Summer is slowly giving way to fall and I hope you have all had the opportunity to relax. Whether at home or in another favorite place, alone or together with family and friends. But what this summer, like the last few, has also shown us: There is a lot to do to achieve the climate targets, whether in the short, medium or long term and doing nothing is not an option.
By changing individual habits in terms of mobility, consumption and nutrition, everyone can make a contribution. But as we all know, the transformation of industry offers opportunities on a different scale and these too must be tackled and exploited now, even if it is not yet clear in detail in all areas how the targets deemed necessary can be achieved.
In this issue, we present some solutions that will help the industry to take the right path. Be it in the conversion and equipping with efficient drive technology (pages 8, 12) or the use of modern and safe components for electrolysis (page 24). After all, it is not only the development of new processes and energy sources that is driving the industry forward on its transformation path, but above all the consistent exploitation of potential savings.
I wish you an interesting read
KayPetermann
Editor IEN Europe
Digital File Requirements available at: www.ien.eu/technical-guidelines/
Siemens Digital Industries Software announced it has joined the Global Battery Alliance (GBA), a collaboration platform that brings together leading international organizations, NGOs, industry actors, academics and multiple governments to align collectively in a precompetitive approach, to drive systemic change along the entire battery manufacturing value chain. “Joining the Global Battery Alliance is a critical step that Siemens is taking to build our battery passport ecosystem which aims to go beyond regulatory compliance and empower stakeholders to capture, access and manage battery value chain data,” said Puneet Sinha, senior director, Battery Industry, Siemens Digital Industries Software. "Together with the Global Battery Alliance and its community, we are helping to bring the power of digital transformation to a future facing battery industry that is efficient, ethical and sustainable.” Siemens aims to bring about innovative, sustainable practices within the battery industry that not only minimize environmental impact but also create new job opportunities and generate additional economic value for communities worldwide.
SICK and Endress+Hauser Sign Strategic Partnership
Gravotech Becomes Part of Brady Corporation
The German sensor company and the Swiss measurement and automation technology specialist have agreed on a strategic partnership. Endress+Hauser will take over worldwide sales and service of SICK’s process analyzers and gas flowmeters, with a joint venture to be established for their production and further development. As a key aspect of the strategic partnership, Endress+Hauser will take over sales and service for process analysis and gas flow measurement technology completely. Around 800 specialized sales and service employees in 42 countries will transfer from SICK to Endress+Hauser. Customers will benefit by receiving more products from a single source. The global Endress+Hauser sales network will enable additional customers to be acquired, more industries to be reached and new applications to be developed. From 2025, the production and further development of process analyzers and gas flowmeters will be the responsibility of a joint venture in which each partner will hold a 50 percent stake. It will employ about 730 people at several locations in Germany. The joint venture will work closely with Endress+Hauser’s competence centers to drive product innovations forward efficiently. The factory and logistics automation business is not affected by the changes.
30 years of CODESYS
Gravotech is an international manufacturer and marketer of engraving, marking and traceability solutions addressing applications of personalization, identification and signage. Gravotech’s product portfolio includes innovative and high performing marking and engraving machines based on laser and mechanical technologies, and a comprehensive range of engraving materials and consumables. Over the years, Gravotech has become a key player and industrial partner for many major industrial corporations as well as luxury goods manufacturers and retailers. Arnaud Linquette, President and CEO of Gravotech said, “The sale of Gravotech to a market leader in printing and high-performance adhesive material solutions provides us with an excellent opportunity to expand into new markets and generate long-term profitable growth. Over the past several years, we have enhanced our new product development and manufacturing capabilities and broadened our portfolio of precision direct part marking and engraving solutions. We look forward to further developing and growing our business with Brady.”
In July 1994, Dieter Hess and Manfred Werner founded 3S-Smart Software Solutions GmbH, since June 2020 CODESYS GmbH, which is now part of the CODESYS Group as a sales company. Today, the entire group of companies employs more than 230 people at its headquarters in Kempten/Allgäu and in its subsidiaries in China, Italy, and the United States. In the 30 years since its market launch, CODESYS has transformed the automation industry. The independent Kempten-based company now offers the complete software side of automation, far beyond the functionality of a modern IEC 61131-3 tool, from integrated visualization and connection to all important fieldbus systems through to motion and safety. The CODESYS Automation Server is an Industry 4.0 solution that allows control environments to be managed conveniently and remotely. "Our continuity is one of our great strengths," says Manfred Werner. "It is essential in an industry where product lifetimes are measured in decades." In fact, all employees from the very beginning are still working for the CODESYS Group. Even the customers who placed their first order by fax in 1994 are loyal to CODESYS to this day.
am a introduces the 400 to 750W rated RGB series of ruggedised non-isolated DC-DC converters. Operating from input voltages of 9 to 18V, 18 to 32V or 18 to 60V, these buck step-downconverterscandeliveroutputvoltagesadjustablefrom 0.8to8Vor3.3to24Vwithoutputcurrentsofupto60A(dependingonthepowerlevel).Theseriesisdesignedtobeusedinharsh environmentapplicationsincludingmedical,automatedguided vehicles(AGV),industrialmobilerobots(IMR),industrial,test,measurement,andbattery-poweredequipment. Efficienciesofupto 98.5%allowtheproducttodeliverhighusablepowerindemandingthermalenvironmentswithcasetemperaturesof-40°Cto +115°C,whileprovidingalongerbatterylife.Witha1/16thbrick pinoutandmeasuring38.1x49.5x13.0mm. Theconvertersare encapsulatedtoprovideshockandvibrationperformanceto MIL-STD-810G.Thefive-sidedaluminiumcasereducesradiated EMIandenablesconductioncoolingtoacold-plateforfanless operation. Thebasicfeaturemodelsincludeanoutputvoltage adjustmentpin,negativelogicremoteon-off,remotesense,input under-voltage,over-currentandthermalprotection.Anoptional adjustablecurrentlimitisalsoavailabletoreducestressonthe inputsource,converter,andloadintheeventofanoverload.All modelsaredesignedtotheIEC/UL/CSA/EN62368-1standards.
