
8 minute read
Flexografía


FLEXOGRAFIA Se le conoce a la flexografía como un sistema de impresión que se usa actualmente en todo el mundo, donde se hacen etiquetas personalizadas de una manera rápida y de calidad. Este tipo de impresión se encuentra en el área de packaging ya que puede hacer uso de muchos tipos de medios de impresión como el cartón corrugado, papel, cartón compacto, sleeves y films.
Para el proceso de impresión en la flexografía se utiliza una plancha con relieves que son de donde se obtiene la impresión. Es una técnica rotativa que transfiere directamente la imagen al soporte y gracias a su gran flexibilidad y adaptabilidad permite que la impresión se pueda realizar en cualquier tipo de material flexible, incluso plásticos, films, bolsas de papel o cartón.
Advertisement
Historia
Fue creada en 1890 y patentada en Liverpool. Al principio era utilizada tinta a base de agua
No fue hasta el siglo XIX que se crearon planchas hechas de goma y tinta a base de aceita, sin embargo esta tinta fue declarada tiempo después como tóxica y en 1949 se utilizaron otro tipo de tintas.
Los primeros intentos realizados en Gran Bretaña hacia 1890 por Bobby, Baron and Sons, no tuvieron mucho éxito, y la primera máquina realmente práctica parece que la fabricó la empresa alsaciana de Holweg en 1905, y se empleó principalmente para las bolsas de papel.
El invento como tal no fue exitoso, pero realmente se considera el origen de la primera máquina de impresión de la flexografía
Para este método de impresión se creó un rodillo llamado anilox, un rodillo de tinta que estaba previamente grabado y era perfecto para realizar la transferencia de la placa a la impresión Durante el período de las guerras mundiales el avance de la imprenta de anilina estuvo congelado, pero en ese mismo período se desarrollan los polímeros y el proceso de impresión utilizando tintas base anilina tiene un gran crecimiento decorando las cortinas de baño hechas en vinyl.
Hasta este entonces se le llamaba a este método impresión de anilina pero en 1950 se le cambió a como lo conocemos hoy en día, flexografía.
El resultado más afortunado ha sido el cliché foto polimérico, que se ha logrado con un espesor muy uniforme y capas intermedias acojinadas. Estos clichés existen de varios espesores, los normales son 100mils y se pegan al rodillo por medio de tela adhesiva de dos caras. Esta cinta es la misma que se utiliza en los de hule, esta calibrada y la hay entre otros espesores de 10 y 15mils.Se acostumbra algunas veces pegar los clichés de fotopolímero, aplicándole un adhesivo con brocha. Sin embargo, aunque hay un ahorro, parte de la ventaja que hay en el espesor uniforme del fotopolímero se pierde.

Puede decirse que la fabricación de impresoras de roto grabado para el PE se impulsó en Europa (particularmente en Italia y Alemania) desde los años 50, en cambio la flexografía ha recibido mayor apoyo en los E.U.A. Para roto grabado se usó y usa el medio tono, la combinación de colores con distinto valor tonal que da como resultado una gama amplísima de colores secundarios, líneas muy finas, tipografía muy pequeña, etc.
Historia de la flexografía en México
En México llegó aproximadamente entre las décadas del 40 y 50, y actualmente, este sistema es utilizado para la impresión de empaques, etiquetas y periódicos, pero ha sido tanto su aceptación por su calidad y versatilidad, que se cree que llegará a sustituir al sistema offset.
Tipos de máquinas de imprimir Existen tres tipos de máquinas donde se emplea la flexografía TAMBOR CENTRAL: usa plataformas que están dispuestas alrededor de un único cilindro de impresión y este es de un gran diámetro. EN PILA: las plataformas están apiladas una sobre otra EN LÍNEA: las unidades de impresión se encuentran de forma horizontal formando una línea

La formación de cada unidad de impresión está conformada por Un rodillo de anilox Un sistema de rasqueta con cámara Cilindro porta plancha Cilindro de impresión Sistema de entintado


Proceso de impresión 1. Al iniciar un rodillo de anilox transfiere la tinta a la plancha
2. A continuación el sustrato se hace paso entre el cilindro de impresión y el cilindro de la plancha
3. El cilindro de impresión hace presión al sustrato contra el cilindro de la plancha flexible, así el diseño se transfiere al sustrato.
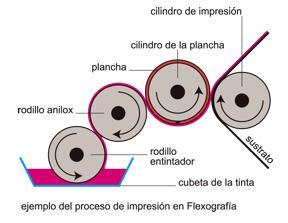
4. 5. 6. Ya que la imagen este impresa en el sustrato pasa al secador de tinta El sustrato vuelve a hacer el recorrido anterior para agregar otro color Al final cuando estén todos los colores hace una última parada en un secador adicional quien se encarga de eliminar cualquier solvente o residuo de agua.
Tolerancias y porcentajes de compensación Las tolerancias son medidas proporcionadas por los fabricantes de las impresoras, que sirven para determinar los porcentajes de compensación necesarios para la producción del arte final y de la separación de colores. Los porcentajes de compensación, a su vez, ayudan a ajustar el diseño al para momento de la separación de colores y que en la realización de las placas de impresión se obtenga el tamaño necesario.

