025
For more information and to register your interest go to https://www.heatandcontrol. com/event/foodtech-forum-2025.
Heat and Control Pty Ltd
www.heatandcontrol.com
The FastBack Symphony On-Machine Seasoning System and the Spray Dynamics Symphony In-Kitchen Seasoning System. Right: The Cascade Water Recirculation System.
Guarding our seafood against vibrio parahaemolyticus
Back in 2021 there was an emergency recall of raw Pacific oysters produced in Coffin Bay in South Australia following an increase in cases of Vibrio parahaemolyticus. The recall was associated with production dates from 4 September 2021 to 16 November 2021 inclusively. The oyster production areas were closed while food regulators in SA worked with the oyster industry to implement ongoing risk management measures. Before businesses were allowed to reopen, audits were conducted on the supply chain, logistic providers and handling practices, with cold chain maintenance to prevent further outbreaks one of the main focuses of the audit.
V. parahaemolyticus is a prevalent foodborne pathogen known for causing infectious diarrhoea across the globe Naturally present in coastal and estuarine waters, it can occur in the water or supply chain when specific temperatures create a suitable environment for bacteria to grow. This can be prevented through strict maintenance of the cold chain post-harvest, product sampling and other food safety controls. With the growing appetite for seafood across the globe, research efforts have also stepped up to find innovative solutions to manage risks such as V. parahaemolyticus
Now, in 2025, a study has been published in the journal Food Quality and Safety, supported by Oxford University Press, which details some novel strategies for mitigating the risks of V. parahaemolyticus in seafood. Conducted by researchers from Shanghai Ocean University, the study provided an analysis of the
latest advancements in detection and control methodologies, which could shape the future of seafood safety.
The research delves into a variety of detection techniques for V. parahaemolyticus, from traditional culturing methods to the latest molecular techniques such as PCR and LAMP (LoopMediated Isothermal Amplification). These methods have advanced considerably, improving the sensitivity and accuracy of pathogen detection. The study also highlights preventive and control measures, spanning physical, chemical and biological interventions. A key focus of the research is the integration of predictive modelling and risk assessment tools, which provide a systematic approach to estimating health outcomes and guiding food safety management decisions. The authors emphasise the need for further refinement in both detection and risk assessment methodologies to enhance the efficiency of monitoring and controlling V. parahaemolyticus
Dr Zhaohuan Zhang, a leading expert from the College of Food Science and Technology at Shanghai Ocean University, said, “This comprehensive review highlights the crucial role of integrated detection, assessment and control strategies in boosting seafood safety. The advancements in our study are critical in addressing the persistent challenges posed by V. parahaemolyticus, ensuring safer and higher-quality seafood for consumers.”
Beyond contributing to scientific knowledge, the research provides actionable insights for regulatory bodies and food processors.
Creating safer processed foods with innovative AIpowered digital twin system
A new initiative is applying AI to food processing, using digital twins to help ensure texture-modified foods such as purees and soups are safe for vulnerable Australians who are at risk of dysphagia and have aspiration.
Swinburne University of Technology is developing the AI techniques to ensure safety within Ezy Chef’s Health range of texture-modified food products, commonly used in hospital and aged-care settings.
The project will apply advanced AI techniques to predict and optimise production outcomes, such as product quality, during live production. A digital replica of the physical production machine (a digital twin) draws insights to improve productivity and determine timelines for making the best quality product to meet demand each day.
“Meeting product quality targets and ensuring product consistency is critical to manufacturing productivity, particularly within texture-modified food production,” said Project Lead Dr Abhik Banerjee, Associate Director at the Digital Innovation Lab at Swinburne.
“Leveraging AI to monitor and adapt processes in real time has shown tremendous potential for achieving these goals. It is incredibly rewarding to be using digital manufacturing to help those most in need, such as the sick and elderly, to ensure they can enjoy meals that are both nourishing and comforting.
“Food is so deeply connected to feelings of warmth, care and connection. Ezy Chef’s products make a tangible difference by helping vulnerable individuals experience a sense of normalcy, joy and dignity through food.”
This collaboration is one of the first projects of the new $5 million Australian Research Council (ARC) Research Hub for
Future Digital Manufacturing launching in March 2025. The combination of AI, digital twin technology, and manufacturing expertise will set a new benchmark for quality and consistency in food production.
Director of the ARC Research Hub for Future Digital Manufacturing Professor Dimitrios Georgakopoulos said, “The collaboration with Ezy Chef over the next five years exemplifies Swinburne and the Hub’s dedication to drive the digital transformation of Australian manufacturing.
“Through interconnected programs, we will deliver innovative, AI-driven solutions that address manufacturing data challenges, optimise processes, and enhance productivity, sustainability and competitiveness.”
This project builds on previous research with Ezy Chef that started in 2023, developing an Industrial Internet of Things (IIoT) solution that enabled real-time data capture and process monitoring. This solution was piloted and is currently in use at Ezy Chef’s Broadmeadows plant.
Ezy Chef CEO and Cofounder Gavin Clifford said Swinburne’s research has been invaluable in delivering real-world outcomes.
“Ezy Chef’s work is about more than just food; it’s about helping people feel cared for, particularly the sick and elderly. We’re proud to collaborate on R&D and innovations that not only improves manufacturing outcomes but also contributes to making a real positive difference in people’s lives who are dependent on texture-modified food solutions.”
Crispier b k for KitKat
Nestlé Australia upgrades Campbellfield factory in Victoria
Nestlé Australia has announced a $30 million investment to increase production capacity at its Campbellfield factory in Victoria, the home of KitKat
The factory upgrade will also bring digital and AI capabilities that will be designed to improve the KitKat wafer, and enable further innovation to the chocolate such as new flavours.
Nestlé General Manager Confectionery Andrew Lawrey said the investment is testament to Nestlé’s ongoing support for local manufacturing.
KitKat fans love to see new ways to break — and the new technology we have installed in our factory allows us to create new flavours and fillings, textures and tastes!
“Part of the investment is a new wafer oven, which will enhance the entire KitKat range by improving our wafer quality. We’re excited that this new technology will help us to deliver a crispier, more consistent ‘snap’ — the iconic break that KitKat is famous for.
“There is a slight change in our wafer size as the moulds compatible with the new technology are smaller, which will see our KitKat 4 Finger bar move from 45 g to 42 g,” Lawrey said.
In addition to unlocking production capacity and innovation capabilities, greater automation in the factory will also increase safety.
“The safety of our team is our top priority. By investing in automation, we can significantly reduce manual handling, making the job safer for our operators. We will also be able to minimise food and packaging waste,” Lawrey added.
One of the first products to be made using the new technology is KitKat Neapolitan, due on shelves in Australia from January and New Zealand from February.
The Nestlé factory in Campbellfield employs more than 400 people and makes a number of chocolate brands including KitKat, Aero, Smarties, Milkybar, Chokito and baking products Bakers’ Choice and Plaistowe.
efficiency of operations across all plants.