In3sizeswithandwithoutintegratedvacuumgenerator has developed a new CVGC (carbon vacuum gripper for collaborative robots) version, that is highly versatile due to its multiple configuration options. Each customer can configure "their" carbon vacuum gripper to exactly meet their requirements: 3 sizes (240 x 120 mm, 320 x 160 mm, 350 x 250 mm), 2 types of gripping interface (foam or suction pad), with or without an integrated vacuumgenerator. TheCVGCisavailablewith3mountinginterfacesand6connectioncables.Thismakesitperfectlycompatible withallmajorbrandsofcobots. TheCVGCCarbonvacuumgripper isnowequippedwithamulti-stagepumpfor increasedperformance.Itcanhandleheavierloadsthankstothelightnessofits carbonstructure,whichis2.5timeslighterthansteeland6times stronger. AstheCVGCisdesignedtoworkwithoperators,the vacuumgripperisequippedwithanedgeguardtoprotectthe operatorintheeventofcontact. ThevariousfunctionsoftheCVGC vacuumgripper(display,vacuumgenerator,vaccuostat,silencer, connectors,etc.)arehousedinacasethatprotectsthemfrom shocksanddamage. Theultra-lightvacuumgrippercantransform anycollaborativerobotintoatoolforimprovingproductivityand healthintheworkplaceinawiderangeofindustries.
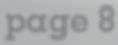
How Premium Motors Can Transform Industrial Operations
Premium motors go beyond state-of-the-art energy efficiency to deliver a combination of performance, reliability and commitment to sustainability tailored to suit a wide range of industrial operations. The latest addition to the portfolio is the world’s first magnet-free motor to reach the anticipated IE6 hyper-efficiency level
Author: David Hawley, Global Head of Sales, IEC Low Voltage Motors, ABB
In September 2023, the International Energy Agency (IEA) published its updated Net Zero Roadmap with the conclusion that limiting global warming to 1.5 °C by 2030 is very challenging. But the pathway does remain open. Encouragingly, there are technologies already available today, such as energy efficiency and increased electrification that can deliver more than 80% of the emissions reductions needed.
There is huge potential for electric motors to boost energy efficiency, since motor-driven systems such as pumps and fans, and a wide variety of other applications, represent 65% of industrial electricity use. And by 2040 the number of motors will double. There are more than 300 million electric motor-driven systems currently in operation. It is estimated that if they were replaced with optimized, high-efficiency equipment, global electricity consumption could be reduced by up to 10% – equivalent to more than the annual power consumption of Poland.
Currently, the global installed base mainly uses older, very low efficiency motors –some still at IE1 or IE2 levels. However, the latest Ecodesign regulation that came into force in 2023 requires motors between 75 kW and 200 kW to meet the IE4 level. Where Europe has led the way, other regions are also adopting similar legislation. One of the most significant developments in motor technology is the synchronous reluctance (SynRM) design. This works as a package with a variable speed drive (VSD) to offer IE5 ultra-premium efficiency. It can be used as a drop-in replacement for standard
IE3 induction motors, where they reduce energy losses in the motor by up to 40%, with significantly lower energy consumption and CO2 emissions.
Most recently, ABB took the next step by becoming the first manufacturer to offer the anticipated IE6 efficiency level in a magnet-free SynRM design. Early adopters of IE6 hyper-efficiency motors will reap the benefits of reduced energy costs and increased productivity while moving ahead of current sustainability targets.
More efficient motors for optimized TCO
While operators might be reluctant to adopt the latest technology due to the upfront investment, the motor only costs a fraction of
the energy used to run it over a typical 15year lifetime. That is why it is vital to look at the motor’s total cost of ownership (TCO). For an IE5 SynRM, the upfront cost is just 2% of its TCO, while maintenance accounts for 1% and the remaining 97% is spent on electricity.
A more efficient motor will soon pay for itself, sometimes in only a few months when energy prices are high. It will then go on to generate annual savings for the rest of its working life.
Furthermore, saving energy has a dual benefit in helping existing generation capacity to go further while also reducing carbon emissions – when the motor uses power generated from non-renewable sources.
[Source: ABB]
Liquid-cooled IE5 SynRM motor.
Selection from the ABB premium motor portfolio. [Source: ABB]
Reliability and durability are crucial
While energy efficiency is an increasingly critical factor when specifying a motor, it is just one aspect of its performance that must also include power, reliability and durability. A motor cannot deliver its promised TCO if it does not provide continuous reliable operation with no risk of costly downtime. This is where ABB has an advantage, since we draw on over 140 years of domain expertise in building our portfolio of premium high-performance motors, with models tailored to meet the unique needs of every industrial application.
The SynRM design offers up to 30°C lower winding temperatures and up to 15°C lower bearing temperatures. These increase relia-
bility, prolong the motor lifetime, and reduce the need for maintenance. Lower bearing temperatures are known as an important factor in reducing life-cycle costs because bearing failures cause about 70% of unplanned motor outages.
IE5 SynRM Increased Safety motors are certified to ATEX and IECEx requirements and certified for use with drives.
[Source: ABB]
Liquid-cooled motors for quieter control and efficiency
For many applications, liquid-cooled motors provide quieter, more efficient operation. To meet this need, ABB has developed the world’s first complete range of IE5 SynRM Liquid-cooled motors from 75 kW to 710 kW.
The addition of liquid cooling results in high power density without an increase in size. That makes the new motors equally efficient at saving energy and cutting emissions in new projects as they are in drop-in replacements for less efficient motors.
Liquid-cooled SynRM technology is especially important in the food and beverage industry, where changeable loads and speeds are a challenge for processes like chocolate production. An early adopter was SACMI Packaging & Chocolate in Italy that focuses its operations on guaranteeing the optimal energy consumption for its machinery and full line customers. The company has installed IE5 SynRM Liquid-cooled motors to reach a 3-4% energy saving in the chocolate conching machines. In combination with a VSD, the SynRM motor has been able to reach
Energy Efficient Drives & Motion
twice the nominal speed, pairing energy and production efficiency.
Increased Safety motors for explosive atmospheres
Potentially explosive atmospheres are found in industries such as chemicals, food and beverage, oil and gas, pulp and paper, and pharmaceuticals. While safety is paramount, there is a growing emphasis on improving efficiency in these very energy intensive industries - chemical processing is the second largest industrial energy consumer. The new IE5 SynRM Increased Safety motors are certified to ATEX and IECEx requirements and certified for use with drives.
In addition to providing all the proven benefits of SynRM technology, such as IE5 ultra-premium efficiency, higher reliability and reduced maintenance, the new motors can help customers achieve a more cost-effective installation. For example, in Zone 1, the cooler running design could allow the use of the new motor where a flameproof motor with a special enclosure would be the traditional choice. While in Zone 2, the improved
loadability of SynRM motors is important. This could allow a smaller, and therefore lower-cost, motor to fulfill the same duty.