Trapping El trapping se da al expandir un color y montarlo sobre otro para que, en el momento de la impresión, si se mueven las planchas o si se alargan por el envolvimiento o por la cinta doble faz colocada para pegarlas sobre el cilindro principal, no se muevan y así puedan cubrir con el exceso al resto de colores, formando una intersección de los mismos. Si no se realiza el trapping adecuadamente, se pueden generar líneas blancas o partes vaciadas en el área de unión de los colores. La medida normal va desde 0,3 pt hasta 1 pt. Este procedimiento sucede únicamente en el caso de la flexografía, ya que la plancha de impresión es flexible. En el caso del ófset no se hace trap ya que las planchas no se estiran y el registro es más confiable.

Positivos y negativos «Positivo» y «negativo» hace referencia a la relación que existe entre las figuras y el fondo del diseño; es decir, un positivo indica que la figura se imprime y el fondo no, mientras que en el negativo, se imprime el fondo únicamente. La particularidad de la impresión es importante al momento de agregar elementos finos como líneas y texto de cuerpo delgado, ya que la tinta puede modificar la manera en la que estos elementos se muestran en el producto final. Si se usan líneas se tiene que procurar no hacerlas tan finas: en el caso de un positivo, porque corre el riesgo de desaparecer la línea; en el caso del negativo, se hace más ancho que en el anterior porque el relleno de tinta en los espacios interiores tiende a disminuir el espesor. Por ejemplo, una línea de 1.5 puntos, al momento de imprimir en el soporte se puede transformar en una de 1pt
Tamaño de punto El tamaño de punto se ve afectado por la presión que ejerce la impresora sobre el sustrato o medio de impresión. Cuando se realiza el diseño se debe tomar en cuenta que en la impresión existe un aumento de entre un 10 o un 20% en las tramas, ya que la fuerza ejercida sobre la película hace que el punto se expanda. Es decir, si se envía una trama de 25%, esta aumenta a un 35% o 40% en la impresión. Estas variaciones deben preverse antes de realizar el diseño, además de no usar muchas gradaciones porque tienden a agrandar el punto y, como consecuencia, aumentar el grosor del color u objeto impreso.

Muaré El muaré es un problema de interferencia de los semitonos, el cual produce que se vean líneas o vetas de color no deseadas, a consecuencia del manejo inapropiado de las angulaciones o por un patrón erróneo de la roseta. Tomando en cuenta que la angulación de las celdas del rodillo anilox es de 45º respecto a la bobina del material.

Tintas en la impresión flexográfica En este tipo de impresión las tintas no son grasas, así que, tienen viscosidad por lo que se secan muy rápido además de ser translúcidas. BASE SOLVENTE: Son compuestas por pigmentos, resinas, aditivos y disolventes. Utilizadas para las impresiones de soporte absorbente y no absorbente BASE AGUA: Hechas con pigmentos, resinas, aditivos y disolventes, utilizadas para impresión de soportes absorbentes u algunos materiales plásticos. ULTRAVIOLETA: compuestas por pigmentos, oligómeros, aditivos, monómeros y foto indicadores. Se utilizan para la impresión de etiquetas, cajas y aplicación de barnices de alto brillo.

Pigmentos más utilizados Orgánicos: Carbón: Negro Diarilida Pirazoleno Disazo

Naftol Quinacridona
Inorgánicos: Dióxido de titanio Óxidos de hierro
Principales ventajas Versatilidad Rapidez Automatización Poco mantenimiento Bajo costo Amigable con el medio ambiente Amplia gama de colores
Principales desventajas Al generar el efecto squash perjudica la entonación y al ajuste de color Bajas lineaturas, la calidad de las planchas ocasiona que la calidad de la imagen no sea muy alta Deformación del cliché, las formas flexográficas son propensas a deformarse
Tipos de impresión
Debido a la adaptabilidad de sus planchas y al rápido secado de sus tintas, la flexografía admite muchos tipos de sustrato esto se debe a que la impresión siempre ha destacado en envases con materiales de superficies desiguales como lo son el:
Cartón corrugado tetrabriks envases de alimentos

bolsas etiquetas
Flexografía en el mercado Envases alimentarios: Embutidos y salchichas Productos del mar Lácteos Frutas y verduras Alimentación seca Café, infusiones y cacao Microondables

Envases no alimentarios: Productos químicos y biológicos Perfumería e higiene