How a Bega product is made
Most Bega products are cow’s milk-based and so the process begins with the intake of raw milk. The production process involves several intricate steps with a high level of automation. Let’s take the famous Bega Cheese for example. The milk undergoes pasteurisation to ensure safety and quality before being mixed with rennet and cultures to start the curdling process. The curds are then cut, cooked, and moulded. Ageing takes place in controlled environments until it reaches maturity which typically lasts
between 6 to 18 months before moving to the packaging stage and finally being dispatched.
The key concern lies in the packaging process involving fast-moving parts and complex machinery. This is also where personnel are in closest proximity to the machines and potentially more exposed to
hazards, especially when operating filling machines, packaging machines, case packers and palletisation systems.
Partnering with Pilz for Safety
To support Bega’s Safety Principles, Pilz were commissioned to conduct plant assessments across their 21 sites. “There’s a belief in Bega
that every safety incident is preventable.” In support of this belief, Bega saw opportunities to improve hazard awareness and further develop safety systems.
Pilz Australia conducted thorough plant assessments on 21 Bega sites, each with varying potential hazards and areas for improvement. The plant assessment encompasses an on-site evaluation of the machinery’s condition, followed by a formal presentation of findings.
Customer Statement
The Pilz team’s knowledge and expertise live up to the brand promise. It’s what you expect. Their detailed assessments gave us valuable insights from both a business and practical standpoint. We discovered numerous hazards that we were previously unaware of. Having experts in the field conduct these assessments improved hazard awareness, especially for those in Operations. Plus, their support didn’t stop after the assessments — they were always available to help.
Neil Roberts, Group Risk Engineer, Bega Group.
Using a structured risk assessment approach, Pilz was able to gather sufficient data to assess key compliance and safety factors. All machines were assessed using a multi-parameter analysis, providing an estimate and priority list of the safety requirements needed for each machine.
On average, about 150 assets were assessed at each site, with each asset having 8–10 recommendations for improvement. The comprehensive assessment resulted in thousands of recommendations and actions to enhance safety across all sites.
Following these assessments, the Bega team underwent several training sessions on Machinery Safety conducted by Pilz, with more ongoing.
Key courses included the MachineSAFE Comprehensive course, which covers the fundamentals of international and local safety standards, risk assessment
methodologies, and the application of safety components. Another notable course was the renowned CMSE (Certified Machinery Safety Expert) training, a globally recognised qualification programme that deepens expertise in complex safety systems and prepares participants to become certified machine safety experts.
Having certified experts in the field provides numerous benefits, including enhanced credibility, peace of mind, and assurance of compliance with safety regulations. It also ensures that the team is well-equipped to handle complex machinery safety challenges, thereby reducing the risk of accidents and improving overall operational efficiency.
This initiative aims to enhance the Bega team’s capabilities and foster a holistic approach to supporting a culture of safety within the organisation.
Through comprehensive plant assessments, Pilz has identified and supported mitigation of numerous hazards and Bega’s continuous improvement journey. By prioritising safety, Bega continues to uphold its reputation for quality and reliability, ensuring that its products remain a trusted choice for consumers.
Find out more about our Machine Safety and Security Services
Pilz Australia Industrial Automation LP www.pilz.com.au
FROZEN MEAT DICER
The Astech F-Dicer is suitable for frozen meat processing.
Suitable for bone-in or boneless meat processing applications, the automatic machine is designed to dice the meat into perfectly shaped frozen cubes.
The dicer has the ability to handle products frozen down to -21°C with speed and accuracy. With versatile dice size options, it adapts seamlessly to users’ specific production needs. Its enclosed design helps to ensure maximum safety and makes cleaning easy, meeting the highest hygiene standards.
Efficiency is at the heart of the design, which features dualside loading for smoother workflows and it integrates easily into existing production lines.
Despite its robust capabilities, the machine is compact and user-friendly, fitting comfortably into facilities of all sizes.
CBS Foodtech www.cbsfoodtech.com.au
LIGHTWEIGHT WASHDOWN GUN
Cleaning might not seem like a physically demanding job — until you’ve spent hours gripping a heavy washdown gun. Fatigue sets in, hands cramp up, and suddenly, a routine task feels like a full-body workout.
At just 440 g, the RB35 washdown gun is designed to provide good performance while also being easy to use. Being lighter, the gun puts less strain on the body, which can make long shifts more manageable. The lightweight tool is also built to last in tough environments with a shockproof polypropylene casing, stainless steel internals and EPDM seals.
Other features include an ergonomic grip and smooth trigger action, which is designed to provide comfort for the user and reduce hand fatigue. The tool provides versatility with an adjustable spray pattern, which can be easily switched from a focused jet to a broad fan spray. Capable of handling up to 12 bar (175 psi) and 50 L/min, it can be used for heavy-duty cleaning.
Suitable for industries where washdown guns are in constant use — such as food processing, commercial kitchens and industrial settings — the lightweight ergonomic washdown tool is designed to improve user comfort and productivity.
Tecpro Australia www.tecpro.com.au
COMPACT BLOCK SOLUTION FOR ASCEPTIC FILLERS
Contipure AseptBloc is a block solution for asceptic fillers that provides a sterile process chain from preform sterilisation to sealing. While previously used primarily in the medium and high output range, there is now also a compact version that can be used to fill outputs as low as 8000 containers per hour.
The small footprint of the compact block solution contains a four-cavity blow-moulding machine and a filler with a pitch circle of 1080 mm — and currently only requires around 100 m2 of installation space. It incorporates a Modulfill Asept filler, enabling up to 20,000 containers per hour to be aseptically produced, filled and sealed.
Suitable for juice, milk or plant-based milk alternatives, the compact version is also suitable for a wide range of different product categories. Whether distributed at ambient temperature or within the cold chain, whether in the low- or high-acid range, whether with or without chunks of up to 5 x 5 x 5 mm — all non-carbonated beverages such as juice or dairy products can be processed on the system. As the preform and not the bottle is sterilised first, lightweight containers can also be used.
Krones (Thailand) Co Ltd www.krones.co.th
DAIRY EVAPORATOR
The GEA Dairy Evaporator eZero is designed to reduce energy consumption and COâ‚‚ emissions for producing whole/skim milk powder, infant food formula and whey powder.
Evaporators are among the largest energy consumers in dairies. They are used in the production of whole and skim milk powder, infant formula and whey powder. Reducing their energy consumption can have a significant impact on both energy costs and overall plant sustainability.
Depending on plant operation specifics, resources and the electricity emission factor, the system is claimed to be able to reduce energy consumption by up to 60% and eliminates COâ‚‚ emissions entirely compared to conventional mechanical vapour recompression (MVR) evaporators.
Thermal vapour recompression (TVR) is typically applied to multi-effect evaporators powered by live steam, while mechanical vapour recompression (MVR) is more energy efficient and uses electricity to recompress and recycle product vapour in single-effect evaporators. Both technologies rely on steam for heating products before evaporation. The eZero evaporator is compatible with MVR systems and can also be applied to TVR evaporators after conversion to MVR technology. It is also adaptable to new and existing systems.
To convert an existing TVR evaporator to use the eZero, the thermocompressor is replaced by a standard compressor, while reusing the evaporator’s calandria and the high-speed mechanical compressor for the evaporation process.