Giving machine builders a new competitive edge
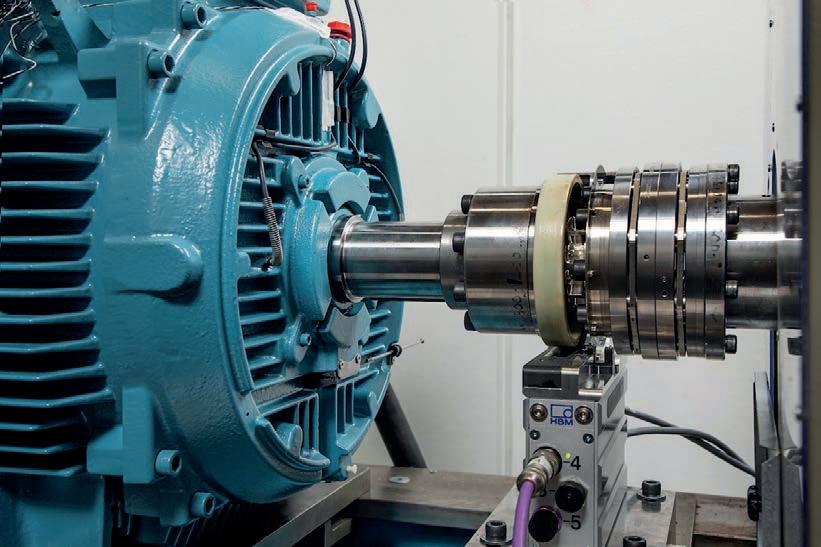
In the competitive machine-building space, OEMs must continually improve their offering amid tight cost constraints. Success depends on understanding the issues end users face and adopting appropriate technologies to overcome them. These applications demand highly reliable, powerful motors with long life and low maintenance. The solution is to use specialized high power density (HDP) motors that offer even greater power density than traditional AC motors to enable a more compact installation footprint. Modern HDP motors are designed for use with a variable speed drive (VSD). This combination delivers high energy efficiency and superior machine performance in several applications, including extrusion, injection molding, lifting, conveyors, winders, machine tools, and test benches – among many others.
HDP motors also have advantages in terms of their low rotor inertia, high overload capacity, and outstanding dynamic response. Low rotor inertia enables faster reversion of the motor’s rotational direction, which speeds up the machine’s back-and-forth motion. This is a critical factor for safe and smooth maneuvering or machine control. There are two ways in which machine builders can adopt them to gain a new competitive edge. First, they can retrofit an existing machine with a stronger drop-in replacement motor to boost machine performance. Second, machine builders can select a motor that has a smaller frame size but the same output when designing a new machine type. This is important as floor-space constraints are making machine compactness an increasingly significant differentiator for machine builders and their customers.
Circularity by design
The premium motors portfolio is supported by ABB’s 2030 sustainability strategy that aims to have 80% of our products and solutions covered by a circularity approach and to send zero waste from our operations to landfill. Our framework promotes circular practices throughout our supply chain and product life cycles to achieve this. One example is our collaboration with partners to create a more sustainable low voltage motor. Using sustainable alternatives from cradle to gate, the CO2 footprint of an IE5 SynRM motor has been reduced by 20%. Among the key design innovations are: a stator housing cast from 100% recycled aluminum, supplied by Stena Aluminium; and prototype low-carbon bearings, developed in collaboration with SKF, with a 70% lower CO2 footprint than standard bearings.
Energy efficiency is set to play a vital role in keeping industry on track to help the world meet its carbon reduction targets. This is where energy efficient motors can help operators to cut their electricity usage but with no impact on their bottom-line.
Nabtesco offers a comprehensive range of solutions for the production, handling and packaging of food products. The special design of these innovative gearheads makes them extremely precise (max. hysteresis loss of 1 arcmin), robust (shockresistanceupto500%ofratedtorque)andcompact(about 50%shorterthanmulti-stageplanetarygearheads). TheNeco®and RD-Cseriesgearshaveaspecialhygienicdesignwithsmooth surfacesandoptimisedseals.Thismakesthemeasytoclean.On request,Nabtescocansupplytheprecisiongearswithspecial coatingsorfilledwithH1food-gradelubricants. TheNecorangeof fullyenclosedgearheadsmeetsthemostdemandingrequirements forperformanceandeaseofuse.Theyachievehighprecisionwith amaximumhysteresislossof0.5arcminandarefullycorrosion protected.Theyareidealforallhygiene-criticalhandlingand positioningapplicationswhereacombinationofgoodcleanability, excellentperformanceandhighefficiencyisrequired,thanksto theireasy-to-cleandesign,highprecisionandrigidity,and excellentefficiency. TheRD-Crangeofcompactgearboxesisthe choicewhentheapplicationrequiresahollowshaft.Thelarge hollowshaftprovidesamplespacefordataandpowercables,as wellasdriveshafts,topassthroughthecentreofthegearbox.
64940atwww.ien.eu
Innnovative Synchronous Motors Pioneer in CO2- and Material Savings
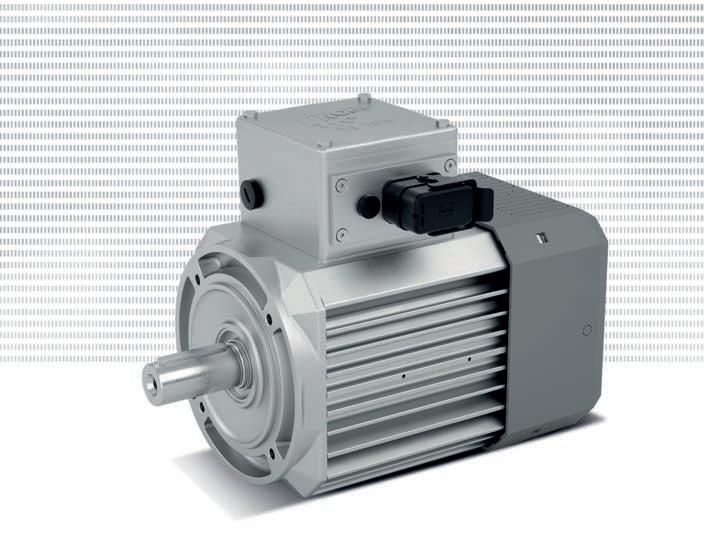
The IE5+ permanent synchronous motor from NORD DRIVESYSTEMS not only provides high-efficiency operation which saves energy and CO2 emissions. It also impresses with its material efficiency and requires a comparatively small number of critical metals
The European standards DIN EN 60034-301: 2014-12 (mains operation) and DIN VDE 0530-30-2: 2019-02 (frequency inverter operation) define the four efficiency classes for electric motors from IE1 to IE4+. Based on the underlying criteria, even more efficient drives are known as IE5 within industry. The IE5+ permanent magnet synchronous motor from NORD significantly exceeds the highest efficiency class IE5. The especially compact and energy-efficient motor offers a constant high efficiency of up to 93 percent and more over a wide torque range and thus also develops optimal energy performance in partial load and partial speed ranges.
Significantly lower CO2 emissions than IE3
This means that the IE5+ motor not only saves energy, but also emissions. In comparison to a conventional IE3 asynchronous motor, an IE5+ synchronous motor reduces emissions by around 0.15 t CO2 per year. This applies to one single motor. In large systems, for example in intralogistics with hundreds or even thousands of drives, this adds up to an impressive total saving. This model calculation is based on the following assumptions:
• IE3 asynchronous motor with 0.75 kW, 83% motor efficiency and helical bevel gear unit
• IE5+ synchronous motor with 0.75 kW, 93% motor efficiency and helical bevel gear unit
• Period: 16 operating hours per day, which corresponds to 4,000 operating hours per year
• Energy savings of the IE5+: around 400 kWh per year
• Reduction of emissions: 0.15 t CO2 per year (with a CO2 emissions factor of 366 g/kWh)
Savings in energy – and in material
The IE5+ motor from NORD can also impress with another sustainability factor: material efficiency. “Various innovations in the motor design help us to realise significant material savings with our new IE5+ series”, Jörg Niermann, Head of Marketing at NORD, emphasises. NORD DRIVESYSTEMS designed the IE5+ as an 8-pole synchronous motor in an IPM design. This reduces the size of the motor’s active components, which not only results in material savings in the sheet metal package but also in the magnet material.
Less rare earth elements
It was possible to reduce the proportion of rare earth elements in the magnet material. Rare earth elements are mainly found in Russia, China and Brazil and can only be mined with great environmental impact. “We are glad that we were able to significantly reduce the use of this material”, Niermann explains.
With 8-pole synchronous motors, the stator can also be manufactured with the so-called single-tooth windings. As a result, valuable material such as copper is only used where it is actually productive, and inefficient use in the winding head is reduced.
Process technology for joining, machining, inspection and identification
Components for special machine manufacturing
your free of charge ticket: $
Software and services Registration page: www.schall-registrierung.de Ticket code: HBDL6-ASZDM
IoT Node for Wireless Connectivity with Isolated Assets
The degree of automation can vary greatly within the same plant – from very high in the core processes to almost nonexistent in the peripherals. The effort required to wire all circulating containers, external silos, manual valves, safety – critical doors, and manhole covers to the control room would be too great. The WILSEN autonomous IoT wireless sensor node establishes a connection to isolated assets –without any cables – and closes such information gaps
The units are mobile or located far away from the controlling headquarters; changes in status occur only rarely or very gradually – in any case, cabling is out of the question for geographical and cost reasons. The occasional inspection or regular startup of the assets is part of the usual routine, whether it is necessary or not. This situation has so far been a natural limitation for all further automation steps.
Long-term Operation with License-Free Wireless Technology
With WILSEN wireless sensors, this limitation can be easily overcome: The devices do not require a cable connection and can be used virtually anywhere. The central unit can be combined with sensors for various tasks, and contains the wireless connection technology and an integrated GPS receiver for position determination. The central unit's power supply, which also feeds the sensors, comes from a powerful lithium battery with a service life of up to ten years.
The WILSEN devices use the manufacturer-independent Long Range Wide Area Net-
The WILSEN range with various sensor technologies
work (LoRaWAN) on a license-free frequency band to communicate with the control room or an assigned IoT platform. This wireless technology is available globally, is highly energy efficient, and therefore provides optimal conditions for connecting the autonomous devices. The detection range in open areas can reach up to 15 kilometers, and the radio waves can penetrate building structures very well.
High Level of Data Security, Easy Configuration
The bidirectional wireless communication of WILSEN devices is subject to high security standards. The encrypted sensor data is received by LoRaWAN gateways, which then forward it via IP connections to the LoRa network server and to the application server of the responsible IoT platform. Once the data has reached the servers, decryption and further processing take place. End-to-end encryption and additional authentication reliably secure the data flow.
In addition to the measured values, this data includes diagnostic and ambient data. For ex-
ample, the WILSEN devices report fault states such as a short circuit or lead breakage, and record temperature values and battery charge status. The devices therefore provide information about their own condition, which is necessary for maintenance planning. The free WILSEN app supports commissioning and configuration at the operating location via Bluetooth LE. Furthermore, the LoRaWAN downlink channel offers the option to perform remote parameterization via the LoRa network.
Wide Range of Sensor Versions
The WILSEN family consists of three device versions that can be used for different tasks:
• WILSEN.valve: The device is designed for position feedback from 90° hand lever valves. It features connections for inductive dual sensors and can monitor two valves.
• WILSEN.node: This version can be combined with various 2-wire sensors with a wide range of technologies for object detection and fill level limit detection. It also enables the monitoring of two different process values.
• WILSEN.sonic: With this version, an ultrasonic sensor is integrated directly into the central unit, which measures the fill level in containers or water levels.
WILSEN devices are exclusively combined with energy-optimized sensors to ensure the longest possible battery life. For this, Pepperl+Fuchs offers a comprehensive and diverse range of suitable devices. Depending on the design of the central unit, inductive low-power 2-wire sensors and all NAMUR sensors can be connected, regardless of the sensor technology.
The interval for cyclic measurement and data transmission is selected by the user. An additional monitoring interval in the WILSEN.valve and WILSEN.node versions allows the statuses of the connected sensors to be checked more frequently and status changes to be reported immediately after detection, regardless of the set control interval.
The WILSEN devices feature a rugged outdoor housing with IP66/67 degree of protection and a wide temperature range of -25 °C to +70 °C, enabling use in harsh outdoor conditions. For the WILSEN.valve and WILSEN.node, the cable length between the central unit and sensors can be up to 10 meters.
WILSEN in Action
Object detection is the focus of the WILSEN. node product version. In addition, this device is suitable for combined detection of two different sizes. Inductive and capacitive devices are typically used, along with float and vibration limit switches. These sensor technologies are required in smart city and smart farming applications, among other things. The WILSEN.node uses the sensor technologies to check whether gates or transformer enclosure doors are closed, for example. An example application of combined detection of varying sizes is the manhole of a district heating distribution system: While an inductive sensor detects the closed state of the manhole cover, a float switch reports water ingress, as might occur during flooding or heavy rainfall, and triggers a response to begin pumping the water out. The autonomous design of the WILSEN devices means that they can be easily retrofitted to existing equipment.