The eZero evaporator takes a further step by integrating an ammonia heat pump to transfer the heat from the vapour at the condenser to a low-pressure steam generator or flash vessel. This process naturally creates two loops of water: a cold loop (approximately 35–45°C) that cools the condenser water loop, and a hot loop (approximately 80–90°C) that provides heat for the heat treatment system. Hot water is flashed to produce low-pressure steam, which is then recompressed to higher pressure for efficient product heating.
GEA Group www.gea.com
BOTTLE WASHER
Identifying the need for a high-performing bottle washing solution while achieving energy, water and chemical savings, Sidel has launched its Hydra Ultrasonic bottle washer that combines chemical and ultrasound technology.
The combined technologies are designed to increase the mechanical effect and thus reduce the required washing time and temperature while improving the machine’s performance.
During the bottle cleaning process, the system achieves high washing efficiency on both interior and exterior walls, even removing some caustic resistant types of dirt. Through this improved washing process, carrier beams are also effectively cleaned thanks to the mechanical effect of ultrasound. The washing process is designed to be competitive in performance, leading to lower rejection rates, and therefore increasing production rates by up to 15%.
The bottle washing solution is designed to remove dirt and debris with greater efficiency at a lower temperature throughout the bottle washing process, which is claimed to result in a 20% reduction in steam consumption and a 15% reduction in water consumption. At the same time, by enabling 100% electrification through the heat pump, and so replacing the use of steam with hot water, the system can enable a further cut in CO2 emissions.
Sidel Oceania Pty Ltd www.sidel.com
CHILLER RANGE
Plans by the Australian Government are underway to implement restrictions on equipment with high global warming potential (GWP) refrigerant, including the commonly used R-410A (GWP of 2088) and R-134A (GWP of 1430).
In line with this mandate, SMC has developed its new chiller product range with low GWP refrigerant R454C (GWP of 148) and the natural COâ‚‚ refrigerant R744 (non-F-Gas). The following chillers have been upgraded to meet these requirements: the HRSF, HRSF150-200, HRLF, HRRF and HRSC series.
The HRSF Standard Type is now available with low GWP refrigerant chiller. This compact HRS series now comes complete with R454C refrigerant (GWP of 148) while still delivering on a temperature stability of +/-0.1°C.
The HRSF 150-200 is now available with low GWP refrigerant chiller. This series now comes complete with refrigerant R454C (GWP of 148), a large cooling capacity of up to 20 kW, and an IPX4 rating for outdoor installation. This series requires no additional heating, as the circulating fluid is warmed using only the heat exhausted by the refrigerating circuit.
The HRLF Dual Thermo-Chiller for Lasers is now available with low GWP refrigerant chiller. Temperatures for two separate fluid channels can be controlled individually by one chiller, using the refrigerant R454C (GWP of 148).
The HRRF Rack Type is now available with low GWP refrigerant chiller. This space-saving solution is now compliant with refrigerant R454C (GWP of 148).
The HRSC is now available with natural type CO2 refrigerant R744. Equipped with an invertor compressor, the HRSC series is claimed to provide a 24% reduction in power consumption. By using the natural CO2 refrigerant R744, it is possible to transport this thermos-chiller by air freight.
SMC Australia | New Zealand www.smcanz.com
Sour beers have become a fixture on microbrewery menus and store shelves. They’re enjoyed for their tart, complex flavours, but some can require long and complicated brewing processes.
Researchers, reporting in ACS’s Journal of Agricultural and Food Chemistry*, brewed new sours in less time using a seemingly strange ingredient: field peas. The experimental beers had fruity, not ‘beany’, flavours and other attributes comparable to a commercial Belgian-style sour but with shorter, simpler brewing steps.
Sugars from peas speed up sour beer brewing
“Sour beer is the beer enthusiast’s alternative to Champagne. By using sugars derived from peas that yeast cannot metabolise, we promote the growth of bacteria essential for producing sour beer,” said Bjørge Westereng, one of the study’s authors.
The characteristic mouth-puckering taste of a sour beer comes from acids made by lactic acid-producing bacteria (LAB) or Brettanomyces yeast, which are added by brewers or introduced naturally from the environment. However, these microbes often require months or even years to ferment the original sugary, steeped-grain liquid (wort) into a desirable drink.
So, Westereng, Philipp Garbers, Catrin Tyl and colleagues have been searching for sugars beyond those found in traditional grain for the yeast to eat and speed up the fermentation process.
Previously, they tried molecules derived from wood; however, now they have turned to a group of plants called pulses, which includes beans, lentils and peas. Pulses have historically been underutilised largely because of their tendency to impart beany flavours to foods. Yet, they’re considered sustainable and easy
to grow, and contain sugars called raffinose-family oligosaccharides (RFOs), which the yeast can easily use as a food source.
In the new research, the team brewed sour beers with RFOs extracted from field peas and compared the final product to a commercially available Belgian sour.
Using three different LAB, the researchers brewed four experimental sour beers: two with the field pea RFOs and two without. All four were fermented for 19 days with Brettanomyces clausennii yeast together with combinations of LAB. After chemical analysis and evaluation by a trained sensory panel, the team discovered that the beers brewed using the RFO extract had:
• more lactic acid, ethanol and fruity flavour-imparting compounds than the beers brewed without RFOs;
• fruitier flavours, more acidic tastes and higher total taste intensity than the beers made without RFOs, but total taste intensity comparable to the commercial beer;
• no trace of unwanted beany flavours.
Despite the short fermentation time, the LAB gobbled up all the RFOs, leaving no detectable traces in any of the experimental beers. This is important because RFOs can cause gastrointestinal problems for some people.
The researchers hope that this work shows how pulses and RFOs could be incorporated into beer brewing and that pea-based ingredients can be associated with products that taste good.
Norwegian University of Life Science www.nmbu.no/en
Food ingredients business installs electric boiler to reduce emissions
Arla Foods Ingredients has taken another step on its CO2 reduction journey with the installation of an electric boiler at its largest production site.
Designed to cut an estimated 3500 tonnes of CO2e emissions p.a., the new e-boiler has been installed at the company’s protein whey processing facility in Denmark.
A shift away from gas towards electricity from renewables is at the heart of Arla Foods Ingredients’ carbon reduction strategy. Last year, it announced a €32 million investment in an electric heat pump facility which is scheduled to be operational this year. By the end of 2025, all the company’s plants in Europe are on target to run on electricity from 100% renewable sources.
Installed in a building that previously housed a gas turbine, the e-boiler will be able to deliver 16 MW of capacity and take on the work of two gas boilers. It will produce steam for the high-temperature needs of the facility’s spray-drying towers, which are used to create powdered whey ingredients.
The company’s overall target is to reduce Scope 1 and 2 greenhouse gas emissions from its operations by 42% between 2015 and 2030, although when anticipated growth is factored in, the figure it will need to achieve is closer to 80%. The reductions resulting from the boiler will account for around 5% of these efforts.
Thomas Lauritsen, Global Sustainability Manager at Arla Foods Ingredients, said: “The electrification of energyintensive processes is essential to achieve our ambitious climate targets while also meeting the growing demand for high-quality whey ingredients. This is the latest initiative in our drive towards a carbon net zero future, and a key element of our commitment to phase out our use of natural gas for energy production. It’s unlikely to be our last electric boiler — we see major potential for this technology at other powderproducing sites.”