Large-scale plants are found in the process engineering industry, and there are many decentralized units in municipal enterprises. Whether in the chemical sector or district heating, manual valves control the flow of the medium in such systems. The valves are
rarely actuated and are not normally connected to an automation system. With the WILSEN.valve, this can be easily changed in non-hazardous areas. The device has standardized M12 connections for two inductive dual sensors for valve position feedback of up to two 90° manual valves. A wide range of accessories and comprehensive mounting kits simplify installation.
A highly rugged ultrasonic sensor is integrated directly into the central unit in the WILSEN.sonic. The WILSEN.sonic.level version reports the distance value in millimeters and the level value directly as a percentage, while the WILSEN.sonic.distance reports the distance value in millimeters and the amplitude strength of the received echo signal. The devices can monitor, for example, recyclable material collection containers, silos, and mobile tanks, or water levels in rainwater retention basins, lakes, and rivers. Based on the measured data, the route planning for emptying and refilling containers can be aligned with the actual demand. Measuring the water level helps in the precise planning of protection and evacuation measures.
65037 at www.ien.eu
WILSEN.valve reports the position of a manual valve
WILSEN.node with inductive sensor monitors the closed position of a manhole cover
For most demanding embedded computing applications
duagon introduces the G029, a new CompactPCI® Serial CPU board designed for use in high-end embedded computing applications in rolling stock, rail wayside, industrial and medical technology. It is based on the 13th generation Intel®Core™ Series processors U/P/H, known as Raptor Lake. With up to 6 Performance (P) and up to 8 Efficient (E)-cores, the G029 is ideally suited for virtualization, allowing resource optimization, and simplifying updates and maintenance. A stand-out feature of the G029 is an integrated GPU with up to 96 Execution Units (EU), enabling both the execution of its own local AI algorithms and the support of other AI accelerators available in the system.
Protected against shock and vibration
In addition to its 14 cores, the 3U CompactPCI® Serial CPU board can be equipped with a capacity of up to 96 GB DDR5 RAM, targeting primarily high-end embedded computing applications. For high reliability and availability, the board’s memory is protected against external influences with in-band ECC (IBECC). By leveraging Intel®'s new hybrid architecture and modern virtualization techniques, the G029 offers an advantage by streamlining system complexity and reducing maintenance costs. All components are soldered for protection against shock and vibration according to applicable industry standards.
Security by Design
To fulfil the highest possible security standards, the G029 is equipped with a TPM 2.0 and supports a user-manageable secure boot key. Intel® Trusted Execution Technol-
ogy, Intel® Virtualization Technologies (VTx / VT-d) and Intel® Boot Guard complete the security package of the G029. The G029 was developed in accordance with duagon's TÜV-SÜD-certified IEC 62443-4-1 cybersecurity process.
Application-dependent scalability and ruggedness for harsh environmental conditions
One of the most critical aspects of the new board is its scalability, particularly in terms of CPU performance and memory configuration. duagon uses the extended CPU scalability with options ranging from 15 W (U-series) to 45 W (P-series) power consumption and a multitude of P/E core configurations to fit operational needs even in harsh ambient temperatures of up to +70 °C. For mod-
els with U-series CPUs, a fanless operation is possible in this system environment
Gateway to embedded AI
The integrated Intel® Iris Xe GPU with 96 EUs is AI-ready for a wide range of low-complexity applications such as in rail transportation (intelligent CCTV with obstacle and anomaly detection, sensor and track defect monitoring, improved passenger safety, people counting), medical (surgical robots) and other industrial applications (robot control, improved quality control). The Intel® Open VINO toolkit, combined with the accessibility of pre-trained models such as YOLO, serves as a robust foundation for seamless deployment of inference applications in real-world scenarios.
65012 at www.ien.eu
20 Intrinsically Safe Liquid Level Sensors and Switches
MEASUREMENT: Magnetic-Inductive Flow Meter for Food Applications Measurement
21
20 INSPECTION: Radiation Resistant Endoscope System
automation&communication
Optimizing Processes with Ethernet-APL
Ethernet-APL extends connectivity all the way to process automation field devices. This is achieved with 2-wire cabling via Ethernet-APL switches at data transfer rates of 10 MB/s. Transmissions are intrinsically safe and therefore possible into Ex zones as well. This paves the way for the straightforward collection of large volumes of field data. Yet physical transmission is only part of the story
Author: Christoph Adam, Softing Industrial Automation GmbH
“Let the data do the work” is one of the core messages from the 2024 Hannover Messe – one of the world’s biggest and most influential industrial trade shows. Applying this slogan to process automation (PA) raises the question of how hundreds or even thousands of parameters from complex field devices can be communicated to the right places. And how can these data “do the work” for us? There’s plenty of potential: data from PA systems can be interpreted – either by experienced specialists or, looking to the future, with artificial intelligence (AI) – and used as input for decisions about optimization. These might involve process modifications to make
production more energy- or resource-efficient, or interventions to optimize product quality. Plant availability can also be increased by means of predictive maintenance (PM). By combining data models with probabilities, devices can be replaced proactively rather than relying on reactive troubleshooting.
The status quo isn’t fit for purpose
Even as we admire the vision of optimized production based on effective data collection right into the field, we naturally need to review the current situation in process manufacturing. And even today, the vast majority of process systems are built along analog 4–20
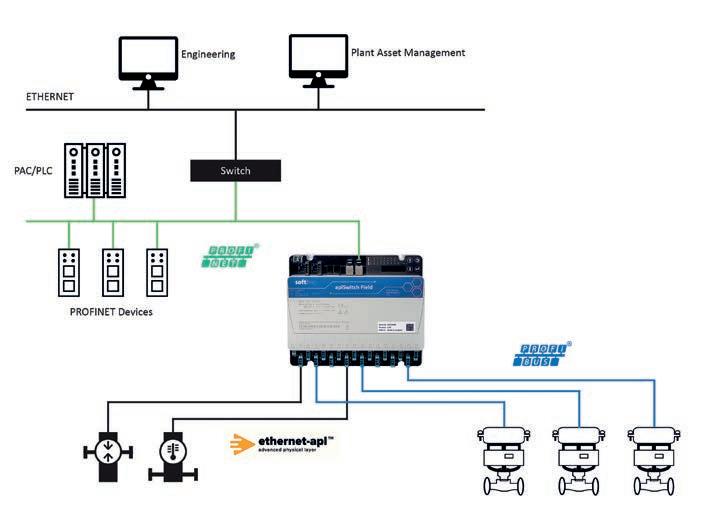
aplSwitch Field PA with integrated proxy function.
[Picture : Softing Industrial]
mA lines. Digital inroads here were first made in the 1990s with the HART protocol, which overlays the analog power signal. Supplementing analog signal processing, this made digital communication possible at speeds of 1.2 kB/s. This was followed by the first digital fieldbuses with intrinsic safety, such as PROFIBUS PA and FOUNDATION Fieldbus (FF), which multiplied theoretical throughput to and from the field device to 31.2 kB/s.
Speeds are still very much limited even with fieldbuses, however. Network gateways (e.g. PROFINET to PROFIBUS PA) also require the use of a proxy, which itself multiplies the effort required for device integration, installation and maintenance. Last but by no means least, initial concerns are now emerging about the long-term availability of current field bus devices. With PROFIBUS PA still lacking sufficient market penetration, for example, Ethernet-APL is now being seen as its logical and more promising successor.
Maximizing performance with tech stack integration
Ethernet-APL has been specially developed for the process automation market, with a strong focus on the intrinsically safe supply of power to devices in Ex zones and at transmission speeds of 10 MB/s. Aside from transmission speeds alone, Ethernet-APL makes things much more streamlined by allowing communication to be handled solely via level 2 Ethernet-APL switches from the field device to the application without requiring additional gateways. This principle of seamless communication has been lacking with digital
fieldbuses to date. With these fieldbuses, the proxy functionality described above will still be needed as a migration pathway for the transition to Ethernet-APL, however, one example being brownfield applications that use PROFIBUS PA.
This proxy functionality has been integrated into the aplSwitch Field PA from Softing Industrial, which has drawn on its long-standing expertise in gateways to achieve this implementation. In the case of the pnGate PA, for example, the proxy functionality that interfaces PROFINET with PROFIBUS PA is a proven solution that has now been adapted for use in the aplSwitch Field PA product.
With the aplSwitch Field PA, users can now effortlessly combine PROFIBUS PA and Ethernet-APL field devices in the network. This becomes important if the APL devices needed to ensure full plant functionality are not yet available or in cases where existing PROFIBUS-PA infrastructure is planned to be reused. For Ethernet-APL-only connectivity without PROFIBUS PA, the aplSwitch Field is also available without proxy functionality. As mentioned above, the physical properties of Ethernet-APL provide the necessary foundation. The comprehensive integration of the entire tech stack – such as support for
higher-level protocols like PROFINET and Ethernet/IP as well as FDI compatibility – is necessary, however, to fully exploit the full spectrum of benefits offered by Ethernet-APL:
• Quick installation and parameter setting
• Comprehensive diagnostic options
• Rapid response to unforeseeable events
• Reliable and automated logging
• Simple field device swap-out
• Easy access to all field device data
• Long-term equipment availability
As an expert for PROFINET and communications technologies, Softing has spent many years building up a comprehensive skillset in this area of the tech stack.
Why the time is right for moving to Ethernet-APL
For any new technology, its success depends on devices and infrastructure components being available in sufficient quantities – and ideally, from multiple manufacturers. In 2024, this turning point has now been reached for Ethernet-APL, as has been confirmed by surveys of infrastructure component and field device makers. In recent years, plugfests and conformity testing plus pilot projects with many end users have shown that the infrastructure and field device elements of various
manufacturers work well together. Users can now choose from a broad range of products with second-source options and can also rely on component interoperability. In parallel, specific analyses of current use cases are also now underway with the aim of preparing realistic estimates of commercial benefits and so clearly setting out the added value that is offered by Ethernet-APL.
A foundation for efficiency gains and innovation
As a general rule, the ability to transmit relevant field device data at high speed to upstream applications or the cloud creates the basis that is needed for effective process plant optimizations. The large volume of available data plus lightning-fast communication between field and applications as far as the cloud creates new business models like predictive maintenance while laying the groundwork for new, AI-based learning models going forward. Ethernet-APL offers an outstanding basis to work with here. When combined with a tech stack, this charts a course to achieving measurable benefits for all process automation stakeholders, both now and in the future.
Condition Monitoring - More Than Just Sensors and Measurement Technology
Condition monitoring - a wide-ranging area of ever-increasing importance. An increasing number of machines and systems are being equipped with measurement technology to keep a constant eye on their current status and all important operating parameters. To save time and costs during maintenance, condition-based monitoring is increasingly being installed on smaller assets.
Installation of new monitoring equipment often happens as part of a retrofit, in which older machines that were previously not monitored are equipped accordingly. However, new machines are also increasingly being delivered ex works with pre-installed measurement technology. Manufacturers can even expand their business model by offering their end customers not only the machine or system, but also the service "Condition Monitoring as a service".
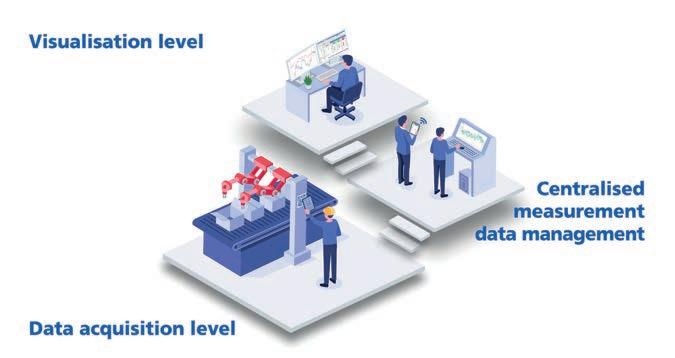
But what is actually important here? Setting up a functioning condition monitoring system requires more than just sensors and measurement technology. On closer inspection, there are three levels that need to be considered - the data acquisition level, the central measurement data management level and the visualisation and control level.
Level 1 - The data acquisition level
The basis for functioning condition monitoring is reliable data acquisition on the machine or system. In addition to selecting the right sensors, it is very important to rely on a high-quality data acquisition system. First, it is essential to obtain precise and unadulterated measured values. This requirement can only be met by data acquisition devices with galvanically isolated analogue inputs, as these can reliably prevent parasitic influences such as earth loops. Care must also be taken to ensure that the appropriate inputs are available for the sensors to be connected and that the available sampling rate meets the requirements. Attention should also be paid to the available interfaces so that the measurement technology can be easily integrated into the existing infrastructure. In addition to
a fail-safe data memory that prevents data loss even if the network connection is lost, it should also be possible to pre-process the measured values in the device, for example to perform an emergency shutdown of a machine if a certain measuring channel exceeds a limit value.