Frothy options
Study examines alternative functional foaming ingredients
A team of researchers has investigated the functional foaming ingredients in food, bringing plant-based options a step closer.
Foams are an essential component of many different drinks and foods: from a frothy head of beer to coffee crema, bread and ice cream. Despite their ubiquity, little is actually known or understood about these highly complex systems.
A collaboration between the Institut Laue-Langevin (ILL) and Aarhus University has connected unique capabilities to investigate foam with critically relevant food science challenges, exploring plantbased protein as a functional foaming ingredient in food.
Understanding the behaviour of foam requires characterisation of the structure, which is not easy, according to Leonardo Chiappisi, ILL researcher and coordinator of the Partnership for Soft Condensed Matter (PSCM).
Firstly, it’s because the relevant structural parameters of foam range from the macroscopic down to the nanometre scale. And secondly, it is due to the highly unstable nature of foam, which evolves through formation, drainage and collapse.
“You’ve only got one shot to study the structure of a foam sample, yet no single technique can provide the information required across all the different length scales,” Chiappisi said.
The ability to achieve a comprehensive and full-scale characterisation of foam was achieved at the ILL by the design of an innovative experimental set-up, together with the development of methods to analyse the acquired data.
“A sample of foam is generated within our device and the structure is then investigated in situ and across length scales by simultaneously performing small-angle neutron scattering (SANS), imaging and electrical conductivity measurements,” Chiappisi said.
SANS revealed structural information about a sample by interpretation of the scattering pattern produced by the interaction of a beam of neutrons with the sample.
“
We know how to whip cream, but if you just transfer that process to plant-based proteins, the result is bad functionality, bad taste, bad texture, bad everything.
“SANS is the only technique capable of providing nanoscale structural information about foam,” Chiappisi said. “The D22 and D33 diffractometers at the ILL are unusual, however, in that both are equipped with multiple detectors. This enables all relevant nanoscale structural information to be acquired in a single experiment, which is particularly critical for unstable systems such as foam.”
In addition, the relatively wide diameter of the neutron beam enables hundreds of foam bubbles to be probed at a time, resulting in statistically meaningful data without impacting the foam sample thanks to the non-damaging nature of neutrons. Essential insights across multiple length scales are gained by combining this advanced nanoscale data with optical imaging, while information about foam composition — essential for quantitative data analysis — is provided by electrical conductivity measurements.
The comprehensive foam characterisation capabilities have been presented at a number of conferences, including the LINXS Northern Lights on Food Conference, which brings food science expertise together with knowledge about neutron and X-ray characterisation methods.
“Food science involves very complex systems and multiple techniques are needed to measure samples in situ, with minimal disruption and across length scales in order to fully understand the structure, functionality and interactions of the different components,” said Milena Corredig, Professor in the Food Science Department of Aarhus University. “I was very excited when I saw what Leonardo could do.”
The global shift from animal- to plant-based foods to improve diets and the sustainability of food production has created the need to improve understanding and accelerate development of plantderived proteins and their associated processes.
“We know how to whip cream, but if you just transfer that process to plant-based proteins, the result is bad functionality, bad taste, bad texture, bad everything,” Corredig said.
Combining their expertise, Chiappisi and Corredig firstly focused on pea albumin — a water-soluble protein extracted from peas that has been identified as a promising candidate for creating functional foaming ingredients in food.
“Food is basically soft matter and neutron scattering is a very powerful tool for studying soft matter materials,” Chiappisi said.
“But coming from a food science background, it’s very difficult to translate our problem into a proposal for an experiment at a facility like the ILL; we don’t speak the same language,” Corredig said. “I also don’t think in inverse Fourier transforms, so analysing the scattering data is even harder.”
Collaboration between the ILL and Aarhus University — involving Ruifen Li (postdoctoral researcher at Aarhus University) and Julien Lamolinairie (PhD student at the ILL) — has enabled the development of a common language to advance knowledge about foams made with pea albumins.
Significant work was first carried out at the PSCM to optimise sample preparation procedures; design and demonstrate the feasibility of the SANS investigation before requesting beamtime; and to develop a comprehensive model of pea albumin-based foams to ensure meaningful analysis of the acquired scattering data.
The insights provided by the comprehensive characterisation of foams made with pea albumins, recently published in the Journal of Colloid and Interface Science, could bring pea-based cappuccinos one cup closer!
Foam experiment on ILL instrument D33.
Pea albumin solution pictures: beginning and end
.Image credit: ILL
Foodtech Packtech: Where the future of food, packaging and logistics comes to life.
2–4 September, 2025 Auckland Showgrounds, New Zealand
Aussie innovation powers up Kiwi industry
New Zealand’s only trade exhibition for food and beverage offers Australian companies a chance to get in front of its key decision makers. With a heavy reliance on suppliers from across the Tasman, the Kiwi industry is an obvious growth pathway — and Foodtech Packtech — co-located this year with Materials Handling & Logistics Expo — opens the door of opportunity.
New Zealand’s food and beverage industry accounts for 46% of its goods and services exports. The sector’s importance in driving economic growth is well recognised — and the country’s reputation as an exporter of high-quality food products is well established.
“New Zealand punches well above its weight but relies on suppliers from Australia and further afield to sustain its performance,” said event manager Deb Haimes.
Connecting with Kiwi manufacturers is made easy at the expo — to be held this year from 2–4 September, 2025 at Auckland Showgrounds.
Haimes said around 4000 decision-makers from boutique/artisan firms all the way to the big players in New Zealand primary sector exporting will be at the event.
Kiwis are sustainable, innovative and backed by a country that understands
the place of the sector in the country’s overall success. In 2025 significant growth is projected as increasingly discerning international customers demand these qualities and freshly signed trade deals turbocharge exports.
New Zealand has also been scaling up volumes in response to tightening global supplies — it all supports increased export revenue growth according to the New Zealand Ministry for Primary Industries, and Kiwis need their Australian neighbours to make it happen.
With 200 exhibitors already confirmed, Australian companies are invited to secure a spot and get in front of food manufacturers, processors, packaging specialists and logistics professionals — all seeking solutions that your company can provide.
A prestigious group of industry leaders including TNA, Bosch Rexroth, Beckhoff, Sick, Vemag, Codemark and many more will showcase cutting-edge products alongside the best in the industry.
Space is at a premium, so contact Deb Haimes, Exhibition Sales & Event Manager, at deb@xpo.co.nz or +64 21 487 552 to discuss your exhibition options and secure your place at Foodtech Packtech 2025.
For more information on the event, visit www.foodtechpacktech.co.nz.
Filling it yourself
Carlsberg Bulgaria installs filling technology for its canning line
For the first time ever, Carlsberg Bulgaria is canning its own beer — thanks to technology from KHS.
The making of beer has been a long tradition in Bulgaria. Back in 1882, brewer Franz Milde opened what’s now one of Bulgaria’s oldest breweries in the city of Shumen in the east of the country. Nationalised in 1944, Shumensko Pivo, as the company called itself, produced around 350,000 hectolitres of beer per year in the 1960s — in part with the aid of a filling system imported from the former German Democratic Republic. Reprivatised in 1999, Shumensko became part of the Carlsberg Group in 2002 — together with Pirinsko Pivo, which was established in 1967. Based in Blagoevgrad, near the border with North Macedonia and Greece, this company was already brewing around 400,000 hectolitres of beer per year by 1980.
In 2004, the two entities merged under the name of Carlsberg Bulgaria to create one of the country’s leading beverage companies. Today, the two sites jointly fill well over two million hectolitres of beer
per year. This output includes two local traditional beers: Pirinsko, the leader on the domestic market, and Shumensko, the country’s third most popular beer. The international portfolio also includes the Danish premium brand Tuborg, Žatecký, which is brewed with Czech hops, as well as 1664 Blanc, Budweiser, Erdinger and Grimbergen, which the company distributes. Somersby Cider and the mixed beer beverage Garage round off the range.
The brewery fills more than half of its products into PET bottles and around a quarter into returnable glass bottles. Sales of beverages in cans especially have risen heavily over the past few years. “Cans give consumers one key benefit,” said Metodi Stoyanov, Integrated Supply Chain Director and the man responsible for local supply chain management and production optimisation. “Unlike returnable glass bottles, they don’t have to be returned to the retailer but can instead simply be recycled through the recycling loop.”
Previously its filled beer cans were imported, but now Carlsberg has its own line in Blagoevgrad for the first time since January 2023. Delivered and installed by KHS, the system has the capacity to fill up to 40,000 500- and 550-mL or 60,000 330-mL cans per hour. Stoyanov is pleased with the new line. “We need far less room for can filling than we do for filling PET and glass bottles. Given the limited space available to us, that’s one advantage, of course. What’s more, the KHS machines are less complex, making them easier to both operate and maintain. Production thus runs smoothly and without any issues. I’m particularly delighted with the high level of efficiency: we achieve an OEE of 76%,” Stoyanov said.
Unlike most canning lines, which use tunnel pasteurisers for microbiological safety, the Bulgarian site consciously opted for the KHS Innopro KZE flash pasteuriser. “We don’t can any sensitive beverages that we’d need a tunnel pasteuriser for,” Stoyanov said. “Thanks to our high hygiene standards during the filling process, we’re instead able to use a flash pasteuriser on all of our systems. This improves the taste of our products. It also takes up far less space. And thanks to the faster heat transfer, we use less energy.” Stoyanov is pleased with the overall low energy consumption of the new line and all the performance values meet with expectations.
Following the filling process, the cans pass through the KHS Innopas WICG compact heater. Frank Schneidermann, Global Key Account Manager at KHS, explains the reason for this. “The containers are filled with cold beer at a temperature of 8 to 10°C. Our compact heater raises their temperature to 20 to 28°C to prevent the formation of condensation. This can dampen the cardboard used for the trays and layer pads on the pallets, potentially leading to unhygienic mould growth. Wet cardboard can also make the pallets less stable and put their proper storage and safe transportation at risk. Given the increasingly demanding nature of logistics processes, this is an important topic — including at Carlsberg Bulgaria, where after coming off the line, the packs are transported by pallet lift to a storage area located four metres below the production shop.”
To ensure that the machines remain fully functional over time, a three-year service contract was also entered into. This includes both predictive maintenance and ReDiS, the remote service that makes it possible to directly and quickly eliminate faults, even from afar — without needing a KHS service engineer to be physically present onsite.
With the help of robots, the KHS Innopal PB palletiser and KHS Innopal PTR pallet conveyor form layers automatically, stack products on the pallet and feed these to the logistics area.
The Innopro KZE takes up little space and is low on energy consumption. Up to 60,000 cans an hour can be filled on the KHS Innofill Can DVD.
Going nuts for moisture monitoring system
Producers Peanut was founded 20 years ago by a group of local farmers in the US who were seeking to move their peanut crops to market more efficiently. The business now dries over 25,000 tons of peanuts in just three months during peak season and recently transformed the process using WECO’s PeanutTek active moisture monitoring system, which provides real-time, continuous in-shell moisture readings to help maximise production efficiency, improve worker safety and enhance product quality.
“For decades, the peanut industry has relied on manual sampling to monitor moisture levels during drying, but it’s been far from ideal. We had people using ladders to climb on top of trailers and get gallon-size samples, which was inconsistent and prone to errors. More importantly, we were wearing out our workers and safety was a tremendous concern,” said Ron Dozier, General Manager at Producers Peanut. “The old approach was also inefficient — we had to collect samples several times per load, requiring constant attention and documentation.
“We saw other types of nut processors using sensor plates to monitor moisture during drying and we really understood the potential, so we knew we had to find someone who could turn that vision into reality for us. That’s what first led us to WECO. They have decades of experience with moisture monitoring, and we worked closely with them to adapt their technology specifically for peanuts.”
WECO’s PeanutTek is an advanced active moisture monitoring system that uses a series of sensor plates installed in each semi-trailer or wagon to collect moisture data from a substantial sample size. These sensor plates continuously monitor the moisture content of the peanuts during the drying process, providing real-time data to a centralised computer. The system can be programmed to automatically turn off burners when the moisture of a load reaches a predetermined set point. This control is designed to ensure consistent drying across all loads, minimising the risk of over drying or under drying. Additionally, the system provides up-to-date dryer temperatures, enabling finetuning of gas pressure which is designed to ensure all burners are operating at maximum efficiency and speed.
According to Dozier, the WECO system has significantly improved its drying process. “Now, we simply connect the load to the dryer and hook it up to the system. No more climbing on trailers, collecting sample buckets and shelling the peanuts to determine the status. We get live moisture readings that I can monitor from my office, home or smart device, and I can even adjust settings remotely. Once the load reaches the desired moisture level, PeanutTek turns the dryer off instantly.”
Dozier said the system has also been of benefit for employee safety. “Now that workers can monitor moisture levels from ground level, we’ve significantly reduced the risk of accidents”
There have also been some noted enhancements to product quality since implementing the system. By sampling a wider zone consistently and turning dryers off at the right time, the system is designed to achieve an improved moisture reading and dry time compared to traditional, manual methods. This improvement is especially valuable for Producers Peanut’s seed peanut products, which require specific moisture levels to preserve germination potential. “Plus, by optimising the drying process, PeanutTek has helped us cut down on energy consumption, which reduces our operational costs and aligns with the market trend toward sustainability,” Dozier said.
PeanutTek’s software, AgTrack, facilitates its remote monitoring capabilities and data collection. By tracking crucial metrics like drying time and moisture curves, the system can provide insights to help the business refine its processes and make more informed decisions.
Three emerging smart food drying techniques
Food drying is a common process used in food manufacturing for preserving many types of food, including fruits and meat; however, drying can alter the food’s quality and nutritional value. In recent years, researchers have developed ‘smart’ techniques that use optical sensors and AI to facilitate more efficient drying. A recent study from the University of Illinois UrbanaChampaign discusses three emerging smart drying techniques, providing practical information for the food industry.