Delphin's measurement technology fulfils all of these requirements. The data acquisition devices have universally configurable, galvanically isolated analogue inputs and can be easily set up for any measurement task. In addition, Delphin offers a genuine vibration expert that can be used for any condition monitoring task where vibration monitoring plays a role. All devices have a fail-safe, industrial-quality internal data memory and, with the "software channels", offer automation options that go far beyond simply switching off a machine if a limit value is exceeded.
Level 2 - Centralised measurement data management
Precise measurement data acquisition is the
basis of a reliable condition monitoring system. But what happens to the data, which is often distributed across different locations and initially not networked with each other? This requires a central instance that "collects", synchronises, stores and pre-processes the decentralised data and makes it available for joint visualisation and analysis. With such centralised measurement data management software, high performance is particularly important in order to be able to process large volumes of data without delay. A wide range of interfaces is also important. It must not only be possible to use DAQ devices from a specific provider as data sources, but the software must be open for communication with any devices, regardless of whether they are data acquisition devices, PLCs, other field devices or intelligent sensors.
The Delphin Data Centre is a central measurement data management software that can process up to 100 million measured values per second thanks to a specially developed binary measurement database. This elimi-
nates performance problems right from the start. The openness of the system is ensured by modern communication interfaces such as OPC UA and Modbus TCP. An API interface is also available for customised data exchange. This means that the recorded measurement data can also be transferred to external applications that have been programmed using Python, for example.
Level 3 - The visualisation level
What use is the most precise measurement data without good visualisation? Modern measurement technology software is required here that can display measurement data as independently as possible of the location and the end device used. Often, not only a diagram display of the measurement data is required, but also a complete system visualisation similar to a SCADA system. Delphin has special platform-independent measurement technology software for this that can be used to display measurement data in suitable diagram types such as y(t), y(x), multi-track diagrams, bar charts and many more without any configuration effort. The special highlight here is that the software works on a smartphone or tablet as well as on a desktop PC. This makes it easy to access data from anywhere in the world. In addition many visualisation elements such as analogue and digital displays, LEDs as well as control elements such as buttons and rotary knobs are available. SCADA-like process diagrams can thus be realised without any programming effort.
An application example from construction machinery monitoring
Using a concrete application example, you will learn how modern condition monitoring on construction machinery has already been implemented with Delphin.
A construction machinery manufacturer
wants to offer its end customers added value by providing them with up-to-date information on the maintenance status and process parameters of their construction machinery as an additional service.
When the end customer orders the service, a data acquisition device is installed in the relevant construction machine, which carries out vibration monitoring as well as monitoring other process parameters such as pressures and temperatures. The Expert Vibro vibration measuring device is used here, which enables the combined and synchronised recording of vibration measurement data up to 50 kHz and slower process data. The recorded measurement data is stored temporarily in the Expert Vibro and then transferred collectively to a central server of the construction machinery manufacturer, on which a Delphin Data Centre is installed to determine the maintenance status of the construction machine and give appropriate recommendations for action every end customer who booked the service for the the construction machinery they have
purchased. The end customer can now use ProfiSignal 20 to access this information regardless of location and platform.
The customer benefit
The construction machinery manufacturer has expanded its business model to include "condition monitoring as a service" and can generate additional revenue. The construction machinery end customer can save a lot of time and money because he is always informed about the current condition of his construction machinery and can plan maintenance work much better. With the complete solution from Delphin, all three areas are comprehensively covered and a reliable and future-proof condition monitoring system can be easily realised. With "condition monitoring as a service", machine and system manufacturers can offer their end customers significant added value and thus clearly set themselves apart from the competition.
65027 at www.ien.eu
Condition Monitoring as a Service allows individual access levels for every customer
Electrolysis − Safe and Proven Technology for the Future
The history of electrolysers begins with the discovery of the basic principles in the late 18th and early 19th century by the British scientists William Nicholson and Michael Faraday. Specifically, that water can be split into hydrogen and oxygen using electrical currents.
During the 19th century, electrolysers were used in various industries. One such example is metallurgy, in which metals such as aluminium and magnesium are extracted. Another example is the chemical industry, where chemicals such as chlorine, hydrogen, and sodium hydroxide are manufactured. Water treatment for the production of drinking water is also on the list. Electrolysers were further developed in the 20th century. In the early 1930s the British engineer Francis Thomas Bacon invented a method of electrolyzing water using the highly alkaline and corrosive aqueous solution potassium hydroxide as the electrolyte, thereby creating the alkaline electrolyser. The invention of the alkaline electrolyser helped to improve the efficiency of electrolysis and paved the way towards the commercial application of electrolysers for the manufacturing of hydrogen and other chemical compounds. Today, alkaline electrolysers continue to be improved and developed to increase their performance, reliability and cost-effectiveness. At the beginning of the 21st century, the technology is competing with new electrolysis technologies. These play a crucial role in the energy transition and the development of sustainable energy systems, as they offer a way to store and transport renewable energy sources such as solar and wind energy in the form of hydrogen, which helps to lower CO2 emissions and reduce dependence on fossil fuels.
Current electrolysis technologies
Various types of electrolysers are available, which vary depending on the application, operating conditions, and technical requirements. The most important types of electrolysers are:
• Alkaline electrolysers (AEL): alkaline elec-
trolysers have been in use for almost 100 years. They are the most widely used form of technology. Thanks to continuous further development (e.g. increasing the operating pressure) the efficiency is also competitive with today's technologies. They are easy to maintain and fully developed.
• PEM electrolysers (proton-exchange membrane): PEM electrolysers use a proton exchange membrane as the electrolyte. This membrane allows protons to pass through while electrons are blocked. PEM electrolysers are known for their high degree of efficiency and fast response times, which makes them particularly suitable for mobile applications with variable loads.
• High temperature electrolysers (HTE): high temperature electrolysers operate at tem-
peratures above 500 °C and use solid oxide electrolyser cells (SOEC) to split water into hydrogen and oxygen. HTE systems can achieve high levels of effectiveness and are well suited for integration with industrial processes or for utilizing waste heat.
• AEM electrolyser (anion exchange membrane): AEM electrolysers are based on proton exchange membrane (PEM) technology, but move anions through the membrane instead of protons. One advantage of AEM electrolysers over PEM electrolysers is that they do not require an expensive platinum catalyst at the anode, which can reduce costs. They are also often less susceptible to contamination and can work with a wider range of electrolytes. However, this technology is still being developed and is not yet widely used.