“With traditional drying systems, you need to remove samples to monitor the process. But with smart drying, or precision drying, you can continuously monitor the process in real time, enhancing accuracy and efficiency,” said corresponding author Mohammed Kamruzzaman, assistant professor in the Department of Agricultural and Biological Engineering (ABE), part of the College of Agricultural, Consumer and Environmental Sciences and The Grainger College of Engineering at Illinois.
In the paper, the researchers review academic literature about different types of equipment that apply precision techniques to enhance smart drying capabilities in the food industry.
They focus on three optical sensing systems — RGB imaging with computer vision, near-infrared (NIR) spectroscopy and near-infrared hyperspectral imaging (NIR-HSI) — discussing the mechanisms, applications, advantages and limitations of each. They also provide an overview of standard industrial drying methods, such as freeze drying, spray, microwave or hot-air oven drying, which can be combined with the precision monitoring techniques.
“You can use each of the three sensors separately or in combination. What you choose will depend on the particular drying system, your needs and cost-effectiveness,” said lead author Marcus Vinicius da Silva Ferreira, a postdoctoral fellow in ABE.
RGB with computer vision uses a regular camera that captures visible light with a RGB colour spectrum. It can provide information
“Researchers review academic literature about different types of equipment that apply precision techniques to enhance smart drying capabilities in the food industry.
iStock.com/greenp
about surface-level features, such as size, shape, colour and defects, but it is not capable of measuring moisture content.
NIR spectroscopy uses near-infrared light to measure the absorbance of different wavelengths, which can be correlated to unique chemical and physical product characteristics, and it can measure internal qualities such as moisture content. However, NIR scans one point at a time. This can work for a single product, like an apple slice, at least initially, Kamruzzaman said. “But as the drying progresses, the material will shrink and become heterogeneous, because of cracking and bending. If you use NIR at that stage, and if you only scan a single point, you cannot measure the drying rate,” he noted.
NIR-HSI is the most comprehensive of the three techniques. It scans the whole surface of the product, so it provides more precise information about the drying rate and other features than NIR alone, since it extracts three-dimensional spatial and spectral information.
However, NIR-HSI is also much more expensive than the two other sensors. The equipment costs 10 to 20 times more than NIR sensors, and 100 times or more than RGB cameras. Additionally, maintenance and computing requirements for HSI are substantially higher, further increasing the total cost.
All three methodologies must be combined with AI and machine learning to process the information, and the models must be trained for each specific application. Again, HSI requires more computational power than the other two systems because of the large amount of data it collects.
The researchers also developed their own drying system to test the various methods. They built a convective heat oven and tested the techniques on the drying of apple slices. They first combined the system with RGB and NIR; later they also tested the NIR-HSI system, the findings of which they plan to discuss in a forthcoming paper.
“For real-time monitoring, the convergence of RGB imaging, NIR spectroscopic sensors and NIR-HSI with AI represents a transformative future for food drying. Integrating these technologies overcomes conventional drying process monitoring limitations and propels real-time monitoring capabilities,” the researchers concluded in the paper.
Future development of portable, hand-held NIR-HSI devices will further enable continuous monitoring of drying systems, providing real-time quality control in a variety of operating environments, they noted.
The paper, AI-Enabled Optical Sensing for Smart and Precision Food Drying: Techniques, Applications and Future Directions, has been published in Food Engineering Reviews
Image credit: College of ACES
Top tips for avoiding food contamination
All parties involved in the food processing chain have a responsibility to ensure that food reaching consumers does not become contaminated. While manufacturers already take steps to prevent the main causes of contamination, thermal fluid could be a hidden contaminator. Here Clive Jones, managing director of heat transfer fluid specialist Global Heat Transfer, explains how thermal fluid choice and maintenance can prevent cross-contamination being a problem.
Cross contamination can occur at any stage of the food production chain, so food processing facilities have processes and procedures in place to remove any risk of product mishandling. These are built on an understanding of how cross-contamination occurs — food handling is one of the main causes of cross contamination.
For example, a worker may handle raw meat without gloves and then touch other food products without washing their hands. Food residue left on equipment can also provide opportunities for contamination, as well as the harmful bacteria often found on raw products, for example if fluid from raw meat drips onto uncovered products.
Food processing applications, such as brewing, baking or freezing, often require indirect heating or cooling generated from a heat exchanger and transported using thermal fluid. The fluid may absorb excess heat energy and take it away from the product, or transfer heat energy to the product.
Thermal fluid contamination
Heat transfer fluid is transported around a facility in pipes, meaning that it is unlikely to come into direct contact with a product. However, if any issues occur in the system that leads to leaks or breakages, the fluid could contaminate the product.
If food and beverage manufacturers use a standard heat transfer fluid and there is
incidental contact with the product, the whole batch must be scrapped to avoid any contaminated food reaching consumers.
Food-grade fluid
In any environment where thermal fluid may come into contact with a consumable product, manufacturers should use foodgrade thermal fluid. Food-grade thermal fluids must carry a HT-1 certificate, granted by the US Food and Drug Administration (FDA) or the NSF International, to be approved for use in food processing. They are typically colourless, non-toxic, nonirritating and non-fouling, so if they do come into contact with food and therefore consumers, they can help to lower the rate of potential recalls.
Food and beverage processing reactions take place at specific temperatures, so manufacturers require a fluid with precise temperature control. Global Heat Transfer’s Globaltherm FG, for example, can operate and maintain temperatures ranging from -20 to 326°C. It is claimed to have a good thermal oxidation stability and a lower viscosity compared to standard mineral oils, so can be easier to pump around the system. This thermal fluid has HT-1 certification and is accredited for use in kosher and halal applications.
Fluid maintenance
While incidental contact between the HT-1 certified fluid and the food product will not
pose a risk to consumers, manufacturers should still do everything possible to prevent any maintenance issues that could lead to the fluid impacting production.
Thermal fluids degrade over time, especially when operating at high temperatures for long periods of time. Fluid degradation can cause a buildup of carbon and other by-products in pipes, reducing heat transfer efficiency and causing products to be cooked inconsistently. If the fluid is properly maintained, manufacturers can slow down the degradation process and reduce the risk of unplanned downtime.
To achieve this, manufacturers can implement a preventative maintenance program. This should include regular visual walk-round checks, as well as quarterly fluid sampling to determine the condition of the fluid. Engineers can take samples from a live, hot and circulating system to a laboratory for fluid analysis, using the results to plan preventative actions to maintain or expand fluid lifespan.
The food processing sector must uphold the highest standards to ensure food safety and prevent cross-contaminated products from reaching consumers. By selecting a food-grade thermal fluid and carrying out regular fluid analysis and maintenance checks, plant managers can help to ensure that their products are manufactured safely and efficiently.
Fruitier kombucha put to the taste test
Kombucha is usually made by fermenting tea, but brewers are now fermenting other plant-based drinks to explore nutritional properties and flavours. Researchers recently compared the biochemistry and flavour of kombucha with brews made from apple and passionfruit juices. They found that the apple beverage contained high levels of bioactive compounds, or flavonoids. It also ranked highly among taste testers, signalling a promising kombucha alternative.
To make kombucha, brewers ferment sweetened tea with a spongy disc of microbes known as a SCOBY, or symbiotic culture of bacteria and yeast. The resulting beverage contains beneficial bacteria from the fermentation process and bioactive compounds from the tea, including flavonoids, phenolics and anthocyanins that may have antioxidant and anti-inflammatory properties.
Few studies have investigated whether liquids other than tea could be brewed as kombucha-like beverages with boosted antioxidant levels or unique flavours. So Socorro Vanesca, Frota Gaban and colleagues at the Federal University of Ceará fermented antioxidantrich apple and passionfruit juices with a SCOBY to find out more.
After fermenting apple juice, passionfruit juice and tea in separate jars for 10 days at room temperature, the researchers measured the levels of several bioactive compounds in each brew and found the following:
• The apple beverage had the highest level of flavonoids, followed by kombucha and the passionfruit drink.
• The kombucha and apple beverages had comparable levels of phenolic compounds that were higher than those of the passionfruit beverage.
• All three brews had similar amounts of anthocyanin, a redcoloured antioxidant.
The researchers asked 12 volunteer taste testers to evaluate each beverage’s colour, aroma and flavour. The taste testers noted an
amber colour for the apple beverage, yellow for passionfruit and gold for the kombucha.
The volunteers reported stronger, fruitier aromas for the fermented fruit juices compared with the tea. However, the passionfruit drink tasted more bitter than the sweeter apple and tea drinks, both of which received equal votes as the favourite beverage.
Because fermented apple juice has more flavonoids and a pleasant taste compared with the other beverages, the researchers say it could be a successful alternative to kombucha made from tea.
They now plan to explore health benefits and flavours of other fermented fruits in the future.
The findings have been published in ACS Agricultural Science & Technology
Kombucha (left) and kombucha-like beverages from passionfruit (centre) and apple (right) juices. Adapted
Four trends shaping warehouse automation and intralogistics in 2025
At the start of 2025, warehouse automation and intralogistics continue to be shaped by technological innovation, evolving consumer demands, labour challenges and space scarcity, and a continued drive to optimise performance and efficiency.
Organisations are increasing investments in proven automation technologies and unlocking new efficiencies through software orchestration and artificial intelligence. These advancements are transforming the intralogistics landscape and setting the stage for industry changes. Let’s explore four key trends expected to shape the industry in 2025.
1. Brownfield warehouse automation and scalability
With industrial land prices continuing to rise in Australia and New Zealand, particularly in and around major cities, it is becoming increasingly important for companies to make the most of their existing space with retrofits, modernisations or upgrades to new technologies that bring greater efficiencies.
There are numerous reasons for modernising or upgrading a warehouse automation system, typically centred on optimising current operations and investing in enhancements that are costeffective and deliver long-term benefits.
Upgrading to the latest warehouse technology or software can deliver benefits to energy efficiency, safety, data acquisition and utilisation, and maintenance schedules, particularly for equipment nearing end of design life, which may be harder to maintain.
Scalability is crucial when considering any automation investment, because if business expands, you want your warehouse to be able to handle additional or different SKUs, and greater volumes — and the faster it can adapt, the faster the business can reap the benefits of its growth.
2. Micro-fulfilment and hub-and-spoke strategies
Micro-fulfilment centres (MFCs) are the next step in creating a harmonious omni-channel supply chain, and have been growing in popularity particularly in the past five years, with the trend continuing in 2025.
An MFC model is a form of hub-and-spoke strategy whereby a centralised fulfilment centre (the hub) stores a large amount of stock,
and then each spoke holds some stock that is replenished efficiently from the hub. The spokes are often stores themselves, but can also be straight-to-home delivery centres, for example.
Hub-and-spoke models are particularly popular with grocery companies, where freshness and efficient deliveries are paramount.
Automated MFCs allow companies with or without a brick-andmortar footprint within a particular area to move fulfilment closer to customers in order to reduce transportation costs and enable shorter delivery times, benefiting both the retailer and the customer. Companies can build a micro-fulfilment centre as a standalone facility, or bolted on to an existing location, to expand fulfilment capacity.
The mutual benefits of MFCs are likely to drive their continued expansion this year, as supply chains look to further increase their efficiency and profitability. For consumers, it is all about increased choice, shorter delivery times or the ability to order online and arrange kerbside pick-up as quickly as possible. For grocers and retailers, it is a more efficient method of order fulfilment. It reduces labour and transport costs, avoids clogging retail stores with pickers and supports higher order demand levels. In other words, MFCs create a more efficient supply chain.
3. Software orchestration
For warehouse automation and intralogistics systems to perform at their peak and deliver maximum return, the right software can make a big difference.
Dan Ulmamei, Managing Director, Swisslog Australia and New Zealand
For both greenfield and brownfield warehouse automation projects, companies looking to take operations to the next level in 2025 will use software orchestration to optimise performance.
Swisslog’s SynQ Warehouse Management System (WMS), for example, covers the full spectrum of an organisation’s supply chain needs to optimise warehouse operation in the era of Industry 4.0. It is the smart conductor of the orchestra that synchronises people, process and machines for efficient operations.
SynQ software performs not only WMS tasks, but also Material Flow System (MFS) and Warehouse Control System (WCS) functions as well. To take it to the next level, the software also has interfaces for other systems including Enterprise Resource Planning (ERP), and can be customised to interact with proprietary systems too.
The modules can include real-time monitoring and full 3D visualisations of the warehouse, with ‘click-and-solve’ functionality. This means, for example, that an operator can access any pallet within the automated warehouse, and can make changes to that pallet directly — such as sending it to the reject station, or to a clearing station to be checked if something doesn’t look right.
4. Artificial intelligence and robotics
Just about every industry is talking about artificial intelligence (AI) and robotics, but there are some tangible benefits in the intralogistics industry, which has been using these tools for years already, and they are only getting smarter and more capable.
“There are numerous reasons for modernising or upgrading a warehouse automation system, typically centred on optimising current operations and investing in enhancements that are cost-effective and deliver long-term benefits.
AI-powered systems can enable accurate demand forecasting, predictive maintenance, real-time inventory management, and seamless integration with warehouse automation solutions. These insights streamline order fulfilment, optimise material flow and boost overall supply chain performance, enabling warehouses to meet increasing demands with precision.
Sophisticated WMS and data analytics tools will provide realtime insights on inventory levels, order patterns and operational bottlenecks. By leveraging machine learning, AI and advanced algorithms, these data-driven solutions can identify patterns, accurately predict demand, optimise resource allocation and streamline processes for maximum efficiency.
Moreover, predictive maintenance capabilities enabled by data analytics will minimise equipment downtime, further enhancing operational efficiency and reducing costly disruptions.
To complement AI and software, robots are taking on tasks such as picking, packing and maintenance, highlighting the growing inclination among companies to leverage automation for process optimisation and efficiency improvements.
In 2025, advancements in Automated Storage and Retrieval Systems (ASRS) and Autonomous Mobile Robots (AMRs) will continue to transform dynamic warehouse operations.
ASRS technologies will also help companies maximise their floor space, which is particularly helpful in driving ROI for sectors like grocery and retail.
Swisslog is seeing these trends not just across Australia and New Zealand, but also globally. In 2025, the company will be focusing on key areas, such as the human side of automation; lifetime customer support, beyond project implementation; and sustainability.