[Source: JUMO Canto / Adobe Stock]
Each of these electrolyser types has specific advantages and disadvantages as well as areas of application. The choice of the appropriate type of electrolyser depends on various factors including the required production capacity, operating conditions, availability of energy sources, and costs.
High-quality, reliable measurement technology to increase efficiency and reduce costs
An electrolyser with its required peripherals is a complex system that requires suitable and coordinated measurement technology. As hydrogen is an explosive gas, the explosion protection regulations must also be observed.
JUMO supplies products from the sensor via the automation level to cloud-based evaluation. Pressure and temperature sensors tested specifically for use with hydrogen enable safe use in the electrolyser periphery.
The JUMO SIRAS P21 AR process pressure transmitter with SIL/PL and Ex approval measures the relative and absolute pressure of liquids, steam, and gases reliably and precisely. It was developed for use in safety-related plants with Safety Integrity Level (SIL) according to DIN EN 61508. As a result, the transmitter is perfectly suited for safety measuring chains in the process industry and mechanical engineering.
JUMO PROCESStemp − the RTD temperature
probe for process technology with SIL/PL and Ex approval is the tool of choice for temperature measurement in liquid and gaseous media. They consist of a protection fitting according to DIN 43772 with various process connections, a terminal head, and an interchangeable measuring insert.
JUMO safetyM STB/STW Ex − the use of this compact and configurable safety temperature limiter/monitor according to DIN EN 14597 with SIL/PL and Ex approval enables early and reliable detection of potential hazards in Ex areas that could lead to injury to people or damage to the environment as well as destruction of production facilities and production goods. If the 1-channel safety controller of the JUMO safetyM is combined with JUMO RTD temperature probes or thermocouples, a SIL 3 compact solution is created which we can supply to you with certification and a declaration of manufacturer.
Electrolysis is an integral component of our industry
As the historical introduction has shown, electrolysis as a technology for producing hydrogen is fundamental to today's industrial landscape. Electrolysis has the potential to develop considerably in the coming years, particularly in the context of the energy transition and the associated goal of reducing dependence on fossil fuels. A decisive long-term success factor will also be economic efficiency in competition with fossil fuels. Further increases in efficiency and innovations, the use of economies of scale, and intelligent system solutions are approaches for successful market entry.
65024 at www.ien.eu
Left to right: JUMO SIRAS P21 AR | JUMO PROCESStemp
Three aspects of sensor technology are particularly important in image processing for industrial automation: performance, flexibility and usability. Simple Vision sensors meet these requirements. They are as easy to operate as optical sensors, plus they are as powerful as camera systems. Leuze offers this concept as a quick and straightforward introduction to vision technology.
Vision sensors are the ‘eyes of industrial automation’. That is because these little marvels enable machines to see and interpret their surroundings. They are easier to integrate and operate than camera systems. The devices are suitable for many different tasks: They are used for presence or absence detection, parts detection, inspection, code reading, and measuring or counting tasks. When selecting the optimum sensor technology, it is worth considering performance in the corresponding detection, identification and inspection tasks. In addition, sensor configuration and parameterization must be as simple as possible to save time and money. Leuze provides a product portfolio that meets these requirements with their Simple Vision concept.
Simple setup, efficient detection
The image processing tools from Leuze are powerful: They combine image acquisition, processing and communication functions in one device. A common sensor application is detecting the presence or absence of objects. In filling systems, for example, caps, labels or imprints on bottles or flacons must be reliably detected. Sensors can also be used to check how an object is aligned – regardless of its format, material, colour or dimensions. Users must ensure that the device performs well. The IVS 108 Simple Vision Sensor from Leuze, for example, has a consistent response time of just 50 milliseconds – even with changing objects, ambient or application conditions. This makes it very easy for system operators to decide
whether the sensor meets their production process requirements. A quick sensor setup is also important. The IVS 108 requires neither programming nor lengthy configurations. All you need to do is position ‘GOOD’ and ‘NOT GOOD’ objects in front of the sensor and confirm by pressing the teach button.
Code reading made easy
Vision sensors can also be used to read 1D or 2D codes. Sensors such as the DCR 1048i from Leuze read single or multiple codes simultaneously. This is a practical advantage for packages containing several secondary packaging units, for example. Multicode decoding makes this possible. If DPM codes printed on the packaging need to be detected, a sensor such as the DCR 1048i DPM is recommended. This is equipped with an optimized reading algorithm for reliable decoding.
The devices are used for presence or absence detection, parts detection, inspection, as well as measuring or counting tasks.
All-rounder
application
Depending on the application and system design, an all-rounder vision sensor can prove worthwhile. This enables system operators to respond quickly to market requirements and product changes. The all-rounder vision sensors such as the IVS 1048i from Leuze are recommended for detection, inspection and identification tasks. For example, checking whether labels or adhesive have been applied correctly on a packaging line. Another possible use is checking whether bottles are sealed correctly in a beverage-filling system. Some manufacturers offer devices with different resolutions. The IVS 1048i is available with a lower (736 x 480 pixels) or higher resolution (1,440 x 1,080 pixels). This allows very flexible sensor use. There is also a choice of four interchangeable S-mount lenses with variable focus adjustment. This means that the reading distance, field of view and depth of field can also be adapted to each system’s requirements.
Flexible configuration
No vision sensor without software: The usability of the associated image processing program must be a decisive factor when selecting the sensor technology. Time and effort can be saved in system operation with software that includes powerful tools and provides statistics for image
processing and inspection that can be used offline. Common interface protocols such as TCP/IP, PROFINET, FTP and SFTP (Secure File Transfer Protocol) are integrated into the device. This facilitates communication and data acquisition. Leuze provides PC-based config-
STEREOVISIONCAMERA
uration software that fulfils all these requirements with its Leuze Vision Studio. It is suitable for the IVS 1048i and DCR 1048i Simple Vision sensors. The Leuze Vision Studio offers the option of configuring the various sensors virtually using an emulator and testing the ap-
Vision sensors are recommended in many cases for image processing in industrial automation
plications with real images without a device being physically present.
Summary
It can be beneficial for system operators to focus on vision sensors that can be set up and operated without any specialist knowledge. This makes integration and ongoing operation easier, even if production process requirements change. The system sensors can thus be designed cost-effectively with minimal effort. It is also important to choose a device with a powerful performance. The sensors in the Simple Vision concept from Leuze Vision combine all of this. This enables the efficient use of image processing technology in industrial automation.