Adapting the Australasian cold chain for a sustainable future
The Australasian cold chain distribution market is being transformed. A combination of global energy demand, volatile local policies, rising land costs and persistent labour shortages is reshaping the industry’s foundation. With these challenges rapidly changing the landscape of cold storage operations, businesses must adapt or risk falling behind.
Energy costs: a growing operational burden
Global electricity demand is projected to increase by 75% by 2050, according to the United States Energy Information Administration. In advanced economies, electric vehicles and electrification are driving demand, while emerging markets see rising consumption due to population growth and urbanisation. Locally, Australia’s energy policies remain inconsistent, creating uncertainty for power generators and further volatility in pricing.
For cold chain logistics, where cooling accounts for up to 80% of total power consumption, energy costs are quickly becoming the single largest operational expense. The Australian Energy Regulator reports average annual electricity prices across the National Electricity Market (NEM) have trended sharply upwards, further intensifying financial pressures.
The solution lies in transforming energyintensive facilities into models of efficiency. Design improvements such as reducing building surface area and preventing temperature leakage are critical. Automation technologies, like automated storage and
retrieval systems (ASRS), offer another layer of energy efficiency. By utilising denser storage configurations and operating with minimal energy loss, these systems can reduce energy costs by over 50% compared to traditional storage facilities.
Land: a scarce and costly resource
Urbanisation is also reshaping the geographic and economic landscape of the cold chain industry. More than 50% of Australia’s population is concentrated in just three cities, creating fierce competition for land near key supply markets. By contrast, in the United States, a similar population share is spread across dozens of cities, illustrating the unique geographic and operational constraints faced by Australian businesses.
As commercial land prices climb, cold chain businesses must make smarter use of limited footprints. Traditional horizontal expansion is no longer viable in many cases. Instead, taller, compact facilities that optimise vertical space are becoming essential. Solutions like ASRS and automated cartons buffer systems enable operators to maximise storage density, using advanced automation to reduce the space needed for
operations while maintaining throughput.
These shifts not only address the immediate land shortage but also reduce construction costs associated with sprawling facilities. By consolidating operations within smaller footprints, businesses can remain close to urban centres without sacrificing operational efficiency.
Labour: a persistent challenge
Labour shortages have become a defining issue for the cold chain sector. Challenging working conditions, particularly in frozen and chilled environments, make it difficult to attract and retain workers. High turnover rates and an increasingly competitive labour market in Australia and New Zealand exacerbate the challenge, with businesses struggling to maintain a skilled and consistent workforce.
Automation is emerging as a critical tool to address these pressures. Systems like carton buffers and automated guided vehicles (AGVs) reduce reliance on manual labour for repetitive tasks, reallocating workers to higher-value activities. For example, AGVs can seamlessly integrate into existing facilities to handle pallet movement, replenishment and order fulfilment, improving safety and efficiency.
At Lactalis Australia’s Lidcombe milk site in NSW, Dematic’s AGVs have boosted productivity. The site uses Dematic’s Counterbalance Series AGVs to transport pallets of milk, handling loads up to 1.2 tonnes and reaching heights of 6 m. Operating 24/7 in chilled conditions (2–4°C),
David Rubie, ANZ Sales Director, Integrated Systems and Mobile Automation, Dematic
the AGVs retrieve pallets from production, feed them into an order buffer and release them onto live storage racks. Equipped with sensors and laser scanners for navigation, they can achieve speeds of up to 1.7 m/s. By automating repetitive tasks, the AGVs reduce reliance on manual labour, improving efficiency and reallocating workers to higher-value activities. Powered by lithiumion batteries, the AGVs self-charge during inactivity, offering operational efficiency and a solid return on investment.
“For cold chain logistics, where cooling accounts for up to 80% of total power consumption, energy costs are quickly becoming the single largest operational expense.
Using the AGVs increases supply chain reliability for Lactalis, with the AGVs capable of working non-stop, every day of the year. This is in addition to improving efficiency and accuracy of operations, thereby minimising mistakes, product damage and workplace accidents, which provides significant improvements in occupational health and safety standards.
By minimising the physical demands on workers and enhancing safety, automation not only reduces labour costs but also fosters a more stable workforce. These technologies represent a crucial step towards mitigating ongoing reliance on manual labour in an industry marked by volatility.
The role of automation in driving resilience
The adoption of automation technologies is not a luxury but a necessity for the Australasian cold chain market. Innovations like ASRS, carton buffers and AGVs are paving the way for more sustainable and efficient operations. These systems deliver a range of benefits, from reduced energy consumption and minimised operational footprints to improved safety and productivity.
At John Dee in Warwick, Queensland, a production consolidation facility uses carton
buffer shuttles to handle frozen goods at temperatures as low as -28°C. These systems can store and retrieve over 550 cartons per hour per aisle, far surpassing the efficiency of manual processes.
The integration of automation within existing facilities also offers scalability and modularity, allowing businesses to respond to future challenges without requiring complete infrastructure overhauls. This adaptability is key to building resilience in an era of constant change.
Preparing for the future
The Australasian cold chain market is at a critical inflection point. Rising energy costs, constrained land availability and labour shortages demand a fundamental rethinking of how the industry operates. By embracing automation and sustainable practices, businesses can optimise their operations to meet today’s challenges while preparing for the uncertainties of tomorrow.
The path forward requires a commitment to innovation. Cold chain operators must invest in energy-efficient designs, compact and scalable facilities, and advanced automation technologies that enhance productivity and reduce costs. These measures not only address immediate pressures but also position the industry for long-term growth and resilience.
The Red Rock Deli has released its hottest flavoured chip — the Spicy Chilli Sriracha flavour. Designed for chilli lovers, the chips incorporate a blend of spices to provide heat, flavour and crunch. Available at Coles and independent supermarkets across the country. www.redrockdeli.com.au
Wagon Wheels Inspired Hot Cross Buns. The marshmallow-flavoured buns combine with raspberry fudge, raspberry jellies and choc chips to create a nostalgic taste. www.coles.com.au
Street snacks at home
Majans has introduced a range of South Asianstyle street snacks, ‘Desi Snacks’, at select Woolworths stores. The latest snacks in the Bhuja Desi Snacks range include: Aloo Bhuja noodle snacks, Murukku rice snack and Papdi Gathiya spicy plant protein snacks. majans.com.au
A variety of new food products have been hitting the supermarket shelves including some early Easter treats and snacking options such as spicy chips, ice cream balls and low-sugar granola.
Ferrero has introduced a frozen bakery line which includes Nutella Croissant and Nutella Muffin for its FoodService partners across Australia. The products are baked with a chocolate hazelnut centre, then frozen
Originating in the US, Mini Melts cryogenically frozen ice-cream has been introduced to the Australian market. Available in 16 flavours, the product is created through a cryogenic freezing process that results in tiny balls of ice cream for a fun and easy-to-eat snack.
www.minimeltsaustralia.com.au
Aussie macadamias for brekkie
Brookfarm has launched its Low Sugar Granola Macadamia Raspberry, which has a blend of 18 natural ingredients including Australian macadamias, dried raspberries and a mix of whole grains, with only 1.6 g of sugar per serve and 18g of fibre per 100g. brookfarm.com.au